Методическая разработка открытого урока «Геометрические параметры сварного шва»
РАССМОТРЕНО
На заседании МО
Протокол № 4
Председатель МО
________/Меркулова Т.А./
«27» февраля 2018 г.
Технологическая карта теоретического занятия
Профессия 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ.01 Подготовительно-сварочные работы и контроль качества
сварных швов после сварки
МДК.01.01. Основы технологии сварки и сварочное оборудование
Разработал
Меркулова Татьяна Алексеевна, преподаватель спецдисциплин
Липецкий индустриально-строительный колледж
Липецк 2018 г
Технологическая карта теоретического занятия
Разработал
Меркулова Татьяна Алексеевна, преподаватель спецдисциплин
Липецкий индустриально-строительный колледж
Профессия15. 01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Междисциплинарный курс
МДК.01.01. Основы технологии сварки и сварочное оборудование
Тема теоретического занятия
Геометрические параметры сварного шва
Регламент занятия
45 минут
Вид занятия
Теоретическое занятие
Тип занятия
Учебное занятие по закреплению знаний и способов действий
Технологии обучения
Модульно-блочная технология, информационно-коммуникационные технологии
Цели занятия:
образовательные (обучающие)
Освоение знаний:
— определения геометрических параметров сварного шва
— выполнения схем конструктивных элементов подготовки кромок и сварного шва
Формирование профессиональных компетенций:
ПК 1.1 Читать чертежи средней сложности и сложных сварных металлоконструкций
ПК 1. 2 Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке
2 Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке
воспитательные
Формирование общих компетенций:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 6. Работать в коллективе и команде, обеспечивать ее сплочение, эффективно общаться с коллегами, руководством, потребителями.
развивающие
Формирование общих компетенций:
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности.
Обеспечение учебного занятия
Оборудование:
— мультимедийное оборудование, персональный компьютер
Учебно-методическое обеспечение:
— раздаточный материал;
— методические рекомендации;
— учебники, справочники;
Структурные элементы занятия
Время
Деятельность преподавателя
Деятельность студентов
1. Организационная часть
2 минуты
Приветствует, проверяет отсутствующих, сообщает тему занятия
Проверяют готовность к занятию.
2. Мотивация деятельности
От правильной подготовки кромок и особенностей параметров шва (согласно ГОСТ 5264-80) зависит качество сварного соединения, а соответственно и эксплуатационные характеристики конструкции в целом
3 минуты
Сообщает цели занятия.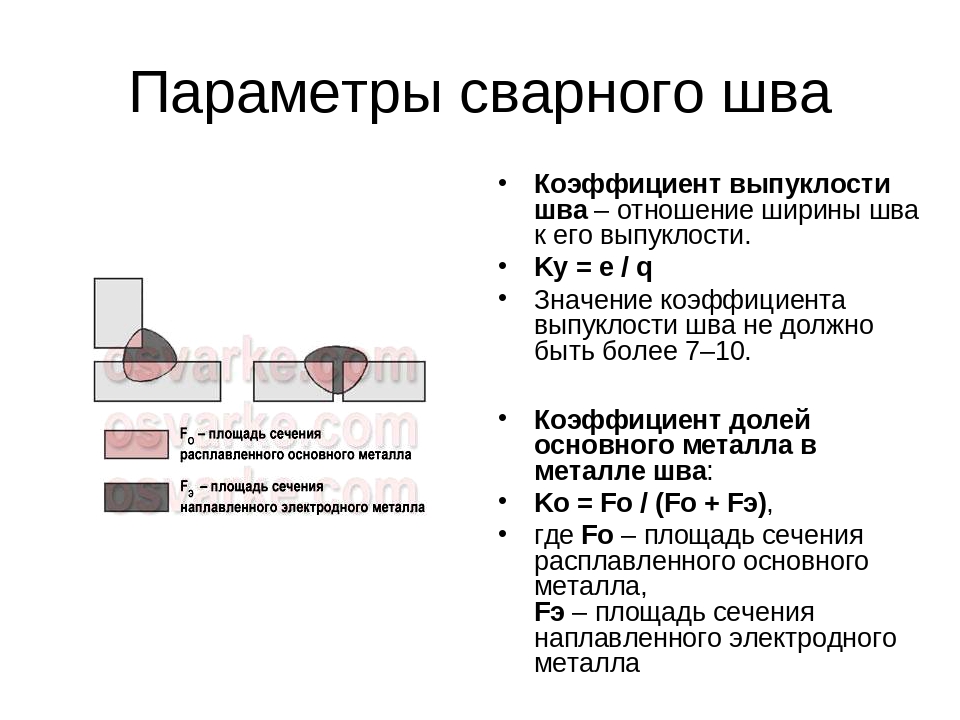
Обосновывает профессиональную значимость занятия.
Сообщает об основных этапах занятия и условий получения оценок.
Слушают преподавателя.
Фокусируют внимание на предстоящей работе на занятии.
3. Актуализация опорных знаний и способов деятельности
— Назовите основные типы сварных соединений
— Как классифицируются сварные швы по виду, по протяжённости, по положению в пространстве
— Объясните, как обозначаются сварные швы (С,У,Т,Н)
— Объясните, почему швы называются Пп, Пг, Пв,
10 минут
Опрашивает студентов по пройденному теоретическому материалу.
Организует самостоятельное повторение теоретического материала студентами.
Отвечают на поставленные вопросы.
Повторяют теоретический материал и отвечают на контрольные вопросы.
4. Порядок проведения урока (основная часть)
— при записи лекционного материала используется наглядный материал, представленная литература, ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры, материал по WorldSkills, технологические карты.
Соединения сварные. Основные типы, конструктивные элементы и размеры, материал по WorldSkills, технологические карты.
Объяснение лекционного материала:
— название темы, особенностей сварного шва
— выполнение схем параметров сварного шва стыковых соединений, угловых
10 минут
Рассказывает о значимости изучаемой темы, применении её на практике, использовании нормативно-технической и производственно-технологическую документации по сварке.
Читает материал для конспектирования и объясняет последовательность выполнения схем.
Слушают преподавателя, записывают лекционный материал
5. Самостоятельное выполнение заданий, закрепление
Материал занятия на доске (презентация)
Выполнение схем основных геометрических параметров сварного шва
2. Объясните:
— для чего необходим зазор
— от чего зависит глубина проплавления
— от чего зависит ширина шва
— какие показатели определяют катет шва
15 минут
Организует работу студентов по самостоятельному выполнению заданий.
Контролирует и корректирует деятельность студентов.
Самостоятельно выполняют задания в соответствии с порядком проведения работы.
Схемы выполняют в рабочей тетради.
6. Подведение итогов, объявление оценок, запись домашнего задания
5 минут
Мобилизует студентов на рефлексию выполнения работы. Подводит итоги.
Задает домашнее задание к следующему занятию.
Самостоятельно оценивают результаты проделанной на занятии работы. Записывают д/з.
Материал лекции
(презентация прилагается)
Геометрические параметры сварного шва
Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 1) являются: ширина шва — е, выпуклость шва — q , глубина провара — h, толщина шва — с, зазор — b, толщина свариваемого металла — S.
Рисунок 1 — Геометрические параметры стыкового шва
Ширина сварного шва — расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор
Характеристикой формы шва является коэффициент формы сварного шва Ψш — коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение Ψш — от 1,2 до 2 (может изменяться в пределах 0,8-4).
Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости шва: Ψш. Коэффициент Ψш не должен превышать 7-10.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
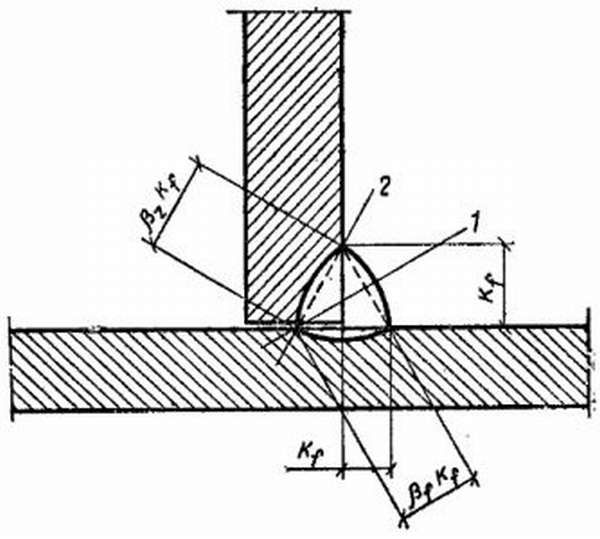
Угловой шов. Элементами геометрической формы углового шва (рисунок 2) являются: катет шва — k, выпуклость шва — q , расчетная высота шва — р, толщина шва — а.
Рисунок 2 — Геометрические параметры углового шва
Катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Расчетная высота углового шва — длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника.
Толщина углового шва — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости.
В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться.
Коэффициент доли основного металла в металле шва определяют по формуле
K = Fо/(Fо + Fэ),
где Fо — площадь сечения шва, сформированная за счет расплавления основного металла; Fэ — площадь сечения шва, сформированная за счет наплавленного электродного металла.
При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.
Использованные источники и литература:
Чернышев Г.Г. Справочник электрогазосварщика и газорезчика АКАДЕМИЯ 2012 г.
Маслов В.И. Сварочные работы 2012 г.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Задание WorldSkills, технологические схемы.
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings. COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}}/500
{{l10n_strings.TAGS}}
{{$item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}}/500
{{l10n_strings.TAGS}}
{{$item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.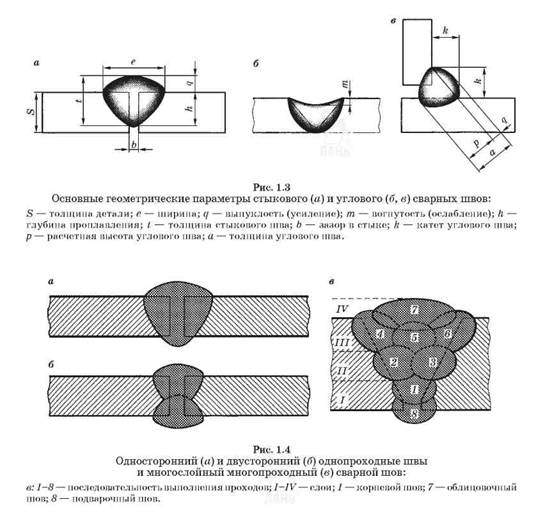 AUTHOR}}
AUTHOR}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Влияние режимов сварки на геометрические размеры и форму шва – Осварке.Нет
На геометрические размеры шва и его форму могут в значительной степени влиять выбранные режимы сварки. Например, уменьшение диаметра электрода приводит к изменению густоты тока и как следствие к увеличению давления дуги. Большее давление дуги влияет на глубину провара.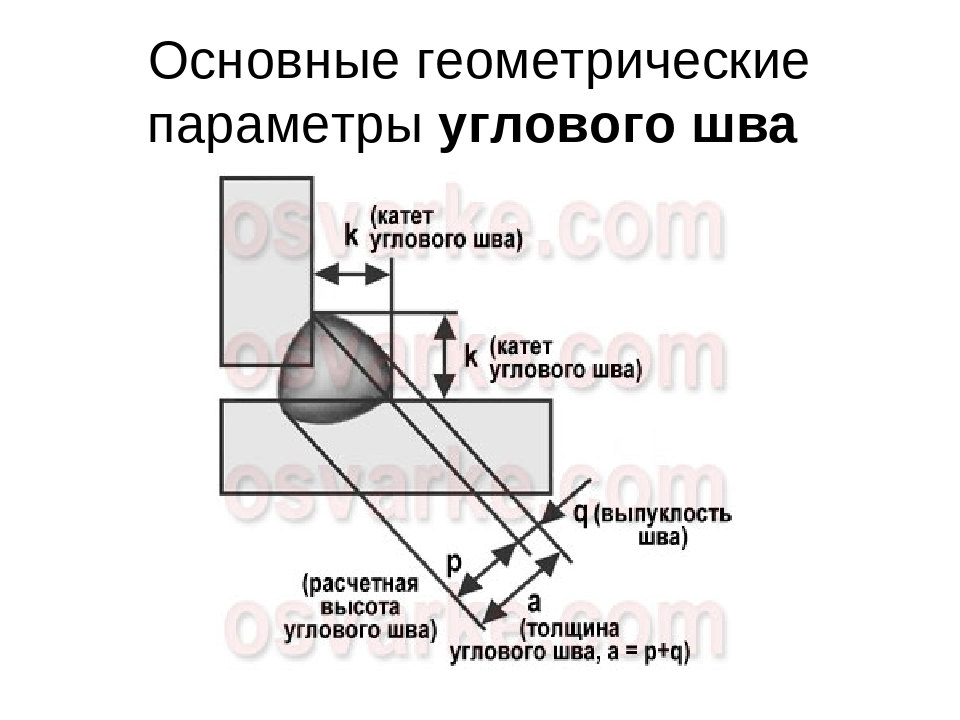 При этом катодное и анодное пятно уменьшается вследствие чего уменьшается и ширина шва.
При этом катодное и анодное пятно уменьшается вследствие чего уменьшается и ширина шва.
Влияние силы тока, рода и полярности, напряжения
[context] Ширина шва меняется в зависимости от полярности на которой ведется сварка. На прямой полярности ширина шва меньше, чем на обратной и переменном токе.От силы тока зависит размер глубины провара шва. С увеличением силы тока увеличивается глубина провара. На прямой полярности глубина провара больше, чем на обратной. Сварка от переменного источника питания уменьшает глубину провара на 15-20% в сравнении с постоянным током. Значение силы тока почти не влияет на ширину шва.
С увеличением напряжения на дуге ширина шва значительно увеличивается, а глубина провара уменьшается. Немного уменьшается усиление (выпуклость) шва. Особенное внимание на это следует обратить во время сварки тонкого металла.
Влияние скорости сварки
С увеличением скорости сварки до 40-50 м/ч глубина провара увеличивается. Дальнейший рост скорости сварки уменьшает глубину провара.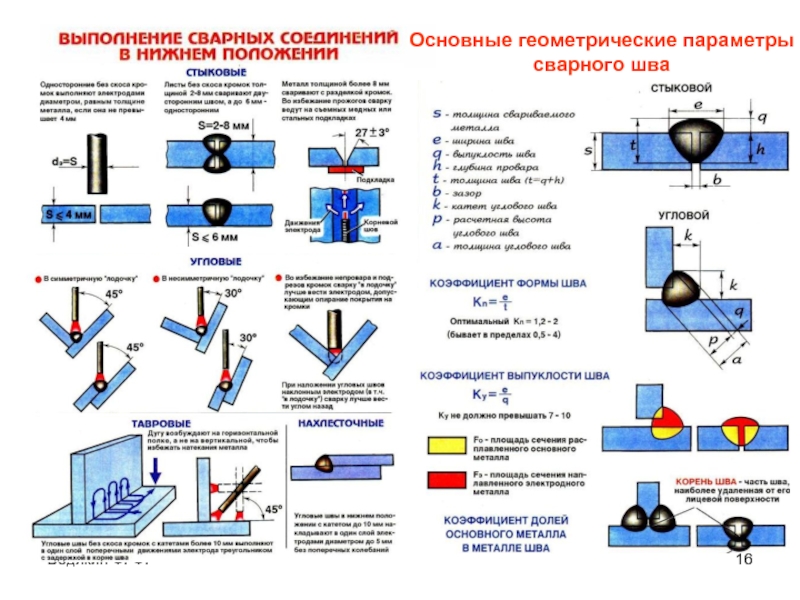 Ширина шва с ростом скорости всегда уменьшается. Сварка на высокой скорости (выше 70-80 мм) может привести к появлению подрезов по обе стороны шва.
Ширина шва с ростом скорости всегда уменьшается. Сварка на высокой скорости (выше 70-80 мм) может привести к появлению подрезов по обе стороны шва.
Влияние угла наклона электрода и изделия
Изменяя угол положения электрода к основному металлу сварщик может изменять направление давления дуги и как следствие размеры шва. Сварка углом вперед способствует уменьшению глубины провара и увеличению ширины шва. Немножко уменьшается высота выпуклости шва. Этот технический прием можно использовать для сварки тонколистового металла. Хорошее сплавление кромок изделия сваркой углом вперед позволяет повысить скорость сварки. При сварке углом назад глубина шва увеличивается, а ширина уменьшается. Сварка на подьем увеличивает глубину провара и уменьшает ширину шва, при сварке на спуск — наоборот.
Глубина провара также зависит от амплитуды движения электрода — чем больше амплитуда, тем меньше провар.
Температура окружающей среды практически не влияет на геометрические размеры шва.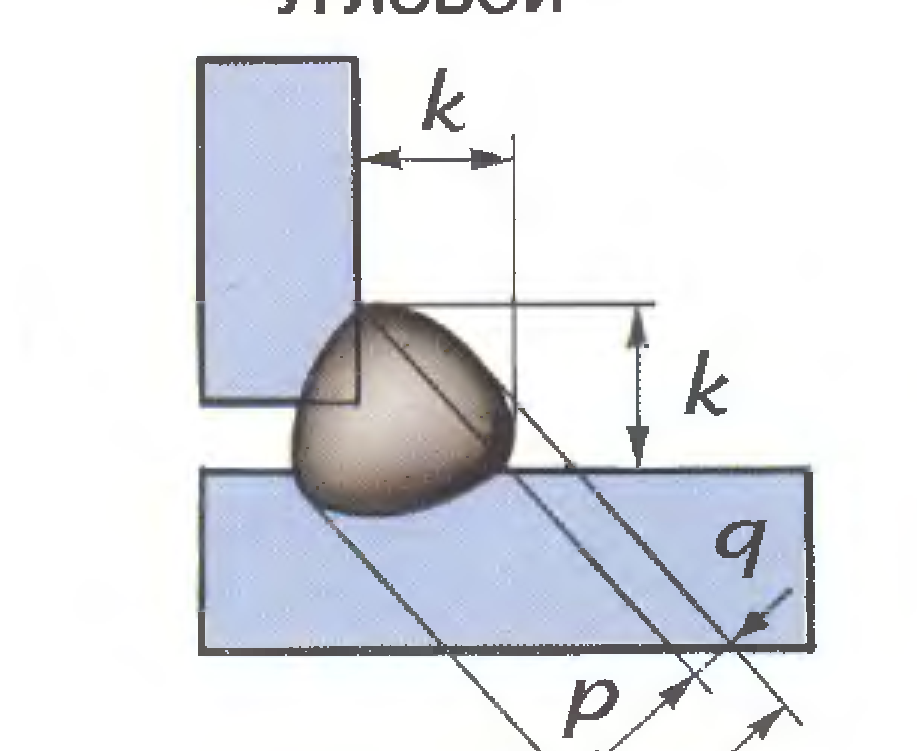 Значительное увеличение происходит при предварительном подогреве до 500 °C
Значительное увеличение происходит при предварительном подогреве до 500 °C
См. также
Геометрические размеры сварного шва
Режимы ручной дуговой сварки
Влияние параметров режима сварки на формирование шва
Влияние параметров режима сварки под флюсом на формирование шва
Режим автоматической сварки под флюсом включает ряд параметров. Основные из них:
- сила сварочного тока,
- напряжение дуги,
- скорость сварки,
- диаметр электрода,
- род тока,
- полярность тока.
Дополнительные параметры:
- вылет электрода,
- наклон электрода
- и др.
Параметры режима сварки выбирают исходя из толщины свариваемого металла и требуемой формы сварного шва, которая определяется глубиной проплавления и шириной шва.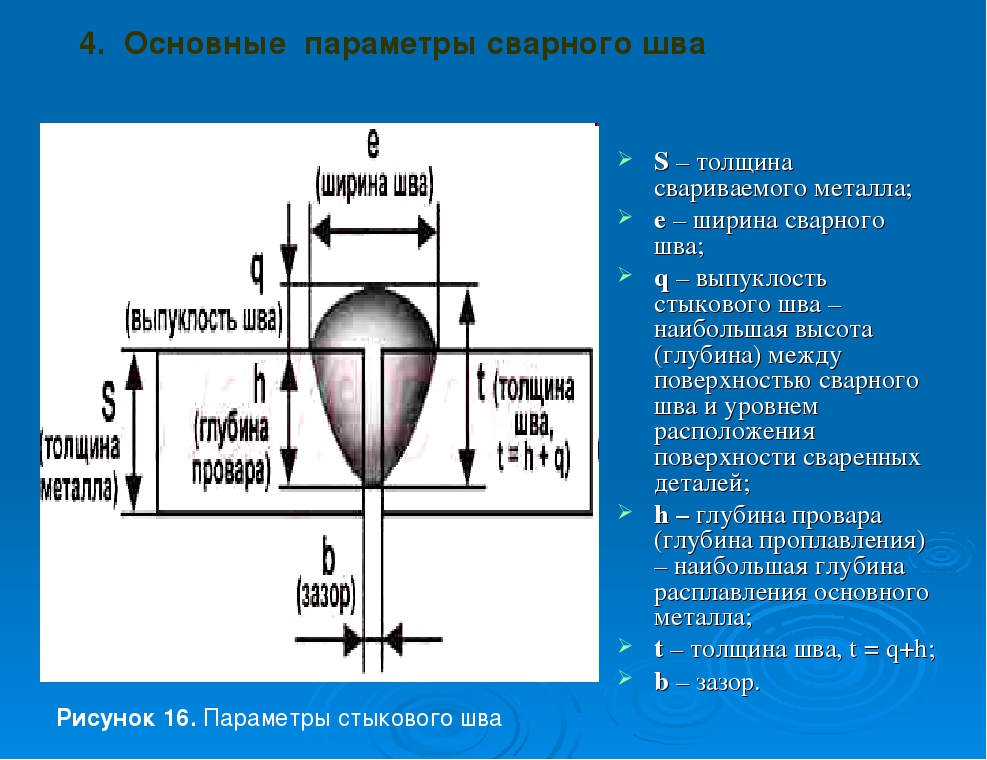 Режим сварки определяют по экспериментальным (справочным) таблицам или приближенным расчетом с последующей проверкой на технологических пробах. Обычно режим сварки выбирают в следующем порядке: в зависимости от толщины свариваемого металла выбирают диаметр электродной проволоки, затем в зависимости от диаметра устанавливают силу сварочного тока, далее скорость подачи электрода и скорость сварки. Примерные режимы автоматической сварки под флюсом приведены в табл. 1.
Режим сварки определяют по экспериментальным (справочным) таблицам или приближенным расчетом с последующей проверкой на технологических пробах. Обычно режим сварки выбирают в следующем порядке: в зависимости от толщины свариваемого металла выбирают диаметр электродной проволоки, затем в зависимости от диаметра устанавливают силу сварочного тока, далее скорость подачи электрода и скорость сварки. Примерные режимы автоматической сварки под флюсом приведены в табл. 1.
Таблица 1. Режим сварки под флюсом
Способ сварки | Толщина металла, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч |
Автоматическая сварка | 5 | 3 | 450-500 | 32-34 | 35 |
Автоматическая сварка | 10 | 5 | 700-750 | 34-36 | 30 |
Ниже рассматривается влияние перечисленных параметров режимов на формирование шва и приводятся рекомендации к их выбору.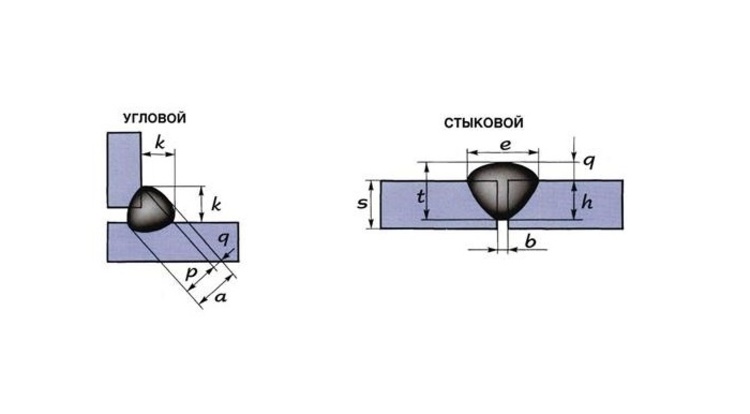
Сила сварочного тока. От силы тока зависит тепловая мощность дуги. При увеличении силы тока количество выделяющейся теплоты возрастает и увеличивается давление дуги на ванну. Это приводит к увеличению глубины проплавления основного металла и доли участия его в формировании швов. Ширина шва при этом практически мало изменяется (рис. 1, а).
Рис. 1. Влияние параметров режима на форму шва: а – сварочный ток, б – напряжение дуги, в – скорость сварки
Диаметр электродной проволоки. При увеличении диаметра электродной проволоки и неизменном сварочном токе плотность тока на электроде уменьшается, одновременно усиливается блуждание дуги между концом электрода и поверхностью сварочной ванны, что приводит к возрастанию ширины шва и уменьшению глубины провара. И, наоборот, при уменьшении диаметра электродной проволоки плотность тока в ней увеличивается, уменьшается блуждание дуги, происходит концентрация теплоты на малой площади сварочной ванны и глубина провара возрастает, ширина шва при этом уменьшается.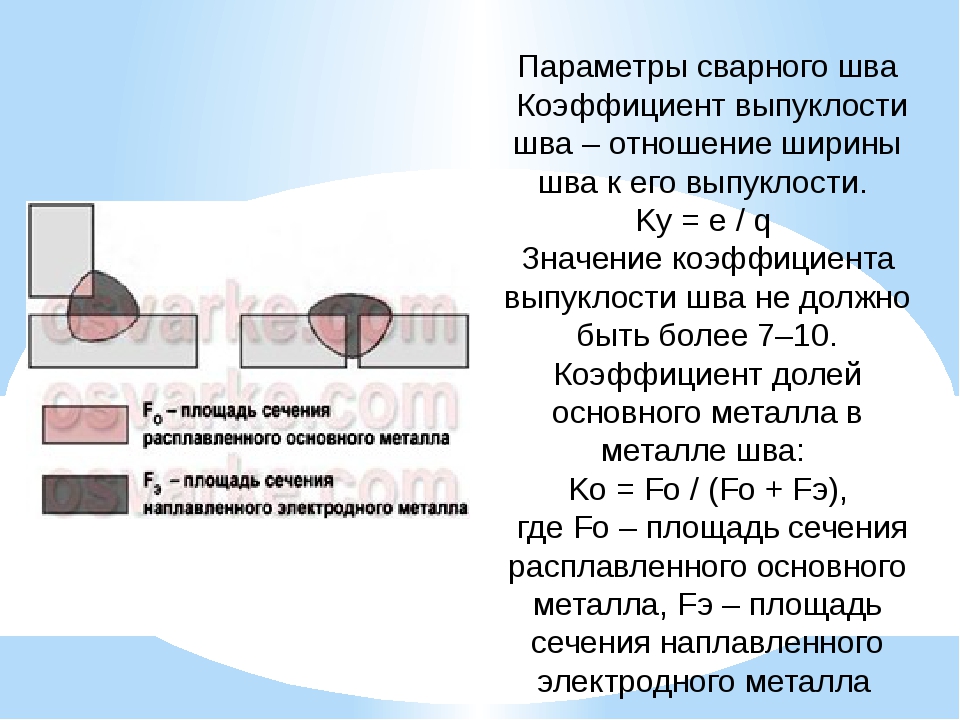 Это позволяет при сварке тонкой электродной проволокой сравнительно на небольших токах получать глубокий провар.
Это позволяет при сварке тонкой электродной проволокой сравнительно на небольших токах получать глубокий провар.
Напряжение дуги. Из всех параметров режимов автоматических способов дуговой сварки напряжение дуги (рис. 1, б) оказывает наибольшее влияние на ширину шва. С повышением напряжения увеличиваются ее длина и подвижность, в результате чего возрастает доля теплоты идущей на плавление поверхности основного металла и флюса. Это приводит к значительному увеличению ширины шва, причем глубина проплавления уменьшается, что особенно важно при сварке тонкого металла. Несколько уменьшается и высота выпуклости шва.
С повышением напряжения дуги увеличение ширины шва зависит и от рода тока. При одних и тех же напряжениях дуги ширина шва при сварке на постоянном токе, а в особенности при обратной полярности, значительно больше ширины шва, выполненного на переменном токе.
Род тока и полярность.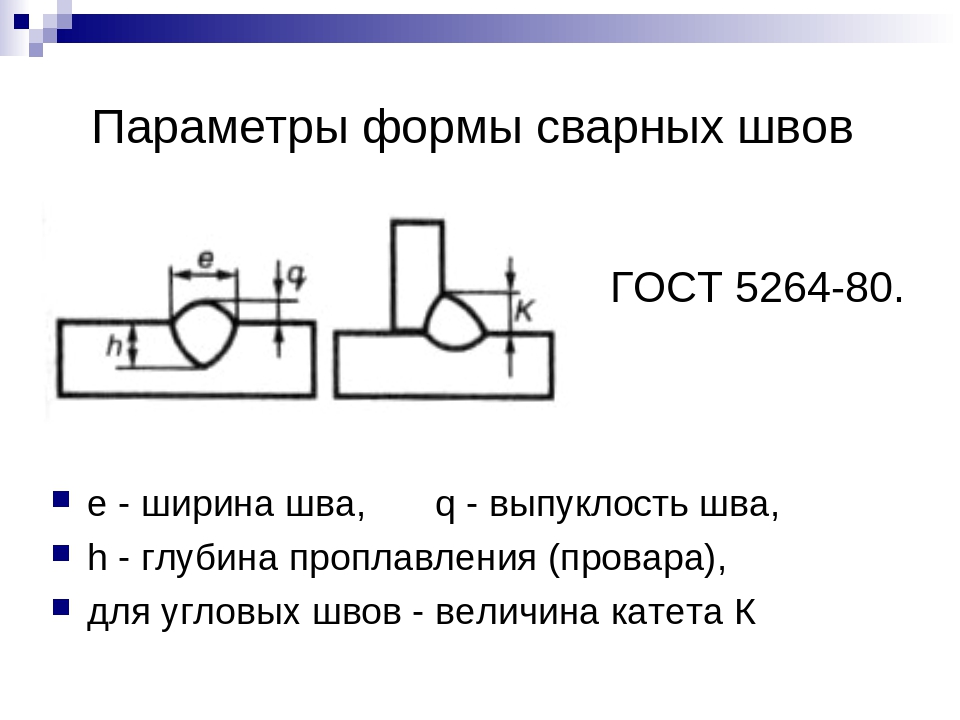 Характер зависимости формы и размеров шва от основных параметров режимов сварки при переменном примерно такой же, как и при постоянном. Однако полярность постоянного тока оказывает различное влияние на глубину и плавления, что объясняется разным количеством теплоты, выделяемой на катоде и аноде. При дуговой сварке под флюсом постояным током применяется, как правило. обратная полярность.
