Советы по выбору электропечи и термопенала для сушки электродов
Использование электродов сразу после вскрытия упаковки возможно только при условии, что она герметична. При нарушении её целостности нужно предварительно подготовить сварочные электроды перед их применением. Сварку ответственных конструкций необходимо производить только прокаленными электродами.
1 / 1
Проводить данную операцию нужно и в том случае, если электроды длительное время хранились в помещении с повышенной влажностью. Чтобы соблюсти рекомендованный производителем расходных материалов температурный режим, для прокалки и сушки используются специальные электропечи и термопеналы.
Особенности и функционал
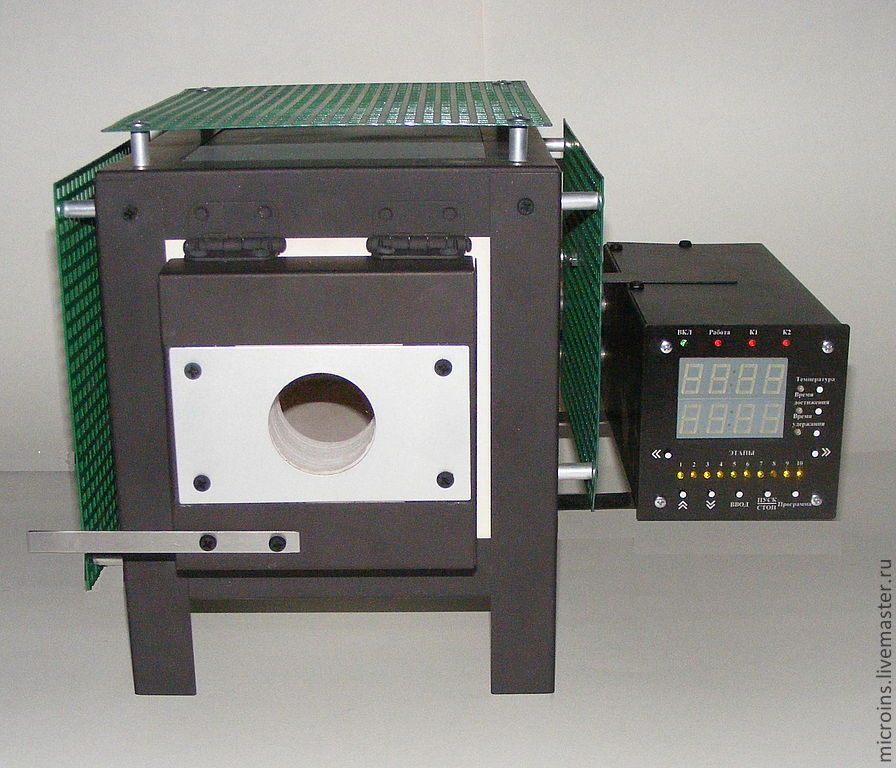
Электропечь для прокалки электродов – это специализированное оборудование в виде металлического шкафа со специальными лотками, в которые укладываются сварочные электроды.
Электропечи для прокалки и сушки электродов бывают стационарными и мобильными. По функционалу выделяют простые модели с функцией сушки и комбинированные устройства, предназначенные как для сушки, так и для прокалки. Кроме того, печи различаются мощностью нагревателя, количеством и размерами лотков, что влияет на массу загружаемых сварочных материалов. Для поддержания температуры сварочных электродов с целью сохранения их в прокаленном состоянии используется термопенал. Он имеет более компактные размеры, меньшую вместимость.
Продукция от ГК «Кедр»
КЕДР ЭП-90 с цифровой индикацией
Используется для сушки и прокалки сварочных электродов в стационарных условиях. Весит 50 кг при размерах 620х670х670 мм. Питается от сети напряжением 380 В. За раз можно загрузить до 90 кг электродов. Имеет удобное и понятное управление. Диапазон настройки терморегулятора – от 100 до 400 градусов. Для разогрева камеры с полной загрузкой потребуется не больше 90 минут. Отлично подходит для использования на крупных промышленных объектах и на специализированных предприятиях. Номинальная мощность равна 5 кВт. Масса оборудования – около 50 кг.
Весит 50 кг при размерах 620х670х670 мм. Питается от сети напряжением 380 В. За раз можно загрузить до 90 кг электродов. Имеет удобное и понятное управление. Диапазон настройки терморегулятора – от 100 до 400 градусов. Для разогрева камеры с полной загрузкой потребуется не больше 90 минут. Отлично подходит для использования на крупных промышленных объектах и на специализированных предприятиях. Номинальная мощность равна 5 кВт. Масса оборудования – около 50 кг.
КЕДР ЭП-40
Отличный выбор как для мастерской, так и для промышленного предприятия. Модель рассчитана на одновременную загрузку до 40 кг электродов. Подходит для прокалки и сушки сварочных электродов в стационарных и передвижных условиях. Терморегулятор можно настраивать от 100 до 400 градусов. На разогрев полностью загруженной электропечи уходит не больше 120 минут. Нагрев рабочей камеры осуществляется 5 трубчатыми электронагревателями. Питается от сети напряжением 220 Вт. Масса оборудования составляет 40 кг, размеры – 680х605х470 мм. Потребляемая мощность оборудования – 2,5 кВт.
Потребляемая мощность оборудования – 2,5 кВт.
КЕДР ЭП-20 с цифровой индикацией
Подходит для одновременной загрузки не более 20 кг сварочных расходных материалов. Может использоваться как в мастерской, так и на строительной площадке. Цифровая индикация своевременно сообщит о завершении процесса нагрева и поддержании заданной температуры. Диапазон настройки терморегулятора составляет от 100 до 450 градусов. Время разогрева до рабочей температуры (если печь полностью загружена) – не более 100 минут. Заданная температура поддерживается при помощи электронного блока. Термочувствительный элемент расположен под полкой – в средней части рабочей камеры. Управление оборудованием удобное и интуитивно понятное. Ножки обеспечивают надёжное и устойчивое положение. Подключить эту модель печи для сушки и прокалки электродов можно к сети с напряжением 220 Вт. Мощность не превышает 0,7 кВт. Весит устройство меньше аналогов – 18 кг.
КЕДР ЭПФ-200
Данная модель электропечи предназначена для сушки и прокалки флюса в стационарных условиях.
На что следует обратить внимание при выборе электропечи/термопенала
Ознакомьтесь с несколькими рекомендациями по выбору подходящей печи. При выборе оборудования для сушки и прокаливания расходных сварочных материалов необходимо обращать внимание на следующие параметры:
-
Напряжение питающей сети. Имеет стандартное значения для всех моделей, которые изготовлены отечественными производителями.

-
Мощность. Подбирать её необходимо в соответствии с количеством сварочного расходного материала, нуждающегося в прокалке перед использованием.
-
Масса загружаемых электродов. Зависит также от объёма и количества сварочных работ.
