Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Сварочный полуавтомат своими руками
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Содержание
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.

С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.


Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Несколько лет назад я получил сломанное зарядное устройство для аккумуляторов, позволяющее получать на выходе 6, 12 или 24 В и максимальным током до 100 А, позволяющим заводить автомобили. Снаружи шасси было повреждено и невосстановимо, но внутри неплохо сохранилось. Я думал как можно использовать в быту этот прибор, все что я мог придумать — это либо восстановить источник как зарядное устройство для аккумулятром с регулируемыми параметрами (6-24 вольт /100 ампер …!) или переделать его в сварочный аппарат. Однажды мой друг купил себе небольшой сварочный аппарат и я получил
возможность разбрать его и посмотреть изнутри. Я изучил внутренние компоненты сварочного аппарата и наприсовал его принципиальную схему.. Как вы можете видеть на принципиальной схеме, она сильно напоминает
схему любого зарядного устройства для аккумуляторов, исключая понижающий
автотрансформатор, который позволяет вам пошагово выбрать потребляемый
ток устройством. Выпрямительный мост собран из 4*4 диодов неизвестного
типа (примерно на 20 ампер каждый). В составе прибора также были такие
компоненты как регулируемый предохранитель на ток 20-150 ампер, колеса
от шасси, два набора больших медных разъемов в форме «крокодилов» и два
куска провода сечением 25 мм 2 и длиной по 3 метра вместе с частями кабелей
и разъемов. Таким образом я приступил к составлению принципиальной схемы сварочного аппарата. Для преобразования зарядного устройства в недорогой сварочный аппарат необходимо сделать несколько доработок: добавить электромагнитное реле для управления током сварки, установить вентилятор для охлаждения трансформатора, а также поставить систему автоматического регулирования мощности. При подключении трансформатора к нагрузке на напряжении 24В, напряжение холостого хода составляет порядка 35 вольт. Таким образом при токе более 120 А и напряжении 12В трансформатор работает с эффективностью порядка 65%. Это достаточно важная цифра. Выключатель напряжения был удален из схемы, а были добавлены реле
выключателя, катушка индуктивности, и вентилятор. На выходе трансформатора выпрямительный мост из неизвестных диодов 4*4 был заменен на два диодных модуля (SKKD81/12) соединенных паралельно. Диодные модели были установлены на очень мощном теплоотводе, кроме того на радиаторе также был установлен вентилятор охлаждения. Таким образом температура выпрямительного моста не отличалась от окружающей на несколько градусов Цельсия даже при загрузке на 100%! Дроссель (inductor) уменьшает
пульсации в выходном напряжении и должна иметь такие характеристики,
чтобы не входить в насыщение при максимальной нагрузке. Это означает,
что это должно иметь воздушный зазор между витками.
Катушка индуктивности дросселя намотана толстым медным проводом (шина
размером 6*3 мм) смотанным со вторичной обмотки старого трансформатора. Блок управления содержит в основном схему автоматического регулирования оборотов вентилятора. Эта схема доработана с учетом использования инерционного двигателя стеклоочистителя автомобля, поскольку этот двигатель весьма инерционен и не может остановиться сразу же после отключения сварочного аппарата, когда сварочный электрод удален на 2-3 см! Для отключения двигателя используются два транзистора BC547, которые включают тормозящий транзистор (BDX54). Без этих компонентов схема управления может быть полезна для управения почти любым другим двигателем постоянного тока с током потребления от 20А и выше. Частота оборотов двигателя зависит от емкости 1n включенная в отрицательный
вход операционного усилителя
LM358 на выводе 2. Для
переключения пускового реле и реле мощности используется дополнительное
реле — и хотя это не очень изящное решение, но это было более быстрым
и более легким выходом в этой ситуации. Принципиальная схема собрана на монтажной плате. Я решил не добавить таймеры для управления пуском и отключением в целях упрощения. Быть может позже я займусь этим. ВыводыДанная схема может быть рассмотрена как весьма недорогой сварочный аппарат, собранный из ненужных запчастей. Если у вас нет под рукой таких деталей, то их покупка будет более дорогой затеей чем приобретение готового сварочного аппарата. Получивший сварочный аппарат меня вполне устраивает и обладает характеристиками, схожими с характеристиками средних сварочных аппаратов. Существует другой класс высокочастотных сварочных аппаратов на основе
катушки зажигания от автомобилей. Различие между этими моделями в том,
что не требуется система подачи провода, однако у ВЧ сварочных аппаратов
более лучшие характеристики, и быть может я займусь этим позже. У меня естьна руках принципиальная схема коммерческого сварочного аппарата, однако блок управления этого прибора для меня является черным ящиком (само собой, защищенным авторским правом). Поэтому если вы можете поделиться принципиальной схемой этого прибора, я был бы глубоко счастлив! Фотографии расположения элементов сварочного аппарата
Источник — http://home8.inet.tele.dk/jan_p/welder/mig1.htm |

 Таким образом, у меня было почти все что нужно для построения
сварочного аппарата.
Таким образом, у меня было почти все что нужно для построения
сварочного аппарата. Это по сути были основные
отличия в схеме между зарядным устройством и сварочным аппаратом.
Это по сути были основные
отличия в схеме между зарядным устройством и сварочным аппаратом.


 Двигатель охлаждения
Двигатель охлаждения Это было немного жестко,
и должно было быть из более гибкого материала типа, но это было
тем, что я имел в наличии.
Это было немного жестко,
и должно было быть из более гибкого материала типа, но это было
тем, что я имел в наличии. Переделка сварочного инвертора в полуавтомат своими руками
Большинство мастеров, работающих с железом, считают самым незаменимым устройством в своём арсенале сварочный полуавтомат. Он востребован как среди профессионалов, так и новичков. В основном полуавтоматическая сварка применяется в кузовном ремонте автомобилей, но это далеко не единственная область её применения.
В основном полуавтоматическая сварка применяется в кузовном ремонте автомобилей, но это далеко не единственная область её применения.
Готовый аппарат можно приобрести практически повсеместно, однако владельцы обыкновенных сварочных инверторов зачастую не хотят докупать ещё одно устройство. В таком случае полезно знать, как переделать сварочный инвертор в полуавтомат своими руками. Стоит понимать, что это далеко не самая простая задача, но при желании и некоторых знаниях в области электротехники это вполне возможно.
Необходимые материалы и инструменты
Для сборки полуавтомата потребуется:
- инверторный сварочный аппарат с током не менее 150 А;
- горелка со специальным шлангом. Внутри шланга должны проходить газопровод, силовой и управляющий кабеля, а также направляющий канал для электродной проволоки;
- механизм подающий проволоку;
- контроллер к электромотору;
- баллон с углекислотой;
- электромагнитный клапан;
- катушка с проволокой;
- источник питания 12 В, и удобный корпус для сборки механизма.

Сборка механизма подачи электрода
Суть полуавтоматической сварки заключается регулируемой и беспрерывной подаче электрода непосредственно к горелке с помощью специального механизма. Собрать его самостоятельно вполне можно и самому. Для этого потребуется:
- Двигатель и механизм стеклоочистителя автомобиля.
- Корпус системного блока и компьютерный блок питания. Можно использовать любой другой БП, важно чтобы его ток был рассчитан на мощность двигателя.
- Разъём для подключения специального шланга.
- Подшипники, болт, полихлорвиниловая трубка, пружинка, фанера.
- Труба шириной соответствующей внутреннему диаметру катушки.
Итак, сборка механизма начинается с определения места расположения в корпусе катушки. Следует чётко разметить внешний диаметр внутри корпуса. Катушка должна устанавливаться таким образом, чтобы оставшегося пространства хватало для монтажа блока питания, шлангов, мотора и протягивающей части.
Протягивающее устройство лучше приобрести отдельно, но при желании его можно сконструировать самостоятельно. Для этого потребуется доработать механизм стеклоочистителя. В нём следует установить роликовые направляющие. Их роль могут выполнять обычные подшипники с проточенной вдоль канавкой. Перед подшипниками закрепляется направляющая часть. Ею может послужить просверленный вдоль болт соответствующего размера. На болт натягивается подпружиненный для жёсткости кембрик, внутри которого будет проходить электрод. Элементы механизма, на которых установлены ролики, должны быть сжаты между собой пружиной с возможностью регулировки сжатия. Во внешней части корпуса монтируется специальный разъём для шланга.
Для этого потребуется доработать механизм стеклоочистителя. В нём следует установить роликовые направляющие. Их роль могут выполнять обычные подшипники с проточенной вдоль канавкой. Перед подшипниками закрепляется направляющая часть. Ею может послужить просверленный вдоль болт соответствующего размера. На болт натягивается подпружиненный для жёсткости кембрик, внутри которого будет проходить электрод. Элементы механизма, на которых установлены ролики, должны быть сжаты между собой пружиной с возможностью регулировки сжатия. Во внешней части корпуса монтируется специальный разъём для шланга.
Все направляющие элементы обязательно должны быть отцентрированы относительно положения разъёма.
В центре размеченной области под катушку устанавливается бабина из пластиковой трубы. Для её основы можно использовать кусок фанеры.
Электрическая составляющая
Для подающего устройства также следует собрать электрическую составляющую. Она состоит из следующих компонентов:
- контроллер для мотора 12 В;
- реле задержки;
- электрический клапан;
Электродвигатель обязательно должен быть подключен через контроллер.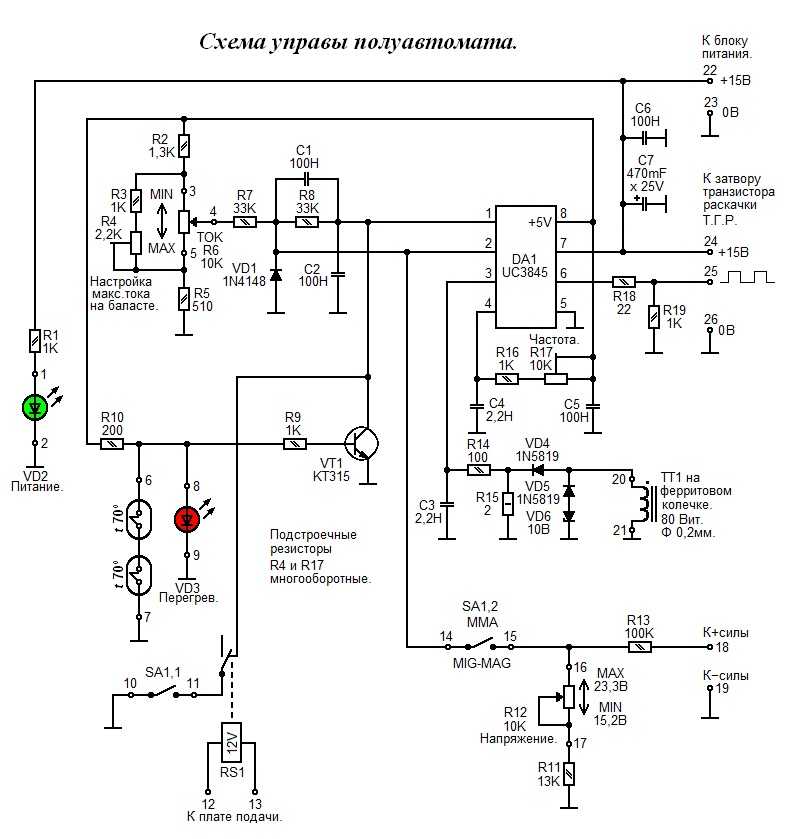 Это даст возможность регулировки подачи электрода. Схема подключения идёт в комплекте с контроллером. Однако для выполнения этой и всех последующих работ потребуются базовые знания электротехники.
Это даст возможность регулировки подачи электрода. Схема подключения идёт в комплекте с контроллером. Однако для выполнения этой и всех последующих работ потребуются базовые знания электротехники.
Для того чтобы электрод к месту сварки подавался с небольшим запаздыванием нужно установить реле задержки двигателя. Сделать его можно на основе транзистора КТ815, а также электролитического конденсатора ёмкостью 200 – 1000 мкФ. Сборку этой схемы должен проводить человек, который хорошо разбирается в электронике.
Электронный клапан располагается в корпусе таким образом, чтобы при работе механизма его никак не задевали движущиеся элементы. В схему он подключается так чтобы при нажатии кнопки на горелке, клапан сразу же открывался.
На последнем этапе требуется небольшая доработка самого инвертора. Поскольку его вольтамперные характеристики не соответствуют полуавтоматической сварке. Самый простой способ, это добавление к плюсовому контакту дросселя от лампы дневного света, так чтобы ток шёл через него.
Переделать сварочный инвертор в полуавтоматический вполне возможно, но как видно из всего вышеописанного, это довольно трудоёмкая работа требующая знаний в электротехнике.
Друзьям это тоже будет интересно
Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности.
В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
Рис. 1. Структурная схема.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
Рис. 2. Конструкция.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т. е. собранном в любительских условиях).
е. собранном в любительских условиях).
Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис. 3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Рис. 3. Диаграмма логики управления.
Принципиальная схема
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Рис. 4. Принципиальная схема простого сварочного полуавтомата.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Рис. 5. Схема подключения.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2.2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11.
По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2. 1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция
На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
Рис. 7. Конструкция сварочного полуавтомата. а — вид сбоку; б — вид сверху.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис.8).
Рис. 8. Подающий механизм для проволоки.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6.![]() Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4.
При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).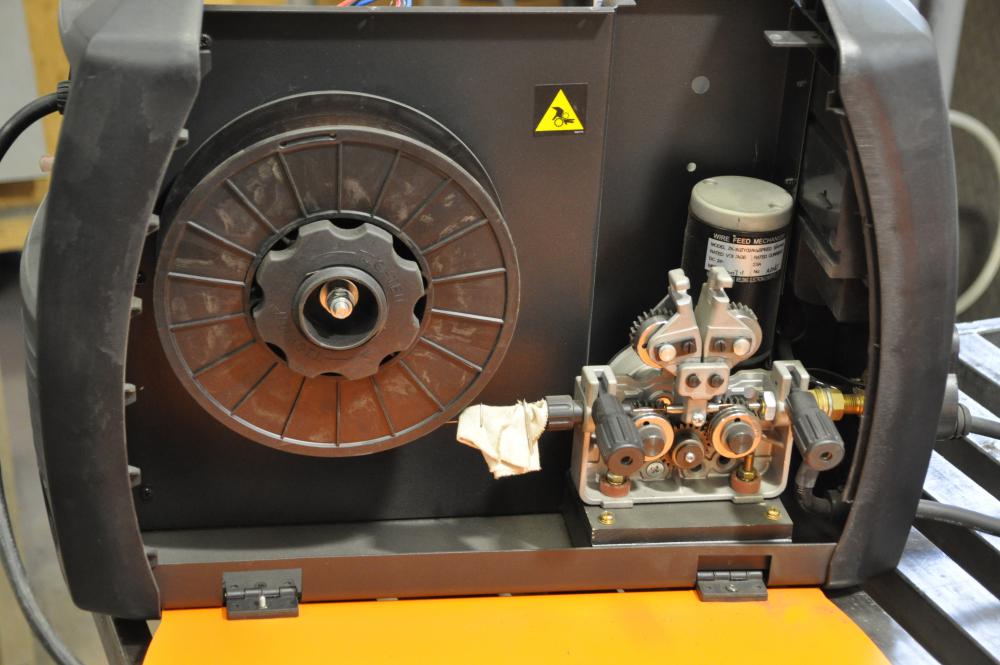
Литература:
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№1 .-С..21-22
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№3.- С.43-45.
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Рис. 1. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение.
Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
Рис. 2. Стальные листы трансформатора изолированы друг от друга бумажной, лаковой изоляцией.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис. 3,6).
