Расходники для плазменной резки плазморезом
Полезная информацияВ данной рубрике представлены расходники для плазменной резки, без которых не обходится ни один резчик в процессе работ. Здесь же вы найдете фирменную сменную оснастку для трансформаторов и инверторов.
Плазмотроны
Необходимы для формирования потока плазмы при резке металла. Основными составляющими являются: рукоять с кнопкой управления, держатель электрода, камера образования плазмы, сопло для формирования потока плазмы, изолятор, разделяющий отсек сопла и электрода. При выборе плазмотрона учитывайте максимально допустимый для него показатель силы тока, отталкиваясь от того, с каким значением тока ведется резка.
Сопла
Это сменные расходники, которые следует заменять по мере износа. Как правило, их ресурс составляет 400 – 500 резов. Назначение сопла заключается в формировании потока плазмы, который, в свою очередь, зависит от формы и размера данной насадки. Различаются по материалу изготовления.
Электроды
Расходный материал, необходимый для образования дуги, нагревающей плазмообразующий газ. Одного электрода хватает на выполнение до 800 резов, после чего требуется установить новый. Изготавливаются они из вольфрама, меди, гафния, поэтому выдерживают высокие температуры. Дополнительно могут быть легированы, что увеличивает их ресурс.
Вспомогательные приспособления
Во время работ могут также понадобиться защитные колпаки, направляющие, диффузоры и т.д. Для выполнения круговой и фигурной резки необходимы специальные магнитные направляющие и наборы оснастки.
Выбирайте качественные насадки и расходные материалы для плазменной резки на нашем сайте.
Мы предлагаем расходники и приспособления для плазменной резки по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
Набор для плазмореза Плазма №1 FoxWeld
Артикул: 706003744
Держатель электродов EH-300 VARTEG 300 А
2 – за шт
– за штАртикул: 706003323
Наконечник прямой Varteg М6х25х0,8 мм
1 189.– за штАртикул: 706000339
Клемма заземления FoxWeld Varteg EC-300
1 189.
Артикул: 706003540
Набор для чистки наконечников FoxWeld TC-04
199.– за компл
Артикул: 706003539
Зажигалка для газосварки FoxWeld L2
199. – за шт
– за шт
Артикул: 706002170
Панельная розетка 10-25 мм 2 шт
1199.– за компл
Артикул: 706001288
Соединитель кабельный вилка 10-25 мм FoxWeld 2 шт
219. – за шт
– за шт
Артикул: 706000337
Держатель электродов 500 А FoxWeld Varteg EH-500
249.– за шт
Артикул: 706001993
Угольник для сварки магнитный FIX-3 FoxWeld
2 249. – за шт
– за шт
Артикул: 706003745
Наконечник M6х28х1,2 мм VARTEG 10 шт
1259.– за упак
Артикул: 706003303
Наконечник Varteg M6х28х0,8 мм
269. – за шт
– за шт
Артикул: 706002005
Клемма заземления магнитная FoxWeld МКЗ-200
1279.– за шт
Артикул: 706001998
Угольник для сварки магнитный FIX-3Pro FoxWeld
279. – за шт
– за шт
Артикул: 706000338
Клемма заземления FoxWeld Varteg EC-500
2299.– за шт
Артикул: 706003309
Держатель электродов FoxWeld EHM-500 А
329. – за шт
– за шт
Артикул: 706000346
Телескопическое зеркало d 5см FoxWeld
1359.– за шт
Артикул: 706001994
Угольник для сварки магнитный FIX-4 FoxWeld
2 389. – за шт
– за шт
Артикул: 706000325
Соединитель кабельный «розетка» 10-25
449.– за компл
Артикул: 706000345
Панельная розетка 35-50 FoxWeld
469. – за шт
– за шт
Артикул: 706001999
Угольник для сварки магнитный FIX-4 Pro FoxWeld
469.– за шт
Артикул: 706003748
Угольник для сварки магнитный FIX-7 FoxWeld
489. – за шт
– за шт
Артикул: 706003538
Средство от налипания сварочных брызг FoxWeld GLAZER 25, 500 мл
489.– за шт
Артикул: 706003299
Набор комплектующих Varteg MIG-15 для полуавтоматической сварки
2 499. – за компл
– за компл
Артикул: 706000326
Соединитель кабельный «розетка» 35-50
499.– за компл
Артикул: 706002127
Соединитель кабельный вилка 35 мм FoxWeld 2 шт
549. – за шт
– за шт
Артикул: 706003749
Набор магнитных тарелок 4 шт FIXCAP-4 FoxWeld
559.– за компл
Артикул: 706002000
Набор угольников магнитных FIX KIT-4 FoxWeld 4 шт
6 589. – за шт
– за шт
Артикул: 706002497
Держатель электродов 500 А FoxWeld EН-500А
599.– за шт
Артикул: 706001995
Угольник для сварки магнитный FIX-5 FoxWeld
4 619. – за шт
– за шт
Артикул: 706003305
Угольник магнитный FoxWeld FIX-5Pro
639.– за шт
Расходные материалы для горелок плазменной резки
1-43 Из 43
Номер продукта
Название продукта
Цена
Контактный наконечник для плазматрона LC65/LC105
Удлиненный защитный колпачок для LC40-LC65 (блистер 2 шт. )
)
Электрод для плазматрона LC65
Контактный наконечник/сопло для плазматрона LC65
Наконечник/сопло 40A для плазматрона LC65
Наконечник/сопло 50A для плазматрона LC65
Наконечник/сопло 60A для плазматрона LC65
Наконечник/сопло 50A для контактной резки плазмотроном LC65
Наконечник/сопло 60A для контактной резки плазматроном LC65
Наконечник/сопло для строжки плазмотроном LC65
Удлиненное сопло для LC65 40A (блистер 5 шт. )
)
Удерживающий колпачок для плазмотрона LC65
Удерживающий колпачок для контактной резки/строжки плазматроном LC65
Защитный колпачок для плазматрона LC65
Защитный колпачок для контактной резки плазмотроном LC65M
Защитный колпачок для строжки плазматроном LC65
Газовый диффузор для плазматрона LC65
Наконечник 40A, контактная резка, плазмотрон LC65M
Удлиненный электрод для LC65 (блистер 5 шт. )
)
Удлиненное сопло для LC65 60A (блистер 5 шт.)
Удлиненный электрод для LC105 (блистер 5 шт.)
Удлиненное сопло 40A для LC105 (блистер 5 шт.)
Удлиненное сопло 60A для LC105 (блистер 5 шт.)
Электрод для плазматрона LC105
Наконечник/сопло 40А для плазматрона LC105
Наконечник/сопло 60A для плазматрона LC105
Наконечник/сопло 80A для плазматрона LC105
Наконечник/сопло 100A для плазматрона LC105
Наконечник/сопло для строжки плазматроном LC105
Удерживающий колпачок для плазматрона LC105
Защитный колпачок для контактной резки плазмотроном LC105
Защитный колпачок для резки с отступом плазматроном LC105
Защитный колпачок для строжки плазматроном LC105
Газовый диффузор для плазматрона LC105
Удлиненное сопло 80A для LC105 (блистер 5 шт. )
)
Удлиненное сопло 100A для LC105 (блистер 5 шт.)
Удлиненный защитный колпачок для LC105 (блистер 2 шт.)
Электрод для плазмотрона LC25
Наконечник для плазмотрона LC25
Удерживающий колпачок для плазмотрона LC25
Защитный колпачок для плазмотрона LC25
1-43 Из 43
CUT 80 Мастер (К) Аппарат воздушно плазменной резки (Плазморез)
Аппарат CUT 80 MASTER предназначен для термической резки углеродистой стали, нержавеющей стали и цветных сплавов сжатой дугой с использованием воздушно плазменных горелок прямого включения. Аппарат изготовлен на основе IGBT-компонентов, что обеспечивает меньший нагрев силового блока и, как следствие, снижение размеров и веса (по сравнению с MOSFET-аппаратами) за счет уменьшения размеров радиаторов. Сварочный аппарат имеет привлекательный внешний дизайн, цифровой индикатор тока резки, обладает небольшими габаритами и весом. Высокое значение продолжительности включения нагрузки (60%), не позволяет аппарату перегреваться.
Аппарат изготовлен на основе IGBT-компонентов, что обеспечивает меньший нагрев силового блока и, как следствие, снижение размеров и веса (по сравнению с MOSFET-аппаратами) за счет уменьшения размеров радиаторов. Сварочный аппарат имеет привлекательный внешний дизайн, цифровой индикатор тока резки, обладает небольшими габаритами и весом. Высокое значение продолжительности включения нагрузки (60%), не позволяет аппарату перегреваться.
Комплектность:
— Силовой блок
— Горелка плазменная
— Зажим массы с кабелем и кабельным наконечником СКР-35 (KDP50)
— Редуктор воздушный
— Шланг воздушный
Технические особенности:
— Способ зажигания дуги — бесконтактный (пилотная дуга)
— Без сетевого кабеля
— Длина кабеля массы – 2 м
— Типоразмер разъема для подключения кабеля массы – СКРП-35 (KDZ50)
Дополнительный функции:
— Цифровой индикатор тока резки
Технические характеристики:
- Производитель РУСЭЛКОМ
- Напряжение питания Номинальное, В 3×380±15%
- Напряжение питания Минимальное, В 300
- Мощность потребления max, кВт 10.
 5
5 - Ток потребления из сети max , А 16
- Напряжение холостого хода, В 270
- КПД, % 85
- Коэффициент мощности 0.8
- Класс изоляции H (180*С)
- Класс защиты IP21
- ПН(ПВ) на максимальном токе, % 60
- Режим CUT Да
- Режим зажигания дуги CUT Бесконтактный
- Ток резки CUT max, А 80
- Толщина реза металла Ст3 max, мм 30
- Толщина реза при скорости 1 см/сек, мм 25
- Расход воздуха для резки, м3/мин 0.25
- Давление воздуха для резки, кгс/см2 5.5
- Вес силового блока, кг 26
- Габариты ( В × Ш × Г(Д) ), мм 475×270×590
 5
5
ESABESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См. все(110) все(110)
Прутки ESAB(6 из 48) См. все(48) все(48)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 50) См. все(50)
| ||||||||||||||||||||||||||||||||
| © 2003-2022, ООО «ЭЛЕКТРОД.РУ«, тел. +7 (812) 334-07-70 | ||||||||||||||||||||||||||||||||

 Лидер продаж!
Лидер продаж! Аналог отечественной СВ-08Г2С.
Аналог отечественной СВ-08Г2С. в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде.
в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде. Лидер продаж!
Лидер продаж! Максимальный рез 32 мм
Максимальный рез 32 мм Изготовлен из высококачественной стали.
Изготовлен из высококачественной стали.Закажите товар из любого зарубежного интернет-магазина — всего лишь вставьте в поле ссылку. Мы выкупим и привезем товар сами. Используйте Программу защиты отправлений.
Используйте наш бесплатный адрес за рубежом, куда вы можете направлять и где можете объединять
свои покупки из разных магазинов. Мы проверим товары, упакуем и доставим прямо к вам домой.
Мы проверим товары, упакуем и доставим прямо к вам домой.
Распродажи, вкусные цены и выгодные предложения!
Каталог крупнейшего электронного аукциона на русском языке. Получите доступ ко всем продавцам, которые не отправляют товары в Россию. Через наш сервис доставка еще дешевле. Также есть Программа защиты отправлений.
Мировой каталог на русском языке, огромный выбор зарубежных брендов. Получите возможность покупать на Amazon через наш сервис, это гораздо дешевле. Используйте Программу защиты отправлений.
Каталог крупнейшего китайского продавца на русском языке. Разобраться легче, выбирать удобнее, а цены такие же низкие.
Огромная база популярных и редких американских, европейских и китайских интернет-магазинов. С высокой вероятностью вы найдете здесь все, что только пожелаете.
В этом разделе вы можете узнать стоимость международной доставки.
В этом разделе вы можете ознакомиться с тарифными планами сервиса.
Акции и спецпредложения Shopotam сделают шопинг еще выгоднее!
Миллионы брендовых товаров по супер-ценам, распродажи и скидки. Никаких комиссий и быстрая дешевая доставка.
Никаких комиссий и быстрая дешевая доставка.
Ошибка 404, такой странички не существует…
Открой дверь в мир заграничного шопинга!
Вставьте ссылку на страницу товара или номер лота на ebay
- Добавьте товар Вставьте ссылку на страницу товара или номер лота ebay.
- Параметры товара Укажите размер, цвет, количество и другие дополнительные параметры товара.
- Оплатите товары Оплатите свои покупки любым удобным вам способом.
