Почему нельзя сваривать арматуру для фундамента
Можно ли сваривать арматуру для фундамента?
Планируя возведение жилого дома, каждый застройщик мечтает, чтобы он был устойчивым и надежно защищал от невзгод. Для этого следует серьезно подойти к достижению поставленной цели, прилагать усилия, решать множество задач. Иногда возникает вопрос, допускается ли арматуру для фундамента варить. Среди строителей и частных застройщиков идет дискуссия. Одни уверенно утверждают, что лучше сваривать элементы каркаса, а не вязать. Другие сомневаются, можно ли сваривать арматуру для фундамента. Попробуем разобраться в этом вопросе.
Для чего предназначена арматура в фундаменте
Профессиональный подход к сооружению фундамента гарантирует длительный срок эксплуатации здания. Прочная основа сохраняет целостность, так как устойчива к появлению трещин в результате усадки грунта. Обеспечение прочности фундамента с помощью пространственной рамы – серьезная задача. Важно тщательно продумать конструктивные особенности армированной конструкции, для изготовления которой могут использоваться стальные стержни или металлическая сетка.
Для небольших зданий в качестве фундамента часто используют основание ленточного типа. При условии правильного изготовления оно обеспечивает устойчивость строений на протяжении длительного времени. Нельзя сформировать надежную основу, заливая фундамент бетонной смесью без дополнительного армирования. В этом случае в результате деформации через некоторый промежуток времени он растрескается.
При закладке основания соединение арматуры может производиться двумя основными способами: сваркой или связкой
Правильно выполненное армирование позволяет предотвратить преждевременное нарушение целостности основы. Сортамент арматуры при этом определяется расчетным путем.
Применение стальных стержней позволяет:
- значительно повысить прочность фундамента;
- обеспечить равномерное распределение действующих усилий;
- демпфировать реакцию почвы в результате морозного пучения;
- обеспечить длительный срок эксплуатации строения.


Укрепление основания защищает его от появления трещин, вызванных деформацией.
Вязать или варить – применяемые методы соединения прутков
Для повышения прочности оснований зданий применяются различные приемы. При возведении бытовых построек, дачных строений и легких зданий частные застройщики добавляют в бетонный раствор куски металла, обломки стекла и различные строительные отходы. Для легких подсобных строений это допустимо. Однако прочный жилой дом требует надежного усиления фундамента с помощью арматурных прутков или стальной сетки. Они разрезаются на заготовки требуемого размера и помещаются в траншеи.
Единого мнения относительно того, можно ли сваривать арматурные прутья фундамента между собой, нет
Для обеспечения повышенной прочности основы прутки объединяются в силовой контур различными методами:
- путем связывания арматурных стержней или фрагментов решетки с помощью вязальной проволоки. Для повышения податливости она обжигается и позволяет быстро зафиксировать элементы рамы с помощью вязального крючка;
- с помощью электросварки. При изготовлении каркасов на промышленных предприятиях может использоваться контактная точечная сварка. В бытовых условиях арматурные прутки сваривают обычным методом.
Каждый из способов фиксации стержней обладает определенными достоинствами и имеет слабые места. Детально проанализируем каждый вариант крепления.
Как вяжут арматурный каркас – способы фиксации прутков
Связывание стальных прутков в металлическую раму осуществляют различными методами. Имеется возможность заказать готовый каркас, собранный с помощью вязальной проволоки на специализированном предприятии. Однако при этом возникают дополнительные расходы, связанные с его доставкой на объект. При небольших объемах строительства это достаточно дорого и нецелесообразно. Несложно самостоятельно изучить методику вязки и своими силами выполнить все работы.
Соблюдайте следующую последовательность операций:
- Разработайте чертеж или эскиз будущей арматурной решетки.
- Рассчитайте суммарное количество участков, подлежащих фиксации.
- Нарежьте отрезки проволоки диаметром 1,2 мм по 30 см каждый.
- Согните кусок проволоки пополам в виде петли и подведите его к стыку прутков.
- Захватите вязальным крючком концы проволоки и протяните сквозь петлю.
- Проверьте плотность охватывания проволокой зоны соединения.
- Прокрутите рабочее приспособление, обеспечив плотную затяжку деталей.

Применение вязального крючка для фиксации деталей – недорогой способ крепления элементов. Он не предусматривает применение специального инструмента и позволяет выполнить работы с помощью подсобных рабочих.
Для сокращения продолжительности работ и облегчения вязки можно использовать:
- специальный пистолет, который в автоматическом режиме подает проволоку. Работа с ним требует определенной квалификации;
- бытовой электрический инструмент с вращающимся патроном. Вполне подойдет электрическая дрель или шуруповерт, оборудованный насадкой.
Вязка каркаса по своей сути является наиболее простым способом соединения
Главные достоинства автоматизированных устройств:
- значительное увеличение производительности;
- облегчение фиксации в труднодоступных участках;
- существенное снижение трудоемкости.
Освоив технологию ручной вязки, можно своими силами выполнить работы по фиксации элементов арматурного каркаса.
Как связать каркас для размещения в фундаменте
Планируя изготовление арматурной решетки способом связывания, своевременно приобретите требуемые материалы и подготовьте инструменты.
Технологию вязки несложно освоить самостоятельно, соблюдая приведенные рекомендации:
- Разместите горизонтально расположенные элементы нижнего яруса на фиксированном расстоянии от уровня почвы. Обеспечить необходимый зазор 40–60 мм можно с помощью пластиковых опор, деревянных подкладок или отходов кирпича. Прутки каркаса не должны касаться грунта.
- Обеспечьте установку вертикальных стержней с равным интервалом между ними. Соблюдение постоянного шага позволит равномерно распределить нагрузки. Элементы важно оградить от контактирования с почвой при помощи специальных подставок из неметаллического материала.
- Производите фиксирование арматуры пространственного каркаса вязальной проволокой. При выполнении работ контролируйте надежность крепления в участках соединения. Элементы не должны смещаться при заливке в опалубку бетонного раствора.
 Прутки каркаса не должны касаться грунта.
Прутки каркаса не должны касаться грунта.Если вы имеете хотя бы небольшой опыт в сфере строительства, вязать арматуру достаточно просто
- Соблюдайте равный интервал между арматурой, расположенной в горизонтальном ярусе, а также между вертикальными элементами. Важно дополнительно закрепить угловую арматуру, которая склонна к смещению в процессе заливки бетона. За контур основания угловые части не должны выступать.
- Проверьте прочность собранного каркаса под нагрузкой. Установите на верхний пояс металлоконструкции деревянную доску и встаньте на нее. При перемещении по доске элементы каркаса должны сохранять неподвижность.
Дополнительная фиксация размещенного в опалубке каркаса с помощью деревянных брусков обеспечит его неподвижность при заполнении опалубки бетонным раствором. Приобретая материалы для изготовления силовой решетки, соблюдайте требования документации по использованию арматуры необходимых марок и сортамента.
Сварка арматуры для фундамента – технология работ
В настоящее время, наряду с вязкой, также применяется сварка арматуры для фундамента. Этот метод соединения элементов каркаса используется при строительстве многоэтажных зданий, основания которых воспринимают значительные усилия. Этим обусловлена необходимость обеспечения повышенной прочности соединений. Сварная арматура, изготовленная из рифленой проволоки А400С, хорошо варится, так же, как и пруток А500С. Точечная сварка арматуры обеспечивает надежность фиксации стержней диаметром до 25 мм.
Перегрев стержней при выполнении сварочных работ может вызвать следующие негативные явления:
- изменение структуры металла;
- снижение прочностных свойств.
При выполнении работ опытными сварщиками и осуществлении сборки под лабораторным контролем на промышленных предприятиях можно избежать указанных факторов.
Алгоритм изготовления арматурных решеток методом сварки в условиях промышленных предприятий осуществляется следующим образом:
- Выполняется входной контроль качества приобретенных материалов, которые будут применяться для сборки каркаса.
- Производится отбраковка прутков, характеристики которые не соответствуют требованиям нормативной документации.
- Арматурные стержни очищаются от ржавчины, рихтуются, обрабатываются абразивом и разрезаются на заготовки необходимых размеров.
- Элементы будущей рамы соединяются в одной плоскости, путем легкой прихватки сваркой до окончательной фиксации.
- Заготовки каркаса фиксируются сварочными кондукторами на расстоянии, соответствующем требованиям чертежа.
- Конструкция прихватывается сваркой и проверяется соответствие размеров пространственной рамы требованиям документации.
Не менее важно правильно подобрать величину тока, с которой будете варить каркас
Конструктивные особенности сварочных кондукторов позволяют выполнить сборку прутков с допуском, не превышающим 3 мм. Последовательность операций по изготовлению каркаса методом сварки в условиях стройплощадки аналогична. Точечная сварка арматуры позволяет фиксировать стальные стержни пространственной конструкции, расположенные под различным углом, а также в подвешенном состоянии. Установка оборудуется токопроводящими клещами, расширяющими ее возможности.
Варить или вязать: какому методу отдать предпочтение
До принятия окончательного решения об использовании вязки для крепления стальных прутков или крепления с помощью сварки, необходимо тщательно все взвесить.
 Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.
Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.Чтобы не ошибиться, следует прислушаться к советам профессионалов:
- для массивных многоэтажных строений, оказывающих значительную нагрузку на основу, целесообразно использовать сварку. При этом важно не пережечь арматуру, чтобы не ослабить прочность соединения;
- для небольших жилых зданий и дачных построек, можно использовать соединение частей арматурной решетки с помощью вязальной проволоки. Этот метод фиксации обеспечивает прочность таких построек.
При использовании сварки важно исключить вероятность пережога, ослабляющего прочность стыков. Метод соединения сваркой нежелательно применять в сейсмически активных зонах, а также на проблемных почвах, где в результате смещения грунта может нарушиться целостность фундамента.
Вместе с тем сварка обладает рядом преимуществ:
- позволяет выполнять работы ускоренными темпами;
- обеспечивает повышенную жесткость пространственной рамы;
- повышает нагрузочную способность основания.
При строительстве частных зданий лучше использовать метод вязки. Достоинства этого способа:
- простота реализации и отсутствие необходимости в специальном оборудовании;
- возможность выполнения работ без привлечения квалифицированных специалистов;
- отсутствие в участках стыковки повышенных напряжений.
Минусом метода вязки является недостаточная жесткость арматурной решетки. Однако при возведении легких построек этот недостаток не имеет существенного значения.
Заключение
Принятие правильного решения — серьезная задача. Проблема выбора остается. Вязка – простой метод, не требующий значительных затрат. А сварка хоть и дороже, но обеспечивает повышенную прочность. Следует тщательно все обдумать, при необходимости проконсультироваться с профессионалами. Важно обеспечить прочность фундамента, определяющего долговечность здания.
Важно обеспечить прочность фундамента, определяющего долговечность здания.
Вязать или варить арматуру для фундамента
Фундамент – важная и трудоемкая часть строительства дома. От правильной закладки основания зависит, как долго простоит здание. Сырость в нижней части дома, трещины в стенах – нарушение технологической схемы возведения фундамента. В нашей статье мы расскажем, почему в некоторых случаях арматуру вяжут, а не сваривают, и в каких ситуациях можно сварить арматуру для фундамента.
Для чего предназначена арматура в фундаменте
Получить хороший фундамент невозможно без использования арматуры. Основание дома из-за перепадов уличной температуры и других факторов подвергается деформации. Бетон плохо переносит нагрузки, связанные с растяжением. Избежать этого помогает армирование. Из железных и стеклопластиковых прутьев делается каркас вдоль всего фундамента.
Самой сильной нагрузке основа дома подвергается осенью и весной, при таянии снега. Больше всего подвержены воздействию влажности низко заглубленные фундаменты. Вода просачивается под основание, замерзает и способствует вспучиванию бетона. Правильно изготовленный железный каркас увеличивает прочность фундамента.
Способы армирования фундамента
При установке каркаса применяют два метода соединения прутков:
- с использованием сварки;
- с применением технологии вязки арматуры проволокой.
При любом методе армирования делается каркас, состоящий из поперечной и продольной арматуры. Поперечное усиление ставится через равные промежутки и соединяется с продольными стержнями. В идеале получается каркас, состоящий из равных прямоугольников. Поперечное усиление загибается с помощью специального устройства. У каждого способа есть свои преимущества и недостатки. Итак, вы уже определились с техникой соединения. Рассмотрим каждый процесс более подробно.
Технология вязки арматуры
Способ достаточно надежный и простой. Вязка не требует специальных навыков, но для контроля работ лучше позвать специалиста. Перед началом необходимо подготовить инструмент:
Вязка не требует специальных навыков, но для контроля работ лучше позвать специалиста. Перед началом необходимо подготовить инструмент:
- Вязальный крючок или шуруповерт.
- Вязальную мягкую проволоку толщиной 1-2 мм. Для вязки можно использовать обожженную проволоку.
- Станок для загиба арматуры. Приспособление обычно является самодельным. На железную станину крепится поворотный рычаг с двумя неподвижными роликами. К этой же станине крепится кусок металлического уголка. Арматура устанавливается вдоль уголка, место сгиба пропускается между роликами. Поворот рычага позволяет без особых усилий согнуть стержень.
Следующий шаг – это подготовка. Длина прутка 6 метров. Нежелательно без надобности укорачивать стержни. Начинать сборку арматурной сетки лучше на самом коротком участке. Это позволит набить руку перед более сложными работами. Каркас лучше собирать с напарником на ровном прямом участке. Минимальное расстояние арматуры от края бетона — 50 мм, в этом случае она не будет подвергаться коррозии. Для вязки прутков их соединяют между собой с нахлестом в 20-30 см. Проволока вяжется двумя способами:
- С помощью вязального крючка.
- С помощью насадки на шуруповерт. В качестве насадки используют мебельный шестигранник. Важно не перетянуть проволоку.
Особое внимание следует уделить углам. В фундаменте нельзя допускать, чтобы концы арматуры стыковались на углах. Избежать этого нам поможет приспособление для изгиба стержней. Существует несколько способов вязки арматуры на углах:
- Лапкой. При этом способе пруток вдоль внешней опалубки переходит на углу на внутреннюю стену опалубки.
- С использованием Г-образной вставки. Дополнительно каждый угол усиливают Г-образной арматурой.
- С использованием П-образной вставки. Дополнительно каждый угол усиливают П-образной арматурой.
Категорически запрещается сгибать прутки, делая небольшой надрез с помощью болгарки.
Технология сварки арматуры
При таком способе получается цельнометаллический неразборный каркас. Перед работой рекомендуется зачистить рифленую поверхность стержней для лучшего контакта. На сварку арматуры для фундамента влияют:
- Мастерство сварщика.
- Мощность сварочного аппарата и качество электродов.
- Диаметр и марка арматуры. Не рекомендуется варить прутки меньше 15 мм, так как металл при нагревании теряет часть свойств.
Различают следующие виды сварки:
- Контактная сварка. В свою очередь этот вид делится на точечную и стыковую контактную сварку. При точечном методе прутки зажимают между электродами сварочного аппарата. Металл накаляется и под действием внешней силы стержни соединяются. Стыковой сваркой соединяются куски арматуры для увеличения длины.
- Дуговая сварка. Этот вид работ применяется довольно часто. При выполнении работ важно не перегреть металл. Металл сваривают между собой внахлест или используют кусок арматуры в качестве накладки.
Перед началом работы отрезаем стальные стержни согласно размерам технологической схемы. Собираем плоский арматурный каркас и слегка прихватываем его сваркой или связываем. Устанавливаем плоский каркас в яму под фундамент. На помощь придет простое приспособление – пластиковые держатели для арматуры. Поперечные стержни привариваем на равном расстоянии. Получается прочный трехмерный каркас.
Вязка или сварка
При возведении фундамента первый раз у новичков возникает вопрос: какому методу отдать предпочтение? Различают следующие факторы, которые влияют на выбор технологии вязки или сварки:
- Технические. При строительстве высотных зданий предпочитают способ сварки. Здесь важна скорость работы и опыт сварщика. Основание под бани, сараи, частные дома строят с применением технологии вязки.
- Природные. На подвижных грунтах применяют только метод вязки.
- Толщина и марка стали. Не каждый стальной стержень подойдет для сварки. Для процесса используется специальная сталь, обозначенная буквой «С». Не рекомендуется варить прутки меньше 15 мм в диаметре.
- Человеческий фактор. Если сомневаетесь в мастерстве сварщика или на участке отсутствует электричество, используйте вязку.

При любом способе необходим опытный напарник. Освоить вязку достаточно просто. Как видно из нашей статьи, данный способ оптимальный для малоэтажного строительства.
Можно ли сваривать арматуру для фундамента — особенности выполнения работ
Началу строительства здания предшествует формирование надежной и крепкой несущей основы. Зачастую застройщики делают выбор в пользу ленточного типа фундамента или обычного монолита, внутри которых устраиваются армирующие каркасные конструкции. В связи с этим у многих возникает вопрос, можно ли сваривать арматуру для фундамента. Определенного ответа на это нет, и следует перед принятием окончательного решения подробней узнать о видах соединения металлических прутьев в каркасную основу.
Можно ли варить арматуру для фундамента
Сегодня сварку арматуры для фундамента используют достаточно часто. Данный способ соединения металлических прутьев каркасной системы применяется при строительстве многоэтажных объектов, на фундаментные основы которых приходятся существенные нагрузочные воздействия. Это объясняет необходимость достижения повышенного показателя прочности в точках соединений.
Сварной арматурный металл, изготовленный из проволоки с рифленой поверхностью А 400 С (А 500 С), прекрасно варится. С помощью точечной сварки достигается надежная фиксация стальных элементов, диаметр которых достигает 2.5 см.
В целом, сварка металлической арматуры значительно упрощает процесс обустройства фундаментного основания в целом. Выполнение работ лучше доверить опытному сварщику или организовать сборку на предприятии.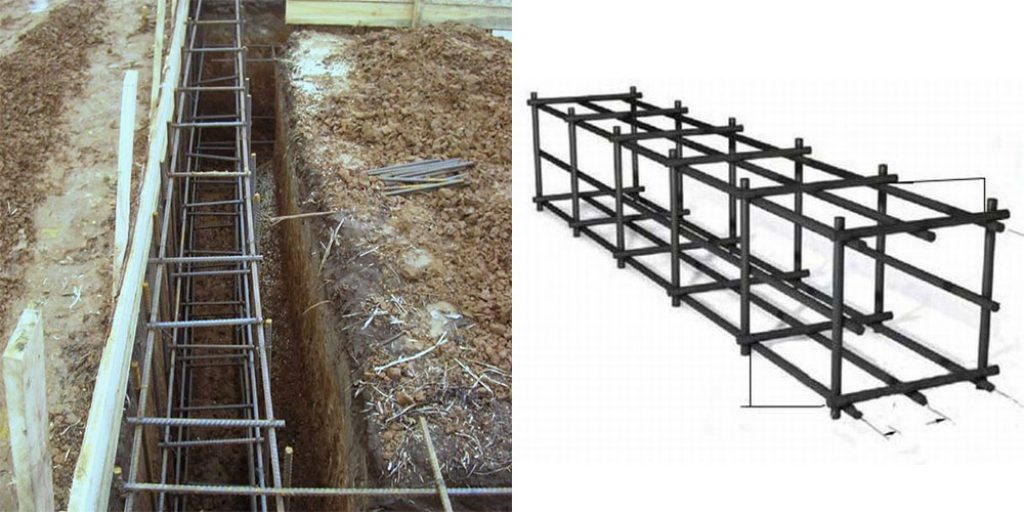 Неумелыми действиями можно вызвать явления негативного характера, к которым относятся:
Неумелыми действиями можно вызвать явления негативного характера, к которым относятся:
- нарушение структуры металлических стержней;
- понижение показателя прочности.
Преимущества и недостатки
Чтобы окончательно разбираться в вопросе, можно ли варить арматуру для фундамента, следует узнать все положительные и негативные моменты данного варианта соединения.
Сваренная в промышленных цехах система для фундаментной основы существенно сокращает сроки проведения строительства, позволяя оперативно производить монтаж каркасных систем и сеток в фундаментное тело. Отметим, что сварные изделия отличаются следующими положительными характеристиками:
- позволяют создавать прочную и надежную основу, воспринимающую значительные нагрузки;
- увеличивают показатель жесткости готового пространственного модуля;
- сокращаются финансовые затраты на расходные материалы;
- за короткий промежуток времени подготавливается каркасная основа, обладающая высоким показателем прочности.
Есть и отрицательные моменты:
- соединение арматуры сваркой не рекомендуется использовать в сейсмически неустойчивых регионах, на сложных почвенных составах с продолжительной усадкой;
- в разогреваемой точке понижается прочность металла, арматура приобретает хрупкость;
- соединения, выполненные сварным способом, на изгиб действуют плохо, от используемых для уплотнения вибраторов структура элементов деформируется.
Выбор арматуры
Элементы для армирования фундаментной основы представлены металлическими прутьями, имеющими гладкую либо ребристую поверхность. Их размещают внутри конструкций из бетона, чтобы увеличить показатель их прочности и сопротивляемость воздействиям негативного характера.
На сегодняшний день такие прутья чаще всего изготавливают из стали, но встречаются элементы из новых материалов, отличающихся большей прочностью. Одним из таких примеров является стеклопластик.
Помимо этого, изделия из арматуры отличаются толщиной прутов, значение которой варьируется в пределах пяти – двадцати пяти миллиметров. Окончательный выбор арматуры при строительстве того или иного объекта основан на предполагаемой нагрузке на фундаментное основание и иных факторах.
Прутья, из которых устраивается арматурная конструкция, соединяются между собой, чтобы увеличить прочность фундамента. Отметим, что арматура с ребристой поверхностью в большинстве случаев применяется в качестве основной для перераспределения нагрузочных воздействий, создаваемых сооружением и грунтовым составом. С помощью гадких прутков обеспечивается необходимая ориентация для ребристых элементов внутри фундаментной основы.
Арматура с ребристой или гладкой поверхностью должна быть скреплена между собой, поэтому следует знать, как варить арматуру для фундамента.
Рекомендованный вариант арматуры, применяемой для обустройства бетонной основы – А 500 С. Лучше всего пользоваться круглыми прутьями, а при устройстве неглубоких фундаментных лент – прямоугольными пластинами.
Необходимо учесть одну особенность – от размера сечения арматуры зависит прочность будущего каркаса. Кроме того, при выборе учитывается длина прутьев, по параметрам которой можно определить расход металлических изделий.
При строительстве частного дома разрешается использовать арматуру, диаметр которой варьируется в пределах десяти – шестнадцати миллиметров. В фундаментные основания, строящиеся по слабонесущим почвенным составам, закладываются металлические прутья, толщина которых не менее 1.6 см.
Материалы и оборудование
Продолжая разбираться в вопросе, нужно ли сваривать арматуру для фундамента, необходимо уделить свое внимание используемым с этой целью устройствам и расходным материалам.
Рекомендуется использовать инвертор, выполняющий контактную сварку и работающий на постоянном электротоке. Он значительно эффективней своих трансформаторных аналогов, которым необходим ток переменного значения.
Он значительно эффективней своих трансформаторных аналогов, которым необходим ток переменного значения.
Полуавтоматический агрегат работает со специальными электродами, способными варить в среде, насыщенной защитными газами. Оборудование имеет специальный механизм с защитными свойствами, подающий электроды в автоматическом режиме.
Недорогим, но устаревшим вариантом является сварочный трансформатор, соединяющий арматуру при помощи электродов, на которые поступает переменный ток. Такой тип оборудования работает через выпрямитель, преобразующего переменный ток в постоянный. Как и прочее оборудование, агрегаты для контактной сварки делятся на две группы – профессиональные устройства и бытовые.
Электроды, которыми выполняется сварка, меняют химический состав соединительного шва. В основе таких элементов заложены металлические стержни, покрытые особым составом, сгорающим во время проведения сварных работ.
Такой расходный материал отличается маркировкой:
- «У» – контактная сварка разрешена для изделий из низколегированного металла;
- «Л» – можно формировать каркасы из легированного металла;
- «Т» – свариваются теплоустойчивые сплавы;
- «В» – такие электроды рекомендуются для стыковки высоколегированных стальных изделий;
- «Н» – с их помощью наплавляются дополнительные слои.
Кроме рассмотренного здесь расходного материала, во время сварки используют сплошную или порошковую проволоку, с помощью которой формируются наплавленные швы.
В порошковой проволоке имеется особый состав, облегчающий формирование шва и повышающий его качественный уровень. Диаметр такой проволоки варьируется в пределах 0.3 – 12 мм.
Для полуавтоматического агрегата рекомендуется использовать проволоку 0.3 – 1.6 мм.
