Пример смета на сварочные работы: Смета на сварочные работы
Содержание
Смета на сварочные работы
Вы попали на страницу сварщиков которые уже не первый год занимаются данной деятельностью. Сварка является одним из самых затребованных способов неразъемного соединения деталей. Можем выполнить любые сварочные работы которые касаются стали. Наши квалифицированные специалисты работают с трубами водоснабжения и газопровода. Имеем большой опыт и стаж работы, умеем работать и правильно обращаться с чертежами, сделаем мелкую работу начиная от ремонта коляски для вашего ребенка, санок, велосипеда, мелкой детали для автомобиля и заканчивая металлическими лестницами на несколько пролетов, навесы для автомобилей МАФы под заказ. Выполняем сварочные работы у себя на рабочем месте, так же можем выехать в любую точку Киева и области и работать на вашей территории. Сварщики работают либо по прайсу работы, тоби ж вызывая на 2 часа работы, оплата идет за 2 часа работы, либо по сделанной работе, идет подсчет сваренных швов и стыков. Все Расценки вы можете посмотреть на данной страничке, либо перейдя на полный прайс. Работа производиться электродуговой сваркой с помощью электродов, имеем самые демократичные цены, сможем проконсультировать по телефону, на месте подскажем как будет лучше сделать с точки зрения сварочных работ. Предлагаем свои услуги не только по изготовлению новых конструкций из металла, так же возьмемся за ремонт существующих. Плюсы работы с нашими сварщиками:
опыт работы более 17 лет, знаем все подводные камни которые могут встретиться на пути.
Высокая квалификация позволяет браться за самые сложные работы, а именно опыт работы с трубами воды и газа, большие проекты по созданию МАФов, офисных помещений и дополнительных этажей в квартирах.
Выполняем как мелкие заказы занимающие у нас 15 мин, так и большие проекты над которыми нужно работать месяцами.
Хорошие цены на работу, которую могут позволить себе любые клиенты.
Быстрые сроки исполнения.
Работаем круглосуточно 7/24. Нас можно набирать абсолютно в любое время и мы приедем к вам на помощь.
Качественно выполняем все сварочные работы вне зависимости от месяца года или времени дня.
Смета на услуги сварщика
Услуга
Стоимость услуги
Звоните нам и мы ответим на ваши вопросы!
1 час работы сварщика
280,07 грн.
2 часа работы сварщика
553,92 грн. со слесарем 709,51 грн.
4 часа работы сварщика
1 095,38 грн. со слесарем 1 394,13 грн.
6 часа работы сварщика
1 624,41 грн. со слесарем 2 053,85 грн.
Рабочий день сварщика (8 часов)
2 140,98 грн. со слесарем 2 688,67 грн.
Приезд сварщика по Городу
296,02 грн.
Подробнее…
Не знаете сколько займет времени ваша работа, Звоните! Life 093 949 03 36, Kyivstar 096 073 99 73
Круглосуточно! Без выходных и праздников!
Цены обновлены 24.01.2018!
cтоимость и расценки за метр / объект.
Стоимость услуги по сварке в Краснодаре. Расценки зависят от методов и материалов. Прежде всего, учитывается:
Свариваемый материал (пластик/металлопластик/металл),
Тип сварки (аргонная, газовая, электродуговая, электросварка, полуавтоматическая/автоматическая),
Количество стыков,
Наружные или внутренние работы.
Сваривание пластиковых трубопроводов отличается наименьшей стоимостью по ряду причин:
Легкость материала,
Использование безопасного и малогабаритного электрического оборудования,
При применении электросварных фитингов процесс значительно упрощается,
Некоторые пластики можно монтировать холодной сваркой.
И, наоборот, сварка металлоконструкций требует наибольших физических затрат, квалификации и специальных навыков. От качества сварки будет зависеть прочность, долговечность, безопасность трубопровода (особенно актуально для горячего водоснабжения и отопления, где рабочие температуры могут достигать 90оC). Применение спецтехники также учитывается при расчете, т.к. для эксплуатации ее необходимо заправить и доставить. Помимо устройства трубопроводов и батарей отопления сварка может потребоваться для:
Сооружения металлокаркасов лестниц, навесов, балконов,
Монтажа заборов, решеток, ограждений,
Возведения металлоконструкций (складов, ангаров).
Отдельно оцениваются ремонтные работы по починке или замене радиаторов отопления, элементов газо- и водопровода. В прайсах ремонтных бригад такие услуги указываются комплексно – например, «замена радиатора батарей».
Компания СК Клён реализует сварку в Краснодаре с выездом на объект. К вашим услугам все виды сварных работ, полное техническое оснащение, ответственные сварщики. Наши преимущества:
Конкурентоспособные цены (не дороже частных),
Сварщики высокой квалификации,
Гарантия на все работы,
Расчет по факту (наличный/безналичный/рассрочка).
Сварочные работы при ремонте спецтехники в Екатеринбурге
Стоимость н/часа сварочных услуг -1150 руб/час
Профессиональные услуги специалиста — сварщика в Екатеринбурге на сегодняшний день пользуются большой популярностью. Сварка металлоконструкции спецтехники, ремонт ковшей экскаваторов, ремонт рам грузовых автомобилей, ремонт стрел КМУ, спецтехники – все это неполный перечень услуг компании «ТГМ-сервис ЕК». Наше предприятие использует современное оборудование и полный перечень необходимых расходных материалов.
Когда могут потребоваться услуги сварочных работ в Екатеринбурге?
Наши специалисты готовы выполнить профессиональные сварочные работы для решения задач различной сложности:
сварочные работы могут потребоваться при необходимости ремонта или правки рамы грузового автомобиля;
услуги сварщика в Екатеринбурге могут потребоваться в процессе ремонта и монтажа краново-манипуляторных установок (КМУ) различного типа;
услуги сварочных работ в Екатеринбурге являются востребованными при ремонте ковшей экскаваторов;
котельно-сварочные работы необходимы для ремонта и восстановления стрел экскаваторов, автокранов, спецтехники и т. д.
Кроме того, услуги сварщика в Екатеринбурге могут потребоваться при замене гильз и штоков в гидроцилиндрах.
Специалисты компании «ТГМ-сервис ЕК» готовы выполнить сварочные работы различных типов.
Какие сварочные работы выполняют наши специалисты?
Мы предоставляем полный комплекс услуг сварщика, а именно:
Электродуговые сварочные работы в Екатеринбурге. Данная разновидность услуг сварочных работ наиболее часто используется при ремонте металлоконструкции спецтехники.
Газовые сварочные работы. Такие услуги сварщика в Екатеринбурге заказывают так же часто, как и электродуговую разновидность. Газовые сварочные работы наиболее часто используются для локального нагрева ремонтных мест, используется при правке металлоконструкции.
Сварка полуавтоматом в среде защитного газа. Основное преиимущество полуавтоматической сварки — стабильный сварочный процесс, способность соединять заготовки значительных толщин без скосов кромок, незначительность потерь от разбрызгивание металла и угара, надежная защита сварочной зоны от атмосферного воздействия. Этот вид сварки часто применяется при изготовлении гидравлических цилиндров и при изготовлении стрел и стоек краново-манипуляторных установок (КМУ).
Специалисты компании «ТГМ-сервис ЕК» обладают многолетним опытом решения типовых и нестандартных задач любых объемов.
От чего зависит стоимость сварочных работ?
Цены на сварочные работы в Екатеринбурге могут включать фиксированную или почасовую оплату:
Первый вариант подразумевает внесение платы по заранее согласованным расценкам на сварочные работы. Так, например, клиент может вносить плату за ремонт секции стрелы или за ремонт ковша. При этом затраченное время на выполнение сварочных работ не учитывается.
Почасовая оплата услуг сварщика в компании «ТГМ-сервис ЕК» предусматривает учет времени, затраченного специалистом на выполнение сварочных работ. Как правило, такие расценки на сварочные работы актуальны при необходимости устранения небольших дефектов или без постановки четкой задачи.
Наши специалисты смогут предоставить Вам всю необходимую информацию, включая ответы на такие вопросы, как: «Сколько стоит сварочная работа?», «Какое оборудование рекомендуется использовать?»
, «Сколько времени потребуется на ремонт оборудования?» и т.д.
Стоимость н/часа сварочных услуг — 1150 руб/час. Включает стоимость расходных материалов: стоимость электродов, стоимость сварочной проволки; стоимость транспортировкии и заправки баллонов кислородом, пропаном, аргоном; стоимость расходных материалов, применяемых при разделке и подготовки мест сварки; аммортизацию оборудования.
Чтобы уточнить стоимость услуги специалиста — сварщика специалиста в Екатеринбурге, воспользуйтесь формой отправки заявки на нашем сайте или звоните по тел. +7 (343) 364-73-05.
Кроме сварочных работ наши специалисты выполняют слесарные работы, связанные с демонтажом/монтажом и сборкой/разборкой оборудования для освобождения мест ремонта перед сварочными работами.
Прайс на сварочные услуги
Внимание! Цены на сварочные услуги являются ознакомительными и определены исходя из средней типовой стоимости сварочных услуг .
Ремонт рамы грузового автомобиля — от 20 т.р.
Ремонт ковша экскаватора — от 10 т.р.
Ремонт стрел эскавататоров — от 30 т.р.
Ремонт автокрановых металлоконструкций — от 10 т.р
изготовление нестандартного оборудования из металла;
ремонт ковшей.
Сварочные работы | Цены | Ростов-на-Дону
Сварочные работы | Цены | Ростов-на-ДонуЗаказать услугу
Рейтинг: 3 голоса
МОП «КОМПЛЕКС 1» осуществляет любые виды сварочных работ, включая аргоновые, газовые, электродуговые, контактные, точечные. Оставляем аккуратные прочные швы, используем качественное оборудование.
Предлагаем:
аргоновую сварку с инертным газом аргоном; идеально подойдёт для легкоокисляемой, кислоупорной, жаропрочной, нержавеющей стали. Аргонодуговая сварка позволяет соединять достаточно мелкие детали,
классическую электродуговую с использованием электрической дуги,
газовую — она подойдёт для простой или углеродистой сталью, деталями небольшой толщины,
контактную — стыковку, обработку швов, рельефов.
С этой услугой заказывают
Покраска
Производственные мощности сварочного цеха позволяют производить работы всех уровней сложности. Цех укомплектован необходимым оборудованием и имеет порядка 8 сварочных участков.
Специалисты МОП «КОМПЛЕКС 1» осуществляют сварку любых металлов, а также резку, гибку, перфорацию, штамповку — все виды обработки алюминия, стали, латуни и других металлов. Работы производятся на автоматизированных станках с ЧПУ или с применением качественного ручного оборудования. Брак исключается — каждое изделие проверяют профессиональные технологи.
Разрабатываем и выполняем уникальные проекты, делаем на заказ всё, что связано с металлообработкой.
Прайс
Цены указаны с учетом НДС.
№
Наименование работ
Ед. Изм.
Цена с НДС
1
Стыковочный шов (до 250 см)
1 см.
35,00 р.
2
Стыковочный шов (до 500 см)
1 см.
30,00 р.
3
Стыковочный шов (до 1000 см)
1 см.
25,00 р.
4
Стыковочный шов (свыше 1000 см)
1 см.
20,00 р.
5
Продольный шов (толщина материала до 4 мм)
1 см.
110,00 р.
6
Продольный шов (толщина материала от 4 мм)
1 см.
1 600,00 р.
7
Пунктирный шов (50 через 100 мм)
1 см.
550,00 р.
8
Пунктирный шов (30 через 100 мм)
1 см.
300,00 р.
Оставить заявку на расчет стоимости
* — поля, обязательные для заполнения.
Примеры работ/Фотогалерея
Частозадаваемые вопросы
Что нужно для предварительного расчета заказа детали?
Для предварительного расчета стоимости заказа необходим эскиз, чертеж или макет детали, которую требуется изготовить.
Что нужно для запуска заказа в производство?
Заказ поступает в производство после подписания договора, утверждения конструкторской документации, получения предоплаты на расчетный счет исполнителя.
Из чего складывается стоимость?
Стоимость изготовления изделия складывается из совокупности трудозатрат на производственные операции, а также из цены материала: металл, резка, гибка, сварка, покраска, упаковка.
Есть ли у вас свой металл?
На нашем предприятии имеется склад листовой и рулонной стали, есть возможность изготовления листов нестандартных размеров.
Есть ли у вас доставка?
На нашем предприятии имеется автопарк грузоподъемностью от 1 до 25 тонн для доставки материалов и готовой продукции по всей России.
Есть ли у вас погрузка/разгрузка?
Для погрузочно-разгрузочных работ у нас есть специальные транспортные средства и оборудование.
Интересный материал
30.04.2020
Аргоновая сварка эффективна для сваривания материалов, которые в обычных условиях свариваются плохо или не свариваются совсем: чаще всего таким методом соединяют легированные стали и цветные металлы. Принцип прост: чтобы не позволить материалам окислиться от соприкосновения с кислородом, среда заполняется инертным газом аргоном. Аргон на 38% тяжелее воздуха и быстро вытесняет его из рабочей зоны…
Подробнее
30.04.2020
Газовая сварка ещё называется газоплавильной или просто газосваркой — это сварка, которая осуществляется путём поджигания газовых смесей, обычно кислорода в сочетании с горючими газами: ацетиленом, пропаном, водородом, иногда бензином. Один из самых старых сварочных методов с более чем столетней историей, всё ещё востребованный, хоть и вытесненный по большей части электродуговыми техниками…
Подробнее
30.04.2020
Дуговая сварка — процесс соединения деталей при помощи электрического разряда в газе, именуемого «дугой». Она получается между двумя электродами при увеличенном до определённого уровня напряжении. Дуговой механизм состоит из анода и катода, дугового столба, переходных областей. В рабочей области температура может доходить до 7000 °С (выше температуры плавления всех используемых в промышленности металлов), что обуславливает высокую эффективность технологии и её востребованность…
Подробнее
30.04.2020
В контактной сварке соединение деталей происходит не только путём разогрева, но и через механическое сжатие: детали, которые планируется скрепить, нагреваются электрическим током и сжимаются. Это позволяет делать достаточно тонкую сварку с минимальным рассеиванием — и поэтому очень популярно в конструкторских работах, автомобилестроении и т. д…
Подробнее
Основная зона обслуживания в ЮФО: Ростовская областьАзовБатайскВолгодонскКаменск-ШахтинскийНовочеркасскНовошахтинскРостов-на-ДонуТаганрогШахты, АдыгеяМайкоп, Астраханская областьАстрахань, Волгоградская областьВолгоградВолжскийКамышин, КалмыкияЭлиста, Краснодарский крайАнапаАрмавирЕйскКраснодарНовороссийскСочи, КрымЕвпаторияКерчьСимферополь, Севастополь
Пример сметы (цены 2021 года) на сантехника
Наименование работ
Ед. изм.
Количество
Расценка
Стоимость работ
Демонтаж унитаза
шт
300
150
45000
Демонтаж полотенцесушителя
шт
300
150
45000
Демонтаж ванны
шт
700
350
245000
Демонтаж джакузи
шт
1200
600
720000
Демонтаж душевой кабинки
шт
1000
500
500000
Демонтаж труб ХВС,ГВС
мп
150
75
11250
Демонтаж канализационных труб
мп
200
100
20000
Демонтаж стояка ХВС,ГВС
мп
350
175
61250
Демонтаж стояка канализации пластикого
мп
450
225
101250
Демонтаж счетчиков ХВС,ГВС
шт
150
75
11250
Демонтаж радиатора отопления нового типа
шт
400
200
80000
Демонтаж водонагревателя проточного типа
шт
450
225
101250
Демонтаж водонагревателя накопительного типа
шт
600
300
180000
Демонтаж раковины
шт
300
150
45000
Демонтаж смесителя
шт
200
100
20000
Демонтаж вентиля
шт
200
100
20000
Демонтаж стиральной,посудомоечной машины
шт
600
300
180000
Демонтаж фильтров грубой очистки
шт
200
100
20000
Демонтаж канализационного тройника
шт
400
200
80000
Демонтаж утеплителя трубы
мп
70
35
2450
Демонтаж душевой стойки
шт
300
150
45000
Демонтах сантехнического шкафа
шт
800
400
320000
Демонтаж сифона
шт
150
75
11250
Демонтаж бачка унитаза
шт
300
150
45000
Замена труб водопровода
мп
200
400
80000
Установка ванны
шт
1200
1500
1800000
Установка ванны с гидромассажем
шт
4500
2250
10125000
Установка душевой кабины
шт
2000
3000
6000000
Установка душевого улолка
шт
1350
2500
3375000
Установка унитаза
шт
1200
1200
1440000
Установка раковины
шт
1200
800
960000
Установка раковины с тумбой
шт
1450
1000
1450000
Вырез технических отверстий в тумбе
шт
200
100
20000
Установка полотенцесушителя
шт
1800
1200
2160000
Установка водонагревателя накопительного типа
шт
1200
600
720000
Установка водонагревателя проточного типа
шт
900
450
405000
Установка биде, писуара
шт
2000
1000
2000000
Установка смесителя
шт
600
500
300000
Подключение дополнительного смесителя
шт
600
300
180000
Монтаж труб ХВС,ГВС открыто
мп
100
50
5000
Монтаж труб ХВС,ГВС в штрабе (кирпич,гипс)
мп
300
150
45000
Монтаж труб ХВС,ГВС в штрабе (бетон)
мп
370
185
68450
Монтаж труб канализации открыто
мп
150
75
11250
Монтаж труб канализации в штрабе(кирпич,гипс)
шт
420
210
88200
Монтаж труб канализации в штрабе (бетон)
шт
450
225
101250
Замена труб канализации
мп
870
500
435000
Монтаж стояка ХВС,ГВС
мп
1050
1200
1260000
Монтаж стояка канализации
мп
1240
900
1116000
Замена труб стояка ХВС,ГВС
мп
1500
4200
6300000
Замена стояка канализации
шт
4500
3500
15750000
Монтаж вентиля
шт
300
250
75000
Замена радиатора отопления (с применением сварки)
шт
5000
5700
28500000
Замена радиатора отопления (без применения сварки)
шт
3500
3000
10500000
Врезка в магистраль
шт
600
300
180000
Врезка в металлопластик
шт
250
125
31250
Врезка в полипропилен
шт
300
150
45000
Монтаж фильтров грубой очистки воды
шт
200
250
50000
Монтаж фильтров тонкой очистки воды
шт
800
400
320000
Установка счетчиков ХВС,ГВС
шт
1400
700
980000
Устройство утеплителя трубы
мп
250
125
31250
Установка сифона
шт
300
150
45000
Замена подводящих кранов
шт
600
300
180000
Замена сифона (ванна)
шт
500
250
125000
Замена сифона для умывальника
шт
300
150
45000
Установка посудомоечной,стиральной машины
шт
1200
800
960000
Установка тройника для слива стиральной машины
шт
300
150
45000
Монтаж душевой стойки
шт
600
1200
720000
Монтаж обратного клапана
шт
500
250
125000
Монтаж редуктора давления
шт
800
450
360000
Монтаж монометра
шт
300
150
45000
Установка терморегулятора на радиаторы отопления
шт
900
450
405000
Монтаж фильтра питьевой воды
шт
900
450
405000
Монтаж коллектора
шт
900
450
405000
Монтаж заглушки
шт
150
75
11250
Установка мойдодыра
шт
1500
750
1125000
Монтаж сантехнического шкафа
шт
2500
1250
3125000
Монтаж сантехнического люка
шт
500
250
125000
Комплексная разводка сантехтруб
шт
5000
2500
12500000
Монтаж тройника (полипропилен)
шт
450
225
101250
Монтаж колена (полипропилен)
шт
450
225
101250
Монтаж муфты (полипропилен)
шт
450
225
101250
Монтаж перехода (полипропилен-металл)
шт
850
425
361250
Монтаж перехода с креплением (полипропилен-металл)
шт
900
450
405000
Монтаж тройника (металл)
шт
750
375
281250
Монтаж шарового крана
шт
370
185
68450
Окраска труб с помощью распылителя
мп
50
25
1250
Грунтовка труб
мп
50
25
1250
Установка бачка унитаза
шт
600
300
180000
Установка газовой калонки
шт
4000
2000
8000000
Замена котла АГВ
шт
7500
3750
28125000
Сварочные работы за один сварочный шов
шт
700
350
245000
Итого:
158541050
Примеры сметы на работы, образец актов выполненных работ, калькуляция в ексель
Сметы на ремонтные, строительные, монтажные работы, образец дефектной ведомости представлены ниже, на них вы можете ориентироваться.