3,6).
Рис. 3. В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его.
Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Рис. 4. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы.
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке.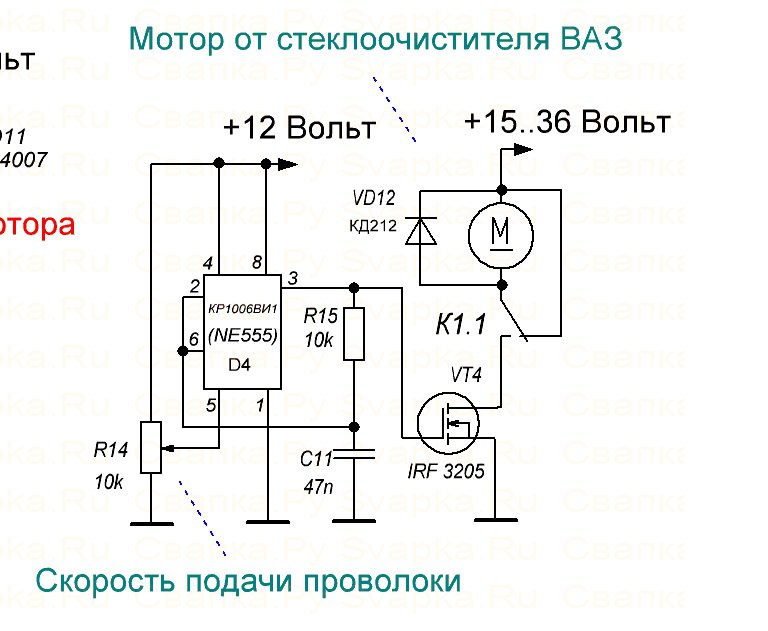 Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5).
Рис. 5. Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали.
Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника.
Рис. 6. Каркас для намотки обмоток трансформаторов.
У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рис. 7. Начало намотки фиксируют ниткой.
Расчет трансформатора
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Рис. 8. Магнитопроводы трансформаторов.
Воспользуемся методикой, предложенной в [4]. Имеем формулу:
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7.
Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума.
При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной.
Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали.
Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев. Украина.
Литература:
- Пронский И.Н. Секреты сварочного трансформатора // Радиоаматор. — 1998.- №1.
- Зызюк А.Г. О трансформаторах // Радиоаматор. — 1998.- №2.
- Иванов И.И., Равдоник B.C. Электротехника — М.: Высш. шк., 1984.
- Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
 — 1998.- №2.
— 1998.- №2.Лучший сварочный аппарат для начинающих и любителей-любителей своими руками
Предполагая, что вы определились с типом сварки, которой собираетесь заняться, вы сможете найти подходящее сварочное оборудование.
Чтобы быть уверенным, что вы знакомы со сваркой и с тем, что она включает в себя, ниже приводится разбивка по различным типам сварки:
Дуговая сварка Дуговая или электродуговая сварка, возможно, является наиболее распространенной формой сварки. Все сварщики, будь то MIG, TIG или обычные дуговые сварщики, знакомы с этим методом. Фактически, многие сварщики познакомились со сваркой с использованием этого метода. Это не значит, что это детский сад сварщика, но кажется, что даже когда дело доходит до обучения, воспитатели чаще всего начинают именно с этого.
Этот метод, возможно, является наиболее популярным, поскольку он позволяет сваривать исключительно толстые и тяжелые материалы. Дуга может работать с ржавчиной, грязью и другими мешающими элементами, чтобы обеспечить надежный сварной шов. Поскольку это единственная форма сварки, подходящая для чугуна, ее популярность становится очевидной.
Метод может иметь много плюсов, но есть и минусы, особенно для новичков. Этому довольно сложно научиться, потому что приходится часто менять удилища. Поддержание дуги и предотвращение травм также требует практики. И все это при том, что искры буквально летят. Кроме того, он также используется в основном для тяжелых сварочных работ, требующих значительной концентрации внимания.
Сварочный аппарат для дуговой сварки Campbell Hausfeld Этот прочный сварочный аппарат оснащен удобной ручкой для дополнительного удобства. Он способен сваривать материал 18ga до ⅛”. Мы рекомендуем использовать сварочные стержни размером 1/16 дюйма и 5/64 дюйма.
Этот прочный сварочный аппарат отлично подходит для различных видов мелкого ремонта, а также удобен для любительской сварки. Он имеет двойную настройку нагрева, чтобы гарантировать, что он хорошо работает в различных задачах.
Еще одна замечательная особенность сварочного аппарата для дуговой сварки Campbell Hausfeld заключается в том, что он не перегревается благодаря встроенной защите от тепловой перегрузки. Трансформатор хорошо работает для создания плавной дуги.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Сварка MIGДля новичков сварка MIG — идеальное начало. MIG — это самая быстрая форма сварки и формирует самый прочный тип соединения. Он чистый, хорошо выглядит и очень прост в освоении. Тот факт, что его можно применять к гораздо более тонким металлам, также означает, что он обеспечивает довольно универсальный подход к сварке.
Точно так же, как дуговая сварка имеет свои плюсы и минусы, сварка MIG имеет свои преимущества. Сварку MIG нельзя использовать для чугуна.
Сварка MIG заключается в создании аккуратного валика вдоль шва, где два металла соединяются друг с другом с помощью механизма подачи проволоки. Бортик вдоль шва создается с помощью расплавленной проволоки для создания соединения. Сварщик питается газом, который выделяет большое количество тепла, чтобы расплавить проволоку. Перемещая проволоку по стыку, когда она плавится, она сплавляет точку соединения двух металлических частей. По своей концепции это похоже на пайку, которая, конечно, имеет гораздо меньший масштаб.
Сварка MIG потребует от вас знания и понимания того, как смешиваются газы, чтобы получить идеальное пламя для материалов и проекта, над которым вы работаете. Газы смешиваются для достижения наилучшего результата.
Также необходимо принять решение относительно типа провода, который вы выберете для своего проекта. Некоторые провода лучше, когда вам нужно будет уменьшить тепло. Знакомство с различной плотностью проводов и тем, как они влияют на результат, который вы ищете, будет иметь существенное значение как для внешнего вида, так и для успеха вашей работы.
Аппарат LONGEVITY Migweld 140 со стандартной розеткой 110 В поставляется с установленной сетевой вилкой. Это мощный сварочный аппарат, способный сваривать мягкую сталь толщиной до ⅜”.
Еще одна замечательная особенность этого продукта заключается в том, что он прост в освоении и эксплуатации. Он поставляется с проволокой и может работать как на газе, так и с использованием безгазовой сварки под флюсом.
Если вы ищете сварочный аппарат, который можно использовать в дороге, это отличный выбор. Он портативный, поэтому вы можете легко подключить его и использовать где угодно.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Ansen Portable IGBT инверторный сварочный аппарат
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Подходящий для сварки легированной стали, меди, нержавеющей стали и других цветных металлов портативный инверторный сварочный аппарат Ansen IGBT способен работать на продвинутом уровне. Это помогает улучшить производительность сварочного аппарата с его входной частотой 60 Гц и рабочим циклом 60%.
Это помогает улучшить производительность сварочного аппарата с его входной частотой 60 Гц и рабочим циклом 60%.
Устройство отличается портативностью, поскольку оно оснащено ручками, облегчающими работу. Небольшой размер также облегчает переноску. Мало того, это энергосберегающий продукт. Этот сварочный аппарат имеет различные методы сварки и управляемые функции, поэтому он является отличным выбором для многоцелевого использования.
ЛОТОС ТИГ200ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Этот удобный сварочный аппарат для алюминиевых сплавов с автоматическим управлением двумя напряжениями и двумя частотами поставляется вместе с педалью и маской. Сварочный аппарат LOTOS TIG200 также оснащен прямоугольным инвертором, который значительно повышает точность сварки. Повышенная точность достигается за счет ручного управления горелкой, а ножная педаль обеспечивает точную сварку с контролируемым нагревом. Выключатель не нужен, так как этот прочный сварочный аппарат для алюминия также оснащен функцией автоматического обнаружения.
LOTOS TIG200 также имеет сертификаты CE, CCC, CSA и ISO-9001, а также одобрен ETL. Степень защиты корпуса – IP21.
Forney Easy Weld 299
Аппарат Forney Easy Weld 299 подойдет любому начинающему сварщику. Он имеет достаточный уровень мощности для выполнения основных сварочных задач и может сваривать сталь 1/8 дюйма с максимальной производительностью.
Некоторые люди называют эту модель сварочным аппаратом MIG. Однако это не совсем точно. Что вы заметите в этом конкретном сварочном аппарате, так это то, что для его эффективной работы не требуется защитный газ.
Когда вы начнете сварку, вам нужно будет настроить этот конкретный сварочный аппарат на тонкую пластину с более высокой скоростью подачи проволоки для более легких материалов и на обратный процесс для толстых, хотя правильная настройка известна как стальная пластина.
Особенности:
Поставляется с зажимом заземления для обеспечения безопасности
Гарантия 6 месяцев
Не требует защитного газа
В качестве инструмента этого более чем достаточно для начинающего сварщика. Множество функций этого сварочного аппарата делают его хорошим выбором для людей, которые хотят изучать сварку по своему усмотрению. Он предназначен для работы как с легким, так и с тяжелым металлом. Этот сварщик сможет справиться со всеми поставленными перед ним задачами, которые не являются сложными. Однако вы обнаружите, что люди, которые используют это, в любом случае не нуждаются в сложной задаче.
Множество функций этого сварочного аппарата делают его хорошим выбором для людей, которые хотят изучать сварку по своему усмотрению. Он предназначен для работы как с легким, так и с тяжелым металлом. Этот сварщик сможет справиться со всеми поставленными перед ним задачами, которые не являются сложными. Однако вы обнаружите, что люди, которые используют это, в любом случае не нуждаются в сложной задаче.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Hobart 500559 Handler 140 MIG Welder 115V
Модель Hobart создана на века. Конструкция надежная, простая и эффективная. Одна из первых вещей, которые вы заметите в этом устройстве, это то, что оно хорошо работает. Как сварщик начального уровня, он может справиться с любыми поставленными перед ним задачами.
Характеристики:
MIG Ready — никаких дополнительных технологий не требуется
Подкреплен промышленной гарантией для вашего спокойствия
Способен сваривать сталь толщиной до 1/4 дюйма.
Как устройство, его мощности более чем достаточно для выполнения задач. Сварочный аппарат был разработан, чтобы быть универсальным, и это видно, когда вы находите его полезным для домашних и внешних работ.
Эргономичный дизайн функционален, удобен в переноске и без проблем подключается к стандартной бытовой розетке. Рабочий зажим предназначен для тяжелых условий эксплуатации — точное отражение того, как эта машина работает и работает.
Разработанный с учетом практичности, вы можете настроить устройство и подготовить его к использованию всего за несколько минут. К сварочному аппарату также прилагается руководство, так что вы можете прочитать его и узнать, как безопасно работать со сварочным аппаратом. Отличный выбор сварочного аппарата для всех.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
ESAB 0558101694 MiniArc 161LTS Stick Package
В отличие от некоторых других доступных моделей, сварочный аппарат MiniArc подходит для более сложных задач и пользователей. Как сварщик TIG, он может выполнять функции, которые не мог сварщик MIG.
Как сварщик TIG, он может выполнять функции, которые не мог сварщик MIG.
Особенности:
Вес 18 фунтов для удобства транспортировки
160 А для сварки постоянным током
Может работать как в домашних условиях, так и в промышленных условиях
Этот сварочный аппарат очень универсален и может выполнять различные функции. Есть два разных варианта тока, так что вы можете использовать это как в домашних, так и в промышленных условиях. Кроме того, он может выполнять гораздо больше задач, чем обычный сварочный аппарат, поэтому вам следует использовать его для более сложных задач.
Аппарат обеспечивает высокое качество сварки даже при работе со шлаком, ржавчиной и старой краской. Цена намного предпочтительнее брендового сварочного аппарата, поэтому это отличный выбор для людей, которые не хотят много тратить. Как сварщик, он быстр и эффективен и не подведет даже в более суровых условиях. Что касается качества, то он будет комфортно конкурировать с более продвинутыми моделями, а также с моделями, принадлежащими крупным брендам, поэтому вы можете быть уверены, что они вас не подведут.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
200 А TIG горелка/дуговая/палочная сварочная машина с инвертором постоянного тока Сварка IGBT с двойным напряжением
Сварочная машина с инвертором постоянного тока TIG – это модель, хорошо подходящая для сложных задач. Этот сварочный аппарат имеет множество функций, которые дают ему преимущество перед базовыми моделями. Машина была разработана для обеспечения безупречного сварного шва от начала до конца.
Особенности:
Мощность 200 ампер для задач
Доступны различные варианты сварки
ЖК-дисплей для предоставления вам информации в любое время
Машина разработана с учетом гибкости. С этой целью пользователи отметят несколько вариантов, включая выбор дуги и палки. Он способен сваривать медь, низкоуглеродистую сталь, нержавеющую сталь и чугун, и это лишь некоторые из вариантов.
Конструкция с двойным напряжением позволяет подключать его практически к любому общему выходу и не испытывать проблем. Что касается производительности, сварщик может выполнять сварку на материалах толщиной 1/2 дюйма. Это мастерство, как вы можете себе представить, дает ему преимущество перед большинством других моделей, доступных в пределах бюджета. Несмотря на все доступные функции, это легкая машина, которую можно использовать везде, где это необходимо. Хотя говорят, что новые сварщики избегают моделей TIG, этот аппарат хорошо работает для всех.
Что касается производительности, сварщик может выполнять сварку на материалах толщиной 1/2 дюйма. Это мастерство, как вы можете себе представить, дает ему преимущество перед большинством других моделей, доступных в пределах бюджета. Несмотря на все доступные функции, это легкая машина, которую можно использовать везде, где это необходимо. Хотя говорят, что новые сварщики избегают моделей TIG, этот аппарат хорошо работает для всех.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Сварочный аппарат ARKSEN MIG-130
Аппарат ARKSEN предназначен для работы в домашних условиях. Впечатляющие функции оптимизированы для использования дома. Следовательно, это меньше, чем у некоторых других моделей, хотя это не приводит к недостатку мощности.
Особенности:
Встроенные вентиляционные отверстия для предотвращения накопления тепла
Компактная конструкция для удобства использования
Достаточная мощность для выполнения различных задач
Этот сварочный аппарат представляет собой вариант MIG. Этот дизайн означает, что он может выполнять широкий спектр повседневных задач без каких-либо проблем. Это не продвинутый сварочный аппарат, поэтому вам придется оценить, где он применим.
Этот дизайн означает, что он может выполнять широкий спектр повседневных задач без каких-либо проблем. Это не продвинутый сварочный аппарат, поэтому вам придется оценить, где он применим.
Тонкая сталь и железо — два материала, которые это устройство может без проблем сваривать. Доступно десять различных скоростей подачи проволоки, что позволяет работать в комфортном темпе.
Безопасность пользователя является неотъемлемой частью этого устройства, так как имеется система вентиляции для предотвращения перегрева. Вы также заметите, что на самом сварочном пистолете имеется полный контроль безопасности для предотвращения несчастных случаев. Что касается дизайна, он создан, чтобы быть практичным и простым в работе.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Выбор сварочного аппарата для начинающих
Когда вы новичок в мире сварщиков, крайне важно тщательно выбирать свою первую модель. Если вы выберете сварочный аппарат, который плохо работает, это сильно повлияет на ваш опыт сварки. Следовательно, первый сварочный аппарат, который вы выберете, должен быть тщательно отобран и выбран из списка многих других моделей.
Следовательно, первый сварочный аппарат, который вы выберете, должен быть тщательно отобран и выбран из списка многих других моделей.
