Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод . Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнени
Чтобы ответить на вопрос зачем менять полярность при сварке электродами , для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный , или переменный ток .
Электрическая дуга зажигается искровым генератором между электродом и деталью. Электрод представляет собой только клемму одного из полюсов и не добавляется в плавильный пул. Следовательно, используются электроды с высокой температурой плавления и высокой эмиссией. Для пайки стали, меди, никеля, титана и т.д. постоянный ток с прямой полярностью используется при нагреве электрода за вычетом обратной полярности. Алюминий и его сплавы обычно свариваются с переменным током. Переменный ток дает дугу, которая очищает пластину в положительном цикле, что позволяет легко течь.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение . Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При всем этом управлении вы можете добиться чрезвычайно стойких сварных швов с наивысшим качеством отделки. Преимущества Отличная сварочная сварочная обработка Обработка сварных швов с меньшим количеством сварных швов Низкая чувствительность к межкристаллитной коррозии Без всплесков Может быть автоматизирована Стоимость оборудования очень разумная Расходные материалы и аксессуары, легко доступные на рынке.
Ограничения Трудность использования при наличии воздушного потока Недостаточная для сварки пластин более 6 мм, для которых мы имеем другие более эффективные процессы. Низкая производительность из-за низкой скорости осаждения материала Процесс зависит от способности сварщика, когда он не автоматизирован.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода ; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Если вы смотрите прямо на сварочную дугу, даже на короткое время, это может привести к ожогам вашей роговицы, которая чрезвычайно чувствительна к ярким светорам, например, непосредственно глядя на солнечный свет, снег, яркие отражения и т.д. технически излучение дуги вызывает воспаление в роговице, вызванное.
Избыток ультрафиолетовых лучей, генерируемых сваркой, который, как известно офтальмологам, называется «Излучение дуги». Один из наиболее распространенных симптомов, указывающих на то, что вы «сожгли» свою роговицу, — это ощущение, что кто-то «тыкает» ваши глаза ночью. Использование «сварочной маски» является обязательным и необязательным. Во время сварки с прохожими рекомендуется использовать занавеску и не забывайте предупреждать окружающих, особенно детей и даже мелких животных, таких как кошки и собаки, поскольку они также могут пострадать.
Прямая полярность используется при сварке цветных металлов (медь , латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия , так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Пример защиты шторного типа в секции сварки. Выделенные пары связаны с типом свариваемого материала, силой тока, способностью сварщика, очисткой листа, сваркой, вентиляцией участка и т.д. существуют типы материалов, которые могут генерировать чрезвычайно ядовитые газы, например, при цинковой сварке, и очень важно, чтобы сварщик знал переменные объекта и предотвращал загрязнение. Все это кумулятивно, и сварочные отделы должны иметь хорошую вентиляцию или даже выхлопные газы. Никогда не сваривайте в помещении, как внутри гаража.
Сварочный свет производит большое количество ультрафиолетовых лучей и может вызвать ожоги, как если бы вы были подвержены воздействию солнца. Также важно защищать лицо,
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.

При сварке применяется прямая или обратная полярность.
На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.

Тепловым балансом дуги определяют характер распределения тепловой мощности.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.

Влияние рода и полярности тока объясняется выделением различного количества теплоты.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе — на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом — наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.

При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.
При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой — снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон. Это обуславливает снижение коробления материала.
- Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.

Обратная полярность выбирается при работе с тонкостенными деталями.
Преимущества и недостатки разных методов
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.
.jpg)
Преимуществом прямой полярности является глубокая проварка детали.
Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Сварка на сегодняшний день распространена во многих отраслях промышленности, а также в строительстве. Она применяется в машиностроении, судостроении, частном строительстве, при возведении трубопроводов. Различают несколько разновидностей сварки: ручную дуговую, газовую, с использованием автоматического оборудования и некоторые другие. Работники со стажем знают, что на качества сварочного шва и его прочность влияет множество факторов: режим работы оборудования, толщина сварочной проволоки, сила тока, его полярность. Сваривать детали постоянным током обратной полярности под силу любому, даже непрофессиональному работнику.

Принципиальная схема сварочного аппарата.
Обратная полярность успешно используется при полуавтоматической сварке. Не все представляют, что такое полярность. Чтобы понять ее сущность, нужно вспомнить школьный курс физики, где изучалось направление движения электронов. От полярности во многом зависит мощность электрической дуги, стабильность ее горения, что в значительной степени отражается на качестве всего сварочного процесса. Рассмотрим более подробно основные преимущества сварки постоянным током обратной полярности.
Какой бывает полярность?

Прямая и обратная полярность при сварке.
Некоторых начинающих сварщиков интересует вопрос, касающийся того, что называется прямой полярностью, а что – обратной. Во времена, когда был открыт электрический ток, ученые думали, что электроны двигаются от положительно заряженного полюса к отрицательному. В те времена о катоде и аноде уже знали и умели их определять. Трудность заключалась в том, чтобы оценить правильное движение заряженных частиц (электронов). По мере развития науки удалось установить, что заряженные частицы передвигаются от минуса к плюсу. В данной сфере деятельности прямая полярность означает, что заряженные частицы идут от электрода на деталь, при этом деталь заряжена положительно, а электрод – отрицательно.
