Норма расхода ацетилена при проведении газо-сварочных работ
Сколько ацетилена расходуется при сварке?
https://tantal-d.ru/spravochnaya-informaciya/skolko-acetilena-rashoduetsya-pri-svarke/
2017-04-04
Ацетилен часто используется в качестве главного горючего газа в том случае, если перед вами встает задача провести газовую сварку. Также он применяется и при резке металла. Востребованность ацетилен получил благодаря возможности достижения высокой температуры при проведении работ. При использовании ацетилена производительность существенно возрастает.
Ацетилен часто используется в качестве главного горючего газа в том случае, если перед вами встает задача провести газовую сварку. Также он применяется и при резке металла. Востребованность ацетилен получил благодаря возможности достижения высокой температуры при проведении работ. При использовании ацетилена производительность существенно возрастает.
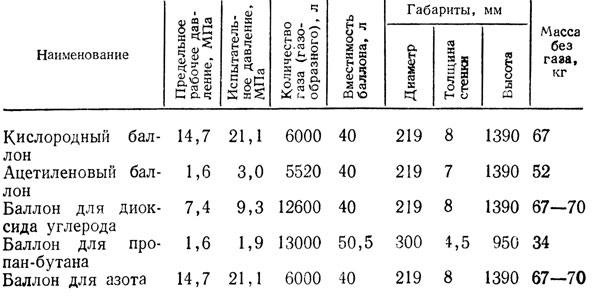
Газ поставляется в специальном баллоне. Стандартный вариант хранения ацетилена — баллоны по 40 литров.
Ацетилен подается на горелку вместе с кислородом. Соотношение двух газов может изменяться и в зависимости от этого меняется и сам состав пламени. Сварщик может менять свойства пламени, изменяя уровень расхода различных газов в смеси.
Хотите получить консультацию?
Позвоните нам по телефону! +7 (495) 532 17 17 Пн.-Пт. с 9:00 до 18:00, обед с 13:00 до 14.00, Сб. с 9.00 до 15:00На конечный уровень потребления будут влиять многие параметры — от толщины металла до типа используемого наконечника. Для примера, возьмем такие варианты горелок, как Г2 «Малютка» и «Звездочка». Расход смеси для них указан в таблице ниже.
| Тип наконечника | Толщина свариваемого металла | Расход газа (ацетилен/кислород) |
| 1 | 0,5–1,5 мм | 75/90 л/час |
| 2 | 1–3 мм | 150/180 л/час |
| 3 | 2–4 мм | 260/300 л/час |
Рекомендуем к прочтению:
Сколько ацетилена расходуется при сварке?
ООО «ТАНТАЛ-Д»
140050, Россия, Московская обл. , Люберецкий р-он, пос. Красково, ул. Карла Маркса, д. 117, строение 16 (территория ВНИИСТРОМ 12 км от МКАД)
, Люберецкий р-он, пос. Красково, ул. Карла Маркса, д. 117, строение 16 (территория ВНИИСТРОМ 12 км от МКАД)
+7 495 532 17 17
Ацетилен часто используется в качестве главного горючего газа в том случае, если перед вами встает задача провести газовую сварку. Также он применяется и при резке металла. Востребованность ацетилен получил благодаря возможности достижения высокой температуры при проведении работ. При использовании ацетилена производительность существенно возрастает.
Газ поставляется в специальном баллоне. Стандартный вариант хранения ацетилена — баллоны по 40 литров. Может использоваться как газообразный ацетилен, так и растворенный марки «Б».
Ацетилен подается на горелку вместе с кислородом. Соотношение двух газов может изменяться и в зависимости от этого меняется и сам состав пламени. Сварщик может менять свойства пламени, изменяя уровень расхода различных газов в смеси.
Хотите получить консультацию?
Позвоните нам по телефону! +7 (495) 532 17 17 Пн. -Пт. с 9:00 до 18:00, обед с 13:00 до 14.00, Сб. с 9.00 до 15:00
-Пт. с 9:00 до 18:00, обед с 13:00 до 14.00, Сб. с 9.00 до 15:00На конечный уровень потребления будут влиять многие параметры — от толщины металла до типа используемого наконечника. Для примера, возьмем такие варианты горелок, как Г2 «Малютка» и «Звездочка». Расход смеси для них указан в таблице ниже.
| Тип наконечника | Толщина свариваемого металла | Расход газа (ацетилен/кислород) |
| 1 | 0,5–1,5 мм | 75/90 л/час |
| 2 | 1–3 мм | 150/180 л/час |
| 3 | 2–4 мм | 260/300 л/час |
Рекомендуем к прочтению:
Ацетилен Расход для газовой сварки
Источником тепла при газовой сварке является газовое пламя. Наиболее высокая температура пламени получается при сжигании ацетилена в кислороде. Ацетилен получают с помощью различных генераторов (табл. 3.32). Мощность пламени определяется объемным расходом ацетилена, зависящим от номера наконечника горелки. Расход ацетилена (м ч) равен
[c.244]
3.32). Мощность пламени определяется объемным расходом ацетилена, зависящим от номера наконечника горелки. Расход ацетилена (м ч) равен
[c.244]Горючие газы (ацетилен и кислород) используются для газовой сварки и резки металлов, для газопламенного напыления материалов. Годовой расход ацетилена подсчитывают [c.291]
Ацетиленовый генератор для, ручной газовой сварки подбирают по требуемой производительности. При расчете по укрупненным показателям средний расход материалов на сварочно-наплавочном участке можно принимать по ацетилену 2500. .. 2700 л в течение одной смены на одного газосварщика (при коэффициенте использования поста—0,75) по кислороду на 20 % больше расхода ацетилена по электродам и электродной проволоке — 2. .. 3 % от массы свариваемых деталей. [c.311]
При газовой сварке расходуются присадочная проволока, кислород, ацетилен (или заменяющие его газы) и флюсы (для сварки чугуна и цветных металлов). [c.278]
[c.278]
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода. [c.70]
Снабжение постов газовой сварки и резки ацетиленом непосредственно от генераторов связано с некоторыми неудобствами (замерзанием воды в генераторе при работе зимой, небольшим расходом воды, большим количеством отходов, повышенной взрывоопасностью). [c.31]
Расход ацетилена и кислорода. Ацетилен и кислород расходуются при газовой сварке корпусных деталей, рам, кабин, кузовов, деталей оперения и др. Годовой расход ацетилена [c.531]
Ацетилен — дефицитный газ из-за использования его для получения резиновых и пластичных материалов. Поэтому при газовой сварке используют и другие горючие газы природный газ, городской, коксовый, нефтяной, пиролизный газы, пропан технический, бутан технический. Но температура пламени перечисленных газов колеблется от 2300°С до 2800°С. Применять их для сварки стальных деталей не рекомендуют из-за длительности по времени разогрева свариваемых поверхностей, что ведет к большому расходу газа.
Поэтому при газовой сварке используют и другие горючие газы природный газ, городской, коксовый, нефтяной, пиролизный газы, пропан технический, бутан технический. Но температура пламени перечисленных газов колеблется от 2300°С до 2800°С. Применять их для сварки стальных деталей не рекомендуют из-за длительности по времени разогрева свариваемых поверхностей, что ведет к большому расходу газа.
До последних лет производство карбида кальция производилось электротермическим путем в электропечах, мощность которых достигала 40 МВ А. В связи с тем, что карбид кальция применяется в автогенной сварке и резке (в виде ацетилена) и в еще большем количестве при производстве синтетического каучука, потребность в нем быстро растет и, следовательно, на его производство расходуется все большее количество электроэнергии. Электротермический процесс получения карбида кальция экономически менее выгоден по сравнению с процессом электрокрекинга природного газа, при котором непосредственно получается ацетилен.
Газовая сварка. Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5 %). При горении горючих газов с использованием воздуха температура газового пламени низкая (не выше 2000 °С), так как много теплоты расходуется на нагрев азота, содержащегося в воздухе. В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобута-новую смесь, бензин, осветительный керосин. [c.81]
Кислород Расход для газовой сварки
Горючие газы (ацетилен и кислород) используются для газовой сварки и резки металлов, для газопламенного напыления материалов. Годовой расход ацетилена подсчитывают [c.291]Расход кислорода, ацетилена или карбида кальция для газовой сварки и резки определяется при укрупнённом проектировании по среднему часовому расходу на одну горелку или на один резак, при детальном — на 1 пог.
Химические способы малопроизводительны и неэкономичны, поэтому их в настоящее время не применяют в промышленности, а лишь иногда используют в лабораторной практике. Электролиз воды, т.е. разложение ее на составляющие (водород, кислород), осуществляют в аппаратах, называемых электролизерами. Через воду, в которую для повышения электропроводимости добавляют едкий натр, пропускают постоянный ток кислород собирается на аноде, а водород на катоде. Недостатком способа является большой расход электроэнергии, применение его рационально при использовании одновременно обоих газов. По этому принципу работает ряд установок для газовой сварки, пайки и нагрева с использованием кислородно-водородного пламени. [c.73]
Нормы расхода кислород для газовой сварки [c.358]
Следует отметить, что для газовой сварки, на основании статистических подсчетов, средняя величина соотношений расхода кислорода и ацетилена принята такая же, т.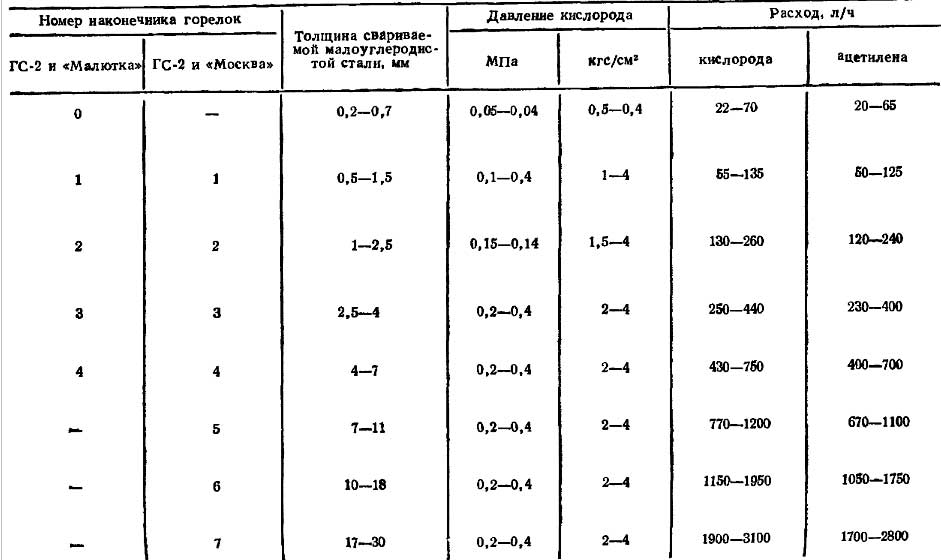 е. 1,15, что отражает фактическую величину соотношения расхода газов при сварке.
[c.232]
е. 1,15, что отражает фактическую величину соотношения расхода газов при сварке.
[c.232]
Переносная установка ПГУ-3 предназначена для ручной сварки, пайки металлов и резки низкоуглеродистой и низколегированной сталей при монтажных и аварийных работах в местах, удаленных от газового источника питания. В качестве горючего газа применяется пропан-бутановая смесь. Установка состоит из малогабаритных баллонов для кислорода и пропан-бутана, каркаса, горелки ГЗУ-3, вставного резака, работающего на пропан-бутане, рукавов, редукторов — кислородного БКО-25-1 и пропан-бутанового БПО-5-1. Установка обеспечивает сварку низкоуглеродистой стали толщиной до 4 мм и резку стали толщиной до 70 мм. Максимальный расход кислорода при сварке составляет 0,9 mV4, при
Производительность источника питания техническим кислородом для газопламенной обработки следует определять, исходя из единовременной работы суммарного количества рабочих (сварочных) постов для газовой резки и сварки с учетом параметров питаемого оборудования (аппаратуры). Наибольший расход
[c.285]
Наибольший расход
[c.285]
Ацетиленовый генератор для, ручной газовой сварки подбирают по требуемой производительности. При расчете по укрупненным показателям средний расход материалов на сварочно-наплавочном участке можно принимать по ацетилену 2500. .. 2700 л в течение одной смены на одного газосварщика (при коэффициенте использования поста—0,75) по кислороду на 20 % больше расхода ацетилена по электродам и электродной проволоке — 2. .. 3 % от массы свариваемых деталей. [c.311]
При газовой сварке расходуются присадочная проволока, кислород, ацетилен (или заменяющие его газы) и флюсы (для сварки чугуна и цветных металлов). [c.278]
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.
[c.70]
Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.
[c.70]
При сжигании различных горючих газов в смеси с воздухом температура пламени обычно не превышает 1800—2000°. При газовой сварке большинства металлов требуется, чтоб температура газосварочного пламени была не ниже 3000°С. С целью повышения температуры пламени горючих газов их сжигание производится в смеси с технически чистым кислородом. При газокислородной резке кислород расходуется на окисление или сжигание металла в процессе резки, а также для образования подогревающего пламени, доводящего металл до температуры воспламенения. [c.5]
Ведущим процессом среди других методов газопламенной обработки металлов является кислородная резка, для нужд которой в настоящее время расходуется основное количество технического кислорода. В связи с широким развитием различных новых способов электрической сварки, способ газовой сварки сохраняет самостоятельное значение только в некоторых технологических процессах. К таким процессам, где применение газовой сварки может считаться технологически оправданным, относятся ремонтная сварка и пайка изделий из серого.
[c.5]
К таким процессам, где применение газовой сварки может считаться технологически оправданным, относятся ремонтная сварка и пайка изделий из серого.
[c.5]
Трубопроводы для кислорода и ацетилена изготовляются из стальных бесшовных труб, соединяемых между собой с помощью сварки. Диаметр труб газовых разводок определяется специальным расчетом и зависит от рабочего давления и часового расхода газов. Внутренний диаметр труб кислородопровода составляет обычно 20—30 мм, а трубопровода с горючим газом по условиям взрывобезопасности — не более 50 мм. Рабочее давление в трубопроводах составляет обычно 4—7 ат для кислорода и 0,4—0,7 ат для ацетилена и других горючих газов. [c.289]
В безынжекторных горелках горячий газ и кислород подаются в смесительную камеру с повышенным давлением из смесительной камеры через наконечник и мундштук они выходят в атмосферу. Для повышения производительности сварки и улучшения ее качества применяют многопламенные горелки с несколькими мундштуками. Так, при пользовании многопламенными горелками скорость сварки увеличивается по сравнению с обычными на 15—50%, а расход газовой смеси уменьшается при этом на 12—20%. Многопламенные горелки применяют при сварке изделий толщиной не менее 4 мм.
[c.301]
Так, при пользовании многопламенными горелками скорость сварки увеличивается по сравнению с обычными на 15—50%, а расход газовой смеси уменьшается при этом на 12—20%. Многопламенные горелки применяют при сварке изделий толщиной не менее 4 мм.
[c.301]
Для сварки и резки по ГОСТ 5583—78 технический кислород выпускается трех сортов первый — чистотой не менее 99,7%, второй — не менее 99,5, третий — не менее 99,2% по объему. Чистота кислорода имеет большое значение для кислородной резки. Чем меньше содержится в нем газовых примесей, тем выше скорость реза, чище кромки и меньше расход кислорода. [c.16]
Обычно смесь аргона с гелием получают в смесителе. При полуавтоматической сварке можно использовать постовой газовый смеситель УКП-1-71, предназначенный для получения смеси кислород—углекислый газ. Диаметр проходных сечений дюз для аргона 0,57 мм, для гелия 0,49 мм. К входу Кислород подключают через редуктор баллон с аргоном, а к входу Углекислый газ — баллон с гелием. Аргон подается под давлением 0,5 МПа, а гелий — 0,2 МПа. Для больших расходов газов, обычно при автоматической сварке плавящимся электродом, используют упрощенный смеситель — сосуд из коррозионно-стойкой стали или алюминия объемом 2— 8 л, внутри которого установлены три-четыре ряда латунных или никелевых сеток с 400—600 отв/см . При этом расход каждого газа измеряется градуированными ротаметрами рис. 7).
[c.43]
Аргон подается под давлением 0,5 МПа, а гелий — 0,2 МПа. Для больших расходов газов, обычно при автоматической сварке плавящимся электродом, используют упрощенный смеситель — сосуд из коррозионно-стойкой стали или алюминия объемом 2— 8 л, внутри которого установлены три-четыре ряда латунных или никелевых сеток с 400—600 отв/см . При этом расход каждого газа измеряется градуированными ротаметрами рис. 7).
[c.43]
Внутри цехов и помещений для газовой сварки и резки аце-тиленопровод можно прокладывать параллельно с кислородо-проводом по одной стене или по общим колоннам, но на отдельных опорах. Ацетиленовый трубопровод должен окрашиваться в белый цвет, а на стенках канала должны наноситься предупреждающие надписи. Ацетиленопровод должен быть надежно заземлен. Каналы для ацетиленопроводов должны снабжаться вытяжными трубами. В целях предупреждения возникновения и распространения детонационной волны при взрыве ацетилена диаметр труб для ацетиленопроводов среднего давления не должен превышать 50 мм, а высокого давления 15 мм.
 В случае необходимости иметь большее сечение трубопровода, если это требуется по расходу газа, следует применять прокладку нескольких параллельных трубопроводов.
[c.104]
В случае необходимости иметь большее сечение трубопровода, если это требуется по расходу газа, следует применять прокладку нескольких параллельных трубопроводов.
