Сварка полипропилена сделать самому своими руками
Пластиковые трубы сегодня всё увереннее вытесняют металлические изделия. По этой причине их сварка остается одной из насущных проблем каждого, кто решил заменить в доме трубопровод. Собрать пластиковую систему коммуникаций можно, руководствуясь определенной схемой действий. При этом элементы должны быть соединены между собой, дополнены запорной и крепежной арматурой, а также герметизированы.
Для справки
В продаже можно встретить элементы, которые обеспечивают возможность сборки трубопровода любой сложности и конфигурации. В качестве единственного минуса таких трубопроводов выступает необратимость, ведь демонтаж сварного соединения невозможен. Поэтому с полипропиленовыми трубами следует работать с особой внимательностью, в противном случае придется осуществлять их замену.
Оборудование для сварки
Среди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
Аппарат для сварки полипропилена прост конструктивно, он состоит:
- из ручки;
- нагревающей плиты;
- терморегулятора.
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Дополнительно о насадках
Насадки для сварки полипропилена обычно обладают диаметром в пределах от 20 до 40 мм. В качестве промежуточного значения выступают 25 и 32 мм. Рабочие поверхности насадок обладают тефлоновым напылением, поэтому сварочные элементы изготовить самостоятельно нет возможности, так как к незащищенной поверхности пластик будет прилипать.
Сварка труб
Подготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом.
Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Разметка глубины посадки
В качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы.
Приспособление для разметки
Если вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины.
Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры.
Рекомендации по сварке
Если вы свариваете трубы по месту их расположения, то вам понадобится помощь ещё одного человека, который будет удерживать сварочный аппарат. Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя.
Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя.
Прежде чем будет осуществлена сварка полипропилена, необходимо определиться, где будут уложены трубы. Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе.
Для соединения труб края элементов нагреваются. Внутренняя стенка – в муфте, а трубы следует прогреть с внешней стороны. Для этого их почти до конца надевают на насадку и удерживают в течение нескольких секунд. Затем элементы нужно соединить между собой. У вас будет всего лишь пара секунд, чтобы отцентрировать их. Обычно эти работы осуществляются на глаз. Прокручивать элементы по отношению друг к другу не стоит.
Ширина шва и толщина пластика будут определять время сварки. Сварка полипропилена позволит получить надежное соединение, если материал был нагрет до нужной температуры. Перед свариванием труб кран на муфте следует открыть, в противном случае воздух будет выталкивать его из насадки. Часть пластика при соединении выходит, образуя наплыв на муфту. Если при надевании возникнут проблемы, а пластик сильно деформируется, рекомендуется снять фаску с кромки.
Методика проведения работ
Если следовать немецким нормам, то зачистка должна иметь угол, равный 15°, при этом углубление достигает 3 мм. Российские специалисты руководствуются другими правилами, они гласят, что скос фаски равен 45°, тогда как углубление — трети толщины. На практике подойдёт любая фаска в упомянутых пределах, но главным условием при этом выступает ее равномерность.
Когда выполняется сварка полипропилена своими руками, следует оставлять аппарат на подставке, которая имеет вид специальной струбцины. На регуляторе выставляется температура, равная 260 °C, однако для скорости этот параметр может быть увеличен до 280 °C.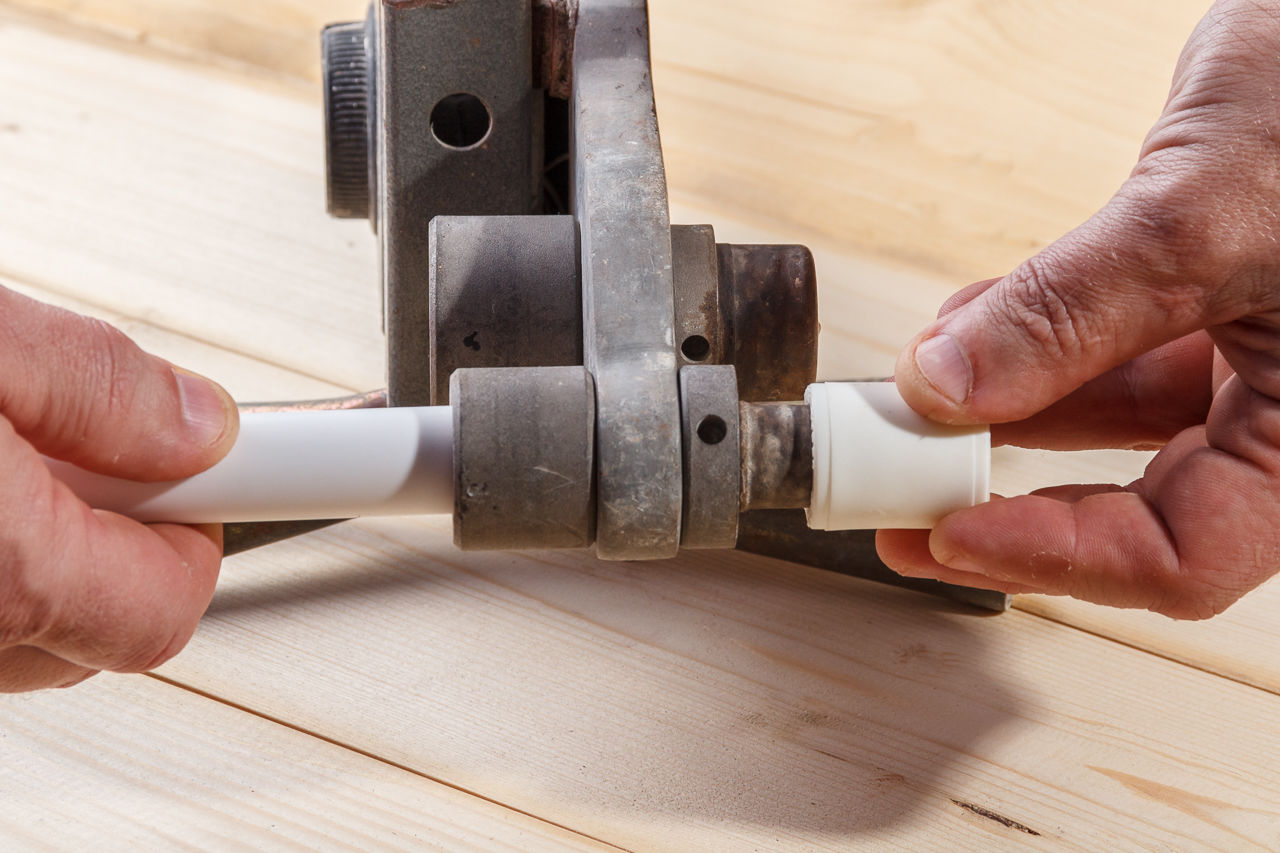 Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором.
Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором.
На нагревательную насадку элементы надеваются с трудом, поэтому их необходимо повернуть по оси. Однако вставлять трубы нельзя до упора, в противном случае они могут оплавиться внутри. Для того чтобы избежать таких неприятностей, рекомендуется делать отметки карандашом, однако со временем вы будете чувствовать нужную глубину. Как только все элементы были собраны, можно приступать к сварке на весу. В данном случае речь идёт о переходах между стенами, вводах водоснабжения и соединениях с батареями.
Как избежать ошибок
Пластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
Общие правила сварки
Сварка полипропилена может осуществляться в раструб или в стык. Отрезки и аппарат должны быть очищены не только от загрязнений, но и жира, а также масел, последние из которых особенно опасны. Использовать для обезжиривания можно спирт, ацетон или другие растворители. Что касается инструмента, то его можно очистить спиртом.
Важно позаботиться о том, чтобы ветошь для обезжиривания не оставляла волокон. К загрязнениям следует отнести слои полимера, разрушившиеся под воздействием ультрафиолета и воздуха. Их следует убрать механически. С поверхности труб при необходимости удаляется конденсат, а элементы хорошо просушиваются.
Сварка полипропилена не должна сопровождаться охлаждением шва с помощью воды или холодного воздуха. В этом случае процесс произойдёт слишком быстро, что станет причиной напряжения и снижения прочности шва. Если сварка велась при низких температурах, то охлаждение следует замедлить с помощью ткани или утеплителя.
Сварка листового полипропилена
Сварка полипропилена листового феном предполагает нагрев кромок и расположение между полотнами полипропиленовой проволоки. Все три элемента должны быть соединены друг с другом. Выбирая фен, вы должны предпочесть тот, что имеет довольно внушительную мощность. Что касается проволоки, то она должна быть изготовлена из того же материала, который предстоит соединять, в противном случае элементы будут плавиться неравномерно.
Для начала листы следует уложить на ровную поверхность и обработать кромки наждачной бумагой. Используя фен для сварки полипропилена, необходимо действовать по принципу, который схож с применением плавкого электрода. Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению.
Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению.
Применяя описываемую технологию для сварки листового полипропилена, следует помнить о том, что слишком медленное воздействие может стать причиной сильного нагрева, это приведет к деформации шва. Поэтому следует действовать оперативно. Перед началом работ нужно оценить достоинства и недостатки такой сварки. Таким образом, созданный шов будет обладать наименьшей прочностью по сравнению с теми, которые были созданы при использовании других технологий.
Максимальный коэффициент прочности при таком плавлении не достигает значения, равного 0,7. Это говорит о том, что соединять детали по такой методике можно лишь в том случае, когда они имеют не слишком толстые кромки в пределах 6 мм. Для быстрого плавления тонких деталей этот подход может стать лучшим решением.
Дополнительные рекомендации по использованию паяльника
Если вы решили осуществить сварку полипропилена паяльником, то для начала необходимо перекрыть подачу воды и демонтировать старую систему трубопровода. Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным.
Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным.
Например, если наружный диаметр составляет 16 мм, то время разогрева такой трубы должно быть равно 5 секундам, соединять элементы необходимо в течение 4 секунд, а охлаждать – 2 секунды. Проходной диаметр при этом должен составить 3/8 дюйма. Если наружный диаметр увеличивается до 40 мм, то время разогрева и соединения должно быть равно 12 и 6 мм соответственно. Охлаждать такие трубы необходимо в течение 4 секунд. С увеличением наружного диаметра до 90 мм время разогрева и соединения будет равно 40 и 8 секундам соответственно. Охлаждать трубы в данном случае необходимо в течение 8 секунд.
При использовании паяльника температура нагрева обычно составляет 260°C. Важно использовать описываемое оборудование совместно с розеткой, которая имеет заземляющий контакт. После включения паяльника на корпусе следует нажать специальную кнопку. При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева.
При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева.
Заключение
Сварка полипропиленовых труб в домашних условиях сегодня достаточно распространена. Если у вас есть в наличии специальное оборудование, вы можете заняться прокладкой пластикового трубопровода самостоятельно. После завершения всех работ необходимо удостовериться в качестве и герметичности соединений. Для этого определенный отрезок продувается. Если воздух проходит беспрепятственно, то спаек не образовалось.
|
11.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. гильза или же половина, в которую помещается конец трубы. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный.  При этом у сварочных насадок конические поверхности и диаметр в их средней части равен номинальному, поэтому, не произведя нагрев совместить трубу и фитинг не получится не только друг с другом, но и со сварочными насадками. По мере того как происходит совмещение горячей сварочной насадки вместе с трубой, происходит оплавление наружного слоя трубы и выдавливание валика, при этом происходит достаточный прогрев внутренних слоев трубы для того, чтобы сжаться и не препятствовать входу трубы в сварочную насадку. Мало отличаются процессы, происходящие при совмещении дрона и фитинга. Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту.  При этом верхушка сварочной насадки до упора фитинга, расположенного внутри, не доходит, но происходит наползание гранта на внутренний упор фитинга. В тот момент, когда упирается труба и фитинг можно почувствовать рукой, причем это ощущается не только при выполнении ручной сварки, но и при сварке на сварочном аппарате. Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. Как долго держать трубы, зависит от их диаметра. 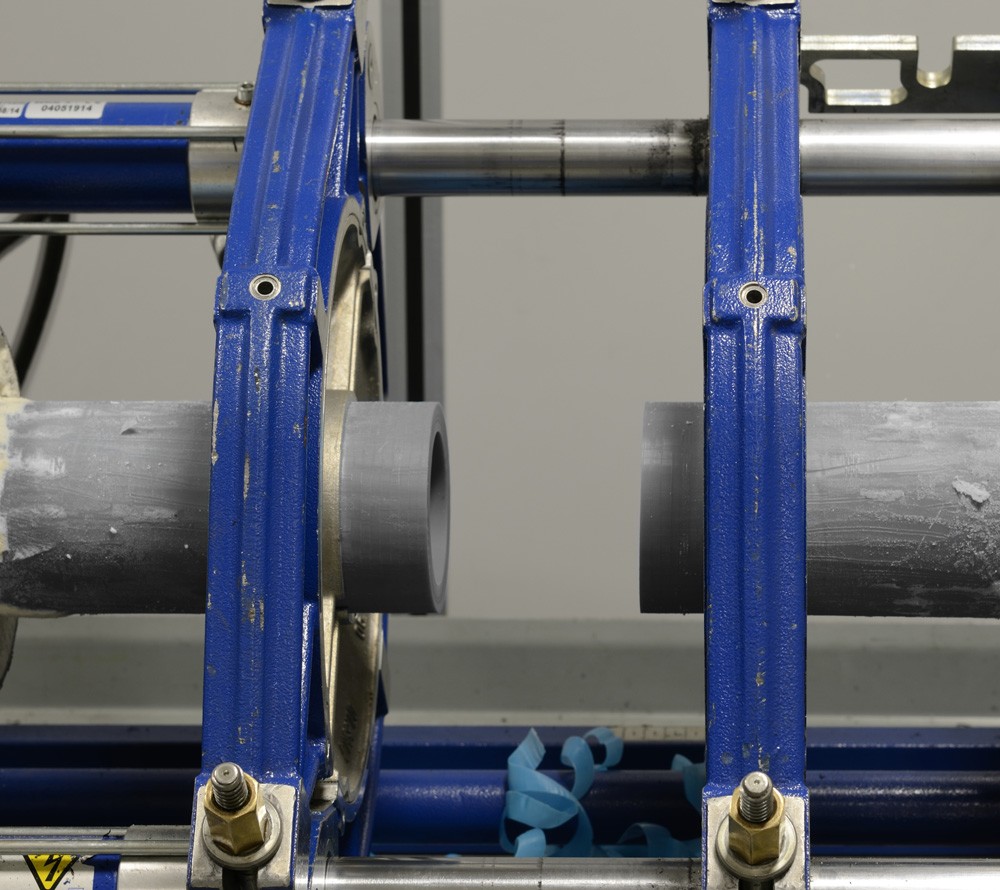 После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. При этом происходит упругое сжимание трубы и упругое растягивание фитинга. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Естественно, что после соединения детали все еще будут пластичными. Для того чтобы не произошла деформация соединений, детали желательно зафиксировать на некоторое время, которое называется фазой «фиксации». Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы.  После того как пройдет фаза «фиксации», слои перестают быть пластичными. Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
Еще одна часто встречающаяся ошибка – это чрезмерное усилие при совмещении и/или нагреве трубы. В таком случае происходит выдавливание большого гранта.  В установленном трубопроводе это будет препятствовать потоку газа или жидкости. В установленном трубопроводе это будет препятствовать потоку газа или жидкости.Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Отопление |

Сварка труб из полипропилена | смогЁм сами

Наличие необходимого инструмента и знание некоторых нюансов дает возможность многим домашним умельцам самостоятельно заменить пришедший в негодность трубопровод. Более подробно технология сварки полипропиленовых труб своими руками будет рассмотрена ниже.
Какой инструмент нужен?
Пайка полипропиленовых труб подразумевает наличие лишь двух видов инструментов. Это сварочный аппарат для полипропилена и специальные ножницы, которыми разрезается труба. Приобрести их в наше время несложно – практически в любом строительном магазине. Работы производить можно одному человеку, но если в процессе монтажа системы попадаются труднодоступные места, лучше это делать с помощником. Инструмент для выполнения сварки полипропиленовых труб отличается своими конфигурациями, среди которых необходимо выбрать более подходящую для определенного участка работ. Сварка полипропиленовых труб
Для пайки труб из полипропилена используются разнообразные фитинги. В зависимости от диаметра трубы подбирается определенного размера насадка (цанга), которая крепится на аппарат. Если используются несколько диаметров, то на паяльник крепятся разные цанги. Расположить их нужно так, чтобы в процессе работы было удобно подобраться нужной стороной к месту стыка. Если фитинг (например, тройник) нужно врезать в определенный участок трубы, это делается с помощью ножниц. Труба вставляется внутрь насадки с одной стороны, а фитинг насаживается на насадку с другой стороны паяльника одновременно с трубой. При этом нужно двумя руками придавливать элементы в сторону сварочного инструмента. Аппарат должен предварительно разогреться до определенной температуры. Время разогрева материала сварочным аппаратом приведено в специальных таблицах для разных диаметров отдельно, но при этом необходимо учитывать: участок стыка должен полностью зайти в цангу и хорошо разогреться. При этом нельзя допускать заплавления краев элемента, т.к. в противном случае такая сварка труб из полипропилена приведет к тому, что диаметр будет сужен и функциональность системы нарушится.