Характер зависимости формы и размеров шва от основных параметров режимов сварки при переменном примерно такой же, как и при постоянном. Однако полярность постоянного тока оказывает различное влияние на глубину и плавления, что объясняется разным количеством теплоты, выделяемой на катоде и аноде. При дуговой сварке под флюсом постояным током применяется, как правило. обратная полярность.
Скорость сварки. Влияние скорости сварки (рис. 1, в) на глубину проплавления и ширину шва носит сложный характер. Сначала при увеличении скорости сварки столб дуги все больше вытесняет жидкий металл, толщина прослойки жидкого мета. под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (более 40 – 50 м/ч) заметно уменьшается погонная энергия и глубина проплавления на начинает уменьшаться. Во всех случаях при увеличении скорости сварки ширина постоянно уменьшается. При скорости сварки более 70 – 80 м/ч основной металл не успевает достаточно прогреваться, в результате чего по обеим сторонам шва возможны несплавления кромок или подрезы. При необходимости ведения сварки на больших скоростях применяют специальные методы (двухдуговая, сварка трехфазной дугой и др.).
При необходимости ведения сварки на больших скоростях применяют специальные методы (двухдуговая, сварка трехфазной дугой и др.).
Скорость подачи электродной проволоки. Этот параметр режима сварки тесно связан с силой сварочного тока и напряжением дуги. Для устойчивого процесса сварки скорость подачи электродной проволоки должна быть равна скорости ее плавления. При недостаточной скорости подачи проволоки возможны периодические обрывы дуги, при слишком большой скорости происходят частые короткие замыкания электрода на сварочную ванну. Все это ведет к появлению непроваров и неудовлетворительному формированию шва.
Вылет электрода. С увеличением вылета электрода возрастает интенсивность его предварительного подогрева проходящим сварочным током. Электрод плавится быстрее, а основной металл остается сравнительно холодным. Кроме того, увеличивается длина дуги, что приводит к уменьшению глубины проплавления и некоторому увеличению ширины шва. Обычно вылет составляет 40 – 60 мм.
Обычно вылет составляет 40 – 60 мм.
Наклон электрода вдоль шва. Обычно сварку выполняют вертикально расположенным электродом, но в отдельных случаях она может производиться с наклоном электрода углом вперед или углом назад (рис. 2, а).
При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается, а глубина проплавления уменьшается. Уменьшается также высота выпуклости шва, но заметно возрастает ширина, что позволяет использовать этот метод при сварке металла небольшой толщины. Кроме того, при сварке углом вперед лучше проплавляются свариваемые кромки, что дает возможность производить сварку на повышенных скоростях. При сварке углом назад жидкий металл давлением газов вытесняется из-под дуги, т. е. толщина его прослойки под дугой уменьшается, а глубина проплавления увеличивается. Увеличивается также высота выпуклости шва, но значительно уменьшается его ширина. Ввиду глубокого проплавления и недостаточного прогрева свариваемых кромок возможны несплавление основного металла с наплавленным и образованием пористости шва. Учитывая это, данный метод применяют ограниченно, в основном при сварке металла большой толщины на больших скоростях, например при двухдуговой сварке или выполнении кольцевых швов небольшого диаметра.
Учитывая это, данный метод применяют ограниченно, в основном при сварке металла большой толщины на больших скоростях, например при двухдуговой сварке или выполнении кольцевых швов небольшого диаметра.
Рис. 2. Влияние наклона при сварке на форму шва: а – электрода, б – детали
Наклон изделия. Обычно автоматическая и механизированная сварка под флюсом производится в нижнем положении (рис. 2, а). Возможна сварка на подъем или на спуск (рис. 2, б). При сварке на подъем жидкий металл под действием собственного веса вытекает из-под дуги, толщина его прослойки уменьшается, что приводит к увеличению глубины проплавления и уменьшению ширины шва. При угле наклона 6 – 8° по обе стороны шва могут образоваться подрезы, ухудшающие форму шва.
При сварке на спуск расплавленный металл подтекает под дугу, что приводит к увеличению толщины его прослойки. Глубина проплавления при этом уменьшается. Этот метод, позволяющий несколько увеличить скорость сварки при хорошем формировании шва и небольшой глубине проплавления, применяется при сварке тонкого металла. При угле наклона более 15 – 20° происходит сильное растекание электродного металла, который только натекает на поверхность свариваемого изделия, но не сплавляется с ним, поэтому не применяется.
Этот метод, позволяющий несколько увеличить скорость сварки при хорошем формировании шва и небольшой глубине проплавления, применяется при сварке тонкого металла. При угле наклона более 15 – 20° происходит сильное растекание электродного металла, который только натекает на поверхность свариваемого изделия, но не сплавляется с ним, поэтому не применяется.
Марка флюса и его грануляция. Различные флюсы обладают разными стабилизирующими свойствами, с повышением которых увеличиваются длина дуги и ее напряжение в результате чего возрастает ширина шва и уменьшается глубина проплавления. Чем крупнее флюс, тем меньше его объемная масса. Флюсы с малой объемной массой (крупнозернистые стекловидные и пемзовидные) оказывают меньшее давление на газовую полость зоны сварки, что способствует получению более широкого шва с меньшей глубиной проплавления.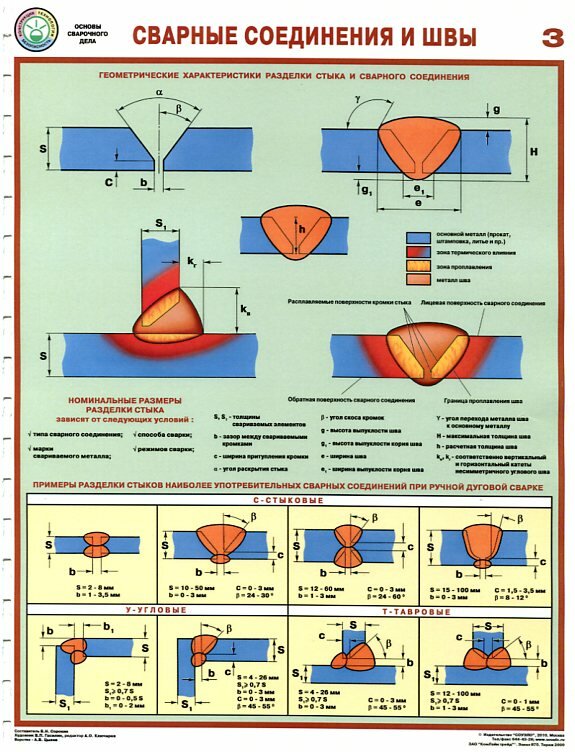 Применение мелкозернистого флюса с большей объемной массой приводит к увеличению глубины проплавления и уменьшению ширины шва.
Применение мелкозернистого флюса с большей объемной массой приводит к увеличению глубины проплавления и уменьшению ширины шва.
5 параметров сварки (аббревиатура CLAMS)
Создание наплавленного валика нужного размера, формы и глубины зависит от множества факторов.
Студенты, изучающие электродуговую сварку, запоминают большинство из них, повторяя аббревиатуру CLAMS, поскольку каждая буква обозначает параметр сварки.
5 параметров сварки
Вот список из 5 параметров сварки:
- C текущий
- L Длина дуги
- А Угол
- M манипуляция
- S пед
Текущий
Сила токаобычно определяет размер и проплавление валика сварного шва, когда вы перемещаете горелку с нужной скоростью.
Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификациям процедур сварки (WPS) для своих текущих настроек или пробуют сварку на образцах листов одинаковой толщины, чтобы увидеть, что работает лучше всего.
Длина дуги
То, насколько близко сварщик держит дугу проволоки или сварочного электрода к рабочим пластинам, может влиять на количество тока и тепла, поступающих в соединение.
При приближении к рабочим пластинам ток и тепло в сварном шве остаются высокими.Если держать дальше, электрод выделяет меньше тепла и больше брызг.
Как правило, при сварке электродом длина дуги должна соответствовать диаметру металла электрода.
Другими словами, если вы используете 1/8-дюймовый стержень, держите его на расстоянии 1/8 дюйма от поверхности сустава. Вы можете увеличить длину дуги, чтобы уменьшить нагрев сварочной ванны или ограничить отложение металла сварного шва.
При работе с подачей проволоки (например, при сварке MIG или порошковой проволокой) проволочный электрод держится дальше от соединения, чем при сварке электродом.
Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл.
По этой причине учащиеся также изучают разницу между вылетом электрода (длиной провода от контактного наконечника) и расстоянием от контакта до рабочего места.
Изменения в ESO или CTWD влияют на ток, поступающий в соединение, независимо от настройки скорости подачи проволоки на машине.
Угол
При сварке следует помнить о двух углах наклона горелки:
- Рабочий уголок
- Угол перемещения
Рабочий угол
Рабочий угол, представляющий собой отношение между соединением и факелом (или стержнем).
В идеале вы должны держать резак перпендикулярно или под углом 90 градусов к стыку. Большим исключением из правил являются Т-образные соединения, где рабочий угол варьируется от 30 до 50 градусов.
Угол хода
Угол хода — это соотношение между резаком и линией хода. Чтобы увидеть стык и ванну, сварщик может наклонить стержень до 10 градусов по направлению движения или иногда против направления движения.
Как вы можете видеть на первой диаграмме, угол резака по отношению к заготовке (слева) составляет 90 градусов, что позволяет максимальному нагреву и току сфокусироваться на стыковом соединении с открытой канавкой. (Представьте, что это вид спереди на рабочие пластины.)
(Представьте, что это вид спереди на рабочие пластины.)
На диаграмме справа угол перемещения показывает наклон вдоль соединения на 5-10 градусов. Это дает сварщику лучший обзор того, что происходит в ванне.
Когда вы перетаскиваете горелку или электрод, наклон направляется в сторону лужи, что способствует проникновению и получению толстого валика. Когда вы толкаете, наклон происходит в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции
Это относится к движению руки сварщика, направляющей электрод вдоль соединения.
Достижение врезки в пальцах имеет первостепенное значение, но также важно контролировать проникновение и нагрев.
Как описано в статье о типах бусин, переплетение, взмахивание, перетаскивание или толкание являются примерами манипуляции.
Скорость
Если вы будете двигаться слишком быстро, размер сварного шва будет маленьким, и провар будет недостаточным.
Двигайтесь слишком медленно, и вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на ваши рабочие пластины.
В следующей таблице показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» означает скорость подачи проволоки, с помощью которой сварочные аппараты для сварки MIG и порошковой проволокой регулируют ток.
Обратите внимание, что при слишком высоком напряжении буртик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов располагается поверх основного металла, а не проникает в него. Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке электродом сварщик напрямую устанавливает напряжение, но не ток, поэтому аппараты называются постоянным током (CC).
При сварке MIG/флюсовой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно только устанавливает ток.
Некоторые машины с палочками также имеют настройку, известную как Dig. Этот параметр позволяет увеличить ток сверх установленной выходной силы, если дуга начинает гаснуть.
Хотя на приведенных выше фотографиях этого не видно, слишком длинная дуга может вызвать пористость (пузырьки воздуха) внутри сварного шва, брызги на основной металл и подрезы на концах шва. Дополнительную информацию по этому вопросу см. в статье «Дефекты сварки».
Другие переменные для рассмотрения
В дополнение к CLAMS есть несколько других переменных, о которых следует подумать при планировании операции сварки:
Совместное проектирование и сборка
То, как вы подготавливаете свои рабочие плиты (или стационарную конструкцию) к сварке, может повлиять на результат операции больше, чем что-либо другое.
Перед началом сварки ваши стыки, скошенные кромки, шлифованные приповерхностные поверхности и поверхности должны совпадать друг с другом гладким и однородным образом. Не должно быть никаких заусенцев, зазоров или ровности.
Будучи студентом, легко предположить, что как только металл нагреется, все ляжет естественным образом, и все маленькие шероховатости исчезнут, как по волшебству.
На самом деле, вы можете усугубить ситуацию, если не потратите время на правильную примерку.
Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки.(При сварке MIG возможны более крутые углы, чем при сварке электродом.)
Вы также должны прикрепить свои пластины и использовать зажимы по мере необходимости, чтобы предотвратить слипание соединения до сварки или других деформаций, вызванных теплом.
Заблаговременная очистка кромок сварных швов также важна. Хотя некоторые стержневые электроды предназначены для проникновения через ржавчину и прокатную окалину, эти примеси все же могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует взять за привычку очищать или шлифовать участки, которые вы планируете сваривать.
Размер
Толщина основного металла должна учитываться при принятии решения о том, какой диаметр электрода, стержня, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости подачи проволоки и/или тока.
Существует множество других факторов размера, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла
Различные металлы по-разному рассеивают тепло. Масса ваших заготовок также оказывает влияние: более мелкие заготовки нагреваются намного быстрее, чем большие и тяжелые.
Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять прочность на растяжение или другие качества, если вы не будете контролировать тепло, входящее и выходящее из пластин или трубы.
По мере того, как вы будете больше узнавать о химических и механических свойствах различных металлов и сплавов, вы, возможно, решите включить предварительную или последующую термообработку ваших деталей в операцию сварки.
Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не одобряется после первого семестра школы сварщиков.Это связано с тем, что закалка оказывает своего рода травмирующее воздействие на металл и может сделать его хрупким.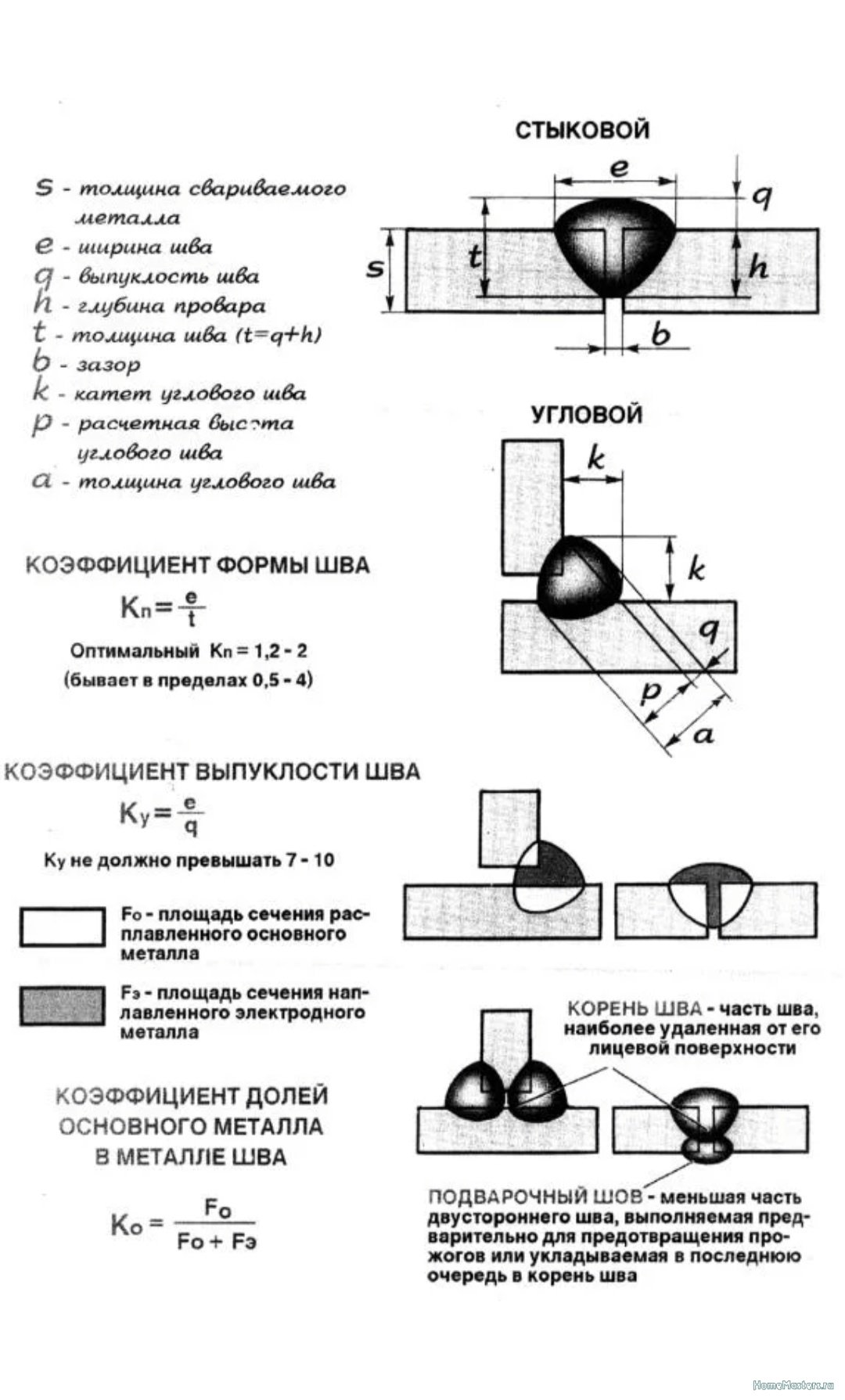
Класс металлургии знакомит сварщиков со многими формами термической обработки и их преимуществами, такими как закалка, отпуск и отжиг.
(PDF) Определение параметров сварки для качественных сварных швов в GMAW
WELDING RESEARCH
WELDING JOURNAL / ЯНВАРЬ 2016, ТОМ. 9546-s
, такие как глубина проникновения, ширина валика
и армирование.Выражения критериев при заданном доверительном уровне
для каждого из трех PCQ используются для
определения качественного формирования сварного шва. Пересечение областей качества
для каждого ПКС делает область
качественной локацией для формирования
сварных соединений.
Экспериментальная проверка разработанных методик с использованием оптимальных параметров
показала хорошее соответствие расчетных
значений PCQ и его экспериментальных
значений.
1. BS EN ISO 5817:2007, Сварка – Fu-
сварные соединения стали, никеля, титана
и их сплавов (исключая балочную сварку) –
Уровни качества дефектов. Лондон, Великобритания:
Лондон, Великобритания:
Британский институт стандартов (BSI).
2. Программное обеспечение WeldOffice®. C-спец.
cspec.com/wps.html.
3. Kumar, A., and DebRoy, T. 2007. Адаптация
геометрии углового шва с использованием генетического алгоритма
и нейронной сети, обученной
расчету конвективного теплового потока.
Журнал сварки 86(1): с 26-й по 33-ю.
4. Ким И-С. 2001. Исследование разработки нового алгоритма для прогнозирования переменных процесса
в процессе сварки GMA.
Международный журнал JSME, серия C, 44(2):
561–566.
5. Гунарадж, В., и Муруган, Н. 2000.
Прогнозирование и оптимизация наплавленного валика
объем для процесса под флюсом —
Часть 1. Welding Journal 79(10): 286-s to
294-с.
6. Гунарадж В. и Муруган Н. 2000.
Прогнозирование и оптимизация наплавленного валика
объем для процесса под флюсом —
Часть 2. Журнал сварки 79(11): 331-s to
338-с.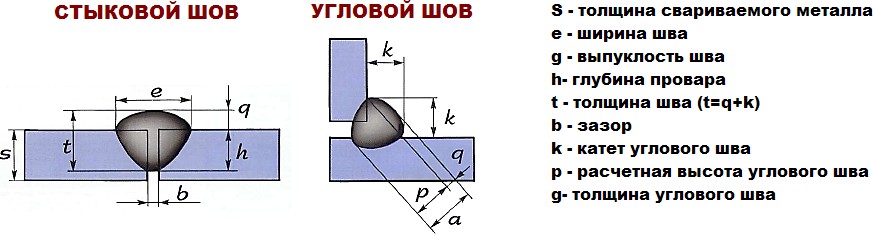
7. Li, X.R., Zhang, Y.M., and Kvidahl,
L. 2013. Мониторинг глубины проплавления и контроль
при дуговой сварке под флюсом. Сварка
Журнал 92(2): с 48 по 56 с.
8. Murray, P. E. 2002. Выбор параметров для GMAW с использованием размерного анализа.
Журнал сварки 81(7): со 125-й по 131-ю.
9. Бабкин А. С. 2005. Использование теории подобия и размерности
для описания процессов, происходящих при
сварке. Welding International 19(12):
971–977.
10. Okui, N., et al. 2007. Методика прогнозирования формы зоны плавления.
Журнал сварки 86(2): с 35-й по 43-ю.
11. Кристенсен Н., Девис В.de L.,
и Gjermudsen, K. 1965. Распределение температуры
при дуговой сварке. British Welding
Журнал 2 (12): 54–57.
12. Ковачевич, Р., Чжан, Ю. М., и Ли,
Л. 1996. Мониторинг проплавления сварного шва
на основе геометрического вида ванны. Журнал сварки 75(10): 317-с по
329-с.
13. Chen, S.B., et al. 1997. Самообучающиеся нечеткие нейронные сети и компьютерное зрение
для управления импульсным GTAW.Сварка
Журнал 76(5): с 201-й по 209-ю.
14. Chen, S.B., et al. 2000. Интеллектуальная
методология обнаружения, моделирования и
управления импульсной GTAW: Часть 2 — Стыковая сварка
. Журнал сварки 79(5): 164-с
по 174-с.
15. Campbell, S.W., Galloway, A.M.,
и McPherson, N.A. 2012. Прогнозирование геометрии сварного шва
с помощью искусственной нейронной сети
, выполненное с использованием GMAW с чередующимися защитными газами
.Журнал сварки 91(6):
с 174 по 181 с.
16. Allen, T.T., et al. 2002. Статистический расчет процесса
для роботизированной GMA-сварки листового металла
. Журнал сварки 81(5): 69-с по
77-с.
17. Хсу С. и др. 2008. Оптимизация процесса сварки роботизированной шпильки
с помощью запланированного эксперимента. Журнал сварки 87(10):
Журнал сварки 87(10):
с 265 по 272 с.
18. Бабкин А.С., Кривошея В.Е.
1985.Разработка алгоритма расчета параметров сварки
в углекислом газе
с использованием микроЭВМ.
Сварочное производство 85(4): 3–6.
19. Ким Д. и Ри С. 2001. Оптимизация процесса дуговой сварки с использованием параметров генетического алгоритма. Welding Jour-
nal 80(7): с 184 по 189 с.
20. Kim, D., et al. 2005. Определение
оптимальных условий сварки с контролируемой процедурой случайного поиска.Сварка
Журнал 84(8): со 125-й по 130-ю.
21. Vilarinho, L. O., et al. 2009.
Методика расчета параметров
VP-GMAW. Журнал сварки 88(4): 92-е по
98-е.
22. Равиндран, А., Рэгсделл, К. М., и
Реклайтис, Г. В. 2006. Инженерная оптимизация,
, методы и приложения. п. 659.
Хобокен, Нью-Джерси: Wiley.
23. Курейчик В.М., Малюков С.П.,
Курейчик В.В., Малюков А. С. 2009.
С. 2009.
Генетические алгоритмы для прикладных задач САПР. Берлин, Гейдельберг, Германия:
Springer-Verlag.
24. Чжан В.Дж. и Чжан Ю.М.
2013. Динамический контроль процесса GTAW
с использованием модели реакции человека-сварщика
. Журнал сварки 92(5): 154-с по
166-с.
25. Лю, Ю. К., Чжан, Ю. М., и Квидаль,
Л. 2014. Интеллект квалифицированного сварщика
моделирование и управление: Часть 1 — моделирование.
Журнал сварки 93(2): с 46 по 52.
26. Лю, Ю. К., Чжан, Ю. М., и Квидаль,
Л. 2014. Интеллект квалифицированного сварщика
моделирование и управление: Часть II — Анализ
и приложения управления. Журнал сварки
93(5): с 46 по 52 с.
27. Бабкин А.С., Епифанцев Л.Т.
2004. Методика расчета оптимальных
режимов дуговой сварки и наплавки.
Welding International (18)7: 550–553.
28. Correia, D.S. 2004. Сварка GMAW
оптимизация с использованием генетических алгоритмов.
Журнал Бразильского общества механиков
Науки и инженерия 26(1): 28–33.
29. Kanti, K.M., et al. 2013. Оптимизация проплавления
валиков при импульсной газовой
дуговой сварке металлом с использованием генетического алгоритма.
International Journal of Emerging Technology-
gy and Advanced Engineering (3)3: 368–371.
30. Бабкин А.С. 2006. Влияние зазора
и условий сварки на размеры шва
. Welding International (20)4:
300–306.
31. ГОСТ 14771-76. 1991. Газ-
дуговая сварка в среде защитного газа. Сварные соединения. Основные типы,
Элементы конструкции и размеры, Москва,
Издательство стандартов.
32. Рыкалин Н. Н. 1951. Расчеты
тепловых процессов при сварке.п. 296,
Москва, «Машгис».
33. Verhaeghe, G. 1999. Прогнозные формулы
для искривления сварных швов: критический обзор
(Abington Publishing Special Report). п.
96, Кембридж, Victorie Press Ltd.
34. Grafarend, E. W. 2006. Линейные и
нелинейные модели: фиксированные эффекты, случайные эффекты
и смешанные модели. Вальтер де Грюйтер.
35. Ku, HH 1966. Примечания по использованию
формул распространения ошибок.Журнал
Исследования Национального бюро стандартов
(Национальное бюро стандартов) 70C (4):
262. doi:10.6028/jres.070c.025. ISSN
0022-4316.
36. Бабкин А. С. 2005. Повышение точности коэффициентов
и постоянных величин
при расчете диоксида углерода
условий сварки и наплавки.
Welding International 19(8): 640–642.
Ссылки
Дополнение Бабкина, январь 2015 г.qxp_Layout 1 10.12.15 15:58 Страница 46
Настройка и определение параметров для орбитальной сварки труб
Что делать, если спецификации недоступны
Бернард Мэннион и Джек Хайнцман III
Орбитальная сварка впервые была использована в 1960-х годах в аэрокосмической промышленности. К началу 1980-х это стало практичным для многих отраслей промышленности,
когда были разработаны комбинированные системы питания/управления, которые работали от 110 вольт переменного тока (VAC) и были
физически достаточно малы, чтобы их можно было носить с собой на строительных площадках для выполнения нескольких сварных швов на месте.
К началу 1980-х это стало практичным для многих отраслей промышленности,
когда были разработаны комбинированные системы питания/управления, которые работали от 110 вольт переменного тока (VAC) и были
физически достаточно малы, чтобы их можно было носить с собой на строительных площадках для выполнения нескольких сварных швов на месте.
В настоящее время типичными отраслями, использующими орбитальную сварку, являются аэрокосмическая промышленность; продукты питания, молочные продукты и напитки; ядерный; офшор; фармацевтический; и полупроводник.Другие области применения включают трубы для котлов, а также трубную и трубную арматуру, клапаны и регуляторы.
Современные системы орбитальной сварки предлагают компьютерное управление, в котором хранятся различные параметры сварки, которые можно вызывать как
нужный. По сути, навыки сертифицированного сварщика встроены в систему, что позволяет производить стабильные сварные швы и
оставляя меньше места для ошибок или дефектов.
По сути, навыки сертифицированного сварщика встроены в систему, что позволяет производить стабильные сварные швы и
оставляя меньше места для ошибок или дефектов.
| Рисунок 1 Стандартные закрытые головки для орбитальной сварки могут использоваться для сварки труб размером до 6 дюймов и толщиной стенки до 0,154 дюйма. |
В процессе орбитальной сварки трубы фиксируются на месте, а головка орбитальной сварки вращает электрод и электрическую
дугой вокруг сварного шва, чтобы получился сварной шов (см. Рисунок 1 ).Система орбитальной сварки состоит из этой сварочной головки и источника питания.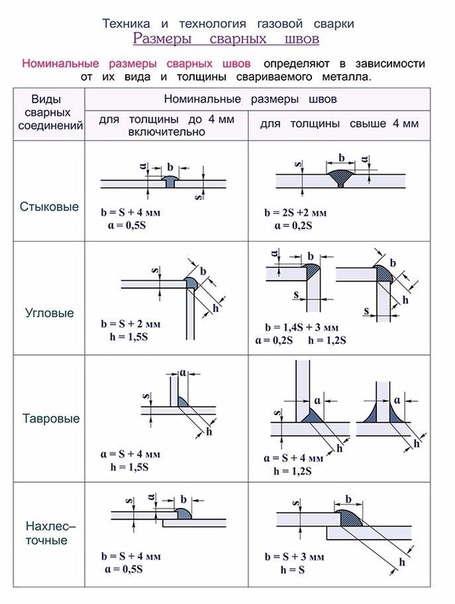
поставляются в закрытом и открытом исполнении и обеспечивают камеру с инертной атмосферой, которая окружает сварной шов. Стандартные закрытые головки для орбитальной сварки подходят для сварки труб диаметром от 1/16 до 6 дюймов (от 1,6 до 162 мм) с толщина стенки до 0.154 дюйма (3,9 миллиметра). Большие диаметры и толщины стенок могут быть приспособлены с открытым типом сварочные головки.