Тонкости сварных работ
Чтобы полностью развеять миф, почему нельзя варить арматуру в фундаменте, необходимо знать особенности выполнения всех действий.
Изначально готовится арматура нужного диаметра и длины, соответствующая проектному заданию на обустройство фундаментного каркаса. После этого предстоит следующий алгоритм действий:
После этого предстоит следующий алгоритм действий:
- приобретенный материал проверяется на качество;
- выполняется отбраковка, в процессе которой определяются металлические заготовки, характеристики которых не соответствуют требованиям нормативных документов;
- стальные стержни зачищаются от коррозии, рихтуются, покрываются абразивным составом, режутся на заготовки требуемых размеров;
- все элементы будущей каркасной конструкции соединяются в общей плоскости легкими прихватками сварочным агрегатом, окончательная фиксация выполняется позже;
- заготовки будущей каркасной части фиксируют специальными кондукторами на расстояниях, определяемых проектными чертежами;
- конструкции прихватываются сваркой, уточняется соответствие параметров рамы данным проектной документации;
- заключительный рабочий этап – окончательная сварка каркаса.
Соблюдая технологические этапы сварки арматурных прутьев на строительной площадке, помните, что лучше использовать специальный агрегат для инверторной сварки.
Главными показателями режимов во время работы сварочного аппарата считаются:
- сечение электрода;
- величина рода и полярности электрического тока;
- показатель напряжения электродуги;
- скорость выполнения сварочных работ;
- количество подходов.
При контактном способе сварки и определении ее рабочего параметра основным показателем считают силу используемого тока, от которого полностью зависят качественные характеристики получаемого сварного шва и показатель производительности работ.
Выбор диаметра электрода выполняется с учетом толщины соединяемого металла. Необходимо помнить, что рабочий режим основан на уровне электрического тока. Когда используемый электрод толще четырех миллиметров, рекомендуется понизить стандартный показатель тока на десять – пятнадцать процентов. Определяясь с режимом полярности, отдавайте предпочтение обратной. В связи с тем, что при работе на постоянном электротоке активно вырабатывается тепловая энергия, возрастает вероятность того, что в металлическом материале появятся прожоги.
Определяясь с режимом полярности, отдавайте предпочтение обратной. В связи с тем, что при работе на постоянном электротоке активно вырабатывается тепловая энергия, возрастает вероятность того, что в металлическом материале появятся прожоги.
Новейшие сварочные агрегаты могут преобразовывать переменный электрический ток, и после включения соответствующего режима электроток, поступающий на электродный стержень, превращается в постоянный.
Выбирая скоростной режим, проследите, чтобы ванна, наполняемая раскаленной сталью, располагалась выше поверхности кромок. Лучше всего подбирать режим, при котором ширина сварочного шва в полтора – два раза превышает диаметр электродного стержня.
Собрав арматурную конструкцию, предназначенную для устройства фундамента, необходимо провести несложное испытание. На поверхность каркаса укладывается доска, по которой начинает ходить человек. Если каркасная система собрана по проектным чертежам, от веса она не будет изгибаться.
Перед тем, как начать подавать бетонную смесь, арматурная система дополнительно укрепляется, чтобы надежно зафиксироваться в фундаментном теле.
Заключение
Повторимся, что вопрос, почему нельзя сваривать арматуру для фундамента, однозначного ответа не имеет. Одни строители подобный способ соединения металла использовать не рекомендуют, вторые утверждают, что ничего страшного в этом нет, и каркас получается прочным и надежным. Окончательное решение необходимо принимать с учетом характеристик строящегося здания и факторов воздействия на фундамент.
Можно ли сваривать арматуру для фундамента
Метод сварки для скрепления сегментов арматуры проволокой на практике используется часто. Метод используется на стальную и композитную арматуру. Последняя появилась сравнительно недавно и редко применяется в частном строительстве. Копирование фундамента необходимо для усиления прочности конструкции и увеличения срока эксплуатации здания. Для монтажа железобетонных конструкций разработаны государственные стандарты соединений.
Что написано в ГОСТ по поводу сварки арматуры
Правила армирования ГОСТ4098-2014 введены в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 года. Разработка проводилась научно-исследовательским институтом бетона и железобетона им. А. А. Гвоздева ОАО НИЦ (Строительство). Стандарт распространяется на сварные соединения стержневой и проволочной арматуры в фундаментах сборных и монолитных железобетонных сооружений. В документе указана стандартизация соединений по размерам, типу и конструкции.
Сварная арматура для фундамента — особенности применения
В строительстве архитектурных сооружений главной задачей является подготовка прочного фундамента, который будет противостоять внутреннему усилению на сжатие опор стен и нижнего грунта. Основа фундамента — бетон, который состоит из песка, цемента и воды, при застывании он выдерживает большие нагрузки. Физические характеристики цементного материала не могут гарантировать отсутствие деформации основы сооружения.
Для противостояния сдвигам фундамента, возникающим при перепадах температур и других природных факторах, используют металл обеспечивающий надежную фиксацию. Армировка — это обязательный процесс в ходе строительства. В процессе эксплуатации сооружения возникает осадка, при этом грунт под фундаментом уплотняется. Процесс должен проходить равномерно по всей протяженности ленточного фундамента. В таких случаях внутренние усилия в фундаменте не возникают.
Добиться равномерности и снизить осадку можно при использовании фундаментных лент с арматурой, ширина которых определяет величину нагрузки.
Фундамент является основой архитектурного строения, при закладке основания соединений для прочности используют два способа: сварку и связку. Каждый из них имеет свои плюсы и минусы. Некоторые строители предпочитают использовать для укрепления фундаментной основы сварку, в таком случае соединение производят в местах пересечения арматуры. Способ достаточно простой и надежный, особое внимание при нем уделяется армировке углов, чтобы стальные элементы, являлись соединяющим звеном одной и другой стены.
Преимущества и недостатки способа
В процессе сварочных работ при высоких температурах металл нагревается, в результате чего теряет основные свои характеристики: прочность и жесткость. Именно поэтому существуют разногласия в применении данного метода в строительстве фундамента под сооружение. Сварочные материалы делятся на категории:
- каркасные конструкции;
- сетки, изготовленные методом сваривания;
- сварные стержни.
Прочность фундамента при правильном выполнении сварочных работ гарантирована. Профессиональные сварщики хорошо знают, что перед работой обрабатываемую поверхность арматуры необходимо предварительно подготовить.
Как правильно производить сварку
Строительство фундаментной основы влияет на прочность всего сооружения, для этого при проведении сварочных работ нужно свести к минимуму потери свойств арматуры. Подготовка к работе начинается с выбора электродов, для прутьев диаметром 14 мм используют (АНО-21), (То). Приобрести электроды можно в специализированном магазине. После варки каждого стыка надо подождать полного остывания и проверить на наличие микротрещин, если дефект отсутствует — работа выполнена качественно.
Сварщики для увеличения плотности прилегания арматуры используют метод зачистки металлических окончаний с помощью шлифовки или зачистки. Системы сварочного соединения бывают четырех видов:
Тавровый метод лучше не применять, так как прочность на изгибе будет низкой, соответственно качество фундаментной ленты снижается.
Выбор арматуры
При воздействии сварочной дуги поверхность и структура металла меняется, в результате снижается характеристика прочности. В случае использования крупных прутьев арматуры, материал существенно не повлияет на фундаментную основу. Если применяются небольшие отрезки, стоит учесть изменения структуры металла при нагревании. Основная цель в проведении сварки арматуры — снизить пагубное влияние высоких температур в местах соединения.
В строительной индустрии ни одно возведение малоэтажных или высотных домов не обходится без использования арматуры. Для правильного расчета армировки частного дома, можно отталкиваться от типичных схем, используя метод укладки четырьмя или шестью стальными прутьями. Расчет диаметра зависит от конструктивных особенностей будущего здания. В строительстве одноэтажных или двухэтажных домов зачастую используют стержни диаметром 8 мм, это вполне достаточно для формирования ленточного фундамента.
Согласно нормативам, площадь сечения продольной арматуры должна иметь не менее 0,1 %, от общей структуры проложенной ленты из железобетона.
Стальные прутья должны быть одинаковыми, если материал разного сечения, нижние ряды следует конструировать стержнями большего диаметра. При подсчете стержневого материала, необходимо учитывать допуск при стыковке. Необходимо:
- составить схему расположения прутов в фундаменте, затем учитывая длину стержней, проводится подсчет стыков;
- к полученной цифре прибавляют 10-15%, так получается достаточное количество продольной арматуры.
Если арматура после проведения работ осталась, переживать по этому поводу не надо, в процессе строительства данный материал пригодится.
Материалы и оборудование
В строительстве частных домов применяют стальную арматуру диаметром 5-8 мм, от ее размера зависит выбор нагрузки. Ребристые пруты используют в качестве основного элемента армирующей конструкции, а гладкие — для скрепления ребристых стержней. Сварка проводится разными способами. Сварщик в работе с прутами большого диаметра применяет электроды, состав которых похож на структуру самой арматуры. Для работы необходимо подготовить:
- сварочный трансформатор;
- инвертор или другие источники подачи тока.
Чтобы выполнить работу, необходимо иметь сварочное оснащение и профессиональные навыки. Если сварщик использует полуавтоматический агрегат, рекомендуется применять проволоку диаметром 0,3 — 1,6 мм.
Тонкости сварочных работ
Качество сварочных работ зависит от умения и опыта сварщика. Первое, что делает сварщик — подготавливает материал для работы:
- проводит проверку стальных прутьев на качество;
- в процессе осмотра выполняет отбраковку;
- металлические стержни чистит от коррозийного налета, покрывает абразивным составом, разрезает на заготовки;
- проводит соединение элементов каркасной конструкции с помощью легких прихватов сваркой;
- финишная фиксация выполняется после легких соединений специальными кондукторами, по чертежу проекта;
- заключительный этап — сварка всего каркаса.
Что лучше: вязать или сваривать арматуру для фундамента
Многие строители считают, что использование сварки арматуры для фундамента является ненадежным способом, другие уверяют, что прочность не пострадает. Решить вопрос о применении данного метода должен застройщик, учитывая проект архитектурного сооружения и факторы воздействия на основу фундамента.
Можно ли сваривать арматуру для фундамента?
Начиная строительство дома, мы надеемся, что он будет надежной защитой семейного очага. Для того чтобы ожидания оправдались, нужно приложить усилия в работе, грамотно подойти к решению множества вопросов, один из которых – можно ли сваривать арматуру для фундамента.
До сих пор не существует единого мнения, что лучше – варить или вязать каркас для фундамента. Если для зданий большой этажности, фундамент которых несет огромные нагрузки, сварная арматура – единственно верное решение, то при возведении одноэтажных построек мнения специалистов расходятся. Разберемся, какие достоинства и недостатки присущи сварке и вязке.
Усиление фундамента – для чего оно нужно?
Грамотно спроектированный и качественно выполненный фундамент – гарантия долговечности сооружения. Крепкое, не поддающееся разрушениям основание, предотвратит усадку, которая вызывает трещины и последующее разрушение конструкции. Поэтому усиление фундамента – вопрос серьезный, не допускающий поверхностного отношения. Повышение прочности фундамента достигается путем армирования конструкции металлической сеткой или прутьями определенного диаметра.
Арматуру для фундамента варить или вязать – это главный вопрос, о котором задумываются многие люди
Для малоэтажных построек чаще всего обустраивают ленточный фундамент. Можно сэкономить денежные средства и произвести заливку фундамента обычным бетонным составом без дополнительного усиления. Вероятнее всего, через некоторое время в фундаменте появятся трещины, деформации. Для предотвращения нежелательных последствий проведите работы по армированию стальным каркасом, который:
- Повысит прочность.
- Равномерно распределит нагрузки.
- Компенсирует реакции грунта при замерзании.
- Увеличит срок службы конструкции.
Арматура в бетоне предохранит фундамент от растрескивания и разрушения.
Способы соединения армирующих элементов
Существуют различные методы увеличения прочностных характеристик фундамента. Частные застройщики используют любой подручный материал (отходы металла, битое стекло и пр.). Для дачных домиков это приемлемый вариант. Но для возведения надежного дома, даже одноэтажного, воспользуйтесь проверенными технологиями усиления металлической сеткой или прутками. Если ваш выбор остановился на сетке, то требуется только правильно раскроить ее и установить должным образом в подготовленные траншеи. Использование металлических элементов подразумевает создание из них единой конструкции, так называемого каркаса.
Вязать арматуру стоит в тех случаях, когда необходимо получить хороший фундамент на сложном грунте
Добиться этого можно двумя способами:
- связать, используя для соединения гибкую проволоку;
- применить сварку, фиксирующую элементы конструкции.
Оба варианта имеют сильные и слабые стороны. Проведем сравнительный анализ каждого из них.
Технология вязки арматуры
Есть несколько способов вязки арматуры для фундамента специальной проволокой. Проводится эта работа непосредственно на объекте. Можно воспользоваться услугами специализированных мастерских, где работу выполнят качественно и в оговоренные сроки. Есть небольшой минус такой услуги. Вам придется найти транспорт для перевозки крупногабаритной конструкции. В условиях малых населенных пунктов это сложно и дорого. Поэтому советуем самостоятельно освоить процесс вязки элементов каркаса:
- Определитесь с количеством точек соединения.
- Отрежьте соответствующее количество кусочков стальной проволоки длиной 20 см. Диаметр соответствует 1,2-1,4 мм.
- Сложите отрезанный кусочек пополам.
- Подведите полученную петлю к месту соединения элементов.
- Воспользуйтесь вязальным крючком. Его можно изготовить самостоятельно либо приобрести в магазине. Введите рабочую часть в петлю.
- Захватите свободные концы и протяните их через отверстие. Место соединения стержней должно охватываться проволокой.
- Затяните с максимальным усилием и, провернув крючок несколько раз, обеспечьте плотное соединение деталей конструкции каркаса.
Вязка арматуры осуществляется с помощью специальной проволоки, которая соединяет прутки по углам конструкции
Вязка при помощи вязального крючка относится к самым дешевым, но трудоемким методам соединения арматурных элементов. Здесь не используется дорогостоящий строительный инструмент, работы проводятся силами одного или двух рабочих. Желая ускорить и облегчить работу, можно приобрести:
- автоматический пистолет для вязки. С его помощью скорость соединения значительно возрастет, но обращение с ним требует определенных навыков;
- вращательный электроинструмент, типа дрели или шуруповерта со специальной насадкой, приобрести которую можно в специализированных магазинах.
К достоинствам автоматизированных приспособлений относится повышение производительности, возможность соединения элементов конструкции в труднодоступных местах каркаса, значительное снижение физических затрат.
Организация работ
Приступая к работам по созданию армированного каркаса методом вязки, заблаговременно приобретите необходимые инструменты и материалы. Придерживаясь несложных рекомендаций, вы быстро освоите технику соединения и сможете качественно выполнить поставленные задачи:
- Расположите нижний ряд горизонтальных элементов конструкции на небольшом расстоянии от поверхности грунта – 4/6 см. Для обеспечения требуемого зазора подойдут деревянные или пластиковые подкладки. Их задача – не допустить соприкосновения каркаса с почвой.
- Установите вертикальные элементы на фиксированном расстоянии друг от друга. Соблюдайте равномерность шага. Обеспечьте неподвижность прутков с помощью фиксирующих приспособлений. Оградите металл от контакта с грунтом, неметаллическими подстаканниками. Важно выполнить это требование, чтобы избежать коррозии арматуры в дальнейшем.
Сам процесс вязки отличается тем, что его можно производить как непосредственно на месте возведения здания, так и в специальном цеху
Технология сварки арматуры
Хотя сварка арматуры для фундамента более трудоемка, чем вязка, полностью отказаться от нее невозможно. На больших стройках при возведении многоэтажных домов нельзя обойтись без сварки. Фундаменты таких сооружений несут увеличенные нагрузки, поэтому и требования по прочности предъявляются соответствующие. Чтобы арматуру для фундамента варить, используют специальные марки изделий – А400С или А500С. Диаметр прутков находится в пределах 3-5 сантиметров. Для работ применяется контактная точечная сварка. Учитывая тот факт, что при перегреве металла происходят изменения структуры, вызывающие ослабление прочностных характеристик, желательно, чтобы сварка арматуры для фундамента проходила на специализированных предприятиях либо проводилась на стройплощадках квалифицированными сварщиками.
При сварке у арматуры снижается прочность и нарушается внутренняя структура
Изготовление сварных каркасов в промышленных условиях проводится в несколько этапов:
- отделом технического контроля проводится проверка качества материалов, которые планируется использовать при изготовлении каркаса. Отбраковывается материал, не соответствующий требованиям стандартов и техническим условиям;
- круглый прокат из стали Ст.0 или Ст.3, предварительно очищенный от ржавчины, грязи, подвергают правке, разметке, резке на заданную величину. Проводится зачистка элементов абразивным инструментом;
- заготовки соединяются в плоскую конструкцию. Точечная сварка арматуры производится при диаметре заготовки до 26 миллиметров. При работе с арматурой увеличенного диаметра происходят деформации конструкции от сильного нагрева при сварке. Чтобы избежать искривлений, элементы слегка прихватывают;
- с помощью специальных кондукторов, плоские элементы устанавливаются вертикально друг над другом на расчетном расстоянии. Кондукторы изготавливают с высокой степенью точности – отклонения от заданных параметров не превышают трех миллиметров;
- производится предварительная связка элементов;
- проверяется соответствие пространственной конструкции техническому проекту, корректируется вся сборка в целом, определяется необходимая длина сварочных швов. Во избежание деформаций элементов от перегрева четко определяется последовательность сварки соединений;
- окончательно сваривают пространственную конструкцию.
Чаще всего этот метод используется в тех местах, где грунт имеет устойчивое положение, то есть он оседает не слишком сильно
При сварке непосредственно на строительной площадке порядок операций аналогичен. Единственное отличие – неудобство использования дуговой сварки. Поэтому, собирая каркасный модуль на объекте, применяется точечная сварка арматуры. Она мобильна, а в комплекте со специальными клещами можно выполнять работы даже в подвешенном состоянии, с поворотом на любой угол.
Какой метод соединения предпочесть?
Прежде, чем окончательно определиться – вязать или варить арматурный каркас, взвесьте все «за» и «против». Каждый метод соединения имеет положительные и отрицательные моменты. Выбрать оптимальное решение помогут рекомендации специалистов. При возведении многоэтажных зданий с увеличенной нагрузкой на основание – однозначно выбирается сварка. Диаметр стального прутка выбирается не менее 30 миллиметров. Почему арматуру увеличенного сечения следует предпочесть? Ответ: чтобы максимально сократить риск пережога, который приведет к ослаблению прочности соединения.
К недостаткам метода сварки, который ограничивает сферу применения, относится возникновение внутренних напряжений, повышающих вероятность образования трещин при заливке. Проблематично использование в сейсмически неустойчивых районах и на сложных грунтах, где процесс усадки происходит долгое время и может вызвать разрушение.
Но нельзя забывать о достоинствах сварки:Быстрота проведения работ, позволяющая значительно сократить сроки строительства.
- Увеличенная жесткость готового модуля.
- Получение прочного основания, способного выдерживать большие нагрузки.
При частных постройках лучше воспользоваться способом вязки, который:
- отличается простотой и доступностью, даже для начинающих строительную карьеру;
- снимает потребность в поиске сварочного аппарата и сварщика высокого разряда, способного выполнить работы без дефектов;
- не образует в местах соединений дополнительных напряжений;
- позволяет использовать для усиления более дешевую арматуру уменьшенного сечения.
К недостаткам можно отнести небольшую жесткость, что не особо актуально при возведении малоэтажных построек.
Подведем итоги
Не всегда просто сделать правильный выбор – вязать или варить арматурный каркас. Один вариант кажется более дешевым и простым, другой дороже, но прочнее. На чем остановиться? Советуем не спеша изучить рекомендации проверенных источников, посоветоваться со знающими людьми. Ведь самое главное – это не количество проблем и потраченных денег, а результат – надежный дом, создающий уют и оберегающий вашу семью от невзгод.
Арматура в фундаменте: варить или вязать
При возведении дома нужно обязательно определиться — можно ли сваривать арматуру для фундамента в каждом конкретном случае.
Уже на этапе проектирования надо учесть целый ряд условий, которые в совокупности ответят на вопрос: вязать или сваривать обязательный пояс жесткости.
Существенные причины выбора
Выбор будет зависеть не только от объективных факторов, которые закладываются исходя из требований СНиП для фундамента. В большинстве случаев весомую роль играют возможности, сроки, предполагаемый бюджет.
Выполнение некоторых операций с должным качеством можно обеспечить только соответствующей квалификацией исполнителя. Необходимо тщательно просчитать, выбрать, заготовить все расходные материалы и инструмент. Для сварки это один набор, если требуется вязать – другой.
Влияющие условия
Сгруппировать причины, влияющие на особенности процесса крепления составляющих деталей каркаса,можно по таким группам:
I. Природные. При проектировании ленточного фундамента с использованием бетона (железобетона) исходят из СНиП 52−01−2003. Для компенсации возникающих нагрузок закладывают нижний пояс, более широкий, затем верхний. Сплошное армирование требуется в случае возведения заглубленной бетонной стены.
На подвижных грунтах арматуру нельзя сваривать. Усадка при застывании бетона деформирует конструкцию. Сварные соединения могут разрушиться.
II. Характеристика здания. Многоэтажные здания с глубокозаглубленными фундаментами требуют соблюдения высоких темпов строительства при выполнении большого объема работ. Применяют сварную сборку каркаса. Для домов с мелкозаглубленными фундаментами лучше вязать соединения и пересечения. Иногда необходимо делать это прямо по линии заливки раствором.
III. Материалы. Диаметр и количество углерода в металле покажут при пробном сваривании, как сильно электрическая дуга разрушает тело прутка и снижает его прочность. Можно варить арматуру класса A400C или А500С Правильно подобранная марка электродов задаст качество шва. Для малоэтажных зданий растет популярность использования стеклопластиковых, композитных материалов с таким же периодическим рисунком профиля.
IV. Оборудование. Сварочный аппарат должен иметь плавную регулировку силы тока. Дуга не должна чрезмерно выжигать металл. Это значительно снижает несущую способность конструкции. Применяя строительный вязальный крючок и кусачки можно сократить, а то и вовсе исключить затраты электроэнергии и увязать все проволокой.
V. Исполнитель. Выполнение качественной работы требует специалиста высокого уровня квалификации– сварщик. Переделать вряд ли получится.
Что говорят сборники правил
Регламентирующие требования для расчета проекта собраны в следующих документах:
СНиП 52-01-2003
«8.2.3. Сварные арматурные изделия (сетки, каркасы) следует изготавливать с помощью контактно-точечной сварки или иными способами, обеспечивающими требуемую прочность сварного соединения и не допускающими снижения прочности соединяемых арматурных элементов (ГОСТ 14098, ГОСТ 10922)».
«Кроме требований по прочности на растяжение к арматуре предъявляют требования по дополнительным показателям, определяемым по соответствующим стандартам: свариваемость, выносливость, пластичность, стойкость против коррозионного растрескивания, релаксационная стойкость, хладостойкость, стойкость при высоких температурах, относительное удлинение при разрыве и др.
К неметаллической арматуре (в том числе фибре) предъявляют также требования по щелочестойкости и адгезии к бетону».
ГОСТ 14098-91
Нормативы по исполнению соединительных швов электросваркой сведены в Приложении 2.
«На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке».
ГОСТ 10922-2012
Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия.
«Смятие стержней электродами на глубину более 0,1 номинального диаметра стержня, оплавление и поджоги ребер периодического профиля стержней не допускаются».
Особенности технологии методом сварки
Изменение свойств у свариваемого материала может оказаться несущественным для несущей способности фундамента. Соблюдение технологии работ, подбор марки материалов позволяют значительно сократить срок монтажа. На удаленных площадках практикуется предварительно варить следующие элементы:
Их собирают в плитовой, ленточный фундамент или вертикальными колоннами (столбами).
На площадке можно не только удобно расположиться сварщику, но провести осмотр качества шва, соблюдения геометрических параметров каркаса, дефектов, искривлений.
Для увеличения площади соприкосновения круглых прутков используют спрямление поверхности в месте контакта шлифовальным инструментом. Способ не приводит к чрезмерному перегреву металла.
Сборка фрагментов в целую конструкцию, выполняется внахлест из расчета не менее 10 диаметров прута.
Перед сваркой проводится очистка поверхности от ржавчины, окалины, грата, грязи.
Для сваривания пригодна арматура, маркированная в конце буквой С (например, А500С). Нельзя использовать метод сварки для Ø свыше 20 мм.
