схема подключения и изготовление своими руками
Цветные металлы и нержавейка – вот контрольные слова во время тяжелых раздумий типа «вот только осциллятора мне не хватало для полного счастья». С ответственностью заявляем: не будет вам полного счастья с дугой, если вы варите нержавейку, алюминий или цветные металлы. . Даже с правильными электродами и серьезным опытом в сварочном деле.
Дуга будет вас подводить: или трудный розжигом, или нестабильностью и способностью тухнуть в самое неподходящее время. А вольфрамовый электрод будет к тому же липнуть. Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Хороший осциллятор стоит немалых денег, поэтому, если вы занимаетесь сваркой время от времени, есть смысл разобраться в его устройстве, чтобы сделать его своими руками.
Содержание
- Принцип устройства и работы осциллятора
- Осциллятор своими руками
- Правила работы на самодельном осцилляторе
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
Но набор принципиальных блоков один и тот же.
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
 com/embed/cIsquGAaMnk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/cIsquGAaMnk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Осциллятор своими руками
Несмотря на то, что на рынке предлагаются сварочные осцилляторы самых разных моделей, может возникнуть необходимость соорудить самостоятельно. Реализация такой идеи вполне реальна, сделать это устройство своими руками — задача не из самых простых, но и не бином Ньютона.
Для начала убедитесь в том, что сварочный осциллятор своими руками вам действительно нужен и рентабелен.
Схема подключения осциллятора.- Вы собираетесь варить нержавейку, алюминий или цветные металлы.
- Вы используете постоянный или переменный ток с напряжением.
- Мощность тока не превышает 250 Вт.
- Вторичное полученное напряжение должно быть равно или выше 2500 В.
Если у вас есть сварочный преобразователь, работа пойдет намного легче: ваш постоянно будет подключаться к сварочной сети последовательно, что значительно проще. Кроме того, дуга будет вести себя намного лучше.
Кроме того, дуга будет вести себя намного лучше.
Она будет устойчиво гореть, и ее можно будет поджигать без контакта со свариваемой поверхностью вне зависимости от силы тока.
Осциллятор лучше собирать на прямоугольной плате. Высокочастотный трансформатор в компании с предохранителем и цепью управления размещаем слева, дроссель – справа. А в центре установим два конденсатора: колебательного контура и второй блокировочный для изоляции тока низкой частоты от всей сварочной цепи.
Подобрать оптимальный трансформатор помогут характеристики тока, которые требуются во второй обмотке. Катушка индуктивности должна быть сдвоенной – так надежнее. Если у вас последовательно соединены два колебательных контура, ток и напряжение будут стабильными.
Электрическая схема прибора.Колебательные контуры должны быть одинаковыми и должны состоять из следующих компонентов:
- конденсатора;
- варистора напряжения;
- катушки индуктивности из ферритового стержня.
Разрядник требует особой жесткой платы, так как при срабатывании температура должна понижаться. Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Первый каскад подключаем к клеммам , а второй каскад – к сварочной горелке и свариваемой заготовке. Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Обязательное требование – корпус должен быть устойчивым к влаге, и со специальными отверстиями для вентиляции.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность .
Принципиальная схема осциллятора.Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора.
 Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока. - Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
 Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.Осциллятор для сварки своими руками – очень грамотное технологическое дополнение к вашему сварочному оборудованию, если вы занимаетесь сваркой специфических металлов: нержавейки и алюминия. Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
Схема осциллятора оссд 300 — booktube.
 ru
ruВысокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Осциллятор, который при желании нетрудно сделать и своими руками, может относится к:
При помощи осцилляторов первого типа к сварочному току добавляется ток высокой частоты (150–250 кГц) и с большим значением напряжения (3000–6000 В). Зажигание такой дуги может осуществляться даже без прикосновения электрода к поверхности соединяемых заготовок, а горит дуга очень устойчиво даже при небольших значениях тока, поступающего от сварочного аппарата. Это возможно благодаря высокой частоте тока, который выдает осциллятор. Что важно, ток с такими характеристиками не опасен для сварщика, выполняющего работу с использованием этого устройства.
Это возможно благодаря высокой частоте тока, который выдает осциллятор. Что важно, ток с такими характеристиками не опасен для сварщика, выполняющего работу с использованием этого устройства.
Параллельное и последовательное подключение осциллятора
Осциллятор устройства для сварки неплавящимся электродом в защитных газах и разрядник для него
Изобретение относится к сварочному оборудованию, в частности к осцилляторам и разрядникам для последних. Цель изобретения повышение эффективности и надежности поджига сварочной дуги. Осциллятор содержит коммутатор 1 и релаксатор 4 с накопительной емкостью 3, подключенный к первичной обмотке трансформатора, а ко вторичной обмотке подключен высоковольтный контур на разряднике 5. Новым в осцилляторе является выполнение разрядника, из двух последовательных разрядных промежутков с общим пассивным электродом, к которому подключена емкость высоковольтного контура. 2 с. п. ф-лы, 3 ил.
Изобретение относится к машиностроению в области сварочного оборудования, в частности к осцилляторам и разрядникам для них.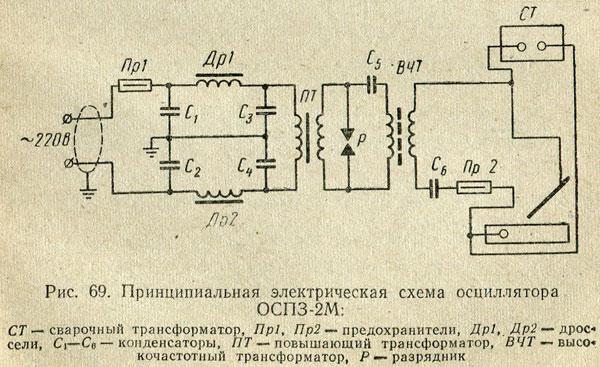
Целью изобретения является повышение эффективности и надежности поджига дуги.
На фиг. 1 приведена схема осциллятора; на фиг. 2 вид разрядника, разрез; на фиг. 3 то же, вид сверху.
На R1, VD1, C, динисторе VD2 собран коммутатор 1, а на накопительном конденсаторе 2, обмотке L1 трансформатора 3 и тиристоре VS1 собран релаксатор 4, который коммутирует накопительную емкость конденсатора СН2, разряжая ее на первичную обмотку L1 трансформатора 3. Ко вторичной обмотке L2 трансформатора 3 подключен разрядник 5, состоящий из разрядных промежутков F1 и F2, который с высоковольным конденсатором 6 и индуктивностью обмотки L2 трансформатора 3 составляет высоковольтный контур, к выводам которого подключаются цепи горелки сварочного аппарата.
Разрядник (см. фиг. 2) содержит корпус 7 из электроизоляционного материала. В верхней части корпуса укреплены на резьбе электроды 8 и 9, что позволяет перемещать их по оси при настройке разрядника с помощью гаек 10 и 11, которые служат и фиксаторами. Между этими электродами в центре корпуса закреплен пассивный электрод 12 на перегородке 13 из изоляционного материала. Электрод 12 электрически соединен с высоковольтным конденсатором 6, другой вывод которого подсоединен к выходной клемме 14.
Между этими электродами в центре корпуса закреплен пассивный электрод 12 на перегородке 13 из изоляционного материала. Электрод 12 электрически соединен с высоковольтным конденсатором 6, другой вывод которого подсоединен к выходной клемме 14.
Осциллятор с разрядником устройства для сварки неплавящимся электродом в защитных газах работает следующим образом.
При подключении питающих напряжений к схеме конденсаторы С в блоке 1 и Сн в блоке 4 начинают заряжаться. Динистор VD2 и тиристор VS1 заперты. Как только напряжение на конденсаторе С достигнет порога пробоя динистора VD2, напряжение на конденсаторе оказывается приложено к управляющему электроду тиристора VS1. Он открывается и накопленная энергия конденсатора перетекает в индуктивность L1. В обмотках L1 и L2 возникают импульсы напряжения, вызывающие в контуре L2, Cк2 разрядника F1 затухающие колебания. В зависимости от настройки разрядника F2 через него проходят лишь несколько первых колебаний, остальные с меньшей амплитудой не вызывают пробоя разрядника F2. Таким образом, на горелку попадают импульсы примерно равной амплитуды и длительности, т. е. практически одинаковой энергии. Это создает весьма благоприятные условия для развития устойчивого искрового разряда, а следовательно, однозначного, без пропуска создания дежурного и рабочего дугового разряда. Подбирая угол отсечки напряжения на управляющем электроде тиристора путем регулировки скорости заряда конденсатора С, можно добиться неизменности разрядного напряжения и тока осциллятора, что обеспечивает высокую стабильность и надежность поджига дугового разряда в горелке сварочного аппарата.
Таким образом, на горелку попадают импульсы примерно равной амплитуды и длительности, т. е. практически одинаковой энергии. Это создает весьма благоприятные условия для развития устойчивого искрового разряда, а следовательно, однозначного, без пропуска создания дежурного и рабочего дугового разряда. Подбирая угол отсечки напряжения на управляющем электроде тиристора путем регулировки скорости заряда конденсатора С, можно добиться неизменности разрядного напряжения и тока осциллятора, что обеспечивает высокую стабильность и надежность поджига дугового разряда в горелке сварочного аппарата.
Настройка разрядника осуществляется путем регулирования длины разрядных промежутков между пассивным и активным электродами. Контроль операции ведется по осциллограмме напряжений на эквиваленте дуги активном сопротивлении. Регулировка считается достаточной, когда на эквиваленте получаются два-три основных явно выраженных импульса затухающих колебаний.
При осуществлении сварки в автоматическом режиме ни разу не наблюдались пропуски возникновения рабочей дуги после остановки для перехода на другой режим или другую операцию. Все это позволяет повысить качество и высокую однородность сварного шва, устойчивость процесса сварки.
Все это позволяет повысить качество и высокую однородность сварного шва, устойчивость процесса сварки.
1. Осциллятор устройства для сварки неплавящимся электродом в защитных газах, содержащий коммутатор, релаксатор с накопительным конденсатором, подключенный к первичной обмотке трансформатора, вторичная обмотка которого одним выводом подключена к разрядному электроду разрядника, пассивный электрод которого через конденсатор разрядника подключен к выходу осциллятора, отличающийся тем, что разрядник выполнен с дополнительным разрядным электродом, подключенным к другому выходу осциллятора, другой вывод вторичной обмотки подключен к конденсатору разрядника.
2. Разрядник осциллятора устройства для сварки неплавящимся электродом в защитных газах, содержащий корпус, пассивный электрод и разрядный электрод, установленный в корпусе с возможностью перемещения, отличающийся тем, что в него введены конденсатор и дополнительный разрядный электрод, установленный в корпусе с возможностью перемещения диаметрально противоположно основному относительно оси пассивного электрода, при этом конденсатор и пассивный электрод установлены неподвижно в корпусе, а оба разрядных электрода снабжены фиксаторами их положения.
Рисунок 1, Рисунок 2, Рисунок 3
www.findpatent.ru
Правила эксплуатации осцилляторов
Применение осциллятора для сварки алюминия, других цветных металлов или нержавеющей стали требует соблюдения ряда несложных правил, которые сделают работу с таким устройством комфортной и безопасной.
- Использовать осцилляторы можно как в помещениях, так и вне их.
- Не рекомендуется применение сварочных осцилляторов на открытом воздухе, если на улице идет дождь или снег.
- Работать с такими устройствами разрешается при температуре окружающего воздуха от –10 до +40 градусов Цельсия.
- Использовать осцилляторы допустимо при уровне влажности окружающего воздуха, не превышающей 98%.
- Атмосферное давление, при котором можно использовать такие устройства, должно находиться в интервале 85–106 килопаскалей.
- Не рекомендуется использовать такое устройство в помещениях, атмосфера которых сильно загрязнена пылью, едкими парами и газами, которые могут разрушить изоляцию и металл.
- Начинать работу со сварочным осциллятором можно лишь в том случае, если он надежно заземлен.
- Перед началом работы всегда следует проверять, правильно ли устройство подключено в сварочную цепь и исправны ли его контакты.
- Кожух осциллятора в процессе выполнения сварочных работ всегда должен быть надет на него, снимать его можно только тогда, когда устройство отключено от электрической сети.
- Рабочая поверхность разрядника должна всегда содержаться в чистоте, на ней не должно быть следов нагара. В случае появления нагара от него необходимо избавиться с помощью шлифовальной шкурки.

Такое устройство, которое поможет вам выполнять сварку цветных металлов и нержавейки, можно не только купить, но и сделать своими руками.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Читать также: Насос улитка для воздуха
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.
Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Как своими руками сделать осцилляторное устройство
Как уже говорилось выше, осцилляторы позволяют зажигать сварочную дугу без касания электродом поверхности соединяемых деталей, а также поддерживать ее стабильность в процессе горения. Обеспечивается такая функциональность данного устройства за счет того, что на электрический ток, поступающий от сварочного аппарата, накладывается ток, обладающий высокой частотой и большим значением напряжения. Используется такое приспособление, которое можно сделать и своими руками, преимущественно для сварки деталей из алюминия.
Для изготовления самодельного сварочного осциллятора можно воспользоваться наиболее простой и распространенной схемой. Основным элементом схемы такого устройства является трансформатор, который обеспечивает увеличение значения напряжения со стандартных 220 до 3000 В. Основную трудность при изготовлении осциллятора своими руками представляет разрядник, через который и проходит мощная электрическая искра.
Основную трудность при изготовлении осциллятора своими руками представляет разрядник, через который и проходит мощная электрическая искра.
Принцип работы
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.
Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Сборка прибора своими руками
Простота и доступность схемы позволяет изготовить осциллятор для сварки своими руками. Для грамотной сборки потребуется знание основных понятий механики и электротехники, а также правильно подобранные детали. Особенного внимания при изготовлении потребует разрядник, который может решать простые бытовые задачи при условии добросовестной сборки.
Приводной двигатель невозможно сделать в домашних условиях. Поэтому самодельный осциллятор для сварки собирается из готовых механизмов, узлов, приспособленных как автономный сварочный прибор на постоянный или переменный ток.
Собирая осциллятор необходимо обратить внимание на некоторые детали.
- Обыкновенный генератор, обладающий мощностью от 5 до 10 кВт, послужит лучшим основанием для изготовления сварочного генератора.
- Готовый трансформатор следует установить на раму генератора, который может быть дизельным или бензиновым. Фиксируется устройство с помощью скоб, предварительно приваренных к раме. Желательно приделать колеса для передвижения аппаратуры, потому что общий вес конструкции будет достаточно большим из-за трансформатора и дросселя.
- Электрическое соединение должно быть сделано таким способом, чтобы генератор мог быть использован и как аварийный источник питания, а также в качестве сварочного устройства и источника тока 220 Вольт. Сварочное оборудование должно быть оснащено выключателем.
- При изготовлении сварочного генератора постоянного тока можно использовать выпрямитель мостикового типа, позволяющий получать ток самым доступным способом. Единственным недостатком детали являются ее габариты. Схема оснащена 4 громоздкими вентилями большой мощности, которые монтируются на диэлектрической плате, текстолитовой или гетинаксовой. Габаритные вентили являются диодами.
- За сборку не стоит браться людям, не имеющим опыта проведения электромонтажных работ. Основным условием является умение выполнять электрическую обмотку и умение спаивать детали.
 Фиксируется устройство с помощью скоб, предварительно приваренных к раме. Желательно приделать колеса для передвижения аппаратуры, потому что общий вес конструкции будет достаточно большим из-за трансформатора и дросселя.
Фиксируется устройство с помощью скоб, предварительно приваренных к раме. Желательно приделать колеса для передвижения аппаратуры, потому что общий вес конструкции будет достаточно большим из-за трансформатора и дросселя.
Большая Энциклопедия Нефти и Газа
Cтраница 3
Горелка предназначена для ручной дуговой сварки постоянным током неплавящимся электродом в среде защитных газов меди, алюминия, нержавеющих сталей и других металлов толщиной до 15 мм с применением осциллятора. Горелка может быть использована для сварки переменным током. [31]
Импульсные возбудители вследствие синхронизированной подачи импульсов обеспечнвнют более надежное повторное зажигание дуги по сравнению с осцилляторами Кроме того, они не вызывают значительных радиопомех, как это имеет место в случае применения осцилляторов. [32]
В настоящее время электроды в большинстве случаев обеспечивают достаточную устойчивость дуги. Применение осцилляторов сократилось также и в связи с усложнением схемы при осцилляторах, наличием в осцилляторе разрядника, требующего квалифицированного ухода, необходимостью применения проводов с изоляцией повышенной прочности на пути высокочастотного тока; кроме того, осцилляторы создают помехи радиоприему. [34]
[34]
Осциллятор должен быть простым, удобным и надежным в эксплоатации. Связанное с применением осцилляторов усложнение схемы устройства и обслуживания сварочного поста является причиной слабого внедрения их в сварочную технику. [35]
| Принципиальная электрическая схема осциллятора. [36] |
Это позволяет успешно вести сварку без применения осцилляторов. [37]
Электроды рекомендуются для сварки в нижнем положении, но возможна также сварка в вертикальном и потолочном положениях. При работе на переменном токе необходимо применение осциллятора. Существуют разновидности электродов УОНИ-13, в обмазку которых добавляют сильные ионизаторы, что дает возможность работать на переменном токе без осциллятора. Качество сварки электродами УОНИ-13 следует признать выдающимся, показатели механических свойств сварного шва и наплавленного металла получаются часто выше показателей основного металла. [38]
Ручная дуговая сварка неплавящимся электродом является лучшим способом для сварки изделий из тонколистового металла, так как обеспечивает — минимальную деформацию изделия и высокое качество сварного шва. Сварку ведут на переменном токе с применением осцилляторов. С помощью переменного тока разрушается оксидная пленка, что достигается катодным распылением в моменты, когда катодом является изделие. [39]
Сварку ведут на переменном токе с применением осцилляторов. С помощью переменного тока разрушается оксидная пленка, что достигается катодным распылением в моменты, когда катодом является изделие. [39]
Одной из наиболее интересных областей совместного использования циклов и других более традиционных методов технического анализа является привязка осцилляторов к текущим циклам. Мы уже рассматривали основные принципы и особенности применения осцилляторов в техническом анализе в одной из предыдущих глав нашей книги и показали, как с их помощью можно выявлять области перекупленное и перепроданности, а также расхождения. Специалисты полагают, что эффективность осцилляторов можно значительно повысить, если периоды времени, используемые для их расчета, определять с учетом протяженности действующих на рынке циклов. [41]
Сварку металла толщиной 1 5 — 3 мм следует вести на постоянном токе обратной полярности. На переменном токе сварка возможна только с применением осцилляторов. Сварка выполняется с периодическими замыканиями дуги через расплавленные капли электродного металла. Основной металл проплавляется на всю глубину и даже немного протекает на обратную сторону. [42]
Основной металл проплавляется на всю глубину и даже немного протекает на обратную сторону. [42]
Дополнительное экранирование помех, излучаемых большинством электросварочных агрегатов и устройств, обычно не требуется, так как их корпус является достаточным экраном. В случае дуговой сварки переменным током с применением осциллятора необходимо экранировать все помещение ( или специальную кабину), где производится сварка, а в питающую электросеть следует включить двухзвен-ный индуктивно-емкостный фильтр, размещенный в отдельном экране, расположенном на внешней стороне экранированного помещения. [43]
В качестве источников тока при сварке в защитных газах используют сварочные генераторы с жесткой или возрастающей характеристикой и специальные выпрямители переменного тока. Возможна также сварка переменным током от трансформаторов с применением осциллятора. Жесткие или возрастающие характеристики источников питания требуются потому, что дуга, горящая в защитных газах при больших плотностях тока ( малые диаметры электродной проволоки), имеет возрастающую вольт-амперную характеристику. [44]
[44]
Страницы: 1 2 3 4
www.ngpedia.ru
Обслуживание осциллятора и его применение
Легкое потрескивание часто сопровождает работу устройства. При желании отрегулировать функции прибора, его следует отключить от питания. Техническое обслуживание осциллятора заключается в наблюдении за состоянием контактов, рабочей поверхностью разрядника, очистки ее от нагара.
Применяются осцилляторы во время ручной и полуавтоматической сварки материалов. При отсутствии устройства могут возникнуть сложности при сварке цветных металлов и сплавов. Используются осцилляторы для сварки в условиях инертного газа разными видами электродов. Заводские осцилляторы входят в состав автоматизированных сварочных линий.
Что такое осциллятор для сварки
Когда сварщику предстоит работа с высоколегированной сталью, он выбирает постоянный ток и электроды с соответствующим покрытием. Для нержавеющей стали подходит вольфрамовый расходник. Алюминий сваривают аппаратом переменного тока. материалы могут меняться в зависимости от условий работы и состава металла. Стабильным остается только один фактор: необходимость розжига дуги. Зачастую сделать это непросто, поскольку многие металлы покрываются слоем защитной пленки, которая препятствует контакту между электродом и стыком. Для решения проблем розжига электрической дуги разработали специальное устройство.