Система электропитания/управления обеспечивает и контролирует параметры сварки в соответствии со специальной созданной программой сварки.
или вспомнить по памяти. Источник питания обеспечивает параметры управления, ток дуговой сварки и мощность привода.
двигатель в сварочной головке и при необходимости включает и выключает защитные газы.
Для орбитальной сварки во многих областях прецизионной или высокочистой сварки основной материал, диаметр трубы, сварное соединение и подгонка деталей требования, тип и чистота защитного газа, длина дуги, материал вольфрамового электрода, геометрия кончика электрода и шлифовка электрода состояние поверхности может быть уже записано в спецификации, охватывающей применение.
Каждый поставщик оборудования для орбитальной сварки немного отличается в рекомендуемых методах и процедурах сварки. Где возможно, следует следовать рекомендациям поставщика, особенно в вопросах, касающихся гарантий.
В этой статье представлены рекомендации для приложений, которые не имеют спецификаций и для которых инженер-сварщик должен создать
установки для сварки и определения параметров сварки.
Физика процесса GTAW
Орбитальная сварка использует процесс дуговой сварки вольфрамовым электродом (GTAW) в качестве источника электрической дуги, которая плавит основной материал. и образует сварной шов. В процессе GTAW между вольфрамовым электродом и свариваемой деталью возникает электрическая дуга.
Для зажигания дуги используется высоковольтный сигнал (обычно от 3,5 до 7 киловольт) для разрушения (ионизации) изоляционных свойств защитного газа и сделать его электропроводным для пропускания небольшого количества тока. Конденсатор сбрасывает ток в этот электрический путь, который снижает напряжение дуги до уровня, при котором источник питания может подавать ток в течение дуга.
Источник питания реагирует на запрос и подает сварочный ток для поддержания дуги. Свариваемый металл плавится
интенсивным нагревом дуги и плавких предохранителей.
Свариваемый металл плавится
интенсивным нагревом дуги и плавких предохранителей.
Материал Свариваемость
Выбранный материал варьируется в зависимости от области применения и среды, в которой должна выдерживать трубка.механические, термические, Требования к стабильности и коррозионной стойкости приложения диктуют выбор материала. Для сложных приложений, необходим значительный объем испытаний, чтобы гарантировать долгосрочную пригодность выбранного материала с точки зрения функциональности и с точки зрения затрат.
В целом наиболее часто используемые нержавеющие стали серии 300 обладают высокой степенью свариваемости, за исключением 303/303SE,
которые содержат добавки для облегчения механической обработки. Нержавеющие стали серии 400 часто поддаются сварке, но может потребоваться последующая сварка.
лечение.
Нержавеющие стали серии 400 часто поддаются сварке, но может потребоваться последующая сварка.
лечение.
Должны быть учтены возможные различия теплоты материалов. Каждый номер партии нагрева будет иметь незначительные различия в концентрации легирующих и микроэлементов. Эти микроэлементы могут изменять проводимость и характеристики плавления всего материал.При изменении номера плавки необходимо изготовить контрольный образец сварки для новой плавки. Изменения силы тока могут необходимо вернуть сварному шву его первоначальный профиль.
Некоторые элементы материала должны иметь жесткие допуски. Незначительные отклонения в таких элементах, как сера, могут изменить
поток жидкости в сварочной ванне, полностью изменяющий профиль сварного шва и потенциально вызывающий блуждание дуги (см. , рис. 2, ).
, рис. 2, ).
| Рисунок 2 Незначительные изменения в содержании серы могут изменить характеристики течения сварочной ванны. |
Подгонка сварного соединения
Подгонка сварного соединения зависит от требований спецификации сварки по прямолинейности трубы, вогнутости сварного шва, армированию и сквозной.Если спецификация отсутствует, расплавленный материал должен течь и компенсировать несоответствие труб и любой зазор в сварной шов.
Толщина стенки должна повторяться на сварном шве от детали к детали. Различия в диаметре труб или овальности
привести к несоответствию сварных швов и изменению дугового промежутка от одной сварочной установки к другой. Кроме того, концы труб должны быть квадратными.
и плоские, а внутренний диаметр (ID) и внешний диаметр (OD) должны быть без заусенцев и фасок.В целом,
В отношении несоответствия и пропусков применяются следующие правила:
Различия в диаметре труб или овальности
привести к несоответствию сварных швов и изменению дугового промежутка от одной сварочной установки к другой. Кроме того, концы труб должны быть квадратными.
и плоские, а внутренний диаметр (ID) и внешний диаметр (OD) должны быть без заусенцев и фасок.В целом,
В отношении несоответствия и пропусков применяются следующие правила:
1. Любой зазор должен составлять менее 5 процентов от толщины стенки. Возможна орбитальная сварка с зазорами 10 процентов толщины стенки или больше, но страдает качество сварного шва, а повторяемость становится сложной.
2.Колебания толщины стенки в зоне сварки должны составлять ±5 процентов от номинальной толщины стенки. Опять законы физики могут
иногда допускают сварку с несоответствием толщины стенки до 25 процентов, но качество сварки и повторяемость ухудшаются.
3. Несовпадения выравнивания (высокое-низкое) можно избежать, используя инженерные стойки и зажимы для выравнивания двух свариваемых труб.Эта система также устраняет необходимость механического выравнивания труб относительно головки для орбитальной сварки.
Защитные газы
Требуется подача инертного газа на наружный и внутренний диаметр трубы во время сварки, чтобы предотвратить соединение расплавленного материала с кислородом. в окружающей атмосфере.Целью сварщика должно быть создание сварного шва с нулевым тепловым оттенком в зоне сварки.
Аргон является наиболее часто используемым защитным газом (для наружного диаметра) и продувочным газом (для внутреннего диаметра). Гелий часто используется для сварки меди.
материал. Смешанные газы, такие как 98 % аргона/2 % водорода, 95 % аргона/5 % водорода, 90 % аргона/10
водорода, 75% гелия/25% аргона часто используются для создания оптимального баланса зажигания дуги, стабильности дуги,
конечная чистота сварного шва, текучесть расплавленной ванны и проплавление сварного шва.
Гелий часто используется для сварки меди.
материал. Смешанные газы, такие как 98 % аргона/2 % водорода, 95 % аргона/5 % водорода, 90 % аргона/10
водорода, 75% гелия/25% аргона часто используются для создания оптимального баланса зажигания дуги, стабильности дуги,
конечная чистота сварного шва, текучесть расплавленной ванны и проплавление сварного шва.
Смеси 95-процентного аргона/5-процентного водорода несовместимы с углеродистыми сталями и некоторыми экзотическими сплавами и могут вызывать образование водорода. охрупчивание в сварном шве. Чтобы упростить задачу и снизить стоимость защитного газа, часто используется 100-процентный аргон.
Чистота газа определяется применением.Для ситуаций высокой чистоты, в которых забота о микрозагрязнении имеет первостепенное значение,
таких как полупроводники и фармацевтика, защитный и продувочный газы должны свести к минимуму тепловое окрашивание, которое в противном случае могло бы
быть нежелательным. В этих приложениях используется газ сверхвысокой чистоты или газ с локальной очисткой. Для некритичных приложений
технический аргон может быть приемлемым.
В этих приложениях используется газ сверхвысокой чистоты или газ с локальной очисткой. Для некритичных приложений
технический аргон может быть приемлемым.
Вольфрамовые электроды
Вольфрамовый сварочный электрод — источник сварочной дуги — является одним из наиболее важных элементов сварочной системы. которые обычно игнорируются пользователями сварочных систем.Пока никто не станет опровергать важность устройства зажигания на автомобиле подушка безопасности, разрывной трос для парашюта или качественные шины для автомобилей, важность вольфрамовых электродов для качества сварке часто пренебрегают.
Целью выбора параметров вольфрамовой стали является баланс между преимуществами чистого начала дуги и уменьшенным блужданием дуги. с хорошим проплавлением сварного шва и удовлетворительным сроком службы электрода.
с хорошим проплавлением сварного шва и удовлетворительным сроком службы электрода.
Электродные материалы. В течение некоторого времени производители вольфрама добавляли оксид к чистому вольфраму для улучшения характеристик зажигания дуги. и долговечность электродов из чистого вольфрама. В орбитальной сварке наиболее часто используемыми электродными материалами являются: 2% торированного вольфрама и 2% цериевого вольфрама.Хотя оба типа имеют свои преимущества и недостатки, Всегда лучше следовать советам производителя орбитальной сварки.
Геометрия наконечника электрода. Учитывая постоянно растущие требования к качеству конечного шва, все больше компаний ищут способы гарантировать, что
качество сварки у них на высоте. Форма и качество наконечника вольфрамового электрода, наконец, признаны жизненно важными. переменные процесса.
переменные процесса.
Сварщики должны сначала следовать процедурам и размерам, предложенным поставщиками оборудования, поскольку они обычно значительный объем квалификационных работ и работ по устранению неполадок для оптимизации подготовки электродов для своего оборудования. Тем не мение, когда эти спецификации не существуют или сварщик или инженер хотел бы изменить эти настройки, чтобы улучшить и для оптимизации сварки применяются следующие рекомендации:
1.Конус электрода. Обычно выражается в градусах прилежащего угла (обычно где-то между 14 и 60 градусами). На рис. 3 показаны характеристики как острых, так и тупых конусов. На рис. 4 показано, как выбор конусности влияет на размер наплавленного валика и величину провара, на типичном изображении
формы дуги и результирующего профиля сварного шва для различных конусов.
| Острый электрод | Электрод Блантера |
| Легкое зажигание дуги | Обычно сложнее запустить |
| Ручки меньшей силы тока | Выдерживает большую силу тока |
| Более широкая дуга | Более узкая дуга |
| Хорошая стабильность дуги | Больше шансов блуждания по дуге |
| Меньший провар | Больше проникновения в сварной шов |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Рисунок 3 В этой таблице сравниваются характеристики электродов с более острым и более тупым конусом. |
| Рис. 4 На этом рисунке показаны типичные изображения формы дуги и результирующего профиля сварного шва для различных конусов электродов. |
2.Диаметр наконечника электрода. В некоторых случаях желательно заточить электрод до острия, особенно если зажигание дуги затруднено.
или выполняются кратковременные сварные швы на мелких деталях. Однако в большинстве случаев сварщик должен оставлять плоское пятно или диаметр наконечника.
на конце электрода. Это уменьшает эрозию в тонкой части острия и снижает вероятность падения наконечника. в сварной шов. Большой и малый диаметры наконечников предлагают компромиссы, показанные на рис. 5 .
в сварной шов. Большой и малый диаметры наконечников предлагают компромиссы, показанные на рис. 5 .
| Наконечник меньшего размера | Большой наконечник |
| Легкое зажигание дуги | Обычно сложнее запустить |
| Хорошая стабильность дуги | Больше шансов блуждания по дуге |
| Меньший провар | Больше проникновения в сварной шов |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Рис.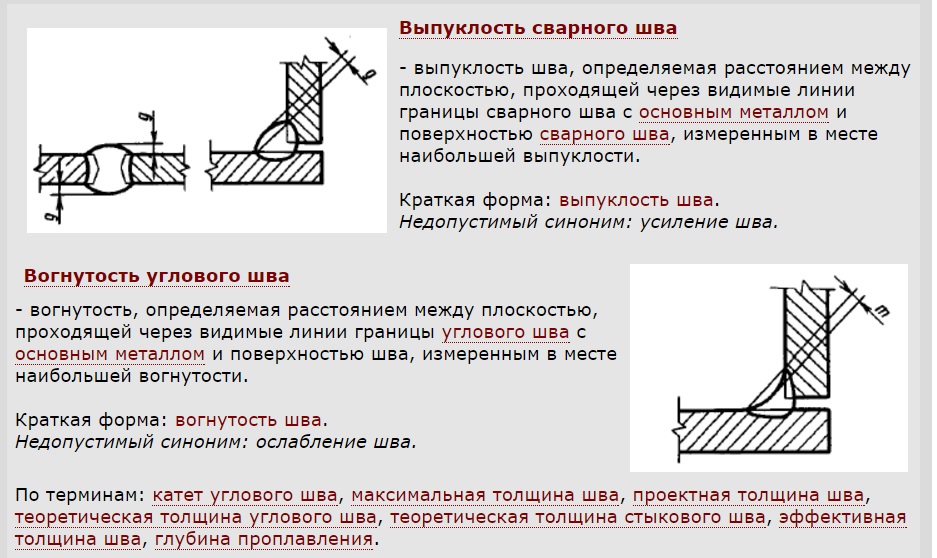 5 В зависимости от применения сварки могут потребоваться наконечники разных размеров. 5 В зависимости от применения сварки могут потребоваться наконечники разных размеров. |
Заточные станки для электродов. Для обеспечения качества и однородности наконечника электрода можно использовать специальную промышленную шлифовальную машину для электродов.
Кроме того, специальная шлифовальная машина для электродов гарантирует, что сварочные электроды не будут загрязнены остатками или материал, оставленный на стандартном шлифовальном круге.
Рис. 6 Использование электродов с предварительной шлифовкой гарантирует, что качество материала электрода, геометрия наконечника и входная поверхность заземляющего электрода
чтобы процесс сварки был постоянным. |
Предварительно заточенные электроды. Поскольку каждый оператор, притачивающий электроды, немного отличается, что приводит к разным результатам, некоторые производители приобретите предварительно заточенные электроды (см. , рис. 6 ). Эта опция помогает гарантировать, что качество материала электрода, геометрия наконечника и поверхность заземляющего электрода вводятся в система сварки постоянная. Таблицы электродов или поставщики электродов могут предоставить диаметр электрода и геометрию наконечника, которые наиболее подходят для конкретного применения сварки.Использование электродного шлифовального станка или предварительно заточенных электродов (предпочтительно):
1. Улучшает зажигание дуги, повышает стабильность дуги и делает проплавление более равномерным.
Улучшает зажигание дуги, повышает стабильность дуги и делает проплавление более равномерным.
2. Увеличивает срок службы электрода до износа или загрязнения электрода.
3.Снижает осыпание вольфрама, что сводит к минимуму возможность включения вольфрама в сварной шов.
Разработка параметров сварки
Многие поставщики сварочного оборудования предлагают ряд предварительно рассчитанных программ сварки для различных диаметров труб, толщин стенок,
и материалы. Сварщики всегда должны в первую очередь следовать процедурам, предложенным поставщиком оборудования.Однако невозможно
чтобы у поставщиков оборудования были процедуры сварки для каждого применения сварки, и всегда будет компромисс
максимально возможная скорость сварки в зависимости от качества сварки и повторяемости.
| Учитывая постоянно растущие требования к качеству конечного шва, все больше компаний ищут способы гарантировать, что качество сварки у них на высоте. |
Когда спецификаций параметров сварки не существует или сварщики или инженеры хотели бы изменить эти настройки, возможно, для улучшения
их сварки, необходимо соблюдать следующие рекомендации для изменения параметров сварки для получения желаемого результата. Примечание
что эти правила являются общими рекомендациями и не применяются ко всем возможным видам сварки и сочетаниям параметров.Немного
отраслевые стандарты были разработаны в качестве отправной точки, но эксперименты и опыт определяют окончательные параметры сварки.
Длина дуги. Настройка дугового зазора зависит от сварочного тока, стабильности дуги и концентричности/овальности трубы. Цель сварки Инженер должен держать электрод на постоянном расстоянии от поверхности трубы с достаточным зазором, чтобы избежать затыкания.
Сварщик должен попробовать базовый дуговой зазор 0,010 дюйма и добавить к этому половину необходимого провара (обычно толщина стенки трубы), выражается в тысячных долях дюйма. Таким образом, если толщина стенки трубы составляет 0,030 дюйма, хороший начальный дуговой промежуток будет равен 0,010 дюйма + 0,015 дюйма. дюйм = 0,025 дюйма. Для требований к толщине стенки/проникновению 0,154 дюйма дуговой зазор составит 0,010 дюйма + 0,070 дюйма. = 0.080 дюймов.
Скорость сварки. Скорость сварки зависит от расхода материала и толщины стенки.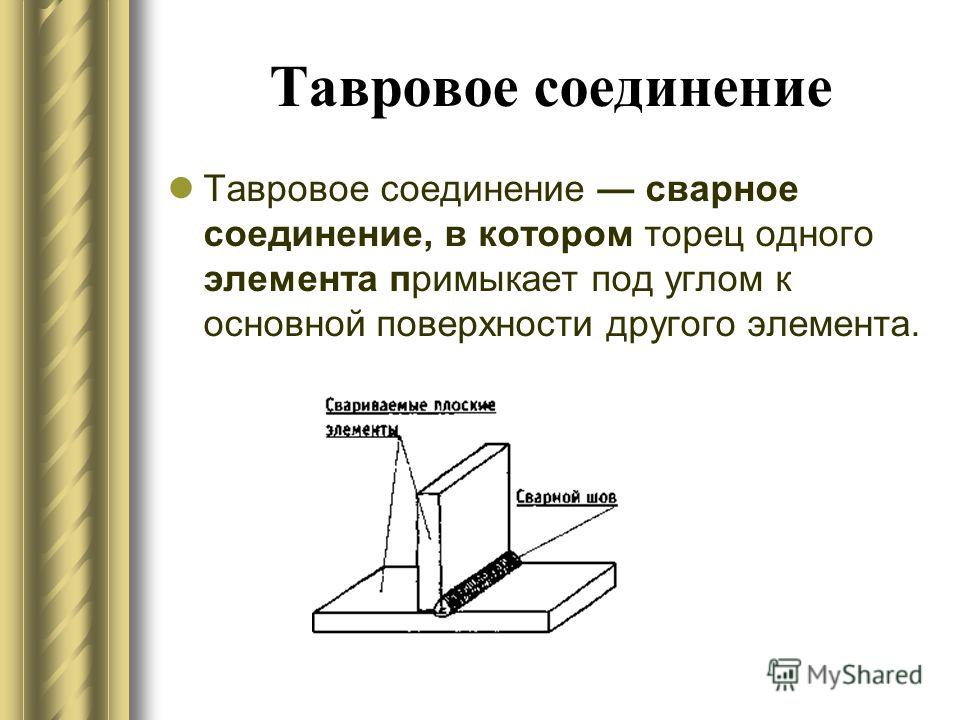 Цель – сварить как можно быстрее.
при этом обеспечивая качественный результат.
Цель – сварить как можно быстрее.
при этом обеспечивая качественный результат.
В качестве отправной точки для орбитальной сварки скорость поверхности вольфрама должна составлять от 4 до 10 дюймов в минуту (IPM), с более высокой скоростью. скорости сварки, используемые для материалов с более тонкими стенками, и более низкие скорости сварки, используемые для толстостенных материалов.Хорошее начало скорость 5 м/мин.
Сварочный ток. Сварочный ток зависит от материала, толщины стенки, скорости сварки и защитного газа. Цель состоит в том, чтобы добиться полного проникновения, бездефектные сварные швы.
В качестве отправной точки сварщик должен использовать средний ток 1 ампер на каждые 0,001 дюйма толщины стенки, если материал
нержавеющая сталь.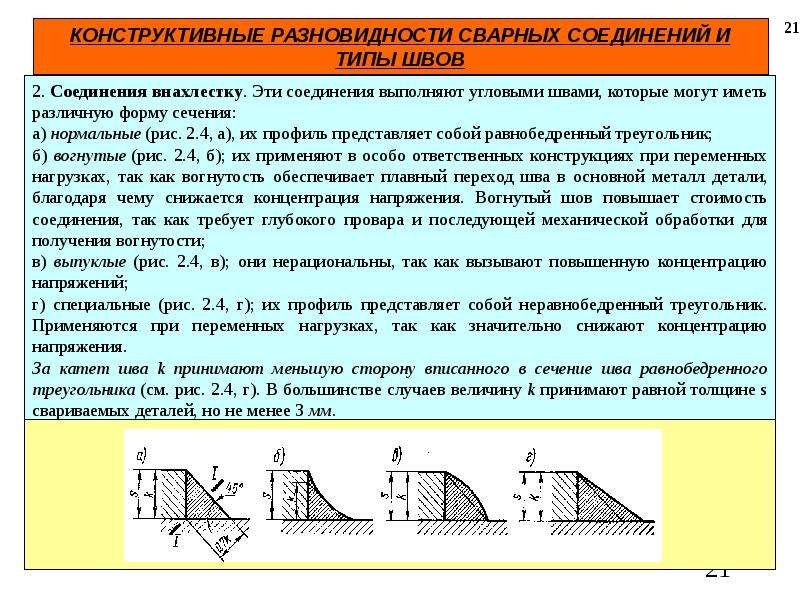 Таким образом, для трубы со стенкой 0,030 дюйма средний сварочный ток составляет 30 ампер на первом уровне.
Таким образом, для трубы со стенкой 0,030 дюйма средний сварочный ток составляет 30 ампер на первом уровне.
При орбитальной сварке обычно используется несколько уровней сварочного тока для компенсации накопления тепла в трубе во время сварки. процесс. Если сварочный ток, используемый для проплавления трубы, первоначально поддерживался на том же уровне для всего сварного шва, то Проплавление будет увеличиваться по мере продвижения сварного шва вокруг трубы, что приведет к слишком большому проплавлению.
Обычно при орбитальной сварке используется как минимум четыре уровня времени сварки, при этом каждый уровень уменьшает силу тока сварки. Начать,
уровень сварки 4 должен быть установлен на 80 процентов от силы тока уровня сварки 1. Уровни сварки 2 и 3 должны быть установлены для уменьшения тока.
от уровня 1 до уровня 4 постепенно.
| Рисунок 7 Эта поверхность сварного шва обработана импульсной дугой. |
Импульсная дуга. Импульсная дуга включает использование сварочного источника питания для быстрого изменения сварочного тока от высокого (пикового) до низкого. (фоновый ток). Это создает шов перекрывающихся точечных сварных швов. Этот метод снижает общее тепловложение до процедура сварки, часто улучшающая качество сварки и повторяемость.
В некоторых случаях материалы и сварные соединения с плохой посадкой, которые трудно сварить неимпульсной дугой, могут
сваривать импульсной дугой (см. Рисунок 7 ). В результате улучшается качество сварки и увеличивается производительность.
При орбитальной сварке пульсация дуги дает еще одно преимущество, поскольку гравитация тянет сварочную ванну в разных направлениях по мере того, как сварной шов создается вокруг трубы.Когда дуга имеет пиковый ток, основные материалы плавятся и сливаются; на нижнем фоновый ток, лужа может затвердеть, прежде чем стать жидкой при следующем пиковом импульсе тока.
Это уменьшает влияние силы тяжести на расплавленный шов, сводит к минимуму провисание шва в положениях 12 и 6 часов и
уменьшает стекание/падение расплавленной сварочной ванны вниз по склону в положениях «3 часа» и «9 часов»; не пульсируя, расплавленная лужа
движение/падение может изменить расстояние между электродом и сварочной ванной.Таким образом, технология импульсной дуги становится более выгодной.
по мере увеличения толщины стенки, что приводит к увеличению сварочной ванны.
Импульсная дуга включает четыре параметра сварки: пиковый ток, фоновый ток, длительность импульса (рабочий цикл) и частоту импульсов. Комбинации параметров варьируются от компании к компании и от сварщика к сварщику. Многие сварщики получают одинаковый визуальный результат сварки даже после использования несколько других параметров сварки.
Соотношение пикового и фонового тока позволяет сварочному току пульсировать от одного уровня к другому. Индустрия обычно используются соотношения от 2:1 до 5:1. Хорошей отправной точкой является использование соотношения 3:1, выполнение необходимого сварного шва и проверка. другие коэффициенты, чтобы увидеть, можно ли получить какие-либо преимущества.
Частота импульсов зависит от требуемого перекрытия пятна.Хорошим начальным параметром является 75-процентное перекрытие точек..jpg) Для орбитальных
при сварке частота импульсов в секунду (PPS) для тонкостенных труб часто равна скорости сварки в дюймах в минуту (5 дюймов в минуту).
= 5 импульсов в секунду).
Для орбитальных
при сварке частота импульсов в секунду (PPS) для тонкостенных труб часто равна скорости сварки в дюймах в минуту (5 дюймов в минуту).
= 5 импульсов в секунду).
Ширина импульса (процент времени, затрачиваемого на пиковый ток) зависит от термочувствительности материала и доступный ток от источника питания.Для более высокой чувствительности к теплу может потребоваться меньший процент длительности импульса от пикового тока. Стандартная ширина импульса часто составляет от 20 до 50 процентов. Хорошим начальным параметром является ширина импульса 35 процентов.
В Интернете доступно бесплатное программное обеспечение для измерения пульсации дуги, которое предварительно вычисляет различные параметры пульсации дуги для любого
заданной силы тока или приложения. Таким образом, сварщики могут получить приемлемую программу сварки и быстро получить различные варианты.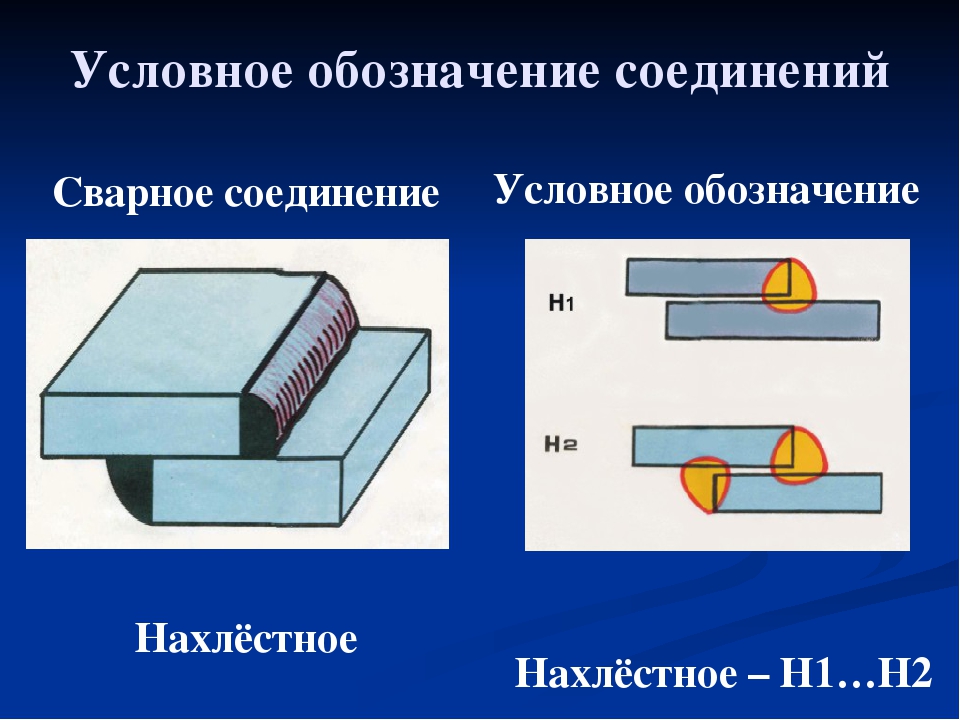 альтернативных вариантов пульсации дуги для изучения без длительных расчетов или утомительных эмпирических проб и ошибок
пробная сварка.
альтернативных вариантов пульсации дуги для изучения без длительных расчетов или утомительных эмпирических проб и ошибок
пробная сварка.
Заключение
Оптимизация процесса сварки улучшает качество сварки, увеличивает скорость сварки и снижает затраты на брак и доработку. Компании которые могут достичь этой цели, могут реализовать более низкие затраты на единицу продукта, более быструю доставку продукта и меньшее количество дефектов в мастерство. Использование систем орбитальной сварки в сочетании с программами сварки, контролем входящего материала и качества защитного газа, и правильно подготовленные предварительно заточенные электроды могут стать одним из шагов на пути к оптимизации процесса сварки.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —Влияние параметров сварки и погонной энергии на профиль сварного шва таврового соединения, сваренного лазером, в конструкционной стали: Journal of Laser Applications: Vol 27, No S2
I. ВВЕДЕНИЕ
ВВЕДЕНИЕ
Раздел:
ChooseВерх страницы РЕЗЮМЕ.ВВЕДЕНИЕ < Сварка галтелей в стали средней толщины (4–12 мм) с HLAW была изучена с использованием гибридной технологии Nd: YAG-лазер-MAG; выполнены сварные швы с характеристиками, соответствующими спецификации верфи. 1,3 1.
К. Герритсен,
Дж. Уэлдинг и
К. Дж. Клаеструп, «
Разработка гибридной сварки Т-образных соединений Nd:YAG Laser-MAG для судостроения», в материалах 10-й конференции Nordic Laser Materials Processing Conference,
Лулео,
Швеция (2005 г.).3.
К. Герритсен, “
Обзор разработки и применения лазерной и лазерно-дуговой гибридной сварки в европейском судостроении», в материалах Proceedings of the 11th International Meeting CF/DRDC on Navy Applications of Materials Technology ,
Галифакс,
Канада (2005 г.).В предыдущих исследованиях было замечено, например, что сварка углового соединения выполняется легко из-за того, что сварной шов изгибается в соответствии с соединением, т. е. влияние угла падения менее сильное, чем в случае стыкового соединения. . Это показано на рис.
Сварка галтелей в стали средней толщины (4–12 мм) с HLAW была изучена с использованием гибридной технологии Nd: YAG-лазер-MAG; выполнены сварные швы с характеристиками, соответствующими спецификации верфи. 1,3 1.