Соответственно, при обратной полярности все наоборот. Ток идет от оборудования на изделие. Сварочный аппарат имеет 2 клеммы. Если сварка проводится постоянным током обратной полярности, то к клемме со знаком «-» подсоединяется кабель, идущий на свариваемые изделия. Что же касается положительной клеммы, то к ней подключается сам электрод. Отличительная черта этой сварки в том, что деталь нагревается не так сильно, но на электроде температура достаточно большая. Это обеспечивает более спокойную сварку, без чрезмерного разбрызгивания металла.
От чего зависит выбор полярности?

Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Постоянный ток обратной полярности используется при наличии следующих обстоятельств:
- возможности прожога свариваемых изделий;
- соединении металлических листов небольшой толщины;
- наличии нержавеющего или легированного стального изделия;
- использовании угольных электродов.
Каждый профессиональный сварщик знает, что нередко в процессе работы наблюдается прожигание материала. Это происходит из-за того, что некоторые металлы очень чувствительны к перегреву. В первую очередь это нержавейка и легированная сталь. Выбор полярности обусловлен и типом электродов. Постоянный ток обратной полярности предпочтительнее использовать при наличии электродов без специального покрытия.
Сама сварочная проволока подразделяется на несколько типов: для прямой, обратной полярности и универсальную.
Что же касается вида подаваемого тока, то ток постоянного типа характеризуется тем, что он в большей степени подходит для соединения заготовок из нержавеющей стали. Он практически незаменим при аргонодуговой сварке. Отличие его от переменного в том, что в процессе работы он держится на одном и том же уровне, однако в самом конце и начале сварки сила его может изменяться.
Сварка с применением обратной полярности

Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами.
Соединение деталей постоянным током обратной полярности имеет свои особенности.
Во-первых, оно отлично подходит для тех металлов, которые имеют на своей поверхности защитную пленку (алюминий). Объясняется это тем, что защитный слой плавится хуже, нежели сам металл. Для этого требуется большая температура.
Во-вторых, сила заряженных частиц при обратной полярности должна быть умеренной. В противном случае используемые электроды будут быстро изнашиваться.
В-третьих, при работе подобного типа рекомендуется приобретать современное оборудование (инверторы). В отличие от трансформаторов, они сразу же подают постоянный ток. Они более компактны. В настоящее время используются стационарные, переносные, передвижные инверторы.
В-четвертых, чтобы не повредить свариваемую деталь в месте подсоединения сварочного кабеля, целесообразно использовать прижимную струбцину.
В-пятых, электроды должны соответствовать типу полярности. Интересен тот факт, что агрегаты переменного тока не смогут сваривать изделия с помощью электродов для постоянного.
В-шестых, при покупке инвертора необходимо учитывать то обстоятельство, что он очень чувствителен к перепадам напряжения. Данное оборудование требует мощного источника энергии. Если напряжение в сети меньше 200 В, то качество сварки при обратной полярности может оказаться низким.
Полуавтоматическая сварка при обратной полярности

Схема полуавтоматической сварки.
Ток обратной полярности используется при соединении металлических деталей посредством специального аппарата. Суть этого вида сварки в том, что сварочный агрегат автоматически подает сварную проволоку на изделие с определенной скоростью. Этот тип сварки может выполняться различными способами. Различают сварку в среде защитного газа (углекислого или аргона) или с использованием специальной порошковой проволоки. Большое значение имеет то, что при наличии защитного газа используется обратная полярность при постоянном токе, а при сварке при помощи порошковой проволоки – прямая.
Защитный газ влияет на качестве сварного шва, он защищает металл от окисления. При полуавтоматической сварке на изделие подается «-», а на «+» полюсе должен быть электрод. При организации работы важно знать, что при низкой силе тока аппарат будет сваривать плохо. Подготовительный этап включает в себя настройку режима работы сварочного оборудования.
При этом скорость подачи проволоки должна быть оптимальной. Перед сваркой изделия требуется очистить от грязи, пыли и смазочных веществ. После настройки рекомендуется провести пробное испытание на каком-либо ненужном изделии. Если процесс протекает хорошо и формируется ровный шов, то первоначальный режим оставляют. В противном случае проводится корректировка.
Заключение, выводы, рекомендации
Таким образом, при организации сварочных работ необходимо не только рассчитать нужную силу тока и подобрать электроды, но и правильно выбрать полярность. Постоянный ток имеет одно большое преимущество – он практически не изменяет своей величины при сварке. Переменный же изменяется в циклической последовательности. Обратная полярность используется не реже прямой. Выбор того или иного метода сварки зависит от характера свариваемых поверхностей, толщины деталей, типа сварочной проволоки.
Независимо от того, какой ток и какая полярность используется в процессе соединения металла, работать необходимо в средствах индивидуальной защиты. К ним относится маска или щиток, перчатки, специальная одежда и обувь. Подключая трансформатор или инвертор, не нужно забывать про заземление. Это простая предосторожность для самого работающего и окружающих людей.