Однако этот процесс усложняется, если вы не обладаете достаточными знаниями о сварщиках. Вам нужно знать, что вы ищете в модели, и какие характеристики важны. Чтобы предоставить вам опыт, необходимый для выбора вашего первого сварщика, мы составили руководство.
Сварочные аппараты начального уровня. Функции, которые вам нужны
Для начала мы рассмотрим, какие функции вы должны искать в сварочном аппарате. Стоит отметить, что это общий набор характеристик, а не обязательно конкретная рекомендация.
Вообще говоря, сварочный аппарат начального уровня должен иметь настройки набора номера, включенные в его макет. Эта функция позволяет вам делать такие вещи, как информирование сварщика о том, с какими металлами вы работаете, или о толщине металла. С помощью этой функции у вас гораздо больше шансов правильно угадать правильный тип бисера для ваших материалов.
Сварщик начального уровня, который в рамках своих обязанностей перемещается с одного места на другое, также должен быть легким. Еще одна характеристика, на которую следует обратить внимание, — это портативность, а также способность принимать как переменный, так и постоянный ток. Эти качества позволят вам достичь максимального уровня гибкости, когда вы пытаетесь завершить работу.
Сварщик для начинающих также должен позволять вам изменять вывод, чтобы он соответствовал вводу. Эта функция предотвратит повреждение металла, сварщика и человека. В качестве меры предосторожности вы должны убедиться, что ваш сварочный аппарат уведомляет вас, когда вы превышаете допустимый диапазон для устройства.
Связанный: Лучший респиратор для сварщиков
Как найти оптимальный сварочный аппарат
Часто бывает так, что поиск оптимального сварочного аппарата требует от вас рассмотрения определенных вещей. Это факторы, которые будут влиять на вашу покупку, поэтому имейте их в виду.
Сварочные аппараты известных марок часто являются безопасным выбором для начинающих. Эти сварщики будут принадлежать компаниям, которые имеют солидную репутацию в сварочной отрасли, поэтому шансы на успешную сварку увеличиваются. Hobart и Lincoln — хороший выбор в этом отношении, поскольку они предлагают широкий выбор сварочных аппаратов.
Вам также необходимо понимать свои навыки и возможности. Среднестатистическому сварщику было бы разумно выбрать сварочный аппарат MIG, потому что он может без проблем сваривать сталь, алюминий и толстые материалы. Сварка TIG — это еще один тип сварки, но он лучше всего подходит для более опытных пользователей.
Выбор сварочного аппарата также зависит от ваших схем. Разные уровни напряжения лучше подходят для разных розеток. Менее мощный сварочный аппарат с меньшей силой тока лучше всего подходит для бытовой вилки, тогда как более мощные сварочные аппараты лучше всего подходят для этих промышленных розеток.
Начинающие сварщики и защитный газ: что вам нужно знать
Будучи новичком, вы, скорее всего, будете использовать сварочный аппарат MIG. Этот факт означает, что вам нужно будет принять решение относительно вашего защитного газа. Защитный газ зависит от металлов и процессов, с которыми вы работаете. Для сварщиков-любителей вы обнаружите, что лучше всего подходят варианты со 100% углекислым газом. Этот состав обеспечивает наилучшее проникновение в металлы и создает больше брызг.
Этот факт означает, что вам нужно будет принять решение относительно вашего защитного газа. Защитный газ зависит от металлов и процессов, с которыми вы работаете. Для сварщиков-любителей вы обнаружите, что лучше всего подходят варианты со 100% углекислым газом. Этот состав обеспечивает наилучшее проникновение в металлы и создает больше брызг.
Если вы выполняете сварку с коротким замыканием, то вам необходимо отрегулировать соотношение защитного газа 75:25 или 3:1 аргона и углекислого газа. Не создавайте ставку, которая наоборот. Этот состав предотвратит брызги и нагрев, что идеально подходит для данного типа сварки.
Для проектов, связанных с алюминием, вам потребуется 100% аргон в качестве защитного газа; эта концентрация дает наилучшие результаты. В качестве дополнительного примечания, нержавеющая сталь дает наилучшие результаты с защитным газом, состоящим из 9Смесь гелия, аргона и углекислого газа 0:7,5:2,5.
Понимание цены начинающего сварщика
На данном этапе ваш сварочный аппарат не является продвинутой моделью, и вам было бы неразумно искать его. На данный момент лучший сварочный аппарат для вас — это базовый, что позволяет иметь более базовый бюджет. В среднем вы найдете начинающего сварщика от 50 фунтов стерлингов, а максимальный бюджет составляет от 90 до 100 фунтов стерлингов. Однако это относится только к базовому портативному сварочному аппарату с небольшой силой тока.
На данный момент лучший сварочный аппарат для вас — это базовый, что позволяет иметь более базовый бюджет. В среднем вы найдете начинающего сварщика от 50 фунтов стерлингов, а максимальный бюджет составляет от 90 до 100 фунтов стерлингов. Однако это относится только к базовому портативному сварочному аппарату с небольшой силой тока.
Люди, которые ищут более мощный сварочный аппарат, могут ожидать, что заплатят больше, даже если это устройство начального уровня. Стоимость может варьироваться от 130 до 190 фунтов стерлингов, но это дает вам доступ к сварочному аппарату, который без проблем справится практически со всеми начальными задачами. Со временем вы придете, чтобы обновить свой сварочный аппарат, но пока будет достаточно базовой модели.
Подводя итог, можно сказать, что при выборе сварщика учитывается множество различных процессов и факторов. Как начинающий сварщик, вам не нужно будет искать что-то продвинутое. Также неразумно искать продвинутую модель, потому что лучше сначала ознакомиться с основными функциями. Начинающие сварщики предназначены для задач начального уровня и любителей, и они будут выполнять все функции без проблем. Вы должны выбрать то, что будет работать для вас при выборе сварочного аппарата. Инструмент, который подходит коллеге или сопернику, может не подойти вам. Этот первый выбор повлияет на ваш опыт сварки, поэтому выбирайте тщательно. Мы хорошо понимаем, что сварочный инструмент — одна из самых полезных частей арсенала, но это должен быть лучший выбор. Хорошая сварка приносит большое удовлетворение, но без правильных инструментов вам будет трудно. По этой причине, помимо многих других, важно выбрать лучший сварочный аппарат для ваших нужд и требований.
Начинающие сварщики предназначены для задач начального уровня и любителей, и они будут выполнять все функции без проблем. Вы должны выбрать то, что будет работать для вас при выборе сварочного аппарата. Инструмент, который подходит коллеге или сопернику, может не подойти вам. Этот первый выбор повлияет на ваш опыт сварки, поэтому выбирайте тщательно. Мы хорошо понимаем, что сварочный инструмент — одна из самых полезных частей арсенала, но это должен быть лучший выбор. Хорошая сварка приносит большое удовлетворение, но без правильных инструментов вам будет трудно. По этой причине, помимо многих других, важно выбрать лучший сварочный аппарат для ваших нужд и требований.
ДРУГИЕ ВИДЫ СВАРКИ
Существуют также другие виды сварки, и они упоминаются только в данном случае, чтобы вы могли изучить их подробнее, если хотите. Дуга, MIG и TIG — три, которые заинтересуют вас как начинающего сварщика. Всего существует около тридцати различных видов сварки, хотя некоторые из них являются подвидами основных методов. Сварщики с флюсовой проволокой используют дополнительный метод дуговой сварки, и он отличается только тем, что во время процесса подается флюс, а не проволока.
Сварщики с флюсовой проволокой используют дополнительный метод дуговой сварки, и он отличается только тем, что во время процесса подается флюс, а не проволока.
ОБОРУДОВАНИЕ
Чтобы стать компетентным сварщиком, вам необходимо научиться обращаться с используемым оборудованием. Защитное оборудование будет одинаковым независимо от типа сварки, которую вы выполняете. Будут некоторые вариации, и как только вы выберете формат, который вы будете использовать чаще всего, вы сможете изучить и установить правильное оборудование для обеспечения безопасности.
ЗАЩИТНОЕ СРЕДСТВО
Убедитесь, что у вас есть прочные кожаные ботинки или рабочая обувь. На ваших брюках не должно быть манжет, а одежда для верхней части тела должна включать огнестойкую одежду с рукавами. Эти предметы одежды желательно носить как куртку. Кроме того, к вашей коллекции рабочей одежды следует добавить термостойкие и огнестойкие перчатки.
Очевидно, что защитный головной убор должен быть включен, прежде чем вы сможете начать свой первый опыт сварки. Необходимо носить шлем, а также подходящие защитные очки для сварки. Помните, что это не только искры и брызги, от которых вы будете защищать глаза и лицо. Некоторые виды газового пламени могут обжечь роговицу ваших глаз так же, как солнце обжигает вашу кожу. Игнорирование мер предосторожности для ваших глаз – это путь к катастрофе.
Необходимо носить шлем, а также подходящие защитные очки для сварки. Помните, что это не только искры и брызги, от которых вы будете защищать глаза и лицо. Некоторые виды газового пламени могут обжечь роговицу ваших глаз так же, как солнце обжигает вашу кожу. Игнорирование мер предосторожности для ваших глаз – это путь к катастрофе.
Во время сварочных работ рекомендуется всегда иметь рядом огнетушитель и использовать удлинитель сварочного аппарата.
СВАРОЧНЫЕ АППАРАТЫ
Сварочные аппараты бывают всех форм и размеров. Неудивительно, что наиболее распространенными являются портативные устройства. Вы сможете решить, предназначена ли машина для периодического использования, например, для сварочных работ на выходных, или вам нужна машина, которая станет вашим надежным рабочим местом.
СВАРОЧНЫЕ МАШИНЫ С ОДНИМ ТЕХНОЛОГОМ
Сварочные аппараты часто продаются как одноразовые. Это может быть связано с тем, что машина входит в состав комплексного комплекта, специально разработанного для конкретных методов.
Если вы, вероятно, будете использовать только один подход к сварке, такой как сварка MIG или TIG, то хорошей идеей будет закупка известной марки с определенным аппаратом.
Также важно помнить, что не все сварочные аппараты MIG подходят для всех видов сварки MIG. Здесь хорошо помогает обучение. Хороший инструктор даст хорошие рекомендации по выбору машины, которая подойдет именно вам.
МНОГОФУНКЦИОНАЛЬНЫЕ МАШИНЫ
Некоторые сварочные аппараты подходят только для дуговой сварки, сварки MIG или TIG, а другие могут использоваться для всех трех процессов и называются многопроцессорными сварочными аппаратами. Хотя вам, возможно, придется потратить немного больше денег, если вы, вероятно, будете регулярно заниматься сваркой для различных целей, таких как сельское хозяйство или судостроение, это, вероятно, лучшее оборудование для инвестиций.0003
Инвестируя в многофункциональную машину, вы можете обнаружить, что, хотя машина может работать со всеми тремя основными методами, которые вы используете, у этих методов могут быть ограничения.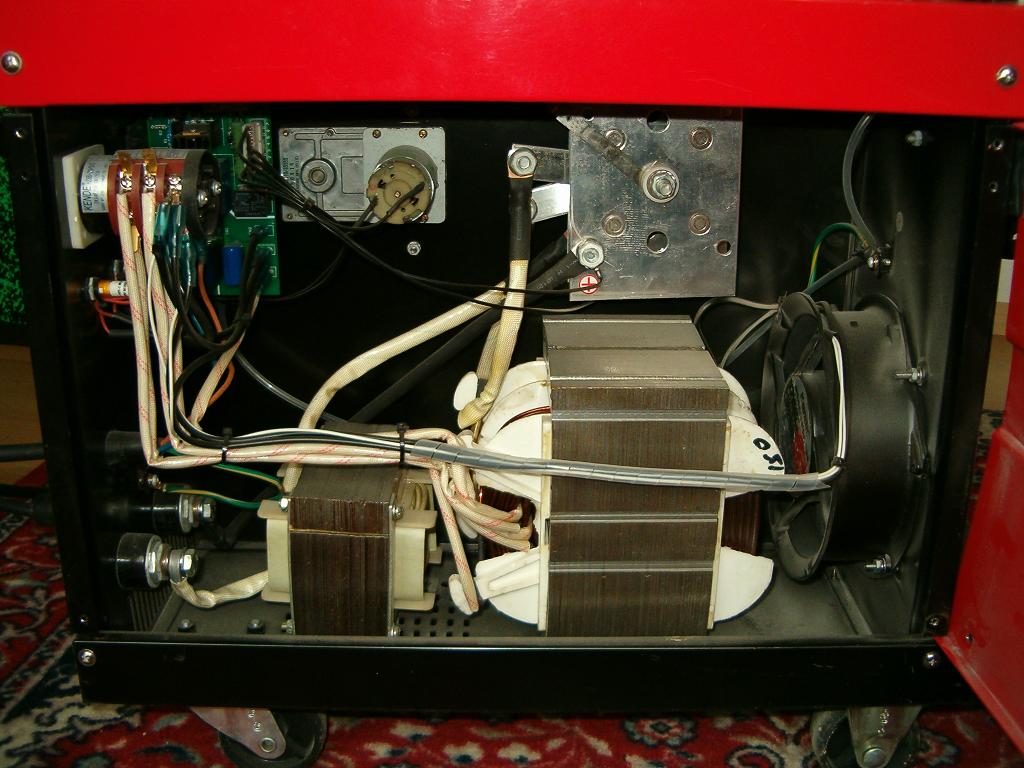 Если вы новичок в сварке, изучите ограничения любого аппарата, чтобы убедиться, что он соответствует вашим потребностям.
Если вы новичок в сварке, изучите ограничения любого аппарата, чтобы убедиться, что он соответствует вашим потребностям.
ПОСТАВКИ ГАЗА
Чтобы развить навыки сварки, вам нужно будет разобраться с поставками газа, безопасностью газа и способами смешивания газов. Большинство поставок газа осуществляется с доставкой, поэтому поиск хорошего поставщика имеет первостепенное значение для успеха вашего предприятия. Straight C02 поставляется в одном газовом баллоне. Однако если вы используете другие газы, такие как Aron, их необходимо заказывать отдельно. Не забудьте использовать правильные трубки и регуляторы не только для соблюдения требований законодательства, но и для вашей собственной безопасности.
ПРИНАДЛЕЖНОСТИ
При выборе станка обратите внимание на то, как вы будете держать резак. Некоторые сварочные аппараты специально разработаны для начинающих. Другие предназначены для комфорта. Резак с пистолетной рукояткой может изменить ситуацию, когда дело доходит до постоянного интереса к сварке.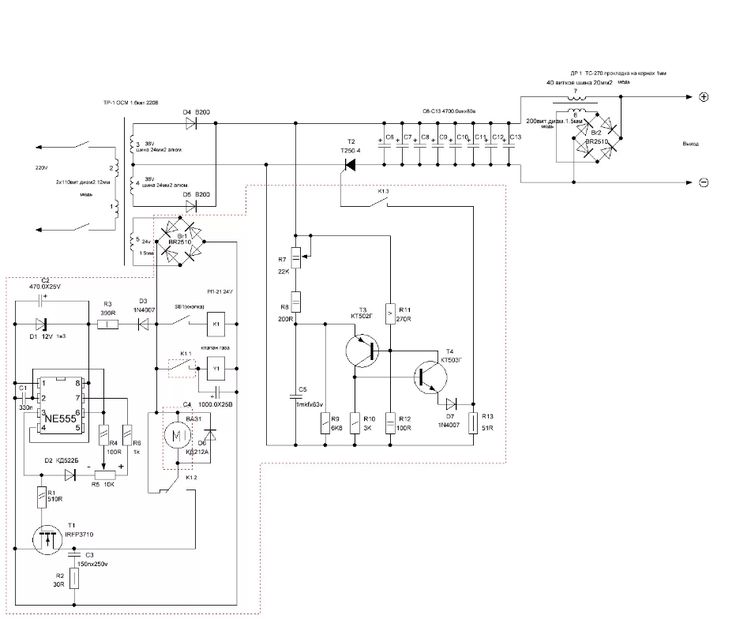
Сварочные аппараты на гусеничном ходу: переход от простой автоматизации сварки к трубам и трубам
Сварка труб большого диаметра ставит перед сварщиками две основные проблемы: толщина металла и неудобное расположение. Для стабильной и качественной сварки сварщики должны учитывать как колебания электрода, так и скорость перемещения, чтобы обеспечить плавное движение сварочной головки. В автоматизированных сварочных системах, таких как система орбитальной сварки, постоянная, предварительно запрограммированная скорость перемещения сварочных аппаратов и стабильное относительное положение для колебаний электрода значительно улучшают движение всей сварочной головки. Оптимизированный контроль сварного шва, а также его улучшенное качество и постоянство побудили технических специалистов использовать сварочные аппараты для сварки различных типов и марок углеродистой стали, нержавеющей стали и других сплавов в различных отраслях промышленности.