На рынке можно встретить как старую маркировку изделий Ст3, так и по новым стандартам – начинающуюся с буквы А (марки А400С, А500С). Они относятся к свариваемому классу.
Использовать: распространенный класс A400 AIII — недопустимо, так как при сильном нагреве их металл значительно утрачивает свою прочность и стойкость к коррозии. Такую марку вяжут.
Электроды на практике выбирают по отношению к диаметру свариваемых фрагментов. Если Ø больше 14 мм, то электрод берем 4 мм, если меньше – 3 мм.
Способы сварки
Наиболее распространенный метод электрической дуги с плавной регулировкой силы тока (инверторный). Сборка может исполняться такими методами:
Встык и тавр (торец упирается в арматуру под углом 90°) лучше не применять из-за малой прочности на изгиб. Эти методы состыковки используются только при отсутствии других вариантов. В длину пруты свариваются внахлест, а поперечины накладываются крестом. По американскому стандарту крестовые пересечения не варятся. Посмотрите видео, как армировать фундамент.
Проверка качества
Чтобы предварительно определить, какой получится шов, сваривают два небольших отрезка стержней. Остывшее соединение осматривают на наличие трещин, глубину проплавления тела, качество образовавшегося шлака. Если хотя бы один из параметров вызывает сомнения, то необходимо изменить настройки силы тока в сварочном аппарате или заменить электроды:
- Электрод прилипает – увеличиваем ток;
- Не прилипает, а сразу выжигает поверхность – уменьшаем ток;
- Трудно поймать дугу, чтобы не прожечь стержень – взять электрод меньшего диаметра;
- Электрод горит козырьком, шлак пенится – значит некачественный, заменить.
Недостатки
К прямому недостатку относится жесткость конструкции. Вот почему это не дает возможности возводить этим способом фундаменты на всех видах грунтов. На подвижных грунтах в опорном поясе возможно появление излишних напряжений, приводящих к трещинам и неравномерному распределению нагрузки с неблагоприятными последствиями для всего здания.Неаккуратная заливка бетонной массы может привести к разрыву,перекосу сварной конструкции.
Вероятные недостатки вызываются нарушениями технологии во время выполнения операций, параметров сварочного оборудования и человеческого фактора в лице исполнителя (производителя) работ. Все это, даже имея скрупулезно рассчитанный проект, требует неусыпного контроля и поэтапных проверок выполнения всех операций.
Обобщение сказанного
Ответ можно ли сваривать арматуру для конкретного фундамента не всегда бывает однозначен. Бетонный монолит отлично выдерживает нагрузки на сжатие, но плох на растяжение. Армирование увеличивает этот показатель в 10 раз. Почему применяют такие разные способы создания каркасов как вязка и сварка? Потому что сохранить геометрию стального каркаса необходимо до окончательного застывания монолита. Сцепление с бетоном стержень обеспечивает за счет своего периодического профиля. Чем меньше он потеряет свои свойства, тем лучше. Именно поэтому получает такое распространение композитная арматура. Ее производители повышают не столько прочность креплений, сколько адгезионные свойства. Для этих целей на поверхность наносится слой абразива или песка.
Развитие массового ускоренного строительства дало широкое применение сварочного способа изготовления стальных каркасов. Наличие штата аттестованного персонала, стандартного оборудования, сертифицированных материалов сделало этот метод дешевым и стандартизованным.
Присутствие в конструкции стальных закладных, прокатных, плоских стальных деталей вносит в проект обязательное выполнение отдельных сварочных соединений.
Итог: варить арматуру можно, кроме тех случаев, когда нельзя. Выбор делается при проектировании и составлении сметы затрат.
Можно ли сваривать арматуру для фундамента
Можно ли сваривать арматуру для фундамента
Метод сварки для скрепления сегментов арматуры проволокой на практике используется часто. Метод используется на стальную и композитную арматуру. Последняя появилась сравнительно недавно и редко применяется в частном строительстве. Копирование фундамента необходимо для усиления прочности конструкции и увеличения срока эксплуатации здания. Для монтажа железобетонных конструкций разработаны государственные стандарты соединений.
Что написано в ГОСТ по поводу сварки арматуры
Правила армирования ГОСТ4098-2014 введены в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 года. Разработка проводилась научно-исследовательским институтом бетона и железобетона им. А. А. Гвоздева ОАО НИЦ (Строительство). Стандарт распространяется на сварные соединения стержневой и проволочной арматуры в фундаментах сборных и монолитных железобетонных сооружений. В документе указана стандартизация соединений по размерам, типу и конструкции.
Сварная арматура для фундамента — особенности применения
В строительстве архитектурных сооружений главной задачей является подготовка прочного фундамента, который будет противостоять внутреннему усилению на сжатие опор стен и нижнего грунта. Основа фундамента — бетон, который состоит из песка, цемента и воды, при застывании он выдерживает большие нагрузки. Физические характеристики цементного материала не могут гарантировать отсутствие деформации основы сооружения.Добиться равномерности и снизить осадку можно при использовании фундаментных лент с арматурой, ширина которых определяет величину нагрузки.
Фундамент является основой архитектурного строения, при закладке основания соединений для прочности используют два способа: сварку и связку. Каждый из них имеет свои плюсы и минусы. Некоторые строители предпочитают использовать для укрепления фундаментной основы сварку, в таком случае соединение производят в местах пересечения арматуры. Способ достаточно простой и надежный, особое внимание при нем уделяется армировке углов, чтобы стальные элементы, являлись соединяющим звеном одной и другой стены.
Преимущества и недостатки способа
В процессе сварочных работ при высоких температурах металл нагревается, в результате чего теряет основные свои характеристики: прочность и жесткость. Именно поэтому существуют разногласия в применении данного метода в строительстве фундамента под сооружение. Сварочные материалы делятся на категории:- каркасные конструкции;
- сетки, изготовленные методом сваривания;
- сварные стержни.
Прочность фундамента при правильном выполнении сварочных работ гарантирована. Профессиональные сварщики хорошо знают, что перед работой обрабатываемую поверхность арматуры необходимо предварительно подготовить.
Как правильно производить сварку
Строительство фундаментной основы влияет на прочность всего сооружения, для этого при проведении сварочных работ нужно свести к минимуму потери свойств арматуры. Подготовка к работе начинается с выбора электродов, для прутьев диаметром 14 мм используют (АНО-21), (То). Приобрести электроды можно в специализированном магазине. После варки каждого стыка надо подождать полного остывания и проверить на наличие микротрещин, если дефект отсутствует — работа выполнена качественно.
Сварщики для увеличения плотности прилегания арматуры используют метод зачистки металлических окончаний с помощью шлифовки или зачистки. Системы сварочного соединения бывают четырех видов:
Тавровый метод лучше не применять, так как прочность на изгибе будет низкой, соответственно качество фундаментной ленты снижается.
Выбор арматуры
При воздействии сварочной дуги поверхность и структура металла меняется, в результате снижается характеристика прочности. В случае использования крупных прутьев арматуры, материал существенно не повлияет на фундаментную основу. Если применяются небольшие отрезки, стоит учесть изменения структуры металла при нагревании. Основная цель в проведении сварки арматуры — снизить пагубное влияние высоких температур в местах соединения.В строительной индустрии ни одно возведение малоэтажных или высотных домов не обходится без использования арматуры. Для правильного расчета армировки частного дома, можно отталкиваться от типичных схем, используя метод укладки четырьмя или шестью стальными прутьями. Расчет диаметра зависит от конструктивных особенностей будущего здания. В строительстве одноэтажных или двухэтажных домов зачастую используют стержни диаметром 8 мм, это вполне достаточно для формирования ленточного фундамента.
Согласно нормативам, площадь сечения продольной арматуры должна иметь не менее 0,1 %, от общей структуры проложенной ленты из железобетона.
Стальные прутья должны быть одинаковыми, если материал разного сечения, нижние ряды следует конструировать стержнями большего диаметра. При подсчете стержневого материала, необходимо учитывать допуск при стыковке. Необходимо:
- составить схему расположения прутов в фундаменте, затем учитывая длину стержней, проводится подсчет стыков;
- к полученной цифре прибавляют 10-15%, так получается достаточное количество продольной арматуры.
Если арматура после проведения работ осталась, переживать по этому поводу не надо, в процессе строительства данный материал пригодится.
Материалы и оборудование
В строительстве частных домов применяют стальную арматуру диаметром 5-8 мм, от ее размера зависит выбор нагрузки. Ребристые пруты используют в качестве основного элемента армирующей конструкции, а гладкие — для скрепления ребристых стержней. Сварка проводится разными способами. Сварщик в работе с прутами большого диаметра применяет электроды, состав которых похож на структуру самой арматуры. Для работы необходимо подготовить:
- сварочный трансформатор;
- инвертор или другие источники подачи тока.
Чтобы выполнить работу, необходимо иметь сварочное оснащение и профессиональные навыки. Если сварщик использует полуавтоматический агрегат, рекомендуется применять проволоку диаметром 0,3 — 1,6 мм.
Тонкости сварочных работ
Качество сварочных работ зависит от умения и опыта сварщика. Первое, что делает сварщик — подготавливает материал для работы:
- проводит проверку стальных прутьев на качество;
- в процессе осмотра выполняет отбраковку;
- металлические стержни чистит от коррозийного налета, покрывает абразивным составом, разрезает на заготовки;
- проводит соединение элементов каркасной конструкции с помощью легких прихватов сваркой;
- финишная фиксация выполняется после легких соединений специальными кондукторами, по чертежу проекта;
- заключительный этап — сварка всего каркаса.
Что лучше: вязать или сваривать арматуру для фундамента
Многие строители считают, что использование сварки арматуры для фундамента является ненадежным способом, другие уверяют, что прочность не пострадает. Решить вопрос о применении данного метода должен застройщик, учитывая проект архитектурного сооружения и факторы воздействия на основу фундамента.
Вязать или варить арматуру для фундамента
Фундамент – важная и трудоемкая часть строительства дома. От правильной закладки основания зависит, как долго простоит здание. Сырость в нижней части дома, трещины в стенах – нарушение технологической схемы возведения фундамента. В нашей статье мы расскажем, почему в некоторых случаях арматуру вяжут, а не сваривают, и в каких ситуациях можно сварить арматуру для фундамента.
Для чего предназначена арматура в фундаменте
Получить хороший фундамент невозможно без использования арматуры. Основание дома из-за перепадов уличной температуры и других факторов подвергается деформации. Бетон плохо переносит нагрузки, связанные с растяжением. Избежать этого помогает армирование. Из железных и стеклопластиковых прутьев делается каркас вдоль всего фундамента.
Самой сильной нагрузке основа дома подвергается осенью и весной, при таянии снега. Больше всего подвержены воздействию влажности низко заглубленные фундаменты. Вода просачивается под основание, замерзает и способствует вспучиванию бетона. Правильно изготовленный железный каркас увеличивает прочность фундамента.
Способы армирования фундамента
При установке каркаса применяют два метода соединения прутков:
- с использованием сварки;
- с применением технологии вязки арматуры проволокой.
При любом методе армирования делается каркас, состоящий из поперечной и продольной арматуры. Поперечное усиление ставится через равные промежутки и соединяется с продольными стержнями. В идеале получается каркас, состоящий из равных прямоугольников. Поперечное усиление загибается с помощью специального устройства. У каждого способа есть свои преимущества и недостатки. Итак, вы уже определились с техникой соединения. Рассмотрим каждый процесс более подробно.
Технология вязки арматуры
Способ достаточно надежный и простой. Вязка не требует специальных навыков, но для контроля работ лучше позвать специалиста. Перед началом необходимо подготовить инструмент:
- Вязальный крючок или шуруповерт.
- Вязальную мягкую проволоку толщиной 1-2 мм. Для вязки можно использовать обожженную проволоку.
- Станок для загиба арматуры. Приспособление обычно является самодельным. На железную станину крепится поворотный рычаг с двумя неподвижными роликами. К этой же станине крепится кусок металлического уголка. Арматура устанавливается вдоль уголка, место сгиба пропускается между роликами. Поворот рычага позволяет без особых усилий согнуть стержень.
Следующий шаг – это подготовка. Длина прутка 6 метров. Нежелательно без надобности укорачивать стержни. Начинать сборку арматурной сетки лучше на самом коротком участке. Это позволит набить руку перед более сложными работами. Каркас лучше собирать с напарником на ровном прямом участке. Минимальное расстояние арматуры от края бетона — 50 мм, в этом случае она не будет подвергаться коррозии. Для вязки прутков их соединяют между собой с нахлестом в 20-30 см. Проволока вяжется двумя способами:
- С помощью вязального крючка.
- С помощью насадки на шуруповерт. В качестве насадки используют мебельный шестигранник. Важно не перетянуть проволоку.
Особое внимание следует уделить углам. В фундаменте нельзя допускать, чтобы концы арматуры стыковались на углах. Избежать этого нам поможет приспособление для изгиба стержней. Существует несколько способов вязки арматуры на углах:
- Лапкой. При этом способе пруток вдоль внешней опалубки переходит на углу на внутреннюю стену опалубки.
- С использованием Г-образной вставки. Дополнительно каждый угол усиливают Г-образной арматурой.
- С использованием П-образной вставки. Дополнительно каждый угол усиливают П-образной арматурой.
Категорически запрещается сгибать прутки, делая небольшой надрез с помощью болгарки. Пострадает прочность каркаса и как следствие надежность железобетона.
Технология сварки арматуры
При таком способе получается цельнометаллический неразборный каркас. Перед работой рекомендуется зачистить рифленую поверхность стержней для лучшего контакта. На сварку арматуры для фундамента влияют:
- Мастерство сварщика.
- Мощность сварочного аппарата и качество электродов.
- Диаметр и марка арматуры. Не рекомендуется варить прутки меньше 15 мм, так как металл при нагревании теряет часть свойств.
Различают следующие виды сварки:
- Контактная сварка. В свою очередь этот вид делится на точечную и стыковую контактную сварку. При точечном методе прутки зажимают между электродами сварочного аппарата. Металл накаляется и под действием внешней силы стержни соединяются. Стыковой сваркой соединяются куски арматуры для увеличения длины.
- Дуговая сварка. Этот вид работ применяется довольно часто. При выполнении работ важно не перегреть металл. Металл сваривают между собой внахлест или используют кусок арматуры в качестве накладки.
Перед началом работы отрезаем стальные стержни согласно размерам технологической схемы. Собираем плоский арматурный каркас и слегка прихватываем его сваркой или связываем. Устанавливаем плоский каркас в яму под фундамент. На помощь придет простое приспособление – пластиковые держатели для арматуры. Поперечные стержни привариваем на равном расстоянии. Получается прочный трехмерный каркас.
Вязка или сварка
При возведении фундамента первый раз у новичков возникает вопрос: какому методу отдать предпочтение? Различают следующие факторы, которые влияют на выбор технологии вязки или сварки:
- Технические. При строительстве высотных зданий предпочитают способ сварки. Здесь важна скорость работы и опыт сварщика. Основание под бани, сараи, частные дома строят с применением технологии вязки.
- Природные. На подвижных грунтах применяют только метод вязки.
- Толщина и марка стали. Не каждый стальной стержень подойдет для сварки. Для процесса используется специальная сталь, обозначенная буквой «С». Не рекомендуется варить прутки меньше 15 мм в диаметре.
- Человеческий фактор. Если сомневаетесь в мастерстве сварщика или на участке отсутствует электричество, используйте вязку.
При любом способе необходим опытный напарник. Освоить вязку достаточно просто. Как видно из нашей статьи, данный способ оптимальный для малоэтажного строительства.
Можно ли сваривать арматуру для фундамента?
Планируя возведение жилого дома, каждый застройщик мечтает, чтобы он был устойчивым и надежно защищал от невзгод. Для этого следует серьезно подойти к достижению поставленной цели, прилагать усилия, решать множество задач. Иногда возникает вопрос, допускается ли арматуру для фундамента варить. Среди строителей и частных застройщиков идет дискуссия. Одни уверенно утверждают, что лучше сваривать элементы каркаса, а не вязать. Другие сомневаются, можно ли сваривать арматуру для фундамента. Попробуем разобраться в этом вопросе.
Для чего предназначена арматура в фундаменте
Профессиональный подход к сооружению фундамента гарантирует длительный срок эксплуатации здания. Прочная основа сохраняет целостность, так как устойчива к появлению трещин в результате усадки грунта. Обеспечение прочности фундамента с помощью пространственной рамы – серьезная задача. Важно тщательно продумать конструктивные особенности армированной конструкции, для изготовления которой могут использоваться стальные стержни или металлическая сетка.
Для небольших зданий в качестве фундамента часто используют основание ленточного типа. При условии правильного изготовления оно обеспечивает устойчивость строений на протяжении длительного времени. Нельзя сформировать надежную основу, заливая фундамент бетонной смесью без дополнительного армирования. В этом случае в результате деформации через некоторый промежуток времени он растрескается.
При закладке основания соединение арматуры может производиться двумя основными способами: сваркой или связкойПравильно выполненное армирование позволяет предотвратить преждевременное нарушение целостности основы. Сортамент арматуры при этом определяется расчетным путем.
Применение стальных стержней позволяет:
- значительно повысить прочность фундамента;
- обеспечить равномерное распределение действующих усилий;
- демпфировать реакцию почвы в результате морозного пучения;
- обеспечить длительный срок эксплуатации строения.
Укрепление основания защищает его от появления трещин, вызванных деформацией.
Вязать или варить – применяемые методы соединения прутков
Для повышения прочности оснований зданий применяются различные приемы. При возведении бытовых построек, дачных строений и легких зданий частные застройщики добавляют в бетонный раствор куски металла, обломки стекла и различные строительные отходы. Для легких подсобных строений это допустимо. Однако прочный жилой дом требует надежного усиления фундамента с помощью арматурных прутков или стальной сетки. Они разрезаются на заготовки требуемого размера и помещаются в траншеи.
Единого мнения относительно того, можно ли сваривать арматурные прутья фундамента между собой, нетДля обеспечения повышенной прочности основы прутки объединяются в силовой контур различными методами:
- путем связывания арматурных стержней или фрагментов решетки с помощью вязальной проволоки. Для повышения податливости она обжигается и позволяет быстро зафиксировать элементы рамы с помощью вязального крючка;
- с помощью электросварки. При изготовлении каркасов на промышленных предприятиях может использоваться контактная точечная сварка. В бытовых условиях арматурные прутки сваривают обычным методом.
Каждый из способов фиксации стержней обладает определенными достоинствами и имеет слабые места. Детально проанализируем каждый вариант крепления.
Как вяжут арматурный каркас – способы фиксации прутков
Связывание стальных прутков в металлическую раму осуществляют различными методами. Имеется возможность заказать готовый каркас, собранный с помощью вязальной проволоки на специализированном предприятии. Однако при этом возникают дополнительные расходы, связанные с его доставкой на объект. При небольших объемах строительства это достаточно дорого и нецелесообразно. Несложно самостоятельно изучить методику вязки и своими силами выполнить все работы.
Соблюдайте следующую последовательность операций:
- Разработайте чертеж или эскиз будущей арматурной решетки.
- Рассчитайте суммарное количество участков, подлежащих фиксации.
- Нарежьте отрезки проволоки диаметром 1,2 мм по 30 см каждый.
- Согните кусок проволоки пополам в виде петли и подведите его к стыку прутков.
- Захватите вязальным крючком концы проволоки и протяните сквозь петлю.
- Проверьте плотность охватывания проволокой зоны соединения.
- Прокрутите рабочее приспособление, обеспечив плотную затяжку деталей.
Применение вязального крючка для фиксации деталей – недорогой способ крепления элементов. Он не предусматривает применение специального инструмента и позволяет выполнить работы с помощью подсобных рабочих.
Для сокращения продолжительности работ и облегчения вязки можно использовать:
- специальный пистолет, который в автоматическом режиме подает проволоку. Работа с ним требует определенной квалификации;
- бытовой электрический инструмент с вращающимся патроном. Вполне подойдет электрическая дрель или шуруповерт, оборудованный насадкой.
Главные достоинства автоматизированных устройств:
- значительное увеличение производительности;
- облегчение фиксации в труднодоступных участках;
- существенное снижение трудоемкости.
Освоив технологию ручной вязки, можно своими силами выполнить работы по фиксации элементов арматурного каркаса.
Как связать каркас для размещения в фундаменте
Планируя изготовление арматурной решетки способом связывания, своевременно приобретите требуемые материалы и подготовьте инструменты.
Технологию вязки несложно освоить самостоятельно, соблюдая приведенные рекомендации:
- Разместите горизонтально расположенные элементы нижнего яруса на фиксированном расстоянии от уровня почвы. Обеспечить необходимый зазор 40–60 мм можно с помощью пластиковых опор, деревянных подкладок или отходов кирпича. Прутки каркаса не должны касаться грунта.
- Обеспечьте установку вертикальных стержней с равным интервалом между ними. Соблюдение постоянного шага позволит равномерно распределить нагрузки. Элементы важно оградить от контактирования с почвой при помощи специальных подставок из неметаллического материала.
- Производите фиксирование арматуры пространственного каркаса вязальной проволокой. При выполнении работ контролируйте надежность крепления в участках соединения. Элементы не должны смещаться при заливке в опалубку бетонного раствора.
- Соблюдайте равный интервал между арматурой, расположенной в горизонтальном ярусе, а также между вертикальными элементами. Важно дополнительно закрепить угловую арматуру, которая склонна к смещению в процессе заливки бетона. За контур основания угловые части не должны выступать.
- Проверьте прочность собранного каркаса под нагрузкой. Установите на верхний пояс металлоконструкции деревянную доску и встаньте на нее. При перемещении по доске элементы каркаса должны сохранять неподвижность.
Дополнительная фиксация размещенного в опалубке каркаса с помощью деревянных брусков обеспечит его неподвижность при заполнении опалубки бетонным раствором. Приобретая материалы для изготовления силовой решетки, соблюдайте требования документации по использованию арматуры необходимых марок и сортамента.
Сварка арматуры для фундамента – технология работ
В настоящее время, наряду с вязкой, также применяется сварка арматуры для фундамента. Этот метод соединения элементов каркаса используется при строительстве многоэтажных зданий, основания которых воспринимают значительные усилия. Этим обусловлена необходимость обеспечения повышенной прочности соединений. Сварная арматура, изготовленная из рифленой проволоки А400С, хорошо варится, так же, как и пруток А500С. Точечная сварка арматуры обеспечивает надежность фиксации стержней диаметром до 25 мм.
Перегрев стержней при выполнении сварочных работ может вызвать следующие негативные явления:
- изменение структуры металла;
- снижение прочностных свойств.
При выполнении работ опытными сварщиками и осуществлении сборки под лабораторным контролем на промышленных предприятиях можно избежать указанных факторов.
Алгоритм изготовления арматурных решеток методом сварки в условиях промышленных предприятий осуществляется следующим образом:
- Выполняется входной контроль качества приобретенных материалов, которые будут применяться для сборки каркаса.
- Производится отбраковка прутков, характеристики которые не соответствуют требованиям нормативной документации.
- Арматурные стержни очищаются от ржавчины, рихтуются, обрабатываются абразивом и разрезаются на заготовки необходимых размеров.
- Элементы будущей рамы соединяются в одной плоскости, путем легкой прихватки сваркой до окончательной фиксации.
- Заготовки каркаса фиксируются сварочными кондукторами на расстоянии, соответствующем требованиям чертежа.
- Конструкция прихватывается сваркой и проверяется соответствие размеров пространственной рамы требованиям документации.
Конструктивные особенности сварочных кондукторов позволяют выполнить сборку прутков с допуском, не превышающим 3 мм. Последовательность операций по изготовлению каркаса методом сварки в условиях стройплощадки аналогична. Точечная сварка арматуры позволяет фиксировать стальные стержни пространственной конструкции, расположенные под различным углом, а также в подвешенном состоянии. Установка оборудуется токопроводящими клещами, расширяющими ее возможности.
Варить или вязать: какому методу отдать предпочтение
До принятия окончательного решения об использовании вязки для крепления стальных прутков или крепления с помощью сварки, необходимо тщательно все взвесить. Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.
Чтобы не ошибиться, следует прислушаться к советам профессионалов:
- для массивных многоэтажных строений, оказывающих значительную нагрузку на основу, целесообразно использовать сварку. При этом важно не пережечь арматуру, чтобы не ослабить прочность соединения;
- для небольших жилых зданий и дачных построек, можно использовать соединение частей арматурной решетки с помощью вязальной проволоки. Этот метод фиксации обеспечивает прочность таких построек.
