Сварочная проволока для полуавтоматов без газа,углекислоты
Принято считать, что если у стержня присадочного материала нет защитного покрытия, то требуется использовать дополнительную газовую защиту. В большинстве случаев это и есть так, но существует проволока для сварки без газа, которая имеет в своем составе все необходимые вещества, чтобы оградить дугу от негативного влияния внешних факторов. Это могут быть деоксидирующие и шлакообразующие элементы, которые помогают шву сохранять свой первоначальный состав и не впитывать из атмосферы водород и кислород. Одной из таких разновидностей является проволока сварочная флюсовая. У нее внутри стержня располагается сердечник, в котором располагаются все вышеперечисленные элементы. Свое название она получила благодаря наличию дополнительного флюса, так что его также можно не применять во время сваривания.

Сварочная проволока для полуавтоматов без газа
Сварочная проволока для полуавтоматов без газа может подходить и для автоматических аппаратов. Ведь здесь не требуется точный контроль человека, а все может проходить без его участия. Также тут меньше проблем возникает с хранением, так как расходный материал лучше защищен от воздействия внешних факторов. Для сваривания данными материалами следует использовать не плавящиеся вольфрамовые электрода для аргонодуговой сварки. Несмотря на более высокую стоимость присадочной проволоки, здесь получается экономия на использовании защитного газа. При этом условия проведения сварки становятся более безопасными.

Вольфрамовые электрода для аргонодуговой сварки
Принцип создания защиты здесь построен следующим образом. Когда проволока расплавляется, то под действием температуры флюс начинает испарять. В это же время он образует защитный пузырь, который обладает большой устойчивостью. На него не влияют воздушные потоки, так что даже при использовании на открытом воздухе с ней не возникнет больших проблем.
Преимущества 

Проволока для сварки полуавтоматом без газа обладает следующими преимуществами:
- В ней создается открытая дуга, благодаря чему сварщику ничего не помешает следить за процессом соединения;
- В составе шва не появляется ни каких вредных примесей;
- Проволока поддерживает любые пространственные положения;
- Снижается количество используемого оборудования;
- Сварка становится более безопасной.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.

Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение | 480 | 400 | 22 | 47 |
| Максимальное значение | 580 | 490 | 27 | 120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее. Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
«Важно!
За счет содержания флюса внутри проволоки, при одинаковом диаметре с безфлюсовыми марками, они будут иметь меньшее количество наплавленного металла.»
Популярные марки
Марка проволоки | Сфера применения |
| Forte E71T-1 | Для сваривания низколегированных сталей со средним содержанием углерода |
FW12100 | Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 | Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 | Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
Величина диаметра, мм | Ток постоянный, полярность обратная, А |
1 | 18…30 |
1,6-2 | 21…35 |
3 | 25….40 |
4 | 40…50 |
5 | 50…80 |
6 | 80…125 |
Популярные фирмы
На современном рынке чаще всего встречается продукция таких компаний как:
- Барс;
- Форте;
- Elementi.
выбор сварочного аппарата, как правильно варить обычной проволокой и порошковой с флюсом
Сварочные работы – это распространенная и востребованная манипуляция, которая может быть необходима не только для выполнения различных производственных, но и бытовых задач. Современное сварочное оборудование делает сварочный процесс доступным для всех желающих, даже в том случае, если вы не являетесь профессиональным сварщикам. Для сварки в бытовых условиях рекомендуется применять полуавтомат, который выполняет сварной шов без применения газобаллонной смеси.
Особенности
Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.
Процесс сварки может продолжаться сколь угодно долго – в некоторых случаях профессиональные мастера вырабатывают в течение 1 часа до 40 м сварочной проволоки, работая беспрерывно.
Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.
Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.
Сварочный полуавтомат, обладающий массой достоинств и рядом недостатков, на сегодняшний день признан наиболее удобным и универсальным устройством, с помощью которого можно выполнить качественный сварной шов.
Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок.
Оборудование и материалы
Инверторный сварочный аппарат полуавтоматического типа можно применять для дома в бытовых условиях. Это устройство работает при подключении к электросети 220В. Работать с инвертором можно путем применения порошковой или самозащитной проволоки.
Качество и прочность такого соединения очень низкое.
У полуавтоматического аппарата принцип работы заключается в том, что электроэнергия, поступающая в аппарат от источника питания, генерируется в образование электродуги, при этом образуется большое количество тепловой энергии. Во время поступления в область сварки проволоки с флюсом тепловая энергия расплавляет этот мобильный электрод, таким образом образуется сварочная ванна, в которой и формируется соединительный шов. Подача проволоки через аппарат к месту сварки происходит равномерно, автоматическим путем. Скорость подачи может быть отрегулирована, а перемещать горелку в процессе работ придется своими руками.
Полуавтоматический аппарат состоит из таких важных узлов, как:
- кабель для подключения к источнику тока;
- система регулировки параметров работы аппарата;
- блок для механического передвижения сварочной проволоки;
- узел крепления для бобины с проволокой;
- шланг-трубопровод по которому перемещается проволока с флюсом;
- сварочный пистолет-горелка.
Сварочный полуавтомат может быть инверторный или трансформаторный.
Наибольшая степень производительности у инверторного типа аппаратов, которые имеют более универсальные параметры: быструю подготовку розжига электродуги и высокую скорость работы.
Полуавтоматы инверторного типа имеют меньшие размеры и вес, но их стоимость высока. Кроме того, инвертор имеет дополнительные опции при работе – плавный розжиг электродуги, плавная регулировка электротока, антиналипание проволоки. Трансформаторные типы аппаратов применяют стационарно, без возможности их перемещения от источника питания.
Для работы со сварочным полуавтоматом необходимо применение порошкообразного флюса.
Он состоит из веществ, препятствующих образованию окислительных процессов и поглощению металлом кислорода. Кроме того, в состав флюса входят различные присадки и компоненты, образующие шлак во время сварки. В качестве присадок используют никель, марганец, железо, кремний и так далее. Такие легирующие компоненты позволяют при малом расходе тока получить нужную температурную среду для плавки металла.Благодаря сварочной проволоке с различным составом появилась возможность делать качественные соединительные швы без применения баллонного газа.
Сварочная проволока с порошкообразным флюсом выпускается в различных вариациях:
- простая стальная трубка, заполненная порошком;
- двухслойная стальная трубка с порошком;
- трубка с флюсом, состоящая их 2 полостей и имеющая внутри 1 загиб;
- трубка с флюсом, состоящая их 2 полостей и имеющая 2 загиба.
Конструкция стальной трубки выполнена так, что стенки у нее довольно тонкие – они хрупкие и не выдерживают резких рывков, натяжения или перегибов. При настройке в аппарате подающего проволоку механизма эту особенность мини-электрода необходимо принимать во внимание, а также бережное обращение потребуется с проволокой и во время выполнения сварочных работ. Чтобы защитить сварочную проволоку от обрывов, шланг-трубопровод у аппарата нельзя перегибать, сминать или перекручивать.
Подготовка
Выполнение сварочного процесса без использования баллонного газа потребует предварительной подготовительной работы, связанной с настройкой аппарата. Чтобы выполнить сварку, необходимо определить толщину соединяемых между собой заготовок и согласно этим величинам выбрать на аппарате показатель силы электротока. Не ошибиться в этом вопросе помогут специальные таблицы, которые прилагаются в инструкции к аппарату. Если сила электротока будет меньше необходимого параметра, то качество соединительного шва может быть низким, а если выбрать чрезмерные значения для электротока, то есть риск прожечь детали насквозь.
Следующим этапом является настройка режима скорости подачи и перемещения сварочной проволоки.
Чтобы убедиться в том, что параметры у аппарата выставлены правильно, можно сделать пробную сварку на черновом изделии, а при выявлении недостатков в качестве шва – выполнить корректировку настроек.
Перед началом процесса сварки регулятор полуавтоматического аппарата устанавливают на отметку «Вперед», после чего необходимо подать проволоку и специальную воронку. Следующим шагом нужно открыть заслонку подающей воронки с проволокой и включить аппарат. После включения аппарата нужно дождаться, когда появится стойкая электродуга и только после этого можно переходить к процессу соединения деталей, выполняя кратковременные касательные движения в области сварки.
Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы. Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки.
Научиться выполнять качественные стыковочные швы можно только на практике, чтобы понять, как пользоваться полуавтоматическим аппаратом.
Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.
Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.
Металл в области сварки требуется зачистить при помощи шлифмашинки, после чего рабочие поверхности потребуется обезжирить ацетоном или техническим спиртом.
Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.
Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.
Процесс
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Готовому соединительному шву необходимо дать время для полного остывания.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.
Как варить полуавтоматом без газа, смотрите далее.
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата. Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа

Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
- С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
- Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
- Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
- Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа

Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
- Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива.
- Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку.
- Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения.
- Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом.
- На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу

В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом

В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение

Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
Проволока для сварки без газа
Проволока для сварки без газа
Принято считать, что если у стержня присадочного материала нет защитного покрытия, то требуется использовать дополнительную газовую защиту. В большинстве случаев это и есть так, но существует проволока для сварки без газа, которая имеет в своем составе все необходимые вещества, чтобы оградить дугу от негативного влияния внешних факторов. Это могут быть деоксидирующие и шлакообразующие элементы, которые помогают шву сохранять свой первоначальный состав и не впитывать из атмосферы водород и кислород. Одной из таких разновидностей является проволока сварочная флюсовая. У нее внутри стержня располагается сердечник, в котором располагаются все вышеперечисленные элементы. Свое название она получила благодаря наличию дополнительного флюса, так что его также можно не применять во время сваривания.
Сварочная проволока для полуавтоматов без газа
Сварочная проволока для полуавтоматов без газа может подходить и для автоматических аппаратов. Ведь здесь не требуется точный контроль человека, а все может проходить без его участия. Также тут меньше проблем возникает с хранением, так как расходный материал лучше защищен от воздействия внешних факторов. Для сваривания данными материалами следует использовать не плавящиеся вольфрамовые электрода для аргонодуговой сварки. Несмотря на более высокую стоимость присадочной проволоки, здесь получается экономия на использовании защитного газа. При этом условия проведения сварки становятся более безопасными.
Вольфрамовые электрода для аргонодуговой сварки