Основные области применения сварочных аппаратов на гусеничном ходу Постоянной проблемой при сварке толстых металлических листов является поддержание согласованности при выполнении нескольких проходов для заполнения всей глубины материала сварным швом. Автоматизированные сварочные головки на гусеничном ходу или сварочные аппараты на гусеничном ходу могут перемещаться по рельсовому пути и надежно выполнять высококачественные сварные швы. Усовершенствованные и автоматизированные головки для орбитальной сварки, установленные на направляющих, значительно улучшают качество сварки, обеспечивая повышенную скорость, точность и контроль. Вот почему технические специалисты все чаще отдают предпочтение сварочным машинам для различных областей применения.
Автоматизированные сварочные головки на гусеничном ходу или сварочные аппараты на гусеничном ходу могут перемещаться по рельсовому пути и надежно выполнять высококачественные сварные швы. Усовершенствованные и автоматизированные головки для орбитальной сварки, установленные на направляющих, значительно улучшают качество сварки, обеспечивая повышенную скорость, точность и контроль. Вот почему технические специалисты все чаще отдают предпочтение сварочным машинам для различных областей применения.
Сварка труб
При сварке труб большого диаметра сварщики ползают внутри труб и часто устают из-за неудобного положения тела. В результате их безопасность и качество сварного шва находятся под угрозой. Трубы большого диаметра с увеличенной толщиной стенки трубы могут усложнить процесс сварки, требуя многократных проходов по окружности. Для таких отраслей, как нефтегазовая промышленность с критически важными трубопроводными системами, сложность сварки окружностей труб требует идеального позиционирования сварочной головки. Любая ошибка в положении сварочной головки может привести к ухудшению сцепления в соединении, растрескиванию и пористости, что снижает качество и надежность сварного шва.
Любая ошибка в положении сварочной головки может привести к ухудшению сцепления в соединении, растрескиванию и пористости, что снижает качество и надежность сварного шва.
Сварочные машины для тяжелых условий эксплуатации могут выполнять широкие проходы при кольцевой сварке таких труб большого диаметра, обеспечивая при этом точный и контролируемый сварной шов на каждом проходе. Головки для орбитальной сварки, установленные на направляющих, могут выполнять сварку по всей окружности трубы без остановки или перезапуска, что сокращает время выполнения каждого прохода. Система дистанционного контроля также сводит к минимуму риск человеческой ошибки и значительно улучшает качество и прочность сварного шва.
Сварка толстолистового металла
Металлы толщиной 3 мм и более слишком толстые для сварки за один проход. Сварка котлов, валов роторов паровых турбин, сосудов высокого давления, корпусов кораблей, резервуаров для хранения нефти и других конструкций тяжелой техники является особенно сложной задачей из-за толщины металла (12,5 мм и более). Для уменьшения толщины металла в корне шва металлические детали скошены под углом от 60 до 75 градусов, которые заполняются металлом при последующих проходах сварки. Этот процесс, известный как сварка с V-образной канавкой, является стандартным методом сварки труб большого диаметра и сплавления других толстых металлических пластин во время изготовления.
Для уменьшения толщины металла в корне шва металлические детали скошены под углом от 60 до 75 градусов, которые заполняются металлом при последующих проходах сварки. Этот процесс, известный как сварка с V-образной канавкой, является стандартным методом сварки труб большого диаметра и сплавления других толстых металлических пластин во время изготовления.
Однако выполнение V-образной канавки на толстых металлических пластинах создает большой зазор, что требует дополнительного наполнителя и большего времени. Сварщики на гусеничном ходу могут решить проблемы, связанные со сваркой толстых листов. Вместо угловых скосов по обеим сторонам соединения на каждой поверхности металлических заготовок обрабатывается J-образный паз. Сварка с узким зазором, созданная этим процессом, легче закрыть за короткое время с меньшим количеством присадочного материала. Сварочный электрод с компьютерным управлением, прикрепленный к головке для орбитальной сварки, может вращаться вдоль заготовки, обеспечивая стабильные и точные высококачественные сварные швы.
Точность, качество и эффективность орбитальной сварки неоспоримы. Производители внедряют сварочные машины для гидравлических и авиационных труб в аэрокосмических проектах, а также технологических трубопроводов и сосудов под давлением в биофармацевтической, нефтяной, полупроводниковой, пищевой и других отраслях промышленности. Однако проекты с высокими техническими характеристиками в этих отраслях требуют надежности, универсальности и качества, достижимых только с помощью процесса орбитальной дуговой сварки вольфрамовым электродом (GTAW).
Выбор GTAW для сварочных аппаратов на гусеничном ходу Орбитальный GTAW позволяет техническим специалистам из самых разных отраслей использовать сварочные головки на гусеницах не только для сварки труб, но и для сварки толстых листов в плоском положении. Параметры контроллера сварки, включая скорость перемещения сварочных аппаратов, напряжение дуги, сварочный ток и скорость подачи присадочного материала, позволяют операторам оптимизировать процесс сварки без необходимости ручного вмешательства.
Автоматизированная орбитальная GTAW также решает отраслевые требования, касающиеся чистоты и прочности. Сварочная головка большого диаметра AMI Model 15 для сварки GTAW широко используется в судостроении, нефтехимической и строительной промышленности для обеспечения исключительного качества сварки. С помощью источника питания для GTAW с компьютерным управлением, такого как модель 415 WDR, технические специалисты могут решить самые сложные задачи сварки и убедиться, что орбитальная GTAW является лучшим выбором для получения высококачественных сварных швов.
Arc Machines, Inc. , лидер отрасли в области систем орбитальной сварки GTAW, понимает требования к высококачественным сварным швам и проблемы использования гусеничных сварочных аппаратов в различных промышленных проектах. Чтобы узнать больше о наших продуктах, свяжитесь с [email protected] . По вопросам обслуживания обращайтесь по телефону service@arcmachines. com . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
com . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Как сделать простой сварочный аппарат своими руками
Чтобы провести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и много других полезных в хозяйстве вещей, сварочный аппарат из подручных материалов детали и материалы помогут вам. Электродами диаметром до 4 мм можно сваривать металл толщиной от 1 до 20 мм. Самодельный сварочный аппарат работает от сети переменного тока 220 или 380 В.
Его основу составляет трехфазный понижающий трансформатор 380/36 В мощностью 1 — 2 кВт, предназначенный для питания низковольтного электроинструмента. Подойдет даже экземпляр с одной перегоревшей обмоткой.
Не разбирая сердечник, снять вторичные обмотки со всех катушек, перекусив медную шину в нескольких местах. Первичные обмотки крайних катушек не трогайте, а среднюю перемотайте тем же проводом, делая изгибы через каждые 30 витков. Всего их должно быть 8 – 10, поэтому на каждую наденьте бирку с номером.
Первичные обмотки крайних катушек не трогайте, а среднюю перемотайте тем же проводом, делая изгибы через каждые 30 витков. Всего их должно быть 8 – 10, поэтому на каждую наденьте бирку с номером.
Затем на двух крайних витках намотать до полного заполнения вторичную обмотку, используя трехфазный многожильный силовой кабель, состоящий из трех проводов диаметром 6-8 мм и одного тоньше. Он выдерживает большие токи, имеет надежную изоляцию, благодаря гибкости можно выполнять плотную намотку без предварительной разборки блока. Всего уйдет около 25 м такого кабеля. Его можно заменить проводом меньшего сечения, сложив провода при намотке пополам.
Работу удобнее выполнять вдвоем: один ставит витки, а другой протягивает провод.
Выводы выводов вторичной обмотки сварочного трансформатора изготовить из медной трубки диаметром 10 — 12 мм и длиной 30 — 40 мм. Заклепайте ее с одной стороны и просверлите в токарной пластине отверстие диаметром 10 мм, а с другой стороны вставьте тщательно зачищенные провода, легкими ударами молотка обогните их, а затем сделайте на поверхности трубки керновые надрезы для улучшения контакт.
С панели, расположенной сверху трансформатора, снимите штатные винты с гайками и замените их двумя новыми с резьбой М10 (желательно медными) — к ним будут подключаться выводы вторичной обмотки.
Для первичных обмоток изготовьте отдельную дополнительную плату печатной платы толщиной 3 мм и прикрепите к трансформатору, как показано на рисунке. Предварительно просверлите в нем 10-11 отверстий диаметром 6 мм и вставьте в них винты МБ с двумя гайками и шайбами. Если устройство будет питаться от сети 220 В, две крайние обмотки соедините параллельно, а среднюю последовательно (см. электрическую схему трансформатора).
Еще лучше, установка работает от сети 380 В. В этом случае соедините последовательно все первичные обмотки сварочного трансформатора — сначала две крайние, а затем среднюю. Клеммы крайних обмоток соедините с общей клеммой, а две другие – с клеммой «Разрез». Отводы средней обмотки будут выходить соответственно на выводы «1», «2», «3» и т.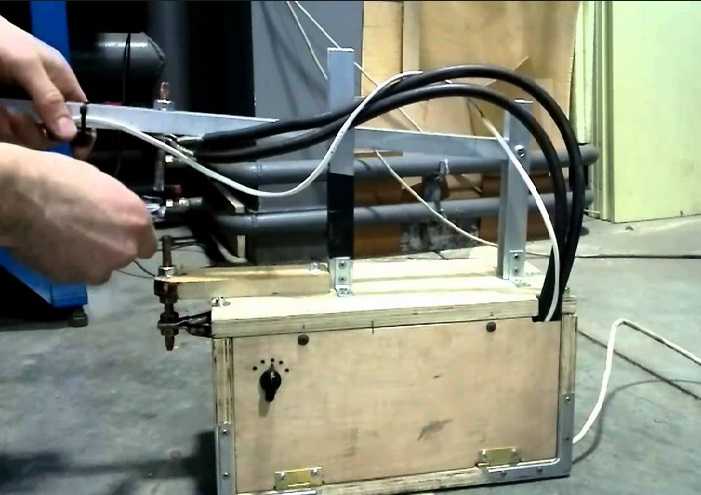 д. Средняя обмотка сварочного трансформатора служит дополнительным индуктивным сопротивлением в крайней цепи, снижая напряжение и ток в вторичная обмотка.
д. Средняя обмотка сварочного трансформатора служит дополнительным индуктивным сопротивлением в крайней цепи, снижая напряжение и ток в вторичная обмотка.
Схема сварки обмоток трансформатора
Электрододержатель: 1 — электрод, 2 — пружина, 3 — трубка, 4 — резиновый шланг, 5 — винт и гайка М8, 6 — кабель
Электрододержатель (см. рис.) Изготавливается из трубы 3/4″ длиной 250 мм. С обеих сторон трубы на расстоянии 40 и 30 мм от ее концов ножовкой вырезают отверстие в полдиаметра. И так, чтобы электрод мог прижать к держателю, приварить к трубе над большим углублением кусок стальной проволоки диаметром 6 мм. С противоположной стороны просверлить отверстие диаметром 8,2 мм и с помощью медной клеммы и винта М8 с гайкой соединить к держателю кусок такого же кабеля, что и вторичная обмотка.Сверху на трубу надеть резиновый или нейлоновый шланг с подходящим внутренним диаметром.
Сварочный аппарат подключается к сети через выключатель проводами сечением не менее 1,5 мм2 — один к зажиму «Общий», а другой к одному из зажимов «1» — «8» (в зависимости от величина сварочного тока). Наибольший ток будет при подключении к клемме «Cut».
Наибольший ток будет при подключении к клемме «Cut».
Первичный ток сварочного трансформатора не превышает 25 А, а вторичный ток варьируется от 60 до 120 А.
Не забывайте, что сварочный аппарат рассчитан на выполнение сравнительно небольшого объема работ. Поэтому после использования от 10 до 15 электродов диаметром 3 мм необходимо дать ему остыть. Соответственно, при электродах диаметром 4 мм непрерывная работа установки скрыта, чтобы сократить еще больше. А вот с электродами диаметром 2 мм можно действовать без вынужденных перерывов (температура нагрева трансформатора не превышает 70 — 80°).
В режиме «Резка» сварочный аппарат нагревается быстрее всего, поэтому в этом случае он также должен чаще «отдыхать». Вы можете резать металл практически любой толщины, используемый в быту.
При переключении с одного режима сварки на другой не забудьте выключить выключатель питания.
О том, как самому сделать аппарат для точечной сварки, читайте здесь.
Обзор 3+ лучших малых и мини-сварочных аппаратов для вашего бизнеса
Сварочный аппарат — это невероятное устройство, которое можно использовать по дому для мелких ремонтных работ. лучшие маленькие сварочные аппараты помогают сэкономить деньги или время, вызывая профессионального сварщика для выполнения работы. Это также полезно для поддержания предметов домашнего обихода в хорошем состоянии до того, как все выйдет из-под контроля.
лучшие маленькие сварочные аппараты помогают сэкономить деньги или время, вызывая профессионального сварщика для выполнения работы. Это также полезно для поддержания предметов домашнего обихода в хорошем состоянии до того, как все выйдет из-под контроля.
Даже для профессионального сварщика маленький сварочный аппарат спасает день, когда ваш основной сварочный аппарат глохнет. Кроме того, это может быть полезно, когда требуется внести несколько исправлений вне мастерской. Небольшой сварочный аппарат — это небольшая инвестиция, стоимость которой намного ниже, если сравнивать ее со стоимостью ремонта и найма сварщика.
Теперь, когда вы определились с целями, возможно, вы лихорадочно ищете лучший маленький сварочный аппарат. Однако среди множества предложений на рынке найти подходящую машину сложнее. Здесь мы сделали ваш выбор более удобным, собрав лучших малых сварочных аппаратов.
Начнем.
- Лучший для любителей — Forney Easy Weld 261 Mig Machine
- Лучший для низкоуглеродистой и нержавеющей стали — сварочный аппарат VIVOHOME 130
- Лучший мини-сварочный аппарат — Everlast 140 Amp TIG / Stick Welder
- Лучший мини-дуговой сварочный аппарат — Display4top MIG 130 Plus Welder
- Лучший для домашней сварки своими руками — Super Deal PRO Commercial MIG 130 Welder
- Лучший для небольших работ — SUNGOLDPOWER ARC MMA 200A Welder
- Лучший для малоуглеродистой стали — SUNGOLDPOWER 140A Gas & Аппарат для безгазовой сварки MIG
- Лучший мини-сварочный аппарат для дуговой/дуговой/дуговой сварки – AMICO POWER Dual Voltage
- Лучший для ремонта автомобилей – ZENY Arc 160 AMP Dual Voltage сварочный аппарат
Какой небольшой сварочный аппарат лучше?