В зависимости от диаметра трубы подбирается определенного размера насадка (цанга), которая крепится на аппарат. Если используются несколько диаметров, то на паяльник крепятся разные цанги. Расположить их нужно так, чтобы в процессе работы было удобно подобраться нужной стороной к месту стыка. Если фитинг (например, тройник) нужно врезать в определенный участок трубы, это делается с помощью ножниц. Труба вставляется внутрь насадки с одной стороны, а фитинг насаживается на насадку с другой стороны паяльника одновременно с трубой. При этом нужно двумя руками придавливать элементы в сторону сварочного инструмента. Аппарат должен предварительно разогреться до определенной температуры. Время разогрева материала сварочным аппаратом приведено в специальных таблицах для разных диаметров отдельно, но при этом необходимо учитывать: участок стыка должен полностью зайти в цангу и хорошо разогреться. При этом нельзя допускать заплавления краев элемента, т.к. в противном случае такая сварка труб из полипропилена приведет к тому, что диаметр будет сужен и функциональность системы нарушится.
2,289 просмотров всего, 1 просмотров сегодня
Как самостоятельно сварить полипропиленовые трубы
Хозяевам, которые решили не прибегать к помощи специалистов и сварить полипропиленовые трубы своими руками, понадобятся такие инструменты как паяльник, сварочные насадки, ножницы по металлу, зачистка, рулетка, маркер, а также крепежи. Осуществить этот процесс, имея все необходимо оборудование, не так уж сложно. Но при этом необходимо иметь некоторые навыки и запастись терпением.
Технология сварки
Перед тем как перейти непосредственно к сварке необходимо подготовить аппарат. Для этого выбирается насадка для паяльника, диаметр которой должен совпадать с диаметром свариваемых труб, и крепиться на приборе. После того как насадка надежно закреплена паяльник включают в сеть и выставляют температуру около 250°C. Обычно приборы оснащены индикаторами – красным и зеленым. Если горит первый, то это значит, что паяльник в режиме нагрева, а если второй – можно приступать к работе (см. видео).
сварочный аппарат
В то время пока аппарат нагревается необходимо подготовить к сварке сами полипропиленовые трубы и фитинги. Если используются армированные конструкции, то перед работой их необходимо обработать зачисткой. С ее помощью удаляется фольга, которая может помешать надежной пайке. Далее берется подготовленная труба и фитинг, которые вставляются в насадку. Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.
Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.
оборудование
инструмент
Перед тем как переходить непосредственно к сварке полипропиленовых труб, необходимо ознакомиться с инструкцией, которая всегда идет в комплекте с оборудованием. Там должно указываться время прогрева элементов в зависимости от выбранной температуры и их диаметра. Это важно, ведь если допустить перегревание изделий, то может произойти запайка внутреннего пространства трубы, а если время будет недостаточное, то шов будет ненадежным. После прогрева элементов их осторожно вынимают и надевают друг на друга. Пока материал еще не остыл, есть возможность качественно выровнять место соединения. Считается, что удачно удалось сварить трубу, если по всей окружности стыка образовался небольшой бортик.
Сварка труб большого диаметра
для больших диаметров
Для резки труб большого диаметра используют специальные ножницы по металлу. После того как созданы отрезки необходимой длины их зачищают, на сварочный прибор надевают специальную насадку и нагревают до температуры 260°C. После прогрева прибора в насадку продеваются отдельные элементы, которые должны хорошо прогреться, пока материал не станет достаточно мягким. При этом отдельные элементы, будь то части трубы или труба и фитинг должны прогреваться одновременно. Время прогрева для полипропиленовых конструкций большого диаметра будет дольше, чем для стандартных труб и это время необходимо соблюдать, ведь в ином случае конструкция выйдет ненадежной. После полного прогрева отдельные элементы надеваются друг на друга.
После того как созданы отрезки необходимой длины их зачищают, на сварочный прибор надевают специальную насадку и нагревают до температуры 260°C. После прогрева прибора в насадку продеваются отдельные элементы, которые должны хорошо прогреться, пока материал не станет достаточно мягким. При этом отдельные элементы, будь то части трубы или труба и фитинг должны прогреваться одновременно. Время прогрева для полипропиленовых конструкций большого диаметра будет дольше, чем для стандартных труб и это время необходимо соблюдать, ведь в ином случае конструкция выйдет ненадежной. После полного прогрева отдельные элементы надеваются друг на друга.
Как варить в труднодоступных местах
Работать с конструкциями из полипропилена в труднодоступных местах достаточно сложно, так как требуется быстрота и точность движений (см. видео). При получении хоть малейших искривлений во время сварки необходима замена элементов. Во время пайки оборудование постоянно должно находиться во включенном состоянии, а нагрев отдельных элементов должен проводиться одновременно. Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.
Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.
инструкция, таблица сварки, время сварки, температура сварки. Советы от компании АРМАПласт.
Эпоха металлических труб уже давно канула в Лету, а на смену им пришел полипропиленовый аналог. Он используется в системе водопровода и отопления, как в коттедже, так и в квартире. Сварка полипропиленовых труб своими руками не требует наличия множества уникальных инструментов и специальных навыков. Принцип работы достаточно прост, необходимо лишь следовать небольшим рекомендациям и советам специалистов по сварке. Полипропилен, сам по себе, легкий и достаточно прочный материал, поэтому сложностей с монтажом не возникнет.
Инструкция по сварке полипропиленовых труб
Перед тем как приступить к работе, необходимо определиться, где будет прокладываться труба. Лучше всего заранее подготовить план, чтобы избежать ситуаций, когда сварка будет осуществляться «на весу» или в замкнутом пространстве, где без предварительно сваренных заготовок не обойтись.
Лучше всего заранее подготовить план, чтобы избежать ситуаций, когда сварка будет осуществляться «на весу» или в замкнутом пространстве, где без предварительно сваренных заготовок не обойтись.
Полипропиленовая труба собирается на полу, а затем, несколькими подходами, монтируется в общую систему.
Процесс начинается с того, что разогревается паяльник для полипропиленовых труб. Обычно, на каждом устройстве есть терморегулятор, который выставляется на рекомендованный режим. При работе с полипропиленом рабочая температура 260ºС. Более низкий температурный показатель может привести к неправильной и недолговечной сварке полипропиленовой трубы. Более высокий температурный показатель – к перегреву материала и образованию наплывов.
Как только аппарат будет готов к использованию, погаснет лампочка индикатора контроля температуры. В случае если сварка осуществляется впервые, сразу после того, как устройство сообщило о своей готовности, необходимо 5 минут подождать, а затем приступать к операции.
Первым этапом является подготовка трубы. Если необходимо, ее нужно отрезать в требуемый размер.
Для того чтобы осуществить сварку, нужно нагреть рабочие поверхности всех полипропиленовых деталей. В муфте это будет часть внутренней стенки, а вот у трубы – внешняя сторона. Для этого потребуется насадить их так, чтобы насадка (сменный нагреватель) паяльника вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от диаметра трубы.
Затем, составляющие системы нужно соединить в необходимом направлении. Подобный вид сварки позволяет в течение 2-3 секунд отцентрировать полипропиленовые трубы, для этого специальных инструментов не понадобится, нужен лишь собственный «глазомер».
Если сварка была проведена правильно, при нужной температуре, то нагретая труба будет двигаться в месте стыка, и «встанет на место». Слишком высокий температурный показатель или продолжительное удержание труб на паяльнике может привести к растеканию материала и деформации его формы, а это грозит затеканию материала внутрь трубы и сужению проходного сечения.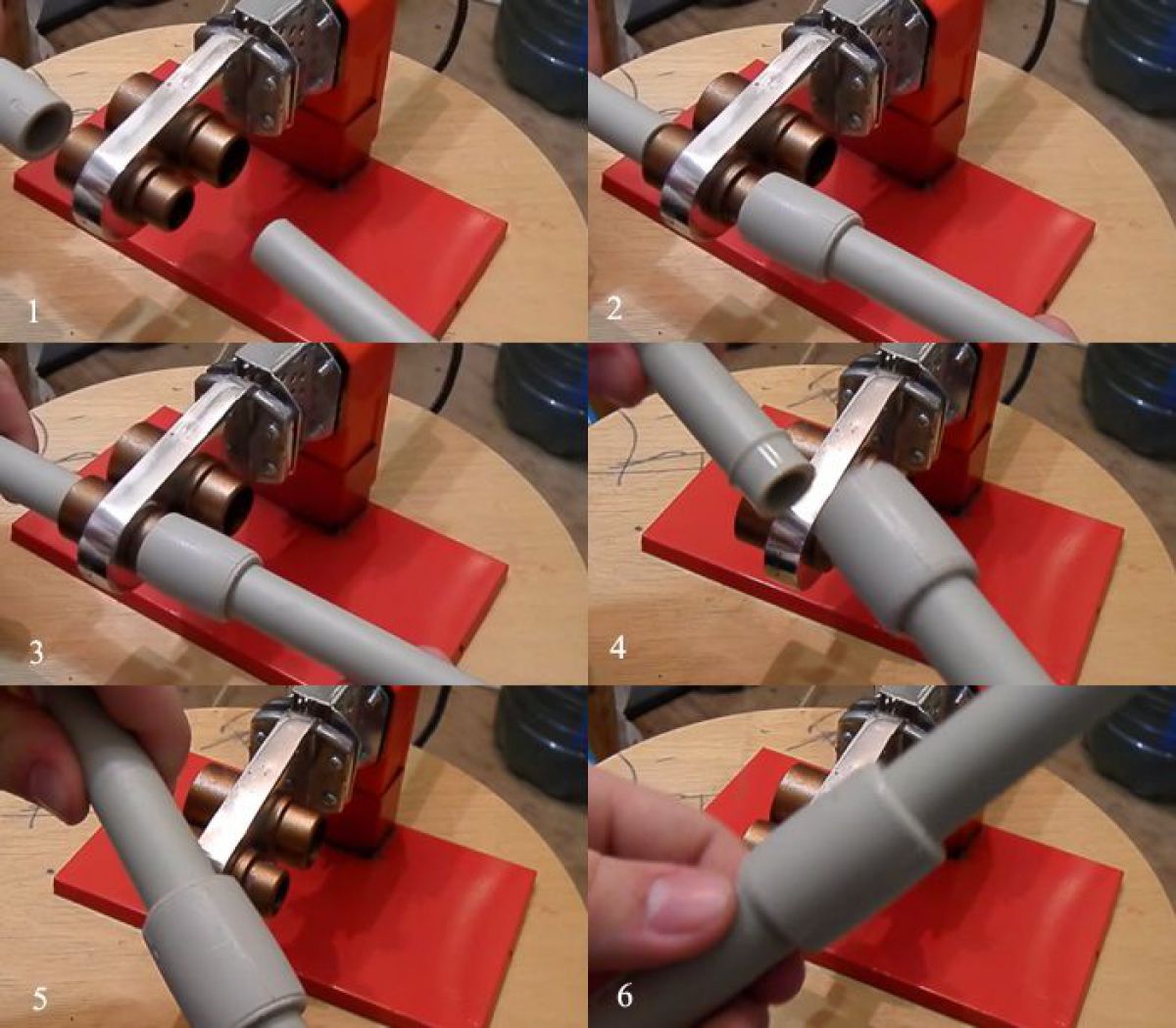 Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Если все действия были выполнены верно, то при стыковке, полипропиленовый элемент слегка растечется, образовав выпуклый шов на внешней стороне. В случае если труба не надевается и будто загибается, потребуется снять специальную фаску с кромки.
Если придерживаться стандартов немцев, то зачистка для полипропиленовых труб может иметь наклон 15º, и углубление на 2-3 мм. По российским стандартам разрешен угол в 45º и углубление на 33% от общей толщины. В принципе можно использовать любую фаску, которая находится в заданных пределах. Важно условие: она всегда должна быть равномерной.
Финальным этапом сварки является остывание, продолжительность которого также зависит от диаметра трубы.
Небольшие советы по сварке полипропиленовых труб:
- Основное требование: все элемены нужно предварительно обезжирить.
 Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки. - Необходимо отметить на полипропиленовой трубе глубину сварки, то есть границу, до которой следует насаживать насадку. Нужно понимать, что полипропиленовый фитинг имеет разный калибр, а значит и глубина введения будет различная. Поэтому перед сваркой труб нужно будет отмерить глубину, используя штангенциркуль или обычную линейку. Благодаря этому риск полностью запаять полипропиленовый элемент будет минимальным. Все необходимые параметры сварки для разных диаметров вы можете посмотреть в таблице.
- Перед тем как приступить к сварке полипропиленовых элементов, лучше всего потренироваться. Берется труба того же диаметра, что и основная система и запасной полипропиленовый фитинг. Сварка осуществляется по вышеописанной инструкции, так вы сможете определить оптимальную глубину введения и полностью вникнете в процесс.
- Смонтированный полипропиленовый трубопровод может быть заполнен теплоносителем (водой) только после того, как сварка полностью остынет. По истечению часа труба может быть подключена к системе.
 Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.Таблица параметров сварки полипропиленовых труб
Следует понимать, что полипропиленовая труба может быть сварена неправильно, это связано с неправильной разметкой глубины сварки, либо временем нагрева. В любой случае предварительная тренировочная сварка не помешает, особенно в случае первого монтажа «на весу».
Если после прочтения данной инструкции у Вас остались вопросы, вы всегда можете адресовать их нашим специалистам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80
Разница между полиэтиленовыми трубками и полиуретановыми трубками
Полиэтиленовые и полиуретановые трубки
В чем разница между полиэтиленовой трубкой и полиуретановой трубкой? Хотя оба хороши для создания нестандартных решений для труб, между ними есть некоторые тонкие различия, которые вы должны учитывать, когда выполняете работу в жилом или коммерческом помещении.
Что такое полиуретановая трубка?
Полиуретан — это пластиковый материал, который может быть как жестким, так и гибким, и его можно найти во многих товарах, которые у вас уже есть — в изоляции, автомобильных деталях и матрасах.Первоначально он был изобретен во время Второй мировой войны как замена резине, но полиуретановые трубки представляют собой более прочную альтернативу резине и используются в робототехнике и других промышленных приложениях.
Зачем использовать полиуретановые трубки?
Полиуретановые трубкиимеют множество применений, поскольку это универсальный материал, который можно производить для самых разных работ. Он прежде всего известен своей способностью растягиваться. Если вам нужна гибкость, это продукт, который вам нужно использовать. Полиуретан также способен противостоять нагреву, растрескиванию и проколам, что делает его идеальным для использования в суровых условиях.
Когда использовать полиуретановые трубки
Всем, кому необходимо создать систему труб для прокладки на открытом воздухе, следует использовать полиуретановые трубы, так как они не трескаются на морозе, устойчивы к плесени и другим химическим веществам. Полиуретановые шланги также популярны в сварочном производстве, так как обладают огнестойкими свойствами.
Полиуретановые шланги также популярны в сварочном производстве, так как обладают огнестойкими свойствами.
Что такое полиэтиленовая трубка
Полиэтилен — самый распространенный пластик в мире. Полиэтиленовые трубки — это гибкий, легкий и очень прочный материал, используемый во многих отраслях промышленности.Он безопасен для использования с широким спектром химических веществ, газов, жидкостей и материалов.
Зачем использовать полиэтиленовые трубки
Полиэтиленизвестен в промышленности как полиэтиленовая трубка или полиэтилен. Хотя он не такой гибкий, как полиуретан, он все же отлично противостоит влаге, а также трещинам и другим проколам. Благодаря своей прочности и долговечности полиэтилен часто используют для изготовления пластиковых бутылок, а также коррозионностойких труб.
Когда использовать полиэтиленовые трубки
Прозрачная полиэтиленовая трубка позволяет ему сливаться с окружающей средой, что важно, когда вы хотите, чтобы в конце вашего проекта был чистый вид. Он обычно используется в воздушных линиях, химических линиях, оболочках проводов, жидкостных линиях, продуктах питания и напитках, больницах и лабораториях. Вы даже можете использовать его для проекта освещения веревки своими руками.
Он обычно используется в воздушных линиях, химических линиях, оболочках проводов, жидкостных линиях, продуктах питания и напитках, больницах и лабораториях. Вы даже можете использовать его для проекта освещения веревки своими руками.
можно смешивать с полиуретаном
Трубы из ПВХиспользуются в основном для сантехнических целей в жилых и коммерческих зданиях. Трубы из ПВХ могут быть разных форм и цветов, чтобы помочь вам с любым индивидуальным проектом, над которым вы работаете. Хорошая труба из ПВХ может прослужить много лет или десятилетий при правильной установке.
Если ваши трубы из ПВХ смешаны с полиуретаном, не используйте их для обработки пищевых продуктов или напитков. Химический состав полиуретана выделяет газы, и это может добавить запах и вкус.