- Получите посылку Сформируйте посылку и получите ваши покупки у курьера или в Вашем почтовом отделении.
Все о плазменной резке
Давайте поговорим о плазменной резке, мне все названия и цвета не важны.
Сегодня на рынке представлено множество плазменных резаков, от дешевых специальных моделей за 200 долларов до топовых моделей за 4000 долларов. И попытка выяснить, что вам нужно или нужно, и стоимость, кажется, иногда приводит к тому, что вы получаете неправильный плазменный резак для ваших нужд.
Вот почему я здесь, чтобы попытаться помочь вам получить плазменный резак, который соответствует вашим потребностям, без больших затрат.
Итак, если вы ищете свой первый плазменный резак, подумываете о его модернизации или вам просто нужны ответы на тот, который у вас уже есть, то здесь вы можете это сделать.
Начну с того, что вам понадобится воздушный компрессор, который обеспечит эффективную работу вашего плазменного резака. Большинство плазменных резаков работают при «режущем» давлении воздуха от 60 до 80 фунтов на квадратный дюйм. Я рекомендую компрессор, который будет производить 5 кубических футов в минуту при давлении 90 фунтов на квадратный дюйм или более, бак объемом не менее 20 галлонов и максимальное давление 120 фунтов на квадратный дюйм или более. Чем больше плазменный резак, тем больше воздушный компрессор. Я также рекомендую использовать для плазменной резки шланг 3/8 дюйма под давлением 120 фунтов на квадратный дюйм для достижения наилучших результатов.
Фильтр/водоотделитель для удаления почти всего из сжатого воздуха, вам не нужно тратить много, чтобы получить чистый воздух для вашего плазменного резака, включая фильтры.
Я действительно не рекомендую послепродажные расходные материалы для ваших плазменных резаков. Я обнаружил, что вы не получите очень хорошей жизни от большинства расходных материалов послепродажного обслуживания.
Послепродажные или копировальные расходные материалы могут показаться хорошей сделкой и сэкономить деньги, но на самом деле это не так в долгосрочной перспективе. Они не могут быть изготовлены из того же материала или обработаны с теми же допусками, что и заводские. Это может вызвать всевозможные проблемы из-за быстрого износа, короткого замыкания, плохой резки или просто неработоспособности, что может привести к повреждению плазменного резака.
Это может помочь вам лучше понять его.
Несколько слов о резке с зазором и перетаскиванием с помощью плазменного резака.
— Двумя основными расходными частями плазменной горелки являются электрод и наконечник/сопло. Некоторые пользователи называют режущий наконечник соплом… поэтому, чтобы избежать путаницы, я буду называть их электродами и наконечником.
— Электрод вставляется в горелку….где он электрически соединяется с отрицательным выходом источника питания плазмы.Электрод (в воздушной плазменной горелке) имеет кусок гафния, связанный с его медным корпусом, гафний в электроде используется в качестве эмиттера электронов… именно здесь формируется плазменная дуга с температурой 25 000 градусов. Слизь гафния может достигать температуры 3000 F, поэтому она охлаждается воздухом в воздушных плазмотронах ниже 130 ампер, жидкостным охлаждением в более мощных плазменных системах.
— Наконечник точно надевается на электрод и отделяется завихрителем (или каким-либо непроводящим изолятором) для поддержания надлежащего расстояния между двумя частями электрического и воздушного потока. Наконечник создает электрическое соединение со схемой управления вспомогательной дугой внутри источника питания. Эта схема соединяет наконечник с положительным выходом источника питания в режимах зажигания дуги и без передачи вспомогательной дуги. При обычной резке наконечник отключается от плюса, по сути, «плавая» с электрической точки зрения. Основная функция наконечника состоит в том, чтобы превратить дугу в идеально круглую высокоскоростную струю перегретого газа. Его второстепенная функция — запустить дугу, позволяя электрической энергии проходить от отрицательного электрода к положительному наконечнику…. создавая повышение температуры в воздушном потоке, которое ионизирует воздух, делая его более электропроводным, это позволяет зажечь вспомогательную дугу и выйти через отверстие наконечника.
Наконечник создает электрическое соединение со схемой управления вспомогательной дугой внутри источника питания. Эта схема соединяет наконечник с положительным выходом источника питания в режимах зажигания дуги и без передачи вспомогательной дуги. При обычной резке наконечник отключается от плюса, по сути, «плавая» с электрической точки зрения. Основная функция наконечника состоит в том, чтобы превратить дугу в идеально круглую высокоскоростную струю перегретого газа. Его второстепенная функция — запустить дугу, позволяя электрической энергии проходить от отрицательного электрода к положительному наконечнику…. создавая повышение температуры в воздушном потоке, которое ионизирует воздух, делая его более электропроводным, это позволяет зажечь вспомогательную дугу и выйти через отверстие наконечника.
— Как только вспомогательная дуга установлена и предполагается, что плазменная горелка находится близко к материалу, который нужно разрезать (материал присоединен к положительному выходу источника питания через рабочий кабель, часто (неправильно) называемый « кабель заземления». Если вспомогательная дуга находится близко (как правило, менее 1/4 дюйма) от материала, то вспомогательная дуга будет передавать некоторую энергию материалу, и электрический ток будет течь по рабочему кабелю обратно к положительной стороне источник питания.Источник питания определяет протекание электрического тока, сообщает схеме управления вспомогательной дугой отсоединить наконечник от положительного соединения… и в этот момент вся мощность передается от пути вспомогательной дуги (от отрицательного электрода к положительному наконечнику) к передаваемому путь дуги (отрицательный электрод к положительному материалу или заготовке). Теперь источник питания увеличивает мощность от низкой силы вспомогательной дуги до высокой силы тока при резке… процесс плазменной резки начался!
Если вспомогательная дуга находится близко (как правило, менее 1/4 дюйма) от материала, то вспомогательная дуга будет передавать некоторую энергию материалу, и электрический ток будет течь по рабочему кабелю обратно к положительной стороне источник питания.Источник питания определяет протекание электрического тока, сообщает схеме управления вспомогательной дугой отсоединить наконечник от положительного соединения… и в этот момент вся мощность передается от пути вспомогательной дуги (от отрицательного электрода к положительному наконечнику) к передаваемому путь дуги (отрицательный электрод к положительному материалу или заготовке). Теперь источник питания увеличивает мощность от низкой силы вспомогательной дуги до высокой силы тока при резке… процесс плазменной резки начался!
— Ранние плазменные резаки всегда имели открытый наконечник….другими словами, наконечник выступал из передней части горелки. С любой плазменной горелкой более 40 ампер во время дуговой резки (сопло плавает электрически). …если сопло коснется заготовки (подключенной через рабочий кабель к плюсу)…..ожидайте, что наконечник изменит свое положение. потенциал с «плавающего» на положительный (такой же, как у заготовки). Таким образом, перетаскивание любого открытого сопла плазменной горелки по материалу приводит к тому, что наконечник переключается обратно на положительный, позволяя отрицательному потенциалу электрода переходить от электрода к наконечнику (внутри резака), а затем через медный корпус наконечника вниз к положительному. рабочий кусок.Это явление известно как «двойная дуга». Ожидайте, что когда любой плазменный резак, работающий на 40 ампер или выше, с открытым концом касается пластины, возникает двойная дуга. Это вызывает «расщепление тока» (некоторая часть энергии уходит на режущую дугу, часть отщепляется и замыкается на материале), что снижает мощность резки. Двойная дуга к материалу также вызывает «прилипание», что является следствием того, что медь пытается привариться к материалу… обычно делая плавное движение резака шероховатым и обеспечивая очень грубую кромку реза.
…если сопло коснется заготовки (подключенной через рабочий кабель к плюсу)…..ожидайте, что наконечник изменит свое положение. потенциал с «плавающего» на положительный (такой же, как у заготовки). Таким образом, перетаскивание любого открытого сопла плазменной горелки по материалу приводит к тому, что наконечник переключается обратно на положительный, позволяя отрицательному потенциалу электрода переходить от электрода к наконечнику (внутри резака), а затем через медный корпус наконечника вниз к положительному. рабочий кусок.Это явление известно как «двойная дуга». Ожидайте, что когда любой плазменный резак, работающий на 40 ампер или выше, с открытым концом касается пластины, возникает двойная дуга. Это вызывает «расщепление тока» (некоторая часть энергии уходит на режущую дугу, часть отщепляется и замыкается на материале), что снижает мощность резки. Двойная дуга к материалу также вызывает «прилипание», что является следствием того, что медь пытается привариться к материалу… обычно делая плавное движение резака шероховатым и обеспечивая очень грубую кромку реза. Последний, но, вероятно, худший эффект: наконечник изнашивается очень быстро… вы увидите некруглое, покрытое кратерами отверстие сопла всего через несколько минут после резки… предполагается, что отверстие формирует дугу… .так что представьте, как будет выглядеть разрез с некруглым отверстием. (сильно меняющаяся угловатость, шероховатые края, медленная скорость резки).
Последний, но, вероятно, худший эффект: наконечник изнашивается очень быстро… вы увидите некруглое, покрытое кратерами отверстие сопла всего через несколько минут после резки… предполагается, что отверстие формирует дугу… .так что представьте, как будет выглядеть разрез с некруглым отверстием. (сильно меняющаяся угловатость, шероховатые края, медленная скорость резки).
— Технология защищенного факела. Экран — это еще один компонент, который крепится к передней части горелки. В то время как оригинальные экранированные плазменные резаки были представлены компанией Hypertherm в середине 1980-х годов…. срок действия большей части запатентованных технологий истек (есть некоторые исключения!), и любой может использовать защитную технологию, чтобы устранить двойную дугу и обеспечить резку без трения и более длительный срок службы наконечника. Экран прикрепляется к горелке с помощью непроводящих нитей, которые позволяют экрану плавать электрически, передняя часть экрана имеет отверстие и часто несколько выпускных отверстий, поскольку между экраном и наконечником проходит некоторый поток охлаждающего воздуха. Щитки предназначены для ручной резки с правильной длиной дуги при перетаскивании непосредственно по поверхности заготовки, а также существуют механизированные или «зазорные» щитки, которые предназначены для удержания резака на правильном расстоянии с помощью какой-либо автоматизированной системы контроля высоты резака. для механизированной резки.
Щитки предназначены для ручной резки с правильной длиной дуги при перетаскивании непосредственно по поверхности заготовки, а также существуют механизированные или «зазорные» щитки, которые предназначены для удержания резака на правильном расстоянии с помощью какой-либо автоматизированной системы контроля высоты резака. для механизированной резки.
— Есть много других вещей, для которых сегодня используется экран в современных горелках, которые улучшают контроль высоты, толщины прожига, плотности энергии дуги, а также позволяют использовать различные защитные газы для улучшения металлургии на определенных материалах.
Вывод: для некоторых горелок доступны открытые наконечники, которые рекламируются как «перетаскивающие» наконечники, часто у этих наконечников на лицевой стороне выточен замок, позволяющий перетаскивать… вместо гладкой поверхности наконечников других конструкций.Если наконечник открыт (как описано выше), независимо от формы переднего конца… ожидайте двойного дугообразования, прилипания и сокращения срока службы. Если вы можете получить экранированную технологию для своего резака… это всегда лучший выбор для драг-резки… лучшее качество, лучший срок службы.
Если вы можете получить экранированную технологию для своего резака… это всегда лучший выбор для драг-резки… лучшее качество, лучший срок службы.
При силе тока менее 40 ампер вы можете выполнять резку открытым наконечником с помощью большинства резаков с приемлемыми результатами… двойная дуга по-прежнему возникает, но при достаточно низкой мощности, поэтому побочные эффекты не так заметны. Перетаскивание с более высокой силой тока с открытым наконечником приведет к плохим результатам!
Надеюсь, это поможет понять разницу между сопротивлением и зазором при плазменной резке!
Распространенные неисправности плазменной резки
1.Недостаточное проникновение
а. Скорость резания слишком высокая
b. Резак слишком наклонен
c. Металл слишком толстый
d. Изношенные детали горелки
e. Слишком низкий ток резки
2. Гасители основной дуги
a. Слишком низкая скорость резки
b. Слишком большое расстояние горелки от заготовки
c. Слишком большой ток резки
Слишком большой ток резки
d. Рабочий кабель отсоединен
e. Изношенные детали горелки
3. Чрезмерное образование окалины
а.Слишком низкая скорость резки
b. Слишком большое расстояние горелки от заготовки
c. Изношенные детали горелки
d. Неправильный ток резки
4. Короткий срок службы деталей горелки
a. Масло или влага в источнике воздуха
b. Превышение возможностей системы (материал слишком толстый)
c. Чрезмерное время вспомогательной дуги
d. Слишком низкий расход воздуха (неправильное давление)
e. Неправильно собранная горелка
f. Неправильные детали горелки для работы
g.Использованные неоригинальные детали
Когда менять электрод
Я рекомендую менять электрод каждый раз, когда вы меняете наконечник/насадку. Это не всегда то, почему это работает, но это убережет вас от неприятностей.