[c.104]Для смешивания горючего газа с кислородом в нужной пропорции и образования пламени применяют горелки типа ГС-53 и ГСМ-53. Каждая горелка имеет несколько наконечников, которые отличаются расходом горючего газа. Режим газовой сварки определяется мопшостью газовой горелки, т. е. расходом ацетилена. [c.175]
Газовой сваркой никель сваривается удовлетворительно. Сварку листов толщиной до 1,5 мм производят без присадочного металла, с отбортовкой кромок на высоту (1—1,5) б, где 6 — толщина металла в мм. Листы толщиной до 4 мм свариваются в стык без скоса кромок. Для больших толщин делают У-о6разьь Й скос кромок под углом 35—45°. Сварка в.нахлестку не применяется ввиду значительных деформаций при нагревании листов. Листы перед сваркой скрепляются прихватками через каждые 100—200 мм. Сварку ведут отдельными участками обратно-ступенчатым способом. Пламя не должно иметь избытка кислорода, так как это вызывает появление пор, а наплавленный металл получается хрупким. Допустимо пламя с небольшим избытком ацетилена. При сварке никеля мощность пламени соответствует удельному расходу ацетилена 140— 200 л/час на 1 мм толщины, а при сварке монель-металла — 1100 л час на 1 мм толщины металла. В качестве присадки пр 1-меняют полоску из основного металла или проволоку такого же состава. Диаметр проволоки берется равным половине толщины свариваемого листа. Хорошие результаты дает никелевая проволока, содержащая до 2% марганца и не более 0,2% кремния.
[c.250]
Сварку ведут отдельными участками обратно-ступенчатым способом. Пламя не должно иметь избытка кислорода, так как это вызывает появление пор, а наплавленный металл получается хрупким. Допустимо пламя с небольшим избытком ацетилена. При сварке никеля мощность пламени соответствует удельному расходу ацетилена 140— 200 л/час на 1 мм толщины, а при сварке монель-металла — 1100 л час на 1 мм толщины металла. В качестве присадки пр 1-меняют полоску из основного металла или проволоку такого же состава. Диаметр проволоки берется равным половине толщины свариваемого листа. Хорошие результаты дает никелевая проволока, содержащая до 2% марганца и не более 0,2% кремния.
[c.250]
Аргоно-дуговая и гелие-дуговая сварка вольфрамовым электродом (ручная и автоматическая). Основные режимы сварки аргон или гелий чистотой не менее 99,7% с содержанием кислорода не более 0,05%, азота не более 0,23%. Необходимо применять подкладки и газовую защиту обратной стороны щва от окисления. Ток постоянный, полярность прямая. При сварке металла толщиной от 0,8 до 3 мм сварочный ток от 40 до 140 а, напряжение дуги от 14 до 18 в, расход аргона в дуге 8—12 л/мин, для защиты с обратной стороны щва 3—5 л/мин. Скорость сварки металла толщиной 0,8—3 мм без присадочного прутка на автомате составляет 18—25 м/ч.
[c.366]
При сварке металла толщиной от 0,8 до 3 мм сварочный ток от 40 до 140 а, напряжение дуги от 14 до 18 в, расход аргона в дуге 8—12 л/мин, для защиты с обратной стороны щва 3—5 л/мин. Скорость сварки металла толщиной 0,8—3 мм без присадочного прутка на автомате составляет 18—25 м/ч.
[c.366]
Аргон марки Г (аргон с добавкой 3—5% кислорода) применяется при сварке тонколистной малоуглеродистой стали, а также может использоваться при сварке плавящимся электродом низко- и среднелегированных сталей и при сварке нержавеющих хромоникелевых высоколегированных сталей. В ряде случаев используют и другие газовые смеси. Например, аргоно-гелиевая смесь (марка Е, табл. 42) при сварке алюминия дает возможность получить швы значительно плотнее, чем в аргоне. Для обеспечения качественной защиты зоны сварки должен устанавливаться определенный расход газа в зависимости от условий и режима сварки. Расход газа контролируется ротаметром. Характеристика ротаметра, приводимая в его паспорте, обычно определяется заводом-изготовителем применительно к воздуху и для других газов должна. пересчитываться по формуле
[c.195]
пересчитываться по формуле
[c.195]
Вольфрамовые элеыроды весь>, а ч ве1ви1е. ьн1 к окис.шнию. Так, при наличии даже относительно небольших количеств кислорода в газовой фазе дуги на торце электрода образуется легкоплавкая окись, приводящая к плавлению металла электрода, появлению капли жидкого расплава значительных размеров и блужданию дуги по такой капле. При сварке меди даже примеси кислорода к техническому азоту приводят к очень сильному окислению вольфрама. Обычные примеси в аргоне, применяемом для сварки титановых, алюминиевых и магниевых сплавов, не оказывают заметного окисляющего действия на вольфрамовый электрод, естественно, при правильно подобранном диаметре по силе сварочного тока. Рекомендуемые пределы таких режимов приведены в табл. 111.15 [47]. Расход вольфрамовых электродов, определяемый его потерями на испарение (частично и на плавление), характеризуется табл. 111.16 [47]. [c.193]
Применение сжиженного газа МАФ.
 Статьи компании «ООО «ГАЗКОР»»
Статьи компании «ООО «ГАЗКОР»»Метилацетилен-алленовая фракция (МАФ) в сжиженном состоянии представляет собой смесь метил ацетилена C3H4 (CH3C≡CH) и аллена C3H4 (CH2=C=CH2), стабилизированную с целью безопасности пропиленом, пропаном, изобутиленом, изобутаном или другими углеводородами в различных сочетаниях.
Смесь тяжелее воздуха, малотоксичная (по токсичности относится к четвертой группе), обладает резко выраженным запахом при концентрации от 1:100 мг/м3.
МАФ поставляется в пропановых баллонах (красного цвета) для сжиженных газов (ГОСТ 15860-84), оснащенных пропановым редуктором (напр. БПО-5ДМ).
Применение смеси МАФ при сварке и резке В качестве заменителя ацетилена МАФ может использоваться при газовой сварке, разделительной и поверхностной резке, пайке, металлизации и других процессах газопламенной обработки металлов. По параметрам горения он близок к ацетилену, но втрое дешевле и занимает гораздо меньший объем. В стандартном баллоне вмещается 5,5 кг ацетилена, в то время как газа МАФ — 21 кг. При этом вес наполненного ацетиленом баллона составляет 87 кг, а вес баллона с МАФ — 43 кг. Баллон газа МАФ (21 кг) заменяет 3-4 5,5-килограммовых баллонов ацетилена, на производство которых требуется 160—200 кг карбида кальция.
По параметрам горения он близок к ацетилену, но втрое дешевле и занимает гораздо меньший объем. В стандартном баллоне вмещается 5,5 кг ацетилена, в то время как газа МАФ — 21 кг. При этом вес наполненного ацетиленом баллона составляет 87 кг, а вес баллона с МАФ — 43 кг. Баллон газа МАФ (21 кг) заменяет 3-4 5,5-килограммовых баллонов ацетилена, на производство которых требуется 160—200 кг карбида кальция.
Температура эффективной зоны пламени при сгорании МАФ (2927°С) близка к температуре пламени ацетилена (3087°С). МАФ сохраняет передачу большого количества теплоты на нагреваемый металл даже на расстоянии 12 мм от самой горячей точки пламени.
В зависимости от соотношения расхода кислорода к МАФ
β = VO2 / VМАФ
пламя МАФ (как и любое углеводородное пламя) может быть
- науглероживающим (восстановительным), β ≤ 2,2;
- нормальным (нейтральным), β = 2,3–2,5;
- окислительным, β > 2,5.
Науглероживающее пламя применяется для сварки легко окисляющихся сплавов, например, алюминиевых. Нормальное пламя имеет ядро синего цвета и используется для сварки низкоуглеродистых сталей. Окислительным синим пламенем может выполняться сварка меди и ее сплавов.
Нормальное пламя имеет ядро синего цвета и используется для сварки низкоуглеродистых сталей. Окислительным синим пламенем может выполняться сварка меди и ее сплавов.
При сварке смесью МАФ в качестве присадочного материала обычно применяют проволоки марок СВ08Г2, СВ08ГС, СВ08Г2С, СВ12ГС.
При сварке низкоуглеродистой стали расход газа МАФ определяется по формулам:
V = (60–70)δ – для левого способа газовой сварки;
V = (75–90)δ – для правого способа газовой сварки,
где δ – толщина металла (свариваемых кромок), мм.
Таблица. Некоторые сравнительные характеристики газов МАФ, ацетилена и пропана
Параметр | МАФ | ацетилен | пропан |
Чувствительность к удару, безопасность | стабилен | нестабилен | стабилен |
Токсичность | незначительная | ||
Предел взрываемости в воздухе (%) | 3,4–10,8 | 2,2–81 | 2,0–9,5 |
Предел взрываемости в кислороде (%) | 2,5–60 | 2,3–93 | 2,4–57 |
Температура пламени | 2927°С * | 3087°С | 2526°С |
Реакции с обычными металлами | избегать сплавов с содержанием меди свыше 65–67% | избегать сплавов с содержанием меди свыше 70% | незначительные ограничения |
Склонность к обратному удару | незначительная | значительная | незначительная |
Скорость сгорания в кислороде (м/с) | 4,70 | 6,10 | 3,72 |
Плотность газа при 0°С (кг/м3) | 1,70 * | 1,17 | 2,02 |
Плотность в жидком состоянии при 15,6°С (кг/м3) | 575 | – | 513 |
Отношение расхода кислорода к горючему газу (м3/м3) при нормальном пламени | 2,3–2,5 | 1–1,2 | 3,50 |
* – данные ОАО «Нафтан» Завод «Полимир» (Беларусь), производителя МАФ | |||
Таблица. Нормы расхода материалов при сварке низкоуглеродистой стали газом МАФ
Нормы расхода материалов при сварке низкоуглеродистой стали газом МАФ
Толщина | Нормы расхода на 1м сварного шва | |||
Масса наплавленного металла (кг) | Масса присадочной проволоки (кг) | Газ МАФ | Кислород (м3) | |
без разделки кромок | ||||
1 | 0,028 | 0,029 | 0,013 | 0,030 |
1,5 | 0,040 | 0,051 | 0,023 | 0,053 |
2 | 0,070 | 0,074 | 0,034 | 0,078 |
2,5 | 0,084 | 0,088 | 0,044 | 0,101 |
3 | 0,094 | 0,103 | 0,051 | 0,174 |
для швов стыковых соединений с Y-образной разделкой кромок | ||||
3 | 0,123 | 0,140 | 0,063 | 0,145 |
4 | 0,178 | 0,187 | 0,104 | 0,240 |
5 | 0,224 | 0,235 | 0,139 | 0,320 |
6 | 0,265 | 0,278 | 0,197 | 0,450 |
Опасные факторы и меры безопасности при работе со смесью МАФ:
- в общем случае меры безопасности при работе с МАФ должны соответствовать мерам безопасности, используемым при работе с пропаном;
- сжиженные углеводородные газы взрыво- и пожароопасные; предел взрываемости МАФ в воздухе составляет 3,4–10,8%, в кислороде – 2,5–60%;
- следует избегать контакта МАФ со сплавами, содержащими свыше 65–67% меди, поскольку это может привести к образованию взрывоопасных ацетиленидов меди;
- при попадании на тело человека сжиженные газы могут вызвать обморожение кожи;
- при концентрациях в воздухе более 300 мг/м3 смесь МАФ может оказать анестезирующее действие;
- при невысоких концентрациях паров МАФ в воздухе используют фильтрующие противогазы, а при больших концентрациях – изолирующие шланговые противогазы с принудительной подачей чистого воздуха;
- производственные помещения необходимо оборудовать приточно-вытяжной вентиляцией.


Газы, расход при сварке — Справочник химика 21
Расход газа при сварке [c.5]Наконец надо отметить потребление газа для сварки и резки. Здесь применяется сравнительно гораздо больше кислорода, чем водорода, так как многие сварочные работы ведутся с ацетиленом и кислородом и только для работ с тонкими частями, например, при сварке листового железа, применяют водород. В большинстве случаев здесь дело идет о средних и мелких потребителях, которые расходуют обычно газ из стальных баллонов. Для таких случаев, если имеется в распоряжении сколько-нибудь дешевый ток, например, ночной ток, может быть в определенных условиях выгодным оборудовать электролитическую установку. При этом, однако, должна быть принята во внимание стоимость умформера или выпрямителя, так как в большинстве случаев сперва имеется в распоряжении только переменный ток. [c.127]
Плавка и разливка металлов в инертной среде.
 Большие перспективы улучшения качества металла (особенно стали специальных марок открывает плавка и разливка в среде инертного газа—аргона. Весьма эффективна также продувка аргоном перед выпуском стали из электропечи для удаления растворенных газов. Расход аргона составляет около 1 м /т. Аргон применяют также при выплавке титана, циркония, а также при сварке алюминия, титана и других цветных металлов. Извлечение аргона в больших количествах одновременно с извлечением кислорода из воздуха на кислородных станциях металлургических заводов позволяет получать его по сравнительно низкой себестоимости и широко внедрять в металлургические процессы. [c.11]
Большие перспективы улучшения качества металла (особенно стали специальных марок открывает плавка и разливка в среде инертного газа—аргона. Весьма эффективна также продувка аргоном перед выпуском стали из электропечи для удаления растворенных газов. Расход аргона составляет около 1 м /т. Аргон применяют также при выплавке титана, циркония, а также при сварке алюминия, титана и других цветных металлов. Извлечение аргона в больших количествах одновременно с извлечением кислорода из воздуха на кислородных станциях металлургических заводов позволяет получать его по сравнительно низкой себестоимости и широко внедрять в металлургические процессы. [c.11]Расход гелия е менее как в 2 раза превышает расход аргона на одну и ту же работу. Если учесть, что гелий почти в 5 раз дороже аргона, то получается, что стоимость газа при сварке в среде гелия обходится. почти в 10 раз выше, чем в среде аргона. Однако некоторые в-иды сварки возможны только в этой среде. [c.92]
Резку сталей и подготовку кромок иод сварку в монтажных условиях обычно выполняют универсальным резаком РУ-66, который работает на ацетилене или пропане и кислороде. Таким резаком можно резать сталь толщиной до 300 мм. Резак, рассчитанный на давление горючего газа 0,001—0,01 МПа и давление кислорода 0,35—1,2 МПа, снабжен двумя наружными мундштуками и пятью внутренними сменными соплами. Расход кислорода 3—36 м /ч и ацетилена 0,6—1,2 м /ч в зависимости от толщины разрезаемой стали. [c.101]
Таким резаком можно резать сталь толщиной до 300 мм. Резак, рассчитанный на давление горючего газа 0,001—0,01 МПа и давление кислорода 0,35—1,2 МПа, снабжен двумя наружными мундштуками и пятью внутренними сменными соплами. Расход кислорода 3—36 м /ч и ацетилена 0,6—1,2 м /ч в зависимости от толщины разрезаемой стали. [c.101]
Толщина свариваемого металла, мм Условное обозначение шва по ГОСТ 14771—75 Диаметр сварочной проволоки, мм Сварочный ток, А Напряжение на дуге, В Расход углекислого газа, л/ч Количество слоев Скорость сварки, м/ч [c.299]
Толщина металла, мм Диаметр сварочной проволоки, мм Вылет электрода, мм Напряжение на дуге, В Сварочный ток, А Ориентировочная скорость сварки, м/ч Расход защитного газа, л/мии [c.321]
Толщина свари- ваемого металла, мм Характер выполненного шва Диаметр сварочной проволоки, мм Сва- рочный ток, А Ско- рость сварки, м/ч Ско- рость подачи прово- локи, м/ч Расход газа для защиты, л/мин [c.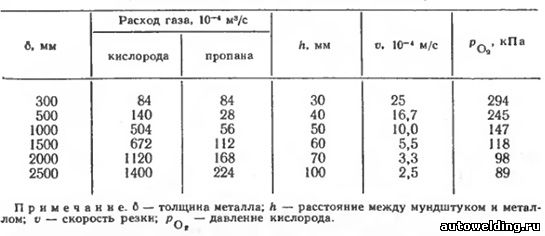 335]
335]
Данное устройство позволило проанализировать влияние скорости газовой сварки, тока дуги и расхода газа на вид температурных распределений и качество сварного шва. [c.340]
Длительность процесса сварки, расход газа и кислорода, режим нагрева свариваемых деталей и режим безопасного охлаждения изделия после сварки определяются химическим составом стекла, а также диаметром и толщиной стенок труб и наконечников. [c.124]
Основными и наиболее крупными потребителями водорода являются предприятия нефтеперерабатывающей и химической промышленности. Вместе с тем в некоторых областях применения водорода его разовые расходы невелики например при сварке, создании защитных и восстановительных сред в металлургии и др. Наметились также перспективы использования этого газа в некоторых типах энергоустановок малой и средней мощности. [c.149]
Инертный газ истекает из окружающего электрод сопла (рис. 2-22) на шов и защищает ванну расплава и электрод от загрязнения атмосферным кислородом и азотом. В качестве инертного газа обычно используется аргон, но считается, что при сварке постоянным током меди и нержавеющей стали лучшие результаты дает гелий. Применение гелио-дуговой сварки и должно быть ограничено этими случаями, так как при одинаковом защитном действии расход гелия примерно в 2,5 раза больше, чем аргона [c.44]
2-22) на шов и защищает ванну расплава и электрод от загрязнения атмосферным кислородом и азотом. В качестве инертного газа обычно используется аргон, но считается, что при сварке постоянным током меди и нержавеющей стали лучшие результаты дает гелий. Применение гелио-дуговой сварки и должно быть ограничено этими случаями, так как при одинаковом защитном действии расход гелия примерно в 2,5 раза больше, чем аргона [c.44]
Гелий до сих пор получали из природного газа. Этот негорючий газ в большом количестве расходовали на заполнение аэростатов и воздушных шаров. Смесью кислорода и гелия дышат водолазы при работе на большой глубине. Ее применяют также для лечения больных астмой. Другие инертные газы получают при многократном ступенчатом испарении жидкого воздуха. Неоном, например, заполняют лампы дневного света и светящиеся трубки реклам, при пропускании электрического тока он излучает интенсивный оранжевый свет. Инертные газы для заполнения люминесцентных и специальных ламп с металлической нитью (например, криптоновых) получаются в качестве ценных побочных продуктов на всех больших предприятиях, которые производят технические газы с помощью ожижения воздуха.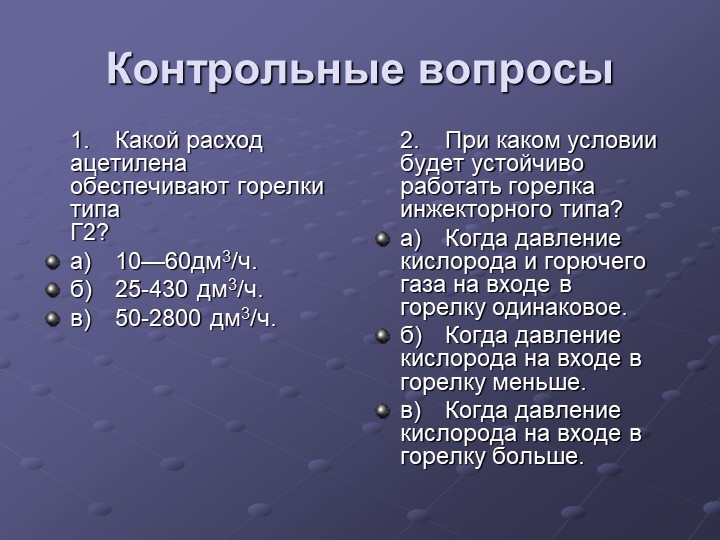 В защитной атмосфере аргона проводят сварку, к месту работ его доставляют в баллонах под давлением. [c.20]
В защитной атмосфере аргона проводят сварку, к месту работ его доставляют в баллонах под давлением. [c.20]
Использование благородных газов в больших масштабах связано главным образом с их высокой инертностью. Около 30% гелия используют в космической технике для вытеснения жидкого кислорода и водорода в ракетах. Примерно 20% его расходуется на атомных электростанциях в качестве теплоносителя, так как гелий не вступает в химические и ядерные реакции и характеризуется высокой теплопроводностью, низкой вязкостью и плотностью. Около 18% гелия используют при дуговой сварке в атмосфере инертного газа, 12% в метеорологических зондах и остальное — при необходимости создания искусственной атмосферы для дыхания. Низкие вязкость и молекулярный вес гелия облегчают дыхание и дают возможность рабочему не перегреваться, что позволяет значительно повысить производительность труда. Гелий значительно меньше растворим в водных растворах, папример в крови, чем азот (напомним, что гелий характеризуется слабыми межмолекулярными силами), и поэтому его не нужно выводить из крови во время декомпрессии (снижения давления от высокого до атмосферного). Это позволяет сократить период декомпрессии и уменьшить его опасность для организма человека. [c.334]
Это позволяет сократить период декомпрессии и уменьшить его опасность для организма человека. [c.334]
Газовая сварка — это процесс, при котором концы свариваемых труб и присадочного материала нагреваются и расплавляются в пламени сгораемых газов (чаще всего ацетилена) в смеси с кислородом. По сравнению с электросваркой этот вид сварки менее производительный и неавтоматизированный, более дорогой, так как расходуются кислород, а также дефицитный и взрывоопасный ацетилен или карбид кальция. Газовая сварка применяется для сварки деталей со стенками толщиной до 3—4 мм, а также труб диаметром до 50—70 мм. [c.103]
Большое промышленное значение имеет получение из воздуха аргона, криптона и ксенона. Аргон применяется в процессах сварки, резки, в технологии цветных металлов и титана, длл наполнения осветительных и электронных ламп. Криптон и ксенон благодаря своей малой теплопроводности являются наилучшими наполнителями ламп накаливания (теплопроводность криптона в 2 раза, а ксенона в 3 раза меньше теплопроводности аргона). Лампочки, наполненные криптоно-ксеноновой смесью, при одинаковой яркости освещения расходуют на 15—20% меньше электроэнергии, чем при наполнении ламп аргоном. Кроме того, уменьшается размер ламп, а срок их службы увеличивается. Однако получение криптоно-ксеноновой смеси затруднительно из-за малого содержания этих газов (Кг и Хе) в воздухе. [c.90]
Лампочки, наполненные криптоно-ксеноновой смесью, при одинаковой яркости освещения расходуют на 15—20% меньше электроэнергии, чем при наполнении ламп аргоном. Кроме того, уменьшается размер ламп, а срок их службы увеличивается. Однако получение криптоно-ксеноновой смеси затруднительно из-за малого содержания этих газов (Кг и Хе) в воздухе. [c.90]
Проверка герметичности прибора. Перед началом анализа, после того как установят определенный расход (1—5 л/ч) газа-носителя, проверяют герметичность линий газа-носителя и отбора пробы газа. Для этого плотно закрывают выходной штуцер газа-носителя на задней стенке блока колонки. При полной герметичности линии шарик ротаметра будет постепенно опускаться на нижнюю упорную трубку (расход газа через ротаметр прекратится). Если же через 5 мин этого не произойдет, то, следовательно, в линии есть утечка. Утечка возможна в любой части линии, но обычно она возникает в местах сварки или пайки. [c.200]
В сварочную горелку газ можно подавать нз баллона нлн компрессора, установив соответствующее устройство для очистки, но более рационально использовать вентиляторы (отделители в этом случае оказываются ненужными).