Хотя и полиуретановые, и полиэтиленовые трубы могут использоваться в самых разных проектах, между ними есть явные различия. Полиуретан следует использовать, когда вам нужно что-то гибкое и устойчивое к перегибам. Полиэтилен следует использовать, когда вам нужна дополнительная прочность или вы беспокоитесь о коррозии труб с течением времени.Наконец, полиэтилен — идеальный выбор для пищевых продуктов и напитков, поскольку он не портит запах и вкус.
Полиэтилен следует использовать, когда вам нужна дополнительная прочность или вы беспокоитесь о коррозии труб с течением времени.Наконец, полиэтилен — идеальный выбор для пищевых продуктов и напитков, поскольку он не портит запах и вкус.
Об авторе
Чарли Нельсон
Чарли Нельсон — владелец и основатель компании Nelco Cable Tie Products, которая открыла свои двери почти 35 лет назад. Сегодня Nelco является одним из крупнейших производителей кабельных стяжек и аксессуаров для электропроводки в стране. Компания имеет офисы по всей территории США и обслуживает таких клиентов, как NASA, 3M, Boeing и других.
Просмотреть полную биографию »Преимущества полипропиленовых труб для систем отопления, вентиляции и кондиционирования
«Мы делаем это именно так, потому что всегда так делали, и это работает». Вы можете часто слышать этот рефрен и использовать его сами, и в этом, безусловно, нет ничего плохого.
На самом деле, когда система проверена и вам она нравится, может иметь смысл придерживаться ее. Тем не менее, время от времени имеет смысл исследовать и внедрять новые технологии.
Тем не менее, время от времени имеет смысл исследовать и внедрять новые технологии.
Полипропиленовые трубы в мире подрядных работ по ОВиК являются как раз таким исключением.Хотя его часто считают «новым» и смешивают с другими пластиками, на самом деле он используется во всем мире почти 40 лет и является высокотехнологичным, предлагая преимущества применения в системах отопления, вентиляции и кондиционирования воздуха, которых нет у многих других пластиков. Он также предлагает несколько преимуществ по сравнению с металлическими системами труб HVAC.
Полипропиленовые трубы уже много лет используются в системах отопления, вентиляции и кондиционирования и связанных с ними системах всех типов:
• Чиллерные установки;
• Системы лучистого отопления и охлаждения;
• Охлаждение центров обработки данных;
• Геотермальные тепловые насосы;
• Снеготаяние;
• И некоторые другие, некоторые из которых выходят за рамки этой статьи.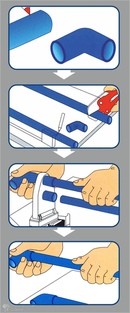
Стабильные цены и отсутствие воров с ножовками
Сколько раз вы делали ставки и к моменту принятия заявки и заказа материалов цена на металлические трубы и фитинги сильно подскочила? Сколько раз в заявке нужно было учитывать круглосуточную охрану стройплощадки? Цена на полипропиленовую трубу остается достаточно стабильной, и ее редко, если вообще когда-либо, воруют с стройплощадки.
В дополнение к этим преимуществам процесс сварки плавлением полипропилена в сочетании с гораздо меньшим весом, чем у металла, может значительно снизить трудозатраты.Сварка плавлением — это безопасная и беспламенная технология, успешно зарекомендовавшая себя во всем мире в течение почти четырех десятилетий.
Тепловое слияние — ключ к успеху
Тепловая сварка намного прочнее и надежнее, чем другие формы химического соединения (склейка, химическая сварка и т. д.), и может использоваться практически сразу, вместо того, чтобы ждать всю ночь, пока соединение затвердеет. Как правило, это либо намного быстрее, либо намного более экономично, чем большинство механических форм соединения, и, как правило, более надежно, поскольку термическое плавление не вводит в систему никаких посторонних материалов.Очевидным преимуществом по сравнению с паяной системой является отсутствие пламени или дыма при тепловом сплавлении, а также, как правило, для завершения соединения требуется лишь часть времени.
Как правило, это либо намного быстрее, либо намного более экономично, чем большинство механических форм соединения, и, как правило, более надежно, поскольку термическое плавление не вводит в систему никаких посторонних материалов.Очевидным преимуществом по сравнению с паяной системой является отсутствие пламени или дыма при тепловом сплавлении, а также, как правило, для завершения соединения требуется лишь часть времени.
Электросварочный утюг подключается к стандартной розетке 110 В и нагревается до 450-550°F. К сварочному аппарату крепятся специальные сварочные головки, предназначенные для сварки труб и фитингов различных размеров. Эти головки увеличивают площадь контакта с поверхностью, делая процесс намного быстрее, чем традиционная стыковая сварка (процесс, обычно используемый для полиэтилена и полипропилена большого размера).
Монтажник осторожно надевает трубу и фитинг на сварочные головки и позволяет им нагреваться в течение заданного на заводе времени (обычно всего несколько секунд). Затем он снимает трубу и фитинг со сварочных головок и вставляет трубу в фитинг. Трубе и фитингу дают остыть вместе под небольшим давлением. По мере охлаждения полипропилен из двух разных частей смешивается, образуя соединение, которое прочнее, чем труба или фитинг по отдельности.
Затем он снимает трубу и фитинг со сварочных головок и вставляет трубу в фитинг. Трубе и фитингу дают остыть вместе под небольшим давлением. По мере охлаждения полипропилен из двух разных частей смешивается, образуя соединение, которое прочнее, чем труба или фитинг по отдельности.
Эти соединения, если они выполнены правильно, никогда не протекают и не ломаются, потому что они имеют тот же состав, что и труба, и намного толще. Электрический утюг не выделяет паров, токсинов, летучих органических соединений или дыма во время работы, что позволяет установщику выполнять все подключения, не подвергая опасности свое здоровье, безопасность или качество воздуха в помещении.
Полипропилен также подходит для установки выпускных отверстий для сварки, что может значительно сократить трудозатраты, поскольку позволяет монтажникам просто просверлить подводящую трубу, а затем нагреть выпускной фитинг для сварки, где это необходимо.Вместо переходного тройника можно использовать один выход для сварки, заменяя два длинных соединения одним 30-секундным соединением для сварки.
Фитинги также в среднем очень дешевы (переходные фитинги стоят дороже, но использование отводов для сварки вместо редукционных тройников стоит намного меньше), что делает общую стоимость соединения чрезвычайно конкурентоспособной и часто намного ниже, чем у других трубопроводных систем. Выходы Fusion популярны среди обслуживающего персонала, поскольку они позволяют легко расширять и адаптировать системы трубопроводов HVAC.
Несмотря на то, что работе с полипропиленом нужно научиться, монтажники труб и те, кто уже знаком с термоплавкой, обычно могут работать с ним очень быстро. Полдня обучения, как правило, позволяет подготовить даже самые неопытные экипажи к действиям, а также возможна экономия трудозатрат на 25-30 процентов.
«Как это висит?»
Полипропилен-рандом (PP-R) предлагает преимущества теплового расширения, которые другие системы пластиковых трубопроводов, используемые для систем HVAC, не могут.Благодаря дополнительному экструдированному слою из стекловолокна, он устойчив к тепловому расширению на 75% по сравнению с другими пластиковыми трубами, что обеспечивает его жесткое крепление при рабочих температурах до 200°F.
При изменении температуры труб меняется их длина. Этот простой закон физики веками разочаровывал инженеров. Изменение длины может привести к возникновению огромных сил внутри системы и значительному перемещению системы трубопроводов. Совместное воздействие сил и движения часто приводило к катастрофическим отказам.Чтобы избежать этого, инженеры обычно прибегают либо к компенсационным петлям, либо к компенсаторам. Эти методы компенсации теплового расширения увеличивают стоимость и сложность трубопроводных систем.
Исторически сложилось так, что трубы были надежно закреплены с компенсатором расширения до того, как по ним пустили горячую воду. Когда поток начинается, горячая вода поступает в трубу, и она увеличивается до новой длины. Теперь возможен новый подход. С полипропиленовой технологией можно пропустить теплую воду по трубе, а затем закрепить опоры трубы.Во время нормальной работы это устраняет проблемы теплового расширения. В то время, когда вода в системе отопления отключена, трубе дают возможность снова остыть, и она будет пытаться сжиматься и находиться под напряжением.
с экструдированным слоем из стекловолокна снижает усадку на 75 процентов. Остаточное сжатие приводит к относительно низкому напряжению растяжения, которое поглощается неподвижными опорами трубы. Хотя натяжение может привести к отказам или утечкам во многих системах соединения труб, это не проблема с фитингами для сварки.
Без ржавчины или коррозии и с естественной изоляцией
Поскольку полипропилен устойчив к ржавчине, коррозии, накипи и химическим веществам, часто можно обойтись без химической обработки. Что еще более важно для систем HVAC, оно устойчиво к добавкам, таким как полиэфирное (POE) масло. Масло POE представляет собой смазку на основе сложного эфира, обычно используемую в компонентах механических систем в качестве смазки. Он может вымываться из компонентов и покрывать внутреннюю часть труб, вызывая явление, известное как растрескивание под воздействием окружающей среды.
Вдобавок ко всем этим преимуществам, полипропилен также предлагает натуральное значение R, равное 1, и превосходную скорость потока. Свойственная изоляция в некоторых случаях позволяет устанавливать систему без изоляции и может как минимум уменьшить количество необходимой изоляции. Скорость потока позволяет повысить эффективность и долговечность системы.
Свойственная изоляция в некоторых случаях позволяет устанавливать систему без изоляции и может как минимум уменьшить количество необходимой изоляции. Скорость потока позволяет повысить эффективность и долговечность системы.
В заключение
В целом, термическая сварка является одним из лучших вариантов, который может сделать установщик трубопроводов HVAC. Это быстрее и безопаснее, чем пайка или сварка; дешевле и надежнее механической фурнитуры; и прочнее и устойчивее, чем химические соединения с пластмассами.Это также один из самых экологически чистых вариантов трубопровода. Поэтому вместо того, чтобы придерживаться того, что всегда работало, возможно, пришло время изучить новый вариант трубопровода HVAC, который мог бы выделить ваш бизнес и увеличить вашу прибыль.
Дата публикации: 23.01.2012
Сварка полипропиленовых труб своими руками
Многие дома уже очень старые, можно не удивляться, что из труб течет ржавая вода, или ее напор стал мал. Это означает, что здание не ремонтировалось 25-40 лет.В этом случае полипропиленовые трубы станут оптимальным вариантом замены старых труб на новые. Сегодня они очень популярны и продаются практически во всех строительных магазинах.
Это означает, что здание не ремонтировалось 25-40 лет.В этом случае полипропиленовые трубы станут оптимальным вариантом замены старых труб на новые. Сегодня они очень популярны и продаются практически во всех строительных магазинах.
На рынке достаточно востребовано устройство для разводки полипропиленовых труб. Этот материал отвечает самым высоким требованиям. В последнее время он широко используется, поскольку не подвергается коррозии, не деформируется и не разлагается, не замерзает и не реагирует на перепады температур, не нарушает качества воды и является диэлектриком.Его стоимость намного ниже, чем у металлических или оцинкованных аналогов. Для монтажа такого трубопровода требуется специальное оборудование для сварки полипропиленовых труб.
Паять полипропилен можно гораздо быстрее, чем металл. Все изгибы и стыки составляют одно целое. Уязвимых мест в них нет, при этом у них металлические трубы. Трубы из металла содержат стыки и сварку, что усложняет пайку. Перед монтажом нужно подготовить всю необходимую фурнитуру и необходимую длину. Только после этого свариваются полипропиленовые трубы.Необходимо провести подогрев, чтобы увеличить диаметр штуцера. После этого в него на несколько миллиметров вставляется труба. При остывании размеры штуцера уменьшаются, и оба элемента прочно сцепляются друг с другом, становясь таким образом единым целым.
Только после этого свариваются полипропиленовые трубы.Необходимо провести подогрев, чтобы увеличить диаметр штуцера. После этого в него на несколько миллиметров вставляется труба. При остывании размеры штуцера уменьшаются, и оба элемента прочно сцепляются друг с другом, становясь таким образом единым целым.
Второй способ соединения — пайка. Он заключается в нагреве двух паянных деталей специальным паяльным устройством, которые затем соединяются в единое целое. Эта технология сварки полипропиленовых труб достаточно проста, но требует большой аккуратности и аккуратности.
Водопровод полипропиленовый прослужит не менее 30-50 лет. Поэтому его можно использовать для отопления и водоснабжения. А вот сварку полипропиленовых труб нужно делать правильно и аккуратно. При монтаже используются специальные крепления и кронштейны. Гибкость таких труб позволяет изготавливать самые сложные формы, а это займет гораздо меньше времени, чем работа с металлическими аналогами. Единственный недостаток полипропиленового трубопровода в том, что сварное соединение нельзя демонтировать, а деталь можно использовать повторно. Поэтому не стоит ошибаться при сборке.
Поэтому не стоит ошибаться при сборке.
Сварка полипропиленовых труб имеет важные моменты. В первую очередь необходимо обезжирить свариваемые поверхности. Перед сваркой конец трубы и внутреннюю часть фитинга необходимо протереть спиртом. Это удалит оставшуюся пыль, которая может повредить покрытие элементов. Перед сваркой необходимо сделать отметку глубины, чтобы при сварке не вставлять трубу глубже, чем положено.
Монтажные работы лучше выполнять вдвоем.Если необходимо сварить трубы прямо на месте монтажа, один человек с этой задачей не справится. Сварка полипропиленовых труб требует точного соблюдения времени нагрева. Оно составляет от 5 до 30 секунд, в зависимости от диаметра трубы. При перегреве просвет трубки сужается.
Профессиональный сварочный аппарат для полипропиленовых труб. Как паять пластиковые трубы. Мифический жезл Посейдона или сварка пластиковых труб паяльником
При строительстве и ремонте систем отопления, горячего и холодного водоснабжения все чаще меняют стальные трубы на пластиковые. Это и понятно, для их монтажа не требуется высокой квалификации сварщика, с установкой и подключением справится любой человек.
Этот процесс является чистым и пожаробезопасным по сравнению со сваркой металлических труб. Полипропиленовые трубы по своим потребительским свойствам пользуются наибольшей популярностью среди пластиковых. Для сварки таких изделий используются специальные приспособления.
Трубы полипропиленовыеотличаются низкой стоимостью, большой номенклатурой, в них продаются различные соединители и замковые устройства, что позволяет строить инженерные сети любой степени сложности в кратчайшие сроки.Это позволяет использовать специальный сварочный аппарат для пластиковых труб.
Некоторые его виды имеют высокую стоимость, но рассчитаны в основном на большие диаметры. Для монтажа внутренних инженерных сетей большинства жилых домов есть оборудование для сварки труб с очень привлекательной ценой.
Полипропилен обладает термопластичностью. При нагревании до точки плавления переходит в жидкую фазу. После охлаждения затвердевает, сохраняя все свои прочностные характеристики.
После охлаждения затвердевает, сохраняя все свои прочностные характеристики.
Если определенные участки полипропиленовых заготовок нагреть до температуры плавления, а затем прижать их друг к другу расплавленными участками, то произойдет диффузия расплавленных слоев.
Если закрепить детали и дождаться их остывания, то в результате получится новое монолитное изделие. На месте среза место детали невозможно. Эти пластические свойства успешно используются в машинах для сварки полипропиленовых труб.
Наиболее распространенные:
- аппараты бесконтактной или муфтовой сварки;
- аппараты для стыковой сварки;
- Оборудование электросварочное.
Две последние разновидности имеют высокую стоимость, они на порядок дороже.
Стыковое соединение
Особенность работы аппарата для стыковой сварки заключается в следующем. Изделия из полипропилена должны быть одинакового диаметра и толщины. Концы труб должны быть идеально зачищены и плотно прилегать друг к другу.
Они должны быть соосными и иметь возможность перемещаться вдоль оси под действием мышечных усилий человека, электрических или гидравлических сил.
Технология
Сначала соединяемые концы полимерных труб одновременно нагревают до температуры плавления пластика, затем герметично соединяют.
Расплавленный пластик из разных частей опрашивает друг друга при сжатии. В таком положении труба фиксируется до момента полимеризации расплавленного полипропиленового слоя. В результате получается монолитное внутриблочное соединение.
Процесс выглядит очень просто, так это при работе с трубами малого диаметра.А вот при использовании полипропиленовых изделий среднего и большого диаметра потребуется технологическое оборудование.
Только с ним можно обеспечить требуемую чистоту и аккуратность торцов, соосность, требуемое давление соединения стыка.
Оборудование
Аппарат стыковой сварки в частном хозяйстве применяется редко, кроме как при прокладке наружных инженерных сетей.
Внешне похож на машину. У него есть направляющие, по которым перемещаются хомуты с трубами.Имеют винтовую или червячную передачу. Для крепления полипропиленовых труб разного диаметра к хомутам крепятся секционные вкладыши.
Кроме того, в состав оборудования входит электромеханический носитель, представляющий собой двухсторонний дисковый нож. Одновременно зачищает концы подсоединяемых труб.