- Масса и габариты. Варьируются в широком диапазоне. Если сварщику не предстоит регулярно выезжать на объект, то размеры и масса оборудования не имеют большого значения.

как выбрать, технические характеристики, правила использования
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Как просушить электроды в домашних условиях? Технология выполнения работы.
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
[Всего голосов: 1 Средний: 1/5]
svarkaed.ru
Сушка электродов — печь, пенали другие способы
Обмазка электрода имеет пористую структуру и работает как губка, натягивая влагу. Чтобы этого избежать нынешние производители упаковывают электроды в герметичную полиэтиленовую упаковку. Но при длительном хранении электроды все равно отсыревают. Чтобы привести их в рабочее состояние используется печь для сушки электродов. На упаковке, кроме основных характеристик, указывается температура и время просушки (прокалки). Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%. В случае превышения этой нормы требуется электроды прокалить при t 120-160 градусов в течение 1 часа.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку. Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики. Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
- печь;
- шкаф;
- пенал.
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз. Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Стационарные печи для сушки электродов
В стационарных условиях используют электронагревательную печь. Это металлический шкаф со специальными лотками под электроды. Для поддержания заданной температуры все стенки в нем отделаны теплоизолирующими материалами. Она снабжена термостатом средних температур в пределах 60 – 500 градусов для того, чтобы проводить сушку в строгом соответствии с требованиями производителя. Это гарантирует равномерный нагрев и сохранение температуры на протяжении всего процесса. В зависимости от размеров и количества лотков, печь может быть рассчитана на одновременную загрузку партий весом от 10 до 250 кг.
Процесс сушки очень прост – электроды помещаются внутрь печи на требуемое время. Температура нагрева регулируется и поддерживается автоматически. В новых моделях имеется таймер, который через строго указанное время отключит печь. За счет термоизоляции процесс остывания происходит равномерно. После этого электроды уже готовы к использованию.
После этого электроды уже готовы к использованию.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Как сушить электроды в домашних условиях
Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов, структура при этом никоим образом не меняется. Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Для этого можно воспользоваться любым нагревательным прибором, который у вас есть дома. Отлично подойдет электродуховка или газовая духовка. Электродуховка более пригодна для сушки, чем газовая, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить прогрев на открытом огне. Качество такого способа ни сравнится с результатом, используя профессиональный шкаф или пенал.
В данной ситуации самым неправильным решением будет совсем не прокаливать электроды. Это приведет к увеличенному расходу материалов, некачественному шву, и потери времени, а в худшем варианте переделке всей работы.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Как просушить электроды. Способы прокалки и сушки электродов
Как просушить электроды
Содержание статьи
Повышенная влажность способна значительно навредить работоспособности электродов и сделать невозможным создание герметичных соединений при ручной сварке. Выходом является прокалка электродов, которая позволит созданным соединениям работать даже под давлением.
Вопрос – как просушить электроды решается различными путями. На сегодняшнее время существуют специальные приспособления для этих целей, например термопенал ТП 10/150 и ТП-5/150. Преимущества применения термопеналов очевидны, поскольку сушка электродов в них происходит равномерно и быстро, что значительно влияет на качество сварки.
Как просушить электроды
Следует иметь в виду, что если электрод уже слишком сильно пострадал от влаги, то резко сушить его с помощью высоких температур запрещено: вода даст налёт известняка и пузыри от закипания. Рекомендуется выдержать электрод не менее двух часов в температуре меньше 100 градусов, после чего можно повысить её.
Важно, чтобы размещение в более низкую температуру, осуществлялось вместе с сушильной печью. Вред может принести и слишком резкое вынимание высушенных электродов на воздух.
Сушку электродов в домашних условиях можно осуществить на обычном радиаторе отопления: горячая батарея может всего за двое суток сделать электроды пригодными для сварки. Простым способом является и сушка электродов в домашнем духовом шкафу.
Однако если предполагаемая сварка не является бытовой и требует особо серьёзного подхода, то необходимо воспользоваться специальной сушащей электропечью. Рабочий диапазон таких печей позволяет производить сушку и прокаливание электродов для сварки до 400 градусов. Ознакомиться с подобным оборудованием, можно перейдя по ссылке https://m-stroykomplekt.ru/.
Ознакомиться с подобным оборудованием, можно перейдя по ссылке https://m-stroykomplekt.ru/.
При этом важно знать то, что прокаливание может принести пользу только без злоупотреблений: его нельзя производить более двух раз.
Как хранить электроды
Для правильного хранения электродов, запрещено выбирать места с повышенной влажностью, а также использовать негерметичные упаковки. Следует знать, что если вследствие нарушения правил хранения, из электрода выделяется вода, то даже их прокалка может не помочь в достижении качественных результатов при ручной сварке.
Как видно, сушка и прокалка электродов могут осуществляться различными способами, но самым универсальным и экономичным вариантом будет приобретение термопенала. Такое устройство достаточно компактно и без труда перемещается при необходимости. Пенал хранит электроды в условиях до 150 градусов и защищает их от возможных вредных воздействий окружающей среды.
Оценить статью и поделиться ссылкой:
samastroyka. ru
ru
Сколько можно хранить после прокалки?
Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Читать также: Как заменить штекер на наушниках без паяльника
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Оптимальный режим указан на упаковке электродов.
Сушка электродов в домашних условиях своими руками
Сушка электродов в домашних условиях
Содержание статьи
Любой более менее толковый сварщик знает, насколько важна сушка электродов и их прокалка. Отсыревшими электродами не получиться нормально варить, они прилипают к металлу, швы получаются неровными, а о герметичности трубопровода придётся забыть.
Именно по этой причине, очень важно чтобы электроды оставались всегда сухими, неважно в какое время года и в каком месте их хранения. Ну а о том, как просушить электроды и какие для этого способы наиболее всего подходят, можно прочесть ниже.
Сушка электродов
На сегодняшнее время существуют различные способы сушки электродов, как на специальном оборудовании, предназначенном именно для этих целей, так и в домашних условиях. В заводских условиях, просушка электродов производится в специальных печах, ну а если необходимо просушить электроды дома, то вполне подойдет для этих целей обычные духовка.
Тем не менее, при сушке электродов есть свои специфические факторы, которые не следует упускать из виду.
Заводское оборудование для прокалки и сушки электродов
Как было сказано выше, сушка электродов производится различными способами. На заводах для этого используются:
Специальные печи — сушка электродов в них происходит при температуре до + 400 градусов. Основными элементами нагрева являются тэны, а за температурой следит самая простая автоматика.
Электропечи для сушки и прокалки электродов — оборудованы уже сложным микропроцессорным программатором. В качестве элементов нагрева выступают тепловые экраны, поэтому прокалка и сушка электродов выполняется более равномерно и качественно.