Принцип создания защиты здесь построен следующим образом. Когда проволока расплавляется, то под действием температуры флюс начинает испарять. В это же время он образует защитный пузырь, который обладает большой устойчивостью. На него не влияют воздушные потоки, так что даже при использовании на открытом воздухе с ней не возникнет больших проблем.
Преимущества
Проволока для сварки полуавтоматом без газа обладает следующими преимуществами:
- В ней создается открытая дуга, благодаря чему сварщику ничего не помешает следить за процессом соединения;
- В составе шва не появляется ни каких вредных примесей;
- Проволока поддерживает любые пространственные положения;
- Снижается количество используемого оборудования;
- Сварка становится более безопасной.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.
Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
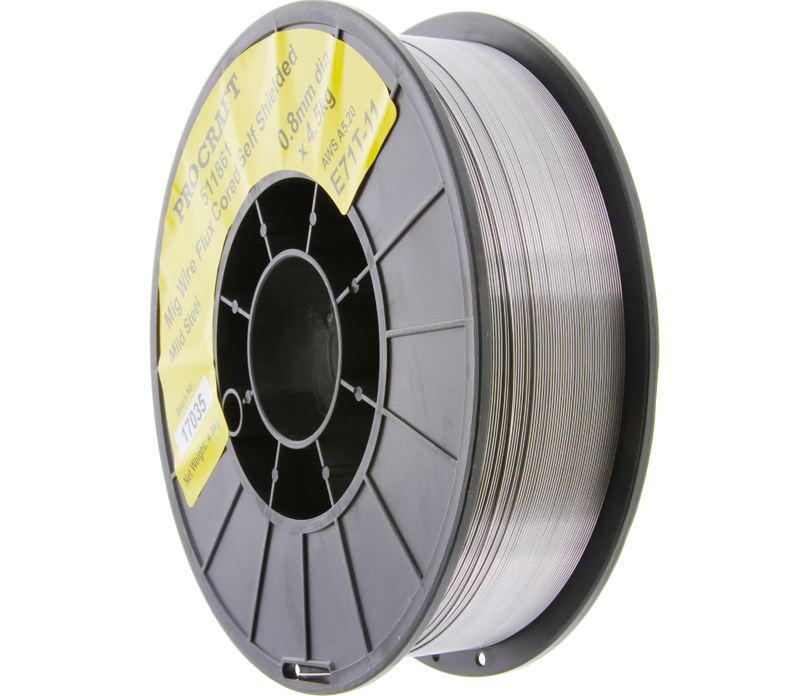
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % |
Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение | 480 | 400 | 22 | 47 |
| Максимальное значение | 580 | 490 | 27 | 120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее. Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
«Важно!
За счет содержания флюса внутри проволоки, при одинаковом диаметре с безфлюсовыми марками, они будут иметь меньшее количество наплавленного металла.»
Популярные марки
Марка проволоки | Сфера применения |
| Forte E71T-1 | Для сваривания низколегированных сталей со средним содержанием углерода |
FW12100 | Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 | Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 | Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
Величина диаметра, мм | Ток постоянный, полярность обратная, А |
1 | 18…30 |
1,6-2 | 21…35 |
3 | 25….40 |
4 | 40…50 |
5 | 50…80 |
6 | 80…125 |
Популярные фирмы
На современном рынке чаще всего встречается продукция таких компаний как:
Автор: Игорь
Дата: 25.09.2016
Рейтинг статьи:
Загрузка…svarkaipayka.ru
Сварка полуавтоматом без газа
Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.
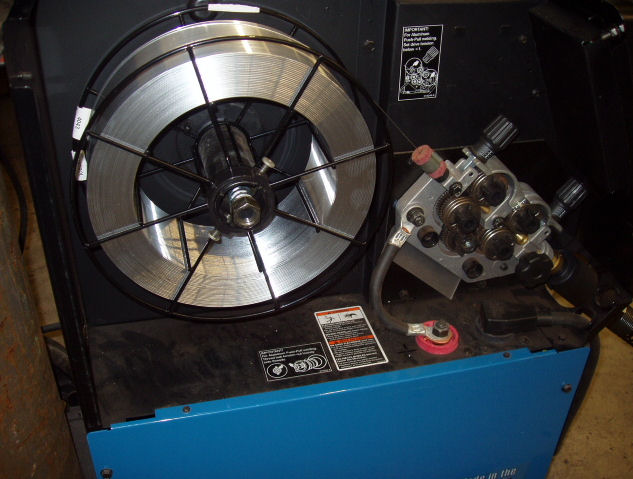
Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата
Образец низкой стоимости провода газовой сварки СО2бесплатный для рынка
заваркиСварочная проволока для защиты от газа CO2 из ER70S-6
Описание продукта
1. Характеристика продукта:
1.1. Высокий КПД
1.2. Небольшие брызги