материалы могут меняться в зависимости от условий работы и состава металла. Стабильным остается только один фактор: необходимость розжига дуги. Зачастую сделать это непросто, поскольку многие металлы покрываются слоем защитной пленки, которая препятствует контакту между электродом и стыком. Для решения проблем розжига электрической дуги разработали специальное устройство.
СОДЕРЖАНИЕ
- Розжиг электродуги
- Что такое осциллятор
- Устройство
- Принцип работы
- Для чего применяется
- Разновидности
- Непрерывного действия
- Импульсные
Розжиг электродуги
Для работы с электродуговой сваркой требуются навыки. И речь идет не только о самом процессе формирования шва. Уже на начальном подготовительном этапе нужно иметь некоторый опыт, чтобы подготовить устройство к работе и, как минимум, разжечь электрическую дугу. Она генерируется в результате взаимодействия противоположных полюсов электрической цепи. Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
Воздух является отличным изолятором. К примеру, чтобы электрический разряд смог пробить воздушную «подушку» толщиной 1 сантиметр, потребуется разница потенциалов между катодом и анодом в 30 тысяч вольт. Такое не под силу даже наиболее совершенным и навороченным инверторам. Поэтому единственно приемлемым вариантом розжига электрической дуги остается плотный контакт с последующим умеренным удалением электрода от рабочей поверхности.
Подобные манипуляции совершить «с ходу» не получится. Требуется хотя бы немного попрактиковаться. Даже опытные сварщики не дают гарантии, что дугу удастся поджечь с первого раза. Существует много объективных (и субъективных тоже) факторов, которые влияют на результат. Учесть их и предвидеть все очень непросто.
Часто сварщик выполняет серию постукиваний электродом о металл, пытаясь разрушить образовавшийся во время работы слой окисла. Чаще всего подобные трудности возникают при работе с заготовками из цветных металлов. Учитывая то, что для работы с цветметом необходим ток малой силы, то становится очевидным тот факт, что генерировать стабильную электрическую дугу становится сложнее.
Учитывая то, что для работы с цветметом необходим ток малой силы, то становится очевидным тот факт, что генерировать стабильную электрическую дугу становится сложнее.
Избежать проблем с розжигом дуги позволяет специальное устройство, которое называется осциллятором. Оно применяется как дополнительное устройство источника питания при аргонодуговой сварке. Но использовать его могут только опытные специалисты. Необходимо знать тонкости подключения и эксплуатации оборудования.
Что такое осциллятор
Осциллятор – это генератор, вырабатывающий высокочастотный ток, связывающий анод и катод при сварке без контакта между ними. В рабочую схему данная установка подключается между держателем и источником напряжения сварочного аппарата. Существуют варианты, которые интегрируются в сборку оборудования для сварки металла. Осцилляторы функционируют по таким схемам:
- генерируют короткий импульс, который способен возбудить сварочную дугу без физического контакта анода и катода. Со стороны это будет выглядеть как разряд небольшой молнии, которая перемещается по направлению от электрода к рабочей поверхности. После достижения поверхности заготовок (при условии, что масса подключена) устанавливается устойчивый контакт в виде электрической дуги. Импульс носит кратковременный характер и затухает сразу же после розжига дуги;
- постоянно поддерживать высокое напряжение, которое фактически накладывается на сварочный ток. Благодаря этому сохраняется стабильность сварочной дуги и непрерывно выполняется сварка деталей.
 Со стороны это будет выглядеть как разряд небольшой молнии, которая перемещается по направлению от электрода к рабочей поверхности. После достижения поверхности заготовок (при условии, что масса подключена) устанавливается устойчивый контакт в виде электрической дуги. Импульс носит кратковременный характер и затухает сразу же после розжига дуги;
Со стороны это будет выглядеть как разряд небольшой молнии, которая перемещается по направлению от электрода к рабочей поверхности. После достижения поверхности заготовок (при условии, что масса подключена) устанавливается устойчивый контакт в виде электрической дуги. Импульс носит кратковременный характер и затухает сразу же после розжига дуги;Устройство
Благодаря подключению осциллятора в схему работы сварочных аппаратов обеспечивается дистанционный розжиг дуги. Ее стабильность поддерживается на протяжении всего процесса сварки. Она остается статичной величиной даже при изменяющемся расстоянии между расходным материалом и рабочей поверхностью. Большинство осцилляторов обладают схожим устройством и состоят из таких узлов:
- выпрямитель;
- источник питания;
- блок конденсаторов для накопления заряда;
- блок управления;
- узел с разрядником и колебательным контуром, предназначенный для генерации импульса;
- повышающий трансформатор;
- датчик напряжения;
- газовый клапан (в аргонодуговых инверторах).

Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Принцип работы
Включение осциллятора в комплект оборудования сварщика дает возможность разжигать дугу бесконтактно. Это не только заметно облегчает работу сварщика, но плюс к этому экономит его время и обеспечивает стабильность работы оборудования. В большинстве случаев такие установки применяются как обособленные элементы, но иногда встречаются сварочные аппараты с интегрированными осцилляторами. То есть источник тока и сам прибор заключены в одном корпусе.
Основное задача устройства генерирования высокочастотного импульса заключается в том, чтобы изменить характеристики входящего напряжения. Повышается частота, напряжение и уменьшается длительность импульса. Его длительность не превышает одной секунды. Схема работает по такому принципу (на примере аргонодугового инвертора):
- После нажатия расположенной на горелке кнопки замыкается электрическая цепь.
- На входе находится выпрямитель, который делает ток однонаправленным.
- В конденсаторах накапливается напряжение, которое необходимо для генерации разряда.
- Освобожденный ток поступает на контур, который состоит из конденсатора и катушки индуктивности. Он отвечает за формирование определенного числа колебаний.
- Ток проходит по обмотке первичного, а затем вторичного контура повышающего трансформатора. В этот момент повышается вольтаж.
- Освобождается импульс.
- Параллельно открывается газовый клапан.
- В результате импульса образуется разряд, который замыкает цепь между электродом и поверхностью свариваемых деталей. Важно, чтобы до этого кабель массы был подключен.
- После того, как по мостику из разряда начинает протекать сварочный ток, импульс затухает. Сварочный аппарат работает в штатном режиме согласно предварительно выставленных настроек.
- Когда электрод удаляется от поверхности металла и сварочная дуга гаснет, осциллятор в течении 4 секунд продувает горелку аргоном.


Для чего применяется
Осцилляторы чаще всего применяются при сваривании цветных металлов. Когда возникает необходимость в соединении меди, алюминия или нержавеющей стали, устройство позволяет быстро возбудить электрическую дугу, избежав утомительного чирканья электродом о поверхность заготовок.
Устройство очень удобно применять, когда требуется точно положить шов. Специалист подводит вольфрамовый наконечник до края стыка, после чего требуется нажать кнопку возбуждения электрической дуги и опустить маску. Благодаря осциллятору шов будет одинаковым как вначале, так и посредине стыка. Помимо этого, не потребуется постобработка от следов прикосновения электрода, которые обязательно образовались бы в процессе розжига дуги. Оборудование устанавливается на аппараты плазменной резки и дает возможность сразу начать разделывание металла.
Еще используется осциллятор при работе с тонколистовым металлом. Чтобы заготовки не прожигались, сварщики выставляют на инверторах низкое значение тока. Помимо того, что с такими параметрами разжечь дугу сложно, так она еще и гаснет при малейшем отклонении электрода от сварочной ванны. Подключение осциллятора в схему позволяет упростить работу, получить на выходе стабильную дугу и ее беспроблемный розжиг вначале.
Помимо того, что с такими параметрами разжечь дугу сложно, так она еще и гаснет при малейшем отклонении электрода от сварочной ванны. Подключение осциллятора в схему позволяет упростить работу, получить на выходе стабильную дугу и ее беспроблемный розжиг вначале.
Разновидности
Использовать осциллятор можно по-разному в зависимости от вида работ и типа устройства. Общим для всех вариантов оборудования является необходимость преобразования тока до значений в 3000-5000 В и повышение частоты до 150-500 Кгц. Основное отличие состоит в продолжительности высокочастотного импульса. По принципу работу устройства бывают двух видов.
Непрерывного действия
Особенность заключается в том, что высокочастотный и сварочный токи суммируются. Дуга поджигается бесконтактным способом. Дуга остается стабильной даже при небольших показателях силы тока. Поражение специалиста электрическим разрядом, а также разбрызгивание расплава исключены. Неважен способ подключения оборудования в схему – параллельный или последовательный.
При последовательном подключении устройство присоединяется к кабелю, подающему напряжение на электрод. Такой вариант включения осциллятора является наиболее востребованным, поскольку наиболее эффективно используются его возможности. Не расходуется энергия на защиту от высокого напряжения. Модели непрерывного действия часто устанавливаются на трансформаторы и инверторы для работы с электродами покрытого типа.
Импульсные
Подключается параллельно и применяется тогда, когда сварочные работы выполняются переменным током. Оборудование должно очень быстро реагировать на смену полярности и именно в этом состоит основная сложность. В таких условиях поддержать дугу, обеспечить стабильность можно только при помощи импульсного высокочастотного тока. Если к сварочному аппарату на переменном токе подключить осциллятор непрерывного действия, то сварочная дуга зажжется без проблем. Но только первый раз. Повторно ее инициировать будет невозможно. Проще говоря устройство сможет выполнить свои функции только частично.
Конденсаторы в схеме необходимы для того, чтобы с максимальной эффективностью и в полном объеме задействовать функционал оборудования. Они копят заряд, который нужен для повторных импульсов – розжига угасшей в процессе формирования сварного шва дуги. Это неизбежно случается каждый раз, когда сварщик отклоняет электрод от сварочной ванны на большое расстояние, разрывающее протекание электрического разряда. Не обойтись в такой установке без обратной связи. Поэтому предусмотрена управляющая схема, которая синхронизирует разряд конденсатора.
Что такое осциллятор для сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 3, Средняя: 2
Схема осцилятора (плазмотрона) для сварки алюминия своими руками
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги.
В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт.
Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.
Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.
Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы.
Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора.
Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.
Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота.
Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота.
Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц.
Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?».
Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки.
В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу.
Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону.
В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа.
Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор.
В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц.
К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь.
Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.
При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной.
Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом.
Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время.
Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время.
Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа.
Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Источник:
Осциллятор для инвертора
Источник: https://regionvtormet.ru/metally/sozdanie-ostsillyatora-dlya-invertora-i-dlya-svarki-svoimi-rukami. html
Устройство осциллятора для сварочных работ
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
- Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
- Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
- Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.
Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
- На третьей схеме более подробно представлены элементы сборки.
- При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
Источник: https://svaring.com/welding/prinadlezhnosti/oscilljator-dlja-svarki
Осциллятор для плазмореза своими руками: схема, видео, самодельный для плазмы
Главная страница » Своими руками » Плазморез » Осциллятор
Осциллятор для плазмореза — это устройство для бесконтактного возбуждения дуги и стабилизации её горения. Эти опции он получает благодаря преобразованию параметров электроэнергии.
Самодельный осциллятор для плазмореза: немного теории
Внешний вид электронного блока осциллятора заводского изготовления представлен на рисунке.
Сварочный осциллятор марки ВСД-02, используемый для стабилизации горения дуги. Ист. http://met-all.org/oborudovanie/svarochnye/svarochnyj-oscillyator-svoimi-rukami.html.
Современные осцилляторы делятся на два класса действия:
- непрерывного действия. Этот класс к сварочному току добавляется ток высокой частоты (150…250 КГц) и с большим значением напряжения (3000…6000 В). В таких условиях дуга будет зажигаться даже без прикосновения электрода к поверхности соединяемых заготовок. Более того, она будет гореть очень устойчиво даже при небольших значениях сварочного тока (благодаря высокой частоте тока, вырабатываемого осциллятором). И, что тоже не маловажно, электроэнергия с такими характеристиками не опасна для здоровья рабочего, работающего на этом устройстве;
- импульсные. Электрическая схема этого класса может предусматривать его параллельное или последовательное подключение.
Примеры электрических схем указаны на рисунке.
Параллельное и последовательное подключение осциллятора. Ист. http://met-all.org/oborudovanie/svarochnye/svarochnyj-oscillyator-svoimi-rukami.html.
Большую эффективность имеет устройства, которые подключены к электрической цепи плазмореза последовательно. Объясняется это тем, что в их схеме не применяется, за ненадобностью, защита от высокого напряжения. Применение осциллятора, кроме того, позволяет расширить опции плазмореза и обрабатывать «проблемные» металлы или сплавы:
- алюминий;
- «нержавейка» и т. п.
Осциллятор для плазмореза своими руками
Осциллятор, который при желании нетрудно изготовить своими руками, чаще всего, относится к устройствам непрерывного действия. Рассмотрим конструкцию гаджета.
В общем случае осциллятор состоит из следующих основных узлов:
- колебательный контур. Он играет роль искрового генератора затухающих колебаний. Колебательный контур состоит из следующих компонентов:
- накопительный конденсатор;
- катушка индуктивности. Её роль выполняет, как правило, обмотка высокочастотного трансформатора;
- разрядник;
- дроссельные катушки;
- трансформатор высокой частоты.
Если у вас есть необходимый инструмент, навыки работы с электронной техникой и желание собрать осциллятор для плазмореза своими руками, то вам предстоит собрать и настроить указанные выше узлы.
Схема
Чтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Внешний вид самодельного разрядника приведён на рисунке.
Самодельный одноискровый разрядник. Ист. http://met-all.org/oborudovanie/svarochnye/svarochnyj-oscillyator-svoimi-rukami. html.
Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте.
В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте.
Вот один из вариантов принципиальной электрической схемы самодельного осциллятора.
Принципиальная электрическая схема осциллятора, который можно собрать своими руками. Ист. http://ismith.ru/welding-equip/svarochnyj-oscillyator-svoimi-rukami/.
Пояснения к схеме:
1. Назначение индикатора «МТХ-90». В момент разряда накопительного конденсатора (при условии правильного подключения всего устройства) светится табло «Контроль фазировки».
2. S1- выключатель дугообразователя;
3. Дроссель Др1 представляет собой катушку из 15 витков провода сечением 2,5 кв. мм, намотанную на кольце R40 х 25 х 80 из феррита с магнитной проницаемостью M2000HM.
4. Т1 – импульсный трансформатор генератора строчной развёртки (на сленге — «строчник») типа «ТС180-2».
Большим «плюсом» этой электрической схемы служит тот факт, что для её реализации не требуются какие-либо дефицитные или дорогостоящие детали (материалы).
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе.
Пример конструкции приведён на рисунке.
Пример монтажа осциллятора в «глухом» корпусе. Ист. http://m.radiokot.ru/forum/viewtopic.php?f=11&t=115840.
Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём терристоров. Ориентироваться следует на устойчивость сварочной дуги.
Внимание! При настройке и последующей работе с осциллятором следует строго соблюдать правила техники безопасности при работе с электроприборами. Гаджет – устройство непрерывного действия с импульсным питанием, и на его выходных контактах остаётся напряжение после отключения питания от сети.
Посмотрите небольшой ролик с описанием одного из вариантов осциллятора своими руками:
Полезная информация по теме:
- Теперь, когда вы знаете, как сделать осциллятор для плазмы, будет легче сделать плазморез своими руками.
- Рекомендуем ознакомиться и с другими материалами раздела «Своими руками» на нашем сайте.
- Также вам может понадобиться для приобретения деталей и расходников список адресов и телефонов в разных городах, где можно приобрести комплектующие для плазменной резки.
- Может быть, вам будет полезен также раздел контактов сервисных центров по плазменному оборудованию в разных городах.
Источник: https://plazmen.ru/svoimi-rukami/plazmorez/oscillyator/
Осциллятор для сварки аргонной алюминия: схема подключения и изготовление своими руками
Цветные металлы и нержавейка – вот контрольные слова во время тяжелых раздумий типа «вот только осциллятора мне не хватало для полного счастья». С ответственностью заявляем: не будет вам полного счастья с дугой, если вы варите нержавейку, алюминий или цветные металлы. Даже с инвертором. Даже с правильными электродами и серьезным опытом в сварочном деле.
Дуга будет вас подводить: или трудный розжигом, или нестабильностью и способностью тухнуть в самое неподходящее время. А вольфрамовый электрод будет к тому же липнуть. Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Хороший осциллятор стоит немалых денег, поэтому, если вы занимаетесь сваркой время от времени, есть смысл разобраться в его устройстве, чтобы сделать его своими руками.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Осциллятор своими руками
Несмотря на то, что на рынке предлагаются сварочные осцилляторы самых разных моделей, может возникнуть необходимость соорудить такой аппарат самостоятельно. Реализация такой идеи вполне реальна, сделать это устройство своими руками – задача не из самых простых, но и не бином Ньютона.
Для начала убедитесь в том, что сварочный осциллятор своими руками вам действительно нужен и рентабелен.
Схема подключения осциллятора.
Вот какие факторы помогут вам в этом:
- Вы собираетесь варить нержавейку, алюминий или цветные металлы.
- Вы используете постоянный или переменный ток с напряжением.
- Мощность тока не превышает 250 Вт.
- Вторичное полученное напряжение должно быть равно или выше 2500 В.
Если у вас есть сварочный преобразователь, работа пойдет намного легче: ваш постоянно действующий аппарат будет подключаться к сварочной сети последовательно, что значительно проще. Кроме того, дуга будет вести себя намного лучше.
Она будет устойчиво гореть, и ее можно будет поджигать без контакта со свариваемой поверхностью вне зависимости от силы тока.
Подобрать оптимальный трансформатор помогут характеристики тока, которые требуются во второй обмотке. Катушка индуктивности должна быть сдвоенной – так надежнее. Если у вас последовательно соединены два колебательных контура, ток и напряжение будут стабильными.
Электрическая схема прибора.
Колебательные контуры должны быть одинаковыми и должны состоять из следующих компонентов:
- конденсатора;
- варистора напряжения;
- катушки индуктивности из ферритового стержня.
Разрядник требует особой жесткой платы, так как при срабатывании температура должна понижаться. Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Первый каскад подключаем к клеммам инвертора, а второй каскад – к сварочной горелке и свариваемой заготовке. Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Обязательное требование – корпус должен быть устойчивым к влаге, и со специальными отверстиями для вентиляции.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность работы аппарата.
Принципиальная схема осциллятора.
Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора. Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
- Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
Осциллятор для сварки своими руками – очень грамотное технологическое дополнение к вашему сварочному оборудованию, если вы занимаетесь сваркой специфических металлов: нержавейки и алюминия. Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
Источник: https://tutsvarka.ru/oborudovanie/ostsillyator
Осциллятор для сварки алюминия
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний.
В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки.
Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд.
Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне.
Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени.
При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Пайка алюминия газовой горелкой
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника.
После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку.
Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
Сварка алюминия
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром.
Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения.
Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
Источник: https://svarkaipayka.ru/tehnologia/svarka-alyuminiya/ostsillyator-dlya-svarki-alyuminiya.html
Сварочный осциллятор своими руками
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор.
Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки.
При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия.
Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
- выходного выпрямитель;
- стабилизированный источник питания;
- блок зарядки с накопителями емкости;
- блок управления;
- блок для формирования импульса;
- высоковольтный трансформатор;
- датчик тока;
- газовый клапан.
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно.
Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора.
В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц.
Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему.
При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм.
Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги.
Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока.
Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов.
Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
- Поделись с друзьями
- 2
- 0
- 1
- 1
Источник: https://svarkalegko.com/oborudovanie/samodelnyj-ostsillyator.html
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия.
Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный.
Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор.
Разберу схему с начала.
Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера.
На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора.
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ.
Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель.
Второй трансформатор уже подает высоковольтное напряжение на держак и массу
Источник: https://rustaste.ru/svarka-argonom-oscillyator-svoimi-rukami.html
Новая сварочная техника: инверторы Сварог серии TECH
Представляем новые модели сварочных инверторов из серии аппаратов для сварки алюминия – это Сварог TECH TIG P ACDC 250 (E102) и Сварог TECH TIG 315 P ACDC (Е103). Как известно, они выглядят одинаково, поэтому достаточно будет подробней рассказать об одной любой модели.
Основные функции аппарата это:
- TIG-cварка в среде аргона постоянным; постоянным импульсным и переменным током;
- Ручная дуговая сварка ММА постоянным и переменным током;
Для поджига в режиме TIG используется осциллятор, т.е высокочастотный поджиг. аппарат имеет новый дизайн: к металлическому кожуху добавились новые пластиковые панели.