Среди высококачественных малых сварочных аппаратов одними из лучших являются Hobart Handler 140, Lincoln Electric, Forney 261 и т. д.
д.
По нашему мнению, Forney Easy Weld 261 — лучший малогабаритный сварочный аппарат благодаря доступной цене, компактному и продуманному дизайну, простоте управления и универсальности использования.
Сравнительная таблица малых сварочных аппаратов Quick
| Изображение | Продукт | Характеристики | Цена |
|---|---|---|---|
| Forney Easy Weld 261 |
| Get on Amazon!Get on TractorSupply | |
| ZENY Аппарат для дуговой сварки |
| Проверить цену на Amazon! | |
| Everlast PowerArc 140ST |
| Проверить цену на Amazon! | |
| Vivohome MIG Welder 130 Flux Core |
 | ||
| SUPER DEAL PRO Коммерческий MIG 130 |
| Проверить цену на Amazon! |
1. Аппарат для сварки MIG Forney Easy Weld 261
Технические характеристики
- Вес: 19 фунтов.
- Выход: 140 А.
- Вход: 120 В.
- Рабочий цикл: 30 % при 90 А.
- Гарантия: 12 месяцев.
Проверить цену на AmazonПроверить цену на TractorSupply!
Возглавляет список Forney Easy MIG Welder, который удовлетворительно справится с вашими сварочными работами. Он произвел фурор на рынке, и рост популярности показывает его положительное влияние на пользователей.
Сварочный аппарат прост в использовании благодаря бесступенчатой регулировке напряжения и скорости подачи проволоки для эффективной сварки. Мы настоятельно рекомендуем его для легкого ремонта и подкраски, что делает его подходящим для начинающих сварщиков и посредников.
Forney представляет собой универсальное устройство, работающее от входного напряжения 120 В и выходного тока 140 А. Он может сваривать стальные металлы калибра 24 и до ¼ дюйма.
Аппарат Forney Weld 261 легкий и портативный, его вес составляет 19 фунтов. Поэтому он подходит для наружных работ, технического обслуживания и ремонта. Наконец, в нем есть все необходимое, чтобы вы могли приступить к сварочным работам.
Почему нам это нравится?
Рабочий цикл : Forney Easy Weld 261 имеет довольно приличный рабочий цикл. Он обеспечивает 30% рабочий цикл при 90 амперах, что совсем неплохо. Это означает, что если вы запустите машину на 90 ампер, вы можете запустить ее в течение 3 минут. После этого сварщик должен остыть. Он также оснащен светодиодным индикатором, который показывает, когда вам нужно остановиться и дать машине остыть.
Порошковая проволока: Порошковая проволока в этом сварочном аппарате позволяет пользователям самостоятельно устанавливать подачу проволоки и напряжение. Многие небольшие сварочные аппараты обеспечивают мощность всего 50-80 ампер. Но Forney Easy Weld предлагает выходной ток 140 А, что позволяет с легкостью работать с различными стальными сплавами.
Многие небольшие сварочные аппараты обеспечивают мощность всего 50-80 ампер. Но Forney Easy Weld предлагает выходной ток 140 А, что позволяет с легкостью работать с различными стальными сплавами.
Компактный и очень портативный: Конструкция Forney Easy Weld 261 делает его достаточно компактным и легким. Он весит 19 фунтов. единственное, что позволяет вам носить машину куда угодно и сваривать столько, сколько вам нужно. Но меньший вес никак не влияет на качество. Машина по-прежнему крепкая и надежная, насколько это возможно.
Прочная конструкция: Как уже упоминалось, несмотря на то, что машина легкая и компактная, она имеет прочную и надежную конструкцию. Его внешняя оболочка изготовлена из прочного металла, что делает его прочным и прочным. Вы можете безопасно хранить его в гараже и носить с собой куда угодно, не беспокоясь о его повреждении.
Почему нам это не нравится?
Низкокачественная сварочная проволока: Сварочная проволока, входящая в комплект поставки Forney Easy Weld 261, не представляет достоинства аппарата. Многие пользователи отмечают, что сварка этой проволокой неэффективна. Таким образом, вам может потребоваться купить внешний провод, чтобы получить лучший опыт.
Многие пользователи отмечают, что сварка этой проволокой неэффективна. Таким образом, вам может потребоваться купить внешний провод, чтобы получить лучший опыт.
Не подходит для тяжелых проектов: Поскольку это небольшой сварочный аппарат, можно ожидать, что Forney Easy Weld не подойдет для тяжелых проектов. Он лучше всего подходит для небольших проектов внутри помещений и может даже поддерживать небольшие ремонтные мастерские, где крупные задачи выполняются нечасто.
Что говорят покупатели?
По мнению пользователей Forney Easy Weld, устройство идеально подходит для небольших проектов внутри помещений. Настройка машины чрезвычайно проста, как и сварка с помощью Forney Easy Weld. Покупатели считают, что ценовой диапазон является доступным, учитывая качество и характеристики устройства.
2. Сварочный аппарат ZENY Arc 160 AMP с двойным напряжением
Технические характеристики
- Гарантия один год.
- Входная мощность: 115–230 В.
- Выходной диапазон: 5–160 А.
- Технология IGBT.
- Рабочий цикл 60 %.

Проверить цену на Amazon
Ваш бюджет утомляет вас, и вы хотели бы иметь сварочный аппарат? Не возвращайтесь домой с пустыми руками; приобретите себе аппарат для дуговой сварки ZENY. Этот замечательный сварочный аппарат сделан с учетом бюджетных ограничений. Это доступно, и вдобавок ко всему, это двойное напряжение.
Машина портативная, имеет ручку для переноски, занимает меньше места, ее удобно передвигать. Он подходит для всех типов стали, алюминия и других металлических материалов.
Благодаря высокоскоростному вентилятору проблема перегрева решена, и он может работать непрерывно в течение длительного времени.
Сварочный аппарат ZENYARC защищен от перегрузки, перенапряжения и сверхтока, которые могут его повредить. Аксессуары включают держатель электрода и кабель, рабочий зажим и кабель, кабель адаптера питания и вилку. Также есть руководство пользователя, которое поможет вам начать работу, особенно если вы новичок.
Почему нам это нравится?
Поставляется с рабочим циклом 60%: 9Аппарат для дуговой сварки 0008 Zeny имеет рабочий цикл 60% 160 ампер. Это означает, что он может работать 6 минут подряд, генерируя 160-амперную мощность. Довольно удивительно, правда? Вы не можете ожидать более высокого рабочего цикла от маленького сварочного аппарата! Кроме того, он имеет функцию двойного напряжения, которая позволяет ему работать при напряжении 110 В и 220 В.
Продуманный дизайн и прочное качество сборки: Аппарат для дуговой сварки Zeny оснащен продуманной конструкцией, обеспечивающей безопасное переключение с переменного тока на постоянный. Его понижающий трансформатор является отличным дополнением к дизайну, выделяющим его среди других. Надежная и качественная сборка делает машину прочной и долговечной.
3-х уровневая защита: Аппарат для дуговой сварки Zeny имеет 3-х уровневую эффективную защиту, которая делает работу машины безопасной. Защита от перегрева предотвратит перегрев машины. Защита от избыточного давления не позволит машине создавать слишком большое давление. А защита от перегрузки по току предотвратит прохождение чрезмерного тока, что остановит создание ударов.
Защита от перегрева предотвратит перегрев машины. Защита от избыточного давления не позволит машине создавать слишком большое давление. А защита от перегрузки по току предотвратит прохождение чрезмерного тока, что остановит создание ударов.
Универсальность: Небольшой сварочный аппарат от Zeny — это универсальный аппарат с многофункциональные функции. Вы можете использовать его для нескольких типов металла. Хотя мы не рекомендуем использовать его для алюминия, так как это сварочный аппарат постоянного тока, который может не обеспечивать надлежащего контроля над дугой. Но его безопасно использовать для железа, стали и других металлов.
Почему нам это не нравится:
Менее точное управление дугой: Многие пользователи отметили, что функция управления дугой недостаточна для правильной работы машины. Хотя вы не можете ожидать высокого контроля от небольшого сварочного аппарата в этом ценовом диапазоне, но иногда может быть сложнее работать с дугой, если вы используете алюминий.
Не подходит для проектов среднего уровня: Поскольку аппарат для дуговой сварки Zeny представляет собой небольшой сварочный аппарат, вы можете догадаться, что он подходит только для небольших проектов. В то время как некоторые из небольших сварщиков могут выполнять проекты среднего уровня, Zeny может выполнять только небольшие проекты в помещении и другие недорогие задачи по мелкому ремонту.
Что говорят клиенты?
Большинство клиентов, использовавших аппарат для дуговой сварки ZENY, оценили его мощность и надежность. Кажется, всем нравится, как компактно он выглядит, но выполняет эффективные задачи. Стальная рама делает устройство долговечным, по мнению многих пользователей.
Некоторые клиенты сочли его менее эффективным для проектов среднего уровня, что означает, что устройство подходит только для более легких и мелких работ. Многим покупателям нравится продуманный дизайн, обеспечивающий плавный переход от переменного тока к постоянному.
3. Лучший мини-сварочный аппарат — Everlast 140 A TIG TIG / Самый маленький сварочный аппарат
Технические характеристики
- Вес: 25,8 фунтов.
- Размеры продукта: 14,19 x 19,31 x 11,61 дюйма.
- Материал: металл.
- Гарантия: 1 год.
Проверить цену на Amazon
Если вы ищете лучший мини-сварочный аппарат для мелкого ремонта дома или в мастерской, обратите внимание на Everlast Welder. Этот превосходный сварочный аппарат будет лучшим выбором за доллары.
Этот компактный и портативный сварочный аппарат весит всего 24,8 фунта. Он мощный, с выходной мощностью 140 ампер и двумя напряжениями питания 120/240 В.
Сварочный аппарат Everlast поддерживает работу как с электродом, так и с DC Lift TIG со стандартной горелкой с газовым клапаном серии 17. Он стабилен и имеет низкое энергопотребление.
Вот тикер; он был протестирован на повышенную эффективность благодаря автоматическому горячему старту, который уменьшает залипание электрода. Его просто использовать с цифрового дисплея для текущей настройки.
Его просто использовать с цифрового дисплея для текущей настройки.
Аксессуары включают в себя ударопрочный пластиковый кейс для переноски, проволочную щетку, электрододержатель и кабель, горелку TIG серии 17 В, 6 футов. Длина рабочего зажима и кабеля.
Почему нам это нравится?
Рабочий цикл 35 %: Everlast PowerArc имеет рабочий цикл 35 % при 140 А. Это означает, что вы можете использовать машину в течение 3,5 минут подряд при мощности 140 ампер, не выключая ее. Через 3,5 минуты вы должны остановиться и дать машине перезагрузиться. Охлаждение займет 6,5 минут.
Функция двойного напряжения: PowerArc от Everlast поставляется с функцией двойного напряжения , что делает его достаточно эффективным и универсальным. Вы можете установить напряжение 110В или 220В в зависимости от поставленной задачи. Если вы просто делаете какую-то работу по дому, 110 В вам более чем достаточно. 220 В можно использовать для более тяжелых проектов.
Универсальность TIG и сварочного электрода: PowerArc 140 включает в себя функции сварочного электрода и сварки TIG. Таким образом, если вы работаете с более точными сварными швами, требующими точной эффективности, вы можете переключиться на TIG для получения наиболее визуально привлекательных результатов. Например, он идеально подходит для художественных работ и декоративных узоров. Переключитесь на метод Stick, если вам нужно сваривать сталь, алюминий или чугун.
Компактный и легкий: Несмотря на то, что Everlast PowerArc 140 является мощным устройством, он легкий и компактный, что делает его очень портативным. Вы можете носить машину в любом месте, где есть доступ к источнику питания, и использовать ее по мере необходимости. Легкий вес или компактная конструкция никоим образом не влияют на долговечность машины!
Почему нам это не нравится?
Только сварка постоянным током: Как и большинство небольших сварочных аппаратов, Everlast PowerArc обеспечивает сварку постоянным током, что не позволяет ему работать плавно при сварке алюминия. Поэтому не рекомендуется использовать машину для сварки алюминия. Вы можете купить внешний стержень и использовать его для сварки алюминия, но это будет стоить совсем немного.
Поэтому не рекомендуется использовать машину для сварки алюминия. Вы можете купить внешний стержень и использовать его для сварки алюминия, но это будет стоить совсем немного.
Кабель электрода мог бы быть длиннее: Кабель электрода, который поставляется с Everlast PowerArc, довольно короткий, по мнению многих клиентов. Хотя это может варьироваться в зависимости от ваших предпочтений, но некоторые пользователи сказали, что из-за этой проблемы они столкнулись с трудностями при использовании этой машины.
Что говорят клиенты?
Многие пользователи, которые использовали Everlast PowerArc 140, сказали, что это устройство является отличным вариантом в своем ценовом диапазоне.
Хотя кабель электрода мог бы быть немного больше, что, по мнению некоторых пользователей, может быть большим улучшением, рабочий цикл и функция двойного напряжения компенсируют большинство недостатков этого аппарата. Пользователи утверждают, что это лучший портативный сварочный аппарат, поскольку он легкий и работает от генератора.
4. Вивохом сварщика сварщика 130
Технические характеристики
- Вес: 34,6 фунтов
- напряжение: 110 В
- Частота: 60HZ
- . Стиль: 13A MAX
- . Какой сварочный аппарат лучше для дома? Вместо того, чтобы идти к соседу, чтобы одолжить сварщика, почему бы не воспользоваться сварочным аппаратом VIVOHOME для выполнения простых сварочных работ. Эта невероятная машина с автомобильной отделкой, рамами арт-проекта и опорами.
Кроме того, он компактный и легкий, а благодаря рукоятке его удобно носить с собой. Аппарат имеет порошковую проволоку, выделяющую в процессе сварки инертные газы металла, что предотвращает окисление свариваемых деталей.
VIVOHOME MIG 130 имеет десять уровней регулируемой скорости в соответствии с толщиной металла. Кроме того, он разработан со встроенным местом для хранения в верхней части для хранения гвоздей, шурупов и других мелких предметов, используемых при сварке.
Машина имеет два вентиляционных отверстия для предотвращения перегрева.
Аксессуары включают одну проволочную щетку и сварочную маску для защиты глаз и лица.
PROs
- Easy to use
- Affordable machine
- Compact and lightweight
- Good quality
- Adjustable settings
CONs
- Not suitable for big projects
- Lacks a contractor for powering it
Why нам нравится этот сварочный аппарат и технические характеристики
- Напряжение 110В
- Частота 50–60 Гц
- Диапазон тока: 50–120 А
- Бесплатная сварочная маска
- Защита от перегрева
- Потребляемая мощность (кВА): 3,7
- Рабочий цикл: 35 %
- Класс изоляции: F
- Напряжение питания (В): 110

Проверить цену на Amazon более крупное оборудование, сварочный аппарат Display4top позаботится о самых основных потребностях. Эта машина подходит для текущего обслуживания и простого ремонта.
До сих пор этот минидуговой сварочный аппарат был одним из самых легких и портативных сварочных аппаратов, удобных для домашнего использования.
Этот мини-сварочный аппарат 110 В подходит для сварки алюминия, нержавеющей стали и углеродистой стали. Он также оснащен сварочным аппаратом Mini MIG с инвертором постоянного тока, стартером, прочным и долговечным стальным корпусом.
Кроме того, он имеет тепловую защиту для защиты от скачков напряжения или колебаний. Он автоматически отключается для предотвращения повреждений, а вентиляторы помогают охлаждать сварочный аппарат во время работы.