1.3. Красивый сварочный шов
1.4. Возможна автоматическая или полуавтоматическая сварка
2.Применение:
В основном используется для сварки низкоуглеродистой стали, широко используется в автомобильной промышленности, мостостроении, машиностроении, стальных конструкциях, судостроении и производстве торговых контейнеров и т. Д.
3. Химический состав :
C | Mn | Si | S | P | Cu | Другое |
0.06-0,15% | 1,40-1,85% | 0,80-1,15% | <0,035% | <0,025% | <0,5% | <0,5% |
Прочность соединения (МПа) δ | прочность на уступку (МПа) δ0,2 | индекс удлинения δ5% | величина удара Акв -30 (Дж) |
545 | 435 | 22 | 27 |
5.Электрические свойства:
Диаметр | 0,8 мм | 1,0 мм | 1,2 мм | 1,6 мм |
Ток | 50-180 | 70-240 | 80-350 | 120-450 |
Напряжение | 16-21 | 17-27 | 18-30 | 18-30 |
Производственный поток
Упаковка и доставка
1.Порт загрузки: порт Циндао или порт Тяньцзинь
2. Срок доставки: 15-20 дней после подтверждения
3. Обработка поверхности: медное покрытие
4. Упаковка:
5 кг / катушка, намотанная на пластиковой катушке , Затем обернутые полиэтиленовой пленкой мембраны, затем поместите в картонную коробку (одна катушка, одна коробка), 200 комплектов должны быть сложены на поддоне, 24 поддона точно заполняют 20-футовый контейнер.
15 кг / катушка, намотанные на пластиковую катушку, затем обернутые полиэтиленовой пленочной мембраной, затем уложены в картон (одна катушка, одна картонная коробка), 72 комплекта должны быть сложены на поддоне, 22 поддона точно заполняют 20-футовый контейнер.
Информация о компании
Tianjin Zhiyan Import & Export Co., Ltd. специализируется на продаже различных стальных изделий, включая стальную катанку всех размеров, стальную арматуру, горячеоцинкованную и гальванизированную стальную проволоку, металлическую проволоку, чистую и отожженную. проволока и все виды небольшой упаковочной стальной проволоки для крепления стальных гвоздей, бетонных гвоздей и гвоздей, заборов, сеток и столбов для забора, например, в стилях T и L. Мы также поставляем инструменты, такие как гидравлические инструменты для обжима, цилиндры, гибочные станки, кабельные резаки, портативные гидравлические электрические стальные прутки и мини-арматурные станки.Доступны и другие продукты, такие как стальные опоры и леса.
Удовлетворение потребностей клиентов — наша рабочая цель. Приглашаем Вас посетить нашу компанию.
Наши услуги
Мы предлагаем хорошие услуги для наших клиентов:
1. Бесплатные образцы для тестирования;
2. Хорошее состояние оплаты;
3. Доставка быстрая и быстрая линия доставки;
4. Ответственный за все проблемы качества.
Контактная информация
Mr.Кевин Ван
Skype: wlzkevin Wechat: 1739743678
Мобильный и Whatsapp: 15822218195
Электронная почта: kevin @ zyie.com.cn
Веб-сайт: www.tjzhiyan.en.alibaba.com
.Порошковая проволока для безгазовой сварки E71T GS Сварочная проволока без газа или MIG ER70S 6 0,6 / 0,8 / 0,9 мм 1 кг Стальной сварочный материал | сварочная проволока | флюс для проволоки для сварки флюс
Характеристики 2 провода:
MIG Wire ER70S-6, нужен защитный газ:
AWS A5.18 ER70S-6 (SG2 G3Si1) — идеальный присадочный металл для всех основных материалов прокатной окалины от средних до тяжелых, листового металла с пределом текучести до 380 — 485 МПа (55 — 70 Ksi), материалов для ремонта автомобилей, робототехники или жесткой автоматизации. и конструкционная сталь.Поддерживает короткозамкнутую, шаровую, осевую и импульсную струю во всех положениях.
Это: низкий уровень разбрызгивания, высокая скорость, отсутствие пористости, хороший внешний вид валика, простота сварки;
Защитный газ: 100% CO2 или 80% т Ar + 20% т CO2;
Проволока для безгазовой порошковой сварки E71T-GS, без газовой защиты:
Самозащитная порошковая проволока AWS E71T-GS предназначена для сварки тонких углеродистых и углеродисто-марганцевых сталей во всех положениях.
Защитный газ не требуется, Все положения, Одно- и многопроходная сварка,
Низкое разбрызгивание, полное покрытие шлака, легкое удаление шлака, отсутствие пористости, хороший внешний вид валика.
Легко удаляемый шлак, универсальность; Подходит для сварки оцинкованных и оцинкованных листов.
Применяется для ремонта кузовов автомобилей, цистерн, котлов, металлоконструкций (большой толщины), земляных и строительных работ.
Используется в DCEN = постоянный ток, отрицательный электрод (прямая полярность).
Отлично подходит для сварки на открытом воздухе или на сквозняке.
Предлагаем: 1шт. (выберите)
0.6 мм / 0,8 мм / 0,9 мм (0,023 дюйма / 0,030 дюйма / 0,035 дюйма) для опции.
Внимание: если вам нужен стиль 5 кг, закажите его 5 раз, а затем отметьте «Катушка D200» в примечании к заказу. В противном случае мы отправим 1 кг.
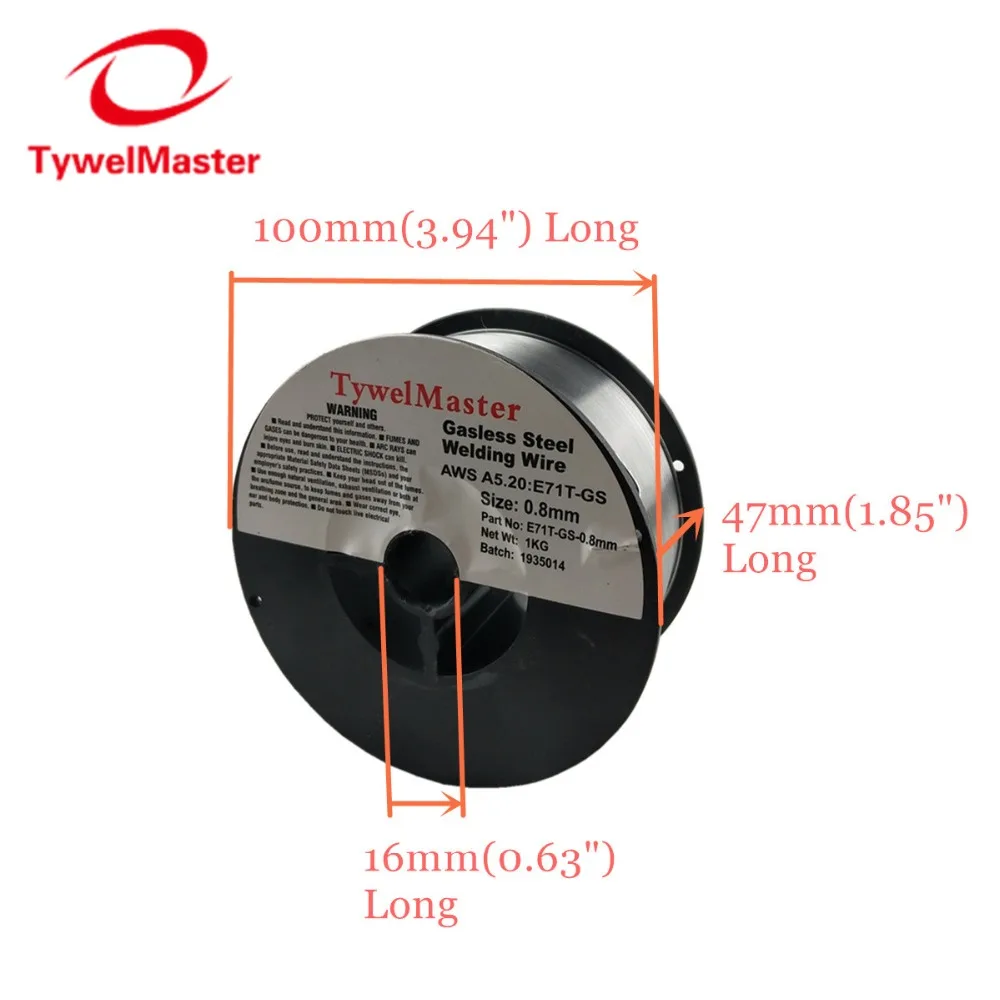
1 кг Стиль:
1 кг (2,2 фунта).
D100 100-миллиметровая шпуля, мини-шпуля (размер №1 и №2 для 1 кг).
5 кг Стиль:
5 кг (11 фунтов).
D200 200мм шпуля.