Не вдаваясь в технические подробности, я скажу своими словами, чтобы было легче понять.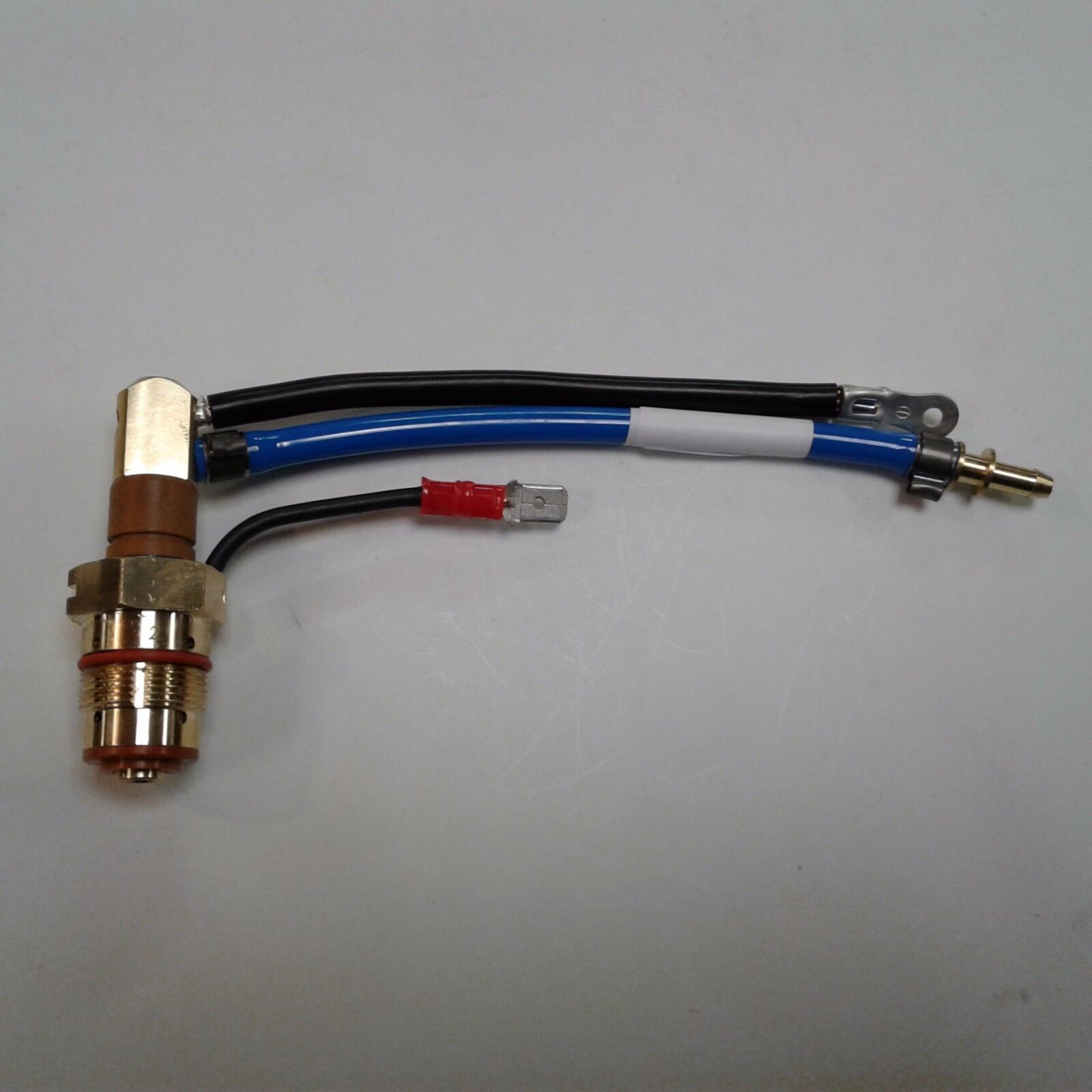 (Надеюсь, может быть)
(Надеюсь, может быть)
Электрод — это часть, которая получает тепло и, так сказать, поддерживает горение огня. Тепло контролируется гафнием, установленным в центре переднего конца электрода.Гафний имеет длину или глубину всего около 1/8 дюйма, без него электрод просто расплавится, так как в основном это медь.
Есть несколько причин заменить электрод, даже если он выглядит неплохо. Он не горит мертвая точка, это приведет к плохой резке и чрезмерному износу наконечника/сопла.Кроме того, плохой электрод может привести к промахам или проблемам с вспомогательной дугой.
ПРИМЕЧАНИЕ: ВЫ НЕ МОЖЕТЕ СОХРАНИТЬ ЭЛЕКТРОД, ШЛИФОВАЯ, ШЛИФОВАЛЬНАЯ, НАПИЛЬНАЯ ИЛИ ПРОВОРАЧИВАЮЩАЯ ПРОВОЛОКА!!! ТАК ЧТО ВЫБИРАЙТЕ ЭТО ИЗ СВОЕЙ ГОЛОВЫ!!!!
Время замены электрода наступает, когда углубление/ямка/отверстие на конце электрода достигает глубины 1/16 дюйма или около того.Если вы не замените электрод до того, как он потеряет свой центральный сердечник, это приведет к повреждению головки горелки.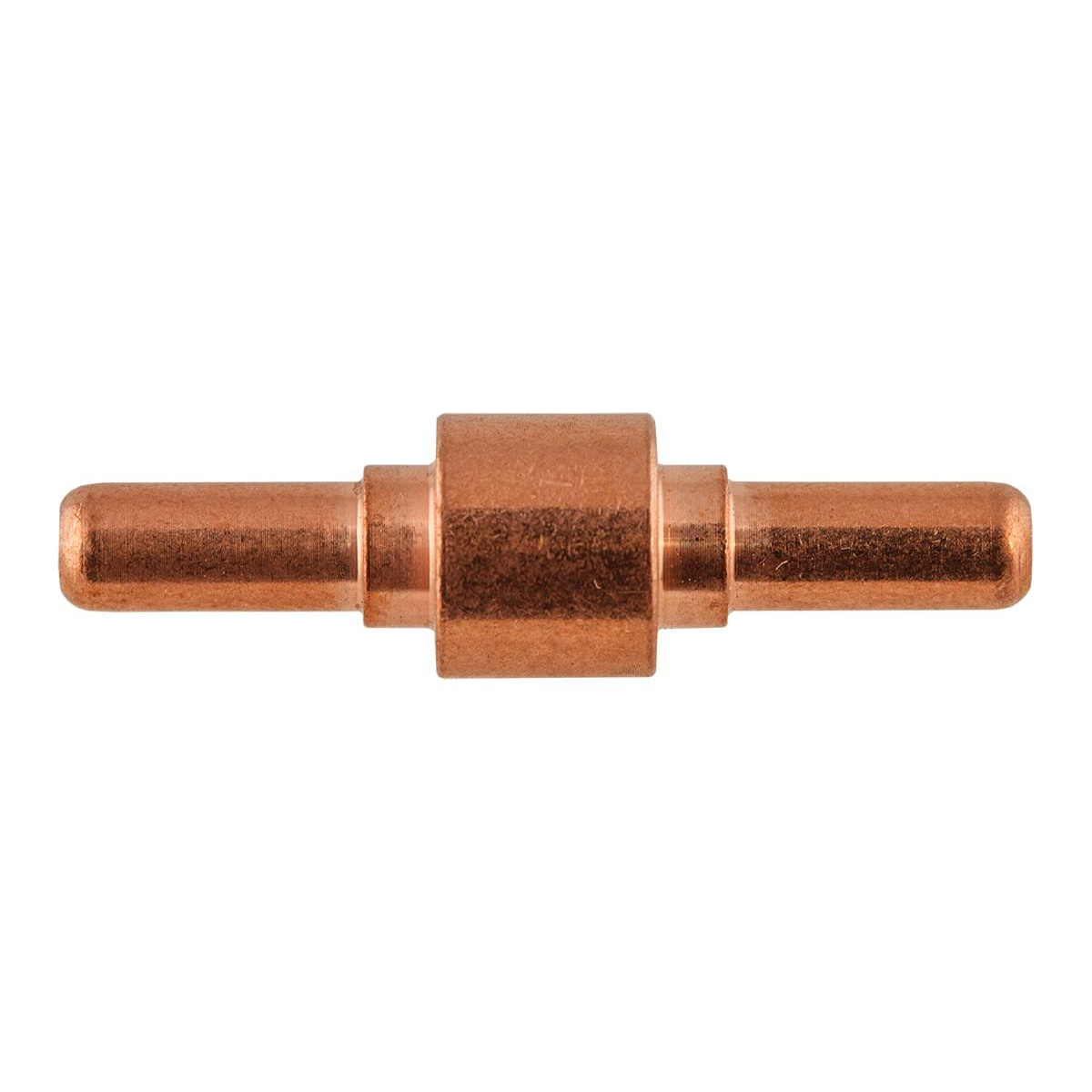 Я видел их и похуже, они сгорали прямо в головке факела. Это обойдется вам в цену новой головки горелки из-за замены электрода за несколько долларов.
Я видел их и похуже, они сгорали прямо в головке факела. Это обойдется вам в цену новой головки горелки из-за замены электрода за несколько долларов.
Я надеюсь, что это поможет вам с вашим плазменным резаком повысить производительность ваших электродов и расходных материалов, а также сэкономить деньги.
Вот небольшой совет для всех, у кого есть плазменный резак с горелкой с задним зажиганием IPT/PT 40/60.Электрод имеет собственный встроенный датчик на резьбовом конце, если ваш электрод выглядит так, замените его.
Давление воздуха плазменной резки, как его настроить, когда и зачем менять.
Как я писал ранее в этой теме, я рекомендую 120 фунтов на квадратный дюйм со шлангом 3/8 дюйма для плазменного резака. Это потому, что вам нужны давление и объем для эффективной настройки и запуска плазменного резака.
Как настроить давление воздуха на вашем плазменном резаке может отличаться от одного к другому, но это основная причина его установки.
Большинство, но не все плазменные резаки имеют регулируемый регулятор и манометр. Включите плазменный резак, если он имеет установленный переключатель или установленную настройку, это позволит воздуху начать поступать из резака. На некоторых плазменных резаках вам нужно нажать на спусковой крючок, чтобы запустить постпоток. С потоком воздуха установите ваш регулятор на рекомендуемое давление в руководстве, если в нем указана настройка (в большинстве руководств указан диапазон, скажем, от 60 до 80 фунтов на квадратный дюйм), поэтому установите его примерно на 75 фунтов на квадратный дюйм. эта настройка даст 20 000 кадров в секунду, выходящих из вы наконечник / сопло для ионизации воздуха (чтобы он воспламенился).Установите переключатель обратно в положение отключения, посмотрите на манометр, который может показывать от 80 до 95 фунтов на квадратный дюйм или более. Примечание: БОЛЕЕ ДАВЛЕНИЕ ВОЗДУХА, чем указано в руководстве, не улучшит качество резки…
Это связано с тем, что давление в шланге увеличилось. Вот почему вы получите быстрый выброс воздуха, когда нажмете на спусковой крючок, пока давление не выровняется, и продолжите обучение на настройке 75 фунтов на квадратный дюйм, необходимой для резки.
Вот почему вы получите быстрый выброс воздуха, когда нажмете на спусковой крючок, пока давление не выровняется, и продолжите обучение на настройке 75 фунтов на квадратный дюйм, необходимой для резки.
Почему 75 фунтов на квадратный дюйм? Я обнаружил, что большинство плазменных резаков в диапазоне от 40 до 60 ампер лучше всего работают при этой настройке для резки низкоуглеродистой стали толщиной до 1/2 дюйма.
Большинство, но не все компании/продавцы плазменной резки работают с K.I.S.S. (будьте проще, глупо) система. Например, плазменный резак 62204, продаваемый Harbour Freight. Это хороший плазменный резак, который сделает много отличных работ, но HF продает наконечник/сопло только одного размера (0,9 мм, 40 ампер) для этого плазменного резака, чтобы выполнять всю вашу резку. И да, это сработает, если вы скребок или просто режете металл, а затем шлифуете по размеру и не заботитесь о дополнительных расходах, времени на очистку, чистите прямые срезы, острые углы и т. д.эта система работает. Таким образом, на 62204 есть горелка IPT40, вы можете получить наконечники / сопла на 20, 30 и 40 ампер, а также расходные материалы на 40 ампер и экранированные расходные материалы. Так почему бы HF не продавать их? Что ж, большинство покупателей не понимают, для чего нужны все эти расходные материалы, а вы знаете, что продавец никогда даже не догадается, для чего они нужны, так что K.I.S.S. здесь работает система.