 Расход газа при сварке составляет 20—25 л1мин, что соответствует давлению 0,4—0,5 кгс1см . Газ необходимо нагреть до 300—350 С, причем его температуру замеряют в 5 мм от устья мундштука сварочной горелки. Для оценки температуры газа им обдувают присадочный пруток, удаленный от устья мундштука на 5—6 мм , если спустя 4—5 сек поверхность прутка становится блестящей, то газ нагрет до требуемой температуры при очень глубоком оплавлении прутка или появлении блеска позже, чем через 5 сек, температура газа считается соответственно слишком высокой или низкой. [c.287]
Расход газа при сварке составляет 20—25 л1мин, что соответствует давлению 0,4—0,5 кгс1см . Газ необходимо нагреть до 300—350 С, причем его температуру замеряют в 5 мм от устья мундштука сварочной горелки. Для оценки температуры газа им обдувают присадочный пруток, удаленный от устья мундштука на 5—6 мм , если спустя 4—5 сек поверхность прутка становится блестящей, то газ нагрет до требуемой температуры при очень глубоком оплавлении прутка или появлении блеска позже, чем через 5 сек, температура газа считается соответственно слишком высокой или низкой. [c.287]Редуктор должен быть рассчитан на непрерывную подачу газа с давлением от 0,35 до 0,7 ати. Расход нагретого газа при сварке приблизительно 0,00056—0,028 м 1мин. Скорость сварки, как правило, невелика—от 25 до 63 мм1мин. [c.599]
Сварка неплавящимся электродом должна производиться углом вперед . Угол Л1ежду осью мундштука и присадочной проволокой должен составлять 80—90°. Угол наклона оси мундштука к изделию должен быть 60—80°, расход инертного газа для сварки — в пределах 5— 10 л/мин. [c.87]
[c.87]
Плазменные горелки работают довольно устойчиво, несмотря на высокую температуру плазменной струи. Это объясняется тем, что сопло, изготовленное из материала с высокой теплопроводностью (красная медь), охлаждается циркулирующей вокруг него водой в отличие от обычных горелок, при Геняемых для сварки в среде защитных газов. Вода, охлаждающая стенки сопла, препятствует нагреву и ионизации наружного слоя газа, проходящего через дугу. Поэтому наружный газовый слой имеет низкую температуру и в отличие от остальной части газового потока неэлектропроводен. Он образует противоэлектрический и противотермический изолирующий слой между стенками сопла и потоком плазмы. С увеличением расстояния от центра токопроводящего канала температура понижается. Сжатая дуга косвенного действия может иметь различную длину. Внутри сопла она сжата, однако при выходе за его пределы начинает постепенно расширяться до размеров, равных свободной дуге, причем тем быстрее, чем сильнее сжат разряд и чем меньше расход газа. На расстоянии 25 — 30 мм от нижнего среза сопла сжатая дуга расширяется до свободных размеров. [c.58]
На расстоянии 25 — 30 мм от нижнего среза сопла сжатая дуга расширяется до свободных размеров. [c.58]
Сварку проводят ацетилеиокислородиым пламенем с добавлением присадочного материала. Для получения ацетилена используют генераторы различных типов, основные данные кото-ры. приведены в табл. 3.9, или баллоны с ацетиленом и другими горючими газами (водородом, пропап-бутановой смесью и др.). Ацетиленовые генераторы выпускаются производительностью 0,5—320 м ч ацетилена. Генераторы могут быть передвижные п стационарные. Передвижные генераторы имеют производительность до 3 м /ч. Генераторы по давлению делятся на три группы низкого (до 0,01 МПа), среднего (0,01 — 0,15 МПа) и высокого давления (более 0,15 МПа). Кислород доставляют в специальных баллонах под давлением 15 МПа. Для сварки применяют горелки типов Москва , ГС-3 и другие, которые могут работать с горючими газами, имеющими различный расход в зависимости от номера применяемого наконечника от 50 до 2800 л/ч и с кислородом, имеющим расход соответствеино от 55 до 3100 л/ч. Горелки Москва и ГС-3 имеют семь сменных наконечников. Это позволяет проводить сварку металла различных толщин вплоть до 30 мм одной и той же горелкой. [c.101]
Горелки Москва и ГС-3 имеют семь сменных наконечников. Это позволяет проводить сварку металла различных толщин вплоть до 30 мм одной и той же горелкой. [c.101]
При керамической сварке тепловую энергию получают при сгорании в струе кислорода металлических порошков, например, алюминия, кремния и др. Торкрет-массу, содержащую такой топливный компонент и огнеупорный материал, например, динасовый мертель, подают в среде кислорода на нагретую до 800—1000 С (не менее) кладку. Большое количество тепла, выделяющегося при сгорании металлов в кислороде, расходуется на расплавление огнеупорных компонентов торкрет-массы. Условие высокой температуры кладки обуславливается необходимостью инициирования и поддержания горения. Метод ремонта с помошью экзотермических торкрет-масс состоит в нанесении на горячую кладку печи водной суспензии или сухих порошков, включающих термическую смесь, то есть алюминий или кремний и оксиды металлов, например, железа, кобальта, никеля, марганца, огнеупорный порошок.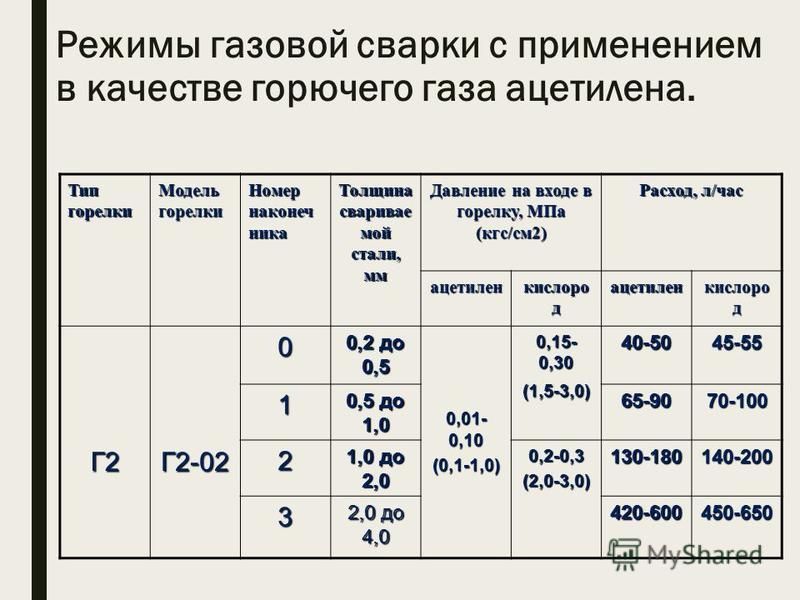 Нагреваясь от кладки, алюминий (кремний) вступает в твердыми оксидами. Выделяющаяся при этом тепловая энергия расходуется на расплавление материала и формирование на дефектах защитной огнеупорной наплавки. Способ не нуждается в использовании традиционных энергоносителей — топливного газа или кислорода, так как процесс теплогенерации происходит в твердой фазе. Есть способы, комбинирующие факельное торкретирование и экзотермические добавки. [c.203]
Нагреваясь от кладки, алюминий (кремний) вступает в твердыми оксидами. Выделяющаяся при этом тепловая энергия расходуется на расплавление материала и формирование на дефектах защитной огнеупорной наплавки. Способ не нуждается в использовании традиционных энергоносителей — топливного газа или кислорода, так как процесс теплогенерации происходит в твердой фазе. Есть способы, комбинирующие факельное торкретирование и экзотермические добавки. [c.203]
Примепеине. Более половины получаемого кислорода расходуете в черной металлургии для интенсификации процессов выплавки чугуна и стали. В смеси с ацетиленом кислород используют для сварки и резки металлоа, при горении этой смеси развивается температура я 3200 С. Пламя горящего в кислороде природного газа применяют при плавлении кварца и других тугоплавких веществ. В горелках для стеклодувных работ используют воздух с добавкой кислорода. Жидкий кислород применяют как окислитель в ракетных ТОПЛИВАХ. [c.436]
Таким образом, по мере возрастания скорости ветра качество сварного шва ухудшается, что объясняется снижением эффеххтив-ности газовой фазы дуги при сварке открытой дугой. Эти данные показывают значение специальной защиты места производства сварочных работ от воздействия ветра. При сварке в СО рекомендуется повышать расход газа. [c.278]
Эти данные показывают значение специальной защиты места производства сварочных работ от воздействия ветра. При сварке в СО рекомендуется повышать расход газа. [c.278]
Для сварки применяют жидкую углекислоту Ее расход при сварке проволокой диаметром 0,5—3,0 мм на различных режимах составляет около 6—25 л1мин при сварке на открытых монтажных площадках рекомендуется повышенный расход газа. В табл. 20. 6 [47] приведены марки применяемой сварочной проволоки [c.301]
Известен опыт скоростной сварки сварочной проволокой Св-12ГС диаметром до 5 со скоростью до 300 м ч прп расходе углекислого газа Ъ—20л1мин [104]. [c.304]
Опыт сварки в условиях монтажа при -скорости ветра 3— 12 м1сек с повышением расхода углекислого газа до 30 л1мин показал, что качество шва получается удовлетворительное [105, 106]. [c.304]
Сварку футеровок из листов ПТ и Ф-2М осуществляют преимущественно нагретым воздухом (азотом) и присадочными прутками. Температура газа-теплоносителя при стыковой сварке листов (на расстоянии 6 мм между соплом и свариваемой поверхностью) для ПТ 240—260 С (до 300 С), для Ф-2М 300—320 С расход газа 1,5— 3 м /ч, давление газа 0,01—0,15 МПа скорость сварки 0,1—0,2 м/мин усилие вдавливания в шов на 1 мм площади сечения присадочного прутка равно 3 И. При сварке используют прижимные ролики и специальную насадку на сопло для предварительного подогрева прутка. Промышленность выпускает электрическую сварочную горелку ГЭП-1-67 и ряд других горелок мощностью 0,4—0,8 кВт на рабочее яапряжение до 36 В. При работе внутри аииаратов напряжение не должно превышать 12 В. Для сварки листов ПТ и Ф-2М можно применять экструзионную сварку. Температура экструзируемого расплава для обеспечения надежной сварки должна составлять 220—250 °С для ПТ и 210—230 °С для Ф-2М. Для сварки ПТ рекомендуется использовать полуавтомат ПСП-5М, в котором дополнительно применяют газ-теплоноситель. [c.174]
Температура газа-теплоносителя при стыковой сварке листов (на расстоянии 6 мм между соплом и свариваемой поверхностью) для ПТ 240—260 С (до 300 С), для Ф-2М 300—320 С расход газа 1,5— 3 м /ч, давление газа 0,01—0,15 МПа скорость сварки 0,1—0,2 м/мин усилие вдавливания в шов на 1 мм площади сечения присадочного прутка равно 3 И. При сварке используют прижимные ролики и специальную насадку на сопло для предварительного подогрева прутка. Промышленность выпускает электрическую сварочную горелку ГЭП-1-67 и ряд других горелок мощностью 0,4—0,8 кВт на рабочее яапряжение до 36 В. При работе внутри аииаратов напряжение не должно превышать 12 В. Для сварки листов ПТ и Ф-2М можно применять экструзионную сварку. Температура экструзируемого расплава для обеспечения надежной сварки должна составлять 220—250 °С для ПТ и 210—230 °С для Ф-2М. Для сварки ПТ рекомендуется использовать полуавтомат ПСП-5М, в котором дополнительно применяют газ-теплоноситель. [c.174]
Механические свойства при температуре 20 «С после закалки и отпуска (750 «С) = 606 МПа, = 443 МПа, 65 =29,3%, V = 75,8%. Сварные стыковые соединения с целью обеспечения возможности определения свойств околошовной зоны имели К-образную разделку, показанную на рис. 12.4.1,а, а для испьш1ний металла шва — разделку на рис. 12.4.1,5. Они бьши вьшолнены по штатной технологии механизированной сваркой в среде аргона с 5% О проволокой СвЧ)8Г2С диаметром 2 мм на следующих режимах сила тока 380…400 А, напряжение 25…30 В, скорость сварки 15… 16 м/ч, расход газа аргона 25…30 л/мин, кислорода 1,2…1,6 л/мин, 6…7 проходов с каждой стороны (полуавтомат А-537, источник питания пег-500). [c.451]
Сварные стыковые соединения с целью обеспечения возможности определения свойств околошовной зоны имели К-образную разделку, показанную на рис. 12.4.1,а, а для испьш1ний металла шва — разделку на рис. 12.4.1,5. Они бьши вьшолнены по штатной технологии механизированной сваркой в среде аргона с 5% О проволокой СвЧ)8Г2С диаметром 2 мм на следующих режимах сила тока 380…400 А, напряжение 25…30 В, скорость сварки 15… 16 м/ч, расход газа аргона 25…30 л/мин, кислорода 1,2…1,6 л/мин, 6…7 проходов с каждой стороны (полуавтомат А-537, источник питания пег-500). [c.451]
Длительность процесса сварки, расходы газа и кислорода, режимы нагрева безопасного охлаждения тройников после сварки определяются помимо химического состава стекла диаметром и толщиной стенок труб. В табл. 24 приведены основные параметры процесса сварки тройкихов из малощелочного стекла условным цроходным диаметром 25 и 50 мм. [c.116]
Как видно пз данных таблицы, процесс сварки малощелочного стекла мало отличается от сварки боросиликатного. Можно отметить лпшь несколько большую продолжительность сварки малощелочного стекла, что объясняется более высоким температурным режимом процесса. Кроме того, изменяется соотношение газа и кислорода, расходующихся при горении. В случае малощелочного стекла, поскольку при сварке требуется пламя с более высокой температурой, естественно, расходуется большее количество кислорода. В случае же сварки боросиликатного стекла на горение подается помимо кислорода некоторое количество воздуха, в связи с чем расход кислорода несколько снижается. [c.125]
Можно отметить лпшь несколько большую продолжительность сварки малощелочного стекла, что объясняется более высоким температурным режимом процесса. Кроме того, изменяется соотношение газа и кислорода, расходующихся при горении. В случае малощелочного стекла, поскольку при сварке требуется пламя с более высокой температурой, естественно, расходуется большее количество кислорода. В случае же сварки боросиликатного стекла на горение подается помимо кислорода некоторое количество воздуха, в связи с чем расход кислорода несколько снижается. [c.125]
В настоящее время газовая сварка имеет ограниченную область применения, главным образом для сварки труб диаметром до 80 мм. Сварку проводят ацетиленокислородным нламепем с добавлением присадочного материала. Для получения ацетилена используют генераторы типов РА, МГ, ГВР-1,25. Кислород доставляют в специальных баллонах под давлением 150 кПсм (или 15 Мн1м ). Для сварки применяют горелки типов СГ-48 и СГМ, которые могут работать с различными расходами горючего газа в зависимости от номера применяемого наконечника. Так, у горелки СГ-48 расход ацетилена можно изменять от 75 до 2500 л ч. Это позволяет проводить сварку металла различных толщин одной и той же горелкой. [c.85]
Так, у горелки СГ-48 расход ацетилена можно изменять от 75 до 2500 л ч. Это позволяет проводить сварку металла различных толщин одной и той же горелкой. [c.85]
Из других видов сварки следует отметить получившую распространение в последнее время дуговую сварку вольфрамовым электродом в защитном газе (аргоне) и применяемую в производстве изделий новой техники. Вольфрамовый электрод при нагревании энергично окисляется, поэтому сварку ведут в защитной среде, не содержащей кислорода. Возможно непрерывное вдувание в дугу инертного газа, в качестве которого используются аргон, гелий или водород, либо смеси этих газов. Наиболее часто используется аргон как наиболее дешевый. Дуга постоянного тока в аргоне при прямой полярности (минус на электроде) горит устойчиво и легко зал игается. Напряжение горения дуги составляет около 15 В, нагрев и расход электрода незначительны. Эта картина резко меняется при изменении полярности. При этом возникает катодное расаыление, приводящее к тому, что с поверхности основ юго металла в зоне сварки удаляются окислы и загрязнения. Очищающее действие дуги позволяет без применения флюсов сваривать спец-стали, алюминий, магний, различные легкие сплавы, тугоплавкие металлы, активные металлы с большим сродством к кислороду, а также металлы малых толщин. Для питания дуги используются обычные агрегаты постоянного тока и выпрямители для дуговой сварки. В некоторых случаях желательно применение дополнительных осцилляторов и специальных электродов с добавкой окиси тория или лантана (торированные или лантанированные электроды) с целью облегчения зажигания и повышения устойчивости дуги. [c.154]