Дополнительное предложение:
Мы предлагаем полный ассортимент продукции для сварки и резки. Посетите наш магазин, чтобы узнать о других возможностях.
Дополнительные аксессуары MIG:

Дополнительная сварочная перчатка:

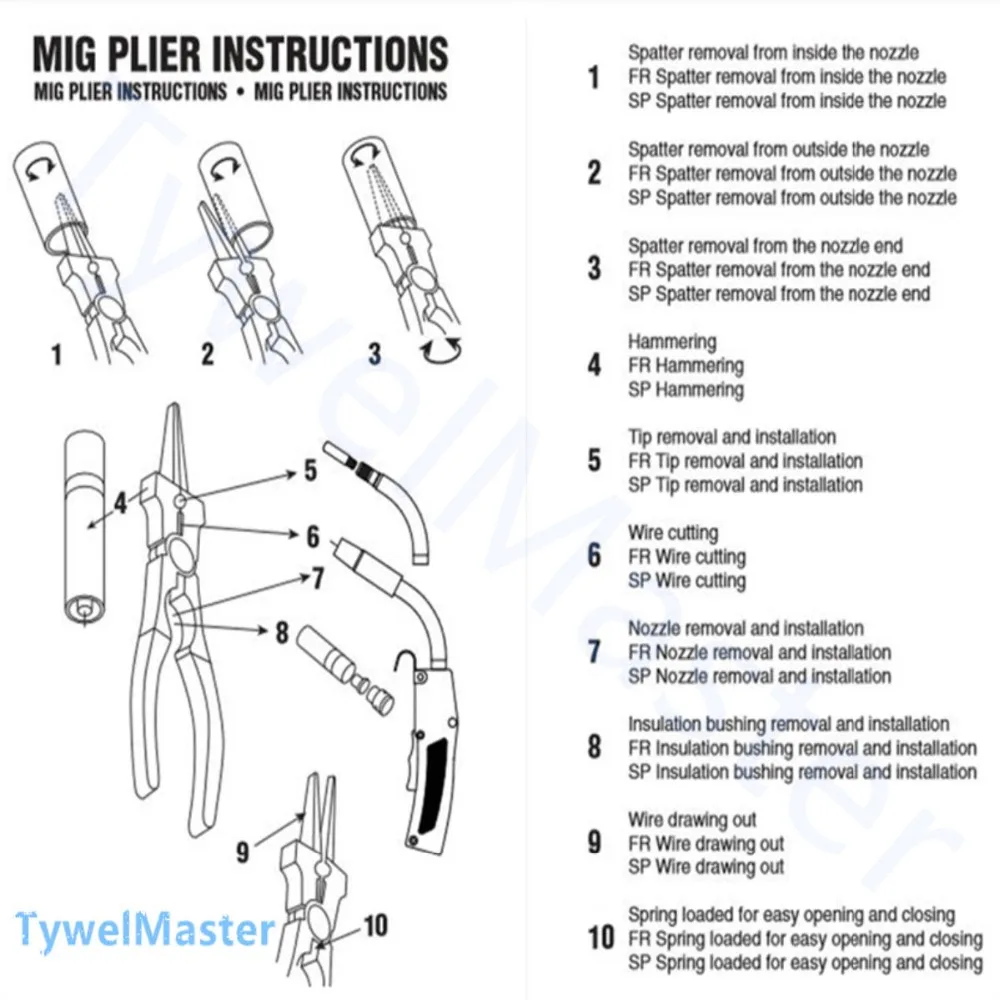
Дополнительные плоскогубцы MIG:
Дополнительная сварочная маска:

Дополнительный сварочный аппарат:
