Импульсный полуавтомат для сварки алюминия в Украине. Цены на Импульсный полуавтомат для сварки алюминия на Prom.ua
Работает
Сварочный полуавтомат для сварки алюминия Луч Профи ALUMIG 280P Double Pulse Synergia
На складе
Доставка по Украине
38 250 грн
Купить
Сварочное оборудование и комплектующие Welds
Работает
Горелка «SPOOL GUN» NBC-200A для сварки алюминия
Заканчивается
Доставка по Украине
1 989 грн
Купить
Интернет-магазин «Электротехника»
Работает
Сварочная горелка для сварки алюминия MIG NBC 200 ( SPOOL GUN) 4 m
Доставка по Украине
5 000 грн
Купить
Велдмастер
Работает
Инверторный сварочный полуавтомат KENDE PM 280G
Доставка по Украине
48 888 грн
Купить
СВАРМАСТЕР
Работает
Полуавтомат сварочный Welding Dragon MCU MIG-200 PULSE PRO
Доставка из г. Харьков
25 200 грн
Купить
СВАРМАСТЕР
Работает
Сварочный полуавтомат Луч Профи Alumig 280P Double Pulse
Доставка по Украине
37 496 грн
Купить
Интернет-магазин «svarsila. com.ua»
com.ua»
Работает
Инверторный сварочный полуавтомат Сталь Multi Mig-285 Profi для сварки алюминия, для автосервиса, гаража
На складе в г. Кропивницкий
Доставка по Украине
7 900 грн
7 700 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Работает
Инверторный сварочный полуавтомат для сварки алюминия WMaster MIG ALUMIG 250 P Dpulse
Доставка по Украине
60 480 грн
Купить
СВАРМАСТЕР
Работает
Полуавтомат MAGNUM MIG 235 LCD DUAL PULS SYNERGIA
Доставка по Украине
25 490 грн
Купить
МИР СВАРКИ ЛЬВОВ
Работает
Полуавтомат сварочный JASIC MIG-250P (N24901)
На складе
Доставка по Украине
48 300 — 64 800 грн
от 4 продавцов
64 800 грн
Купить
Welding Dragon
Работает
Напівавтомат MAGNUM MIG/MAG 224 LCD DUAL PULS
Доставка по Украине
20 990 грн
Купить
МИР СВАРКИ ЛЬВОВ
Работает
MIG 250 Inox Svarka
Доставка по Украине
47 600 грн
Купить
Велдмастер
Работает
Сварочный полуавтома MIG 350P (N316) для сварки алюминия
Доставка по Украине
146 400 грн
Купить
ТОВ «Київзварювання»
Работает
Инверторный сварочный полуавтомат для сварки алюминия WMaster MIG ALUMIG 250 P Dpulse
Недоступен
40 500 грн
Смотреть
ТОВ «ЕЛКО-ЛТД»
Работает
Токосъемный наконечник ф0,1-1,2 А М6\28 для сварочных полуавтоматов (для сварки алюминия)
Недоступен
46. 80 грн
80 грн
Смотреть
С В А Р Б Ы Т
Смотрите также
Работает
Сварочный полуавтомат для сварки алюминия Edon NBM-315
Недоступен
31 027 грн
Смотреть
Работает
Сварочный полуавтомат для сварки алюминия Redbo PRO NBM-275
Недоступен
23 700 грн
Смотреть
Работает
Полуавтомат для сварки алюминия СПИКА ALUMIG 250 P Dpulse Synegric
Недоступен
36 800 грн
Смотреть
СВАРМАСТЕР
Работает
Горелка MIG SB-8 (4 метра) для сварки алюминия
Недоступен
4 900 грн
Смотреть
ПрофТех Маркет
Работает
Горелка NBC-200A для алюминия
Недоступен
1 746 грн
Смотреть
Plazma
Работает
Пальник «SPOOL GUN» NBC-200A (белая катушка)
Недоступен
1 749 грн
Смотреть
Интернет-магазин «Электротехника»
Работает
Напівавтомат MAGNUM MIG 215DUAL PULS SYNERGIA
Недоступен
17 990 грн
Смотреть
МИР СВАРКИ ЛЬВОВ
Не работает
Сварочный полуавтомат для сварки алюминия Welding Dragon MIG 280S (single pulse) ( 220 Вольт )
Недоступен
36 600 грн
Смотреть
«МастерСварка»
Не работает
Сварочный полуавтомат для сварки алюминия WMaster ALUMIG-300P ( 380 Вольт )
Недоступен
51 030 грн
Смотреть
«МастерСварка»
Не работает
Сварочный полуавтомат для сварки алюминия WMaster ALUMIG-250P ( 380 Вольт )
Недоступен
45 360 грн
Смотреть
«МастерСварка»
Не работает
Сварочный полуавтомат для сварки алюминия Welding Dragon MIG 280M (single pulse) ( 380 Вольт )
Недоступен
37 800 грн
Смотреть
«МастерСварка»
Не работает
Полуавтомат переносной Caddy Mig C200i
Недоступен
Цену уточняйте
Смотреть
АБизнес. Сварочная техника
Сварочная техника
Не работает
Сварочный полуавтомат для сварки алюминия Welding Dragon MIG 280M (single pulse) ( 380 Вольт )
Недоступен
37 800 грн
Смотреть
«МастерСварка»
Не работает
Сварочный полуавтомат для сварки алюминия СПИКА Master MIG 215 DPP ( Double Pulse )
Недоступен
27 340 грн
Смотреть
«МастерСварка»
Особенности сварки алюминия
Алюминий отличается низкой массой и высокой прочностью, а также устойчивостью к коррозии, перепадам температур и другим негативным факторам. Сварщики классифицируют его как трудносвариваемый металл. Причины для этого следующие:
- Температура плавления металла — 660 °С. Но поверхность алюминия покрыта оксидной тугоплавкой пленкой (Al2O3), температура плавления которой — 2044 °С. При её разрушении сложно избежать деформации изделия: изменения размеров в месте сваривания.
- Металл быстро окисляется, в ходе этой реакции образуется пленка (Al2O3, MgO), не позволяющая получить качественный цельный шов.
 Чтобы она не появлялась, во время сварки нужно исключить доступ кислорода к обрабатываемой поверхности.
Чтобы она не появлялась, во время сварки нужно исключить доступ кислорода к обрабатываемой поверхности. - В расплавленном состоянии металл отличается повышенной текучестью, поэтому контролировать сварочную ванну особенно сложно.
- У алюминия высокий показатель усадки. По этой причине при нагревании металл изменяется в размерах и деформируется в околошовной области.
- При охлаждении алюминиевых сплавов с высоким содержанием кремния, в швах появляются трещины и поры. Особенно подвержены этому АlMg, АlСu, АlZn и АlSi.
- Алюминий отличается высокой теплопроводностью, поэтому при работе с ним необходимо использовать сварочный ток большей силы, чем при сваривании стали.
 Чтобы она не появлялась, во время сварки нужно исключить доступ кислорода к обрабатываемой поверхности.
Чтобы она не появлялась, во время сварки нужно исключить доступ кислорода к обрабатываемой поверхности.Алюминий сваривают полуавтоматическим или аргонодуговым методом в защитной среде инертных или активных газов. Они подаются в область обработки металла и, будучи плотнее воздуха, вытесняют его.
Полуавтоматическая сварка алюминия выполняться в три раза быстрее, чем аргонодуговая.
Что нужно для получения лучших результатов?
- 1. В качестве защитного газа используется чистый аргон. При работе с деталями большого сечения можно применять его смесь с гелием.
- 2. Электродом является алюминиевая проволока. Чтобы ее использовать, необходимо переоборудовать механическую часть аппарата.
Устройство полуавтомата
- 3. Полуавтомат должен иметь функцию импульсной сварки. Такой режим работы исключает перегрев деталей. При этом аппарат пробивает тугоплавкую пленку и обеспечивает хорошее качество швов.
Защитный газ
Аргон идеально подходит для сварки алюминия. Это инертный газ, который не вступает в реакцию с примесями, содержащимися в металле или воздухе. Он на 35 % тяжелее кислорода и азота, поэтому легко вытесняет их из сварочной зоны. В результате минимизируется количество возможных дефектов в сварных швах.
Если к аргону добавить гелий, это поможет увеличить температуру сварочной ванны. Такая смесь востребована только при соединении массивных деталей.
Такая смесь востребована только при соединении массивных деталей.
Особенности механики полуавтоматов
Полуавтоматы, используемые для сварки алюминия, отличаются рядом особенностей:
- Их горелки комплектуются специальными контактными наконечниками, обладающими увеличенным размером отверстия для электрода. Они маркируются индексом А. Такая необходимость объясняется тем, что коэффициент теплового расширения алюминия, из которого изготовлена сварочная проволока, почти в два раза превышает аналогичный показатель стали. В результате при использовании стандартного наконечника электрод попросту застрянет в его отверстии.
- Механизмы подачи полуавтоматов комплектуются четырехроликовыми прижимными системами с U-образными гладкими канавками. Они обеспечивают подачу мягкой алюминиевой проволоки с высокой скоростью без замятия.