Носитель обычно устанавливается на шарнирную петлю, но может быть и съемным. Складных петель две, на второй плоский круглый нагреватель. Если он один, то есть приспособление для креплений.Петли также устанавливаются на направляющие.
После изготовления полипропиленовых труб носитель раскладывается и движется в направлении по направляющим.
Утеплитель сдвигается на место и устанавливается между стыками. Трубы должны доверяться ему плотно, но без усилий. Затем стыки нагревают до заданной температуры.
На последнем этапе происходит процесс сжатия. Нагреватель очищают, изделия сдвигают навстречу друг другу по направляющим, обеспечивающим их соосность.Необходимое давление создается механическим способом через червячную передачу или гидравлическим.
Оборудование стыковой сварки дорогое, применяется при строительстве магистральных пластиковых трубопроводов среднего и большого диаметра.
Электрооборудование
Технология электросваркизаключается в следующем. В каждую муфту на этапе изготовления с внутренней поверхности закладывается нагревательный элемент с двумя выводами на его наружную поверхность.
Соединяемые трубы вставляются в муфту.Соединяются специальные выводы тросовой муфты и сварочный аппарат. После этого происходит нагрев элемента, расположенного внутри муфты.
За счет этого происходит оплавление полипропиленовой трубки и муфт в районе нагревательного элемента. При отключении аппарата происходит полимеризация соединяемых частей продукта. В результате образуется монолитное соединение.
Может работать с изделиями практически любого диаметра. Им можно сваривать полипропиленовые трубы, а также изделия из полиэтилена низкого давления (ПНД).
Основным элементом является микропроцессорный блок с источником регулируемой мощности. Он сохраняет протокол сварки для управления операцией и выдает необходимый ток для получения желаемой температуры нагрева.
В заданное время, в зависимости от диаметра изделия и других условий, отключает устройство. Прибор может работать на открытых площадках в диапазоне температур -20…+60°С.
Например, аппарат Rothenberger Roweld Rofuse Print при небольшом весе и габаритах (маленький ящик весом около 20 кг) позволяет соединять ПНД и полипропиленовые трубки диаметром до 1200 мм.
Данные на них можно вводить вручную или считывать со штрих-кода, установленного на трубе производителем. Прибор прост в использовании, к нему прилагается подробная инструкция.
Технологии обшивки и сцепления
Наибольшее распространение получила технология товарной или муфтовой сварки при полипропиленовых трубах небольшого диаметра, которые в основном используются в жилищном строительстве.
Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующем внедрении изделия в муфту.
При охлаждении происходит полимеризация и получается точечное соединение. Наружный диаметр трубы немного превышает внутренний диаметр муфты, в холодном состоянии их совместить невозможно.
Когда они разойдутся до нужной температуры, то достаточно усилий человека. Устройство очень простое. Представляет собой электронагреватель с насадками и регулятором температуры.
Наибольшее распространение получили крупногабаритные и цилиндрические нагреватели .В состав оборудования входит набор насадок, режущий инструмент и приспособление для установки нагревателя.
Прибор имеет ручку с регулировкой температуры и индикатором нагрева. Сетевой кабель обычно подключается через ручку. У цилиндрического нагревателя сопла насыщены попарно и могут быть установлены под любым углом.
Баллон-нагреватель, позволяющий равномерно прогревать все смонтированные на нем форсунки. На мечевидном обогревателе патрубки установлены с двух сторон.
На мечевидном обогревателе патрубки установлены с двух сторон.
Выбор сварочного аппарата
Из-за обилия предлагаемого оборудования возникает вопрос, какой сварочный аппарат для монтажа полипропиленовых труб выбрать?
Здесь не нужно гнаться за мощностью или универсальностью. Необходимо определить для себя, с какими диаметрами придется работать в обозримом будущем. В абсолютном большинстве случаев это изделия от 16 мм и до 50 мм.
Исходя из этого выбирают насадки для сварки полипропиленовых труб.Выбор мощности прибора производится из расчета 10 Вт на 1 мм диаметра трубы, достаточно 500-800 Вт, этого достаточно для работы с любыми изделиями, используемыми в индивидуальном строительстве.
Иногда требуется соединить что-либо из листового полимера, например поливинилхлорида. В этом случае особенной, если не сказать, является обычная электрическая лестница.
Для сварки изделий сложной конструкции и тонкостенных труб большого диаметра применяют термофены и . Они незаменимы в труднодоступных местах, где невозможно разместить традиционные устройства для сварки труб.
Они незаменимы в труднодоступных местах, где невозможно разместить традиционные устройства для сварки труб.
При работе с любыми видами трубной продукции неизбежно возникает потребность в соединениях между ними. Не являются исключением и пластиковые поливинилхлоридные трубы, одним из основных способов соединения между которыми является процесс сварки.
Сварка трубы ПВХне представляет особой сложности, однако, чтобы соединение было надежным и долговечным, ее необходимо проводить в соответствии с инструкциями и рекомендациями квалифицированных специалистов.
Разновидности способов сварки труб ПВХ
Существует несколько различных вариантов сварки полихлорвиниловых труб, с особенностями которых следует ознакомиться перед сваркой труб ПВХ:
- «холодная сварка»
- ударная сварка;
- муфта сварная;
- электросварка.
«Холодная сварка
Этот способ компаундирования ПВХ труб отличается максимальной простотой в реализации. Термин «сварка» применяется к нему весьма условно: по сути, это плавкое клеевое соединение. Для его выполнения используются специальные виды клея для пластиковых материалов. Независимо от марки такого клея, в его состав всегда входит поливинилхлорид, растворенный в циклогексаноне, тетрагидрофуране и метилэтилкетоне (читай: «). При высыхании клея растворители испаряются, после чего полимерные структуры материала ПВХ и клей переплетаются.Это приводит к образованию твердого комплекса с твердой структурой.
Термин «сварка» применяется к нему весьма условно: по сути, это плавкое клеевое соединение. Для его выполнения используются специальные виды клея для пластиковых материалов. Независимо от марки такого клея, в его состав всегда входит поливинилхлорид, растворенный в циклогексаноне, тетрагидрофуране и метилэтилкетоне (читай: «). При высыхании клея растворители испаряются, после чего полимерные структуры материала ПВХ и клей переплетаются.Это приводит к образованию твердого комплекса с твердой структурой.
Для достижения максимальной эффективности соединения также используются различные добавки, добавляемые в клей. Их использование дает возможность регулировать вязкость клеевой смеси и время затвердевания соединения.
Обычно холодную сварку труб ПВХ можно проводить при температуре +5 — +35°С, однако существуют морозостойкие разновидности клея, допускающие монтаж даже при -17 ˚С.Летом выполнение манипуляций нужно производить как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполненных работ:
- Отрезает участок трубы необходимой длины.
- Фаска снимается под углом 15˚.
- Подсоединяемые трубы тщательно очищаются от загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Трубка быстро вставляется в раструб и поворачивается на 90˚ для обеспечения еще более равномерного распределения клея.
- Соединяемые элементы фиксируются примерно за полминуты, еще держась за руки.
Все манипуляции после нанесения клея должны в сумме занимать не более одной минуты, т.к. примерно за это время клей высыхает. Однако для полного формирования надежного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и ниже температура окружающей среды, тем дольше должно быть время ожидания, по завершению которого пластиковый трубопровод можно считать готовым к эксплуатации.
Ударная сварка
Это один из популярных способов соединения полимерных труб, однако для труб из ПВХ этот способ применяется реже, чем для изделий из других полимеров. Это связано с тем, что время, отводимое на процесс сварки, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы все успеть за такой короткий срок, надо все успеть, в работе требуется немалая сноровка, которой может похвастаться далеко не каждый.
Для осуществления сварки домкрата требуется специальный ручной сварочный аппарат для труб ПВХ и насадки к нему. Сами трубы разрезаются перед компаундом специальными ножницами, которые должны иметь хорошую остроту (иначе резка приводит к деформации стенок изделий).
Этапы стыковой сварки:
- Выполняется резка труб на отрезки необходимой длины.
- Концы труб очищаются от загрязнений и жира. На трубы наносятся бирки
- и делается снятие фаски.
- Подходящие на сварочном аппарате соединяемые участки изделий нагревают до нужной температуры (для изделий из поливинилхлорида она составляет +250°С).
- Сварные изделия быстро соединяются друг с другом.
- Полученная конструкция охлаждается и через короткое время готова к работе.

Сварка муфт
Муфтовой способ сварки является одним из самых востребованных при соединении труб из поливинилхлорида.Соответственно, немалый интерес представляет информация о том, как сварить таким способом трубы ПВХ.
Использование муфтовой сварки предполагает соединение трубных изделий между собой фитингами: муфтами, тройниками, переходниками и т. д. Большим преимуществом метода является его простота. В то же время определенным недостатком, препятствующим еще большему использованию муфтовой сварки, можно считать некоторую дороговизну оборудования.
В целом рабочий процесс сводится к тому, что концы трубы и муфты, вставляемой в сварочный аппарат, прогреваются до необходимой температуры.После этого для достижения необходимой пластичности изделия снимают с приспособления, а трубу вставляют в отверстие муфты, выдерживая до затвердевания с образованием монолитного соединения. Затем точно так же с противоположной стороны приваривается еще одна соединенная трубка.
Затем точно так же с противоположной стороны приваривается еще одна соединенная трубка.
Как видно, процесс такой сварки в целом довольно прост, однако для достижения прочности конструкции необходимо соблюдать определенные правила:
- Начинать и завершать прогрев трубы и муфты следует одновременно.
- Трубка и муфта должны быть полностью присоединены к частям нагревателя.
- По завершению прогрева труба и муфта быстро снимаются с устройства, после чего соединяются в заделку из поливинилхлорида с заранее сделанной компаундом отметкой глубины.
- Следует избегать даже малейших угловых отклонений изделий при сварке по одной оси.
Способ сварки муфты ПВХ очень удобен, надежен и прост, но в связи с тем, что оборудование для его выполнения есть далеко не в каждом доме, по большей части он используется мастерами при обустройстве трубопроводных линий в жилищных объектах.
Электросварка
Этот способ соединения труб ПВХ является наиболее высокотехнологичным. В нем используются специальные пластиковые муфты, оснащенные встроенными спиралями. Спирали выполняют функцию нагревателей при подаче напряжения, оплавляя пластик.
В нем используются специальные пластиковые муфты, оснащенные встроенными спиралями. Спирали выполняют функцию нагревателей при подаче напряжения, оплавляя пластик.
Преимуществами такой сварки являются скорость, простота и надежность монтажа. В то же время недостатками его является некоторая дороговизна оборудования и используемых деталей, а также то, что метод неприменим для изделий с толщиной стенки более 4 миллиметров.
Перед началом сварочного процесса следует тщательно очистить соединяемые концы труб и прилегающие к ним участки от загрязнений, пыли, влаги и жира. Затем снимается фаска с торцов, после чего трубы с обеих сторон вставляются в штуцер. Далее напряжение на спиралях муфты, которая, различая, плавит пластиковую муфту и патрубки. Помимо спиралей, муфта также снабжается специальным штрих-кодом с заложенной технической информацией, делающей автоматическое отключение при достижении нужной температуры.
Процесс электросварки нежелательно проводить при температуре окружающего воздуха ниже +5°С, так как он сопровождается удлинением времени нагрева и сокращением периода охлаждения.
 Следствием этого является хрупкость получаемого соединения и его низкое качество.
Следствием этого является хрупкость получаемого соединения и его низкое качество.Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при сварке некоторых видов ПВХ труб (встык, муфта) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности.Во избежание этого следует прикладывать больше усилий при стыковке соединяемых труб.
- В то же время чрезмерное усилие также нежелательно и может привести к деформации труб с нарушением качества соединения. Этого тоже следует избегать, а силу применять с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея известных производителей, таких как Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и другие.Несмотря на более высокую цену таких изделий, надежность и качество соединения являются достаточной компенсацией понесенных затрат.
- Разные виды сварочного оборудования могут иметь некоторые отличия, в связи с чем следует заранее изучить инструкцию по их эксплуатации, а затем внимательно ее соблюдать.
- Работу следует производить скрупулезно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение выполнения работ, строгое расположение изделий на одной оси и т.п.Только в этом случае можно получить надежное и качественное соединение, которое без проблем и нареканий сможет отлично прослужить долгие годы.

Сегодня пластиковые трубы все чаще используются для монтажа водопроводных труб. Это связано не только с их долговечностью, но и хорошими эксплуатационными свойствами. Благодаря высоким теплофизическим параметрам отлично подходит для горячего водоснабжения. Для соединения их между собой применяют склейку, опрессовку и сварку.Последний вид считается наиболее предпочтительным. Но в этом случае вам понадобится устройство, о том, как его выбрать, мы и поговорим в этой статье.
Немного об особенностях сварки
Может монтироваться в систему несколькими видами сварки: стыковой, муфтовой и коммерческой. Если у вас нет желания приобретать муфты и фитинги, то вам нужно выбрать стыковой способ соединения, так как он считается самым экономичным. Конечно, вам понадобится трубный аппарат. Принцип работы агрегата аналогичен паяльнику, поэтому его иногда называют.Устройство необходимо для обогрева соединяемых концов труб. Стыковка реализуется несколькими способами. Самый популярный – контактно-прикладной. Суть его заключается в совмещении расплавленных концов под давлением. Прочность шва в большинстве случаев не уступает прочности трубы. Главное условие – обеспечение высокой температуры, поэтому выбранный паяльник должен нагреваться до 250-260 градусов Цельсия.
Аппарат для сварки пластиковых труб: ручной или механический?
Все мы знаем, что сварочное оборудование обеспечивает нагрев обрабатываемых поверхностей и их дальнейшее соединение. Стоит обратить ваше внимание на то, что сварочное оборудование для изделий из металла и пластика имеет ряд особенностей и конструктивных отличий. Агрегаты для работы с полипропиленом можно разделить на две большие группы:
Стоит обратить ваше внимание на то, что сварочное оборудование для изделий из металла и пластика имеет ряд особенностей и конструктивных отличий. Агрегаты для работы с полипропиленом можно разделить на две большие группы:
- механическое оборудование — применяются для создания цельноблочных соединений труб большого диаметра, а также там, где необходимо приложение больших усилий; Ручной сварочный аппарат
- – идеальное решение для использования в бытовых условиях (с помощью такого агрегата возможно соединение труб, диаметр которых не превышает 12.5 см).
Подробно о механическом оборудовании
Если вы собираетесь зарабатывать на сварке, то вам однозначно стоит отдать предпочтение профессиональной модели. Большая часть механического оборудования для соединения полипропиленовых труб предназначена для интенсивной эксплуатации, в отличие от ручных агрегатов. Устройство представляет собой опорную раму, на которой размещается приборный блок и гидроагрегат. С обеих сторон устройства имеется полукольцо с захватами.Между захватами устанавливаются вкладыши, необходимые для равномерного распределения давления при соединении и центровке. Внутренний диаметр каждой втулки соответствует диаметру обрабатываемой трубы. Рабочий орган (нагревательный элемент) представляет собой литой диск со специальным покрытием. Внутри него бобы. Стоит отметить, что сварка пластиковых труб проходит с соблюдением температурного режима. Такой агрегат есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата.Это определяется тем, что данное устройство лучше подходит для труб большого диаметра.
С обеих сторон устройства имеется полукольцо с захватами.Между захватами устанавливаются вкладыши, необходимые для равномерного распределения давления при соединении и центровке. Внутренний диаметр каждой втулки соответствует диаметру обрабатываемой трубы. Рабочий орган (нагревательный элемент) представляет собой литой диск со специальным покрытием. Внутри него бобы. Стоит отметить, что сварка пластиковых труб проходит с соблюдением температурного режима. Такой агрегат есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата.Это определяется тем, что данное устройство лучше подходит для труб большого диаметра.
Утюг, или ручной сварочный аппарат для пластиковых труб
Большинство из нас предпочитают выполнять разовые работы. Конечно, в будущем этот инструмент будет полезен, но вряд ли он будет использоваться интенсивно. Устройство назвать утюгом непросто, ведь это именно настоящий бытовой прибор. Основные отличия только в дизайне. Конструкция предполагает наличие нагревательной плиты и терморегулятора.Для удобства выполняемых работ имеется специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляются два конца труб. Тефлоновое покрытие не позволяет расплавленной трубе прилипать к плите.
Конструкция предполагает наличие нагревательной плиты и терморегулятора.Для удобства выполняемых работ имеется специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляются два конца труб. Тефлоновое покрытие не позволяет расплавленной трубе прилипать к плите.
Обратите внимание на комплектацию товара
При покупке товара крайне важно обратить внимание на то, в какой комплектации он предоставляется. Все зависит от фирмы компании, однако можно выделить основные элементы, которые должны присутствовать.
Если вы собираетесь работать с трубами одного, максимум двух диаметров, то в комплект кроме блока может входить только ключ для насадок.Опять же, это довольно скромное оборудование, которое не всегда подходит. Если вы любитель, то лучше отдать предпочтение набору, где будут насадки для работы с полипропиленовыми трубами следующих димеров: 20, 25, 32 и 40 мм, которые являются наиболее распространенными.