Для питания инвертора требуется трехфазное напряжение 380В. Подключение осуществляется через кабель 4Х2,5мм длиной 2,3 м. В базовой комплектации с аппаратами поставляются горелки с водяным охлаждением типа ТС-20 для модели TIG 250 и ТС-18 для модели TIG 315 с силовым разъемом ОКС 35-50 с быстросъемом и двухпиновым разъемом управления.
Расходные материалы:
- сопла разного диаметра №5;7;8 для TIG 250 и №5;6;7 для TIG 315.
- цанги под электроды разного диаметра: 2; Ø2,4; Ø3,2
- держатель цанги
- колпачки для горелки: длинный и короткий
- вольфрамовый электрод Ø2 мм
Обратный кабель на аппаратах однотипный, имеет сечение 35 кв. мм и длину 2,9м, ОКС 35-50 и клемму сварочную.
Имеется так же в комплектации силовой разъем ОКС 335-50, а так же шестигранный ключ.
Подсоединение горелки происходит следующим образом:
- силовой разъем подключаем к минусу аппарата
- далее газ через быстросъемное соединение
- и управление через двухпиновый разъем
- так как используется горелка с водяным охлаждением, не забываем подключить к ней water cooler. Подключиться можно либо быстросъемом на лицевой панели одним концом, а вторым напрямую к кулеру – и тогда оставшийся выход кулера можно соединить со входом воды на задней панели аппарата. Но поскольку в самом аппарате вода ничего не охлаждает, то проще подключить горелку напрямую к кулеру обоими концами. Первый способ больше предназначен для случая, когда кулера нет, и для охлаждения горелки используется водопроводная вода (либо система оборотного водоснабжения предприятия), вот тогда и подключается вода из крана к задней панели аппарата, затем вода проходит через горелку и в конце нагретая жидкость сливается в раковину.
Теперь подробней рассмотрим панель с настройками
- Здесь имеются кнопки выбора режима TIG/MMA
- режимы длинный/короткий шов
- двух/четырехтактовый режим сварки (2T/4T)
- кнопка выбора постоянного/переменного тока (АС/DC)
- кнопка выбора импульсного режима работы
Набор ручек для регулирования параметров сварки. Для каждого вида сварки используется своя комбинация «крутилок».
- Самая главная ручка – величина пикового тока – регулирует сварочный ток во всех режимах, включая ручную дуговую сварку.
- Исключительно в ММА-режиме так же используется форсаж дуги.
- Для сварки алюминия только в режиме переменного тока применяется регулировка баланса полярности
- и, наконец, в режиме импульсной сварки регулируется базовый ток, частота импульса и скважность импульса (т.е. соотношения времени импульса и паузы).
Остальные регулировки, такие как предварительный продув газом, время спада тока и время продува газом после окончания сварки используется во всех режимах TIG-cварки.
На лицевой панели имеется так же цифровой индикатор, позволяющий делать предустановку сварочного тока, и в процессе самой сварки индикатор показывает именно это значение, а не реальный сварочный ток. Этот индикатор указывает только сварочный ток. Все остальные параметры устанавливаются примерно по шкале каждого регулятора в отдельности. При перегреве сварка прекращается и на панели загорается светодиодная лампа «Перегрев».
Рассмотрим внутреннюю конструкцию аппарата
Она практически ничем не отличается от прежних моделей в старом дизайне. Тот же конструктив и те же силовые элементы. С правой стороны расположен входной инверторный блок, собранный по мостовой схеме. Каждое плечо набрано из нескольких полевых транзисторов в параллели. Слева находится блок, позволяющий работать на переменном токе и в импульсном режиме. Каждое плечо так же набрано из нескольких элементов в параллели. В обеих моделях стоят одинаковые транзисторы, только в разном количестве. Входной мост содержит транзисторы типа К3878 фирмы Toshiba, выходной мост содержит транзисторы типа IRFP260М фирмы International Rectifier.
Обдув осуществляется двумя вентиляторами. Главная плата управления со всеми регулировками находится на передней панели. Блок осциллятора располагается на отдельной плате открытого исполнения.
И в заключение приведем пример аналогичного оборудования других производителей. Очень близок к этим аппаратам инвертор фирмы Aurora IRONMAN 315 AC/DC PULSE. Эта модель к тому же имеет колеса для перемещения. Достаточно близко по функциям так же стоит аппарат Telwin Superior Tig 242 AC/DC на ток 250А.
Так же читайте
- Сварочные инверторы «Сварог». Работа при низкой температуре. Серии z и j
- Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.1.
Мобильный и мощный полуавтомат Сварог MIG 5000 (J91) + ММА турель для сварки крупногабаритных металлоконструкций
Инверторы Сварог бытовой серии (отзывы сварщиков):
- Сварог arc 160 easy
- Сварог arc 160 PFC
Сварог arc 200 easy
Сварог TIG 205 (J87) -читайте статью «Сварочный аппарат для дачи и гаража»
Сварог ARC 205 CASE
Сварог arc 205b
- Аппарат воздушно-плазменной резки Сварог CUT 40II (R56)
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
| Толщина металла
Положение при сварке |
Тонкий металл (до 3 мм) |
Толстый металл (от 3 мм) |
|---|---|---|
| Нижнее | DC
Частота импульса от 100 Гц и выше.
Скважность импульса от 10 до 50%. Стартовый ток выше пикового тока на 5-10А. Базовый ток от 25 до 50% от пикового тока. Пиковый ток до 70–85А. АС
|
DC Стартовый ток выше пикового тока на 10-25А. Пиковый ток от 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
| Угловое | DC
Частота импульса от 150Гц и выше. Скважность импульса от 30 до 50%. Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 75–90 А. АС
|
DC
Стартовый ток выше пикового тока на 20–30А. Пиковый ток от 75–95А. АС
|
| Вертикальное (сварка снизу-вверх) | DC
Частота импульса от 150Гц и выше Скважность импульса от 10 до 50% Стартовый ток выше пикового тока на 5–10А, базовый ток на 25-50% от пикового. Пиковый ток до 75–95А. АС
|
DC
Стартовый ток выше пикового тока на 10–25А. Пиковый ток от 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
| Горизонтальное (сварка справа-налево) | DC
Частота импульса от 100Гц и выше. Скважность импульса от 30 до 50%. Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток до 70–85А. АС
|
DC
Стартовый ток выше пикового тока на 10–25А.
Пиковый ток от 70–85А. АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
| Потолочное | DC
Частота импульса от 150Гц и выше. Скважность импульса от 10 до 50%. Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток до 65–85А. АС
|
DC
Частота импульса от 100Гц и выше Скважность импульса от 10 до 50% Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового. Пиковый ток от 65–85А.
АС Аналогично DC и дополнительно: Частота переменного тока ниже 100Гц. Баланс полярности переменного тока ниже половины. |
Аппараты для TIG сварки
Товары для TIG сварки
Артикул: 007.100.154
Электрод вольфрамовый ПТК WZ-8-175мм Ø 3,2
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 362 р
Артикул: 007.100.126
Электрод вольфрамовый ПТК WL-20-175мм Ø 3,2
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 362 р
Артикул: 072.258.120
Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 8м водяное охлаждение TBW2501-08
Аргонодуговая горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через гайку с резьбой M12×1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена: 7 347 р
Сварочный осциллятор-сварочные осцилляторы
Сварочный осциллятор управляет горелкой возвратно-поступательным движением. Он может уменьшить количество и слои сварного шва, контролируя скорость колебаний, ширину и время паузы. Затем уменьшите сварочные дефекты для идеального сварного шва.
У нас есть решения как для линейного, так и для углового движения.
Для линейного перемещения у нас есть мини-тип и стандартный тип. ED-WLS — это мини-тип, а AOC-801/L — стандартный тип. Для углового движения у нас также есть мини-тип и стандартный тип. ED-WRSG — это мини-тип, а AOC-801 — стандартный тип.
Линейный сварочный осциллятор 1) Специальное устройство для поворота линии.
2) Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3) Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5) Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
1)Специальное устройство для поворота под углом.
2)Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3)Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5) Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
| Параметр | Модель | |||
| Мини | Стандарт | |||
| ЭД-ВЛС | ЭД-ВРСГ | АОС-801/Л | АОС-801/R | |
| Входная мощность | AC95~230В, 50/60Гц | AC220В, 50Гц | ||
| Методы привода | Зубчатая рейка | Шестерня | Шариковый винт | Шестерня |
| Скорость плетения | 0–2300 мм/мин | 0~30°/с (5 об/мин) | 0~2400 мм/мин | 0~3200 мм/мин |
| Центральное перемещение | ±5 мм | ±3° | ±50 мм | 0~45° |
| Поворотный прицел | 0~35 мм | ±8° | 0~100 мм | 0~45° |
| Левый/правый упор | 0~2 с | 0-2с | 0,1~5 с | 0~9,9 с |
| Вес груза | 3 кг | 3 кг | 25 кг | 10 кг |
| Размер контроля | 120*175*75 мм | 300*150*320мм | ||
| Общий вес | 6 кг | 15 кг | ||
| PS: | 1. Все вышеперечисленное является нашим стандартным типом, пожалуйста, свяжитесь с нами для получения индивидуального варианта; | |||
| 2. Миниатюрный сварочный генератор, AC220V или AC36V, опционально. | ||||
В сварочном генераторе ED-WL используется усовершенствованный микроконтроллер, светодиодный дисплей высокой яркости и долговечные сенсорные кнопки. Все входные и выходные порты используют оптическую изоляцию, что обеспечивает надежную и стабильную работу.
- Время задержки влево/вправо: 0,1~5 с
- Время задержки в центре: 0~5 с
- Точность времени задержки: 0,1 с
- Ширина колебаний: 0~100 мм
- Точность ширины: 0,2 мм
- Скорость колебаний: 0~2400 мм/мин
- Точность скорости колебаний: 0,1 мм/с
- Драйвер шагового двигателя с передачей через шарико-винтовую передачу и линейный подшипник.
- Грузоподъемность: 25 кг
- 16 групп параметров колебания.
- Работа на большом расстоянии с помощью пульта дистанционного управления (ОПЦИЯ) Порт дистанционного управления
- можно подключить к ПЛК, а также настроить порт энкодера в соответствии с требованиями пользователя. Осциллятор
- ED-WLS представляет собой специальное устройство для линейного качания. Осциллятор
- ED-WRS представляет собой специальное устройство для углового качания.
- Маленький, легкий, простой в эксплуатации и без ограничений по месту.
- Качели с цифровой регулировкой, центр движения, левое время остановки, правое время остановки, скорость качания.
- Автовозврат резака в центр при остановке.
- Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
В мире сварки руководствоваться всеми вашими проектами — утомительно. Кроме того, вам будет сложно справиться с различными проектами.
Даже самые талантливые сварщики устают; и им нужна какая-то автоматизация.
Сварочные генераторы широко используются в промышленности. Начиная от самых простых проектов базовой сварки и заканчивая самыми сложными наплавкой и наплавкой.
Этот пост будет посвящен сварочным генераторам. Что это такое, как они могут помочь вам с вашими проектами и какой компании доверить это.
Что такое сварочные колебания?Колебание – это диапазон движения слева направо – из стороны в сторону.
Сварка колебанием — это быстрое движение электрода в форме дуги. Видно, что движение происходит справа налево или наоборот.
Почему сварщики колеблют процесс сварки?Сварщики предпочитают использовать сварочные генераторы из-за простоты использования и точности.
Если вы ищете более качественную и точную работу, осциллирование сварных швов должно помочь.
Кроме того, большинство сварочных генераторов автоматизированы и могут помочь вам добиться лучших результатов.
Что такое сварочные генераторы?Сварочные осцилляторы — это моторизованные машины, которые выполняют сварку плетением или колебательной сваркой.
Если вам необходимо автоматизировать процесс сварки, вам понадобится сварочный генератор.
Что означает дуговая сварка?Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для выработки тепла и расплавления металлов.
По сравнению с другими видами сварки электрод не касается поверхности или основного металла.
Какие части сварочных генераторов?Различные сварочные генераторы имеют разные детали, и это зависит от типа аппарата.
Источник: Welding Parts Online
Однако некоторые из наиболее распространенных частей сварочного генератора включают:
- Удаленный соединитель
- Качающийся суппорт (движение локомотива)
- Блок управления (рабочий механизм)
- Кабель питания
- Соединительный кабель
- Цифровой дисплей данных
Да, сварщики используют распространенные модели сварочных колебаний.
На самом деле, наиболее распространенными из них являются:
- В-образная форма
- Круговой узор
- Образец С
- Модель J
- T Образец
- Рисунок 8 Шаблон
- Прямой ступенчатый шаблон
- Квадратный узор
- Зигзагообразный узор
- Перевернутый V-образный узор
Примечание. Это только наиболее часто используемые модели в отрасли; есть намного больше.
Шаблон зависит от цели вашей сварки и результатов, которые вы хотите получить для своего проекта.
Что такое сварной шов?Наплавленный валик — это термин, используемый для наполнителя, который вы наносите на поверхность.
Вы можете получить хороший или плохой сварной шов в зависимости от:
- Положение вашего сварного шва
- Материал вашего сварного шва или электрода
Сварные швы образуются, когда присадочный материал наносится на поверхность во время сварки.
Основной целью использования сварочного генератора является снижение утомляемости сварщика.
Его автоматизация может помочь сварщику снизить усталость и напряжение, обеспечивая более высокое качество сварных швов.
Каковы ключевые преимущества сварочных генераторов?При использовании сварочного генератора сварщик может рассчитывать на следующие преимущества:
Более высокое качество сварки; Равномерный и точный внешний вид
Поскольку процесс автоматизирован, вы можете ожидать, что внешний вид вашего сварного шва будет однородным.
Кроме того, его качество будет лучше, чем при ручной сварке.
Лучшая и повышенная производительность
Поскольку вы не будете контролировать его все время, вы можете просто помочь ему, если он выйдет из-под контроля.
В это время вы можете заняться другими делами, такими как сборка следующей части сварного шва и т.д. , и вы можете доверить автоматике выполнение точных сварных швов.
Уменьшение разбрызгивания
Поскольку подвод тепла лучше контролируется, разбрызгивание при сварке значительно уменьшается.
Вам не придется беспокоиться о большом количестве брызг на поверхности. Это также означает меньшее количество химических реакций, которые могут быть опасны для сварщика.
Это лишь некоторые из ключевых преимуществ использования сварочного генератора. Есть и другие, которые будут зависеть от вашего проекта.
Как можно установить сварочные генераторы?
Сварочный осциллятор можно установить следующими способами: Вы бы заставили факел вибрировать из стороны в сторону.
Вертикальная установка
В этом положении резак будет двигаться вверх и вниз в зависимости от запланированного движения.
Сварочное переплетение — это то же самое, что и сварочное колебание.
Это метод перемещения электрода из стороны в сторону для достижения желаемого результата сварки.
Как выполнить плетение?В настоящее время вы можете получить тканый шов, используя в качестве оборудования сварочный генератор. Они автоматизированы, поэтому вам не нужно думать о точности.
Вам нужно будет создать шаблон для него, чтобы машина могла предоставить в соответствии с вашими потребностями.
Раньше это было вручную.
Вам нужно создать выкройку. После этого нужно иметь навык сварки и следовать определенной схеме.
Сварка ВИГ в сравнении со сваркой МИГ ОсцилляцияОсцилляция сварки ВИГ представляет собой процесс использования вольфрамового электрода для осцилляции.
Вольфрамовые электроды известны как неплавящиеся и служат дольше.
Сварка MIG с осцилляцией – это процесс использования металлического электрода для осцилляции.
Электроды MIG — это обычные электроды, используемые при сварке.
Каждый из них имеет разное назначение и несравним.
Куда обратиться за сварочным колебанием?Множество компаний предлагают эту услугу; некоторые из них являются независимыми, а некоторые включают его в другое оборудование.
Если вам нужно лучшее качество, работайте с нами здесь, в SOHO Welding.
В нашем процессе плазменной дуговой сварки используется ткач или сварочный осциллятор. Вам не придется беспокоиться о точности и аккуратности — это уже само собой разумеющееся!
Работайте с нами и никогда больше не почувствуете необходимости работать с другой компанией!
Подход, основанный на здравом смысле, для ламповых и полупроводниковых машин
Рис. 1 Обычно длина V-образного выреза зависит от конструкции мельницы, но не должна превышать наружный диаметр трубы.
С 1960-х годов рабочей лошадкой трубной промышленности был высокочастотный (ВЧ) аппарат для вакуумной сварки труб. В последнее время все больше производителей устанавливают аппараты для высокочастотной сварки полупроводниковых материалов, отчасти из-за их эффективности, компактной конструкции и высокого коэффициента мощности.
Однако многие аппараты для сварки вакуумных трубок все еще используются, и операторы должны быть так же хорошо осведомлены о текущих методах технического обслуживания и устранения неполадок вакуумных трубок, как и о процедурах полупроводниковых приборов.
В этой статье описаны процедуры технического обслуживания и устранения неполадок для каждого типа сварочного аппарата.
Сварочные аппараты для вакуумных трубок
Аппарат для сварки вакуумных трубок состоит из четырех основных частей: источник питания, который преобразует напряжение переменного тока (AC) в напряжение постоянного тока (DC); генератор, который преобразует мощность постоянного тока в мощность ВЧ; система охлаждения; и пакет управления и диагностики для контроля и управления функциями сварочного аппарата.
Техническое обслуживание
Для обслуживания вакуумного сварочного аппарата операторы должны быть полностью знакомы с технологией системы и соблюдать все процедуры безопасности (такие как директивы Управления по охране труда и здоровья [OSHA], блокировка/маркировка и т. д.).
Техническое обслуживание следует проводить каждые шесть месяцев или не реже одного раза в год, в зависимости от графика производства. После блокировки и маркировки сварочного аппарата все наружные стены и панели должны быть полностью вытерты перед выполнением следующих действий:
- Проверьте все устройства безопасности и дверные блокировки.
- Осмотрите все уплотнения двери и панели.
- Осмотрите всю соединительную проводку между источником питания, генератором и органами управления.
- Осмотрите все заземления и высоковольтную проводку.
- Проверьте все датчики расхода воды.
- Слейте, промойте и снова заполните контур дистиллированной водой и устраните все утечки.
- Осмотрите все водяные шланги на предмет износа или обесцвечивания.
- Вакуумные генераторы и блоки питания.
- Очистите все стены и полы в шкафах генераторов и блоков питания только чистой хлопчатобумажной тряпкой и водой.
- Осмотрите и очистите воздухо-водяной теплообменник и замените все фильтры.
- Проверьте настройки всех искровых разрядников.
- Осмотрите и очистите выходной радиочастотный (РЧ) трансформатор и медные шины.
- Проверьте всю изоляцию из тефлона ® .
- Отсоедините и очистите все медные соединения в генераторе и источнике питания, затем правильно подключите их.
- Осмотрите ВЧ-дроссель на предмет обесцвечивания.
- Осмотрите тиристоры, резистор сетки и цепь обратной связи на правильное значение сопротивления.
- Осмотрите блоки выпрямителей на предмет короткого замыкания диодов.
- Осмотрите керамические конденсаторы генератора на наличие утечек или трещин.
- Снимите трубку(и) осциллятора для осмотра и заливки.
После завершения технического обслуживания выполните окончательную визуальную проверку, чтобы убедиться, что конфигурация системы изменена правильно. Затем сообщите операторам мельницы, чтобы они включили систему для проверки надлежащих условий работы.
Профилактическое обслуживание необходимо для всех аппаратов для сварки вакуумных труб. Если операторы будут следить за чистотой дистиллированной воды, содержать внутреннюю часть шкафов в чистоте и сухости, а также регулярно проверять соединения и компоненты, время простоя сварочного аппарата должно быть значительно сокращено.
Оценка проблем
Устранение неисправностей должно выполняться полностью обученным персоналом под руководством производителя сварочного аппарата. У большинства производителей сварочных аппаратов есть сервисный персонал, доступный по телефону 24 часа в сутки, 365 дней в году.
Операторы должны всегда обращаться за помощью к производителю. Если проблема не может быть решена по телефону, производитель направляет выездного инженера для оказания экстренной помощи на месте.
Неисправности сварщика делятся на несколько категорий: проблемы вне сварочного аппарата, в настройке зоны сварки или в механике.
Если температура колеблется без регулировки органов управления сварочным аппаратом, проблема может заключаться либо в насыщении импедера, либо в дыхании или вращении V-образного сечения.
Если импедер входит в режим насыщения и выходит из него, это будет отображаться как сварочный ток, который не проходит равномерно по V-образному отводу и течет по внутреннему диаметру (ID) трубы. Обычно это происходит, если импедер не получает достаточно охлаждающей жидкости или линии подачи охлаждающей жидкости блокируются во время работы.
Решение состоит в том, чтобы убедиться, что охлаждающая жидкость импедера течет должным образом; если это так, то следует проверить представление полосы к месту сварки. Лента должна стабильно обращаться к точке сварки (длина V-образного сечения должна оставаться стабильной). Если он меняется, сварочный ток будет меняться, вызывая заметные колебания температуры в сварном шве.