Очищающее действие дуги позволяет без применения флюсов сваривать спец-стали, алюминий, магний, различные легкие сплавы, тугоплавкие металлы, активные металлы с большим сродством к кислороду, а также металлы малых толщин. Для питания дуги используются обычные агрегаты постоянного тока и выпрямители для дуговой сварки. В некоторых случаях желательно применение дополнительных осцилляторов и специальных электродов с добавкой окиси тория или лантана (торированные или лантанированные электроды) с целью облегчения зажигания и повышения устойчивости дуги. [c.154]
Экономич. затраты иа получение А. термоокислительным крекингом и пиролизом внолне сравнимы с экономикой получения А. карбидным методом. Эти способы выгодно отличаются от карбидного метода отсутствием прямого расхода электроэнергии и являются перспективными для районов с месторождениями природного газа, лишенных дешевой электроэнергии. А. производится в огромных масштабах производственные мощности но А. в индустриальных странах исчисляются в сотнях тысяч тонн напр. , в США превышают 1 млн. т в год. А. служит исходным сырьем для синтеза большого числа технически весьма важных органич. соединений. Наряду с таким крупным потребителем А., каким является быстро растущее произ-во хлоронренового каучука, А. находит широкое применение для получения винилхло-рида, ацетальдегида, уксусного ангидрида, акрилонитрила, винилацетата, трихлорэтилена и мн. др. Около 70% производящегося А. расходуется иа нужды тяжелой органич. пром-сти и ок. 30% на сварку. [c.174]
, в США превышают 1 млн. т в год. А. служит исходным сырьем для синтеза большого числа технически весьма важных органич. соединений. Наряду с таким крупным потребителем А., каким является быстро растущее произ-во хлоронренового каучука, А. находит широкое применение для получения винилхло-рида, ацетальдегида, уксусного ангидрида, акрилонитрила, винилацетата, трихлорэтилена и мн. др. Около 70% производящегося А. расходуется иа нужды тяжелой органич. пром-сти и ок. 30% на сварку. [c.174]
Оросительные теплообменник] представляют собой ряд располо женных друг над другом прямы труб, орошаемых снаружи водо (фиг. 41). Между собой трубы сое диняются сваркой или на фланца, при помощи калачей . Ороситель ные теплообменники применяю главным образом в качестве холо дильников для жидкостей и газо или как конденсаторы. Орошающа вода равномерно подается сверх через желоб с зубчатыми краями Вода, орошающая трубы, частич испаряется, вследствие чего расход воды в оросительных теплообменни ках несколько ниже, чем в холодильниках других типов. Ороситель [c.148]
Ороситель [c.148]
Изношенные детали можно восстанавливать, наплавляя на поврежденные участки слой металла, например, элек-тродуговой сваркой. При таком восстановлении часть металла выгорает, отчего качество ремонта резко ухудшается. Наплавляемый металл защищают, нанося слой легкоплавкого флюса, или создают вокруг места наплавки защитную атмосферу из инертного газа. И все-таки расход металла большой, поверхность наплавленного металла шероховатая. [c.173]
Газовая сварка
Газовая сварка представляет собой один из видов сварки плавлением. Источником теплоты является высокотемпературное пламя сжигаемых газов в горелке. При производстве работ в качестве горючих газов наиболее часто применяются смеси кислорода и ацетилена, пропана и бутана, водород, либо природный газ. Соединение кромок металла производится с помощью присадочной проволоки, или за счет расплавления отбортованных кромок (для толщины металла не больше 2 мм).
Газовая сварка позволяет соединять детали практически из всех металлов, причем такие материалы, как чугун, латунь, медь, свинец таким способом свариваются лучше, чем электродуговой сваркой.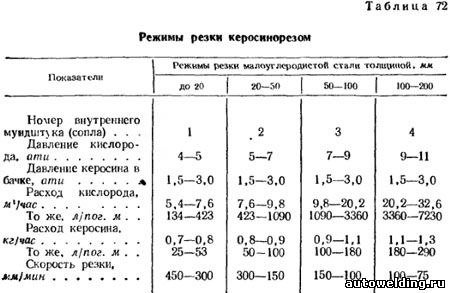 Другим преимуществом этого метода является отсутствие необходимости в источнике электрического тока, простота сварочного процесса.
Другим преимуществом этого метода является отсутствие необходимости в источнике электрического тока, простота сварочного процесса.
Превалирующей областью применения газовой сварки является соединение низкоуглеродистых и среднеуглеродистых сталей толщиной до 4 мм, труб диаметром до 100 мм и толщиной стенки 3…5 мм, чугунных деталей, деталей из цветных металлов различной толщины, наплавка на стальные и чугунные детали. Сваривание стали большей толщины производительнее электродуговым способом.
Рабочее место для проведения газовой сварки включает в свой состав кислородные баллоны с редукторами (для снижения давления баллонного газа), ацетиленовый генератор для кислородно-ацетиленовой сварки, предохранительные затворы, резиновые рукава для подачи газов, горелки, сварочные материалы: присадочную проволоку и флюсы; слесарные принадлежности и инструмент (средства индивидуальной защиты, ключи, зубила, молотки, металлические щетки и т.д.), приспособления для сборки, стол сварщика.
Кислород к посту сварщика может доставляться в газообразном виде в баллонах под давлением, либо в жидком виде, затем его преобразуют в газообразное состояние с помощью насосов с испарителями или газификаторов.
При газовой сварке можно изменять тип пламени при помощи варьирования состава смеси горючих газов (рисунок 1). Нормальное пламя характеризуется соотношениями:
1) кислород:ацетилен=1,1…1,2;
2) кислород:природный газ=1,5…1,6;
3) кислород:пропан=3,5.
Окислительное пламя применяется при сваривании латунных деталей. Науглероживающее пламя связано с избытком ацетилена, оно применяется при сварке чугуна. Оба вида пламени используются также для пайки с применением твердосплавных припоев.
В начале работы угол наклона мундштука выставляют больше, а затем его уменьшают в соответствии со значениями на рисунке 2.
В конце шва угол уменьшают, чтобы не произошло пережога металла. При сваривании шва совершают поперечные колебания мундштуком (рис. 3) для равномерного прогрева и получения шва требуемой ширины.
3) для равномерного прогрева и получения шва требуемой ширины.
При заварке швов в нижнем пространственном положении наиболее часто используются колебательные движения «полумесяцем». Движение мундштука могут быть двух типов — левым и правым (рисунок 4). В первом случае пламя горелки направлено на не сваренные кромки деталей, во втором — на уже сваренный участок шва. Правое направление дает более качественный шов, оно экономичнее и производительнее при сварке деталей, у которых толщина выше 5 мм. Присадочную проволоку держат под углом примерно 45 град. в направлении, противоположном перемещению мундштука. По окончании шва присадочную проволоку не убирают из сварочной ванны, чтобы не произошло окисления металла.
Технологический процесс газовой сварки включает операции подготовки кромок, сборку перед сваркой в приспособлениях, кондукторах или на прихватках, сварку и зачистку шва, предварительную или последующую термообработку. Способы разделки кромок под стыковые швы показаны в таблице 1. Газовая сварка нахлесточных и тавровых швов производится для металла толщиной не больше 3 мм, угловые швы обычно варят без присадочной проволоки, оплавлением кромок. Длину прихваток и расстояние между ними можно выбрать по таблице 2.
Газовая сварка нахлесточных и тавровых швов производится для металла толщиной не больше 3 мм, угловые швы обычно варят без присадочной проволоки, оплавлением кромок. Длину прихваток и расстояние между ними можно выбрать по таблице 2.
Режимы газовой сварки имеют следующие параметры: мощность пламени (расход горючего газа, л/ч), диаметр и расход присадочного материала, тип пламени (состав газов).
Мощность определяется по формуле:
М=k*S,
где k — удельный расход горючего газа, л/ч, потребный для сварки материала толщиной 1 мм;
S — толщина свариваемых кромок.
Удельный расход можно определить по таблице 3. Исходя из мощности, назначается номер наконечника горелки по паспортным данным. Диаметр присадочного материала при сваривании стали определяется по формулам:
1) левый способ сварки d=(S+1)/2,
2) правый способ d=S/2.
Расход присадочного материала прямо пропорционален произведению квадрату толщины кромок и удельному расходу на 1 погонный метр шва (таблица 4).
Недостатками этого метода сварки являются взрывоопасность и пожароопасность (кислород при контакте с маслами самовоспламеняется, в смеси с горючими веществами кислород взрывоопасен, неисправные горелки также могут привести к взрывам и пожарам), большая зона нагрева металла, что может привести к деформациям конструкции, более низкая скорость нагрева металла шва, большие затраты на расходные материалы (кислород, ацетилен), по сравнению с дуговым методом сварки, низкая степень механизации.
Оборудование для газовой сварки Особенности газовой сварки разных металловТакже по теме:
Газовая сварка: способы, технология, оборудование
1 / 1
Что такое газовая сварка
Опыты по сварке и резке металлов с помощью горючих газов впервые были проведены в конце XIX века.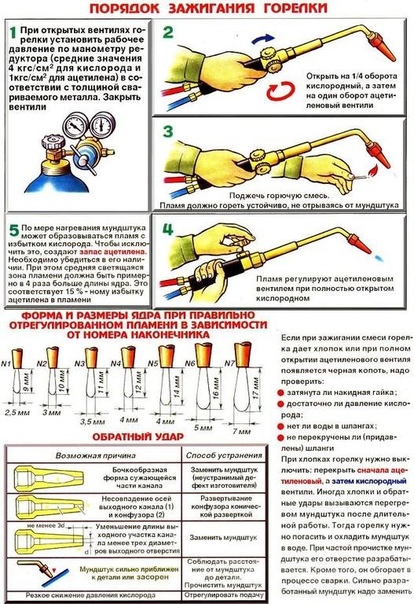 В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
Благодаря целому ряду уникальных возможностей, газовая резка и сварка металлов получили широкое распространение, несмотря на уже известную в то время электросварку. Сильно милитаризованный мир начала XX столетия пришёл в восторг от возможности сварки и резки металлов под водой. Уже в 1917 г. подводная кислородная резка была поставлена на службы военно-морских ведомств Англии и Америки.
Россия впервые увидела газовую сварку на демонстрационных опытах в Московском техническом училище в 1906 году. Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.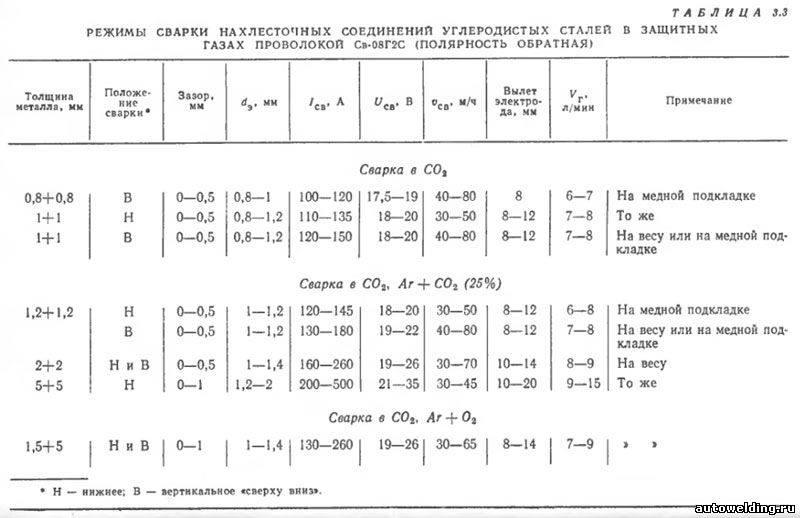
Физико-химические основы газовой сварки
Виды сварки, использующие тепловую энергию, относятся к термическому классу. В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
Нагрев и плавление металлов происходит под воздействием теплоты, выделяющейся из горелки в результате реакции окисления между ацетиленом и кислородом.
Эскиз горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — инжектор; 5 — кислородный вентиль; 6 — ацетиленовый вентиль
С точки зрения кинетики химических и диффузионных процессов, сварка металлов плавлением является высокотемпературным процессом, который активирует химические реакции между металлом, средой, шлаками и создаёт условия для диффузионных процессов соединения металлов. Атомы и молекулы металлов входят в тесное соприкосновение и образуют новые молекулы, из которых состоит материал сварного шва.
Атомы и молекулы металлов входят в тесное соприкосновение и образуют новые молекулы, из которых состоит материал сварного шва.
Замечательной особенностью этого вновь образованного материала сварного шва является то, что его прочность, зачастую, бывает выше прочности исходных материалов. Это качество подтверждено как лабораторными физическими исследованиями, так и реальными фактами разрушения материала около шва в то время, как шов остаётся целым.
Для надёжного ведения газосварочных работ необходимо выполнение условия двукратного превышения температуры горения газа над температурой плавления металла. Такие условия можно создать только с помощью ацетилена, имеющего температуру горения 3150 0С. Этот газ позволяет варить практически все виды стали. Говорить о преимуществах и недостатках этого вида сварки можно только с учётом свойств газов, задействованных в процессе.
Какой газ подходит для сварки
Кислород
Кислород получают из воздуха методом криогенной ректификации. По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
-
1-й сорт содержит 99,7% кислорода;
-
2-й сорт содержит 99,5% кислорода;
-
3-й сорт содержит 99,2% кислорода.
Разница в процентном содержании может показаться незначительной, но это не так. Сорт очень важен, особенно при резке металлов. Даже незначительное уменьшение содержания кислорода снижает скорость резания и увеличивает расход газа. Чаще всего, кислород к месту работы доставляют в баллонах под давлением 150 – 165 атм.
Ацетилен
Существует два способа ведения работ с использованием ацетилена. В первом случае его получают на месте проведения работ в специальном устройстве. Реактивами служат карбид кальция и вода. Однако большее распространение получил способ доставки готового ацетилена к месту работ.
Баллонная доставка ацетилена отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью этого газа. Заполненные активированным углём баллоны пропитывают ацетоном. Такой приём позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны объёмом 40 литров, из которых в нормальных условиях получают 4,5 м3 газа.
Другие газы
Другие газы используют исключительно по причине дороговизны ацетилена. В качестве заменителей чаще всего используют или пропан, или пропанобутановую смесь. Эти газы обладают высокой теплотворной способностью, но потребляют в три раза больше кислорода, что сводит экономический эффект от их применения почти до нуля. Цветные металлы, имеющие более низкую температуру плавления, свариваются пропаном со значительной экономией.
Гораздо реже используют другие заменители ацетилена, так как они имеют ещё более низкую температуру сгорания. Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, которое способствовало широчайшему внедрению газовой сварки – её простота. Список необходимого оборудования краток, что делает этот вид сварки незаменимым для неспециализированных производств. Попробуйте найти на сельской ферме электросеть достаточной мощности, сварочный генератор, специалиста для его профилактики и ремонта и ещё много чего. А пару баллонов с газом и резак всегда можно прикатить вручную в любую точку села.
Простота метода заключается не только в простоте оборудования, но и в простоте ведения сварки. Регулируя количество газа, проходящего через горелку и её наклон, можно менять скорость и площадь нагрева, задавая различные режимы сварки.