Есть и полный комплект.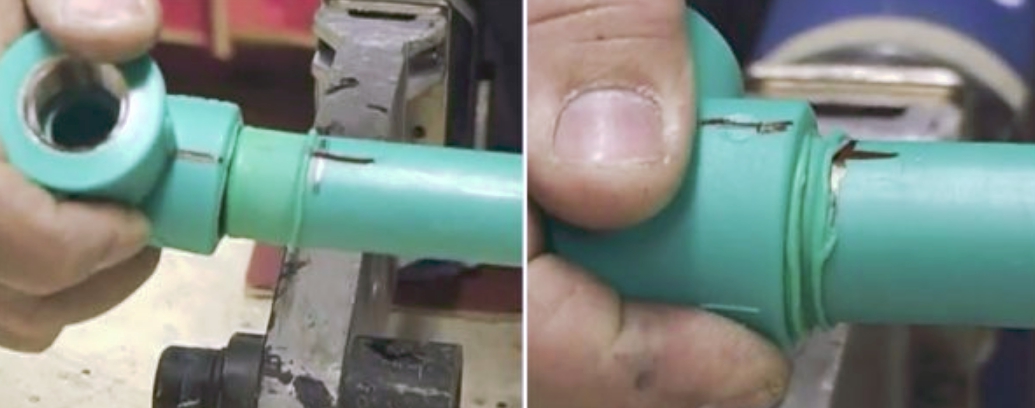 Этот вариант самый дорогой, поэтому особой популярностью пользуются только профессионалы. Если вы любитель, то такое оборудование вряд ли вам пригодится. Ну а теперь переходим непосредственно к критериям, по которым нужно покупать инструмент.
Этот вариант самый дорогой, поэтому особой популярностью пользуются только профессионалы. Если вы любитель, то такое оборудование вряд ли вам пригодится. Ну а теперь переходим непосредственно к критериям, по которым нужно покупать инструмент.
Силовое оборудование
Безусловно, аппарат для сварки пластиковых труб должен быть достаточно мощным. Этот параметр определяет не только максимально возможный обрабатываемый диаметр, но и скорость работы. Исходя из этого, можно сделать вывод, что чем больше предполагаемый объем работы, тем выше потребуется мощность.
Во многих случаях вполне достаточно инструмента средней мощности 1,5-2,0 кВт. Но в большинстве случаев целесообразно использовать несколько иной подход.Он заключается в том, что диаметр обрабатываемой трубы умножается на 10. В результате удается получить минимально необходимую мощность оборудования. В этом случае сварка пластиковых труб пройдет без проблем. Получается, что если вы хотите паять трубы диаметром 50 мм, то 50 х 10 = 500 Вт. Но покупать маломощный инструмент в конечном итоге не рекомендуется, лучше брать с запасом 20-40%.
Но покупать маломощный инструмент в конечном итоге не рекомендуется, лучше брать с запасом 20-40%.
Выбор производителя
При выборе имеет смысл обратить внимание на фирму-производителя сварочного оборудования.Стоит отметить, что сварка пластика – очень ответственное занятие, и от качества инструмента будет зависеть состояние соединения и его долговечность.
На сегодняшний день лучшие паяльные мастерские в Чехии «Ditron». Оборудование этого производителя заслужило признание во всем мире. Отличительные особенности: высокое качество и широкий функционал. Стоит отметить, что паяльник для сварки пластиковых труб из Чехии стоит немало, поэтому хорошей альтернативой станет турецкая продукция.Например, сварочный агрегат «Кандан» предназначен для работы с трубами диаметром 16-160мм. При этом качество очень хорошее, а цена приемлемая.
Заключение
Вот, в принципе, и все, что можно рассказать о выборе оборудования. Помните, что сварка пластика может привести к ожогу. По этой простой причине к нему прилагается инструкция при покупке оборудования. Если такого в комплекте не оказалось, то посоветуйтесь с профессионалами или опытными сварщиками.Они подскажут, как следует проводить сварку пластиковых труб. Инструкция, однако, все же желательна и в любом случае должна быть прочитана, и все указанные там требования должны быть выполнены. Не забывай об этом. И все будет хорошо.
Широкое распространение получила сварка полипропиленовых труб. Прокат труб из пластика благодаря дешевизне и простоте монтажа прочно занял позицию лидера при монтаже водопроводных и тепловых коммуникаций.
Эти конструкции не так долговечны, как аналоги из металла, однако большинство отдает предпочтение именно пластику.Важную, а иногда и решающую роль при выборе играют простота и скорость монтажа. А метод пайки при соединении полипропиленовых (ПП) элементов магистрали позволяет соорудить надежную и прочную конструкцию за считанные минуты.
Как паять ракетку из полипропиленовой трубы – общие понятия
На первый взгляд этот процесс кажется очень простым. Нагрейте элементы, соедините их и закрепите. Но, как показала практика, в таких действиях есть множество нюансов, пренебрежение которыми приведет к существенному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно относиться к некоторым моментам.
Нагрейте элементы, соедините их и закрепите. Но, как показала практика, в таких действиях есть множество нюансов, пренебрежение которыми приведет к существенному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно относиться к некоторым моментам.
Основная проблема в том, что некачественно выполненную работу можно определить только по истечении определенного времени обслуживания трассы. Поэтому так важно, выполняя пайку своими руками, соблюдать определенные правила.
Сварка полипропиленовых труб и фитингов основана на методе термополифукции. Суть его заключается в нагреве свариваемых элементов и их быстрых опор. Для соединения нам понадобится специальное устройство, называемое паяльником.
Как происходит процесс сварки
Диффузионная сварка полипропилена подразумевает напыление двух предварительно нагретых деталей.Эти части консеквенированы. В результате происходит взаимопроникновение материалов (так называемая диффузия) в месте стыка.
Велтер на работе позволяет четко следить за температурой нагрева. Для стыка рекомендуется брать элементы из одного материала.
Посмотреть видео-урок для начинающих — как паять полипропиленовые трубы
Физико-химические показатели сварного соединения, которое демонстрирует полипропилен, такой же, как и основной материал трубы.Поэтому система, подключенная таким способом, будет функционировать надежно и долго.
Существует несколько способов сварки, которые выбираются в соответствии с размерами монтируемой системы. Это: приклад, предохранитель и седла для пайки.
Необходимый инструмент
Для качественного соединения необходимо выбрать специальный паяльник. Его еще называют «Утюг для сварки ПП труб».
Выполнить сварку полипропиленовых труб своими руками несложно, и под силу каждому начинающему мастеру.Стоимость инструментов этой линейки от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такое устройство не рекомендуется. Это экономически не оправдано. Арендовать его лучше в любой монтажной компании.
Это экономически не оправдано. Арендовать его лучше в любой монтажной компании.
Сварочный аппарат для сварки пластиковых труб часто продается вместе с насадками разного диаметра, (чтобы можно было сворачивать трубы различного сечения) к тефлоновому покрытию. Также для работы нам понадобится следующий инструмент.
- Нож для сортировки труб.Этот инструмент также дополняет конфигурацию описываемого устройства.
- Шайвер. Это устройство предназначено для армирующего слоя на армированных трубных изделиях.
- Линия.
- Инструменты для обезжиривания.
- Фитинг.
- Нож с четкими точками.
- Маркер и тряпки.
- Файл.
Подготовительные работы
Просмотрев видео несложной технологии запайки трещины, можно приступать к практическим мероприятиям.На начальном этапе работ рекомендуется визуально проверить материалы труб на наличие дефектов или повреждений.
Если все в порядке, то сечение трубчатой сортировки нужно поменять местами с диаметром подачи. Они должны точно реагировать друг на друга.
Они должны точно реагировать друг на друга.
Затем ведро трубы необходимо нарезать на нужный размер. Разрез трубных изделий должен осуществляться строго перпендикулярно. На усиленных видах через шейдер очищаются поверхности.Далее с армированным материалом работают так же, как и с неармированным.
После заготовки места будущего примыкания следует обработать, а от посева избавиться. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да, прикол можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет в разы меньше.
Перед началом сварки полипропиленовых труб необходимо протереть изнутри фитинг и трубную заготовку снаружи.При этом удаляются абразивные образования и пыль, которые портят покрытие сварного оборудования.
Таким же образом обрабатываются сами форсунки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если это присутствует, то его необходимо немедленно удалить.
Если это присутствует, то его необходимо немедленно удалить.
Делаем закладку глубины посадки трубы
Это тоже очень важный момент для новичков — умение правильно разместить глубину посадки трубного изделия в фитинге.Фасонные элементы разного диаметра имеют неодинаковую выемку сварного соединения. По этой причине сварку можно производить только после измерения этих размеров линейкой или штангенциркулем.
Это необходимо для предотвращения слишком глубокой «посадки» трубного изделия. Если вы проигнорируете это предупреждение, перекресток будет сужен. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет должен быть выполнен с особой точностью.
Смотреть видео урок для начинающих сварщиков — как паять
Разметка деталей для сварки полипропиленовых труб — хлопотное занятие.Но, есть способ существенно сэкономить нервы и время. Например, для сортировки трубы внешним диаметром 20 мм из отрезка патрубка на 32 мм вырезается кольцо шириной 15 мм. Его можно использовать для определения точного размера посадки.
Его можно использовать для определения точного размера посадки.
Сколько времени прогревать
Перед тем, как приступить к сварке пластиковых магистралей, сварщик должен расположиться в удобном месте и прочно укрепиться. Затем можно установить форсунки. Только теперь оборудование можно подключать к электросети.Далее устройство должно прогреться. Это занимает около десяти минут.
Когда нужная температура набрана, индикатор следует перетасовать на нг. При этом мигает, что устройство готово к работе.
Как паять — описание технологии процесса для начинающих
Как сваривать полипропиленовые трубы наглядно демонстрирует предоставленное видео. В ней очень подробно объясняется вся технология процесса. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и покажет, как она применяется на практике.
Также видео подробно освещает каждый шаг действий, и как правильно приготовить дизайн.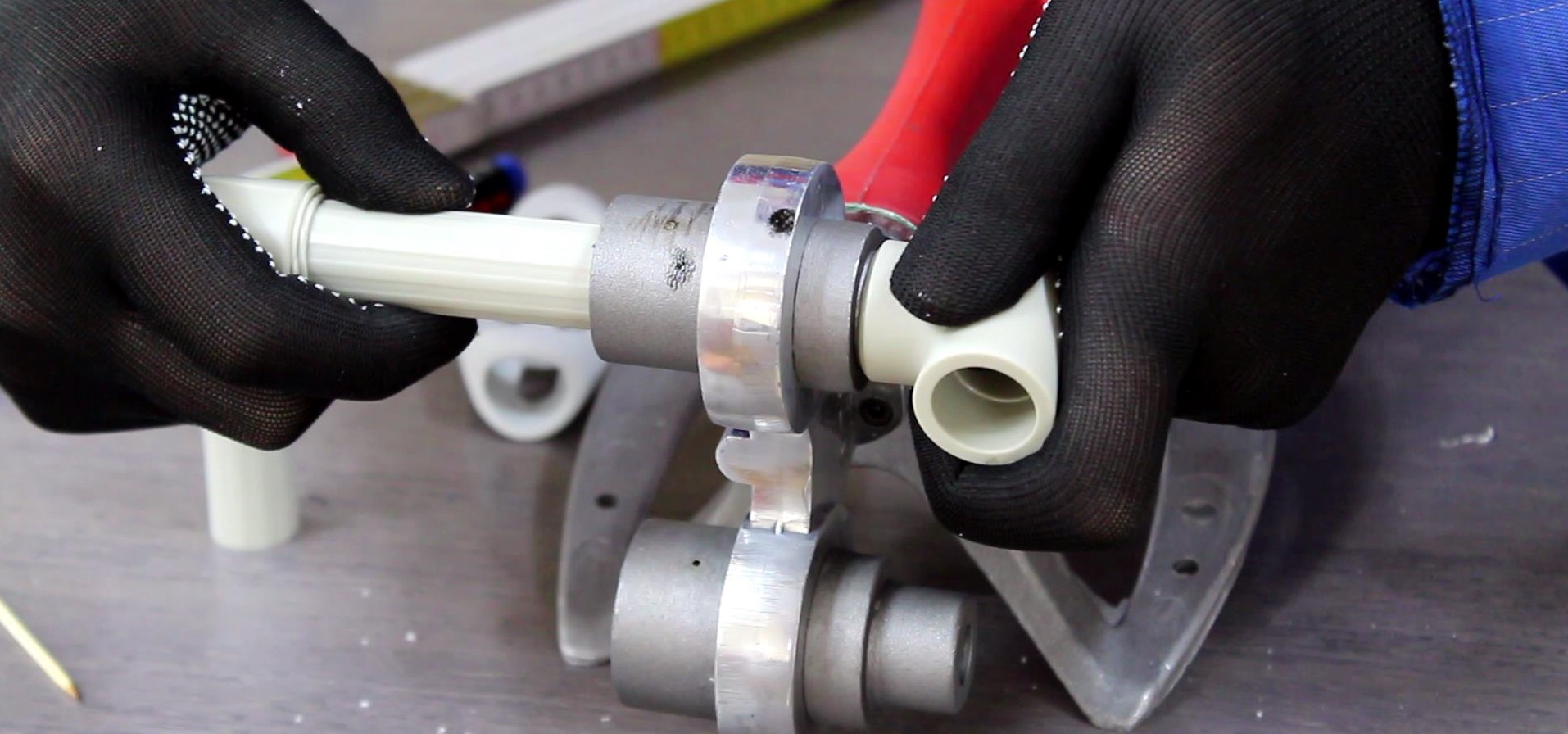 Изложенный в ней материал следует изучить очень внимательно, он будет залогом того, что дальнейшие самостоятельные действия не вызовут затруднений.
Изложенный в ней материал следует изучить очень внимательно, он будет залогом того, что дальнейшие самостоятельные действия не вызовут затруднений.
Видео-инструкция полностью подтверждает, что пользоваться сварочным аппаратом несложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно посмотрите начинающим мастерам видео урок как паять.
Регулятор выставляют температуру +260 градусов Цельсия. Этот показатель называют оптимальным для плавления изделий из полипропилена. Также безопасно тефлоновое покрытие форсунок. Контроллер на устройстве может отсутствовать.
Это не значит, что такой сварочный агрегат не подходит для того, чтобы хорошо соединять пластик. Это происходит по той причине, что не используется другая температура нагрева пластмасс, кроме указанной нормы. Поэтому не стоит сильно зацикливаться на этом вопросе.
После этого начинают производить саму пайку. Фитинг и труба одновременно одеваются на патрубок. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве выполнена в виде конуса с уклоном в пять градусов.
Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве выполнена в виде конуса с уклоном в пять градусов.
Номинальный показатель соответствует только внутреннему диаметру поверхности. Заготовку трубы необходимо вставить до упора, но дальше нажимать нельзя.Сильное журналирование в этой ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое крепление нагретых деталей из полипропилена. Также важно помнить, что переворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того, чтобы исправить небольшой недостаток, будет всего несколько секунд. Любые ходы после могут отрицательно сказаться на герметичности созданного узла.
Температурные нормы
Сварка полипропиленовых труб, как уже указано, должна выполняться по действующим правилам.Все нужно делать медленно и правильно. Все это связано с температурой. При обустройстве трубопровода очень важно, чтобы была подавлена не только температура сварки полипропиленовых труб, но и время.
Все это связано с температурой. При обустройстве трубопровода очень важно, чтобы была подавлена не только температура сварки полипропиленовых труб, но и время.
К каждому сварщику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшению внутреннего диаметра и снижению циркуляции воды в системе.
Также новички, специалисты говорят, что важно не только просто выбрать температуру 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубопроводная система.
- Температура окружающей среды.
- Продолжительность нагрева.
Температура наружного воздуха требует особого внимания. При сборочных действиях не удается избежать небольших перерывов, образующихся при снятии нагретых деталей и их сцепного ворса.
Чтобы избежать эффекта быстрого остывания при низких температурах, конструкция из полипропилена немного дольше прогревается. Рекомендуемый временной интервал при этом составляет примерно три секунды. Но, в каждом случае, это решается индивидуально.
Рекомендуемый временной интервал при этом составляет примерно три секунды. Но, в каждом случае, это решается индивидуально.
Решая вопрос температурных норм, необходимо учитывать диаметры скрепляемых деталей. Это также влияет на продолжительность и степень прогрева.
Можно значительно облегчить эту работу, если использовать специальные столы.Их можно найти в инструкции к паяльнику, или на нашем сайте.
Как паять — Важные нюансы пайки
Если действовать по установленным правилам, сварить полипропиленовые трубы и фитинги не составит труда. Даже неопытный и начинающий мастер без труда сконструирует из пластика водопровод или отопление.
Прежде чем варить собственную сеть ПП, лучше договориться с кем-то из знакомых о помощи.Паять удобнее, когда один человек держит сварочный аппарат, а второй состыковывает нагретые детали.