Принадлежности включают один сварочный пистолет с защитным включением/выключением, зажим заземления, щетку, сварочную маску и сварочную проволоку.
Pros
- Легкие, компактные и портативные
- Строгие и долговечные
- Доступные
- Огромный аппарат
- имеет регулируемые условия
Cons
- 42042042042042042042042042042042042042042042042042042042042042042042042042042042042042н. к большой сварке
 к большой сварке
к большой сваркеПочему нам нравится этот сварочный аппарат и технические характеристики
- Дружественный интерфейс
- Защита от перегрузок
- Напряжение 110 В
- Поставляется со сварочной защитной маской
- Сварочный ток 50-120 AMP Super 8 6. PRO Коммерческий сварочный аппарат MIG 130
- Рабочий цикл: 10 % при 105 AMP.
- Напряжение: 110 В / 60 Гц.
- Ток: 50-120 А.
- Вес: 38 фунтов.
- Идеально подходит для домашней сварки.
- Легкий, компактный и портативный.
- Прочный и долговечный.
- Доступный.
- Универсальная машина.
- Имеет регулируемые настройки.
- Материал ПВХ может быстро сломаться и повредиться.
- Не подходит для сварки средних и больших размеров.
- Удобный интерфейс.
- Защита от перегрузок.
- Напряжение 110 В.
- Поставляется со сварочной защитной маской.
- Сварочный ток 50-120 А.
- Многофункциональный.
- Вес: 42 фунта.
- Рабочий цикл: 60 %.
- Скорость: 1,5~16 м/мин.
- Технология IGBT.
- Предлагается по доступной цене.
- Легкий и портативный.
- Безопасен для домашнего использования.
- Простота в эксплуатации.
- Двойное напряжение.
- Гарантия не упоминается.
- Лужа не очень гладкая.
- Технология IGBT.
- Защита от перегрузок.
- Двойное напряжение.
- Толщина сварки 1-20нм.
- Частота 50–60 Гц.
- Многофункциональный.
- Вес: 42 фунта.
- Рабочий цикл: 60%.
- Скорость: 1,5~16 м/мин.
- Технология IGBT.
- Изготовлены из прочных материалов.
- Двойное напряжение.
- Газовые и безгазовые варианты.
- Многофункциональный.
- Передовые технологии.
- Тяжелый.
- Дорого.
- IGBT technology
- Overload load protection
- Dual voltage
- Frequency 50-60Hz
- Style: TIG Горелка, воздушно-плазменный резак, аппарат дуговой комбинированной сварки
- Материал: металл
- Источник питания: 110 и 230 В переменного тока
- Сила тока: 160 А
- Материал ручки: пластик
- Регулируемые настройки.
- Хорошее качество.
- Двойное напряжение.
- Многофункциональный.
- Легкий и портативный.
- Пластиковая ручка может легко сломаться, что повлияет на портативность машины.
- Дорого.
- Гарантия один год.
- Источник питания – переменный ток.
- Двойное напряжение.
- Технология БТИЗ.
- Сила тока 180А.
- Рабочий цикл 60 % при AMP.
- Соотношение цены и качества.
- Являетесь ли вы энтузиастом DIY или профессиональным сварщиком, который хотел бы реализовать несколько проектов. Качественный сварщик – отличная альтернатива найму разнорабочего.
- В следующий раз, когда что-то сломается, вам не нужно ждать профессионала, просто возьмите небольшой сварочный аппарат, который сделает работу правильно.
- Обзоры сварочных аппаратов Tig для экономии денег
- Лучший плазменный резак по соотношению цена/качество – резка быстрее и лучше
- Обзор лучших сварочных аппаратов с подачей проволоки – лучшие решения
- Обзор 3-метровых сварочных шлемов – лучшие решения
- Маленький сварочный аппарат MIG в действии (видео)
- Стоит ли покупать дешевый инверторный сварочный аппарат?
- Что нужно для сварки в домашних условиях
- Сколько ампер нужно для сварочного аппарата MIG
- Дуговой сварочный аппарат ZENY стоимостью менее 100 долларов США – ремонт сломанной вилки для сена
- Большинство людей сначала сопоставят предел прочности при растяжении присадочного металла с пределом прочности основного металла. Основное эмпирическое правило заключается в том, что присадочный металл должен иметь большую прочность на растяжение, чем основной металл, чтобы получить более прочный сварной шов между ними. После того, как они найдут согласованный параметр прочности на растяжение, они продолжат оценку того, какое положение сварки используется.
- Цифра 1 означает, что электрод подходит для всех положений, цифра 2 означает, что он подходит только для плоской и горизонтальной сварки, цифра 3 означает, что только для плоской сварки, а цифра 4 означает, что электрод подходит для сварки вертикально вниз.
- Наконец, они относятся к защитному слою флюса, используемому в электроде. Потому что флюс может сильно повлиять на качество сварки, а некоторые флюсы даже требуют специальной обработки. Например, флюс с низким содержанием водорода, эффективный флюс, отталкивающий водород, который необходимо запекать внутри электрической духовки, чтобы его можно было максимально использовать. Таблица 1 даст вам достаточно пояснений о различиях в каждом коде потока.
- Сварочный ток и напряжение.
- Полярность при сварке электродом
- Скорость перемещения и метод сварки электродом
- Почему E6013 — самый простой сварочный электрод?
- Почему проще всего использовать стержень диаметром 1/8 дюйма?
- Каковы трудности сварки E6013?
- E6013s по сравнению с другими рутиловыми стержнями
- По сравнению с основными стержнями
- По сравнению с целлюлозными стержнями
- Заключение
Технические характеристики
Проверить цену на Amazon
Есть простые сварочные работы, которые вы можете выполнять дома без сторонних услуг. Без сомнения, сварочный аппарат Super Deal PRO Welder представляет собой большой прорыв и является ценным конкурентом другим сварочным аппаратам на рынке. Кроме того, он легкий, мощный и простой в эксплуатации.
Что касается долговечности, сварочный аппарат изготовлен из высококачественного ПВХ.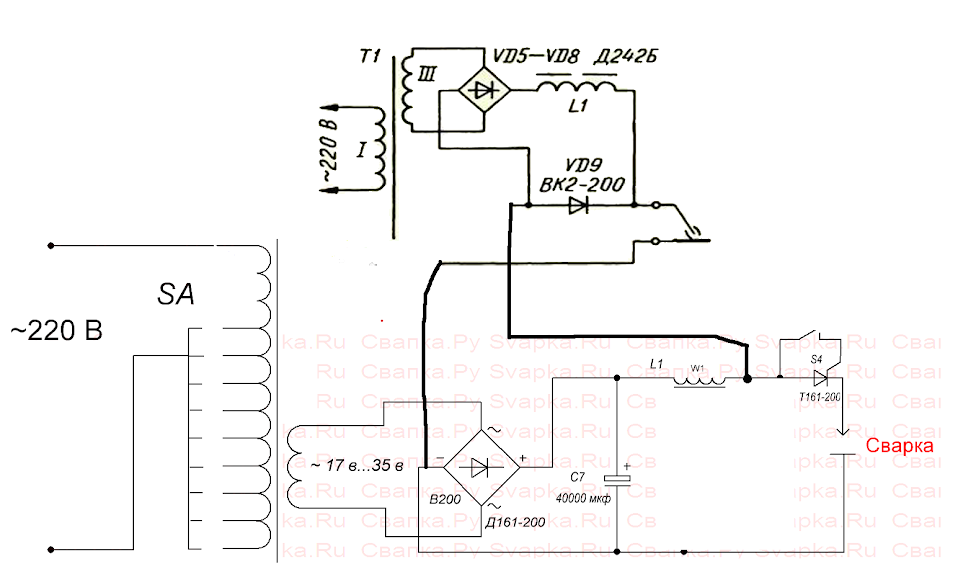 Другие аксессуары включают сварочную катушку с проволокой, сварочную маску, молоток, проволочную щетку, горелку длиной 2,5 м, два дополнительных НАКОНЕЧНИКА и кабель заземления.
Другие аксессуары включают сварочную катушку с проволокой, сварочную маску, молоток, проволочную щетку, горелку длиной 2,5 м, два дополнительных НАКОНЕЧНИКА и кабель заземления.
Сказать, что машина универсальна, это явно преуменьшение. В аппарате используются четыре технологии управления с регулируемым индуктором для регулировки индуктивности в соответствии с требованиями сварки. Это улучшает его работу, смягчает электрическую дугу, увеличивает глубину инфузии и уменьшает разбрызгивание.
Сварщик может сваривать стали различной толщины. Благодаря интуитивно понятной цифровой панели управления с программными клавишами вы всегда будете иметь четкий обзор.
Наконечник пистолета имеет медный металлический наконечник, который предотвращает накопление шлака во время сварки.
PROs
Минусы
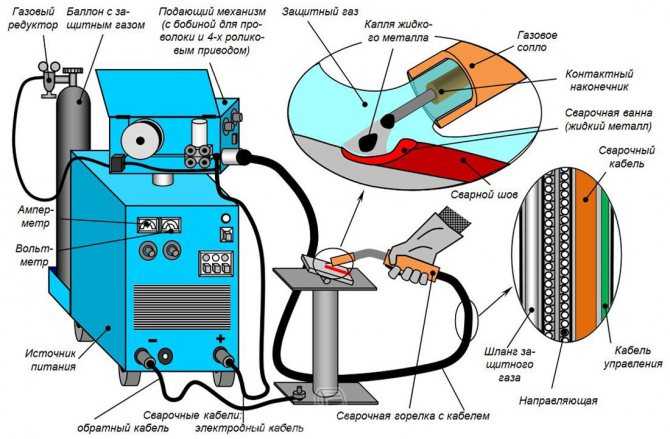
Почему нам нравится этот сварочный аппарат и его технические характеристики
7. Сварочный аппарат SUNGOLDPOWER ARC MMA 200A
Технические характеристики
Проверить цену на Amazon
Сварочные работы на дому могут включать ремонт сломанной трубы, сломанных оконных рам, подставок под телевизор и другие металлические работы в вашем доме.
Сварщик SUNGOLDPOWER представляет собой усовершенствованный модуль управления IGBT с двойным напряжением 110 В/220 В для повышения производительности сварочных работ.
В случае скачков напряжения он имеет встроенную защиту от высокого напряжения, низкого напряжения, перегрузки по току и перегрузки. Это преимущество для защиты вашей машины от повреждений, которые могут возникнуть из-за таких колебаний.
Это преимущество для защиты вашей машины от повреждений, которые могут возникнуть из-за таких колебаний.
Автоматический горячий старт и технология защиты от прилипания, регулируемая сила дуги, EMC и VRD для повышения эффективности.
Аппарат прост в эксплуатации, а технология IGBT делает его более эффективным и энергосберегающим, чем традиционный сварочный аппарат.
Принадлежности включают пару сварочных перчаток, 10 сварочных прутков E 6013 диаметром 3,2 мм, провод переменного тока 78 дюймов, зажим заземления 59 дюймов, кабель и держатель электрода 98 дюймов и кабель.
PROs
Минусы
Почему нам нравится этот сварочный аппарат и технические детали

8. Аппарат для газовой и безгазовой сварки MIG SUNGOLDPOWER 140A
Технические характеристики
Проверить цену на Amazon
Владение сварочным аппаратом важно в дополнение к другим обычным инструментам, таким как молотки, отвертки, напильники и другие, которые применимы в нашей повседневной жизни. Сэкономьте немного денег и приобретите эту модель от SUNGOLDPOWER.
Сварочный аппарат SUNGOLDPOWDER MIG 140A представляет собой двойной источник постоянного напряжения 110/220 В. В нем используется сварочный аппарат с инверторной технологией IGBT, разработанный для удовлетворения всех ваших потребностей в сварке. Аппарат подходит для сварки всех видов стали, железа и других металлов. Он прост в эксплуатации, весит 30 кг. и он сделан из железного материала.
Он прост в эксплуатации, весит 30 кг. и он сделан из железного материала.
Принадлежности включают горелку MIG 78,7″, кабель 59″ с зажимом заземления, образец порошковой проволоки, маску и щетку.
Сварочный аппарат SUNGOLDPOWER MIG 140 позволяет регулировать скорость подачи проволоки и сварочный ток в зависимости от толщины проволоки.
PROs
Минусы
Why we like this welder & technical details
9. AMICO POWER Dual Voltage
Technical details
Проверить цену на Amazon
Если вы хотите иметь небольшой сварочный аппарат для домашнего использования, который не будет занимать слишком много места для хранения, вы можете рассмотреть AMICO Power Welder. Этот невероятный сварочный аппарат представляет собой устройство «два в одном» для сварки TIG и дуговой сварки.
Этот невероятный сварочный аппарат представляет собой устройство «два в одном» для сварки TIG и дуговой сварки.
Он легкий, маленький и компактный, его вес составляет всего 19 фунтов.
Изготовлен из металла и АБС-пластика и рассчитан на двойное напряжение переменного тока: 115 В и 230 В.
Продукт подходит для всех типов стали, никелевых сплавов, меди, латуни, бронзы, чугуна и хрома.
Благодаря передовой инверторной технологии сварка выполняется качественно. Также мы любим его за стабильность дуги и возможность регулировки в зависимости от толщины металлоконструкции.
Изделие оснащено автоматическим устройством защиты от колебаний напряжения и защиты машины от любых непредвиденных обстоятельств.
Принадлежности включают горелку TIG, держатель электрода и кабель, рабочий зажим и кабель, газовый шланг аргона и адаптер питания 115 В и 230 В.
Наконец, у него есть пластиковая ручка, позволяющая перемещать его, и он прост в использовании.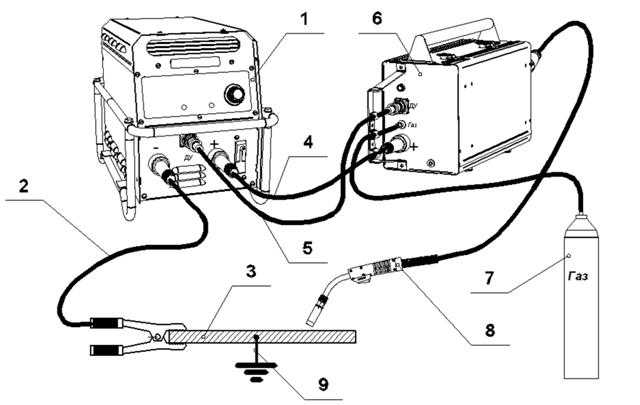
PROs
Недостатки
Почему нам нравится этот сварочный аппарат и его технические характеристики
Какую мощность должен производить небольшой сварочный аппарат?
Мощность в основном зависит от характеристики напряжения небольшого сварочного аппарата. Большинство сварочных аппаратов в наши дни оснащены функциями двойного напряжения. Нижний диапазон варьируется от 110 до 120 В, а верхний диапазон варьируется от 210 до 220 В.
110-120 В идеально подходит для небольших работ по дому. 210-220 В можно использовать для проектов высокого класса. Кроме того, рабочий цикл играет важную роль в производстве энергии. Если сварочный аппарат имеет рабочий цикл 30% при 140 А, это означает, что он может генерировать мощность при 140 А в течение 3 минут подряд. После этого он должен остыть в течение 7 минут.
210-220 В можно использовать для проектов высокого класса. Кроме того, рабочий цикл играет важную роль в производстве энергии. Если сварочный аппарат имеет рабочий цикл 30% при 140 А, это означает, что он может генерировать мощность при 140 А в течение 3 минут подряд. После этого он должен остыть в течение 7 минут.