AC/DC: что такое полярность тока
Вы знаете, что означают надписи AC (переменный ток) и DC (постоянный ток) на сварочных аппаратах и электродах? По сути эти термины описывают полярность электрического тока, который вырабатывается источником питания и направляется к рабочему изделию через электрод. Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений – поэтому не забывайте проверить надпись на упаковке! Чтобы лишний раз убедиться, Вы можете сделать две пробные попытки с разной полярностью на краю рабочего изделия.В обиходе используются термины «прямая» и «обратная» полярность или «электрод-отрицательная» и «электрод-положительная» полярность. Последнее звучит более наглядно и поэтому здесь мы будем использовать именно эти обозначения.
Полярность обусловлена тем, что электрический контур имеет отрицательный и положительный полюсы. Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Таким образом, при частоте 60 Герц полярность тока меняется 120 раз в секунду.
Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки. С некоторыми исключениями электрод-положительная (обратная) полярность обеспечивает более глубокое проплавление. Электрод-отрицательная (прямая) полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки. На это могут влиять химические вещества в покрытии. Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
Применение сварочных аппаратов трансформаторного типа породило необходимость в электродах, пригодных для сварки с любой полярностью из-за постоянных смен направления переменного тока. Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Чтобы обеспечить необходимое проплавление, однородную форму шва и высокие сварочные характеристики, обязательно нужно использовать подходящую полярность. Неправильная полярность вызовет недостаточное проплавление, непостоянную форму шва, избыточное разбрызгивание, сложности с контролем дуги, перегрев и быстрое сгорание электрода.
На большинстве аппаратов четко обозначены контакты или подробно описано, как их настроить на определенную полярность. Например, некоторые аппараты имеют переключатель полярности, а на других для этого нужно сменить кабельные разъемы. Если Вы не уверены, какая в данный момент используется полярность, есть два несложных способа это выяснить. Первый – это сварка угольным электродом для постоянного тока, который будет нормально работать только при прямой полярности. Второй – сварка электродом Fleetweld 5P, который показывает намного лучшие результаты с обратной полярностью.
Проверка полярности:
А: Определение полярности с помощью угольного электрода
1. Проведите очистку основного металла и расположите его горизонтально.
2. Заострите кончики двух угольных электродов на шлифовальном диске, чтобы они имели одинаковую форму в плавным скосом, начинающимся в 5–7.5 см от кончика электрода.
3. Вставьте один электрод в электрододержатель возле начала скоса.
4. Настройте силу сварочного тока 135–150А.
5. Выберите интересующую Вас полярность.
6. Подожгите дугу (не забывайте о маске) и некоторое время подождите. Увеличьте длину дуги, чтобы было удобнее наблюдать действие дуги.
7. Понаблюдайте за дугой. При электрод-отрицательной (прямой) полярности дуга имеет коническую форму и отличается высокой стабильностью, легкой управляемостью и однородностью.
При электрод-положительной (обратной) полярности дугой достаточно сложно управлять. Она будет оставлять черные отложения углерода на основном металле.
8. Смените полярность. Подожгите дугу вторым электродом и подождите такое же время. Понаблюдайте за дугой.
9. Сравните кончики двух электродов. При прямой полярностью электрод сгорает равномерно, сохраняя свою форму. При обратной полярности электрод быстро сгорает и принимает плоскую форму.
Б. Определение полярности с помощью металлического электрода (E6010)
1. Проведите очистку основного металла и расположите его горизонтально.
2. Настройте силу сварочного тока 130–145 А (для электродов диаметром 4 мм).
3. Выберите одну из полярностей.
4. Подожгите дугу. Начните сварку, соблюдая стандартную длину дуги и угол наклона электрода.
5. Прислушайтесь к звуку дуги. При подходящей полярности, нормальной длине дуги и силе тока, дуга будет издавать равномерный «треск».
Неправильная полярность при нормальной длине дуги и силе тока вызовет нерегулярный «хруст» и «хлопки» и нестабильность дуги. См. выше, как ведет себя дуга и как выглядит шов при использовании металлического электрода с правильной и неправильной полярностью.
7. Смените полярность и создайте второй шов.
8. Проведите чистку швов и внимательно их осмотрите. При неправильной, прямой полярности шов будет иметь отрицательные характеристики, перечисленные в Уроке 1.6.
9. Повторите несколько раз, пока Вы не научитесь быстро определять текущую полярность.
Полярность при сварке: обратная и прямая
Сварочные работы, выполняемые с применением электрической сварочной дуги, в отличие от газового метода имеют определенные особенности. Электросварка обладает возможностью создавать электрическую дугу, температура которой достигает 4000-5000°C. Такой температурный режим в несколько раз превосходит порог плавления большинства металлов, что дает возможность применять для их соединения разные типы сварки, которые выбирают в зависимости от цели назначения заготовок.
Электросварка, выполняемая при помощи электрической дуги, может осуществляться с применением как переменного, так и постоянного электротока. Используя постоянный электроток, можно выполнять электросварку прямой и обратной полярности. Суть смены полярностей заключается в движении электронов. Отрицательно заряженные частицы будут двигаться от отрицательного полюса к положительному.
В процессе сварочных работ электрод может быть подсоединен как к плюсовой, так и к минусовой клемме, и от этого будут зависеть конечные характеристики готового сварочного шва.
Что это такое?