Таким образом, на 62204 есть горелка IPT40, вы можете получить наконечники / сопла на 20, 30 и 40 ампер, а также расходные материалы на 40 ампер и экранированные расходные материалы. Так почему бы HF не продавать их? Что ж, большинство покупателей не понимают, для чего нужны все эти расходные материалы, а вы знаете, что продавец никогда даже не догадается, для чего они нужны, так что K.I.S.S. здесь работает система.
Итак, вы в гараже и хотите вырезать несколько цветов для садового искусства, которое хотела бы ваша жена, из 1/16-дюймового листа, вы запускаете плазменный резак (возможно, даже) устанавливаете новый наконечник/сопло и начните срезать, да, цветы выглядят как (зомби-снежинки), а не цветы.Итак, вы пробуете разные значения давления воздуха и настройки усилителя, все равно лучше не становится, так что теперь вы начинаете думать об этом куске плазменного резака. Ну, это не плазменный резак K.I.S.S. система не собирается резать его в этом случае. (каламбур)
Здесь в игру вступает давление от 60 до 80 фунтов на квадратный дюйм, а также использование подходящего размера наконечника/сопло и настроек усилителя для выполняемой работы по резке. Эмпирическое правило заключается в том, что чем тоньше металл, чем меньше размер отверстия наконечника/сопла, тем меньше силы тока и давления воздуха вам потребуется для резки.Я расскажу об этих настройках позже.
Эмпирическое правило заключается в том, что чем тоньше металл, чем меньше размер отверстия наконечника/сопла, тем меньше силы тока и давления воздуха вам потребуется для резки.Я расскажу об этих настройках позже.
Это то, что я обнаружил для работы с большинством сопел/наконечников плазменной резки, которые большинство людей имеют в своих магазинах или гаражах. ПРИМЕЧАНИЕ. Размер отверстия отверстия 1 мм = 0,03937 дюйма
Наконечник 20 А — 0,6 мм/0,025 дюйма — от 15 до 20 А — от 50 до 55 фунтов на кв. дюйм
Наконечник 30 А — 0,8 мм/0,030 дюйма — от 21 до 30 А от 55 до 60 фунтов на кв. дюйм
Наконечник 40 А — 0,9 мм/0,035 дюйма — от 31 до 40 А — от 65 до 70 фунтов на кв. дюйм
Наконечник 50 А — 1,0 мм/0,040 дюйма — от 41 до 50 А — от 65 до 75 фунтов на кв. дюйм
Наконечник на 60 ампер — 1.1 мм/0,044 дюйма — от 51 до 60 А — от 65 до 75 фунтов на кв. дюйм
Наконечник 70 А — 1,2 мм/0,047 дюйма — от 61 до 70 А — от 75 до 80 фунтов на кв. дюйм
дюйм
Наконечник 80 А — 1,3 мм/0,051 дюйма — от 71 до 80 ампер — от 75 до 80 фунтов на кв. дюйм
Или проверьте настройки в руководстве пользователя.
Хорошо, тогда когда вы в последний раз меняли фильтр/фильтр-сепаратор на своем воздушном компрессоре?—————- Я жду ——— ———————————-
Должен признаться, но я не меняю их так часто, как следовало бы.В последний раз я менял элемент на своем компрессоре несколько лет назад, элемент стоил около 129 долларов от Grainger.
Я отдаю плазменные резаки на ремонт, и около 25% проблем связаны с воздухом. Забиты фильтры, воздухопроводы, регуляторы и горелки, полные ржавчины, воды, льда, грязи, песка и т. д. один.
У некоторых указан номер фильтра и как его заменить, но не указано, когда это делать.
Я получаю много звонков и писем от людей, у которых проблемы с плазменными резаками. Плохой рез, много брака, невозможность резки толстого металла и так далее.
Я повторял это несколько раз, но я расскажу об этом здесь снова, надеюсь, более подробно, чтобы все могли понять.
Я прочитал много руководств по плазменной резке о требованиях к воздуху, которые, я бы сказал, неплохи, но искажены или нет информации, которая действительно работает. Вот то, что я обнаружил за многие годы плазменной резки, которые работают лучше всего почти для всех плазменных резаков, представленных сегодня на рынке.
Расход — это количество воздуха, которое вы выходите из шланга определенного размера при заданном давлении. Подумайте об этом так: водяной шланг диаметром 1/4 дюйма при давлении 55 фунтов на квадратный дюйм может наполнить ведро объемом 5 галлонов, скажем, за 10 минут, а шлангу диаметром 5/8 дюйма требуется чуть более 4 минут, чтобы наполнить ведро объемом 5 галлонов. (это пример только для обсуждаемой темы)
Итак, вот что я рекомендую для большинства плазменных резаков: 120 фунтов на квадратный дюйм со шлангом 3/8 дюйма к фитингу или регулятору на задней стороне плазменного резака. С потоком воздуха из на горелке (многие плазменные резаки имеют кнопку или переключатель настройки воздуха) установите регулятор на плазменном резаке в диапазоне от 60 до 80 фунтов на квадратный дюйм.60 фунтов на квадратный дюйм будет для тонкого металла с низким усилием, скажем, калибра 22, а 80 фунтов на квадратный дюйм будет для максимального тока и резки толстого металла, скажем, от 3/4 дюйма до 1 дюйма. Я устанавливаю все свои плазменные резаки на поток 70 фунтов на квадратный дюйм, так как это покрывает большую часть резки от 30 до 40 ампер, и настраиваю по мере необходимости.
С потоком воздуха из на горелке (многие плазменные резаки имеют кнопку или переключатель настройки воздуха) установите регулятор на плазменном резаке в диапазоне от 60 до 80 фунтов на квадратный дюйм.60 фунтов на квадратный дюйм будет для тонкого металла с низким усилием, скажем, калибра 22, а 80 фунтов на квадратный дюйм будет для максимального тока и резки толстого металла, скажем, от 3/4 дюйма до 1 дюйма. Я устанавливаю все свои плазменные резаки на поток 70 фунтов на квадратный дюйм, так как это покрывает большую часть резки от 30 до 40 ампер, и настраиваю по мере необходимости.
Я надеюсь, что это поможет ответить на некоторые вопросы, которые могут у вас возникнуть о требованиях к воздуху для плазменной резки.
Теперь, чтобы добавить гаечного ключа в работу того, что я только что опубликовал. Все это зависит от того, какой металл вы режете, при каком усилии вы пытаетесь его резать и какие расходные материалы вы используете.
Зачем люди это делают!!!!!!!!!!!!!!!!!!
На днях получил в ремонт плазменный резак. Прежде всего, снимите крышку и очистите ее, а также проверьте ее перед подключением. Удалил паутину початков и металлическую пыль, все выглядело хорошо, проверил горелку на наличие расходных материалов, проверил рабочий зажим и кабель, все в порядке. Подсоедините воздух и посмотрите, как регулятор был прокручен до 120 фунтов на квадратный дюйм, намного больше, чем требовалось от 60 до 80 фунтов на квадратный дюйм (я должен был сразу понять, что что-то не так), отрегулировал это, установил заглушку и подключил ее.Включил, вентилятор работал, но больше ничего не работало. Провел несколько тестов мощности и обнаружил, что трансформатор делителя мощности неисправен. Установил новый трансформатор, включил и он ожил. Настройте его на разрез, и он работал для первого разреза, но не запускал повторно (запуск вспомогательной дуги) для следующего разреза.
Прежде всего, снимите крышку и очистите ее, а также проверьте ее перед подключением. Удалил паутину початков и металлическую пыль, все выглядело хорошо, проверил горелку на наличие расходных материалов, проверил рабочий зажим и кабель, все в порядке. Подсоедините воздух и посмотрите, как регулятор был прокручен до 120 фунтов на квадратный дюйм, намного больше, чем требовалось от 60 до 80 фунтов на квадратный дюйм (я должен был сразу понять, что что-то не так), отрегулировал это, установил заглушку и подключил ее.Включил, вентилятор работал, но больше ничего не работало. Провел несколько тестов мощности и обнаружил, что трансформатор делителя мощности неисправен. Установил новый трансформатор, включил и он ожил. Настройте его на разрез, и он работал для первого разреза, но не запускал повторно (запуск вспомогательной дуги) для следующего разреза.
Теперь, когда дергаешь себя за волосы, пытаясь выяснить, почему это не перезапускает пилотную дугу, вещи приобретают совершенно новый смысл. Удалите наконечник и электрод и установите новые, все равно не получится.Снимите головку горелки и почистите ее, все равно не работает. Снимите весь узел горелки и очистите его, а также пропустите воздух через кабель горелки, чтобы убедиться, что в воздушных линиях ничего нет. Соберите все обратно, но все равно не работает. Затем снимите регулятор и воздушные клапаны, разберите их и очистите, установите на место, и, как вы уже догадались, никакой работы.
Удалите наконечник и электрод и установите новые, все равно не получится.Снимите головку горелки и почистите ее, все равно не работает. Снимите весь узел горелки и очистите его, а также пропустите воздух через кабель горелки, чтобы убедиться, что в воздушных линиях ничего нет. Соберите все обратно, но все равно не работает. Затем снимите регулятор и воздушные клапаны, разберите их и очистите, установите на место, и, как вы уже догадались, никакой работы.
Теперь у меня 4 часа в этом, а в магазине 100+ градусов, так что мне становится очень жарко, поэтому я иду в офис, чтобы немного остыть.Сидя там в кондиционере, попивая чай со льдом, думая об этом, а потом загорается лампочка, я помню, что несколько лет назад у меня было это с плазменным резаком. Вернитесь в магазин и снимите стопорную чашку расходного материала, там был ответ, почему она не будет работать. Дешёвая китайская копия стопорной чашки, поставил новую оригинальную стопорную чашку и опустил и вот работает.
Люди этого не понимают, использование этих дешевых копий послепродажного обслуживания принесет вам больше проблем и денег в долгосрочной перспективе, чем просто покупка правильных оригинальных расходных материалов.
Я могу сказать вам, что покупатель не будет доволен этим счетом из-за дешевой копии стопорной чашки.
На днях я получил электронное письмо с вопросом, почему металл, который он резал, деформировался, когда он его резал, и как предотвратить его деформацию.
Когда вы отрезаете тонкие полоски от листа металла, он будет деформироваться или скручиваться в сторону от более крупного куска, так как он получает больше всего тепла в процессе резки. С горелкой O / A он будет сильно деформироваться / скручиваться, но также будет немного деформироваться / скручиваться с помощью плазменного резака.
Допустим, вы хотите отрезать 2-дюймовую полосу металла от 3-футовой пластины. Чтобы помочь остановить зажим деформации/скручивания на прямой кромке, начните рез примерно на 1/2 дюйма от края, отрежьте примерно 10 дюймов, затем остановитесь, продвиньтесь вперед на 1/2 дюйма, затем сделайте следующие 10 дюймов или около того, отрежьте остановку и оставьте 1/2 дюйма и сделайте последний разрез, но оставьте последний 1/2 дюйма неразрезанным. Дайте ему остыть в течение нескольких минут, затем вернуться и вырезать все 1/2 «части.
Дайте ему остыть в течение нескольких минут, затем вернуться и вырезать все 1/2 «части.
Вырезанный кусок будет почти идеально прямым.
Основы плазменной резки | Долговечность
Использование плазменного резака — один из самых эффективных способов резки металла.Горячая плазма используется для резки электропроводящих материалов, таких как сталь, алюминий, латунь и медь. Но прежде чем мы начнем о том, как использовать плазменный резак, давайте рассмотрим основы технологии плазменной резки и принципы ее работы.
Во-первых, важно понимать технологию, применяемую при использовании конкретного станка плазменной резки. Каждая машина имеет несколько конкретных «опций», которые участвуют в процессе резки и, следовательно, в процессе покупки.
ПРОЦЕСС ПЛАЗМЕННОЙ РЕЗКИ
Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие.Газ может быть цеховым воздухом, азотом, аргоном, кислородом. и т. д. Это повышает температуру газа до такой степени, что он переходит в 4-е состояние вещества (мы все знакомы с первыми тремя: твердое, жидкое и газообразное). Ученые называют это дополнительное состояние плазмой. Поскольку разрезаемый металл является частью цепи, электрическая проводимость плазмы вызывает передачу дуги на работу.