При использовании сварки важно исключить вероятность пережога, ослабляющего прочность стыков. Метод соединения сваркой нежелательно применять в сейсмически активных зонах, а также на проблемных почвах, где в результате смещения грунта может нарушиться целостность фундамента.
Можно ли варить арматуру для фундамента
Сегодня сварку арматуры для фундамента используют достаточно часто. Данный способ соединения металлических прутьев каркасной системы применяется при строительстве многоэтажных объектов, на фундаментные основы которых приходятся существенные нагрузочные воздействия. Это объясняет необходимость достижения повышенного показателя прочности в точках соединений.
Сварной арматурный металл, изготовленный из проволоки с рифленой поверхностью А 400 С (А 500 С), прекрасно варится. С помощью точечной сварки достигается надежная фиксация стальных элементов, диаметр которых достигает 2.5 см.
В целом, сварка металлической арматуры значительно упрощает процесс обустройства фундаментного основания в целом. Выполнение работ лучше доверить опытному сварщику или организовать сборку на предприятии. Неумелыми действиями можно вызвать явления негативного характера, к которым относятся:
- нарушение структуры металлических стержней;
- понижение показателя прочности.
Преимущества и недостатки
Чтобы окончательно разбираться в вопросе, можно ли варить арматуру для фундамента, следует узнать все положительные и негативные моменты данного варианта соединения.
Сваренная в промышленных цехах система для фундаментной основы существенно сокращает сроки проведения строительства, позволяя оперативно производить монтаж каркасных систем и сеток в фундаментное тело. Отметим, что сварные изделия отличаются следующими положительными характеристиками:
- позволяют создавать прочную и надежную основу, воспринимающую значительные нагрузки;
- увеличивают показатель жесткости готового пространственного модуля;
- сокращаются финансовые затраты на расходные материалы;
- за короткий промежуток времени подготавливается каркасная основа, обладающая высоким показателем прочности.
Есть и отрицательные моменты:
- соединение арматуры сваркой не рекомендуется использовать в сейсмически неустойчивых регионах, на сложных почвенных составах с продолжительной усадкой;
- в разогреваемой точке понижается прочность металла, арматура приобретает хрупкость;
- соединения, выполненные сварным способом, на изгиб действуют плохо, от используемых для уплотнения вибраторов структура элементов деформируется.
Выбор арматуры
Элементы для армирования фундаментной основы представлены металлическими прутьями, имеющими гладкую либо ребристую поверхность. Их размещают внутри конструкций из бетона, чтобы увеличить показатель их прочности и сопротивляемость воздействиям негативного характера.
На сегодняшний день такие прутья чаще всего изготавливают из стали, но встречаются элементы из новых материалов, отличающихся большей прочностью. Одним из таких примеров является стеклопластик.
Помимо этого, изделия из арматуры отличаются толщиной прутов, значение которой варьируется в пределах пяти – двадцати пяти миллиметров. Окончательный выбор арматуры при строительстве того или иного объекта основан на предполагаемой нагрузке на фундаментное основание и иных факторах.
Прутья, из которых устраивается арматурная конструкция, соединяются между собой, чтобы увеличить прочность фундамента. Отметим, что арматура с ребристой поверхностью в большинстве случаев применяется в качестве основной для перераспределения нагрузочных воздействий, создаваемых сооружением и грунтовым составом. С помощью гадких прутков обеспечивается необходимая ориентация для ребристых элементов внутри фундаментной основы.
Арматура с ребристой или гладкой поверхностью должна быть скреплена между собой, поэтому следует знать, как варить арматуру для фундамента.
Можно ли варить арматуру для фундамента
Сегодня сварку арматуры для фундамента используют достаточно часто. Данный способ соединения металлических прутьев каркасной системы применяется при строительстве многоэтажных объектов, на фундаментные основы которых приходятся существенные нагрузочные воздействия. Это объясняет необходимость достижения повышенного показателя прочности в точках соединений.
Сварной арматурный металл, изготовленный из проволоки с рифленой поверхностью А 400 С (А 500 С), прекрасно варится. С помощью точечной сварки достигается надежная фиксация стальных элементов, диаметр которых достигает 2.5 см.
В целом, сварка металлической арматуры значительно упрощает процесс обустройства фундаментного основания в целом. Выполнение работ лучше доверить опытному сварщику или организовать сборку на предприятии. Неумелыми действиями можно вызвать явления негативного характера, к которым относятся:
- нарушение структуры металлических стержней;
- понижение показателя прочности.
Преимущества и недостатки
Чтобы окончательно разбираться в вопросе, можно ли варить арматуру для фундамента, следует узнать все положительные и негативные моменты данного варианта соединения.
Сваренная в промышленных цехах система для фундаментной основы существенно сокращает сроки проведения строительства, позволяя оперативно производить монтаж каркасных систем и сеток в фундаментное тело. Отметим, что сварные изделия отличаются следующими положительными характеристиками:
- позволяют создавать прочную и надежную основу, воспринимающую значительные нагрузки;
- увеличивают показатель жесткости готового пространственного модуля;
- сокращаются финансовые затраты на расходные материалы;
- за короткий промежуток времени подготавливается каркасная основа, обладающая высоким показателем прочности.
Есть и отрицательные моменты:
- соединение арматуры сваркой не рекомендуется использовать в сейсмически неустойчивых регионах, на сложных почвенных составах с продолжительной усадкой;
- в разогреваемой точке понижается прочность металла, арматура приобретает хрупкость;
- соединения, выполненные сварным способом, на изгиб действуют плохо, от используемых для уплотнения вибраторов структура элементов деформируется.
Выбор арматуры
Элементы для армирования фундаментной основы представлены металлическими прутьями, имеющими гладкую либо ребристую поверхность. Их размещают внутри конструкций из бетона, чтобы увеличить показатель их прочности и сопротивляемость воздействиям негативного характера.
На сегодняшний день такие прутья чаще всего изготавливают из стали, но встречаются элементы из новых материалов, отличающихся большей прочностью. Одним из таких примеров является стеклопластик.
Помимо этого, изделия из арматуры отличаются толщиной прутов, значение которой варьируется в пределах пяти – двадцати пяти миллиметров. Окончательный выбор арматуры при строительстве того или иного объекта основан на предполагаемой нагрузке на фундаментное основание и иных факторах.
Прутья, из которых устраивается арматурная конструкция, соединяются между собой, чтобы увеличить прочность фундамента. Отметим, что арматура с ребристой поверхностью в большинстве случаев применяется в качестве основной для перераспределения нагрузочных воздействий, создаваемых сооружением и грунтовым составом. С помощью гадких прутков обеспечивается необходимая ориентация для ребристых элементов внутри фундаментной основы.
Арматура с ребристой или гладкой поверхностью должна быть скреплена между собой, поэтому следует знать, как варить арматуру для фундамента.
Рекомендованный вариант арматуры, применяемой для обустройства бетонной основы – А 500 С. Лучше всего пользоваться круглыми прутьями, а при устройстве неглубоких фундаментных лент – прямоугольными пластинами.
Необходимо учесть одну особенность – от размера сечения арматуры зависит прочность будущего каркаса. Кроме того, при выборе учитывается длина прутьев, по параметрам которой можно определить расход металлических изделий.
При строительстве частного дома разрешается использовать арматуру, диаметр которой варьируется в пределах десяти – шестнадцати миллиметров. В фундаментные основания, строящиеся по слабонесущим почвенным составам, закладываются металлические прутья, толщина которых не менее 1.6 см.
Материалы и оборудование
Продолжая разбираться в вопросе, нужно ли сваривать арматуру для фундамента, необходимо уделить свое внимание используемым с этой целью устройствам и расходным материалам.
Рекомендуется использовать инвертор, выполняющий контактную сварку и работающий на постоянном электротоке. Он значительно эффективней своих трансформаторных аналогов, которым необходим ток переменного значения.
Полуавтоматический агрегат работает со специальными электродами, способными варить в среде, насыщенной защитными газами. Оборудование имеет специальный механизм с защитными свойствами, подающий электроды в автоматическом режиме.
Недорогим, но устаревшим вариантом является сварочный трансформатор, соединяющий арматуру при помощи электродов, на которые поступает переменный ток. Такой тип оборудования работает через выпрямитель, преобразующего переменный ток в постоянный. Как и прочее оборудование, агрегаты для контактной сварки делятся на две группы – профессиональные устройства и бытовые.
Электроды, которыми выполняется сварка, меняют химический состав соединительного шва. В основе таких элементов заложены металлические стержни, покрытые особым составом, сгорающим во время проведения сварных работ.
Такой расходный материал отличается маркировкой:
- «У» – контактная сварка разрешена для изделий из низколегированного металла;
- «Л» – можно формировать каркасы из легированного металла;
- «Т» – свариваются теплоустойчивые сплавы;
- «В» – такие электроды рекомендуются для стыковки высоколегированных стальных изделий;
- «Н» – с их помощью наплавляются дополнительные слои.
Кроме рассмотренного здесь расходного материала, во время сварки используют сплошную или порошковую проволоку, с помощью которой формируются наплавленные швы.
В порошковой проволоке имеется особый состав, облегчающий формирование шва и повышающий его качественный уровень. Диаметр такой проволоки варьируется в пределах 0.3 – 12 мм.
Для полуавтоматического агрегата рекомендуется использовать проволоку 0.3 – 1.6 мм.
Тонкости сварных работ
Чтобы полностью развеять миф, почему нельзя варить арматуру в фундаменте, необходимо знать особенности выполнения всех действий.
Изначально готовится арматура нужного диаметра и длины, соответствующая проектному заданию на обустройство фундаментного каркаса. После этого предстоит следующий алгоритм действий:
- приобретенный материал проверяется на качество;
- выполняется отбраковка, в процессе которой определяются металлические заготовки, характеристики которых не соответствуют требованиям нормативных документов;
- стальные стержни зачищаются от коррозии, рихтуются, покрываются абразивным составом, режутся на заготовки требуемых размеров;
- все элементы будущей каркасной конструкции соединяются в общей плоскости легкими прихватками сварочным агрегатом, окончательная фиксация выполняется позже;
- заготовки будущей каркасной части фиксируют специальными кондукторами на расстояниях, определяемых проектными чертежами;
- конструкции прихватываются сваркой, уточняется соответствие параметров рамы данным проектной документации;
- заключительный рабочий этап – окончательная сварка каркаса.
Соблюдая технологические этапы сварки арматурных прутьев на строительной площадке, помните, что лучше использовать специальный агрегат для инверторной сварки.
Главными показателями режимов во время работы сварочного аппарата считаются:
- сечение электрода;
- величина рода и полярности электрического тока;
- показатель напряжения электродуги;
- скорость выполнения сварочных работ;
- количество подходов.
При контактном способе сварки и определении ее рабочего параметра основным показателем считают силу используемого тока, от которого полностью зависят качественные характеристики получаемого сварного шва и показатель производительности работ.
Выбор диаметра электрода выполняется с учетом толщины соединяемого металла. Необходимо помнить, что рабочий режим основан на уровне электрического тока. Когда используемый электрод толще четырех миллиметров, рекомендуется понизить стандартный показатель тока на десять – пятнадцать процентов. Определяясь с режимом полярности, отдавайте предпочтение обратной. В связи с тем, что при работе на постоянном электротоке активно вырабатывается тепловая энергия, возрастает вероятность того, что в металлическом материале появятся прожоги.
Новейшие сварочные агрегаты могут преобразовывать переменный электрический ток, и после включения соответствующего режима электроток, поступающий на электродный стержень, превращается в постоянный.
Выбирая скоростной режим, проследите, чтобы ванна, наполняемая раскаленной сталью, располагалась выше поверхности кромок. Лучше всего подбирать режим, при котором ширина сварочного шва в полтора – два раза превышает диаметр электродного стержня.
Собрав арматурную конструкцию, предназначенную для устройства фундамента, необходимо провести несложное испытание. На поверхность каркаса укладывается доска, по которой начинает ходить человек. Если каркасная система собрана по проектным чертежам, от веса она не будет изгибаться.
Перед тем, как начать подавать бетонную смесь, арматурная система дополнительно укрепляется, чтобы надежно зафиксироваться в фундаментном теле.
Заключение
Повторимся, что вопрос, почему нельзя сваривать арматуру для фундамента, однозначного ответа не имеет. Одни строители подобный способ соединения металла использовать не рекомендуют, вторые утверждают, что ничего страшного в этом нет, и каркас получается прочным и надежным. Окончательное решение необходимо принимать с учетом характеристик строящегося здания и факторов воздействия на фундамент.
Почему нельзя сваривать арматуру для фундамента?
При строительстве домов и других построек основным является возведение фундамента, для его прочности используют арматуру – она может быть сварена или связана. Этот факт известен любому профессиональному строителю. Самый важный выбор в типе стыковки – варить или вязать арматуру для фундамента? Этим вопросом задаются многие. Сварка арматуры наиболее простой вариант, он является стандартным для большинства видов фундамента.
Особенности крепления сваркой
На данный момент есть несколько используемых видов соединения между собой арматурных прутьев в несущих элементах конструкции здания. Самые распространенные: сварка и вязка арматуры, которые используют для устройства основания. Каждый способ крепления конструктивных элементов имеет свои нюансы в работе, поэтому все зависит от характеристик и требований воздвигаемого здания. Необходимо тщательно подбирать метод крепления, учитывать все факторы, влияющие на этот выбор. Можно ли варить арматуру для фундамента? К этому методу прибегают в редких случаях, что связано со спецификой данной работы. Как известно, сварка предполагает сильное нагревание и плавление металла в зонах его соединений для несущих элементов всей конструкции. После плавления металла происходит застывание, что обеспечивает крепость всех соединительных элементов металлических прутьев конструкции.
Если рассматривать возможность сварки основной конструкции из металлических стержней, нужно понимать все возможные недостатки и плюсы такой технологии соединения.
В итоге, отвечая на главный вопрос − можно ли сваривать арматуру для фундамента − надо сопоставить все характеристики по этой и другой технологии, обратить внимание на свойства воздвигаемого сооружения, какая будет нагрузка и общее воздействие на основу.
Технология вязки арматуры
Способ достаточно надежный и простой. Вязка не требует специальных навыков, но для контроля работ лучше позвать специалиста. Перед началом необходимо подготовить инструмент:
- Вязальный крючок или шуруповерт.
- Вязальную мягкую проволоку толщиной 1-2 мм. Для вязки можно использовать обожженную проволоку.
- Станок для загиба арматуры. Приспособление обычно является самодельным. На железную станину крепится поворотный рычаг с двумя неподвижными роликами. К этой же станине крепится кусок металлического уголка. Арматура устанавливается вдоль уголка, место сгиба пропускается между роликами. Поворот рычага позволяет без особых усилий согнуть стержень.
Следующий шаг – это подготовка. Длина прутка 6 метров. Нежелательно без надобности укорачивать стержни. Начинать сборку арматурной сетки лучше на самом коротком участке. Это позволит набить руку перед более сложными работами. Каркас лучше собирать с напарником на ровном прямом участке. Минимальное расстояние арматуры от края бетона 50 мм, в этом случае она не будет подвергаться коррозии. Для вязки прутков их соединяют между собой с нахлестом в 20-30 см. Проволока вяжется двумя способами:
- С помощью вязального крючка.
- С помощью насадки на шуруповерт. В качестве насадки используют мебельный шестигранник. Важно не перетянуть проволоку.
Недостатки
Стоит рассмотреть негативное влияние сварки на крепление элементов арматуры. Армирование каркаса из металлических прутьев может быть выполнено в виде:
- П-образного;
- Г-образного усиления.
Сам процесс крепления элементов путем сварки, оказывает огромное влияние на результат армирования прутьев каркаса. При воздействии больших температур на элементы, из которого создается конструкция основания, его структура претерпевает некоторые изменения, а в точности − частичное разрушение. Так, снижается сама прочность соединительного элемента, если сварка только не производится в заводских условиях, где она проходит проверку на все виды нагрузок. Есть некоторые ограничения, которые применяются специалистами в области сварки металлических конструкций для устройства фундамента. Они предусмотрены с целью минимизации негативного влияния данного способа крепления элементов в процессе возведения фундамента.
Как связать каркас для размещения в фундаменте
Планируя изготовление арматурной решетки способом связывания, своевременно приобретите требуемые материалы и подготовьте инструменты.
Технологию вязки несложно освоить самостоятельно, соблюдая приведенные рекомендации:
- Разместите горизонтально расположенные элементы нижнего яруса на фиксированном расстоянии от уровня почвы. Обеспечить необходимый зазор 40–60 мм можно с помощью пластиковых опор, деревянных подкладок или отходов кирпича. Прутки каркаса не должны касаться грунта.
- Обеспечьте установку вертикальных стержней с равным интервалом между ними. Соблюдение постоянного шага позволит равномерно распределить нагрузки. Элементы важно оградить от контактирования с почвой при помощи специальных подставок из неметаллического материала.
- Производите фиксирование арматуры пространственного каркаса вязальной проволокой. При выполнении работ контролируйте надежность крепления в участках соединения. Элементы не должны смещаться при заливке в опалубку бетонного раствора.
Если вы имеете хотя бы небольшой опыт в сфере строительства, вязать арматуру достаточно просто
- Соблюдайте равный интервал между арматурой, расположенной в горизонтальном ярусе, а также между вертикальными элементами. Важно дополнительно закрепить угловую арматуру, которая склонна к смещению в процессе заливки бетона. За контур основания угловые части не должны выступать.
- Проверьте прочность собранного каркаса под нагрузкой. Установите на верхний пояс металлоконструкции деревянную доску и встаньте на нее. При перемещении по доске элементы каркаса должны сохранять неподвижность.
Дополнительная фиксация размещенного в опалубке каркаса с помощью деревянных брусков обеспечит его неподвижность при заполнении опалубки бетонным раствором. Приобретая материалы для изготовления силовой решетки, соблюдайте требования документации по использованию арматуры необходимых марок и сортамента.
В каких случаях используется сварка?
Сварка может использоваться в том случае, если эксперт проанализировал расположение здания, устройство грунта, где планируется возведение дома или другого сооружения. Если грунт устойчив к проседанию, тогда используют сварку, так как это достаточно быстрый метод крепления конструкции.
Если после проведения испытаний и всех сопутствующих измерений оказалось, что нагрузка на грунт невелика, и профиль не потерпит серьезных деформаций и изменений, тогда выбирают монтаж армированных прутьев для каркаса фундамента методом сварки.
Чтобы избежать понижения прочности свариваемой арматуры и в результате качества всей конструкции, необходимо правильно и тщательно подбирать технологию, инструменты и материалы для варки поверхностей, а также соблюдать технологию таких работ. Существует важная рекомендация: перед началом массовых работ желательно протестировать материал и используемый инструмент. Это поможет оценить качество работы и уделить внимание всем нюансам
Особенности технологии методом сварки
Изменение свойств у свариваемого материала может оказаться несущественным для несущей способности фундамента. Соблюдение технологии работ, подбор марки материалов позволяют значительно сократить срок монтажа. На удаленных площадках практикуется предварительно варить следующие элементы:
- Каркас;
- Сетку;
- Стержни.
Их собирают в плитовой, ленточный фундамент или вертикальными колоннами (столбами).
На площадке можно не только удобно расположиться сварщику, но провести осмотр качества шва, соблюдения геометрических параметров каркаса, дефектов, искривлений.
Для увеличения площади соприкосновения круглых прутков используют спрямление поверхности в месте контакта шлифовальным инструментом. Способ не приводит к чрезмерному перегреву металла.
Сборка фрагментов в целую конструкцию, выполняется внахлест из расчета не менее 10 диаметров прута.
Перед сваркой проводится очистка поверхности от ржавчины, окалины, грата, грязи.
Для сваривания пригодна арматура, маркированная в конце буквой С (например, А500С). Нельзя использовать метод сварки для Ø свыше 20 мм.
На рынке можно встретить как старую маркировку изделий Ст3, так и по новым стандартам – начинающуюся с буквы А (марки А400С, А500С). Они относятся к свариваемому классу.
Использовать: распространенный класс A400 AIII — недопустимо, так как при сильном нагреве их металл значительно утрачивает свою прочность и стойкость к коррозии. Такую марку вяжут.
Электроды на практике выбирают по отношению к диаметру свариваемых фрагментов. Если Ø больше 14 мм, то электрод берем 4 мм, если меньше – 3 мм.
Методы понижения отрицательного воздействия сварки на арматуру
Для начала, чтобы уменьшить негативное влияние, нужно подобрать электроды для сварки, они должны соответствовать диаметру гладких или ребристых стержней, которые будут соединяться. Если в конструкции применяются прутья до 1,4 см в диаметре, тогда электроды можно покупать любые. Если металлические стержни будут большего размера в диаметре, тогда используются другие специализированные электроды. Выбор лучше делать в сторону тех, которые направлены на работу с низкоуглеродной сталью. Они принесут наименьший вред прочности свариваемых элементов, так как их воздействие на металл не такое интенсивное.
Когда происходит сварка арматуры для фундамента, нужно помнить про величину тока, который подается на аппарат. Если напряжение будет недостаточным, то и соединение не выйдет прочным. Такая конструкция быстро потерпит деформации и разрушение. А вот если ток, наоборот, будет сильным, то место соединения деформируется и станет тонким. Исходя из этого, нужно использовать оптимальную температуру нагрева соединительных элементов, чтобы избежать негативных последствий на прочность армированных стержней и всей конструкции здания в целом.
Для того чтобы определить мощность тока, который необходим для сварочных работ, есть один простой вариант проверки. Так как электрод взаимодействует с металлом, по нему можно определить силу нагревания: их слипание является признаком малой силы тока, поэтому мощность нужно увеличить. Специалисты считают, что большая прочность и долговечность свариваемых элементов конструкции исходит из плотности прилегания поверхностей стержней друг к другу. Чтобы получить максимальную плотность прилегания всех элементов, нужно отшлифовать поверхности стыковки, таким образом, увеличив площадь их соприкосновения.
Технология сварки арматуры
При таком способе получается цельнометаллический неразборный каркас. Перед работой рекомендуется зачистить рифленую поверхность стержней для лучшего контакта. На сварку арматуры для фундамента влияют:
- Мастерство сварщика.
- Мощность сварочного аппарата и качество электродов.
- Диаметр и марка арматуры. Не рекомендуется варить прутки меньше 15 мм, так как металл при нагревании теряет часть свойств.
Различают следующие виды сварки:
- Контактная сварка. В свою очередь этот вид делится на точечную и стыковую контактную сварку. При точечном методе прутки зажимают между электродами сварочного аппарата. Металл накаляется и под действием внешней силы стержни соединяются. Стыковой сваркой соединяются куски арматуры для увеличения длины.
- Дуговая сварка. Этот вид работ применяется довольно часто. При выполнении работ важно не перегреть металл. Металл сваривают между собой внахлест или используют кусок арматуры в качестве накладки.
Перед началом работы отрезаем стальные стержни согласно размерам технологической схемы. Собираем плоский арматурный каркас и слегка прихватываем его сваркой или связываем. Устанавливаем плоский каркас в яму под фундамент. На помощь придет простое приспособление – пластиковые держатели для арматуры. Поперечные стержни привариваем на равном расстоянии. Получается прочный трехмерный каркас.
Проверка прочности соединения
Если хочется убедиться, что все негативные воздействия от сварки минимизированы, можно провести эксперимент, который покажет результат работы и качество соединения. Для этого берутся два металлических стержня, свариваются между собой, а затем они остывают. Когда температура соединения стала комнатной, можно посмотреть на место сварки и оценить его качество. Если в области соединения появились трещинки, значит, неправильно подобрана технология или материал конструкции для установки и монтажа фундамента будущего здания. Когда соединение без трещин и деформаций, крепкое, это означает, что все этапы работы выполнены верно и выбранный металл подходит для дальнейших работ. Теперь после проверки на прочность отдельного элемента можно сделать свой выбор.
Общие характеристики вязки и сварки
Оба варианта могут применяться в строительной сфере при изготовлении арматурных каркасов. Технологии позволяют достигнуть достаточно высокой прочности, устойчивости к нагрузкам и долговечности железобетонных изделий. Однако важно соблюдать и другие требования, актуальные для того или иного способа соединения арматуры.
Вязка – более универсальное решение. Может использоваться с арматурой любого типа. Теоретически сварку тоже можно применять для соединения любых прутков. Однако способ сваривания должен быть подобран под физические свойства используемой арматуры.
Сварка или вязка?