Термопенал для сушки электродов — выглядит как герметично закупоренный металлический короб, внутри которого располагаются нагревательные элементы, работающие от сети 220 Вольт. Что немаловажно, просушка электродов в термопеналах происходит быстро, кроме этого, термопенал может работать и от сварочного аппарата, что очень удобно.
Сушка электродов в домашних условиях
Сушка электродов в домашних условиях производится в духовом шкафу при температуре не менее 250 градусов с плюсом. При этом стоит знать, что для прокалки электродов абсолютно не подходит открытый огонь, а количество прокалки электродов ограничено — тремя.
Время сушки электродов в домашних условиях приблизительно два часа. При этом очень важно чтобы температура в духовом шкафу не поднималась выше 250-300 градусов. Для этого потребуется использовать духовку с автоматическим регулятором температуры.
Следует также знать и то, что сушка электродов абсолютно не нужна, если они изготовлены на основе низколегированных материалов и тем более, если электроды всё время хранились в запечатанном виде, то есть в герметично закрытой упаковке.
Поэтому, чтобы не возникало необходимости в просушке электродов в домашних условиях, очень важно выдержать правильное хранение электродов, когда они не используются. Это будет самым верным залогом того, что электроды не отсыреют и не испортятся, а сварочные работы будут выполнены максимально качественно.
Оценить статью и поделиться ссылкой:
samastroyka.ru
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.
Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
ЭПСЭ-10/400
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
ЭПСЭ-50/400
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
ПСПЭ-10/400
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).
[ads-pc-3][ads-mob-3]
Сушка электродов — Все о сварке
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
 Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта – достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки – процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
home.nov.ru
Сушка и прокалка электродов для ручной сварки
Если вы сварщик, то обязательно время от времени сталкиваетесь с проблемой залипания и трудностями с поджигом, когда электрод трещит, а дугу удается поджечь с 10-того раза. Всегда причина этого неприятного явления, препятствующего добросовестному выполнению сварочных работ, — это сырость. В цехе, гараже, мастерской приходится сталкиваться с влажным холодным воздухом. От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.Конечно, так или иначе, с помощью «красного словца» поджечь вы сможете любые электроды, даже сильно «насосавшие» влагу. Это при условии, что с них не скололась обмазка, а ваш инвертор имеет легкий старт. Качество шва будет неудовлетворительным, сварочная ванна получится «вспененная» из-за обильного наводораживания – сырость сильно влияет на развитие этого процесса. Но если работа не ответственная, выполняется для того, чтобы «лишь бы держалось», подойдут и влажные. Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродов. Причем, сильно мокрые электроды нельзя сразу помещать на слишком высокую температуру, вода внутри просто закипит: проявится известковый налет и пузырьки от кипения. Пару часов подержите их при температуре ниже 100 градусов, потом можете ее повысить. Охлаждение производят вместе с печью. Не стоит вынимать и резко охлаждать электроды на воздухе.
От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.Конечно, так или иначе, с помощью «красного словца» поджечь вы сможете любые электроды, даже сильно «насосавшие» влагу. Это при условии, что с них не скололась обмазка, а ваш инвертор имеет легкий старт. Качество шва будет неудовлетворительным, сварочная ванна получится «вспененная» из-за обильного наводораживания – сырость сильно влияет на развитие этого процесса. Но если работа не ответственная, выполняется для того, чтобы «лишь бы держалось», подойдут и влажные. Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродов. Причем, сильно мокрые электроды нельзя сразу помещать на слишком высокую температуру, вода внутри просто закипит: проявится известковый налет и пузырьки от кипения. Пару часов подержите их при температуре ниже 100 градусов, потом можете ее повысить. Охлаждение производят вместе с печью. Не стоит вынимать и резко охлаждать электроды на воздухе. В домашних условиях сушку зимой можно проводить на горячем радиаторе. Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки. Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, устанавливают специальные электрическую печи для сушки. Есть производства, где без предварительного прокаливания нельзя получить допуск к работе. В печке, с рабочим интервалом температур от 100 до 400 градусов, можно провести эффективную сушку или прокаливание на более высокой температуре.Прокаливанием тоже увлекаться не стоит (более двух раз). Старайтесь закладывать в печь столько, сколько рассчитываете сжечь за один заход. Для хранения используйте сухие места и герметичные упаковки. Помните, если из-за нарушения условий хранения из электродов течет вода, после прокалки ждать хорошего шва уже не стоитДля личных нужд можете пользоваться батареей или духовкой, но если по -нормальному и без самодеятельности, в гараже не обойтись без электрического пенала.
В домашних условиях сушку зимой можно проводить на горячем радиаторе. Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки. Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, устанавливают специальные электрическую печи для сушки. Есть производства, где без предварительного прокаливания нельзя получить допуск к работе. В печке, с рабочим интервалом температур от 100 до 400 градусов, можно провести эффективную сушку или прокаливание на более высокой температуре.Прокаливанием тоже увлекаться не стоит (более двух раз). Старайтесь закладывать в печь столько, сколько рассчитываете сжечь за один заход. Для хранения используйте сухие места и герметичные упаковки. Помните, если из-за нарушения условий хранения из электродов течет вода, после прокалки ждать хорошего шва уже не стоитДля личных нужд можете пользоваться батареей или духовкой, но если по -нормальному и без самодеятельности, в гараже не обойтись без электрического пенала. Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
svarka-master.ru
Особенности покрытия электродов
Электроды с разным покрытием по-разному восприимчивы к влаге и окружающим факторам. Перед сваркой изделия могут нуждаться в прокаливании и сушке. Важно помнить правило, что электрод можно прокаливать не более двух раз, поэтому перед использованием необходимо брать небольшое количество изделий.
Читать также: Как напылить металл в домашних условиях
Наиболее устойчивы к воздействию влаги электроды с целлюлозным покрытием, они не нуждаются в прокаливании перед работой, если хранились правильно. Однако в качестве профилактических мер против возникновений трещин допустимо прокаливание при температуре около +70°С.
Более восприимчивы к влаге электроды с основным покрытием, поэтому их обязательно помещают в полиэтиленовую плёнку. После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
Электроды с рутиловым покрытием, которые хранились в заводской упаковке, прокаливать не нужно. Если же изделия подверглись воздействию влаги, то рекомендуется прокалить их 2-3 часа при температуре 100-150 градусов.
Совет: если требуемой температуры достичь нет возможности, можно увеличить время прокалки.
Как правило, заводская упаковка изготовлена из пластика и алюминиевой фольги, что повышает защиту электродов. (рис. 4)
рис. 4.
И тут стоит заострить своё внимание! Если вы ещё не знаете где купить всё необходимое для сварки, то интернет–магазин «Энкор24» Ваш надёжный помощник. У нас низкие цены и огромный ассортимент сварочного оборудования и материалов: сварочные электроды, проволка, прутки, а также различные сварочные принадлежности. Низкие цены, гарантия качетва, доставка товаров по всей России. Наш сайт Enkor24.ru. Делай заказ в два клика — получай скидки! С уважением, инструментальная !