Смотреть видео: Пайка и типичные ошибки новичков
Самая частая ошибка, которую допускают плохо присыпанные мастера, это перегрев. Из-за этого просвет трубки сортировки сужен.
Из-за этого просвет трубки сортировки сужен.
Несмотря на большое количество нюансов, которые необходимо выполнить, для таких действий не нужны специальные знания, и каждое желание может сделать это самостоятельно в домашних условиях.
Проведение полифузионной сварки
После проведения необходимых работ по подготовке деталей и инструмента можно приступать к сварке. Для того, чтобы все сделать правильно, необходимо посмотреть видео, придерживаясь в нем инструкций для начинающих.
- Наденьте штуцер на нагретый до рабочего уровня патрубок. Требует больше обычного времени на прогрев, это связано с тем, что у него стенки толще, в отличие от стержней из полипропиленовых труб.
- На вторую насадку сварочного аппарата надеть пластиковую трубку, только после того, как начался нагрев фитинга.
- Теперь подождите, пока обе части нагреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного контакта, то нужно в процессе сварочного процесса их довернуть на 10 градусов.
- Чтобы соединение было качественным, необходимо рассчитать время всплеска. Для этого используйте специальную таблицу, от диаметра будет зависеть время пайки.
- Когда элементы нагрелись, их следует снять и плавно совместить для соединения, вставив трубу внутрь фитинга, согласно метке предварительного натяга.
- Держите обе части в течение определенного времени плотно закрытыми, пока соединительный шов не остынет, как показано на видео.

Обратите внимание, что для качественных шипов необходимо выполнять аккуратные соединения, без лишнего расплава рабочего пластического материала. Поступление избыточного полипропилена приведет к снижению проводимости трубопровода за счет уменьшения его диаметра. А это показатель того, что сварка полипропиленовых труб проведена неправильно.
Пайка с электроприваркой
Процесс подготовки аппарата для электрофекции для спайки полностью такой же, как и при полифузионной. Но способ спайки немного другой.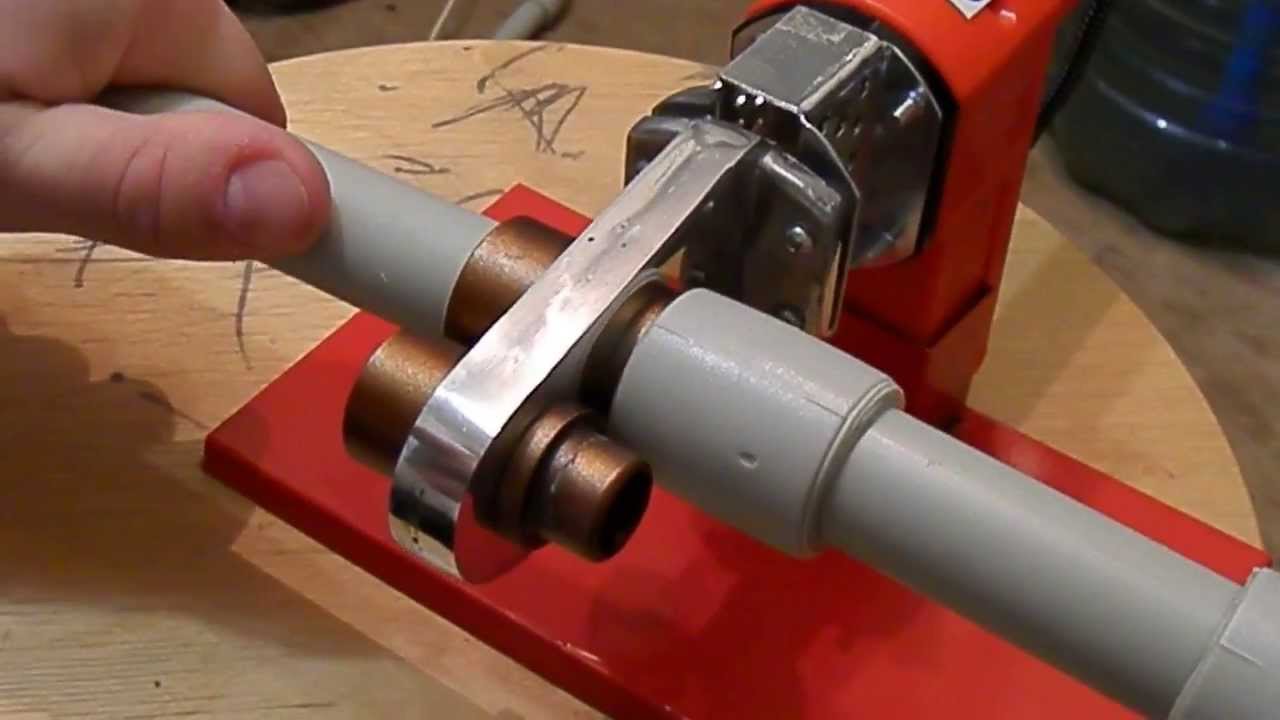
- Необходимо подготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовить сварочный аппарат.
- Вся поверхность должна быть очищена от оксидов. Также выполните обезжиривание всех деталей, предназначенных для соединения.
- Теперь, вставив трубу в фитинг, сделайте метку строительным маркером.
- Соедините электрическую арматуру с помощью паяльника со специальными проводами.
- Для начала сварки затянуть трубу в электрофитинги.
- Переведите тумблер в положение «включено» и все пройдет в автоматическом режиме.
- О том, что Спайк закончился, будут свидетельствовать специальные метки на штуцере, будет полипропилен.
При изготовлении сварки соединение должно пройти процесс естественного охлаждения.Когда все детали сохранены, и если вся техника сделана без нарушений, соединение будет очень надежным.
Чего следует избегать при сварке
В момент выполнения соединительных работ фурнитуры и деталей пластиковой конструкции их следует наглухо облегать, чтобы исключить зазор более 1 мм, иначе образуется зазор между внутренними упорами и конец, что негативно скажется на дальнейшей работе всей системы.
Смотреть видео-урок для начинающих
Не совершать лишних силовых действий, в момент соединения деталей, т.к. в результате получится внутренняя опора трубы и ее конец будет образован графом, который создаст препятствие для проводимости жидкостей внутри него.
Способы прокладки
Вопрос об электромонтаже систем ПП становится первым при монтажных работах. При этом необходимо решить, спрятать систему труб в стену, или протянуть ее открытым способом. Это особенно критично для малогабаритных квартир, ведь коммуникации занимают много места.
Наружная установка — магистральная протяжка над стеной или полом.
По возможности конструкция прячется под декоративным корпусом.Преимущества в данной ситуации следующие:
- Возможность прокладки трубопровода из любого материала.
- Простой монтаж.
- Простая компоновка.
- Низкая стоимость.
- Возможность постоянного контроля системы трубопроводов.
Недостатками таких конструкций являются:
- Без внешнего вида.
- Значительная потеря полезной площади. Очень уж больно маленькое помещение, где пара лишних сантиметров – это лишнее место, где становится сантехника.

Скрытая установка представляет собой конструкцию, имеющую эстетичный вид, так как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но и он не лишен недостатков, в виде:
- возможность брать трубопровод только из определенных материалов;
- трудоемкие подготовительные работы. Более сложная установка;
- невозможность ремонта без разборки и разрушения конструкции.
Производим разводку сетей ПП
После того, как определен способ прокладки трубопровода, и известны размеры сантехнических устройств, можно разрабатывать разводку системы, которую необходимо будет проложить в квартире или в доме .
На плане указаны точные места для установки оборудования. Все измерения должны быть выполнены с максимальной точностью. Прежде чем приступить к сварочным работам, необходимо ознакомиться со следующими рекомендациями. Эти правила просты:
Прежде чем приступить к сварочным работам, необходимо ознакомиться со следующими рекомендациями. Эти правила просты:
- Изделия из труб не должны пересекаться.
- Канализационные и водопроводные трубы проходят максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально краны снабжены гибкими шлангами.
- Профессиональных мастеров зовут Сортировать по наиболее подходящему варианту, чтобы устроить разводку любой магистрали. Основными характеристиками этих товаров является простой монтаж, а именно Спайк, который можно выполнить самостоятельно.
Как выбрать сварочный аппарат для пайки ракетки полипропиленовой трубы
Выбор сварочного аппарата не составит труда, если внимательно изучить рекомендации специалистов.Если шовную сварку выполняют диаметром до 63 мм, то в таких действиях планируется использовать муфты и семерки. Если детали для напыления имеют объем более 63 мм, то лучше применять стыковый способ сварки полипропиленовых труб.
Сортировка труб диаметром не более 40 мм может быть подготовлена с использованием машины для развальцовки полипропиленовых труб. При поперечном сечении магистрали более 49 мм в элементах помогает устройство, имеющее центрирующее устройство.
Оборудование, выполняющее сварку полипропиленовых трубопроводов, условно подразделяют на такие виды:
- Механические. Эти устройства используются для магистралей большого объема.
- Руководство. Этот тип агрегатов отлично подходит для самостоятельного использования. Они могут соединять магистрали объемом до 125 мм.
Какой сварщик выбрать следует решать, исходя из особенностей построенной системы. Также немаловажно наличие набора насадок в комплекте. Это позволит работать с автомагистралями большого объема.
Кроме вновь сказанного Мастера, нужно знать — не покупайте дешевые инструменты. Как правило, форсунки оснащены некачественным покрытием. Соответственно, спаять качественную конструкцию с таким агрегатом невозможно.
Самодельному мастеру стоит выбрать специальный агрегат для небольшой сварки. Этого вполне достаточно для нужд бытовой магистрали.
Сварка полипропиленовых труб своими руками – не сложная задача, если вся техника изучена, а у начинающего мастера есть желание выполнить эту работу.Любой электросварочный аппарат станет отличным помощником. А купив для него полный комплект необходимых насадок, можно существенно сэкономить финансы и время.
записей
Набор инструментов для сварки труб из ПНД Тема обсуждения
Разговор по вопросам безопасности при сварке труб из ПНД
Многие отрасли промышленности все чаще используют трубы из ПНД для замены бетонных и стальных магистралей, поскольку они более гибкие, пластичные и непроницаемые.В связи с этим растущим спросом увеличилась потребность в сварке секций полиэтилена высокой плотности на строительных площадках, и многие компании наблюдают неблагоприятный рост травматизма при сварке полиэтилена высокой плотности. Давайте подробнее рассмотрим сварку ПНД и рассмотрим некоторые передовые методы предотвращения травм при работе с ним на стройплощадке.
Давайте подробнее рассмотрим сварку ПНД и рассмотрим некоторые передовые методы предотвращения травм при работе с ним на стройплощадке.
Что такое сварка HDPE?
Труба из полиэтилена высокой плотности представляет собой термопластичную трубу из полиэтилена высокой плотности. Процесс соединения или сварки секций полиэтилена высокой плотности часто называют сплавлением.Существуют специальные машины для трех основных видов сварки:
Сегодня мы сосредоточимся на стыковой сварке/сварке ПЭВП. Процесс стыковой сварки ПНД представляет собой сплавление двух секций в одну под давлением. После помещения секций трубы из ПЭВП, подлежащих сварке, в сварочный аппарат, режущая головка используется для подготовки лицевой стороны обеих секций. Обрезка или шлифовка поверхностей стыков гарантирует, что они будут квадратными и ровными, что обеспечит максимальную площадь контакта между ними.Затем соединяемые поверхности трубы прижимаются к нагревательному элементу или пластине, чтобы нагреть их до 400 градусов по Фаренгейту в зависимости от размера трубы. Как только поверхности соединения нагреты должным образом, нагревательный элемент удаляется, и секции соединения с силой прижимаются друг к другу в соответствии с заданным давлением и периодом времени для плавления.
Как только поверхности соединения нагреты должным образом, нагревательный элемент удаляется, и секции соединения с силой прижимаются друг к другу в соответствии с заданным давлением и периодом времени для плавления.
После того, как материал остынет, секции трубы будут соединены вместе, и соединение будет герметизировано внутри и снаружи.
Каковы опасности сварки HDPE?
Сварка полиэтилена высокой плотности — это простой процесс, однако на рынке существует множество различных типов машин, которые рабочие могут использовать в зависимости от выполняемой работы.Соедините это с опасными работами на строительной площадке, и вдруг возникнет множество опасностей, о которых нужно знать.
Несчастные случаи с ударами и раздавливанием
В большинстве случаев трубы из ПЭВП соединяются для распределения жидкостей или газов в больших объемах. Представьте, что большие секции труб из полиэтилена высокой плотности соединяются вместе в больших масштабах для водопровода в новом жилом комплексе или для замены водопровода в вашем районе. Это может привести к соединению секций полиэтилена высокой плотности весом в сотни фунтов при перемещении по рабочей площадке.Используемая техника часто включает:
Это может привести к соединению секций полиэтилена высокой плотности весом в сотни фунтов при перемещении по рабочей площадке.Используемая техника часто включает:
На строительной площадке сварщики труб, строители и прорабы также должны быть обучены безопасному использованию сварочной машины для сварки полиэтилена высокой плотности. в качестве безопасности на рабочем месте при работе с тяжелыми неудобными участками трубы. Машина HDPE имеет движущиеся части, которые создают огромное давление и тепло. У рабочих возникает соблазн залезть в зазор между секциями трубы, чтобы удалить обрезки труб.Этого следует избегать, и следует использовать палку или щетку, чтобы защитить руки от повреждений, даже когда машина выключена.
Всегда используйте средства индивидуальной защиты, включая перчатки и обувь со стальным носком, при работе со сварочным аппаратом ПНД. Всегда обращайтесь с нагревательным элементом так, как будто он может обжечь вас или кого-то еще. Аккуратное обращение с нагревательной пластиной и ее хранение должны практиковаться до тех пор, пока это не войдет в привычку.
Всегда обращайтесь с нагревательным элементом так, как будто он может обжечь вас или кого-то еще. Аккуратное обращение с нагревательной пластиной и ее хранение должны практиковаться до тех пор, пока это не войдет в привычку.
После соединения секций ПЭВП возможны травмы раздавливания при подъеме или установке длинных секций трубы.Труба из полиэтилена высокой плотности становится все более тяжелой и громоздкой по мере увеличения длины. Когда вы работаете с несколькими сотнями футов труб и тяжелого оборудования, возможны случайные удары и раздавливания, когда нагрузки становятся неустойчивыми.
Взбивание
Труба из полиэтилена высокой плотности известна своей гибкостью. Компромисс заключается в том, что когда он изгибается, он может неожиданно выпрямиться. HDPE может хлестать, когда его перемещают или если на него оказывается давление до того, как он будет закреплен. Накопленная энергия от сгибания или изгиба может скосить все на своем пути.Все рабочие должны знать о потенциальном пути согнутой трубы из ПЭВП, если она вернется в более прямое положение.
Травмы рук и деформации рук
Травмы рук и деформации рук при работе с трубами из ПЭВП являются распространенными травмами. Это означает, что рабочие пытаются переместиться или добраться до места, где безопаснее использовать надлежащее оборудование. Получение оборудования или его использование занимает больше времени, поэтому возникает соблазн поторопиться и сделать это небезопасным способом. Эти решения приводят к перенапряжению и травмам рук, которых можно было бы избежать.
Травмы растяжения возникают при чрезмерном весе и неправильной технике подъема. Когда вы пытаетесь поднять объект, и он смещается дальше от вашего центра тяжести, тем меньше силы кора и больше усилий вам потребуется, чтобы его контролировать.
Повреждения от перенапряжения могут произойти быстро с ПЭВП, учитывая вес и неуклюжесть нескольких сотен футов соединенного трубопровода. На строительной площадке секции HDPE часто будут слишком длинными и тяжелыми для ручного подъема, поэтому будет использоваться тяжелое оборудование. Тем не менее, у рабочих возникает соблазн сместить или переместить эти секции труб вручную в нужное положение, что может привести к травмам от перенапряжения. Работайте с умом и используйте подходящие инструменты для рычагов и технику вместе с большим количеством людей, чтобы безопасно перемещать или перемещать тяжелые и неудобные участки трубы.
Тем не менее, у рабочих возникает соблазн сместить или переместить эти секции труб вручную в нужное положение, что может привести к травмам от перенапряжения. Работайте с умом и используйте подходящие инструменты для рычагов и технику вместе с большим количеством людей, чтобы безопасно перемещать или перемещать тяжелые и неудобные участки трубы.
Большинство квалифицированных рабочих используют в своей работе руки. Травмы рук ежегодно являются причиной более 10 тысяч потерянных рабочих дней в строительной отрасли. Не идите на компромисс ради времени. Используйте машины для подъема и позиционирования трубопроводов.Никогда не кладите руки в положение, при котором их можно ударить, зажать или раздавить. Вместо этого всегда ищите альтернативные инструменты, рычаги и т. д.