К. Герритсен,
Дж. Уэлдинг и
К. Дж. Клаеструп, «
Разработка гибридной сварки Т-образных соединений Nd:YAG Laser-MAG для судостроения», в материалах 10-й конференции Nordic Laser Materials Processing Conference,
Лулео,
Швеция (2005 г.).3.
К. Герритсен, “
Обзор разработки и применения лазерной и лазерно-дуговой гибридной сварки в европейском судостроении», в материалах Proceedings of the 11th International Meeting CF/DRDC on Navy Applications of Materials Technology ,
Галифакс,
Канада (2005 г.).В предыдущих исследованиях было замечено, например, что сварка углового соединения выполняется легко из-за того, что сварной шов изгибается в соответствии с соединением, т. е. влияние угла падения менее сильное, чем в случае стыкового соединения. . Это показано на рис. 1. Явления сильнее проявляются в случае лазера Nd:YAG, который имеет значительно худшее качество луча, чем лазер CO 2 . Качество луча и уровень выходной мощности волоконных лазеров выше, чем у лазера Nd:YAG. лазеры лидируют либо по более глубокому проникновению, либо по более высокой скорости в практических сварочных приложениях.Гибкость доставки балки по волокну позволяет получить доступ к труднодоступным местам соединения и использовать новые конструктивные решения при изготовлении стальных конструкций. Это, вместе с эффективностью лазерного оборудования в случае современных твердотельных лазеров, приводит к гораздо более высокой общей эффективности процесса от штепсельной вилки до процесса сварки. Влияние диаметра сфокусированного луча на скорость сварки очень хорошо видно на рис. 2. Гибридная сварка имеет дополнительные параметры, влияющие на поведение процесса и свойства получаемого сварного шва.Возможности волоконного лазера-MIG при сварке угловых швов конструкционной стали толщиной 4 мм изучались с учетом наиболее важных параметров, влияющих на профиль сварного шва.
1. Явления сильнее проявляются в случае лазера Nd:YAG, который имеет значительно худшее качество луча, чем лазер CO 2 . Качество луча и уровень выходной мощности волоконных лазеров выше, чем у лазера Nd:YAG. лазеры лидируют либо по более глубокому проникновению, либо по более высокой скорости в практических сварочных приложениях.Гибкость доставки балки по волокну позволяет получить доступ к труднодоступным местам соединения и использовать новые конструктивные решения при изготовлении стальных конструкций. Это, вместе с эффективностью лазерного оборудования в случае современных твердотельных лазеров, приводит к гораздо более высокой общей эффективности процесса от штепсельной вилки до процесса сварки. Влияние диаметра сфокусированного луча на скорость сварки очень хорошо видно на рис. 2. Гибридная сварка имеет дополнительные параметры, влияющие на поведение процесса и свойства получаемого сварного шва.Возможности волоконного лазера-MIG при сварке угловых швов конструкционной стали толщиной 4 мм изучались с учетом наиболее важных параметров, влияющих на профиль сварного шва. 6 6.
В. Судер,
Дж. Камиллери и
С. Уильямс, “
Гибридная лазерная сварка односторонних угловых швов с полным проплавлением», в Proceedings of the 31st International Congress on Applications of Lasers and Electro-Optics ,
Майами, Флорида (2013), стр. 244–251, публикация LIA No.616. Этими параметрами являются мощность лазера, скорость сварки, положение фокальной точки (ffp), воздушный зазор и угол наклона луча. 4,6,7 4.
А. Феллман,
А. Салминен и
В. Куянпаа, “
Сравнение влияния параметров сварки на качество сварки и твердость тавровых стыковых соединений, сваренных лазером CO 2 , лазером Nd:YAG и гибридной сваркой CO 2 лазер-GMA», в Материалы 23-го Международного конгресса по применению лазеров и электрооптики ,
Сан-Франциско, Калифорния (2004 г.).6.
В. Судер,
Дж. Камиллери и
С. Уильямс, “
Гибридная лазерная сварка односторонних угловых швов с полным проплавлением», в Proceedings of the 31st International Congress on Applications of Lasers and Electro-Optics ,
Майами, Флорида (2013), стр.
6 6.
В. Судер,
Дж. Камиллери и
С. Уильямс, “
Гибридная лазерная сварка односторонних угловых швов с полным проплавлением», в Proceedings of the 31st International Congress on Applications of Lasers and Electro-Optics ,
Майами, Флорида (2013), стр. 244–251, публикация LIA No.616. Этими параметрами являются мощность лазера, скорость сварки, положение фокальной точки (ffp), воздушный зазор и угол наклона луча. 4,6,7 4.
А. Феллман,
А. Салминен и
В. Куянпаа, “
Сравнение влияния параметров сварки на качество сварки и твердость тавровых стыковых соединений, сваренных лазером CO 2 , лазером Nd:YAG и гибридной сваркой CO 2 лазер-GMA», в Материалы 23-го Международного конгресса по применению лазеров и электрооптики ,
Сан-Франциско, Калифорния (2004 г.).6.
В. Судер,
Дж. Камиллери и
С. Уильямс, “
Гибридная лазерная сварка односторонних угловых швов с полным проплавлением», в Proceedings of the 31st International Congress on Applications of Lasers and Electro-Optics ,
Майами, Флорида (2013), стр. 244–251, публикация LIA № 616.7. EN ISO 13919-1, Сварка. Соединения, сваренные электронным и лазерным лучом. Руководство по уровням качества дефектов. Часть 1: Сталь (1996). Кроме того, было показано, что положение фокальной точки оказывает существенное влияние на глубину провара и геометрию сварного шва в стыковых соединениях и валиках на пластинах 8 8.М. Вянска,
Ф. Абт,
Р. Вебер,
А. Салминен и
Т. Граф, “
Влияние параметров сварки на геометрию замочной скважины при лазерной сварке с частичным проплавлением // Физ. Procedia 41 , 199–208 (2013). https://doi.org/10.1016/j.phpro.2013.03.070, и его также следует изучить в Т-образном соединении. При гибридной сварке, как правило, лазерный процесс создает глубокий и узкий шов, в то время как дуговой процесс способствует формированию геометрии валика и дополнительно нагревает соединение. 1,9,10 1.
К. Герритсен,
Дж. Уэлдинг и
К. Дж. Клаеструп, «
Разработка гибридной сварки Т-образных соединений Nd:YAG Laser-MAG для судостроения», в материалах 10-й конференции Nordic Laser Materials Processing Conference,
Лулео,
Швеция (2005 г.
244–251, публикация LIA № 616.7. EN ISO 13919-1, Сварка. Соединения, сваренные электронным и лазерным лучом. Руководство по уровням качества дефектов. Часть 1: Сталь (1996). Кроме того, было показано, что положение фокальной точки оказывает существенное влияние на глубину провара и геометрию сварного шва в стыковых соединениях и валиках на пластинах 8 8.М. Вянска,
Ф. Абт,
Р. Вебер,
А. Салминен и
Т. Граф, “
Влияние параметров сварки на геометрию замочной скважины при лазерной сварке с частичным проплавлением // Физ. Procedia 41 , 199–208 (2013). https://doi.org/10.1016/j.phpro.2013.03.070, и его также следует изучить в Т-образном соединении. При гибридной сварке, как правило, лазерный процесс создает глубокий и узкий шов, в то время как дуговой процесс способствует формированию геометрии валика и дополнительно нагревает соединение. 1,9,10 1.
К. Герритсен,
Дж. Уэлдинг и
К. Дж. Клаеструп, «
Разработка гибридной сварки Т-образных соединений Nd:YAG Laser-MAG для судостроения», в материалах 10-й конференции Nordic Laser Materials Processing Conference,
Лулео,
Швеция (2005 г.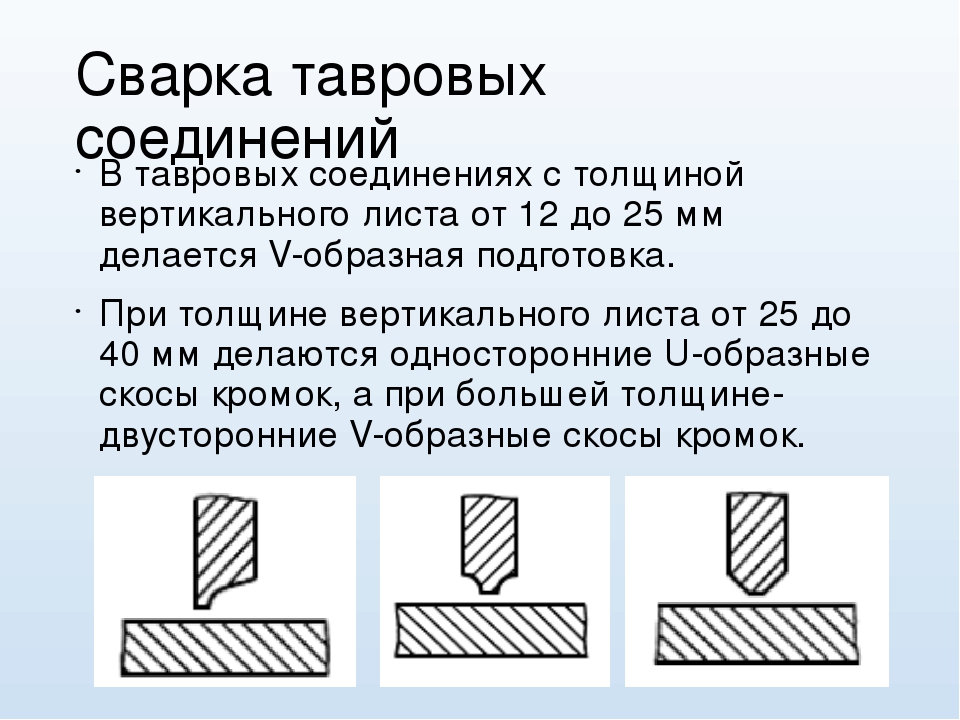 ).9.
М. М. Алам,
З. Барсум,
П. Йонсен,
А. Ф. Х. Каплан и
Х. А. Хэггблад, “
Влияние геометрии и топографии поверхности на характер усталостного растрескивания эксцентриковых угловых соединений, сваренных лазерной гибридной сваркой», Appl.Серф. науч. 256 (6), 1936–1945 (2010). https://doi.org/10.1016/j.apsusc.2009.10.04110.
К. Нильссон,
С. Хеймбс,
Х. Энгстрём и
А. Каплан, “
Влияние параметров при гибридной сварке CO 2 -/MIG», на 56-й ежегодной ассамблее Международного института сварки , Бухарест, Румыния, 6–11 июля 2003 г., документ IIW № IV-843-03.
).9.
М. М. Алам,
З. Барсум,
П. Йонсен,
А. Ф. Х. Каплан и
Х. А. Хэггблад, “
Влияние геометрии и топографии поверхности на характер усталостного растрескивания эксцентриковых угловых соединений, сваренных лазерной гибридной сваркой», Appl.Серф. науч. 256 (6), 1936–1945 (2010). https://doi.org/10.1016/j.apsusc.2009.10.04110.
К. Нильссон,
С. Хеймбс,
Х. Энгстрём и
А. Каплан, “
Влияние параметров при гибридной сварке CO 2 -/MIG», на 56-й ежегодной ассамблее Международного института сварки , Бухарест, Румыния, 6–11 июля 2003 г., документ IIW № IV-843-03. В традиционных процессах дуговой сварки размер внешнего галтеля считается наиболее важным размером соединения.Коды дизайна основаны на размерах и высоте галтели. В процессах дуговой сварки проплавляется менее половины толщины листа, что учитывается при дальнейшей оценке характеристик соединения. Таким образом, предпочтительнее выпуклый верхний профиль валика и высокое скругление, так как большой диаметр сварного шва обеспечивает лучшую структурную целостность и способствует усталостной долговечности. Это правило не может быть непосредственно перенесено на сварные швы, полученные с помощью лазерных процессов, так как соединения формируются вдоль границы раздела фланца и стенки по всей толщине.Высота внешнего галтеля имеет второстепенное значение, поскольку сварной шов обычно имеет полное проплавление, и только часть стыка находится над границей раздела пластин, образующих галтель. В лазере и HLAW вогнутая форма верхнего валика выгодна, поскольку меньшее количество добавляемого присадочного материала означает меньшие тепловые деформации и плавный переход от сварного валика к основному материалу. Кроме того, такие дефекты, как подрезы, также менее вероятны.
Это правило не может быть непосредственно перенесено на сварные швы, полученные с помощью лазерных процессов, так как соединения формируются вдоль границы раздела фланца и стенки по всей толщине.Высота внешнего галтеля имеет второстепенное значение, поскольку сварной шов обычно имеет полное проплавление, и только часть стыка находится над границей раздела пластин, образующих галтель. В лазере и HLAW вогнутая форма верхнего валика выгодна, поскольку меньшее количество добавляемого присадочного материала означает меньшие тепловые деформации и плавный переход от сварного валика к основному материалу. Кроме того, такие дефекты, как подрезы, также менее вероятны.
 Были систематически изучены положение сварки, мощность лазера, скорость сварки, положение фокальной точки и угол наклона луча, которые являются наиболее заметными переменными, влияющими на форму наплавленного валика.Плоская сварочная позиция 1F (PA) является наиболее подходящей позицией для оценки возможностей системы на основе волоконного лазера из-за простоты доступа. Горизонтальное положение 2F (PB) на практике является обычным для большинства промышленных применений. На рис. 4 схематично показаны положения сварки и поперечное сечение углового шва, полученного лазерной сваркой или HLAW.
Были систематически изучены положение сварки, мощность лазера, скорость сварки, положение фокальной точки и угол наклона луча, которые являются наиболее заметными переменными, влияющими на форму наплавленного валика.Плоская сварочная позиция 1F (PA) является наиболее подходящей позицией для оценки возможностей системы на основе волоконного лазера из-за простоты доступа. Горизонтальное положение 2F (PB) на практике является обычным для большинства промышленных применений. На рис. 4 схематично показаны положения сварки и поперечное сечение углового шва, полученного лазерной сваркой или HLAW. Эффективное сечение (t eff ) — это кратчайшее расстояние между верхним валиком и концом зоны сплавления, измеренное вдоль сварного шва.Глубина проникновения (d , ручка ) показывает диапазон сплавления и измеряется от края перемычки до конца соединения. Ширина наплавленного валика (w w ) измеряется поперек соединения от одного конца сварного шва до другого, а глубина сварного шва (w d ) измеряется от верхней поверхности до конца сварного шва.
III. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Раздел:
ChooseНаверх РЕЗЮМЕ.ВВЕДЕНИЕII.Экспериментальная установкаIII.РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ… <Положение фокуса существенно влияет на стабильность процесса сварки, проплавление и качество сварного шва. Для изучения влияния на глубину провара и геометрию верхней части наплавленного валика были протестированы три положения фокуса. Испытания проводились в плоском (1F) положении сварки.
На рис. 6 показаны результаты испытаний трех положений фокуса в экспериментах по автогенной лазерной сварке. Погонная энергия для всех трех сварных швов составила 270 Дж/мм.Угол наклона луча 6°; распространение луча и положение фокальной точки показаны на макроснимках. Рисунок 6 показывает, что проникновение является самым глубоким, когда фокальная точка находится ниже поверхности. Площадь расплава и ширина ЗТВ во всех трех положениях одинаковы, но положение шва по отношению к стенке смещается внутрь стыка по мере фокусировки.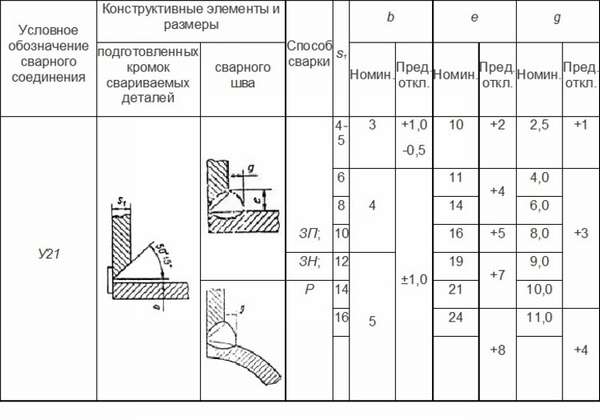 Сравнивая три проверенных положения фокусной точки, можно увидеть, что фокусировка луча на верхней части соединения или внутри материала приводит к проседанию сварного шва и образованию подреза.Ширина зон сплавления шва менее 2 мм; во всех случаях сварной шов пересек плоскость стыка и не попал в корень стыка, что ограничивает длину эффективной щели. Полного проплавления не удалось достичь даже при fpp −2 мм, когда расплав продавливался через шов, выходя на корневую сторону (см. рис. 6 справа). Однако использованного тепловложения было достаточно для получения шва по всей толщине при fpp = -2 при правильном расположении луча (при меньшем или большем угле наклона вдоль стенки).Небольшая ширина сварного шва и положение луча по отношению к стыку (направленный точно в точку между стенкой и полкой) ограничивали сплавление в корне. На рис. 7 показаны гибридные сварные швы, выполненные с расположением фокальной точки выше и ниже материала.
Сравнивая три проверенных положения фокусной точки, можно увидеть, что фокусировка луча на верхней части соединения или внутри материала приводит к проседанию сварного шва и образованию подреза.Ширина зон сплавления шва менее 2 мм; во всех случаях сварной шов пересек плоскость стыка и не попал в корень стыка, что ограничивает длину эффективной щели. Полного проплавления не удалось достичь даже при fpp −2 мм, когда расплав продавливался через шов, выходя на корневую сторону (см. рис. 6 справа). Однако использованного тепловложения было достаточно для получения шва по всей толщине при fpp = -2 при правильном расположении луча (при меньшем или большем угле наклона вдоль стенки).Небольшая ширина сварного шва и положение луча по отношению к стыку (направленный точно в точку между стенкой и полкой) ограничивали сплавление в корне. На рис. 7 показаны гибридные сварные швы, выполненные с расположением фокальной точки выше и ниже материала. Эти сварные швы были выполнены с одинаковыми параметрами, за исключением мощности дуги. Хотя скорость сварки и скорость подачи присадочной проволоки были установлены на одинаковые значения, разница в мощности дуги составила 0,8 кВт. Соответствующие тепловложения составили 462 Дж/мм (fpp = −2 мм) и 414 J/мм (fpp = −2).Несмотря на меньшую мощность дуги, которую получил сварной шов с fpp −2 мм, тенденция, наблюдавшаяся ранее при автогенной лазерной сварке, была отмечена. fpp внутри материала позволяет более эффективно поглощать энергию в ванне расплава. Это видно из геометрии и разности площадей получаемых соединений. Сварной шов, полученный с fpp +2 мм, имел большую подвод энергии дуги, чем fpp −2 мм; однако площади расплава сварных швов, 14,2 мм 2 (fpp +2 мм) и 17,3 мм 2 (fpp = −2 мм) показывают, что больше энергии было доступно для сварки, когда фокус был ниже заготовки. поверхность.
Хотя скорость сварки и скорость подачи присадочной проволоки были установлены на одинаковые значения, разница в мощности дуги составила 0,8 кВт. Соответствующие тепловложения составили 462 Дж/мм (fpp = −2 мм) и 414 J/мм (fpp = −2).Несмотря на меньшую мощность дуги, которую получил сварной шов с fpp −2 мм, тенденция, наблюдавшаяся ранее при автогенной лазерной сварке, была отмечена. fpp внутри материала позволяет более эффективно поглощать энергию в ванне расплава. Это видно из геометрии и разности площадей получаемых соединений. Сварной шов, полученный с fpp +2 мм, имел большую подвод энергии дуги, чем fpp −2 мм; однако площади расплава сварных швов, 14,2 мм 2 (fpp +2 мм) и 17,3 мм 2 (fpp = −2 мм) показывают, что больше энергии было доступно для сварки, когда фокус был ниже заготовки. поверхность.
Разница в глубине проникновения, немного превышающая 6 мм в обоих протестированных fpp, незначительна. Однако влияние на геометрию верхнего валика очевидно: fpp над основным материалом приводит к узкому шву с выпуклым профилем лицевого валика, а fpp внутри соединения создает более широкий шов с вогнутым профилем лицевого валика.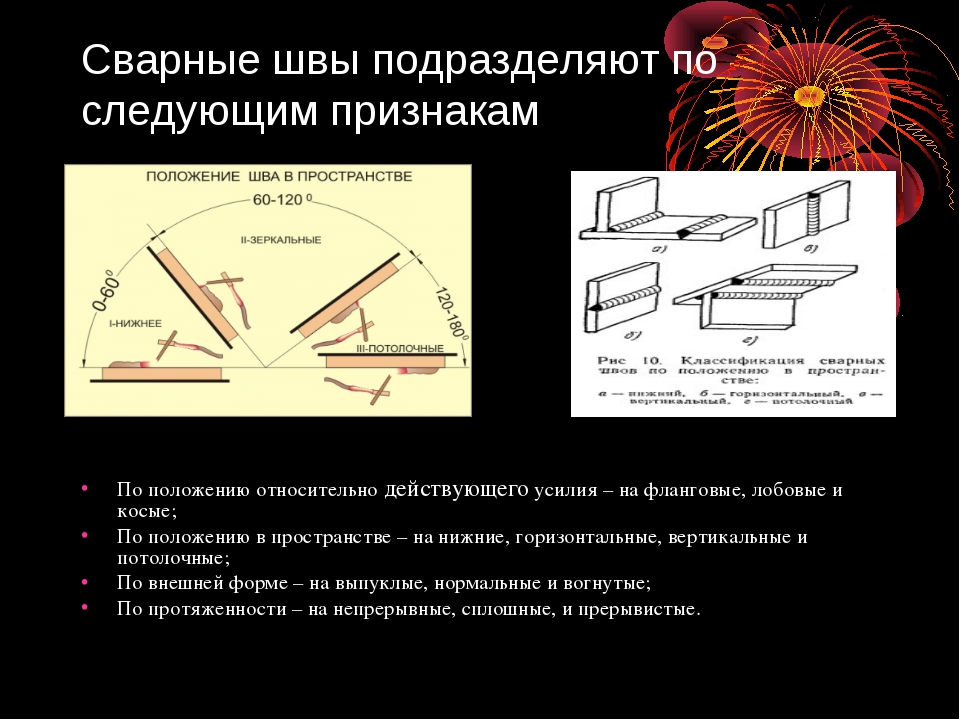 Как упоминалось ранее, скорость подачи присадочной проволоки была одинаковой для обоих сварных швов, однако сварной шов, выполненный с меньшей погонной энергией, имеет большую площадь расплава, а количество расплавленного в процессе сварки основного материала больше, чем при был сосредоточен выше сустава.
Как упоминалось ранее, скорость подачи присадочной проволоки была одинаковой для обоих сварных швов, однако сварной шов, выполненный с меньшей погонной энергией, имеет большую площадь расплава, а количество расплавленного в процессе сварки основного материала больше, чем при был сосредоточен выше сустава.
B. Влияние положения сварки
В таблице III представлены сварные швы, полученные автогенной лазерной сваркой с использованием идентичных параметров процесса в положениях 1F и 2F.ТАБЛИЦА III. Влияние положения сварки на профиль шва при разных скоростях сварки. Лазерная сварка, P L = 6 кВт, fpp = −2 мм.
Из рисунков, представленных в Таблице III, ясно видно, что положение сварки влияет на геометрию шва и глубину провара. Зона сплавления швов, выполненных в горизонтальном положении, несколько шире, а проплавление уступает швам, выполненным в горизонтальном положении. Как и ожидалось, глубина провара и ширина валика уменьшаются с увеличением скорости сварки в обоих исследованных положениях. При скорости сварки 1,25 м/мин швы имеют сходную геометрию сплавления и зоны термического влияния, но с увеличением скорости сварки возникают различия. Сварка, выполненная в плоском положении со скоростью 1,75 м/мин, имеет полное проплавление с узкой зоной сплавления и ЗТВ, в то время как сварка, выполненная в положении 2F, имеет частичное проплавление, 6,2 мм. В горизонтальном положении корень шва шире, что, как правило, выгодно с точки зрения перекрытия зазора (пучок с большей вероятностью попадает в плоскость стыка, а не проникает в полку).Потеря глубины провара более заметна в горизонтальном положении, особенно при более высоких скоростях сварки. Это может быть вызвано действием силы тяжести на движение расплавленной стали, поскольку в горизонтальном положении ванна расплава поддерживается фланцем, а в горизонтальном положении гидростатическое давление заставляет расплав быстро течь вниз. Из-за этого воздушный зазор между пластинами увеличивает глубину проникновения в горизонтальном положении.
При скорости сварки 1,25 м/мин швы имеют сходную геометрию сплавления и зоны термического влияния, но с увеличением скорости сварки возникают различия. Сварка, выполненная в плоском положении со скоростью 1,75 м/мин, имеет полное проплавление с узкой зоной сплавления и ЗТВ, в то время как сварка, выполненная в положении 2F, имеет частичное проплавление, 6,2 мм. В горизонтальном положении корень шва шире, что, как правило, выгодно с точки зрения перекрытия зазора (пучок с большей вероятностью попадает в плоскость стыка, а не проникает в полку).Потеря глубины провара более заметна в горизонтальном положении, особенно при более высоких скоростях сварки. Это может быть вызвано действием силы тяжести на движение расплавленной стали, поскольку в горизонтальном положении ванна расплава поддерживается фланцем, а в горизонтальном положении гидростатическое давление заставляет расплав быстро течь вниз. Из-за этого воздушный зазор между пластинами увеличивает глубину проникновения в горизонтальном положении.
C. Влияние угла наклона луча
В качестве отправной точки был взят наименьший возможный угол наклона луча, доступный для используемого оборудования, 6° от фланца.Луч располагался на 0,5 мм выше стыка на пластине стенки и фокусировался на 2 мм ниже верхней поверхности материала во всех случаях. Качественные сварные швы с полным проплавлением на корневой стороне были выполнены с использованием лазера мощностью 6 кВт при скорости сварки до 1,25 м/мин, затем угол луча был увеличен до 10° и 15°, чтобы проверить, сохраняется ли проплавление при более высоких углах, и наблюдать направление распространения шва. Все сварные швы, представленные на рис. 8, выполнены в горизонтальном положении сварки (2F) с погонной энергией 288 Дж/мм.Из рис. 8 видно, что сварные швы выровнены по направлению луча. В отличие от сварки, выполненной лазерами CO 2 и Nd:YAG, 4 4. А. Феллман, А. Салминен и В. Куянпаа, “ Сравнение влияния параметров сварки на качество сварки и твердость тавровых стыковых соединений, сваренных лазером CO 2 , лазером Nd:YAG и гибридной сваркой CO 2 лазер-GMA», в Материалы 23-го Международного конгресса по применению лазеров и электрооптики , Сан-Франциско, Калифорния (2004 г. ).полученные сварные швы не изгибаются по плоскости стыка. Наблюдалась прямая и узкая игольчатая зона сплавления, характерная для сварки волоконным лазером.
).полученные сварные швы не изгибаются по плоскости стыка. Наблюдалась прямая и узкая игольчатая зона сплавления, характерная для сварки волоконным лазером. В случае угла 6° полное проплавление было достигнуто, так как достаточное количество расплава было протолкнуто со стороны корня, образуя прочный шов. Это явление не происходило при больших углах луча, так как энергия была направлена линейно, а в опорной пластине образовывался игольчатый сварной шов. Высокая плотность луча создает узкий шов, зона сплавления не достигает корневой зоны, а недолив происходит, когда пучок выходит за плоскость стыка.Площадь зоны сплавления постепенно уменьшалась при изменении углов наклона луча от 10° до 15°, а ширина ЗТВ оставалась прежней. Сварка, выполненная под углом 10°, имела эффективный диаметр 6,8 мм, под углом 15° 4,3 мм. Глубина проникновения также уменьшается с увеличением угла луча; возможно, причина в том, что пучок может более эффективно поглощаться во фронте расплава, когда его угол наклона близок к стыку. Небольшой угол наклона луча к фланцу предпочтителен для увеличения проникновения при любом заданном сочетании мощности и скорости; однако практические приложения могут иметь ограничения, обусловленные размерами оборудования и ограниченной доступностью.
Небольшой угол наклона луча к фланцу предпочтителен для увеличения проникновения при любом заданном сочетании мощности и скорости; однако практические приложения могут иметь ограничения, обусловленные размерами оборудования и ограниченной доступностью.
D. Влияние погонной энергии на геометрию сварного шва
1. Лазерная сварка
На рисунке 9 показано влияние погонной энергии на размеры лазерных сварных швов, выполненных в плоском (1F) и горизонтальном (2F) положениях. Рисунок 9( а) показывает, что ширина наплавленного валика (w w ) увеличивается по мере увеличения подводимого тепла. Швы, выполненные в 1F при высоких скоростях сварки, были немного шире, чем швы, выполненные в 2F с соответствующей погонной энергией. Эта разница уменьшалась, когда подводимая теплота превышала 350 Дж/мм.Глубина сварного шва (d w ), измеренная от вершины валика до конца зоны сплавления, независимо от того, касается ли сварной шов шва или нет, была одинаковой в диапазоне 300–500 Дж/мм [рис. 9(б)]. При меньшем подводе тепла швы, выполненные в положении 2F, были глубже. Разница объясняется разным профилем верхнего валика, который был довольно прямым или слегка вогнутым в положении 2F, но всегда вогнутым во всех швах, выполненных в положении 1F. Это становится более ясным из рис. 9 (с), что размеры эффективного сечения сварных швов, выполненных в 2F, были больше, чем в 1F.Сила тяжести, притягивающая расплав во время сварки и затвердевания, формирует вогнутый верхний валик в положении 1F, иногда вызывая подрез и провисание сварного шва, особенно при более высоких подводах тепла, когда ванна расплава больше. В положении 2F движение расплава было более ограниченным, так как гравитация действует с разных направлений. Движение расплава медленнее; тепло рассеивается в основном материале, что приводит к более широкой ЗТВ и более высокому верхнему валику. На рис. 9(d) показано, какая часть пластины стенки была расплавлена, например, досягаемость проплавления вдоль границы раздела стенка-полка.