Четырехроликовый прижимной механизм
- Стандартный металлический канал подачи в шланге (он часто называется подающей спиралью) заменяется на тефлоновый. Это необходимо для того, чтобы проволока с минимальным трением подавалась в горелку.
- Сам шланг должен быть прямым, без перегибов, и иметь длину не более 3 м. Это требование тоже связано с высокой мягкостью алюминиевой сварочной проволоки.
 Это необходимо для того, чтобы проволока с минимальным трением подавалась в горелку.
Это необходимо для того, чтобы проволока с минимальным трением подавалась в горелку.Поскольку процесс сварки алюминия происходит на более высоких токах по сравнению со сваркой стали, то предпочтительно использование горелок с жидкостным охлаждением.
Функциональные возможности аппаратов
Для сварки алюминия оптимальны полуавтоматы, способные работать в импульсном режиме. В этом случае происходит периодическое изменение мощности электрической дуги. (При ее стабильном горении выделяется недостаточно тепла для плавления алюминиевой проволоки со скоростью, равной скорости ее подачи. В результате уменьшается размер дугового промежутка).
Импульсы тока способствуют ускоренному плавлению проволоки. Они могут быть одиночными или серийными. Под влиянием импульса на конце электрода формируется капля расплавленного металла. Одновременно с увеличением силы тока резко возрастают электродинамические силы. Они не позволяют капле расти дальше и направляют ее в сварочную ванну, независимо от пространственного положения горелки.
Одновременно с увеличением силы тока резко возрастают электродинамические силы. Они не позволяют капле расти дальше и направляют ее в сварочную ванну, независимо от пространственного положения горелки.
В результате металл переносится мелкими порциями и без разбрызгивания. Импульсная сварка вызывает электромеханическую вибрацию сварочной ванны. Такой процесс способствует выходу газовых пузырьков из нее. В итоге улучшается качество сварных швов и возрастает их плотность.
Сварка в импульсном режиме зависит от величины и длительности импульсов и пауз. Оптимальное соотношение тока основной дуги и импульса позволяет увеличить скорость плавления электродной проволоки, понизить минимальное значение фонового сварочного тока, обеспечивающего устойчивое горение дуги, изменить размеры и форму швов.
Фактически при использовании такого режима чередуются горячие и холодные фазы, когда сварочный ток вырастает до максимума (чтобы сбросить каплю металла с электрода), а затем возвращается к базовой величине. Таким образом уменьшается общее тепловложение. Это позволяет выполнять сварку тонких деталей без прожогов.
Таким образом уменьшается общее тепловложение. Это позволяет выполнять сварку тонких деталей без прожогов.
Функция синергетического управления
Синергетическое управление наиболее удобно при реализации импульсной сварки. В этом случае в аппарат изначально закладываются алгоритмы, отображающие взаимосвязь между сварочными параметрами. Соответственно, при установке ведущего параметра синергетично зависимые от него показатели будут устанавливаться автоматически.
Еще одно преимущество полуавтоматов с таким управлением — возможность использовать готовые программы, рассчитанные на конкретные условия сварки: вид металла и защитного газа, толщину деталей, материал электродной проволоки. Некоторые модели дополнительно позволяют записывать собственные программы.
Заключение
Для качественной сварки изделий из алюминия требуется полуавтомат, способный работать в импульсном режиме и имеющий синергетическое управление. При этом его механическая часть должна быть рассчитана на использование мягкой электродной проволоки.
Поделитесь с друзьями:
Сварка алюминия полуавтоматом: инверторные полуавтоматы, проволока
Главная » Сварка » Металлы и Сплавы
Металлы и Сплавы
Автор admin На чтение 4 мин. Просмотров 1.5k. Опубликовано
Сварка алюминия полуавтоматом – этот самый быстрый способ создания неразъемного соединения заготовок из данного конструкционного материала. Используя полуавтоматический аппарат с транспортером присадочной проволоки, опытный сварщик может накладывать шов со скоростью 30-40 метров/час.
Ну а качество такого шва, в данном случае, гарантирует сам сварочный аппарат и правильно подобранная присадочная проволока. Поэтому полуавтоматическая сварка алюминия – это не только самая быстрая, но еще и самая распространенная технология формирования неразъемных соединений.
Содержание
- Как выглядит сварочный полуавтомат для сварки алюминия?
- Сварка алюминия инверторным полуавтоматом
- Меры безопасности при сварке алюминия
Как выглядит сварочный полуавтомат для сварки алюминия?
Аппарат для сварки алюминия может быть аргонодуговым или газодуговым (использующим иной вид газообразного флюса). Однако, в любом случае это устройство должно поддерживать стабильную подачу мягкой проволоки и импульсный режим или работу на переменно токе.
Первое условие реализуется за счет использования подающего механизма с четырьмя вальцами (роликами), рабочие поверхности которых имеют U-образную форму. Такая схема позволяет транспортировать проволоку к держаку по трехметровому шлангу. Однако, в большинстве случаев, длина подающего шланга ограничивается 1,5 метрами. Ведь мягкая проволока для сварки алюминия полуавтоматом может попросту переломиться в длинном рукаве подачи.
Режимы сварки алюминия основаны на струйном плавлении присадочной проволоки. Поэтому второе условие – наличие переменного и импульсного режимов – является общеобязательным. Ведь для струйного плавления необходим либо 270-амперный ток обычного типа, либо 100-амперный ток импульсного типа. Аппарат для сварки алюминия комплектуется блоком генерации именно таких режимов подачи тока.
Поэтому второе условие – наличие переменного и импульсного режимов – является общеобязательным. Ведь для струйного плавления необходим либо 270-амперный ток обычного типа, либо 100-амперный ток импульсного типа. Аппарат для сварки алюминия комплектуется блоком генерации именно таких режимов подачи тока.
Кроме того, в силу особенностей физико-химических свойств алюминия, все детали горелки или держака должна быть выполнены из цветных металлов, то есть, и патрон, и наконечник, и канал горелки должны быть, как минимум, медными.
Сварка алюминия инверторным полуавтоматом
На практике процесс сварки алюминия с помощью полуавтоматического аппарата выглядит следующим образом:
- На первом этапе сварщик заправляет в аппарат бобину с проволокой и протягивает ее сквозь систему подачи к горелке.
- Далее аппарат настраивается на обратный режим подачи электричества (минус на деталь, плюс на электрод), что гарантирует максимальную температуру именно на электроде.
- После этого к аппарату подключают аргоновый или аргоно-гелиевый баллон. Последний тип газовой смеси используют при сварке толстостенных деталей.
- На следующем этапе нужно подготовить к процессу саму деталь, очистив и обезжирив стыкуемые поверхности. Если деталь загрязнена очень сильно, то к аргону следует добавить около 3-4 процентов (от общего объема баллона) кислорода. В этом случае грязь просто сгорит в дуге.
- Сварка начинается с проплавления кратера в области стыка деталей и постепенного заполнения этой выемки расплавленным алюминием. Кратер пробивается импульсным током, генерируемым инвертором. Пробить тугоплавкую (около 2000 градусов Цельсия) корку оксида алюминия можно только таким способом. Далее, перемещая горелку, сварщик смещает кратер и заполняет его потоком расплавленного алюминия, стекающим с постоянно движущейся и плавящейся проволоки. Причем форма «правильного» кратера должна походить на каплю, ориентированную узкой частью по ходу движения горелки.
- В финале сварочный шов завершается кратером, который следует заполнить (заварить) потоком алюминия. После этого финальную точку придется просто обдувать аргоном, до остывания шва хотя бы до 400 градусов Цельсия. Иначе на поверхности деталей появится оксидная пленка, уменьшающая прочность соединения.


Сварка алюминия полуавтоматом без аргона технически возможна, но результаты такой технологии будут, мягко говоря, далеки от идеала. Поэтому не изобретайте велосипед, используйте наработанные технологии.
Меры безопасности при сварке алюминия
Процесс сварки мягкого и экологически безопасного алюминия – это очень тяжелая и «грязная» работа. Дело в том, что при горении сварочной дуги в алюминиевых парах происходит генерация мощного потока ультрафиолетового излучения. И неосторожные сварщики могут даже загореть сквозь робу.
Кроме того, яркая дуга оказывает чрезмерно сильное «давление» на сетчатку. И при частой работе с этим металлом следует опасаться обострения глазных заболеваний (вплоть до катаракты).
Поэтому сварку алюминия следует проводить только в специальном «обмундировании» и особой маске с усиленными светофильтрами.
И, разумеется, пространство над сварочным столом должно проветриваться принудительной приточно-вытяжной вентиляцией.
Полуавтоматическая сварка
Полуавтоматическая сваркаИскать…
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
Читать далее »
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
Читать далее »
Что такое импульсный режим. Преимущества импульсного режима.
Читать далее »
В некоторых аппаратах кроме обычного импульсного режима еще есть режим двойного импульса Double Pulse.
Читать далее »
Кто-то утверждает, что это чуть ли не единственный верный способ сварки алюминия. Или это просто очередной рекламный ход?
Читать далее »
Какой наконечник взять для дуговой сварки алюминиевых сплавов металлическим электродом в среде защитного газа для проволоки диаметром 1.2 мм?