и т. д. Это повышает температуру газа до такой степени, что он переходит в 4-е состояние вещества (мы все знакомы с первыми тремя: твердое, жидкое и газообразное). Ученые называют это дополнительное состояние плазмой. Поскольку разрезаемый металл является частью цепи, электрическая проводимость плазмы вызывает передачу дуги на работу.
Ограниченное отверстие (сопло), через которое проходит газ, заставляет его сжиматься с высокой скоростью, подобно воздуху, проходящему через трубку Вентури в карбюраторе.Этот высокоскоростной газ прорезает расплавленный металл. Газ также направляется по периметру зоны резки, чтобы защитить разрез.
Во многих современных плазменных резаках вспомогательная дуга между электродом и соплом используется для ионизации газа и первоначальной генерации плазмы перед переносом дуги.
Другими использовавшимися методами являются прикосновение наконечника горелки к заготовке для создания искры и использование высокочастотной пусковой цепи (например, свечи зажигания). Ни один из этих двух последних методов не совместим с ЧПУ (автоматической) резкой.
Ни один из этих двух последних методов не совместим с ЧПУ (автоматической) резкой.
ВЫСОКАЯ ЧАСТОТА
Высокая частота относится к типу механизма зажигания вашего плазменного резака. В некоторых машинах используется высокочастотный пусковой механизм для зажигания искры на кончике горелки плазменной дуги. Это качественный пусковой механизм, однако высокая частота, излучаемая самой машиной, может мешать работе вашего электрического и компьютерного оборудования в рабочей зоне или рядом с ней. В этих машинах плазменная дуга зажигается электрическим током высокой частоты.Кроме того, наконечник горелки должен соприкасаться с металлом, чтобы зажечь искру.
ПИЛОТНАЯ ДУГА
Технология пилотной дуги — это способ зажигания, который позволяет получить искру на кончике горелки, не касаясь материала. С Pilot Arc искра может загореться на кончике резака в нескольких дюймах от режущей поверхности. Преимущества этой передовой технологии заключаются в возможности быстрой и точной резки материалов без отрицательного воздействия высокой частоты, но, что более важно, возможность зажечь искру без прикосновения наконечника к материалу поможет защитить и продлить срок службы. ваших расходных материалов.
ваших расходных материалов.
ДВОЙНОЕ НАПРЯЖЕНИЕ
Некоторые плазменные резаки могут работать с двойным напряжением. Эти машины, такие как Longevity FORCECUT 40D, используют другой способ зажигания искры на кончике горелки. Это означает, что каждая машина, независимо от способа зажигания искры, может работать как при напряжении 110 В, так и при напряжении 220 В переменного тока.
ПЛЮСЫ И ПРОТИВ ПЛАЗМЕННОЙ РЕЗКИ
Преимущества
- Универсальность — в отличие от кислородно-ацетиленовой резки, плазменная резка подходит для любого электропроводящего металла.Кислородно-топливный процесс не будет работать на алюминии или нержавеющей стали. Плазменная резка также обеспечивает более чистый рез благодаря тому, что в большинстве случаев используется сухой воздух.
- Скорость — из-за высокой температуры дуги плазменной резки (~20 000 градусов по Фаренгейту) это гораздо более быстрый метод резки, чем кислородно-ацетиленовый (~6000 градусов по Фаренгейту). Также отсутствует цикл предварительного нагрева. Плазменная резка также намного более точна, и вероятность того, что окружающие области будут повреждены из-за деформации или боли, намного ниже.
 Также отсутствует цикл предварительного нагрева. Плазменная резка также намного более точна, и вероятность того, что окружающие области будут повреждены из-за деформации или боли, намного ниже.
Также отсутствует цикл предварительного нагрева. Плазменная резка также намного более точна, и вероятность того, что окружающие области будут повреждены из-за деформации или боли, намного ниже.Недостатки
- Стоимость — плазменная резка определенно требует более высоких первоначальных инвестиций, но после настройки вам нужно будет только заменить наконечники и расходуемые электроды. Начало работы с кислородно-ацетиленовой резкой вначале может быть дешевле (см. рекомендуемые нами кислородно-ацетиленовые комплекты), но затем у вас будут дополнительные расходы на заправку бензобака.
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
Защитный колпачок защищает остальные расходные материалы.В процессе плазменной резки вы, как правило, получаете очень много искр и расплавленного металла. Цель щита состоит в том, чтобы предотвратить его попадание на внутренние расходные материалы. В некоторых случаях защитный экран представляет собой защитный экран, что означает, что он позволяет оператору помещать резак прямо на металл без необходимости в дополнительном упоре. Это хорошо, особенно для неопытных закройщиков.
Это хорошо, особенно для неопытных закройщиков.
Форсунка выполняет одну из двух функций. Во-первых, он фокусирует плазменную дугу. Чем больше отверстие, тем менее выражена или шире дуга.Сопла с широким отверстием используются при строжке, а некоторые имеют очень маленькие отверстия, которые сужают и фокусируют дугу. Они используются для тонкой, детальной резки. Во-вторых, сопло помогает направлять поток газа, что также помогает формировать и сужать дугу.
Электрод проводит ток от горелки к пластине. Это тонкая деталь из меди или серебра, содержащая гафний или вольфрам. Эти материалы оказались отличными проводниками электричества.Электричество поступает от машины к горелке и поступает в катодный блок, с которым контактирует электрод, а затем фокусирует этот заряд на конце электрода через гафниево-вольфрамовую вставку, которая затем образует дугу на пластине. Сопло принимает эту дугу и действительно фокусирует ее таким образом, что режет металл, но электрод несет ток. Сопло имеет тенденцию сильно нагреваться, потому что оно находится прямо посреди перегретого газа. Таким образом, к задней части электрода прикреплено охлаждающее устройство, которое помогает отводить тепло от электрода.
Сопло имеет тенденцию сильно нагреваться, потому что оно находится прямо посреди перегретого газа. Таким образом, к задней части электрода прикреплено охлаждающее устройство, которое помогает отводить тепло от электрода.
И, наконец, вихревое кольцо направляет газ в нескольких разных направлениях, когда он выходит из машины и направляется в горелку. Сначала газ движется по спирали вокруг электрода, вокруг дуги, вниз через сопло и выходит через горелку. Причина, по которой кольцо должно вращаться, заключается в том, что оно позволяет газу, выходящему через сопло, иметь разные температуры. Более холодный газ движется снаружи — этот газ контактирует с соплом и не дает ему сгореть.Если у вас там нет завихрителя, смешивание газов будет неадекватным, и вы можете сжечь сопло. Другая цель завихрителя — направить газ назад и отвести тепло от электрода.
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке. Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык. Однако травма может быть необратимой. Опасности при сварке могут включать ожоги горячим металлом, ожоги дугой, потерю слуха, расчленение и потерю зрения.
Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык. Однако травма может быть необратимой. Опасности при сварке могут включать ожоги горячим металлом, ожоги дугой, потерю слуха, расчленение и потерю зрения.
Ко всем этим потенциальным опасностям следует относиться очень серьезно. Вот почему в категории личной безопасности есть из чего выбрать. Перед началом любых сварочных работ необходимо приобрести или взять напрокат защитное оборудование, а затем использовать его.
9 советов и рекомендаций по улучшению плазменной резки
В отличие от сварки, плазменная кроить совсем не сложно, да и с наполнителем возиться не надо металлы или сложные настройки. Одной из самых сложных частей плазменной резки является получение прямой линии.Тем не менее, есть пара вещей, которые нужно иметь в виду, чтобы получить наилучший возможный разрез.
1.
 Зажим заземления
Зажим заземленияУбедитесь, что у вас хорошая земля. Как и при сварке, машины для плазменной резки поставляются с горелкой и заземляющим зажимом, так как вам необходимо завершить электрический цикл, чтобы зажечь дугу.
Вы хотите прикрепить зажим к чистой части заготовки. Когда будете прикреплять его к заготовке, следите за тем, чтобы не отрывалась часть, так как вы нарушите цикл, и дуга вырежется.Если у вас плохой грунт (грязный металл, недостаточно близко и т. д.), это может повлиять на качество резки.
2. Расстояние реза
Наконечники контактных режущих кромок тянутся вдоль поверхности металла, создавая надрез. Это часто означает, что они изнашиваются быстрее, так как они напрямую подвергаются воздействию брызг искры или летящего металла.
Если возможно, установите на резак защитный экран, который будет постоянно удерживать резак на достаточной высоте над металлом и поможет при перемещении.
Каждый станок плазменной резки UNIMIG поставляется с резаком, оснащенным защитным кожухом, который продлевает срок службы расходных материалов.
Если вы пытаетесь прорезать металл максимальной толщины, которую может сделать ваш станок, то, если наконечник находится заподлицо с металлом, может быть более полезным, но в целом оставьте немного места.
Расстояние резания3. Ток и скорость перемещения
Когда дело доходит до плазменной резки , ваш ток и скорость перемещения влияют друг на друга.Технически, вы могли бы настроить свою машину на максимальную мощность для каждого разреза, и все, что вам нужно было бы отрегулировать, это скорость движения.
Постоянная работа на полной мощности, вероятно, не лучший вариант для вашего резака, поэтому, если вы режете более тонкий металл (например, листовой металл), то уменьшите мощность усилителя, чтобы обеспечить хороший рез, д просто немного помедленнее. Откуда вы знаете, что такое хорошая скорость движения?
Хорошая скорость движения будет означать, что искры летят прямо вниз от разреза, и ваш резак плавно движется по металлу.
Если вы едете слишком быстро, искры будут лететь обратно к вам из верхней части разреза, потому что они отскакивают от металла, который не полностью прорезан.
Если вы едете слишком медленно, искры все равно будут вылетать снизу, но вы обнаружите, что горелка застревает из-за накопления большего количества окалины (избытка расплавленного металла).
Найдите хорошее путешествие скорость, которая соответствует вашей силе тока.
4. Пробные запуски
Выполнение пробного прохода вдоль куска металла той же толщины, что и тот, который вы планируете резать, поможет вам улучшить скорость перемещения.Когда вы приступите к самому разрезу, у вас не будет проблем, и вы получите чистый разрез с минимальной очисткой.
5. Расходные материалы
Одним из основных факторов, влияющих на рез, являются расходные материалы внутри резака. Полезно выработать привычку проверять свой резак перед началом резки, так как вам нужно очистить или заменить любые грязные или поврежденные расходные материалы.
Например, металлический шлак, покрывающий любое из отверстий для воздуха, сколы, обгоревшие или надрезанные сопла и электроды, снизят качество резки.
Еще одна вещь, о которой следует помнить при выборе расходных материалов, — убедиться, что они могут работать с усилителями. Если ваш плазменный резак рассчитан на максимальный ток 80 ампер, а ваши расходные материалы рассчитаны на максимальный ток 60 ампер, вы быстро их израсходуете.
Получите расходные материалы, совместимые друг с другом и с вашей машиной.
Расходные материалы6. Пробные прогоны
Помимо пробных прогонов для проверки настроек, также рекомендуется выполнить пробный прогон, чтобы убедиться, что вы можете пройти весь путь и чувствовать себя комфортно.
Хотя технически вы можете сделать паузу в середине фрагмента, у вас останется дыра в точке, где вы начнете перезапускать. Проверка того, что вы можете без проблем пройти всю длину разреза, не повредит и убережет вас от образования зияющих кратеров в заготовке, которую вам пришлось останавливать и перемещать.
7. Совершенствуйте свою фигуру
Плазменная резка от руки — это хорошо, и это работает, и если вы вырезаете волнистую линию, то это ваш единственный вариант. Но если вам нужны прямые линии или идеальные формы, то определенно рекомендуется использовать направляющую, трафарет или другие кусочки металла для идеальных линий.
Для прямых линий зажмите кусок металла с прямой кромкой рядом с тем местом, где вы планируете резать, чтобы можно было прижать к нему резак. Это гарантирует, что вы получите абсолютно прямую линию без колебаний.
Для кругов UNIMIG предлагает купить направляющую для резки кругов, которую можно прикрепить к горелке, чтобы получить идеальные круги.
Ознакомьтесь с приспособлениями для резки кругов здесь.
8. Не начинайте с середины пластины
По возможности начинайте резку с края металла.Если вы начинаете с металла, искры возвращаются обратно в факел, поскольку он пытается прожечь металл, что повреждает ваши расходные материалы.