Образцы: смет на строительно-монтажные работы СМР, примеры смет по ТСН, акты выполненных работ КС2, справка КС3, форма КС-6А — журнал выполненных работ. Составляются в лицензионной программе «Гранд Смета».
Существуют «альтернативные сметные документы» заказывайте по желанию. Образцы форм документов в основном применяются для внутреннего использования, чтобы детально посмотреть и просчитать затраты заложенные в сметную документацию. Они избавляют от необходимости пользоваться калькулятором и иметь какие либо глубокие знания по сметному делу.
Примеры смет и расчетов на строительство, ремонт и монтаж:
Сметы с выделением в отдельный столбик стоимости материалов в текущих или базовых ценах;
Документ показывающий необходимость разрешения на проведение строительно-монтажных работ по СРО;
Дефектная ведомость с указанием шифра расценок;
Сметы с указанием составов работ по расценкам;
Сметный расчет с текущей стоимостью по каждой расценки в смете;
И другие примеры.
Примеры, образцы документов представлены ориентировочно поэтому являются ориентиром для понимания выполняемой работы. Все требования к сметной документации и актам указываются в письме и затем согласовываются с нами.
Если образец сметы или акта нужен для учебы, образовательного учреждения, использовать ка пример — звоните мы вышлем вам их на почту. Цена такой сметы будет недорогая, существенно ниже чем для выполнения реальной работы. Оперативно, срочно, быстро!
Стандартные формы документов (образец) на строительство:
Журнал по форме КС-6А и правила его заполнения: «Акты выполненных работ».
Европейские натяжные потолки | Interior Group
что мы предлагаем
варианты потолков
как мы работаем
Наши преимущества
Часто задаваемые вопросы
Сколько стоит м²?
Стоимость кв. м. материала начинается от 150 грн. Каждый объект просчитывается индивидуально с учетом всех комплектующих, конфигурации полотна и стоимости монтажных работ.
Какое расстояние от перекрытия до полотна?
Профиля для монтажа полотна занимают 3 см от перекрытия.
Каковы сроки изготовления?
Средние сроки изготовления и монтажа натяжного потолка составляют 3 дня при условии готовности помещения для установочных работ.
Насколько натяжные потолки экологичны?
Натяжные потолки являются экологически чистым материалом, и имеют все необходимые сертификаты. Их устанавливают повсеместно, включая детские сады, школы, больницы.
Как ухаживать за полотном?
Полотна не требуют дополнительного ухода, поскольку отталкивают пыль. Это становится возможным благодаря наличию молекулярного заряда (антистатики), который появляется при раскрое полотна.
Как можно проверить материал?
Материал можно проверить визуально по качеству глянца, по запаху и по толщине (европейские стандарты 0,18 мм, а не 0,12 мм). Также, на полотно с изнаночной стороны нанесена печать, которая видна под ультрафиолетом.
Что сначала: обои или потолок?
В основном, натяжной потолок монтируется в самом конце, и является финальной стадией отделочных работ. Но он может устанавливаться как до, так и после оклейки обоев.
Прочная ли это конструкция?
Натяжной потолок является прочной конструкцией, которая выдерживает нагрузку 100 кг/м².
Будет ли потолок гулять при сквозняке?
Чтобы избежать колебаний полотна, нужно правильно установить систему вентиляции, а также заполнить все пустоты монтажной пеной. Таким образом, в помещении не будет избыточного давления, и полотно будет в состоянии покоя.
Как устанавливается скрытый карниз?
Для монтажа скрытого карниза отступается расстояние от окна с учетом выноса радиатора (примерно 20-25 см), и обрабатывается плита перекрытия. После чего профиль устанавливается в перекрытие, и закрепляется карниз.
2017. Interior Group. Разработка лендинга — Win Marketing
Снижение затрат на сварку MIG
ДОБРО ПОЖАЛОВАТЬ В E CRAIG’S
УПРОЩЕНИЕ МИГ
И ФЛЮС ЯДРО
РАСХОДЫ НА СВАРКУ.
РАСХОДЫ НА СВАРКУ МИГ и порошковой порошковой проволокой:
Когда вы заходите в сварочный цех, обратите внимание на очень распространенные 3/16 или 1/4 (6 мм)
Угловые сварные швы MIG или порошковой проволокой.Затем спросите себя: «Сколько сотрудников, участвующих в принятии решений по сварке в этом сварочном цехе, осведомлены о реальной стоимости ярда или метра общей стоимости углового сварного шва?
В мировой сварочной отрасли большинство лиц, принимающих решения о сварке, осведомлены о стоимости своей сварочной проволоки или газовых смесей, в то время как немногие будут знать о потенциале скорости осаждения сварных швов MIG и порошковой сваркой или о обычных сварных швах, почасовая скорость наплавки, обеспечиваемая сварщиками или роботами ежедневно.
Затраты на сварку могут быть простыми или сложными, как вы хотите.
С таким количеством накладных расходов легко сделать затраты на сварку очень сложной темой и, следовательно, уклониться от этой темы.Подумайте о «накладных расходах» сварочного цеха, которые возникли бы, если бы завод General Electric «Мы с гордостью заявляем, что не платим налоги», в отличие от накладных расходов на сварку в сварочном цехе на пять человек. .
Лучший способ измерить эффективность производства сварочного цеха — это игнорировать затраты, понесенные в офисе и в корпоративном офисе, и просто проверять наплавку и качество, которые типичный сварщик в сварочном цехе ежедневно производит.
Одна вещь, которую легко измерить в любом сварочном цехе, где есть персонал, разбирающийся в MIG — управлении процессом сварки порошковой проволокой, — это эффективность сварочного цеха с наиболее используемыми процессами дуговой сварки и сварочной проволокой.Например, при оценке эффективности сварки в любом сварочном цехе все «профессиональные» лица, принимающие решения по сварке, должны знать;
[] доступные режимы переноса сварочного шва MIG и их диапазоны подачи проволоки, [] наиболее эффективный размер сварочного материала MIG или FCA, который следует использовать, [] отношение скорости подачи проволоки к наплавке Достигнута скорость. [] потенциал осаждения сварного шва для трех наиболее часто используемых размеров угловых швов. [] типичная скорость сварки для трех обычных угловых швов, [] сколько сварного шва требуется на деталь. [] Сколько сварочной проволоки было закуплено в прошлом году, разделить на количество человеко-часов сварщика. [] Сколько времени персонал сварщика тратит на очистку сварного шва, доработку сварного шва и на выполнение каких-либо функций сварки.
Когда существует глобальная апатия со стороны лиц, принимающих решения по сварке, которые не понимают своих затрат на сварку, и когда слишком много сочувствия к сварочному персоналу, «которому приходится играть с элементами управления сваркой MIG и флюсовой сердцевиной, вы знаете, что кое-что нужно изменить и вы также знаете, что существует возможность значительной экономии затрат на сварку:
My Process Control — Передовая практика, самообучение — ресурсы для обучения быстро позволят сварочному персоналу быстро рассчитать стоимость любого сварного шва MIG-FCA, а эти ресурсы позволят сварочному цеху постоянно и постоянно добиваться максимально возможного качества сварки. при минимально возможных затратах на сварку.
КАК УЗНАТЬ СКОЛЬКО СВАРОЧНОГО ПРОВОДА ДЛЯ ЗАКАЗА?
Сначала определите средний размер углового или канавочного сварного шва. Следуйте приведенным ниже рекомендациям, и когда вы дойдете до окончательного количества сварочной проволоки MIG, добавьте 10% в качестве коэффициента амортизации.При использовании порошковой проволоки добавьте 20% к рекомендованной проволоке.
Ниже приводится приблизительное количество присадочного металла MIG, необходимого на один фут сварного шва. Все данные о затратах на сварку, необходимые для любого приложения MIG или FCAW, можно найти в моей книге «Руководство для инженеров по управлению MIG» и в учебных материалах по управлению процессом.
Поскольку наиболее распространенным сварным швом в большинстве сварочных цехов является угловой шов 6 мм (1/4), обратите внимание, что прибл.На один фунт сварочной проволоки MIG приходится 8-9 футов сварного шва.
Углеродистая сталь или нержавеющая сварочная проволока, необходимое на фут сварного шва:
Для скругления 1/8 — 3/16 (3-4 мм) требуется 0,035 фунта сварочной проволоки на фут. Скорость сварки MIG вручную 25 дюйм / мин
Это то, что нужно запомнить.
Для скругления 1/4 требуется 0,11 фунта сварочной проволоки на фут сварного шва. Скорость сварки MIG вручную 20 дюймов в минуту.
Для галтеля 3/8 (9 мм) требуется 0,29 фунта сварочной проволоки на фут сварного шва. Скорость сварки MIG вручную 10 дюймов в минуту.
A 1/2 (13 мм_ угловой элемент требует 0,42 фунта сварочной проволоки на фут сварного шва.
A 3/4 (угловой шов 19 мм требует 1,09 фунта сварочной проволоки на фут сварного шва.
A 1 дюйм (25-миллиметровый угловой элемент требует 1,80 фунта сварочной проволоки на фут сварного шва.
A 3/8 (приклад 9 мм, 60 градусов, одинарная Vee, корень 1/8 0,55 фунта / фут
A 1/2 (приклад 13 мм, 60 градусов, одинарная клиновидная часть, корень 1/8 0,85 фунта / фут
A 1/2 (приклад 13 мм, 60 градусов, одинарный клиновидный, корень 3/8 1,4 фунта / фут.
Помните, что при сварке больших угловых швов и швов с разделкой кромок наилучшей практикой является использование бусин с угловым продольным швом 1/4.
0.Стальная проволока 035 (1 мм) Скорость осаждения часов.
От 7 до 5 часов, по 10 оборотов каждый обеспечивает прибл. 70 изображений в минуту = 1 фунт / час на оборот. 12 часов = 5-й поворот. 5 x70 = 350 изображений в минуту при скорости около 5 фунтов / час.
СТАЛЬ ИЛИ НЕРЖАВЕЮЩАЯ СТАЛЬ. ПРИБЛИЗИТЕЛЬНЫЙ ПРОВОД МИГ дюймов / мин ДО ФУНТОВ / ЧАС.
0,035 (1 мм) MIG Wire. 3673 дюйм = один фунт. 60 минут. Проволока настроена на 350 дюймов в минуту x 60 мин. = 21000 дюймов. Разделим на 3673 = 5. 7 фунтов / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 1 фунт / час.
Провод MIG 0,045 (1,2 мм). 2222 дюйма = один фунт. 60 минут. Проволока настроена на 350 дюймов в минуту x 60 мин. = 21000 дюймов. Разделите на 2222 = 9,4 фунта / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 2 фунта / час.
Провод MIG 0,052 (1,6 мм). 1664 дюйма = один фунт. 60 минут. Набор проводов: 350 дюймов в минуту x 60 дюймов в минуту = 21000 дюймов. Разделите на 1664 = 12,6 фунта / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 2.5 фунтов / час.
0,062 (1,6 мм) MIG Wire. 1152 дюйм = один фунт. 60 минут. Набор проводов: 350 дюймов в минуту x 60 дюймов в минуту = 21000 дюймов. Разделите на 1152 = 18 фунтов / час.
Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 3,6 фунта / час.
3/32 (2,4 мм) проволока для дуговой сварки под флюсом, настроенная на 350 дюймов в минуту x 60 = 2100 дюймов. Разделить на 512 изображений в минуту = один фунт.
60 мин. Проволока настроена на 350 дюймов в минуту x 60 мин. = 21000 дюймов. Разделите на 512 = 40 фунтов / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 8 фунтов / час. Обратите внимание, что сварка для сварки TIG 3/32 со скоростью 8 дюймов в минуту обеспечивает производительность около 1 фунта / час, что является еще одной причиной для перехода к разделу TIP TIG.
ТИПИЧНАЯ СВАРКА ФИЛЕ С РАСПЫЛЕНИЕМ МИГ С НАБОРОМ ПОДАЧИ ПРОВОЛОКИ 0,045 ЗА ОДИН ЧАС (6 оборот) ПОЛУЧАЕТ 420 изображений в минуту. При 2 фунтах / час на оборот 6 x 2 фунта / час = скорость наплавки. Сварщики производят дугу в течение 30 минут, поэтому сварщик использует прибл. 6 фунтов стальной или нержавеющей проволоки каждый час.
Таким образом, для филе 1/4 используется 0.11 фунтов сварного шва на фут. Если деталь имеет 9 футов (180 дюймов) сварного шва, для каждой детали требуется фунт сварного шва по цене 1 доллар за фунт, что и ежу понятно. Давайте посмотрим на ДРУГИЕ затраты на сварку.
ЧТО ВРЕМЯ СВАРКИ?
Средняя скорость сварки для 1/4 углового шва = 20 дюймов в минуту, поэтому время сварки около 9–10 минут. Я обычно добавляю 20% ко времени сварки для времени перемещения между сварными швами, поэтому время сварки на каждую деталь должно составлять около 11–13 минут. Производится не менее четырех частей в час.
СКОЛЬКО СВАРОЧНЫХ ПРОВОДОВ 045 МОЖЕТ ИСПОЛЬЗОВАТЬСЯ ЗА СМЕНУ?
Сварщик должен выполнять сварку с 0.045 при скорости подачи проволоки ок. 420 дюймов в минуту = 12 фунтов / час. Среднее время включения сварочной дуги каждый час составляет 20 минут в час, что составляет 4 фунта / час или 32 фунта / восемь смен.
КАК НАСЧЕТ РАСХОДОВ НА СВАРОЧНЫЙ ГАЗ: Этот баллон со смесью аргона вмещает около 300 куб. Футов газа, стоит 30 долларов США, а скорость потока установлена на уровне 30 куб. Футов / час. Среднее время включения сварочной дуги каждый час составляет 20 минут, что потребляет 10 кубов газа, или газ на сумму в долларах. За час производится четыре детали, так что стоимость газа для этой детали составляет 0 долларов.25 центов. Итак, как вы видите, у нас есть почасовые производственные требования, сварочная проволока, используемая для каждой детали, затраты на газ и сварочная проволока, необходимая для смены. Вы не найдете такой упрощенной информации в Lincoln. Миллера, ЭСАБ или Хобарта. Я надеюсь, что вы обнаружите, что мой метод часов и простой подход к расценкам на сварку помогают. Это и многое другое в моем руководстве и роботах, средствах управления сварочными процессами MIG, Flux Cored, Advaned TIG и TIP TIG, а также передовой практике сварки и программах TRAINING: .
Две важные отрасли, которые редко контролируют свои затраты на сварку или их качество.
ЧТО ОТПРАВЛЯЮТ И АВТОЗАВОДЫ
ЧАСТО ЕСТЬ ОБЩЕЕ?
ПЛОХИЕ НОВОСТИ: Когда дело доходит до сварки, это две динозавровые отрасли, в которых передовые методы сварки практически отсутствуют — управления процессом почти не существует. в котором; [a] пациенты управляют больницей, [b] технические рекомендации поступают от продавцов, [b] изменение — самая сложная вещь для реализации, затраты на сварку [c] плохо понимаются и часто выходят из-под контроля.
ХОРОШИЕ НОВОСТИ: В вышеупомянутой среде всегда есть прекрасные возможности для повышения качества сварки — повышения производительности с «существенным потенциалом снижения затрат на сварку».
РАСХОДЫ НА СВАРКУ И ТОВАРЫ.
НА ДЕСЯТИЛЕТИЯ НА МНОГИХ (НЕ ВСЕХ) ВОПРОСАХ СТОИМОСТЬ ДОЛЛАРОВ НА СВАРНУЮ РЕМОНТ ЗА ОТГРУЗКУ, ОБЫЧНО ИЗМЕРЕНА В МИЛЛИОНАХ И ИНОГДА В ВОФНЯХ СОТНИ МИЛЛИОНОВ ДОККАРОВ, У ЭКСПЕРТОВ ПРЕДОСТАВЛЯЕТСЯ ЭКСПЕРТАЦИЯ. ДЛЯ УСТАНОВЛЕНИЯ ЛУЧШЕГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ MIG / FLUX И НАИЛУЧШИХ ПРАКТИКОВ СВАРКИ, И ПЕРЕДНИЙ ОФИС И МАГАЗИН СОБСТВЕННОСТИ НА ПРОЦЕСС СВАРКИ НАПОЛЬНЫХ НАПОЛЬНЫХ ПОЛОВ К сожалению, не хватает.
КОГДА МЕНЕДЖЕРЫ ИМЕЮТ УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ И ЛУЧШИЙ ОПЫТ СВАРОЧНОЙ ПРАКТИКИ, ЭКОНОМИЯ СТОИМОСТИ МНОГОМИЛЛИОННЫХ ДОЛЛАРОВ НА ОТГРУЗКУ:
:
В течение первых четырех месяцев 2007 года я представил компании Aker Kvaerner свои уникальные ручные учебные программы по управлению процессом порошковой порошковой резки в среде защитного газа. Акер — международный судостроитель, и эта верфь находилась на верфи Филадельфии.
Сварщики 300 plus на верфи в основном использовали порошковую проволоку E71T-1 (1,2 мм) для сварки во всех положениях, с канавкой с V-образной канавкой, от 12 до 25 мм, стальных соединений с керамической основой.
Как и на многих верфях, в отделе обучения сварке Aker основное внимание уделялось навыкам сварщика SMAW, и немецкие инженеры и менеджеры на этой верфи любили говорить о процессе SMAW. Для работы на верфи сварщики должны были пройти квалификационные испытания сварных швов порошковой проволокой в среде защитного газа.Сварные швы были выполнены в соответствии с квалификационными требованиями сварщика ABS и информацией, полученной от сварочных процедур на верфи.
МОИ ОПЫТ НА СЕВЕРНОАМЕРИКАНСКИХ СУДОСТРАХ, КОГДА У МЕНЕДЖЕРОВ ЕСТЬ КОНТРОЛЬ ПРОЦЕССОВ — ОПЫТ НАИЛУЧШЕЙ ПРАКТИКИ, ЭКОНОМИЯ СТОИМОСТИ МУЛЬТИМЛЛИОНОВ ДОЛЛАРОВ НА СУДНУ5:
В течение первых четырех месяцев 2007 года я представил компании Aker Kvaerner свои уникальные ручные учебные программы по управлению процессом порошковой порошковой резки в среде защитного газа.Акер — международный судостроитель, и эта верфь находилась на верфи Филадельфии.
Сварщики 300 plus на верфи в основном использовали порошковую проволоку E71T-1 (1,2 мм) для сварки во всех положениях, с канавкой с V-образной канавкой, от 12 до 25 мм, стальных соединений с керамической основой.
Как и на многих верфях, в отделе обучения сварке Aker основное внимание уделялось навыкам сварщика SMAW, и немецкие инженеры и менеджеры на этой верфи любили говорить о процессе SMAW.Для работы на верфи сварщики должны были пройти квалификационные испытания сварных швов порошковой проволокой в среде защитного газа. Сварные швы были выполнены в соответствии с квалификационными требованиями сварщика ABS и информацией, полученной от сварочных процедур на верфи.