Читать далее »
Мало какой режим сварки сравнится по удобству и производительности с MIG, однако есть несколько ошибок, которые могут всё испортить.
Читать далее »
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Читать далее »
Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки.
Читать далее »
Существуют три вида переноса сварочного материала при MIG-сварке: сварка короткой дугой (короткими замыканиями), сварка со струйным переносом металла и сварка пульсирующей дугой. Сварка короткой дугой используется для тонкостенных материалов, для проварки корня шва в материалах с большими толщинами, а также для сварки в потолочном и вертикальном на подъем положениях.
Читать далее »
В настоящее время на промышленных предприятиях весьма распространено использование полуавтоматических сварных аппаратов. Они имеют механизированную подачу проволоки и предназначены для соединения отдельных элементов из металла. Данные устройства имеют множество положительных качеств. Приобрести оборудование, а также заказать ремонт сварочных полуавтоматов можно практически в каждом большом городе.
Читать далее »
Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Читать далее »
Для газоэлектрической сварки в аргоне и углекислом газе стали 08Х18Н10Т используют те же полуавтоматы, что и для сварки углеродистых сталей, обеспечивающие сварку как сплошным швом, так и электрозаклепками в различных пространственных положениях.
Читать далее »
Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Читать далее »
Сварка с применением углекислоты по принципу работы чем-то напоминает газовую сварку. Возможно производить соединение как с защитой, так и без нее. Принцип работы такой сварки – нагнетание углекислого газа на место соединения двух частей свариваемого материала. Сварочная дуга нагревает части материала до максимальных температур; производится распад вещества на части, такие как O2 и CO. В результате мы получаем сварочный швы с устойчивостью к коррозии, окислению и ржавчине.
Читать далее »
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT — пневматическая маркировка
- ECKERT — сверление
- ECKERT — система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q
 Сварка TIG горячая проволока
Сварка TIG горячая проволокаКак правильно варить алюминий полуавтоматом?
Автор На чтение 5 мин Просмотров 477 Опубликовано
Сварка алюминия — довольно сложная задача, справиться с которой под силу только мастерам с навыками сварщика. Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Какие требования необходимо соблюдать?
При работе с алюминием используются чистый аргон или его смесь с гелием, которые выполняют функцию защитного газа. Второй вариант чаще всего используют при работе с толстыми листами. Перед началом работы запаситесь алюминиевой сварочной проволокой для полуавтоматов, ее сечение должно быть сплошным.
Таблица характеристик электродов для сварки.Горелка обязательно должна быть расположена на прямом без перегибов и скручиваний шланге не длиннее 3 м. Это связано с тем, что алюминиевая проволока очень мягкая. Обычный канал в горелке рекомендуется заменить тефлоновым, который специально предназначен для обработки алюминия.
Если длины шланга горелки вам для работы недостаточно, то можно приблизить аппарат к обрабатываемой заготовке. Если такой возможности тоже нет, то для работы вам подойдет только полуавтомат с отдельно подающим механизмом. Обратите также внимание на необходимость использовать наконечники с большим отверстием, чем для сварки стали, так как алюминий расширяется сильнее.
Электроды для сварки алюминия подходят не всякие. Для лучшего результата можно использовать электроды одной из следующих разновидностей:
- ОЗАНА-1 И ОЗАНА-2;
- ОК 96.10, ОК 96.20 И ОК 96.50;
- неплавящиеся электроды.
Электроды, относящиеся к первой категории, получили широкое применение чуть больше 10 лет назад. Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0. Кроме того, они применимы для работы с литейным браком и сплавами алюминия. Данные электроды способны обеспечить ровное горение дуги, шов, сходный по свойствам с основным металлом, и возможность легкого отделения шлаковой корки.
Электроды второй категории обладают щелочно-солевым покрытием. Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Варить алюминий можно и при помощи неплавящихся электродов из вольфрама. Они зажигают сварочную дугу и поддерживают ее стабильную работу. Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Сварка алюминия инвертором предполагает использование недешевых электродов, поэтому необходимо внимательно подбирать подходящий для вашей работы вариант.
Вернуться к оглавлению
Особенности сварки
Схема процесса сварки алюминия полуавтоматом.Сложности при сварке алюминия в первую очередь возникают из-за оксидной пленки, которая появляется на его поверхности в процессе обработки сварочным аппаратом. Температура, при которой расплавляется данная оксидная пленка, составляет порядка +2050°С, что намного выше, чем температура расплавления основного материала.
Технология сварки подразумевает, что оксидная пленка будет пробита, а затем расплавится и сам металл. Для этого идеально подходит импульсный способ сварки. Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.
Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.
Разбить оксидный слой будет проще, если перед сваркой вы почистите обрабатываемую деталь при помощи металлической щетки. Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
В ходе работы необходимо следить за поддержанием постоянной длины дуги. Это правило универсально, оно действует и при сварке других металлов. При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная.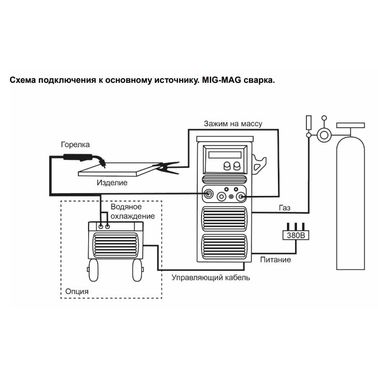 Среднее значение для алюминия — 12-15 мм.
Среднее значение для алюминия — 12-15 мм.
Заварить кратер в конце шва бывает достаточно сложно. Это связано с тем, что алюминий остывает довольно быстро. Устранить эту проблему можно, если пользоваться специальным полуавтоматом, который в самом начале процесса сварки дает сильный ток, хорошо пробивающий оксидную пленку, а затем меньший, позволяющий без труда заварить кратер в конце шва.
https://moyakovka.ru/youtu.be/NopfUuLBbRo
Таким образом, для сварки алюминия должного качества необходимо применять специальное оборудование, пригодное для данной цели. Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Как сварить алюминий полуавтоматом?
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
- Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
- Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
- Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.

Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Рисунок 1
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
2) чтобы избежать смятия проволоки при подаче.
Рисунок 2
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
Рисунок 3 Рисунок 4
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun(рис. 6).
Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с большим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
Таблица 2 | ||||||||||||
Диаметр проволоки, мм |
|
|
|
|
| Тип защитного газа |
|
|
|
|
| Токи струйного переноса, А |
0. |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 85-95 |
1.0 |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 105-115 |
1.2 |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 130-140 |
1.6 |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 175-185 |
 8
8Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
HITBOX Полуавтоматический сварочный аппарат для алюминия Mig Welder MIG250DP 220V Pulse Mig 3 Inverter Weld Technology 3 In 1
ДОСТАВКА И ДОСТАВКА
Мы гордимся тем, что предлагаем международные услуги доставки, которые в настоящее время работают в более чем 200 странах и островах по всему миру. Ничто не значит для нас больше, чем приносить нашим клиентам большую ценность и сервис. Мы будем продолжать расти, чтобы удовлетворить потребности всех наших клиентов, предоставляя услуги, превосходящие все ожидания, в любой точке мира.
Как вы отправляете посылки?
Посылки с нашего склада в Китае будут отправлены через ePacket или EMS в зависимости от веса и размера товара. Посылки, отправленные с нашего склада в США, отправляются через USPS.
Вы отправляете по всему миру?
Да. Мы осуществляем бесплатную доставку в более чем 200 стран мира. Однако есть некоторые места, куда мы не можем отправить товар. Если вы окажетесь в одной из этих стран, мы свяжемся с вами.
Мы осуществляем бесплатную доставку в более чем 200 стран мира. Однако есть некоторые места, куда мы не можем отправить товар. Если вы окажетесь в одной из этих стран, мы свяжемся с вами.
А таможня?
Мы не несем ответственности за любые таможенные сборы после отправки товара. Покупая наши продукты, вы соглашаетесь с тем, что одна или несколько посылок могут быть отправлены вам и могут быть оплачены таможенными сборами, когда они прибудут в вашу страну.
Сколько времени занимает доставка?
Время доставки зависит от местоположения. Вот наши оценки:
| Местоположение | * Расчетное время доставки |
|---|---|
| США | 10-30 рабочих дней |
| Канада, Европа | 10-30 рабочих дней |
| Австралия, Новая Зеландия | 10-30 рабочих дней |
| Центральная и Южная Америка | 15-30 рабочих дней |

Предоставляете ли вы информацию для отслеживания?
Да, после отправки вашего заказа вы получите электронное письмо с информацией для отслеживания.
В моем отслеживании написано «нет информации в данный момент».
Некоторым транспортным компаниям требуется 2-5 рабочих дней для обновления информации об отслеживании в системе.
Мои товары будут отправлены одной посылкой?
По логистическим причинам товары в рамках одной покупки иногда отправляются отдельными посылками, даже если вы указали комбинированную доставку.
Если у вас есть другие вопросы, пожалуйста, свяжитесь с нами, и мы сделаем все возможное, чтобы помочь вам.