Что же все-таки выбрать – связку или сварку арматуры? Теперь можно сделать выводы, какому способу монтажа каркаса стоит отдать предпочтение. При этом следует основываться на данных, которые описаны выше – сваривать арматуру или использовать вязку прутьев. У каждого способа есть свои определенные преимущества и недостатки. Вязка стержней арматуры занимает довольно много времени, а вот сварка быстрый способ, но требует определенных знаний и расчетов в строительстве фундамента. Вязка арматуры применяется в основном при постройке небольших зданий и домов. Этот метод зарекомендован как самый эффективный в таких случаях. Для строительства больших зданий и домов нужно посмотреть на вариант сварки. Для нее используют прутья с большим диаметром. Если использовать обычную проволоку прочное соединение не получится, вернее это достаточно сложная задача. Сварка в таком варианте самый хороший и единственный выбор.
Есть некоторые особенности для использования сварки как основного метода для армирования каркаса фундамента. Недостатки этого способа иногда не дают возможности его использования на некоторых грунтах. Можно сразу исключить этот вариант крепления арматуры в болотистой местности – тут грунт слишком неустойчив. В таком строительстве после обустройства основания, происходит усадка, это занимает длительное время. Такое варочное соединение потерпит деформации и разрушение, просто не выдержит нагрузки здания. Поскольку основной целью любого строителя является получение прочной и долговечной конструкции, необходимо уделить внимание каждому этапу сооружения. И способ крепления прутьев при армировании фундамента не является исключением.
Почему лучше связывать, а не сваривать арматуру?
Арматурой в строительстве называется набор некоторых элементов, соединённых между собой. Используется она вместе с бетоном в различных железобетонных сооружениях. Основным назначением арматуры является усиление бетона в сжатой зоне, а также преодоление напряжений растяжения, возникающих при эксплуатации сооружения.
Для чего же вязать арматуру? Например, для фундамента. Ведь фундамент — это основа всего сооружения, и правильная его организация является залогом долговечности всей конструкции. Но почему именно связывать, а не сваривать? В этом нам и придётся разобраться.
Арматура в фундаменте очень важна, так как она придаёт прочность и устойчивость зданию. В строительстве самым распространённым видом фундамента является ленточный фундамент. Он достаточно прочен для того, чтобы даже начинающий строитель смог с ним справится. В случае организации других типов фундаментов процесс соединения частей арматуры практически не будет отличаться.
Когда требуется провести армирование строительной конструкции с помощью сетки или каркаса, а арматурный диаметр не превышает значения в тридцать два миллиметра, то для соединения частей арматуры могут использоваться один из трёх методов. Соединение может быть организовано с помощью сварки, вязки или нахлёстки. Самое интересное, что за окном уже двадцать первое столетие, строительные технологии развиваются поразительными темпами, а главным и доминирующим видом арматурного соединения как было, так и остаётся ручное сваривание. Тем не менее, у данного метода соединения имеется достаточное количество серьёзных проблем. Первая трудность, с которой столкнётся строитель, это высокая трудоёмкость процесса. Если нужно построить здание достаточно больших размеров, то без огромного количества сварщиков обойтись будет необычайно трудно. Второе, что следует отметить, это способствование сварки снижению прочности арматуры. Ведь готовый стержень закалён, а сварка, вследствие высокой температуры, ослабит его. Если диаметр арматуры превышает двадцать миллиметров, то такой вид сварки применять строго не рекомендуется. Ещё один недостаток ручной сварки заключается в том, что она приводит к увеличению жёсткости конструкции. А это может пагубно сказаться на её целостности в будущем при эксплуатации. Могут даже трещины пойти. Опытные строители всё чаще и чаще отказываются от этого метода в пользу более эффективной проволочной вязки.
Вязка арматуры является в некоторой степени новшеством в строительном мире. Широкую популярность она приобрела вместе с модным ныне строительством коттеджей. Вязка лишена всех тех недостатков, которые присущи свариванию арматуры. Вязка арматуры для фундамента чаще всего осуществляется вручную с помощью специальных крюков и простых пассатижей. Материалом вязки служит проволока диаметром менее двенадцати миллиметров. Однако, всё чаще и чаще для вязки используются специальные пистолеты, которые автоматизируют процесс.
Итак, для начала нужно определиться с количеством и весом арматуры, необходимой для строительства. Затем купить арматуру и приступать к вязке.
Плюсы и минусы стеклопластиковой арматуры
Стоимость в полтора-два раза ниже, чем стоимость стальной арматуры равнопрочностного диаметра. Еще большая экономия достигается благодаря минимизации стоимости ее доставки и монтажа при строительстве. Такую арматуру легко разгружать, при этом не требуется специальная техника или большое количество рабочих.
Экономичнее в транспортных расходах. Арматура с диаметром прута 10 мм и менее поставляется в бухтах, вес каждой от 8 до 10 кг. Для перевозки достаточно небольшого фургона или легкового автомобиля. При диаметрах более 10 мм поставляется виде отдельных прутьев, порезанных в размер. Это помогает сэкономить за счет отсутствия остатков.
Прочность и небольшой вес. Композиционная арматура в 9 раз легче классической арматуры из металла, при этом ее прочностные характеристики лучше в 3 раза. Это дает возможность уменьшать диаметр, сохраняя все необходимые характеристики.
Долговечность. В течение 80 и более лет прутья не теряют эксплуатационных качеств, не разлагаются, не коррозируют, не вступают в реакцию с кислотами или щелочами. Бетонная конструкция получается более прочной за счет отсутствия коррозии и внутренних напряжений.
Обладает низким коэффициентом теплопроводности, дает возможность экономить на отоплении зданий, так как композитная арматура не создает «мостки холода» и не увеличивает потери тепла.
Диэлектрик. Композитная арматура, благодаря своим уникальным диэлектрическим свойствам широко используется при возведении жилых домов. Армирование бетонных конструкций материалом с хорошими диэлектрическими свойствами позволяет избавиться от возможных электромагнитных помех, после введения здания в эксплуатацию.
Композитная арматура обладает высокими противопожарными характеристиками. Данный материал не горит. Внутри бетона ее можно эксплуатировать в широком диапазоне температур от -70 до +600 градусов по шкале Цельсия. Если на арматуру в течении длительного времени воздействовать температурой более 200 градусов, то она, как и бетон, теряет свои эксплуатационные свойства.
Композитная арматура имеет близкий к бетону коэффициент расширения. Благодаря этому она не разрушает бетон при повышении температуры, что повышает срок эксплуатации сооружения.
Не ломается и не трескается при изгибе. Полностью сохраняется прочность и напряжение. После размотки из бухты сохраняет свои качества.
Не требует особых навыков при монтаже. Не нужны сварочные аппараты для создания армирующей решетки, для нее существуют готовые фиксаторы. Достаточно минимального набора инструментов.
Арматура изготовляется в прутах необходимой длинны. Это позволяет значительно экономить на остатках, и оптимизировать условия монтажа.
Требуется проводить дополнительные проектировочные работы при использовании стеклопластиковой арматуры в строительстве высотных зданий, плитах перекрытия, в опорах. Модуль упругости в четыре раза ниже арматуры из металла. Стоит помнить о том, что данный вид арматуры в перекрытиях, элементах строений, где важен модуль упругости, несущих конструкциях, обязательно требует дополнительных просчетов.
Как и не всякую металлическую, стеклопластиковую арматуру нельзя варить электросваркой. Обойти этот недостаток можно установив во время производства с краев арматурных стержней специальные трубки из металла. В требованиях СНиП 2.03.01-84, например для стали «35ГС», сварка дуговом методом запрещена. Дело в том, что во время соединения стержней строительной арматуры класса A-III (A400), в местах сварки соединения могут деформироваться или лопнуть, сварка приведет к необратимым разрушениям структуры металла.
При температуре > 600° Цельсия арматура размягчается. Но данный показатель не так важен, потому что уже после 400 градусов Цельсия бетон теряет в прочности на растяжение, что приводит к деградации всей конструкции. Происходит это из-за испарения гидратной воды, вяжущие свойства цемента снижаются и бетон начинает рассыпаться. Этот недостаток нужно учитывать только в печах и аналогичных конструкциях с высокой температурой эксплуатации.
Невозможно зафиксировать сильный изгиб. При необходимости использования в сложных элементах с фиксацией и применением сильных изгибов можно поступить следующим образом. Предварительно собрать каркас с необходимыми параметрами арматурой из металла, и уже к нему крепить стеклопластик.
Правила армирования
Правила армирования
Для продольного и поперечного армирования ленточного фундамента используется арматура класса A-III (A400) или А500. Для вспомогательного поперечного армирования (изготовления хомутов), помимо А400 и А500, может использоваться стержневая горячекатаная гладкая арматура класса A-I (А240), А-II, проволока (гладкая арматура) класса Вр-I. Продольные рабочие стрежни арматуры ленточного фундамента воспринимают совместно с бетоном основные нагрузки растяжения и сжатия, действующие вдоль продольной оси фундамента.
Кроме продольных стержней при армировании лент фундамент может устанавливаться поперечная арматура (хомуты) из расчета на восприятие нагрузок, действующих вдоль поперечной оси фундамента. Хомуты устанавливаются в ленту при её высоте более 15см. Также поперечная арматура служит для ограничения развития трещин в бетоне, для удержания продольных стержней в проектном положении, и для закрепления от их бокового выпучивания при воздействии сжимающих нагрузок. В случае сжимающих нагрузок хомуты следует устанавливать с шагом не более 15 диаметров сжатой продольной арматуры и не более 50 см, а конструкция хомутов должна обеспесивать отсутствие выпучивания продольной арматуры в любом направлении. Поперечная арматура устанавливается у всех поверхностей фундамента, вблизи которых устанавливается продольная арматура. Закрепление поперечной арматуры производят путем ее загиба и охвата продольной рабочей арматуры.
Также в фундаменте может использоваться конструктивная арматура, устанавливаемая для восприятия непредусмотренных усилий, таких как усилия от усадки бетона или температурных деформаций. В частности, для фундаментных лент высотой сечения более 70 см рекомендуется установка дополнительной продольной конструктивной арматуры на каждые 40 см высоты ленты. По возможности арматуру следует монтировать укрупненными или пространственными заранее изготовленными элементами, по возможности сокращая объем применения отдельных стержней.
Процент армирования
Существует некий допустимый диапазон армирования, определённый Сводом Норм и Правил (Пункт 7.3.5 СНиП 52-01-2003 «Бетонные и железобетонные конструкции»), который является одним из определяющих факторов выбора пространственной схемы армирования и может повлиять на выбор сечения ленты фундамента. Этот параметр лежит в диапазоне от 0,3 до 3% для балок, и не менее 0,1% для фундаментов. При армировании ленточных фундаментов, служащих опорой под колонны (например, при строительстве монолитного железобетонного каркаса здания) площадь сечения продольной арматуры для ребра Т-образного ленточного фундамента предусматривают с процентом армирования не менее 0,4% в каждом ряду. Это относительное содержание продольной рабочей арматуры в бетонном элементе от площади рабочего сечения этого элемента. Например, если у вас лента сечением 300х400мм, то площадь S сечения 300*400=120 000 мм.кв. Минимальное сечение арматуры составит 120 мм.кв., или 4 прута арматуры диаметром 8 мм (или 2 прута диаметром 10мм). Максимум можно заложить 10 прутов диаметром 22мм! Меньшее количество арматуры незначительно укрепит бетон и практически будет равно просто силе бетона на разрыв, но и больше 3% арматуры тоже не хорошо — арматуры будет столько, что она не успеет включится в работу, как бетон уже будет разрушен возникшей нагрузкой. Если расчёт приведёт вас к проценту армирования более 3%, нужно задуматься над увеличением сечения бетонного элемента. Сечение арматуры нетрудно посчитать, но для облегчения и визуализации я составил табличку сечений при разных количествах прутов арматуры:
Еще один пример из расчёта своего ростверка: У меня было рассчитано сечение ленты-ростверка как 22х30см, Это 66000 мм.кв. Расчёт армирования привёл меня к 6 прутам арматуры диаметром 12мм (3 снизу и 3 сверху) — это 678 мм.кв. арматуры. Посчитаем процент армирования: 678*100/66000=1,027% — он вписывается в допустимый диапазон от 0,1% до 3%, а значит выбранное соотношение между сечением бетона и армированием находится в «равновесии», количество арматуры и бетона экономически и расчётно обосновано. Подошло бы и 5 прутов по 12мм (565*100/66000=0,856%), расчёт по нагрузкам давал 45% запаса по прочности, однако я решил немного перестраховаться заложив 6-й прут и получил 90% запаса.
Диаметр арматуры
Помимо минимального процента армирования существуют и требования по минимальному диаметру арматуры. Например, для продольной рабочей арматуры нельзя использовать арматуру диаметром менее 10мм. Продольную рабочую арматуру рекомендуется назначать из стержней одинакового диаметра. Если же применяются стержни разных диаметров, то стержни большего диаметра следует размещать внизу ленты фундамента, в углах сечения ленты фундамента и в местах перегиба хомутов через рабочую арматуру. Стержни продольной рабочей арматуры должны размещаться равномерно по ширине сечения ленты фундамента. При этом размещение стержней арматуры верхнего ряда над просветами между арматурой нижнего ряда запрещается [пункт 3.94 Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения, Москва, 1978]. При этом как в сварных, так и в вязаных каркасах диаметр продольных стержней должен быть не менее диаметра поперечных стержней арматуры. Максимальный диаметр сжатых стержней (для верхнего ряда) вряд-ли будет достигнут частными домостроителями, но для справки, он не должен быть более 40мм. Для удобства я собрал эти требования в нижеследующей табличке:
Минимальное количество стрежней продольной рабочей арматуры в одном ряду
В балках и ребрах шириной более 15 см число продольных рабочих растянутых стержней в поперечном сечении должно быть не менее двух. При ширине элемента 15 см и менее допускается устанавливать в поперечном сечении один продольный стержень. При этом устройство ленточных фундаментов шириной менее 15 см не допускается.
Максимальное количество стержней продольной арматуры в одном ряду и минимальное расстояние между стержнями арматуры
Максимальное количество стержней в одном ряду в поперечном сечении монолитной бетонной балки определяется минимальным расстоянием в свету между отдельными стержнями продольной арматуры. Это минимальное расстояние определено необходимостью свободного протекания бетонной смеси в тело ленты между стержнями арматуры фундамента при заливке бетона, возможностью его уплотнения и хорошей связи бетона с арматурой для совместной работы под нагрузкой. Минимальные расстояния между стрежнями продольной арматуры определены в пункте 7.3.4 СНиП 52-01-2003 “Бетонные и железобетонные конструкции”. Минимальное расстояние между стержнями продольной арматуры не может быть меньше наибольшего диаметра стержней арматуры и не менее 25 мм для нижнего ряда арматуры и 30 мм — для арматуры верхнего ряда при двух рядах армирования. При трех рядах армирования расстояние между стрежнями арматуры в верхнем ряду должно составить не менее 50 мм. При большом насыщении арматурой должны быть предусмотрены отдельные места с расстоянием между стержнями арматуры в 60 мм для прохождения между арматурными стержнями наконечников глубинных вибраторов, уплотняющих бетонную смесь. Расстояния между такими местами должны быть не более 500мм. Например, имеем ленту фундамента сечением 40х30см с двумя рядами арматуры. Создаются следующие ограничения: 1 — защитный слой бетона по 40мм с каждой стороны; 2 — минимальный диаметр арматуры 10мм; 3 — минимальное расстояние между арматурой 30мм. Итого, соблюдая все ограничения, получается возможным разместить по 6 рядов арматуры, при этом в верхнем ряду нужно один прут исключить для прохождения наконечника вибратора. Допустим, если бы высота ленты была 100 см, то возникает необходимость использовать три ряда арматуры, а это увеличивает минимальное расстояние между арматурой до 50 мм. В этом случае в одном ряду умещается не более 4 прутов арматуры.
Количество рядов арматуры
В обычных условиях для индивидуальных домов в фундаменте достаточно двух рядов арматуры. Нижний, в большей степени работающий на растяжение и верхний, работающий на сжатие, если не возникнут выталкивающие силы грунтов. При высоте ленты до 70 см средних рядов арматуры делать не нужно, т.к. она там не работает, там не возникает ни растяжений, ни сжатий (если только не аварийная ситуация). Дополнительное продольное армирование может понадобиться, если высота фундаментной ленты превышает 70 см. В этом случае лента фундамента рассматривается как балка, которой требуется конструктивное армирование. Стержни арматуры при конструктивном армировании не у граней балки (в середине ширины балки) не требуются. Они должны ставиться тлько у боковых поверхностей балок высотой поперечного сечения более 70 см. Расстояние между конструктивными стрежнями арматуры по высоте должно быть не более 40 см.
Площадь сечения таких арматурных стрежней определяется не менее 0,1 % площади сечения бетона, но не от всей площади сечения балки, а от площади, образуемой расстоянием между этими стержнями и половиной ширины балки, но не менее чем 20 см. Например, при расстоянии между рядами арматуры по вертикали в 40 см и ширине ленты 30 см, определяемая минимальная площадь сечения арматуры будет отсчитываться от площади в 400 мм x 300 мм /2 =60 000 мм2 х 0,001=60 мм2 . Эти арматурные стержни должны соединяться хомутами или шпильками диаметром 6 — 8 мм из арматуры класса A-I с шагом 50 см по длине ленты фундамента.
Максимальный шаг между продольными стержнями арматуры
Максимальный шаг установки поперечной арматуры
Толщина бетонного защитного слоя арматуры
Защитный слой бетона, то есть расстояние от поверхности арматуры до соответствующей грани фундаментной ленты, предназначен для обеспечения совместной работы арматуры с бетоном, для закрепления (анкеровки) арматуры в бетоне и возможности устройства соединения арматуры. Также защитный слой бетона предохраняет арматуру от воздействия факторов окружающей среды, конструкций, в том числе и от огня. Толщина защитного слоя бетона зависит от типа конструкции и роли арматуры в ней, ее диаметра и условий окружающей среды.
Для продольной рабочей арматуры толщина защитного слоя должна быть, как правило, не менее диаметра стержня и не менее: 30 мм — для фундаментных балок и сборных фундаментов; 35 мм — для монолитных фундаментов при наличии бетонной подготовки; 70 мм — для монолитных фундаментов при отсутствии бетонной подготовки. При использовании бетонной подготовки (или на скальном грунте) – толщина бетонного защитного слоя снижается в отечественных нормах до 40 мм, а в американских до 25мм. Для сборных элементов минимальные значения толщины защитного слоя бетона рабочей арматуры уменьшают на 5 мм. Для конструктивной арматуры минимальные значения толщины защитного слоя бетона принимают на 5 мм меньше по сравнению с требуемыми для рабочей арматуры. Во всех случаях толщину защитного слоя бетона следует также принимать не менее диаметра стержня арматуры.
По требованиям ACI 318-05 защитный слой бетона на уличную строну для арматуры до 20 мм составляет 25 — 40 мм. Для диаметра арматуры толще 20 мм — 50 мм. Защитный слой для арматуры диаметром до 40 мм на стороне не подверженной действию природных факторов составляет 20 мм. По отечественным нормам защитный слой бетона с обеих сторон составляет 40 мм. Требуемую величину защитного слоя нижней арматуры и проектное положение арматуры в процессе бетонирования можно установить с помощью пластиковых фиксаторов, подкладок из бетона и путем конструирования арматурного каркаса таким образом, чтобы некоторые стержни упирались в опалубку, фиксируя положение каркаса. Нижний защитный слой можно установить, закладывая под нижние стержни арматуры заранее изготовленные бетонные прокладки (сухари) размером 100×100 мм и толщиной, равной требуемой толщине защитного слоя. Применение прокладок из обрезков арматуры, деревянных брусков и щебня запрещается. Также для задания толщины защитного можно использовать пластиковые фиксаторы — спейсеры требуемого стандартного размера. Фиксаторы для арматуры выпускаются в размерах от 15 до 50 мм с шагом размера 5 мм.
Толщина защитного слоя для поперечной арматуры бетонных элементов сечением меньше 25 см составляет 1 см, а для элементов сечением более 25 см – 1,5 см.
Требования к поверхности арматуры
Арматуру следует монтировать укрупненными или пространственными заранее изготовленными элементами, по возможности сокращая объем применения отдельных стержней. С бетонной подготовки (подушки) в местах установки арматуры должны быть удалены мусор, грязь, снег и лед. Стержни арматуры должны быть обезжирены, очищены от любого неметаллического покрытия, краски, грязи, льда и снега, отслаивающегося налета ржавчины. Удаляется отслаивающаяся ржавчина с помощью металлической щетки. Разрешается наличие эпоксидного покрытия на арматуре. Существует мнение некоторых строителей — поливать водой арматуру за несколько дней перед укладкой, чтобы она заржавела и к ней сильнее прилипал бетон. В официальных комментариях к нормам указано: Обычная поверхностная неотслаивающаяся ржавчина усиливает силу сцепления арматуры с бетоном. Ржавая поверхность лучше склеивается с цементным гелем в составе бетона. Но отслаивающуюся ржавчину требуется удалить. Арматура периодического профиля имеет в 2-3 раза большее сопротивление выдергиванию, чем гладкая арматура. А арматура с гладкой полированной поверхностью держится в бетоне еще в 5 раз слабее.
Сварка или вязка арматуры
Идеальным армированием фундамента является армирование сплошным безразрывным контуром арматуры. Однако, такое безразрывное армирование может быть получено только с использованием сварки или с использованием специальных резьбовых соединителей. В строительстве фундаментов часто применяют арматуру класса А-III А400 — такую арматуру сваривать недопустимо, она сильно теряет в прочности при нагревании. Сваривать можно только арматуру c литерой «С» в маркировке, например А500С. Длина сварного шва для такой арматуры должна быть не менее 10 диаметров. Т.е. если арматура диаметром 12мм, то шов должен быть не менее 120мм. При этом отечественные нормы разрешают дуговую электросварку перекрестий арматуры только не менее 25 мм диаметром.
Соединение арматуры нахлестом – самый распространенный вариант в дачном строительстве из-за своей очевидной простоты исполнения. Однако есть ряд требований, которые необходимо выполнить, чтобы обеспечить правильную работу соединяемой арматуры. Соединение арматуры нахлестом допустимо для арматуры диаметром до 36 мм. Это ограничение связано с отсутствием экспериментальных данных по соединениям нахлестом для арматуры больших диаметров. Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения. Соединение арматуры нахлестом может производиться:
Со связкой стержней вязальной проволокой. В этом случае расстояние между прутами обусловлено лишь высотой выступов периодического профиля и может приниматься равным нулю.
Без связки. В случае свободного соединения с нахлестом расстояние между стыкуемыми нахлестом стержнями арматуры по вертикали и горизонтали должно быть не менее 25 мм или 1 диаметр арматуры, если диаметр арматуры больше 25 мм, для обеспечения свободного проникновения бетона. Максимальное расстояние по ширине ленты фундамента между стыкуемыми свободным нахлестом стержнями должно быть не более 8 диаметров стержней арматуры. В нормативах ACI 318-05 рекомендуется делать свободные (не связанные) соединения стержней арматуры в предварительно не напряженных конструкциях. Это объясняется тем, что при свободном соединении бетон охватывает все стороны каждого арматурного стержня и фиксирует стержень арматуры надежнее, чем при обхвате неполной окружности стержня при связке его проволокой с соседним стержнем.
Механическим способом. C точки зрения экономии (перерасход арматуры на нахлесты до 27%), и безопасности здания (ограничение объема бетона в месте стыков), арматуру диаметром свыше 25 мм рекомендуется соединять механическим способом (винтовые муфты или опрессованые соединения).
Соседние соединения арматуры по длине должны быть разнесены в разбежку так, чтобы в одном сечении одновременно соединялось не более 50% арматуры. минимальное расстояние между стыками арматуры по длине составляет 61 см. Не более половины всех стержней в одном расчетном сечении элемента фундаментной ленты могут иметь соединения. Стыкование отдельных стержней арматуры и сварных сеток без разбежки допускается при использовании арматуры для конструктивного (нерабочего) армирования.
Нормы для анкеровки арматуры, работающей как на растяжение, так и на сжатие предусматривают нахлест стержней в 50 диаметров этих стержней, но не менее 30 см. Однако, величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d.
В общем, в двух словах: 1 — арматуру лучше вязать, чем варить, 2 — нахлёсты лучше не связывать, а оставлять между прутами расстояние около 25мм.
Наблюдения
Только соблюдая все эти ограничения и рекомендации можно сказать, что вы получите достаточное для большинства случаев армирование без дополнительных расчётов! Жизненные наблюдения показывают, что обычно люди льют столько бетона в фундамены, что если бы они их так же основательно армировали, то можно было бы на их фундаментах строить многоэтажки (правда, несущая способность грунтов обычно никак не учитывается). В большинстве случаев застройщики стремятся к самому минимальному проценту армирования, поскольку бетона у них такое количество, что даже 0,1% арматуры выглядит внушительно.