Аналогичная проблема заключается в недостаточном выделении тепла в V-образный сварной шов, особенно на трубах малого диаметра. Это может произойти из-за того, что не использовался импедер, или он был слишком мал, или, в зависимости от размера трубки, длина V-образного выреза значительно превышает норму для данной конкретной трубки с наружным диаметром (НД).
Эмпирическое правило для ВЧ индукционной сварки заключается в том, что импедер должен занимать 75% внутреннего диаметра трубы и выступать на 0,125 дюйма за вершину сварочных роликов, выступая вверх по потоку через рулон на одну ширину рулона.
Чем больше препятствий оператор может поместить внутрь трубы без какого-либо механического вмешательства, тем эффективнее будет операция сварки. Импедер — это компонент, о котором чаще всего забывают, но, возможно, он наиболее важен для эффективности сварщика.
Длина V-образного сечения должна быть минимальной. Как правило, его длина зависит от конструкции мельницы, но не должна превышать наружный диаметр трубы (см. рис. 1 ).
Другой вид неисправности – короткое замыкание в системе сварки, обычно обнаруживаемое по неисправности, регистрируемой диагностикой.
При регистрации неисправности сначала осмотрите систему при выключенном питании. Проверьте генератор, выходную станцию и источник питания, чтобы обнаружить что-либо необычное, например, утечки воды, возгорание, следы дуги, поврежденные или треснувшие компоненты.
Если явных проблем не обнаружено, необходимо разделить систему и начать устранение неполадок.
Поиск и устранение неисправностей сварочных аппаратов с вакуумными лампами
- Отделите выходную станцию от генератора для проверки выходного ВЧ-трансформатора и связанных проводов и изоляции, установив тестовую катушку вместо выходной станции, а затем подключив сварочный аппарат на малой мощности.
- Если сварочный аппарат остается на линии, проблема связана с выходной станцией, обычно с ВЧ-трансформатором или тефлоновой изоляцией на выходных проводах. Если сварщик регистрирует ту же неисправность, то выходная станция в порядке и проблема в другом.
- Повторно подключите выходную станцию, чтобы определить, связана ли неисправность с блоком питания или корпусом генератора. Изолируйте и отсоедините соединение постоянного тока высокого напряжения (ВН) от генератора (более известное как соединение b+). Включите источник питания до полного напряжения постоянного тока с регулированием.
- Если это произошло, проблема в генераторе; если зарегистрирована неисправность, проблема в блоке питания. Предполагая, что источник питания работает правильно, начните поиск и устранение неисправностей в корпусе генератора.
- Проверьте рабочее состояние лампы (трубок) генератора. Все вакуумные лампы имеют ограниченный срок службы, и пользователи должны иметь надежные запасные лампы в качестве резервных копий. Для замены трубки необходим обученный персонал. Трубка хрупкая, и необходимо соблюдать все предупреждения и спецификации производителей трубок.
- После того, как запасная трубка будет установлена и предварительно нагрета, повторно включите систему. Если неисправность не зарегистрирована, проблема решена; если возникает ошибка, продолжайте поиск и устранение неисправностей.
- Проверьте наличие короткого замыкания накопительного конденсатора, отключив по одному накопительному конденсатору на каждой стороне накопительной цепи; затем включите систему малой мощностью для каждого набора конденсаторов, пока неисправный компонент не будет идентифицирован.
- Если неисправный накопительный конденсатор не обнаружен, перенесите диагностику на сетевую цепь, где можно обнаружить множество проблем. Сетевая схема большинства аппаратов для сварки электронных трубок состоит из множества конденсаторов, дросселей и резисторов. Каждый компонент теперь должен пройти тщательную проверку, удаляясь по одному и герметизируясь или проверяясь на надлежащее значение сопротивления в соответствии со спецификацией производителя.
- После того, как генератор был диагностирован как исправный, предположим, что источник питания не может достичь полного постоянного напряжения без возникновения неисправности: вспомните ранее, что это произошло, когда высоковольтный постоянный ток был отключен от генератора. Это означает, что компонент выходит из строя под нагрузкой.
- Если это так, держите постоянный ток отключенным от ВЧ-генератора и, отключив питание, снова осмотрите низковольтную и высоковольтную части источника питания.
- После визуальной проверки и отсутствия проблем приступайте к диагностике блока питания. Начните с сети фильтров b+ и двигайтесь к входящей линии переменного тока. После отключения входа к фильтру включите источник питания и определите, будет ли регистрироваться неисправность с фильтром вне цепи, проверив, не выходят ли из строя конденсаторы или дроссель с железным сердечником в сети фильтра под нагрузкой.
- Стратегия состоит в том, чтобы изолировать каждую часть блока питания до тех пор, пока не будет найден неисправный компонент. После осмотра фильтров отсоедините блоки выпрямителей, пластинчатый трансформатор и, наконец, тиристоры.
Аппараты для сварки твердого тела
Несмотря на то, что их использование растет, аппараты для сварки твердого тела ВЧ имеют недостаток из-за их младенчества по сравнению со сварочными аппаратами с вакуумными трубками, которые существуют уже почти 40 лет.
Даже если аппарату для сварки вакуумных труб исполнилось 20 лет и его производитель больше не работает, этот сварочный аппарат может обслуживаться у давнего конкурента из-за общих эксплуатационных характеристик всех аппаратов для сварки вакуумных труб.
Однако при использовании полупроводниковых сварочных аппаратов клиенты должны быть осторожны. Производители не всегда имеют возможность диагностировать оборудование конкурентов из-за разнообразия технологий твердотельных сварочных аппаратов на рынке.
Аппарат для сварки полупроводников состоит из тех же четырех основных компонентов, что и аппарат для сварки электронных ламп, за исключением того, что инверторная секция заменяет осциллятор.
Техническое обслуживание
Должны быть выполнены все проверки безопасности и документации, как и в случае с вакуумными трубчатыми сварочными аппаратами, с последующей надлежащей блокировкой/маркировкой оборудования и тщательной внешней очисткой всех шкафов и панелей.
Приемлемый график обслуживания: один раз в 12–18 месяцев, в зависимости от производственных требований. Техническое обслуживание должно включать следующее:
- Проверка всех предохранительных устройств и дверных замков.
- Осмотрите все уплотнения двери и панели.
- Осмотрите всю соединительную проводку между источником питания и шкафом инвертора, а также между элементами управления и заземлением.
- Слейте, промойте и снова заполните контур дистиллированной водой.
- Осмотрите все шланги на предмет износа или обесцвечивания и устраните утечки.
- Осмотрите все расходомеры.
- Тщательно очистите все внутренние стенки блока питания и шкафа инвертора.
- Вакуумирование внутренней части шкафов.
- Осмотрите и выключите тиристоры SCR в соответствии со спецификациями производителя.
- Осмотрите все соединения платы управления; необходимо соблюдать надлежащие процедуры электростатического разряда (ЭСР) — важный этап технического обслуживания.
- Осмотрите все внутренние силовые кабели и медные соединения на правильность момента затяжки.
- Осмотрите весь тефлон в шкафу инвертора и шинах.
- Проверьте все предохранители на непрерывность.
- Проверьте настройки всех концевых выключателей.
- Осмотрите конденсаторы в секции инвертора.
Поиск и устранение неисправностей аппаратов для сварки полупроводников
В аппаратах для сварки полупроводников конструкция схемы, более низкое напряжение и технология монтажа на печатной плате помогают повысить надежность и время безотказной работы завода. Однако при возникновении проблем может потребоваться диагностика неисправностей.
Большинство современных сварочных аппаратов поставляются с компьютерным графическим диагностическим пакетом. В случае возникновения неисправности диагностический пакет указывает оператору наиболее вероятную причину. Также можно установить модем для удаленного доступа к системе, чтобы помочь в устранении неполадок.
Наиболее распространенной неисправностью любого сварочного аппарата является короткое замыкание, вызванное пробоем изоляции или выходом из строя компонентов.
Если неисправность все же регистрируется, диагностика должна помочь направить операторов к первой области для исследования, которая обычно находится за пределами самого сварочного аппарата и в области катушки или контактов:
- Осмотрите индукционную катушку на общее состояние и изоляцию статус; также проверьте соединения катушки с шинами.
- Осмотрите контакты на наличие чрезмерного износа; проверить изоляцию между контактами.
- Осмотрите изоляцию шин на предмет загрязнения из зоны проката; он должен быть чистым, без дырок и разрывов.
- Осмотрите зону сварки, сварочные ролики, импедер и общее выравнивание катушки или контактов на наличие механических помех.
- Если внешние неисправности не обнаружены, проверьте блок питания и шкаф инвертора. Ищите очевидное — утечку воды, скопление конденсата или любой общий перегрев.
- Если проблема не обнаружена, просмотрите массив ошибок. Большинство полупроводниковых сварочных аппаратов имеют внутренний диагностический массив, который показывает, работают ли уровни системы. Обычно он управляется светодиодами и монтируется на сборках.
- В секции инвертора сначала проверьте правильность освещения массива светодиодов неисправности: ВЧ-модулей, ВЧ-источников питания, вспомогательных источников и ВЧ-схем управления.
- Если все светодиоды инвертора в норме, проверьте массив неисправностей источника питания: узел SCR, плату управления, плату зажигания и блок питания 24 В.
Заключение
Эти основные этапы общего профилактического обслуживания и устранения неполадок как для вакуумных ламповых, так и для полупроводниковых ВЧ-сварочных аппаратов должны помочь в поддержании работы сварочных аппаратов и производстве труб или труб.
Для достижения этого результата обслуживающий персонал должен быть полностью обучен всем аспектам безопасности и оборудования. Если возникают проблемы, которые не могут быть быстро решены, операторы должны обратиться за технической помощью к производителю сварочного аппарата.
Сварочный генератор — WALDUN
WALDUN — одна из лучших компаний в Китае, производящих сварочные генераторы.
Сварочные осцилляторы управляют горелкой возвратно-поступательным движением. Это может уменьшить количество и слои сварного шва за счет контроля скорости колебаний, ширины и времени паузы. Затем уменьшите сварочные дефекты для идеального сварного шва.
У нас есть решения как для линейного, так и для углового движения.
Для линейного перемещения у нас есть мини-тип и стандартный тип. ED-WLS — это мини-тип, а AOC-801/L — стандартный тип.
Линейные сварочные генераторы
1) Специальное устройство для поворота линии.
2) Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3) Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5) Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
Для углового движения у нас также есть мини-тип и стандартный тип. ED-WRSG — это мини-тип, а AOC-801 — стандартный тип.
Осцилляторы для угловой сварки
1)Специальное устройство для углового поворота.
2)Маленький, легкий, простой в эксплуатации и без ограничений по месту.
3)Качели с цифровой регулировкой, центр движения, время остановки влево, время остановки вправо, скорость качания.
4) Автоматический возврат резака в центр при остановке.
5) Широкий диапазон рабочего напряжения с импульсным источником питания, на который не влияет входное напряжение.
| Parameter | Model | |||
| Input power | Mini | Standard | ||
| ED-WLS | ED-WRSG | AOC-801/L | AOC-801/R | |
| AC95~230V, 50 /60Hz | AC220V, 50Hz | |||
| Drive methods | Gear rack | Gear | Ball screw | Gear |
| Weaving speed | 0-2300 мм/мин | 0 ~ 30 °/с (5rppm) | 0 ~ 2400 мм/мин | 0 ~ 3200 мм/мин |
| Центральный ход | . | ±50mm | 0~45° | |
| Swing scope | 0~35mm | ±8° | 0~100mm | 0~45° |
| L/R стоп | 0~2 с | 0-2 с | 0,1~5 с | 0~9.9s |
| Loading weight | 3kg | 3kg | 25kg | 10kg |
| Size of control | 120*175*75mm | 300* 150*320 мм | ||
| Общий вес | 6 кг | 15 кг | ||
2. Сварочный мини-генератор, 220 В или 36 В переменного тока, дополнительно. | ||||
Знаете ли вы, что сварочный осциллятор и сварочный генератор – это одно и то же? Если вы ищете полное руководство по этому вопросу, вы как раз вовремя!
Это лишь одна из многих вещей, которые вы узнаете о сварочных осцилляторах в этом руководстве!
Кроме того, вы также узнаете, где можно приобрести лучшие сварочные генераторы на рынке, где бы вы ни находились!
Что такое сварочные колебания? Колебание – это диапазон движения слева направо – из стороны в сторону.
Как правило, колебания представляют собой движение определенного материала вперед и назад.
Сварка колебанием — это быстрое движение электрода в форме дуги. Видно, что движение происходит справа налево или наоборот.
Однако при сварке это движение сварного шва из стороны в сторону.
Сварочные колебания также можно назвать переплетением, поскольку робот может найти путь к соединению посредством изменений дуги.
Почему сварщики колеблют процесс сварки?Сварщики предпочитают использовать сварочные генераторы из-за простоты использования и точности.
Если вы ищете более качественную и точную работу, осциллирование сварных швов должно помочь.
Кроме того, большинство сварочных генераторов автоматизированы и могут помочь вам добиться лучших результатов.
Что такое сварочные генераторы? Сварочные осцилляторы — это моторизованные машины, которые выполняют сварку плетением или колебательной сваркой.
Если вам необходимо автоматизировать процесс сварки, вам понадобится сварочный генератор.
Что означает дуговая сварка?Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для выработки тепла и расплавления металлов.
По сравнению с другими видами сварки электрод не касается поверхности или основного металла.
Какие части сварочных генераторов?Различные сварочные генераторы имеют разные детали, и это зависит от типа аппарата.
Однако некоторые из наиболее распространенных частей сварочного генератора включают:
- Разъем дистанционного управления
- Осциллирующий суппорт (движение локомотива)
- Блок управления (приводной механизм)
- Кабель питания
- Соединительный кабель данных
Да, сварщики используют распространенные модели сварочных колебаний.
На самом деле, наиболее распространенными, которые вы можете использовать:
- V Паттерн
- Circular Pattern
- C Паттерн
- J Patter Узор
- Квадратный Узор
- Зигзагообразный узор
- Перевернутый V-образный узор
Примечание. Это только наиболее часто используемые узоры в отрасли; есть намного больше.
Шаблон зависит от цели вашей сварки и результатов, которые вы хотите получить для своего проекта.
Что такое сварной шов?Наплавленный валик — это термин, используемый для наполнителя, который вы наносите на поверхность.
Вы можете получить хороший или плохой сварной шов в зависимости от:
- Положение вашего сварного шва
- Материал вашего сварного шва или электрода
Сварные швы образуются, когда присадочный материал наносится на поверхность во время сварки.
Основной целью использования сварочного генератора является снижение утомляемости сварщика.
Его автоматизация может помочь сварщику снизить усталость и напряжение, обеспечивая более высокое качество сварных швов.
Каковы ключевые преимущества сварочных генераторов?При использовании сварочного генератора сварщик может рассчитывать на следующие преимущества:
Более высокое качество сварки; Равномерный и точный внешний вид
Поскольку процесс автоматизирован, вы можете ожидать, что внешний вид вашего сварного шва будет однородным.
Кроме того, его качество будет лучше, чем при ручной сварке.
Лучшая и повышенная производительность
Поскольку вы не будете контролировать его все время, вы можете просто помочь ему, если он выйдет из-под контроля.
В это время вы можете заняться другими делами, такими как сборка следующей части сварного шва и т.д. , и вы можете доверить автоматике выполнение точных сварных швов.
Уменьшение разбрызгивания
Поскольку подвод тепла лучше контролируется, разбрызгивание при сварке значительно уменьшается.
Вам не придется беспокоиться о большом количестве брызг на поверхности. Это также означает меньшее количество химических реакций, которые могут быть опасны для сварщика.
Это лишь некоторые из ключевых преимуществ использования сварочного генератора. Есть и другие, которые будут зависеть от вашего проекта.
Как можно установить сварочные генераторы?Сварочный осциллятор можно установить следующими способами:
Горизонтальная установка
В этом положении горелка движется слева направо или наоборот. Вы бы заставили факел вибрировать из стороны в сторону.
Вертикальная установка
В этом положении резак будет двигаться вверх и вниз в зависимости от запланированного движения.
Что такое сварочное плетение?Сварочное переплетение — это то же самое, что и сварочное колебание.
Это метод перемещения электрода из стороны в сторону для достижения желаемого результата сварки.
Как выполнить плетение?В настоящее время вы можете получить тканый шов, используя в качестве оборудования сварочный генератор. Они автоматизированы, поэтому вам не нужно думать о точности.
Вам нужно будет создать шаблон для него, чтобы машина могла предоставить в соответствии с вашими потребностями.
Раньше это было вручную.
Вам нужно создать выкройку. После этого нужно иметь навык сварки и следовать определенной схеме.
Сварка ВИГ в сравнении со сваркой МИГ Осцилляция Осцилляция сварки ВИГ представляет собой процесс использования вольфрамового электрода для осцилляции.
Вольфрамовые электроды известны как неплавящиеся и служат дольше.
Сварка MIG с осцилляцией – это процесс использования металлического электрода для осцилляции.
Электроды MIG — это обычные электроды, используемые при сварке.
Каждый из них имеет разное назначение и несравним.
Как измеряются колебания?Колебания при сварке измеряются различными способами. Частота или как часто это бывает; Амплитуда или в зависимости от того, как далеко она будет распространяться, и Время задержки в зависимости от того, как долго она будет действовать.
Какие существуют 4 типа сварки?Существует не только четыре (4) различных классификации или типа сварки — есть из чего выбирать.
Как выполняется сварка GMAW
Однако четыре (4) основных различных типа включают:
Дуговая сварка металлическим газом (GMAW) Этот конкретный тип сварки также может называться MIG или Metal Сварка в среде инертного газа. Это метод, в котором используется сплошной проволочный электрод через сварочный пистолет.
Подобно MIG или GMAW, в GTAW используется «вольфрам», известный как непрерывный или неплавящийся электрод в процессе.
Дуговая сварка порошковой проволокой (FCAW)FCAW отличается от GMAW и GTAW. Вместо этого это похоже на активный газ или сварку MAG. Это полуавтоматическая сварка, не требующая газа для внешней защиты.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)И последнее, но не менее важное: SMAW, также известный как электродуговая сварка, использует расходуемый материал, покрытый флюсом, который затем подключается к источнику питания.
Является ли осцилляция обязательным условием для сварки жесткой проволокой? Сварку твердой проволокой также можно назвать сваркой MIG. И отвечая на вопрос, нет, сварочные генераторы для него не нужны.
Движение или колебание
Вклад сварочного генератора в сварку твердой проволокой заключается в том, что он помогает рабочим плавить и сваривать два (2) куска металла вместе, поскольку сварщику не нужно достигать высоких и сложных мест. чтобы сварка шла.
Для каких сварочных процессов можно использовать сварочные генераторы?Дуговая сварка порошковой проволокой (FCAW)
Вы можете использовать сварочные колебательные аппараты для таких процессов сварки, как плазменная сварка и наплавка, сварка TIG, сварка MIG, SAW, FCAW, порошковая плазменная сварка и многое другое!
Однако, если вы обнаружите, что сварочные генераторы значительно сокращают время ваших процессов, вы можете использовать их и для этого!
Эффективна ли колебательная сварка MIG? Наиболее распространенными способами сварки, при которых можно использовать сварочные генераторы, являются сварка MIG и TIG, или, как ее чаще называют, сварка твердой проволокой.
Осцилляторы MIG
Да, вы можете успешно использовать сварочные осцилляторы для сварки MIG.
Что такое ткацкая сварка?Сварка с переплетением или сварка с колебаниями — это стратегия перемещения или позиционирования электрода из стороны в сторону или вперед и назад.
Сварка кромок ОпределениеСварка кромок — это процесс наложения деталей из листового металла, имеющих кромки, чтобы их можно было прикрепить рядом друг с другом для сварки деталей.
Что такое взбивание при сварке?Порка — это стратегия или техника, при которой вы создаете лужу, чтобы иметь возможность вытащить электрод запястьем.
Виляние при сварке
Помечено как «хлесткое», потому что это движение идет в направлении движения.
Каковы области применения сварочного генератора?Сварочные осцилляторы можно использовать для широкого спектра применений, включая шовную сварку, нестандартные крепления, боковые балки, манипуляторы, изготовление листового металла, сварку черных и цветных металлов и многое другое!
Благодаря универсальности и гибкости сварочных генераторов сварочные генераторы можно найти во многих областях.
Существует множество компаний-производителей сварочных генераторов, у которых вы можете их приобрести.
Однако вы никогда не ошибетесь, если выберете наши сварочные генераторы здесь, в Waldun. На протяжении многих лет мы разрабатываем и постоянно улучшаем характеристики наших генераторов.