МОЙ ОПЫТ НА СЕВЕРНОАМЕРИКАНСКИХ СУДОСТРОИТЕЛЬНЫХ верфях, в которых я участвовал, чтобы найти обширный опыт в области процесса SMAW (STICK), в то время как MIG и FLUX КОНТРОЛЬ ПРОЦЕССА СВАРКИ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ В ЭКСПЛУАТАЦИИ WAS ПЕРСОНАЛ, ОТВЕТСТВЕННЫЙ ЗА ШВЫ.
Квалификационное испытание сварщика порошковой проволокой АБС было не чем иным, как возможностью для сварщиков наложить множество сварных швов, которые мало что значили, в соединение с пазами, а затем провести обширную шлифовку сварных швов. Квалификационный тест сварщика ABS также имел мало общего с требованиями к сварке и переменными параметрами сварного шва, которые обычно встречаются на любой судостроительной верфи.
Чтобы показать руководству, какое важное недостающее звено было на их верфи, я провел фундаментальное письменное контрольное испытание сварных швов для всех участников, включая руководителей и персонал отдела контроля качества.Испытание процесса показало, что у всех, кто прошел квалификационный тест сварщика, была веская причина, по которой большинство сварочного персонала «поигрались со своими органами управления сваркой». Сто процентов сотрудников, включая инженеров, не имели контроля за процессом сварки порошковой проволокой — передовая практика но не обладал знаниями об уникальных требованиях, необходимых для постоянного достижения оптимального качества сварных швов Vee Groove, сварных швов на керамической подкладке. Я считаю, что таких же результатов можно добиться на любой мировой судостроительной верфи, особенно на верфях ВМФ.Управление процессом порошковой порошковой наплавки — передовая практика ОБУЧЕНИЕ:
Большинство верфей ежедневно платят астрономическую цену за незнание процесса сварки MIG и порошковой сваркой, а на верфи Aker затраты на доработку сварных швов в расчете на судно составляли прибл. от шести до восьми миллионов долларов за танкер.
Во время глобальной нехватки сварочных аппаратов MIG — порошковых и TIG, когда многим компаниям трудно прервать свои ежедневные усилия по тушению пожара в сварочном цехе, руководство принимает к сведению.Уникальная программа Эда по обучению сварочному процессу обычно занимает всего 8–12 часов, при этом 50% аудиторных занятий и 50% практических занятий, и результаты будут мгновенными.
На верфи Aker руководство с энтузиазмом восприняло новую программу обучения флюсовой сердцевине. На обучение 300 с лишним дворовых сварщиков ушло несколько недель. Сразу по окончании обучения руководство и персонал отдела контроля качества судостроительной верфи Акер приступили к анализу результатов и затрат на доработку сварных швов. Я никогда не понимал типичной философии контроля сварных швов отдела обеспечения качества, которая преобладает в большинстве сварочных цехов по всему миру.Эти магазины свободно имеют большие бюджеты для персонала отдела обеспечения качества, цель жизни которого — НАЙТИ ДЕФЕКТЫ СВАРКИ ПОСЛЕ ЗАВЕРШЕНИЯ сварных швов. С моей точки зрения, было бы гораздо лучше, если бы персонал QA был обучен управлению процессом — требованиям передовой практики, которые МОГУТ ПРЕДОТВРАТИТЬ ДЕФЕКТЫ.
Спустя три месяца после обучения, проведенного Эдом по контролю за процессом сварки порошковой проволокой, результаты неразрушающего контроля судостроительной верфи показали сокращение на 50–60% требуемых доработок сварных швов на судно.Руководство верфи сообщило, что сокращение затрат на доработку сварных швов, трудозатрат и неразрушающий контроль приведет к экономии затрат на прибл. 4-5 миллионов долларов за корабль.
ВЫГОДА РАСХОДОВ НА СВАРКУ ОТ НАИЛУЧШИХ ПРАКТИК ОДНОГО ДНЯ — ПРОГРАММА ОБУЧЕНИЯ ПО КОНТРОЛЮ ПРОЦЕССА:
Изучите реальное снижение затрат на сварку на судостроительной верфи и преимущества моей уникальной программы обучения управлению процессом с флюсовой сердцевиной. Программа обучения требовала 300 х 8 человек / час.= 2400 человеко-часов при ок. 30 $ / час, базовая стоимость рабочей силы на верфи. 72000 долларов. Для обучения. К этому добавьте фактические затраты на обучение в размере ок. 100 000 долларов = общие затраты на обучение 300 сварщиков. Общая стоимость поезда, 2400 человеко-часов для прибл. стоимость 172000 долларов США.
При вложенных 172 тыс. Долл. Верфь первоначально сэкономила ок. четыре — пять миллионов долларов за корабль. Также незаметным фактом с этой верфи были внесенные мной квалифицированные изменения, которые также резко увеличили скорость подачи порошковой проволоки (скорость наплавки), увеличив ежедневную производительность сварки в диапазоне от 20 до 40%.
Некоторые из вас могут задаться вопросом, в чем разница между этим типом программы обучения сварке и обучением сварке MIG и порошковой сваркой, которое вы могли бы ожидать на любой верфи в Северной Америке, Корее, Китае, Японии, Европе или на любом производственном предприятии?
На протяжении десятилетий обычное обучение на верфях, военно-морских верфях и производственных предприятиях было сосредоточено на «навыках сварщиков», особенно на навыках сварки штангой, которые не имеют ничего общего с требованиями к сварке MIG или порошковой сваркой.
Для сварочного персонала нет ничего необычного в том, что у сварщиков есть недели практического обучения сварщикам MIG и порошковой сваркой на верфях, а затем обнаруживается, что когда дело доходит до сварки MIG и порошковой сваркой, сварщики получат;
[a] Поиграйте с органами управления сварочного оборудования MIG и редко выбирайте оптимальные настройки для различных сварных швов.
[b] Ограниченное использование средств управления сваркой. На верфях, которые я посетил, было обычным явлением, что все сварщики использовали одну настройку для всех сварных швов.(этого достаточно, чтобы взрослый мужчина плакал).
[c] Не использовать оптимальные передовые методы — методы сварки, необходимые для процесса MIG и порошковой сварки. Обычно неприемлемые методы сварки штучным сварным швом были обычным явлением при сварке MIG и порошковой сварке.
[d] Недостаточная осведомленность о потенциале скорости наплавки для конкретного сварного шва и выбранных параметрах. Это, конечно, ограничивает потенциал суточной производительности сварки, которого могут достичь сварщики.
Обучающий курс по управлению процессами Flux и MIG, который я провожу, доступен в режиме онлайн и в формате CD power point. Как и во всех моих программах обучения, обучение позволяет каждому достичь оптимизации процесса сварки для используемых расходных материалов с флюсовой сердцевиной, а также для всех положений, клиновидных канавок, керамической подложки или открытых корневых приложений.
Для сварщиков, прошедших восьмичасовое обучение, метод программирования простых часов давал им возможность мгновенно устанавливать оптимальные параметры как для расходных материалов, так и для переменных сварных швов, которых на площадке было много. Это обучение обеспечивает мгновенное резкое улучшение их сварочных способностей, как вы можете видеть до и после сварки.
Как вы можете видеть, на левой картинке мы видим сварной шов, сделанный так называемым квалифицированным сварщиком судостроительной верфи, который, очевидно, имел плохие навыки сварки, плохую технику и использовал плохие настройки.Эти два вертикальных образца сварного шва с V-образной канавкой 15 мм и керамической подкладкой с использованием порошковой проволоки E71T-1 и прямого CO2 были изготовлены одним и тем же сварщиком в день обучения. Слева до тренировки, а справа после 8 часов моей лучшей практики — тренировка по управлению процессом.
Даже если сварщик обладал хорошими навыками, такое обучение управлению процессом повысит качество сварки и производительность сварщиков. Что также было важно, каждый сварщик знал об уникальных параметрах сварного шва с флюсовой сердцевиной и технических требованиях для решения проблем с изменяющейся подготовкой кромок и корневых зазоров над керамикой.Керамику редко используют за пределами судоремонтных заводов, и сварка больших корневых промежутков через непроводящую керамику требует уникальных требований к процессу и технике. Результаты обучения сварке были впечатляющими: весь сварочный персонал достиг мгновенного снижения отсутствия плавления, улавливания шлака и дефектов пористости.
Обучение на этой верфи СТОИТ 172000 долларов по сравнению с обычными 500000–1000 долларов, которые верфь готова заплатить.
Улучшения, сделанные всеми сварщиками, были немедленно замечены менеджментом по обеспечению качества судостроительной верфи, который ежедневно измерял значительные улучшения, очевидные с помощью неразрушающего контроля и рентгенограмм, а также выделенные человеко-часы, необходимые для доработки сварных швов. Между прочим, немногие мировые судостроительные верфи или производственные предприятия изучают рентабельность программ обучения, которые они используют или разрабатывают. Вместо восьмичасовой программы обучения многие верфи не будут дважды задумываться о том, чтобы организовать сорокачасовую программу обучения сварщиков. Для 300 сварщиков на предприятии в Северной Америке эти 40 часов обучения с рабочей силой и сопутствующие расходы на обучение составят прибл. 500000 долларов. Плюс к этому на предприятии будет потеряно 12000 производственных часов.
Большое спасибо некоему Тому О’Мэлли, владельцу Excell. Компания Тома была основным поставщиком сварочной продукции на верфь Филадельфийского военно-морского флота. Том предоставил помещения и оборудование для обучения. Том также помогал с программой как в классе, так и на тренировках. Том был одним из тех редких владельцев компании по поставке сварных швов, которая на самом деле т тратит много часов в неделю на оценку оборудования и расходных материалов для сварочных процессов.
«Есть один способ быстро получить MIG и порошковую проволоку, вручную или с помощью робота, Best Weld Practices.
и контроль сварочного процесса
Экспертиза ». Мне потребовалось более 3000 часов на разработку передовых методов сварки MIG и порошковой сваркой — управление процессом
программ, вам понадобится 10-15 часов, чтобы узнать, что вам нужно. Эти программы доступны здесь.
Не спрашивайте инженера. или robot tec. стоимость РОБОТА СВАРКИ.
СПРОСИТЬ
НАДЗОР ЗА СТОИМОСТЬЮ СВАРКИ MIG И ОНИ БУДУТ. Когда производственная компания инвестирует в дорогостоящих роботов и приспособления, покупка роботов в большинстве случаев направлена на снижение затрат на ручную сварку. Печальная реальность многих компаний заключается в том, что их роботы редко обеспечивают реальный сварной шов, их производственный потенциал, а слишком много роботизированных сварных швов требует серьезного ремонта вручную.
Основными факторами, контролирующими потенциал эффективности производства роботизированных сварных швов, являются:
[1] оптимизирует скорость подачи проволоки роботом,
[2] контроль подгонки детали,
[3] контроль размера и длины сварного шва,
[4] оптимизация движения / времени движения робота,
[5] поддержание дуги робота в рабочем состоянии,
[6] устранение причин простоя робота,
[7] исключает переделку сварного шва роботом.
Основное влияние на эффективность роботизированной сварки оказывает требуемое роботизированное «дуговое время», время, которое регулируется достигнутой скоростью подачи проволоки. Скорость подачи проволоки контролирует скорость сварки робота.
С ПРОЦЕССОМ, В КОТОРОМ ЕДИНСТВЕННЫМ ПОСТОЯННЫМ ЯВЛЯЕТСЯ СКОРОСТЬ ПОДАЧИ ПРОВОДА, очень жаль, что некоторые японские программы для роботов предоставляют «амперы», но не обеспечивают скорости подачи проволоки, используемые роботом.Я был во многих роботизированных сварочных камерах Panasonic, и компании, которые приобрели этих роботов, не имеют представления об используемых скоростях подачи сварочной проволоки, что неудивительно для руководства, которое редко понимает, как оптимизировать производительность сварки MIG роботов.
Чтобы контролировать затраты на сварку MIG, кто-то на предприятии должен понимать взаимосвязь между желаемыми сварными швами, размером сварочной проволоки, скоростью подачи проволоки, потенциалом наплавки и достигаемой скоростью наплавки.Этот процесс является частью фундаментальной экспертизы процесса сварки, которая должна быть общеизвестной на всех предприятиях, которые осуществляют сварку методом MIG и порошковой сваркой.
Мало кто сможет СКАЗАТЬ ВАМ СТОИМОСТЬ СВАРНОГО ФИЛЕ 1/4 ДЛИНЫ ТРИ ФАЙЛА, НО МНОГИЕ В ПЕРЕДНЕЙ ЧАСТИ БУДУТ СКАЗАТЬ ВАМ
СТОИМОСТЬ ИХ СВАРОЧНЫХ ПРОВОДОВ ИЛИ ГАЗОВЫХ СМЕСЕЙ.
Контроль сварочного процесса и знания о расходных материалах являются ключевыми компонентами для внедрения эффективных ЛУЧШИХ ПРАКТИКОВ СВАРКИ — УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ.Это звучит логично, но немногие менеджеры и инженеры обладают таким опытом. Если на производственном предприятии ключевые руководители не знают, что нужно для оптимизации процессов, они не будут требовать этого от людей, которые должны нести ответственность.
Чтобы эффективно управлять сварочным цехом и максимизировать ежедневное качество и производительность роботизированной сварки, руководство, руководители и инженеры должны предоставить своим сотрудникам программу обучения контролю сварочного процесса, которая предусматривает:
[a] МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ СВАРОЧНОЙ ПРОИЗВОДИТЕЛЬНОСТИ С НАИМЕНЬШИМИ ЗАТРАТАМИ НА СВАРКУ: для минимизации затрат на сварку лица, принимающие решения о сварке, должны понимать основы процесса сварки, в которых основное внимание уделяется потенциалу скорости осаждения сварного шва в зависимости от толщины детали, размера сварного шва, размер проволоки и режим переноса сварного шва.
[b] ОПТИМАЛЬНЫЙ ПОТЕНЦИАЛ КАЧЕСТВА СВАРКИ: Чтобы постоянно оптимизировать качество сварки, лицо, принимающее решение о сварке, должно без консультации с продавцом полностью понимать процесс, режим сварки, параметры, методы и требования к расходным материалам. .
[C] ОРГАНЫ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ: После того, как любой производственный сварной шов налажен, необходимо управлять этим сварным швом посредством внедрения средств управления процессом сварки.Если вы работаете в сварочном цехе, где сварочный персонал «играет» со своими средствами контроля сварочного шва, как вы можете считать свою организацию профессиональной, когда сварочные швы выполняет полуквалифицированного персонала. Вы знаете, что нужно сварщикам, предоставьте это.
ЕСЛИ ПРИМЕРЫ, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, НЕ ПОЛНОСТЬЮ КОНТРОЛИРУЮТ СВОИ КАЧЕСТВО И СТОИМОСТЬ СВАРОЧНОЙ СВАРКИ, КАКОВ НАЗНАЧЕНИЕ ЭТОГО МЕНЕДЖЕРА, ИНЖЕНЕРА, ТЕХНИКА ИЛИ НАБЛЮДАТЕЛЯ по сварке?
На этой неделе в мировой сварочной индустрии вряд ли вы найдете одного менеджера из сотни, который найдет время, чтобы обсудить со своими сотрудниками тему контроля затрат отдела сварки и предоставления средств для постоянного обеспечения наилучшее возможное качество сварного шва — производительность. .
Реальность сварочного шва такова, что в сварочной отрасли слишком много контролеров сварных швов больше заинтересованы в том, чтобы сварочный персонал не прятался в моечной комнате, чем в требованиях, необходимых для минимизации их доработки сварного шва или максимизации их средней дневной скорости наплавки .
Хотя стоимость сварных швов часто сосредоточена на используемых сварочных материалах из углеродистой стали, важно помнить
что затраты на сварку MIG / порошковой проволокой и газом обычно составляют от 12 до 18% от общих почасовых затрат на сварку.
КАК
МОЖЕТ ЛЮБОЙ МЕНЕДЖЕР, ИНЖЕНЕР, НАБЛЮДАТЕЛЬ ИЛИ ТЕХНИК ПО СВАРОКЕ ГОРДОВАТЬСЯ РАБОТОЙ В СРЕДЕ
В КОТОРОЙ СВАРКА
ПЕРСОНАЛ ЕЖЕДНЕВНО ИГРАЕТ «СО СВОИМИ»
СИСТЕМЫ УПРАВЛЕНИЯ СВАРКОЙ, КОТОРЫЕ НЕМНОГО ИЗМЕНИЛИСЬ ЗА ШЕСТЬ ДЕСЯТИЛЕТИЙ?
Он работает роботом-сварщиком на автомобильном заводе, поэтому похоже, что нам придется исключить его «игрушечный орган». Первым шагом в управлении затратами на сварку MIG является понимание MIG «Контроль подачи проволоки».
С МОИМ УНИКАЛЬНЫМ, ПРОСТОЙ МЕТОДОМ УПРАВЛЕНИЯ ЧАСАМИ СВАРКИ УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ ПРОСТО. С ТРАДИЦИОННЫМ «НЕЦИФРОВЫМ» УПРАВЛЕНИЕМ ПО ПРОВОДУ ПРОСТО РАЗДЕЛИТЕ УПРАВЛЕНИЕ WF НА ДЕСЯТЬ НАСТРОЕК ЧАСОВ МЕЖДУ 7 И 5 ЧАСОМ.
С моим методом тактовой сварки MIG и порошковой сваркой каждый оборот подачи проволоки обеспечивает прибл.От 70 до 80 дюймов / мин на оборот регулятора подачи проволоки. В Северной Америке я использую 70 дюймов / мин на оборот, а в Европе я использую два метра на один оборот управления подачей проволоки MIG или порошковой проволокой.
С СТАЛЬНОЙ ИЛИ НЕРЖАВЕЮЩЕЙ ПРОВОЛОЙ 0,035 (1 мм) КАЖДЫЙ ОБОРОТ ПОДАЧИ ПРОВОЛОКИ ПОЛУЧАЕТ 1,1 фунта (1 фунт) ЗА ОБОРОТ: УСТАНОВИТЕ КОНТРОЛЬ ПОДАЧИ ПРОВОЛОКИ В ПОЛОЖЕНИЕ НА 3 ЧАСА, ЭТО ВОСЕМЬ ОБОРОТОВ (8 x 70 = 560 дюймов) / мин) И ЧТО ПРОВОДОЧНЫЙ ПИТАТЕЛЬ ПОДАЕТ 8-9 ФУНТОВ / ЧАС.
МЕТОД СВАРКИ ЭД КРЕЙГА И 0.045 (1,2 мм) ПРОВОД:
При проволоке 0,045 каждый оборот подачи проволоки обеспечивает прибл. 2 фунта / час. При использовании стандартного «не цифрового» механизма подачи проволоки, как показано слева, чтобы установить низкий уровень распыления, вы должны установить регулятор подачи проволоки в положение «12 часов». 12:00. Установка на 12 часов — это пятый поворот. Этот механизм подачи проволоки обеспечивает скорость около 700 дюймов / мин. Пятый оборот = 5 х 70 = 350 дюймов / мин).
Положение подачи проволоки на 12 часов с отметкой 0.045 (1,2 мм) обеспечит прибл. 10 фунтов / час. Поскольку у сварщика, работающего вручную, время дуги составляет 20 минут в час, он обеспечивает 3 фунта в час. (24-26 фунтов за 8-часовую смену).