9(б)]. При меньшем подводе тепла швы, выполненные в положении 2F, были глубже. Разница объясняется разным профилем верхнего валика, который был довольно прямым или слегка вогнутым в положении 2F, но всегда вогнутым во всех швах, выполненных в положении 1F. Это становится более ясным из рис. 9 (с), что размеры эффективного сечения сварных швов, выполненных в 2F, были больше, чем в 1F.Сила тяжести, притягивающая расплав во время сварки и затвердевания, формирует вогнутый верхний валик в положении 1F, иногда вызывая подрез и провисание сварного шва, особенно при более высоких подводах тепла, когда ванна расплава больше. В положении 2F движение расплава было более ограниченным, так как гравитация действует с разных направлений. Движение расплава медленнее; тепло рассеивается в основном материале, что приводит к более широкой ЗТВ и более высокому верхнему валику. На рис. 9(d) показано, какая часть пластины стенки была расплавлена, например, досягаемость проплавления вдоль границы раздела стенка-полка. Опять же следует отметить, что не во всех случаях шов располагался вдоль шва, иногда пересекая его и заходя только на полку. Полное проплавление или проплавление 8 мм достигается при погонной энергии выше 260 Дж/мм в обоих положениях сварки. Однако диапазон приемлемого качества отличается, так как положение 1F приводит к подрезанию, когда подводимая теплота превышает 350 Дж/мм. На рис. 10 показаны два сварных шва, выполненных в разных положениях сварки с одинаковым погонным теплом, 360 Дж/мм, с использованием мощности лазера 6 кВт и скорости сварки 1 м/мин.Распределение энергии в сварных швах, показанных на рис. 10, различно. ЗТВ шва, выполненного в положении 1F, узкая, проплавление в корне шва полное, расплав вытек через шов и затвердел на обратной стороне шва. сустав. Сварка, выполненная в положении 2F, изображенном справа, получила такое же количество энергии, но геометрия зоны сплавления и размеры окружающей ЗТВ больше. ЗТВ шире по всему суставу, а сращение корня не такое полное, как в позиции 1F.
Опять же следует отметить, что не во всех случаях шов располагался вдоль шва, иногда пересекая его и заходя только на полку. Полное проплавление или проплавление 8 мм достигается при погонной энергии выше 260 Дж/мм в обоих положениях сварки. Однако диапазон приемлемого качества отличается, так как положение 1F приводит к подрезанию, когда подводимая теплота превышает 350 Дж/мм. На рис. 10 показаны два сварных шва, выполненных в разных положениях сварки с одинаковым погонным теплом, 360 Дж/мм, с использованием мощности лазера 6 кВт и скорости сварки 1 м/мин.Распределение энергии в сварных швах, показанных на рис. 10, различно. ЗТВ шва, выполненного в положении 1F, узкая, проплавление в корне шва полное, расплав вытек через шов и затвердел на обратной стороне шва. сустав. Сварка, выполненная в положении 2F, изображенном справа, получила такое же количество энергии, но геометрия зоны сплавления и размеры окружающей ЗТВ больше. ЗТВ шире по всему суставу, а сращение корня не такое полное, как в позиции 1F. Форма верхнего валика шва 1F может быть охарактеризована как вогнутая; верхняя часть валика сварного шва утонула. Для улучшения качества галтели на существующей установке необходимо уменьшить погонную энергию либо за счет увеличения скорости сварки, либо за счет уменьшения мощности лазера. Валик сварного шва 2F также вогнутый; валик имеет плавное примыкание к основному металлу и соответствует требованиям стандартов. Однако, судя по геометрии корня, этот шов требует большего тепловложения, чтобы быть полностью прочным по всей длине шва.Это явление становится менее заметным по мере уменьшения погонной энергии (см. табл. III сварные швы, выполненные со скоростью сварки 1,75 и 2,25 м/мин). По-видимому, окно параметров для подвода тепла кажется более узким в случае 1F, чем в случае 2F, горизонтальное положение также требует более высокого подвода тепла для обеспечения полного проникновения.
Форма верхнего валика шва 1F может быть охарактеризована как вогнутая; верхняя часть валика сварного шва утонула. Для улучшения качества галтели на существующей установке необходимо уменьшить погонную энергию либо за счет увеличения скорости сварки, либо за счет уменьшения мощности лазера. Валик сварного шва 2F также вогнутый; валик имеет плавное примыкание к основному металлу и соответствует требованиям стандартов. Однако, судя по геометрии корня, этот шов требует большего тепловложения, чтобы быть полностью прочным по всей длине шва.Это явление становится менее заметным по мере уменьшения погонной энергии (см. табл. III сварные швы, выполненные со скоростью сварки 1,75 и 2,25 м/мин). По-видимому, окно параметров для подвода тепла кажется более узким в случае 1F, чем в случае 2F, горизонтальное положение также требует более высокого подвода тепла для обеспечения полного проникновения.2. HLAW
На рис. 11 показано влияние погонной энергии на геометрию гибридных сварных швов, использовалось только положение сварки 1F.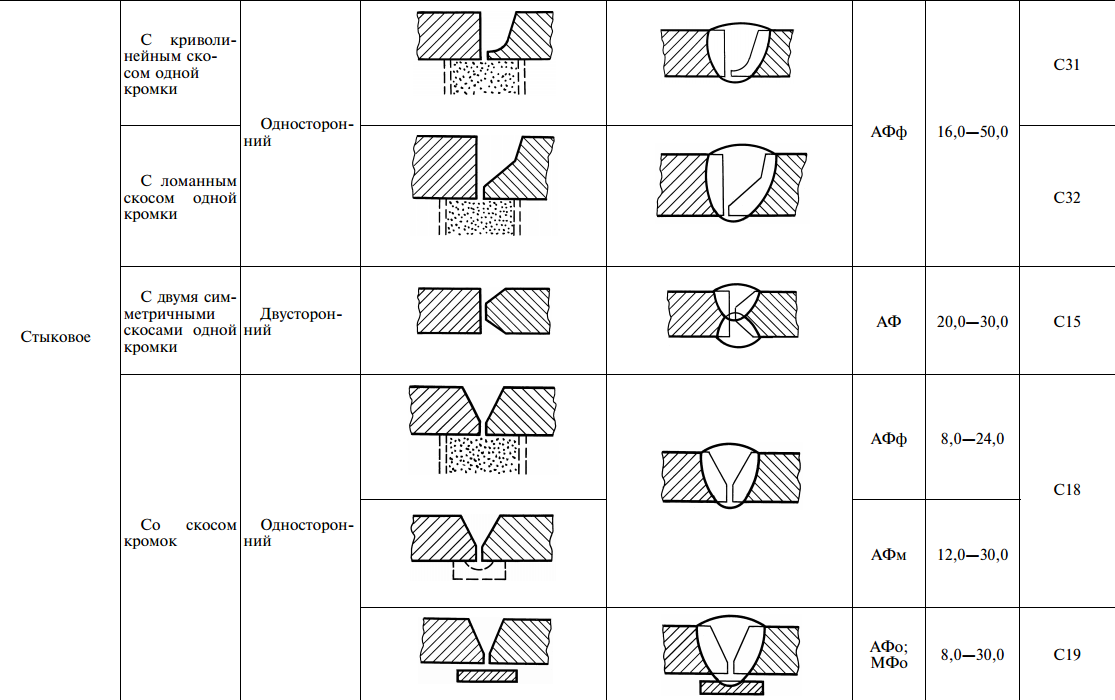 Площади расплава и ЗТВ увеличивались линейно с увеличением погонной энергии [рис.11(c) и 11(d)], то же самое можно сказать и о ширине наплавленного валика. Однако прямой корреляции с размерами эффективной горловины нет [рис. 11(б)]. Глубина провара в первую очередь зависит от мощности лазера, и сварные швы с полным проплавлением с узкой площадью расплава также производились при низком подводе тепла, если была доступна достаточная мощность лазера. На рис. 12 показано, как изменяется геометрия валика в зависимости от погонной энергии. На рис. 12 показаны сварные швы, предварительно сформированные при одинаковой мощности лазера при погонной энергии 494 Дж/мм и 255 Дж/мм.Площадь зоны сплавления коррелирует с погонной энергией, так как с увеличением скорости сварки шов сужается, но сохраняет игольчатый профиль. При сохранении полного провара сварной шов, показанный справа на рис. 12, имеет дефект кристаллизационного растрескивания вблизи корня, что характерно для высоких скоростей сварки.
Площади расплава и ЗТВ увеличивались линейно с увеличением погонной энергии [рис.11(c) и 11(d)], то же самое можно сказать и о ширине наплавленного валика. Однако прямой корреляции с размерами эффективной горловины нет [рис. 11(б)]. Глубина провара в первую очередь зависит от мощности лазера, и сварные швы с полным проплавлением с узкой площадью расплава также производились при низком подводе тепла, если была доступна достаточная мощность лазера. На рис. 12 показано, как изменяется геометрия валика в зависимости от погонной энергии. На рис. 12 показаны сварные швы, предварительно сформированные при одинаковой мощности лазера при погонной энергии 494 Дж/мм и 255 Дж/мм.Площадь зоны сплавления коррелирует с погонной энергией, так как с увеличением скорости сварки шов сужается, но сохраняет игольчатый профиль. При сохранении полного провара сварной шов, показанный справа на рис. 12, имеет дефект кристаллизационного растрескивания вблизи корня, что характерно для высоких скоростей сварки. E. Влияние скорости сварки на твердость
Влияние скорости сварки на твердость
При скорости сварки 2,25 м/мин сварной шов HLAW имеет полное проплавление, в то время как лазерный шов не проваривает корневую часть.При сравнении сварных швов, выполненных со скоростью сварки 1 м/мин, наблюдались интересные явления — твердость при лазерной сварке ниже, чем при гибридной сварке по всему стыку. Соответствующие тепловложения составляют 300 Дж/мм для лазерной сварки и 430 Дж/мм для гибридной сварки. По мере увеличения скорости сварки (уменьшается погонная энергия) ситуация меняется, таким образом, более высокая скорость сварки (недостаточная погонная энергия) является причиной повышенной твердости и меньшего провара. Добавление присадочной проволоки и большее подвод тепла в HLAW замедляют охлаждение сварного шва, что приводит к меньшей пиковой твердости.
По мере увеличения скорости сварки (уменьшается погонная энергия) ситуация меняется, таким образом, более высокая скорость сварки (недостаточная погонная энергия) является причиной повышенной твердости и меньшего провара. Добавление присадочной проволоки и большее подвод тепла в HLAW замедляют охлаждение сварного шва, что приводит к меньшей пиковой твердости.
IV. ВЫВОДЫ
Раздел:
ChooseTop of pageРЕЗЮМЕ. ВВЕДЕНИЕ II. ЭКСПЕРИМЕНТАЛЬНАЯ УСТАНОВКА III. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ… IV. ВЫВОДЫ <<СО ССЫЛКОЙ НА СТАТЬИВ этом исследовании влияние положения фокальной точки, угла наклона луча, положения сварки и подводимого тепла на геометрию угловых швов, выполненных с помощью лазера и HLAW.
В обоих процессах сварки положение фокальной точки ниже поверхности заготовки приводит к более глубокому проплавлению.Однако в случае процесса лазерной сварки это приводит к недостаточно заполненному верхнему валику, в то время как в процессе HLAW предпочтительный вогнутый верхний валик достигается за счет добавления присадочной проволоки.
Сварные швы, выполненные в положении 1F, были более глубокими, чем швы, сваренные в положении 2F, с более узким проплавлением и ЗТВ. Сила тяжести, вероятно, увеличивает поток расплава внутри ванны расплава в направлении шва, что приводит к более глубокому проплавлению в положении сварки 1F.
Угол наклона луча является основным фактором, влияющим на проплавление, поскольку сварной шов узкий и распространяется вдоль пути луча.Для получения полного провара луч должен располагаться таким образом, чтобы он проходил через корень сварного шва или чтобы ванна расплава достигла корня шва. Этого можно добиться, увеличив расстояние балки от полки при одновременном увеличении угла наклона.
Увеличение погонной энергии приводит к увеличению размера зоны расплава, ЗТВ и ширины сварного шва, при этом прямой корреляции с глубиной провара, которая сильно зависит от мощности лазера, не обнаружено.
Твердость, измеренная по линиям сплавления сварного шва, была достаточно равномерной по всей толщине образца.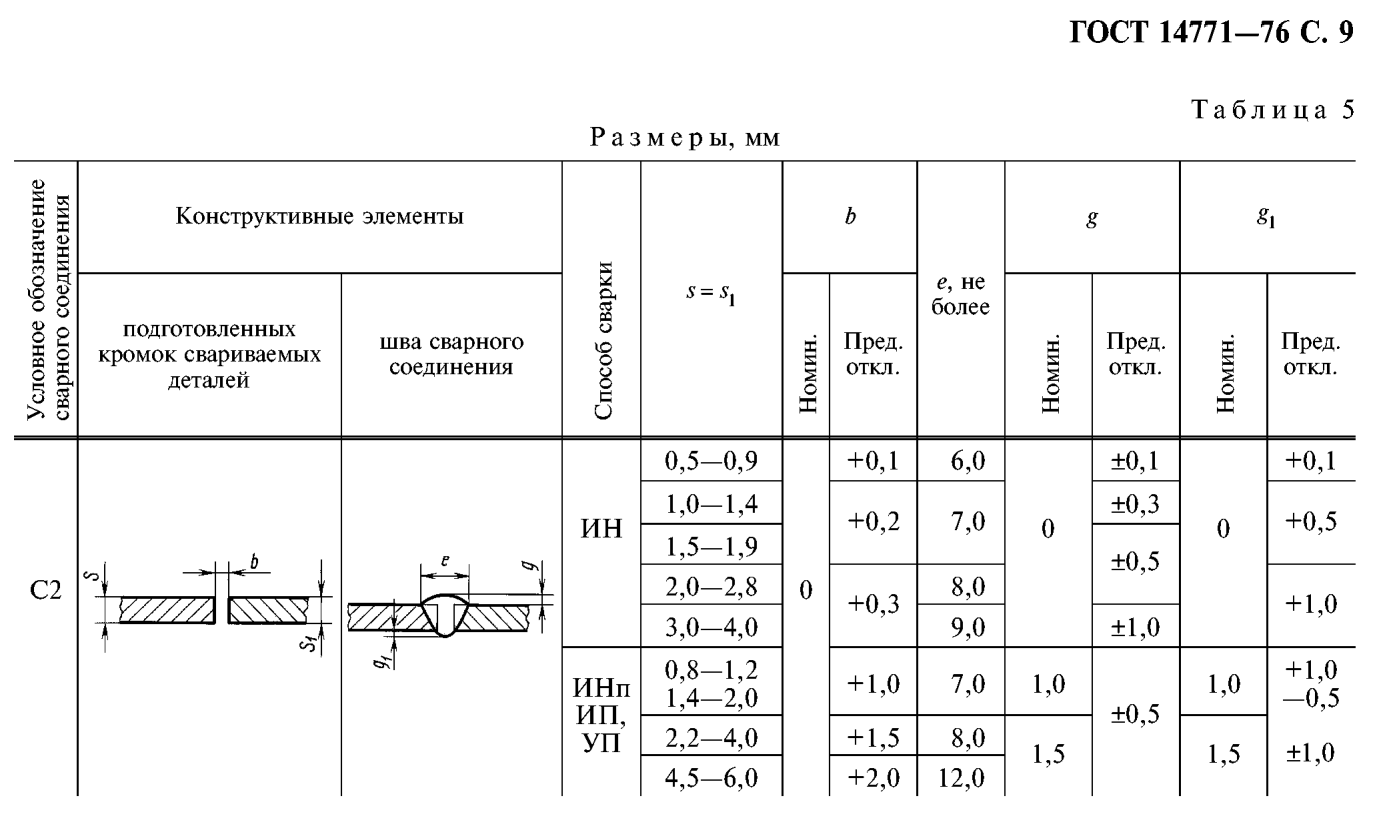 Твердость сварных швов, полученных при более высоких скоростях сварки, была ниже 400 HV, оставаясь в допустимом диапазоне для материала Ah46 при скоростях сварки до 2 м/мин.
Твердость сварных швов, полученных при более высоких скоростях сварки, была ниже 400 HV, оставаясь в допустимом диапазоне для материала Ah46 при скоростях сварки до 2 м/мин.
Оценка пиковых параметров сварного шва напорного трубопровода дуговой сварки на основе прогнозируемых данных
Пиковый параметр является ключевым элементом при регулярном осмотре напорного трубопровода. Решение проблемы остроконечного метода измерения, определенного стандартом, не может быть применено к ситуации, в которой существует поверхность сварного шва с усилением и несоосностью.В этой статье был предложен метод оценки пиков, основанный на прогнозировании данных, для оценки информации о контуре основного металла в сварном соединении с использованием данных набора точек контура основной металлической части сварного шва. В данном документе были изучены метод оценки выступа продольного сварного шва, основанный на кусочно-логистической регрессии (PLR), и метод оценки выступа кольцевого шва, основанный на кусочно-байесовской линейной регрессии (PBLR), и средняя точка двух симметричных точек основного металла на любая сторона сварного шва использовалась в качестве эталона для расчета пика. Наконец, мы собрали данные профиля поверхности напорных труб с продольным швом диаметром 155 мм, 255 мм, 550 мм и 600 мм, а также данные профиля поверхности напорных труб с кольцевым швом диаметром 120 мм, 130 мм, 140 мм. и 170 мм. Для этих данных сварного шва использовался метод оценки данных, предложенный в этой статье, и традиционные методы долговременной кратковременной памяти и подгонки. Результаты показали, что предложенный метод прогнозирования данных может точно предсказать положение основного металла, а теоретическая средняя абсолютная ошибка оценки пиков на основе PBLR и PLR может достигать 0.06 мм и 0,07 мм соответственно, что соответствует требованиям к измерению параметров в соответствующих областях проверки.
Наконец, мы собрали данные профиля поверхности напорных труб с продольным швом диаметром 155 мм, 255 мм, 550 мм и 600 мм, а также данные профиля поверхности напорных труб с кольцевым швом диаметром 120 мм, 130 мм, 140 мм. и 170 мм. Для этих данных сварного шва использовался метод оценки данных, предложенный в этой статье, и традиционные методы долговременной кратковременной памяти и подгонки. Результаты показали, что предложенный метод прогнозирования данных может точно предсказать положение основного металла, а теоретическая средняя абсолютная ошибка оценки пиков на основе PBLR и PLR может достигать 0.06 мм и 0,07 мм соответственно, что соответствует требованиям к измерению параметров в соответствующих областях проверки.
1. Введение
Техническая спецификация сварных напорных труб содержит четкое указание на пикирование. Выпучивание влияет на внешний вид и форму трубы, вызывает концентрацию напряжений и снижает несущую способность компонентов. В высокотемпературной среде большое пикирование приводит к образованию трещин в трубе, что может привести к растрескиванию напорной трубы [1, 2].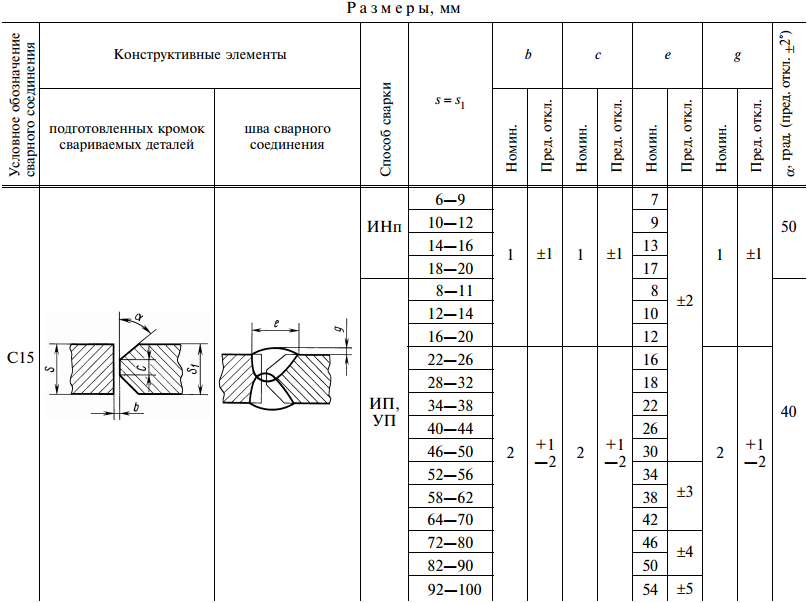 Выступ сварочного шва относится к отклонению стыкового сварного шва вращающейся оболочки относительно касательной основы или утка, то есть высоты выпуклой или вогнутой части, и для этого необходимо использовать индивидуальный шаблон и линейку. для завершения измерения. На рис. 1 показано стандартное определение методов измерения пиков продольного и кольцевого сварных швов [3].
Выступ сварочного шва относится к отклонению стыкового сварного шва вращающейся оболочки относительно касательной основы или утка, то есть высоты выпуклой или вогнутой части, и для этого необходимо использовать индивидуальный шаблон и линейку. для завершения измерения. На рис. 1 показано стандартное определение методов измерения пиков продольного и кольцевого сварных швов [3].
Соответствующая индустрия обнаружения уже давно использует малоэффективный метод ручного обнаружения.Таким образом, разработка универсального метода контроля поверхностных элементов различных сварных швов является актуальной темой исследований. В настоящее время ученые в смежных областях в основном используют метод пикового обнаружения, основанный на ультразвуке. Например, в литературе [4] два ультразвуковых преобразователя располагались симметрично по обе стороны от сварного шва и близко к внутренней поверхности трубы. Значение было считано на стыке ультразвуковым датчиком с известным квалифицированным пиком по сравнению с цилиндром с чрезмерным пиком, чтобы определить, был ли квалифицирован пик цилиндра.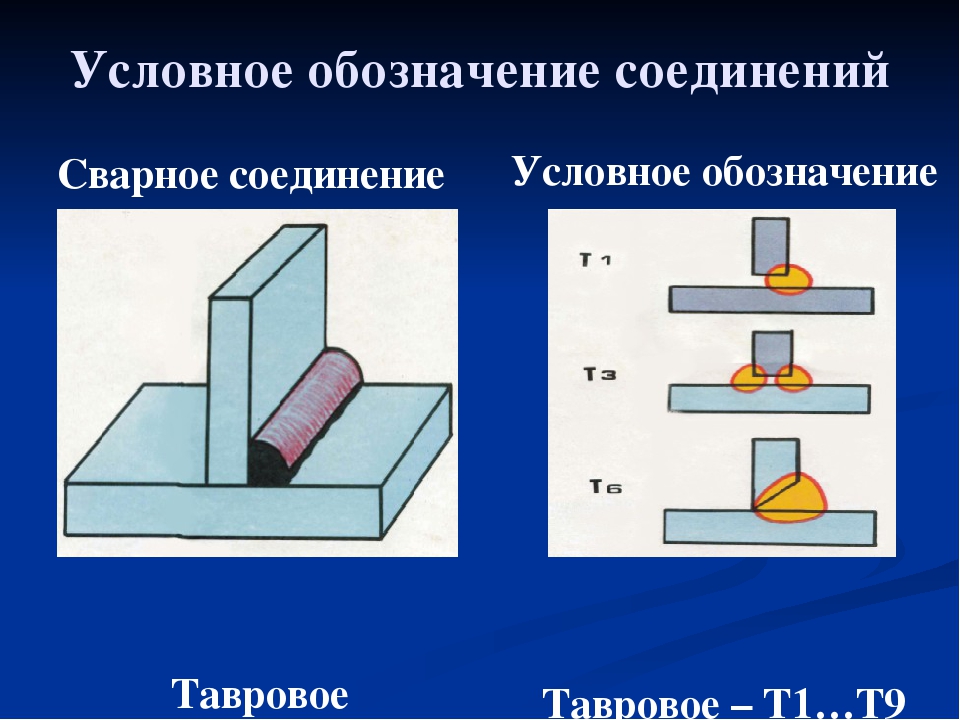 В литературе [5] был разработан шаблон специальной формы, и соотношение между шаблоном и расстоянием между двумя сторонами основного металла сварного шва было измерено с помощью ультразвукового датчика для оценки параметров обострения. При столкновении с параметрами обострения напорных труб разного диаметра шаблон необходимо перепроектировать и переработать. Кроме того, применимый диапазон меньше. Как правило, утолщение напорной трубы происходит, когда пластина вдавливается в цилиндр. В этом случае измерение пиков относительно просто.После сварки соединение заполняется припоем, что делает невозможным получение точных измерений. Однако в процессе использования напорного трубопровода обострение меняется [6, 7]. Поэтому в данной статье изучается метод измерения пиков, который можно использовать для постсварочных работ.
В литературе [5] был разработан шаблон специальной формы, и соотношение между шаблоном и расстоянием между двумя сторонами основного металла сварного шва было измерено с помощью ультразвукового датчика для оценки параметров обострения. При столкновении с параметрами обострения напорных труб разного диаметра шаблон необходимо перепроектировать и переработать. Кроме того, применимый диапазон меньше. Как правило, утолщение напорной трубы происходит, когда пластина вдавливается в цилиндр. В этом случае измерение пиков относительно просто.После сварки соединение заполняется припоем, что делает невозможным получение точных измерений. Однако в процессе использования напорного трубопровода обострение меняется [6, 7]. Поэтому в данной статье изучается метод измерения пиков, который можно использовать для постсварочных работ.
Модель контроля, использующая структурированный свет для изображения поверхности сварного шва, была принята несколькими учеными. В литературе [8] оптическая и автоэмиссионная сканирующая электронная микроскопия использовались для поперечного сечения закаленных глубинных случаев. В литературе [9] была разработана система автоматического измерения размеров труб. Система использует данные измерений от 72 измерительных лазерных сканеров и датчиков и может определять 19 типов параметров размера трубы посредством тригонометрической функциональной зависимости между параметрами измерения. В литературе [10] лазерный сканирующий датчик используется для генерации данных облака точек поверхности в процессе сварки, а деформация свариваемых деталей в процессе сварки обнаруживается по данным облака точек.В литературе [11] использовалась структурированная модель обнаружения света для создания профиля поверхности сварного шва. После обработки изображения методом шумоподавления можно быстро извлечь форму сварного шва. Метод визуализации поверхности структурированным светом может лучше отражать профиль поверхности сварного шва, чем метод ультразвукового обнаружения; кроме того, модель проще. В последние годы все больше компаний выпустили соответствующие датчики структурированного света, такие как KEYENCE, SmartRay и CONNEX, чья точность измерения поверхности датчика достигла уровня мкм , что может лучше применяться в области обнаружения поверхности сварного шва.
В литературе [9] была разработана система автоматического измерения размеров труб. Система использует данные измерений от 72 измерительных лазерных сканеров и датчиков и может определять 19 типов параметров размера трубы посредством тригонометрической функциональной зависимости между параметрами измерения. В литературе [10] лазерный сканирующий датчик используется для генерации данных облака точек поверхности в процессе сварки, а деформация свариваемых деталей в процессе сварки обнаруживается по данным облака точек.В литературе [11] использовалась структурированная модель обнаружения света для создания профиля поверхности сварного шва. После обработки изображения методом шумоподавления можно быстро извлечь форму сварного шва. Метод визуализации поверхности структурированным светом может лучше отражать профиль поверхности сварного шва, чем метод ультразвукового обнаружения; кроме того, модель проще. В последние годы все больше компаний выпустили соответствующие датчики структурированного света, такие как KEYENCE, SmartRay и CONNEX, чья точность измерения поверхности датчика достигла уровня мкм , что может лучше применяться в области обнаружения поверхности сварного шва.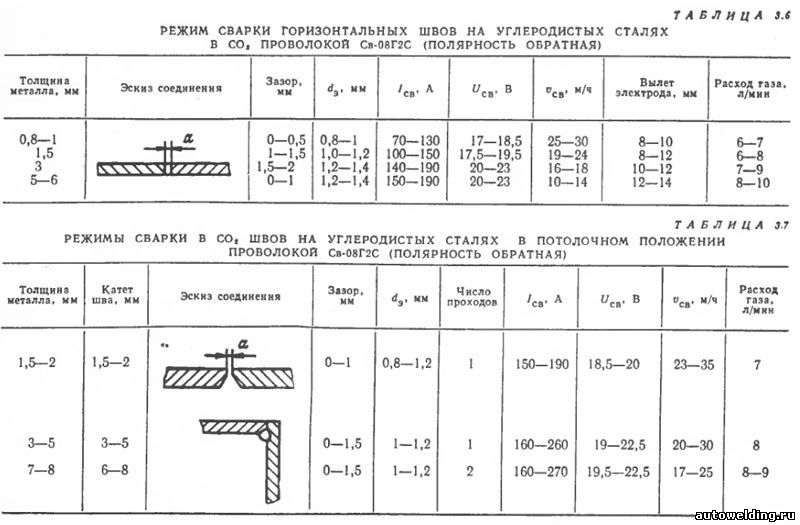 Например, в литературе [12] вышеуказанные датчики использовались для получения данных о профиле поверхности сварочной ванны, а в литературе [13] использовался датчик трехмерного структурированного света для изображения сварного шва и был разработан метод обработки данных облака точек для реализации слежение за сварным швом.