Соединение трубопроводов из полипропиленовых труб. Как соединить трубы пвх без паяльника Соединение полипропиленовых труб без сварки
При создании современных инженерных сетей мастера вынуждены решать, как соединить пластиковые трубы для водопровода. Технологии подключения различаются в зависимости от конкретного типа системы и других условий эксплуатации.
Технологии подключения различаются в зависимости от конкретного типа системы и других условий эксплуатации.
Пластик в конструкции коммуникаций практически заменил чугун и сталь. Полимерные трубы не требуют для соединения дорогостоящего оборудования или особой квалификации мастера.
Пластиковые водопроводные трубы своими руками можно соединить по разным технологиям. Их выбор зависит от назначения системы, типа используемого полимера и размеров трубы. Основные типы подключения:
В целом возможно соединение пластиковых труб как без сварки, так и с ней, то есть монтаж может осуществляться «горячим» (сваркой) или «холодным».
Наиболее рациональным при монтаже водопровода является. В чем его преимущества и особенности — читайте в отдельной статье.
Как организовать водоснабжение в частном доме из скважины описано.
Соединение без сварки для различных типов пластиковых труб
Соединение пластиковых труб без пайки может осуществляться различными способами. Выбор конкретной технологии зависит от типа полимерной сантехники:
Выбор конкретной технологии зависит от типа полимерной сантехники:
1.Полиэтиленовые трубы ПНД соединяются с. Для установки не требуется специального оборудования, достаточно мускульных усилий или, в крайнем случае, обжимного ключа. Такой монтаж пластиковых труб своими руками будет несложным, но займет некоторое время, так как каждый стык нужно будет тщательно обжимать. Кроме того, этот метод все же менее надежен, чем пайка.
Особенности соединения пластиковых и металлических труб
Соединение пластиковых труб с металлическими необходимо в тех случаях, когда проводится ремонт старой канализации или водопровода, где присутствуют стальные или чугунные элементы.
Если в канализационной системе стыкуются пластиковые и чугунные трубы, то монтаж стыка очень прост, с использованием специальных переходников, которые выпускаются различных размеров. А вот методы, которые традиционно используются для соединения чугунных труб, в случае с пластиковыми не подходят. В частности, из-за тиснения пластиковая труба деформируется, и о надежности соединения не может быть и речи. Также нецелесообразно заделывать цементом стык полимерной и чугунной труб – ведь пластмасса и чугун по-разному расширяются при нагреве – достаточно будет всего несколько раз наполнить трубы горячей водой, чтобы стык затвердел. теряют свою герметичность и приходят в негодность.
В частности, из-за тиснения пластиковая труба деформируется, и о надежности соединения не может быть и речи. Также нецелесообразно заделывать цементом стык полимерной и чугунной труб – ведь пластмасса и чугун по-разному расширяются при нагреве – достаточно будет всего несколько раз наполнить трубы горячей водой, чтобы стык затвердел. теряют свою герметичность и приходят в негодность.
Как соединить пластиковые трубы для водоснабжения с металлическими? Здесь требуется большая надежность, так как давление в водопроводе выше. В частности, если водопровод создается из труб диаметром до 4 см, то стык создается с помощью соответствующего фитинга. У него будет резьба на металлической стороне и стандартная муфта на пластиковой стороне.
Важно: Не забудьте тщательно герметизировать соединение со стороны металлической трубы – для этого подходят традиционные материалы и технологии, например, льняные волокна, пропитанные льняным маслом.
Если речь идет о монтаже трубопровода диаметром более 40 мм, то для соединения металлических и пластиковых деталей целесообразно использовать фланцевое соединение. Это значительно облегчает процесс установки, тем более, что подобрать подходящие переходники не составит труда.
Это значительно облегчает процесс установки, тем более, что подобрать подходящие переходники не составит труда.
А когда производится сборка трубопроводов из разных материалов, где среда будет находиться под высоким давлением, то стоит использовать металлорукав. Чтобы прикрепить такую деталь к пластиковой, понадобится соответствующий штуцер, а к металлу он крепится с помощью резьбового соединения.
Таким образом, вы сможете создать максимально надежный стык и перейти от старых металлических конструкций к более практичным и прочным пластиковым. Эти методы применимы как для отопительных, так и для водопроводных систем.
Монтаж пластиковых труб своими руками: видео
В этом разделе на видео можно увидеть, как пластиковые трубы соединяются без пайки в раструб.
Полипропиленовые трубыгораздо удобнее и практичнее своих металлических аналогов. Их основные преимущества:
- простота установки;
- не большой вес;
- не подвержен коррозии;
- не дорого.
Благодаря своим преимуществам они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не нужно никого нанимать, все можно сделать самому. Поэтому, если вам нужно заменить старый протекающий водопровод, можно смело браться за работу. Соединить полипропилен можно с помощью пайки или холодным методом.
Способ 1 — пайка
Этот способ подразумевает наличие специального сварочного аппарата, который специалисты называют «утюгом».Утюг — это своего рода паяльник, работающий от электричества. В комплекте с ним идут насадки разного диаметра.
Если вы не собираетесь профессионально заниматься монтажом водопровода, покупать такое устройство не обязательно. Его можно арендовать, обычно эту услугу предоставляют все продавцы. Процесс пайки полипропиленовых труб не сложен.
Видео: Как правильно паять трубы своими руками
Технология пайки
Полипропиленовые изделия соединяются под воздействием высокой температуры. Сама труба должна обогреваться снаружи, а все соединительные элементы изнутри. Таким образом, получается прочное соединение.
Сама труба должна обогреваться снаружи, а все соединительные элементы изнутри. Таким образом, получается прочное соединение.
Паяльные столики
- Включаем паяльник, он должен прогреться до 270 градусов С. Пока происходит нагрев, можно вырезать необходимые заготовки и зачистить их. Для удобства можно сделать пометки, которые покажут, на какую глубину погружать их в сварочный аппарат. Отрежьте их специальным труборезом или обычной ножовкой по металлу.Если резка производится ножовкой, следует обратить внимание на заусенцы и если они остались, их необходимо срезать ножом.
- После того, как паяльник нагреется до необходимой температуры, наденьте на его насадки трубу и соединительные элементы. Для качественной пайки все элементы должны быть вставлены точно. Движения должны быть быстрыми и уверенными. Детали, подвергающиеся нагреву, нельзя перемещать или скручивать.
- Когда все элементы хорошо прогреты, их вынимают из паяльника и соединяют между собой.Делается это тоже быстрыми и уверенными движениями. Детали соединяются легким нажатием (без вращения) и фиксацией на 10-15 секунд.
- После этой процедуры можно переходить к пайке следующего узла и так до победного конца, когда водопровод будет полностью приварен.
 Детали соединяются легким нажатием (без вращения) и фиксацией на 10-15 секунд.
Детали соединяются легким нажатием (без вращения) и фиксацией на 10-15 секунд.Нагретый полипропилен быстро остывает, образуя прочное и надежное соединение. Буквально за час вода может быть подана в систему.
Способ 2 — без пайки
Это метод соединения, не требующий паяльного оборудования.При этом способе возможны два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для версии с компрессионными фитингами требуется только специальный обжимной ключ. Этот ключ обычно продается с фитингами.
Если остановиться на варианте — «холодная сварка», то нужен специальный «агрессивный» клей. Его наносят на детали, после чего их соединяют и прижимают, фиксируя в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой.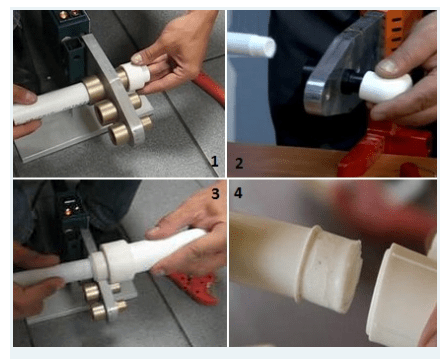 Соединение полипропиленовых труб без пайки имеет большой недостаток, а именно, по сравнению с пайкой значительно больше времени на монтаж трубопровода.
Соединение полипропиленовых труб без пайки имеет большой недостаток, а именно, по сравнению с пайкой значительно больше времени на монтаж трубопровода.
В заключение хочется сказать, что ничего сложного в самостоятельном соединении полипропиленовых труб нет. Как и в большинстве других строительных работ, от вас потребуется добросовестно и точно соблюдать все технологические нормы.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и, главное, качественно.А качество выполненных работ является залогом долговечной и надежной работы систем водоснабжения и т.д.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Правильно выполненное соединение полипропиленовых труб гарантирует прочные и очень надежные коммуникации, которые не ржавеют и имеют ряд других преимуществ.
Интересующие нас трубные изделия, характеризующиеся малым весом, простотой обработки и монтажа, а также сравнительно невысокой стоимостью, соединяются разъемным и неразъемным способами. Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Стыковая сварка идеально подходит для полипропиленовых изделий сечением более 6,3 см. При этом толщина их стенки должна быть не менее 4 мм. Процедура выполняется стационарным сварочным аппаратом, что обеспечивает очень точную настройку с различными геометрическими параметрами. Перед началом операции их концы срезают, чтобы получить полностью параллельные поверхности.Аппарат для стыковой сварки имеет специальный диск – он выполняет роль нагревательного устройства.
Стыковая сварка полипропиленовых изделий
Также при проведении такой процедуры в большинстве случаев требуется использование центрирующих элементов. Они придают соединяемым деталям из полипропилена необходимое выравнивание. Сварка в раструб рекомендуется для труб сечением менее 6,3 см. Этот тип соединения требует использования муфт и фитингов. Без них процедура невозможна.Для формирования различных стыковочных узлов (в том числе резьбовых) используются фитинги, имеющие специальные раструбы. И муфта устанавливается между двумя свариваемыми трубами.
И муфта устанавливается между двумя свариваемыми трубами.
Для раструбной сварки труб сечением до 4 см допускается использовать ручной агрегат. Оснащен насадками (нагревательными элементами), которые выполнены в виде оправки (необходимо оплавить внутреннюю часть раструба) и втулки (оплавить наружную часть).
Нагревательные элементы обычно имеют тефлоновое покрытие.Этот антипригарный состав отлично защищает насадки от выхода из строя в процессе эксплуатации. Очищайте горячие сопла после каждой отдельной сварочной операции. Для этого используются скребки по дереву или грубая ветошь (например, брезентовая). После полного остывания форсунок снять с них слой расплавленного полипропилена невозможно. Вы просто испортите дорогой тефлоновый слой.
Давайте посмотрим, как необходимо соединить рассматриваемые трубные изделия с помощью сварочного аппарата.Схема работы (примерно одинаковая для сварки встык и для процедуры с использованием муфт) следующая:
- Установите на сварочный аппарат насадки необходимого размера и поставьте аппарат на ровную поверхность.
- Установите на сварочном аппарате необходимую для сварки полипропиленовых изделий температуру (она равняется 260°С) и подождите около четверти часа (за это время сопла нагреваются до заданного уровня).
- Труборезом или ножницами обрежьте полипропиленовое изделие под прямым углом, очистите трубы от грязи и пыли, удалите с них жирные пятна (мыльным раствором или обычным спиртом).
- Сделайте отметку на трубе (она показывает глубину раструба, кроме того, к этому значению нужно добавить еще 2 мм).
- Вставьте трубу в гладкую втулку (ориентируясь на отмеченную ранее метку) и натяните раструб на оправке.
- Дождаться прогрева конструкции (время нагрева указано в инструкции к сварочному аппарату), демонтировать нагревательные элементы со сварочного аппарата и соединить их (очень важно обеспечить соосность муфты и трубного изделия) .
- Дождаться остывания конструкции. В этот период запрещается деформировать (изгибать, поворачивать) трубы.

Сварочный аппарат для соединения трубных изделий
Операция завершена. Вы получили надежный и прочный сварной шов. При необходимости обустройства разводки от магистрального трубопровода необходимо использовать специальные приварные седла. Монтируются так:
Вы получили надежный и прочный сварной шов. При необходимости обустройства разводки от магистрального трубопровода необходимо использовать специальные приварные седла. Монтируются так:
- В течение 30 секунд нагрейте сварочным агрегатом поверхность (внешнюю) магистральной трубы и седловину под сварку (операции выполняются одновременно).
- Прижать (не поворачивая) седло к трубе, выдержать нагрузку около полминуты.
- Оставьте соединение на 10 минут.
Затем просверлите стенку полипропиленовой трубы и дно седла спиральным сверлом, чтобы вывести необходимое ответвление. Целесообразно на этом этапе использовать специальную шайбу (она называется регулировочной шайбой), чтобы точно выдерживать глубину сверления.
Вышеуказанные способы соединения изделий из полипропилена требуют применения сварочных аппаратов и нагревательных плит.Не у каждого домашнего мастера есть такие приспособления. И нет смысла покупать к нему сварочный аппарат и насадки ради монтажа одного трубопровода.
В таких случаях разъемные соединения труб могут выполняться без сварки. Операция выполняется двумя способами: фитингами компрессионного типа или холодной сваркой компаундом. Вторая технология подходит исключительно для тех, по которым подается холодная вода. На соединяемые изделия наносится холодная сварка, их сильно прижимают друг к другу на 5-10 секунд.Придать соединению дополнительную герметичность можно, покрыв стык силиконовым уплотнителем или обмотав его тефлоновой лентой.
Разъёмное соединение труб без сварки
Если вы решили создать полипропиленовый трубопровод, соединяя его элементы фитингами, вам понадобится обжимной ключ. Купить его несложно в любом хозяйственном магазине. Но чаще всего такой ключ входит в комплект фурнитуры. Вам даже не придется покупать его отдельно. Для выполнения работ по этому методу потребуются следующие детали:
- крестовины, тройники;
- Шаровые краны; муфты
- ;
- адаптеры;
- седла ответвления;
- заглушки;
- квадраты с гайками (накидные).

Работать с фитингами просто — установите необходимый элемент и обогните его с помощью ключа. Но при этом будьте готовы к тому, что работа по соединению труб займет у вас очень много времени. Необходимо тщательно обжать каждый элемент конструкции, проверить качество получившегося соединения и дополнительно уплотнить его. Именно по этой причине полипропиленовые системы обычно собирают с помощью сварки.
Правда, в некоторых случаях без фурнитуры не обойтись.Например, если вам нужно соединить металлические и полипропиленовые изделия. В таких ситуациях потребуется специальная фурнитура – переходная. С одной стороны они имеют резьбу для входа стальной трубы, с другой – втулку для пайки (в нее помещается изделие из пропилена).
Также возможна сборка металлических и полипропиленовых труб с использованием: муфты со специальной накидной гайкой; муфты и американки (в этом случае также используется накидная гайка). Выберите удобный для вас способ подключения!
8845 0 0
Монтаж полипропиленового трубопровода настолько прост, что вы с легкостью сможете осуществить его даже в перерывах между просмотром любимых телепередач или сериалов. Главное придерживаться некоторых общих правил и понимать основные принципы соединения пластиковых труб … Все это я вам расскажу исходя из собственного опыта.
Главное придерживаться некоторых общих правил и понимать основные принципы соединения пластиковых труб … Все это я вам расскажу исходя из собственного опыта.
Монтажные работы
Начиная работать с полипропиленовыми трубами я в первую очередь вспомнил их основные качества:
- Невысокая цена позволила мне без особых злоупотреблений семейным бюджетом приобрести все необходимые пластмассовые изделия, включая соединительную арматуру, с некоторым запасом …Ведь даже при соответствующем опыте никто не застрахован от ошибок, и лучше иметь запасные части под рукой на случай неудачной эксплуатации, а не бегать за ними в магазин, бросая недостроенный конвейер и забытый сериал;
- Простая инструкция по соединению, включая горячие и холодные методы. Но простота не исключает необходимости наличия специального инструмента для каждого из вариантов. Далее я подробно опишу и то, и другое, так как я использовал и пайку, и обжим фитингов в разных областях. Вам лучше определиться с выбором заранее, чтобы позаботиться о наличии соответствующего оборудования. Вы можете сделать это сразу после прочтения статьи;
- Отсутствие коррозионных процессов … Поверхность пластика не подвержена внутренней коррозии, которая может быть вызвана транспортируемой жидкостью, или внешней, которая обычно появляется после укладки трубопровода в грунт. Таким образом, прокладывая подземный водопровод, я знал, что он прослужит не один десяток лет, но только с учетом качественных и стопроцентных подключений.
 Вам лучше определиться с выбором заранее, чтобы позаботиться о наличии соответствующего оборудования. Вы можете сделать это сразу после прочтения статьи;
Вам лучше определиться с выбором заранее, чтобы позаботиться о наличии соответствующего оборудования. Вы можете сделать это сразу после прочтения статьи;Если вы планируете использовать полипропиленовые трубы для монтажа системы отопления, то рекомендую приобрести армированные образцы, выдерживающие высокие температуры, что исключит риск возникновения аварийной ситуации.
Исходя из вышеизложенного, закупил материалы с запасом, достал необходимые инструменты и приготовился делать качественные соединения, которые можно оставить без присмотра на долгие годы.