В отличие от ручного сварочного аппарата, робот также настроен на подачу проволоки 0,045, установленную на 350 дюймов / мин. У робота есть электрическая дуга 30 минут в час, поэтому робот откладывает 5 фунтов в час или 40 фунтов проволоки за восьмичасовую смену. Допустим, супервизор сварки знал, что это приложение робота можно сваривать с «еще одним поворотом управления подачей проволоки», который обеспечивает 12 фунтов / час (30-минутное время дуги = 6 фунтов / час).Производство роботизированных сварочных швов можно увеличить на 20%, и обратите внимание, что он на 50% больше сваривает в час, чем ручной сварщик. Понимаете ли вы важность «осведомленности о подаче проволоки» и то, как метод синхронизации сварки упрощает управление процессом.
Все лица, принимающие решения о сварке, должны знать, какие настройки подачи проволоки можно использовать в выбранном режиме передачи сварного шва и при толщине свариваемой детали. Ознакомьтесь с моими уникальными и простыми методами управления процессом синхронизации сварочного шва. Я потратил 30 лет на упрощение УПРАВЛЕНИЯ процессом порошковой сварки MIG, и большинство из вас знает, насколько важен принцип KIS для любого сварочного цеха.
РОБОТЫ И КАЧЕСТВО СВАРКИ ВРУЧНУЮ: Контрольный фактор номер один для установки оптимального (стабильного сварного шва) качества сварки MIG для любого режима переноса сварного шва — это выбор сварочной проволоки правильного размера (как описано в моих учебных ресурсах и понять, где вы установите настройку подачи проволоки MIG.
РАСХОДЫ НА РОБОТЫ И СВАРКУ: Метод номер один для контроля затрат на сварку MIG и порошковой сваркой — это понимание взаимосвязи между настройками подачи проволоки и достигнутой скоростью наплавки.
Большинство сварных швов, производимых ежедневно в промышленном мире, основаны на трех простых размерах угловых швов. 3/16 — 1/4 — 5/16 (4 — 6 — 8 мм). Поэтому разумно ли ожидать, что весь сварочный персонал вашей компании должен знать оптимальные настройки подачи проволоки и потенциальную скорость наплавки для сварных швов такого размера? Вы знаете, где найти этот обучающий ресурс.
0.Стальная проволока 035 (1 мм) Скорость осаждения часов.
От 7 до 5 часов, по 10 оборотов каждый обеспечивает прибл. 70 изображений в минуту = 1 фунт / час на оборот. 12 часов = 5-й поворот. 5 x70 = 350 изображений в минуту при скорости около 5 фунтов / час.
СТАЛЬ ИЛИ НЕРЖАВЕЮЩАЯ. ПРИБЛИЗИТЕЛЬНЫЙ ПРОВОД МИГ дюймов / мин ДО ФУНТОВ / ЧАС.
0,035 (1 мм) MIG Wire. 3673 дюйм = один фунт. 60 минут. Проволока настроена на 350 дюймов в минуту x 60 мин. = 21000 дюймов. Разделим на 3673 = 5.7 фунтов / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 1 фунт / час.
Провод MIG 0,045 (1,2 мм). 2222 дюйма = один фунт. 60 минут. Проволока настроена на 350 дюймов в минуту x 60 мин. = 21000 дюймов. Разделите на 2222 = 9,4 фунта / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 2 фунта / час.
Провод MIG 0,052 (1,6 мм). 1664 дюйма = один фунт. 60 минут. Набор проводов: 350 дюймов в минуту x 60 дюймов в минуту = 21000 дюймов. Разделите на 1664 = 12,6 фунта / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 2.5 фунтов / час.
0,062 (1,6 мм) MIG Wire. 1152 дюйм = один фунт. 60 минут. Набор проводов: 350 дюймов в минуту x 60 дюймов в минуту = 21000 дюймов. Разделите на 1152 = 18 фунтов / час.
Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 3,6 фунта / час.
3/32 (2,4 мм) проволока для дуговой сварки под флюсом, настроенная на 350 дюймов в минуту x 60 = 2100 дюймов. Разделить на 512 изображений в минуту = один фунт. 60 минут. Проволока настроена на 350 дюймов в минуту x 60 мин. = 21000 дюймов. Разделите на 512 = 40 фунтов / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 8 фунтов / час. Обратите внимание, что сварка для сварки TIG 3/32 со скоростью 8 дюймов в минуту обеспечивает производительность около 1 фунта / час, что является еще одной причиной для перехода к разделу TIP TIG.
ТИПИЧНАЯ СВАРКА ФИЛЕ С РАСПЫЛЕНИЕМ МИГ С НАБОРОМ ПОДАЧИ ПРОВОЛОКИ 0,045 ЗА ОДИН ЧАС 6-Й ОБОРОТ ПОЛУЧАЕТ 420 изображений в минуту. При 2 фунтах / час на оборот 6 x 2 фунта / час = скорость наплавки. Сварщики производят дугу в течение 30 минут, поэтому сварщик использует прибл. 6 фунтов стальной или нержавеющей проволоки каждый час.
НЕВОЗМОЖНО ОПТИМИЗИРОВАТЬ САМЫЕ НИЗКИЕ ЗАТРАТЫ НА СВАРКУ,
КОГДА
ПРОЦЕСС НЕ ОПТИМИЗИРОВАННЫЙ?
НАИБОЛЕЕ РАСПРОСТРАНЕННАЯ МИГОВАЯ СВАРКА — ФИЛЕЙНАЯ СВАРКА 1/4 (6 мм).
В течение шести десятилетий на обычных механизмах подачи проволоки MIG большинство сварщиков, выполняющих ручную сварку, при выборе настройки, которая им нравится, обычно оставляют царапину или отметку пером на элементе управления подачей проволоки.
При использовании проволоки MIG 0,045 (1,2 мм) и сварке обычного углового шва 1/4 (6,4 мм), поиграв с элементами управления WF, сварщик часто помещал эту отметку пером вокруг отметки «один час». В другой части цеха, снова после того, как снова поигрались с управлением WF, новые цифровые механизмы подачи проволоки (ВЫШЕ) снова были настроены на 420 дюймов / мин (10. 5 м / мин). Между тем, в роботизированной ячейке данные 1/4 углового сварного шва также установлены на 420 дюймов / мин.
Вы можете спросить трех самых опытных сварщиков в вашей организации, какая скорость наплавки в час достигается при скорости подачи проволоки 420 дюймов / мин, а также было бы лучше использовать 0,052 (1,4 мм) провод установлен на 350 дюймов / мин? Не присылайте мне их запутанные ответы по электронной почте.
Теперь спросите себя, когда вы собираетесь серьезно заняться сварочным бизнесом? Когда вы собираетесь взять под контроль затраты на сварку? Когда вы собираетесь хмуриться на людей, которым приходится экспериментировать с элементами управления сваркой?Когда вы собираетесь организовать обучение контролю сварочного процесса для всех сотрудников, участвующих в принятии решений по сварке?
ПРИМЕР ПРОСТОГО ПОДХОДА К РАСХОДАМ НА СВАРКУ MIG:
СВАРКА. В следующем примере мы выполняем сварку MIG 24 детали в час. Детали изготовлены из углеродистой стали 1/4 (6 мм). Из метода часов мы узнаем, что средняя скорость наплавки, достигаемая сварщиком с использованием распылительного переноса и 0.045 (1,2 мм) проволока, установленная на отметке 120 часов или 360 дюймов / мин, составляет прибл. 9 фунтов / час (4,5 кг / час). Если ручные сварщики MIG дуговой разряд в час составляет 20 минут, сварщики будут оставлять на хранение прибл. 3 фунта / час или 0,125 фунта / на деталь
СТОИМОСТЬ СВАРНОГО ПРОВОДА MIG . Эта проволока для сварки MIG из углеродистой стали E70S-6 стоит 1 доллар за фунт. При расходе 3 фунта в час почасовая стоимость проволоки для сварки MIG составляет 3 доллара в час. Стоимость сварочной проволоки за деталь составляет 12,5 цента.
РАСХОДЫ НА СВАРОЧНЫЙ ГАЗ
THE MIG: Баллонная смесь, состоящая из 80% аргона и 20% CO2, стоит 40 долларов.00 на цилиндр. Объем типичного полноразмерного газового баллона составляет в среднем около 300 куб. Футов. Стоимость баллонного газа составляет 13 центов за кубический фут. Скорость потока газа MIG в час составляет 30 куб. Футов / час. Среднее время работы сварочной дуги составляет 20 минут в час, в результате чего расход газа составляет 10 куб футов в час. 10 куб.футов x 13 центов = стоимость газа MIG 1,30 доллара в час, или стоимость газа за одну деталь составляет прибл. 5 центов.
РАСХОДЫ НА РУЧНУЮ СВАРКУ: Средняя почасовая «заработная плата сварщика» в США в 2015 году составляет печальные 13 долларов в час, с учетом льгот, средняя почасовая оплата будет составлять прибл.$ 20 в час. Примечание; некоторые компании, пытаясь оценить затраты на сварку, любят добавлять общие белые воротнички, включая кухонную раковину и кофеварки, к затратам на рабочую силу синих воротничков. При расчетах стоимости сварных швов эти накладные расходы не отвлекают от реальной формулы стоимости сварных швов. С накладными расходами в размере 20 долларов в час, плюс 3 доллара в час на проволоку и 1,30 доллара на сварочный газ, общая почасовая стоимость на одного сварщика MIG составляет 24 доллара. При производстве 24 деталей в час стоимость сварного шва составляет 1 доллар.
Обратите внимание: если вы не можете просчитать затраты на сварку в уме, вы не контролируете свои сварные швы или свои затраты на сварку. Инженер, менеджер или руководитель, которые использовали мои ресурсы управления технологическим процессом, должны были знать, что для углового сварного шва диаметром 6 мм с подачей проволоки, установленной около 1 часа (420-440 дюймов / мин), сварщики увеличат контроль подачи проволоки. для быстрого достижения скорости наплавки прибл. 12 фунтов / час (5.4 кг / час).
Увеличение наплавки на 25% в час позволяет на 25% больше деталей в час. Производительность сварного шва увеличивается с 24 до 30 деталей. При наплавке 12 фунтов / час 20-минутная дуга по времени приводит к скорости наплавки 4 фунта / час (1,8 кг / час). Накладные расходы увеличиваются на доллар за дополнительный фунт использованного провода. Таким образом, рабочая сила, сварочная проволока и газ обходятся в 25 долларов. Разделите 25 долларов на 30 частей, и вы получите примерно 0,83 доллара на каждую деталь, что позволит сэкономить 17 центов (17%) на каждую деталь, все благодаря осведомленности о процессе сварки (наплавке) MIG и простом одиночном поверните ручку управления подачей проволоки.
ЗНАНИЯ О ПРОЦЕССЕ СВАРКИ ОПЛАЧИВАЮТСЯ МНОГИМИ СПОСОБАМИ:
Простой поворот регулятора подачи проволоки MIG, изменение диаметра проволоки или переключение из режима короткого замыкания на шаровидный, или переключение из режима шарового в режим распыления, или из импульсного режима MIG в режим распыления, и в большинстве сварочных цехов, обычно могут снизить затраты на сварку в диапазоне от 20 до 50%.
Когда управление сваркой и контроль сосредоточены на возможностях процесса сварки, скорости подачи проволоки и потенциале скорости наплавки, это обычно обеспечивает резкое снижение затрат на сварку, однако это вряд ли произойдет с любым сварочным цехом, который позволяет «поиграть» MIG / Сотрудники отдела порошкового контроля.
Чтобы внести изменения в процесс сварки, сварщику необходимо иметь уверенность в процессе. Это одна из веских причин не думать о том, чтобы тратить тысячи долларов на оборудование для импульсной сварки MIG по завышенной цене, и немного больше об инвестировании нескольких сотен долларов в программы Эда MIG process-Control — Best Practice.
Указать стоимость прицепа для ручной сварки MIG может быть просто.
Используя мои ручные или роботизированные учебные материалы по управлению процессом сварки MIG, вот как вы могли бы применить мой подход из 6 простых шагов к этой задаче.
Смит Корпорейшн потребовала пятьсот трейлеров.
Для каждого прицепа требовалось в общей сложности сорок футов (12 м) углового шва 1/4 (6 мм). 0.В качестве сварочной проволоки 045 MIG использовалась проволока E70S-3. Использовалась смесь аргона Эда и 15% СО2 в баллонах.
Franks Weld Shop была компанией, которая получила контракт на производство прицепов. Франк нанял пять сварщиков MIG, которые обычно работали по 8 часов в день. Расходы на рабочую силу и льготы сварщика в Franks составляли 25 долларов в час. Сколько времени потребуется на выполнение работы и сколько будет стоить сварка?
[1] Сколько сварочной проволоки MIG требуется на каждый прицеп?
Для углового шва 1/4 (6 мм) требуется прибл.0,1 фунта сварного шва на фут сварного шва. Это 0,1 x 40 футов или 4,4 фунта присадочного металла, необходимого для каждого прицепа. Для пятисот трейлеров требуется 2 200 фунтов, плюс 5% отходов. Я бы заказал 2310 фунтов проволоки MIG для проекта прицепа.
Сколько будет стоить сварочная проволока? Присадочный металл 0,045 стоил 0,90 цента / фунт x 4,4 фунта / деталь = 3,96 доллара США на сварочную проволоку на прицеп. Стоимость проволоки для 500 прицепов составляет 2310 фунтов x 0,90 доллара США = 2079 долларов США.
[2]
Сколько человеко-часов требуется для перевозки 500 прицепов?
Используя мой простой метод управления параметрами часов сварки, лицо, принимающее решение о сварке, будет знать, где сварщики
должен установить 0. 045 скорость подачи проволоки для сварки угловых швов 1/4 (6 мм), а также что сварной шов
скорость наплавки будет прибл. 11-12 фунтов / час. При средней продолжительности включения дуги вручную в час
в 20 минут. Сварщики откладывают ок.
4 фунта в час. 500 трейлеров будут использовать примерно 2200 фунтов, разделив их на 4 фунта / час,
Таким образом, сварка 500 прицепов требует 550 человеко-часов.
[3] Стоимость сварочного газа и сколько баллонов требуется?
Баллоны аргона — CO2 стоит 40 долларов США.Цилиндр вмещает 330 куб. Футов (0,12 доллара США за куб. Фут). Расход газа 30 куб.футов / час при времени включения сварочной дуги 20 мин. Используемый газ MIG составляет всего 10 куб. Футов / час x 0,12 цента = 1,20 доллара США / час за газ. Работа требует 550 часов x 1,20 доллара = 660 долларов за газ (550 часов x 10 куб футов = 5500 куб футов, разделить на 330 куб футов = 17-18 баллонов, необходимых для проекта.
[4] Общие затраты на сварочные материалы на прицеп.
Стоимость провода и газа для работы. Стоимость сварочной проволоки 2079 долларов, + газ стоит 660 долларов = 2739 долларов.Разделите на 500 прицепов, и затраты на расходные материалы на каждый прицеп составляют 5,48 доллара США.
[5] Полная сварка стоит только на прицеп. Стоимость рабочей силы составляет 550 человеко-часов x 25 долларов США = 13 750 долларов США для 500 прицепов. Стоимость рабочей силы сварщика на прицеп составляет 27,50 долларов США.
Общая стоимость сварных швов на прицеп составляет 5,48 долларов США для расходных материалов + 27,50 долларов США на оплату труда = общие затраты на сварку составляют 33 доллара США на прицеп.
[6] Время, необходимое для сварки всех деталей.
Время, необходимое для выполнения работы 5 сварщиками (40 часов в день). Работа требует 550 человеко-часов, разделенных на 40, требуется 14 дней.
T Суть в том, что такой подход к стоимости сварных швов прост. Напротив, когда я в последний раз садился за стол с Линкольном, или это был представитель Хобарта? Я попросил провести анализ стоимости сварных швов вручную, эти ребята использовали компьютер и доставили страницы и страницы с запутанными данными о стоимости сварных швов.Теперь я, наконец, приступил к выяснению реальных затрат на ручную сварку MIG, я посмотрю, сможем ли мы что-нибудь сделать для снижения затрат на сварку с помощью моего робота.
Для лиц, принимающих решения «о стоимости сварки» или «управлении процессом сварки». рассмотрите программы управления технологическим процессом Ed для сварки MIG с флюсовой сердцевиной, TIG или TIP TIG.
Ed оптимизировал роботизированные сварочные швы MIG для всех этих и многих других областей применения.В большинстве случаев ответственные за сварные швы на заводах не имели ни малейшего представления о том, что он делал, и не проявляли взаимопонимания.
УПРОЩЕНИЕ РАСХОДОВ НА СВАРКУ РОБОТА. ДАВАЙТЕ ПОРЯДОК ВЫШЕ
РАСХОДЫ НА ПРИЦЕП С РОБОТОМ СВАРНЫМИ ШВАМИ.
Смета затрат на сварку прицепа, выполняемую РОБОТОМ, может быть простой.
Теперь процитируем сварные швы прицепа с помощью робота. Каждый из 500 прицепов имеет 40 футов (12 м) углового шва 1/4 (6 мм). Мы свариваем проволокой MIG 0,045 (1,2 мм) и баллонной смесью аргон — 15% CO2.
Мы будем использовать одного робота с двумя операторами. Один оператор робота работает несколько дней, другой — в дневную смену. Накладные расходы на сварочные работы составляют 25 долларов в час. Сколько времени потребуется, чтобы завершить работу с роботом? Какова стоимость сварного шва на деталь? Какова будет стоимость по сравнению с вышеуказанной ручной сваркой?
[1] Сколько требуется сварочной проволоки? На скругление 1/4 (6 мм) требуется прибл.0,11 фунта на фут сварного шва x 40 футов = 4,4 фунта присадочного металла, необходимого на деталь x 500 = 2.200 фунтов требуемой проволоки MIG.
[2] Сколько будет стоить сварочная проволока? Присадочный металл 0,045 стоит 0,90 цента / фунт x 4,4 фунта / деталь = 3,96 доллара за деталь, или стоимость проволоки MIG для 500 деталей составляет 1980,00 долларов.
[3] Сколько требуется роботов / человеко-часов? Используя мой метод управления параметрами часов сварки, программист-робот должен установить подачу проволоки на 1 час, что является шестым оборотом (6 x 70 = 420 дюймов в минуту).Они бы знали, что это 2 фунта / ход. (6 x 2 = 12 фунтов / час). В отличие от ручных сварочных аппаратов, роботы обеспечивают более быструю сварку и более длительную сварку дуги в час. Время дуги увеличено до 40 минут в час.
При увеличении времени дуги и наплавки робот наносит ок. 8 фунтов в час в две смены. Две смены (16 часов в день x 8 фунтов / час = 128 фунтов в день). Для 500 деталей требуется 2200 фунтов сварочного металла, разделив на 8 фунтов / час, эта работа потребует 275 человеко-часов.Это могло бы быть намного меньше, если бы вы использовали лучшие методы сварки для увеличения скорости сварки роботов. Эта информация доступна в моей книге по сварочным швам Management Weld Process Control.
Для
500 сварных деталей, роботу требуется 275
человеко-часы. На ручную сварку, как описано, требуется 550
человеко-часов для того же приложения.
[4] Стоимость газа для робота и сколько баллонов требуется? Баллон аргона — CO2 стоит 40 долларов США. Цилиндр вмещает 330 куб. Футов (0,12 доллара США за куб. Фут). Расход газа составляет 30 куб. Футов / час, однако время действия дуги робота составляет 40 минут, поэтому расход газа составляет 20 куб. Футов / час x 0,12 цента = 2,40 доллара в час за газ. Работа требует 275 часов x 2,40 доллара = 660 долларов на газ.Поскольку скорость сварки робота будет примерно на 20% выше, с роботом можно ожидать 20% снижения затрат на сварочный газ. Стоимость газа $ 528
[5] Общая стоимость расходных материалов:
Стоимость расходных материалов для работы, провод MIG 1980 долларов, + газ 528 долларов, = 2508 долларов разделить на 500 прицепов или 5 долларов за деталь.