Во время работ постоянным электротоком процесс электросварки можно осуществить, используя электрический ток с прямой либо обратной полярностью. При выполнении электросварки термин «прямая полярность» значит то, что электрический ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.
Особенности процесса электросварки в этом варианте состоят в том, что положительный полюс анода имеет температуру, значительно превышающую показатели катода, который служит отрицательным полюсом. По этой причине использование электрического тока с прямой полярностью широко распространено при выполнении сварочных работ с деталями, имеющими толстые стенки. Кроме того, этот метод применяется и для проведения разрезания металла, а также в случаях, когда для выполнения того или иного процесса необходимо образование большого объема тепловой энергии. Что касается выполнения сварочного процесса с применением электротока обратной полярности, то для осуществления сварочных работ потребуется изменить порядок подключения в противоположном направлении. В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет направлен к сварочному электроду.
Особенностью обратной полярности сварочного электротока является то, что весь потенциал тепловой энергии приходится на электродный конец стержня, при этом сама заготовка нагревается гораздо меньше. Такой вариант электросварки позволяет аккуратно совмещать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности используется для работы с легированными или нержавеющими марками металла, с тонкостенными деталями, а кроме того, подходит и для тех металлов, перегрев которых во время проведения сварочных работ крайне нежелателен. Выполнение сварочного шва электротоком обратной полярности эффективно и для сварки с применением флюса либо среды защитных газов.
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Для получения долговечного и аккуратного шва нужно соблюдать технологию выполнения сварочного процесса, который имеет отличия в зависимости от того, как расположены на аппарате клеммы полярности.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель. Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности. Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.
Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны. При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая направленность электротока применяется для работы с цветными металлами, когда для сварки металла используют электрод из вольфрама.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина. Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать.
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используютсяя электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
Заряд, который несет кабель, не играет роли – в том и другом случае струбцина выступает в качестве дополнительной защиты заготовки.
О том, как выбрать полярность при сварке электродами разных покрытий, смотрите в следующем видео.
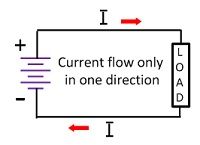
Источники питания для дуговой сварки могут подавать переменный или постоянный ток или оба вида тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление потока тока меняется в каждом цикле (количество циклов в секунду зависит от частоты подачи). Теперь в дуговой сварке основные металлы соединены с одним контактом, а электрод — с другим контактом. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке).
В зависимости от соединения основных металлов и электрода с портами источника питания, полярность постоянного тока можно разделить на две категории — прямая полярность постоянного тока (DCSP) и обратная полярность постоянного тока (DCRP). Следует отметить, что для источника переменного тока обе полярности встречаются одна за другой в каждом цикле несколько раз (равно частоте подачи).
- DCSP или DCEN — опорная плита положительная, а электрод отрицательный.
- DCRP или DCEP — опорная плита отрицательная, а электрод положительный.
Когда электрод соединен с положительной клеммой источника сварочного тока (тип постоянного тока), а основные металлы соединены с отрицательной клеммой, то соединение называется обратной полярностью постоянного тока (DCRP). Он также называется положительным электродом постоянного тока (DCEP), поскольку электрод является положительной клеммой. Следовательно, электроны испускаются из базовой пластины (отрицательная клемма) и текут к электроду (положительная клемма) через небольшой зазор между ними. Лавина потока таких электронов в конечном итоге составляет электрическую дугу.
Здесь электроны, освобождающиеся от поверхности базовой пластины, ускоряются по направлению к электроду из-за разности потенциалов между ними и, наконец, ударяются о кончик электрода с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, и поэтому на кончике электрода генерируется высокая температура. Считается, что около 2/3 или от общего тепла дуги (то есть около 66%) генерируется на конце электрода; в то время как остальная часть тепла генерируется вблизи опорной плиты.Это приводит к быстрому плавлению электрода и высокой скорости осаждения наполнителя.
Лучше дуги очищающее действие -Когда электроны освобождают от опорной плиты, он удаляет грязь, покрытие или слой оксида, присутствующий на рабочей поверхности, и это действие называется как очистка дуги. Полярность DCRP обеспечивает отличное действие по очистке дуги и, таким образом, снижает вероятность появления дефектов включения. Читайте: явление дуговой очистки в сварке.
Высокая объемная скорость осаждения — поскольку вблизи наконечника электрода генерируется более высокая температура, поэтому скорость осаждения присадочного металла увеличивается, если электрод является расходным материалом.Это иногда полезно, поскольку может снизить требования к сварочным проходам. Для нерасходуемых электродов скорость осаждения в объеме можно контролировать согласно требованию.
Предпочтителен для соединения тонких пластин — Вследствие сравнительно меньшего тепловыделения в основном металле различные дефекты, возникающие при соединении тонких пластин, могут быть устранены с помощью обратной полярности. К таким дефектам относятся искажение, подрезание, остаточное напряжение, полная резка и т. Д.
Подходит для соединения металлов с более низкой температурой плавления — Сварка меди, алюминия и т. Д.требует меньшего нагрева для правильного плавления базовых пластин, поскольку их температура плавления сравнительно ниже. В таких случаях DCRP — лучший выбор; однако, это требует рассмотрения других факторов.