Например, в литературе [12] вышеуказанные датчики использовались для получения данных о профиле поверхности сварочной ванны, а в литературе [13] использовался датчик трехмерного структурированного света для изображения сварного шва и был разработан метод обработки данных облака точек для реализации слежение за сварным швом.
Для измерения угловых параметров напорной трубы после сварки необходимо получить информацию о контуре основного материала напорной трубы, покрытого сварочным материалом. Такого рода проблемы подпадают под прогнозирование данных последовательности [14, 15].В литературе [16] многокритериальная оптимизация на основе генетического алгоритма применялась для определения оптимальных входных параметров конструкции лазерной сварки. Некоторые распространенные методы прогнозирования данных, применяемые к контурам сварных швов, включают подгонку кривой и долговременную кратковременную память (LSTM). Метод подгонки кривой рассматривал облако точек основной металлической части напорного трубопровода, чтобы соответствовать кривой или полиному определенной формы, и рассматривал прогнозируемые координаты результатов подгонки в свариваемой части в качестве индекса определения параметров сварного шва. Например, в литературе [17] для подбора множества точек контура поверхности использовался полином третьего порядка. Однако этот метод подходит только для простой классификации элементов сварного шва. В литературе [18] была реконструирована пространственно сложная модель криволинейного соединения с использованием алгоритма кубического сглаживания сплайнов и обнаружены характерные параметры соединения внахлестку, которые могут быть эффективно применены для отслеживания сварки. Метод прогнозирования данных LSTM также применялся в области сварки из-за его превосходной релевантности сложных сигналов во временной и пространственной областях.Например, в литературе [19, 20] разработана сеть LSTM для прогнозирования тенденции расплавленной ванны в процессе сварки. В литературе [21] LSTM использовался для обучения данных поверхности сварного шва в процессе сварки для прогнозирования качества сварки и уровня качества дефектов поверхности сварного шва. Однако метод прогнозирования на основе LSTM нуждается в онлайн-обучении и прогнозировании; кроме того, алгоритм требует много времени.
Например, в литературе [17] для подбора множества точек контура поверхности использовался полином третьего порядка. Однако этот метод подходит только для простой классификации элементов сварного шва. В литературе [18] была реконструирована пространственно сложная модель криволинейного соединения с использованием алгоритма кубического сглаживания сплайнов и обнаружены характерные параметры соединения внахлестку, которые могут быть эффективно применены для отслеживания сварки. Метод прогнозирования данных LSTM также применялся в области сварки из-за его превосходной релевантности сложных сигналов во временной и пространственной областях.Например, в литературе [19, 20] разработана сеть LSTM для прогнозирования тенденции расплавленной ванны в процессе сварки. В литературе [21] LSTM использовался для обучения данных поверхности сварного шва в процессе сварки для прогнозирования качества сварки и уровня качества дефектов поверхности сварного шва. Однако метод прогнозирования на основе LSTM нуждается в онлайн-обучении и прогнозировании; кроме того, алгоритм требует много времени.
Основной вклад этой статьи заключается в следующем: (1) Мы анализируем, почему метод измерения выступа сварного шва, определенный стандартом, не может быть применен к фактической инспекции напорного трубопровода.(2) Мы предлагаем метод оценки пика продольного сварного шва на основе кусочно-логистической регрессии (PLR) и метод оценки пика кольцевого шва на основе кусочно-байесовской линейной регрессии (PBLR). (3) Мы разрабатываем прототип измерения пика на основе лазерный датчик профиля. Эффекты оценки методов PLR и PBLR были лучше, чем у традиционного алгоритма прогнозирования данных.
Статья организована следующим образом. В разделе 2 описаны детали конструкции устройства для сварки поверхности на основе лазерного датчика профиля.В разделе 3 подробно описан обзор алгоритмов оценки пиков. Для подтверждения правильности предложенных методов в Разделе 4 представлены различные экспериментальные результаты. Наконец, в Разделе 5 представлены выводы. на основе модели структурированного света, включающей лазерный датчик профиля, мобильную станцию и компьютер. Датчик профиля лазера представляет собой датчик профиля лазера LJ-V7080 компании KEYENCE, фокусное расстояние его встроенной камеры составляет 32 мм, а длина волны встроенного лазера составляет 405 нм.Диапазоны измерения датчика в направлениях осей x и y составляют 20 мм и 46 мм соответственно. Датчик устанавливается непосредственно над измеряемым цилиндром, и расстояние изображения датчика находится в пределах допустимого диапазона. Линейный лазер, излучаемый датчиком, попадает на поверхность сварного шва напорного трубопровода, подлежащего измерению. Камера внутри сенсора захватывает изображение вблизи линейного лазерного диапазона в режиме реального времени, а данные облака точек выводятся на компьютер по внутреннему алгоритму.Датчик закрепляется на кронштейне таким образом, чтобы линия лазера была параллельна поперечному сечению цилиндра напорной трубы; таким образом, датчик может перемещаться в направлении оси z . В процессе обнаружения цилиндр напорной трубы и лазерный датчик должны располагаться по касательной к направлению движения.
Датчик профиля лазера представляет собой датчик профиля лазера LJ-V7080 компании KEYENCE, фокусное расстояние его встроенной камеры составляет 32 мм, а длина волны встроенного лазера составляет 405 нм.Диапазоны измерения датчика в направлениях осей x и y составляют 20 мм и 46 мм соответственно. Датчик устанавливается непосредственно над измеряемым цилиндром, и расстояние изображения датчика находится в пределах допустимого диапазона. Линейный лазер, излучаемый датчиком, попадает на поверхность сварного шва напорного трубопровода, подлежащего измерению. Камера внутри сенсора захватывает изображение вблизи линейного лазерного диапазона в режиме реального времени, а данные облака точек выводятся на компьютер по внутреннему алгоритму.Датчик закрепляется на кронштейне таким образом, чтобы линия лазера была параллельна поперечному сечению цилиндра напорной трубы; таким образом, датчик может перемещаться в направлении оси z . В процессе обнаружения цилиндр напорной трубы и лазерный датчик должны располагаться по касательной к направлению движения.
3. Моделирование и численный анализ
На основе набора точек поверхности основного металла, выводимого из лазерного профиля, в этой статье проанализирован метод измерения выступа от продольного сварного шва и кольцевого сварного шва.
3.1. Метод оценки пика продольного сварного шва напорного трубопровода на основе кусочно-логистической регрессии
На рис. 3 показан метод оценки пика продольного сварного шва с усилением, основанный на стандартном методе измерения пика. В стандарте расстояние между точкой армирования выступа основного материала на стыке и расчетной дугой (конструкция из рулонной стальной пластины) в направлении оси и является параметром пикового значения.Точка усиления выступа в месте соединения покрыта сварочным материалом, и ее точное положение неизвестно; поэтому нам необходимо оценить координаты точек контакта стыков с обеих сторон на основе данных облака точек вблизи сварного шва. Здесь мы оценили удлинение профиля основного металла с обеих сторон вблизи сварного шва в зоне сварки и использовали расстояние между средней точкой и до двух симметричных точек на стыке основного металла и сварочного материала. и расчетная дуга в виде пика δ .При нормальных обстоятельствах фактическое соединение цилиндра прокатки стальной пластины на обоих концах может появиться из-за смещения, то есть имеет место дефект смещения. На рис. 4 показан предлагаемый метод оценки пикообразования для поверхности сварного шва с усилением и несоосностью. Из-за смещения левое и правое боковые соединения больше не перекрываются. В этом случае необходимо вычислить расстояния δ 1 и δ 2 между серединами и двух симметричных точек в направлении оси x на стыке основного металла и сварочный материал и расчетная дуга, соответственно, и рассматривайте максимум из двух как пик.Поэтому прогнозирование координат точек контакта стыков по обе стороны от сварного шва является ключевым исследовательским содержанием этого показателя измерения.
и расчетная дуга в виде пика δ .При нормальных обстоятельствах фактическое соединение цилиндра прокатки стальной пластины на обоих концах может появиться из-за смещения, то есть имеет место дефект смещения. На рис. 4 показан предлагаемый метод оценки пикообразования для поверхности сварного шва с усилением и несоосностью. Из-за смещения левое и правое боковые соединения больше не перекрываются. В этом случае необходимо вычислить расстояния δ 1 и δ 2 между серединами и двух симметричных точек в направлении оси x на стыке основного металла и сварочный материал и расчетная дуга, соответственно, и рассматривайте максимум из двух как пик.Поэтому прогнозирование координат точек контакта стыков по обе стороны от сварного шва является ключевым исследовательским содержанием этого показателя измерения.
Обычная модель логистической регрессии выглядит следующим образом:
Когда общая сумма модели находится в пределах (0, 1), данные прогнозирования достигают насыщения, а эффект прогнозирования для данных тенденции роста недостаточен.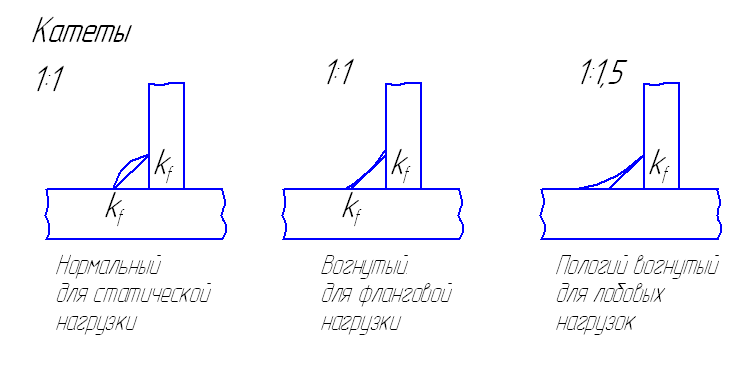 На основе этой модели введены скорость роста k , общая сумма T, и смещение b , а модель логистической регрессии изменена следующим образом:
На основе этой модели введены скорость роста k , общая сумма T, и смещение b , а модель логистической регрессии изменена следующим образом:
В разных узлах скорость роста k и общая сумма T может меняться в разных узлах.Для уточнения изменений скорости роста и величины роста в последовательность длиной n вводится точка изменения и определяется корректировка скорости роста. Тогда скорость роста в любой позиции последовательности S равна базовому соотношению k плюс корректировка скорости роста этой точки, т. е. , где задается как
. соответственно; скорректированная парциальная масса точки изменения выглядит следующим образом:
Модифицированная модель логистической регрессии выглядит следующим образом:
Модель логистической регрессии представляет собой частный случай обобщенной кривой логистической регрессии, которая представляет собой кривую в форме S и обладает сильной расширяемостью. На основе модели были добавлены параметры тренда кривой β . В различных областях точки изменения параметр β может быть изменен с точкой изменения β , скорректированной следующим образом:
На основе модели были добавлены параметры тренда кривой β . В различных областях точки изменения параметр β может быть изменен с точкой изменения β , скорректированной следующим образом:
Усовершенствованная модель логистической регрессии, т. быть выражена следующим образом:
После регрессионного расчета параметров модели , , , и последующие данные могут быть предсказаны в соответствии с (7).
3.2. Метод оценки утолщения кольцевого сварного шва напорного трубопровода на основе кусочно-байесовской линейной регрессии
На рис. 5 показан метод, предложенный в данной статье для оценки утолщения поверхности кольцевого сварного шва с усилением. Аналогично оценке утолщения продольного сварного шва, утолщение определялось как линейное расстояние между расчетной координатой y до и основным металлом в месте соединения δ , а линейное уравнение основного металла определялось уравнением линия подгонки облака точек в области основного металла. Аналогично продольному сварному шву, на рис. 6 показан метод оценки заострения поверхности сварного шва с избыточным усилением и несоосностью. В этом случае необходимо было рассчитать расстояние между расчетными координатами и на стыке и линией основного металла с обеих сторон и считать максимальное значение заострением.
Аналогично продольному сварному шву, на рис. 6 показан метод оценки заострения поверхности сварного шва с избыточным усилением и несоосностью. В этом случае необходимо было рассчитать расстояние между расчетными координатами и на стыке и линией основного металла с обеих сторон и считать максимальное значение заострением.
В методе оценки координат в точке контакта двух сторон кольцевого сварного шва для прогнозирования соединения используется модель кусочно-байесовской линейной регрессии (PBLR).
Априорные условия параметра следующие: , .
4. Эксперименты и результаты
4.1. Эксперимент с кольцевым сварным швом напорной трубы после сварки
Чтобы проверить осуществимость метода PBLR, популярных в настоящее время алгоритмов глубокого обучения для прогнозирования последовательности, алгоритма LSTM и традиционного алгоритма линейной аппроксимации (LR) методом наименьших квадратов были использованы для прогнозирования координат положения точек контакта соединений по обеим сторонам кольцевого сварного шва.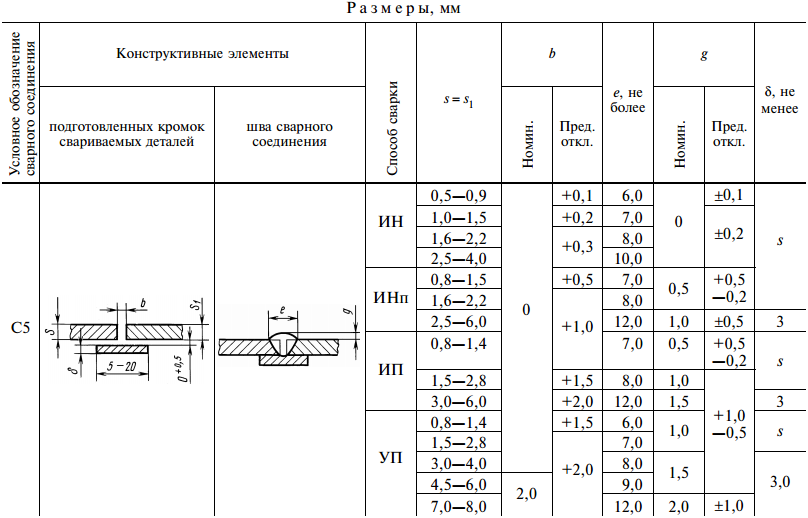
Сеть LSTM — это нейронная сеть, используемая для обработки данных последовательности. Более того, в отличие от обычных нейронных сетей, он может обрабатывать данные с изменением последовательности. В качестве примера рассмотрено точечное множество площади основного металла левого контура сварного шва и разрезано на входную последовательность ,…, и , и выходную последовательность ,…, и с последовательностью длины n через равные промежутки времени, где м — расчетная длина. Предыдущее содержимое последовательности предсказывало результат последующего ; таким образом, обучающий набор сети LSTM был связан с выбранной длиной последовательности n и предсказанной длиной м .Если длины последовательности n и м были слишком велики, чтобы обучающий набор LSTM был достаточно мал, это приводило к плохой способности прогнозирования сети LSTM. Общий метод прямого расчета сети LSTM выражается следующим образом: где i , f , c и o — это входной вентиль, забывающий вентиль, состояние ячейки и выходной вентиль соответственно.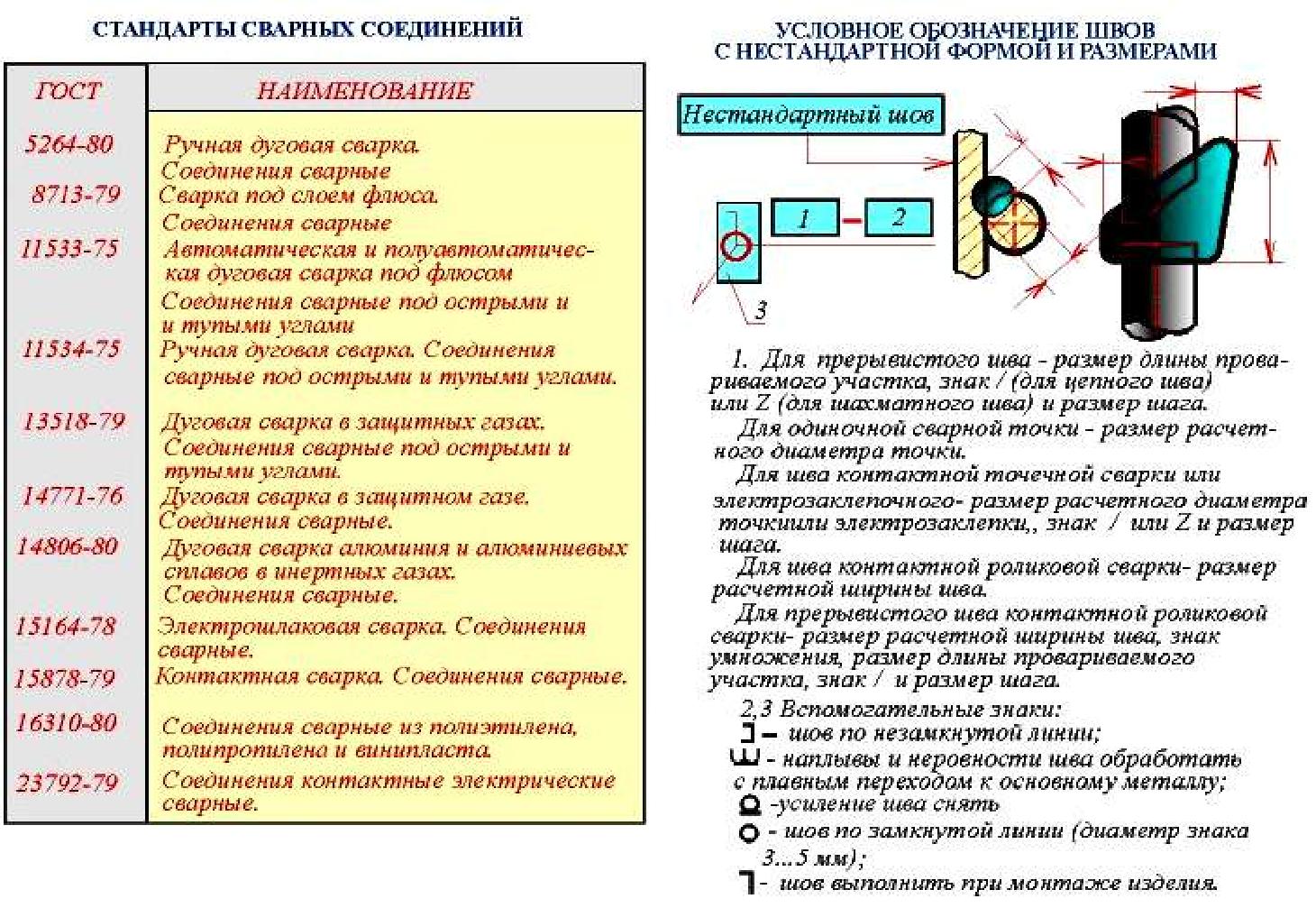 W и b — соответствующие матрица весовых коэффициентов и член смещения соответственно. σ и tanh — сигмовидная и гиперболическая тангенсные функции активации соответственно. Процесс расчета LSTM можно разделить на 4 этапа: (1) вычисление выходного значения ячейки LSTM на основе уравнения (6), (2) вычисление элемента ошибки каждой ячейки LSTM в обратном направлении, включая два направления обратного распространения на основе уровень времени и сети, (3) вычисление градиента каждого веса в соответствии с соответствующим членом ошибки и (4) применение алгоритма оптимизации на основе градиента для обновления весов.Гиперпараметры обучения LSTM, использованные в этой статье, были установлены следующим образом: количество шагов обучения метода LSTM составляло 10 000, длина последовательности n равнялась 20, а количество узлов скрытого слоя равнялось 8.
W и b — соответствующие матрица весовых коэффициентов и член смещения соответственно. σ и tanh — сигмовидная и гиперболическая тангенсные функции активации соответственно. Процесс расчета LSTM можно разделить на 4 этапа: (1) вычисление выходного значения ячейки LSTM на основе уравнения (6), (2) вычисление элемента ошибки каждой ячейки LSTM в обратном направлении, включая два направления обратного распространения на основе уровень времени и сети, (3) вычисление градиента каждого веса в соответствии с соответствующим членом ошибки и (4) применение алгоритма оптимизации на основе градиента для обновления весов.Гиперпараметры обучения LSTM, использованные в этой статье, были установлены следующим образом: количество шагов обучения метода LSTM составляло 10 000, длина последовательности n равнялась 20, а количество узлов скрытого слоя равнялось 8.
Стандартный линейный регрессионная модель метода LR была установлена как y = ax + b , а данные профиля основного металла и регрессионный анализ с обеих сторон были выполнены методом наименьших квадратов.
Количество выбранных точек изменения важных параметров в модели PBLR влияет на сложность регрессионной модели.Здесь была отобрана 1/10 часть обучающей выборки. Тенденция изменения контура основного металла шва была относительно единой, и метод выбора равных интервалов можно было использовать при выборе cp i . Предыдущие условия регрессии параметров модели PBLR были , и . Используя язык Stan для создания модели PBLR, итеративное условие было установлено как 10 000 итерационных шагов, а методом оптимизации был итерационный метод Ньютона. Модель PBLR использовалась для прогнозирования координат положения точек контакта методов LSTM и LR с обеих сторон кольцевого сварного шва на основе данных профиля и основного металла с обеих сторон.Были собраны профили поверхности различных положений кольцевого сварного шва диаметром 120 мм, 130 мм и 140 мм. Основной металл на левой стороне цилиндра демонстрировал явное углубление вниз в месте, близком к сварному шву. На рис. 7 показан эффект предсказания.
На рис. 7 показан эффект предсказания.
Из приведенной выше сравнительной таблицы видно, что метод LSTM имеет большое отклонение из-за меньшего количества обучающих наборов в случае большой ширины сварного шва, как показано на рисунках 7(a), 7(c) и 7. (г) по данным основного металла с правой стороны.В случае обильных тренировочных наборов эффект был близок к эффекту метода PBLR, как показано на рисунках 7 (b) и 7 (d), и был предсказан на основе данных левого основного металла. С другой стороны, метод LR дает лучший эффект прогнозирования в случае отсутствия явного изменения контура основного металла, как показано на рисунках 7(c)–7(f) справа, но имеет плохой эффект прогнозирования в случае значительного изменения контура основного металла, т. е. изгиба основного металла, как показано на рис. 7(а)–7(е), слева.По сравнению с методами LSTM и LR метод PBLR был более стабильным в прогнозирующем эффекте и мог адаптироваться к мутации левосторонней депрессии основного металла.
4.
 2. Эксперимент на кольцевом сварном соединении перед сваркой
2. Эксперимент на кольцевом сварном соединении перед сваркой Были собраны профили поверхности 30 различных положений кольцевых сварных соединений катаного цилиндра диаметром 170 мм и 200 мм, а также контурные точки основного металла в зоне сварки. были предсказаны с использованием трех вышеупомянутых методов.Эффект прогнозирования показан на рисунке 8. Ошибка измерения пика кольцевого сварного шва на основе метода прогнозирования контура PBLR в основном возникает из-за ошибки установки измерительного устройства, ошибки оценки и ошибки линейной подгонки основного металла. В идеальном случае погрешность установки и оценки измерительного устройства можно принять за 0. Следовательно, теоретическую погрешность измерения, основанную на пиках кольцевого сварного шва PBLR, можно определить как погрешность оценки. В таблице 1 показано среднее абсолютное значение расчетного отклонения трех методов, PBLR, LSTM и LR, на 30 различных соединениях с левой и правой сторон кольцевого сварного шва, а также среднее абсолютное значение теоретической погрешности измерения пика. .В таблице 2 показано расчетное отклонение методов PBLR, LSTM и LR для 10 различных соединений на левой и правой сторонах кольцевого сварного шва диаметром 170 мм и 200 мм, отклонение между прогнозируемым PBLR и фактическим контуром было меньше, чем что методами LSTM и LR, а теоретическая средняя абсолютная ошибка пикирования, измеренная этим методом, может достигать 0,06 мм, что соответствует требованиям к точности обнаружения соответствующих блоков детектирования.
.В таблице 2 показано расчетное отклонение методов PBLR, LSTM и LR для 10 различных соединений на левой и правой сторонах кольцевого сварного шва диаметром 170 мм и 200 мм, отклонение между прогнозируемым PBLR и фактическим контуром было меньше, чем что методами LSTM и LR, а теоретическая средняя абсолютная ошибка пикирования, измеренная этим методом, может достигать 0,06 мм, что соответствует требованиям к точности обнаружения соответствующих блоков детектирования.
| Очера оценки (среднее абсолютное значение) | PBLR | LSTM | LR | ||||
| с левой стороны | 0.043 | 0,314 | 0,281 | ||||
| С правой стороны | 0,054 | 0,368 | 0,394 | ||||
| Peaking теоретическую погрешность измерения | 0,061 | 0,426 | 0,439 | ||||
| 91 172 | |||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 044
044 056
0564.3. Эксперимент по продольному сварному шву напорной трубы после сварки
Обе стороны основного металла продольного сварного шва напорного трубопровода имели эллиптическую форму, аналогичную вышеупомянутой схеме сравнительного эксперимента с кольцевым сварным швом.Использовались методы PLR, LSTM и подбора эллипса на основе наименьших квадратов (EF).
Метод EF рассматривает набор точек области основного металла по обеим сторонам сварного шва как , а целевая кривая регрессии может установить уравнение квадратичной кривой с параметром регрессии , а именно,
На основе принципа наименьшего -квадратов, аппроксимация квадратичной кривой преобразуется в квадратичную кривую. Сумма квадратов алгебраических расстояний во всех позициях набора точек равна , а метод наименьших квадратов квадратичной кривой решается с помощью .Однако в нормальных условиях диаметр цилиндра напорной трубы велик, и решение является более сложным. Координата набора точек базового материала может быть нормализована, то есть с использованием преобразования координат , где T задается формулой, где s — коэффициент масштабирования и вектор смещения. Связь между ними задается следующим уравнением:
Сумма квадратов алгебраических расстояний во всех позициях набора точек равна , а метод наименьших квадратов квадратичной кривой решается с помощью .Однако в нормальных условиях диаметр цилиндра напорной трубы велик, и решение является более сложным. Координата набора точек базового материала может быть нормализована, то есть с использованием преобразования координат , где T задается формулой, где s — коэффициент масштабирования и вектор смещения. Связь между ними задается следующим уравнением:
Чтобы отличить подобранную квадратичную кривую от гиперболы, параболы и т. д., можно добавить следующие ограничения, гарантирующие, что она станет окружностью или эллипсом, а диаметр цилиндрическая часть, подлежащая испытанию.Следовательно, где α — коэффициент эллипсификации.
Метод выбора параметров в модели PLR такой же, как и в модели PBLR, используемой для кольцевого сварного шва. Априорные условия для регрессии параметров модели PLR: , , и . Язык Stan используется для создания модели PLR, а заданное итеративное условие составляет 10 000 шагов. Метод оптимизации — это итерационный метод Ньютона. На рис. 9 показаны результаты прогнозирования трех методов оценки с проектными диаметрами 155 мм и 550 мм.
Метод оптимизации — это итерационный метод Ньютона. На рис. 9 показаны результаты прогнозирования трех методов оценки с проектными диаметрами 155 мм и 550 мм.
Из рисунка 9 видно, что эффект прогнозирования метода LSTM для продольного шва согласуется с эффектом кольцевого шва. Меньшее количество обучающих выборок может привести к большим отклонениям прогноза, как показано на рис. 9(а), в правой части эффекта прогнозирования данных по основному металлу. С точки зрения тенденции прогноза общая тенденция прогноза LSTM не соответствует схеме. Тенденция показана на рисунках 9(b) и 9(c). В напорном трубопроводе с небольшим смещением на рисунках 9(a)–9(c) метод EF предсказывает лучший контурный эффект, но когда существует большое смещение, прогнозируемое направление имеет большое отклонение, как показано на рисунке 10. (г).Напротив, общий результат прогнозирования метода PLR является более точным и может лучше предсказать тенденцию профиля основного металла даже при наличии большого смещения.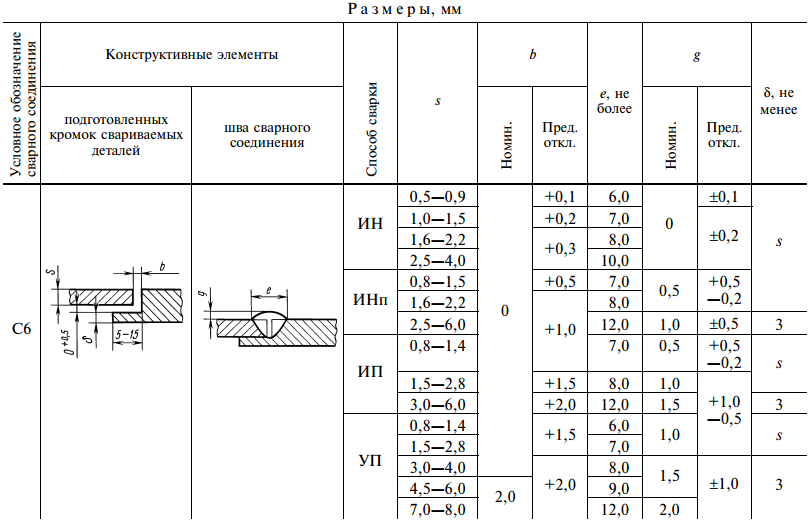
4.4. Эксперимент на продольном сварном соединении перед сваркой
Были собраны профили поверхности 30 различных стыков продольных сварных соединений катаного цилиндра диаметром 255 мм и 600 мм. Точки контура основного металла в зоне сварки прогнозировались тремя вышеуказанными методами.На рис. 10 показан эффект предсказания. Таблица 3 показывает PLR в 30 различных положениях сустава. Две модели LSTM и EF оценивают средние значения абсолютного отклонения и теоретической ошибки в продольных сварных швах с левой и правой сторон сварного шва соответственно. В табл. 4 приведены расчетные отклонения методами PLR, LSTM и EF для 10 различных стыков с левой и правой сторон продольного шва диаметром 170 мм и 200 мм. Из результатов видно, что среднее значение абсолютной ошибки отклонения между прогнозируемым и фактическим контурами меньше при использовании PLR, а теоретическая средняя абсолютная ошибка пикинга, измеренная этим методом, может достигать 0.07 мм, что соответствует требованиям точности обнаружения соответствующих блоков детектирования.
| ||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 142
142 219
2195. Выводы
Направьтесь к решению проблемы, что метод измерения достижения пика, определяемый стандартом, не может быть эффективно использован в обнаружении внешнего вида, обнаруженного сварки сосуда под давлением без полированного армирования и несоосности, мы предлагаем метод оценки на основе регрессии.В предлагаемом методе мы сначала используем лазерный датчик профиля для получения набора точек контура поверхности сварного шва, а затем на основе характеристик контура основного металла кольцевого шва и продольного шва вводим дискретную точечную информацию на основе моделей логистической регрессии и байесовской линейной регрессии, разделить единую регрессионную модель на несколько взаимосвязанных моделей кусочной регрессии и изменить тренд предсказания модели и значение смещения в каждом сегменте модели. Затем мы собрали различные данные профиля зоны сварного шва напорного трубопровода до и после сварки и сравнили наши предложенные методы PLR и PBLR с существующим методом LSTM, методами линейной регрессии и эллиптической регрессии с точки зрения эффектов прогнозирования. Результаты показали, что точность методов PBLR и PLR была лучше, а теоретическая средняя абсолютная ошибка пикинга, измеренная в разных положениях, могла достигать примерно 0,8 мм. В будущем мы разработаем экспериментальное устройство с более высокой точностью позиционирования для достижения высокоточного обнаружения выступов сварного шва напорного трубопровода.