К недостаткам относят высокую стоимость ацетилена, низкую производительность его заменителей, которая обусловлена небольшой скоростью прогрева металла.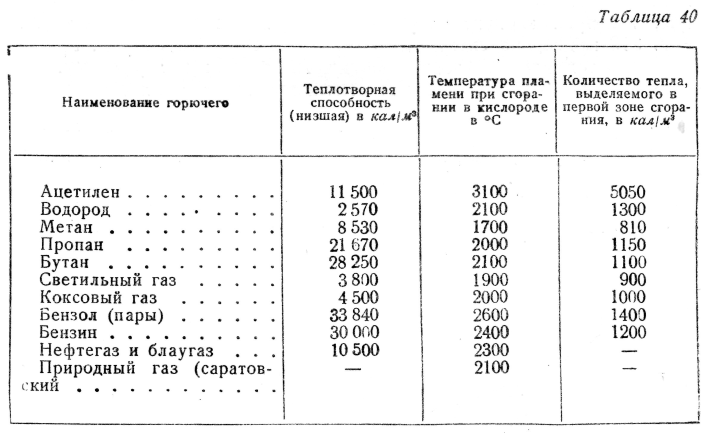 Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Совокупность положительных и отрицательных качеств газовой сварки и определяет выбор технологов при различных условиях ведения работ. Можно с уверенностью сказать, что газовая сварка прочно вошла в технологические процессы и вряд ли сдаст свои позиции в ближайшее время.
Практическое применение газовой сварки
Проще было бы сказать о том, где не применяется газовая сварка. Это универсальный метод и область его применения ограничена только соображениями рентабельности. Есть место, где эту разновидность сварки можно считать незаменимой – это кузовной ремонт и прочие места, где варят очень тонкую листовую сталь.
Традиционно этому виду сварки отдают предпочтение при:
-
монтаже труб диаметром до 50 мм.;
-
сварке цветных металлов (алюминия, меди) и их сплавов;
-
сварке чугунных изделий.

С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
Технология и способы ведения газовой сварки
Технологический процесс газовой сварки предусматривает чистку краёв свариваемых деталей. Края освобождаются от мусора, грязи, окалины, шлака и зачищаются металлическими щётками. Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
На следующем этапе подготовки подбирают горелку по мощности. Понятно, что более толстому металлу будет соответствовать более мощная горелка. Мощность горелки определяется её способностью пропускать то или иное количество газа в единицу времени.
Существует два основных способа газовой сварки: левый и правый. Левым способом сваривают металлы толщиной до 3 мм. Горелку ведут справа налево. Присадочная проволока, диаметром равная половине толщине металла плюс 1 мм., должна быть впереди горелки. Это самый распространённый способ, т.к. в этом случае сварщик хорошо видит шов и, естественно, внешний вид шва получается лучше.
При правом способе сварки горелка движется слева направо, и вслед за ней движется присадочный пруток, диаметром равный половине толщины металла. Этим способом варят листы толщиною более 3 мм.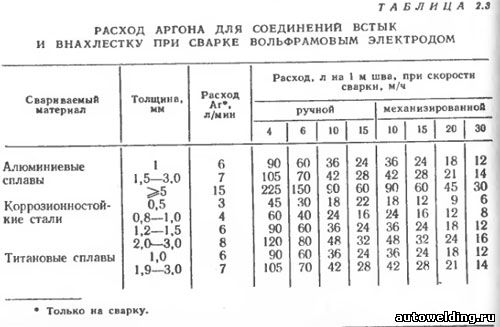 Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Как вы могли заметить, нет однозначного превосходства одного способа сварки над другим. Выбор зависит от многих факторов и ставит перед технологами непростую задачу. Кроме способа ведения горелки, технологи должны задать способ сварки.
Сквозной валик
Это наиболее простой и часто используемый способ. Соединяемые листы располагают с зазором равным половине толщины металла. Далее происходит оплавление кромки до появления сквозного отверстия. Затем его заливают расплавленным металлом кромки.
Газовая сварка ванночками
Используется для соединения углов и стыках при толщине металла не более 3 мм. Данный метод предусматривает применение присадочного прутка или проволоки. На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
При этом горелка перемещается на новый участок шва круговым движением, где образуется новая ванночка, перекрывающая предыдущую на треть диаметра. Этот способ показывает хорошие результаты при сварке тонких листов и труб из малоуглеродистой и низколегированной стали.
Многослойная газовая сварка
Применяется только для сварки ответственных изделий. Очень высокого качества, но требует больших затрат времени и газа. Преимущества заключаются в меньшей зоне нагрева металла, отжиге нижних слоёв во время сварки последующих. Проводится сварка короткими участками с очисткой каждого предыдущего слоя от окалины. Для повышения качества шва каждый предыдущий слой может проковываться перед наложением следующего.
Оборудование для газовой сварки
Газовая горелка
Основным рабочим инструментом газосварщика является газовая горелка. Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны — два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны — два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Конструктивно горелки могут быть выполнены как инжекторными, так и безинжекторными. Встречаются следующие разновидности горелок:
По мощности горелки разделяют на горелки малой, средней и большой мощности. Горелки большой мощности используются крайне редко. Горелки малой мощности получили самое большое распространение. Ими варят листы металла толщиной от 0,2 до 7 мм. Листы металла толщиной от 0,5 и до 30 мм. варятся с помощью горелок средней мощности. Для получения наилучших показателей по рентабельности и производительности горелки малой мощности комплектуются четырьмя видами насадок, а горелки средней мощности имеют семь видов насадок.
Существует особый класс микромощных горелок, но они очень специфичны и используются крайне редко. Новые образцы горелок могут быть оборудованы устройством пьезоподжига.
На сайте производителя КЕДР Вы можете ознакомиться с каталогом газовых горелок и сделать правильный выбор.
Газовые резаки
По принципу действия газовые резаки мало отличаются от горелок, но имеют некоторые конструктивные отличия. В отличие от обычной горелки, резак имеет два отдельных канала подачи горючего газа и кислорода. На каждом канале имеется регулировочный вентиль, с помощью которого можно управлять режимами работы резака: разогревом либо резкой.
Большинство пользователей сходятся во мнении о том, что газовая резка металла – самый удобный и экономичный способ. В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
Пропан – доступный и дешёвый газ в совокупности с недорогим пропановым резаком стали незаменимыми помощниками при раскрое листовых заготовок и для работ по демонтажу металлических конструкций.
С газовыми резаками производства компании «Кедр» можно ознакомиться в каталоге. Здесь же можно получить профессиональную консультацию, сделать свой выбор и оформить заказ.
Горелки и резаки от компании «Кедр» и другое газосварочное оборудование отличаются длительным сроком службы, надёжной работой и особым удобством в обращении. Этот результат достигнут при тесном сотрудничестве со специалистами отдела эргономических исследований нашей компании. Кроме доступной цены и высокого качества, мы предлагаем лучшие условия при оплате и доставке по Москве и всей России.
Handbook-Oxy-Acet Cutting & Welding
Handbook-Oxy-Acet Cutting & Welding Жесткий- Наплавка, Строительство Слияние Сварка Углерод Сварка Цветной Металлы Обогрев & Нагревать лечение Паять Сварка Сварка Чугун Сварка Железный Металлы Пайка & Пайка Оборудование Настраивать Операция Оборудование За OXY-Ацет Структура из Стали механический Характеристики металлов Кислород & Ацетилен OXY-Ацет Пламя Физический Характеристики металлов Как стали Являются Секретный Расширение & сокращение Подготовка За Сварка OXY-Ацет Сварка & резка Безопасность Практики Руководство Резка Кислород Резка по Машина Приложения Тестирование & осмотр 5 Резка. Пока
кислородно-ацетиленовая сварка, возможно, «отошла на второй план» в промышленности (значительное
как это может быть в ремонтных работах)
использование кислородной резки расширялось каждое десятилетие, начиная с 1902 года.
Факел живет со сталью и на ней,
весь путь от первичного сталелитейного завода до склада металлолома, где сталь рекуперируется
для использования в производстве большего количества стали.
Кислородная резка сейчас и никогда не была исключительно
кислородно-ацетиленовый процесс; другие горючие газы также
широко используемый.Однако с ацетиленом работает больше резаков, чем с
все остальные топливные газы вместе взятые,
по причинам, которые мы рассмотрим немного глубже в главе 22. Количество
потребление кислорода при резке
во много раз превышает количество, расходуемое при газовой сварке.
Кондиционирование стали.
Достаточно известный факт, что кислородные преобразователи
быстро вытесняют другие виды
печи (мартеновские, бессемеровские) при выплавке стали.
Пока
кислородно-ацетиленовая сварка, возможно, «отошла на второй план» в промышленности (значительное
как это может быть в ремонтных работах)
использование кислородной резки расширялось каждое десятилетие, начиная с 1902 года.
Факел живет со сталью и на ней,
весь путь от первичного сталелитейного завода до склада металлолома, где сталь рекуперируется
для использования в производстве большего количества стали.
Кислородная резка сейчас и никогда не была исключительно
кислородно-ацетиленовый процесс; другие горючие газы также
широко используемый.Однако с ацетиленом работает больше резаков, чем с
все остальные топливные газы вместе взятые,
по причинам, которые мы рассмотрим немного глубже в главе 22. Количество
потребление кислорода при резке
во много раз превышает количество, расходуемое при газовой сварке.
Кондиционирование стали.
Достаточно известный факт, что кислородные преобразователи
быстро вытесняют другие виды
печи (мартеновские, бессемеровские) при выплавке стали.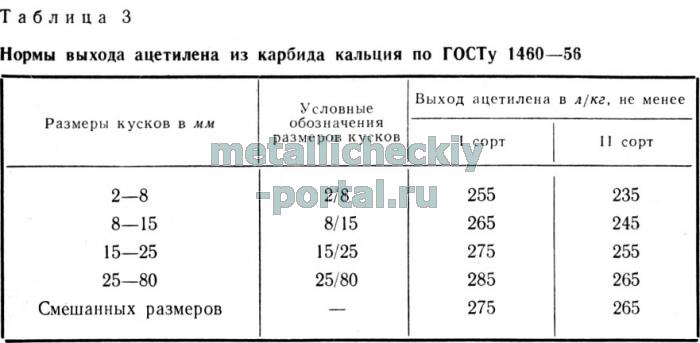 Менее известным является
тот факт, что задолго до появления первого кислорода
конвертер был введен в эксплуатацию, сталелитейные заводы потребляли многие тысячи
тонн кислорода для удаления
дефекты поверхности стальных блюмов, заготовок и слябов до прокатки стали
до окончательной формы плиты или листа.несколько
виды операций, охватываемые термином кондиционирование стали
все процессы кислородной резки; мало их сегодня
можно отнести к оксиацетиленовым, но все они восходят к ранним
использование кислородно-ацетиленовых резаков
которые были немного изменены, чтобы они могли канавки
стали, а не нарезать его. Инжир.
2-3. Этот оператор удаляет поверхностные дефекты из
стальной сляб, который затем будет повторно нагрет и прокатан
в лист. Это одна из операций, предусмотренных
общий термин «кондиционирование стали».Длина
стальной стержень продвигается в предварительный нагрев
пламя, скорость
до начала реакции между струей кислорода
и поверхности пластины, каждый раз, когда оператор нажимает
рычаг режущего кислородного клапана.
Менее известным является
тот факт, что задолго до появления первого кислорода
конвертер был введен в эксплуатацию, сталелитейные заводы потребляли многие тысячи
тонн кислорода для удаления
дефекты поверхности стальных блюмов, заготовок и слябов до прокатки стали
до окончательной формы плиты или листа.несколько
виды операций, охватываемые термином кондиционирование стали
все процессы кислородной резки; мало их сегодня
можно отнести к оксиацетиленовым, но все они восходят к ранним
использование кислородно-ацетиленовых резаков
которые были немного изменены, чтобы они могли канавки
стали, а не нарезать его. Инжир.
2-3. Этот оператор удаляет поверхностные дефекты из
стальной сляб, который затем будет повторно нагрет и прокатан
в лист. Это одна из операций, предусмотренных
общий термин «кондиционирование стали».Длина
стальной стержень продвигается в предварительный нагрев
пламя, скорость
до начала реакции между струей кислорода
и поверхности пластины, каждый раз, когда оператор нажимает
рычаг режущего кислородного клапана.
Что такое кислородно-ацетиленовая сварка? | Кислородно-топливная сварка
Что такое кислородно-ацетиленовая сварка?Ацетиленокислородная сварка, обычно называемая газовой сваркой, представляет собой процесс, основанный на сгорании кислорода и ацетилена.При смешивании в правильных пропорциях в ручной горелке или паяльной трубке образуется относительно горячее пламя с температурой около 3200 градусов по Цельсию.
При кислородно-ацетиленовой сварке для сварки металлов используется сварочная горелка. Сварка металла происходит, когда две детали нагреваются до температуры, при которой образуется общая ванна расплавленного металла. Ванна расплава обычно снабжается дополнительным металлом, называемым наполнителем. Выбор присадочного материала зависит от свариваемых металлов.
Химическое действие кислородно-ацетиленового пламени можно регулировать, изменяя соотношение объема кислорода и ацетилена.
Другим видом сварки является кислородно-ацетиленовая сварка.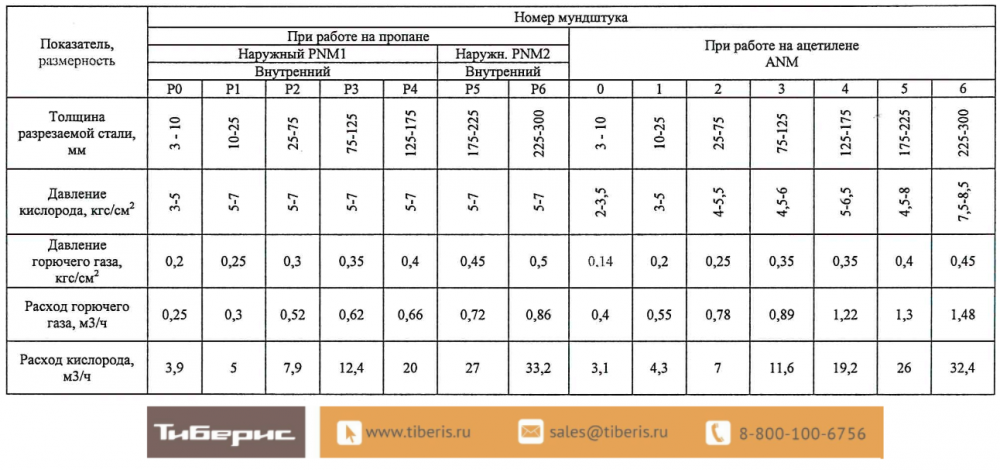 Также известная как кислородно-топливная сварка, кислородно-ацетиленовая сварка представляет собой процесс, основанный на сгорании кислорода и горючего газа, обычно ацетилена. Вы можете услышать, что этот тип сварки называется «газовой сваркой».
Также известная как кислородно-топливная сварка, кислородно-ацетиленовая сварка представляет собой процесс, основанный на сгорании кислорода и горючего газа, обычно ацетилена. Вы можете услышать, что этот тип сварки называется «газовой сваркой».
Газовая сварка используется почти исключительно для сварки тонких металлических профилей. Вы также можете использовать кислородно-топливную сварку для задач нагрева, таких как освобождение замерзших болтов и гаек, нагрев тяжелых заготовок для гибки и пайки мягким припоем.
Кислородно-ацетиленовая сварка — это гибкий и простительный сварочный процесс, что делает его отличным выбором для сварщиков-любителей и сварщиков, работающих неполный рабочий день. Аппараты для кислородно-ацетиленовой сварки также портативны и просты в использовании.
Как работает кислородно-ацетиленовая сварка? При кислородно-ацетиленовой сварке используется высокотемпературное высокотемпературное пламя, которое образуется при сжигании топливного газа (чаще всего ацетилена), смешанного с чистым кислородом. Основной материал расплавляется с помощью присадочного стержня с использованием пламени смеси кислородно-топливного газа через наконечник сварочной горелки.
Основной материал расплавляется с помощью присадочного стержня с использованием пламени смеси кислородно-топливного газа через наконечник сварочной горелки.
Топливный газ и газообразный кислород хранятся в стальных баллонах под давлением. Регуляторы в баллоне снижают давление газа.
Газ течет по гибким шлангам, а сварщик регулирует поток с помощью горелки. Затем присадочный стержень сплавляется с основным материалом. Однако расплавление двух кусков металла также возможно без использования присадочного стержня.
Типы пламени при кислородно-ацетиленовой сваркеИспользуются три различных режима пламени: нейтральное, окислительное и науглероживающее.
Сварка обычно выполняется с нейтральным пламенем с равным количеством кислорода и ацетилена. Окислительное пламя получается за счет увеличения расхода только кислорода, тогда как науглероживающее пламя достигается за счет увеличения расхода ацетилена по отношению к расходу кислорода.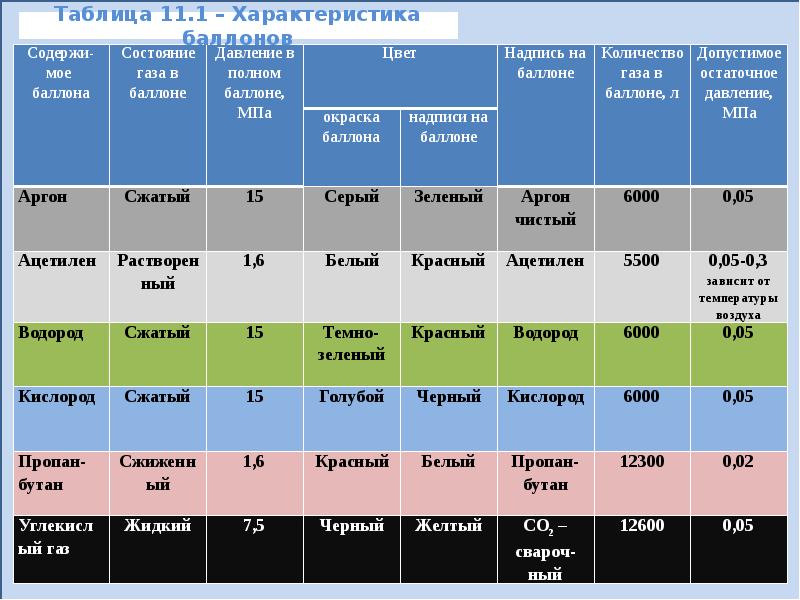
Так как сталь плавится при температуре выше 1500 град. C используется смесь кислорода и ацетилена, поскольку это единственная комбинация газов с достаточным количеством тепла для сварки стали. Однако другие газы, такие как пропан, водород и угольный газ, могут использоваться для соединения цветных металлов с более низкой температурой плавления, а также для пайки твердым припоем и серебряным припоем.