Срок службы электрода уменьшается на — В случае нерасходуемого электрода (например, при сварке TIG) использование DCRP может привести к быстрому плавлению (образованию шариков на конце) электрода, и, следовательно, срок службы электрода уменьшается. Это может даже привести к дефекту включения вольфрама.
Высокая арматура — Сварка расходными электродами увеличивает скорость осаждения присадочного металла.Таким образом, если скорость или обработка края не выбраны оптимально, то усиление может увеличиться. Армирование не придает прочности суставу; вместо этого он препятствует внешнему виду и вызывает потерю присадочного металла.
Недостаточное плавление и недостаточное проникновение — Низкий уровень тепловыделения у основных металлов может привести к различным дефектам, таким как недостаточное плавление, недостаточное проникновение и т. Д.
Не подходит для металлов с высокой температурой плавления — нержавеющая сталь, титан и т. Д.требуется высокая тепловая мощность для правильного плавления, и поэтому DCRP не подходит для сварки таких металлов.
, прямой
( направляет 3-е лицо присутствует ) ( направляет настоящее причастие ) ( направлено прошедшее время и прошедшее причастие )
1 прил. Прямое движение означает движение к месту или объекту без изменения направления и без остановки, например, в путешествии.
usu ADJ n (антоним: косвенный)
Они прилетели прямым рейсом из Афин.
Direct также является наречием, ADV ADV после v
Вы можете лететь прямо в Амстердам из большинства британских аэропортов.
♦ напрямую adv ADV after v
Гигантский самолет должен доставить заложников обратно в Лондон.
2 прил. Если что-то находится под воздействием прямого тепла или света, оно сильно зависит от тепла или света, потому что между ним и источником тепла или света нет ничего, что могло бы его защитить.
ADJ n
Лекарства следует хранить вдали от прямых солнечных лучей …
3 прил. Вы используете прямое описание опыта, деятельности или системы, которая включает только людей, действия или вещи, которые необходимы для того, чтобы это произошло.
usu ADJ n
У него есть непосредственный опыт процесса приватизации … Он, кажется, находится в прямом контакте с боссом …
Прямое также наречие., ADV ADV после v
Я могу иметь дело непосредственно с вашим инспектором Kimble …
♦ напрямую adv ADV с v
Мы не можем измерить боль напрямую. Это можно только оценить …
4 прил. Вы используете прямую, чтобы подчеркнуть близость связи между двумя вещами.
usu ADJ n (выделение, антоним: косвенный)
Они не смогли доказать, что она умерла в результате его инъекции…
5 прил. Если вы описываете человека или его поведение как прямое, вы имеете в виду, что они честны и открыты и точно говорят, что они имеют в виду. (Антоним: косвенный)
Он избегал давать прямой ответ …
♦ напрямую adv ADV after v
На первой встрече просто и прямо объясните, что вы надеетесь достичь …
♦ прямолинейность n-uncount
Использование ‘I’ добавляет прямолинейность к фрагменту письма…
6 глагол Если вы направите что-то на определенную вещь, вы нацелитесь или нацелите ее на эту вещь. (= цель)
Я направил огнетушитель на огонь без эффекта … V n в / в / на n
7 глагол Если ваше внимание, эмоции или действия направлены на конкретного человека или предмет, вы сосредотачиваете их на этом человеке или предмете. (= фокус)
Внимание ученика должно быть направлено на существенные особенности… V-ed к / к n / -ing
Не удивляйтесь, если изначально она направит свой гнев на вас … V n на n
8 глагол Если на вас направлено замечание или взгляд, кто-то вам что-то говорит или смотрит на вас.
Она с трудом могла поверить, что вопрос был адресован ей … быть в стороне от n
Злоупотребление было направлено на съемочную группу … быть в стороне от n
Арнольд направил многозначительный взгляд на Ирму , В н у н
9 глагол Если вы куда-то направляете кого-то, вы говорите ему, как туда добраться.
Не могли бы вы направить их в офис доктора Ламонта, пожалуйста? … V n to n
10 глагол Когда кто-то руководит проектом или группой людей, он отвечает за организацию людей и действий, которые в этом участвуют.
Кристофер будет руководить повседневными операциями. В н
♦ направление n-uncount
Организациям необходимо четкое направление …
11 глагол Когда кто-то руководит фильмом, спектаклем или телевизионной программой, он отвечает за то, как он исполняется, и за то, что говорит актерам и помощникам, что делать.
Он снял различные телешоу … В п
… Давние амбиции мисс Биркин руководить, а не действовать. V
12 глагол Если вам приказано что-то сделать, кто-то из авторитетных людей скажет вам сделать это.
ФОРМАЛЬНО Они были направлены на то, чтобы уделить особое внимание проблеме бедности … V-ed to-inf
Епископ велел верующим оставаться дома. V n to-inf
13 прил. Если вы являетесь прямым потомком кого-то, вы связаны с ним через своих родителей, бабушку и дедушку и так далее.
ADJ n
Она является прямым потомком королевы Виктории.
→ направление
→ непосредственно
прямое действие
Прямое действие включает в себя такие действия, как забастовка или демонстрация, чтобы оказать давление на работодателя или правительство, чтобы они делали то, что вы хотите, вместо того, чтобы пытаться поговорить с ними. n-uncount
постоянный ток ( постоянный ток множественное число ) Постоянный ток — это электрический ток, который всегда течет в одном и том же направлении.Аббревиатура DC также используется. n-var
Некоторые виды батарей можно заряжать, подключив их к источнику постоянного тока.
