Принцип работы сварочного полуавтомата | На обзорах
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» — то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.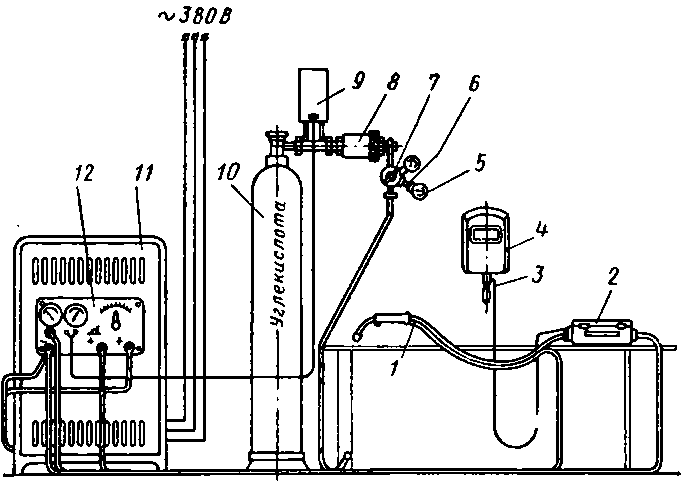
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Материал | Диаметр электродной проволоки, мм | Сварочный ток, А |
Алюминий и алюминиевые сплавы | 0,8 | 50-175 |
1,2 | 90-250 | |
1,6 | 160-350 | |
2,4 | 225-400 | |
3,2 | 350-475 | |
Магниевые сплавы | 1 | 150-300 |
1,2 | 160-320 | |
1,6 | 210-400 | |
2,4 | 320-510 | |
3,2 | 400-600 | |
Медь и медные сплавы | 0,9 | 150-300 |
1,2 | 200-400 | |
| 1,6 | 250-450 | |
2,4 | 350-550 | |
Никель и никелевые сплавы | 0,5 | — |
0,8 | — | |
0,9 | 100-160 | |
1,2 | 150-260 | |
1,6 | 100-400 | |
Титан и титановые сплавы | 0,8 | — |
0,9 | — | |
1,2 | — | |
Нержавеющая стал | 0,5 | — |
0,6 | — | |
0,8 | 75-150 | |
0,9 | 100-160 | |
1,2 | 140-310 | |
1,6 | 280-450 | |
2 | — | |
2,4 | — | |
2,8 | — | |
3,2 | — | |
Низкоуглеродистая сталь, катанная или холодно-тянутая | 0,5 | — |
0,6 | — | |
0,8 | 40-220 | |
0,9 | 60-280 | |
1,2 | 125-380 | |
1,3 | 260-460 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
Углеродистая сталь повышенной прочности, некоторые низколегированные стали | 0,9 | 60-280 |
1,2 | 125-380 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
4 | — |
Напряжение
От напряжения зависят высота и толщина сварочного шва.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | — | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
зачем он нужен и как его использовать?
Екатерина
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Содержание статьи
- Сварочный полуавтомат: устройство и принцип работы
- Разновидности
- Применение
- Газ и проволока
- Техническое обслуживание и хранение
- Вместо заключения
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Читайте также: Сварочный полуавтомат Электроприбор ПДГ Искра 200
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Похожие публикации
Сварочный полуавтомат
Проведение большого количества строительных работ и процессов по благоустройству дома или производственных объектов с использованием металлических деталей требует применения специального электротехнического оборудования – полуавтоматической сварки.
Такие аппараты – это удобные и практичные устройства, которые с большой эффективностью можно применять для выполнения большого количества процессов как опытными мастерами, так и начинающими сварщиками.
Что такое полуавтомат?
Сварочный полуавтомат представляет собой прибор для проведения сварочных работ за счет использования энергии электрического тока и электрода, который плавится с определенной скоростью в зависимости от типа выполняемых работ – эти моменты мастер регулирует непосредственно на устройстве перед началом сварки конкретных деталей.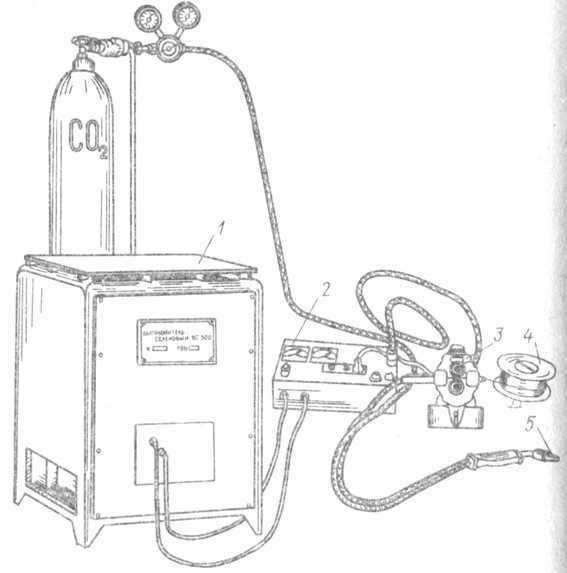
Конструкция сварки полуавтомата состоит из таких основных компонентов, которые обеспечивают выполнение всего процесса качественно, безопасно и надежно:
- Газовый баллон определенного объема – такая деталь необходима для расположения вещества, которое будет защищать металлические поверхности во время сварки.
- Трубка – основной функцией такого элемента является обеспечение подачи газа в рабочую зону равномерно, без перебоев, на установленном режиме работы.
- Катушка – на эту часть прибора наматывается проволока определенных характеристик, что определяет мощность сварочного аппарата и возможность обрабатывать металл разных видов.
- Механизм, который необходим для подачи проволоки в автоматическом режиме. В зависимости от особенностей его работы бывают такие виды подачи:
- тянущие;
- толчковые;
- смешанные – в таком случае подача проволоки может осуществляться сразу двумя приводами.


Классификация сварочных аппаратов
Существует большое количество приборов такого вида с учетом различных характеристик и особенностей конструкции.
Распределение устройств на типы осуществляется по таким критериям:
- В зависимости от вариантов исполнения приборы для полуавтоматической сварки бывают:
- выполненные в одном цельном корпусе – все части и системы управления расположены в одной металлической коробке с небольшими габаритами;
- сложные конструкции с объединенными несколькими компонентами – устройства такого типа характеризуются наличием нескольких блоков и высокими параметрами мощности.
- двухфазные – предназначенные для работы от обычной электрической сети с параметрами тока 220 В;
- трехфазные – изделия, для нормальной работы которых необходимо обеспечить ток с параметрами 380 В.
- бытовые – устройства небольших размеров, которые рассчитаны на непродолжительное использование для выполнения ремонтных процессов в домашней мастерской и отличаются небольшой стоимостью;
- приоры среднего ценового сегмента со средними характеристиками мощности – используются для комплектации ремонтных цехов небольших предприятий, станций технического обслуживания;
- дорогие, громоздкие и функциональные устройства – это мощные агрегаты, которые позволяют справиться с задачами различных уровней сложности и применяются профессиональными мастерами на больших комплексах.

Для того чтобы проводить сварочные работы на высоком уровне, важно правильно подобрать пробор с учетом такой классификации.
Положительные характеристики и недочеты применения сварочного полуавтоматического аппарата
Как и любая другая конструкция, которая применяется для проведения сложных процессов надежного и прочного соединения между собой двух металлических компонентов, полуавтомат имеет плюсы и минусы использования.
Положительными моментами использования такого вида оборудования являются:
- Простота работы с оцинкованной сталью – такие изделия отличаются сложностью обработки из-за появления повреждений при минимальных показателях воздействия. Характеристики таких сварочных аппаратов позволяют обеспечивать бережное воздействие и надежное крепление деталей.
- Универсальность приборов – с применением такого устройства можно без проблем сваривать конструкции из разных металлов – от чугунных элементов до листов с минимальными параметрами толщины.
- Устройство аппарата позволяет мастеру оценивать состояние шва непосредственно во время работы, так как шлак не перекрывает эту область.
- Небольшие показатели чувствительности прибора к наличию загрязняющих веществ и проявлений коррозии обрабатываемых поверхностей. Такие моменты позволяют снизить временные затраты на подготовку компонентов перед их сваркой.
- Большое разнообразие агрегатов по размерам, мощности и сферам применения, что позволяет без проблем применять их в разных ситуациях.
- Доступная стоимость аппаратов предоставляет возможность без больших затрат укомплектовать собственную мастерскую многофункциональным инструментом, который сможет выручить при решении разных проблем.

Полуавтомат сварочный имеет и некоторые минусы, которые важно в обязательном порядке учитывать перед приобретением или непосредственно использованием агрегата. Основными такими моментами являются:
- Если применять метод сварки без газа, то увеличивается площадь, на которую разлетаются капли растопленного металла, что может стать причиной серьезных травм или возникновения опасных ситуаций. Для того чтобы предотвратить подобные негативные последствия, нужно аккуратно и без спешки проводить сварочные работы с соблюдением всех правил безопасности.
- Уровень возникновения дуги от контакта электрода и поверхности деталей значительно увеличивается, поэтому для предотвращения негативных последствий следует в обязательном порядке применять качественные маски.
 Для того чтобы предотвратить подобные негативные последствия, нужно аккуратно и без спешки проводить сварочные работы с соблюдением всех правил безопасности.
Для того чтобы предотвратить подобные негативные последствия, нужно аккуратно и без спешки проводить сварочные работы с соблюдением всех правил безопасности.Какие моменты следует учитывать при выборе сварочного полуавтомата?
Для того чтобы приобрести инструменты, которые прослужат много лет и смогут в полной мере удовлетворить все потребности в выполнении различных сварочных работ, покупая такой агрегат нужно обращать внимание на его функциональные и технические характеристики:
- Показатели мощности – в зависимости от сферы применения устройства (для домашнего использования или выполнения серьезного обслуживания больших промышленных комплексов) следует учитывать такие параметры.
Для бытовых нужд отличным вариантом станет прибор небольших габаритов со средними показателями мощности, что позволит выполнять соединение разных металлов, легкую транспортировку и компактное хранение. - Производитель – репутация марки и отзывы реальных пользователей устройств помогут выбрать оптимальный вариант.
- Функциональные возможности и особенности проведения процессов сварки – перед покупкой нужно тщательно изучить характеристики, которые определяют возможность применения аппарата в конкретных ситуациях.

Сварочные аппараты полуавтомат – это универсальные и практичные для применения инструменты, которые можно эффективно использовать в разных сферах и проводить процессы надежного соединения деталей из различных металлических сплавов в бытовых или производственных целях. Управлять таким оборудованием проще и легче по сравнению с ручными моделями.
что нужно для полуавтоматической сварки
с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности.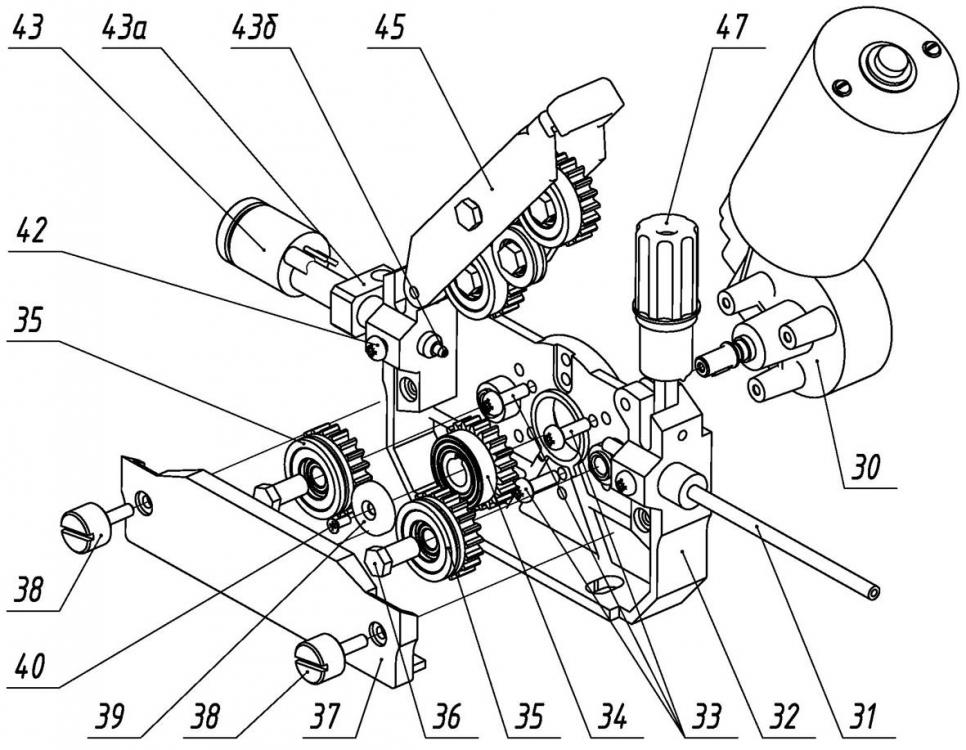 Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Содержание
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- Правильная техника сварки с помощью полуавтомата
- Особенности сварных работ в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Основные правила при проведении сварочных работ
- Заключение
Полуавтоматическая сварка: принцип работы, видовое разнообразие
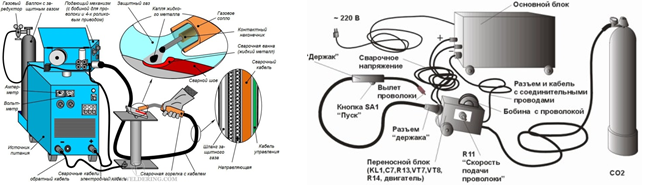
Сварочный аппарат состоит из следующих компонентов:
- ;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.

Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой .
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.

Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
|


 Полуавтомат состоит из подающего устройства с кассетой,
сварочной горелки, газового редуктора с расходомером и подогревателем
газа и комплекта монтажных проводов и шлангов. Комплектуется
источником сварочного тока со встроенным блоком управления
полуавтоматом.
Полуавтомат состоит из подающего устройства с кассетой,
сварочной горелки, газового редуктора с расходомером и подогревателем
газа и комплекта монтажных проводов и шлангов. Комплектуется
источником сварочного тока со встроенным блоком управления
полуавтоматом. 
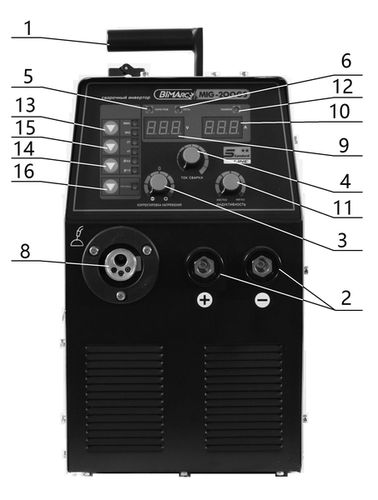 Кассета установлена
на тормозном устройстве, не допускающем самораскручивания проволоки
при работе. В основание встроен пульт управления с разъемами цепей и
газовый клапан с ниппелями. Сварочный ток подводится к корпусу
подающего устройства через болт.
Кассета установлена
на тормозном устройстве, не допускающем самораскручивания проволоки
при работе. В основание встроен пульт управления с разъемами цепей и
газовый клапан с ниппелями. Сварочный ток подводится к корпусу
подающего устройства через болт.  Редуктор-расходомер закрепляется на баллоне с углекислым газом и
служит для снижения давления газа и регулирования его расхода.
Подогреватель предназначен для подогрева углекислого газа,
поступающего в редуктор, с целью предупреждения замерзания каналов
редуктора при перепаде давлений.
В комплект поставки входят: устройство подающее с кассетой
КО-02; горелка ГДПГ-502; горелка ГДПГ-304; блок управления; редуктор
У-30 с расходомером и подогревателем газа; выпрямитель ВДУ-505 с
маской, щитком сварщика и встроенным блоком управления БУ-0,16;
Редуктор-расходомер закрепляется на баллоне с углекислым газом и
служит для снижения давления газа и регулирования его расхода.
Подогреватель предназначен для подогрева углекислого газа,
поступающего в редуктор, с целью предупреждения замерзания каналов
редуктора при перепаде давлений.
В комплект поставки входят: устройство подающее с кассетой
КО-02; горелка ГДПГ-502; горелка ГДПГ-304; блок управления; редуктор
У-30 с расходомером и подогревателем газа; выпрямитель ВДУ-505 с
маской, щитком сварщика и встроенным блоком управления БУ-0,16; Сварочные полуавтоматы — выбор характеристик и моделей
Уже давно профессионалы на рабочем месте, и многие домашние мастера в своем хозяйстве, пользуются сварочным оборудованием, среди которого наиболее удобны и доступны сварочные полуавтоматы.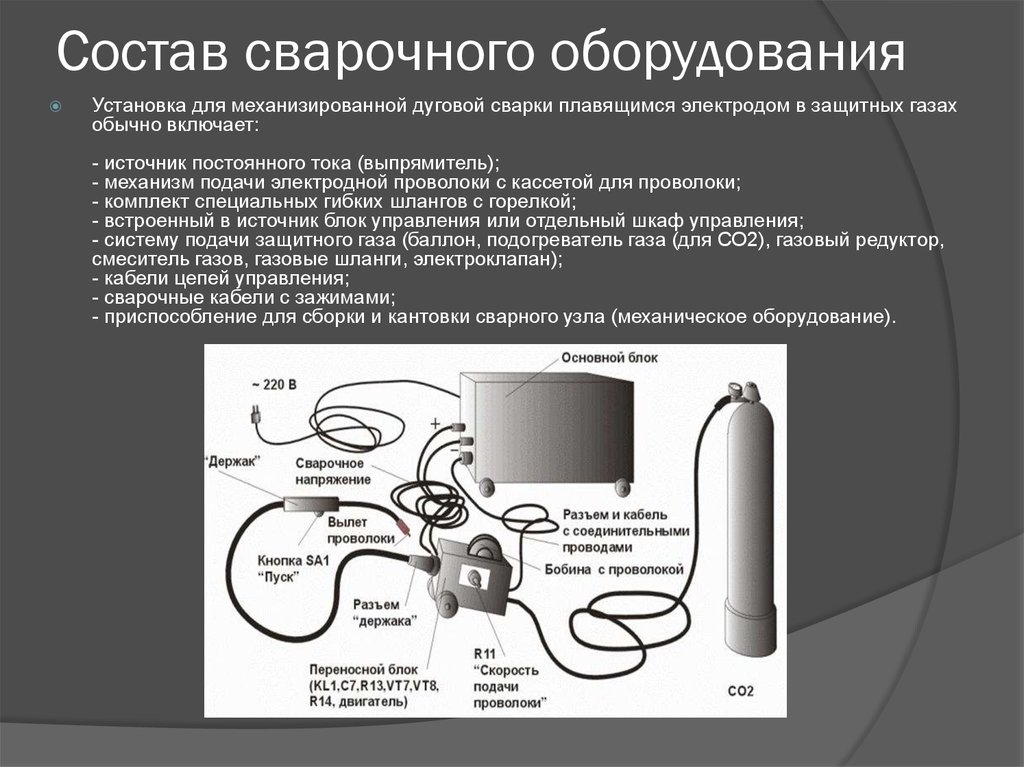 Это вполне закономерно, поскольку в любых строительных и ремонтных работах, а также при содержании автомобиля, изготовлении металлических декоров любителями бывает необходима сварка металла.
Это вполне закономерно, поскольку в любых строительных и ремонтных работах, а также при содержании автомобиля, изготовлении металлических декоров любителями бывает необходима сварка металла.
Думаю, что и у многих из вас, мои дорогие читатели, возникала потребность приобрести специальный сварочный прибор. С его помощью осуществляется механизированная сварка металлов (черных и цветных) в среде защитных газов плавящимся электродом. Он называется сварочным полуавтоматом и состоит из нескольких узлов, объединенных в одном корпусе.
В разных полуавтоматах могут быть предусмотрены свои дополнения — схемы, позволяющие сваривать в тех или иных режимах, например:
- сварка в импульсно-дуговом режиме;
- сварка в инертных или активных защитных газах;
- сварка под слоем флюсов;
- сварка с использованием порошковой проволоки.
КУПИТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ
Существуют сложные сварочные полуавтоматы, состоящие из двух и более частей-блоков (например, источник тока и его управление находится в одном корпусе, общее управление, горелка и подающий механизм — в другом).
В более простых полуавтоматах используется один корпус, содержащий в себе источник питания, сварочную горелку, подающий механизм, а также, блок, управляющий сварочным процессом, в том числе, скоростью подачи проволоки, мощностью дуги.
К первым относятся трансформаторные сварочные полуавтоматы с большими габаритами, весом и энергопотреблением. Эти приборы больше применяются при стационарной работе. Они надежные, относительно недорогие, но работать с ними сложнее, чем с инверторными полуавтоматами.
Последние просты в управлении, мобильны, обеспечивают отличное качество швов. Стоимость таких полуавтоматов выше и они более чувствительны к воздействиям температуры, влаги и пыли, скачкам напряжения, но при правильной эксплуатации служат долго. В зависимости от этих характеристик вы должны сделать свой выбор и решить, какой полуавтомат вам нужен, трансформаторный или инверторный.
Величина мощности инверторных полуавтоматов определяет их применение для профессиональных работ, например, модель СВАРОГ MIG 200 REALBlack с мощностью 5,39 кВт, осуществляющая сварку методом MIG и MMA.
Номинальный сварочный ток. При оптимально подобранном сварочном токе полуавтомат не перегревается. Рекомендую выбирать прибор с запасом рабочего тока не менее 50%. То есть, рабочий ток в 100 А достаточен для сварки металла толщиной 1,5 мм, но аппарат лучше приобрести на 150 А.
Как видим, от толщины сварочного материала зависит величина тока, а еще толщина сварочной проволоки. Если в приборе заложена возможность регулировки сварочного тока, то вы сможете производить сварку металла разной толщины. Лучше, чтобы регулировка была плавной, а не ступенчатой.
Наличие цифрового индикатора. Результат вашей регулировки, а также, контроль над режимом работы полуавтомата легче отслеживать с помощью цифрового индикатора.
Вышеуказанными параметрами обладает полуавтомат итальянского производства STARMIG 180 DUAL, компактный и легкий, незаменимый для автомобилистов и небольших мастерских, работающий в режимах сварки под флюсом и безгазовой сварки. Использование в нем технологии ONE TOUCH LCD SYNERGY (синергетическая регулировка параметров) значительно упрощает работу.
Использование в нем технологии ONE TOUCH LCD SYNERGY (синергетическая регулировка параметров) значительно упрощает работу.
Интенсивность эксплуатации. В зависимости от этого показателя выбирайте для себя:
- бытовой сварочный полуавтомат на 220 вольт и не более 200 А с методами сварки MIG/MAG — работа в среде защитного газа или с применением порошковой проволоки;
- полупрофессиональный сварочный полуавтомат, в котором сварочный ток достигает 300 А, расширяя его возможности. Сварка может производиться, как методами MIG/MAG с помощью стальной проволоки, так и методом MМA — дуговая сварка покрытыми электродами;
- профессиональный сварочный полуавтомат, подключение которого к сети 380 В и величина сварочного тока 200-400 А позволяют выполнять кроме способов MIG/MAG и MMA еще и аргонодуговую сварку с применением вольфрамовых электродов — метод TIG. Некоторые модели таких мощных полуавтоматов предназначены для режима импульсной сварки.
Напряжение сети. В быту оптимально применять однофазный сварочный аппарат от электрической сети 220 В. Но если у вас в доме подведено 380 В, вполне можно приобрести универсальной прибор на 220/380 В. Подойдет также эффективная модель REDBOPROMig 250 Y, у которой при работе в режиме MMA доступны функции снижения напряжения, антизалипания и форсаж дуги.
Механизм подачи сварочной проволоки. В быту сварочными полуавтоматами с встроенным механизмом подачи проволоки производят сварку небольших конструкций. В масштабных работах узел подачи отделен от прибора, и с помощью специального кабеля радиус перемещения сварочных работ увеличивается до 30 м.
Выбирая полуавтоматический сварочный аппарат, обратите внимание на ролики, с помощью которых осуществляется подача проволоки. Существует 2-х роликовый механизм, применяющийся в бытовых приборах и 4-х роликовый — в профессиональных устройствах. Ролики должны быть стандартными, легко заменяемыми, чтобы в дальнейшем обслуживании полуавтомата не возникло проблем.
Ролики должны быть стандартными, легко заменяемыми, чтобы в дальнейшем обслуживании полуавтомата не возникло проблем.
Качество горелки. Оно влияет на надежность сварочного полуавтомата. Чтобы он не выходил из строя раньше времени при интенсивном использовании, остановите свой выбор на горелке с жидкостным охлаждением и подключением к прибору через евроразъем для быстрой замены при поломке.
Наличие защиты. Автоматический выключатель, предусмотренный в конструкции, предохранит прибор от коротких замыканий и перегрузок. При его отсутствии советую подключить сварочное устройство через внешний электроавтомат нужного номинала.
Разными производителями, в разных модификациях представлены в нашем интернет-магазине стройматериалов Кузьмич24 инверторные сварочные полуавтоматы. Вы сможете приобрести, как бытовые моноблочные приборы, так и профессиональные с отдельным механизмом подачи. Лучшим устройством станет для вас то, которое позволит экономить электроэнегргию, газ, а также расходные материалы и комплектующие. Даже новички, использующие сварочный полуавтомат, смогут добиться качественного шва, благодаря механизированной подаче электрода и особенностям конструкции.
Даже новички, использующие сварочный полуавтомат, смогут добиться качественного шва, благодаря механизированной подаче электрода и особенностям конструкции.
Выбор проволоки и правила работы сварочного полуавтомата
Спрос на сварочные полуавтоматы на рынке сварочного оборудования с каждым годом продолжает расти. Это связано с их очевидными преимуществами: доступной стоимостью, широким набором режимов работы, простотой настройки и эксплуатации. Однако начинающий мастер не всегда способен разобраться, как правильно пользоваться полуавтоматом. Первое, что необходимо знать, это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Содержание
- 1 Устройство и принцип работы полуавтоматического устройства
- 2 Выбор электродного провода
- 3 Полуавтоматические правила сварки
- 3,1 Как удерживать горелку
- 3,2 горелка
- 3,3 Скорость сварки
- 3,4 Газ расход
- 3. 5 Длина проволоки
- 3.6 Полярность
- 3.7 Звук при сварке
- 4 Меры безопасности при работе
 5 Длина проволоки
5 Длина проволокиУстройство и принцип работы полуавтомата
Основное назначение сварочного полуавтомата – дуговая сварка плавящимся электродом, который продувается защитным газом . Устройство используется для соединения низколегированных и малоуглеродистых сталей как длинными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо проветриваемых помещениях при температуре воздуха от -10°С до +40°С.
Полуавтомат состоит из следующих позиций:0006 Принцип работы блока следующий. Работа полуавтомата возможна без защитного газа. В этом случае используется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах это покрытие испаряется, а образующиеся газы выполняют защитную функцию для сварочной ванны. Электродная проволока – это оснастка, без которой сварочный аппарат не сможет работать. Для полуавтомата существует две группы материалов для сварки: Существует более 76 типов первого варианта. Но чаще используется лишь небольшая их часть. Остальные виды оборудования являются узкоспециализированными и используются в производстве. Главное при выборе проволоки учитывать вид металла, из которого будет сварена конструкция. Чаще всего приходится варить низкоуглеродистые и низколегированные стали с использованием неомедненной и омедненной проволоки. Проволока омедненная наиболее популярна среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при выплавке меди в воздухе образуются вредные испарения. Non Copper Wire более безвреден и имеет антикоррозийное покрытие. Также используется на полуавтомате с порошковой проволокой , не требующей присутствия защитного газа при варке. Ниже представлена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки. Например, с помощью таблицы можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06 % углерода, 21 % хрома, никеля — 7 %; Проволока легирована двумя металлами, ниобием и титаном. Для сварки низколегированных сталей (это 90% всего металла) применяется проволока 08Г2С диаметром 0,6 мм. Его можно использовать как в быту, так и для кузовного ремонта. Кроме того, его можно использовать на агрегатах с током до 500А. Для сварки нержавеющих сталей используют проволоку марки Св01х29.N9. Алюминий и медь варят в среде аргона, соответствующей по составу проволоке. Алюминий варят марок СВ-97, КБ-А85 и КБ-АМц. Для сварки меди используется оборудование марок СВ-97, СВ-А85 и СВ-АМц. Совет! Если предстоит работа с полуавтоматом в полевых условиях или на открытом воздухе, можно использовать порошковую проволоку, которую не нужно продувать защитным газом. Диаметр электродной проволоки выбирают в соответствии с толщиной свариваемого металла. Прежде всего, приступая к работе с полуавтоматом, детали, предназначенные для соединения, должны быть хорошо очищены от краски и ржавчины . Выжигатель можно держать одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая держит горелку. При таком способе легче контролировать угол и расстояние горелки от заготовки, а также осуществлять необходимые движения для формирования качественного сварного шва. Чтобы руки оставались свободными, необходимо использовать сварочную маску , которая фиксируется на голове. Идеального угла при работе в полуавтоматическом режиме не существует. Обычно для соединения заготовок, лежащих в одной плоскости, применяют наклон горелки (от вертикального положения) в 15-20 градусов. При соединении деталей, находящихся под углом друг к другу, используется угол наклона горелки 45°. С приобретением опыта каждый сварщик подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций. Для формирования качественного шва существует множество способов движения горелки. Совет! Для проваривания вертикального шва горелку ведут сверху вниз со скоростью, достаточной для продвижения расплавленного металла. Горелку следует слегка наклонить вверх, чтобы сварочная ванна оставалась теплой. Это скорость движения электрической дуги по границе раздела деталей, регулируется оператором полуавтомата. Скорость перемещения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При больших скоростях движения горелки образуется много брызг, защитный газ остается в быстро твердеющем шве и вызывает образование в нем пор. При малой скорости движения горелки возникает избыточная электрическая дуга. превращается в материал, который может прожечь его насквозь. Кроме того, при соединении массивных деталей образуется шов толщиной мм. Подача газа должна быть достаточной для обдува проволоки. При слабом потоке газа шов не будет защищен от окисления. Но даже при высоких расходах защита будет недостаточной из-за турбулентности . Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться плавной подачи газа, чтобы поток не вызывал турбулентности и полностью защищал место сварки. Проволока до соприкосновения с металлом должна выйти из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура этого куска электрода . Чем сильнее выходит проволока из острия, тем меньше будет размер дуги. В результате шов получается толстым и узким, с малым проникновением в металл. Если длину оснастки уменьшить, проникновение дуги в металл увеличится, а шов станет тоньше и шире. Совет! Для порошковой проволоки вылет должен быть в пределах 30-45 мм. Под полярностью в сварочном оборудовании понимается направление тока в его цепи . При прямой полярности на провод подается отрицательный заряд, а на свариваемую деталь — положительный. При обратной полярности все наоборот: провод — плюс, а заготовка — минус. Важно! При работе без защитного газа порошковой проволокой используется метод прямой полярности, а с газом — обратной полярности. Прислушиваться к звукам сварки очень важно, особенно для новичков при обучении. Правильный звук при сварке полуавтоматом напоминает звук жарящегося мяса на сковороде. Когда слышно «шипение-жужжание», это означает, что существует баланс между текущими настройками и скоростями подачи проволоки и газа. На изменение звука при работе устройства могут влиять: При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности. В этой статье рассматриваются различные компоненты, используемые в сварочном оборудовании MIG. GMAW оборудование Источник питания Источник постоянного тока Источник постоянного напряжения Сварочный пистолет Полуавтоматический пистолет Пистолет с воздушным охлаждением Пистолет с водяным охлаждением Другое сварочное оборудование MIG Сварочная горелка Номенклатура сварочной горелки MIG Контактная трубка Сопло и держатель горелки Входные и выходные направляющие втулки Прижимной ролик в сборе Мотор Корпус катушки в сборе Сварочный контактор Аргоновый газовый шланг Кабель электрода Кабель датчика напряжения Кабель переключателя горелки и кабель заземления горелки Эксплуатация сварочного оборудования MIG: начало сварки Настройка подачи проволочного электрода Предохранители Установка проволочного электрода Настройка давления аргона Полярность генератора Восстановление обгоревших контактных трубок Профилактическое обслуживание Сварочные аппараты MIG: краткий комментарий Сварочные аппараты MIG: преимущества Недостатки сварки MIG (MIG: возможно, это хорошо) Смотрите также: Оборудование, используемое для газовой дуговой сварки, состоит из источника питания, сварочной горелки, источника защитного газа, механизма подачи проволоки, который вытягивает присадочную проволоку из катушки и подает ее к сварочной горелке, кабели для подачи тока и подача охлаждающей воды для охлаждения сварочного пистолета. Обратите внимание, что термины «сварочный пистолет» и «сварочная горелка» обозначают одно и то же и в этой статье используются взаимозаменяемо. Базовое расположение компонентов сварочного контура MIG показано на рис. 1 ниже. Хотя система проста по конструкции и понятна, она оснащена точными средствами управления для синхронизации подачи защитного газа, механизма подачи проволоки, охлаждающей воды и электропитания. Все четыре источника питания должны быть точно синхронизированы, чтобы сварка происходила в точке возникновения дуги. Сварочное оборудование MIG бывает трех видов: полуавтоматическое, автоматическое и машинное. Полуавтоматическая сварка является наиболее распространенным видом сварки в промышленности. При этом сварочный пистолет управляется вручную. Поэтому иногда ее еще называют ручной сваркой. Источник питания обеспечивает электроэнергию, необходимую для зажигания дуги. В этом типе источника питания значение тока устанавливается вручную на желаемое значение на панели «управления сваркой» источника питания. Во время сварки ток остается постоянным. Эти источники питания имеют падающую C-V выходную характеристику. Эти источники питания используются, когда не требуется высокая скорость подачи проволоки, например, когда используется проволока большого диаметра. В этом типе источника питания желаемое напряжение устанавливается в элементах управления на машине. Источник питания подает необходимый ток для расплавления проволоки и поддержания заданного напряжения. Если скорость подачи проволоки установлена на высокое значение, источник питания подает соответствующий высокий ток для расплавления подаваемой проволоки при поддержании заданного напряжения. Этот тип источника питания предпочтительнее источника постоянного тока. Когда он используется с системой подачи проволоки, которая подает проволоку с постоянной скоростью, результирующая дуга по своей природе является самокорректирующейся. Обычно используются источники питания постоянного тока типа выпрямителя или двигателя-генератора. Когда используется импульсный источник питания постоянного тока, источник питания обеспечивает высокое пиковое значение для определенного интервала в каждом цикле. Среднее тепловложение ниже, чем при постоянном питании постоянного тока. Таким образом, импульсный ток используется для сварки меньших толщин основного металла, чем это возможно при устойчивом режиме переноса напыления постоянным током. Сварочная горелка для дуговой сварки металлическим газом бывает трех видов: полуавтоматическая, автоматическая и машинная. Полуавтоматический тип управляется держателем в руке, и им можно манипулировать по желанию сварщика. Пистолет состоит из медного контактного пистолета. Присадочный стержень, который непрерывно подается механизмом подачи проволоки, плотно прилегает к контактной трубке. Через этот тесный контакт электрическая мощность передается на присадочную проволоку. Внутренности этой трубки должны постоянно тереться о проволоку. Поэтому он изнашивается и его необходимо периодически заменять. В кольцевом пространстве между присадочной проволокой и пистолетом имеется устройство для подачи защитного газа. Защитный газ направляется на дугу и сварочную ванну через сопло. Сопло фокусирует газ на дугу. Из-за постоянного потока электричества, а также из-за тепла, излучаемого дугой и расплавленным металлом, пушка нагревается. Поэтому предусмотрено устройство для его охлаждения. Циркулирующая охлаждающая вода через пистолет охлаждает его. Защитный газ, протекающий через пистолет, также немного способствует охлаждению пистолета. Электрический переключатель (называемый пусковым переключателем или пусковой кнопкой), расположенный на пистолете, одновременно включает и выключает подачу электроэнергии, защитного газа и охлаждающей воды. Сварочные пистолеты для полуавтоматической сварки аналогичны пистолету. Возможно, это и есть происхождение термина «пистолет» от сварочного пистолета. Он также внешне похож на кислородно-ацетиленовую горелку. И сварочная горелка MIG, и кислородно-ацетиленовая сварочная горелка представляют собой ручные устройства, которые обеспечивают необходимое тепло для сварки и защитный газ для защиты расплавленного металла от окисления. Металлический корпус сварочного пистолета содержит каналы для воды, необходимые для охлаждения контактной трубки и газового сопла. Газовые форсунки бывают разных диаметров, чтобы соответствовать разным расходам защитного газа. Корпус ружья сделан таким образом, что позволяет добраться до труднодоступных мест и легко манипулировать ружьем. Это дает больше контроля над дугой в руках сварщика. Форсунки имеют внутреннюю резьбу, что облегчает их установку и демонтаж. Диаметр отверстия сопла находится в диапазоне от 3/8 до 7/8 дюймов (от 10 до 22 мм). Рукоятка пистолета имеет рифленую поверхность, что облегчает захват. Электрический переключатель горелки, расположенный рядом с областью захвата, позволяет сварщику одновременно включать электроэнергию, защитный газ и охлаждающую воду. И выключать при желании. Однако не все пистолеты оснащены системой подачи охлаждающей воды. При малых тепловложениях применяют пушки меньшего размера, в которых достаточно газового охлаждения. Типичная сварочная горелка с газовым охлаждением, используемая для полуавтоматической сварки MIG, показана на рис. 2 ниже. Если потребность в подводимом тепле для работы невелика, можно также использовать пистолеты с воздушным охлаждением. Эти пушки могут работать до 600 ампер в прерывистом режиме и с CO2 в качестве защитного газа. Хотя, если в качестве защитного газа используется аргон или гелий, сила тока не превышает 200 ампер. Пистолет внешне похож на пистолет, а по другим функциям похож на пистолет с водяным охлаждением. Пистолеты с воздушным охлаждением бывают еще двух типов: 1. В первом типе проволока подается к пистолету через гибкий трубопровод с помощью системы толкающего типа. Механизм подачи проволоки установлен дистанционно рядом с катушкой. Функция нажимного типа означает, что длина гибкого канала не может превышать определенной длины, обычно она составляет около 12 футов (3,7 м). Это ограничение данной системы. 2. Во втором типе механизм подачи проволоки установлен на самой сварочной горелке. По сути, это схема вытяжного типа. Он натягивает проволоку, имеющуюся в катушке, установленной возле станка. Проволока поставляется в катушках диаметром 4 дюйма и весом от 1 до 2 ½ фунтов (от 0,45 кг до 1,1 кг). Из-за особенностей тянущего типа это устройство не связано ограничениями по длине гибкого канала. Возможна большая длина трубопровода. Если требуются высокие тепловложения и сварка должна выполняться в течение более длительного периода времени, пистолеты с воздушным охлаждением не подходят. Пистолеты с водяным охлаждением аналогичны пистолетам с воздушным охлаждением, за исключением того, что на пистолете предусмотрены каналы для водяного охлаждения. Охлаждающая вода циркулирует по этим каналам и охлаждает контактную трубку и газовое сопло. Это снижает температуру горелки и позволяет сварщику эксплуатировать аппарат при высокой подводимой температуре и в течение более длительного времени непрерывной сварки. Эти пистолеты полезны при работе с силой тока от 200 до 750 ампер. Единственным недостатком этих орудий является то, что линии подачи и отвода воды (в дополнение к самой воде) увеличивают вес орудия, что снижает его маневренность. Выбор типа сварочной горелки (с водяным или воздушным охлаждением) зависит от используемой силы тока, свариваемых основных металлов и используемого защитного газа. Любопытно, что ружье с воздушным охлаждением тяжелее ружья с водяным охлаждением того же номинала. Помимо сварочной горелки и источника питания, сварочный аппарат MIG состоит из многих других важных частей. Такие детали, как шланг подачи аргона, узел сварочного контактора, кабель электрода, кабель датчика напряжения, выключатель горелки и кабели заземления, различные мелкие детали внутри сварочной горелки и т. д. Этот раздел статьи кратко касается этих частей. На рисунке 3 ниже показано базовое расположение различных частей сварочного аппарата MIG. Изображение, показанное здесь, относится к источнику сварочного тока постоянного тока. Наиболее заметной частью сварочного аппарата MIG является сварочная горелка. На рисунке ниже показаны различные более мелкие детали, из которых состоит горелка. Эта горелка представляет собой горелку с катушкой на пистолете. Проволока обычно поставляется в виде катушки диаметром 4 дюйма (102 мм) и весом 1 фунт (0,5 кг), устанавливаемой в задней части горелки. Проволока для сварки MIG обычно бывает трех размеров: диаметром 3/32 дюйма (2,4 мм), 3/64 дюйма (1,2 мм) и 1/16 дюйма (1,6 мм). Проволока поставляется в широком диапазоне марок, чтобы удовлетворить широкий спектр основных металлов, используемых в промышленности. Ниже приведены несколько часто используемых терминов в отношении сварочной горелки MIG: Контактная трубка, расположенная внутри сварочной горелки, выполняет функцию подачи электроэнергии внутрь присадочной проволоки. Эта электрическая мощность отвечает за создание дуги на кончике проволоки. Через эту дугу происходит перенос расплавленного металла. Контактная трубка изготовлена из меди, поскольку медь обладает высокой электропроводностью. Трубка представляет собой оболочку с отверстием диаметром, немного превышающим диаметр проходящей через нее присадочной проволоки. При смене присадочной проволоки с одного диаметра на другой необходимо заменить контактную трубку и входную и выходную втулки. Контактная трубка остается надежно закрепленной на горелке с помощью изолированного стопорного винта. Сопло направляет защитный газ на дугу. Крепится к горелке с помощью резьбового механизма. Сопло изготовлено из меди, а держатель, крепящий сопло к горелке, изготовлен из нержавеющей стали. Держатель крепится к горелке через изоляционный материал. Это необходимо для предотвращения возникновения дуги между соплом и заготовкой в случае непреднамеренного контакта. См. рисунок горелки выше. Входная и выходная втулки обеспечивают вход и выход присадочной проволоки относительно контактной трубки. Они сделаны из нейлона, так что не происходит чрезмерного износа. Втулки изготовлены из нейлона для длительного ношения. Внутренний диаметр втулок зависит от диаметра присадочной проволоки. Следовательно, втулки должны быть заменены в соответствии с размером проволочного электрода при замене присадочной проволоки. Это ролик, оказывающий давление на механизм подачи проволоки, чтобы она проталкивалась через гибкий канал. Давление можно увеличить или уменьшить с помощью винта с накатанной головкой. При нажатии кнопки в дюймах активируется электродвигатель 24 В постоянного тока. Это приводит к тому, что проволока начинает катиться с катушки через горелку в зону дугообразования. Когда проволока вышла из наконечника насадки на достаточную длину, снова нажимается дюймовая кнопка. Это останавливает дальнейшее вытекание проволоки. Нужная длина на конце обрезается, и горелка готова к началу сварки. При нажатии спусковой кнопки начинается фактическая сварка и зажигается дуга. После этого двигатель остается автоматически включенным, так что подача проволоки, защитный газ и электроэнергия — все три синхронно подаются на сварочную горелку для выполнения сварки. Питание двигателя, отвечающего за подачу проволоки, обеспечивается самим основным источником питания. Катушка с проволокой закрыта пластиковым материалом с небольшим окошком на одном конце, позволяющим сварщику проверить остаток проволоки на катушке. Ограждение необходимо для того, чтобы брызги не попали на проволоку и не мешали разматыванию катушки. Необходима постоянная подача проволоки, в противном случае возникает проблема «возгорания». Пока подача проволоки, электропитание и подача защитного газа остаются синхронизированными, дуга зажигается на кончике проволоки, и происходит осаждение расплавленного металла. Если же подача проволоки перестает работать из-за заедания в катушке или по какой-либо другой причине, а курок нажат – на горелку подается только защитный газ и электропитание. Это, конечно, нежелательно. Сварщик понимает, что что-то не так, и отпускает спусковую кнопку, предотвращая обратное прожигание. См. рисунок 3 выше, чтобы понять расположение сварочного контактора в сварочном контуре MIG. Положительная клемма источника питания подключается к контактору, а отрицательная клемма источника питания напрямую подается на заготовку. Два кабеля выходят из сварочного контактора: кабель электрода, который подает питание на проволоку на дуге. Во-вторых, это кабель сварочного контактора, который подключается к блоку управления напряжением. Он подает аргон из баллона с аргоном в блок управления напряжением. Один конец подключен к газовому регулятору на баллоне с аргоном, другой конец подает аргон в блок управления напряжением. Кабель электрода начинается от сварочного контактора и входит в блок управления напряжением. После этого он проходит через блок токовых реле и соединяется с линией защитного газа. Общий трубопровод, содержащий как ток, так и защитный газ, затем выходит из блока управления напряжением и подает ток и газ к сварочной горелке. Кабель датчика напряжения крепится одним концом к блоку управления напряжением, а другим концом к заготовке. Кабель переключателя горелки подсоединяется к блоку управления напряжением на одном конце и к сварочной горелке на другом конце. Он подает ток на двигатель внутри горелки. Двигатель внутри пистолета приводит в действие механизм подачи проволоки. Кабель заземления горелки подсоединяется к корпусу блока управления напряжением одним концом и к сварочной горелке другим концом. Сначала должна быть включена кнопка основной линии. Если сварка проводится на открытом воздухе, необходимо принять достаточные меры, чтобы окружающий ветер не мешал дуге и защитному покрытию вокруг нее. Можно установить защитные экраны, чтобы ветерок не тревожил сварной шов. Расход защитного газа должен быть установлен на нужное значение на газовом регуляторе. Ток должен быть установлен на указанное значение. Теперь можно начинать сварку. Чтобы зажечь дугу, нажимается спусковая кнопка. Зажигается дуга, и к горелке одновременно подается защитный газ, электроэнергия и подается присадочная проволока. Нажатие курка замыкает электрическую цепь между контактором, источником питания и сварочной горелкой. Перед зажиганием дуги необходимо опустить сварочную маску. Если необходимо остановить сварку, сначала следует отпустить курок, не отводя горелку от дуги. Блок управления напряжением оснащен циферблатом на передней панели с надписью «Управление сваркой». Поворот по часовой стрелке уменьшает скорость подачи проволоки, а поворот против часовой стрелки увеличивает скорость подачи проволоки. Когда кончик проволоки касается поверхности заготовки, генерируется напряжение от 50 до 100 В постоянного тока. Это напряжение шунтируется обратно в блок управления напряжением по кабелю датчика напряжения. Внутри блока управления напряжением напряжение корректируется до нужного значения и подается на двигатель горелки. Блок управления напряжением также оснащен двумя 10-амперными предохранителями. Распакуйте катушку с проволокой из пластиковой упаковки. Откройте корпус катушки. Размотайте 6 дюймов (150 мм) проволоки с катушки и выпрямите ее. Пропустите выпрямленный конец этого провода через входную и выходную втулки медной контактной трубки. Затем установите катушку на вал внутри кожуха катушки. Закройте прижимной ролик и закрепите его. Вытащите немного проволоки из сопла, нажав на дюймовую кнопку. Вытащите полдюйма (13 мм) проволоки из наконечника газового сопла. Переведите переключатель аргона на передней панели панели управления напряжением в положение «ручной». Включите газовый клапан на баллоне, чтобы аргон начал течь. Установите желаемое давление на регуляторе давления, установленном в верхней части баллона с аргоном. Сварка МИГ выполняется на DCEP – положительной полярности электрода постоянного тока. В этой полярности провод подключается к плюсовой клемме источника питания. И отрицательная клемма источника питания подключена к заготовке. Эта полярность также называется DCRP – обратная полярность постоянного тока. Оборудование работает неправильно, если оно настроено на DCEN – отрицательная полярность электрода постоянного тока. Возникают такие проблемы, как прогорание. Новая контактная трубка имеет длину 5 3/8 дюйма (137 мм). Прогары снижают эффективность передачи электроэнергии от горелки к присадочной проволоке. Резак необходимо периодически чистить, чтобы удалить случайные брызги с внутренней стороны резака. Брызги имеют тенденцию попадать внутрь сварочной горелки, особенно при сварке над головой и при сварке в