Кроме того, мы постоянно учимся, чтобы полностью повысить качество производимого нами оборудования и машин.
Особенности сварочных генераторов WaldunРазличные сварочные генераторы, изготовленные и созданные разными производителями, имеют разные характеристики.
Тем не менее, мы в Waldun производим лучшие на рынке сварочные генераторы. Вот несколько примеров его наиболее примечательных характеристик и функций:
- Правильное и точное линейное перемещение
- Один контроллер для трех (3) различных механизмов и функций
- Реечный механизм
- Полное цифровое управление
- Шаговый двигатель
Выбор наших сварочных генераторов здесь, в Waldun, может открыть множество преимуществ и преимуществ. Некоторые из них включают, но не ограничиваются:
- Улучшение и совершенствование сварки
- Разработанные технологии наплавки и сварки
- Повышение и повышение производительности
- Единообразие и последовательность в процедурах сварки
Это основные преимущества выбора наших сварочных генераторов.
Почему следует доверять сварочным генераторам Waldun?Где бы вы ни находились, вы можете рассчитывать на то, что мы здесь, в Waldun, произведем и изготовим для вас сварочные генераторы высочайшего качества.
Мы способны и умеем производить для вас от сотен до тысяч машин ежегодно.
В отличие от других производителей сварочных генераторов, Waldun никогда не устанет производить специальные сварочные генераторы и оборудование для вашего бизнеса.
Помимо сварочных генераторов, мы также будем вашим лучшим вариантом для машин для лазерной наплавки , оборудования для плазменной наплавки , сварочных позиционеров , автоматических шовных сварочных аппаратов и многого другого!
Позвоните нам сегодня и получите лучшие цены и расценки на сварочные генераторы! Да, вы правильно прочитали! Мы можем предоставить вам бесплатное предложение или бесплатную оценку сварочных генераторов, которые вам нужны!
Патент США на портативную машину для шовной сварки термопластичных листов.
Патент (Патент № 4,533,423, выдан 6, 19 августа.85)ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к машинам для нагрева и соединения листов термопластичной смолы и, в частности, относится к портативной машине, которая сплавляет вместе перекрывающиеся кромки больших стационарных листов, когда сварочный аппарат перемещается вдоль перекрывающихся листов. края. Это позволяет на месте изготавливать листы большего размера.
УРОВЕНЬ ТЕХНИКИ
Часто желательно сваривать или сплавлять вместе множество листов термопластичных материалов, таких как полиэтилен, ПВХ или нейлон, на рабочем месте. Листы соединяются, чтобы получить лист гораздо большего размера, который можно использовать для таких вещей, как строительные покрытия, большие брезентовые покрытия или покрытия, а также для кровельного материала. Более эффективно транспортировать сыпучие материалы на рабочую площадку и соединять их там, чем соединять их на заводе в большой громоздкий единый лист, а затем складывать, транспортировать и разворачивать этот лист.
Машины этого типа, как правило, представляют собой самоходные машины с приводом от двигателя, в которых приводной двигатель соединен через трансмиссию с одним или несколькими ведущими колесами. На машине предусмотрены нагреватель, чаще всего нагнетатель горячего воздуха, и средство подачи для направления противоположных перекрывающихся краев листов в машину, когда машина движется вдоль краев. Перекрывающиеся кромки проходят мимо нагревателя или средства подачи тепла через сжимающую конструкцию, а затем выходят из машины.
При работе с предыдущими, обычными машинами машина сначала настраивается, нагревается и позиционируется на листах оператором, который затем приводит машину в действие и направляет ее вдоль перекрывающихся краев. Машины производятся и продаются такими компаниями, как Leister, Zinser и Pfaff. Другие машины этого общего типа показаны в патенте США No. № 4 050 972; 1 924 523; 2 556 476; 4 146 419; и другие, которые были процитированы в связи с подачей этой заявки на патент.
Сварочные аппараты этого типа требуют применения тепла к перекрывающимся листам в диапазоне температур приблизительно 400°С. F.-600° F. Наиболее распространенные машины предшествующего уровня техники нагревают воздух и обдувают им сопрягаемые поверхности вблизи краев термопластичных листов. Однако система горячего воздуха имеет ряд недостатков. Во-первых, система воздушного отопления перед эксплуатацией должна быть прогрета до рабочей температуры. Это может занять до пятнадцати минут, в течение которых энергия, используемая для нагревания воздуха, полностью тратится впустую, поскольку воздух недостаточно прогрет, чтобы поднять температуру листа до температуры сварки во время нормального установившегося движения вдоль перекрывающихся кромок. Кроме того, во время работы тепло, производимое нагревателями горячего воздуха, неэффективно передается листу термопласта. Поэтому для таких машин обычно требуются нагреватели, потребляющие электрическую энергию мощностью от 2500 до 4500 Вт.
Требование высокой мощности, в свою очередь, приводит к тому, что машина требует работы при напряжении 240 вольт и высоком токе, обычно превышающем 20 ампер. Электрические кабели и сама машина, которые необходимы для работы с такой высокой мощностью, имеют тенденцию быть большими, тяжелыми и громоздкими, и поэтому их трудно транспортировать на многие рабочие места, особенно на крышу здания и т.п. Их также трудно перемещать и использовать во время работы из-за их размера и громоздкости. Поэтому существует потребность в сварочном аппарате, который потребляет значительно меньше электроэнергии и в результате может быть легче по весу и более удобен при транспортировке и экономичном использовании. Для дополнительного удобства необходима машина, которая может питаться от стандартного источника питания на 120 вольт.
Другая трудность с такими известными машинами заключается в том, что после того, как они прогреты и установлены на место, а их тепловая энергия направлена оператором на пластиковый лист, у оператора есть всего несколько секунд, чтобы начать перемещение сварочный аппарат. Если он не сможет двигаться достаточно быстро, машина проплавит листы термопластика, образуя дыру или другой дефект в шве.
Таким образом, существует потребность в машине, которая не только более экономична и эффективна в использовании, но и более удобна и может работать в пределах менее критических допусков по времени, требуя меньших навыков и ловкости оператора.
Хотя в сварочном аппарате могут использоваться альтернативные источники нагрева, одна из проблем с ними заключается в том, что они не нагреваются мгновенно до рабочей температуры и не охлаждаются до нерабочей температуры, при которой они не расплавят пластиковый лист. Требуется конечный интервал времени, в течение которого температура постепенно повышается или понижается. Если такой источник тепла расположен так, чтобы передавать свое тепло перекрывающемуся краю листового материала, когда он впервые включен, и не перемещается до тех пор, пока не достигнет рабочей температуры, он проплавит листовой материал до достижения рабочей температуры и, таким образом, создаст дефект шва. Кроме того, если в момент приложения энергии для начала повышения температуры источника тепла машина начинает двигаться с нормальной установившейся линейной скоростью вдоль перекрывающихся кромок, подходящая сварка не произойдет до тех пор, пока источник тепла не достигнет рабочей температуры. Поэтому вдоль перекрывающихся краев будет значительная длина, которая не будет соединена должным образом.
Таким образом, существует потребность в сварочном аппарате, который можно расположить на пластиковых листах, при этом листы должным образом подаются в аппарат, а затем привести в действие и подать питание для начала движения и сварки, в то время как его нагреватель нагревается до рабочей температуры.
Предыдущие сварочные аппараты требуют постоянного внимания оператора для правильного управления ими вдоль свариваемых кромок. Существует потребность в самонаводящемся механизме для использования с такими машинами, который мог бы направлять сварочную машину вдоль перекрывающихся кромок, не требуя управления оператором. Благодаря тому, что во время движения машины и сварки оператору не требуется никакого внимания, воздействие на оператора потенциально опасных паров и газов существенно снижается.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с вышеуказанными задачами эффективность, транспортабельность и простота эксплуатации сварочного аппарата могут быть существенно улучшены за счет использования лучистого нагревателя, расположенного между путями подачи перекрывающихся кромок термопластичный лист. Тепло намного эффективнее передается листовому материалу, поэтому требуется меньше электроэнергии. Это означает, что можно использовать более легкие кабели и машины. Кроме того, это означает, что длительные периоды прогрева, такие как те, которые необходимы для машин с горячим воздухом, больше не требуются.
Для того, чтобы начать операцию сварки практически сразу после подачи питания на средства нагрева и во время нагревания лучистого нагревателя или для продолжения сварки после отключения нагревателя и во время остывания машины, машину перемещают по противоположным кромкам листа со скоростью, которая изменяется таким образом, что скорость по существу пропорциональна мгновенной температуре источника тепла. Таким образом, машина ускоряется или замедляется в соответствии с выбранным алгоритмом изменения скорости, который в предпочтительном варианте является экспоненциальным.
Система автоматического рулевого управления по настоящему изобретению использует источник света, расположенный над перекрывающимися краями, и по меньшей мере три световых детектора. Один датчик света установлен так, чтобы перемещаться под одним из верхних листов, второй датчик света расположен на расстоянии сбоку от края, противоположного первому датчику света, и проходит вне верхнего листа, в то время как третий датчик света находится на расстоянии между первых двух и перемещается вдоль края верхнего листа. Три световых датчика подключены к системе управления с обратной связью, которая регулирует угол поворота рулевого колеса, чтобы край верхнего листа оставался в центре центрального датчика.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид в перспективе сварочного аппарата, воплощающего настоящее изобретение и установленного в рабочее положение для сварки швов, соединяющих два листа термопластичной смолы, при этом часть кромки верхнего листа удалена, чтобы обнажить нижележащие лучистые нагреватели.
РИС. 2 представляет собой вид в перспективе части варианта осуществления по фиг. 1, подробно иллюстрирующий лучистый нагреватель и структуру определения положения кромки для системы автоматического рулевого управления согласно настоящему изобретению.
РИС. 3 представляет собой вид сверху варианта осуществления, показанного на фиг. 1.
РИС. 4 — вид сбоку варианта осуществления, показанного на фиг. 1.
РИС. 5 представляет собой вид спереди варианта осуществления, показанного на фиг. 1.
РИС. 6 представляет собой схематическую блок-схему схемы управления для управления линейной скоростью запуска и остановки сварочного аппарата.
РИС. 7 представляет собой графическую иллюстрацию предпочтительной скорости управления ускорением и замедлением.
РИС. 8 представляет собой подробную принципиальную схему схемы, показанной на фиг. 6.
РИС. 9 представляет собой осциллограмму двух типичных последовательностей импульсов мощности для привода ходового двигателя согласно предпочтительному варианту осуществления изобретения.
РИС. 10 представляет собой принципиальную схему схемы рулевого управления согласно настоящему изобретению.
При описании предпочтительных вариантов осуществления изобретения, показанных на чертежах, для ясности будет использоваться специальная терминология. Однако он не предназначен для ограничения конкретными терминами, выбранными таким образом, и следует понимать, что каждый конкретный термин включает все технические эквиваленты, которые действуют аналогичным образом для достижения аналогичной цели.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1-4, предпочтительный вариант выполнения машины для шовной сварки, воплощающий настоящее изобретение, имеет корпус 10, в котором защищены электрическая схема управления и силовая схема, приводной двигатель и трансмиссия, которая связана с ведущим колесом 12, выступающим снизу. корпуса 10. Ведущее колесо входит в зацепление с нижним из двух листов 13 термопластичной смолы, которые должны быть сварены вместе машиной. Органы управления машиной легко доступны на верхней панели управления 14 корпуса 10.
Вертикальная планка 16 управления проходит вверх от корпуса 10 и поддерживает рукоятку, которая опускает самоустанавливающееся колесо 17. На панели управления 14 установлен переключатель пуска/останова 18 для удобного управления оператором 20.
Излучатель с электрическим питанием Панель 22 нагревателя проходит сбоку от корпуса 10. Она расположена немного выше краевой части нижнего листа 13. Во время работы край верхнего листа 24 перемещается над лучистым нагревателем 22, так что соприкасающиеся поверхности листов 13 и 24 нагреваются при движении сварочного аппарата вдоль шва и затем соединяются. Как более четко показано на фиг. 2, панель лучистого нагревателя 22 состоит из множества разнесенных по бокам нихромовых спиралей, установленных в прозрачных, проходящих в продольном направлении стеклянных трубках.
Сварочная машина управляется парой свободно вращающихся рулевых колес 30 и 32, которые соединены обычными рулевыми тягами 34 с рулевым двигателем, управляемым схемой управления с обратной связью. Эта схема описана ниже. Для обнаружения положения края верхнего листа 24 и источника света 36, который может быть любым подходящим источником светового излучения, он устанавливается вблизи переднего конца машины и над каналом подачи, проходящим через машину. Светильник 36 установлен в защитном кожухе 38, часть которого на фиг. 2 открыть свет 36.
Под лампой 36 и непосредственно под трактом подачи верхнего листа 24 находится опорный стержень 40, на котором установлено множество детекторов света, таких как фоторезисторы. Первый фотодетектор 42 установлен для прохождения под верхним листом 24 во время работы. Второй фотодетектор 44 установлен внутри первого фотодетектора 42 на расстоянии сбоку от края верхнего листа 24 так, чтобы проходить над нижним листом 13 и рядом с верхним листом 24. Третий фотодетектор, состоящий из трех фоторезисторов 46, установлен между первым и вторым фотодетекторами и перемещается под краем верхнего листа. Номинально край верхнего листа проходит над центром центрального одного из трех световых датчиков 46. Эти три световых датчика подключены к схеме управления с обратной связью, которая, в свою очередь, подключена к рулевым колесам 30 и 32. Схема управления регулирует угол поворота рулевых колес, чтобы удерживать край верхнего листа по существу в середине третьего светового детектора 46.
Прижимное колесо 50 установлено позади пути подачи края верхнего листа 24 для сжатия вместе противоположных перекрывающихся нагретых краев листов термопластичной смолы, когда они проходят от нагревателя под прижимным колесом. Прижимное колесо 50 установлено с возможностью вращения на опорном кронштейне 52, который, в свою очередь, установлен с возможностью поворота на выступающей в поперечном направлении оси 54. Кронштейн 52 закреплен на стержне с помощью съемного штифта 56, и груз 58, который крепится болтами к кронштейну 52. Таким образом, кронштейн 52 можно наклонять вперед и вниз, чтобы установить прижимное колесо 50 в его рабочее положение. В качестве альтернативы скоба 52 может быть поднята вверх и назад до упора, чтобы поднять прижимное колесо над пластиковыми листами в нерабочем транспортном положении.
Во время работы машина перемещается по нижнему листу 13 из термопластичной смолы, при этом лучистый нагреватель 22 проходит непосредственно над краевой частью нижнего листа. Верхний термопластический лист 24 следует по траектории подачи, проходящей вверх над датчиками света, установленными на опорной планке 40, непосредственно над лучистым нагревателем 22 и затем вниз под прижимным колесом 50. Верхняя поверхность краевой области нижнего листа и нижнюю поверхность краевой области верхнего листа и нагревают до температуры, при которой они становятся достаточно пластичными и липкими. Затем эти противоположные перекрывающиеся края соединяются по мере прохождения от нагревателя 22 и сжимаются вместе прижимным колесом или роликом 50.
Для типичной стационарной работы с таким материалом, как ткань с виниловым покрытием, нагреватель 22 должен нагревать термопластические материалы до температуры в диапазоне 400°С. F до 600°С. F. Типичная скорость движения машины по перекрывающимся кромкам составляет приблизительно восемь футов в минуту.
Однако трудности, описанные выше, возникают во время этапов прогрева и охлаждения рабочего цикла. Чтобы преодолеть проблемы переходного режима работы, используется управление скоростью двигателя, которое разгоняет ходовой двигатель до полной скорости и замедляет ходовой двигатель до полной остановки в ответ на срабатывание переключателя пуска/останова 18 в соответствии с выбранным алгоритмом, а не чем мгновенно. В частности, мы обнаружили, что наиболее выгодно удерживать аппарат в стационарном положении в течение короткого интервала времени после первоначального включения нагревателя 22. После этого сварочный аппарат экспоненциально ускоряется до тех пор, пока не будет достигнута установившаяся рабочая скорость. Последующее срабатывание переключателя 18 пуска/останова инициирует экспоненциальное замедление машины. Идея изобретения заключается в согласовании линейной скорости сварочного аппарата со скоростью теплового излучения нагревателя. Таким образом, всякий раз, когда температура источника тепла сварочного аппарата увеличивается или уменьшается, источник тепла перемещается вдоль противоположных краев перекрывающихся листов со скоростью, которая изменяется так, что она по существу пропорциональна мгновенной температуре источника тепла. источник. Экспоненциальная скорость изменения является хорошим приближением к изменению температуры нагревателя, и ее удобно получать в простых электронных схемах.
РИС. 6 иллюстрирует схему управления для достижения желаемого изменения линейной скорости движения машины. Ссылаясь на фиг. 6, первичный двигатель, который связан с приводным колесом 12, представляет собой двигатель 70 постоянного тока, питаемый электрической энергией от источника 72 постоянного тока через электронный переключатель 74. Предпочтительным источником постоянного тока является обычный источник питания с двухполупериодным выпрямителем. Переключатель 18 пуска/останова включает в себя однополюсный двухпозиционный переключатель для попеременного ускорения и замедления машины по желанию.
Времязадающая емкость C 3 подключена между источником 78 напряжения -5 В и контактом 80 переключателя пуска/останова 18. Датчик 80 поочередно может быть подключен к контакту потенциометра 82 или контакту датчика потенциометр 84, который, в свою очередь, подключен к источнику положительного напряжения 86. Таким образом, переключатель пуска/останова 18 вместе с емкостью С3 и потенциометрами 82 и 84 образует резистивно-емкостную сеть, которая подключена к переключатель пуска/останова для поочередного заряда и разряда конденсатора по экспоненте в ответ на срабатывание переключателя 18. Когда переключатель 18 перемещается вверх до соединения с потенциометром 84, емкость экспоненциально заряжается до +10 вольт. При срабатывании переключателя 18 в соединении с потенциометром 82 емкость экспоненциально разряжается.
Емкостное напряжение подается на первый управляемый напряжением генератор 90, который обеспечивает выходную частоту, которая изменяется в соответствии с напряжением на конденсаторе C3. Это обеспечивает выходную частоту f 1 , которая, например, пропорциональна напряжению на емкости С 3 . Этот выходной сигнал генератора 90, управляемого напряжением, подается на один из двух входов фазового компаратора 92. К другому входу фазового компаратора 92 подключен выход датчика 76 скорости двигателя. 0003
Датчик скорости двигателя подключен к трансмиссии сварочного аппарата и выдает изменяющийся во времени выходной сигнал с частотой, пропорциональной линейной скорости аппарата. Например, обычная система энкодера, включающая в себя чередующиеся прозрачные и непрозрачные радиальные сегменты, сформированные на диске, и источник света и детектор света, расположенные на противоположных сторонах диска, будет выдавать импульсы с частотой, пропорциональной скорости машины.
Выход фазового компаратора 92 обеспечивает напряжение постоянного тока, амплитуда которого пропорциональна разности фаз между периодическим сигналом от датчика 76 скорости двигателя и выходным сигналом от генератора 90, управляемого напряжением. Этот выходной сигнал фазового компаратора 92 подается на схему интегратора 94. для интегрирования разности фаз по времени. Его выход подается на второй управляемый генератор 96, который обеспечивает выходной сигнал с частотой, пропорциональной его входному напряжению. Выходной сигнал управляемого напряжением генератора 96 применяется к однотактному генератору 98. Однократный выход обеспечивает импульсы, которые запускаются фронтом выходного сигнала от генератора 96, управляемого напряжением. Все импульсы имеют одинаковую ширину импульса независимо от частоты, на которой работает генератор, управляемый напряжением. операционная. Эти импульсы подаются через логический вентиль 100 и электронный переключатель 74 на двигатель 70 постоянного тока. замедление сварочного аппарата. Скорость отслеживается путем подачи серии импульсов энергии на двигатель 70 постоянного тока. Все импульсы имеют одинаковую продолжительность, но их частота изменяется для изменения среднего тока, подаваемого на двигатель 70 постоянного тока, и тем самым для изменения его скорости. При ускорении, например, когда напряжение на емкости С 3 увеличивает частоту от управляемого напряжением генератора 90 увеличивается. Любая разность фаз и, следовательно, любая разность частот между частотой сигнала от датчика скорости двигателя 76 и частотой от генератора 90, управляемого напряжением, создает выходное напряжение от фазового компаратора, которое интегрировано и вызывает изменение частоты генератор, управляемый напряжением, до тех пор, пока компаратор фаз не обнаружит одинаковую частоту с одинаковой фазой на обоих входах. При этом частота генератора, управляемого напряжением, далее не изменяется. Увеличение частоты управляемого напряжением генератора 96 увеличить частоту импульсов энергии, подаваемых на двигатель постоянного тока, тем самым увеличивая скорость двигателя и, следовательно, увеличивая скорость машины. Скорость машины увеличивается до тех пор, пока частоты, подаваемые на фазовый компаратор 92, не станут идентичными. Обратное происходит при торможении, когда емкость C 3 разряжена.