[6] Стоимость рабочей силы на прицеп.
Стоимость рабочей силы составляет 275 роботов на человека x 25 долларов США в час = 6,875 долларов США или рабочая сила на прицеп составляет 13 долларов США.75.
[7] Общая стоимость сварного шва на прицеп.
13,75 долларов США за труд = 5 долларов США на расходные материалы = 18,75 долларов США
[8] Стоимость робота по сравнению с затратами на сварку вручную Стоимость робота для сварки прицепов составила 6 875 долларов США. Затраты на ручной труд для тех же деталей составили 13 750 долларов США.
Общие затраты на сварку MIG вручную на прицеп составляли 33 доллара. Использование робота для прицепа снизило затраты на ручную сварку MIG до 18 долларов.75 на прицеп.
Ваши сварщики экспериментируют со своими органами управления сваркой или устанавливают сварные швы на той же царапине, которую Фред использовал для разных деталей?
КАЧЕСТВО процесса сварки — ЗАТРАТЫ Экспертиза контроля прямо здесь,
РАСХОДЫ НА СВАРКУ MIG ДЛЯ ДЕТАЛЕЙ МОСТА.
Эта компания по производству металлоконструкций хочет сварить методом MIG 5 вспомогательных мостовых конструкций.Каждая конструкция имеет примерно 5000 футов 1/4 угловых сварных швов. Сварщики будут использовать проволоку 0,045 MIG. Структурный и технический менеджер, который должен знать это, хочет кратко процитировать следующее.
[a] Сколько сварочной проволоки требуется?
[b] Сколько требуется сварочного газа?
[c] сколько человеко-часов на сварку?
В приведенной выше таблице указано, что для скругления 1/4 6 мм требуется 0.11 фунтов на фут сварного шва. 5000 футов x 0,11 требует 550 фунтов металла сварного шва на каждый узел. Для этой работы, при которой может потребоваться доработка сварного шва, я бы добавил на 15% больше проволоки для обеспечения амортизации.
Используйте мой метод часов, чтобы определить, что настройка распыления для этого приложения составляет 12 фунтов / час. Используйте среднее время включения дуги вручную 20 минут в час. Таким образом, ручной сварочный аппарат MIG наносит в среднем 4 фунта / час. Чтобы выполнить 4 фунта / час для 550 фунтов / сварного шва, потребуется 138 часов сварочных работ (добавьте 20% в качестве компенсации).Теперь вы знаете, что в среднем для ручной сварки MIG требуется 10 куб. Футов газа в час, а для 138 часов требуется 1380 куб. Футов, добавление 15% в качестве подушки, 1587 куб. Футов. Для каждого газового баллона требуется около 300 куб. Футов газа = 6 баллонов на каждый узел.
СНИЖЕНИЕ РАСХОДОВ НА СВАРКУ
ED С НАКЛАДКОЙ
ПРИМЕНЕНИЕ НА ВОДОСТЕННЫХ КОТЛАХ.
Затраты Эда на нетронутые плакированные сварные швы — качественный вклад в отрасль энергетики и обращения с отходами.
2007: Сварочные услуги (WSI теперь Aquilex) — крупнейший подрядчик в области энергетики в Северной Америке. WSI в основном занимается ремонтом и модернизацией в энергетике, отходах и атомной промышленности. Что касается облицовки водяной стены, WSI имеет облицовку ок. 80% котлов Северной Америки. Ежегодно WSI может использовать около миллиона фунтов нержавеющей проволоки MIG Inconel серий 625-622 и 300 для облицовки водостенных труб.
В то время как WSI произвела одно из самых инновационных автоматических сварочных швов MIG, доступное в Северной Америке, у WSI не было постоянного специалиста по управлению технологическим процессом MIG, который обладал бы необходимыми знаниями для внесения улучшений в свои традиционные сварные MIG-сварные швы с водяной стенкой. На эту работу Эд заключил контракт с менеджером по проектированию WSI. Менее чем за 6 месяцев Эд не только значительно улучшил качество сварного шва наложения водяной стенки, но и сократил обычно требуемые дорогостоящие наплавки на> 28%.
Как известно многим в электроэнергетике, при любой облицовке «меньшее количество сварных швов и меньшее количество тепла обеспечивает наилучшие результаты. Помимо высокой стоимости сварочной проволоки из инконеля (более 20 фунтов стерлингов), котлы работают более эффективно, когда поверхность плакировки имеет меньшую толщину и толщину наплавленного сварного шва равномерную и без дефектов.
При использовании гидроизоляции стенок минимальный требуемый химический состав однопроходной наплавки составляет 20% хрома.Чтобы достичь минимальных требований к хрому, процедуры импульсной сварки MIG должны были обеспечить разбавление сварного шва менее 8%. Вертикальные сварные швы вниз должны обеспечивать не только минимальное разбавление сварного шва, но и постоянную сварку труб из углеродистой стали. Сварные проходы, которые я разработал, были не только тоньше, но и улучшили переход с врезками сварных швов. Конечно, с точки зрения производительности сварки, использованная процедура сварки двумя пистолетами позволила одному оператору наплавить> 26 фунтов / час.
T обычн.
плохое образование сварных швов с импульсной сваркой MIG, обнаруженное на водяных стенках котла электростанции, покрытых (отремонтированных) проволокой 622 или нержавеющей проволокой MIG.
Для исправления этого руководства использовалось импульсное оборудование Sad Miller.Представьте себе дефекты, деформацию котла и напряжения, возникающие в результате некачественной сварки, допустимой на этой электростанции.
Напротив, патент Эда на плакировку MIG позволил получить сварные швы 15 фунтов / час с гладкой поверхностью и
хорошая смесь. Его результаты MIG-плакирования были аналогичны результатам наложения лазера / порошка.
Примечание: фото MIG нетронутым, и никакой очистки сварных швов, кроме щеточной, не было.
Для плакированных сварных швов на котлах, если вы не продаете сварочные материалы, чем меньше сварных швов, тем лучше,
Потрясающе
Долговечность водяных настенных котлов и снижение затрат на сварку могут быть достигнуты
для энергетики с WSI и новым «тоньше» Эда
одинарные наплавленные швы и уникальные
Процедуры МИГ разработаны в 2005 — 2006 гг.
Импульсные сварные швы MIG с вертикальным опусканием 622 Inconel / нержавеющей плакировкой были получены из недорогого импульсного источника питания за шесть тысяч долларов, выбранного и перепрограммированного Эдом, и газовой смеси MIG, также разработанной Эдом. (См. Раздел «Данные по газу MIG»). Эти плакированные сварные швы требовали на 28% меньше инконеля или нержавеющей стали на квадратный фут сварного шва водяной стенки. Сварочные швы также требовали технического менеджера WSI, который считал, что сварка MIG плакировкой — это нечто большее, чем просто спросить совета у торгового представителя Lincoln или сварщика, нажав на курок пистолета и применив типичную сварку. Также помогло то, что у WSI было отличное, хорошо спроектированное, запатентованное автоматическое сварочное оборудование, которое компенсировало кривые (колебания напряжения вылета проволоки) при сварке труб стенки котла. Разработка Эда была завершена в 2006 году. WSI подала заявку на патент США в 2006 году, и патент был одобрен в 2009 году.Посетите раздел Сварные швы для плакированных материалов для получения дополнительной информации.
Преобразование скорости наплавки.
Сварной шов
Скорость осаждения: = фунт / час x 0,4536 = кг / час.
Скорость наплавки: = 1 фунт / фут
x 1,49 = кг / м
Скорость наплавки: = фунт / дюйм x 17,85 = кг / м.
Наплавка
Нормы: = фунт / мин x 27,216 = кг / час.
Скорость наплавки: кг / час x 2,205 = фунт / час.
МЕТРИЧЕСКИЕ ТАБЛИЦЫ:
Метрическая и
Расход газа
Проточная чаша x 28.317 = литров Расход 0,47195 л / мин = 1 куб.фут / час. куб.футов x 1728 = кубический дюйм. куб.футов x 0,02832 = кубический метр. куб.футов / час x 0,4719 = литров / мин кубических футов / мин x 28,31 = литров / мин. л / мин x 2,119 = куб. Фут / час. куб. М / мин x 0,002119 = куб. Фут / час. куб. Футов x 7,4805 = галлон США. литра x 0,03531 = куб. галлона / час x 0,06309 = литр / мин галлона / час x 0,13368 = кубический фут / час галлона / мин x 8,0208 = кубический фут / фут / час. галлона / мин x 3,785 = литр / мин галлона x 3,785 = литр литра / сек x 127. 13 = куб. Фут / час
Метрическая и
Теплопроводность
Джоулей на дюйм = Вольт x Ампер x 60, разделить на скорость сварки, дюйм / мин Ватт на метр кельвин Вт / мк Подвод тепла, джоулей (дж), энергия Дж = ватт / секунду 1 ватт = 1 джоуль / сек 1 кВт / hr = 3600000 фут / дюйм = Дж x 1,356 1 джоуль = 0,73756 фут / дюйм f Дж / дюйм x 39,37 = Дж / м Дж / м x 0,0254 = Дж / дюйм кДж / дюйм x 39,37 = кДж / м британских тепловых единицы x 1054.4 = джоули БТЕ / фунт x 2,326 = кДж / кг кал / г x 4,1868 = кДж / кг
Метрическая и
Вязкость разрушения
Метрический меганьютон-метр МН.м-3/2 тыс. Фунтов на кв. Дюйм 1/2 x 1,099 = МН.м-3/2 МН.м-3/2 x 0,910 = тыс. Фунтов на кв. Дюйм / дюйм �
Метрическая и
Электрод Сила
Метрический Ньютон = Н фунт-сила x 4.448тон = ньютон килограмм-сила x 9,807 = ньютон ньютон x 0,2248 = фунт-сила
Метрическая и
Площадь
дюймов / кв x 645,2 = мм / кв мм / кв x 0,001550 = дюймов / кв дюймов / кв x 6,451 = см / кв футов / кв x 0,09290 = кв.м / кв
Метрическая и
Скорость
изобр. / Мин x 0,4233 мм / сек мм / сек x 2.362 = ipm дюйм / сек x 0,0254 = м / сек фут / сек x 0,3048 = м / сек фут / час x 0,00008466 м / сек фут / мин x 0,00508 = м / сек км / час x 0,027777 = м / сек миль / ч x 1,609 = км / ч см / сек x 1,9685 = фут / мин см / сек x 0,32808 = фут / сек м / сек x 196,85 = фут / мин
Метрическая и
Ударная вязкость
Метрическая система = Джоуль = Дж 1 фут / фунт = 1,355818 Дж фут / фунт x 0,13825728 = кг / м
Метрическая и
Объем
у. е. / дюйм x 16.387 = куб. / См куб. / Дюйм x 0,00057870 = куб. Куб. Дюйм / дюйм x 0,000016387 = куб. / М куб. Фут x 0,02831 = куб. / М куб. / Дюйм x 16390,0 = куб. / М куб. / См x 0,000035315 = куб. куб. / см x 0,061024 = куб. дюйм / дюйм куб. / см x 0,00026417 = галлон США куб. / м x 35,315 = куб. фут куб. / м x 0,00061`024 = куб. дюйм / дюйм жидких галлона в куб. / м x 0,003785
Сварной шов
Электрод плотности тока Площадь Квадратный дюйм Деление на сварочный усилитель
Метрическая плотность сварочного тока = ампер на квадрат миллиметр = А / мм2 ПРОВОД 0.030 площадь = 0,00071 дюйм / кв ПРОВОД Площадь 0,8 мм = 0,00458 см / кв ПРОВОД 0,030 площадь = 0,00071 дюйм / кв ПРОВОД 0,035 площадь = 0,00096 дюйм / кв ПРОВОД 1 мм площадь = 0,006193 см / кв ПРОВОД 0,045 площадь = 0,00160 дюйм / кв. ПРОВОД Площадь 1,2 мм = 0,1032 см / кв. ПРОВОД 0,062 площадь = 0,00307 дюйма / кв. ПРОВОД Площадь 1,6 мм = 0,0198 см / кв.
Метрические и длина
1 метр = 3,281 фута 1 мм = 0,03937 дюйма 1 дюйм x 25.4 мм мм x 0,03937 = дюйм 1 метр x 39,370 дюйма фута x 304,8 = мм мм x 0,003281 = фут фута x 0,3048 = метр ярда x 0,9144 = метр
Метрические и весовые
унций x 0,02834 = кг фунта x 0,4535 = кг Короткая тонна 2000 фунтов x 907 = кг Длинная тонна 2240 фунтов x 1016 = кг Прочность на растяжение x 1000 = тысяч фунтов / кв. Дюйм Метрические мегапаскаль МПа I МПа = 145,03 фунтов на кв. Дюйм кПа = 0,14503 фунтов на кв. Дюйм фунтов на кв. Дюйм = 0.00689 МПа МПа x 0,145 = тыс. Фунтов / кв. Дюйм.
АЛЮМИНИЙ СКОЛЬКО ФУНТОВ ПРОВОДА MIG НЕОБХОДИМО?
Алюминий 1/8 3,2 мм скругление = 0,092 фунта / фут 0,03 кг / м
Алюминий 3/16 скругление 4,8 мм = 0,026 фунт / фут 0,04 кг / м
Алюминий 1/4 скругление 6,4 мм = 0,05 фунт / фут 0,07 кг / м
Алюминий 3/8 скругление 9,5 мм = 0,06 фунта / фут 0.09 кг / м
Алюминиевая сварка встык, 13 мм пластина, 60 градусов, одинарная V = 0,3 фунт / фут 0,43 кг / м
Алюминий, приварной встык, лист 18 мм, 60 градусов, одинарный V = 0,4 фунт / фут 0,66 кг / м
Алюминиевая сварка встык 25 мм пластина 60 градусов одинарная V = 0,82 фунта / фут 1,2 кг / м
Алюминиевая сварка встык 38 мм пластина 60 градусов одинарная V 1,7 фунт / фут 2,6 кг / м
Алюминиевая приварная встык пластина 50 мм 60 градусов одинарная V 2.8 фунтов / фут 4,2 кг / м
АЛЮМИНИЙ СКОРОСТЬ ПОДАЧИ АЛЮМИНИЯ «IPM» ДЛЯ СКОРОСТИ НАЛАДКИ СВАРКИ:
030 провод 0,8 мм, дюйм / мин x 0,004 = фунт / час
035 Провод 0,9 мм, дюйм / мин x 0,0056 — л / ч
046 Провод 1,2 мм, дюйм / мин x 0,0099 = фунт / час
052 Провод 1,4 мм, дюйм / мин x 0,012 = фунт / час
062 Провод 1,6 мм, дюйм / мин x 0.017 = фунт / час
093 Провод 2,4 мм, дюйм / мин x 0,0415 = фунт / час.
АЛЮМИНИЙ «м / мин» СКОРОСТЬ ПОДАЧИ НА СКОРОСТЬ НАЛАДКИ СВАРКИ:
Проволока 0,8 мм, м / мин x 0,07 = кг / час
Проволока 1 мм, м / мин x 0,09 = кг / час
Проволока 1,2 мм, м / мин x 0,16 = кг / час
Проволока 1,4 мм, м / мин x 0,23 = кг / час
1.Проволока 6 мм, м / мин x 0,306 = кг / час
Проволока 2,4 мм, м / мин x 0,74 = кг / час.
Получить
эти затраты на сварку снижаются, и, как Эд после 50 лет консультирования сварочной отрасли, как снизить затраты на сварку, вы сможете приобрести дом своей мечты для отпуска.
По вопросам разрешения сварных швов по телефону звоните Ed по телефону 828 337 2695.
Снижение затрат на сварку — 10 шагов
Многие компании стремятся получить максимально выгодную цену на сварочное оборудование и расходные материалы. Хотя это достойная восхищения цель, эти компании могут упускать из виду общую картину, в которой говорится, что вместо того, чтобы стремиться к экономии на основе единовременной закупочной цены, ищите способы добиться экономии на производительности.За счет снижения общих затрат на сварку достигается многократная экономия производительности из года в год. Снижение производительности позволит компании продолжать экономить даже при повышении цен на оборудование, расходные материалы или сварочные принадлежности.
Глядя на типичную модель производственного участка, вы заметите, что только 20 процентов затрат на сварку связано с материалами, в то время как основная часть затрат — более 80 процентов — приходится на оплату труда и накладные расходы.Следовательно, если компания экономит 10 процентов на материальных затратах на сварку, она экономит только два процента от общих затрат на сварку. Но если компания сможет сэкономить 10 процентов на затратах, связанных с рабочей силой и накладными расходами, она достигнет восьми процентов экономии общих затрат на сварку в модели рабочего места. Информация о рабочей ячейке действительна для ручной или полуавтоматической сварки низкоуглеродистой стали.
Ниже описаны 10 шагов, которые компании могут предпринять, чтобы снизить затраты на сварку и добиться снижения производственных затрат при ведении бизнеса.Это некоторые из наиболее распространенных вопросов, которые Lincoln Electric проверяет при аудите компании.
1. Проанализировать доставку расходных материалов и принадлежностей к точкам сварки
Во многих цехах оператор должен пойти в инструментальный цех или на место поставки нового контактного наконечника, катушки с проволокой или другого сварочного оборудования. Это отнимает у сварочной ячейки драгоценное время и снижает общую производительность. Чтобы повысить эффективность работы и свести к минимуму потери времени, компаниям следует иметь как минимум ограниченный запас всего необходимого оборудования рядом со сварочной станцией, включая защитный газ, флюс и проволоку.Еще один полезный совет по повышению производительности — переключиться на катушки с проволокой большего размера, например, с катушек 25 фунтов на катушки 44 или 60 фунтов на даже более крупные упаковки с катушками на 1000 фунтов или барабанными на 1000 фунтов. Такой простой переключатель означает меньшее время переналадки, которое складывается за недели, месяцы и годы.
Магазины также должны внимательно следить за отходами защитного газа. Простое устройство, называемое импульсной турбиной, может быть размещено на конце пистолета для обеспечения цифрового считывания пульсаций газа и скорости потока.Если частота помпажа высока, приобретение устройства защиты от помпажа может снизить давление, исключив скачки газа и потери.
Утечки в системе подачи газа также могут привести к потере денег. Посмотрев на количество расходных материалов, закупаемых каждый год, а затем изучив общий объем закупленного газа, компания может определить, есть ли значительные потери. Производители и дистрибьюторы сварочного оборудования должны иметь возможность предоставить средние показатели использования, чтобы можно было обнаружить потери. Если есть подозрение на потерю, один из самых простых способов проверить утечку — отключить систему подачи газа на выходных.Проверьте уровень в пятницу вечером, а затем еще раз в понедельник утром, чтобы определить, использовался ли газ, когда система была в режиме отключения.
2. Проанализировать, эффективна ли обработка материалов
Организованная и логичная доставка деталей на сварочную станцию также является способом снижения затрат на сварку. Например, одна компания производила барабаны для смешивания бетона. В процессе изготовления компания изготовила 10 деталей для одной секции, затем 10 деталей для другой секции барабана и т. Д.По мере того, как куски отходили от конвейера, они складывались на пол магазина. Когда пришло время сваривать, оператору пришлось искать нужные детали и разбирать их. Когда сторонний эксперт по сварке указал на количество времени, потраченного впустую на этот процесс, компания начала складывать каждую штуку на тележке. Таким образом, детали, необходимые для сварки одного барабана, складывались вместе и их можно было легко перемещать в зону сварки.
Этот тип сценария также верен для компаний, которые могут передать детали поставщику на аутсорсинг.Хотя доставка деталей партиями может стоить дороже, это может сэкономить больше времени, чем необходимость систематизировать и перебирать детали, чтобы добраться до стадии сварки.