вертикальном положении. Брызги мешают плавному течению защитного газа. Все шланговые соединения между баллоном с защитным газом и сварочным пистолетом следует периодически проверять на наличие утечек. Небольшие утечки существенно влияют на качество сварного шва. Соединения шлангов должны быть плотно затянуты. Сварочные аппараты MIG просты в использовании. Почти каждый может купить сварочный аппарат MIG и начать сварку уже через несколько минут после подключения аппарата к сети. Из-за этого сварочные аппараты MIG стали очень популярными в последние годы. Сварочные аппараты MIG бывают разных размеров, и машина одного размера не подходит для всех видов сварки. Меньшие сварочные аппараты MIG могут сваривать материал определенного размера. Более крупные сварочные аппараты MIG можно регулировать при сварке более легких металлов, но многие из более крупных аппаратов не могут быть настроены достаточно для сварки очень тонких металлических труб и панелей кузова. Для более крупных аппаратов также потребуется источник питания не менее 220 вольт. электроэнергии, в то время как некоторые из небольших сварочных аппаратов MIG будут работать от обычного бытового тока 110-120 вольт. Основным преимуществом сварки MIG является ее скорость и простота. при сварке MIG скорость наплавки (количество сварочного материала, наносимого в единицу времени) примерно в 4–10 раз выше, чем у аппарата для сварки стержнем, и даже выше по сравнению со сваркой TIG, что в основном связано с тем, что вы не Нет необходимости останавливаться и менять сварочные электроды, так как присадочный материал непрерывно подается через сварочную горелку MIG. Сварка MIG дает меньше брызг, что ускоряет очистку зоны сварки. Хотя субъективно, обычно сварочные валики MIG не так красивы, как валики для сварки TIG или ARC. Сварка MIG Также из-за высокой скорости наплавки сварочного материала и возможности легкого создания сварных швов, которые выглядят приемлемо, сварочные швы MIG иногда не обеспечивают надлежащего уровня проплавления основного материала. Однако все эти недостатки сварки MIG можно преодолеть, сохраняя видимость сварочной ванны, наклоняя сопло горелки MIG и регулируя температуру сварки настолько высоко, насколько это возможно без прожога, а также регулируя скорость подачи проволоки, чтобы иметь возможность оставаться в сварочной ванне достаточно долго, чтобы обеспечить надлежащий провар без скопления присадочного материала. Часто колебательное или волнообразное движение при сварке MIG обеспечивает достаточное время нахождения в сварочной ванне, а также создает более привлекательный внешний вид валика сварного шва. Техника перетаскивания или вытягивания при сварке MIG может увеличить проплавление на целых 10 %. Итак, речь шла о сварочном оборудовании MIG. Пожалуйста, оставьте свои мысли в разделе комментариев ниже. Объем мирового рынка сварочного оборудования составлял 11,58 млрд долларов США в 2018 году и, по прогнозам, достигнет 18,79 млрд долларов США к 2026 году, демонстрируя среднегодовой темп роста 6,3 % в течение прогнозируемого периода. Образец запроса Сварочный аппарат обычно используется для изготовления двух или более материалов. Запросите бесплатный образец , чтобы узнать больше об этом отчете. Внедрение нескольких технологий, таких как дистанционное управление и роботизированный сварочный аппарат на основе искусственного интеллекта, упрощают процесс сварки для операторов, отвечая требованиям производителей к качеству и производству. «Быстрый рост автомобильной промышленности в связи с ростом потребления транспортных средств в регионах» По данным исследования, мировое производство составило 70 млн единиц в 2018 году, всего 7 млн единиц продается по всему миру. Наблюдается быстрый рост спроса на автомобильную технику со стороны развивающихся стран, таких как Китай, Индия, Южная Корея, Япония, а также других европейских стран. Несколько крупных игроков автомобильного рынка инвестируют в индийский автомобильный сектор благодаря растущим доходам среднего класса. Например, Hyundai планирует инвестировать 1 миллиард долларов США в Индию к 2020 году, в то время как Mercedes Benz увеличила свои производственные мощности по выпуску роскошных автомобилей до 20 000 единиц в год. Правительство Индии планирует создать центры исследований и разработок стоимостью 388,5 млн долларов США, чтобы соответствовать международным автомобильным стандартам. Часто используемые процедуры сварки, применяемые в автомобильной промышленности, широко известны как контактная точечная сварка, контактная шовная сварка, ротационная сварка трением, лазерная сварка, среднечастотная сварка и многие другие. Сварочное оборудование играет жизненно важную роль в автомобильной промышленности, обеспечивая высокую прочность компонентов, что, в свою очередь, обеспечивает оптимальную безопасность. «Расширение применения роботизированной лазерной сварки для более качественной и стабильной сварки» Роботизированная технология помогает сократить время операции сварки за счет сварки двух несоединенных металлов для формирования высокоточного сварного компонента. Этот метод сварки в основном используется в больших объемах, в основном в автомобильной, строительной и тяжелой промышленности. «Технология дуговой сварки будет доминировать на рынке благодаря высокому среднегодовому темпу роста в течение прогнозируемого периода» В зависимости от технологии рынок подразделяется на дуговую сварку, контактную точечную сварку, сварку MIG/TIG, лазерную сварку , и другие. По прогнозам, технология контактной точечной сварки будет иметь значительный рост благодаря инновационной и точной сварке металлических листов из высокопрочных и низколегированных компонентов. Сварка MIG/TIG имеет умеренный рост, поскольку она полезна для сварки различных сортов стали, алюминия и никелевых сплавов высокого или среднего качества, что обеспечивает более высокие характеристики продукта. Технология лазерной сварки может привести к значительному росту рынка из-за высокой стоимости внедрения лазерных систем и отсутствия знаний о рабочей силе. Метод кислородно-топливной сварки также будет демонстрировать рост из-за высоких первоначальных затрат на топливные газы или жидкости, используемые в этом методе. «Доля автоматического сварочного оборудования резко возрастет благодаря использованию ИИ» В зависимости от типа автоматизации рынок подразделяется на автоматический, полуавтоматический и ручной . Использование сварочных роботов на производственных предприятиях за десятилетие снизило зависимость от ручных методов автоматизации и труда в нескольких отраслях. По оценкам, рост внедрения роботов будет стимулировать сегмент автоматической сварки. Кроме того, разработка эффективных роботизированных сварочных систем на основе интеллектуальных технологий, таких как роботы с дистанционным управлением и искусственным интеллектом, открывает новые рыночные возможности для автоматической сварки во всем мире. Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, обратитесь к аналитику Полуавтоматические сварочные системы могут иметь устойчивый рост, поскольку они частично внедряются с использованием технологического оборудования и управляются рабочей силой с недостатком знаний и опыта. «Сектор тяжелого машиностроения, как ожидается, станет лидером рынка благодаря увеличению прямых иностранных инвестиций» В зависимости от заявки сфера применения включает автомобилестроение, строительство, тяжелое машиностроение, железнодорожное и судостроение и другие (нефть и газ и т. д.), где тяжелое машиностроение занимает наибольшую долю рынка сварочных машин. Сектор тяжелого машиностроения включает в себя технологически продвинутые производственные предприятия с растущим спросом на высокоточные сварочные системы для сварки металлов, обеспечивающие компоненты подшипников высокой несущей способности для автомобильной, строительной и других отраслей промышленности. Ожидается, что автомобильный сектор будет иметь быстрый рост во всех регионах из-за увеличения покупательной способности людей в развивающихся странах. Строительный сектор стремительно растет в связи с развитием инфраструктуры в населенных странах. Например, на индийскую строительную отрасль приходится 11% ВВП Индии с общим объемом рынка 126 миллиардов долларов США, и в ней занято более 35 миллионов человек. Многие торговцы из нескольких развитых стран мира инвестируют в Ближний Восток, Африку и Азиатско-Тихоокеанский регион, создавая свои производственные предприятия в форме малых и средних предприятий. Европейские и американские компании открывают свои заводы по производству автомобилей, сварочных и строительных материалов на Ближнем Востоке и в Азиатско-Тихоокеанском регионе. Железнодорожный и судостроительный, а также нефтегазовый секторы, как ожидается, будут стабильно развиваться благодаря активизации государственных инициатив и инвестиций со стороны основных участников рынка. Рыночная стоимость сварочного оборудования сегментирована по Северной Америке, Европе, Азиатско-Тихоокеанскому региону, Ближнему Востоку Африки и Латинской Америке. Азиатско-Тихоокеанский регион продемонстрирует самый высокий рост рыночной стоимости сварочных аппаратов по всему миру. Формирующаяся обрабатывающая промышленность в Китае и Индии из-за растущих правительственных инициатив по поддержке развития сектора будет стимулировать рыночный спрос в Азиатско-Тихоокеанском регионе. Например, правительство Индии запустило кампанию «Сделай в Индии», чтобы поддержать рост обрабатывающей промышленности. Несколько компаний-производителей автомобилей развивают свои заводы в стране. Кроме того, в апреле 2017 года Kia Motors объявила об инвестициях в размере около 1,1 миллиарда долларов США в строительство своего завода в Индии. В рамках этой кампании завод имеет возможность выпускать 300 000 автомобилей в год. Точно так же правительство Китая запустило кампанию «Сделано в Китае 2025», чтобы поддержать рост обрабатывающей промышленности, открывая возможности для рынка сварочного оборудования. Быстро развивающаяся строительная отрасль в США и Канаде связана с ростом рынка сварочных аппаратов в Северной Америке. Государственные и частные компании вкладывают огромные средства в развитие инфраструктуры по всему региону. По данным Бюро переписи населения США, расходы на строительство в стране за первые девять месяцев 2019 года составили примерно 968,7 млрд долларов США. Сварочный аппарат используется на строительных объектах для различных сварочных работ, включая изготовление труб и сварку конструкций. Объем рынка сварочного оборудования в Азиатско-Тихоокеанском регионе, 2018 г. (млрд долларов США) Чтобы получить дополнительную информацию о региональном анализе этого рынка, запросите бесплатный образец к растущей автомобильной промышленности в регионе. По данным Европейской ассоциации автопроизводителей (ACEA), в 2018 году в Европейском Союзе было произведено около 19,2 млн автомобилей, что составляет около 20% мирового производства автомобилей. Рынок будет устойчиво расти в странах Латинской Америки, включая Бразилию и Мексику, в связи с увеличением расходов на строительство в регионе. Согласно данным, предоставленным Управлением международной торговли (ITA), в 2019 году Министерство инфраструктуры Бразилии запланировало 59 новых строительных проектов, в том числе шесть портовых терминалов, 22 аэропорта и 14 500 километров автомагистралей, с общим объемом инвестиций около долларов США. 10 миллиардов. Кроме того, быстро развивающийся нефтегазовый сектор на Ближнем Востоке и в Африке увеличит спрос на рынке сварочных аппаратов. «Lincoln Electric Company, ESAB и Miller Electric Mfg. LLC сосредоточены на расширении портфеля своей продукции» Lincoln Electric Company, ESAB и Miller Electric Mfg. LLC ведущих игроков рынка, сосредоточившихся на расширении портфеля своей продукции путем подписания соглашений и приобретения малых и средних поставщиков сварочного оборудования. Например, компания Miller Electric Mfg. LLC объявила о приобретении расположенной в Албаме компании тяжелой промышленности и производства электроэнергии, чтобы расширить ассортимент сварочных аппаратов. Аналогичным образом ESAB приобрела поставщика оборудования для контроля газа в Мальмё, чтобы усовершенствовать свои решения по управлению потоком и кислородно-топливной сварке. Чтобы получить всестороннее представление о рынке, отправьте запрос на настройку В отчете представлена всесторонняя оценка мирового рынка сварочного оборудования, содержащая ценную информацию, факты, отраслевую информацию и исторические данные. Несколько методологий и подходов приняты для того, чтобы сделать осмысленные предположения и взгляды. Кроме того, отчет предлагает подробный анализ и информацию по сегментам рынка, помогая нашим читателям получить всесторонний обзор мирового рынка. ATTRIBUTE DETAILS Study Period 2015 -2026 Базовый год 2018 Forecast Period 2019-2026 Historical Period 2015-2017 Ед. Segmentation By Technology По типу автоматики 7 Автоматическая080008 By Application По регионам Выберите первую букву искомого термина: A C D F G H I K L M O P R S TV W A Воздушно-угольная дуговая резка (CAC-A) дуги с использованием угольного электрода. Расплавленный металл выталкивается из разреза потоком нагнетаемого воздуха. Переменный ток (AC) : Электрический ток, который меняет свое направление на противоположное через равные промежутки времени, например, 60 циклов переменного тока (AC) или 60 Гц. Сила тока : Измерение количества электричества, проходящего через заданную точку проводника в секунду. Ток — другое название силы тока. Дуга : Физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагрев из-за сопротивления протеканию тока и лучей дуги. Arc Force: Также называется «Контроль копания и дуги». Дает переменный дополнительный ток источнику питания в условиях низкого напряжения (короткая длина дуги) во время сварки. Auto-Link ® : Внутренняя схема источника питания инвертора, которая автоматически связывает источник питания с приложенным первичным напряжением без необходимости ручного соединения клемм первичного напряжения. Автоматическая сварка : Используется оборудование для сварки без постоянной регулировки средств управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического сенсорного устройства. C Сварочный аппарат постоянного тока (CC) : Эти сварочные аппараты имеют ограничение максимального тока короткого замыкания. Они имеют отрицательную вольт-амперную характеристику и часто называются «падающими». Напряжение будет меняться в зависимости от длины дуги, лишь незначительно изменяя силу тока, отсюда и название «постоянный ток» или «переменное напряжение». Механизм подачи проволоки с постоянной скоростью: Подающий механизм работает от напряжения 240 или 120 В переменного тока, подаваемого от источника сварочного тока. Сварочный аппарат постоянного напряжения (CV), постоянного потенциала (CP): «Потенциал» и «напряжение» в основном имеют одно и то же значение. Этот тип выходной мощности сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно плоской кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW). Текущий: Другое название силы тока. Количество электричества, протекающего через точку в проводнике каждую секунду. D Дефект: Одна или несколько несплошностей, вызывающих сбой при проверке сварного шва. Код: Также называется Arc Control. Дает переменный дополнительный ток источнику питания в условиях низкого напряжения (короткая длина дуги) во время сварки. Постоянный ток (DC): Течет в одном направлении и не меняет направление своего течения, как переменный ток. Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к отрицательной клемме, а рабочий провод подключен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP). Положительный электрод постоянного тока (DCEP): Направление тока в сварочной цепи, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP). Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат для дуговой сварки может работать с максимальной номинальной мощностью. F Fan-On-Demand™: Система охлаждения внутреннего источника питания, которая работает только при необходимости, обеспечивая чистоту внутренних компонентов. Стационарная автоматизация: Автоматизированная сварочная система с электронным управлением для простых, прямых или кольцевых сварных швов. Гибкая автоматизация: Автоматизированная система сварки с роботизированным управлением для сложных форм и применений, где траектории сварки требуют манипулирования углом горелки. Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором металлы плавятся и соединяются путем нагревания их дугой между непрерывной расходуемой электродной проволокой и изделием. G Дуговая сварка металлическим газом (GMAW): См. Сварка MIG. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): См. Сварка ВИГ. Заземление: Защитное соединение корпуса сварочного аппарата с землей. Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подключается от шпильки заземления на сварочном аппарате к металлическому стержню, вкопанному в землю. См. «Соединение заготовки», чтобы узнать о разнице между рабочим соединением и заземлением. Заземляющий провод: Что касается соединения сварочного аппарата с изделием, см. H Герц: Герц часто называют «циклами в секунду». В США частота или изменение направления переменного тока обычно составляет 60 герц. Высокая частота: Охватывает весь спектр частот выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги. Hot Start™ : Используется на некоторых машинах Stick (SMAW) для облегчения запуска труднозаводимых электродов. Используется только для зажигания дуги. I Инвертор: Источник питания, который увеличивает частоту входящего первичного питания, что обеспечивает меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке. К кВА (киловольт-ампер): киловольт-ампер. Общее количество вольт, умноженное на ампер, деленное на 1000, требуемое источником сварочного тока от первичной мощности, поставляемой коммунальной компанией. кВт (киловатт): Первичная мощность в кВт – это фактическая мощность, потребляемая источником питания при его номинальной выходной мощности. Вторичный кВт – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и с учетом любого коэффициента мощности. L Lift-Arc™: Эта функция позволяет запускать дугу TIG без высокой частоты. Запускает дугу при любой силе тока, не загрязняя сварной шов вольфрамом. M Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения различных функций. Сварка MIG (GMAW или дуговая сварка металлическим газом): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем нагревания их дугой. Дуга возникает между непрерывно подаваемым присадочным металлом (расходуемым) электродом и заготовкой. Существует четыре основных режима переноса металла: Короткое замыкание: Название происходит от сварочной проволоки, которая фактически «замыкает» (касается) основного металла много раз в секунду. Образуется небольшое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины. Шаровидный перенос: Назван в честь «капель» металла сварного шва, перемещающегося поперек дуги при гравитационной подаче. Капли поперек дуги обычно больше диаметра электрода. Он не дает очень гладкого внешнего вида сварного шва, и могут появиться брызги. Обычно ограничивается плоским и горизонтальным положением сварки и не используется для тонких металлов. Перенос распылением: Назван в честь «распыления» крошечных капель расплава по дуге, обычно меньше диаметра проволоки. Используются относительно высокие значения напряжения и силы тока, а дуга «включена» все время после ее образования. Импульсный перенос распылением: Для этого варианта переноса распылением сварочный аппарат «импульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от переноса распылением. Это позволяет выполнять сварку во всех положениях как на тонких, так и на толстых металлах. Для получения дополнительной информации о сварке MIG см. Советы по сварке MIG. O Напряжение холостого хода (OCV): Как следует из названия, ток в цепи отсутствует, поскольку цепь разомкнута. Однако напряжение подается на цепь, так что, когда цепь замкнута, ток потечет немедленно. Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, подаваемое на кабели, подключенные к выходным клеммам сварочного аппарата. P Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается с помощью суженной дуги для расплавления небольшого участка изделия. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Hobart AirForce представляют собой полные комплекты, содержащие все необходимое оборудование и расходные материалы для резака. Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха. Фунты на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности. Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию. Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для уменьшения величины первичной силы тока, требуемой от энергетической компании во время сварки. Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными для сварочного аппарата от основной линии электропередачи цеха. Часто выражаемая в ваттах или киловаттах (кВт), первичная входная мощность представляет собой переменный ток и может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены к используемой входящей первичной мощности. Импульсная сварка MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Импульсная сварка MIG лучше всего подходит для тех областей применения, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока. Импульсная сварка TIG (TIG-P): Модифицированный процесс сварки TIG, подходящий для сварки более тонких материалов. Импульсный: Последовательность и контроль силы тока, частоты и продолжительности сварочной дуги. R Номинальная нагрузка: Сила тока и напряжение, на которые источник питания рассчитан в течение заданного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки при 60-процентном рабочем цикле. Точечная сварка сопротивлением (RSW): Процесс, при котором два куска металла соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых кусков. В этом процессе нет дуги, и именно сопротивление металла протеканию тока вызывает плавление. Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 щипцов и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются. Среднеквадратичное значение (RMS): «Эффективные» значения измеренного переменного напряжения или силы тока. S Полуавтоматическая сварка: Оборудование контролирует только подачу электродной проволоки. Движение сварочного пистолета контролируется вручную. Дуговая сварка с защитным металлом: См. Сварка электродом. Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны. Однофазная цепь: Электрическая цепь, производящая только один цикл переменного тока в течение 360-градусного промежутка времени. Брызги: Частицы металла, сдуваемые сварочной дугой. Эти частицы не становятся частью завершенного сварного шва. Точечная сварка: Обычно изготавливается на материалах с некоторым типом соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон соединения, тогда как точки TIG и MIG выполняются только с одной стороны. Сварка электродом (SMAW или экранированная металлическая дуга): Процесс дуговой сварки, при котором металлы плавятся и соединяются путем нагревания их дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для сварки Stick рекомендуется использовать сварочный аппарат переменного/постоянного тока. Для большинства применений сварка постоянным током с обратной полярностью имеет преимущества по сравнению с переменным током, включая более легкий запуск и сварку в нерабочем положении, более плавную дугу и меньшее количество отключений и заеданий дуги. Расходные материалы: стержневые электроды. Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между оголенным металлическим электродом или электродами и изделием. Экранирование обеспечивается гранулированным легкоплавким материалом, обычно доставляемым на работу из бункера для флюса. T Трехфазная цепь: Электрическая цепь, обеспечивающая три цикла в течение 360-градусного промежутка времени, причем циклы разнесены на 120 электрических градусов. Сварка ВИГ (GTAW или газовая вольфрамовая дуга): Часто называемый сваркой ВИГ (вольфрам в инертном газе), этот процесс сварки соединяет металлы путем нагревания их вольфрамовым электродом, который не должен становиться частью законченного сварного шва. Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ. Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, подачи тока на дугу и направления потока защитного газа. Touch Start: Процедура запуска дуги при низком напряжении и малой силе тока для сварки TIG (GTAW). Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410° по Цельсию). Используется в производстве электродов TIG. В Напряжение: Давление или сила, толкающая электроны через проводник. Напряжение не течет, но заставляет силу тока или ток течь. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов. Устройство подачи проволоки с датчиком напряжения: Устройство подачи работает от напряжения дуги, генерируемого источником сварочного тока. Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины. W Металл сварки: Электрод и основной металл, которые расплавились во время сварки. Перенос сварки: Метод переноса металла с проволоки в расплавленную ванну. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос струйной дуги, шаровой перенос, перенос подземной дуги и перенос импульсной дуги. Мокрая укладка: Несгоревшее топливо и моторное масло, скапливающееся в выхлопной трубе дизельного двигателя, характеризующееся тем, что выхлопная труба покрыта черным липким маслянистым веществом. Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. Выявленное на ранней стадии, это не приводит к необратимому повреждению и может быть уменьшено за счет приложения дополнительной нагрузки. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Улучшенные стандарты выбросов и более высокое качество топлива в последние годы делают двигатели менее склонными к мокрому сгоранию. Скорость подачи проволоки: Выражается в дюймах/мин или мм/с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Вообще говоря, чем выше скорость подачи проволоки, тем выше сила тока. Соединение заготовки: Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металлу, к которому приваривается). Кроме того, точка, в которой выполняется это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого хомута. Провод заготовки: Токопроводящий кабель или электрический провод между аппаратом для дуговой сварки и изделием. Полуавтоматическая сварка — это ручная сварка с использованием оборудования, которое автоматически контролирует один или несколько режимов сварки. Сварщик манипулирует сварочным пистолетом, чтобы создать сварной шов, в то время как электрод автоматически подается на дугу. Какие два сварочных процесса относятся к полуавтоматическим? Какие два сварочных процесса относятся к полуавтоматическим? Сжигая кислород и горючий газ. Как образуется высокотемпературное пламя на конце горелки при кислородно-ацетиленовой сварке (OAW) и пайке горелкой (TB)? GMAW и FCAW — это полуавтоматические процессы. Что такое механизированная сварка? При механизированной сварке, определяемой как «сварка с использованием оборудования, требующего ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством»,4 вмешательство сварщика состоит в настройке органов управления оборудованием в ответ … Более стабильные, более качественные сварные швы Качество роботизированных сварных швов зависит как от качества материалов, так и от постоянства рабочего процесса. Будет ли сварка автоматизирована? Приблизительно восемьдесят процентов всех производственных сварочных работ могут быть заменены автоматизацией. Опытные сварщики всегда будут необходимы для оставшихся двадцати процентов сварочных работ, помимо работы с настоящими роботами. На самом деле, многие роботы-сварщики требуют опыта работы в такой роли, как сварщик. Между тем, многие роботы-сварщики также имеют предыдущий опыт работы в таких ролях, как оператор станка или кассир. Что делает робот-сварщик? Роботизированная сварка — это использование механизированных программируемых инструментов (роботов), которые полностью автоматизируют процесс сварки, выполняя сварку и манипулируя деталью. Трудно назвать точную цену, но полное решение может стоить от 75 000 до 175 000 долларов в зависимости от ваших вариантов. Помните, что чем больше времени робот сварит, тем быстрее окупятся ваши инвестиции. Заменят ли роботы сварку? НЕКОТОРЫЕ сварочные работы в будущем будут выполняться преимущественно роботами. Они будут состоять из задач, которые повторяются, слишком опасны для безопасного выполнения человеком или требуют, чтобы сварка выполнялась в более быстром темпе, чем может поддерживать человек-сварщик. Не каждую сварочную работу заменит робот. Традиционно используются промышленные роботы общего назначения, несущие горелки для дуговой сварки в качестве концевых зажимов… Таблица 1 Типичные характеристики промышленного робота для дуговой сварки. Срок службы сварщиков меньше? Если посмотреть на это с этой точки зрения, становится понятно, что ожидаемая продолжительность жизни сварщика может считаться короче, чем у других рабочих. Даже если вы носите надлежащие средства индивидуальной защиты и соблюдаете меры безопасности, вы все равно будете подвергаться воздействию определенного количества опасных паров, соединений и частиц. Автономное программирование (OLP) с программным обеспечением для моделирования позволяет программировать путь сварки и последовательность операций с компьютера, а не с самого робота. Для OLP требуются трехмерные CAD-модели заготовок, роботов и приспособлений, используемых в ячейке. В каких сварочных роботах используются? Виды роботизированных сварочных процессов Точечная сварка сопротивлением. Робот — это машина, предназначенная для автоматического выполнения одной или нескольких задач с высокой скоростью и точностью. Существует столько различных типов роботов, сколько и задач, которые они должны выполнять. Роботы, похожие на людей, известны как андроиды; однако многие роботы не созданы по образцу человека. Каковы характеристики роботов для окраски распылением? Преимущества робота-распылителя: Точечная сварка сопротивлением (RSW) — это процесс, при котором металлические детали сплавляются друг с другом за счет высокой концентрации тепла и последующего охлаждения, производимого сильным электрическим током в месте соединения. Металл какой толщины можно точечно сваривать? Точечная сварка в основном используется для соединения деталей толщиной до 3 мм. Толщина свариваемых деталей должна быть одинаковой или соотношение толщин должно быть менее 3:1. Прочность соединения зависит от количества и размеров сварных швов. Диаметр точечной сварки варьируется от 3 мм до 12,5 мм. Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан. Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к медным, температура плавления алюминия ниже, а значит, возможна сварка. Будет ли точечная сварка работать с алюминием? Твердые сплавы, как правило, легче свариваются, и наоборот, чистый алюминий не рекомендуется для точечной сварки. Оксид алюминия, который естественным образом образуется на поверхности алюминия, обладает очень высоким электрическим сопротивлением. Алюминиевые сплавы относительно легко соединяются со сталью с использованием таких методов, как склеивание, механические крепления или пайка, но когда требуется превосходная структурная целостность, предпочтение отдается сварке. Однако сварка алюминиевых сплавов со сталью затруднена. Как лучше всего сваривать алюминий? Одним из наиболее популярных способов сварки алюминия является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). GTAW — отличный процесс для алюминия, поскольку он не требует механической подачи проволоки, что может создать проблемы с подачей. Простота в эксплуатации… просто прижмите два электродных пистолета к заготовке, нажмите кнопку, и сварщик приступит к работе. Каждый раз два точечных сварных шва. Время сварки автоматически контролируется твердотельной электронной схемой. Как склеить алюминий без сварки? Использование пропановой горелки и нескольких стержней для пайки алюминия — это быстрый способ сварки алюминия без использования сварочного аппарата. Это создает очень прочную связь, и с небольшой практикой можно сделать быстро и с великолепными результатами. Рассмотрите возможность использования таких ограничителей, как зажимы, приспособления и приспособления, а также сборку спиной к спине. Фиксация сварного изделия на месте с помощью зажимов, закрепленных на прочной опорной плите, чтобы удерживать сварное соединение на месте и предотвращать его перемещение во время сварки, является распространенным методом борьбы с деформацией. При какой температуре алюминий деформируется? Даже если максимальная температура 400 градусов, скорее всего нет. Как и сталь, алюминиевые сплавы становятся менее прочными при повышении температуры эксплуатации.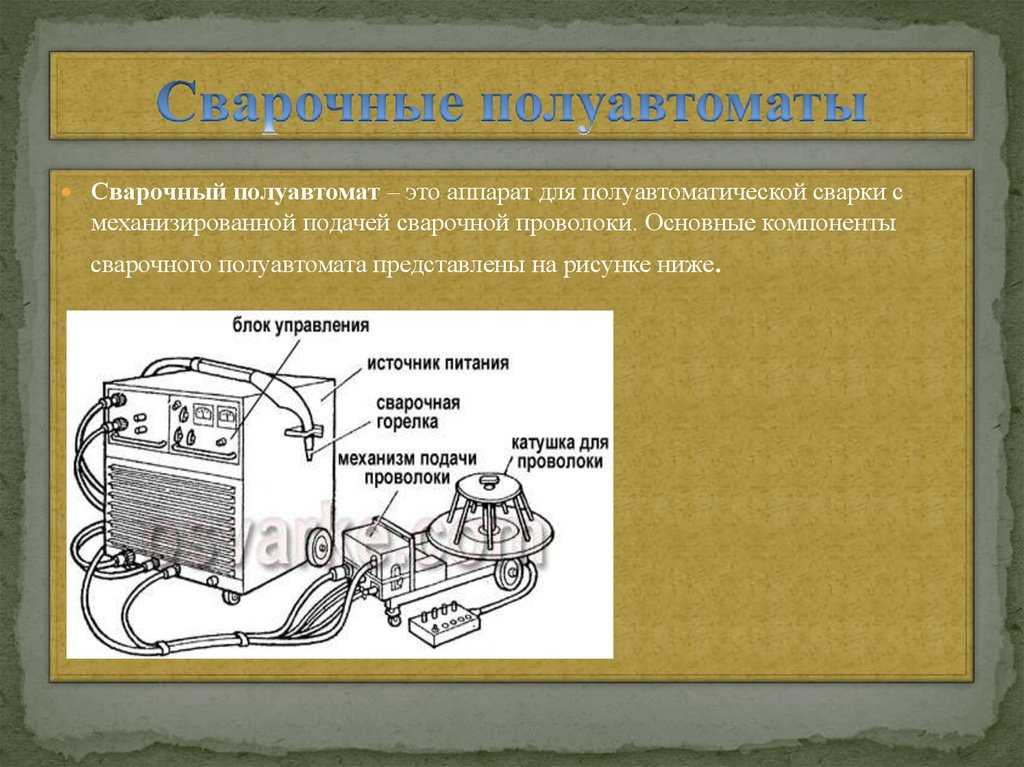 При нажатии кнопки пуска, расположенной на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток к проводу течет через токопроводящий наконечник (4). При его соприкосновении с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) продувается защитным газом (10), что предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
При нажатии кнопки пуска, расположенной на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток к проводу течет через токопроводящий наконечник (4). При его соприкосновении с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) продувается защитным газом (10), что предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным. Выбор электродной проволоки
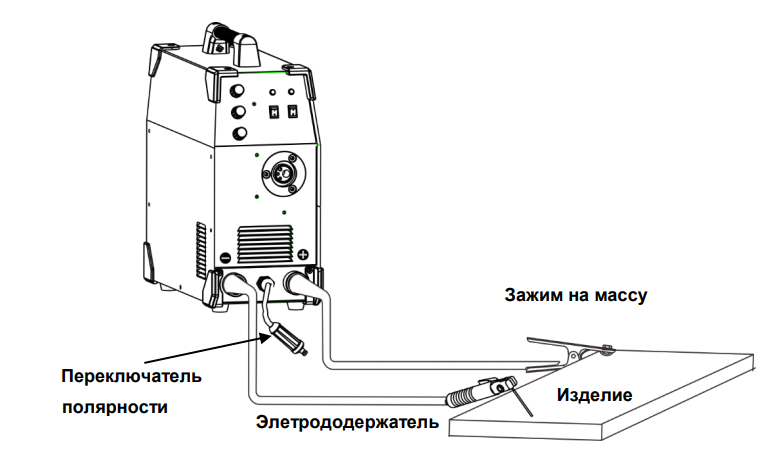 Подается с помощью специального механизма и выполняет функцию электрода.
Подается с помощью специального механизма и выполняет функцию электрода.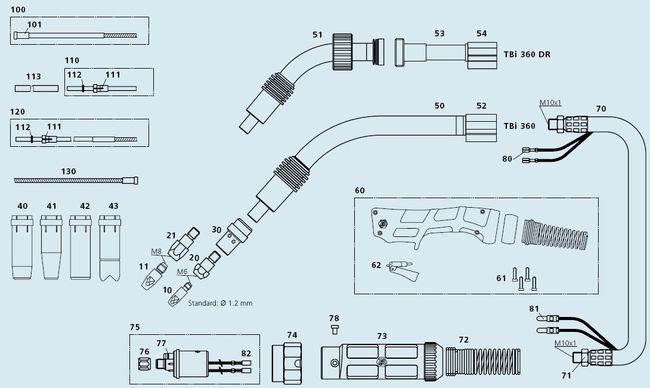 Электродная проволока имеет специальную маркировку, например такую: СВ-08Г2С . Расшифровывается следующим образом:
Электродная проволока имеет специальную маркировку, например такую: СВ-08Г2С . Расшифровывается следующим образом:
Правила сварки полуавтоматом
 Также очистите место, к которому будет крепиться обойма для массы.
Также очистите место, к которому будет крепиться обойма для массы. Как держать горелку
Горелка Motion Burner