Если вам нужно начать с середины, наклоните резак (примерно 45°) до тех пор, пока он не пройдет, а затем переместите его под углом 90° (или под прямым углом) к металлу для остальной части реза. Угол наклона горелки означает, что когда искры взрываются, они будут пролетать мимо наконечника горелки, а не в него.
Не начинайте с середины пластины9. Очистка
Быстро очистите металл и убедитесь, что на нем нет заусенцев или шероховатостей, за которые может зацепиться плазменный резак; вы получите неровный срез, который нужно будет поработать, чтобы сделать его гладким.Также хорошей идеей будет проверить наличие неровностей на металле, который вы используете в качестве направляющей (если вы ее используете).
Вы не хотите следовать по прямой линии, а затем обнаружить, что на самом деле есть несколько холмов и провалов, которые теперь переносятся на ваш разрез.
← Просмотреть все статьи
Основы плазменной резки
Основы плазменной резки
Процесс плазменной резки
- Плазменная резка — это самый быстрый процесс резки углеродистой стали, алюминия или нержавеющей стали.
- Плазменная резка одной и той же детали может сочетаться с гидроабразивной или газокислородной резкой. Плазменная резка
- может использоваться для точной резки калибровочного материала толщиной до 6 дюймов из нержавеющей стали. Компания ESAB изобрела плазменную резку в 1955 году, и мы никогда не прекращали разрабатывать способы сделать плазменную резку лучше и проще. Последние инновации ESAB в области автоматизации процессов плазменной резки увеличивают производительность, обеспечивая постоянное качество резки… независимо от уровня квалификации оператора:

Плазменная дуга
Характеристики Плазма определяется Вебстером как «набор заряженных частиц»….содержащие примерно равное количество положительных ионов и электронов и обладающие некоторыми свойствами газа, но отличающиеся от газа тем, что являются хорошим проводником электричества…»
Для дуговой резки плазма также может быть определена как электрически нагретый газовый поток. Газовый поток нагревается до такой высокой температуры, что становится ионизированным. Ионизированный газ по определению может свободно обмениваться электронами между атомами. Именно это движение электронов позволяет газу выдерживать режущую силу тока.
Газовый поток нагревается до такой высокой температуры, что становится ионизированным. Ионизированный газ по определению может свободно обмениваться электронами между атомами. Именно это движение электронов позволяет газу выдерживать режущую силу тока.
В плазменном факеле используется сопло из сплава меди, чтобы сузить поток ионизированного газа и сфокусировать энергию на малом поперечном сечении. Принцип такой же, как при использовании увеличительного стекла для концентрации солнечной энергии для создания сильного тепла.
Газ, проходящий через сопло, также служит средой для удаления расплавленного металла, нагретого ионизированным газом. Приблизительно 30 % газа фактически ионизируется (при оптимальных условиях), а остальные 70 % газового потока используются для удаления материала и охлаждения.
Завихрение газа
Завихрение газа помогает резать несколькими способами. Завихрение увеличивает охлаждение. Атомы неионизированного газа тяжелее/холоднее и выбрасываются за пределы вращающегося газового потока. Этот охлаждающий барьер обеспечивает защиту медного сопла. По мере увеличения силы тока увеличивается степень ионизации (изменение соотношения 30/70 %), а охлаждение уменьшается, что сокращает срок службы сопла. Форсунки предназначены для работы в определенном диапазоне тока (ампер).
Этот охлаждающий барьер обеспечивает защиту медного сопла. По мере увеличения силы тока увеличивается степень ионизации (изменение соотношения 30/70 %), а охлаждение уменьшается, что сокращает срок службы сопла. Форсунки предназначены для работы в определенном диапазоне тока (ампер).
Вихревой газ улучшает качество резки.
Если плазмообразующий газ не закручивается, результатом будет скос с обеих сторон разреза. Закручивая газ, дуга равномерно распределяется по одной стороне реза. Если завихрение имеет обратное направление (от CW к CCW), квадратная сторона переключится. Когда ионизированный газ (плазменная дуга) закручивается, электрическая дуга будет равномерно прилегать к передней кромке реза. Эти многочисленные точки крепления обеспечивают более равномерное распределение мощности по заготовке. Это выравнивание мощности сверху вниз приводит к более квадратной стороне.Другая сторона имеет скос от 5 до 8 градусов.
Введение защитного газа еще больше сузит и охладит сопло. Этот газ впрыскивается в поток плазмы после процесса ионизации на конце сопла.
Этот газ впрыскивается в поток плазмы после процесса ионизации на конце сопла.
Впрыск воды улучшает качество резки и охлаждает сопло. Закручивая воду в том же направлении, что и газ, а затем впрыскивая ее в точку, где дуга выходит из сопла, дуга еще больше сужается. Когда холодная вода контактирует с высокотемпературной дугой, между дугой и отверстием сопла образуется паровой слой.Действие этого барьера можно продемонстрировать, нагрев сковороду и полив ее водой. Немедленно маленькие капельки воды будут танцевать на поверхности кастрюли вместо того, чтобы испаряться. Эти водяные шарики защищены пароизоляционными свойствами, возникающими при контакте воды с кастрюлей. Температура воды должна оставаться ниже 70 градусов по Фаренгейту, чтобы впрыск воды работал правильно. Состояние, известное как пленочное кипение, возникает, если температура поднимается выше этой точки. Это приведет к нестабильной дуге, сокращению срока службы сопла и ухудшению качества резки.
Запуск плазменной дуги
Внутри корпуса горелки находятся три основных компонента.
- Электрод
- Газовая перегородка (вихревая перегородка)
- Сопло
Эти элементы называются расходными материалами. Они расходуются со временем во время плазменного процесса и должны быть заменены. Детали горелки ESAB PT-36 показаны выше. Другие факелы могут выглядеть иначе, но все они имеют части, которые функционируют как 3 основных, перечисленных выше. Точную конфигурацию детали см. в руководстве к горелке.
Электрод подключен к отрицательной стороне источника питания плазмы постоянного тока. Форсунка подключена к положительной стороне, но электрически изолирована с помощью нормально разомкнутого реле.
При подаче пускового сигнала на плазменную систему происходит следующее:
- Главный контактор в блоке питания активизируется, создавая высокое отрицательное напряжение на электроде.
- Газ начинает поступать к горелке и закручивается перегородкой.
- Нормально разомкнутые контакты в цепи сопла замыкаются, обеспечивая путь к положительной стороне источника питания.
- Генератор высокой частоты обеспечивает высокочастотный потенциал высокого напряжения между электродом и соплом. Это вызывает проскальзывание небольшой искры между соплом и электродом, ионизируя путь через газ.
- Вдоль этого ионизированного пути между электродом и соплом начинает течь большая дуга постоянного тока. Это называется пилотной дугой.
- Дежурная дуга выдувается из сопла потоком газа и контактирует с заготовкой.
- Основная дуга создается, когда вспомогательная дуга переходит на рабочий материал (если резак находится достаточно близко).Реле форсунки размыкается, отключая форсунку от цепи. Состояние перенесенной дуги установлено.
- Сила основной дуги увеличивается до режущей силы после размыкания реле форсунки.

Двойная дуга
Двойная дуга — это условие, при котором сопло остается в плазменном контуре. Как описано выше, сопло должно быть в контуре только во время фазы вспомогательной дуги. Если оставить его в цепи, сопло будет нести режущую силу, которая разрушит его.
Двойное искрение вызвано:
- Прокалывание стоя. Резак должен располагаться достаточно близко к заготовке, чтобы вспомогательная дуга могла коснуться листа, чтобы основная дуга могла перемещаться. Брызги от прожига выбрасываются под небольшим углом во время начального прожига. Когда дуга проникает в материал, брызги становятся более вертикальными. Этот мусор может соединить пластину и сопло, удерживая сопло в цепи, даже когда реле разомкнется, чтобы удалить его.Этот сценарий может повредить переднюю часть резака.
- Факел в контакте с пластиной. Резка тонкого материала. Во всех системах автоматического позиционирования резака используется некоторый метод измерения начальной высоты для позиционирования резака над листом. Одним из методов является метод касания и отвода. Резак перемещается до тех пор, пока не соприкоснется с пластиной, и втягивается на исходную начальную высоту с помощью таймера или энкодера. Если прикосновение не ощущается должным образом, резак может все еще находиться в контакте с материалом из-за пружинения или деформации материала.Сопло останется в плазменном контуре, несущем режущую силу тока, что приведет к его повреждению.
- Неисправность вспомогательной дуги. Это может произойти, если цепь реле вспомогательной дуги не может снять форсунку. Это может произойти либо с короткозамкнутым реле, либо с резистором. Опять же, сопло пропускает больший ток, чем предполагалось, что повреждает его.
 Если прикосновение не ощущается должным образом, резак может все еще находиться в контакте с материалом из-за пружинения или деформации материала.Сопло останется в плазменном контуре, несущем режущую силу тока, что приведет к его повреждению.
Если прикосновение не ощущается должным образом, резак может все еще находиться в контакте с материалом из-за пружинения или деформации материала.Сопло останется в плазменном контуре, несущем режущую силу тока, что приведет к его повреждению.Предотвращение двойной дуги
Двойная дуга обычно возникает во время прожига.
Некоторые методы, которые могут помочь избежать двойной дуги:
- Ползучий ход. Станок для резки запрограммирован на пониженную скорость, чтобы начать движение станка при переносе дуги. Эта скорость обычно составляет от 5 до 10% от нормальной скорости резания и рассчитана на определенный период времени. В это время брызги выбрасываются из сопла. Это снижает вероятность возникновения двойной дуги.
- Горелка поднимается во время прожига стоя. При переносе дуги резак начинает отрываться от заготовки. Это позволяет брызгам проникать в сопло. Это втягивание продолжается в течение определенного периода времени, а затем опускается до правильной высоты скашивания после того, как машина движется со скоростью скашивания.
- Начальная высота прожига выше нормальной (прожиг стоя). Это позволяет брызгам прожига не попасть в сопло, что снижает вероятность образования двойной дуги. Этот метод профилактики наименее эффективен.
 В это время брызги выбрасываются из сопла. Это снижает вероятность возникновения двойной дуги.
В это время брызги выбрасываются из сопла. Это снижает вероятность возникновения двойной дуги.Переменные плазменного процесса
Все переменные, связанные с плазменной резкой, должны тщательно контролироваться для достижения максимального качества резки, максимального срока службы сопла/электрода и максимальной производительности. Между ними должен поддерживаться баланс.
Газ
Очистка газа
Чистота газа необходима для хорошего качества резки и длительного срока службы электрода.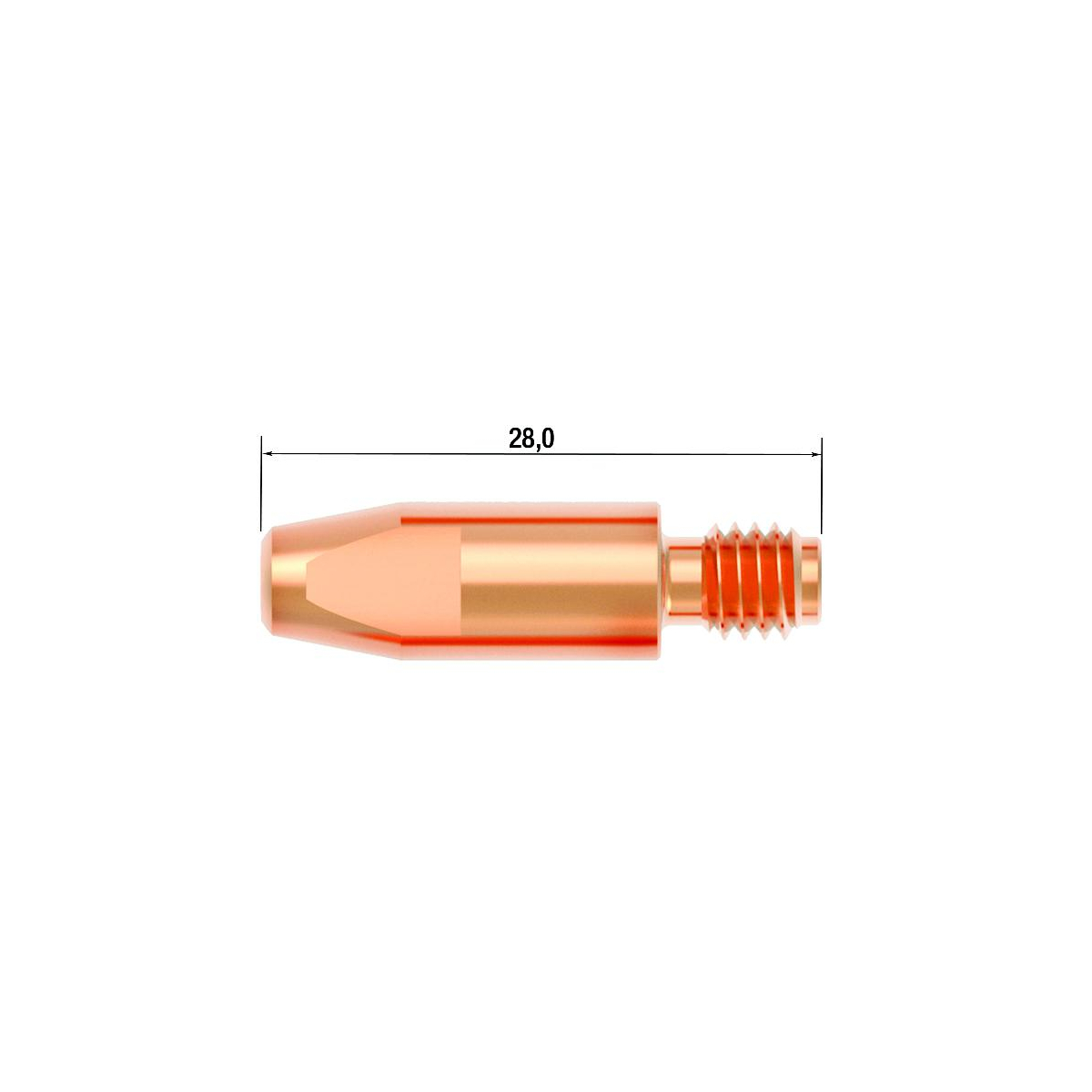 Минимальные требования к чистоте для азота 99,995 % и 99,5 % для кислорода. Если уровни чистоты ниже рекомендуемого минимума, может произойти следующее.