прямой дебет ( прямой дебет во множественном числе ) Если вы оплачиваете счет прямым дебетом, вы разрешаете компании, которой причитаются деньги, переводить правильную сумму со своего банковского счета на свой, обычно каждый месяц.
(в основном BRIT) n-var
Перейдите к оплате ипотеки прямым дебетом.
прямой дискурс
В грамматике прямой дискурс — это речь, которая сообщается с использованием точных слов, которые использовал говорящий.
(в основном AM) n-uncount
в BRIT, обычно используют прямую речь
прямое попадание ( прямое попадание во множественном числе ) Если место подвергается прямому попаданию, бомба, пуля или другая ракета, которая была нацелена на него, приземляется именно в этом месте, а не на некотором расстоянии. n-count
Блиндажи были защищены от всего, кроме прямого попадания.
прямая почтовая рассылка
Прямая почтовая рассылка — это метод маркетинга, при котором компании отправляют рекламные материалы напрямую тем людям, которые, по их мнению, могут быть заинтересованы в их товарах. (БИЗНЕС) n-uncount ofn N n
… усилия по привлечению новых клиентов с помощью прямой почтовой рассылки и телевизионной рекламы …
прямой маркетинг
Прямой маркетинг такой же, как прямая почтовая рассылка.(БИЗНЕС) n-uncount ofn N n
Индустрия прямого маркетинга стала экспертом в области специальных предложений по упаковке.
прямой объект (прямые объекты во множественном числе ) В грамматике прямым объектом переходного глагола является группа существительных, которая относится к кому-то или чему-то, непосредственно затронутому или вовлеченному в действие, совершаемое субъектом. Например, в «Я видел его вчера» «он» является прямым объектом.Сравните косвенный объект. n-count (= объект)
Прямое правило
Прямое правило — это система, в которой центральное правительство управляет территорией, в которой в прошлом имелся собственный парламент или законотворческая организация. n-uncount
прямая речь
В грамматике прямая речь — это речь, которая сообщается с использованием точных слов, которые использовал говорящий.
(в основном BRIT) n-uncount
в AM, обычно используют прямой дискурс
прямой налог ( прямые налоги множественное число ) Прямой налог — это налог, который физическое или юридическое лицо уплачивает непосредственно правительству, например, подоходный налог. n-count
прямое налогообложение
Прямое налогообложение — это система, в которой правительство собирает деньги с помощью прямых налогов. n-uncount
с использованием диодного ИЛИ P-канала MOSFET
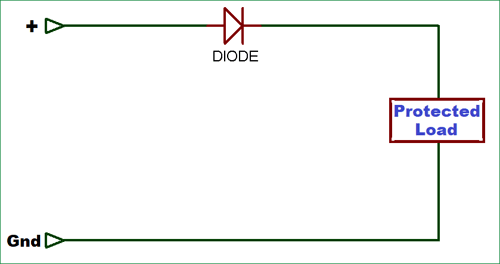
Батареи являются наиболее удобным источником питания для подачи напряжения в электронную схему. Есть много других способов питания электронных устройств, таких как адаптер, солнечный элемент и т. Д., Но наиболее распространенным источником питания постоянного тока является аккумулятор. Как правило, все устройства поставляются с схемой защиты от обратной полярности , но если у вас есть какое-либо устройство с батарейным питанием, которое не имеет защиты от обратной полярности, вам всегда нужно быть осторожным при замене батареи, иначе это может взорвать устройство.
Итак, в этой ситуации схема защиты от обратной полярности будет полезным дополнением к схеме. Существует несколько простых способов защиты схемы от подключения с обратной полярностью, например, использование диода или диодного моста или использование P-Channel MOSFET в качестве переключателя на стороне HIGH.
Защита от обратной полярности с использованием диода
Использование диода — это самый простой и дешевый метод защиты от обратной полярности, но он имеет проблему утечки .Когда входное напряжение питания высокое, небольшое падение напряжения может не иметь значения, особенно когда ток низкий. Но в случае низковольтной операционной системы даже небольшое падение напряжения недопустимо.
Как мы знаем, падение напряжения на диоде общего назначения составляет 0,7 В, поэтому мы можем ограничить это падение напряжения с помощью диода Шоттки, поскольку его падение напряжения составляет от 0,3 В до 0,4 В, и оно также может выдерживать высокие токовые нагрузки. Будьте внимательны при выборе диода Шоттки, потому что многие диоды Шоттки имеют высокую утечку обратного тока, поэтому убедитесь, что вы выберете один с низким обратным током (менее 100 мкА).
При 4 А, потери мощности диодом Шоттки в цепи будут:
4 x 0,4 Вт = 1,6 Вт
А в обычном диоде:
4 х 0,7 = 2,8 Вт.