Как упоминалось выше, пламя необходимо отрегулировать, чтобы оно выглядело определенным образом, прежде чем вы сможете приступить к кислородно-ацетиленовой сварке. Различные типы пламени используются для сварки различных типов металлов.
1.
Пламя науглероживания Пламя науглероживания содержит избыток газообразного ацетилена. Этот тип пламени подходит для приложений, где требуется низкотемпературное пламя. Применяется для сварки никеля, монеля, высокоуглеродистой стали и ряда цветных металлов.Это пламя не используется для сварки обычной стали.
Ознакомьтесь с нашей подробной статьей: Что такое науглероживание?
2.
Нейтральное пламяНейтральное пламя содержит кислород и ацетилен в равных пропорциях. Этот тип пламени используется в большинстве сварочных работ, так как химическое воздействие этого пламени на нагретый металл наименьшее.
3.
Окислительное пламяКак видно из названия, окислительное пламя имеет высокое содержание кислорода (соотношение кислорода и ацетилена равно 1.5:1). Этот тип пламени используется при сварке меди и медных сплавов, таких как бронза и латунь. Его нельзя использовать для сварки стали, так как он окисляет ее.
Оборудование применение в Кислородно-ацетиленовая сварка Ацетиленово-кислородные устройства портативны и просты в использовании. К ним относятся кислород и ацетиленовые газы, хранящиеся под давлением в стальных баллонах. Цилиндры снабжены регуляторами и гибкими шлангами, ведущими к паяльной трубке.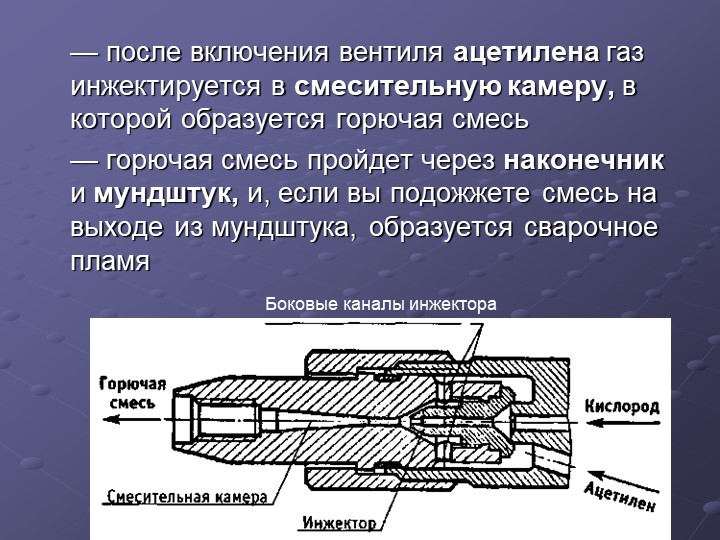
Между шлангами и регуляторами баллона размещаются специальные предохранительные устройства, такие как пламегасители.Пламегаситель предотвращает попадание пламени, возникающего в результате обратного воспламенения, в цилиндры. Основными причинами воспламенения являются отсутствие продувки шлангов и перегрев сопла паяльной трубки.
При сварке оператор должен носить защитную одежду и цветные защитные очки. Поскольку пламя менее интенсивное, чем электрическая дуга, и излучается очень мало УФ-излучения, тонированные универсальные очки обеспечивают достаточную защиту.
Рабочие характеристикиВоздействие ацетиленового пламени на поверхность свариваемого материала можно отрегулировать для получения мягкой, жесткой или бурной реакции путем изменения газовых потоков.Конечно, существуют практические ограничения на тип пламени, которое можно использовать для сварки.
Жесткое, сильное пламя приведет к сдуванию расплавленной сварочной ванны, а слишком мягкое пламя не будет стабильным вблизи точки приложения.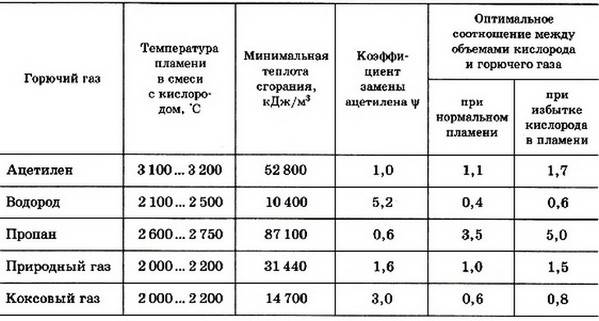
Таким образом, паяльная трубка предназначена для использования с медными соплами типа «лебединая шея» различных размеров, что позволяет использовать правильную интенсивность пламени. Зависимость между толщиной материала, размером сопла горелки и скоростью сварки показана в таблице.При сварке плавлением при необходимости может быть добавлен присадочный материал в виде стержня.
Основные приемы газокислородной сварки: левое, правое и все правые положения. Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листового металла толщиной до прибл. 5 мм. Техника справа используется для листов толщиной более 5 мм при сварке в плоском и горизонтально-вертикальном положении.
Всепозиционный правосторонний метод является модификацией правостороннего метода и идеально подходит для сварки стальных листов и особенно трубопроводов, требующих сварки в положениях (вертикальных и потолочных).Правильные и правильные методы позволяют сварщику получить равномерный проплавляющий валик с дополнительным контролем расплавленной сварочной ванны и наплавленного металла.
Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать с полной свободой передвижения. Эти техники очень высококвалифицированны и используются реже, чем традиционная левая техника.
Зачем использовать ацетилен для сварки?Сварка является важным производственным процессом в различных отраслях промышленности.Существуют различные виды сварочных процедур. Одним из важных видов является газовая сварка. В этом типе сварки тепло, необходимое для процесса, производится за счет сжигания кислорода и ацетилена. Иногда вместо ацетилена также используются водород, бутан и пропан.
Комбинация кислорода и ацетилена для резки металлов используется примерно с 1906 года. За прошедшие годы ацетилен заслужил признание как один из самых безопасных и в то же время самых сильных сварочных газов. Но растет заблуждение, что пропан лучше сварочного газа, чем ацетилен.В этом посте рассказывается о различиях между этими газами и подробно обсуждаются преимущества ацетилена.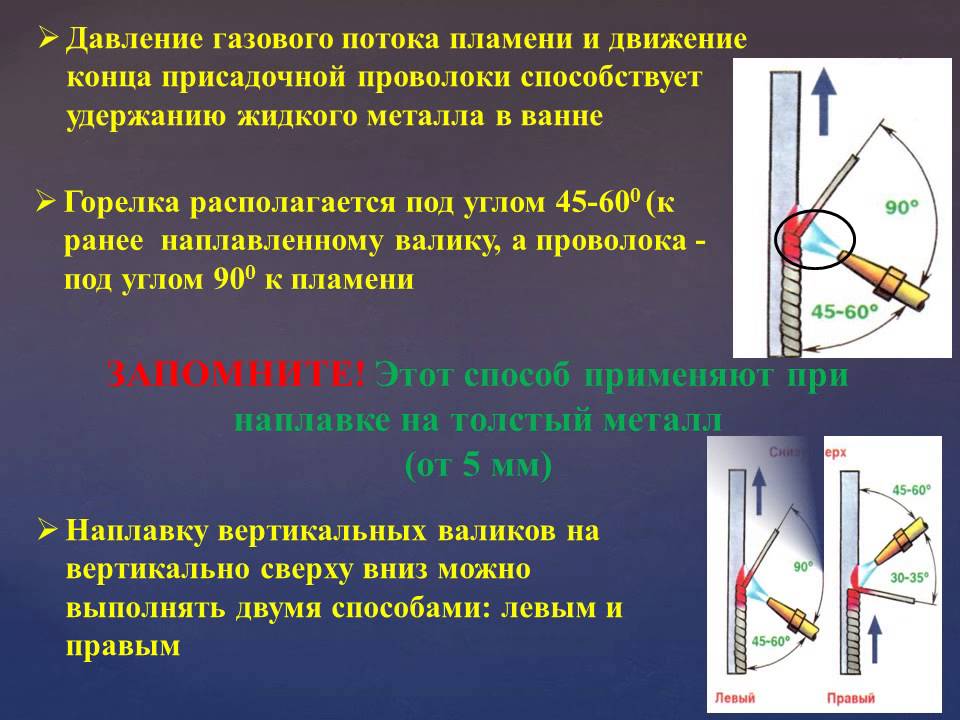
Ниже приведены основные различия между пропаном и ацетиленом:
- Температура пламени : Температура пламени пропана при горении в кислороде составляет ~2800 градусов Цельсия. Ацетилен производит температуру пламени ~ 3100 градусов по Цельсию вместе с кислородом.Эта высокая температура пламени делает ацетилен подходящим выбором для газовой сварки стали.
- Сварка: При горении в кислороде ацетилен образует восстановительную зону, которая легко очищает поверхность металла. Однако у пропана нет восстановительной зоны. Это свойство делает его непригодным для сварки. В настоящее время кислородно-ацетиленовая сварка используется для высокопрочных сталей.
- Безопасность: Эффективность ацетилена при использовании с кислородом очень высока. Это означает, что газы, особенно кислород, сохраняются дольше.Таким образом, это приводит к меньшему количеству операций с цилиндрами.
- Экономические преимущества : Ацетилен имеет меньшую стехиометрическую потребность в кислороде по сравнению с пропаном. Соотношение объема пропана составляет 4,3 к 1, тогда как для ацетилена оно составляет 1,2 к 1. Это означает, что при использовании пропана потребляется больше кислорода, чем при использовании ацетилена.
Все вышеупомянутые различия показывают, почему ацетилен предпочтительнее пропана. Хотите узнать больше о преимуществах использования кислородно-ацетиленовой сварки при газовой сварке? В следующем разделе это обсуждается подробно.
3 причины, почему ацетилен идеально подходит для сваркиСледующие пункты помогут вам понять, почему с 1906 года предпочтение отдается ацетилену для сварки. Поскольку ацетилен легче воздуха, маловероятно, что он будет накапливаться в малых количествах. Это свойство делает его безопасным для использования на любом технологическом объекте или в подземных условиях.
 При правильном применении это делает ацетилен идеальным для сварки различных стальных материалов.
При правильном применении это делает ацетилен идеальным для сварки различных стальных материалов.Rexach является одним из ведущих производителей оборудования для наполнения ацетиленовых баллонов для сварки. Команда Rexarc поможет вам разобраться в характеристиках и дополнительных преимуществах использования ацетилена для газовой сварки.
Для чего используется газокислородная сварка? Газокислородная сварка — это процесс сварки различных металлов, включая углеродистую сталь, легированные стали, чугун, алюминий и магний, с использованием чистого кислорода и топлива/газа. При кислородно-топливной сварке горелка используется для нагрева двух кусков металла до температуры, при которой образуется расплавленная ванна.
Зажечь, отрегулировать и выключить кислородно-ацетиленовую горелку легко, особенно при соблюдении соответствующих процедур. В дополнение к этим простым инструкциям вы всегда должны обязательно следовать инструкциям производителя резака.
Как правильно зажечь, отрегулировать и выключить кислородно-ацетиленовую горелку:
Во-первых, прежде чем пытаться зажечь горелку, выполните следующие проверки:
- Убедитесь, что винты регулировки давления регулятора вывернуты!
- Убедитесь, что клапаны горелки закрыты!
- Отойдите от регулятора
- Медленно откройте клапаны баллонов с кислородом и ацетиленом
- Отрегулируйте винты регулятора p/a в соответствии с настройками давления наконечника
- Отдельно откройте/закройте клапаны горелки и точно отрегулируйте настройки давления на регуляторах
- Нажмите рычаг резки и при необходимости отрегулируйте давление
Зажигание и регулировка горелки (со смесителем положительного/равного давления):
- Отдельно продуйте линии кислорода и топливного газа
- Откройте клапан топливного газа на 1/2 оборота
- Поджечь пламя бойком
- Увеличить поток топливного газа до тех пор, пока пламя не выйдет из конца острия и не будет дыма
- Уменьшить, пока пламя не вернется к острия
- Открыть кислородный клапан и отрегулировать пламя до нейтрального
- Нажать кислородный рычаг и произвести необходимые регулировки
Выключение горелки (со смесителем положительного/равного давления):
- Закрыть e Клапан кислородной горелки
- Закройте клапан горелки топливного газа
Если горелка/регуляторы и газы не будут использоваться какое-то время, выполните следующие процедуры:
- Закройте клапаны баллонов с кислородом и топливным газом
- Отдельно продуйте кислород и трубопроводы топливного газа
- Убедитесь, что все манометры регулятора показывают 0
- Выверните винты регулировки давления регулятора!
- При использовании в коммерческих целях сообщайте о любых повреждениях и т. д.своему руководителю
 д.своему руководителю
д.своему руководителюНе забывайте всегда соблюдать основные правила безопасности при работе с газокислородным оборудованием.
Часто задаваемые вопросы. Что такое кислородно-ацетиленовая сварка?
Ацетиленокислородная сварка, широко известная как газовая сварка, представляет собой процесс, основанный на сгорании кислорода и ацетилена. При смешивании в правильных пропорциях в ручной горелке или паяльной трубке образуется относительно горячее пламя с температурой около 3200°C.
Что такое газокислородная сварка? В газокислородной сварке для сварки металлов используется сварочная горелка. Сварка металла происходит, когда две детали нагреваются до температуры, при которой образуется общая ванна расплавленного металла. Ванна расплава обычно снабжается дополнительным металлом, называемым наполнителем. Выбор присадочного материала зависит от свариваемых металлов.
Сварка металла происходит, когда две детали нагреваются до температуры, при которой образуется общая ванна расплавленного металла. Ванна расплава обычно снабжается дополнительным металлом, называемым наполнителем. Выбор присадочного материала зависит от свариваемых металлов.
Газокислородная сварка — это процесс сварки различных металлов, включая углеродистую сталь, легированные стали, чугун, алюминий и магний, с использованием чистого кислорода и топлива/газа.При кислородно-топливной сварке горелка используется для нагрева двух кусков металла до температуры, при которой образуется расплавленная ванна.
СВЯЗАННЫЕ ПОСТЫИнформация о режущих газах,
Хотя
некоторые из вас могут знать Эда как старого пердуна и думать, что Эд слева, на самом деле он тот, кто справа в списке
Канадский менеджер по обучению для Linde (Praxair, Union Carbide, ESAB).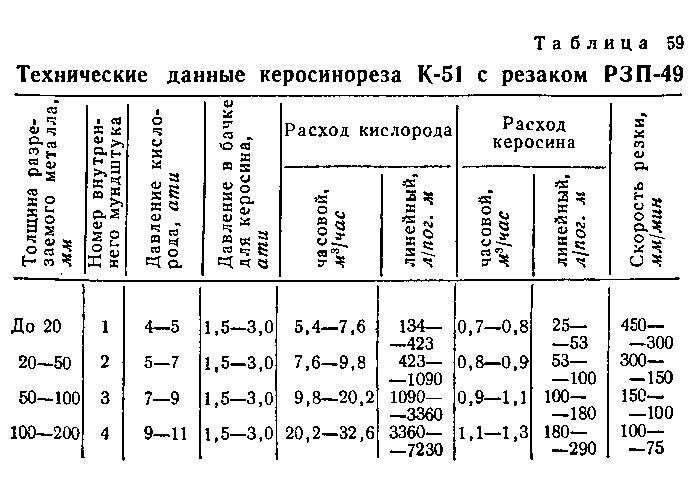 Также, когда Эд работал менеджером по сварке в компаниях AGA и Airfgas, США, Эд обеспечивал газокислородное топливо,
цеха ручной и механизированной резки в многочисленные сварочные цеха в Северной Америке
в восьмидесятых и девяностых годах.В этих мастерских были представлены сравнения кислородно-топливного оборудования и различия
между доступными топливными газами. Эд опубликовал много статей
как по процессам сварки, так и по резке, и он переписал Руководство по лазерно-плазменной термической резке.
— Раздел кислородно-топливной резки в Руководстве по ASM. Девятое издание.
1988.
Также, когда Эд работал менеджером по сварке в компаниях AGA и Airfgas, США, Эд обеспечивал газокислородное топливо,
цеха ручной и механизированной резки в многочисленные сварочные цеха в Северной Америке
в восьмидесятых и девяностых годах.В этих мастерских были представлены сравнения кислородно-топливного оборудования и различия
между доступными топливными газами. Эд опубликовал много статей
как по процессам сварки, так и по резке, и он переписал Руководство по лазерно-плазменной термической резке.
— Раздел кислородно-топливной резки в Руководстве по ASM. Девятое издание.
1988.
ТОПЛИВНЫЕ ГАЗЫ БЫЛИ И ОСТАЮТСЯ В ОКРУЖЕНИИ ТАКОГО БОЛЬШОГО ПРОДАЖИ БЫЧЬИХ ФЕКАЛИЙ, КАК ГАЗОВЫЕ СМЕСИ ДЛЯ МИГ.
Когда
оценивая множество различных доступных топливных газов, компании часто
смотреть на цену топливного газа, а не на переменные, которые влияют на
применение.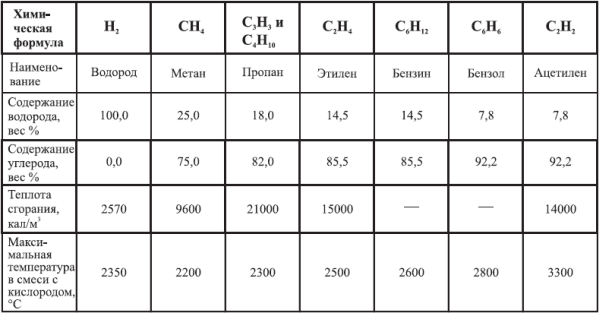
Правильные вопросы помогают сделать выбор
правильный топливный газ. Есть пять глобальных топливных газов, которые требуют оценки.