Минимальные требования к чистоте для азота 99,995 % и 99,5 % для кислорода. Если уровни чистоты ниже рекомендуемого минимума, может произойти следующее.
- Неспособность дуги проникать в тонкие материалы при любом уровне тока.
- В зависимости от степени загрязнения возможны отклонения в качестве реза.
- Чрезвычайно короткий срок службы электрода.
- При резке с N2 появление налета черной пленки на торце электрода и в отверстии сопла. Чем сильнее загрязнение, тем больше осадок.Если газ чистый, электрод и отверстие сопла приобретут вид пескоструйной обработки.
Давление/расход газа
Каждая форсунка рассчитана на работу с оптимальным током в зависимости от заданного давления/расхода газа. Увеличение этого давления может привести к сокращению срока службы электрода. Это видно по просверленному виду вольфрамовой вставки. При использовании азота возникнут проблемы с запуском горелки. Если горелка не запускается при высоком давлении, может наблюдаться затухание вспомогательной дуги. Там, где высокое давление газа может создать проблемы, низкий расход газа обычно приводит к отказу двойной дуги.
Там, где высокое давление газа может создать проблемы, низкий расход газа обычно приводит к отказу двойной дуги.
Вода
Очистка воды
Для плазменного процесса с впрыском воды требуется деионизированная и фильтрованная вода. Взвешенные твердые частицы, растворенные минералы и другие факторы влияют на проводимость воды и срок службы форсунки, а также повышают вероятность высокочастотных помех.
Давление/расход воды для резки
Расход воды для резки должен быть установлен равным значению, указанному в документации на вашу горелку.Чрезмерный поток воды приведет к короткому сроку службы электрода и нестабильной дуге. Низкий расход воды приведет к недостаточному охлаждению, что повлияет на срок службы форсунки.
Пропил
Керф — это ширина материала (перпендикулярно резаку и оси реза), удаляемого в процессе плазменной резки. Kerf зависит от трех основных переменных.
- Скорость резания. Более высокие скорости резания с постоянными другими переменными приведут к более узкому пропилу. Разрез будет продолжать сужаться до тех пор, пока не произойдет потеря проникновения.Более низкая скорость перемещения приведет к более широкому пропилу, пока не произойдет потеря дуги.
- Сила тока при резке. Увеличение силы тока при резке при постоянных двух других переменных приведет к увеличению ширины пропила. Продолжая увеличивать силу тока, пропил будет расширяться до тех пор, пока сопло не разрушится. Снижение силы тока приведет к более узкому пропилу и более положительному углу среза до тех пор, пока проникновение не будет потеряно.
- Противостояние. Зазор — это расстояние, сохраняемое между резаком и заготовкой после прожига (во время резки).В большинстве современных систем используется система обратной связи по напряжению дуги. Увеличение напряжения дуги увеличивает расстояние зазора и расширяет разрез. Дальнейшее увеличение зазора в конечном итоге приведет к потере разреза. Уменьшение зазора приведет к более узкому пропилу и, в конечном итоге, к потере реза.
 Более высокие скорости резания с постоянными другими переменными приведут к более узкому пропилу. Разрез будет продолжать сужаться до тех пор, пока не произойдет потеря проникновения.Более низкая скорость перемещения приведет к более широкому пропилу, пока не произойдет потеря дуги.
Более высокие скорости резания с постоянными другими переменными приведут к более узкому пропилу. Разрез будет продолжать сужаться до тех пор, пока не произойдет потеря проникновения.Более низкая скорость перемещения приведет к более широкому пропилу, пока не произойдет потеря дуги. Уменьшение зазора приведет к более узкому пропилу и, в конечном итоге, к потере реза.
Уменьшение зазора приведет к более узкому пропилу и, в конечном итоге, к потере реза.Напряжение дуги
Напряжение дуги не является независимой переменной.
Зависит от:
- Ток (сила тока)
- Размер отверстия сопла
- Противостояние
- Расход режущего газа
- Скорость потока отрезанной воды (если применимо)
- Скорость резания
Для большинства применений требуются стартовый газ, защитный газ и режущий газ.В некоторых ситуациях требуется второй защитный газ. Результаты варьируются в зависимости от различных комбинаций азота, кислорода, воздуха, метана и H-35 (комбинация 35% водорода — 65% аргона). Газ аргон используется для плазменной маркировки. Тип и толщина материала, качество резки, скорость и стоимость производства — это переменные, которые следует учитывать при выборе комбинаций газов. Не все газы подходят для некоторых применений и горелок. Дополнительную информацию см. в документации по горелке.
в документации по горелке.
Решение ЭСАБ
Плазменная система ESAB m3 полностью автоматизирует процесс плазменной резки, упрощая настройку всех параметров процесса, описанных выше, и обеспечивая постоянное качество резки.
Комплект расходных материалов для насадок для плазменной резки, 24 шт.
Описание продукта
Описание:
Комплект расходных материалов для насадок для плазменной резки, 24 шт.
Спецификация:
Цвет: серебристый + светло-фиолетовый
Материал: металл+керамика
Вес: 249 г
Размер:
Сопло электрода:
Длина около 21 мм
Диаметр дна 12 мм
Диаметр верхней части 6 мм
Электрод:
Длина около 27 мм
Диаметр корпуса около 5 мм
Защитный чехол:
Высота около 22 мм
Диаметр дна около 25 мм
Диаметр верха около 20мм
Изолирующий блок:
Высота около 27 мм
Комплектация:
10 насадок для электродов
10 электродов
2 защитных чехла
2 изоляционных блока
Детали изображения:
Более подробные фото:
Дополнительная информация
При заказе у Alexnld. com, вы получите подтверждение по электронной почте. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная авиапочта и Ускоренная доставка. Сроки доставки:
com, вы получите подтверждение по электронной почте. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная авиапочта и Ускоренная доставка. Сроки доставки:
| Авиапочта и зарегистрированная авиапочта | Район | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ. Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Отказ от ответственности: это отзывы пользователей.Результаты могут варьироваться от человека к человеку.Как сделать чистую плазменную резку? (Советы по контролю качества)
Никто не любит драться своими инструментами. Хорошо обслуживаемая система плазменной резки должна работать как мечта. Однако иногда кажется, что получить чистый срез сложно. Чтобы избежать этих сложностей, давайте рассмотрим необходимость выполнения чистых плазменных разрезов.
Для чистых плазменных резов необходимо соблюдение нескольких условий. Эти условия необходимы для получения чистых плазменных резов:
Эти условия необходимы для получения чистых плазменных резов:
- Резка со скоростью, соответствующей толщине материала.
- Используйте правильное давление воздуха.
- Отрегулируйте силу тока в зависимости от толщины материалов.
- При необходимости замените изношенные расходные материалы.
- Надежно закрепите проект.
- Обеспечение правильного подключения цепи.
- Используйте отфильтрованный чистый воздух.
- Соблюдайте правильное расстояние зазора.
Давайте рассмотрим все эти шаги, а также некоторые другие, чтобы убедиться, что вы получаете максимальную отдачу от своего оборудования.
Скорость резки для плазменных резаков Если вы не будете резать достаточно быстро, вы получите некрасивый порез. Некоторые материалы, такие как алюминий, особенно чувствительны к скорости.
Как узнать, двигаетесь ли вы с нужной скоростью для плазменного резака?
Чтобы резать с правильной скоростью для плазменной резки, следите за искрами. Если искры падают прямо под заготовку, вы режете слишком медленно. Если над заготовкой летят искры, вы режете слишком быстро.Ваши искры должны падать под углом 20 градусов ниже разреза.
Если вы используете станок, который легко справляется с толщиной металла, с которым вы работаете, вы должны быть в состоянии почти устранить шлак в нижней части реза, увеличив скорость резки. В конечном счете, чем более постоянна ваша скорость, тем лучше будет выглядеть произведение.
Некоторые ребята считают, что для ручных машин легче поддерживать постоянную скорость резака, когда они втягивают, а не выталкивают резак.В любом случае, убедитесь, что вы проследили движения, прежде чем начать чувствовать хорошую позицию.
Если вы режете толстый материал, включите максимальную мощность машины и отрегулируйте скорость движения, чтобы поддерживать хорошие условия резки.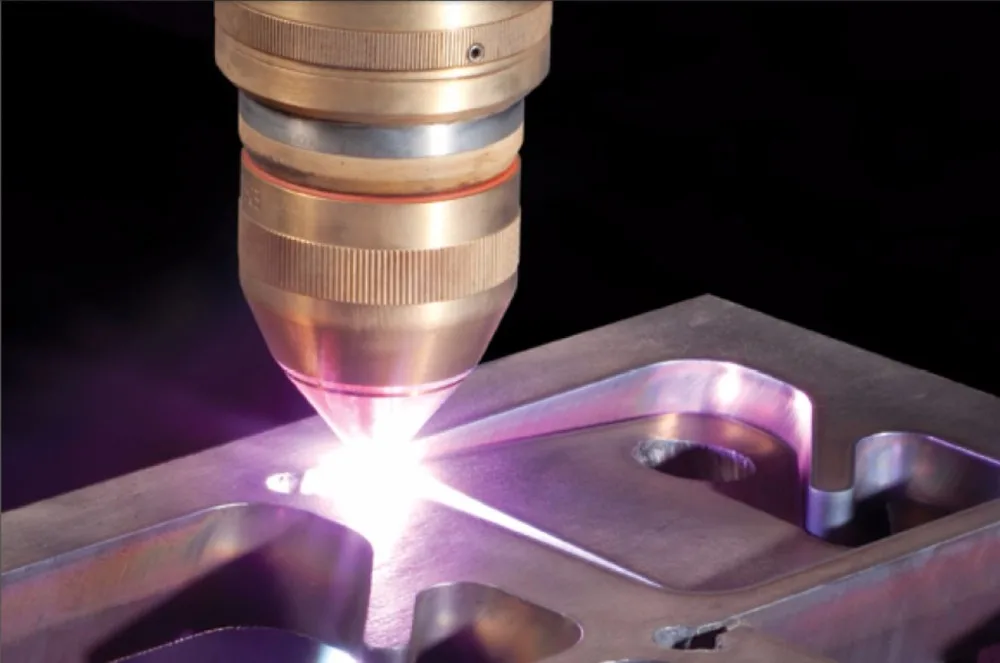 Для тонкого материала поддерживайте низкую силу тока и замените наконечник на маломощный. Это сохранит ваш пропил чистым и плотным.
Для тонкого материала поддерживайте низкую силу тока и замените наконечник на маломощный. Это сохранит ваш пропил чистым и плотным.
Рассмотрите возможность использования ручного устройства для выполнения чего-то точного или повторяющегося; рассмотрите возможность использования руководства. Вы можете купить прямые и круговые направляющие, которые очень просты в использовании.Для более сложных фигур можно сделать самому выкройку. Это позволит вам больше сосредоточиться на поддержании хорошей скорости вместо того, чтобы пытаться сделать правильную форму.