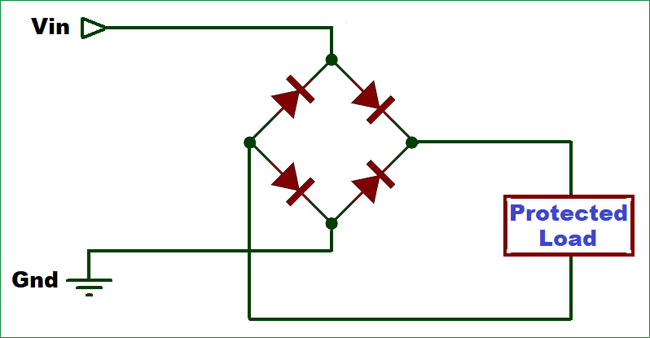
Для защиты от обратной полярности можно даже использовать мостовой выпрямитель, так как он не зависит от полярности. Но мостовой выпрямитель состоит из четырех диодов, следовательно, количество потерь энергии будет в два раза больше потерь энергии в вышеуказанной цепи с одним диодом.
Защита от обратной полярности с использованием P-Channel MOSFET
Использование МОП-транзистора с каналом P-типа для защиты от обратной полярности является более надежным, чем другие методы, из-за низкого падения напряжения и большой силы тока.Схема состоит из МОП-транзистора с каналом P-типа, стабилитрона и понижающего резистора. Если напряжение питания меньше, чем напряжение затвор-источник (Vgs) P-канального MOSFET, тогда вам нужен только MOSFET без диода или резистора. Вы просто должны подключить терминал ворот MOSFET к земле.
Теперь, если напряжение питания больше, чем Vgs, вы должны сбросить напряжение между клеммой затвора и источником. Компоненты, необходимые для изготовления схемного оборудования, указаны ниже.
Требуемый материал
- FQP47P06 P-канальный MOSFET
- Резистор (100 кОм)
- 9,1 В стабилитрон
- Макет
- Соединительные провода
принципиальная схема

Работа схемы защиты от обратной полярности с использованием P-Channel MOSFET
Теперь, когда вы подключаете батарею в соответствии с принципиальной схемой, с правильной полярностью, это вызывает включение транзистора и позволяет току течь через него.Если батарея подключена назад или в обратной полярности, тогда транзистор выключается, и ваша цепь защищена.
Эта схема защиты более эффективна, чем другие. Давайте проанализируем схему , когда батарея подключена правильно , P-канал MOSFET включится, потому что напряжение между затвором и источником отрицательное. Формула для нахождения напряжения между затвором и источником:
Vgs = (Vg - Vs)
Если аккумулятор подключен неправильно , напряжение на клемме затвора будет положительным, и мы знаем, что P-канальный MOSFET включается только при отрицательном напряжении на клемме затвора (минимум -2.0V для этого MOSFET или меньше). Таким образом, всякий раз, когда батарея подключена в обратном направлении, схема будет защищена MOSFET.
Теперь давайте поговорим о потере мощности в схеме , когда транзистор включен, сопротивление между стоком и истоком практически ничтожно, но если быть более точным, вы можете просмотреть таблицу данных МОП-транзистора с P-каналом. Для P-канального MOSFET FQP47P06 статическое сопротивление источника слива (R DS (ON) ) составляет 0,026 Ом (макс.).Итак, мы можем рассчитать потери мощности в цепи, как показано ниже:
Power Loss = I 2 R
Давайте предположим, что ток через транзистор равен 1А. Таким образом, потеря мощности будет
Потеря мощности = I 2 R = (1А) 2 * 0,026Ω = 0,026 Вт
Следовательно, потери мощности примерно в 27 раз меньше, чем в схеме с одним диодом. Вот почему использование P-Channel MOSFET для защиты от обратной полярности намного лучше, чем другие методы.Это немного дороже, чем диод, но делает схему защиты намного безопаснее и эффективнее.
Мы также использовали стабилитрон и резистор в цепи для защиты от превышения напряжения на затворе. Добавив резистор и стабилитрон 9,1 В, мы можем ограничить напряжение на затворе максимум до 9,1 В, следовательно, транзистор остается безопасным.
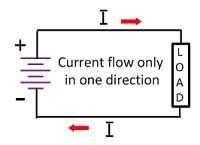
,Проводящие материалы имеют свободные электроны, которые перемещаются от одного атома к другому, когда на них прикладывается разность потенциалов. Этот поток электронов в замкнутой цепи называется током. На основании направления движения электронов в замкнутой цепи электрический ток в основном классифицируется на два типа, то есть переменный ток и постоянный ток.