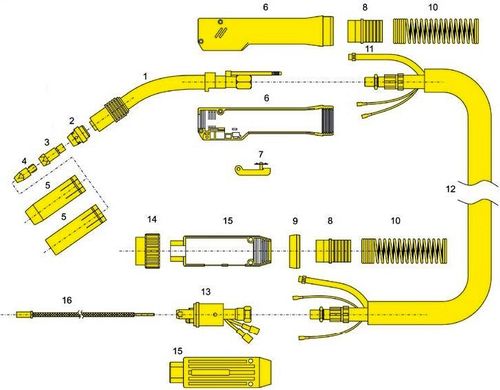 Также во избежание деформации деталей можно варить попеременно короткие отрезки, с разными концами ответного отрезка.
Также во избежание деформации деталей можно варить попеременно короткие отрезки, с разными концами ответного отрезка. Скорость сварки
 На следующем рисунке показано, как выглядят швы при разных скоростях горелки.
На следующем рисунке показано, как выглядят швы при разных скоростях горелки. Расход газа
Длина проволоки

Полярность
Звук при сварке
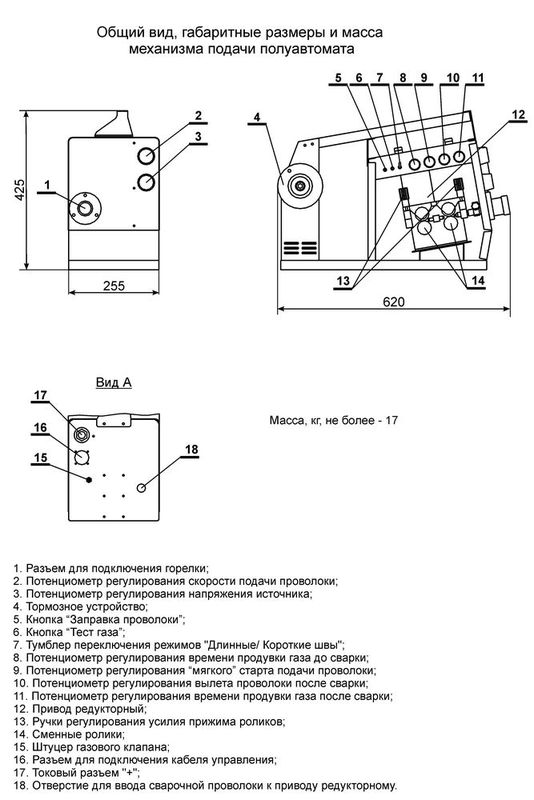
Меры безопасности при работе

Quia — Challenge Board (Gabrielle Williams)
A B Рекомендуемое положение электрода при сварке обозначается цифрой ______ справа и классификацией электрода AWS. 2-й Для SMAW рекомендуется объектив с фильтром номер ____. 10-14 A(n) ______ Аппарат дуговой сварки может состоять из выпрямителя постоянного тока и генератора переменного тока. 
AC/DC Электрод DCEP имеет то же направление потока, что и электрод с обозначением _____. DCRP Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться для автоматической или полуавтоматической сварки? 100% Приблизительная температура дуги SMAW-____ Degress Farenheit (3,0593C-3,871C) 6500-7 000 6500-7 000 626262626262626262626262626262626262. Двигатель или генератор постоянного тока с приводом от двигателя с выпрямителем переменного тока ____ не является фактором, определяющим полярность поверхности при сварке. Диаметр электрода Диаметр плетения должен быть _____ диаметра используемого электрода. 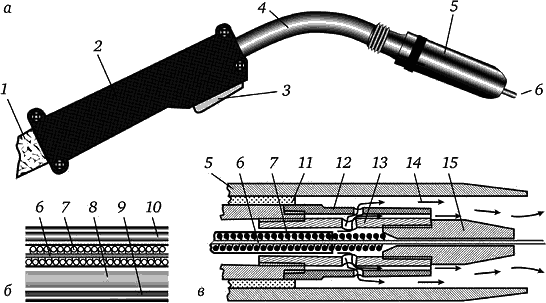
6 раз перезапуск на ранее незавершенной бусине ? На передней кромке предыдущего валика Подрезка и горизонтальный внутренний угловой шов обычно (n) ________ наклон вдоль верхней кромки сварного шва на вертикальной детали ___ не приводится на символ сварки. Толщина основного металла На символе сварки ______ указывает сварщику, какой тип сварного соединения использовать. Основной символ сварного шва Информация под линией ссылки относится к _______ стороне сварного шва. Стрелка Символ ______ заключен в круглые скобки на обозначении сварного шва. 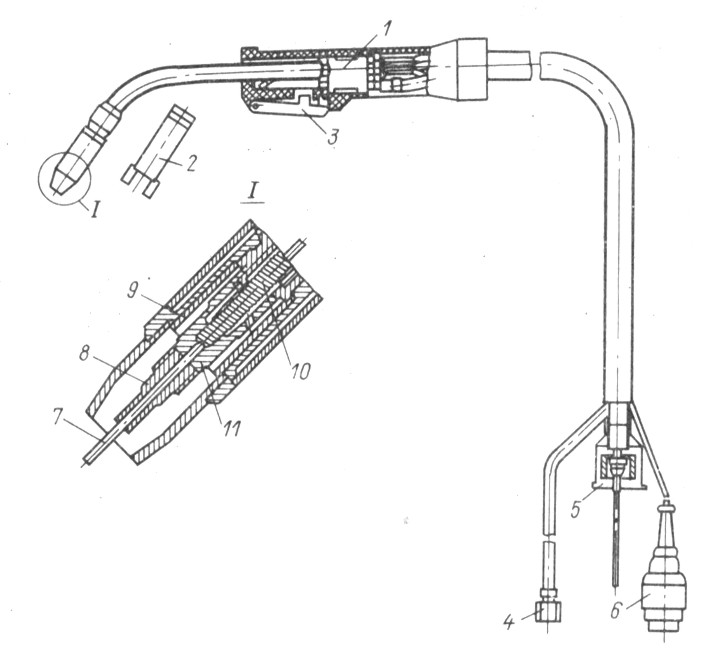
Сторона сварки канавки Для какого из перечисленных сварных швов символы сварки смещены относительно друг друга? Ступенчатый прерывистый шов. Какое расстояние между концом одного шва и началом следующего при прерывистом шве, если длина и размер шага равны 4-10? 6 дюймов Станция SMAW включает в себя аппарат для дуговой сварки, _____, сварочный электрод, рабочий стол, кабину, рабочий стол, табурет и вентиляцию. держатель электрода Тип тока, который течет от электрода через акр к работе, называется ______. DCEN,DCSP При ручной дуговой сварке наиболее желателен постоянный ________ аппарат. Текущий DCRP имеет то же направление потока электронов, что и ______. 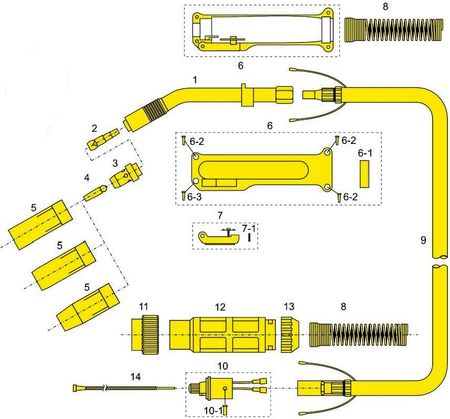
DCEP Чтобы сократить время, необходимое для перемещения туда и обратно к сварочному аппарату для изменения настроек _______, рядом со сварочным аппаратом часто устанавливаются устройства управления. Пульт дистанционного управления Существует три типа аппаратов для дуговой сварки переменного тока: электродвигатель или генератор переменного тока с приводом от двигателя, тип ____ и тип ____. Трансформатор, инвертор При использовании машины постоянного тока, если увеличивается дуговой промежуток, сопротивление будет _____. Увеличить Если сопротивление увеличивается при использовании сварочного аппарата CC AC, напряжение должно _____. Увеличение Каждый валик очищается перед изготовлением следующего валика, чтобы предотвратить ___ включений. 
Шлак На символе сварки маленький черный символ в форме флага или вымпела указывает, что сварка будет производиться в _______. Полевой Пять основных сварных соединений: стыковые, _____, тройники, ______ и кромочные. Угол, нахлест Сколько существует различных положений сварки? Четыре Термин, используемый для пространства между двумя металлическими деталями в нижней части свариваемого соединения. Корневое отверстие На сварочном чертеже поверхность металла, которой касается стрелка символа сварки, называется _____ стороной. Стрелка Сварной шов ____ представлен на символе сварки символом сварного шва в форме треугольника. 
Скругление Три типа канавок, используемых для подготовки под сварку, обозначены буквами. VUJ Небольшой кружок, расположенный над или под контрольной линией символа сварки, обозначает _____ сварной шов. Spot Каково типичное напряжение холостого хода аппарата для дуговой сварки постоянным током? 60–80 В Перечислите три компонента аппарата для дуговой сварки трансформаторного типа. Первичная обмотка, вторичная обмотка, сердечник Назовите два электронных устройства, используемых для управления выходной мощностью трансформатора в новых источниках питания. Диод и кремниевый контрольный выпрямитель (SCR) Используется на тонком металле ELETRODE SLIGHT Используемый для отложения более крупного размера .  диаметр электрода
диаметр электрода Используется для корневого шва толстого металла Электрод малого диаметра Используется для однопроходной сварки толстого металла Электрод большого диаметра Сварочное оборудование MIG
Оборудование GMAW
 Сварочный пистолет состоит из медной контактной трубки, через которую подается ток на присадочную проволоку.
Сварочный пистолет состоит из медной контактной трубки, через которую подается ток на присадочную проволоку. Источник питания
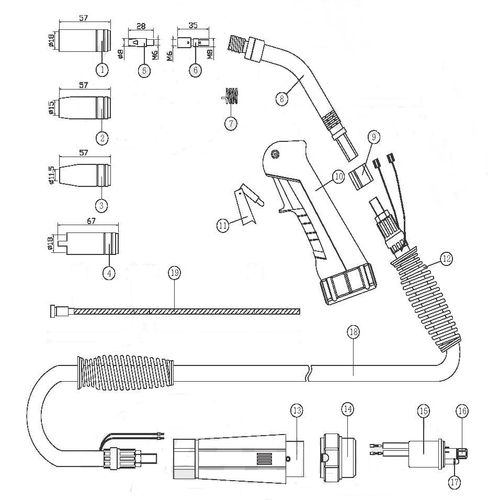 Тепло, выделяемое дугой, плавит присадочную проволоку, и расплавленный металл осаждается. Источники питания, используемые при сварке MIG, бывают двух видов: с постоянным напряжением и с постоянным током.
Тепло, выделяемое дугой, плавит присадочную проволоку, и расплавленный металл осаждается. Источники питания, используемые при сварке MIG, бывают двух видов: с постоянным напряжением и с постоянным током. Источник питания постоянного тока
Источник питания постоянного напряжения