Количество раз, когда каждая вещь обрабатывается в магазине, может быть открытием для сокращения потерь времени. Чтобы измерить такой нематериальный объект, как этот, операторов просят наносить на изделие отметку из мыльного камня каждый раз, когда к нему прикасаются — некоторые компании с удивлением узнают, сколько раз деталь поднимается, транспортируется и укладывается в процессе производства.В случае одной компании перемещение сварочного цеха ближе к станции термообработки устранило четыре дополнительных раза, когда обрабатывалась деталь. По сути, обработка детали как можно реже и создание более эффективной производственной линии или рабочей ячейки снизит общие затраты.
3. Ищите способы исправить переварку
Один из «главных грехов», который совершает почти каждый магазин, — это заварка. Это означает, что если чертеж требует углового шва 1/4 дюйма, большинство мастерских выполнят сварной шов 5/16 дюйма.Причины? Либо у них нет калибра углового шва, и они не совсем уверены в размере сварного шва, который они производят, либо они добавляют что-то дополнительное, чтобы «прикрыть» себя и убедиться, что на месте достаточно металла сварного шва.
Но чрезмерная сварка приводит к огромным расходам на расходные материалы. Давайте еще раз посмотрим на наш пример. Для углового шва 1/4 дюйма типичный оператор будет использовать 0,129 фунта на фут металла сварного шва.Для сварного шва 5/16 дюйма требуется 0,21 фунта на фут металла шва — это на 56 процентов больше объема сварного шва по сравнению с тем, что действительно необходимо. Кроме того, вы должны учитывать дополнительные трудозатраты, необходимые для выполнения сварного шва большего размера. только если компания платит за лишние расходуемые расходные материалы, сварной шов с большим количеством сварочного металла с большей вероятностью будет иметь коробление и деформацию из-за дополнительного тепловложения. Рекомендуется, чтобы каждому оператору был предоставлен калибровочный калибр для точного выполнения указанного сварного шва. — и ничего более.Кроме того, изменение диаметра проволоки может быть использовано для устранения чрезмерной сварки.
4. Улучшение существующих сварочных процессов и процедур
Ищите способы повысить эффективность сварочного процесса. Это включает в себя изучение таких параметров, как диаметр проволоки, скорость подачи проволоки, напряжение, скорость движения, тип газа, режим передачи и т. Д. Например, если в цехе в настоящее время выполняется сварка с использованием процесса короткой дуги и смеси защитного газа 75/25, может быть более эффективным переключиться на другой газовый и распылительный режим передачи.Или изменение процесса может потребоваться в зависимости от состояния детали. Если на детали есть оксид, может быть проще перейти на процесс, который позволит преодолеть проблемы загрязнения, чем пытаться очистить каждую деталь перед сваркой. Ваш поставщик сварочных работ должен быть в курсе последних технологий и давать советы по новым процессам, оборудованию и расходным материалам, которые могут оптимизировать сварку в цехе.
5. Оптимизировать совместную подготовку
В некоторых случаях может быть лучше сделать двойной скос на стыке, чтобы подготовить его к сварке, чем одинарный скос.Рекомендуется делать двойной скос на любом материале толщиной более 3/4 дюйма. Просто это простое изменение в процедуре может значительно сэкономить на металле сварного шва. На куске толщиной 3/4 дюйма для двойного скоса потребуется 1,45 фунта. . на фут металла сварного шва, в то время как на один скос потребуется 1,95 фунта. на фут.
6. Удалите лишние сварные швы из конструкции
.
Ищите способы изменить конструкцию изделия, чтобы исключить ненужные сварные швы. Например, одна компания, производившая ящики, изначально имела конструкцию, которая предусматривала наличие сварных подъемных ручек с каждой стороны ящика.Просто изменив конструкцию ящика, вырезав подъемные прорези, отпала необходимость приваривать ручки — экономя время и деньги. В другом случае, вместо того, чтобы делать деталь с открытым углом, конструкция была изменена, чтобы приспособить закрытый угол, что означало на 1/3 меньше металла, необходимого для заполнения угла.
7. Ищите детали, которые можно сваривать, а не отливать
Мы уже обсудили способы устранения сварных швов для повышения эффективности, но как насчет добавления сварных швов? В некоторых случаях может быть более рентабельным приваривать металлические детали к детали, чем отливать весь компонент из дорогостоящего сплава или экзотического металла.Например, компания, которая первоначально использовала деталь, отлитую из сплава с высоким содержанием никеля, обнаружила, что 50 процентов детали может быть составлено из стандартной конструкционной стали, что позволило сэкономить на материале и, таким образом, снизить общую стоимость. Кроме того, компания смогла усовершенствовать конструкцию детали, чтобы она стала более эффективной.
8. Ищите способы избавиться от дорогостоящего ведения документации
Многие компании полностью «увязли» в оформлении документов, необходимых для ведения бизнеса.Но с учетом последних технологических достижений есть предметы, которые могут оказаться большим подспорьем. Например, Lincoln Electric предлагает программное обеспечение под названием ArcWorks, которое может документировать процедуры, создавать чертежи, к которым может получить доступ каждый в цехе, отслеживать квалификацию сварщиков и многое другое. Подобное программное обеспечение можно адаптировать к потребностям отдельной компании и обеспечить высокую эффективность, а также исключить ошибки.
9. Добавление робототехники или аппаратной автоматизации к операции
Современные технологические достижения предлагают множество возможностей.Робототехника может быть оправдана, когда объем деталей, производимых компанией, настолько велик, что может компенсировать деньги, потраченные на робота. Робототехника также может быть рассмотрена, если существует ряд различных частей, которые достаточно похожи по своей природе, чтобы с ними мог работать один и тот же робот.
Если роботы не оправданы, компания может решить, что для повышения эффективности или качества можно использовать оборудование или аппаратную автоматизацию.Одна компания установила приспособления и зажимы, чтобы удерживать резервуар во время сварки шва. В другом случае производитель автомобилей решил, что автоматизация необходима из-за большого количества деталей, сложных углов и положений сварки.
10. Изучить вопросы безопасности
Хотя это может и не привести к немедленному снижению затрат на сварку, работа с соблюдением надлежащих методов безопасности в конечном итоге позволит сэкономить деньги за счет сокращения несчастных случаев с сотрудниками. Меры безопасности, которые следует учитывать, могут включать в себя соединение газовых баллонов, чтобы они не могли упасть, установку пламегасителей для устранения обратного удара при резке кислородным топливом или маркировку труб, чтобы избежать неудач.
Заключение
Это лишь некоторые из пунктов, которые учитываются при выполнении компанией Lincoln Electric своей программы гарантированного сокращения затрат. В рамках этой программы группа экспертов Lincoln по сварке посещает предприятие и проводит аудит. Затем компании предоставляется список идей по снижению затрат, из которых они выбирают и расставляют приоритеты. Lincoln рассчитает экономию и фактически гарантирует определенную сумму экономии, если представленные идеи будут реализованы.Если эти сбережения не будут реализованы, Линкольн выпишет чек на разницу.
Как гласит старая пословица, «не будьте мудры на копейки и не тратите много денег» — ищите способы снизить затраты на сварку, повысить эффективность и повысить производительность — это те элементы экономии, которые будут приносить пользу снова и снова.
Оценка трудозатрат на сварку корпуса
Да, это приложение для небольшого стального траулера примерно 45 +/- футов. Я работаю здесь в строительстве, у отличных поставщиков и производителей стали.Таким образом, получить доступ к предварительно загрунтованным деталям, вырезанным на станке с ЧПУ, нетрудно. У нас есть сертифицированные сварщики, которые, к сожалению, работают с гораздо меньшей производительностью, чем в США, но, по крайней мере, производительность их работы предсказуема. Проблема, с которой я столкнулся, заключается в том, что, хотя я могу оценить конструкцию «здания», я пытаюсь применить это к будущей конструкции лодки.
Сварка небольшой лодки — это больше об обращении, размещении и выполнении нескольких небольших сварных швов для контроля деформации. Логично, что производительность на тонну (или фунт) будет намного ниже, чем при сварке тяжелых балок с длинными сварными швами.
Возможно, кто-то, кто сварил лодку в диапазоне 35-60 футов, смог бы узнать, сколько человеко-часов необходимо для постройки корпуса из многотонной стали «X».
Но меня интересуют монтаж и сварка, а не резка с ЧПУ.
Спасибо.
Щелкните, чтобы развернуть …
Makobuilders, ок, ссылка хорошая …. иногда там странности случаются! http://www.bruceroberts.com/public/HTML/V495-1.htm
По этой ссылке мой старый напарник и я производим комплект Almarine / roberts / BR Australia, были проблемы с поставкой, такие как неправильная порт согласован по толщине с stb, поставляется неправильный вариант киля, неправильный вариант кабины поставляется среди некоторых других незначительных проблем, это объясняет предварительно загрунтованное покрытие и пластину в прокатной шкале, как показано на рисунках. Во время сборки спор о праве собственности на дизайн и общая неаккуратность добавили атмосфере … Я отвлекся, но установил сцену, Сборка / фабрика была сделана примерно во время / после Олимпиады 2000 года в Сиднее и краха технических акций … больше отступления, но просто настройка моей памяти Ниже показан не совсем траулер, но он похож по длине, вероятно, с более легким покрытием: это самое близкое изображение, которое я мог вспомнить, я стараюсь больше не делать этого ………. мудрее, богаче, старше / изношен может быть.. Комплект «Bermuda 485» (Такой же? Как) был вырезан в Голландии, доставка заняла некоторое время, поставленные проблемы с металлизацией были либо исправлены на местном уровне с помощью ЧПУ, либо я переделал ручную разработку и создание шаблонов самостоятельно, эта поставка была добросовестно возмещена австралийским торговым посредником Я не могу вспомнить изготовленный вес, но, возможно, он составлял около 7-8 тонн, киль плавника был 6 мм, нижняя обшивка 6, радиусный скул 5, верхняя часть 4, палуба и каюта 3,4, 5. Танки были включены как отдельные капли. в блоках между шпангоутами, также была залита «опция» водонепроницаемой переборки и элементы жесткости, не входящие в комплект поставки, были некоторые переделки / дополнительное обрамление скега. Комплект в целом хорошо соответствовал профилированным каркасам и стрингерам с выемками и т. Д., Также имелись белесые разметки на обшивке для пересечений каркаса и стрингеров, было достаточно измерения материала повторной резки / новой обрезки, имелся недостаток на 16-18 мм в подходящих верхних частях. к радиусным пластинам и круглому стержню около 20/25 мм, вставленному по касательной к наружной обшивке. Поставляемый график сварки, помимо каркаса, предусматривал сварку только металлического покрытия, поскольку строители это было недопустимо, и внутренняя сварка тоже была выполнена.Память тускнеет, но где-то между 800-1200 метрами сварного шва звонит в колокол. Приблизительно к 1800 часам (всего) обрушился технический сбой и перспектива клиента адаптировалась к новым обстоятельствам, стальные конструкции судна были полностью на месте и, вероятно, на 60-70% сварены. «Обсуждения» с владельцем включали скорость осаждения для структуры … с точки зрения перспективы, моя машина могла разбрызгивать около 14-16 метров в час при требуемых настройках и перемещении, но реально достигла скорости около 3+ миль в час с последовательностью, измельчая каждый холодный старт и движение, чтобы ограничить тепло, мой напарник и я бы совмещали усилия из стороны в сторону и меняли стороны, он также занимался танкаджем, как более квалифицированный / опытный.После переговоров работа продолжалась, и все работы по низкоуглеродистой стали, подъем судна, установка и сварка киля, я думаю, у нас было около 2200 часов, включая резервуары и все работы по низкоуглеродистой стали, было предложено установить изрядную часть нержавеющая сталь в качестве точек износа / приземления спонсона и т. д., по памяти только приземление путешественника было применено в Staino, поскольку остальная часть блестящего материала никогда не выходила из-за уменьшения средств клиента. Судно было снабжено регулируемой люлькой с жесткой подставкой помимо низкорасположенного строительного приспособления, входящего в комплект.Затем последовал надзор за погрузкой и доставкой на другой двор, принадлежащий владельцу. Позже этот клиент принес извинения и получил некоторую независимую оценку работ, которая оказалась очень благоприятной, это не было сюрпризом для нас, поскольку мы работали хорошо и честно … Кроме того, как только возник вопрос, у нас возникла проблема. Приходит сюрвейер для оценки работ ……. Как бы то ни было, наши договоренности заключались в рукопожатии о поставках рабочей силы, расходных материалов и компенсации затрат на строительную площадку, и клиент получил хорошо изготовленную конструкцию по разумной цене… Привет от Джеффа
Альтернативные издержки и изготовление на заказ
Сможете ли вы определить альтернативные издержки?
Дуг Шарп Президент Elasto Proxy
В первой части этой серии блогов мы рассмотрели производственные накладные расходы (MOH) и то, как их неучет может заставить компании производить детали собственными силами, даже если аутсорсинг более рентабелен. Однако, добавив эти косвенные затраты к прямым трудам и прямым материалам, вы сможете учесть все свои расходы и принять более обоснованные решения о покупке.Однако есть еще один тип «затрат», который не отображается в вашей главной книге. В конечном итоге это связано с производительностью и качеством.
Каковы альтернативные издержки?
Альтернативные издержки — это потеря потенциальной выгоды, когда вы выбираете один вариант вместо другого. Например, предположим, что на вашем заводе четыре станка. Все могут выполнять один и тот же тип работы, но четвертая машина может выполнять некоторые дополнительные, более важные операции. Если вы направили все свое оборудование на выполнение низкоприбыльных работ, вы не сможете использовать Машину № 4 для выполнения более прибыльной работы, требующей расширенных функций машины.Дифференциал упущенной выгоды — это ваши альтернативные издержки.
Знаете ли вы, что альтернативные издержки могут применяться и к персоналу? Например, предположим, что сварщик, который обычно зарабатывает 35 долларов в час, режет резиновые профили на прокладки, и эту задачу может выполнить сотрудник, который зарабатывает 20 долларов в час. Даже если сварщику не нужно было выполнять сварочные работы, ваши альтернативные издержки составят 15 долларов в час, то есть разница между более высокой и низкой ставкой заработной платы. Чем больше времени сварщик тратит на резку резины, а не на соединение металла, тем выше ваши альтернативные издержки.
Производительность и качество
Некоторые читатели могут возразить, что сварщику лучше разрезать прокладки, чем бездействовать. Однако это не меняет того факта, что более высокая заработная плата сварщика теперь является частью более высоких общих затрат на работу. Также существует вероятность того, что использование этого сварщика для резки прокладок означает, что второй сварщик теперь должен работать сверхурочно (с еще большей скоростью), потому что первый сварщик недоступен. Оба сварщика обладают навыками в области металлообработки, но ни один из них не специализируется на резке прокладок.
Напротив, оборудование изготовителя прокладок выполняет всю работу за вас — и каждый раз в соответствии с вашими точными спецификациями. Если ваши рабочие режут прокладки вручную, качество работы в понедельник утром такое же, как в среду днем? Он меняется в зависимости от смены? Использование шаблона и универсального ножа для работы на станке для гидроабразивной резки — лишь часть проблемы. Даже если сращивание проходит гладко, прокладка все равно должна быть установлена.
Заказывая изготовление прокладок на стороне, вы можете найти готовые решения для уплотнения, которые каждый раз разрезаются по размеру и готовы к установке.Просто снимите прокладку с коробки и установите ее на сборочную линию. При этом не требуется резка или сращивание, не требуется специального обучения или инструментов. Рабочие могут установить больше прокладок в час или завершить установку, а затем выполнять другие обязанности, которые повышают ценность ваших операций. Полностью законченные прокладки, переданные на аутсорсинг, также могут работать лучше.
Качество соответствует продажам
Вы бы купили новую машину с дверью, которая не закрывается надежно? Если бы вы были на рынке тяжелого оборудования, вы бы инвестировали в машину за полмиллиона долларов, в которой прокладки свисали с дверной коробки? Первое впечатление имеет значение — второго шанса может не быть.Если дверь автомобиля не закрывается должным образом, покупатель может не принимать во внимание утверждения о том, что автомобиль хорошо спроектирован. Если прокладка свисает с дверной коробки, покупатель может сомневаться в утверждениях о низких затратах на обслуживание мобильных спецтехники.
Потеря продажи — не единственный способ, которым неисправность прокладки может нанести ущерб чистой прибыли компании. Допустим, вы производитель пищевого оборудования, и один из ваших клиентов — сеть с сотнями магазинов по всей стране. Какова стоимость замены дефектных уплотнений духовки в каждом месте? Если ваши конструкторы правильно диагностируют проблему, есть ли у вашего производственного персонала инструменты и обучение для изготовления запасных уплотнений на месте? Кто будет выполнять свою работу, пока они будут заняты повторной работой?
Скептики могут утверждать, что покупатели не обращают особого внимания на дверные уплотнения или что отказ прокладки маловероятен.Однако помните, что альтернативные издержки — это только одна часть картины. О чем вам говорят производственные накладные расходы, которые мы рассмотрели в части 1 этой серии блогов? Готовы ли вы пересмотреть, действительно ли собственное производство более рентабельно, чем аутсорсинг?
Чем мы можем вам помочь?
Вам нужны готовые прокладки для таких областей применения, как автомобилестроение, строительство, оборона, электроника, пищевое оборудование, экологически чистая энергия, общественный транспорт, медицинское оборудование или специальные мобильные автомобили? На протяжении 25 лет Elasto Proxy помогает партнерам решать проблемы с изоляцией и изоляцией.Мы готовы слушать, от выбора компаунда до дизайна уплотнения и изготовления на заказ. Как мы можем тебе помочь?
Пожалуйста, свяжитесь с нами для получения дополнительной информации или присоединитесь к беседе в наших социальных сетях. Найдите сообщение со ссылкой на эту запись в блоге в LinkedIn, Facebook, Google+ и Twitter. У Elasto Proxy тоже есть канал на YouTube. Наконец, подпишитесь на нашу бесплатную электронную рассылку новостей. Они являются отличным источником информации, доставленной прямо в ваш почтовый ящик, и содержат ссылки на записи блога, подобные этой.
Почему сварка — важная отрасль
Сварочная промышленность не для всех, так как это очень тяжелая физически сложная работа. Тем не менее, это работа, которая необходима для самых разных продуктов и инфраструктур, и она играет важную роль в различных аспектах повседневной жизни.
Влияние сварочной отрасли
Когда мы думаем о сварке, мы часто не понимаем, как эта отрасль влияет на мир вокруг нас.Сварка является важным компонентом многих отраслей, таких как автомобилестроение, строительная промышленность, авиационная промышленность и др. Без этой формы металлообработки многие вещи, включая здания, ворота и заборы, мелкую кухонную технику, транспортные средства и даже космические путешествия, не существовали бы.
70 процентов всей производимой продукции производится с применением навыков сварщиков! Эти данные сами по себе являются убедительным доказательством важности сварки для экономического здоровья нашей страны, сохраняя сильные позиции Соединенных Штатов как на внутреннем, так и на международном уровне.
Будущее сварочной индустрии По словам президента Американского сварочного общества Дэвида МакКуэйда, к 2025 году США столкнутся с нехваткой более 400 000 профессионалов в области сварки. Хотя проблема нехватки сварщиков была известна, предполагаемый масштаб нехватки, по-видимому, значительно увеличился за последние несколько лет.
Исследование, обсуждавшееся в Emsi, показало, что связь между сваркой и экономической эффективностью будет и дальше поддерживать высокий спрос на квалифицированных сварщиков.Это означает, что, если вы в восторге от этой отрасли и всех возможностей, которые она предлагает, сейчас отличное время, чтобы начать программу обучения сварке и получить сертификат сварщика!