Затем мы собрали различные данные профиля зоны сварного шва напорного трубопровода до и после сварки и сравнили наши предложенные методы PLR и PBLR с существующим методом LSTM, методами линейной регрессии и эллиптической регрессии с точки зрения эффектов прогнозирования. Результаты показали, что точность методов PBLR и PLR была лучше, а теоретическая средняя абсолютная ошибка пикинга, измеренная в разных положениях, могла достигать примерно 0,8 мм. В будущем мы разработаем экспериментальное устройство с более высокой точностью позиционирования для достижения высокоточного обнаружения выступов сварного шва напорного трубопровода.
Доступность данных
Все данные, использованные для подтверждения результатов этого исследования, включены в статью.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Вклад авторов
П.Л., Г.Л. и Н.Ю. разработали концепцию исследования; П.Л. и Нью-Йорк выполнили эксперименты; П.Л. и Г.Л. выполнили модель системы; и П. Л. написал рукопись.
Л. написал рукопись.
Благодарности
Данное исследование финансировалось проектом научно-технического плана Государственного управления по регулированию рынка, грант №.2019МК143.
Процесс/оптимизация параметров
1. Применимость
1.1 Все поставки и другие услуги, осуществляемые нами, и все платежи, осуществляемые в нашу пользу, регулируются исключительно настоящими Условиями доставки и оплаты. Если применимые положения могут быть признаны отсутствующими, Общие условия поставки австрийской электротехнической и электронной промышленности применяются в качестве субсидиарного права; во всех остальных отношениях применяются австрийские законы и правила.Если какие-либо деловые условия Заказчика противоречат настоящим Общим условиям поставки и оплаты, мы будем связаны такими расхождениями только в том случае, если мы прямо признали их в письме или по телефаксу.
1.2 Принимая товар и/или услугу, Заказчик признает исключительную применимость наших Условий доставки и оплаты.
2. Предложения
2.1 Наши предложения не требуют участия и могут быть изменены, если только в предложении прямо не указан период действия.Документы, относящиеся к нашим предложениям, такие как чертежи, иллюстрации, образцы и образцы, а также данные о размерах, весе, производительности и потреблении, содержат или представляют собой только приблизительные данные и не считаются специально согласованными характеристиками, если не указано иное. Мы оставляем за собой право вносить изменения по техническим причинам.
2.2 Мы сохраняем за собой права собственности и авторские права на все сметы расходов, чертежи и другие документы; они не могут быть раскрыты какой-либо третьей стороне или использованы для целей какой-либо третьей стороны.
3. Прием заказа; дополнительные соглашения
Принятие заказа и любые обязательства или дополнительные соглашения, принятые нашими сотрудниками, а также поправки и изменения любого рода не являются обязательными для нас до тех пор, пока мы не вышлем письменное подтверждение по почте, факсу или электронной почте.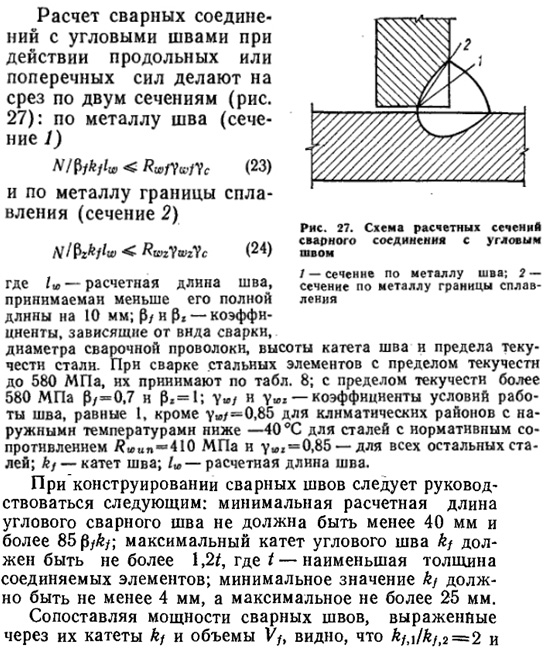
4. Цена и условия оплаты; взаимозачет
4.1 Цены всегда указаны по прейскуранту, действующему на дату поставки. Это цены франко-завод (EXW), без учета упаковки, страховки, погрузки на заводе и налога на добавленную стоимость; упаковка обратно не принимается.
4.2 Платежи должны производиться наличными, без каких-либо вычетов и без комиссий, в течение 30 дней с даты выставления счета. Мы должны решить, какие претензии или частичные претензии Заказчика могут быть зачтены в счет таких платежей.
4.3 Если какие-либо изменения в исполнении заказа вызваны обстоятельствами, при которых риск ложится на Заказчика, то последний несет все связанные с этим дополнительные расходы.
4.4 Если срок платежа превышен, мы имеем право взимать проценты за просрочку платежа в размере десяти процентных пунктов выше применимой базовой ставки, объявленной Австрийским национальным банком, плюс расходы по взысканию, такие суммы составляют не менее 12% p .а. общей претензии. Это не предрешает каких-либо дальнейших последствий невыполнения платежа.
Это не предрешает каких-либо дальнейших последствий невыполнения платежа.
4.5 Недопустимо, чтобы Заказчик удерживал платежи или засчитывал их против оспариваемых нами встречных требований.
4.6 Если у Заказчика есть претензии к нам, мы имеем право в любое время зачесть их против наших собственных требований к Заказчику.
4.7 За услуги, выполняемые по контрактам на работу и материалы (установка, ремонт, техническое обслуживание и другие подобные работы), мы будем взимать почасовые ставки и цены на материалы, действующие на момент завершения, плюс наши применимые надбавки за любые сверхурочные, ночные- рабочее время, воскресенье и праздничные дни; время в пути и время ожидания считаются рабочим временем.Командировочные расходы, а также суточные и ночные расходы оплачиваются отдельно.
5. Производительность, доставка и по умолчанию
5.1 Срок поставки начинается с момента отправки уведомления о подтверждении заказа, а период выполнения работ по установке, техническому обслуживанию или ремонту начинается с момента передачи оборудования.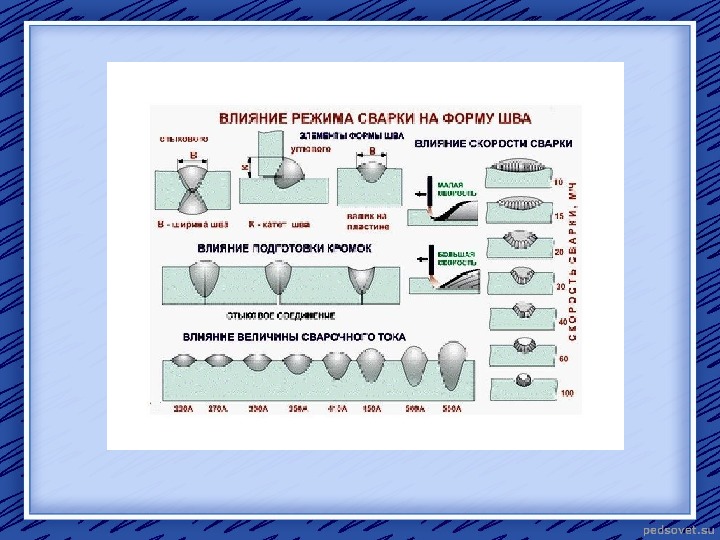 Однако ни в коем случае период поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Заказчик предоставил нам документы (например,г. технические чертежи, планы и т. д.), разрешения или утверждения, за получение которых она несет ответственность, или после внесения согласованной предоплаты. Срок поставки или исполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас отправить или доставить, срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до такого срока.
Однако ни в коем случае период поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Заказчик предоставил нам документы (например,г. технические чертежи, планы и т. д.), разрешения или утверждения, за получение которых она несет ответственность, или после внесения согласованной предоплаты. Срок поставки или исполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас отправить или доставить, срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до такого срока.
5.2 Сроки поставки или исполнения продлеваются на время любых непредвиденных препятствий, находящихся за пределами нашей сферы влияния, таких как простои, серьезные увольнения персонала, незаконные забастовки, задержки в поставках основного сырья или компонентов и т.п., а также обстоятельства, при которых риск несет Заказчик, в той мере, в какой эти препятствия и/или обстоятельства имеют существенное значение для несоблюдения сроков. Препятствия и/или обстоятельства такого рода также аннулируют последствия невыполнения обязательств, за которые мы в противном случае несли бы ответственность, на время действия таких препятствий; любые договорные обязательства по штрафным санкциям, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.О начале и окончании таких препятствий должно быть дано немедленное уведомление. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую небрежность с нашей стороны, претензии Заказчика о возмещении убытков недопустимы.
Препятствия и/или обстоятельства такого рода также аннулируют последствия невыполнения обязательств, за которые мы в противном случае несли бы ответственность, на время действия таких препятствий; любые договорные обязательства по штрафным санкциям, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.О начале и окончании таких препятствий должно быть дано немедленное уведомление. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую небрежность с нашей стороны, претензии Заказчика о возмещении убытков недопустимы.
5.3 Если согласованные сроки поставки или исполнения или сроки, которые были продлены в соответствии с пунктом 5.2 выше, превышены более чем на четыре недели, Заказчик имеет право расторгнуть договор, предоставив нам как минимум 14 дополнительных дней. уведомлением, направленным нам заказным письмом.Если Заказчик не докажет грубую небрежность с нашей стороны, претензии Заказчика о возмещении убытков в этом случае не принимаются.
5.4 Если Заказчик несет убытки из-за задержки, за которую мы несем ответственность, то он имеет право на компенсацию в размере 0,5% за всю неделю — максимум до 5% — от стоимости этой части поставки. которые не могут быть использованы вовремя или по назначению в результате просрочки. За другие услуги компенсация составляет 5% от вознаграждения.Любые претензии о возмещении ущерба, выходящие за рамки вышеизложенного, недопустимы, равно как и претензии о возмещении ущерба в результате задержек со стороны наших поставщиков, если только не будет доказана грубая небрежность с нашей стороны.
5.5 В тех случаях, когда мы взяли на себя обязательство осуществлять отгрузку, мы должны решить способ и маршрут перевозки. Товары всегда отправляются на риск и за счет Заказчика. Мы несем ответственность за ущерб только в том случае, если будет доказана грубая небрежность с нашей стороны. Мы оформляем транспортное/полное страхование только по заказу и за счет Заказчика.
5.6 Мы имеем право осуществлять частичные поставки.
5.7 Соблюдение нами срока поставки зависит от выполнения Заказчиком своих договорных обязательств по всем незавершенным, еще не завершенным деловым операциям.
5.8 Если отгрузка задерживается из-за обстоятельств, при которых риск ложится на Заказчика, то последний несет все связанные с этим дополнительные расходы, например, расходы на хранение на нашем заводе, но с минимальной ежемесячной оплатой 0.5% от суммы счета. В таком случае мы также имеем право предоставить Заказчику льготный период не более 14 дней, и если этот период истечет безрезультатно, мы будем иметь право по своему усмотрению либо принять альтернативные меры в отношении Товар(ы) должен быть доставлен(ы) и осуществлена доставка Заказчику в течение достаточно продолжительного периода времени, или расторжение договора и требование возмещения убытков за нарушение договора. В этом последнем случае мы имеем право, без предоставления каких-либо конкретных доказательств, потребовать 10% вознаграждения за предполагаемую поставку в качестве возмещения убытков. Если это надлежащим образом обосновано, мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
Если это надлежащим образом обосновано, мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
5.9 В случае товаров, заказанных по запросу или заказанных для производства без инструкций по отгрузке, поставка должна быть осуществлена в течение трех месяцев. Если этот срок не используется, то аналогично применяется пункт 5.8.
5.10 Для услуг, выполняемых по договорам на выполнение работ и материалов (4.7), Заказчик должен предоставить нам необходимое оборудование и вспомогательные материалы (напр.г. лебедки, рельсы, электричество и т. д.) своевременно и бесплатно, даже если установка включена в цену (4.1) или если для этого была оговорена фиксированная цена. Любые работы, которые должны быть выполнены Заказчиком перед установкой, т.е. строительные работы должны быть завершены до прибытия наших монтажников. Кроме того, Заказчик должен принять все меры предосторожности, необходимые для защиты людей и имущества. Мы не несем ответственности за вспомогательный персонал, оборудование и вспомогательные материалы, которые могут быть предоставлены в наше распоряжение, если с нашей стороны не будет доказана грубая небрежность.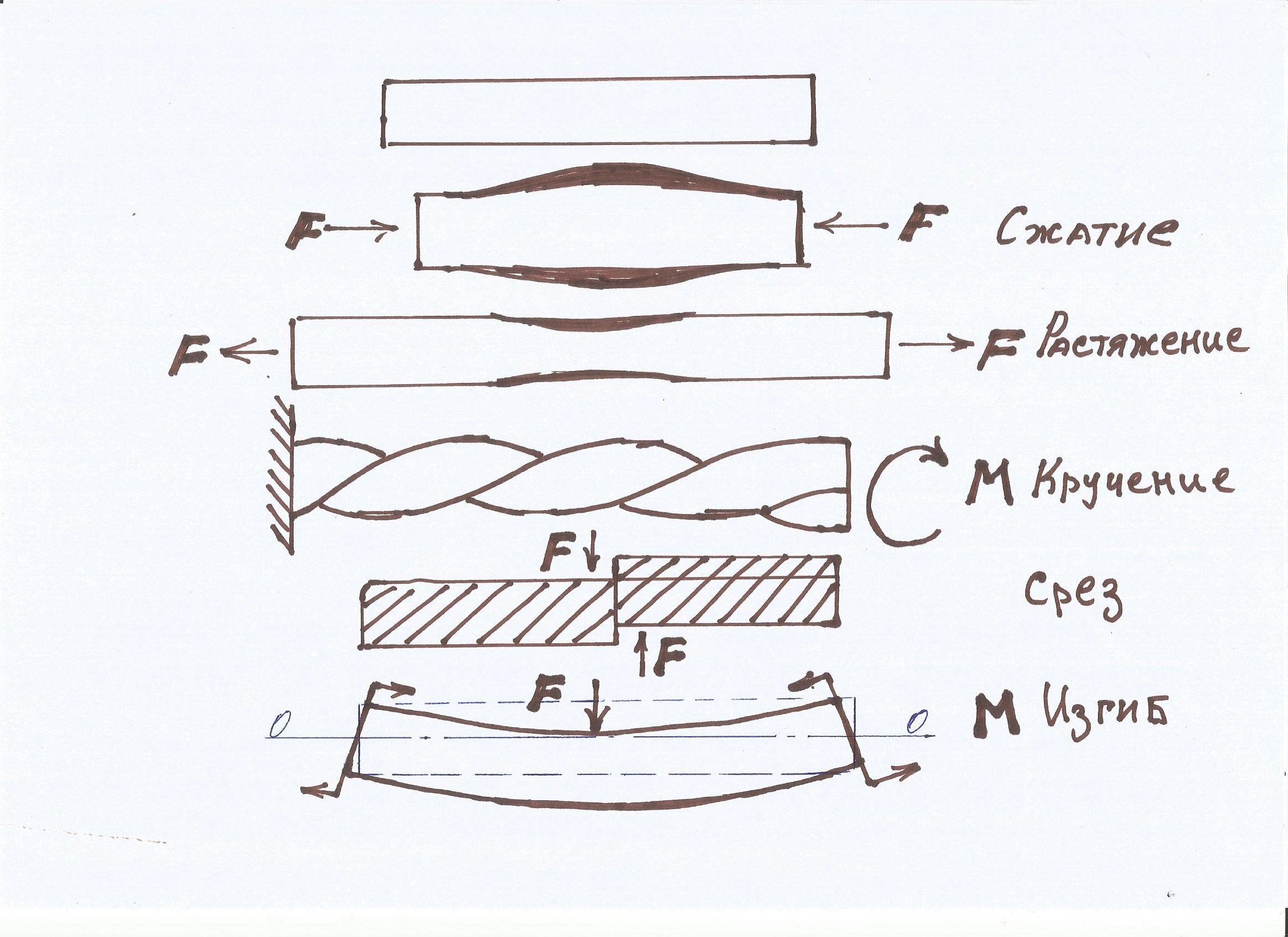
6. Переход риска
6.1 Риск переходит к Заказчику, как только изделия, которые должны быть доставлены, или изделия, над которыми мы выполняли техническое обслуживание, ремонт или другие работы, покидают наш завод. То же самое относится и к частичным поставкам или в случаях, когда мы взяли на себя расходы по доставке или выполнили доставку, настройку, сборку, установку или другие подобные услуги. Если техническое обслуживание, ремонт или другие работы выполняются на территории Заказчика, то риск переходит к последнему, как только он получает уведомление о том, что соответствующие работы завершены.
6.2 В случае задержки отправки или доставки груза по причинам, за которые мы не несем ответственности, риск переходит к Заказчику, как только он получает уведомление о готовности груза к доставке.
7. Сохранение права собственности; расторжение
7.1 Мы сохраняем за собой право собственности на поставленный(е) товар(ы) до тех пор, пока наши претензии в отношении покупной цены и все другие претензии, которые мы имеем – на любых законных основаниях – к Заказчику, не будут полностью урегулированы.
7.2 Заказчику разрешается перепродавать доставленный товар, даже если он был соединен с другими товарами или подвергнут обработке, только в ходе обычной коммерческой деятельности своей компании. Однако это разрешение исключается, если возникающие в результате претензии переуступаются третьим лицам или на них распространяется запрет на уступку, или если Заказчик неплатежеспособен или не выполняет свои договорные обязательства. Никакие другие способы распоряжения не разрешены Заказчику.В случае ареста, конфискации или иного распоряжения третьими лицами Заказчик должен немедленно уведомить нас об этом. Наши юридические расходы, понесенные в связи с обеспечением соблюдения нашего права собственности, несет Заказчик.
7.3 Заказчик уже сейчас уступает нам свои требования и другие права от перепродажи, сдачи в аренду или лизинга поставленного предмета, даже если этот последний был соединен с другими предметами или подвергнут обработке; Заказчик должен сделать запись об этом в своих бухгалтерских книгах. Если доставленный предмет продается или передается третьему лицу для использования этим лицом вместе с другими предметами (независимо от того, был ли он соединен с какими-либо такими предметами или подвергнут обработке), то требование о дебиторской задолженности может быть удовлетворено только назначены в пределах суммы покупной цены, причитающейся нам. Это не наносит ущерба любым дальнейшим требованиям о возмещении убытков.
Если доставленный предмет продается или передается третьему лицу для использования этим лицом вместе с другими предметами (независимо от того, был ли он соединен с какими-либо такими предметами или подвергнут обработке), то требование о дебиторской задолженности может быть удовлетворено только назначены в пределах суммы покупной цены, причитающейся нам. Это не наносит ущерба любым дальнейшим требованиям о возмещении убытков.
7.4 Заказчик имеет право собирать требования и отстаивать другие права только в той мере, в какой он выполнил свои платежные обязательства перед нами и не является неплатежеспособным.7.5 Если Заказчик будет действовать вопреки условиям договора, в частности, задержав платеж или любое другое договорное обязательство и/или будучи неплатежеспособным, мы имеем право по своему усмотрению либо расторгнуть договора без предоставления отсрочки или, оставив договор в силе, забрать доставленный предмет или запретить его использование. Мы также имеем право продать возвращенный товар на открытом рынке; после вычета платы за обработку в размере 10% от выручки, полученной таким образом, оставшаяся часть будет вычтена из общей суммы наших непогашенных претензий к Заказчику. До возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если фактическое уменьшение его стоимости еще больше.
До возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если фактическое уменьшение его стоимости еще больше.
8. Гарантия
8.1 Мы не даем никаких гарантий в отношении обычных отклонений в размере, весе или качестве (или в соответствии со стандартами ÖNORM, EN или DIN), а также не даем никаких гарантий в отношении информации, предоставленной в отношении пригодности поставляемых изделий для данной цели. предполагаемой Заказчиком, или для любой другой конкретной цели.
8.2 Несмотря на то, что мы гарантируем правильность наших инструкций по обработке, руководств пользователя/эксплуатантов и консультационных услуг для клиентов, соблюдение законодательных или других правил при использовании поставленных изделий и тестирование этих изделий для предусмотренной цели остается исключительной ответственностью Заказчик. Мы будем нести ответственность за любые инструкции, отличающиеся от наших письменных инструкций по обработке и руководств пользователя/эксплуатации, только в том случае, если мы предварительно прямо подтвердили эти отклонения Заказчику в письменной форме, письмом, факсом или электронной почтой.
8.3 Поставляемые товары или услуги должны быть проверены Заказчиком сразу же после их доставки. О любых дефектах необходимо сообщать нам немедленно после их обнаружения в письменном уведомлении, отправленном письмом, по факсу или электронной почте, с указанием номера и даты уведомления о подтверждении заказа, накладной или счета-фактуры, а также серийного номера и комиссии. числа. Если Заказчик не направит это немедленное уведомление, он больше не может предъявлять какие-либо претензии по гарантии или требования о возмещении убытков из-за самого дефекта или из-за какого-либо заблуждения относительно того, что доставка или услуга были свободны от дефектов.В уведомлении должно быть указано, какие поставленные товары или оказанные услуги затронуты дефектами, в чем конкретно заключаются дефекты и при каких сопутствующих обстоятельствах эти дефекты возникли. Каждый дефект должен быть точно описан. Любые расходы, которые мы понесем в результате необоснованных уведомлений или уведомлений, которые иным образом противоречат условиям использования, должны быть возмещены нам Заказчиком.
8.4 В случае корректирующих и профилактических работ по техническому обслуживанию наша гарантия ограничивается фактически оказанными услугами.Мы гарантируем правильное функционирование установки, машины, Программного обеспечения и т.п., компоненты которых не были поставлены нами, только в том случае, если мы доказуемо взяли на себя обязательство – несмотря на предоставление определенных компонентов Заказчиком или третьими сторонами – произвести установку ( или машина и т. д.) в целом, и если рассматриваемая неисправность не связана с неверной или неполной информацией от Заказчика.
8.5 Если не оговорено иное, гарантийный срок составляет 24 месяца.Однако с начала 13-го месяца этого периода наша гарантия ограничивается предоставлением бесплатно предметов, необходимых для устранения дефектов; с этого момента любые претензии по гарантии, выходящие за рамки вышеизложенного, недопустимы. Это ограничение срока также применяется к поставке объектов, считающихся недвижимыми, и к работе над объектами, которые являются или считаются недвижимыми.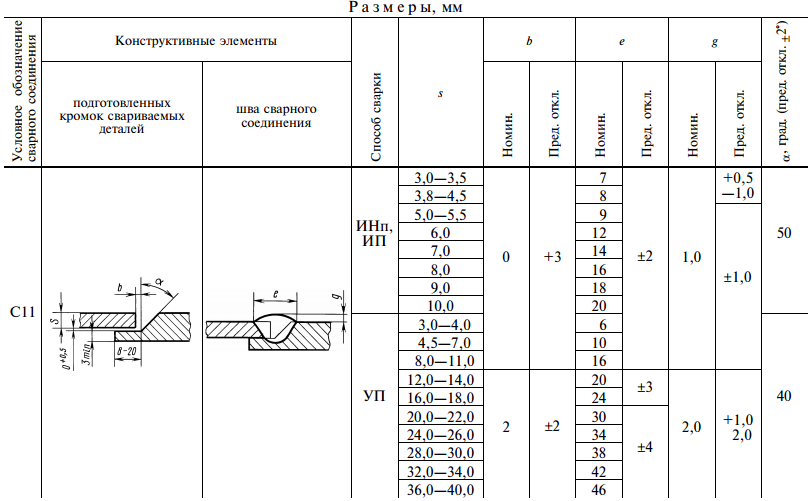 Гарантийный срок начинает истекать с момента перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, выявленные в течение гарантийного срока, уже существовали на момент перехода риска.
Гарантийный срок начинает истекать с момента перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, выявленные в течение гарантийного срока, уже существовали на момент перехода риска.
8.6 В тех случаях, когда мы даем гарантию, мы по своему усмотрению и в течение разумного периода продолжительностью не менее 4 недель либо заменяем сам дефектный товар или его дефектные компоненты на товар без дефектов или дефектов. — бесплатные компоненты, или устранить дефект(ы), или предоставить Заказчику разумную скидку в цене, или (если рассматриваемый дефект не является незначительным) расторгнуть договор.Гарантийный срок не продлевается при замене изделия или частей или компонентов, принадлежащих к изделию. Однако, если оставшаяся часть гарантийного срока, включая ту часть периода, в течение которой наша гарантия ограничивается бесплатным предоставлением необходимых материалов в соответствии с пунктом 8.5, длится менее двенадцати месяцев, то гарантийный срок на замененный товаров, частей или компонентов продлевается до двенадцати месяцев. Обмениваемые таким образом предметы, детали или компоненты становятся нашей собственностью.Мы не возмещаем затраты на любое фактическое или предпринятое устранение дефекта Заказчиком или любой третьей стороной.
Обмениваемые таким образом предметы, детали или компоненты становятся нашей собственностью.Мы не возмещаем затраты на любое фактическое или предпринятое устранение дефекта Заказчиком или любой третьей стороной.
8.7 В той мере, в какой это необходимо и можно разумно ожидать от Заказчика, предмет поставки или исполнения или его дефектная(ые) часть(и) должны быть отправлены или доставлены нам немедленно по нашему запросу, в Риск и расходы стороны, в противном случае любые гарантийные обязательства с нашей стороны становятся недействительными.
8.8 Заказчик не имеет права задерживать оплату в связи с гарантийными претензиями или другими встречными претензиями, не признанными нами.
8.9 Претензии по гарантии со стороны Заказчика исключаются в случаях, когда руководства по установке, эксплуатации и эксплуатации, предоставленные нами или запрошенные у нас Заказчиком, не были соблюдены, или когда пользователь не был (полностью) обязан соблюдать такие инструкции; если монтажные работы не были выполнены должным образом и в соответствии с применимыми стандартами, и в частности, если они не были выполнены лицензированными подрядчиками; если на объекте поставки или исполнения были проведены какие-либо ремонтные работы или другие работы без нашего согласия; если он эксплуатировался или использовался ненадлежащим образом, или эксплуатировался, несмотря на неисправность его защитных функций, или вывозился за пределы договорной территории без нашего согласия, или использовался вопреки нашим инструкциям или в целях, для которых он не предназначен; и, кроме того, если дефекты связаны с повреждением посторонними предметами, химическими воздействиями, перенапряжением, действиями третьих лиц или форс-мажорными обстоятельствами; то же самое относится и к естественному износу.
8.10 Наша гарантия также не действует в случаях, когда мы заключили контракт на выполнение заказов на ремонт, изменение или модификацию бывших в употреблении предметов или поставку таких предметов.
8.11. Наконец, все претензии по гарантии исключаются, если Заказчик устанавливает сторонние компоненты или запасные части в наши предметы поставки или услуги, предоставляемые нами, которые не были явно рекомендованы нами до этого.
8.12. В дополнение к правам Заказчика в соответствии с пунктом 8.6. в отношении поставки инверторов для фотоэлектрических систем действует гарантия в соответствии с условиями гарантии Fronius, доступными по адресу https://www.fronius.com/en/photovoltaics/products/all-products/solutions/fronius-service. -solutions/fronius-warranties/fronius-warranties.
9. Ущерб и ответственность за качество продукции
9.1 Мы несем неограниченную ответственность за ущерб любого рода только в том случае, если Заказчик докажет, что мы сами нанесли этот ущерб сознательно и преднамеренно или по грубой небрежности. Если Заказчик докажет, что мы причинили ущерб по обычной небрежности, наша обязанность по возмещению ущерба ограничивается фактически понесенным ущербом и, кроме того, максимальной общей суммой, не превышающей общую стоимость заказа. Кроме того, требования этого типа могут быть исполнены по закону только в том случае, если они заявлены в течение шести месяцев после того, как стало известно о соответствующем ущербе.