Сварочная горелка
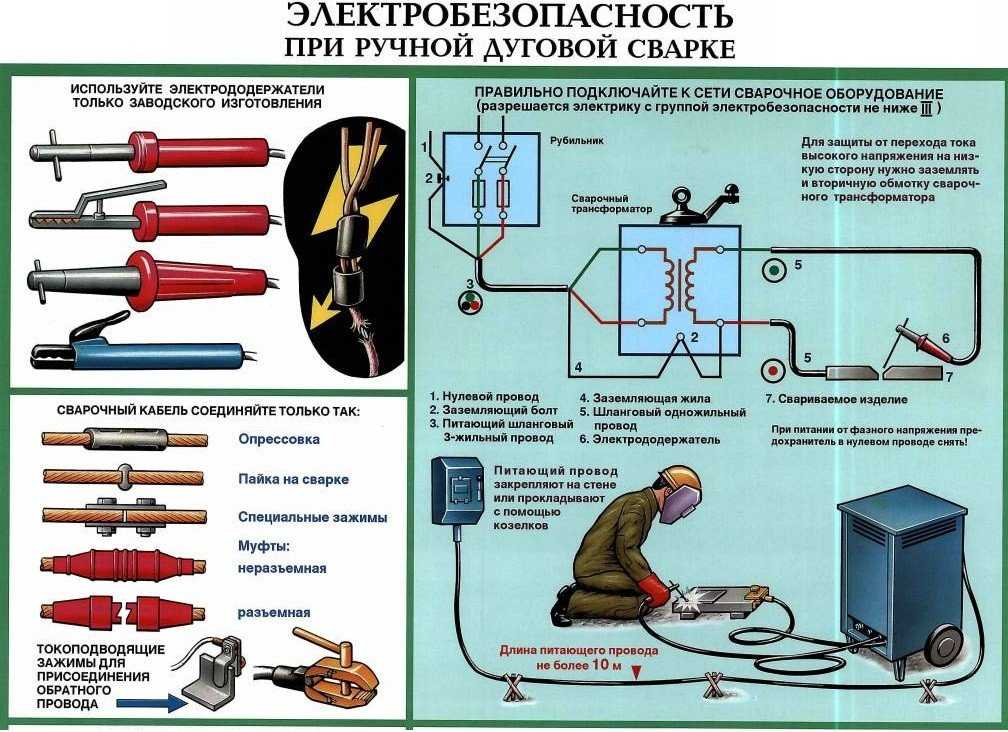

Пистолет полуавтоматический
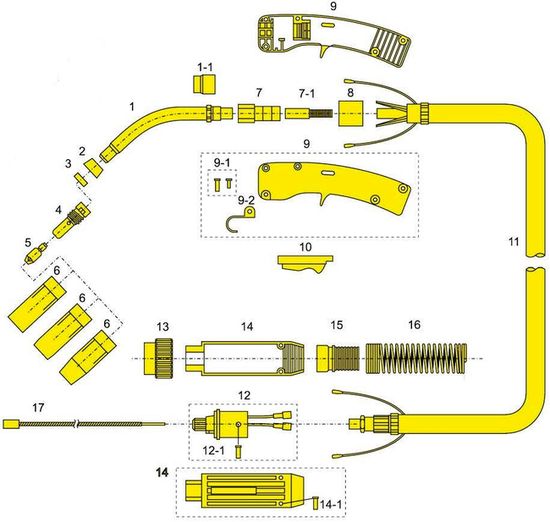
Пистолет с воздушным охлаждением

Пистолет с водяным охлаждением
 Тогда необходимо использовать пистолет с водяным охлаждением.
Тогда необходимо использовать пистолет с водяным охлаждением.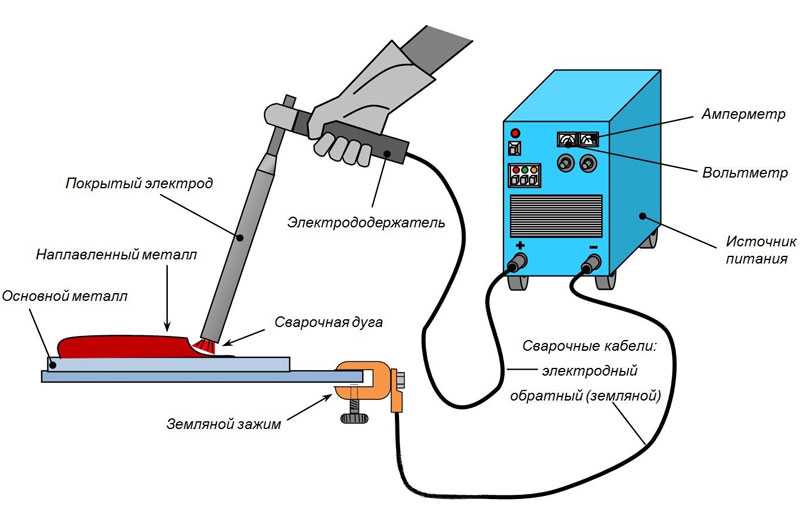 Но пистолет с воздушным охлаждением легче в обращении и маневреннее в ограниченном пространстве и в неудобных сварных швах.
Но пистолет с воздушным охлаждением легче в обращении и маневреннее в ограниченном пространстве и в неудобных сварных швах. Другое оборудование для сварки MIG
Сварочная горелка
 Горелка имеет приспособления для стягивания проволоки с катушки с помощью двигателя и редуктор для выравнивания углового вращения катушки и линейной скорости подачи проволоки.
Горелка имеет приспособления для стягивания проволоки с катушки с помощью двигателя и редуктор для выравнивания углового вращения катушки и линейной скорости подачи проволоки. Номенклатура сварочной горелки MIG
Контактная трубка
 Диаметр отверстия в контактной трубке больше диаметра присадочной проволоки на 0,01–0,02 дюйма (0,25–0,51 мм).
Диаметр отверстия в контактной трубке больше диаметра присадочной проволоки на 0,01–0,02 дюйма (0,25–0,51 мм). Сопло и держатель горелки
Направляющие втулки на входе и выходе
 Втулки необходимо заменять каждый раз при изменении диаметра присадочной проволоки.
Втулки необходимо заменять каждый раз при изменении диаметра присадочной проволоки. Узел прижимного ролика
Электродвигатель

Корпус катушки в сборе
 Нет провода для дуги. Это приводит к возникновению дуги между медной контактной трубкой и заготовкой. Это приводит к расплавлению контактной трубки.
Нет провода для дуги. Это приводит к возникновению дуги между медной контактной трубкой и заготовкой. Это приводит к расплавлению контактной трубки. Сварочный контактор
Шланг для подачи аргона

Кабель электрода
Кабель датчика напряжения
Кабель переключателя горелки и кабель заземления горелки
Эксплуатация сварочного оборудования MIG: начало сварки
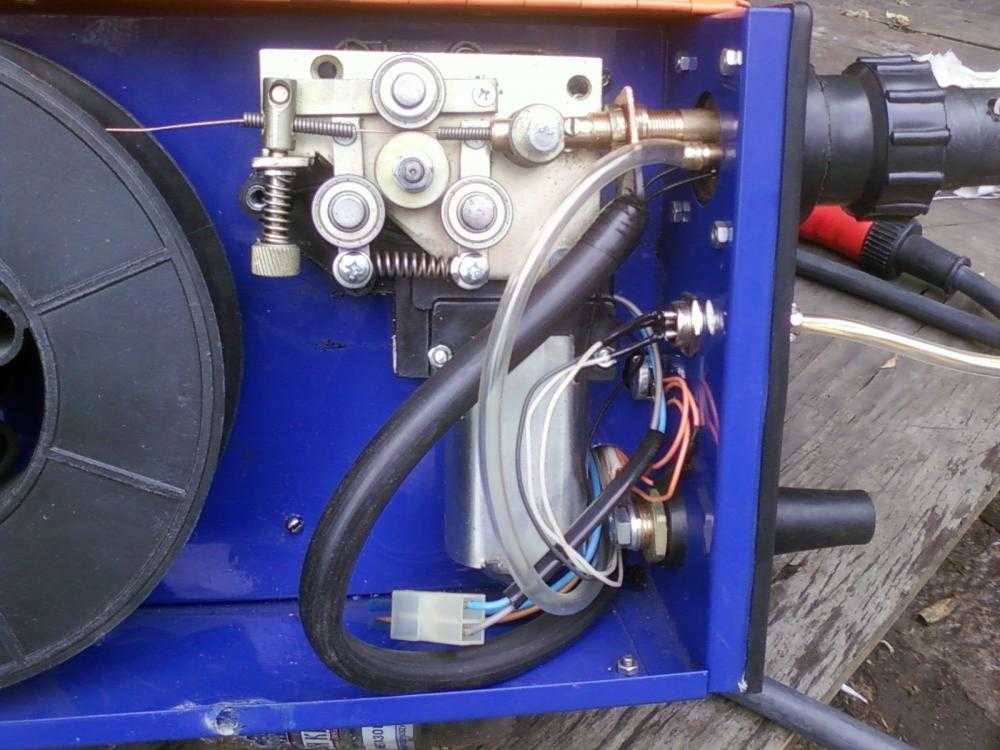 Сварщик нажимает дюймовую кнопку. Это приводит к раскручиванию присадочной проволоки. Когда достаточно проволоки, кнопка дюйма не нажимается, и поток проволоки прекращается. Сварщик обрезает проволоку до необходимой длины от наконечника сопла.
Сварщик нажимает дюймовую кнопку. Это приводит к раскручиванию присадочной проволоки. Когда достаточно проволоки, кнопка дюйма не нажимается, и поток проволоки прекращается. Сварщик обрезает проволоку до необходимой длины от наконечника сопла. Дуга зажигается легким прикосновением кончика проволоки к заготовке. Пистолет держится под углом почти 90° к заготовке. Сварка продолжается до тех пор, пока зажжена дуга и нажат спусковой крючок.
Дуга зажигается легким прикосновением кончика проволоки к заготовке. Пистолет держится под углом почти 90° к заготовке. Сварка продолжается до тех пор, пока зажжена дуга и нажат спусковой крючок. Настройка подачи проволочного электрода
Предохранители
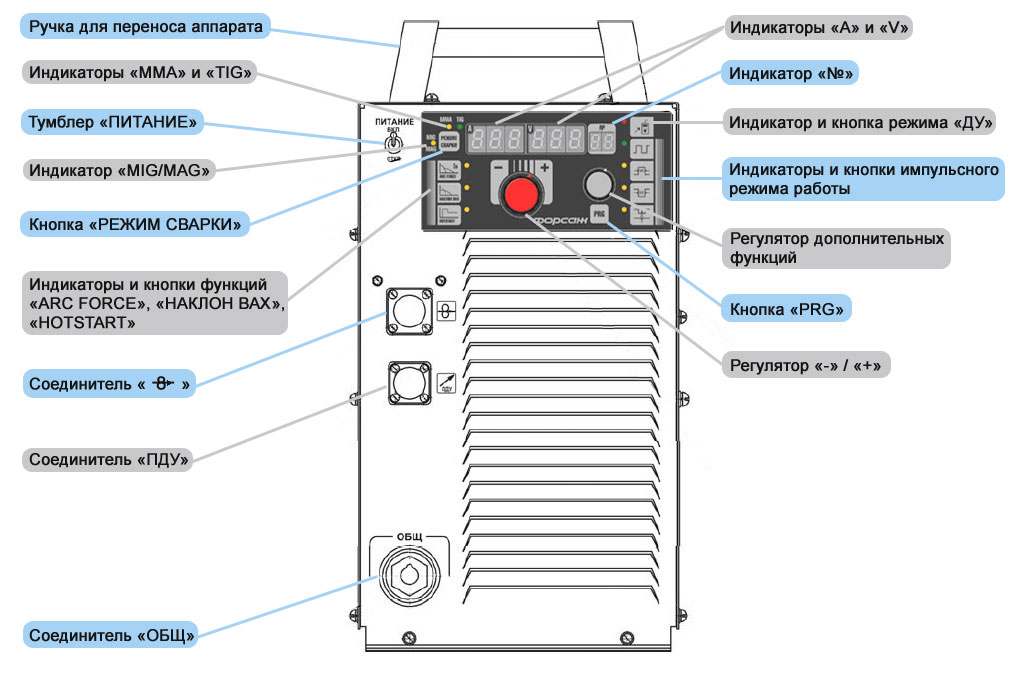 Эти предохранители защищают электрическую цепь внутри блока управления напряжением. Еще один предохранитель на 1 ампер защищает двигатель, расположенный внутри горелки.
Эти предохранители защищают электрическую цепь внутри блока управления напряжением. Еще один предохранитель на 1 ампер защищает двигатель, расположенный внутри горелки. Установка проволочного электрода
Настройка давления газообразного аргона
 Как только желаемое давление установлено, поверните переключатель аргона в «автоматический режим». В дальнейшем газ подается с установленной скоростью при каждом нажатии пусковой кнопки на сварочной горелке. Газ перестает поступать всякий раз, когда отпускается спусковая кнопка.
Как только желаемое давление установлено, поверните переключатель аргона в «автоматический режим». В дальнейшем газ подается с установленной скоростью при каждом нажатии пусковой кнопки на сварочной горелке. Газ перестает поступать всякий раз, когда отпускается спусковая кнопка. Полярность генератора
Восстановление пригоревших контактных трубок
 Однако контактную трубку, поврежденную из-за прожога, можно восстановить, обточив ее верхнюю часть так, чтобы оставшаяся часть не была повреждена. Можно спилить максимум 3/8 дюйма.
Однако контактную трубку, поврежденную из-за прожога, можно восстановить, обточив ее верхнюю часть так, чтобы оставшаяся часть не была повреждена. Можно спилить максимум 3/8 дюйма. Профилактическое техническое обслуживание
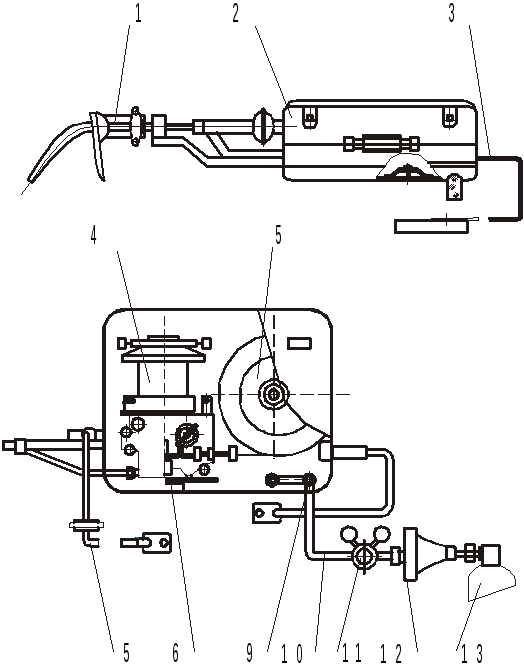 Сварочные аппараты MIG прошли долгий путь с 19 века.80-х годов, благодаря технологическим достижениям и изобретениям, направленным на повышение мощности и производительности сварочных аппаратов MIG.
Сварочные аппараты MIG прошли долгий путь с 19 века.80-х годов, благодаря технологическим достижениям и изобретениям, направленным на повышение мощности и производительности сварочных аппаратов MIG. Сварочные аппараты MIG: преимущества