Горячий метод
Там, где планировал опустить водопровод под землю, с выбором способа соединения нисколько не сомневался: только пайка. Температура плавления пропилена составляет всего 260 градусов Цельсия , а после застывания полностью герметизируются швы … Кроме того, сам процесс достаточно быстрый. Невозможность демонтажа в данном случае меня совершенно не смущала.
Welding также отлично подходит для внутренних трубопроводов. Исключением могут быть только те участки, где требуется разборка труб, или ситуация, в которой вообще нет возможности достать трубный паяльник.
Если у вас планируется разовая установка, то не обязательно приобретать дорогой сварочный аппарат для пластиковых труб; было бы рациональнее арендовать его.
Перед соединением полипропиленовых труб «горячим» методом кроме «утюга» приготовил еще следующие инструменты:
Сейчас я вам подробно опишу как соединяются полипропиленовые трубы, вы действительно успеете выполнить монтаж небольших секций в период прокрутки роликов по телевизору:
Если вы впервые паяете пластиковые трубы, то рекомендую сначала потренироваться на паре изделий, которые не будут входить в устанавливаемую систему.
Так вы «набьете руку» и сможете избежать типичных ошибок при выполнении «отделочных» работ.

- Подготовка:
- Я АМ достал паяльник из чемодана , в котором он находился, и поставил его на ровный и устойчивый дубовый стол … Вы можете поставить прибор на пол или на асфальт, главное, чтобы он имел надежное положение, ведь приходится иметь дело с высокими температурами;
- Затем вставляются патрубки соответствующие диаметрам впаиваемых элементов … В этом случае под трубу устанавливается изделие в виде своеобразной «чаши», захватывающей ее край снаружи, и под трубообразным элементом, входящим в нее и плавящимся изнутри;
- Включил устройство … Если на вашем устройстве есть регулятор мощности, то установите его на 260-270 градусов Цельсия. Если это не так, то агрегат нагреется до заданной температуры автоматически;
- Наценка. Здесь я уже перешел к работе с самими трубами. С помощью рулетки и карандаша наметил необходимые участки для формирования трубопровода … Кроме того, измерил глубину нагревательных элементов и, прибавив пару миллиметров, приложил к местам пайки. Это можно сделать после нарезки продуктов. Этот прием поможет вам контролировать погружение края сегмента в сопло, так как чрезмерное плавление может привести к образованию вздутия на шве, препятствующем прохождению жидкости;
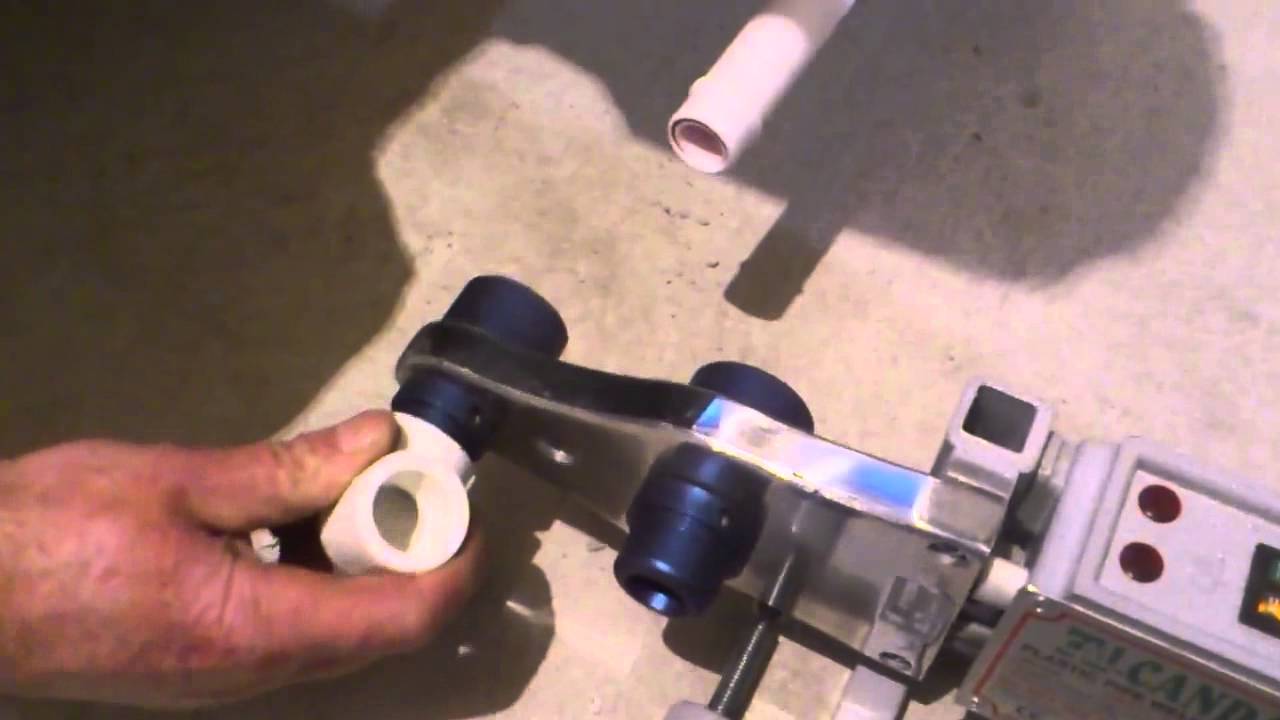 Здесь я уже перешел к работе с самими трубами. С помощью рулетки и карандаша наметил необходимые участки для формирования трубопровода … Кроме того, измерил глубину нагревательных элементов и, прибавив пару миллиметров, приложил к местам пайки. Это можно сделать после нарезки продуктов. Этот прием поможет вам контролировать погружение края сегмента в сопло, так как чрезмерное плавление может привести к образованию вздутия на шве, препятствующем прохождению жидкости;
Здесь я уже перешел к работе с самими трубами. С помощью рулетки и карандаша наметил необходимые участки для формирования трубопровода … Кроме того, измерил глубину нагревательных элементов и, прибавив пару миллиметров, приложил к местам пайки. Это можно сделать после нарезки продуктов. Этот прием поможет вам контролировать погружение края сегмента в сопло, так как чрезмерное плавление может привести к образованию вздутия на шве, препятствующем прохождению жидкости;- Резка.Здесь главное соблюдать прямой угол. Благодаря некоторому опыту у меня с этим проблем нет, то есть я поднял ножницы прямо на строчку и одним плавным, сильным движением сделал четкий рез … Тоже стараюсь резать без забот и с нужным усилием . В противном случае, если вы сделаете косые срезы, вам придется выравнивать их ножовкой или ножом. Также стоит отметить, что при использовании армированных труб необходимо предварительно снять бритвенным станком верхний слой пластика и подложенную под него фольгу;
- Тепло. На этом этапе я надел подготовленную втулку на оправку, а отрезок трубы с некоторым запаздыванием вставил в втулку-насадку … Почему поздно? Потому что стенки соединительного элемента толще, и они будут плавиться, соответственно, дольше, то есть фора им не помешает. Хранить же изделия в таком положении следует, руководствуясь следующей таблицей:
 На этом этапе я надел подготовленную втулку на оправку, а отрезок трубы с некоторым запаздыванием вставил в втулку-насадку … Почему поздно? Потому что стенки соединительного элемента толще, и они будут плавиться, соответственно, дольше, то есть фора им не помешает. Хранить же изделия в таком положении следует, руководствуясь следующей таблицей:
На этом этапе я надел подготовленную втулку на оправку, а отрезок трубы с некоторым запаздыванием вставил в втулку-насадку … Почему поздно? Потому что стенки соединительного элемента толще, и они будут плавиться, соответственно, дольше, то есть фора им не помешает. Хранить же изделия в таком положении следует, руководствуясь следующей таблицей:- Стыковка. По прошествии вышеуказанного времени, я вынул из сварочника оба фрагмента с оплавленными краями и соединил , опять же, строго под прямым углом, после чего выдержал время, указанное в следующей таблице:
| Сечение, см | Время соединения, с | Время охлаждения, с |
| 2 | 4 | 2 |
| 2,5 | 4 | 2 |
| 3,2 | 6 | 4 |
| 4 | 6 | 4 |
| 5 | 6 | 4 |
| 6,3 | 8 | 6 |
| 7,5 | 10 | 8 |
| 9 | 11 | 8 |
| 11 | 12 | 8 |
Ни в коем случае не переворачивайте соединяемые изделия в момент застывания, так как это может спровоцировать нарушение герметичности шва.

- Управление. Пропустил воду по готовому трубопроводу и проверил все соединения на герметичность … Если вдруг найдете у себя таковую, то вырежьте проблемный участок и приварите на его место новый сегмент.
Холодный метод
Компрессионные фитинги позволяют соединять полипропиленовые трубы без пайки. Все, что вам нужно, кроме самих соединительных элементов, это обжимной ключ , который, как правило, продается вместе с ними.
Сам процесс соединения труб «холодным» способом я выполнял следующим образом, когда не было под рукой «утюга», а нужно было срочно восстановить поврежденный участок водопровода:
- Отмерил и отрезал необходимый фрагмент трубы;
- Отверстие калиброванное … Очень важно, чтобы его сечение идеально подходило к диаметру хвостовика штуцера;
- Наденьте на край трубы обжим ;
- Затем вставил сам штуцер внутрь ;
- Обжал муфту специальным ключом, надежно зафиксировав ее на трубе;
- Муфту проверил на наличие характерных канавок, указывающих на хорошее соединение.

Описанный способ также хорошо решает проблему, как соединить металлическую трубу с полипропиленовой. Для этого достаточно подобрать подходящий компрессионный фитинг, на одном из концов которого имеется металлическая резьба необходимого шага и диаметра.
Если у Вас возник вопрос: «Как соединить трубу ПНД с полипропиленовой трубой?» Потом снова можно обратиться к компрессионным фитингам, так как сварка здесь, скорее всего, не справится из-за значительной разницы температур плавления этих материалов.По крайней мере, я бы не рискнул.
И немного «ложки дегтя с медом»: несмотря на некоторую универсальность «холодного» способа подключения, на его реализацию уходит гораздо больше времени. Так что, если вам предстоит установка длинного пайплайна, то за время рекламы по ТВ вы можете не успеть справиться с задачей.
Заключение
Небольшая практика и соблюдение вышеизложенных рекомендаций позволит вам прокладывать линии водоснабжения из полипропиленовых труб, практически не отрываясь от просмотра любимых сериалов и телепередач. Главное, быть внимательным и осторожным, так как на исправление допущенной ошибки уйдет гораздо больше времени, чем на своевременный контроль выполняемой работы.
Главное, быть внимательным и осторожным, так как на исправление допущенной ошибки уйдет гораздо больше времени, чем на своевременный контроль выполняемой работы.
Видео в этой статье позволит вам ознакомиться с некоторой дополнительной информацией, которая по содержанию аналогична представленному материалу. Если у вас есть дополнительные вопросы по теме, задавайте их в комментариях.
25 июля 2016 г.Если вы хотите выразить благодарность, добавить уточнение или возражение, спросить автора о чем-то — добавьте комментарий или скажите спасибо!
Соединение ПВХ с чугуном: стоит ли это делать?
Соединение ПВХ с чугуном – непростая задача.И это определенно не то, что я рекомендую делать самому обычному домашнему мастеру или домовладельцу.
Хотя я понимаю, что есть несколько причин, по которым кто-то может пойти в Интернет, чтобы узнать больше информации о соединении ПВХ с чугуном.
Так как же это сделать и хорошая ли это идея?
Зачем соединять ПВХ с чугуном?
Почему кому-то интересно узнать, как соединить ПВХ с чугуном?
Если ваш дом был построен до середины 1980-х годов, скорее всего, у вас чугунная канализационная система. И если вы добавляете новую кухню или ванную комнату, вы можете подумать о том, чтобы сделать сантехнику своими руками. Поскольку чугун больше не используется для бытовых канализационных систем, вам нужен способ подключения новой трубы из ПВХ к старой чугунной системе.
И если вы добавляете новую кухню или ванную комнату, вы можете подумать о том, чтобы сделать сантехнику своими руками. Поскольку чугун больше не используется для бытовых канализационных систем, вам нужен способ подключения новой трубы из ПВХ к старой чугунной системе.
Или вы думаете об устранении утечек в системе старого дома, чтобы отсрочить неизбежное — заменить всю систему (что, кстати, является нашей рекомендацией). Даже если вы не собираетесь заниматься этим самостоятельно, чего опять же не рекомендую, процесс может вас заинтересовать.
Что может пойти не так, если вы сделаете это сами
Прежде всего позвольте мне сказать, что работать с чугуном очень сложно. Для резки чугуна нужен специальный инструмент. Чугун также очень тяжелый, поэтому, если вы вырезаете большую часть, с этим может быть трудно справиться самостоятельно.
Существует также высокая вероятность того, что вы столкнетесь с теми же проблемами, что и мы, когда пытаемся устранить протечки чугунной канализации. На данный момент в игре большая часть чугуна настолько плоха, что найти подходящую деталь для соединения трубы из ПВХ практически невозможно.
На данный момент в игре большая часть чугуна настолько плоха, что найти подходящую деталь для соединения трубы из ПВХ практически невозможно.
А поскольку большинство чугунных систем находятся под землей, добраться до трубы или пригодного для использования участка трубы может потребовать прокладки туннеля. И я бы никому не рекомендовал прокладывать туннели своими руками, а также не рекомендовал бы нанимать бригаду для прокладки туннелей со стороны.
Кроме того, поскольку канализационные системы построены для использования силы гравитации, если вы не добьетесь правильного «падения», ваша система не будет работать, то есть вода, и отходы не будут стекать из вашей системы, как это должно быть.
Как подключить ПВХ к чугунной канализационной трубе
Для наших целей здесь я предполагаю, что вы уже знаете, где вам нужно соединить новую трубу со старой, будь то утечка или ремонт. .
Что вам нужно:
Что вам понадобится
Отметьте мелом место, где вы хотите отрезать
Шаг 2.
 Опоры для труб
Опоры для трубИспользуйте опоры для поддержки как куска трубы, который вы отрезаете, так и оставшейся трубы.Вы же не хотите, чтобы кусок этой тяжелой трубы упал.
Шаг 3. Отрежьте чугунную трубу
Наденьте защитные очки и с помощью сабельной пилы отрежьте трубу по намеченным отметкам.
Существует несколько различных инструментов для резки чугуна: резак с защелкой, сабельная пила или шлифовальная машина.
Резак-защелка может согнуть трубу или даже раздавить ее, а шлифовальные круги могут слететь при их использовании, поэтому сабельная пила, вероятно, будет лучшим выбором.
Однако имейте в виду, что для резки чугуна вам понадобится специальное лезвие.Обычные, готовые лезвия по металлу не подойдут. Вы можете арендовать пилу в местном магазине The Home Depot.
Шаг 4. Отрежьте трубу из ПВХ
Отрежьте трубу из ПВХ. Вы хотите, чтобы он был длиннее, чем область, которую вы разрезали, потому что он будет скользить в то место, где вы вырезали плохую чугунную трубу.
Шаг 5. Прикрепите резиновые адаптеры
Все, что вам нужно, это резиновые адаптеры. Для переходников не нужен герметик или клей.
Имейте также в виду, что тип используемого вами адаптера зависит от того, где вы его используете.Проверьте свой местный код, чтобы убедиться. Некоторые из них разрешены, а некоторые не могут быть закопаны под землю.
Этап 6. Вставьте трубу из ПВХ
Соедините трубу из ПВХ с чугунной, вставив ее в переходники.
Шаг 7. Проверка на наличие утечек
Вы хотите пропустить воду через трубу, чтобы убедиться в отсутствии утечек. Это не гарантированный метод проверки на наличие утечек. Вам действительно нужно заткнуть линию чем-то вроде тестового мяча. Я рассказываю о процессе здесь, в этом посте.
Поскольку каждая ситуация и каждый дом отличаются друг от друга, трудно вдаваться в подробности того, как это сделать — еще одна причина, по которой я не рекомендую выполнять такую работу самостоятельно.
Слишком много переменных и слишком много вещей, которые могут пойти не так.
Следует ли соединять ПВХ с чугуном?
Как я неоднократно упоминал в блоге, большинство чугунных канализационных систем нуждаются в замене, если не сейчас, то в ближайшее время. Так что, на мой взгляд, привязывание к плохому чугуну куска трубы из ПВХ просто создаст больше проблем в будущем.
Я не только хочу отговорить вас от самостоятельной работы из-за всех проблем, о которых я упоминал ранее, я также убежден, что большинство чугунных систем следует заменить. Из-за этого ремонт или привязка к старой системе — пустая трата времени и денег.
Позвоните нам
Хотя мы не занимаемся реконструкцией, если вы подозреваете, что в вашей чугунной канализационной системе есть утечки или у вас есть какие-либо вопросы, позвоните нам.
Мы будем рады ответить на ваши вопросы и разработать план, соответствующий вашей ситуации.С нами можно связаться по телефону 972-494-1750. И не стесняйтесь обращаться по электронной почте service@inhouseplumbingcompany.