Основные нарушения правил армирования
Некоторые строители армируют углы ленточных фундаментов и примыканий лент с помощью перекрестий стрежневой арматуры. Такой способ является грубейшим нарушением типовых схем армирования углов и примыканий, ослабляющих конструкцию, который может привести к расслоению бетона. Не смотря на именно такую рекомендацию автора технологии ТИСЭ Яковлева я считаю это совершенно неприемлемым способом.
Арматуру класса А-III можно гнуть в холодном состоянии на угол до 90° по диаметру изгиба с оправкой радиусом равным пяти диаметром сгибаемой арматуры без потери прочности. При загибе арматуры на 180 градусов прочность арматуры снижается на 10%. По американским нормам диаметр оправки для арматуры номинальным диаметром до 26 мм сгибается по диаметру равному шести диаметрам сгибаемой арматуры, а арматура диаметром 28-36 мм сгибается по восьмикратному диаметру. При этом свободный загибаемый конец арматуры должен быть не короче 12 диаметров стержня арматуры. Нельзя сгибать арматуру, один конец которой уже замоноличен в бетон.
Практикуется как минимум два широко распространенных недопустимых приема гибки арматуры. Если заказчик требует от рабочих сгибать арматуру для армирования углов и примыканий фундаментной ленты (как и положено), а не класть ее перекрестиями, то рабочие, ленясь, либо нагревают место сгиба автогеном, на костре или паяльной лампой, либо надпиливают место сгиба арматуры болгаркой. Понятно, что оба способа значительно ослабляют стрежни арматуры, что может привести к разрушению их целостности под нагрузкой. Требование (пункт 7.3.1 ACI 318-08) гласит: Все виды арматуры должны сгибаться в холодном состоянии, если иное не предписано проектировщиком.
Некоторые строители считают, что в качестве рабочей арматуры можно использовать любой металл любой конфигурации: трубы, алюминиевые изделия, плоские листы, отходы от промышленной вырубки деталей, сетку рабицу, проволоку и т.п. Все эти материалы не обладают требуемыми характеристиками, чтобы адекватно воспринять нагрузки на сжатие или растяжение, и не предохраняют бетон от деформаций и образования трещин. Армирование рельсами также не рекомендуется из-за низкого сцепления бетона с гладкой поверхностью металла. Включение в состав бетона алюминия приводит к химическим реакциям, разрушающим бетон.
Арматура | ОАО ОММЕТ
Стальная арматура в прутках
Нормативные документы:
— Арматура класса прочности АI – AVI: ГОСТ 5781 — 82
— Арматура класса прочности А500С и В500С: ГОСТ Р 52544 – 2006
— Арматура класса прочности А500СП: ТУ 14-1-5526-2006, СТО АСЧМ 7-93
Класс арматуры и виды профиля:
— AI (A240) – гладкий профиль
— AII(A300) – периодический профиль
— AIII(A400) – периодический профиль
— AIV(A600) – периодический профиль
— AV(A800)
— AVI(A1000)
Арматура периодического профиля представляет собой круглые профили с двумя продольными и поперечными выступами.
К индексу добавляется:
«т»— для термически упрочненной арматурной стали
«в»— для упрочненной вытяжкой
Класс арматуры и соответствующие марки сталей:
— AI (A240) — Ст3кп (пс, сп)
— AII(A300) — Ст5сп(пс),18Г2С
— AIII(A400) — 35ГС, 25Г2С, А500С, А400С, 32Г2РПС
— AIV(A600) — 80C, 20ХГ2С
— AV(A800) — 23Х2Г2Т
— AVI(A1000) — 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
Термомеханически упроченная арматурная сталь марок А400С и А500С выпускается на основе Ст3 и является заменителем сталей 35ГС, 25Г2С.
Для строительства ответственных железобетонных конструкций используется термомеханическая и термически упроченная арматура («термичка»).
Нормативные документы — ГОСТ 10884-81
Класс арматуры и соответствующие марки сталей:
— АтIII — Ст5(сп, пс)
— АтIV, AтIVС, AтIVК — 20ГС, 25Г2С, 35ГС, 28С, 10ГС2, 08Г2С, 25С2Р
— АтV(К и СК) — 20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 35ГС, 25С2Р, 20ХГС2
— АтVII — 30ХС2
В обозначении классов данной арматуры буквы означают следующее:
«к» — повышенная стойкость к коррозионному растрескиванию под напряжением
«с» — свариваемая
В нашем ассортименте Вы можете купить арматуру:
Класс:
A-III:
— имеет двусторонний серповидный профиль
— отлично работает на сжатие и разрыв, что обеспечивает железобетонной конструкции или фундаменту более длительный срок службы
— препятствует растрескиванию бетона
— обладает хорошей свариваемостью и устойчивостью к коррозии
А 500СП:
— имеет четырехсторонний серповидный профиль
— обладает высокой коррозионной стойкостью под напряжением
— имеет отличную выносливость и ударную вязкость, что позволяет с успехом использовать её для железобетонных конструкций, эксплуатируемых в самых жестких условиях (включая приморские, северные и сейсмоопасные районы)
— благодаря простой визуальной идентификации класса упрощает процесс приемки на строительном объекте
A-I:
с гладкой поверхностью, без нанесения периодического профиля (в нашем ассортименте представлена кругом).
Основное назначение — армирование стен и полов.
Марки стали:
25Г2С
— снижает риск возникновения наклонных трещин
— регулирует растягивающее напряжение
— применяется при всех температурах, до -70 градусов Цельсия
Допускается варить дуговой ручной сваркой.
35ГС
— придает жесткость, обеспечивает более высокую сцепку с бетоном
— обладает повышенной коррозионной стойкостью
— имеет свойства сейсмоустойчивости
Из-за снижения пластичности стали в местах сварки, для данной марки стали запрещена дуговая сварка.
Советы, рекомендации, наблюдения
Какую арматуру выбрать?
При выборе арматуры, надо учитывать каким способом будет скрепляться арматурный каркас: если сваркой, то предпочтительнее выбирать А500СП. Если арматуру нужно будет гнуть – то гнуть легче АIII (35ГС). В целом, следует учесть также, что применение в проектах арматуры А500СП с расчетными характеристиками, приведенными в СТО 36554501-005-2006 взамен арматуры класса А-III, дает возможность экономии арматурной стали 10 –25%.
Ржавая арматура – стоит ли ее использовать?
В большинстве случаев, на складах металлотрейдеров арматура хранится на открытых площадках, что неизбежно ведет к образованию налета ржавчины и потере товарного вида. Некоторые покупатели могут подумать, что это негативным образом может сказаться и на свойствах арматуры, однако, это не совсем так.
Согласно документу 2004 года «Рекомендации по применению в железобетонных конструкциях арматуры покрытой ржавчиной», можно выделить 4 степени ржавчины:
1.Наличие легкого налета ржавчины, не изменяющего общий цвет стали и не изменяющий вес арматуры и ее свойства.
2.Присутствие на арматурных стержнях плотной ржавчины, покрывающей поверхность стержня, которую можно без особых усилий удалить с помощью ветоши или специальных металлических щеток. Такая ржавчина полностью удаляема при вибрации в бетоне конструкции. При этом сечение арматурного стержня после обработки от ржавчины не уменьшается.
3. Арматурный стержень покрыт локальной ржавчиной, вызванной попаданием воды. Такая степень ржавчины так-же легко удаляется ветошью или специальными средствами и совсем незначительно изменяется сечение стержня арматуры.
4. Наличие на стержне ржавчины, вызванной значительной поверхностной коррозией стали. Даже если удалить такую ржавчину специальными средствами, останутся легко заметные следы коррозии и соответственно сечение арматуры уменьшится, также изменятся эксплуатационные характеристики.
При закладке фундамента и возведении железобетонной конструкции, можно применять арматурную сталь со степенью ржавчины 1, 2, 3 без дополнительной обработки.
Использовать арматуру 4-й степени ржавчины без обработки специальными средствами и проверки специалистами по коррозии нельзя.
Преимущество и применение композитной арматуры
Армирование – основа многоэтажного строительства. Вы можете подумать, что бетон и сам по себе крепкий и прочный и ему не требуется какое-то дополнительное армирование. Но это совершенно не так. Без арматуры невозможно построить дом, так как он просто не выдержит тех нагрузок, которые ему уготовила природа. Попробуйте сделать бетонный пруток и ударьте по нем молотком. Что с ним случится? Скорее всего, он просто раскрошится. А возьмите пруток арматуры любого вида. Это может быть гладкая или рифленая арматура, без разницы. Ударьте по нему полотком или кувалдой. Практически ничего не случится, а все потому, что металл имеет свойство гнуться. Это действительно изобретение века, которое позволило строительству и архитектуре значительно продвинуться. Но проблем у обычной арматуры масса. В первую очередь, она производиться из стали. Сталь же имеет свойство ржаветь. Ржавчина съедает любой пруток стали буквально за несколько лет. Арматуру из нержавеющей, легированной стали практически не производят, так как это, все же, очень дорого и не целесообразно. Это увеличивает стоимость на готовое изделие в два раза, что не каждому застройщику по карману.
Но, существует и другие материалы для арматуры. Если сталь не подходит, нам на помощь приходит композит или же стеклопластиковое волокно. Оно достаточно распространенное на западе, но у нас оно появилось только недавно. Что самое главное, самое популярное сечение, достаточно низкая и доступная. Она может в полной мере заменить стальную арматуру и сталь лучшим вариантом.
Преимущества
- Универсальность данного вида арматуры просто поражает. Ее можно использовать практически везде, где требуется армирование. Особенно оно популярно в строительстве.
- Доступность. Вы можете посмотреть Прайс-лист на стеклопластиковую арматуру и убедиться в этом самостоятельно. Это позволит вам использовать данный вид арматуры даже при частном строительстве.
- Длительный срок службы. Так как она была разработана не так давно, мы не имеем на практике показателей, сколько она может продержаться. Однако, в лабораторных условиях было показано, что продержится она порядка ста лет без проблем.
- Она теряет свои свойства при температуре свыше шестидесяти градусов.
- Ее нельзя просто так взять и установить в плиты перекрытия. Для этого требуется провести тщательный расчет, чтобы плита была достаточно крепкой, так как модуль упругости у нее ниже, чем у стальной арматуры.
- Так же ее ни в коем случае нельзя варить, как обычную арматуру. Но это и не требуется, так как это не металл и существуют другие способы ее крепления.
Недостатки
- Она теряет свои свойства при температуре свыше шестидесяти градусов.
- Ее нельзя просто так взять и установить в плиты перекрытия. Для этого требуется провести тщательный расчет, чтобы плита была достаточно крепкой, так как модуль упругости у нее ниже, чем у стальной арматуры.
- Так же ее ни в коем случае нельзя варить, как обычную арматуру. Но это и не требуется, так как это не металл и существуют другие способы ее крепления.
Чему вас не учили про арматуру в инженерной школе!
Этот технический документ поможет вам определить, какой тип миниатюрного (зазубренного, нажимного или компрессионного) фитинга подходит для вашего конкретного применения.
В начале нового проекта инженеры и дизайнеры сталкиваются с множеством важных решений относительно выбора компонентов. Как и следовало ожидать, в первую очередь выбираются самые сложные компоненты. Выбор относительно простых компонентов, таких как гидравлическая арматура, часто откладывается до конца цикла проектирования.Поскольку время для проведения исследований ограничено, даже опытные дизайнеры и инженеры могут воспользоваться помощью в выборе наилучшего типа фитингов для своего применения.
Перед тем, как выбрать миниатюрный пневматический фитинг для применения, необходимо выбрать шланг или трубку. Типы трубок, обычно используемых в миниатюрных гидравлических системах, варьируются от жестких металлических (таких как медь и нержавеющая сталь) до относительно гибких эластомерных или полимерных трубок и шлангов (таких как полиуретан, полиэтилен, нейлон, Teflon®¹, PEEK®², ПВХ, силикон. , Viton®³ и др.).
При выборе трубок необходимо учитывать множество конструктивных соображений. Химическая совместимость с газом или жидкостью, минимальное и максимальное давление, ожидаемые экстремальные температуры, необходимость в жестких или гибких трубопроводах, простота сборки и обслуживания, а также внешние условия окружающей среды определяют, какие трубки или шланги следует использовать в применении.
Существует три распространенных типа фитингов, используемых в миниатюрных гидравлических системах:
В этой таблице представлен процесс выбора фитинга.Читайте дальше, чтобы узнать больше об индивидуальных стилях посадки.
| Расчетные параметры | Фитинг с зазубринами | Компрессионные фитинги | Фитинги для соединения нажатием |
|---|---|---|---|
| Уплотнения | |||
| Уплотнение фитинга на внутреннем диаметре | ✔ | ||
| Уплотнение фитинга на внешнем диаметре | ✔ | ✔ | |
| Диапазон давления | |||
| Ниже 125 фунтов на кв. Дюйм | ✔ | ✔ | ✔ |
| Выше 125 фунтов на кв. Дюйм | ✔ | ||
| Материал трубки / шланга | |||
| Мягкая трубка / шланг | ✔ | ✔ * | |
| Жесткая трубка / шланг | ✔ | ✔ | |
| Металлические трубки | ✔ | ✔ ** |
Примечание:
* В зависимости от duromter (обычно 95 Shore A или выше)
** Может потребоваться модификация НКТ
Фитинги с колючкамиШип «линейного контакта» является предпочтительной конструкцией.
На фитинге с зазубринами «линейный контакт» край зазубрины создает «линейный контакт», в отличие от поверхностного контакта, со стенкой трубы.Кроме того, трубка обеспечивает «поверхностный контакт» с хвостовиком фитинга. Когда фитинг спроектирован правильно, трубка расширяется над выступом «линейного контакта», а затем сжимается обратно на стержень фитинга за краем выступа. Острый зазубрин вонзается во внутренний диаметр трубки, создавая контакт под высоким давлением и обеспечивая герметичное уплотнение. Правильно спроектированные зазубренные фитинги позволяют легко надевать трубку на фитинг, но затрудняют снятие.
«Елочка» (множественные зазубрины увеличивающегося диаметра) зазубрины тоже не запечатываются
Это конструкция «старого стандарта», которая все еще используется во многих промышленных приложениях, но имеет много недостатков.На первый взгляд эта конструкция выглядит так, как будто она может удерживать трубку более надежно, чем одиночный зазубрин с «линейным контактом». Однако зазубрины, увеличивающиеся в диаметре, могут распределять удерживающую способность трубки по большей площади. Такое распределение силы по большой площади снижает удерживающую силу, а также увеличивает вероятность утечки. Кроме того, обычно сложнее надевать трубку на фитинг с зазубринами все большего размера.
Оба типа зазубрин лучше всего подходят для гибких трубок с отличными характеристиками памяти, например, из полиуретана.Наилучшие конструкции зазубрин с «линейным контактом» могут выдерживать полное разрывное давление трубки без повреждений. Тем не менее, зажимы для труб обычно рекомендуются, когда давление в системе приближается к диапазону от 80 до 100+ фунтов на квадратный дюйм (в зависимости от внутреннего диаметра трубки, поперечного сечения и твердости). Зажимы для трубок повышают надежность и справляются с импульсами давления и проблемами нагрева. Зажимы для трубок также не позволяют внутреннему давлению поднимать трубку с зазубрин. Фитинги с зазубринами занимают меньше места по сравнению с фитингами с защелкиванием и зажимами, поскольку фитинги с зазубринами уплотняются по внутреннему диаметру трубки.Фитинги с зазубринами ограничены относительно низким давлением (обычно ниже 150 или 125 фунтов на квадратный дюйм) из-за ограничений мягких и гибких трубок. Фитинги типа Barb также имеют меньшие водные пути, чем фитинги push-to-connect или компрессионные фитинги.
Фитинги Push-to-Connect
Этот тип фитинга может называться разными названиями в зависимости от производителя. Общей особенностью является то, что трубку или шланг можно отсоединить от фитинга, нажав на освобождающую манжету для случайных отсоединений / соединений.Если ожидается много циклов отключения / подключения, следует указать действительно быстрое разъединение вместо фитинга типа «нажми для подключения». В этом типе фитинга трубка удерживается на месте гибкой зубчатой втулкой, которая входит в наружный диаметр трубки. Зубья цанги смещаются от внешнего диаметра трубки, когда выпускная муфта вдавливается, что позволяет вынуть трубку из фитинга. Уплотнительное кольцо или другой тип уплотнения внутри фитинга обеспечивает радиальное уплотнение на внешнем диаметре трубки.Фитинги с защелкивающимся соединением обычно используются с материалами трубок с более высоким показателем твердости (95 по Шору A или выше), такими как нейлон, PEEK®, полиуретан (версии с более высокими показателями твердости) и Teflon®. Некоторые специальные типы фитингов с нажимным соединением предназначены для работы с металлическими трубками. В некоторых конструкциях на наружном диаметре металлической трубки может потребоваться канавка для приема зубьев цанги.
Фитингитипа Push-to-connect нашли широкое применение в большинстве отраслей благодаря простоте соединения и разъединения.Благодаря этой особенности они особенно удобны при работе над прототипом. Эти фасонные детали также имеют более крупные водные пути, чем арматуры зазубрины. Однако есть и недостатки. Фитинги с защелкивающимся соединением занимают больше места, чем фитинги с зазубринами, поскольку корпус фитинга должен охватывать внешний диаметр трубки. Напротив, фитинги с зазубринами уплотняются по внутреннему диаметру трубки, поэтому они не должны быть такими большими, как фитинги с нажимным соединением. Еще один немаловажный фактор — надежность пломбирования.Для правильного уплотнения фитинга внешний диаметр трубки должен быть круглым и не иметь царапин. При снятии трубки можно поцарапать ее, так как она скользит по металлическим зубьям цанги. Царапины на трубке могут привести к утечке, когда трубка вставлена обратно в фитинг с нажимным соединением. Наконец, большинство фитингов с нажимным соединением рекомендуется, например, фитинги с зазубринами, для применений с низким давлением.
Компрессионные фитингиКомпрессионные фитинги — хороший выбор для использования с металлическими трубками, такими как нержавеющая сталь и медь, а также с трубками из твердого полимерного эластомера, такими как PEEK®, нейлон, Teflon®, Kynar®⁴ и полиэтилен.Компрессионные фитинги обычно используются для приложений с более высоким давлением (от 150 фунтов на квадратный дюйм и выше) или когда требуется чистота и / или термостойкость жестких труб, таких как нержавеющая сталь, PEEK®, Teflon® или Kynar®. Компрессионные фитинги состоят из фитинга. корпус, цельный или состоящий из двух частей, и компрессионный колпачок или гайку. Затягивание компрессионного колпачка или гайки толкает манжету в конический угол в корпусе фитинга и, таким образом, прижимает манжету к внешнему диаметру трубки.Этот натяг создает уплотнение, а также защищает трубку, чтобы она не могла выскользнуть из фитинга. Компрессионные фитинги можно разбирать и собирать, но обычно только несколько раз перед заменой манжет и / или корпуса фитинга для обеспечения герметичного уплотнения.
Как и фитинги с нажимным соединением, компрессионные фитинги больше, чем фитинги с зазубринами, потому что они уплотняются по внешнему диаметру трубки. Компрессионные фитинги более надежны, чем фитинги с нажимным соединением, и могут выдерживать гораздо более высокое давление, но не так удобны с точки зрения соединения и разъединения.
Компрессионные фитинги не подходят для более мягких трубок, поскольку они должны противостоять сжатию втулки. Некоторые производители фитингов предлагают металлические опоры для трубок, которые могут быть вставлены во внутренний диаметр более мягких материалов для труб, чтобы гарантировать, что трубка не разрушится, когда обжимная муфта вдавливается во внешний диаметр трубки.
Многие клиенты используют трубки Teflon® с компрессионными фитингами, поскольку они устойчивы к большинству химикатов и выдерживают относительно высокое давление.Недостатком Teflon® является его склонность к «хладотекучести». Teflon® будет со временем отодвигаться от приложенной нагрузки (такой как компрессионное кольцо). Высокая температура может усугубить эту проблему.
РезьбаОбщие метрические и английские размеры — прямые фитинги
Вы должны знать характеристики резьбового порта, в который вы будете устанавливать фитинг, чтобы вы могли выбрать подходящий фитинг. Миниатюрные фитинги бывают разных размеров резьбы.Вот некоторые из наиболее распространенных: M3 x 0,5, M5 x 0,8, M6 x 1 и M8 x 1,25 в метрических размерах и 10-32 UNF, ¼-28 UNF и 5 / 16-24 UNF в унифицированных размерах резьбы. Это прямая резьба (а не коническая, как у трубной резьбы). Для предотвращения утечки из фитингов с прямой резьбой требуется уплотнение, обычно уплотнительное кольцо или прокладка.
Размеры трубной резьбы
Коническая трубная резьба, такая как 1/16 — 27, 1/8 — 27 и ¼ — 18 NPT, также очень распространена, поскольку они используются уже много лет.Коническая трубная резьба несколько устойчива к вибрации. Они широко используются в промышленности и в сантехнике, но коническая резьба имеет недостатки. Трубная резьба протекает, если не используется резьбовой герметик. Кроме того, из-за конической конструкции резьбы трубная резьба не позволяет легко расположить выпускной патрубок коленчатого и тройникового фитингов. Единственный способ разместить выпускные отверстия — это изменить степень затяжки или ослабления фитинга, что может привести к чрезмерной затяжке или утечке.
УплотненияУплотнительное кольцо в сравнении с уплотнением
В прошлом плоские мягкие эластомерные, твердые пластмассовые или металлические прокладки использовались для уплотнения фитингов с прямой резьбой. Этот метод уплотнения вызвал ряд проблем, включая проблемы со сборкой, утечки и незакрепленные соединения. Гораздо более совершенным методом уплотнения является использование торцевого уплотнения с захваченным уплотнительным кольцом. Этот метод уплотнения исключает утечки, компенсирует шероховатую поверхность сопрягаемых деталей, обеспечивает больший момент установки (надежное соединение), устраняет необходимость в резьбовых герметиках и значительно сокращает время сборки.Доступны многочисленные эластомеры уплотнительных колец для работы в широком диапазоне температур и химикатов.
Переходные фитинги: возможности SharkBite | Укус акулы
При установке или ремонте водопроводной системы профессионалы обычно уже думают о предпочтительном материале трубы. К сожалению, это не означает, что они будут избегать использования труб другого типа. Переходные фитинги с защелкивающимся соединением являются идеальным дополнением к грузовику, когда вам нужно быстро сменить тип труб, не тратя впустую материалы.
Переходные фитингиSharkBite более эффективны и надежны, чем традиционные методы перехода труб, такие как резьбовые переходники. Они также выпускаются с различными торцевыми соединениями, включая ПВХ и полибутилен.
Переходные материалы для труб из ПВХ, полибутилена и CTS
Pro часто сталкиваются с различными типами материалов труб, которые требуют от них переходов, особенно во время переделки и ремонта. Наличие переходных фитингов под рукой гарантирует, что вы сможете выполнять работу с использованием надежных материалов — независимо от того, какой тип трубы используется.
Переходные фитинги из ПВХ
Профи знают, что ПВХ можно использовать только в качестве водопровода. После того, как водопровод входит в дом или коммерческое помещение, профессионалы обычно выбирают другой тип трубы, совместимый с более высокими температурами и более высокими значениями PSI.
Спринклерные системы для газонов также могут использовать ПВХ и требуют переходного фитинга для переключения с труб меньшего размера внутри конструкции на те, которые используются для спринклерной системы.
Переходные фитинги из полибутилена
В 1978-95 гг. Полибутиленовые водопроводные трубы широко использовались в новом строительстве. Но производство остановилось в 1996 году, когда полибутиленовые трубы начали выходить из строя раньше, чем предполагалось. Даже резьбовых переходников для полибутилена больше не существует.
Это означает, что домовладельцев должны либо полностью отремонтировать все свои дома, либо ввести новый материал для труб в существующую водопроводную систему . Переходные полибутиленовые фитинги SharkBite поддерживают постепенный отказ от использования устаревшего материала для труб из полибутилена, позволяя профессионалам переходить на PEX, медь или CPVC по мере необходимости.
Переходные фитинги CTS
При обслуживании и ремонте вы можете встретить типы труб, которых у вас нет под рукой, или трубы, которые вы не хотите использовать, потому что они более дорогие или менее надежные. Использование муфты, совместимой с трубами CTS, таких как PEX, CPVC и медь, позволяет без проблем работать с трубами различных типов.