Недостатки сварки MIG (MIG :
M aybe I t’s G ood)
в некоторых случаях значительно менее точна, чем сварка TIG и ARC. Наиболее распространенной причиной недостаточной точности при сварке MIG является то, что сопло сварочной горелки MIG может скрывать сварочную ванну.
См. также:
Объем рынка сварочного оборудования, доля
Мы занимаемся обновлением рынка сварочного оборудования с учетом воздействия COVID-19.
 Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, строительство, тяжелое машиностроение, нефтегазовую промышленность и т. д. стимулирование роста рынка сварочного оборудования. Растущие инвестиции в исследования и разработки для внедрения новых технологий сварки дополнят растущий спрос на продукцию. Например, в ноябре 2017 года компания Miller Electric объявила о выпуске своего нового портативного решения для мультипроцессной сварки. Аппарат использует высокую частоту (ВЧ) при запуске, чтобы устранить проблемы с ВЧ-помехами во время сварки. Кроме того, оборудование позволяет операторам выполнять точную настройку с помощью полностью цифровых элементов управления.
Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, строительство, тяжелое машиностроение, нефтегазовую промышленность и т. д. стимулирование роста рынка сварочного оборудования. Растущие инвестиции в исследования и разработки для внедрения новых технологий сварки дополнят растущий спрос на продукцию. Например, в ноябре 2017 года компания Miller Electric объявила о выпуске своего нового портативного решения для мультипроцессной сварки. Аппарат использует высокую частоту (ВЧ) при запуске, чтобы устранить проблемы с ВЧ-помехами во время сварки. Кроме того, оборудование позволяет операторам выполнять точную настройку с помощью полностью цифровых элементов управления. Это становится ключевой тенденцией рынка сварочных аппаратов. Эта тенденция, вероятно, сохранится, поскольку большое количество новых игроков проявляют интерес к инвестированию в разработку автоматического сварочного оборудования. Ожидается, что рост использования тяжелых и толстых металлических деталей с высокой прочностью на растяжение и растущий спрос на них в строительстве, тяжелом машиностроении и автомобильной промышленности также будут стимулировать спрос на сварочное оборудование в течение прогнозируемого периода.
Это становится ключевой тенденцией рынка сварочных аппаратов. Эта тенденция, вероятно, сохранится, поскольку большое количество новых игроков проявляют интерес к инвестированию в разработку автоматического сварочного оборудования. Ожидается, что рост использования тяжелых и толстых металлических деталей с высокой прочностью на растяжение и растущий спрос на них в строительстве, тяжелом машиностроении и автомобильной промышленности также будут стимулировать спрос на сварочное оборудование в течение прогнозируемого периода. ДРАЙВЕРЫ РЫНКА
 По оценкам, продажи новых автомобилей вырастут на 30% в США, Европе и Китае, при этом 55% продаж новых автомобилей в Европе, по прогнозам, будут полностью электрифицированы в течение прогнозируемого периода.
По оценкам, продажи новых автомобилей вырастут на 30% в США, Европе и Китае, при этом 55% продаж новых автомобилей в Европе, по прогнозам, будут полностью электрифицированы в течение прогнозируемого периода.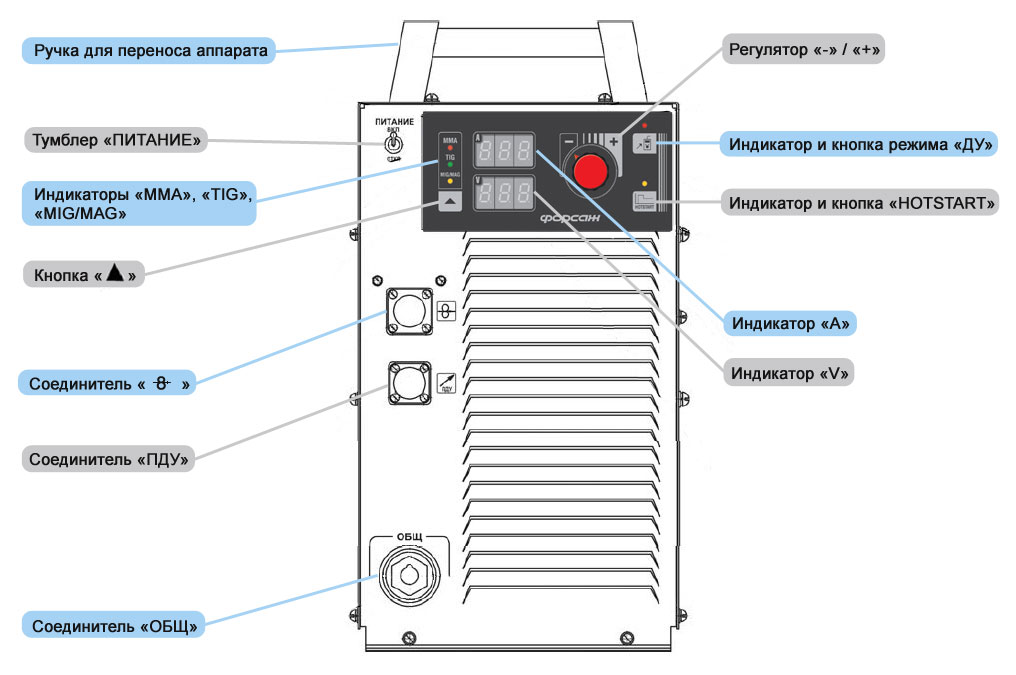 Следовательно, растущий рост автомобильной промышленности в конечном итоге повлияет на рост рынка сварочного оборудования. Этот рост объясняется экспоненциальным использованием сварочного оборудования в автомобильной промышленности по всему миру.
Следовательно, растущий рост автомобильной промышленности в конечном итоге повлияет на рост рынка сварочного оборудования. Этот рост объясняется экспоненциальным использованием сварочного оборудования в автомобильной промышленности по всему миру. СЕГМЕНТАЦИЯ
По анализу технологий
 Ожидается, что среди этих типов технологий в ближайшем будущем сегмент дуговой сварки будет расти в геометрической прогрессии, поскольку это экономически эффективный и гибкий процесс сварки, который используется в самых разных отраслях. Это процесс сварки плавлением, который обычно используется при изготовлении стальных конструкций транспортных средств и строительных работ.
Ожидается, что среди этих типов технологий в ближайшем будущем сегмент дуговой сварки будет расти в геометрической прогрессии, поскольку это экономически эффективный и гибкий процесс сварки, который используется в самых разных отраслях. Это процесс сварки плавлением, который обычно используется при изготовлении стальных конструкций транспортных средств и строительных работ.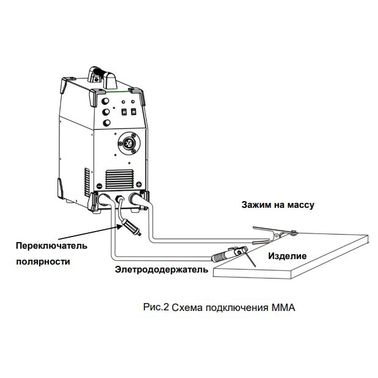
По анализу типа автоматизации
 Кроме того, ручная техника приводит к использованию дорогостоящей рабочей силы, что увеличивает эксплуатационные расходы.
Кроме того, ручная техника приводит к использованию дорогостоящей рабочей силы, что увеличивает эксплуатационные расходы. Анализ приложений
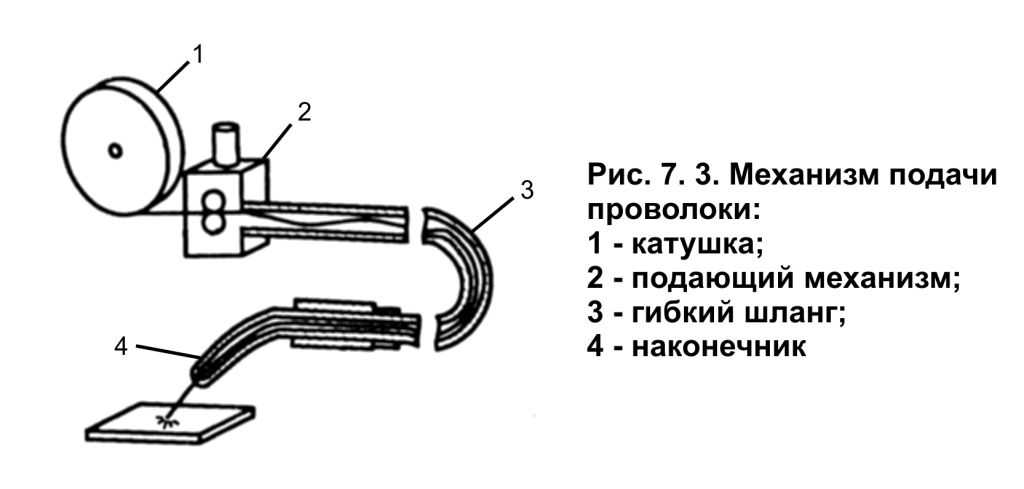 Автомобильные компоненты требуют сварки с высокой прочностью на растяжение, поскольку они должны выдерживать большие нагрузки, что стимулирует рост рынка сварочного оборудования.
Автомобильные компоненты требуют сварки с высокой прочностью на растяжение, поскольку они должны выдерживать большие нагрузки, что стимулирует рост рынка сварочного оборудования.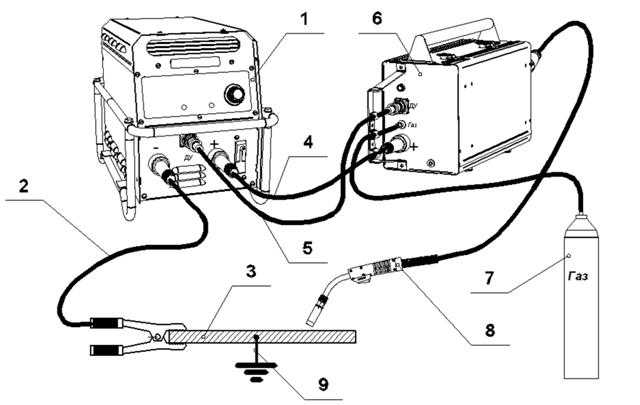
РЕГИОНАЛЬНЫЙ АНАЛИЗ

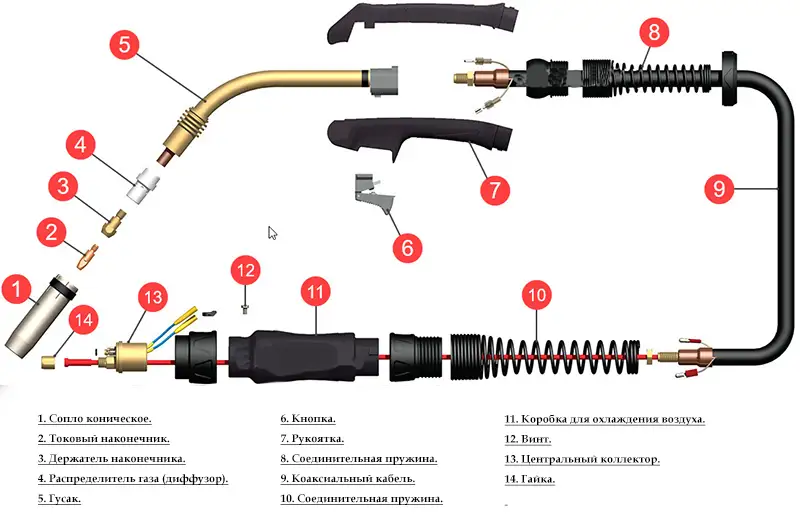 Европа является домом для нескольких признанных автопроизводителей, включая BMW AG, Audi AG и Daimler AG. Эти игроки сосредоточены на расширении своих производственных возможностей, чтобы получить большую долю рынка. Сварочное оборудование используется в автомобильной промышленности для сварки как мелких, так и крупных автокомпонентов и деталей. Таким образом, расширяющаяся автомобильная промышленность в Европе будет стимулировать спрос на рынке сварочных машин.
Европа является домом для нескольких признанных автопроизводителей, включая BMW AG, Audi AG и Daimler AG. Эти игроки сосредоточены на расширении своих производственных возможностей, чтобы получить большую долю рынка. Сварочное оборудование используется в автомобильной промышленности для сварки как мелких, так и крупных автокомпонентов и деталей. Таким образом, расширяющаяся автомобильная промышленность в Европе будет стимулировать спрос на рынке сварочных машин. По данным ITA, в 2018 г. ОАЭ добывает около 3,4 млн баррелей сырой нефти в сутки с целью 4 млн баррелей в сутки к 2020 г. и 5 млн баррелей к концу 2030 г.
По данным ITA, в 2018 г. ОАЭ добывает около 3,4 млн баррелей сырой нефти в сутки с целью 4 млн баррелей в сутки к 2020 г. и 5 млн баррелей к концу 2030 г. КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
Список ключевых компаний, профилированных:
 LLC
LLC Report Scope & Segmentation
 изм.1145
изм.1145
INDUSTRY DEVELOPMENT:
 : Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, простой в использовании интерфейс с расширенными функциями сварки. Это оборудование идеально подходит для изготовления металлоконструкций, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности.
: Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, простой в использовании интерфейс с расширенными функциями сварки. Это оборудование идеально подходит для изготовления металлоконструкций, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности. Глоссарий по сварке | HobartWelders
 Чтобы удалить большое количество металла, ищите сварочный аппарат, который может использовать уголь диаметром не менее 3/8. Расходные материалы: угольные электроды, подача сжатого воздуха.
Чтобы удалить большое количество металла, ищите сварочный аппарат, который может использовать уголь диаметром не менее 3/8. Расходные материалы: угольные электроды, подача сжатого воздуха. Помогает избежать «прилипания» стержневых электродов при использовании короткой дуги.
Помогает избежать «прилипания» стержневых электродов при использовании короткой дуги.
 Помогает избежать «прилипания» стержневых электродов при использовании короткой дуги.
Помогает избежать «прилипания» стержневых электродов при использовании короткой дуги.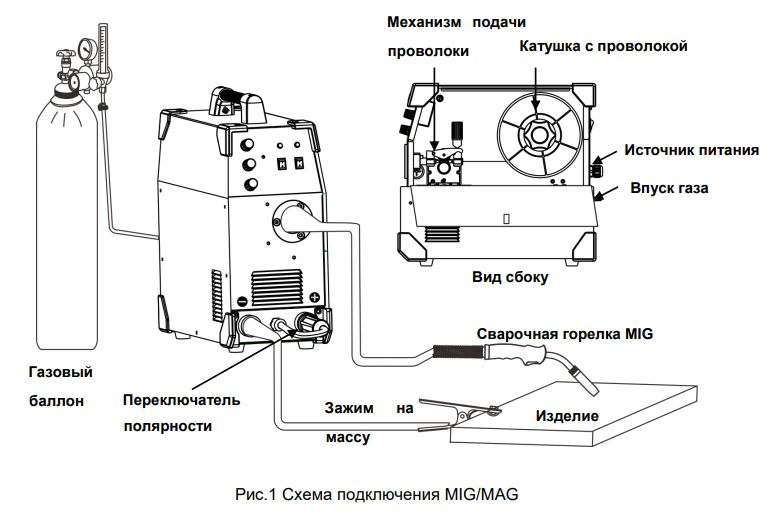 Примером может быть рабочий цикл 60% при 300 ампер. Это означает, что при токе 300 ампер сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Примером может быть рабочий цикл 60% при 300 ампер. Это означает, что при токе 300 ампер сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу). Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от подаваемого извне газа или газовой смеси. Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости, в зависимости от типа проволоки).
Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от подаваемого извне газа или газовой смеси. Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости, в зависимости от типа проволоки). предпочтительный термин «Вывод заготовки». Подаваемый извне газ или газовые смеси обеспечивают защиту. Образуется очень мало брызг. Обычно используется для более толстых металлов в плоском или горизонтальном положении сварки. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ. Среднеквадратичное значение равно 0,707, умноженному на максимальное или пиковое значение. Присадочный металл поступает от электрода, а иногда и от второго присадочного стержня. Вольфрам касается заготовки; когда вольфрам отрывается от заготовки, возникает дуга. Это формирует сварочный шов.
предпочтительный термин «Вывод заготовки». Подаваемый извне газ или газовые смеси обеспечивают защиту. Образуется очень мало брызг. Обычно используется для более толстых металлов в плоском или горизонтальном положении сварки. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ. Среднеквадратичное значение равно 0,707, умноженному на максимальное или пиковое значение. Присадочный металл поступает от электрода, а иногда и от второго присадочного стержня. Вольфрам касается заготовки; когда вольфрам отрывается от заготовки, возникает дуга. Это формирует сварочный шов. Что такое полуавтоматическая сварка? – MV-organizing.com
Что такое полуавтоматическая сварка?
Ручной или полуавтоматический режим GMAW?
Является ли интегрированная в компьютер гибкая роботизированная сварочная ячейка лучше, чем сварщик-человек?
Однако после систематизации этих проблем роботизированное устройство может выполнять исключительно высококачественные и эффективные сварные швы гораздо более последовательно, чем даже самые опытные профессионалы. Нужно ли быть сварщиком, чтобы управлять сварочным автоматом?
Роботизированная сварка обычно используется для контактной точечной сварки и дуговой сварки в высокопроизводительных приложениях, таких как автомобильная промышленность. Сколько стоит робот-сварщик?
Робот для дуговой сварки промышленный или сервисный?
Полезная нагрузка от 2 до 30 кг Повторяемость ≥0,05 мм Какой тип программирования пути подходит для дуговой сварки?
Лазерная сварка. Газовая дуговая сварка металлическим электродом (GMAW) Газовая дуговая сварка вольфрамовым электродом (GTAW) Что такое робот?
Что такое RSW в сварке?
Какие материалы можно точечной сваркой?
Можно ли точечной сваркой алюминия со сталью?
Как вы используете аппарат для точечной сварки Lenco?
Как предотвратить коробление алюминия при сварке?