Низкие цены, гарантия качетва, доставка товаров по всей России. Наш сайт Enkor24.ru. Делай заказ в два клика — получай скидки! С уважением, инструментальная !
Как прокаливать сварочные электроды «УОНИ-13/55»
Продолжаем серию статей, посвящённых популярному сварочному электроду «УОНИ-13/55». Начнём с обзора статей на сайте, посвящённых этому расходному материалу.
Краткий обзор сайта
На сайте помещены следующие статьи, посвящённые сварочному электроду «УОНИ-13/55»:
В них вы найдёте много интересной и полезной информации:
- технические возможности сварочных электродов «УОНИ-13/55»;
- рекомендации о том, как этими электродами правильно производить сварку, в том числе деталей из нержавеющей стали;
- подробное описание конструкции этих расходных материалов.
Рекомендуем познакомиться с указанными статьями.
Покрытия сварочных электродов
Покрытия всех сварочных электродов (химический состав обмазки электродов «УОНИ-13/55» подробно рассмотрен в указанной выше статье) очень хорошо впитывают влагу (в том числе, из воздуха). После этого оно и, следовательно, электрод, в состав которого покрытие входит, теряют работоспособность (даже при сохранении приемлемого внешнего вида):
После этого оно и, следовательно, электрод, в состав которого покрытие входит, теряют работоспособность (даже при сохранении приемлемого внешнего вида):
- они перестают плавиться;
- сварочная дуга практически не горит или горит неравномерно;
- сварочный шов получается с наплавками и трещинами;
- покрытие электродов начинает разрушаться и отваливаться кусками.
Для приведения сварочных электродов в рабочее состояние, необходимо, до начала работы, из них удалить влагу. В этом случае проводится прокаливание. Вот об этом мы сегодня и расскажем, акцентировав ваше внимание на сварочных электродах «УОНИ-13/55». Начнём с условий хранения, так как от правильной организации этого процесса зависит очень многое. Неправильное хранение сварочных электродов может свести на «нет» все усилия по прокаливанию и не дать возможности выполнить качественный сварочный шов.
Контейнер для хранения электродов.
Условия хранения
Всем известным и общепринятым требованием является условие хранения сварочных электродов в специально предназначенных для этого складах. Помещения этих складов обязательно должны быть сухими, имеющими отопление в холодное время года. В них должны поддерживаться следующие условия:
Помещения этих складов обязательно должны быть сухими, имеющими отопление в холодное время года. В них должны поддерживаться следующие условия:
- температура воздуха Т ≥ 14 °С;
- постоянная относительная влажность воздуха φ ≤ 50 %.
Эти требования поддерживаются при помощи кондиционеров. Кроме того, часто складское помещение углубляется в землю и применяется качественная гидро- и теплоизоляция. В ряде случаев, строится специальная дренажная система в окружающей почве.
Температура прокалки сварочных электродов «УОНИ-13/55»
Главное назначение прокалки сварочных электродов — уменьшение количества влаги в их обмазке. О последствиях не выполнения этой операции мы рассказали выше.
Пример условий прокалки электродов на упаковке.
Каждая упаковка сварочных электродов («УОНИ-13/55» не являются исключением) должна быть снабжена «Инструкцией», в которой описывается режим прокаливания и технология проведения этой операции (температура, время и т. д.). Не соблюдение требований этого документа может привести к печальным последствиям. Если указанной «Инструкции» по каким-либо причинам у вас нет, то следует руководствоваться нашими рекомендациями.
д.). Не соблюдение требований этого документа может привести к печальным последствиям. Если указанной «Инструкции» по каким-либо причинам у вас нет, то следует руководствоваться нашими рекомендациями.
Прокаливание сварочных электродов «УОНИ-13/55» следует производить непосредственно перед их использованием. Эта операция обеспечит стабильное горение сварочной дуги и, следовательно, высокое качество сварного шва. После прокаливания электроды должны быть либо использованы, либо возвращены на специализированный склад. Если время от прокаливания до начала использования сварочных электродов «УОНИ-13/55» превысило 8 часов, то их, во избежание проблем, следует прокалить повторно. Заметим, что суммарная длительность повторных прокалок сварочных электродов «УОНИ-13/55» не должна превышать четырех часов и допускается лишь трехразовое прокаливание. После выполнения указанного количества операций, они становятся непригодными к использованию. Это требование остаётся справедливым, даже если внешне покрытие осталось неизменным.
Прокалка сварочных электродов «УОНИ-13/55У» производится при температуре Т = 250…300 °С в течение одного часа. Прокаливать электроды следует в специальной печи для прокалки электродов, поместив их в специальные коробки.
Печь для прокалки электродов.
Оборудование для прокалки
На производстве для прокалки электродов применяется специальное оборудование:
- простая печь для сушки электродов. Она позволяет загружать 10…50 кг;
- электрошкаф с опцией сушки и микропроцессорным программируемым регулятором. В него можно загрузить 50…160 кг;
- термопенал — термос. В него помещается всего 5…10 кг.
В домашних условиях можно использовать электрический духовой шкаф («духовку»). При температуре Т = 180…250 °С сварочные электроды «УОНИ-13/55У» следует прокаливать в течение двух часов. Однако следует учитывать, что качество прокалки будет невысоким. При использовании бытового духового шкафа, не оснащённого вентиляционной системой, следует учитывать, что в процессе сушки его необходимо проветривать. Иначе, произойдет накопление влаги, которое вызовет повреждение покрытия сварочного электрода.
Иначе, произойдет накопление влаги, которое вызовет повреждение покрытия сварочного электрода.
Как не ошибиться при выборе?
Переносные и стационарные – это два вида печей для прокалки электродов. Нечто похожее на огромный шкаф для сушки электродов – это стационарные печи. Они необходимы на больших предприятиях. Для личного пользования не подойдут.
И для гаража его габариты будут не практичны. Но есть другой вариант — это переносные печи. Другое его название «термопенал». Удобную ручку и небольшой размер — главные его преимущества.
Удобную ручку и небольшой размер — главные его преимущества.
Функции подобных печей очень разнообразны. Есть модели, которые специализируются только на сушке. Есть многофункциональные варианты: сушки совместно с прокалкой. Выбор можно сделать опираясь на собственные потребности.
Внешние и внутрение характкристики похожи у разных производителей. Зачастую печь похожа на стеллаж или небольшой шкаф с множеством выдвигающихся полок, в которые загружают стержни для сушки или прокалки.
PK 1 — легкий и удобный контейнер для сухого хранения прокаленных электродов. Легкий при переноске, обеспечивает температуру хранения 100°C. Нагревающие элементы расположены от вершины до основания и полностью изолированы.