Смотреть: Как установить вставные фитинги SharkBite на разные трубы CTS
Push-To-Connect vs.Резьбовые переходники
Резьбовые переходники также позволяют переходить с одного материала трубы на другой для ремонта или модернизации. В зависимости от того, из какого материала трубы используется, профессионалы должны сделать клеевое соединение или сварное соединение на каждой трубе, а затем нарезать переходник для соединения. Процесс не только громоздкий и медленный; это также создает три точки утечки.
Переходные фитингиSharkBite с нажимным соединением сокращают количество точек утечки и поставляются с хомутами, подобранными по цвету для каждого материала трубы, для быстрого перехода без инструментов.Фитинги с серым воротником работают с полибутиленовой трубой. Фитинг с белым воротником работает с трубой из ПВХ и совместим с ПВХ сортов 40, 80 и 120. А муфты SharkBite с коричневым воротником предназначены для работы с трубами CTS.
Фитинги SharkBite с защелкивающимся соединением с разъединяющей манжетой коричневого цвета не подходят для использования с полибутиленом или ПВХ. Вкладыши, входящие в комплект этих фитингов, предназначены для использования с трубками из полиэтилена высокой плотности, меди, ХПВХ, РЕ-RT или (CTS SDR-9) полиэтилена высокой плотности.Трубки из полибутилена и ПВХ имеют больший внутренний диаметр, чем трубки типа CTS, поэтому вкладыши, входящие в комплект этих фитингов, не будут их поддерживать. Хотя стандартные нажимные фитинги могут вставляться в трубу, это соединение не является полностью безопасным или гарантированным.
Все фитинги SharkBite одобрены для установки за стеной, а при использовании силиконовой пленки — также для подземного захоронения.
Переход на SharkBite
Привыкали использовать резьбовые переходники для перехода между трубами? Будьте готовы к любому типу трубки, с которой вы столкнетесь в поле с SharkBite.Узнайте больше о нашей переходной фурнитуре и найдите ближайший к вам магазин, где можно разместить товар на своем грузовике.
Приложения для обслуживания и ремонтаХранение полиэтиленовых труб | Внешнее хранилище HDPE
Хранение полиэтиленовых труб
Перед помещением труб и / или фитингов на хранение их необходимо визуально осмотреть на предмет царапин, выбоин, обесцвечивания и других дефектов. Поврежденные или сомнительные материалы нельзя сдавать на хранение. Порезы и канавки, уменьшающие толщину стенки более чем на 10%, могут повредить длительный срок службы и от него следует отказаться.
Рекомендации по удаленному хранению
Храните небольшие трубы на стеллажах в соответствии с длиной и размером трубы. Заблокируйте трубу или закрепите ремнем, чтобы она не скатилась или не упала.
со стойки. Трубы диаметром более двух дюймов следует укладывать друг на друга с промежуточными полосами между каждым рядом. Расположите и заблокируйте каждую строку
сложенной трубы, чтобы она не скатывалась со сваи. Если труба хранится на открытом воздухе, убедитесь, что все блоки сделаны из материала, который не выдерживает
портятся по мере того, как выветриваются.
Материал, который нельзя штабелировать из-за его размера или формы, следует хранить на полках, способных выдержать общий вес материалов.
Правила хранения на рабочем месте
Место для хранения должно иметь относительно гладкую ровную поверхность без камней, мусора или других материалов, которые могут повредить
труба или фитинги. Если отсутствуют подходящие грунтовые условия или когда невозможно подготовить основание, труба может быть размещена
на обшивке, равномерно распределенной по длине трубы.
Хранение полиэтиленовых труб
При получении труб с переменной толщиной стенки рекомендуется разделить трубу на сваи, каждая из которых содержит единый размер и номинальное давление, чтобы избежать путаницы в будущем. Свая должна быть построена в виде пирамиды, с каждым последующим слой, имеющий на одну трубу меньше, чем слой ниже. Нижний слой должен быть закреплен, чтобы предотвратить движение.
Максимально допустимая высота штабелирования полиэтиленовых труб не должна превышать значений, указанных в таблице ниже.Бухты труб следует хранить в вертикальном положении на салазках на ровной поверхности.
Рекомендуемая высота штабелирования при незакрепленном хранении в рядах для трубы из ПНДХранение в помещении / на улице
Расширение и сжатие, вызванные неравномерным нагревом во время хранения на солнце, могут привести к изгибу трубы, если она не удерживается стеллажами. Это не повредит трубу, но может быть неудобно, когда труба снимается со склада для установки.
Поскольку черная труба из ПНД обычно содержит более 2% технического углерода, она будет противостоять повреждениям от солнечного света на неопределенный срок.Цветные продукты содержат антиоксиданты, термостабилизаторы и УФ-стабилизаторы. Следовательно, товары не черного цвета должны оставаться в незащищенном хранении на открытом воздухе не более двух лет (или дольше, как рекомендовано производителем труб). Черные изделия с полосками обычно подходят для незащищенного хранения и обслуживания на открытом воздухе.
Установление связи с PEX: хорошее, плохое…
Чтобы выполнить расширительное соединение, установщик расширяет трубу и кольцо перед установкой фитинга с большим внутренним диаметром.Недавно я наткнулся на онлайн-статью, в которой рассказывалось об опыте подрядчиков с различными типами сшитого полиэтилена, или PEX, системами соединения — обжимом, зажимом, нажатием для соединения и холодным расширением. Я был заинтригован, узнав, как разные подрядчики выполняют свою работу и как они относятся к различным типам доступных соединений PEX. Это заставило меня задуматься над некоторыми вопросами, которые могут возникнуть у других подрядчиков, когда дело доходит до установки систем трубопроводов PEX, таких как…
- Зачем использовать PEX?
- Чего я хочу достичь с помощью своих установок?
- Правильно ли я использую продукт?
Имея более десяти лет в отрасли, я подумал, что попытаюсь ответить на эти три вопроса, предложив при этом некоторую информацию о фитингах из полиэтиленгликоля.
Моя цель — повысить осведомленность о доступных предложениях и устранить любые опасения или неправильные интерпретации, которые могут возникнуть у установщиков.
Зачем использовать PEX?
Ответ двоякий. Во-первых, медь стоит дорого (и ее стоимость может сильно колебаться). Многие специалисты по сантехнике и отоплению перешли на PEX, чтобы оставаться конкурентоспособными.
Хотя это, вероятно, самая частая причина переключения, есть и другие причины.
- С одной стороны, PEX гибкий, поэтому он может изгибаться при каждом изменении направления. Это уменьшает количество необходимых соединений, делая установку быстрее и проще, а также снижает вероятность потенциальных точек утечки.
- Гибкость PEX также означает, что он может расширяться и сжиматься до исходного размера, что делает его очень устойчивым к повреждениям от замерзшей воды в трубах. Некоторые типы PEX могут даже расширяться в три раза по сравнению с диаметром трубы.
- PEX также противостоит коррозии, точечной коррозии и образованию накипи, поэтому никогда не стоит беспокоиться об утечках через отверстия или ограниченном потоке воды.
- ASTM International, организация по стандартизации, требует, чтобы ожидаемый срок службы труб PEX составлял не менее 50 лет. (Некоторые производители PEX предлагают ожидаемый срок службы трубы более 100 лет.) Короче говоря, PEX более долговечен и обеспечивает более длительный срок службы системы при меньших затратах времени и материалов на установку.
Итог: PEX более прочен, чем медь, и служит дольше.
Чего я хочу достичь с помощью своих установок?
На этот вопрос может быть много ответов, но будем надеяться, что удовлетворенность клиентов стоит на первом месте.Наряду с этим более быстрая установка — с меньшим количеством обратных вызовов или переделок — вероятно, также является приоритетом.
Для большинства установщиков обратный вызов и доработка являются худшими. Ничто так не повредит чистой прибыли. Представьте, что у вас уже есть небольшая маржа, чтобы выиграть проект, но эта маржа съедена вашим первым обратным вызовом. Возможно, вам даже не придется это вообразить; вы можете регулярно испытывать это.
Это всегда приводит к следующему и самому важному вопросу …
Правильно ли я использую продукт?
Чтобы ответить на этот вопрос, мы более подробно рассмотрим четыре наиболее распространенных соединения PEX:
- Опрессовка медная
- Зажим из нержавеющей стали
- Соединение нажатием
- Холодное расширение с армирующими кольцами из PEX
Поймите, что весь PEX имеет некоторую степень термоупругой памяти .Это важно при сравнении того, как соединения функционируют с течением времени.
Медные обжимные кольца подпадают под действие двух стандартов: ASTM F1807 для металлических вставных фитингов и ASTM F2159 для пластиковых вставных фитингов. Процесс подключения на чистой трубе с прямым срезом следующий.
- Наденьте обжимное кольцо на конец трубы PEX.
- Вставьте фитинг, металлический или пластиковый, в конец трубы.
- Наденьте кольцо на место перекрытия трубы и фитинга.Расстояние от края трубы зависит от типа материала и производителя.
- Используя обжимной инструмент, сожмите обжимное кольцо до упора.
- Используйте манометр, работающий / непроходимый, чтобы убедиться, что каждое соединение выполнено правильно. Эти манометры различаются в зависимости от производителя, как и их операции, но работа манометра одинакова. По сути, установщик пытается определить, является ли соединение слишком слабым (что может привести к утечкам) или слишком плотным (что может привести к повреждению трубы или фитингов, еще одной потенциальной точке утечки).Калибровка обжимного инструмента также поможет определить необходимость повторной калибровки обжимного инструмента.
- Хорошо: При правильном подключении это должен быть относительно быстрый и недорогой способ подключения PEX. Существует множество различных инструментов и производителей обжимных колец. Эти детали легко купить в различных магазинах.
- Плохо: Не все инструменты хорошо работают в ограниченном пространстве. Большинство из них большие, поэтому установщик может лучше использовать обжимное соединение.Из-за особенностей трубы PEX, самым прочным будет это соединение, когда оно изначально установлено. Со временем труба будет сопротивляться обжимному кольцу. Кроме того, фитинги вставляются в трубу и создают ограничение для потока воды. Это может привести к необходимости увеличения размера трубопроводов системы.
- Уродливое: Рекомендации производителей по изготовлению обжимных соединений различаются, как и инструменты и гарантии на детали и детали. Невозможно осмотреть фурнитуру визуально; необходимо использовать специальный манометр, работающий / непроходимый.Датчики годности / запрета также различаются в зависимости от производителя.
Самое страшное в индикаторе «годен / не годен» — это когда его нет. У многих установщиков, с которыми я разговаривал, даже нет ни одного. Это неизбежно приводит к более частому появлению «сухих» посадок; то есть соединение, которое не было замечено и никогда не обжималось. Другая проблема заключается в том, что, поскольку эти детали относительно легко приобрести в различных розничных магазинах, это означает, что любой неподготовленный человек может приобрести и установить эти типы фитингов.
Зажим из нержавеющей стали Кольца подпадают под стандарт ASTM F2098.Процесс подключения на чистой трубе с прямым срезом следующий.
- Откалибруйте инструмент для обжима.
- Наденьте зажимное кольцо на конец трубы PEX.
- Вставьте фитинг, металлический или пластиковый, в конец трубы.
- Наденьте кольцо на место перекрытия трубы и фитинга. Расстояние от края трубы зависит от типа материала и производителя.
- Используя обжимной инструмент, сожмите обжимное кольцо до упора.Большинство инструментов не будут освобождены, пока соединение не будет установлено.
- Хорошо: При правильном подключении это должен быть относительно быстрый и недорогой способ подключения PEX. Существует множество различных инструментов и производителей обжимных колец, и эти продукты относительно легко купить в различных магазинах. Инструменты, как правило, универсальны для всех, поэтому соединение 1/2 дюйма и соединение 1 дюйм могут быть выполнены без регулировки инструмента.
- Плохо: Как и метод обжима, не все инструменты хорошо работают в ограниченном пространстве. Опять же, эта связь будет самой сильной, когда она будет установлена изначально. Со временем труба будет сопротивляться обжимному кольцу. Опять же, как и медные обжимные фитинги, зажимные фитинги из нержавеющей стали вставляются в трубу и, таким образом, создают ограничение для потока воды.
- Уродливое: Производители рекомендуют частоту калибровки инструментов: от «каждый день» до «раз в 30 000 подключений».«Неправильная калибровка инструмента приведет к утечкам или повреждению арматуры, но установщик или владелец здания не узнает об этом, пока не станет слишком поздно. Кроме того, зажимные кольца могут быть подвержены коррозии. Если они выйдут из строя в какой-то момент, произойдет катастрофический отказ.
Фитинги с защелкивающимся соединением соответствуют стандарту ASSE 1067. Процесс подключения на чистой трубе с прямым срезом следующий.
- В зависимости от фитинга вставьте усиливающую втулку в трубу PEX.
- Вставьте трубу в фитинг в соответствии с инструкциями производителя.
- Следуйте любым дополнительным инструкциям производителя.
- Хорошо: Если соединения выполнены правильно, это должен быть быстрый способ установки системы PEX. Push-to-connect может использоваться взаимозаменяемо с большинством типов труб с медными трубками, включая PEX, медь и CPVC. Для выполнения этих соединений не требуются специальные инструменты. Кроме того, фурнитуру можно легко снять и использовать повторно.
- Плохое: Если ваше решение зависит от стоимости, держитесь подальше от push-to-connect. У большинства подрядчиков, с которыми я разговаривал, есть под рукой разнообразные на случай чрезвычайных ситуаций, но, как правило, их не так много. Многие установщики будут использовать их как временное исправление, а затем повторно использовать их снова по той же причине — в качестве временного решения. Если требуется втулка, будет ограничение потока воды.
- Уродливое: Для некоторых фитингов требуется втулка жесткости, а для некоторых — нет.Работа втулки состоит в том, чтобы сохранять жесткость PEX изнутри, чтобы обеспечить хорошее уплотнение по отношению к уплотнительному кольцу внутри фитинга. Вы не можете визуально увидеть, был ли установлен элемент жесткости или достаточно ли вставлена труба в фитинг для создания надлежащего уплотнения. Если вы пропустите гильзу или не нажмете достаточно сильно, у вас будут протечки.
Кроме того, когда труба PEX подвергается растягивающим нагрузкам, соединения могут легко выйти из строя. Проблема не в подходящей силе. Скорее, материал PEX достаточно мягкий, чтобы зубья внутри фитинга соскребали трубу до тех пор, пока она полностью не соскользнет.
Холодное расширение с помощью усиливающих колец из PEX. подпадают под стандарт ASTM F1960. Процесс подключения на чистой трубе с прямым срезом следующий.
- Наденьте армирующее кольцо из PEX на конец трубы. У большинства колец есть стопор на конце. В противном случае оставьте небольшое пространство на конце кольца, прежде чем начинать соединение.
- Расширьте трубу с помощью расширительного инструмента в соответствии с инструкциями производителя. Делайте это до тех пор, пока труба не станет достаточно широкой для установки фитинга F1960.
- Вставьте фитинг в трубу до тех пор, пока буртик расширительного кольца не коснется заплечика фитинга.
- Хорошее: В отличие от других типов соединений, требующих калибровки инструмента или манометров, это полностью визуальное соединение. Если вы видите, что расширительное кольцо касается заплечика фитинга, оно подключено правильно. Свойства PEX работают с этим подключением. Из-за памяти формы PEX самое слабое соединение, которое когда-либо будет, — это первое соединение.По мере сужения PEX увеличивается прочность соединения.
Фитинги имеют практически такой же внутренний диаметр, что и труба, что создает меньше ограничений и часто позволяет использовать трубы меньшего размера. Это также делает невозможным сухую установку соединения. Инструменты близки к одному размеру для всех, за исключением расширительных головок, которые необходимо менять для труб разных размеров.
- Плохо: Если инструмент расширения не имеет встроенного авторотации, есть дополнительный шаг ручного вращения инструмента между расширениями.Если расширительный инструмент оборудован авторотацией, необходимо визуально осмотреть инструмент, чтобы убедиться в его работоспособности. (Я рекомендую ежедневный осмотр.) Кроме того, фитинги нелегко найти в розничных магазинах больших коробок; они обычно продаются только обученным профессиональным установщикам сантехники и систем отопления, вентиляции и кондиционирования воздуха.
- Уродливое: Если у вас нет авторотации и вы не вращаете инструмент вручную, могут возникнуть утечки. Без вращения на внутренней стенке трубы могут образоваться небольшие канавки и образоваться небольшая точка утечки.Температура также влияет на количество расширений, необходимых для фитинга. В холодных условиях нужно быть осторожным, чтобы не чрезмерно расширить трубу, потому что чрезмерно расширенная труба в холодных условиях сжимается дольше. Однако тепловая пушка или фен устранят утечки, вызванные чрезмерным расширением в холодных условиях.
Это четыре основных метода соединения трубопроводных систем PEX. Изучение плюсов и минусов каждого из них поможет вам определить, какие соединения будут более надежными для вашего проекта.
Об авторе: Дэн Хаббард — инструктор по работе с клиентами в Академии Uponor в Эппл-Вэлли, Миннесота. С ним можно связаться по адресу [email protected].
Отрицательные эффекты чрезмерной затяжки фитингов и клапанов
Задумывались ли вы когда-нибудь о важности правильной затяжки при соединении трубок, трубных фитингов и трубопроводных клапанов из нержавеющей стали?
При проектировании заводской сети трубопроводных соединений или сборке подробных соединений в гидравлической системе крайне важно, чтобы все соединения и фитинги были плотно закрыты вместе, чтобы не было места для утечки какой-либо жидкости между трещинами.
Иногда при установке не соблюдаются надлежащие методы затяжки, оставляя место для ошибки. Как это произошло? Фитинги или клапаны могут быть чрезмерно или недостаточно затянуты, если при установке не выполняются правильные процедуры затяжки. Как чрезмерное, так и недостаточное затягивание может привести к печальным последствиям.
Мы составили этот краткий обзор проблем, которых можно избежать, чтобы избежать этой потенциальной ловушки.
Когда следует беспокоиться о чрезмерной затяжке
Затяжка клапанов и трубных обжимных фитингов является важной частью установки и обслуживания вашего оборудования.
Наиболее частая проблема, которая обычно возникает, — это не недостаточная затяжка, а на самом деле чрезмерная затяжка из-за простых заблуждений. Большинство людей более склонны перетягивать, чтобы убедиться, что соединение держится, вместо того, чтобы не прилагать каких-либо усилий и позволять жидкости быстро вытекать.
Вот четыре способа определить, слишком ли сильно вы наклонились в сторону затяжки клапана или фитинга.
1. Не получается снять арматуру
Трубные фитинги и клапаны, очевидно, предназначены для надежного соединения с трубками.Если они стали слишком туго закреплены, возможно, они были затянуты до такой степени, что повредили соединительные трубки. Если вы не можете снять клапан или фитинг, это значит, что затяжка индикатора зашла слишком далеко.
2. Деформация фитингов и трубок
Если не соблюдать надлежащие процедуры затяжки и один из ваших продуктов деформируется во время установки, скорее всего, возникнут проблемы.
Когда клапан или фитинг поворачивается слишком много раз и усиливается более плотно, чем должно быть, дополнительное давление, создаваемое трубкой, исказит ее форму и приведет к дальнейшим видам повреждений в будущем.
3. Клапан ломается
Поломка клапана — не очень распространенный сценарий, потому что большинство клапанов довольно прочные и не сломаются. Однако, если это все же произойдет с вами, пожалуйста, следуйте надлежащим процедурам затяжки и соблюдайте осторожность при следующей затяжке клапана. Убедитесь, что вы не слишком сильно надавливаете.
4. У вас начинаются протечки
Если вы обнаружили утечку жидкости, пора проверить различные соединения трубок и посмотреть, не были ли они затянуты слишком туго.
Если клапан чрезмерно затянут, это деформирует трубку и соединение. Эти деформации создают трещины и зазоры, через которые жидкость может начать вытекать.
Эффекты чрезмерной затяжки
Чрезмерное затягивание окажет прямое влияние на ваши проекты и операции, и есть множество веских причин, чтобы избежать этой проблемы!
Вот некоторые из самых серьезных последствий чрезмерной затяжки фитингов или клапанов.
1. Неправильное соединение трубного фитинга
Убедиться, что все ваши соединения надежно затянуты, жизненно важно для вашего проекта.Если один из чрезмерно затянутых клапанов или фитингов будет упущен из виду, скорее всего, вы откажетесь от целостности всего устройства.
Соединение компрессионных фитингов и клапанов на трубке из нержавеющей стали позволяет жидкости течь из одной трубки в другую. Если соединение нарушено из-за чрезмерной затяжки, жидкость или среда, с которой вы работаете, не сможет течь правильно. Возможно, трубка деформирована, что может привести к множеству других проблем.
Деформация трубок может привести к закупориванию жидкости и началу засорения трубок.Если вы работаете с твердыми частицами, засорение становится более вероятным. Кроме того, вероятность утечки резко возрастает — деформации создают зазоры в трубках с крошечными пространствами для жидкости, которая может вытекать и стекать по трубкам на пол.
Неправильные соединения из-за чрезмерной затяжки также могут привести к загрязнению. Если из трещин достаточно места для выхода жидкости, значит, в вашу систему достаточно грязи, химикатов и других посторонних жидкостей, которые могут загрязнить ее.Непредвиденное загрязнение приводит к более быстрому выходу из строя ваших трубок, что обходится вам дороже, так как вы вынуждены заменять системные блоки.
2. Поврежденные трубные фитинги и клапаны
Чрезмерная затяжка клапанов или трубных фитингов растягивает и деформирует их за пределы предполагаемых допусков. После того, как они были растянуты до этой точки, они вряд ли когда-либо восстановят свою первоначальную форму, что сделает их невозможным повторное использование.
Если изделия продолжают выполнять свою работу и поддерживать соединение между вашими трубками после чрезмерного затягивания, маловероятно, что так будет продолжаться надолго.Со временем они будут растягиваться или деформироваться, и вам придется заменить их новыми клапанами.
Замена дорогостоящего оборудования, такого как трубопроводные клапаны, трубная арматура и высококачественные трубки из нержавеющей стали, стоит недешево и в ней нет необходимости. Непоправимого ущерба, вызванного чрезмерной затяжкой, можно было легко избежать, соблюдая надлежащие процедуры затяжки.
3. Сломанные трубные фитинги и клапаны
В то время как повреждение вашего оборудования приведет к затратам на ремонт и проблемам в будущем, выход из строя вашей продукции из-за чрезмерной затяжки, несомненно, быстро приведет к дополнительным затратам.
Разрыв продуктов из-за чрезмерного затягивания может также повредить дополнительные продукты, такие как трубки из нержавеющей стали, на которые вы сжимаете, что приведет к разливу. По нисходящей спирали разлив может вызвать дальнейшие повреждения, что приведет к дополнительному ремонту.
4. Повышенная утечка в системе
Утечки упоминались несколько раз как потенциальные побочные эффекты при столкновении с проблемами чрезмерной затяжки. Вот несколько негативных проблем, с которыми вы можете столкнуться:
- Вопросы безопасности: Если из ваших трубок вытекает жидкость, есть вероятность, что кто-то может поскользнуться и пораниться.Травмы, которых можно избежать, — это прискорбно, но если эта авария произойдет на рабочем месте, это может привести к дополнительным осложнениям, таким как оплачиваемый отпуск по травме или судебные процессы.
- Забота об окружающей среде: Вся лишняя жидкость, вытекающая из трубок, не исчезает просто так. В конечном итоге он проникает в местные водные системы, загрязняя их и нанося ущерб местной экосистеме. Это вредит растениям, животным и даже самим людям.
- Повреждение оборудования и области: Протечка стирает внутреннюю часть по краям утечки, расширяя ее и делая со временем более серьезной.Кроме того, все, что находится на пути утечки, например пол, стена или другая труба, также может пострадать от утечки.
- Более высокие затраты: Все, что было повреждено из-за утечки, в конечном итоге необходимо будет заменить, что приведет к увеличению затрат. Кроме того, любая водопроводная, трубная или механическая система, частью которой являются эти трубы, должна работать усерднее, заставляя их использовать больше топлива и увеличивать ваши счета за электроэнергию, воду или любые другие соответствующие расходы.
5. Процесс естественного износа при отягчающих обстоятельствах
Все трубные фитинги, клапаны и трубки со временем изнашиваются. Независимо от того, насколько хорошо вы ухаживаете за ними и регулярно проводите техническое обслуживание, ни одно оборудование не прослужит вечно. Ваши трубные фитинги ничем не отличаются, они не будут служить вечно, но вы можете контролировать, насколько быстро они изнашиваются.