Если Заказчик докажет, что мы причинили ущерб по обычной небрежности, наша обязанность по возмещению ущерба ограничивается фактически понесенным ущербом и, кроме того, максимальной общей суммой, не превышающей общую стоимость заказа. Кроме того, требования этого типа могут быть исполнены по закону только в том случае, если они заявлены в течение шести месяцев после того, как стало известно о соответствующем ущербе.
9.2 В случае привлечения нас к ответственности третьей стороной, если мы произвели и поставили в соответствии с чертежами, проектами, моделями или другими документами, предоставленными Заказчиком, Заказчик возместит ущерб и избавит нас от ответственности.
9.3 При использовании поставленных нами установок, машин и других изделий Заказчик обязан тщательно соблюдать все правила техники безопасности, технические правила, правила установки, инструкции по эксплуатации и руководства пользователя, и в особенности все правила, относящиеся к области электротехники. , и допускать к эксплуатации оборудования только авторизованный квалифицированный персонал.
9.4. Любая ответственность за ущерб, вызванный установкой или использованием сторонних компонентов или запасных частей с нашими предметами поставки, которые не были подтверждены и явно рекомендованы нами, исключается.
10. Согласие на защиту данных
Клиент соглашается с тем, что Fronius International GmbH и ее дочерние компании могут собирать, обрабатывать и использовать личные данные (такие как имя, адрес, адрес электронной почты), если это применимо, также по заказу поставщика услуг с целью отправки информации о продуктах и услугах в любом виде (например, по почте, электронной почте, в информационном бюллетене и т. д.). Распространение информации посторонним лицам сверх установленного срока не допускается (исключаются юридические или судебные обязательства по предоставлению информации).Согласие может быть опротестовано в любое время в письменной форме, в информационном бюллетене также есть ссылка для отказа от подписки.
11. Заключительные положения
11. 1 Местом исполнения поставок, других услуг и платежей, а также единственным местом юрисдикции является Вельс, Австрия. Тем не менее, мы также имеем право подать иск против Заказчика в суд, который имеет «вещную» и территориальную юрисдикцию в соответствии с соответствующими правилами для коммерческого местожительства или места жительства Заказчика.
1 Местом исполнения поставок, других услуг и платежей, а также единственным местом юрисдикции является Вельс, Австрия. Тем не менее, мы также имеем право подать иск против Заказчика в суд, который имеет «вещную» и территориальную юрисдикцию в соответствии с соответствующими правилами для коммерческого местожительства или места жительства Заказчика.
11.2 Заказчику известно, что в международной торговле общепринятой практикой является то, что соглашение о месте юрисдикции также может быть заключено официально действующим способом в результате молчаливого согласия или отсутствия реакции на подтверждающее деловое соглашение. письмо, такое как уведомление о подтверждении заказа, содержащее предварительно напечатанную ссылку на место юрисдикции. Заказчик знаком с этим коммерческим употреблением, особенно в сфере деятельности Fronius International GmbH, и регулярно соблюдает его.
11.3 Правовые споры, вытекающие из договора, регулируются австрийским законодательством и коммерческой практикой, преобладающей в месте исполнения. С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
12. Специальные условия для программного обеспечения, поставляемого вместе с заказанными элементами, или программного обеспечения, поставляемого отдельно
Для программного обеспечения, поставляемого вместе с другими предметами, или для программного обеспечения, поставляемого отдельно (далее «программное обеспечение»), настоящие Условия поставки и оплаты применяются только в той мере, в какой они не отклоняются от следующих условий или условий, согласованных отдельно с Заказчиком.
12.1 Область применения
12.1.1 Все права интеллектуальной собственности, такие как авторское право, права на товарные знаки, права на дизайн, патентные права, права на полезные модели и ноу-хау, а также, в частности, незащищенные изобретения, коммерческий опыт, коммерческая тайна и т. п., независимые от время, когда они были раскрыты Заказчику, должны быть зарезервированы в любое время нами или нашими лицензиарами. Заказчик имеет право использовать программное обеспечение после оплаты оговоренной суммы исключительно в своих целях в соответствии с приобретенным количеством лицензий.По настоящему договору приобретается только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанных в Разделе 12, не приобретаются. Заказчик может одновременно использовать программное обеспечение только на одном устройстве, какое именно — это его решение. Использование программного обеспечения представляет собой любое долгосрочное или даже любое временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью исполнения программного обеспечения и обработки данные, содержащиеся в нем, аппаратными средствами.Он не имеет права копировать руководство пользователя.
Заказчик имеет право использовать программное обеспечение после оплаты оговоренной суммы исключительно в своих целях в соответствии с приобретенным количеством лицензий.По настоящему договору приобретается только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанных в Разделе 12, не приобретаются. Заказчик может одновременно использовать программное обеспечение только на одном устройстве, какое именно — это его решение. Использование программного обеспечения представляет собой любое долгосрочное или даже любое временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью исполнения программного обеспечения и обработки данные, содержащиеся в нем, аппаратными средствами.Он не имеет права копировать руководство пользователя.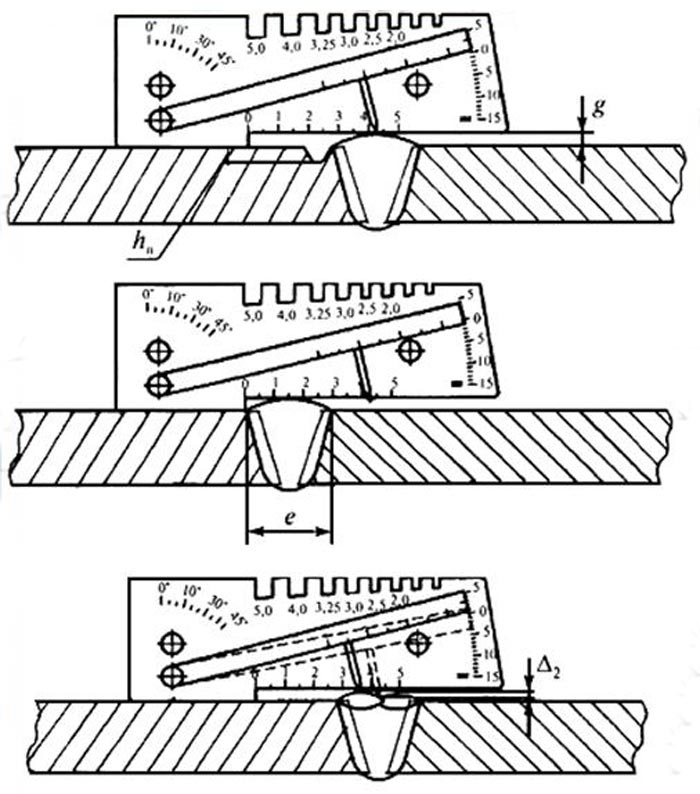
12.1.2 Заказчику разрешается делать копии программного обеспечения для целей архивирования и защиты данных при условии, что в программном обеспечении или любых сопутствующих материалах (руководстве по эксплуатации, упаковке и т. д.) нет прямого запрета и что все авторские права и уведомления о праве собственности передаются в этих копиях без изменений. Не допускаются повторные переводы программного кода (декомпиляция) с нарушением правовых норм.
12.1.3. Если программное обеспечение оснащено технической защитой от копирования, Заказчику в случае повреждения будет предоставлена копия взамен после возврата носителя данных.
12.2 Дополнительные права
В случае наличия новой версии программного обеспечения Заказчик имеет право обменять поставленный пакет программного обеспечения на аналогичный пакет программного обеспечения новой версии по указанной нами цене обновления; под обменом понимается программный комплекс в целом, так как он был приобретен Заказчиком..jpg) При обмене разрешение Заказчика на использование обмениваемого программного комплекса прекращается. В таком случае Заказчик обязан немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из него копии, частичные копии и резервные копии.
При обмене разрешение Заказчика на использование обмениваемого программного комплекса прекращается. В таком случае Заказчик обязан немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из него копии, частичные копии и резервные копии.
12.3 Гарантия
12.3.1 Заказчик должен принять во внимание, что невозможно разработать программы программного обеспечения таким образом, чтобы они были свободны от дефектов для всех условий применения.
12.3.2 Мы гарантируем, что поставляемое программное обеспечение выполняет согласованные функции и обладает явно гарантированными свойствами. Требованием для любой гарантии является использование в соответствии с контрактом. Дефект, за который мы несем ответственность, считается существующим только в том случае, если программное обеспечение не работает в соответствии с самой последней версией соответствующего описания производительности/документации и если это может быть воспроизведено Заказчиком. Для тщательного изучения возможных дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.
Для тщательного изучения возможных дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.
12.3.3 Мы также гарантируем, что оригинальное программное обеспечение надлежащим образом записано на проверенный носитель данных. Исключение составляют ранее установленное программное обеспечение и сторонние программные продукты.
12.3.4 Дефекты программного обеспечения должны быть задокументированы пользователем, и мы должны быть уведомлены в письменной форме с немедленным вступлением в силу; в противном случае применяется 8.3.
12.3.5 Гарантийный срок всегда составляет двенадцать месяцев; период начинается с отправки пакета программного обеспечения.
12.3.6 Если пакет программного обеспечения непригоден для использования или имеет дефекты (12.3.2), мы обменяем его прежде всего на новый с тем же названием или на адекватное альтернативное решение. Если это также окажется непригодным для использования или неисправным, и если мы не в состоянии сделать его пригодным для использования с соответствующими усилиями в течение надлежащего времени, но, по крайней мере, в течение четырех недель, Заказчик может потребовать снижения цены или изменения . Затраты на устранение дефекта Заказчиком или третьим лицом нами не компенсируются.
Затраты на устранение дефекта Заказчиком или третьим лицом нами не компенсируются.
12.3.7 Сверх этого (12.3.6) мы не предоставляем гарантию, в частности, не в случае, если поставляемое программное обеспечение не соответствует особым требованиям Заказчика или пользователя, а также не для измененных или переработанных версий программного обеспечения (пункт 12.1.2), если Заказчик не сможет доказать, что дефекты не связаны с изменениями или доработками. Заказчик несет единоличную ответственность за выбор, установку и использование программного обеспечения, а также за ожидаемые результаты.
12.3.8 В случае необоснованного заявления о дефектах программного обеспечения мы имеем право взыскать с Заказчика любые понесенные расходы в соответствии с действующими тарифами.
12.3.9 Смена конечного пользователя исключает любые претензии по гарантии
12.4 Компенсация
12.4.1 Все дальнейшие претензии Заказчика или третьих лиц, в частности претензии о возмещении ущерба любого рода, исключаются, если только пострадавшая сторона не сможет доказать, что ущерб был причинен нами умышленно или по грубой небрежности. .
.
12.4.2 В противном случае соответственно применяется пункт 9.
Оценка проплавления при сварке подложки GMA на основе параметров геометрии сварочной ванны | Китайский журнал машиностроения
Приведенные выше результаты испытаний показывают, что AWP, MLWP и MWWP монотонно увеличиваются с увеличением сварочного тока и монотонно уменьшаются с увеличением скорости сварки. Между тем, ширина заднего валика, которая используется для характеристики состояния проникновения, увеличивается с увеличением тока и постепенно уменьшается с увеличением скорости.Следовательно, может существовать линейная зависимость между состоянием проникновения и тремя параметрами геометрии. Многопараметрический линейный регрессионный анализ используется для определения взаимосвязи между тремя параметрами геометрии и состоянием проходки. Многомерная линейная регрессия — это метод статистического анализа, который изучает линейную связь между зависимой переменной и несколькими независимыми переменными, и основная цель этого метода — оценить зависимую переменную со значениями нескольких независимых переменных. Модель линейной регрессии с несколькими переменными устанавливается для определения силы и значимости влияния AWP, MLWP и MWWP на состояние проникновения и для оценки проникновения.
Модель линейной регрессии с несколькими переменными устанавливается для определения силы и значимости влияния AWP, MLWP и MWWP на состояние проникновения и для оценки проникновения.
Создание модели многомерной линейной регрессии и статистические тесты
Независимыми переменными являются AWP, MLWP и MWWP, которые представлены S , L и W соответственно, а зависимая переменная является задней — ширина борта, представленная B w .{2} ),} \hfill \\ \end{массив} } \right.$$
(4)
, где ε — член ошибки, используемый для объяснения той части изменения зависимой переменной, которая не может быть полностью объяснена независимыми переменными, ε является независимым и одинаково распределенным с нулевым средним. β j ( j = 0, 1, 2, 3) – неопределенный параметр с оценочным значением \(\hat{\beta }_{j}\), рассчитанным методом наименьших квадратов используя данные экспериментальной выборки.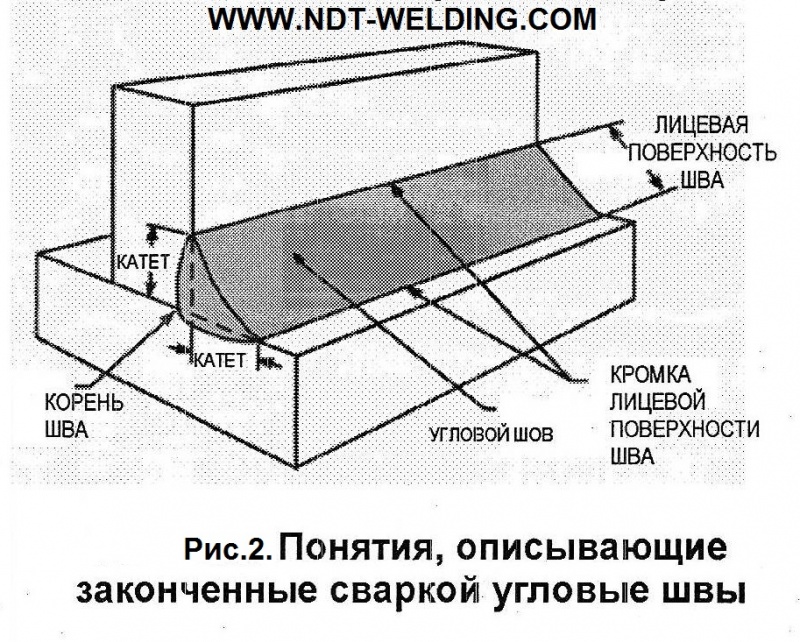 Затем можно получить модель линейной регрессии с несколькими переменными для прогнозирования проникновения: + \ шляпа {\ бета } _ {2} L + \ шляпа {\ бета } _ {3} Вт, $ $
Затем можно получить модель линейной регрессии с несколькими переменными для прогнозирования проникновения: + \ шляпа {\ бета } _ {2} L + \ шляпа {\ бета } _ {3} Вт, $ $
(5)
где \(\hat{\beta}_{0}\) — постоянный член и \(\hat{\beta}_{1}\), \(\hat{\beta}_{2}\ ) и \(\hat{\beta}_{3}\) — коэффициенты регрессии. \(\hat{\beta}_{1}\) — коэффициент частичной регрессии S на B w , т.е.д., влияние добавления одной единицы S на B w ; аналогично, \(\hat{\beta}_{2}\) и \(\hat{\beta}_{3}\) — коэффициенты частичной регрессии L и W на B ш .
Модель, уравнение. (5), необходимо проверить с помощью критерия согласия (тест квадрата R ), теста значимости уравнения регрессии (тест F ) и теста значимости переменных (тест t ).{2}\) должно быть больше 0,5, и чем ближе оно к 1, тем лучше степень соответствия линии регрессии выборочным значениям.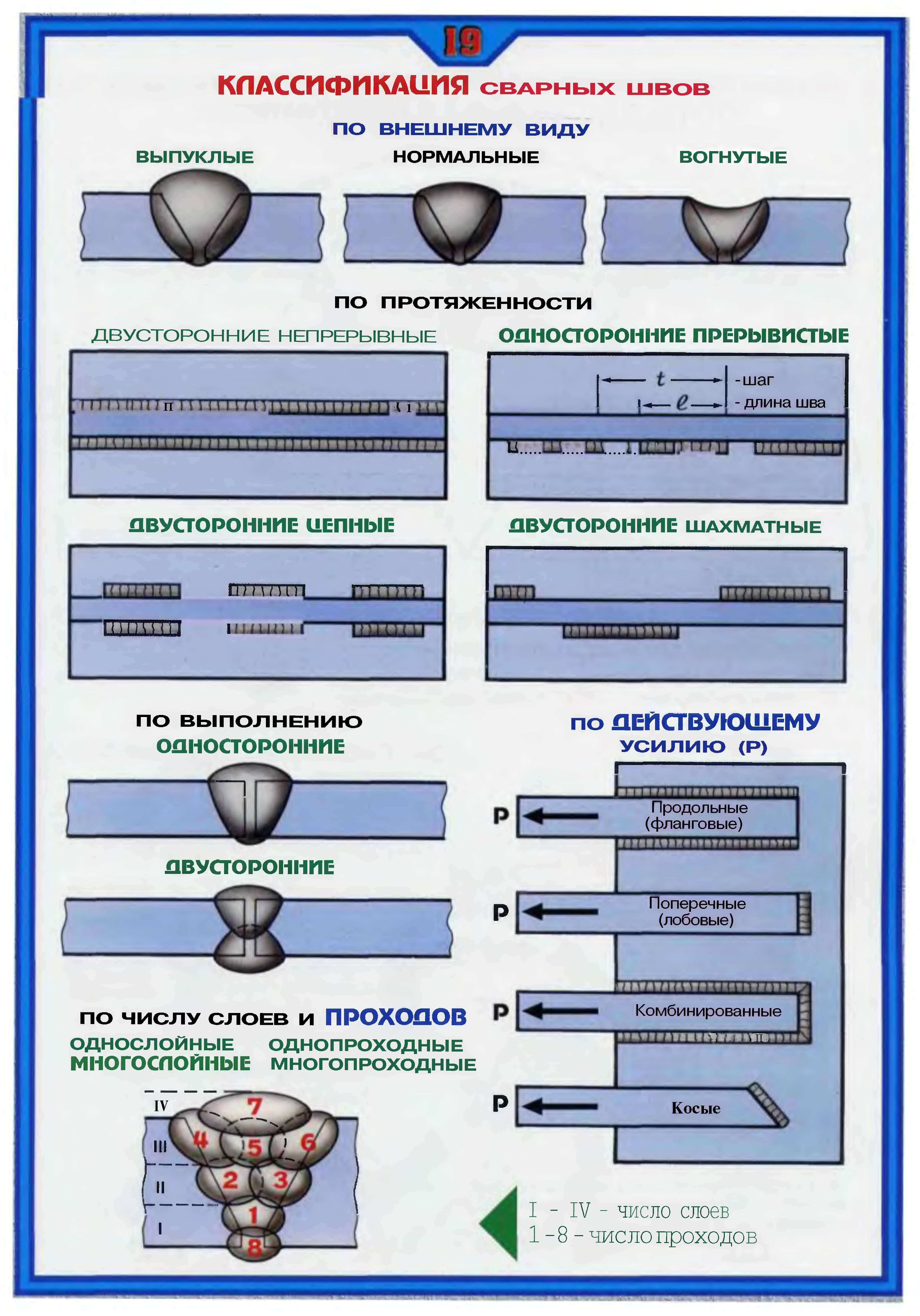 {2} }\) ( ESS , объясненная сумма квадратов).Учитывая уровень значимости α , если F ≥ F α ( k , n — n , то модель линейной регрессии является значимой. В противном случае модель линейной регрессии не имеет значения.
{2} }\) ( ESS , объясненная сумма квадратов).Учитывая уровень значимости α , если F ≥ F α ( k , n — n , то модель линейной регрессии является значимой. В противном случае модель линейной регрессии не имеет значения.
Тест F может продемонстрировать, что общая линейная зависимость уравнения линейной регрессии является значимой, но не может показать, что каждая независимая переменная оказывает существенное влияние на зависимую переменную.Следовательно, каждая независимая переменная должна быть подвергнута тесту на значимость, чтобы определить, сохраняется ли независимая переменная в модели, что выполняется с помощью теста переменной t . Статистика t вычисляется следующим образом: j} )}},$$
(8)
где \(S(\hat{\beta}_{j})\) — стандартное отклонение \(\hat{\beta}_{j}\). Для гипотезы каждого β j ≠ 0 ( j = 1, 2, 3) значимая вероятность Sig. < 0,05 теста t указывает на то, что линейная зависимость S , L и W с B w значительно подтверждает гипотезу; в противном случае гипотеза отвергается.
< 0,05 теста t указывает на то, что линейная зависимость S , L и W с B w значительно подтверждает гипотезу; в противном случае гипотеза отвергается.
Уравнение регрессии между параметрами геометрии сварочной ванны и шириной заднего валика
Учитывая тесную взаимосвязь между шириной заднего валика и состоянием провара, ширина заднего валика используется для количественной оценки проплавления.Метод определения ширины заднего валика, соответствующей каждому изображению сварочной ванны, был следующим: Изображение задней стороны сварочной ванны было снято камерой под заготовкой, которая была синхронизирована с камерой над заготовкой для получения изображения. поверхности сварочной ванны. Информация о ширине заднего борта была извлечена с помощью алгоритма обработки изображений (см. рис. 3), а затем преобразована в физическую длину с помощью калибровки камеры.
Сначала было установлено уравнение регрессии между параметрами геометрии и шириной заднего валика при условии, что сварочный ток был отрегулирован от 110 А до 160 А. Выборочные данные (АРД, МДРД, ММВП и ширина заднего валика) при каждом наборе параметров сварки составляли не менее 50 групп. Данные выборки были обработаны методом наименьших квадратов, и полученный результат показан в таблице 2. Скорректированный квадрат R равен 0,767, что говорит о том, что уравнение регрессии имеет высокую точность соответствия. F составляет 583,655, что намного больше, чем F α (3, m -3-1) значение 2,622, когда номер выборки m равен 532 при уровне значимости 90 = 0.05. То есть линейная зависимость установленной модели многомерной регрессии значима на уровне 95%. Однако для гипотезы о том, что 3 коэффициента регрессии не равны нулю, вероятность значимости MWWP Sig. > 0,05 в тесте t указывает на то, что линейная зависимость MWWP от ширины заднего валика сварочной ванны не подтверждает гипотезу в значительной степени при изменении тока. Поэтому в качестве независимых переменных были взяты только AWP и MLWP, и была проанализирована соответствующая связь между ними и шириной заднего валика.
Выборочные данные (АРД, МДРД, ММВП и ширина заднего валика) при каждом наборе параметров сварки составляли не менее 50 групп. Данные выборки были обработаны методом наименьших квадратов, и полученный результат показан в таблице 2. Скорректированный квадрат R равен 0,767, что говорит о том, что уравнение регрессии имеет высокую точность соответствия. F составляет 583,655, что намного больше, чем F α (3, m -3-1) значение 2,622, когда номер выборки m равен 532 при уровне значимости 90 = 0.05. То есть линейная зависимость установленной модели многомерной регрессии значима на уровне 95%. Однако для гипотезы о том, что 3 коэффициента регрессии не равны нулю, вероятность значимости MWWP Sig. > 0,05 в тесте t указывает на то, что линейная зависимость MWWP от ширины заднего валика сварочной ванны не подтверждает гипотезу в значительной степени при изменении тока. Поэтому в качестве независимых переменных были взяты только AWP и MLWP, и была проанализирована соответствующая связь между ними и шириной заднего валика. Результат показан в Таблице 3.
Результат показан в Таблице 3.
Стандартизированные коэффициенты (бета) в таблице 3 – это коэффициенты регрессии, рассчитанные после стандартизации данных выборки (разница между каждой выборкой и средним значением делится на дисперсию), что сводит на нет влияние размеров. Согласно стандартизированным коэффициентам, АРМ является доминирующим фактором в линейной зависимости между параметрами геометрии и шириной завальцовки, а МДРП играет вспомогательную роль.
Как показано в таблице 3, уравнение регрессии между параметрами геометрии сварочной ванны и шириной заднего валика при различных сварочных токах:
$$\hat{B}_{w} = — 1,486 + 0,103S — 0,095L .$$
(9)
Уравнение (9) показывает взаимосвязь между параметрами геометрии и шириной заднего борта.
Аналогичным образом, многопараметрический линейный регрессионный анализ был использован для анализа взаимосвязи между AWP, MLWP и MWWP и шириной заднего валика с увеличением скорости сварки.Поскольку вероятность значимости MWWP Sig. (равный 0,259) был больше 0,05 в тесте t , MWWP был удален из независимых переменных и была проанализирована взаимосвязь между AWP, MLWP и шириной заднего борта. Как показано в таблице 4, уравнение регрессии имеет вид (10)
Таблица 4 Коэффициенты частичной регрессии на разных скоростяхСогласно стандартизованным коэффициентам в таблице 4, AWP играет доминирующую роль в линейной зависимости от ширины заднего борта, а MLWP играет вспомогательную роль.
Проверочные испытания подварки
Для определения надежности уравнений регрессии Ур. (9) и уравнение (10), приведенные выше уравнения были проверены испытаниями подварки. Параметры сварки для уравнения. 9) проверка проводилась следующим образом: сварочный ток варьировался от 110 А до 160 А с шагом 10 А, скорость сварки 20 см/мин, угол разделки заготовки 60°, диаметр сварочной проволоки 1,2. мм, а раскрытие корня 1,6 мм. Были проведены испытания подварочной сварки, изображения поверхности и задней стороны сварочной ванны были получены синхронно, а параметры геометрии сварочной ванны были извлечены и подставлены в уравнение.(9) для оценки ширины заднего борта. Фактическая ширина заднего валика определялась на основе изображений обратной стороны сварочной ванны. Средние значения расчетной ширины заднего валика (\(\hat{B}_{w}\)) и фактической ширины заднего валика ( B w ) при различных токах показаны в таблице 5.
9) проверка проводилась следующим образом: сварочный ток варьировался от 110 А до 160 А с шагом 10 А, скорость сварки 20 см/мин, угол разделки заготовки 60°, диаметр сварочной проволоки 1,2. мм, а раскрытие корня 1,6 мм. Были проведены испытания подварочной сварки, изображения поверхности и задней стороны сварочной ванны были получены синхронно, а параметры геометрии сварочной ванны были извлечены и подставлены в уравнение.(9) для оценки ширины заднего борта. Фактическая ширина заднего валика определялась на основе изображений обратной стороны сварочной ванны. Средние значения расчетной ширины заднего валика (\(\hat{B}_{w}\)) и фактической ширины заднего валика ( B w ) при различных токах показаны в таблице 5.
Как видно из Таблицы 5, ширина заднего борта, оцененная по уравнению (9) хорошо согласуется с фактической шириной заднего валика при увеличении тока. Проварка находится в хорошем состоянии при токах 130 А и 140 А, расчетная ширина заднего валика находится в том же диапазоне от 2 мм до 3 мм, что и фактическая ширина заднего валика с небольшим отклонением. Этот результат указывает на то, что взаимосвязь между параметрами геометрии сварочной ванны и шириной заднего валика, определяемая уравнением. (9) является надежным.
Проварка находится в хорошем состоянии при токах 130 А и 140 А, расчетная ширина заднего валика находится в том же диапазоне от 2 мм до 3 мм, что и фактическая ширина заднего валика с небольшим отклонением. Этот результат указывает на то, что взаимосвязь между параметрами геометрии сварочной ванны и шириной заднего валика, определяемая уравнением. (9) является надежным.
Параметры сварки для уравнения. (10) проверка заключалась в следующем: скорость сварки варьировали от 15 см/мин до 40 см/мин с шагом 5 см/мин, сварочный ток 140 А, угол разделки заготовки 60°, скорость сварки диаметр проволоки 1.2 мм, а зазор канавки составлял 1,6 мм. Средние значения ширины заднего борта оцениваются по уравнению. (10) (\(\hat{B}_{w}\)) и фактическая ширина заднего валика ( B w ), определенная на основе изображений обратной стороны сварочной ванны, показаны на Таблица 6.
Таблица 6 Расчетные и фактические средние значения ширины заднего борта при различных скоростях В таблице 6 расчетная ширина заднего валика в основном соответствует фактической ширине заднего валика, а расчетная ширина заднего валика, соответствующая пенетрации в хорошем состоянии, находится в диапазоне от 2 мм до 3 мм при скоростях 20 см. /мин, 25 см/мин и 30 см/мин, что соответствует фактической ширине заднего борта.Следовательно, соответствующее соотношение между параметрами геометрии и шириной заднего борта, определяемое формулой. (10) разумно.
/мин, 25 см/мин и 30 см/мин, что соответствует фактической ширине заднего борта.Следовательно, соответствующее соотношение между параметрами геометрии и шириной заднего борта, определяемое формулой. (10) разумно.
Приведенный выше линейный регрессионный анализ и экспериментальная проверка показывают, что линейная зависимость между параметрами геометрии сварочной ванны и шириной заднего валика возможна при изменении сварочного тока или скорости сварки, что АРМ играет ведущую роль в зависимости от ширина заднего борта, а MLWP играет вспомогательную роль. Частные коэффициенты регрессии и константа в формуле.(9) отличаются от тех, что в уравнении. (10) потому что изменение подводимого тепла, вызванное изменением сварочного тока, отличается от изменения, вызванного изменением скорости сварки. Различное изменение погонной энергии приводит к различию тенденций изменения геометрических параметров сварочной ванны и ширины заднего валика. Когда сварочный ток и скорость изменяются одновременно, эффекты связи двух параметров сварки в процессе сварки приведут к немонотонным тенденциям изменения AWP, MLWP и ширины заднего валика, что не соответствует предпосылке многопараметрической линейной регрессии.