Снижение затрат на сварку: 5 эффективных методов для компаний
Есть много действий, которые необходимы, а некоторые труднее учесть, но они влияют на стоимость сварки.Некоторые мы можем увидеть перед сваркой и во время сварки.
Перед сваркой
Подготовка паяного соединения: Это может включать нанесение фаски на пластину или простую очистку стыка от окалины, ржавчины, масла или других загрязнений.
Сборка: Предназначена для сборки всех деталей в принадлежность или просто отнесения их на сварочную станцию, где сварщик может легко взять все необходимые компоненты.
Размещение детали: В некоторых случаях мы не можем найти деталь, но когда это возможно, мы перемещаем ее, чтобы сваривать ее было легче.
При сварке
Замените присадочный металл и / или защитный газ: Катушки проволоки, стержневые электроды и баллоны с защитным газом, когда они закончены. Нам нужно учитывать это время перемен.
Перерывы и встречи: большинство компаний допускают перерывы. Это может быть 10-минутный перерыв утром и еще 10-минутный перерыв во второй половине дня. Это может также включать время для совещаний по производству и безопасности.
Очистка: Очистка, которая должна выполняться в конце дня, между сменами или даже между сборкой каждого продукта.
Переместите сборку после завершения: Когда сборка будет полностью сварена, ее необходимо переместить в другое место.
Время термообработки после сварки: При необходимости следует учитывать время термообработки после сварки.
Как видно, без сварки много необходимых работ. Некоторые из них невозможно устранить.
Прихватки могут быть устранены с помощью тщательно продуманных принадлежностей. Замена баллона с защитным газом может быть исключена за счет использования системы подачи большого количества газа.Однако в целом все эти действия будут присутствовать всегда.
Как подать заявку на выполнение работ по сварке труб
Правильное участие в торгах на сварочные работы по сварке труб требует, чтобы вы рассмотрели столько элементов работы, сколько вы можете ожидать. Эти факторы включают в себя: объем работы, технические характеристики работы, требуемые трудозатраты, план закупки материалов, непредвиденные обстоятельства владельца, временные рамки и множество мелких деталей. Ни одна ставка не может учитывать все элементы, но чем больше факторов вы сможете учесть, тем меньше вероятность разногласий, когда вам пора получать деньги.Элементарная формула подачи заявки на выполнение работ по трубопроводу: затраты на топливо + затраты на материалы + труд + маржа прибыли = заявка.
Спросите подрядчика, какое вещество будет перемещать труба. Тогда вы знаете требуемые характеристики сварки. Например: если это водопроводная труба для искусственного оснежения, и у вас есть опыт сварки водопроводных труб, эта работа для вас, если условия договора соблюдены. С другой стороны, возможно, для работы с трубами потребуется кто-то, имеющий сертификат по сварке труб с открытым корнем.Если у вас нет сертификата G6 и вы не можете нанять кого-то, кто будет выполнять эту часть работы за вас, предложение цены на вакансию будет пустой тратой вашего времени.
Попросите подрядчика предоставить копию планов работы.

 От качества сварки будет зависеть прочность, долговечность, безопасность трубопровода (особенно актуально для горячего водоснабжения и отопления, где рабочие температуры могут достигать 90оC). Применение спецтехники также учитывается при расчете, т.к. для эксплуатации ее необходимо заправить и доставить. Помимо устройства трубопроводов и батарей отопления сварка может потребоваться для:
От качества сварки будет зависеть прочность, долговечность, безопасность трубопровода (особенно актуально для горячего водоснабжения и отопления, где рабочие температуры могут достигать 90оC). Применение спецтехники также учитывается при расчете, т.к. для эксплуатации ее необходимо заправить и доставить. Помимо устройства трубопроводов и батарей отопления сварка может потребоваться для: д.
д. Как правило, такие расценки на сварочные работы актуальны при необходимости устранения небольших дефектов или без постановки четкой задачи.
Как правило, такие расценки на сварочные работы актуальны при необходимости устранения небольших дефектов или без постановки четкой задачи.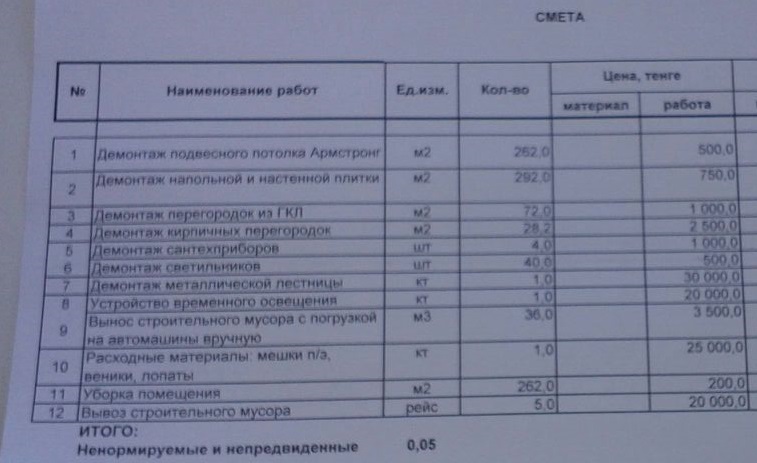

 Аргон на 38% тяжелее воздуха и быстро вытесняет его из рабочей зоны…
Аргон на 38% тяжелее воздуха и быстро вытесняет его из рабочей зоны… изм.
изм.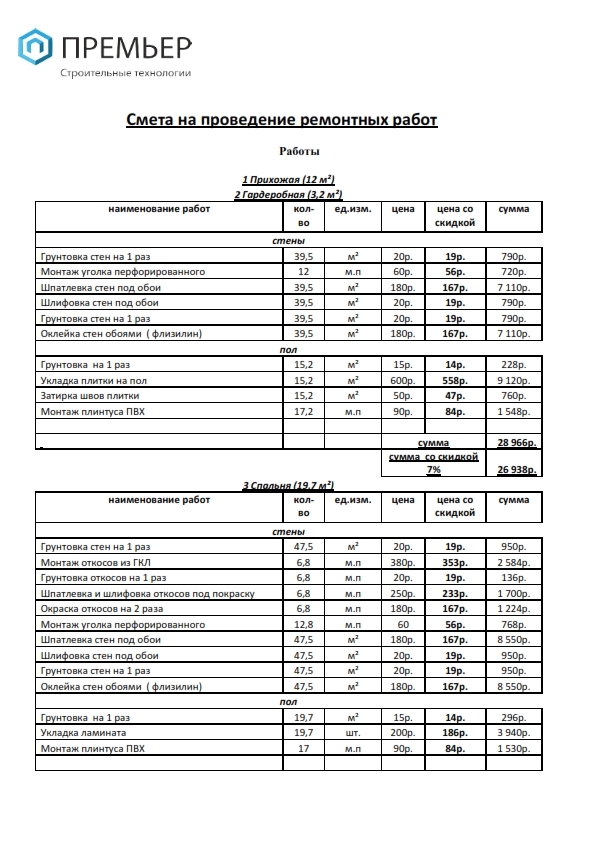
 м. материала начинается от 150 грн. Каждый объект просчитывается индивидуально с учетом всех комплектующих, конфигурации полотна и стоимости монтажных работ.
м. материала начинается от 150 грн. Каждый объект просчитывается индивидуально с учетом всех комплектующих, конфигурации полотна и стоимости монтажных работ. После чего профиль устанавливается в перекрытие, и закрепляется карниз.
После чего профиль устанавливается в перекрытие, и закрепляется карниз.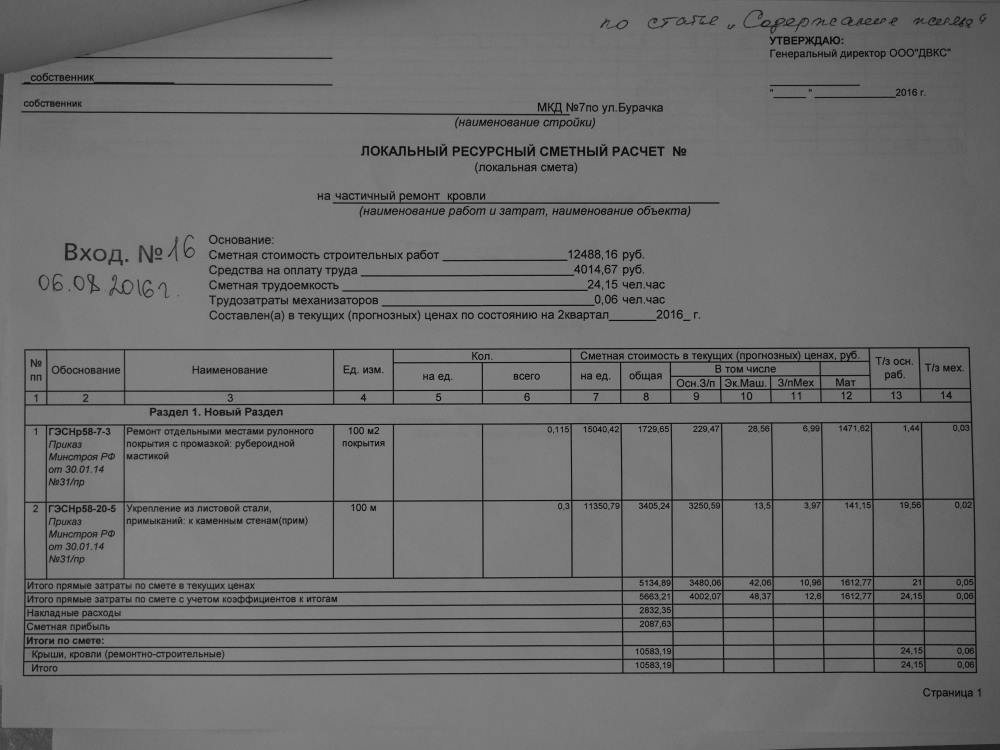 .
.  при минимально возможных затратах на сварку.
при минимально возможных затратах на сварку. Скорость сварки MIG вручную 10 дюймов в минуту.
Скорость сварки MIG вручную 10 дюймов в минуту.  7 фунтов / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 1 фунт / час.
7 фунтов / час. Один оборот подачи проволоки составляет 70 дюймов в минуту = примерно 1 фунт / час.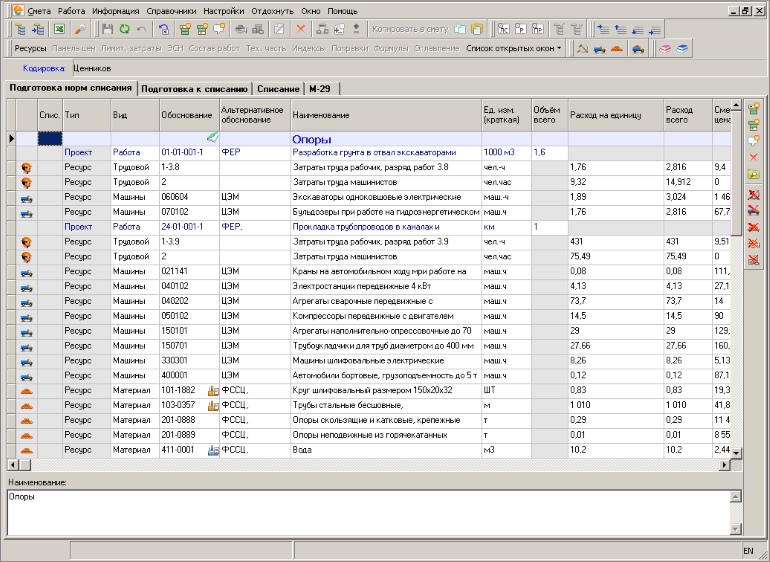
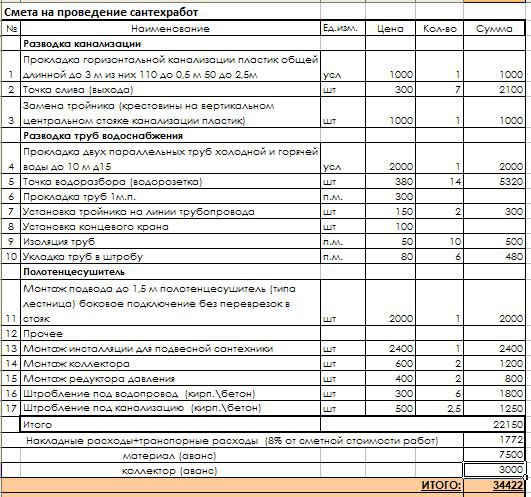 Акер — международный судостроитель, и эта верфь находилась на верфи Филадельфии.
Акер — международный судостроитель, и эта верфь находилась на верфи Филадельфии.
 от шести до восьми миллионов долларов за танкер.
от шести до восьми миллионов долларов за танкер. 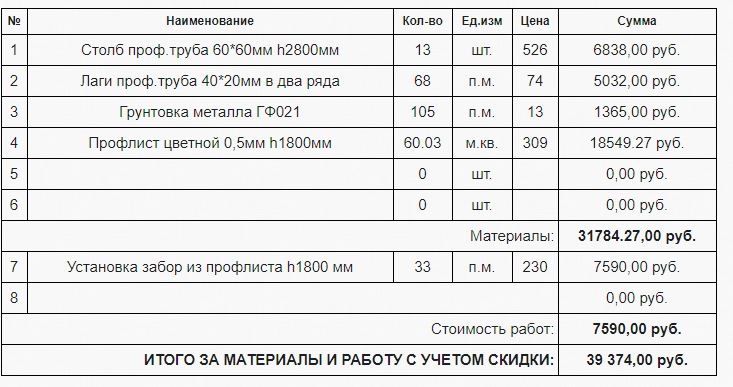 Программа обучения требовала 300 х 8 человек / час.= 2400 человеко-часов при ок. 30 $ / час, базовая стоимость рабочей силы на верфи. 72000 долларов. Для обучения. К этому добавьте фактические затраты на обучение в размере ок. 100 000 долларов = общие затраты на обучение 300 сварщиков. Общая стоимость поезда, 2400 человеко-часов для прибл. стоимость 172000 долларов США.
Программа обучения требовала 300 х 8 человек / час.= 2400 человеко-часов при ок. 30 $ / час, базовая стоимость рабочей силы на верфи. 72000 долларов. Для обучения. К этому добавьте фактические затраты на обучение в размере ок. 100 000 долларов = общие затраты на обучение 300 сварщиков. Общая стоимость поезда, 2400 человеко-часов для прибл. стоимость 172000 долларов США. _1-1.jpg) На верфях, которые я посетил, было обычным явлением, что все сварщики использовали одну настройку для всех сварных швов.(этого достаточно, чтобы взрослый мужчина плакал).
На верфях, которые я посетил, было обычным явлением, что все сварщики использовали одну настройку для всех сварных швов.(этого достаточно, чтобы взрослый мужчина плакал). 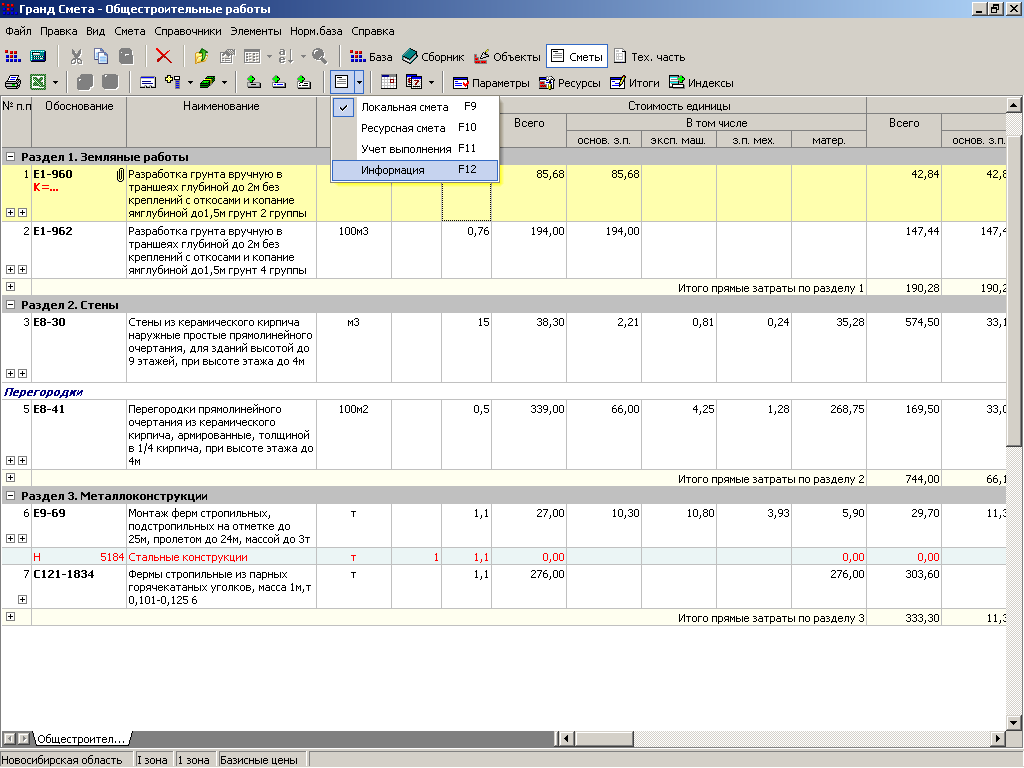 Слева до тренировки, а справа после 8 часов моей лучшей практики — тренировка по управлению процессом.
Слева до тренировки, а справа после 8 часов моей лучшей практики — тренировка по управлению процессом.  Компания Тома была основным поставщиком сварочной продукции на верфь Филадельфийского военно-морского флота. Том предоставил помещения и оборудование для обучения. Том также помогал с программой как в классе, так и на тренировках. Том был одним из тех редких владельцев компании по поставке сварных швов, которая на самом деле т тратит много часов в неделю на оценку оборудования и расходных материалов для сварочных процессов.
Компания Тома была основным поставщиком сварочной продукции на верфь Филадельфийского военно-морского флота. Том предоставил помещения и оборудование для обучения. Том также помогал с программой как в классе, так и на тренировках. Том был одним из тех редких владельцев компании по поставке сварных швов, которая на самом деле т тратит много часов в неделю на оценку оборудования и расходных материалов для сварочных процессов. 
 Если на производственном предприятии ключевые руководители не знают, что нужно для оптимизации процессов, они не будут требовать этого от людей, которые должны нести ответственность.
Если на производственном предприятии ключевые руководители не знают, что нужно для оптимизации процессов, они не будут требовать этого от людей, которые должны нести ответственность.  .
.  С ТРАДИЦИОННЫМ «НЕЦИФРОВЫМ» УПРАВЛЕНИЕМ ПО ПРОВОДУ ПРОСТО РАЗДЕЛИТЕ УПРАВЛЕНИЕ WF НА ДЕСЯТЬ НАСТРОЕК ЧАСОВ МЕЖДУ 7 И 5 ЧАСОМ.
С ТРАДИЦИОННЫМ «НЕЦИФРОВЫМ» УПРАВЛЕНИЕМ ПО ПРОВОДУ ПРОСТО РАЗДЕЛИТЕ УПРАВЛЕНИЕ WF НА ДЕСЯТЬ НАСТРОЕК ЧАСОВ МЕЖДУ 7 И 5 ЧАСОМ.  Допустим, супервизор сварки знал, что это приложение робота можно сваривать с «еще одним поворотом управления подачей проволоки», который обеспечивает 12 фунтов / час (30-минутное время дуги = 6 фунтов / час).Производство роботизированных сварочных швов можно увеличить на 20%, и обратите внимание, что он на 50% больше сваривает в час, чем ручной сварщик. Понимаете ли вы важность «осведомленности о подаче проволоки» и то, как метод синхронизации сварки упрощает управление процессом.