PK 5 – Комбинированная система объединяющее в себе устройства для прокалки и хранения для большинства типов сварочных электродов.
SK 40 шкаф для хранения сварочных электродов SK 40 – шкаф предназначен для хранения прокаленных электродов.
PK 40 печь для прокалки сварочных электродов PK 40 — шкаф для сушки, прокалки и сухого хранения электродов, с местом для 10 пачек.
PK 410 шкаф для прокалки сварочных электродов PK 410 — шкаф для предназначен для хранения и прокалки электродов. PK 410 также имеет 7-дневный таймер, что позволяет автоматически менять режим сушки на режим сухого хранения в выбранное время и температурном интервале.
|
 Время полного высыхания и прокаливания занимает — 1-7 часов в зависимости от типа электрода. Температура – регулируется в пределах от 50 до 300°C. Нагревающие элементы расположены от вершины до основания и полностью изолированы. Электроды должны быть уложены в термопенал PK 5, без упаковки.
Время полного высыхания и прокаливания занимает — 1-7 часов в зависимости от типа электрода. Температура – регулируется в пределах от 50 до 300°C. Нагревающие элементы расположены от вершины до основания и полностью изолированы. Электроды должны быть уложены в термопенал PK 5, без упаковки. Материалы размещаются на четырех сменных полках. Электроды должны загружаться без упаковки. Контейнер оборудован термометром, термостатом и лампой контроля. Температурный диапазон 50-180°C.
Материалы размещаются на четырех сменных полках. Электроды должны загружаться без упаковки. Контейнер оборудован термометром, термостатом и лампой контроля. Температурный диапазон 50-180°C. Температура может регулироваться между 50 и 400°C (450°C – 3ф вариант). Температура хранения прокаленных электродов — около 150°C. PK 410 оборудован лампой контроля, электронным термометром и электронным термостатом.
Температура может регулироваться между 50 и 400°C (450°C – 3ф вариант). Температура хранения прокаленных электродов — около 150°C. PK 410 оборудован лампой контроля, электронным термометром и электронным термостатом.Печи для прокалки электродов
После покупки электродов Вы можете думать, что Вам осталось только подключить сварку и начать сваривание. Однако так можно поступать не с каждым видом электродов. Одни электроды можно использовать сразу же после покупки, другие наоборот. Если взять все это во внимание, то у Вас возникнет такой вопрос: зачем вообще нужно прокаливать электроды?
Однако так можно поступать не с каждым видом электродов. Одни электроды можно использовать сразу же после покупки, другие наоборот. Если взять все это во внимание, то у Вас возникнет такой вопрос: зачем вообще нужно прокаливать электроды?
Прокалка электродов нужна для того чтобы Вы смогли сделать сваривание как можно более качественным и чтобы сварочный шов получился ровным и надежным. Где прокалить электроды? Многие люди прокаливают электроды у себя дома прямо в духовке при температуре 180 – 200 градусов, другие используют электроды без прокалки, а третьи покупают специальную печь для прокалки электродов и после покупки и прокалки электродов у них получаются наиболее качественные изделия, сваренные прокаленными электродами.
В этой ситуации наиболее неразумно поступают те, кто решил не прокаливать электроды вообще. Однако пренебрежение этими указаниями может повлечь за собой ненадежность изделия и другие трудности, например у Вас возникнут трудности с поджогом электродов, низкое качество сварки и другие проблемы. Если Вы считаете себя опытным сварщиком, но все-таки прокаливаете электроды непосредственно в процессе, то на самом деле это не профессионально. Если электрод прокаливается при сваривании, то пойдет из них пойдет пар и возникнет вероятность того, что Вы их перекалите, и с них отвалится покрытие, и они станут непригодными.
Если Вы считаете себя опытным сварщиком, но все-таки прокаливаете электроды непосредственно в процессе, то на самом деле это не профессионально. Если электрод прокаливается при сваривании, то пойдет из них пойдет пар и возникнет вероятность того, что Вы их перекалите, и с них отвалится покрытие, и они станут непригодными.
Однако многие люди решили не покупать печь для прокалки электродов и начали прокаливать электроды дома прямо в духовке. На первый взгляд Вам может показаться, что печь для прокалки электродов вообще не нужна, потому, что прокалить электроды можно дома и практически бесплатно. Однако и такое мнение является ошибочным. Вы спросите: почему? Потому что в обычной духовке соблюсти все правила поддержания необходимой температуры просто невозможно и прокалка, скорее всего, выйдет неудачной.
Но если Вы будете использовать специальные печи для прокалки электродов, то у Вас получится качественная сварка. Многие пользователи этими печами продолжают наполнять Сеть положительными отзывами о них. А вот один из них: «На всех нормальных предприятиях и во всех нормальных сварщиков есть своя печь для прокалки электродов. На любой серьезной строительной площадке свое место должна иметь и такая печь».
А вот один из них: «На всех нормальных предприятиях и во всех нормальных сварщиков есть своя печь для прокалки электродов. На любой серьезной строительной площадке свое место должна иметь и такая печь».
Это только один из многих положительных отзывов о печах для прокалки электродов. На самом деле их масса. Разве такое количество положительных отзывов и огромная польза от печи для прокалки электродов не побуждает Вас приобрести ее прямо сейчас? Приобрести такую печь Вы сможете в любом нормальном специализированном магазине по продаже сварочных принадлежностей. Однако никто не дает Вам гарантию качества. Поэтому единственным выходом покупки печи для прокалки электродов остается раздел на нашем сайте «Контакты». Помните, именно у этих заводов производителей Вы сможете купить качественный сварочный инвентарь для надежного строительства.
Печи для сушки и прокалки электродов и флюса
Для соблюдения технологического процесса сварки, сварщик, как правило, должен использовать сварочные материалы, прогретые до определенной температуры, для чего используются печи для прокалки, а также печи (пеналы) для сушки электродов. Печи для прокалки, как правило, стационарного исполнения, тогда как печи (пеналы) для сушки, сварщик может отсоединить от электрической сети и принести сварочный материал в печи (пенале) непосредственно к месту производства сварочных работ. Мы предлагаем печи и пеналы различных производителей, в числе которых безусловный мировой лидер — американская компания Phoenix.
Печи для прокалки, как правило, стационарного исполнения, тогда как печи (пеналы) для сушки, сварщик может отсоединить от электрической сети и принести сварочный материал в печи (пенале) непосредственно к месту производства сварочных работ. Мы предлагаем печи и пеналы различных производителей, в числе которых безусловный мировой лидер — американская компания Phoenix. Представлены наиболее продаваемые товары, перечень не является исчерпывающим, пожалуйста, обратитесь к нам с заявкой.
| ||
| ||
| ||
| ||
|
|
 3,2.5/4,0
3,2.5/4,0

 Для удобства выемки электродов из пенала, м.б. предусмотрено выталкивающее устройство, с помощью которого возможна выемка электродов по 1 шт., электропитание термопенала предусматривается непосредственно на рабочем месте сварщика (36-60В, 60-100В или 220В).