ПОЛИТИКА ВОЗВРАТА
Отмена заказа
Все заказы могут быть отменены до тех пор, пока они не будут отправлены. Если ваш заказ оплачен и вам необходимо внести изменения или отменить заказ, вы должны связаться с нами в течение 12 часов. После того, как процесс упаковки и доставки начался, его уже нельзя отменить.
Возврат
Ваше удовлетворение является нашим приоритетом №1. Поэтому, если вы хотите возмещение, вы можете запросить его независимо от причины.
Если вы получили товар , а не в течение гарантированного времени (45 дней, не включая 2-5-дневную обработку), вы можете запросить возврат или повторную отправку.
Если вы получили не тот товар, вы можете запросить возврат или повторную отправку.
Если вам не нужен продукт, который вы получили, вы можете запросить возврат средств, но вы должны вернуть товар за свой счет, и товар не должен быть использован.
- Ваш заказ не был доставлен по причинам, находящимся под вашим контролем (например, вы указали неправильный адрес доставки)
- Ваш заказ не прибыл из-за исключительных обстоятельств, не зависящих от HOGAKI.COM — Магазин для дома, сада и кухни (т. е. не прошел таможню, задержался из-за стихийного бедствия).
- Другие исключительные обстоятельства, не зависящие от hogaki. com
 com
com*Вы можете отправить запрос на возврат в течение 15 дней после истечения гарантированного периода доставки (45 дней). Вы можете сделать это, отправив сообщение на Свяжитесь с нами страница
Если вы одобрены для возмещения, то ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение 14 дней.
Обмен
Если по какой-либо причине вы хотите обменять свой товар, возможно, на другой размер одежды. Сначала вы должны связаться с нами, и мы проведем вас через шаги.
Пожалуйста, не отправляйте нам свою покупку, если мы не разрешим вам сделать это.
КРУПНЫЕ ЗАКАЗЫ
Благодарим Вас за интерес к сотрудничеству с нами!
Если вы хотите получить скидку на свои крупные заказы на покупку, заполните необходимые поля вместе со своим адресом электронной почты, идентификатором товара и/или ссылкой на товар, который вы хотите заказать, количество товара (минимум 30 штук), требуется страна доставки и способ оплаты. Мы свяжемся с вами по сниженной цене, как только получим ваш запрос.
Мы свяжемся с вами по сниженной цене, как только получим ваш запрос.
Ваше имя:
Ваш адрес электронной почты:
ID предмета или ссылка на предмет:
Количество:
Страна доставки
United StatesCanadaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and/or BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrance, MetropolitanFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard and Острова Мак ДональдаГондурасГонконгВенгрияИсландияИндияИндонезияИран (остров amic Republic of)IraqIrelandIsraelItalyIvory CoastJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжный Георг ia Южные Сандвичевы островаИспанияШри-ЛанкаSt. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZaireZambiaZimbabwePalestineIsle of ManJerseyGuernsey
ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZaireZambiaZimbabwePalestineIsle of ManJerseyGuernsey
Способ оплаты:
Paypal Банковский перевод Банк США ACH электронный чек
Сообщение:
Китай Индивидуальные Acdc 250A 315A Argon TIG Импульсный сварочный аппарат для алюминия Полуавтоматический высокочастотный сварочный аппарат Полуавтоматический высокочастотный инвертор IGBT Цифровое сварочное оборудование Поставщики, производители, фабрика — Оптовая скидка сварка ММА.

● С функцией регулировки наклона вверх и вниз, он может легко соответствовать различным рабочим привычкам.
● Благодаря функции очистки ширины импульса можно очистить оксидную поверхность, чтобы обеспечить качество сварки алюминия и алюминиевого сплава.
Мы верим в добросовестность и инновации и руководствуемся потребительским спросом, чтобы предоставить клиентам высококачественные инверторные сварочные аппараты постоянного тока, промышленные сварочные аппараты для сварки MIG, сварочные аппараты Master MIG. Опираясь на высокотехнологичные технологии, мы предоставляем комплексные решения для клиентов. На ваш выбор доступно множество видов различных продуктов, здесь вы можете делать покупки в одном месте.
1. Введение продукта
Промышленный импульсный сварочный аппарат TIG 500 представляет собой трехфазный сварочный аппарат для тяжелой промышленности с выходной мощностью 500 А, он сохраняет все преимущества TIG 315 P ACDC с более высокой выходной мощностью, подходит для средних и крупных производственных работ. Технические характеристики 500 AC/DC делают его идеальным выбором для профессиональных сварщиков TIG, которым требуется точная и надежная работа.
Технические характеристики 500 AC/DC делают его идеальным выбором для профессиональных сварщиков TIG, которым требуется точная и надежная работа.
● Поддержка импульсной сварки TIG на постоянном токе, сварки TIG на постоянном токе, сварки TIG на переменном токе и сварки MMA на постоянном токе.
● С функцией регулировки наклона вверх и вниз, он может легко соответствовать различным рабочим привычкам.
● С функцией очистки ширины импульса он может очищать поверхность оксида, чтобы обеспечить качество сварки алюминия и алюминиевого сплава.
2. Параметр продукта
Технический | Параметры | Параметрии | 9000 | 9000 | 9000 | 0025 | Input Power | 3P 380V ±15% | Efficiency (%) | ≥85% |
Rated input current (A) | 27A | Фактор питания | 0,93 |
0034 Duty Cycle | 60% | Housing protection grade | IP21 |
Current range (A) | 5-500A | Net Weight (Kg) | 39kg |
Hot Start(A) | / | Dimensions H×W×D (mm) | 620×330×620mm |
Потеря без нагрузки (W) | 80W | | |
3. Продукт. ИСПОЛНЕНИЕ
Продукт. ИСПОЛНЕНИЕ
3. Продукт. цифровое управление
● Простая в использовании, интуитивно понятная панель управления
● Время потока до и после, наклон вверх/вниз
● Регулировка импульса
● Частота импульса, коэффициент заполнения, сила дуги, ширина очистки
● Интерфейс дистанционного управления
● Функция переменного тока для алюминия и алюминиевых сплавов
● Функция TIG на постоянном токе для сварки углеродистой стали, нержавеющей меди и цветных металлов
● Плавная дуга и стабильная сварка
Области применения
● Автомобильная промышленность
● Свет промышленность Заводы по обработке железа и стали● Гражданское строительство
● Ремонт и техническое обслуживание
● Общее применение
4. Описание продукта
Function description | ||||
1 | Current meter | 13 | Over heat indicator | |
2 | Panel/remote control altering переключатель | 14 | Индикатор максимального тока | |
3 | Переключатель переменного/постоянного тока | 15 | Start current adjustment | |
4 | TIG/MMA altering switch | 16 | Current up slope time adjustment | |
5 | Переключатель частоты | 17 | Регулятор коэффициента заполнения | |
6 | 5 | 50004 2T/4T/Repeat switch | 18 | Pulse frequency adjustment |
7 | Base current adjustment | 19 | Negative output terminal | |
8 | Регулировка тока кратера | 20 | Газовый штуцер | |
| 9 9 | Peak current adjustment | 21 | Torch switch socket | |
10 | Post flow time adjustment | 22 | Remote control socket | |
11 | Регулировка времени наклона тока | 23 | Положительная выходная клемма | |
12 | Clean pulse width adjustment | |||
Accessory Drawing
Earth clamp with cable
Electrode holder with cable
Connector assembly way
5. Matter you необходимо знать при покупке машины TIG
Matter you необходимо знать при покупке машины TIG
#1.Тип входной мощности
Тот факт, что машины TIG являются электрическими машинами, означает, что каждая машина имеет свой стандарт ввода. Во-первых, вы должны понять тип ввода, который вы можете предоставить, и сравнить его с вводом машины. Следует отметить, что есть два основных электрических входа, которые поддерживают сварочные аппараты TIG, и они представляют собой постоянный и переменный ток. Если вы не уверены в источнике входного сигнала, вам следует выбрать сварочный аппарат TIG, который поддерживает оба варианта.
#2.Диапазон выходного тока
При покупке аппарата TIG рекомендуется обратить внимание на диапазон силы тока. Желательно найти модель, которая предлагает адекватную силу тока. Если вы выберете сварочный аппарат TIG с минимальным диапазоном силы тока, это ограничит сварочные работы. Фактически, сварочный аппарат с диапазоном тока от 5 до 230 ампер может обеспечить достаточную гибкость, необходимую для сварки даже самых тонких материалов, таких как нержавеющая сталь 24 калибра и алюминий 1/4 дюйма.
#3. Толщина металла
При сварке тонкого и хрупкого металла вам следует выбрать модель, обеспечивающую отличные характеристики при низкой силе тока. Это объясняет, почему сварочные аппараты TIG идеально подходят для сварки тонких металлов. С другой стороны, если вы работаете с толстыми металлами, вам следует использовать аппараты для сварки MIG или дуговой сварки. Сварка TIG широко используется для различных металлов, включая цветные металлы, легированную сталь, магний, медь и нержавеющую сталь. Кроме того, его можно использовать для сварки металлов, таких как титан.