РИС. 7 иллюстрирует экспоненциальную зарядку емкости C 3 от ее начального напряжения -5 вольт на скользящем элементе 80 переключателя 18 пуска/останова до ее полностью заряженного уровня +5 вольт.
РИС. 9 показаны энергетические импульсы, подаваемые на двигатель 70 постоянного тока. Например, последовательность импульсов А представляет собой последовательность импульсов с более низкой частотой, которые подаются на двигатель 70 постоянного тока с относительно меньшей скоростью. Последовательность импульсов B иллюстрирует последовательность импульсов с более высокой частотой и, следовательно, с более высоким рабочим циклом, что заставляет двигатель постоянного тока работать на относительно более высокой скорости.
Остановка машины желательна не только тогда, когда лучистые обогреватели полностью остыли, но и когда они лишь слегка прогреты. Таким образом, машина должна находиться в состоянии покоя в течение первой части цикла прогрева до того, как будет достигнута значительная температура, а также в течение последней части цикла охлаждения после достаточного охлаждения лучистых нагревателей. Для этого выход компаратора 102 подключен к логическому элементу 100, которым в предпочтительном варианте является элемент И-И. Неинвертирующий вход компаратора 102 соединен с ползунком 80 переключателя 18 пуска/останова. Инвертирующий вход соединен с ползунком потенциометра 104, который подключен между положительным и отрицательным источниками напряжения для схемы. Таким образом, потенциометр 104 можно настроить на выбранное опорное напряжение между уровнями напряжения источника питания -5 и +5.
РИС. 7 иллюстрирует опорное напряжение 2 вольта. В этой схеме до тех пор, пока напряжение на емкости C 3 больше отрицательного, чем опорное напряжение, выход компаратора переключает логический вентиль 100, чтобы предотвратить подачу импульсов от одиночного импульса 98 на электронный ключ 74. Когда напряжение емкости C 3 больше положительного, чем опорное напряжение на движке потенциометра 104, логический вентиль 100 переключается, чтобы разрешить подачу последовательности импульсов на электронный переключатель 74.
РИС. 8 более подробно иллюстрирует схему управления скоростью двигателя. Переключатель 18 пуска/останова включает в себя второй однополюсный однопозиционный переключатель 200, который подключен к источнику питания 202 от электросети к лучистому нагревателю 22.
Переключатель 18 пуска/останова инициирует зарядку или разрядку емкости. С3. Напряжение емкости C 3 подается через согласующий усилитель импеданса 204 на компаратор 102, а также через потенциометр R3, регулирующий коэффициент усиления, на вход на выводе 9.генератора, управляемого напряжением, включенного в интегральную схему 206. Интегральная схема 206 представляет собой обычную схему фазовой автоподстройки частоты, имеющую доступ к выводам ее составных частей.
Выход управляемого напряжением генератора в интегральной схеме 206 подается с вывода 4 на вход фазового детектора в интегральной схеме 208, идентичной интегральной схеме 206. Выход фазового детектора в ИС 208 применяется от контакта 13 к цепи интегратора, включая R9, R12 и C7. Это подается на контакт 9 на вход генератора, управляемого напряжением, на ИС 208. Выход этого генератора, управляемого напряжением, подается с контакта 4 через усилитель 210 на один импульс 98. Датчик скорости двигателя имеет источник света 212 и световой детектор 214, сигнал с которого подается через усилитель 216 на другой вход фазового детектора в ИМС 208.
Выход единичного импульса 98 подается через логический элемент 100 на электронный переключатель, включающий оптопару 226 для управления подключена пара транзисторов Q3 и Q4.
Система рулевого управления по настоящему изобретению показана на фиг. 10. Двунаправленный двигатель 300 подключен к источнику сетевого напряжения 302 либо через переключатель 304 поворота вправо, либо через переключатель 306 поворота влево. Эти переключатели 304 и 306 вызывают поворот рулевых колес в соответствующем направлении в ответ на управление оставшаяся схема. Световые датчики 42-46 соединены, как показано. Центральный детектор 46 предпочтительно состоит из трех отдельных детекторов, чтобы расширить их эффективный рабочий диапазон и уменьшить скорость изменения тока через них в ответ на изменения поперечного положения края верхнего листа 24.
Три фотодетектора 42, 44 и 46 образуют динамически сбалансированную цепь. Детекторы 42 и 44 обеспечивают верхнее и нижнее опорное напряжение. Центральный световой датчик 46 заставляет приложенное напряжение изменяться между этими верхним и нижним пределами в соответствии с положением края верхнего листа по отношению к машине. Потенциометр 320 последовательно с датчиками 46 света образует делитель напряжения. Когда этот делитель напряжения находится в пределах выбранного перепада напряжения от напряжения, которое находится на полпути между напряжением, подаваемым от фотодетекторов 42 и 44, ни переключатель 304, ни переключатель 306 не срабатывают. Однако, если напряжение от световых детекторов 46 выходит за эти пределы в любом направлении, то соответствующий один из поворотных переключателей 304 или 306 приводится в действие, чтобы повернуть машину и вернуть край верхнего листа обратно в центр светового луча. детектор 46. Детали этой схемы далее не описываются, поскольку они не заявлены. Вместо этого дается полная схема вместе со следующим перечнем деталей для предпочтительного варианта осуществления изобретения:
__________________________________________
C1-220 мкФ 16 В Электролитический
C2-220 мкФ 16 В Электролитический
C1A-1,5 мкФ Тантал
C2A-1,5 мкФ Тантал
C3-220 мкФ 16 В Электролитический
C4-01 мкФ Металлическая пленка
C5-Диск C6-.01 мкФ Металлическая пленка
C7-33 мкФ 10 В Тантал
C8-.01 мкФ Металлическая пленка
C8A-.047 мкФ Металлическая пленка
С9-0,047 мкФ Металлическая пленка
C10-Диск
C11-.01 мкФ Металлическая пленка
C12-Диск
C13-Диск C14-.047 мкФ Металлическая пленка
C15-диск C16-диск
C17-Диск C18-.047 мкФ Металлическая пленка
С19-0,01 мкФ Металлическая пленка
C20-Диск
C21-диск C22-диск
C23-1,5 мкФ Тантал
C24-1,5 мкФ Тантал
C25-3300 мкФ 35 В Электролитический
C26-1000 мкФ 35 В Электролитический
C27-. 047 мкФ Металлизированный
C28-.047 мкФ металлическая пленка
С29-.2 мкФ 200 В C30-.2 мкФ 200 В
Д1-1Н4148 Д2-1Н4148
Д3-1Н4148 Д4-1Н4148
Д5-1Н4148 Д6-1Н4148
Д7-1Н4148 Д8-1Н4148
Стабилитрон D9-5,1 В 500 мВт
D10-4 Мост 400 В A
D11-1,5 А, 100 В, мост
Д12-1Н4148
D13-1N4148 D14-SE 5455-3 Инфракрасный светодиод
Ханивелл
Q1-7805 Q2-7905
Q3-2N6510 Q4-92PU10
Q5-T2800C RCA Q6-T2800C RCA
Q7-SC160E GE Q8-L14F1 Фототранзистор GE
R1-47 Ом R2-10 кОм Триммер
Потенциометр Р3-100К Ом
Р4-1кОм
Подстроечный резистор R5-500K
Р6-27К Ом
R7-150K Ом R8-100K Ом Потенциометр
R9-100 кОм R10-100 кОм
R11-10 кОм R12-10 кОм
R13-10 кОм R14-100 кОм
R15-100кОм R16-1кОм
R17-10 кОм R18-1 кОм
Подстроечный резистор R19-200K
Р20-100К Ом
R21-2,2 кОм R22-10 кОм
Р23-100К Потенциометр
Р23А-100К Ом
R24-1 кОм R25-1 кОм
R26-1K Ом R27-1K Ом
R28-1кОм R29-1 кОм
R30-1K Ом R31-5K Ом Потенциометр
R32-22кОм R33-10кОм
R34-470 Ом R35-10K Ом
R36-470 Ом R37-10K Ом
R38-10 кОм R39-2,2 кОм
R40-180 Ом 1/2 Вт
Р41-22К Ом 1 Вт
R42-150 Ом 1/2 Вт
R43-180 Ом 1/2 Вт
Р44-10кОм
R45-1K Ом R46-1K Ом
R47-10 кОм R48-10 кОм
Р49-10 кОм R50-10 кОм
R51-10 Ом 2 Вт
R52-10 Ом 2 Вт
R53-1. 2K Ом 1/2 Вт
R54-150 Ом 1/2 Вт
R55-180 Ом 1/2 Вт
R56-180 Ом 1/2 Вт
R57-1.2K Ом 1/2 Вт
R58-150 Ом 1/2 Вт
Р59-1 кОм R60-2,2 кОм
______________________________________
Хотя были проиллюстрированы и подробно описаны предпочтительные варианты осуществления настоящего изобретения, следует понимать, что могут быть выполнены различные модификации в деталях конструкции и конструкции без отклонения от сущности изобретения или объема следующей формулы изобретения.
МАШИНА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ — TELEDYNE INC,US
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к машине или аппарату для электрошлаковой сварки и, в частности, к машине для электрошлаковой сварки для наплавки или отливки наплавленного металла на изделия, такие как валки сталелитейных заводов и т.п., для восстановления поверхности таких изделий.
Часть или вся поверхность больших сплошных валков цилиндрической формы, используемых на сталелитейных заводах и т.п., изнашивается после многократного использования валков, и, соответственно, валки должны часто зачищаться или выбрасываться. Обычной практикой является стачивание поверхности таких роликов примерно на полдюйма или около того, а затем нанесение на них покрытия из металла сварного шва. Покрытие наплавленного металла затем должно быть зачищено или обработано, чтобы получить валок сталелитейного проката с подходящей конфигурацией внешней поверхности. Этот процесс, как это практикуется в предшествующем уровне техники, является расточительным, дорогостоящим и трудоемким.
Настоящее изобретение обеспечивает электрошлаковую сварочную машину для восстановления поверхности валков сталелитейного производства независимо от размера, длины или материала валков. Кроме того, машина для восстановления поверхности электрошлаковой сваркой по настоящему изобретению может использоваться для восстановления поверхности различных других изделий, таких как полые трубы, зубья шестерен и т. п., и даже может использоваться для литья толстостенных труб из любого материала, который поддается обработке. процесс электрошлаковой сварки.
В соответствии с настоящим изобретением предоставляется машина для восстановления поверхности электрошлаковой сваркой, включающая в себя множество вертикально расположенных колонн, расположенных в опорной взаимосвязи с платформой на крыше, прикрепленной к ее верхней части. В раме предусмотрены опорные средства для поддержки большого валка сталелитейного проката и т.п. на основании рамы, и, по меньшей мере, две вертикально разнесенные платформы расположены с возможностью перемещения вдоль опорных стоек и относительно валка. Одна из платформ несет множество электродных средств, а другая платформа несет средства охлаждения и формования или формы, расположенные в непосредственной близости от валка. Электродные средства проходят в пространство между охлаждающими и формирующими средствами и валком для нанесения наплавленного металла в пространство и на вал, и электродные средства колеблются вперед и назад по поверхности вала, когда они перемещаются вдоль нее. для обеспечения равномерного распределения тепла и сохранения равномерного проникновения металла шва в валок. Приводное средство поддерживается на раме для подъема и опускания платформ и, таким образом, сварочного средства и средства охлаждения и формования относительно валка для нанесения наплавленного металла на валок и для охлаждения и придания формы наплавленному металлу. Наплавленный металл может быть нанесен на одну сторону или на несколько сторон, или полностью вокруг валка, или несколько различных материалов могут быть отлиты или нанесены на валок в разных местах вокруг него.
Машина по настоящему изобретению включает удерживающее и центрирующее устройство, которое зацепляет валок сталелитейного проката или другой предмет и удерживает его в правильном положении и по центру в машине. Удерживающее и центрирующее устройство регулируется для размещения валков сталелитейного проката или других изделий самых разных размеров и форм и может приводиться в действие пневматическим, гидравлическим или ручным способом.
Валок сталелитейного проката или другое изделие, поверхность которого была обновлена в соответствии с настоящим изобретением, требует лишь минимальной формовки или механической обработки после нанесения на него металла для придания желаемой внешней конфигурации, а другие изделия, в зависимости от того, насколько строги требования, могут нуждаться в без механической обработки. Соответственно, валок сталелитейного проката, обработанный в соответствии с изобретением, готов к использованию после снятия с машины, за исключением незначительной подкраски некоторых участков его поверхности. Например, на одном конце валка имеется начальный язычок или пластина для начала расплавленной ванны металла сварного шва, а на другом конце валика предусмотрен финишный язычок или пластина, позволяющие расплавленной ванне наплавленного металла расширяться. немного выше верхней части рулона или другой работы, и эти начальные и конечные выступы удаляются после операции по восстановлению поверхности.
С помощью аппарата для электрошлаковой сварки по настоящему изобретению большие стальные валки или другие изделия быстро и легко покрываются слоем металла сварного шва, и требуется выполнить минимальное количество операций на стальном валке или другом изделии. для обеспечения гладкой, правильно сформированной внешней поверхности рулона или другого изделия.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание машины для электрошлаковой сварки для восстановления поверхности изделий, таких как валки сталелитейных заводов и т.п., в котором слой металла шва наносится или отливается на изделие методом электрошлаковой сварки. , и при этом машина предназначена для размещения рулонов или других изделий различных размеров и материалов.
Другой целью изобретения является создание машины для восстановления поверхности электрошлаковой сваркой для восстановления поверхности заготовок, таких как большие сталелитейные валки и т.п., в котором водоохлаждаемая литейная форма расположена рядом с заготовкой, при этом упомянутая литейная форма имеет средства нелинейного прохождения воды, проходящие в ней. сверху вниз для обеспечения циркуляции охлаждающей воды от верхней части ванны расплавленного металла к ее нижней части по круговой или нелинейной траектории, чтобы, таким образом, достичь большей теплопередачи при использовании меньшего количества воды, чем в обычных машинах.
Еще одна цель изобретения состоит в том, чтобы предложить колебательное средство, установленное на машине для электрошлаковой сварки, для колебательного движения множества электродов, установленных на колебательном средстве, так что электроды перемещаются вдоль заданной области изделия для нанесения слоя. наплавленного на них металла.
Еще одна цель изобретения состоит в том, чтобы создать машину для электрошлаковой сварки, имеющую охлаждающие и формирующие средства или форму, расположенные рядом с изделием, подлежащим восстановлению, при этом упомянутые охлаждающие и формирующие средства имеют средства прохождения воды и множество впускных отверстий в в верхней его части и множество выпускных отверстий в нижней части для обеспечения циркуляции воды сверху вниз охлаждающего и формирующего средства через множество проходных средств для охлаждения и формования металла сварного шва, наплавленного на указанное изделие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид сверху в перспективе машины для электрошлаковой сварки в соответствии с изобретением.
РИС. 2 представляет собой вид в разрезе машины по фиг. 1, если смотреть вниз на его основание и показывать направляющие, ведущие к основанию с тележкой на нем для транспортировки рулона или другого предмета на основание машины.
РИС. 3 представляет собой увеличенный вид в вертикальном разрезе основания машины, части нижней платформы и опорных кронштейнов для поддержки валка сталелитейного проката и т.п., а также средства охлаждения и придания формы, расположенные в рабочей взаимосвязи с нижним концом станка. валок и т.п., с охлаждающими и формирующими средствами, выдвинутыми на часть пути вверх по валку.
РИС. 4 представляет собой вид в разрезе по линии 4-4 на фиг. 2.
РИС. 5 представляет собой увеличенный фрагментарный вид в вертикальной плоскости автомобиля и части опоры для валков на нем по линии 5-5 на фиг. 2.
РИС. 6 представляет собой сильно увеличенный фрагментарный вид в разрезе части вагона и средства подъема рулона по линии 6-6 на фиг. 3.
РИС. 7 представляет собой увеличенный вид сбоку с вырванной частью машины, показанной на фиг. 1.
РИС. 8 представляет собой вид сверху машины по линии 8-8 на фиг. 7.
РИС. 9 представляет собой вертикальный разрез машины, вид сверху на верхнюю платформу по линии 9-9 на фиг. 7.
РИС. 10 представляет собой вертикальный разрез верхней части нижней платформы по линии 10-10 на фиг. 7.
РИС. 11 представляет собой вид в вертикальном разрезе, если смотреть вверх в сторону нижней стороны верхней платформы по линии 11-11 на фиг. 7.
РИС. 12 представляет собой увеличенный вид в разрезе с вырванной частью одного из подъемных винтов для подъема платформы, показывающий способ его соединения с крышей рамы и с верхней или верхней платформой.
РИС. 13 представляет собой вид в вертикальном разрезе верхнего центрирующего и поддерживающего средства для взаимодействия с верхним концом валка сталелитейного проката или т. п., расположенного в раме.
РИС. 14 представляет собой вид сбоку модифицированного верхнего центрирующего и поддерживающего средства, показывающий увеличенный переходник или патрон для зацепления с валком на одном его конце для зацепления и поддержки относительно большого вала и т.п.
РИС. 15 представляет собой частичный вид нижней части части верхней платформы, показывающий приводные средства и средства управления для качания сварочных средств согласно изобретению.
РИС. 15А представляет собой увеличенный вид средства управления для управления колебаниями сварочного средства.
РИС. 16 представляет собой увеличенный вид в разрезе средства управления по линии 16-16 на фиг. 15.
РИС. 17 представляет собой увеличенный вид в разрезе части приводного средства для привода колебательного средства по линии 17-17 на фиг. 15.
РИС. 18 представляет собой увеличенный вид в разрезе части верхней платформы машины, показывающий качающиеся средства и средства сварки, закрепленные на ней, в рабочем положении относительно валков сталелитейного проката или т. п., подлежащих восстановлению поверхности.
РИС. 18А представляет собой вид сверху поворотного стола, на котором установлены контейнеры для подачи сварочного материала.
РИС. 19 представляет собой увеличенный частичный вид в разрезе части колебательного средства и установочного ролика, взаимодействующего с его внешней периферией.
РИС. 20 представляет собой увеличенный частичный вид в разрезе части колебательного средства, показывающий опорный ролик, сцепленный с ним.
РИС. 21 представляет собой увеличенный вид в разрезе части основания машины и нижней платформы, показывающий опорные кронштейны и средства охлаждения и формования, расположенные относительно платформы, и поддерживаемый на ней валок, при этом вал имеет другую цапфу, чем показан на фиг. ИНЖИР. 3, и средства охлаждения и формования, показанные в начале операции.
РИС. 22 представляет собой увеличенный вид в разобранном виде в разрезе средств охлаждения и формования и поддерживающих их кронштейнов в положении на нижней платформе.
РИС. 23 — увеличенный фрагментарный вид в перспективе быстроразъемного соединения между распорными колоннами и площадками.
РИС. 24 представляет собой вид, аналогичный фиг. 23 модифицированного быстроразъемного соединения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Машина для электрошлаковой сварки в целом обозначена цифрой 1 на фиг. 1, и содержит раму F, включающую в себя четыре вертикально идущие, разнесенные опорные стойки 2, 3, 4 и 5, предпочтительно образованные из двутавровых балок или подобных элементов. Опорные колонны закреплены своими нижними концами на основании В в выемке или углублении Е в полу или опорной поверхности S, а через одну сторону углубления Е открывается канал или траншея Т. Пара разнесенных путей или рельсов R закреплены на дне траншеи T для поддержки на ней колесной машины или автомобиля C для движения по ней. Вертикальное центрирующее приспособление или пьедестал Р находится в центре основания В между концами рельсов R, а вагон С имеет пару разнесенных, параллельных, выступающих вперед боковых частей 6 и 7, которые проходят на противоположных сторонах рельса. пьедестал P, когда кабина C находится в нише E.
Прямоугольная платформа 8 на крыше закреплена на верхних концах опорных стоек 2, 3, 4 и 5 и имеет поручни 9 по краям. Верхняя площадка 10 прямоугольной формы установлена на раме F с колоннами 2, 3, 4 и 5, проходящими через ее угловые части со скольжением. Верхняя платформа 10 также имеет поручень 11 для предотвращения падения с платформы 10 рабочего, оператора станка и т.п. опорных стоек 2, 3, 4 и 5 и удерживается на заданном расстоянии друг от друга по вертикали относительно верхней платформы 10 с помощью множества проходящих вертикально распорных стоек 13, 14, 15 и 16, съемно прикрепленных своими противоположными концами к верхней и нижние платформы так, чтобы верхняя и нижняя платформы двигались синхронно.