Для удобства выемки электродов из пенала, м.б. предусмотрено выталкивающее устройство, с помощью которого возможна выемка электродов по 1 шт., электропитание термопенала предусматривается непосредственно на рабочем месте сварщика (36-60В, 60-100В или 220В). Для удаления влаги необходимо прокалить весь объем материалов (флюса или электродов) в электропечи ЭПС-400.
Для удаления влаги необходимо прокалить весь объем материалов (флюса или электродов) в электропечи ЭПС-400.Печи для прокаливания и хранения электродов и флюса
Мы являемся поставщиками печей компании «Mathey Dearman, Inc. », которые могут применятся для восстановления, прокаливания и хранения электродов и флюса весом от 8 до 540 кг.
», которые могут применятся для восстановления, прокаливания и хранения электродов и флюса весом от 8 до 540 кг.
Покрытие электродов сколонно к поглащению влаги, поэтому их прокаливание перед сваркой является технологически необходимой операцией, от которой зависит качество сварного соединения. В зависимости от типа электродного покрытия, устанавливается индивидуальный режим сушки и прокаливания электродов, который обычно указывается в паспортах электродов, каталогах и на этикетках. Необходимо четко соблюдать рекомендации по сушке и прокаливанию электродов, так как недосушенные или пересушенные электроды резко ухудшают качество сварного соединения. Температурный диапазон прокаливания электродов зависит от марки электродов, толщины, влажности прокрытия и допустимого содержания водорода в наплавленном метале и колеблется, как правило от 80 до 350 С в течение 20-120 минут. Поэтому печи для прокаливания электродов должны обеспечивать указанную температуру, с возможностью ее регулирования внитри этого интервала. Печи для прокаливания электродов бывают переносными и стационарными.
Печи для прокаливания электродов бывают переносными и стационарными.
Технические характеристики печей для прокаливания электродов
|
Модель | Вместимость (кг) | Потребляемый ток | Мощность (Вт) |
Тем-ра (°С) | Контроль тем-ры | Термометр | Тип печи |
|---|---|---|---|---|---|---|---|
|
Р 8 |
8 |
220 В при 50 Гц |
130 |
182 |
Выбор |
Выбор |
Хранение |
|
Р 15 |
15 |
220 В при 50 Гц |
275 |
182 |
Выбор |
Выбор |
Хранение |
|
DS |
23 |
220 В при 50 Гц |
400 |
182 |
Выбор |
Выбор |
Хранение |
|
G |
136 |
220 В при 50 Гц |
1700 |
148 |
Стандарт |
Выбор |
Хранение |
|
MEG/1 |
300 |
220 В при 50 Гц |
2500 |
190 |
Стандарт |
Выбор |
Хранение |
|
MEG/2 |
450 |
380 В при 50 Гц |
5100 |
190 |
Стандарт |
Выбор |
Хранение |
|
C/3 |
225 |
380 В при 50 Гц |
4700 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
C/6 |
450 |
380 В при 50 Гц |
9000 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
C/9 |
675 |
380 В при 50 Гц |
13700 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
C/100 |
60 |
380 В при 50 Гц |
3750 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
C/180 |
110 |
380 В при 50 Гц |
6250 или 7250 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
C/200 |
160 |
380 В при 50 Гц |
3750 или 7250 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
C/400 |
2 камеры по 160 кг каждая |
380 В при 50 Гц |
7500 или 15000 |
350 |
Стандарт |
Стандарт |
Прокаливание Хранение |
|
PEM |
100 кг/ч |
380 В при 50 Гц |
15800 |
— |
Стандарт |
Стандарт |
Прокаливание Хранение |
ПК 1 — легкий и удобный контейнер для сухого хранения прокаленных электродов.
ПК 5 термопенал с прокалки сварочных электродов PK 5 — Комбинированная система объединяющее в себе устройство для прокалки и хранения типов сварочных электродов.
СК 40 шкаф для хранения сварочных электродов SK 40 — шкаф для хранения прокаленных электродов.
PK 40 печь для прокалки сварочных электродов PK 40 — шкаф для сушки, прокалки и сухого хранения электродов, с местом для 10 пачек.
PK 410 шкаф для прокалки сварочных электродов PK 410 — шкаф для хранения и прокалки электродов. PK 410 также имеет 7-дневный таймер, что позволяет автоматически менять режим сушки на режим сухого хранения в выбранное время и температурном интервале.
|
 Легкий при переноске, обеспечивает температуру хранения 100 ° C. Нагревающие элементы расположены от вершины до основания и полностью изолированы.
Легкий при переноске, обеспечивает температуру хранения 100 ° C. Нагревающие элементы расположены от вершины до основания и полностью изолированы. Время полного высыхания и прокаливания занимает — 1-7 часов в зависимости от типа электрода. Температура — регулируется в пределах от 50 до 300 ° C. Нагревающие элементы расположены от вершины до основания и полностью изолированы. Электроды должны быть уложены в термопенал ПК 5, без упаковки.
Время полного высыхания и прокаливания занимает — 1-7 часов в зависимости от типа электрода. Температура — регулируется в пределах от 50 до 300 ° C. Нагревающие элементы расположены от вершины до основания и полностью изолированы. Электроды должны быть уложены в термопенал ПК 5, без упаковки. Материалы размещаются на четырех сменных полках. Электроды должны загружаться без упаковки. Контейнер оборудован термометром, термостатом и лампой контроля. Температурный диапазон 50-180 ° C.
Материалы размещаются на четырех сменных полках. Электроды должны загружаться без упаковки. Контейнер оборудован термометром, термостатом и лампой контроля. Температурный диапазон 50-180 ° C. Температура — регулируется в пределах от 50 до 300 ° C.
Температура — регулируется в пределах от 50 до 300 ° C. Температура может регулироваться между 50 и 400 ° C (450 ° C — 3ф вариант). Температура хранения прокаленных электродов — около 150 ° C. PK 410 оборудован лампой контроля, электронным термометром и электронным термостатом.
Температура может регулироваться между 50 и 400 ° C (450 ° C — 3ф вариант). Температура хранения прокаленных электродов — около 150 ° C. PK 410 оборудован лампой контроля, электронным термометром и электронным термостатом.Печи для сушки и прокалки электродов и флюса
Для соблюдения технологического процесса сварки, сварщик, как правило, должен использовать сварочные материалы, прогретые до определенной температуры, для чего используются печи для прокалки, а также печи (пеналы) для сушки электродов. Печи для прокалки, как правило, стационарного исполнения сети, тогда как печи (пеналы) для сушки, сварщик может отсоединить от электрической и принести сварочный материал в печи (пенале) непосредственно к месту производства сварочных работ. Мы предлагаем предлагаемые нами пеналы различных производителей, включая безусловный мировой лидер — американская компания Phoenix.