Настройка соответствующего давления воздуха В зависимости от типа используемого оборудования может потребоваться несколько мест, где необходимо отрегулировать давление воздуха. Некоторые станки плазменной резки имеют встроенный воздушный компрессор, так что вам не придется об этом беспокоиться. Некоторые машины имеют функции автоматического контроля давления воздуха, которые автоматически изменяют давление воздуха в соответствии с настройками силы тока. А некоторые машины не имеют ни одной из этих функций, и поэтому они требуют, чтобы вы настроили их соответствующим образом.
А некоторые машины не имеют ни одной из этих функций, и поэтому они требуют, чтобы вы настроили их соответствующим образом.
Из-за разнообразия машин плазменной резки, представленных на рынке, вам следует свериться с руководством пользователя, чтобы убедиться, что вы правильно настраиваете оборудование, которое используете. Например, некоторые плазменные резаки имеют впускной клапан, к которому подключается сжатый воздух с максимальным номинальным давлением. Превышение этого номинального давления может привести к повреждению или травме, поэтому вам необходимо проверить это руководство пользователя.
Правильная регулировка силы токаОтрегулируйте силу тока в соответствии с рекомендуемыми настройками в руководстве пользователя для конкретного плазменного резака, который вы используете. Но это больше, чем просто регулировка силы тока.
Одна вещь, в которой вы должны убедиться, это то, что вы используете правильный наконечник для настройки силы тока. У вас должен быть как минимум один наконечник для высокой силы тока и один наконечник для низкой силы тока. Эксплуатация неподходящего наконечника для установленной силы тока приведет к преждевременному износу.Это означает, что вам нужно либо раскошелиться, либо страдать от позора низкокачественного качества.
У вас должен быть как минимум один наконечник для высокой силы тока и один наконечник для низкой силы тока. Эксплуатация неподходящего наконечника для установленной силы тока приведет к преждевременному износу.Это означает, что вам нужно либо раскошелиться, либо страдать от позора низкокачественного качества.
Изношенные расходные материалы часто становятся причиной некрасивых порезов. Детали плазменной резки не рассчитаны на вечную работу; они изнашиваются и требуют замены. Как правило, есть пять вещей, которые вы должны считать расходными материалами на вашей машине:
.- Защитный экран
- Защитный колпачок
- Сопло
- Электрод
- Завихритель
Вот общее правило замены сопла: Если отверстие выглядит овальным или больше, чем предполагалось быть, изменить его.Рекомендуется заменять электрод и сопло одновременно.
Как правило, визуального осмотра достаточно, чтобы понять, что нужно заменить. Если в вашем наборе инструментов есть по одной лишней штуке, вы будете знать, как эти вещи должны выглядеть в хорошем состоянии. Другим преимуществом является то, что вам не придется ждать доставки запасных частей, когда ваша установка работает неправильно.
Если в вашем наборе инструментов есть по одной лишней штуке, вы будете знать, как эти вещи должны выглядеть в хорошем состоянии. Другим преимуществом является то, что вам не придется ждать доставки запасных частей, когда ваша установка работает неправильно.
Вы не только хотите убедиться, что ваш проект имеет хорошее соединение, о чем я расскажу позже, но вы хотите убедиться, что он безопасен.Наличие быстрой заготовки значительно облегчает резку, когда нет опасения, что заготовка будет блуждать или двигаться во время резки.
Используя ручные плазменные резаки, я хотел бы обеспечить надежную фиксацию моей заготовки. И не забывайте учитывать, где будут происходить разрезы. Вы же не хотите случайно отрезать часть проекта, где зажимы крепят проект к вашему режущему столу.
Проверка зажима заземления, чтобы убедиться, что цепь подключена Убедитесь, что ваш зажим заземления (иногда называемый зажимом заземления) имеет надежный контакт с заготовкой. В противном случае соединение может оказаться прерывистым, и это испортит ваш разрез.
В противном случае соединение может оказаться прерывистым, и это испортит ваш разрез.
Если на металле есть ржавчина, краска, прокатная окалина или другое покрытие, вытащите шлифовальный круг с лепестковым диском и очистите область, которую вы хотите зажать, до голого металла. Это поможет обеспечить хорошее, стабильное соединение для бесперебойной работы системы.
Чистый воздух для плазменной резкиЕсли в вашем сжатом воздухе есть влага или масло, вам будет очень трудно поддерживать расходные материалы в хорошем состоянии и срезы в чистоте.
Самое простое решение этой проблемы — просто установить встроенный фильтр, который решит эту проблему. Встраиваемые фильтры относительно недороги и доступны в большинстве хозяйственных магазинов, где также продается оборудование для сжатия воздуха.
Фильтр необходим для поддержания оборудования в надлежащем состоянии. Загрязнения в воздухе могут отрицательно сказаться на долговечности вашего оборудования. Не говоря уже о разочаровании и раздражении, которые вызовут плохие порезы плазмой. В качестве примера типичного встроенного воздушного фильтра взгляните на этот от Northern Tool.
Не говоря уже о разочаровании и раздражении, которые вызовут плохие порезы плазмой. В качестве примера типичного встроенного воздушного фильтра взгляните на этот от Northern Tool.
Дуга должна находиться на расстоянии от 1/16” до 1/8” над заготовкой. Электрические дуги могут быть привередливыми, поэтому, если вы не будете поддерживать это, у вас, вероятно, возникнут серьезные проблемы.
Если вы используете плазменный стол, у вас должна быть функция, при которой контроллер автоматически позаботится об этом. Даже если вы пробовали все остальное и ничего не работает, возможно, просто дважды проверьте, чтобы убедиться, что это работает должным образом.
Используйте защитный экран для портативных устройств с силой тока более 40 А До 40 ампер, это не имеет значения. Но если вы используете ручную машину мощностью более 40 ампер, то защитный экран — отличная идея. Это просто удаляет еще одну вещь, на которой вам нужно сосредоточиться во время резки.
Это просто удаляет еще одну вещь, на которой вам нужно сосредоточиться во время резки.
Защитный экран представляет собой небольшую трубку, которая подходит к рабочему концу вашего резака. Если вы позволите ему скользить по заготовке, он будет поддерживать постоянное расстояние между резаком и заготовкой.
Если у вас нет противоскользящего щита и вы не хотите тратить пару баксов на его приобретение, вам придется внимательно следить за движением факела. Большинству людей легче использовать обе руки при такой стрижке. Одна рука держит факел и направляет действие; другая рука подпирает режущую руку, чтобы поддерживать постоянную высоту резака.
Серьезно, просто возьмите противоскользящий щит.
Настройки и настройка плазменного станка с ЧПУРуководство пользователя — прекрасный источник информации о том, как настроить оборудование.Я бы знал, я читал один раз.
В любом случае, если вы все еще не можете понять это после тридцати с лишним попыток самостоятельно, возможно, пришло время проглотить свою гордость и поискать этот снисходительный маленький буклет. В нем должно быть немного информации, описывающей, на что способна машина и как обрабатывать различные материалы и толщины.
В нем должно быть немного информации, описывающей, на что способна машина и как обрабатывать различные материалы и толщины.
Одна вещь, в которой вы должны убедиться, это то, что вы используете правильный наконечник для настройки силы тока. У вас должен быть как минимум один наконечник для высокой силы тока и один наконечник для низкой силы тока.Эксплуатация неподходящего наконечника для установленной силы тока приведет к преждевременному износу. Это означает, что вам нужно либо раскошелиться, либо страдать от позора низкокачественного качества.
Методы плазменной резки – прокалываниеИногда нельзя винить свои инструменты. Проблема может быть в вас. Вот некоторые моменты, на которые следует обратить внимание при использовании оборудования.
Пирсинг При прожиге более толстого материала начните с резака под углом 45 градусов.Это поможет предотвратить обратные брызги, когда расплавленный материал разбрызгивается обратно, когда плазма проходит через материал. Если вы держите резак под углом 90 градусов для толстого прожига, задний щиток будет изнашивать ваши расходные материалы, что, в свою очередь, повлияет на качество резки.
Если вы держите резак под углом 90 градусов для толстого прожига, задний щиток будет изнашивать ваши расходные материалы, что, в свою очередь, повлияет на качество резки.
Однако для более тонкого материала в этом нет необходимости. Плазма пробьет металл быстро и эффективно. Вот несколько вещей, которые люди часто спрашивают о плазменной резке.
Часто задаваемые вопросы о плазменной резке
Какой оттенок вам нужен для плазменной резки?Оттенок, необходимый для плазменной резки, зависит от силы тока и материала.Как правило, при резке менее 60 ампер используется оттенок от № 3 до № 6. В соответствии с рекомендациями ANSI Z49.1:2005 предлагаются следующие оттенки. [Источник]
| Сила тока | Рекомендуемый номер оттенка |
|---|---|
| Менее 20 | 4 |
| 20 — 40 | 5 |
| 40 — 60 | 6 |
| 60 — 80 | 8 |
| 80 — 300 | 9 |
Медь является наиболее распространенным типом наконечника для плазменной резки. Однако плазменный резак состоит из нескольких расходных материалов; это не просто совет.
Однако плазменный резак состоит из нескольких расходных материалов; это не просто совет.
Внутри головки горелки есть электрод. Этот электрод направляет плазму через сопло. Обычно электрод изготавливается из меди (иногда из серебра) с несколькими добавками, такими как гафний или вольфрам.
Насколько точно может резать плазменный резак?Качество плазменной резки зависит от толщины и типа материала, расходных материалов, газов и силы тока.Вообще говоря, ручной плазменный резак сможет резать детали диаметром около ⅛ дюйма. Для большей точности требуется специализированное оборудование с ЧПУ. Существует максимальный порог, который вы можете снизить из-за природы плазмы и температур плавления материалов.
Какой плазменный газ дает наилучшие результаты при резке мягкой стали? Отфильтрованный воздух представляет собой наиболее универсальное решение для плазмообразующего газа при резке низкоуглеродистой стали и других типов проводящих металлов, таких как нержавеющая сталь и алюминий. Важно отметить, что воздух фильтруется. Фильтрация воздуха обеспечивает более чистый срез, а также продлевает срок службы расходных материалов и оборудования.
Важно отметить, что воздух фильтруется. Фильтрация воздуха обеспечивает более чистый срез, а также продлевает срок службы расходных материалов и оборудования.
не могут быть использованы в качестве сварочных аппаратов без переделки. В стандартной настройке OEM плазменный резак сможет резать только токопроводящие металлы. Хотя у вас может получиться точечно расплавить два металла вместе, сварной шов может не держаться из-за отсутствия добавок, таких как флюс.Следуйте всем рекомендациям производителя в отношении использования оборудования и его целевого назначения.
Заключение Плазменные машиныочень надежны и отлично работают при правильном обслуживании. Если вы только начинаете плазменную резку, может потребоваться немного практики, чтобы получить хорошие, чистые разрезы, на одной стороне которых нет комков шлака.
Даже если вы не очень хорошо справляетесь с резкой, этот шлак, как правило, не очень сложно убрать. Проволочное колесо или быстрая шлифовка должны взорвать его, без проблем. Но если вы потратите немного времени, чтобы попрактиковаться с некоторыми пробными разрезами, вы сможете получить плазменный разрез, который выглядит почти идеально.
Проволочное колесо или быстрая шлифовка должны взорвать его, без проблем. Но если вы потратите немного времени, чтобы попрактиковаться с некоторыми пробными разрезами, вы сможете получить плазменный разрез, который выглядит почти идеально.
Оставьте комментарий ниже и сообщите нам, что вы делаете, чтобы улучшить качество плазменной резки.
Woodward Fab PL-KIT Наборы наконечников для плазменной резки Woodward Fab
Марка:
Номер детали производителя:
ПЛ-КОМПЛЕКТ
Тип детали:
Линейка продуктов:
Summit Racing Артикул:
HCK-PL-KIT
СКП:
653341438133
Сопло для плазменной резки В комплекте:
Да
Электрод в комплекте:
Да
Изолятор В комплекте:
№
Пружина В комплекте:
№
Количество:
Продается комплектом.
Наборы наконечников для плазменной резки Woodward Fab
Комплекты наконечников для плазменной резки Woodward Fab — это экономичные сменные расходные материалы для вашего плазменного резака. Эти компоненты позволяют поддерживать эффективную работу и обеспечивать точность работы.
Комплекты включают:
* 5 Двусторонние электроды
* 5 насадок
* 2 керамические чашки
* 2 керамических рассеивателя
Какой тип вопроса вы хотите задать?
×Некоторые детали не разрешены к использованию в Калифорнии или других штатах с аналогичными законами/правилами.
Звоните для заказа Это заказная деталь.