Если вы регулярно проверяете их на предмет утечек или повреждений, чистите их и убеждаетесь в том, что все работает, как задумано, вы увеличиваете вероятность того, что они проживут долгую и полноценную жизнь.Если, с другой стороны, вы проворачиваете фитинги до уровня, намного превышающего их максимальный предполагаемый уровень герметичности, вы увеличиваете скорость, с которой эти элементы оборудования будут изнашиваться. Это чрезмерное затягивание подвергает всю систему огромному напряжению и давлению, в результате чего она ломается намного быстрее, чем обычно.
Поскольку эти детали изнашиваются, они перестают выполнять свою работу. Если они не сломаются полностью, они больше не смогут создать эффективное уплотнение между трубками, что приведет к утечкам, деформации и другим видам дорогостоящих повреждений.В конечном итоге вам придется заменить трубки гораздо раньше, чем в противном случае.
Как избежать чрезмерной затяжки клапанов
Как мы уже обсуждали выше, ущерб, нанесенный чрезмерной затяжкой, может в конечном итоге обойтись вам дорого по нескольким причинам. Однако вы также заметите, что есть предупреждающие знаки, которые предупредят вас о возможности чрезмерной затяжки.
Что вы можете сделать, если узнаете, что вызываете эту проблему, и как решить проблему, чтобы гарантировать, что она больше не повторится? Вот пара вещей, которые вы можете сделать:
1.Используйте осторожность
Это просто, будьте осторожны, внимательно затягивая клапаны. Соблюдайте надлежащие процедуры затяжки и инструкции по установке. Некоторые установщики считают, что затянуть можно на ощупь, и в этом случае нужно заметить, когда клапан начинает ощущаться плотно. Помните, сколько усилий вы делаете после того, как уже достигли этой точки.
2. Не борись
Когда вы затягиваете клапан, если вы начинаете ощущать сопротивление и если клапан затягивается до предела, не нажимайте на него.Возможно, вы захотите затянуть его до такой степени, чтобы он не упал, но вы не хотите заходить слишком далеко за точку сопротивления. Для всех компрессионных фитингов и клапанов существуют процедуры затяжки, которые необходимо соблюдать для безопасной и точной установки.
3. Используйте лучшие технологии
Компания Mako Products считает, что должен быть более простой и понятный способ узнать, правильно ли затянут ваш компрессионный фитинг. С технологией Superlok вы получите именно это.
Superlok i-Fitting — это встроенный датчик зазора, что означает, что при затяжке фитинга до точного соединения два красных кольца физически выскочат из фитинга, открывая синее кольцо под ними, что дает вам визуальное подтверждение того, что ваш фитинг был затянут точно.
Эта технология избавляет от необходимости задаваться вопросом, затянули ли вы его достаточно сильно, и избавляет от соблазна сделать еще несколько оборотов «на всякий случай», что слишком часто приводит к чрезмерной затяжке.С технологией Superlok вам не о чем беспокоиться — вы можете знать наверняка.
Посетите Mako Products сегодня для получения дополнительной информации
Сталкивались ли вы в прошлом с чрезмерной затяжкой фитингов? Часто ли вы беспокоитесь, что недостаточно затянули их, поэтому слишком сильно отклоняетесь в противоположном направлении и деформируете клапаны из-за чрезмерного затягивания?
Узнайте больше о том, как мы можем помочь вам решить эти проблемы с помощью единственного практического решения, предлагаемого здесь, в Mako Products, вашем ведущем источнике продукции Superlok.Узнайте больше о технологии встроенных щупов Superlok и о том, как она может облегчить вашу жизнь, устраняя проблемы с затяжкой, экономя ваши деньги и продлевая срок службы вашего продукта. Как только вы узнаете, как эта технология может решить ваши проблемы с затяжкой, не стесняйтесь, свяжитесь с нами, чтобы узнать больше о том, как вы можете интегрировать эти фитинги в вашу собственную систему.
Связаться с Mako Products
Основная информация о свинце в питьевой воде | Грунтовые и питьевые воды
EPA и Центры по контролю и профилактике заболеваний (CDC) согласны с тем, что безопасный уровень свинца в крови ребенка неизвестен.Свинец вреден для здоровья, особенно для детей.
На этой странице:
Общие сведения о свинце в питьевой воде
Что вы можете сделать
Требования к питьевой воде для свинца
Общие сведения о свинце в питьевой воде
Как свинец попадает в питьевую воду
Свинец может попасть в питьевую воду при прокладке материалов, содержащих свинец, которые вызывают коррозию, особенно если вода имеет высокую кислотность или низкое содержание минералов, вызывающих коррозию труб и арматуры.Наиболее распространенными источниками свинца в питьевой воде являются свинцовые трубы, краны и арматура. В домах со свинцовыми трубами, которые соединяют дом с водопроводной магистралью, также известной как водопроводные линии, эти трубы обычно являются наиболее значительным источником свинца в воде. Свинцовые трубы чаще встречаются в старых городах и домах, построенных до 1986 года. Среди домов без свинцовых коммуникаций наиболее распространенная проблема связана с латунными или хромированными латунными смесителями и водопроводом со свинцовым припоем.
Закон о безопасной питьевой воде (SDWA) снизил максимально допустимое содержание свинца, то есть содержание, которое считается «бессвинцовым», до средневзвешенного значения 0.25 процентов в расчете на смачиваемые поверхности труб, трубопроводной арматуры, сантехнической арматуры и приспособлений и 0,2 процента для припоя и флюса.
Коррозия — это растворение или истирание металла, вызванное химической реакцией между водой и водопроводом. На степень попадания свинца в воду влияет ряд факторов, в том числе:
- химический состав воды (кислотность и щелочность), а также типы и количество минералов в воде,
- количество свинца, с которым он контактирует,
- температура воды,
- степень износа труб,
- как долго вода остается в трубах, а
- наличие защитных чешуек или покрытий внутри сантехнических материалов.
Для решения проблемы коррозии свинца и меди в питьевой воде EPA издало Правило по свинцу и меди (LCR) под эгидой SDWA. Одним из требований LCR является антикоррозионная обработка для предотвращения загрязнения питьевой воды свинцом и медью. Обработка для защиты от коррозии означает, что коммунальные предприятия должны делать питьевую воду менее агрессивной по отношению к материалам, с которыми она контактирует на пути к кранам потребителей. Узнайте больше о правилах EPA по предотвращению попадания свинца в питьевую воду.
Начало страницы
Влияние свинца в питьевой воде на здоровье *
* Информация о воздействии на здоровье на этой странице не предназначена для каталогизации всех возможных последствий для здоровья свинца. Скорее, он предназначен для того, чтобы сообщить вам о наиболее значительных и вероятных последствиях для здоровья, связанных со свинцом в питьевой воде.
Существует ли безопасный уровень свинца в питьевой воде?Закон о безопасной питьевой воде требует от Агентства по охране окружающей среды определять уровень загрязняющих веществ в питьевой воде, при котором неблагоприятное воздействие на здоровье не может возникнуть с достаточным запасом прочности.Эти неосуществимые цели в области здравоохранения, основанные исключительно на возможных рисках для здоровья, называются целями максимального уровня загрязнения (MCLG). EPA установило максимальный целевой уровень загрязнения свинца в питьевой воде равным нулю, поскольку свинец является токсичным металлом, который может быть вредным для здоровья человека даже при низких уровнях воздействия. Свинец является стойким веществом и со временем может накапливаться в организме.
Маленькие дети, младенцы и зародыши особенно уязвимы к воздействию свинца, поскольку физические и поведенческие эффекты свинца проявляются при более низких уровнях воздействия у детей, чем у взрослых.Доза свинца, которая мало повлияет на взрослого, может оказать значительное влияние на ребенка. У детей низкие уровни воздействия были связаны с повреждением центральной и периферической нервной системы, неспособностью к обучению, более низким ростом, нарушением слуха и нарушением образования и функции клеток крови.
Центры по контролю и профилактике заболеваний (CDC) рекомендуют начинать меры общественного здравоохранения, когда уровень свинца в крови ребенка составляет 5 микрограммов на децилитр (мкг / дл) или более.
Важно понимать все способы воздействия свинца на ребенка. Дети подвергаются воздействию свинца, содержащегося в краске, пыли, почве, воздухе и продуктах питания, а также в питьевой воде. Если уровень свинца в крови ребенка находится на уровне действия CDC или превышает 5 микрограммов на децилитр, это может быть связано с воздействием свинца из комбинации источников. По оценкам EPA, питьевая вода может составлять 20 или более процентов от общего воздействия свинца на человека. Младенцы, которые потребляют в основном смешанные смеси, могут получать от 40 до 60 процентов свинца с питьевой водой.
Дети
Даже низкий уровень свинца в крови детей может привести к:
- Поведение и проблемы обучения
- Пониженный IQ и гиперактивность
- Замедленный рост
- Проблемы со слухом
- Анемия
В редких случаях проглатывание свинца может вызвать судороги, кому и даже смерть.
Беременные
Свинец со временем может накапливаться в нашем организме, где он откладывается в костях вместе с кальцием.Во время беременности свинец выделяется из костей в виде материнского кальция и используется для формирования костей плода. Это особенно верно, если женщине не хватает кальция в рационе. Свинец также может проникать через плацентарный барьер, подвергая плод воздействию свинца. Это может привести к серьезным последствиям для матери и ее развивающегося плода, в том числе:
- Снижение роста плода
- Преждевременные роды
Узнайте больше о влиянии свинца на беременность:
Свинец также может передаваться через грудное молоко.Подробнее о воздействии свинца на беременных и кормящих женщин (PDF) (302 стр., 4,3 МБ, PDF-файл).
Взрослые
Свинец вреден и для взрослых. Взрослые, подвергшиеся воздействию свинца, могут пострадать от:
- Сердечно-сосудистые эффекты, повышение артериального давления и частота гипертонии
- Снижение функции почек
- Репродуктивные проблемы (как у мужчин, так и у женщин)
Связанная информация
Начало страницы
Могу ли я принять душ в воде, загрязненной свинцом?
Да.Купание и душ должны быть безопасными для вас и ваших детей, даже если в воде содержится свинец, превышающий уровень действия EPA. Кожа человека не впитывает свинец в воде.
Эта информация применима к большинству ситуаций и к подавляющему большинству населения, но индивидуальные обстоятельства могут отличаться. В некоторых ситуациях, например, в случаях с очень агрессивной водой, могут потребоваться дополнительные рекомендации или более строгие меры. Ваш местный орган водоснабжения всегда является вашим первым источником для тестирования и выявления свинцового загрязнения в водопроводной воде.Многие органы государственного водоснабжения имеют веб-сайты, на которых размещены данные о качестве питьевой воды, в том числе результаты тестирования на содержание свинца. Ссылки на такие данные можно найти на веб-сайте EPA Consumer Confidence Report.
Для получения дополнительной информации см. Веб-страницу CDC «Источники свинца: вода».
Начало страницы
Что вы можете сделать
Узнайте, содержится ли свинец в питьевой воде
Во-первых, узнайте больше о воде, поступающей в ваш дом
EPA требует, чтобы все коммунальные системы водоснабжения готовили и предоставляли годовой отчет о качестве воды под названием Отчет об уверенности потребителей (CCR) для своих клиентов к 1 июля каждого года.Свяжитесь с вашим водоканалом, если вы хотите получить копию их последнего отчета. Если ваша вода поступает из домашнего колодца или другого частного водопровода, узнайте в своем отделе здравоохранения или в ближайших предприятиях водоснабжения, использующих грунтовые воды, информацию о загрязняющих веществах, вызывающих озабоченность в вашем районе.
EPA Правило публичного уведомления требует, чтобы общественные системы водоснабжения уведомляли вас о проблемах с питьевой водой.
Во-вторых, вы можете проверить воду на содержание свинца
Дома могут иметь внутренние водопроводные материалы, содержащие свинец.Поскольку вы не можете увидеть, попробовать или почувствовать запах растворенного в воде свинца, тестирование — единственный надежный способ определить, есть ли в вашей питьевой воде вредные количества свинца. Список сертифицированных лабораторий можно получить в вашем штате или в местных органах управления питьевой водой. Стоимость тестирования составляет от 20 до 100 долларов. Обратитесь к поставщику воды, так как у них может быть полезная информация, в том числе о том, сделан ли из свинца соединительный элемент, используемый в вашем доме или районе.
Вы также можете просмотреть и распечатать информационный бюллетень по тестированию питьевой воды в вашем доме.
Начало страницы
Важные шаги, которые вы можете предпринять для снижения содержания свинца в питьевой воде
- Протестируйте воду . Обратитесь в службу водоснабжения, чтобы протестировать воду и узнать больше об уровнях содержания свинца в питьевой воде.
- Узнайте, есть ли у вас ведущая линия обслуживания . Обратитесь в службу водоснабжения или к лицензированному водопроводчику, чтобы определить, сделана ли труба, соединяющая ваш дом с водопроводом (так называемая линия обслуживания), из свинца.
- Запустите воду. Перед тем, как пить, промойте домашние трубы, включив кран, примите душ, постирайте белье или вымыв много посуды. Количество времени, необходимое для подачи воды, будет зависеть от того, есть ли в вашем доме ведущая линия обслуживания или нет, а также от длины ведущей линии обслуживания. Жители должны связаться со своим водоканалом для получения рекомендаций о времени смыва в своем районе.
- Узнайте о строительстве в вашем районе. Помните о любых строительных или ремонтных работах, которые могут нарушить работу вашей ведущей линии обслуживания.Строительство может привести к высвобождению большего количества свинца из ведущей линии обслуживания.
- Используйте холодную воду. Используйте только холодную воду для питья, приготовления пищи и приготовления детских смесей. Помните, что кипячение не удаляет свинец из воды.
- Очистите аэратор. Регулярно очищайте экран смесителя (также известный как аэратор). В аэраторе могут скапливаться отложения, мусор и частицы свинца. Если частицы свинца попадут в аэратор, свинец может попасть в вашу воду.
- Используйте фильтр правильно. Если вы используете фильтр, убедитесь, что вы используете сертифицированный фильтр для удаления свинца. Прочтите инструкции, чтобы узнать, как правильно установить и использовать картридж, а также когда его заменять. Использование картриджа по истечении срока его годности может снизить эффективность удаления свинца. Не пропускайте горячую воду через фильтр.
Узнайте больше, просмотрев инфографику Агентства по охране окружающей среды «Ведущее место в области питьевой воды».
Связанная информацияНачало страницы
Проведите тестирование вашего ребенка на определение уровня свинца в его или ее крови
Семейный врач или педиатр может провести анализ крови на свинец и предоставить информацию о влиянии свинца на здоровье.Департамент здравоохранения штата, города или округа также может предоставить информацию о том, как можно сдать кровь вашего ребенка на содержание свинца. Центры по контролю и профилактике заболеваний рекомендуют начинать меры общественного здравоохранения, когда уровень свинца в крови ребенка составляет 5 микрограммов на децилитр (мкг / дл) или более.
Начало страницы
Узнайте, является ли свинец в питьевой воде проблемой в школе или учреждении по уходу за ребенком
Дети проводят значительную часть своего дня в школе или детском учреждении.Краны, которые обеспечивают воду, используемую для потребления, включая питье, приготовление обеда и приготовление сока и детской смеси, должны быть проверены.
Требования к питьевой воде для свинцаПравила EPA в отношении питьевой воды для свинца
В 1974 году Конгресс принял Закон о безопасной питьевой воде. Этот закон требует от Агентства по охране окружающей среды определять уровень загрязняющих веществ в питьевой воде, при котором не может возникнуть неблагоприятных последствий для здоровья с достаточным запасом прочности.Эти неосуществимые цели в области здравоохранения, основанные исключительно на возможных рисках для здоровья, называются целями максимального уровня загрязнения (MCLG). MCLG для свинца равен нулю. EPA установило этот уровень на основе наилучших доступных научных данных, которые показывают, что безопасного уровня воздействия свинца не существует.
Для большинства загрязняющих веществ EPA устанавливает обязательные правила, называемые максимальным уровнем загрязнения максимальным уровнем загрязнения Самый высокий уровень загрязняющих веществ, допускаемый EPA в питьевой воде. MCL гарантируют, что питьевая вода не представляет ни краткосрочного, ни долгосрочного риска для здоровья.EPA устанавливает минимальные допустимые нормы потребления на уровнях, которые экономически и технологически осуществимы. Некоторые штаты устанавливают более строгие MCL, чем EPA. (MCL) на основе MCLG. Максимальные допустимые уровни загрязнения устанавливаются как можно ближе к минимальным допустимым уровням с учетом затрат, выгод и способности государственных систем водоснабжения обнаруживать и удалять загрязнители с использованием подходящих технологий очистки.
Однако, поскольку загрязнение питьевой воды свинцом часто является результатом коррозии сантехнических материалов, принадлежащих клиентам систем водоснабжения, Агентство по охране окружающей среды установило метод очистки, а не предельно допустимые концентрации свинца.Техника очистки — это обязательная процедура или уровень технологических характеристик, которым должны следовать водные системы, чтобы обеспечить контроль над загрязнением.
Правила техники обработки свинца (именуемые Правилом по свинцу и меди ) требуют, чтобы водные системы контролировали коррозионную активность воды. Регламент также требует, чтобы системы собирали пробы из кранов на участках, обслуживаемых системой, где с большей вероятностью имеются водопроводные материалы, содержащие свинец.Если более 10 процентов проб водопроводной воды превышают допустимый уровень содержания свинца в 15 частей на миллиард, то водные системы должны принять дополнительные меры, включая:
- Дальнейшие шаги по оптимизации обработки для защиты от коррозии (для систем водоснабжения, обслуживающих 50 000 человек, которые еще не полностью оптимизировали контроль коррозии).
- Информирование населения о свинце в питьевой воде и мерах, которые потребители могут предпринять для снижения воздействия свинца.
- Замена частей ведущих линий обслуживания (линий, соединяющих распределительные сети с потребителями) под контролем системы водоснабжения.
EPA издало Правило по свинцу и меди в 1991 году и пересмотрело его в 2000 и 2007 годах. Государства могут устанавливать более строгие правила по питьевой воде, чем EPA.
Дополнительно:
- EPA требует, чтобы все коммунальные системы водоснабжения готовили и предоставляли своим клиентам годовой отчет о качестве воды под названием Отчет об уверенности потребителей (CCR) .
- EPA Правило публичного уведомления требует, чтобы общественные системы водоснабжения уведомляли вас о проблемах с питьевой водой.
- В 2011 году изменения в Законе о безопасной питьевой воде снизили максимально допустимое содержание свинца, т. Е. Содержание, которое считается «бессвинцовым», до средневзвешенного значения 0,25 процента, рассчитанного по смачиваемым поверхностям труб. арматура, сантехническая арматура и приспособления и 0,2 процента для припоя и флюса. Узнайте больше о максимально допустимом содержании свинца в трубах, припое, фитингах и арматуре.
Последние действия и исправления
Начало страницы
Как EPA требует, чтобы государства и общественные системы водоснабжения защищали питьевую воду
Закон о безопасной питьевой воде (SDWA) требует от EPA устанавливать и обеспечивать соблюдение стандартов, которым должны следовать общественные системы питьевой воды.EPA делегирует основную ответственность за обеспечение соблюдения требований (также называемую primacy ) для государственных систем водоснабжения штатам и племенам, если они соответствуют определенным требованиям. Узнать больше о:
Связанная информация от других федеральных правительственных агентств
Центры по контролю и профилактике заболеваний (CDC):
Агентство регистрации токсичных веществ и заболеваний (ATSDR):
Начало страницы
Лучшие безопасные для пищевых продуктов металлы для пищевых производств
Правило FDA в отношении пищевых продуктов гласит, что «материалы, которые используются при изготовлении ПРИНАДЛЕЖНОСТИ и ПОВЕРХНОСТЕЙ ОБОРУДОВАНИЯ, КОНТАКТНЫХ С ПИЩЕВЫМИ ПРОДУКТАМИ, не могут допускать миграции вредных веществ или придавать ПИЩЕВУ цвет, запах или вкус.Таких материалов тоже необходимо:
- Сейф;
- Прочный, устойчивый к коррозии и невпитывающий;
- Достаточно по весу и толщине, чтобы выдерживать многократную стирку;
- Имеет гладкую, легко очищаемую поверхность; и
- Устойчив к точечной коррозии, выкрашиванию, растрескиванию, царапинам, царапинам и т. Д.
Чтобы металл считался «безопасным для пищевых продуктов», все эти требования должны быть выполнены.
Однако, когда дело доходит до производства пищевых продуктов, подойдет не любой безопасный для пищевых продуктов металл.Производители должны соответствовать строгим требованиям ко всему своему оборудованию для обработки пищевых продуктов и обработки. Использование неподходящего металла для процесса производства пищевых продуктов может иметь катастрофические последствия.
Например, если в данном производственном процессе используется много соли, использование «безопасного для пищевых продуктов» металла, который не подвержен точечной коррозии от воздействия хлоридов, может привести к коррозии металла. Тогда эта ржавчина может загрязнить готовую пищу.
По этой причине важно проявлять особую осторожность при выборе безопасного для пищевых продуктов металла для собственного применения в производстве пищевых продуктов.Чтобы помочь вам, команда Marlin Steel собрала краткое описание основных безопасных для пищевых продуктов металлов, используемых в пищевой промышленности. Важно отметить, что в Правилах пищевых продуктов FDA не указан список разрешенных металлов. Вместо этого они указывают ограничения на то, какие металлы можно использовать и как их можно использовать.
Чугун (только для приготовления пищи)Правило FDA в отношении пищевых продуктов отмечает, что чугунное оборудование разрешено для использования в пищевой промышленности только для кухонных поверхностей и посуды для подачи пищи, «если посуда используется только как часть непрерывного процесса от приготовления до обслуживания.”
Для любых других целей чугун ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ в качестве поверхности, контактирующей с пищевыми продуктами. Железо без защитного материала слишком уязвимо для коррозии и окисления.
АлюминийАлюминий — еще один широко используемый металл пищевого качества. Некоторыми ключевыми преимуществами алюминия являются его термостойкость, легкий вес, коррозионная стойкость и низкая стоимость.
Однако эти преимущества компенсируются некоторыми недостатками. По сравнению со многими другими металлами алюминий имеет низкую прочность на растяжение и устойчивость к ударам, поэтому он не может выдерживать слишком большие усилия без разрушения.
Поскольку алюминий быстро нагревается и охлаждается, он часто используется в варочных поверхностях, таких как противни.
МедьМедь находит ограниченное применение в пищевой промышленности из-за ее восприимчивости к воздействию кислот. Как отмечается в Правилах пищевых продуктов FDA, «медь и медные сплавы, такие как латунь, нельзя использовать в контакте с ПИЩЕВЫМИ ПРОДУКТАМИ, имеющими pH ниже 6, такими как уксус, фруктовый сок или вино, или для фитингов или трубок, установленных между обратным потоком. устройство профилактики и карбонизатор.”
По сути, что-либо более кислое, чем молоко, представляет риск коррозии для медного оборудования, поэтому оно не подходит для крупномасштабного производства. Однако есть заметное исключение для использования меди в пивоваренном оборудовании «на этапах предпочтения и ферментации пивоваренного производства, такого как пивоварня или микропивоварня».
Сплавы из нержавеющей сталиНержавеющая сталь бывает разных форм, поэтому трудно сделать какие-либо выводы о пригодности этого материала.Итак, вот краткий обзор сплавов нержавеющей стали, наиболее часто используемых в пищевой промышленности:
Пищевая нержавеющая сталь 304 Нержавеющая сталь маркимарки 304 является наиболее часто используемым сплавом нержавеющей стали в самых разных отраслях промышленности. В качестве материала нержавеющая сталь 304 очень полезна, поскольку она может противостоять коррозии, вызванной широким спектром химикатов, и может быть подвергнута электрополировке до получения гладкой, блестящей, легко очищаемой поверхности.
Тем не менее, некоторые коррозионные вещества и чрезмерное воздействие соли могут повредить нержавеющую сталь 304.
Пищевая нержавеющая сталь 316 Нержавеющая сталь марки316 — это сплав аустенитной нержавеющей стали с высоким содержанием хрома и никеля. Как и многие стальные сплавы, его температура непрерывного использования в несколько раз выше, чем когда-либо потребуется для большинства процессов приготовления пищевых продуктов (более 800 ° C или 1472 ° F).
Что делает сплав марки 316 идеальным листовым материалом из пищевой стали, так это его высокая стойкость к кислотам, щелочам и хлоридам (например, соли).Другие аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304, могут испытывать сильную точечную коррозию при воздействии соли, которая часто присутствует в пищевых продуктах.
316 — это отличные контейнеры из пищевой нержавеющей стали практически для любого пищевого применения.