Печи для прокалки, как правило, стационарного исполнения сети, тогда как печи (пеналы) для сушки, сварщик может отсоединить от электрической и принести сварочный материал в печи (пенале) непосредственно к месту производства сварочных работ. Мы предлагаем предлагаемые нами пеналы различных производителей, включая безусловный мировой лидер — американская компания Phoenix. Представлены наиболее продаваемые товары, перечень не является исчерпывающим, пожалуйста, обратитесь к нам с заявкой.
| ||
| ||
| ||
| ||
|
Печи для прокалки электродов
После покупки электродов Вы можете думать, что Вам осталось только подключить сварку и начать сваривание. Однако так можно поступать не с каждым видом электродов. Одни электроды можно использовать сразу же после покупки, другие наоборот. Если взять все это во внимание, то у Вас возник такой вопрос: зачем вообще нужно прокаливать электроды?
Однако так можно поступать не с каждым видом электродов. Одни электроды можно использовать сразу же после покупки, другие наоборот. Если взять все это во внимание, то у Вас возник такой вопрос: зачем вообще нужно прокаливать электроды?
Прокалка электродов нужна для того, чтобы Вы смогли сделать сваривание как можно более качественным чтобы сварочный шов получился ровным и надежным. Где прокалить электроды? Многие люди прокаливают электроды у себя дома прямо в духовке при температуре 180 — 200 градусов , используют другие изделия электроды без прокалки, третьи покупают специальную печь для прокалки электродов и после покупки и прокалки электродов у них получаются наиболее качественные, сваренные прокаленными электродами.
В этой ситуации наиболее неразумно поступают те, кто решил не прокаливать электроды вообще. Однако пренебрежение этими проблемами может вызвать ненадежные изделия и другие трудности, например, возникнут трудности с поджогом электродов, низкое качество сварки и другие проблемы. Если Вы считаете себя опытным сварщиком, но все-таки прокаливаете электроды непосредственно в процессе, то на самом деле это не профессионально. Если электрод прокаливается при сваривании, то они становятся непригодными, что их перекалите, и они станут непригодными.
Если Вы считаете себя опытным сварщиком, но все-таки прокаливаете электроды непосредственно в процессе, то на самом деле это не профессионально. Если электрод прокаливается при сваривании, то они становятся непригодными, что их перекалите, и они станут непригодными.
Однако многие люди решили не покупать печь для прокалки электродов и начали прокаливать электроды прямо в духовке. На первый взгляд вам может показаться, что печь для прокалки электродов вообще не нужна, потому что прокалить электроды можно дома и практически бесплатно. Однако и такое мнение является ошибочным. Вы спросите: почему? Потому что в обычной духовке соблюсти все правила поддержания необходимой температуры просто и прокалка, скорее всего, выйдет неудачной.
Но если вы будете использовать специальные печи для прокалки электродов , то у Вас получится качественная сварка. Многие люди этих печами продолжают наполнять Сеть положительными отзывами о них. А вот один из них: «На всех нормальных предприятиях и во всех нормальных сварщиков есть своя печь для прокалки электродов. На любой серьезной строительной площадке свое место должна иметь и такая печь ».
На любой серьезной строительной площадке свое место должна иметь и такая печь ».
Это только один из многих положительных отзывов о печах для прокалки электродов.На самом деле их масса. Разве такое количество положительных отзывов и огромная польза от печи для прокалки электродов не побуждает Вас приобрести ее прямо сейчас? Приобрести такую печь Вы сможете в любом нормальном специализированном магазине по продаже сварочных принадлежностей. Однако никто не дает Вам гарантию качества. Поэтому возможен выходом покупки печи для прокалки электродов остается раздел на нашем сайте «Контакты». Помните, у этих заводов производителей качественный сварочный инвентарь для надежного строительства.
Термопеналы, сушка, прокалка электродов, склад сварочных принадлежностей
После покупки электродов Вы можете думать, что Вам осталось только подключить сварку и начать сваривание. Однако так можно поступать не с каждым видом электродов. Одни электроды можно
использовать сразу же после покупки, другие наоборот. Если взять все это во внимание, то у Вас возник такой вопрос: зачем вообще нужно прокаливать электроды?
Если взять все это во внимание, то у Вас возник такой вопрос: зачем вообще нужно прокаливать электроды?
Прокалка электродов нужна для того, чтобы Вы смогли сделать сваривание как более качественным и чтобы сварочный шов получился ровным и надежным.Где прокалить электроды? Многие люди прокаливают электроды у себя дома прямо в духовке при температуре 180 — 200 градусов, используют другие электроды без прокалки, а третьи покупают специальную печь для прокалки электродов и после покупки и прокалки электродов у получаются наиболее качественные изделия, сваренные прокаленными электродами.
В этой ситуации наиболее неразумно поступают те, кто решил не прокаливать электроды вообще. Однако пренебрежение этими указаниями может повлечь за собой ненадежность изделия и другие трудности,
например у Вас возникнут трудности с поджогом электродов, низкое качество сварки и другие проблемы.Если Вы считаете себя опытным сварщиком, но все-таки прокаливаете электроды непосредственно в
процессе, то на самом деле это не профессионально. Если электрод прокаливается при сваривании, то пойдет из них пойдет пар и возникнет вероятность того, что Вы их перекалите, и с них отвалится
покрытие, и они становятся непригодными.
Если электрод прокаливается при сваривании, то пойдет из них пойдет пар и возникнет вероятность того, что Вы их перекалите, и с них отвалится
покрытие, и они становятся непригодными.
Однако многие люди решили не покупать печь для прокалки электродов и начали прокаливать электроды прямо в духовке. На первый взгляд Вам может показаться, что печь для прокалки электродов вообще не нужна, потому что прокалить электроды можно дома и практически бесплатно.Однако и такое мнение является ошибочным. Вы спросите: почему? Потому что в обычной духовке соблюсти все правила поддержания необходимой температуры просто невозможно и прокалка, скорее всего, выйдет неудачной.
Но если Вы будете использовать специальные печи для прокалки электродов, то у Вас получится качественная сварка. Многие люди этими печами продолжают наполнять Сеть положительными отзывами
о них. А вот один из них: «На всех нормальных предприятиях и во всех нормальных сварщиков есть своя печь для прокалки электродов. На любой серьезной строительной площадке свое место должна иметь
и такая печь ».
На любой серьезной строительной площадке свое место должна иметь
и такая печь ».
Это только один из многих положительных отзывов о печах для прокалки электродов. На самом деле их масса. Разве такое количество положительных отзывов и огромная польза от печи для прокалки электродов не побуждает Вас приобрести ее прямо сейчас? Приобрести такую печь Вы сможете в любом нормальном специализированном магазине по продаже сварочных принадлежностей. Однако никто не дает Вам гарантию качества.Поэтому возможен выходом покупки печи для прокалки электродов остается раздел на нашем сайте «Контакты». Помните, именно у этих заводов производителей. качественный сварочный инвентарь для надежного строительства.
Электропечь для сушки и прокалки электродов ЭПСЭ 140/400 МПредназначены для сушки и прокалки сварочных электродов при температуре от 100 до 400 ˚С | |||
Электропечь для прокалки флюса ЭПФ 120/450Предназначена для прокалки и сушки сварочных флюсов при заданной температуре в стационарных условиях. .jpg) | |||
Электропечь для прокалки электродов ЭПЭ-140/400Предназначена для прокалки и сушки сварочных электродов при заданной температуре в стационарных условиях, в условиях монтажных площадок и на средствах передвижения, оборудованных генераторной установкой. | |||
Электропечь для прокалки электродов ЭПЭ-20/400Предназначена для прокалки и сушки сварочных электродов при заданной температуре в стационарных условиях, в условиях монтажных площадок и на средствах передвижения, оборудованных дизель-генераторной установкой | |||
Электропечь для сушки и прокалки электродов ПСПЭ 10/400Предназначена для прокалки и сушки сварочных электродов при заданной температуре в стационарных и передвижных условиях | |||
Электропечь для сушки и прокалки электродов ЭП-40/400Предназначена для прокалки и сушки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха 80% | |||
Электропечь для сушки и прокалки электродов ЭПСЭ 20/400. | |||
Электропечь для сушки и прокалки электродов ЭПСЭ 40400.01МПредназначены для сушки и прокалки сварочных электродов при температуре от 100 до 400 ˚С | |||
Электропечь для сушки и прокалки электродов ЭПСЭ-10/400Предназначены для сушки и прокалки сварочных электродов при температуре от 100 ° С до 400 ° С. | |||
Электропечь для сушки и прокалки флюса ЭПСФ 120-400Электропечь представляет собой нагревательное устройство с автоматическим выполнением цикла сушки и прокалки. |
 01М
01М Печи для прокаливания и хранения электродов и флюса
Мы являемся поставщиком печей компании «Mathey Dearman, Inc. », которые могут применяться для восстановления, прокаливания и хранения электродов и флюса весом от 8 до 540 кг.
», которые могут применяться для восстановления, прокаливания и хранения электродов и флюса весом от 8 до 540 кг.
Покрытие электродов сколонно к поглащению влаги, поэтому их прокаливание перед сваркой является необходимой операционной операцией, от которой зависит качество сварного соединения. В зависимости от типа электродного покрытия устанавливается индивидуальный режим сушки и прокаливания электродов, который обычно указывается в паспортах электродов, каталогах и на этикетках. Необходимо четко соблюдать рекомендации по сушке и прокаливанию электродов, так как недосушенные или пересушенные электроды ухудшают качество сварного соединения.Температурный диапазон прокаливания электродов зависит от марки электродов, от толщины, содержащейся в нем, и колеблется, как правило от 80 до 350 С в течение 20-120 минут. Поэтому для прокаливания электродов должна обеспечивать указанную температуру, с помощью ее регулирования внитри этого интервала. Печи для прокаливания электродов бывают переносными и стационарными.
Технические характеристики печей для прокаливания электродов
Модель | Вместимость (кг) | Потребляемый ток | Мощность (Вт) | Тем-ра (° С) | Контроль тем-ры | Термометр | Тип печи |
|---|---|---|---|---|---|---|---|
Р 8 | 8 | 220 В при 50 Гц | 130 | 182 | Выбор | Выбор | Хранение |
Р 15 | 15 | 220 В при 50 Гц | 275 | 182 | Выбор | Выбор | Хранение |
DS | 23 | 220 В при 50 Гц | 400 | 182 | Выбор | Выбор | Хранение |
G | 136 | 220 В при 50 Гц | 1700 | 148 | Стандарт | Выбор | Хранение |
MEG / 1 | 300 | 220 В при 50 Гц | 2500 | 190 | Стандарт | Выбор | Хранение |
MEG / 2 | 450 | 380 В при 50 Гц | 5100 | 190 | Стандарт | Выбор | Хранение |
С / 3 | 225 | 380 В при 50 Гц | 4700 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
С / 6 | 450 | 380 В при 50 Гц | 9000 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
С / 9 | 675 | 380 В при 50 Гц | 13700 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
С / 100 | 60 | 380 В при 50 Гц | 3750 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
С / 180 | 110 | 380 В при 50 Гц | 6250 или 7250 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
С / 200 | 160 | 380 В при 50 Гц | 3750 или 7250 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
С / 400 | 2 камеры по 160 кг каждая | 380 В при 50 Гц | 7500 или 15000 | 350 | Стандарт | Стандарт | Прокаливание Хранение |
ПЭМ | 100 кг / ч | 380 В при 50 Гц | 15800 | – | Стандарт | Стандарт | Прокаливание Хранение |
Печи для сушки электродов представлены на рынке в широком ассортименте
Электродные стержни покрыты специальной обмазкой — смесью порошкообразных материалов. Чтобы покрытие качественно выполняло свои функции в процессе сварки, в нем не должно быть влаги. Если электроды отсырели , их нужно высушить и прокалить перед использованием. Для этого используются печи для прокалки электродов и термопеналы, в которых хранятся прокаленные изделия.
Электропечи для сушки и прокалки электродных стержней
Печи для сушки электродов представлены на рынке в широком ассортименте. Модели различаются массой загрузки стержней, мощностью и функциональностью.
Популярный вариант для использования на выезде — печь ПСПЭ-10/400 . Она рассчитана на единовременную загрузку 20 кг стержней и весит 15 кг. Модель оснащена терморегулятором и автоматически поддерживает температуру в пределах 100-400оС.
Для прокалки средней области сварочных электродов (до 50 кг) можно приобрести печь ПСПЭ-50/400 . Параметры температуры в этой модели можно настраивать с помощью бесступенчатого регулятора.
Для регулярной сушки и прокалки большого количества электродов в стационарных условиях подойдет трехфазная электропечь ПСПЭ-160/400 .В нее можно загрузить 160 кг электродных стержней. Печь оснащена электронным контроллером-программатором и цифровым индикатором температуры и времени прокаливания. Эта модель востребована крупных предприятий с большими объемами сварочных работ в течение всего года.
На рынке также представлены специализированные приборы для прокалки и сушки сварочного флюса. К примеру, ПСПФ-120/400. Она подключается к трехфазному электропитанию и рассчитана на единовременную обработку 120 кг материала.
Термопеналы: что это такое
Главная функция термопенала — хранение прокаленных электродных стержней . Он представляет собой термоизолированную камеру с крышкой и термостатом, который автоматически поддерживает заданную температуру. Внутри аппарата установлены полки для размещения прокаленных сварочных материалов.