Множество продолговатых вертикально расположенных подъемных стержней или винтов с винтовой резьбой 17, 18, 19 и 20 проходит близко друг к другу параллельно опорным стойкам 2, 3, 4 и 5 и подходящим образом соединены резьбой с верхней площадкой 10 для поднимая верхнюю платформу и, таким образом, нижнюю платформу 12, которая соединена с верхней платформой с помощью распорных стоек 13, 14, 15 и 16. Подъемные стержни 17, 18, 19 и 20 прикреплены своими верхними концами к крыша 8 примыкает к ее углам и соединена с помощью подходящего зубчатого колеса и т.п. с подходящим приводным средством 21 на крыше 8. Приводное средство для подъема платформ 10 и 12 также может быть предусмотрено в основании машины, если желанный.
Изделие или заготовка, подлежащая восстановлению, например, большой прочный стальной прокатный валок 22 или аналогичный, имеющий цапфы 22а и 22b на противоположных концах, поддерживается на одном конце так, что его продольная ось расположена вертикально. Валок 22 показан пунктирными линиями на фиг. 1 для размещения в машине и опирается на переходную втулку 23 опоры валка, которая, в свою очередь, опирается на кронштейн 24 опоры валка.
Сплошными линиями на РИС. 1 показан валок 22 с опорой на верхнюю часть опоры Р примерно по центру машины. Входная щель или отверстие О сформировано на одной стороне платформы 12 для обеспечения возможности перемещения рулона 22 через него для позиционирования рулона на подставке Р.
Форма 25 с водяным охлаждением для охлаждения и формовки металла сварного шва, наплавленного на вал 22, поддерживается на верхней части нижней платформы 12 и расположена вокруг ролика 22. Форма 25 содержит опору 26 кронштейна охлаждающего кольца. и кронштейн 27 держателя охлаждающего кольца, внутри которого установлено охлаждающее кольцо 28 с водяным охлаждением.
Несколько сварочных приспособлений 29 нижними концами проходят в пространство между охлаждающим кольцом 28 и роликом 22 и прикреплены своими верхними концами к уникальной новой вибрирующей пластине 30, прикрепленной к нижней стороне верхней платформы 10, и множество средств подачи или контейнеров 31 для сварочной проволоки или стержней или другого сварочного материала установлены на верхней части верхней платформы 10.
Верхнее опорное и центрирующее средство 32 валка прикреплено к крыше 8 и проходит вертикально вниз от нее через отверстие 33 в центре верхней платформы 10 и входит в поддерживающее зацепление с верхним концом валка 22 для удерживания валка в центрированные отношения внутри машины.
Направляющая 33′ источника питания расположена рядом с одной стороной машины 1 для удерживания и направления множества кабелей 34 питания, которые проходят от подходящего источника электроэнергии, гидравлической или пневматической энергии по направляющей 33′ и над направляющую 35 на машине к подходящему распределительному устройству 36 на машине.
Дополнительные детали конструкции компонентов аппарата для электрошлаковой сварки показаны на фиг. с 3 по 24.
Пути или рельсы R в траншее Т и выемке Е имеют обычную конструкцию и предпочтительно аналогичны или идентичны железнодорожным путям или рельсам, а основание В, выемка Е, траншея Т и пьедестал Р предпочтительно изготовлены из бетона и т.п. и при желании могут быть соответствующим образом усилены.
Опора P предпочтительно имеет прямоугольную форму в поперечном сечении, хотя она может иметь любую другую желаемую конфигурацию, и по существу плоская прямоугольная стальная пластина 37 прикреплена к верхней части пьедестала P. Круглая приподнятая установочная или центрирующая втулка 38 закреплен в середине пластины 37 на верхней части основания Р для точного размещения рулона и его опорной конструкции на основании.
Вагон С может быть самоходным, с ручным зубчатым приводом или с ручным приводом, по желанию, и включает в себя множество колес W, расположенных так, чтобы катиться по верхним концам рельсов R. Проходящие вперед боковые части 6 и 7 включают в себя вертикально перемещаемые удлиненные подъемники 39 и 40, соответственно, предназначенные для подъема и опускания относительно боковых частей 6 и 7 с помощью подходящих подъемных средств 41, функционально связанных с ними, и с подходящим тяговым средством, не показанным в кабине C. Направляющий штифт и втулка средства 42 и 42′ также функционально связаны с подъемниками 39.и 40 для направления подъемников и поддержания их в надлежащем положении во время их движения вверх и вниз.
Опорный кронштейн 24 валков для валков 22 сталелитейного проката или т. п. имеет увеличенную прямоугольную опорную плиту 43 с отверстием 44 в центре, размером примерно такого же, как центрирующий выступ 38 на вершине основания Р. Множество отверстий 45, образованных в основании 43 рядом с его углами для взаимодействия с множеством штифтов 46 на подъемниках 39 и 40 кабины для предотвращения скольжения опоры и ролика по кабине во время ее перемещения и для правильного размещения ролик и опорный кронштейн для него на автомобиле так, чтобы опорный кронштейн и ролик были точно расположены для размещения на верхней части подставки.
Опорный кронштейн валка также включает в себя цилиндрический, вертикальный опорный цилиндр 47, приваренный или иным образом закрепленный своим нижним концом к основанию 43 немного снаружи от отверстия 44 в нем, и имеет кольцевое опорное кольцо 48, соответствующим образом закрепленное посредством сварки или т.п. до его верхнего конца. К основанию 43 и опорному цилиндру 47 прикреплено множество проходящих в радиальном направлении усиливающих канавок или ребер 49 для усиления опорного кронштейна валков. Кольцевое кольцо 48 в верхней части опорного кронштейна для роликов имеет кольцевую выемку или выемку 50 на его верхнем внутреннем краевом крае.
Закрепительная втулка 23 имеет аналогичное кольцевое кольцо 51 с направленной вниз кромкой или фланцем 52, которое вставлено в выемку 50 на опорном кронштейне 24 валка. Кольцо 51 приварено или иным образом прикреплено к нижнему концу распорной втулки или цилиндр 53, выбранный в соответствии с размером и формой конкретного валка, который будет на нем опираться. Распорный цилиндр имеет кольцевое опорное кольцо 54, приваренное или иным образом прикрепленное к его верхнему концу.
Стартовое кольцо 55 приваривается к нижней стороне конца валка 22 практически заподлицо с наружной поверхностью валка, а стартовая пластина 56 приваривается или иным образом крепится к нижнему концу стартового кольца 55 для взаимодействия с пресс-форма 25 для формирования углубления для расплавленной ванны металла сварного шва, которая образуется в пространстве между формой 25 и валком 22. Стартовая пластина 56 опирается на кольцевое кольцо 54 и цилиндр или втулку 53, которая находится в поворот поддерживается в правильном совмещенном положении на вершине опорного кронштейна 24 валка. Соответственно, выступ 38 и отверстие 44 в опорном кронштейне валка точно выравнивают опорный кронштейн валка на опоре P, а опорный кронштейн валка и цилиндр 53 взаимодействуют с начальным пластину 56 и ролик 22, чтобы точно центрировать ролик 22 на основании машины.
Верхний конец валка 22 зацепляется и поддерживается в правильном центрированном положении верхними опорными и центрирующими средствами 32. Как видно на ФИГ. 7, 13 и 14, верхнее опорное и центрирующее средство 32 содержит проходящий вертикально вниз цилиндрический корпус 57, соответствующим образом прикрепленный своим верхним концом к нижней стороне крыши 8 с помощью болтов 58 и т.п., которые допускают ограниченную боковую регулировку опоры и центрирование. означает 32 относительно рамы для целей выравнивания. Корпус 57 опорных и центрирующих средств 32 соответствующим образом усилен за счет множества перемычек или фланцев 59. приварен или иным образом прикреплен к корпусу 57 и к кольцевой опорной плите 60 на верхнем конце корпуса 57. Телескопический удлинитель 61 с возможностью скольжения входит в корпус 57 и выступает из него вертикально вниз через втулку 62 на нижнем конце корпус 57. Телескопический удлинитель 61 имеет соответствующий приводной стержень 63, соединенный с ним и с подходящим приводным средством 64 на верхней части крыши, таким как гидравлическое, механическое или пневматическое средство, для осуществления подъема и опускания телескопического удлинителя 61. Подходящий узел адаптера, такой как токарно-сварочный патрон или т.п. 65, прикреплен к нижнему концу телескопического удлинителя 61 для зацепления и захвата верхнего конца ролика 22, чтобы удерживать ролик точно по центру внутри машины. Узел адаптера 65 может быть изменен для размещения рулонов различных размеров. Например, на фиг. 14 показано немного модифицированное верхнее опорное и центрирующее средство 32′, которое по существу идентично опорному и центрирующему средству 32, за исключением того, что оно имеет увеличенный узел адаптера для зацепления с роликом или патрон 65′ на нижнем конце телескопического удлинителя 61′ для зацепление и поддержка большего рулона 22′.
Привод для подъема и опускания верхней и нижней платформ 10 и 12 лучше всего виден на ФИГ. 7, 8, 9 и 12. Приводное средство может быть любого подходящего типа, но предпочтительно содержит электродвигатель, соединенный с подъемными стержнями или винтами 17, 18, 19 и 20 через подходящую зубчатую передачу. В предпочтительной конструкции первый двигатель 66 закреплен на крыше 8 и соединен через зубчатый ремень 67 с подходящим приводным валом 68, который, в свою очередь, соединен через первую цепную муфту 69.с прямоугольным приводом 1:1 70. Пара отводных валов 71 и 72 проходят в противоположных направлениях от прямоугольного привода 70 и соединены с подходящей конической передачей, червячными передачами с полым валом 73 и 74 по углам крыши 8. Червячные передачи 73 и 74 надлежащим образом соединены с подъемными винтами 17 и 20 и предпочтительно имеют передаточное число 40:1. Двигатель 66 также соединен через подходящую муфту 75 с другим приводным валом 76 и цепной муфтой 69′, прямоугольным приводом 70′ и приводными валами 71′ и 72′ с конусным приводом, червячными передачами с полым валом 73′ и 74′ на противоположной стороне крыши 8 и в рабочем соединении с подъемными винтами 18 и 19с другой стороны машины. Двигатель 66 предпочтительно представляет собой подходящий электродвигатель мощностью 20 лошадиных сил и частотой вращения 1750 об/мин.
Второй двигатель 76′ также соединен с приводными валами и червячными передачами для привода платформ и соединен с приводными валами через зубчатый ремень 78, одноступенчатый редуктор Winsmith 79, цепную муфту 80, электромодуль Warner, установленный на основании узел 81 сцепления и зубчатый ремень 82, соединяющий узел 81 сцепления с приводными валами 68 и 76. Двигатель 76′ предпочтительно представляет собой электродвигатель мощностью 3 л.с. с номинальной скоростью 1750 об/мин. Двигатель 66 обычно используется для подъема платформ 10 и 12.
Подъемные винты 17, 18, 19 и 20 практически идентичны по конструкции, и будет описан только подъемный винт 17, описание винта 17 достаточно для всех.
Как видно на фиг. 12, верхний конец подъемного винта 17 проходит вверх через крышу 8 и прикреплен к крыше 8 с помощью конического роликоподпятника 83. Червячная передача с полым валом конической передачи 73 функционально связана с верхним концом подъемный винт 17, который выступает над верхней поверхностью крыши 8, а нижняя часть подъемного винта 17 имеет резьбу 85 и проходит через верхнюю платформу 10 и через гайку 86 шарикового винта Сагино, прикрепленную к нижней стороне верхней платформы. 10. Нижний конец подъемного винта 17 входит в подшипник 87 опоры, прикрепленный к опорной стойке 2 для предотвращения ее отклонения во время работы подъемного средства.
Как отмечалось ранее, нижняя платформа 12 соединена с верхней платформой 10 для перемещения с ней посредством множества по существу идентичных проходящих вертикально распорных стоек 13, 14, 15 и 16, съемно прикрепленных своими противоположными концами к верхней и нижней платформы, соответственно, прилегающие к их углам. Как лучше всего видно на фиг. 10, 23 и 24, эти распорные стойки имеют полуцилиндрическую форму и служат также для экранирования и защиты подъемных винтов 17, 18, 19 и 20 во время работы машины. Нижний конец каждой из распорных стоек 13, 14, 15 и 16 снабжен быстроразъемным соединением с нижней платформой 12, так что распорные стойки можно быстро и легко отсоединить от нижней платформы 12 для обеспечения независимого подъема и опускания. верхней площадки 10 для обеспечения дополнительного пространства между платформами.
Как видно на фиг. 23, средства быстроразъемного соединения на распорной стойке 13 и на каждой из других распорных стоек содержат прямоугольную пластину или фланец 88, приваренные или иным образом прикрепленные к нижнему концу распорной стойки, а пластина 88 и стойка 13 прикреплены к платформе 12 с помощью винтов с шестигранной головкой или болтов 89 или им подобных, проходящих через их противоположные концы в платформу. Распорные стойки должным образом выровнены относительно платформы с помощью направляющих штифтов или дюбелей 9.0 крепится к платформе и проходит через отверстия 91 в пластине 88.
Слегка модифицированное средство быстрого отсоединения или соединения показано на фиг. 24, и аналогичен соединительным средствам, показанным на фиг. 23, за исключением того, что между пластиной или фланцем 88′ и платформой 12 расположен относительно толстый распорный блок 92. Пластина 88′ крепится к распорному блоку 92 с помощью множества винтов или болтов с шестигранной головкой 93 или им подобных. протянутые через противоположные концы пластины 88′ в распорный блок 92. Распорный блок 92 крепится к платформе 12 с помощью винтов или болтов с шестигранной головкой 89 и т.п. и надлежащим образом выравнивается относительно нее с помощью штифтов или дюбелей 90 и отверстий 91.
Взаимосвязь сварочных средств 29 с верхней платформой 10 и охлаждающим и формующим средством или формой 25 с нижней платформой 12 лучше всего видно на фиг. 7, 18, 19, 20 и 21.
Сварочные средства показаны, в частности, на ФИГ. 7, 9, 11 и 18 и содержит множество направляющих 9 для сварочной проволоки.4, такие как шкивы и т.п., прикрепленные к верхней платформе 10 на расстоянии вверх относительно ее верхней поверхности и по которым перемещается сварочная проволока или материал 95 при извлечении из контейнеров 31 для предотвращения перекручивания проволоки. Пройдя через направляющие 94, сварочная проволока подается вниз через покрытые резиной спиральные пружинные направляющие 96, которые проходят вертикально вниз от направляющих 94 через верхнюю платформу 10 к множеству сварочных головок или механизмов подачи проволоки 9.7, предпочтительно типа LINDE EH-1, которые установлены с возможностью регулировки на колебательном кольце 30 на нижней стороне верхней платформы 10 для подачи сварочной проволоки 95 вниз через удлиненные трубчатые направляющие 98 электродов и в пространство между кристаллизатором 25 и ролик 22. На верхней платформе может быть установлено любое желаемое количество электродов, устройств подачи проволоки и контейнеров для сварочной проволоки, но в предпочтительном варианте предусмотрено 27 электродов и связанных с ними конструкций. Механизмы подачи проволоки 97 закреплены на колеблющемся кольце 30 с возможностью перемещения относительно него как в вертикальном, так и в поперечном направлениях с помощью кронштейнов 9 в сборе. 9, которые закреплены во множестве проходящих в радиальном направлении пазов 100 в колеблющемся кольце. Каждый кронштейн 99 в сборе регулируется в продольном направлении пазов 100, чтобы обеспечить поперечную регулировку сварочных головок или механизмов подачи проволоки 97 для размещения роликов разного размера. Сварочные головки также можно регулировать по вертикали с помощью регулируемого по вертикали ползуна 99′ узла кронштейна 99.
Контейнеры 31 установлены на поворотных столах 101, закрепленных на верхнем конце вала 102. Тормозное колесо 103 прикреплен к нижнему концу вала 102, а тормозная колодка или колодка 104 зацеплена с колесом 103 для замедления вращения стола 101. Регулировочный стержень 105 соединен с тормозной колодкой 104 для прижатия ее к тормозному колесу 103 с помощью желаемое, предварительно выбранное давление. Контргайки 106 навинчены на стержень 105, чтобы зафиксировать его в требуемом отрегулированном положении.
Обращаясь, в частности, к ФИГ. 18, 19 и 20, кольцо 30 вибратора прикреплено к нижней стороне платформы 10 с помощью множества выравнивающих направляющих роликов 107, прикрепленных к нижней стороне платформы и взаимодействующих с внешней периферией кольца 30 для сохранения положения. кольца 30. Множество опорных роликов 108 прикреплено к нижней стороне платформы 10 и взаимодействует с опорой внутри U-образного канала 109, образованного на внешней периферийной кромке кольца 30. Кольцо 30 вибратора и соответствующие сварочные средства приводятся в колебание с помощью цепи 110, расположенной в U-образном канале 109.вокруг кольца вибратора и вокруг звездочки 111, закрепленной на нижнем конце вертикального вала 112, который приводится в движение через червячный редуктор 113 от соответствующего двигателя 114, закрепленного на нижней стороне платформы 10.
Как видно на фиг. 15, двигатель 114 предпочтительно представляет собой гидравлический двигатель с двумя лопастями и соединен с червячным редуктором 113 через цепную муфту Морзе 115. Цепь 110 имеет двойной ролик и прикреплена к кольцу 30 вибратора с помощью зажимы и т.п. 116, прикрепленные к кольцу 30 через определенные интервалы по его окружности. Гидравлический двигатель 114 с двумя лопастями может быть любого типа, но предпочтительно это модель с двумя лопастями Parker Hennifin, создающая крутящий момент 10 дюйм-фунтов при 100 фунтов на квадратный дюйм. Двигатель 114 приводится в действие с помощью отказоустойчивого устройства, включающего пару силовых агрегатов Parker Hennifin PUTM-8 117 и 118, соединенных с двигателем 114 подходящим трубопроводом 119.и 120, каждый из которых состоит из бака объемом один галлон, двойного электромагнитного трехпозиционного клапана, шестеренчатого насоса модели D-14 и двигателя мощностью 1,5 л.с., 1725 об/мин.
Амплитуда колебаний качающегося кольца 30 и связанного с ним сварочного оборудования регулируется средством 121 управления колебанием, установленным на нижней стороне платформы 10 и расположенным в рабочем взаимодействии с цепью 110 и силовыми агрегатами 117 и 118 для осуществления реверсирования двигатель 114 и кольцо 30 осциллятора и соответствующее сварочное оборудование. Как видно на фиг. 15, 15а и 16, средство 121 управления колебанием содержит корпус 122 с парой шпинделей или осей 123 и 124, установленных в нем рядом с противоположными сторонами. Звездочка 125 установлена с возможностью вращения на оси 123 и имеет множество зубьев 126 на своей периферии, находящихся в рабочем зацеплении с цепью 110, так что движение цепи вызывает движение колеса 125. Второе колесо 127 установлено на ось 124 с возможностью вращения относительно нее и имеет нижнюю часть 128 увеличенного диаметра и верхнюю часть или ступицу 129 уменьшенного диаметра.. Подходящее средство, такое как ремень 130 и т.п., располагается вокруг выступающей части 131 ступицы на звездочке 125 и ступицы 129 колеса 127, так что колесо 127 вращается синхронно с вращением колеса 125. выдвижной рычаг 132 также установлен на одном конце с возможностью поворота вокруг вала или оси 124 и выходит за пределы периферии части 128 увеличенного диаметра колеса 127. Внешний конец рычага 132 имеет вертикально выступающий концевой выключатель, зацепляющий палец или кулачок 133 на нем. и регулировочная контргайка 134 продевается через выступающий палец 133 и входит в рабочее зацепление с наружной поверхностью части 128 увеличенного диаметра колеса 127, так что рычаг 132 и палец 133 могут быть заблокированы в различных угловых положениях регулировки относительно колеса 127.
Второй зацепляющий кулачок или палец 135 концевого выключателя жестко прикреплен к колесу 127 на угловом расстоянии от зацепляющего кулачка или пальца 133 концевого выключателя, а угловое смещение между двумя зацепляющими кулачками или пальцами концевого выключателя регулируется с помощью контргайка 134 и плечо рычага 132. Угловое смещение между кулачками, зацепляющими концевой выключатель, обычно выбирают таким образом, чтобы электроды проходили расстояние приблизительно от 4 до 8 дюймов по поверхности валка 22.
Пара концевых выключателей 136 и 137 установлены на корпусе 122 с противоположных сторон и расположены таким образом, что кулачок или палец 135 входит в зацепление с концевым выключателем 137, а кулачок или палец 133 входит в зацепление с концевым выключателем 136.