Справочник по покупке – Какие особенности вы ищете в маленьких сварочных аппаратах
Без сомнения, вещи в доме будут ломаться и, следовательно, нужен небольшой сварочный аппарат. Совершая покупки, нужно учитывать несколько моментов. Благодаря нашим исследованиям мы пришли к лучшим вещам.
1. Требования к мощности
При покупке имейте в виду, что разные сварочные аппараты имеют разные требования к мощности. Прежде чем расстаться со своими с трудом заработанными долларами, важно подумать о розетках дома или в мастерской.
Кроме того, рабочий цикл является важным фактором, поскольку он является мерой эффективности сварщика.
2.
 Долговечность
ДолговечностьСколько стоит маленький сварочный аппарат? Помимо цены, вам также необходимо учитывать долговечность машины и ее долговечность. Лучшие машины сделаны из прочных толстых металлов, таких как сталь. Пластик склонен к поломкам. Машина должна дать вам соотношение цены и качества.
3. Портативность
Портативность сочетается с компактностью и легкостью сварочного аппарата. Небольшой сварочный аппарат не обязательно должен быть тяжелым до такой степени, чтобы использовать тележку для его перемещения. Он должен весить всего несколько фунтов, чтобы вы могли с комфортом использовать его дома или в мастерской, не уставая.
Кроме того, переносная машина идеальна для работ на открытом воздухе, и транспортировка не будет проблемой. Подводя итог, можно сказать, что компактный дизайн более удобен для хранения и не загромождает рабочее пространство.
Часто задаваемые вопросы (FAQ)
В. Сколько стоит небольшой сварочный аппарат? Цены на небольшие сварочные аппараты могут варьироваться в зависимости от качества и марки. Однако средний ценовой диапазон можно обозначить как $150-200.
Однако средний ценовой диапазон можно обозначить как $150-200.
Хотя качественные сварщики будут стоить немного дороже, это не значит, что дешевые сварщики не сделают вашу работу. Если вы ищете сварщика для выполнения небольших работ в помещении, дешевые сварочные аппараты вам подойдут!
В. Подходит ли сварочный аппарат переменного или постоянного тока для сварки?Сварочные аппараты переменного тока могут сваривать любой тип металла, тогда как сварочные аппараты постоянного тока не подходят для сварки алюминия. Таким образом, лучше приобрести сварочный аппарат переменного тока, так как вы получаете широкий спектр применения.
Вывод
По соотношению цена-качество, эффективность и возможности сварки лучшим маленьким сварочным аппаратом является тот, который умеет;
 Качественный сварщик – отличная альтернатива найму разнорабочего.
Качественный сварщик – отличная альтернатива найму разнорабочего.Надеемся, наш обзор лучших малогабаритных сварочных аппаратов поможет вам сделать правильный выбор.
Ссылки
Ручка Детали сварочного аппарата, электрод, параметры и советы
Сварка
является одним из наиболее широко используемых сварочных процессов. Это процесс ручной сварки, в котором используется электрическая дуга, которая образуется, когда электрод поддерживает контакт с основным металлом в качестве источника тепла для расплавления расходуемого электрода и его защитного флюсового покрытия вместе с основным металлом.
Это процесс ручной сварки, в котором используется электрическая дуга, которая образуется, когда электрод поддерживает контакт с основным металлом в качестве источника тепла для расплавления расходуемого электрода и его защитного флюсового покрытия вместе с основным металлом.Известно много названий, таких как сварка электродом, ручная дуговая сварка металлическим электродом (MMA) и дуговая сварка с защитой от флюса. Он также считается наиболее универсальным процессом сварки и требует наименее сложной настройки по сравнению с другим процессом.
Детали машины для сварки стержнем SMAW считается универсальным из-за его способности сваривать широкий спектр материалов, таких как низколегированная сталь, нержавеющая сталь, чугун и обычная углеродистая сталь. Хотя он в основном применяется к стали, где он лучше всего соответствует характеристикам материала. SMAW также имеет простую настройку, что делает его дешевым и портативным, где ограничение ограничивается только навыками сварщика.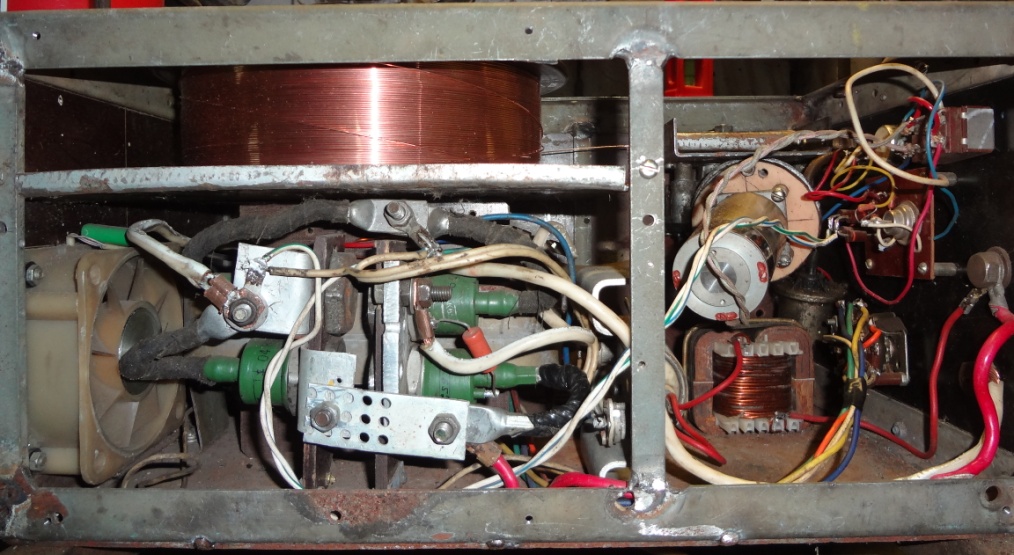 В этой статье мы поговорим обо всех аспектах процесса сварки SMAW.
В этой статье мы поговорим обо всех аспектах процесса сварки SMAW.
Содержание :
Базовая установка для сварки электродами включает простую схему. От источника питания работает трансформатор, который обеспечивает вас электрическим током, необходимым для образования электрической дуги. Расширением основного трансформатора будут два кабеля, которые работают как анод и катод.
Один конец полярности подсоединяется к основному металлу, а другой конец удлиняется в качестве расходуемого электрода из присадочного металла, который в конце расплавится и соединит разделенное соединение. В этом разделе мы разберем и обсудим каждую часть схемы машины. 9Схема сварочного аппарата 0003 Stick:
1. Блок питания.
Поскольку большая часть электрической сети обеспечивает 220 В и 50 ампер переменного тока, материал и электрод просто сгорят до того, как мы сможем это контролировать. Поэтому источником питания СМАВ является понижающий трансформатор, преобразующий переменный ток высокого напряжения в напряжение 17 – 45 В с силой тока до 600 Ампер.
Старый и традиционный сварочный аппарат SMAW использует катушки для преобразования входного сигнала, в то время как современный сварочный аппарат также использует инвертор для обеспечения необходимого тока. Источником питания управляют таким образом, чтобы производить относительно постоянный ток с переменным напряжением. Это позволяет управлять дугой, чтобы она генерировала постоянный подвод тепла.
Поскольку SMAW включает в себя использование расходуемого электрода, поддерживать постоянную стабильную длину дуги крайне невозможно, и, если не из-за настройки постоянного тока, тепловложение будет сильно варьироваться, что затрудняет управление дугой.
2. Удлинительные кабели.
В сварочном аппарате есть 2 основных кабеля, которые выполняют разные функции. Хотя на самом деле роль анода и катода можно поменять местами, по умолчанию используется прямая полярность, при которой электродный кабель является анодом, а заземляющий зажим — катодом. Полярность и ее влияние будут более подробно обсуждаться в разделе параметров.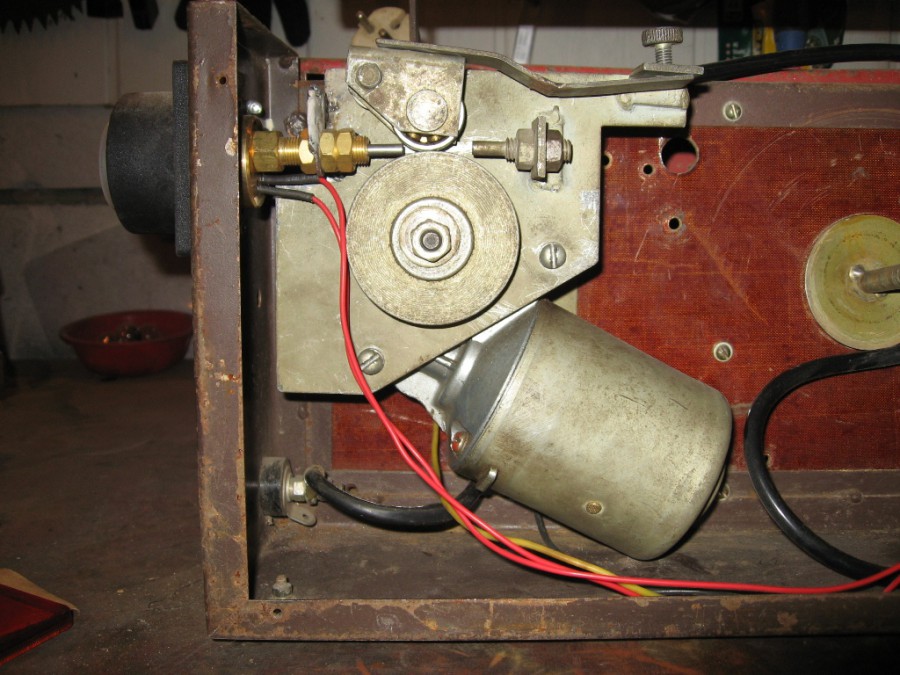 Кабели не имеют никакой другой функции, кроме передачи электрического заряда от источника питания.
Кабели не имеют никакой другой функции, кроме передачи электрического заряда от источника питания.
3. Держатель электрода / горелка.
В то время как положительно заряженная поляра подключается просто через зажим, отрицательно заряженная поляра подключается к электрододержателю. Держатель представляет собой эргономичный держатель электрода, который можно модифицировать для удерживания электрода под другим углом.
Некоторые модели держателей ограничены, в частности, 90, 45 и 0 градусами модификации, но в современных и особенно дорогих уже используется вращающийся зажим, позволяющий сварщику использовать более разнообразный угол сварки.
Хотя обычно это не является обычным явлением, некоторые электрододержатели также имеют внутреннюю систему охлаждения. По сравнению с другими, сварочная горелка SMAW настолько универсальна, что может добраться почти до любого труднодоступного угла.
4. Электрод.
Плавильный электрод для сварки электродом Электрод, используемый в этом процессе, уникален и специально изготовлен только для этого процесса, и он бывает разных размеров и диаметров. Присадочный металл, изготовленный из того же состава, что и основной металл, защищен слоем флюса. Этот слой флюса позже сгорит вместе с дугой и расплавленным металлом.
Присадочный металл, изготовленный из того же состава, что и основной металл, защищен слоем флюса. Этот слой флюса позже сгорит вместе с дугой и расплавленным металлом.
Образует слой газа, защищающий расплавленный металл от опасной среды. В дополнение к этому, защитный флюс также помогает стабилизировать дугу для облегчения сварки, выступая в качестве раскислителя по мере ее затвердевания и превращаясь в шлак, который представляет собой верхний слой сварки, который может быть отколот, а также может вносить легирующий элемент в сварочный шов. сварить металл.
Американское общество сварщиков (AWS) классифицировало различные электроды SMAW и систематизировало их. Кодификация основана на прочности на растяжение жилы, рекомендуемом положении сварки и нанесенном защитном слое флюса. См. кодировку на рис. 4.
Кодификация электродной сварки электродом AWS Кодификация очень важна. Кодификация используется не только для облегчения идентификации, но и в качестве непосредственного ориентира для выбора присадочного металла, который лучше всего подходит для вашего основного металла.
 Таблица 1 даст вам достаточно пояснений о различиях в каждом коде потока.
Таблица 1 даст вам достаточно пояснений о различиях в каждом коде потока.Сварка электродом Параметр:
Параметры сварки — это переменные, которыми можно управлять для достижения желаемого результата сварки. Даже среди процессов дуговой сварки переменные могут варьироваться в зависимости от каждого отдельного процесса. Следующий список представляет собой важные переменные в процессе сварки стержнем и краткое объяснение эффекта изменения параметра.
1. Сварочный ток и напряжение. Как упоминалось выше, в процессе дуговой сварки используется электричество постоянного тока, поэтому параметр, который можно изменить, это только электрический ток. Напряжению позволяют колебаться, чтобы компенсировать длину дуги, поэтому, в конце концов, когда длина дуги изменяется, напряжение также будет меняться, чтобы поддерживать подвод тепла как можно более постоянным.
Разница между диапазонами 17 – 45 вольт, где за пределами этого диапазона дуга просто исчезнет. В этом отношении изменение сварочного тока является более гибким. При принятии решения о том, какую силу тока будет использовать сварщик, учитываются следующие факторы: диаметр электрода, толщина основного металла и положение сварки.
Некоторые сварщики также рекомендуют использовать немного более высокий сварочный ток, чем расчетный, чтобы обеспечить дополнительное проплавление и более быструю сварку для более быстрого выполнения работы. Неправильная настройка сварочного тока может иметь катастрофические последствия, будь то слишком низкий или слишком высокий ток. Если сварщик не может предвидеть компенсацию неконтролируемой дуги, может возникнуть разрыв или даже дефект.
Относительно низкий сварочный ток приведет к меньшему подводу тепла, хотя будет легче контролировать дугу, также существует риск несплошностей, таких как включения шлака, пористость, неполное проплавление и несплавление.
Эти разрывы в основном неприемлемы, поэтому их необходимо переработать, удалив сварной шов, а затем заварить заново, что является еще одним дополнительным усилием, которого вам действительно следует избегать. Использование более высокого сварочного тока, безусловно, поможет вам избежать этих разрывов. Однако это не обязательно избавит вас от дефектов, потому что при использовании более высокого сварочного тока электричество будет более нестабильным, что затрудняет его контроль.
Чрезмерное тепловложение также является проблемой. Излишне высокие параметры сварки приведут к неоднородностям, таким как подрезы, чрезмерное разбрызгивание, прожоги и деформации. Ключом к определению наилучшего сварочного тока является умеренность и знание своих пределов.
2. Полярность при сварке электродом.
Электрическая полярность влияет на место концентрации тепла. Поскольку электрон течет от отрицательной к положительной полярности, тепло будет концентрироваться на той части, которая подвергается положительной полярности.
Изменение полярности может быть очень полезным в некоторых случаях сварки, особенно при сварке алюминия. В SMAW и большей части процесса сварки существует 3 вида полярности: переменный ток (AC), положительный электрод (DCEP) и отрицательный электрод (DCEN). Давайте сначала поговорим о полярности постоянного тока, здесь мы можем выбрать либо DCEP, либо DCEN.
DCEP или Положительный электрод постоянного тока также известен как DCRP или Постоянный ток обратной полярности, это когда вы устанавливаете положительную полярность в свой электрод, поэтому 2/3 тепла будет сосредоточено в вашем электроде. При таком условии тепло будет способствовать лучшему проникновению в обмен более узких шариков.
DCEN или отрицательный электрод постоянного тока, также известный как DCSP или прямой полярности постоянного тока, это когда вы устанавливаете отрицательную полярность в свой электрод, поэтому 2/3 тепла концентрируется в основном металле. Он не обеспечивает большого проплавления, но сварной шов будет шире.
Между тем, переменный ток или переменный ток представляет собой смесь двух полярностей постоянного тока. Потому что полярность переменного тока постоянно меняется примерно 50-100 раз в секунду. Обеспечивает умеренное проникновение в сочетании с умеренной шириной расплавленного металла.