[1] Ацетилен.
[2] Пропилен.
[3] Пропан.
[4] Природный газ.
[5] Мапп Газ.
Доступны другие топливные газы, такие как MIG
Сварочные газовые смеси, вы обнаружите, что информация имеет больше общего с рекламой продукции
чем реальные преимущества BTU при резке стали
10 РЕЗКА
ВОПРОСЫ ПО ГАЗУ, НАПРАВЛЕННЫЕ НА ПРЕДОСТАВЛЕНИЕ РЕШЕНИЙ ДЛЯ
ПРИМЕНЕНИЕ РЕЗКИ, ПРОИЗВОДСТВО РЕЗКИ И БЕЗОПАСНОСТЬ:
[1] Произведите преобразование массы рассматриваемого топливного газа.При оценке конкретной стоимости топливного газа изучите, сколько кубических футов газа на фунт топлива, которое доставляет топливный газ. (см. данные о топливе ниже).
[2] Потребление кислорода является важной частью сокращения расходов. Изучите потребности в кислороде для резки
необходимо для выбранного топливного газа. Узнайте, сколько кубических футов кислорода вам потребуется
за кубометр горючего газа?
Изучите потребности в кислороде для резки
необходимо для выбранного топливного газа. Узнайте, сколько кубических футов кислорода вам потребуется
за кубометр горючего газа?
[3] Вас интересуют детали, которые вы режете? искажение.если искажение является проблемой, вам вряд ли понадобится топливный газ с высокой температурой во вторичном пламени?
[4] В зависимости от толщины резки время начала резки может съедать трудозатраты. Большое влияние на производство крупносерийной резки, особенно толстых деталей, оказывает время запуска. требуется для установления разреза. Имея это в виду, вы должны смотреть на доступное концентрированное тепло. в первичном пламени.
[5] Вы часто будете терять обрезки из-за недостатка тепла.Резка этих сталей толщиной более 1 дюйма и > 25 мм, и вы можете
потеря реза, потому что во вторичном пламени недостаточно тепла.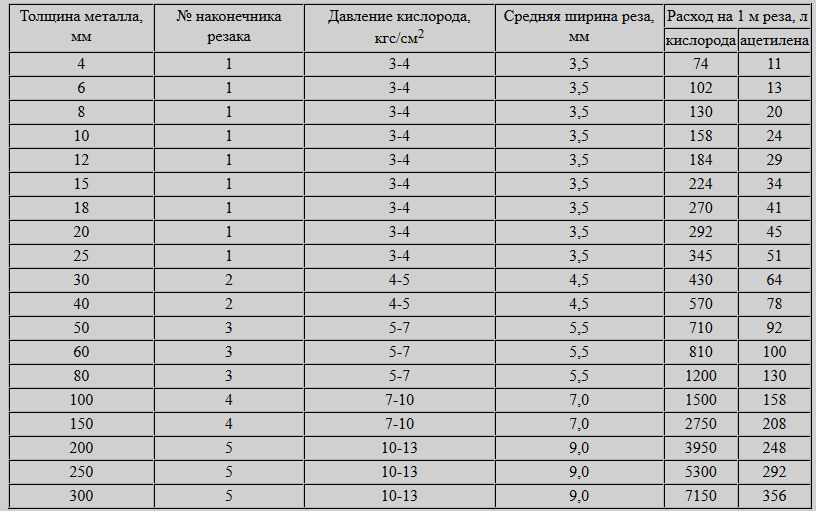
[6] Некоторые заводы выполняют как газокислородную резку, так и сварку. Оцените топливный газ по его способности выполнять как сварку, так и резку.
[7] Возможно, у вас есть опасения по поводу безопасности хранения топливного газа на вашем объекте. Изучите, как температура влияет на этот топливный газ.Изучите также возможность ретроспективных кадров и как некоторые виды топлива разлагаются при относительно низком рабочем давлении.
[8] Возможно, вы будете резать в закрытых помещениях с плохой вентиляцией, и вам хотите знать, насколько опасен топливный газ. Вы всегда должны быть обеспокоены утечки из вашего оборудования и шлангов, и очень важно знать, какие топливные газы легче или тяжелее воздуха.
[9] Если вы этого не сделаете
В здании доступно много режущего и дешевого природного газа, а также выбор топливного газа
может быть ежу понятно. Однако, если природный газ замедляет ваше производство, возможно,
пришло время сделать анализ затрат на другой топливный газ.
Однако, если природный газ замедляет ваше производство, возможно,
пришло время сделать анализ затрат на другой топливный газ.
[10} Если вы говорите с торговым представителем плазменного или лазерного оборудования, они могут быть предвзяты в своих рекомендациях по резке для приложений на ваш объект. Как правило, эти представители и, к сожалению, слишком много компаний, занимающихся резкой, не знают, что такое кислород с конкретным топливом. газы и специальные режущие наконечники и рабочее давление могут быть достигнуты.
При резке и
Я, конечно, не собираюсь охватывать их все.
Это
менеджеры или инженеры несут ответственность за просмотр данных о топливном газе на этом и других объектах. Также важно учитывать различия между кислородно-топливными наконечниками, так как конструкция наконечника будет играть большую роль в производительности и качестве резки.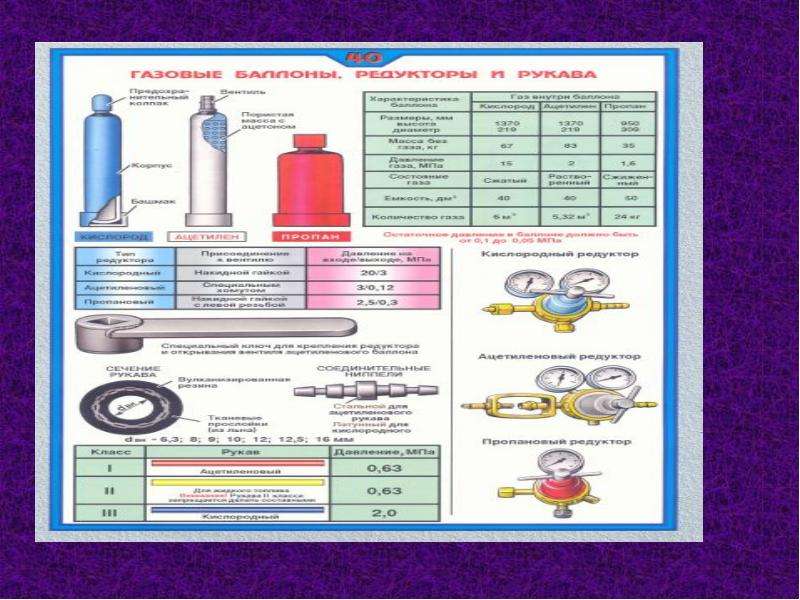 через шумиху продаж, которая погрузила эту важную тему.T
через шумиху продаж, которая погрузила эту важную тему.T
Просто подумай о вопросах, которые вам нужно задать, и вы на пути к выбору экономичный топливный газ, который будет соответствовать вашему бюджету, производственным требованиям и требованиям безопасности.
OFW: Советы и методы кислородной сварки
Кислородная сваркаГазокислородная сварка (OFW) представляет собой группу сварочных процессов, при которых металлы соединяются путем нагревания их пламенем топливного газа или факелами с приложением давления или без него, с использованием или без использования присадочного металла.
Кислородно-топливная сварка включает в себя любую сварочную операцию, в которой в качестве теплоносителя используется горючий газ в сочетании с кислородом.
Процесс включает плавление основного металла и присадочного металла, если он используется, с помощью пламени, создаваемого на конце сварочной горелки.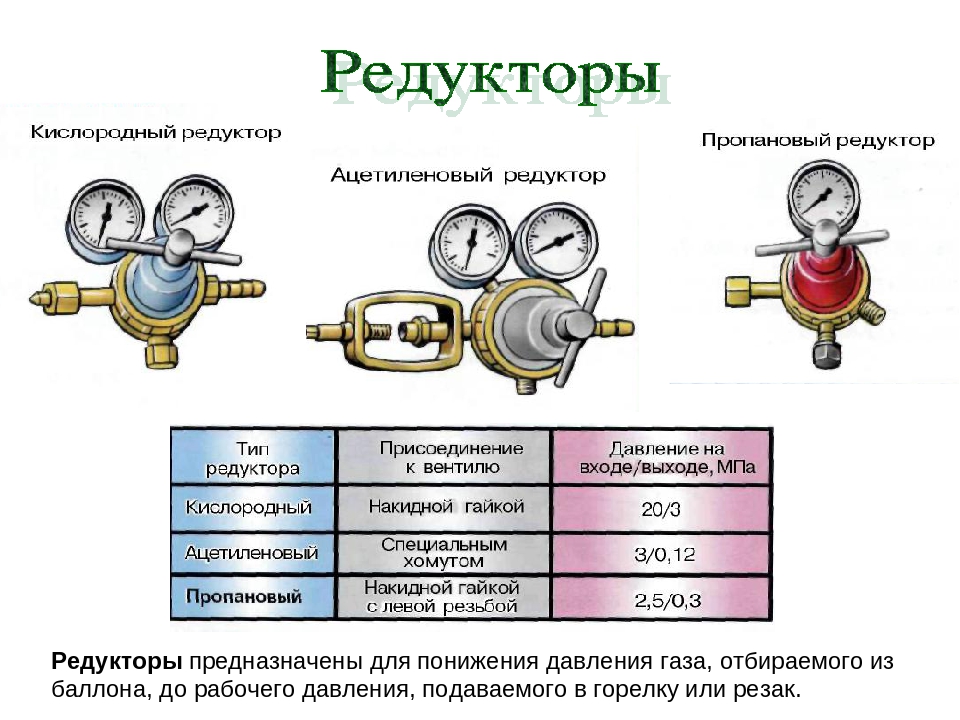
Oxy Fuel и кислород смешиваются в соответствующих пропорциях в смесительной камере, которая может быть частью узла сварочного наконечника.
Расплавленный металл с краев листа и присадочный металл, если он используется, смешивают в общей расплавленной ванне.При охлаждении они сливаются, образуя сплошной кусок.
Процессы OFW
В группе OFW есть три основных процесса:
- кислородно-ацетиленовая сварка
- кислородно-водородная сварка,
- Газовая сварка давлением.
Существует один процесс незначительного промышленного значения OFW, известный как сварка ацетиленом в воздухе, при котором тепло получают от сжигания ацетилена с воздухом.
Сварка с использованием метилацетон-пропадиена (газ MAPP) также является кислородной процедурой.
Ацетиленовый сварочный газ. Ацетилен — бесцветный газ с сильным гнилостным запахом. Смешивается с кислородом для легковоспламеняющегося топливаПреимущества
Сварка OFW имеет три ключевых преимущества:
- Контроль тепла . Одним из преимуществ этого процесса сварки является контроль, который сварщик может осуществлять над скоростью подачи тепла, температурой зоны сварки и окислительным или восстановительным потенциалом сварочной атмосферы.
- Контроль наплавленного валика – Размер, форма и вязкость сварочной ванны также контролируются в процессе сварки, поскольку присадочный металл добавляется независимо от источника сварочного тепла. Сварка OFW
- идеально подходит для сварки тонкого листа, труб и труб малого диаметра. Также используется для ремонтной сварки. Сварные швы толстого сечения, за исключением ремонтных работ, неэкономичны.
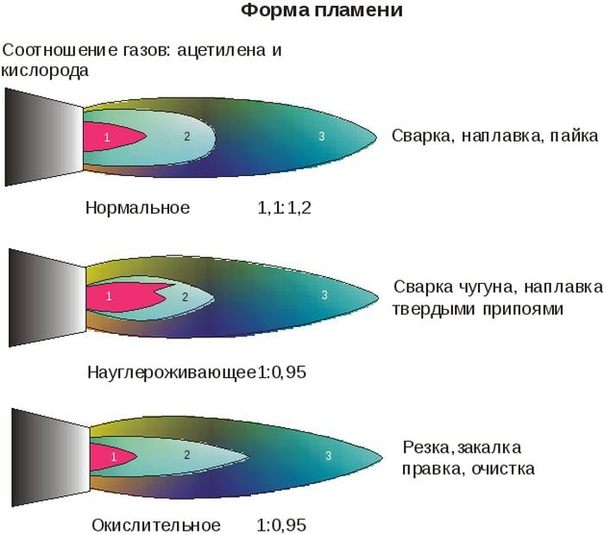 Одним из преимуществ этого процесса сварки является контроль, который сварщик может осуществлять над скоростью подачи тепла, температурой зоны сварки и окислительным или восстановительным потенциалом сварочной атмосферы.
Одним из преимуществ этого процесса сварки является контроль, который сварщик может осуществлять над скоростью подачи тепла, температурой зоны сварки и окислительным или восстановительным потенциалом сварочной атмосферы.Оборудование и комплекты
Оборудование, используемое для кислородно-топливной сварки, недорогое, обычно портативное и достаточно универсальное, чтобы его можно было использовать для различных связанных операций, таких как гибка и правка, предварительный нагрев, последующий нагрев, поверхностная сварка и пайка твердым припоем и пайка горелкой.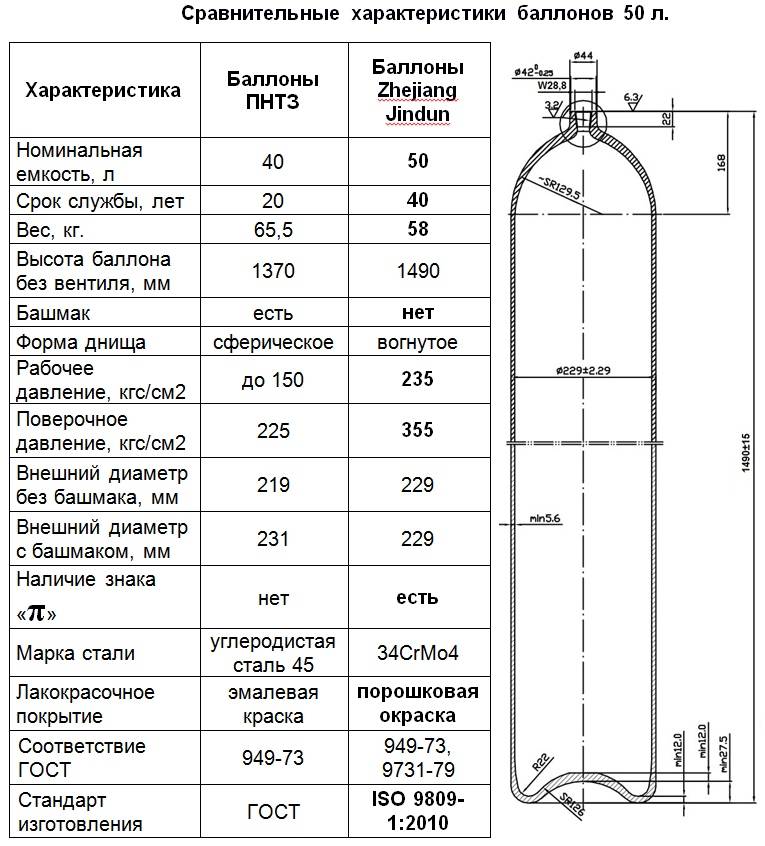
При относительно простых изменениях в оборудовании можно выполнять операции ручной и механизированной кислородной резки. Металлы, обычно свариваемые кислородно-топливным процессом, включают стали, особенно низколегированные стали, и большинство цветных металлов. Этот процесс обычно не используется для сварки тугоплавких или химически активных металлов.
Ознакомьтесь с лучшими комплектами газовых резаков здесь.
Кислородные топливные газы
Коммерческие топливные газы имеют одно общее свойство: всем им требуется кислород для поддержания горения.Чтобы быть пригодным для сварочных работ, горючий газ при сжигании с кислородом должен иметь следующие характеристики:
- Высокая температура пламени.
- Высокая скорость распространения пламени.
- Достаточное теплосодержание.
- Минимальная химическая реакция пламени с основными и присадочными металлами.
Среди многих причин, по которым сварщики используют кислородно-ацетиленовое пламя (OFW), высокие рабочие температуры (5589 градусов по Фаренгейту) и способность плавить многие распространенные металлы.
Среди имеющихся в продаже топливных газов для сварки OFW, Oxy Fuel ацетилен (сочетание водорода и углерода) наиболее точно соответствует всем этим требованиям.
Другие газы, топливо, такое как газ MAPP, пропилен, пропан, природный газ и патентованные газы на их основе, имеют достаточно высокие температуры пламени, но демонстрируют низкую скорость распространения пламени.
Эти сварочные газовые горелки OFW чрезмерно окисляются при соотношении кислорода и топливного газа, достаточно высоком для обеспечения приемлемой скорости теплопередачи.Устройства удержания пламени, такие как зенковки на наконечниках, необходимы для стабильной работы и хорошей теплопередачи даже при более высоких соотношениях.
Однако эти сварочные газы OFW используются для кислородной резки. Они также используются для пайки горелкой, пайки и многих других операций, где требования к характеристикам пламени и скорости теплопередачи не такие, как при сварке.
Oxy Acetelyne Welding Flame AdjustmentТипы пламени
Окси-ацетелиновое сварочное пламя. Изображения типов кислородно-ацетиленового пламени (науглероживающее, нейтральное, окислительное)
Изображения типов кислородно-ацетиленового пламени (науглероживающее, нейтральное, окислительное)С помощью кислородно-ацетиленового пламени (OFW) можно создать три типа сварочного пламени. Каждую из них можно отличить по цвету, размеру и форме. Каждое пламя может быть создано с помощью уникальной смеси ацетилена и кислорода.
- Науглероживание : используется смесь большего количества ацетилена по сравнению с кислородом. Используется для пайки, сварки, пайки и серебряной пайки.
- Нейтральный : наиболее распространенный тип. Он создан из сбалансированной смеси кислорода и ацетилена.Вызывает медленное таяние. Он создает меньше искр и не кипит. Защищает сталь от окисления и соединение не прогорает. В результате получаются прочные сварные швы.
- Окислитель : как следует из названия, используется более богатая смесь кислорода, чем ацетелин. Этот тип пламени не считается практичным для сварки. Это может вызвать такие проблемы, как затвердевание сварного шва, его слабость и хрупкость.