#4.Сварочный ток VS толщина заготовок
Когда вы начинаете сварку, если у вас нет большого опыта сварки TIG, мы рекомендуем вам сначала прочитать руководство по эксплуатации, там будет общая информация для текущая толщина VS, это общие параметры, и вы можете настроить их в соответствии с вашей реальной ситуацией.
6.FAQ
В: Какие продукты вы производите?
A: Мы являемся производителем сварочных аппаратов MMA, TIG, MIG и плазменной резки.
В: Может ли ваша машина быть простой в использовании?
A: Да, все наши машины имеют удобную для пользователя панель, простую для понимания и предоставляют направляющие параметры в руководстве.
В: Нужно ли покупать аксессуары для вашей машины?
A: Как правило, вам не нужно, мы предоставим набор аксессуаров для машины, но мы также можем сделать это в соответствии с вашими конкретными требованиями.
В: Что делать, если машина сломалась?
A: Мы предоставим запасные части для нашей машины и предоставим руководство по устранению неисправностей, если вам нужно.
Наша компания придерживается теории «систематического решения» для создания эксклюзивных решений для сварочного оборудования для наших клиентов. Мы настаиваем на изучении и улавливании пульса развития, чтобы добиться повышения потенциала в области управления, технологий и мышления, чтобы получить конкурентные преимущества. Наша компания придерживается корпоративного принципа «честность, сервис, репутация» и искренне обслуживает наших клиентов. Мы готовы искренне сотрудничать с коллегами из всех слоев общества, смело сражаться на волне новой экономики, совместно стремиться к более широкому миру развития и достигать нашей взаимовыгодной цели.
Мы готовы искренне сотрудничать с коллегами из всех слоев общества, смело сражаться на волне новой экономики, совместно стремиться к более широкому миру развития и достигать нашей взаимовыгодной цели.
Hot Tags: сварочный аппарат для алюминия промышленного применения TIG 500 pulse, Китай, поставщики, производители, фабрика, индивидуальные, оптовая торговля, скидки, предложение, сделано в Китае, Сварочные аппараты MIG с раздельной конструкцией двойного напряжения MIG 270, Цифровой инвертор ARC 400 Max, IGBTmodule mig сварочный аппарат, эстетический сварочный аппарат MIG, 500 Amp Industrial MIG Power в отдельном механизме подачи проволоки, сварочный источник питания
250Amp AC/DC TIG Сварочный аппарат для алюминия с импульсом
перейти к содержанию32 отзыва
Обычная цена 999,99 Цена продажи749,99
/
Стоимость доставки рассчитывается при оформлении заказа.
- Extra 15% Скидка
Код: SD15 Только на кассе
: 637,49 долларов США долларов США
- Бесплатная доставка по стране (кроме особых регионов)
- На складе, готово к отправке
- Инвентарь в пути
,»product_id»:4449297006701,»position»:1,»created_at»:»2021-04-09T18:25:00+08:00 «,»updated_at»:»2021-04-09T18:34:04+08:00″,»alt»:»250Amp AC\/DC TIG алюминиевый сварочный аппарат с импульсом — YesWelder»,»width»:1600,»height» :1600,»src»:»https:\/\/cdn. shopify.com\/s\/files\/1\/0024\/3249\/9821\/products\/TIGACDCWeldingMachine_5.jpg?v=1617964444″,»variant_ids»:[39409208885357]},»доступно»:true,»name»:»Алюминиевый сварочный аппарат TIG переменного/постоянного тока, 250 ампер с импульсным режимом»,»public_title»:null,»options»:[«Заголовок по умолчанию» ],»цена»:74999,»вес»:16100,»compare_at_price»:99999,»inventory_management»:»shopify»,»штрихкод»:»616361135123″,»featured_media»:{«alt»:»250Amp AC\/ Сварочный аппарат DC TIG для алюминия с импульсом — YesWelder»,»id»:20296493629549,»position»:1,»preview_image»:{«aspect_ratio»:1.0,»height»:1600,»width»:1600,»src»:» https://cdn.shopify.com\/s\/files\/1\/0024\/3249\/9821\/products\/TIGACDCWeldingMachine_5.jpg?v=1617964444″}},»requires_selling_plan»:false,»selling_plan_allocations»:[]}]
shopify.com\/s\/files\/1\/0024\/3249\/9821\/products\/TIGACDCWeldingMachine_5.jpg?v=1617964444″,»variant_ids»:[39409208885357]},»доступно»:true,»name»:»Алюминиевый сварочный аппарат TIG переменного/постоянного тока, 250 ампер с импульсным режимом»,»public_title»:null,»options»:[«Заголовок по умолчанию» ],»цена»:74999,»вес»:16100,»compare_at_price»:99999,»inventory_management»:»shopify»,»штрихкод»:»616361135123″,»featured_media»:{«alt»:»250Amp AC\/ Сварочный аппарат DC TIG для алюминия с импульсом — YesWelder»,»id»:20296493629549,»position»:1,»preview_image»:{«aspect_ratio»:1.0,»height»:1600,»width»:1600,»src»:» https://cdn.shopify.com\/s\/files\/1\/0024\/3249\/9821\/products\/TIGACDCWeldingMachine_5.jpg?v=1617964444″}},»requires_selling_plan»:false,»selling_plan_allocations»:[]}]
Руководство по эксплуатации в формате PDF Скачать
TIG-250P ACDC
Отлично подходит для сварки TIG переменным/постоянным током, импульсной сварки TIG переменным/постоянным током, MMA / Подходит для сварки алюминия и нержавеющей стали / Подходит для электрода 6010 / инвертора IGBT / Дистанционное управление триггером и силой тока В наличии / Совместимость с педалью
ХАРАКТЕРИСТИКИ
- Идеально подходит для сварки TIG переменным/постоянным током, переменным/постоянным током.
- Подходит для сварки алюминия и нержавеющей стали.
- Подходит для электрода 6010.
- Доступно дистанционное управление триггером и силой тока.
- Совместим с ножной педалью.
- Крышка 3 года гарантии.
Multi-Process
Аппарат TIG250P для сварки TIG на переменном/постоянном токе с импульсным режимом отличается универсальностью и удовлетворяет потребности любителей и профессиональных сварщиков, особенно для сварки алюминия в режимах TIG на переменном токе и TIG в импульсном режиме на переменном токе.
Он обеспечивает высокую производительность благодаря множеству импульсных функций, включает в себя 250 ампер переменного тока (начальный AMP от 5 до 250) или сварку TIG постоянным током вместе с функцией стержня, поставляется с мощной горелкой TIG WP-26.
Широкие возможности применения
Этот сварочный аппарат переменного тока на 250 А подходит для сварки нержавеющей стали, низкоуглеродистой стали, меди, алюминиево-никелевого сплава, титана и других металлов, широко используемых в промышленности и быту.
Мощность сварки: <25/64" алюминий, нержавеющая сталь, сталь и <15/64" латунь.
Интуитивно понятный
Цифровой дисплей
Отображение силы тока
Просмотр фактических и заданных значений для большей точности повторяемость процедуры сварки для начального тока (рекомендуется не менее 10 А), пикового тока, базового тока, тока вспомогательной дуги .(Выходной ток: 5A-250A для сварки TIG, 10A-200A для MMA) контроль, точный контроль текущего контроля времени reversalSpot.
Баланс/ширина импульса , Контроль частоты
Контроль частоты импульса, чистый баланс, ширина импульса/частота (0,5–200 Гц)
(Рекомендация: частота переменного тока 70–100 Гц, чистый баланс 28–32 для Алюминий)
Сварка ВИГ
Оснащен сваркой ТИГ прямоугольной формы переменного тока, ТИГ импульсным переменным током, ТИГ постоянным током, импульсной ТИГ постоянным током, покрытыми флюсом электродами ММА и аргонно-дуговой точечной сваркой (постоянный ток, импульс или переменный ток).
ВЧ-дуга запускает встроенную цепь зажигания дуги под давлением.
Squarewave — лучший вариант для улучшения качества сварки и облегчения сварки алюминия.
Возможность точечной сварки 2T/4T/точечной сварки для соответствия различным требованиям сварочного процесса.
Сварка электродом
Горячий старт, легкий запуск дуги, стабильный ток, минимальное разбрызгивание, отсутствие прилипания, хорошая форма и самоадаптация к кабелю разной длины и поперечного сечения, саморегулируемая сила тока дуги для хорошей работы при длительных -дистанционная сварка.
Мощный и пригодный для сварки электрод E7018, 6013,6010
Доступен пульт дистанционного управления
Доступны педальный пульт дистанционного управления и пульт дистанционного управления сварочной горелкой. (Не входит в комплект, необходимо приобретать отдельно)
Этот сварочный аппарат поддерживает педальное дистанционное управление, что позволяет оператору контролировать сварочный ток в режиме реального времени даже на расстоянии более 10 м.
Цифровая сварочная горелка совместима с этим сварочным аппаратом. (В магазине не поставляется)
Прочие функции
Автосохранение параметров сварки при отключении питания.
Автоматический охлаждающий вентилятор: интеллектуальный контроль температуры для продления срока службы вентилятора.
Автоматическое восстановление параметров последней сварки. (Должен быть тот же режим сварки.)
Автоматическая защита: сварочный аппарат отключится в случае перегрузки по току, перегрева, значительных колебаний напряжения или других отклонений и отобразит информацию об отказе.
Технические характеристики
Вес изделия: 23,24 фунта
Размеры изделия: 17,32”*7,68”*13,58”
Напряжение питания: 220V
Входной ток: 63A
Выходной ток: 10-200A (MMA) 5-250A (TIG)
Dute Cycle: TIG 60%@250A, 100%@183a
MMA 60%@200a , 100%@155A
Сварочный материал: нержавеющая сталь, низкоуглеродистая сталь, медь, алюминиево-никелевый сплав, титан и другие металлы.
Класс защиты: IP21S
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Источники сварочного тока Welbee | OTC DAIHEN
Источники сварочного тока
Известный как лидер в области инноваций, источник сварочного тока Welbee II обеспечивает высочайшую эффективность и качество дуговой сварки. Серия Welbee II включает усовершенствованную, удобную панель управления, дополнительные рабочие функции и экранное отображение поддерживаемых функций, ошибок и отслеживания данных. Некоторые из его наиболее продвинутых функций включают в себя: мониторинг в реальном времени для оповещения об изменениях, необходимых до образования брызг, простой мониторинг полярности и сигналов напряжения, экранное руководство по рекомендуемым параметрам для наилучшего сварного шва и многое другое.
Серия Welbee II включает усовершенствованную, удобную панель управления, дополнительные рабочие функции и экранное отображение поддерживаемых функций, ошибок и отслеживания данных. Некоторые из его наиболее продвинутых функций включают в себя: мониторинг в реальном времени для оповещения об изменениях, необходимых до образования брызг, простой мониторинг полярности и сигналов напряжения, экранное руководство по рекомендуемым параметрам для наилучшего сварного шва и многое другое.
Готовые к сварке пакеты Welbee IIWelbee II P400Welbee II P400LWelbee II P500LWelbee W400 AC-MIGWelbee A350P AC/DC TIGWelbee II M350L Multi-ProcessWelbee II M350 Multi-ProcessWelbee II M500 Multi-ProcessWelbee W400 Welbee II-MIG 900 Read Наборы для сварки Welbee II P400Welbee II P400LWelbee II P500LWelbee W400 AC-MIGWelbee A350P AC/DC TIGWelbee II M350L Multi-ProcessWelbee II M350 Multi-ProcessWelbee II M500 Multi-ProcessWelbee W400 AC-MIG
Welbee II Готовые к сварке комплекты
Наши самые продаваемые источники сварочного тока Welbee II (P400, P400L и P500L) поставляются полностью собранными и готовыми к сварке. Добавьте газ и проволоку, и вы готовы к сварке! Все это и скидки на комплекты!
Добавьте газ и проволоку, и вы готовы к сварке! Все это и скидки на комплекты!
Запрос a Quote
- Обзор
- Спецификации
- Ресурсы
Обзор
Base Bundles включает в себя:
- Welbee II Walding включает в себя:
- Welbee II Walding.
- Механизм подачи проволоки Welbee
- Тележка Welbee с полкой для двух бутылок
- Сварочные кабели, питающие кабели и газовый регулятор/расходомер
НАБОР С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ ВКЛЮЧАЕТ:
- Сварочная горелка Steel Blue Torch III 400A с воздушным охлаждением, кабель 15 футов со стартовым комплектом
- Алюминиевая сварочная горелка Blue Torch III 300A с воздушным охлаждением, провод 13 футов со стартовым комплектом
НАБОР С ВОДЯНЫМ ОХЛАЖДЕНИЕМ ВКЛЮЧАЕТ:
- Встроенный водяной охладитель Welbee с суперохлаждающей жидкостью DAIHEN
- Сварочная горелка Steel Blue Torch III 500A с воздушным охлаждением, кабель 20 футов со стартовым комплектом
- Aluminium Blue Torch III 400A, сварочная горелка с водяным охлаждением, провод 13 футов со стартовым комплектом
Удобные комплекты содержат второй механизм подачи проволоки Welbee и кабели для быстрого переключения на различные материалы.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- WBB-P402-BASEA: База P400, с воздушным охлаждением
- WBB-P402-CONVA: P400 Comfort, с воздушным охлаждением
- WBB-P402-BASEW: База P400, с водяным охлаждением
- WBB-P402-CONVA: P400 Comfort, с водяным охлаждением
- WBB-P402L-BASEA: База P400L, с воздушным охлаждением
- WBB-P402L-CONVA: P400L Comfort, с воздушным охлаждением
- WBB-P402L-BASEW: основание P400L с водяным охлаждением
- WBB-P402L-CONVA: P400L Comfort, с водяным охлаждением
- WBB-P500L-BASEA: База P500L, с воздушным охлаждением
- WBB-P500L-CONVA: P500L Comfort, с воздушным охлаждением
- WBB-P500L-BASEW: основание P500L с водяным охлаждением
- WBB-P500L-CONVA: P500L Comfort, с водяным охлаждением
РЕСУРСЫ
Welbee II P400 (DC, DC Pulse, DC WavePulse)
Наша модель WavePulse на 400 А для сварки железа, нержавеющей стали и алюминия.
Этот инверторный сварочный источник Welbee II P400 WavePulse обеспечивает высококачественную импульсную сварку за счет оптимизированного управления формой волны в зависимости от типа свариваемого металла. Стабильность дуги идеальна даже при высокоскоростной сварке.Запросить цену
- ОБЗОР
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- РЕСУРСЫ
- МЕДИА БИБЛИОТЕКА
ОБЗОР
- Оптимизированные импульсные режимы GMAW для широкого спектра материалов
- Вольфрамовый валик на алюминии, нержавеющей и углеродистой стали
- Компенсаторы неравномерности подачи защитных газов
- Улучшенная свариваемость оцинкованных сталей
ХАРАКТЕРИСТИКИ
РЕСУРСЫ
МЕДИА БИБЛИОТЕКА
Режим сварки WavePulse II
Ручной алюминий — WavePulse II
Welbee II P400L (DC, DC Pulse, DC WavePulse, DC Low Spatter) производительность сварки стали, нержавеющей стали и алюминия.
Welbee II P400L значительно снижает образование брызг во всем диапазоне сварочных токов от низких до высоких, обеспечивая высококачественную импульсную сварку за счет оптимизированного контроля формы волны в зависимости от материала.Запросить предложение
- ОБЗОР
- РЕСУРСЫ
ОБЗОР
- Импульсный режим и режим с малым разбрызгиванием в сочетании с однофазным сварочным аппаратом на 4090 А и поддержкой 3-фазного питания4
- Режим CBT-EX со сверхнизким разбрызгиванием для углеродистых и нержавеющих сталей
- Уменьшенный подрез при высокоскоростной сварке
- Высокий рабочий цикл для высокопроизводительных и автоматизированных приложений
РЕСУРСЫ
Welbee II P500L (DC, DC Pulse, DC WavePulse, DC Low Spatter)
Наш инверторный источник питания на 500 А обеспечивает оптимальные характеристики сварки стали, нержавеющей стали и алюминия.
Welbee II P500L значительно снижает образование брызг во всем диапазоне сварочных токов от низких до высоких, обеспечивая высококачественную импульсную сварку за счет оптимизированного контроля формы волны в зависимости от материала.Запросить цену
- ОБЗОР
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- РЕСУРСЫ
- БИБЛИОТЕКА НОСИТЕЛЕЙ
ОБЗОР
- Режим CBT-EX со сверхнизким разбрызгиванием для углеродистых и нержавеющих сталей
- Уменьшенный подрез при высокоскоростной сварке
- Высокий рабочий цикл для высокопроизводительных и автоматизированных приложений
- Опция J-Solution™ для исключительной свариваемости оцинкованной стали
ХАРАКТЕРИСТИКИ
РЕСУРСЫ
МЕДИА БИБЛИОТЕКА
Защита от брызг на нержавеющей стали
Welbee W400 AC-MIG
Наш источник питания на базе двойного инвертора мощностью 400 А обеспечивает сварку AC-MIG с функциями WavePulse и AC WavePulse.
Welbee W400 идеально подходит для приложений, требующих точного контроля тепловложения к подложке в балансе с тепловложением сварочной проволоки.Запросить цену
- ОБЗОР
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- РЕСУРСЫ
- МЕДИА БИБЛИОТЕКА
ОБЗОР
- Улучшенная поддержка сварки тонколистового алюминия за счет улучшенного режима сварки переменным током
- Функция Synchro-MIG позволяет оптимизировать сварку листов различной толщины Режимы
- AC Pulse и AC WavePulse обеспечивают красивые сварные швы с меньшим количеством сажи
- Стандартные режимы сварки алюминия и нержавеющей стали
- Цифровой инвертор 80 кГц
- Управление сварочным током с помощью переключателя горелки
- Функция заполнения кратера предотвращает окисление кратера
- 3-фазный первичный (460 В)
- Память на 100 заданий для полуавтоматического использования
SPECIFICATIONS
RESOURCES
MEDIA LIBRARY
WavePulse II Welding Mode
Manual Aluminum – WavePulse II
Welbee A350P Dual-Inverter, AC/DC TIG Weld Источник питания
WELBEE WB-A350P — это совершенный сварочный аппарат TIG для сварки как тонких, так и толстых листов.
Он включает в себя регулируемую частоту переменного тока, которая обеспечивает точную концентрацию дуги, а также контролируемое количество подводимого тепла.Запрос цитату
- Обзор
- Технические характеристики
- Ресурсы
- СМИ библиотека
Обзор
- Строинный вокруг двойной архитектуры Dual-Inverter Architecture. Идеальный режим сварки алюминия, он сочетает в себе очищающее действие сварки с положительным электродом с глубоким проникновением и фокусировкой в основной металл сварки с отрицательным электродом… и все это при сохранении формы вольфрамового электрода.
- Готовность к автоматизации с интерфейсами полевых шин (EtherNet/IP и PROFIBUS), поддерживающая простой переход от ручной сварки к полуавтоматизированным и полностью автоматизированным приложениям.
- Простое управление с помощью удобного интерфейса, который вращается вокруг одной ручки для настройки параметров процесса сварки.
- Большие светодиодные дисплеи для отображения настроек и параметров сварки.
- Функция Silent Pulse снижает шум дуги, улучшая рабочую среду.
- Улучшенная поддержка сварки тонколистового алюминия с помощью высокочастотного переменного тока.
- Новое управление формой волны обеспечивает очень стабильный выходной ток.
- Улучшен коэффициент мгновенного запуска дуги.
- Память на 100 заданий для полуавтоматического и модифицированного использования.
SPECIFICATIONS
RESOURCES
MEDIA LIBRARY
WELBEE A350P TIG ART
Welbee II M350L Multi-Process (DC, DC Low Spatter)
Our 350A, inverter-based, Многоцелевой сварочный источник питания с низким уровнем разбрызгивания Welbee II M350L обеспечивает значительное снижение разбрызгивания во всем диапазоне сварочных токов, обеспечивая высококачественную высокоскоростную сварку.
Отправить запрос
- Диапазон низкого напряжения дуги расширен для обеспечения превосходного контроля дуги
- Уменьшенный подрез при высокоскоростной сварке
- Минимальное разбрызгивание даже при 100% CO2

 Этот инверторный сварочный источник Welbee II P400 WavePulse обеспечивает высококачественную импульсную сварку за счет оптимизированного управления формой волны в зависимости от типа свариваемого металла. Стабильность дуги идеальна даже при высокоскоростной сварке.
Этот инверторный сварочный источник Welbee II P400 WavePulse обеспечивает высококачественную импульсную сварку за счет оптимизированного управления формой волны в зависимости от типа свариваемого металла. Стабильность дуги идеальна даже при высокоскоростной сварке. Welbee II P400L значительно снижает образование брызг во всем диапазоне сварочных токов от низких до высоких, обеспечивая высококачественную импульсную сварку за счет оптимизированного контроля формы волны в зависимости от материала.
Welbee II P400L значительно снижает образование брызг во всем диапазоне сварочных токов от низких до высоких, обеспечивая высококачественную импульсную сварку за счет оптимизированного контроля формы волны в зависимости от материала. Welbee II P500L значительно снижает образование брызг во всем диапазоне сварочных токов от низких до высоких, обеспечивая высококачественную импульсную сварку за счет оптимизированного контроля формы волны в зависимости от материала.
Welbee II P500L значительно снижает образование брызг во всем диапазоне сварочных токов от низких до высоких, обеспечивая высококачественную импульсную сварку за счет оптимизированного контроля формы волны в зависимости от материала. Он включает в себя регулируемую частоту переменного тока, которая обеспечивает точную концентрацию дуги, а также контролируемое количество подводимого тепла.
Он включает в себя регулируемую частоту переменного тока, которая обеспечивает точную концентрацию дуги, а также контролируемое количество подводимого тепла.

ХАРАКТЕРИСТИКИ
РЕСУРСЫ
Welbee II M350 Multi-Process (DC)
Наш инверторный сварочный источник питания на 350 А является стандартным источником питания для высококачественной сварки в любой ситуации. Этот многоцелевой аппарат Welbee II M350 хорошо подходит для обычных сварочных работ, требующих значительного повышения стабильности дуги в диапазоне электрических токов от низкого до высокого, обеспечивая при этом красивый сварочный валик с однородным концом и меньшими колебаниями напряжения даже при высокой скорости. сварка.
Запросить цену
- ОБЗОР
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- РЕСУРСЫ
ОБЗОР
- Диапазон низкого напряжения дуги расширен для непревзойденного контроля дуги
- Уменьшенный подрез при высокоскоростной сварке
- Минимальное разбрызгивание даже при 100% CO2
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
РЕСУРСЫ
Welbee II M500 Multi-Process (DC)
Наш инверторный источник питания на 500 А является стандартным источником сварочного тока для высококачественной сварки в любой ситуации. Этот многоцелевой аппарат Welbee II M500 хорошо подходит для обычных сварочных работ, требующих значительного улучшения стабильности дуги в диапазоне электрических токов от низкого до высокого, обеспечивая при этом красивый сварочный валик с однородным концом и меньшими колебаниями напряжения даже при высокой скорости. сварка.
Этот многоцелевой аппарат Welbee II M500 хорошо подходит для обычных сварочных работ, требующих значительного улучшения стабильности дуги в диапазоне электрических токов от низкого до высокого, обеспечивая при этом красивый сварочный валик с однородным концом и меньшими колебаниями напряжения даже при высокой скорости. сварка.
Запросить цитату
- Обзор
- Технические характеристики
- Ресурсы
Обзор
- Оптимальный сварки.
- Невероятная стабильность дуги в диапазоне малых и больших токов
- Цифровая функция Turbo Start и End Pulse обеспечивает превосходный запуск дуги
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
РЕСУРСЫ
Fronius 2700 Pulse Mig
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Fronius 2700 Pulse МиГ
20.
11.2011
#1Fronius 2700 Pulse Mig
Только что получил сварочный аппарат Fronius 2700 TPS, двойной импульс и т. д.
Может ли кто-нибудь помочь мне с настройкой аппарата для сварки алюминия
? Когда я ввожу толщину листа, сварному шву не хватает тепла для сварного шва
Вернулся к старой теории 1 ампер на 1 тыс. материала, и она работает найти
Местный представитель Fronius не очень полезен
Хотел бы получить информацию о настройке, чтобы заставить эту машину петьОтветить с цитатой
20.
11.2011
#2Re: Fronius 2700 Pulse Mig
Не знаком с этим конкретным станком, но: Если вы находитесь в режиме, в котором вы устанавливаете толщину листа, и он определяет WFS, убедитесь, что он настроен для алюминия, а не для стали. Алюминию требуется гораздо более высокая WFS, чем стали для того же диаметра проволоки.
Я удивлен, что ваш представитель не смог вам помочь, Fronius имеет очень хорошую репутацию в сфере обслуживания. Может быть, попробовать поговорить с другим человеком там.
Джон
Несколько сварщиков
Много молотков
Целая партия С-образных зажимовОтветить с цитатой
21-11-2011 #3
Re: Fronius 2700 Pulse Mig
Первоначально написал Razz54
Только что получил сварочный аппарат Fronius 2700 TPS, двойной импульс и т.
… эммм, и я полагаю, вы изучили руководство для этой машины? д.
Может ли кто-нибудь помочь мне с настройкой аппарата для сварки алюминия
? Когда я ввожу толщину листа, сварному шву не хватает тепла для сварного шва
Вернулся к старой теории 1 ампер на 1 тыс. материала, и она работает найти
Местный представитель Fronius не очень полезен
Хотели бы получить какую-либо информацию о настройке, чтобы заставить эту машину петьЧерный дрозд
Ответить с цитатой
21-11-2011 #4
Re: Fronius 2700 Pulse Mig
Не то чтобы Miller и Fronius работали одинаково, но даже с горячим стартом Miller начало сварки алюминия выглядит немного холодным.
Основной регулировкой нагрева на Миллере является скорость проволоки. Больше проволоки, и вы получите значительно больше тепла, вплоть до расплавления материала.На всех этих полуавтоматических станках чрезвычайно важно, чтобы подача проволоки работала безупречно. Машина предполагает, что если вы задаете 350 дюймов в минуту, вы получаете 350 дюймов в минуту, и соответственно регулирует напряжение.
Если вы видите изменение длины дуги на Miller, у вас есть проблемы с подачей проволоки (при условии, что вы все еще находитесь в режиме горячего старта или входите в часть программы для заполнения кратера).
Предохранитель!
Miller Dynasty 350
Millermatic 350P
-Spoolmatic 30A
Miller Multimatic 200
Hypertherm PowerMax 1000G3
Miller Maxstar 200DXОтветить с цитатой
21-11-2011 #5
Re: Fronius 2700 Pulse Mig
такая хорошая машинка!!!
Ответить с цитатой
23.
11.2011
#6Re: Fronius 2700 Pulse Mig
Попробуйте британские форумы migwelding. У них много людей с опытом работы в «Евросварщике».
http://www.mig-welding.co.uk/forum/index.php
Ответить с цитатой
13-03-2012 #7
Re: Fronius 2700 Pulse Mig
Настройте машину на 240–265 дюймов в минуту с проволокой 0,035 и регулируйте длину дуги, пока не получите желаемую настройку нагрева для размера сварного шва, который вы делаете.
Импульсная сварка требует немного другой техники, чем стандартная алюминиевая сварка. Убедитесь, что вы используете тяжелую аргоновую смесь, если у вас есть доступ к алюминиевой смеси из воздушного газа, это предпочтительнее. ЕСЛИ у вас есть дополнительные вопросы, напишите мне по адресу [email protected]
У меня большой опыт работы с машиной fronius, есть множество настроек, которые вы можете использовать в своих интересах, чтобы лучше понять их, перейдите на веб-сайт Эда по адресу weldreality.com.Ответить с цитатой
 11.2011
#1
11.2011
#1 11.2011
#2
11.2011
#2 д.
д.  Основной регулировкой нагрева на Миллере является скорость проволоки. Больше проволоки, и вы получите значительно больше тепла, вплоть до расплавления материала.
Основной регулировкой нагрева на Миллере является скорость проволоки. Больше проволоки, и вы получите значительно больше тепла, вплоть до расплавления материала.-500x500.png) 11.2011
#6
11.2011
#6 Импульсная сварка требует немного другой техники, чем стандартная алюминиевая сварка. Убедитесь, что вы используете тяжелую аргоновую смесь, если у вас есть доступ к алюминиевой смеси из воздушного газа, это предпочтительнее. ЕСЛИ у вас есть дополнительные вопросы, напишите мне по адресу
Импульсная сварка требует немного другой техники, чем стандартная алюминиевая сварка. Убедитесь, что вы используете тяжелую аргоновую смесь, если у вас есть доступ к алюминиевой смеси из воздушного газа, это предпочтительнее. ЕСЛИ у вас есть дополнительные вопросы, напишите мне по адресу « Предыдущая тема | Следующая тема »
Разрешения на публикацию
Что такое импульсная сварка? И для чего вы его используете? — Джаттус
Обзор
При сварке TIG вы обычно устанавливаете желаемую максимальную силу тока на сварочном аппарате и контролируете выходную силу тока с помощью педали. Во время сварки вы, как правило, держите педаль дроссельной заслонки довольно постоянной — слегка регулируя, чтобы добавить больше тепла, или немного отступая, если становится слишком жарко. Расстояние, на которое педаль нажата, напрямую отражает выходную мощность горелки TIG.
Расстояние, на которое педаль нажата, напрямую отражает выходную мощность горелки TIG.
При импульсной сварке вы управляете ножной педалью так же, как и раньше, только от горелки TIG выводится импульсный сигнал вместо постоянной силы тока. Также, как и раньше, вы можете выполнять те же настройки с помощью педали, например. чтобы добавить больше тепла или отступить.
Pulse также подходит для сварки переменным током, которая обычно используется для сварки алюминия.
Какие настройки пульса я использую?
Выбор параметров импульса зависит от личных предпочтений, но я рекомендую большинству пользователей начинать с частоты импульсов от 1,2 до 2,0 Гц, коэффициента заполнения 35 % и фонового тока 35 %. обычно используется на вашем сварочном аппарате без импульса, удвойте его с этими настройками. Так что же все это значит?
- 1 Гц означает 1 импульс в секунду, 2 Гц означает 2 импульса в секунду и т. д. Это также означает, что для завершения импульса 1 Гц потребуется 1 секунда, а для завершения импульса 2 Гц потребуется 0,5 секунды; отсюда и 2 импульса в секунду. 3 Гц займет 0,333 секунды, следовательно, 3 импульса в секунду. Настройка Гц в основном определяет, насколько быстрыми или медленными должны быть импульсы. Вот пример, в котором все остальные настройки сохранены, но изменена только настройка Гц:
 3 Гц займет 0,333 секунды, следовательно, 3 импульса в секунду. Настройка Гц в основном определяет, насколько быстрыми или медленными должны быть импульсы. Вот пример, в котором все остальные настройки сохранены, но изменена только настройка Гц:
3 Гц займет 0,333 секунды, следовательно, 3 импульса в секунду. Настройка Гц в основном определяет, насколько быстрыми или медленными должны быть импульсы. Вот пример, в котором все остальные настройки сохранены, но изменена только настройка Гц: - % фонового усиления — это «низкая» часть сигнала. Глядя на приведенный выше пример, это настройка фонового усиления 30%, потому что форма волны будет чередоваться между 100% («высокий») и 30% («низкий»).
- Рабочий цикл, или % заполнения, представляет собой долю времени, в течение которого форма сигнала является «высокой» по сравнению с «низкой». Вот пример, в котором все остальные настройки остаются прежними, но изменяется только коэффициент заполнения в %:
Из приведенного выше примера видно, что более высокий рабочий цикл будет дольше поддерживать более высокую силу тока, таким образом нагревая материал, который идет сварка. Это основной фактор для определения того, какую настройку силы тока использовать на вашем сварочном аппарате.
Определение параметра силы тока для использования на сварочном аппарате
Теперь, когда вы настроили профиль сигнала, вам нужно определить, сколько ампер использовать на сварочном аппарате. Без импульса существует эмпирическое правило, что при сварке мягкой стали или алюминия вы используете толщину материала (в тысячных долях), и это число представляет собой количество ампер, используемое при выполнении стыкового соединения. Умножьте это число на 1,3 для выполнения углового сварного шва. Например, сварку стали толщиной 1/8 дюйма (0,125 дюйма) следует начинать с силы тока 125 ампер. Если это угловой угловой шов, вам понадобится 125 * 1,3 = 163 ампера. Если вы свариваете нержавеющую сталь, вы хотите взять исходное значение толщины, умножить его на 0,7, а затем начать с него, поскольку для сварки нержавеющей стали требуется меньше тепла.
Все значения силы тока, упомянутые выше, предполагают постоянную 100% силу тока; нет пульсации. Вы можете видеть, что как только вы начинаете добавлять импульсы, на металл передается меньше силы тока. Например, если фоновая сила тока установлена почти на 0, а рабочий цикл равен 50%, общая сила тока, передаваемая на металл, уменьшается вдвое с импульсом по сравнению с без него. В этом случае вам нужно будет удвоить настройку силы тока на сварочном аппарате, чтобы компенсировать это. Если бы ваш фоновый ток был установлен выше, скажем, на 50%, и с рабочим циклом 50%, вы бы выделили 3/4 количества тепла с импульсом по сравнению с без него. В этом случае вы захотите увеличить силу тока на 1/4, чтобы компенсировать разницу.
Например, если фоновая сила тока установлена почти на 0, а рабочий цикл равен 50%, общая сила тока, передаваемая на металл, уменьшается вдвое с импульсом по сравнению с без него. В этом случае вам нужно будет удвоить настройку силы тока на сварочном аппарате, чтобы компенсировать это. Если бы ваш фоновый ток был установлен выше, скажем, на 50%, и с рабочим циклом 50%, вы бы выделили 3/4 количества тепла с импульсом по сравнению с без него. В этом случае вы захотите увеличить силу тока на 1/4, чтобы компенсировать разницу.
Может оказаться сложным вычислить точную настройку силы тока, которую следует использовать при использовании импульса, поэтому, как правило, проще получить более высокую оценку и начать сварку с педалью газа на 75%. Если вы заметили, что вам нужно больше тепла, у вас есть место для маневра. С настройками, которые я упомянул для начала выше, вы будете получать только примерно половину тепла в свою заготовку, поэтому вы должны компенсировать это, удвоив силу тока на вашей машине и начав с педали на 75% дроссельной заслонки. Если вы используете аналогичные настройки, это было бы хорошим местом для начала. Изменение настройки Гц, как правило, не влияет на настройку силы тока, которую следует использовать на сварочном аппарате. Если вы используете очень медленную настройку импульса, скажем, 0,5 Гц (1 импульс каждые 2 секунды), вам может потребоваться уменьшить силу тока. 1 Гц и выше не окажут большого влияния на силу тока, которую вы должны использовать.
Если вы используете аналогичные настройки, это было бы хорошим местом для начала. Изменение настройки Гц, как правило, не влияет на настройку силы тока, которую следует использовать на сварочном аппарате. Если вы используете очень медленную настройку импульса, скажем, 0,5 Гц (1 импульс каждые 2 секунды), вам может потребоваться уменьшить силу тока. 1 Гц и выше не окажут большого влияния на силу тока, которую вы должны использовать.
Зачем использовать импульсную сварку?
- Такой же провар можно получить при меньшей мощности и меньшем нагреве. Чем больше тепла, тем больше ваш материал будет деформироваться в процессе сварки. Это особенно важно при сварке листового металла.
- Сварочные аппараты имеют рейтинг рабочего цикла (не путать с импульсным рабочим циклом), основанный на соотношении между используемой силой тока и временем, необходимым для ожидания, пока сварочный аппарат остынет и снова будет готов к работе. Чем меньше энергии вы используете, тем меньше времени требуется машине для охлаждения и тем более продуктивным может быть пользователь.