Хотя изменение полярности не так важно в процессе сварки электродом, в другом типе сварки, таком как сварка алюминия GTAW, различные полярности могут помочь процессу сварки.
3. Скорость перемещения и метод сварки электродом.
Скорость перемещения и техника сварки — это параметр, который не имеет переключателя для изменения, он зависит исключительно от производительности сварщика. Тем не менее, это все же стоит упомянуть, потому что это также может повлиять на результат сварки.
Неправильный сварочный ток в сочетании с неправильной техникой сварки приведут к катастрофическим визуальным эффектам сварки и, безусловно, послужат причиной вашего увольнения из сварочного цеха.
Заключение
Подводя итог, можно сказать, что сварка стержнем – ваш лучший друг, когда вам нужно закончить сварочную работу с наименьшими усилиями. У него относительно простая схема, поэтому он наверняка вам помешает, если вам нужна высокая мобильность при сварке на месте. Вам просто нужно отсоединить какой-либо кабель, переместить машину, переустановить кабель, и тогда вы сможете сваривать, как устройство для сварки plug-n.
Параметры также относительно легко освоить, через минуту после прочтения руководства по эксплуатации машины вы получите всю информацию, необходимую для работы с машиной. Несмотря на все это, SMAW — это не сварочный аппарат вашей мечты из-за его недостатков. Точно так же, как все ущербно, так и этот процесс сварки.
Сварка стержнем — полностью ручной процесс, поэтому вам потребуется некоторая практика, прежде чем вы сможете производить качественный сварной шов. Длина одиночного сварного шва также ограничена длиной электрода. Как только у вас закончатся электроды, вы должны остановиться, чтобы «пополнить» сгоревший электрод. Не говоря уже о том, что это довольно грязный процесс со всем затвердевшим шлаком поверх металла сварного шва.
Как только у вас закончатся электроды, вы должны остановиться, чтобы «пополнить» сгоревший электрод. Не говоря уже о том, что это довольно грязный процесс со всем затвердевшим шлаком поверх металла сварного шва.
Вы действительно хотите удалить этот шлак, прежде чем начинать следующий проход над указанным сварным швом, иначе у вас будут проблемы с включением шлака. Другим недостатком является чрезмерное разбрызгивание в этом процессе. Таким образом, вы должны пересмотреть свое решение, когда собираетесь использовать высокие параметры, потому что это вызовет больше брызг.
См.: Оборудование для сварки TIG и параметр
При всем при этом, это не мешает сварке электродами быть самым удивительным процессом сварки. Это хорошее соотношение цена-качество и универсальность. Держу пари, что в обозримом будущем от этого процесса не забросят и разработки повысят живучесть этого надежного метода сварки.
Поделись этим:
Какой сварочный стержень проще всего использовать? — WeldPundit
Один из вопросов, который вы можете задать себе при использовании сварки электродами (SMAW), — какой сварочный электрод (или стержень) использовать проще всего.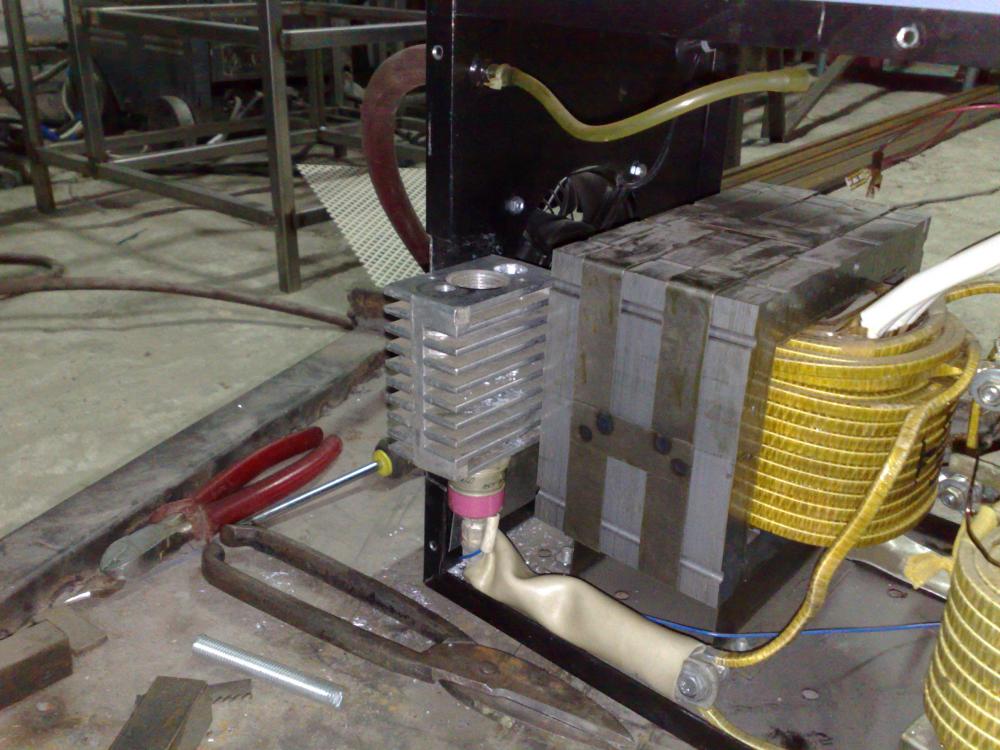 Особенно, если вы новичок и хотите, чтобы легкая прутка начала сварку.
Особенно, если вы новичок и хотите, чтобы легкая прутка начала сварку.
Самый простой в использовании сварочный стержень — 1/8″ (3,2 мм) стержень E6013. Тот факт, что большинство школ сварщиков начинают обучение с электродов E6013, является достаточным доказательством. E6013 имеет легкий зажигание дуги и наиболее щадящий к ошибкам манипуляций во время сварки.
Давайте разберемся подробнее.
Содержание
Почему E6013 является самым простым сварочным стержнем?
Основная причина, по которой E6013 является самым простым стержнем, заключается в том, что он имеет флюсовое покрытие с высоким содержанием рутила (или диоксида титана). Рутил — это минерал, который создает очень ровную сварочную дугу с низким проплавлением. С этим типом дуги у вас может быть самая простая процедура сварки электродом.
Рутил — это минерал, который создает очень ровную сварочную дугу с низким проплавлением. С этим типом дуги у вас может быть самая простая процедура сварки электродом.
Для сварщика
Дуга от E6013 очень легко запускается и перезапускается при необходимости. Это одно из преимуществ по сравнению с другими сложными в использовании удилищами, такими как базовая удочка E7018.
После этого при запуске борта E6013 будет продолжать гореть, даже если вы неверно настроите длину дуги, угол стержня или скорость перемещения до определенной точки.
Другие типы стержней будут прилипать и гасить или создавать различные дефекты сварки, такие как пористость или продувание металла, если вы не будете обращаться с ними аккуратно.
Мягкая дуга E6013 обеспечивает низкое проникновение, что снижает риск пробоя тонкого металла. Это одна из наиболее распространенных проблем при сварке более тонких металлов, наряду с деформацией, и электрод E6013 — лучший способ избежать этого.
После обработки каждого валика стержень E6013 образует шлаковое покрытие, которое очень легко удалить, или оно может даже удалиться при остывании.
Борд имеет красивый внешний вид, на нем меньше брызг, чем на других стержнях, и в большинстве случаев нет необходимости тратить время на его улучшение.
Для сварочного аппарата
Стержни E6013 не требуют высокого напряжения холостого хода (OCV) (Википедия) для зажигания дуги. OCV — это напряжение на кончике электрода и на основном металле до зажигания дуги. Это делает стержни E6013 подходящими даже для небольших и недорогих сварочных аппаратов с 50-вольтовым OCV.
E6013 представляют собой простые стержни, рутиловое флюсовое покрытие которых содержит небольшое количество железного порошка. В результате им не требуются сварочные аппараты с высокой выходной силой тока. Кроме того, стержни E6013 поддерживают как переменный, так и постоянный ток.
В результате все источники питания для электродуговой сварки будут сжигать стержни E6013.
Другие электроды, такие как электроды E7018 и E6011, более требовательны и требуют подходящих источников сварочного тока.
Другие факторы, облегчающие их использование
Помимо характеристик дуги и простоты обращения со стержнями E6013, есть еще несколько причин, облегчающих их сварку.
Сварочные дымы прутков Э6013 являются наименее вредными. Это делает измерения защиты от дыма, такие как вентиляция и респираторы, более простыми и доступными.
Хранение стержней E6013 очень простое. Вы храните их в оригинальной неповрежденной упаковке, чтобы защитить их от атмосферной влаги и физических повреждений. Стержни
E6013 популярны, поэтому вы можете получить много советов по их поводу. Наконец, их легко найти и они недорогие.
Почему проще всего использовать стержень диаметром 1/8 дюйма?
Сварочный стержень диаметром 1/8″ является самым простым в использовании, поскольку он обеспечивает превосходную стабильность кончика стержня, что облегчает зажигание дуги. В то же время он создает лужу среднего размера, с которой легко справиться.
В то же время он создает лужу среднего размера, с которой легко справиться.
Наоборот, тонкие диаметры, например, 5/64″ (2 мм), будут сильно трястись на кончике, из-за чего дугу будет труднее поджечь, а стержень легче прилипнет к заготовке.
С помощью 1/8″ E6013 вы можете сваривать детали толщиной 1/8″ и больше, в идеале толщиной около 3/16″ (4,8 мм).
Кроме того, 1/8″ E6013 имеет верхний предел силы тока 140А. Это делает его подходящим для многих доступных сварочных аппаратов.
Следующим самым простым размером стержня будет 3/32″ (2,4 мм), и это самый распространенный размер стержня.
Какие проблемы со сваркой у E6013?
Плохая сторона удилищ E6013 — плохая видимость лужи. Расплавленный металл и расплавленный флюс (или шлак) в ванне смешиваются. Это не позволяет вам видеть плавление основного металла, размер кратера, заполняющий его металл и т. д.
Плохая видимость лужи — основная причина, по которой многие сварщики не любят сваривать прутьями E6013.
С другими стержнями, такими как Е7018, хорошо видно, что происходит в луже, а шлак остается за ней отдельно.
Прутки E6013 также имеют тенденцию вызывать большее количество шлаковых включений. Это когда шлак попадает в затвердевший металл шва. Низкий ток, плохой угол наклона стержня, низкая скорость и большая длина дуги могут привести к образованию шлаковых включений.
E6013s по сравнению с другими рутиловыми стержнями
Стержень E6012 похож на стержень E6013, но имеет более агрессивную дугу и большее количество брызг. Это немного усложняет сварку.
E7014 прочнее с пределом прочности на растяжение 70K, имеет лучшее проникновение, смачивание, производительность и менее склонна к шлаковым включениям. Это лучший общий рутиловый стержень для сварки. Но, несмотря на то, что этот стержень прост в использовании, он не так прост, как E6013, особенно когда вы пытаетесь сваривать более тонкие металлы.
E7024 похож на E7014 с большим количеством железного порошка во флюсе. Он считается «перетаскивающим» стержнем, потому что вы можете удерживать его на заготовке и позволять ему гореть, не пытаясь поддерживать постоянную длину дуги. Это делает его действительно простым в использовании.
Он считается «перетаскивающим» стержнем, потому что вы можете удерживать его на заготовке и позволять ему гореть, не пытаясь поддерживать постоянную длину дуги. Это делает его действительно простым в использовании.
Но он ограничен плоским положением и горизонтальными угловыми швами более толстых металлов. И для того же диаметра стержня требуется гораздо более высокая сила тока, а значит, и более мощный источник питания для их сжигания.
Хотя все рутиловые стержни просты в использовании, E6013 в целом является самым простым, особенно для более тонких металлов.
По сравнению с базовыми стержнями
Стержни с основным (или низководородным) флюсом, такие как E7018 и E7016, не просты в использовании, особенно для новичков. Химические вещества во флюсе не позволяют легко зажечь дугу.
Будет еще хуже, если вы остановитесь и попытаетесь перезапустить стержень. Проволока снова сгорает во флюсе и тут же покрывается расплавленным флюсом. Это очень затрудняет перезапуск.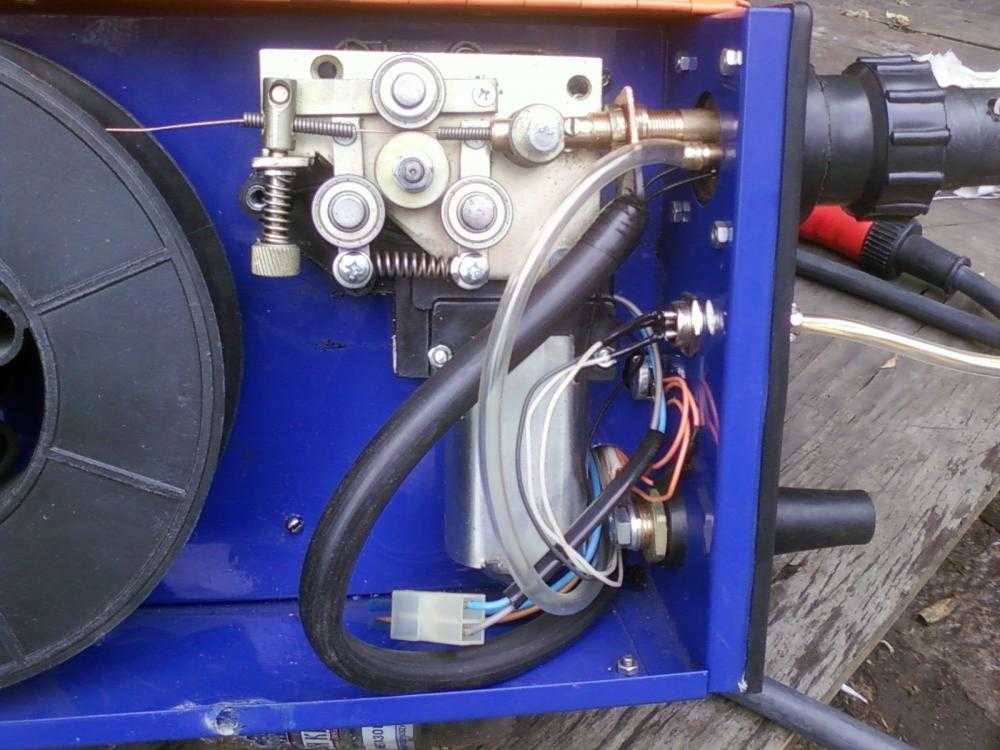 Эти стержни предназначены для того, чтобы запустить их один раз и сжечь их целиком с одной попытки.
Эти стержни предназначены для того, чтобы запустить их один раз и сжечь их целиком с одной попытки.
Эти стержни имеют тенденцию легче прилипать к заготовке, и вам потребуется хороший навык, чтобы поддерживать постоянную длину дуги от начала до конца, чтобы избежать таких дефектов, как пористость.
Для основных стержней требуется высокое напряжение OCV не менее 70 В, чтобы зажечь дугу и продолжать гореть.
По сравнению с целлюлозными стержнями
Целлюлозные стержни, такие как E6011, труднее сваривать из-за слишком агрессивной дуги. Он очень быстро врезается и прожигает заготовку с сильным нагревом и разбрызгиванием. Эти удилища требуют долгой практики, чтобы привыкнуть к ним.
Как и обычные удилища, для работы им требуется высокий открытый клапан. Кроме того, шлак имеет небольшой объем, но его трудно очистить.
Другим стержнем этого типа является E6010, который еще труднее сваривать. Кроме того, большинство доступных сварочных аппаратов не могут работать с ним.