Допустим, супервизор сварки знал, что это приложение робота можно сваривать с «еще одним поворотом управления подачей проволоки», который обеспечивает 12 фунтов / час (30-минутное время дуги = 6 фунтов / час).Производство роботизированных сварочных швов можно увеличить на 20%, и обратите внимание, что он на 50% больше сваривает в час, чем ручной сварщик. Понимаете ли вы важность «осведомленности о подаче проволоки» и то, как метод синхронизации сварки упрощает управление процессом. 
 Разделить на 512 изображений в минуту = один фунт.
Разделить на 512 изображений в минуту = один фунт.  5 м / мин). Между тем, в роботизированной ячейке данные 1/4 углового сварного шва также установлены на 420 дюймов / мин.
5 м / мин). Между тем, в роботизированной ячейке данные 1/4 углового сварного шва также установлены на 420 дюймов / мин. 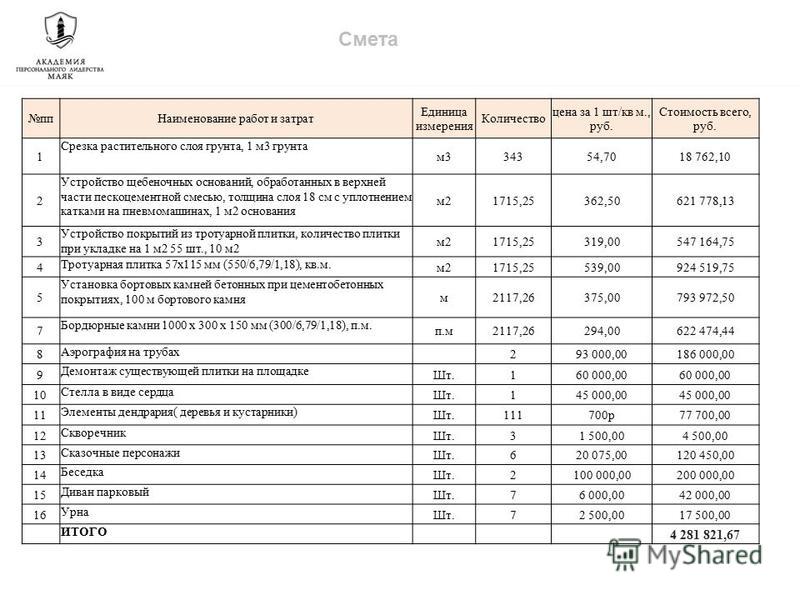
 для быстрого достижения скорости наплавки прибл. 12 фунтов / час (5.4 кг / час).
для быстрого достижения скорости наплавки прибл. 12 фунтов / час (5.4 кг / час). 
 045 скорость подачи проволоки для сварки угловых швов 1/4 (6 мм), а также что сварной шов
скорость наплавки будет прибл. 11-12 фунтов / час. При средней продолжительности включения дуги вручную в час
в 20 минут. Сварщики откладывают ок.
4 фунта в час. 500 трейлеров будут использовать примерно 2200 фунтов, разделив их на 4 фунта / час,
Таким образом, сварка 500 прицепов требует 550 человеко-часов.
045 скорость подачи проволоки для сварки угловых швов 1/4 (6 мм), а также что сварной шов
скорость наплавки будет прибл. 11-12 фунтов / час. При средней продолжительности включения дуги вручную в час
в 20 минут. Сварщики откладывают ок.
4 фунта в час. 500 трейлеров будут использовать примерно 2200 фунтов, разделив их на 4 фунта / час,
Таким образом, сварка 500 прицепов требует 550 человеко-часов. 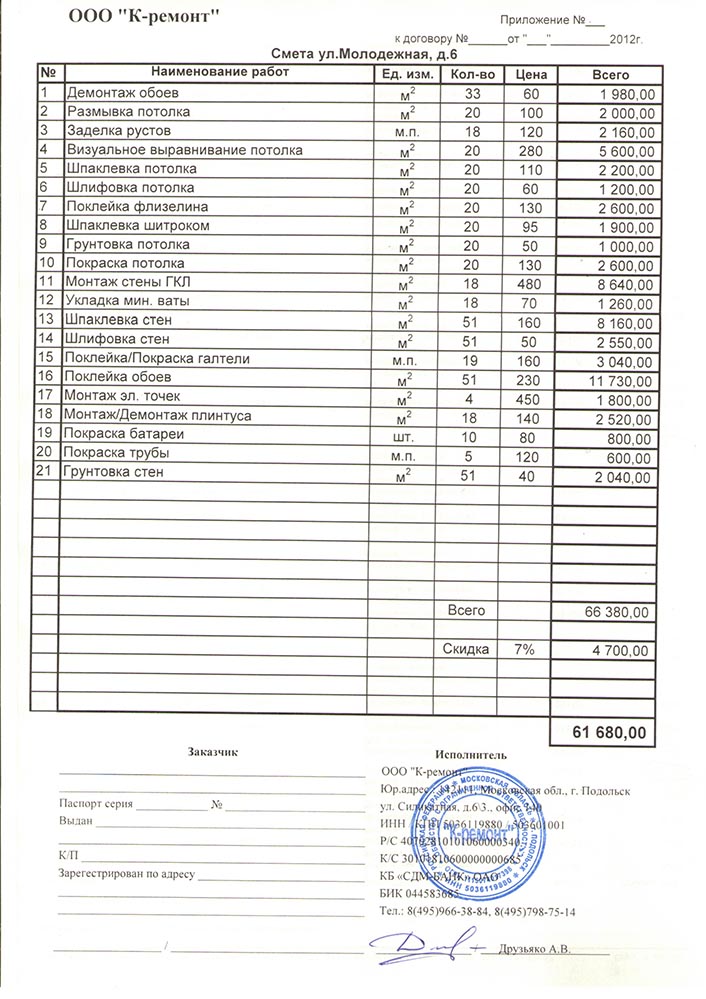
 Каждый из 500 прицепов имеет 40 футов (12 м) углового шва 1/4 (6 мм). Мы свариваем проволокой MIG 0,045 (1,2 мм) и баллонной смесью аргон — 15% CO2.
Каждый из 500 прицепов имеет 40 футов (12 м) углового шва 1/4 (6 мм). Мы свариваем проволокой MIG 0,045 (1,2 мм) и баллонной смесью аргон — 15% CO2.  Эта информация доступна в моей книге по сварочным швам Management Weld Process Control.
Эта информация доступна в моей книге по сварочным швам Management Weld Process Control. 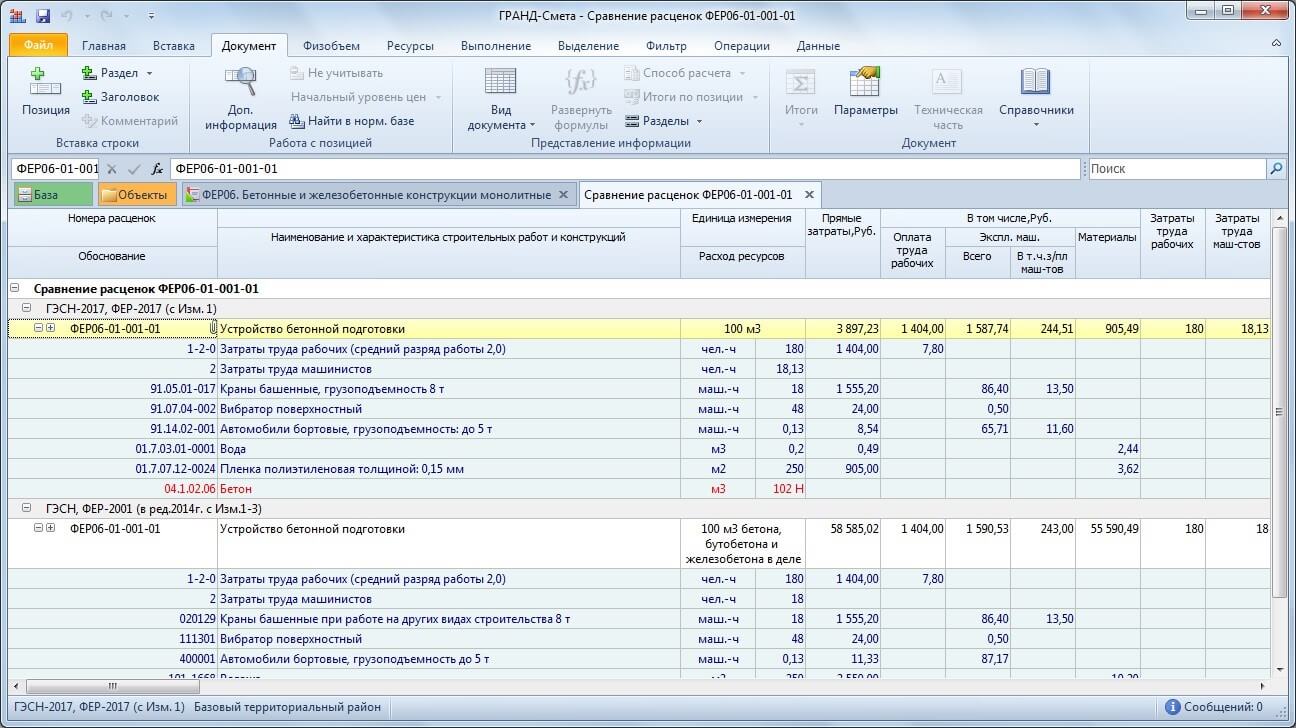 Затраты на ручной труд для тех же деталей составили 13 750 долларов США.
Затраты на ручной труд для тех же деталей составили 13 750 долларов США. 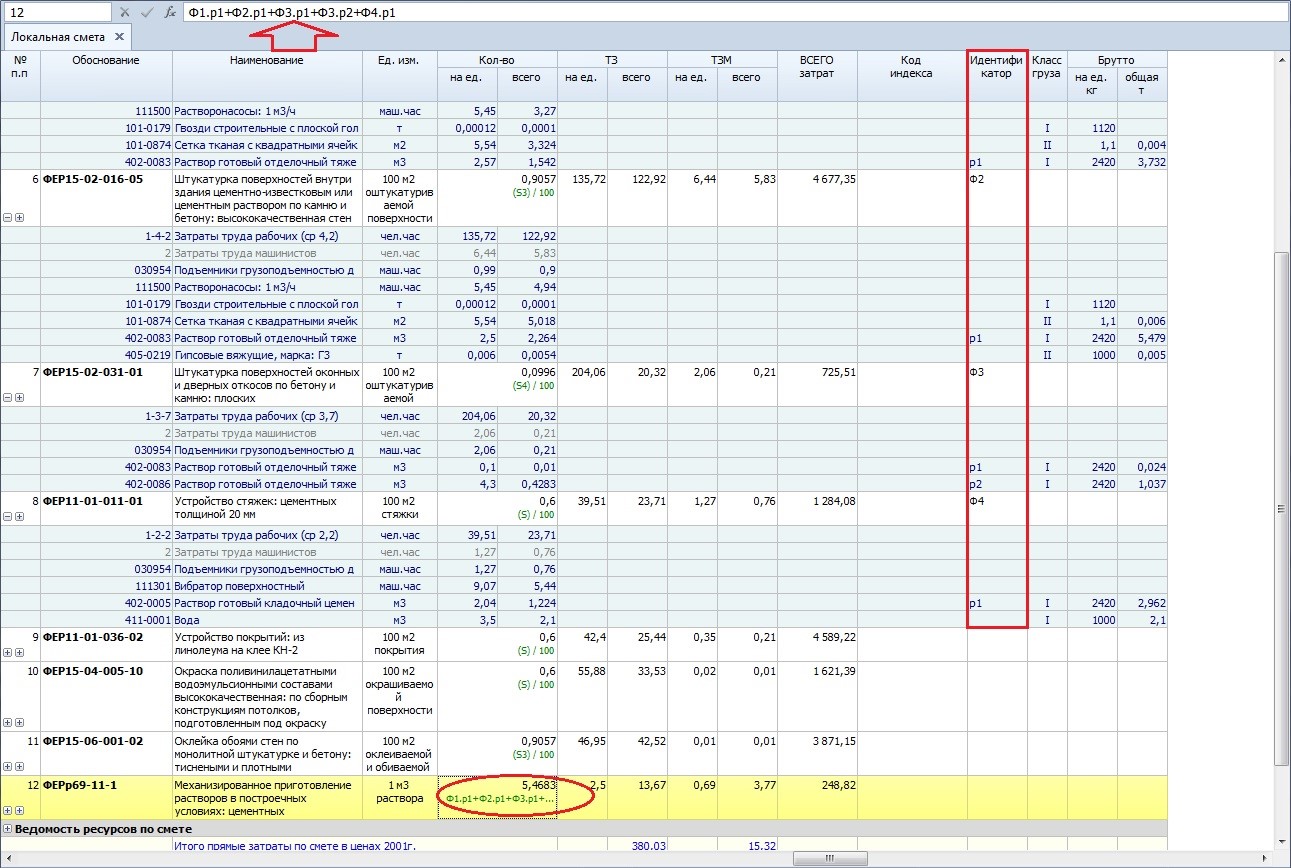 Используйте среднее время включения дуги вручную 20 минут в час. Таким образом, ручной сварочный аппарат MIG наносит в среднем 4 фунта / час. Чтобы выполнить 4 фунта / час для 550 фунтов / сварного шва, потребуется 138 часов сварочных работ (добавьте 20% в качестве компенсации).Теперь вы знаете, что в среднем для ручной сварки MIG требуется 10 куб. Футов газа в час, а для 138 часов требуется 1380 куб. Футов, добавление 15% в качестве подушки, 1587 куб. Футов. Для каждого газового баллона требуется около 300 куб. Футов газа = 6 баллонов на каждый узел.
Используйте среднее время включения дуги вручную 20 минут в час. Таким образом, ручной сварочный аппарат MIG наносит в среднем 4 фунта / час. Чтобы выполнить 4 фунта / час для 550 фунтов / сварного шва, потребуется 138 часов сварочных работ (добавьте 20% в качестве компенсации).Теперь вы знаете, что в среднем для ручной сварки MIG требуется 10 куб. Футов газа в час, а для 138 часов требуется 1380 куб. Футов, добавление 15% в качестве подушки, 1587 куб. Футов. Для каждого газового баллона требуется около 300 куб. Футов газа = 6 баллонов на каждый узел. 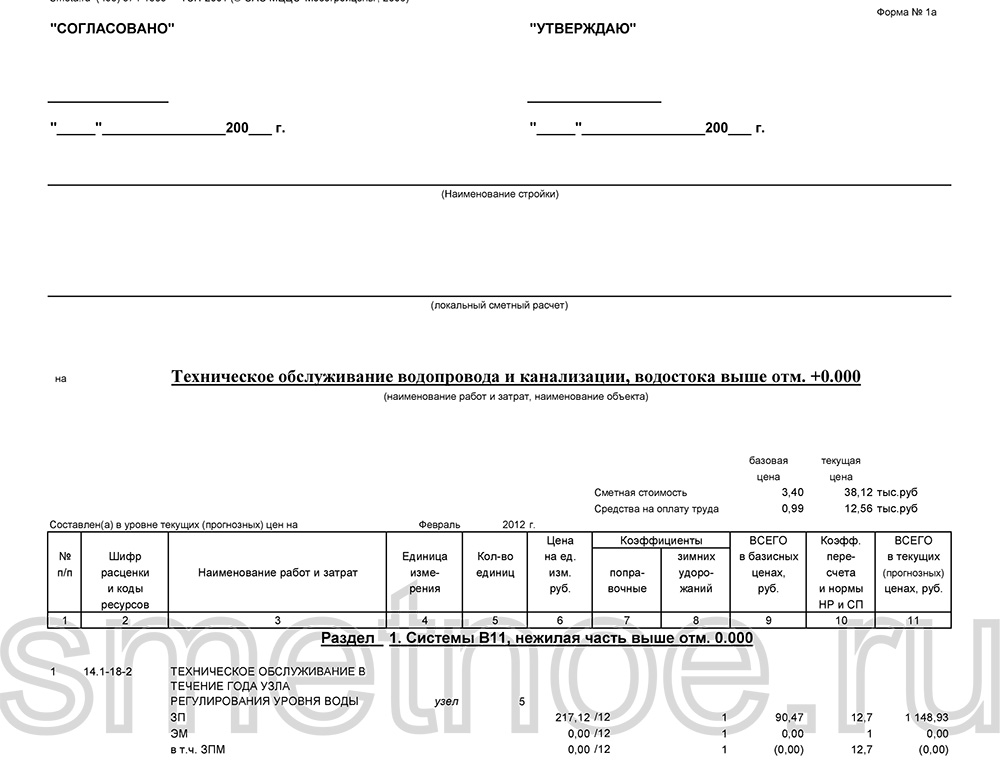
 Его результаты MIG-плакирования были аналогичны результатам наложения лазера / порошка.
Его результаты MIG-плакирования были аналогичны результатам наложения лазера / порошка. 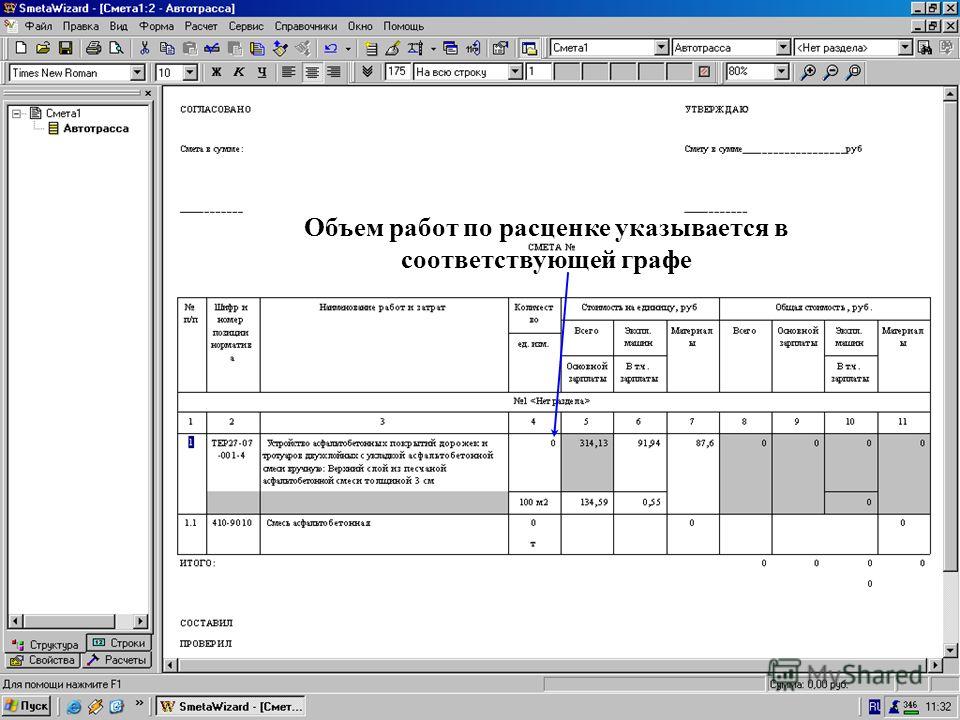 Разработка Эда была завершена в 2006 году. WSI подала заявку на патент США в 2006 году, и патент был одобрен в 2009 году.Посетите раздел Сварные швы для плакированных материалов для получения дополнительной информации.
Разработка Эда была завершена в 2006 году. WSI подала заявку на патент США в 2006 году, и патент был одобрен в 2009 году.Посетите раздел Сварные швы для плакированных материалов для получения дополнительной информации.  13 = куб. Фут / час
13 = куб. Фут / час  е. / дюйм x 16.387 = куб. / См
е. / дюйм x 16.387 = куб. / См