В эксплуатации, как двигатель 114 заставляет вращающееся кольцо 30 вращаться, цепь 110 также входит в зацепление с колесом 125 и заставляет колесо 125 вращаться, тем самым заставляя ремень 130 вращать колесо 127 и, таким образом, приводя концевой выключатель в зацепление с пальцами или кулачками 133 и 135, зацепляя соответствующие концевой выключатель в зависимости от направления вращения. Если качающееся кольцо сначала вращается по часовой стрелке с помощью двигателя 114, палец 135 включения концевого выключателя входит в зацепление с концевым выключателем 137 после заданного углового смещения кольца 30, и двигатель 114 изменяет свое направление работы на противоположное. поверните кольцо 30 против часовой стрелки. После заданного углового смещения в направлении против часовой стрелки зацепляющий палец или кулачок 133 концевого выключателя входит в зацепление с концевым выключателем 136 и вызывает изменение направления работы двигателя 114 на противоположное, снова вызывая вращение кольца 30 в направлении по часовой стрелке. Этот рабочий цикл повторяется в течение заранее определенного периода времени или количества операций, как это определено запрограммированной системой управления или оператором или любым соответствующим синхронизирующим устройством, связанным с ним.
Форма 25 для охлаждения и придания формы металлу сварного шва, наплавленному на валок 22, наиболее подробно показана на ФИГ. 7, 10, 21 и 22. Пресс-форма 25 включает опорный кронштейн 26 охлаждающего кольца, кронштейн 27 держателя охлаждающего кольца, охлаждающее кольцо 28 и вставку 138. Опора 26 кронштейна охлаждающего кольца включает кольцевое основание или нижнюю пластину 139, имеющую множество отверстий или отверстий 140 в нем, примыкающих к его внешней окружности, и центральное отверстие 141 в его середине. Множество дюбелей или установочных штифтов 142 соответствующим образом закреплены на нижней платформе 12 и проходят через отверстия или отверстия 140 в пластине 139.для точного размещения опоры 26 кронштейна охлаждающего кольца относительно платформы 12 и ролика 22, поддерживаемых в машине. Опорный цилиндр 143 приварен или иным образом соответствующим образом прикреплен своим нижним концом к опорной плите 139 и имеет несколько больший диаметр, чем центральное отверстие 141 в нем. Кольцевое опорное кольцо 144 приварено или иным образом прикреплено к верхнему концу опорного цилиндра 143. Опорное кольцо 144 также имеет в центре отверстие 145 большего диаметра, чем вставка 138, но меньшего диаметра, чем отверстие 141 в основании. тарелка 139. Множество армирующих перемычек 146 и 147 приварены к внутренней и внешней сторонам, соответственно, опорного цилиндра 143, а также к опорной плите 139 и опорному кольцу 144 для усиления и придания жесткости опоре 26 кронштейна охлаждающего кольца.
Держатель охлаждающего кольца Кронштейн 27 опирается сверху на опорное кольцо 144 опорного кронштейна охлаждающего кольца и включает в себя кольцеобразное опорное кольцо или пластину 148, имеющую множество отверстий 149, проходящих через него, примыкающих к его внешнему краевому краю, и через которые проходит множество установочных штифтов или штифты 150, прикрепленные к пластине 144 на опорном кронштейне охлаждающего кольца, чтобы точно совместить опорный кронштейн охлаждающего кольца и кронштейн держателя охлаждающего кольца. Пластина 148 имеет сквозное центральное отверстие 151 по существу того же диаметра, что и отверстие 145 в расположенной ниже пластине 144 опорного кронштейна охлаждающего кольца, а вертикальный опорный цилиндр 152 приварен к его нижнему концу поверх пластины 148 между их внутренний и внешний краевые края. В цилиндре 152 сформировано множество вертикально проходящих пазов 153, проходящих от прилегающей к нему нижней кромки через ее верхнюю кромку, и множество кольцевых сегментов 153′ приварены к внутренней верхней краевой поверхности цилиндра 152, с их верхние края немного выступают над верхним краем или концом цилиндра 152. Сегменты по длине соответствуют расстоянию между соседними прорезями 153.
Охлаждающее и формующее кольцо или форма 28 содержит внутренний цилиндр 154, имеющий внутреннюю поверхность 155, слегка скошенную внутрь и вниз, и цилиндрическую внешнюю поверхность 156 с множеством спиральных канавок или каналов 157, образованных в ней, проходящих от разнесенных входных точек 158 вокруг окружности в верхней его части к соответствующим расположенным на расстоянии выпускным точкам 159, расположенным на расстоянии по окружности в ее нижней части. Внешнее ограждающее кольцо или втулка 160 из меди, стали, бронзы или другого материала приварено или иным образом соответствующим образом прикреплено к внешней поверхности цилиндра 154 и окружает канавки или каналы 157, образуя множество отдельных средств 161 прохождения воды, проходящих от впускные отверстия 158, примыкающие к верхней части охлаждающего и формирующего кольца 28, к выпускным отверстиям 159рядом с его нижней частью. Каждый канал 161 для воды проходит, по меньшей мере, частично по окружности кольца 28, и предпочтительно каналы для воды проходят несколько раз вокруг охлаждающего кольца от впускного отверстия в его верхней части до выпускного отверстия в его дне. Таким образом, в охлаждающем и формообразующем кольце образовано несколько отдельных спиральных каналов для охлаждающей воды, проходящих сверху вниз, для циркуляции охлаждающей воды сверху вниз через охлаждающее кольцо и наружу вблизи его дна. Такое расположение каналов охлаждающей жидкости приводит к охлаждению расплавленной ванны металла сварного шва от вершины к нижней части ванны и достигается гораздо лучшая теплопередача и гораздо более эффективное охлаждение металла сварного шва при еще меньшем количестве охлаждающей воды, чем в обычных конструкциях. .
Множество относительно коротких трубных фитингов или ниппелей 162 и 163 соединены с входными и выходными отверстиями 158 и 159 соответственно через наружную втулку или кольцо 160 для соединения каналов охлаждающей воды 161 с подходящим источником воды и подходящий отстойник или слив соответственно. Когда пресс-форма 25 собрана, эти трубные фитинги или ниппели 162 и 163 входят в пазы 153 в цилиндре 152 кронштейна держателя охлаждающего кольца. 155 на внутреннем цилиндре или кольце 154 охлаждающего и формообразующего кольца, и выполнен с возможностью взаимодействия с поверхностью 154 для заклинивания вставки 138 и охлаждающего кольца вместе для перемещения вертикально вверх вдоль валка во время операции сварки. Вставка имеет цилиндрическую внутреннюю поверхность 165, размер и форму которой обеспечивают требуемую конфигурацию металла сварного шва, наплавленного на поверхность валка или другого изделия. Вставка служит для уменьшения расстояния между наружной поверхностью валка и внутренним кольцом 154 и, таким образом, позволяет наилучшим образом использовать теплопроводность медных блоков. Вставки разных размеров могут использоваться для валков разного размера или для разной толщины наносимого покрытия.
Охлаждающее и формовочное средство или форма 28, включая вставку 138, внутреннее кольцо 154 и наружное кольцо или втулку 160, предпочтительно изготавливаются из меди, а внутреннее и наружное кольца свариваются вместе для предотвращения утечек. Вставка 138 также предпочтительно изготовлена из меди.
Как видно на ФИГ. 10 и 21, множество труб или трубопроводов 166 проходят от впускного коллектора или коллектора 167, расположенных рядом с одним краем платформы 12, к фитингам или ниппелям 162 впускных труб для подачи охлаждающей воды к форме 25. Аналогичным образом, множество трубопроводы 168 проходят от выпускных фитингов или ниппелей 163 в охлаждающем кольце до выпускного коллектора или коллектора 169.на краю платформы рядом с впускным коллектором или коллектором 167 для отвода охлаждающей воды от формы. Трубопроводы 166 и 168 соединены с ниппелями 162 и 163 через подходящие трубные муфты 170, предпочтительно быстроразъемного типа.
При использовании машины один из концов шейки валка сталелитейного проката или другого изделия, подлежащего шлифовке, помещают на опорные кронштейны валков, а кронштейны и валок располагают на тележке С на выступающих вперед боковых частях из этого. Затем вагон C перемещают по рельсам R любым подходящим способом в машину для электрошлаковой сварки. Платформы 10 и 12 в это время находятся в поднятом или приподнятом положении, и рулон проходит через прорезь или отверстие в нижней платформе 12 к центру машины. Подъемные средства на выступающих вперед боковых частях кабины затем поднимаются для подъема или подъема рулона или другого предмета на центрирующее приспособление или опору на основании машины. Подъемное средство затем опускается так, что опорные кронштейны валков опираются на опору с центральным положением на ней. Затем автомобиль может быть оставлен на месте в машине или может быть удален из нее по желанию.
Затем формовочное средство 25 размещают над верхним концом валка и надлежащим образом позиционируют или размещают на нижней платформе 12 с помощью взаимодействующих штифтов и отверстий в опорном кронштейне охлаждающего кольца и нижней платформе соответственно. Затем верхнее центрирующее устройство опускается или выдвигается через центральное отверстие в верхней платформе 10 для рабочего взаимодействия с верхним концом валка для точного центрирования и удержания валка в положении в машине.
Трубопроводы 166 и 168 затем соединяют с ниппелями или фитингами 162 и 163 формовочного средства, и платформы опускают вдоль вала до тех пор, пока формовочное средство 25 не окажется рядом с его нижним концом, как показано на ФИГ. 21. Сварочные головки 97 регулируются по вертикали до тех пор, пока они не будут расположены в области между верхним концом вставки 138 и внешней поверхностью нижнего конца валка 22. Эта область первоначально заполняется подходящим гранулированным сварочным флюсом или и подходящий шлакообразующий материал или тому подобное, и на мгновение зажигается дуга для расплавления флюса и электрода с образованием расплавленной ванны глубиной приблизительно два дюйма. После расплавления материала, образующего флюс и шлак, дуга поглощается, и ток проходит от электрода к деталям через проводящий расплавленный шлак, а тепло, выделяемое сопротивлением потоку электрического тока через расплавленный шлак и сварочную ванну, эффективен для продолжения расплавления электрода и сплавления части деталей в зоне сварки с металлом, отложившимся от электрода. Шлак, плавающий поверх расплавленной лужи, защищает расплавленный металл.
Приводное средство, соединенное с вибрационной пластиной 30 и электродами, получает питание, чтобы вызвать колебательное движение электродов по окружности валка с желаемой амплитудой, обычно порядка 4-8 дюймов, для обеспечения равномерного распределения тепла и равномерное проплавление сварного шва. Затем на приводное средство, соединенное с подъемными винтами и платформами, подается питание, вызывающее перемещение платформ и электродов и формовочных средств 25 вверх вдоль вала по мере расплавления электродов. Циркуляция охлаждающей воды через средства формы приводит к быстрому охлаждению расплавленной ванны металла сварного шва, а вставка формирует или формует металл сварного шва по мере его охлаждения и затвердевания для достижения желаемой конфигурации металла сварного шва на внешней поверхности сварного шва. рулон.
Платформы перемещаются вверх вдоль валка до тех пор, пока электроды и формовочные средства не выйдут немного вверх за верхний конец валка и различные приводные средства и электроды, а затем обесточиваются для предотвращения дальнейшего перемещения платформ или вибратора и дальнейшего осаждения металла шва в зону между охлаждающими и формообразующими средствами и поверхностью валка. Затем верхнее центрирующее устройство освобождают и отводят от верхнего конца валка, а охлаждающее формирующее кольцо удаляют вокруг валка. Затем кабина помещается под опорный кронштейн валка, и подъемные средства на кабине поднимаются, чтобы зацепить опорный кронштейн валка для подъема опорного кронштейна валка и валка с опоры. Затем тележка и рулон снимаются с машины.
Нижняя платформа немного больше других и предназначена для размещения электрических органов управления оператора и т.п., которые необходимы оператору для манипулирования различными приводными и сварочными средствами, а также для переноски любых инструментов, необходимых для выполнения работ. необходимые операции на машине во время ее использования.
Кольцо или плита вибратора и средства пресс-формы, кронштейны и распорные стойки между платформами или другими компонентами машины могут быть спроектированы и изготовлены любого размера, необходимого для удовлетворения конкретных требований заказчика. Обычно машина имеет высоту от 35 до 40 футов, а верхняя и нижняя платформы расположены на расстоянии примерно 8 футов друг от друга. Питающие кабели для подачи электрического, пневматического или гидравлического питания к машине могут поддерживаться на гусеничном ходу, чтобы предотвратить защемление или перекручивание кабелей во время подъема и опускания платформ.
Далее, хотя изобретение было описано применительно к цилиндрической заготовке или изделию, при необходимости сварочным головкам могут быть приданы другие движения. Например, движение в направлениях X и Y может быть выполнено вместо вращения путем изменения конструкции колебательного узла. Например, колебания с переменной скоростью могут быть выполнены с помощью электродвигателей и гидравлической системы или с помощью полной гидравлической, пневматической или электрической системы, в которой может использоваться зубчатая передача или фрикционный привод или другой метод движения, такой как кулачковые средства или тому подобное. для придания желаемого движения пластине осциллятора и сварочным головкам.
Поскольку настоящее изобретение может быть воплощено в нескольких формах без отступления от его сущности или основных характеристик, настоящее воплощение поэтому является иллюстративным и не ограничивающим, поскольку объем изобретения определяется прилагаемой формулой изобретения, а не предшествующим им описанием. , и все изменения, которые подпадают под рамки пунктов формулы изобретения или которые образуют их функциональные, а также совместно взаимодействующие эквиваленты, поэтому предназначены для включения в эти пункты формулы изобретения.
Тележка для автоматической колебательной сварки — Kat ® — Gullco International — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Автоматизация сварки и резки Автоматизированная тележка для осциллирующей сварки — KAT® Идеально подходит для тяжелых производств, таких как судостроение, сварка резервуаров, строительство трубопроводов и мостов Моторизованная регулировка осевой линии сварного шва Моторизованная регулировка ширины хода Precise контроль скорости колебаний Сохранение до 10 различных программ сварки для быстрого вызова часто используемых процессов Возможность линейного или радиального колебания АВТОМАТИЗАЦИЯ СВАРКИ И РЕЗКИ В ЛЮБЫХ ПОЗИЦИЯХ АВТОМАТИЧЕСКАЯ КАРЕТКА
Модели для всех положений, плоских или криволинейных осцилляторных швов. Комплект Gullco KAT® Oscillator состоит из компактной головки осциллятора, элементов управления, монтажных кронштейнов, соединительного кабеля, 1-1/8-дюймовых сверхпрочных сверхтонких стоек со стойкой. рычаги для регулировки по горизонтали и вертикали и стандартный держатель горелки MIG вместе с кареткой KAT® для жесткой или гибкой направляющей, как показано выше. Модель серии GK-200-F (слева) поставляется с Gullco KAT®, специально разработанным для работы на гибкой гусенице KAT® из пружинной стали. Модель серии GK-200-R Combo (справа) поставляется с KAT®…
ТАНГЕНЦИАЛЬНОЕ / СКРАЙБИРУЮЩЕЕ ДВИЖЕНИЕ ГОРЕЛКИ ЛИНЕЙНОЕ ДВИЖЕНИЕ ГОРЕЛКИ МАЯТНИКОВОЕ ДВИЖЕНИЕ ГОРЕЛКИ ТАНГЕНЦИАЛЬНОЕ И МАЯТНИКОВОЕ ИЛИ ЛИНЕЙНОЕ ДВИЖЕНИЕ Осциллирующие головки способны производить три различных движения при установке в горизонтальном или вертикальном положении. На рисунке выше (справа) показано тангенциальное или разметочное движение. Другой (средний) — это маятниковое движение. В сочетании с третьей линейной прямолинейной головкой они отвечают всем требованиям сварочных колебаний. МОТОРИЗОВАННАЯ РЕГУЛИРОВКА ОСЕВОЙ ЛИНИИ С независимыми электронными задержками (0-5 сек.) на каждом конце хода и в центре…
Управление осциллятором РАДИАЛЬНЫЙ ОСЦИЛЛЯТОР ЦИФРОВОЙ ДИСПЛЕЙ МОТОРИЗОВАННАЯ РЕГУЛИРОВКА ШИРИНЫ МОТОРИЗОВАННОЕ РАСПОЛОЖЕНИЕ ПО ОСЕВОЙ ЛИНИИ KAT, KBM, MOGGY, KATBAK & SAM являются зарегистрированными торговыми марками Gullco Enterprises Limited. Этот усовершенствованный пакет осцилляторов предназначен для увеличения производительности и улучшения качества сварки, производимой в автоматических механизированных установках. сварочных работ за счет сведения к минимуму дефектов сварки, таких как плохое проплавление, непровар, нахлест и подрезы. Комбинация каретки компактного осциллятора серии GK-200 поставляется с линейной или радиальной осцилляционной головкой и может быть оборудована для использования…
Все каталоги и технические брошюры Gullco International
СИСТЕМА ДЛЯ СТРЕЛКИ ARCAIR-MATIC N7500
2 страницы
СИСТЕМА ОБЛИЦОВКИ И НАКЛАДКИ — KAT® INDEXER
2 страницы
ТЕЛЕЖКА ДЛЯ СВАРКИ И РЕЗКИ — KAT® ДЛЯ ЖЕСТКОЙ ГУСЕНИЦЫ
4 страницы
KAT® СЕРИЯ 300
2 страницы
ТЕЛЕЖКА ДЛЯ СВАРКИ И РЕЗКИ — KAT® ДЛЯ ЖЕСТКИХ И ПОЛУЖЕСТКИХ ГУСЕНИЦ
2 страницы
СИСТЕМА ДЛИНЫ ДУГИ | ПЛАЗМА И TIG
2 страницы
БЕЗРЕГЕЙНАЯ СВАРОЧНАЯ ТЕЛЕЖКА — MOGGY®
4 Страницы
ТЕЛЕЖКА ДЛЯ СВАРКИ И РЕЗКИ — KAT® ДЛЯ Гибкой ГУСЕНИЦЫ
4 страницы
СТАНОК ДЛЯ СКРЕПЛЕНИЯ НИЖНЕЙ ПЛАСТИНЫ — KBM-28U®
2 страницы
АВТОМАТИЧЕСКАЯ КАРЕТКА СЕРИИ KAT®100
2 страницы
Самоцентрирующийся сварочный захват
2 страницы
Тележка для дуговой сварки под флюсом — sam®
2 страницы
электронная система слежения за швом — KAT®
4 страницы
Безрельсовая сварочная тележка — moggy®
4 страницы
Тележка KAT® Weld Oscillation Automation Carriage
2 страницы
Керамическая подложка KATBAK®
3 страницы
ГК-200
2 страницы
Печи для стабилизации сварочных электродов
2 страницы
GOV 100 FH — 100
2 страницы
Труба KAT — Жесткая лента
4 страницы
Труба KAT — Эксплуатация
56 страниц
Машины для снятия фаски с нижней стороны KBM-18®
2 страницы
Жесткая гусеничная тележка KAT®
4 страницы
KBM-18U® Станок для снятия кромок с нижней стороны
2 страницы
Pipe KAT® — тележка для сварки труб — жесткая Tr
4 страницы
Тележка для орбитальной сварки PIPE kat® — Жесткая направляющая
4 страницы
КЕРАМИЧЕСКАЯ ЗАЩИТНАЯ ЛЕНТА ДЛЯ СВАРКИ – KAT BAK®
4 страницы
сушилки для сварочных электродов
4 страницы
Бункер для сварочного флюса и печи повторного обжига
2 страницы
Тележка для автоматической сварки — KAT® Auto-weld
2 страницы
Тележка для сварки и резки — KAT для гибкой направляющей
4 страницы
Направляющее устройство для любого материала.
НАСАДКА ДЛЯ СВАРКИ И РЕЗКИ и магниты для тележки автоматизации kat®4 страницы
Надежная автоматизация, повышающая качество и снижающая затраты при сварке и резке ВСЕ ПОЗИЦИИ — ТОЧНОЕ УПРАВЛЕНИЕ — ВАРИАНТЫ СКОРОСТИ СВАРКА И РЕЗКА СВАРОЧНАЯ И РЕЗКА ТЕЛЕЖКА — KAT® ДЛЯ ЖЕСТКОЙ ГУСЕНИЦЫ
4 страницы
GK-189-045, Всепозиционная тележка Kat II
2 страницы
Каретка KAT® для автоматической индексации сварных швов
2 страницы
ГК-192
1 стр.
Каретка для автоматизации сварки и резки KAT® — жесткая гусеница
2 страницы
жесткий кат
1 страниц
Бункер для хранения сварочного флюса — Бункер для флюса
4 страницы
Индивидуальный сварочный портал
4 страницы
Каретка для угловой сварки со встроенным механизмом подачи проволоки — 400 Moggy
2 страницы
Вакуумная система крепления на направляющей
4 страницы
Принадлежности для сварочной тележки — тележка KAT
4 страницы
Сварочный позиционер
4 страницы
Электронный датчик высоты дуги — E.