Одно из основных различий между переменным и постоянным током заключается в том, что в переменном токе полярность и величина тока изменяются через регулярный интервал времени, тогда как в постоянном токе он остается постоянным. Некоторые из различий объясняются ниже в форме сравнительной таблицы с учетом различных факторов;
Содержание: переменный ток (переменный ток) против постоянного тока (постоянный ток)
- Сравнительная таблица
- Определение
- Ключевые различия
- Точка, чтобы Помнить
Сравнительная таблица
| Основа | Переменный ток | Постоянный ток |
|---|---|---|
| Определение | Направление тока периодически меняется. | Направление тока остается прежним. |
| Причины потока электронов | Вращение катушки в однородном магнитном поле или вращение однородного магнитного поля в неподвижной катушке | Постоянное магнитное поле поперек провода |
| Частота | 50 или 60 Герц | Ноль |
| Направление потока электронов. | Двунаправленный | Однонаправленный |
| Коэффициент мощности | Лежит от 0 до 1 | Всегда 1 |
| Полярность | Имеет полярность (+, -) | Не имеет полярности |
| Получено из | Генераторы | Генераторы, аккумулятор, солнечная батарея и т. Д. |
| Тип нагрузки | Их нагрузка является резистивной, индуктивной или емкостной. | Их нагрузка обычно носит резистивный характер. |
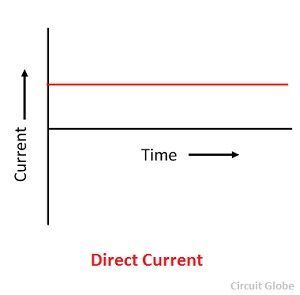
| Графическое представление | Он представлен нерегулярными волнами, такими как треугольная волна, прямоугольная волна, волна квадратного зуба, синусоида. | Он представлен прямой линией. |
| Передача | Может передаваться на большие расстояния с некоторыми потерями. | Может передаваться на очень большие расстояния с незначительными потерями. |
| Кабриолет | Легко преобразовать в постоянный ток | Легко преобразовать в переменный ток |
| Подстанция | Требуется несколько подстанций для выработки и передачи | Больше подстанций требуется для выработки и передачи |
| Пассивный параметр | Сопротивление | Сопротивление |
| Хараздоус | Опасно | Очень опасно |
| Применение | Фабрики, Отрасли и для бытовых целей. | Гальваника, Электролиз, Электронное оборудование и т. Д. |
Определение переменного тока
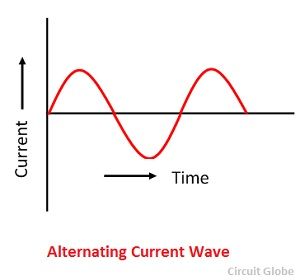
Ток, который периодически меняет свое направление, такой тип тока называется переменным током. Их величина и полярность также меняются со временем. При таких типах тока свободные электроны (электрический заряд) перемещаются как в прямом, так и в обратном направлении.
 Частота (число циклов, выполненных за одну секунду) переменного тока от 50 до 60 Гц зависит от страны.Переменный ток легко преобразуется из высокого значения в низкое и наоборот с помощью трансформатора. Таким образом, он в основном используется для передачи и распространения.
Частота (число циклов, выполненных за одну секунду) переменного тока от 50 до 60 Гц зависит от страны.Переменный ток легко преобразуется из высокого значения в низкое и наоборот с помощью трансформатора. Таким образом, он в основном используется для передачи и распространения.
Определение постоянного тока
Когда электрический заряд внутри проводника течет в одном направлении, такой тип тока называется постоянным током. Величина постоянного тока всегда остается постоянной, а частота тока равна нулю. Он используется в мобильных телефонах, электромобилях, сварке, электронном оборудовании и т. Д.
Графическое представление переменного тока показано на рисунке ниже.
Ключевые различия между переменным током и постоянным током
- Ток, который меняет свое направление через регулярные промежутки времени, такой тип тока называется переменным током. Постоянный ток является однонаправленным или протекает только в одном направлении.
- Заряды в переменном токе протекают либо путем вращения катушки в магнитном поле, либо путем вращения магнитного поля в неподвижной катушке.В постоянном токе заряды текут, сохраняя постоянный магнетизм вдоль провода.
- Частота переменного тока от 50 до 60 герц зависит от стандарта страны, тогда как частота постоянного тока всегда остается нулевой.
- Коэффициент мощности переменного тока лежит в диапазоне от нуля до единицы, тогда как коэффициент мощности постоянного тока всегда остается равным единице.
- Ток генератора генерируется генератором. Постоянный ток генерируется генератором, батареей и элементами.
- Нагрузка переменного тока емкостная, индуктивная или резистивная. Нагрузка постоянного тока всегда носит резистивный характер.
- Переменный ток может быть графически представлен через различные формы неправильной волны, такие как треугольная волна, прямоугольная волна, периодическая волна, зубчатая волна, синусоида и т. Д. Постоянный ток графически представлен прямой линией.
- Переменный ток передается на большое расстояние с некоторыми потерями, тогда как постоянный ток передается на очень большие расстояния с незначительными потерями.
- Переменный ток преобразуется в постоянный ток с помощью выпрямителя, тогда как постоянный ток преобразуется в переменный ток с помощью инвертора.
- Немногие подстанции требуются для выработки и передачи переменного тока. Дополнительные подстанции требуются для передачи постоянного тока.
- Переменный ток используется в промышленности, на фабриках и в бытовых целях. Постоянный ток в основном используется в электронном оборудовании, вспышках, гибридных транспортных средствах, гальванических покрытиях, электролизе, для возбуждения обмотки возбуждения ротора и т. Д.
Точка, чтобы Помнить
Постоянный ток более опасен, чем переменный ток. В переменном токе величина тока становится высокой и низкой через регулярные промежутки времени, а в постоянном токе величина остается неизменной. Когда человеческое тело испытывает шок, переменный ток входит и выходит из тела через регулярные промежутки времени, тогда как постоянный ток постоянно воздействует на организм.
,