Подготовка основного металла
Грязь, масло и оксиды могут вызвать непровар, шлаковые включения и пористость сварного шва.Загрязнения должны быть удалены вдоль стыка и по бокам основного металла.
Корневое отверстие для данной толщины металла должно позволять без труда перекрыть зазор, но оно должно быть достаточно большим, чтобы обеспечить полное проникновение. Спецификации для корневых отверстий должны соблюдаться точно.
Толщина основного металла в месте соединения определяет вид подготовки кромок под сварку. Тонкий листовой металл легко полностью расплавляется пламенем. Таким образом, кромки с квадратными гранями можно стыковать и сваривать.
Этот тип соединения ограничен материалом толщиной менее 3/16 дюйма (4,8 мм). При толщине от 3/16 до 1/4 дюйма (от 4,8 до 6,4 мм) для полного проникновения необходимо небольшое отверстие или канавка в корне, но необходимо добавить присадочный металл, чтобы компенсировать отверстие.
Кромки соединения толщиной 1/4 дюйма (6,4 мм) и более должны быть скошены. Скошенные края на стыке обеспечивают канавку для лучшего проникновения и сплавления по бокам.
Скошенные края на стыке обеспечивают канавку для лучшего проникновения и сплавления по бокам.
Угол скоса для кислородно-ацетиленовой сварки варьируется от 35 до 45 градусов, что эквивалентно изменению прилежащего угла соединения от 70 до 90 градусов, в зависимости от применения.
Корневая поверхность шириной 1/16 дюйма (1,6 мм) является нормальной, но иногда используются скошенные кромки. Листы толщиной 3/4 дюйма (19 мм) и более имеют двойную фаску, когда сварку можно выполнять с обеих сторон. Поверхность корня может варьироваться от 0 до 1/8 дюйма (от 0 до 3,2 мм).
Скошенная кромка с обеих сторон уменьшает количество необходимого присадочного металла примерно наполовину. Также снижается расход газа на единицу длины сварного шва.
Проще всего подготовить кромку с квадратной канавкой. Эта кромка может быть обработана, сколота, отшлифована или кислородно-режим.Тонкое оксидное покрытие на поверхности кислородного реза не нужно удалять, поскольку оно не оказывает отрицательного влияния на процесс сварки или качество соединения. Угол скоса можно обрезать кислородом.
Угол скоса можно обрезать кислородом.
Многослойная сварка
Многослойная сварка используется, когда требуется максимальная пластичность стального сварного шва в состоянии после сварки или без напряжения, или когда требуется несколько слоев при сварке толстого металла.
Многослойная сварка выполняется путем нанесения присадочного металла последовательными проходами вдоль шва до его заполнения.Поскольку площадь, покрываемая каждым проходом, мала, размер сварочной ванны уменьшается.
Эта процедура позволяет сварщику добиться полного провара шва без чрезмерного проплавления и перегрева во время наплавки первых нескольких проходов. Меньшая лужа легче контролируется. Сварщик может избежать окислов, шлаковых включений и непровара с основным металлом.
Измельчение зерна в нижележащих проходах по мере их повторного нагрева увеличивает пластичность наплавленной стали.Окончательный слой не будет иметь такого качества, если не будет добавлен и удален дополнительный проход или горелка не пройдет над соединением, чтобы довести последний слой до температуры нормализации.
Качество сварки
Внешний вид сварного шва не обязательно свидетельствует о его качестве. Визуальный осмотр нижней стороны сварного шва позволит определить, есть ли полное проплавление или имеются чрезмерные шарики металла.
Недостаточный провар может быть вызван недостаточным скосом кромок, слишком широкой притупленной поверхностью, слишком высокой скоростью сварки или неправильным обращением с горелкой и сварочным электродом.
Сварные швы большего и меньшего размера можно легко наблюдать. Сварочные калибры доступны для определения того, имеет ли сварной шов чрезмерное или недостаточное усиление. Подрезы или нахлесты по бокам сварных швов обычно можно обнаружить при визуальном осмотре.
Хотя другие несплошности, такие как неполное сплавление, пористость и растрескивание, могут быть или не быть очевидными, чрезмерный рост зерен или наличие твердых пятен невозможно определить визуально.
Неполное проплавление может быть вызвано недостаточным нагревом основного металла, слишком быстрым ходом, включениями газа или грязи. Пористость является результатом захваченных газов, обычно угарного газа, чего можно избежать путем более осторожного обращения с пламенем и адекватного флюсования, где это необходимо. Твердые участки и растрескивание являются результатом металлургических характеристик сварного шва.
Пористость является результатом захваченных газов, обычно угарного газа, чего можно избежать путем более осторожного обращения с пламенем и адекватного флюсования, где это необходимо. Твердые участки и растрескивание являются результатом металлургических характеристик сварного шва.
Рабочее давление для сварочных работ
Требуемое рабочее давление OFW увеличивается по мере увеличения отверстия наконечника. Соотношение между номером наконечника и диаметром отверстия может различаться у разных производителей. Однако меньшее число всегда указывает на меньший диаметр.Примерное соотношение между номером наконечника и требуемым давлением кислорода и ацетилена см. в таблицах 11-1 и 11-2.
Стержни для кислородной сварки
Сварочный стержень, который вплавляется в сварное соединение, играет важную роль в качестве готового сварного шва. Хорошие сварочные стержни предназначены для свободного протекания металла, который будет легко соединяться с основным металлом для получения прочных, чистых сварных швов правильного состава.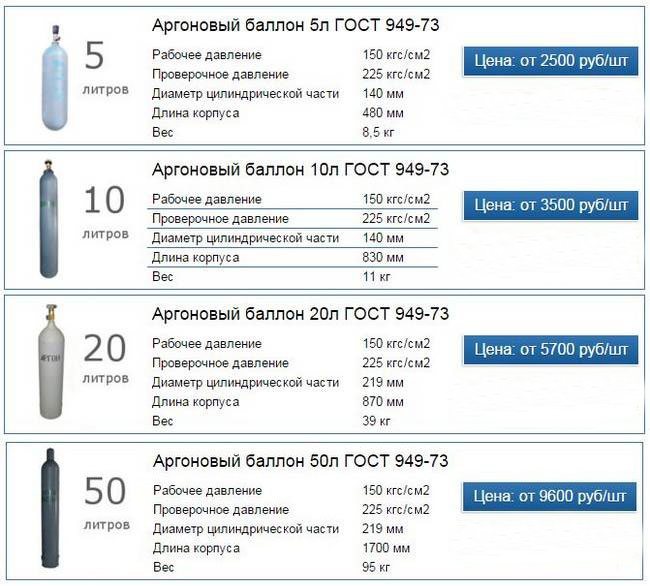
Сварочные прутки изготавливаются для различных видов углеродистой стали, алюминия, бронзы, нержавеющей стали и других металлов для наплавки твердым сплавом.
Флюсы для кислородной сварки
Оксиды всех обычных коммерческих металлов имеют более высокую температуру плавления, чем сами металлы и сплавы (кроме стали). Обычно они пастообразные, когда металл достаточно жидкий и при соответствующей температуре сварки.
Эффективный флюс соединяется с оксидами с образованием легкоплавкого шлака. Шлак будет иметь температуру плавления ниже, чем металл, поэтому он будет утекать из непосредственной области действия. Он соединяется с оксидами неблагородных металлов и удаляет их.Он также поддерживает чистоту основного металла в зоне сварки и способствует удалению оксидной пленки с поверхности металла.
Зона сварки должна быть очищена любым способом. Флюс также служит защитой расплавленного металла от атмосферного окисления.
Химические характеристики и температуры плавления оксидов различных металлов сильно различаются. Не существует единого флюса, подходящего для всех металлов, и не существует национального стандарта для флюсов для газовой сварки.Они классифицируются в зависимости от основного ингредиента флюса или основного металла, для которого они должны использоваться.
Не существует единого флюса, подходящего для всех металлов, и не существует национального стандарта для флюсов для газовой сварки.Они классифицируются в зависимости от основного ингредиента флюса или основного металла, для которого они должны использоваться.
Флюсы обычно имеют порошкообразную форму. Эти флюсы часто наносятся путем втыкания горячего металлического стержня во флюс. Достаточное количество флюса будет прилипать к стержню, чтобы обеспечить надлежащее действие флюса, когда присадочный стержень расплавляется в пламени.
Другие типы флюсов имеют пастообразную консистенцию, которую обычно наносят на присадочный стержень или на свариваемую деталь.
Также доступны сварочные электроды с покрытием из флюса.Флюсы можно приобрести в компаниях, поставляющих сварочные материалы, и их следует использовать в соответствии с прилагаемыми к ним указаниями.
Температура плавления флюса должна быть ниже, чем у металла или образовавшихся оксидов, чтобы он был жидким. Идеальный флюс имеет точно необходимую текучесть при достижении температуры сварки. Флюс защитит расплавленный металл от атмосферного окисления. Такой флюс будет оставаться вблизи зоны сварки, а не растекаться по всему основному металлу на некотором расстоянии от сварного шва.
Идеальный флюс имеет точно необходимую текучесть при достижении температуры сварки. Флюс защитит расплавленный металл от атмосферного окисления. Такой флюс будет оставаться вблизи зоны сварки, а не растекаться по всему основному металлу на некотором расстоянии от сварного шва.
Флюсы различаются по своему составу в зависимости от металлов, с которыми они должны использоваться. При сварке чугуна на поверхности ванны образуется шлак. Поток служит, чтобы разрушить это. Равные части карбоната соды и бикарбоната соды составляют хорошее соединение для этой цели. Для цветных металлов обычно требуется флюс.
Медь также требует присадочной проволоки, содержащей достаточное количество фосфора для получения металла, свободного от оксидов. Бура, расплавленная и измельченная в порошок, часто используется в качестве флюса с медными сплавами.
Для алюминия требуется хороший флюс, так как образующийся тяжелый шлак имеет тенденцию смешиваться с расплавленным алюминием и ослаблять сварной шов. Для сварки листового алюминия принято растворять флюс в воде и наносить его на стержень. После сварки алюминия следует удалить все следы флюса.
Для сварки листового алюминия принято растворять флюс в воде и наносить его на стержень. После сварки алюминия следует удалить все следы флюса.
Резка
Если железо или сталь нагреть до температуры воспламенения (не ниже 1600ºF (871ºC)), а затем ввести в контакт с кислородом, они сгорают или окисляются очень быстро.
Реакция кислорода с железом или сталью приводит к образованию оксида железа (Fe3O4) и выделению значительного количества тепла. Этого тепла достаточно, чтобы расплавить оксид и часть основного металла; следовательно, большая часть металла подвергается воздействию потока кислорода. Эта реакция кислорода и железа используется в процессе кислородно-ацетиленовой резки. Струя кислорода прочно закрепляется на поверхности металла после его нагрева до температуры воспламенения. Горячий металл вступает в реакцию с кислородом, выделяя больше тепла и плавясь.Расплавленный металл и оксид уносятся быстро движущимся потоком кислорода. Реакция окисления продолжается и дает тепло для плавления другого слоя металла.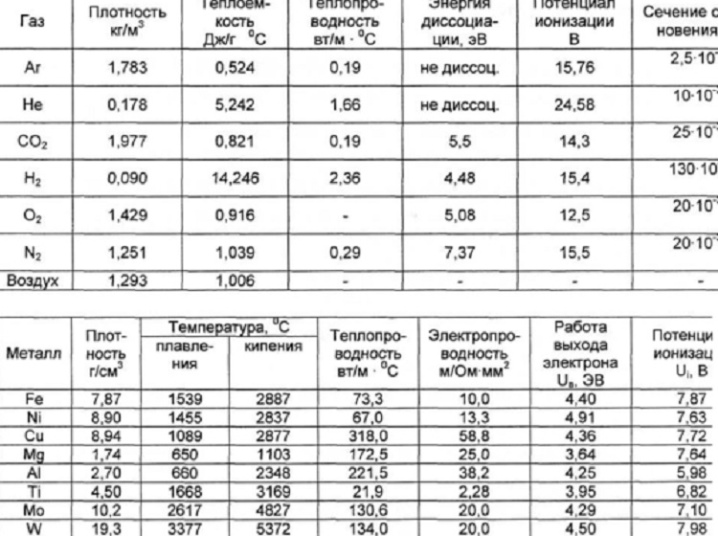 Разрез происходит таким образом.
Разрез происходит таким образом.
Теоретически тепла, создаваемого горящим железом, будет достаточно, чтобы нагреть соседнее железо докрасна, так что однажды начав резку, можно было бы продолжать неопределенное время только с кислородом, как это делается с кислородным копьем. На практике, однако, чрезмерное поглощение тепла поверхностью, вызванное грязью, окалиной или другими веществами, заставляет поддерживать пламя предварительного нагрева горелки горящим в течение всей операции.
Резка стали и чугуна
Общий. Простые углеродистые стали с содержанием углерода не более 0,25% можно резать без особых мер предосторожности, кроме тех, которые необходимы для получения реза хорошего качества. Некоторые стальные сплавы обладают высокой устойчивостью к действию режущего кислорода, что затрудняет, а иногда и делает невозможным распространение разреза без использования специальных приемов. Эти методы кратко описаны в (2) и (3), которые следуют:
Высокоуглеродистые стали. Воздействие резака на эти металлы аналогично процедуре закалки пламенем в том смысле, что металл, прилегающий к зоне реза, закаливается за счет нагрева горелкой выше его критической температуры и закалки соседней массой холодного металла. Это состояние можно свести к минимуму или преодолеть путем предварительного нагрева детали от 500 до 600ºF (от 260 до 316ºC) перед выполнением резки.
Воздействие резака на эти металлы аналогично процедуре закалки пламенем в том смысле, что металл, прилегающий к зоне реза, закаливается за счет нагрева горелкой выше его критической температуры и закалки соседней массой холодного металла. Это состояние можно свести к минимуму или преодолеть путем предварительного нагрева детали от 500 до 600ºF (от 260 до 316ºC) перед выполнением резки.
Сливная пластина из легированной стали
Режущее действие на легированную сталь, которую трудно резать, можно улучшить, плотно прижав «отходную пластину» из мягкой стали к верхней поверхности и прорезав обе толщины.Этот метод пластины с отходами вызовет заметное улучшение режущего действия, потому что расплавленная сталь разбавляет или снижает содержание легирующих элементов в основном металле.
Хром и нержавеющая сталь
Эти и другие легированные стали, которые раньше можно было резать только плавлением, теперь можно резать быстрым окислением путем введения железного порошка или специального неметаллического порошкообразного флюса в поток режущего кислорода. Этот железный порошок быстро окисляется и выделяет большое количество тепла.Эта высокая температура плавит тугоплавкие оксиды, которые обычно защищают легированную сталь от действия кислорода. Эти расплавленные оксиды смываются с режущей поверхности потоком кислорода. Резка кислорода позволяет продолжить его реакцию с железным порошком и прорезать себе путь через стальные пластины. Неметаллический флюс, введенный в поток кислорода для резки, химически соединяется с тугоплавкими оксидами и образует шлак с более низкой температурой плавления, который вымывается или выветривается из реза, подвергая сталь действию кислорода для резки.
Этот железный порошок быстро окисляется и выделяет большое количество тепла.Эта высокая температура плавит тугоплавкие оксиды, которые обычно защищают легированную сталь от действия кислорода. Эти расплавленные оксиды смываются с режущей поверхности потоком кислорода. Резка кислорода позволяет продолжить его реакцию с железным порошком и прорезать себе путь через стальные пластины. Неметаллический флюс, введенный в поток кислорода для резки, химически соединяется с тугоплавкими оксидами и образует шлак с более низкой температурой плавления, который вымывается или выветривается из реза, подвергая сталь действию кислорода для резки.
Чугун
Чугун плавится при температуре ниже, чем его оксиды. Следовательно, при резке железо имеет тенденцию плавиться, а не окисляться. По этой причине струя кислорода используется для вымывания и эрозии расплавленного металла при резке чугуна. Чтобы это действие было эффективным, чугун необходимо предварительно нагреть до высокой температуры. В глубине разреза должно выделяться много тепла. Это делается путем регулировки пламени предварительного нагрева таким образом, чтобы был избыток ацетилена.Обратите внимание, что использование мягкого железного флюса для поддержания высокой температуры в более глубоких углублениях разреза также эффективно.
В глубине разреза должно выделяться много тепла. Это делается путем регулировки пламени предварительного нагрева таким образом, чтобы был избыток ацетилена.Обратите внимание, что использование мягкого железного флюса для поддержания высокой температуры в более глубоких углублениях разреза также эффективно.
Резка с помощью Mapp Gas
Качественная резка газом MAPP требует надлежащего баланса между регулировкой пламени предварительного нагрева, давлением кислорода, расстоянием соединения, углом горелки, скоростью перемещения, качеством пластины и размером наконечника.
ГазMAPP похож на ацетилен и другие горючие газы в том смысле, что он может производить науглероживающее, нейтральное или окислительное пламя. Нейтральное пламя чаще всего используется для резки пламенем.
После зажигания факела медленно увеличивайте предварительный нагрев кислорода до тех пор, пока первоначальное желтое пламя не станет синим, а на концах конусов предварительного нагрева останется несколько желтых перьев.
Это слегка науглероживающее пламя. Небольшой поворот кислородного клапана заставит перья исчезнуть. Конусы предварительного нагрева будут темно-синего цвета и четко очерчены. Это нейтральная регулировка пламени, и она останется таковой даже при небольшом дополнительном количестве предварительного нагрева кислорода.
Еще один легкий поворот кислородного клапана приведет к тому, что пламя внезапно изменит цвет с темно-синего на светло-синий.Также будет отмечено усиление звука, а конусы предварительного нагрева станут длиннее. Это окислительное пламя. На окислительное пламя легче смотреть из-за его меньшей яркости.
Конусы пламени предварительного нагрева газа MAPPпо крайней мере в полтора раза длиннее, чем конусы предварительного нагрева ацетилена, если они изготовлены с использованием одного и того же основного типа наконечника.
Ситуация обратная для горелок, работающих на природном газе, или для горелок с наконечником, состоящим из двух частей. Конусы пламени газа MAPP намного короче, чем пламя предварительного нагрева на двухкомпонентном наконечнике для природного газа.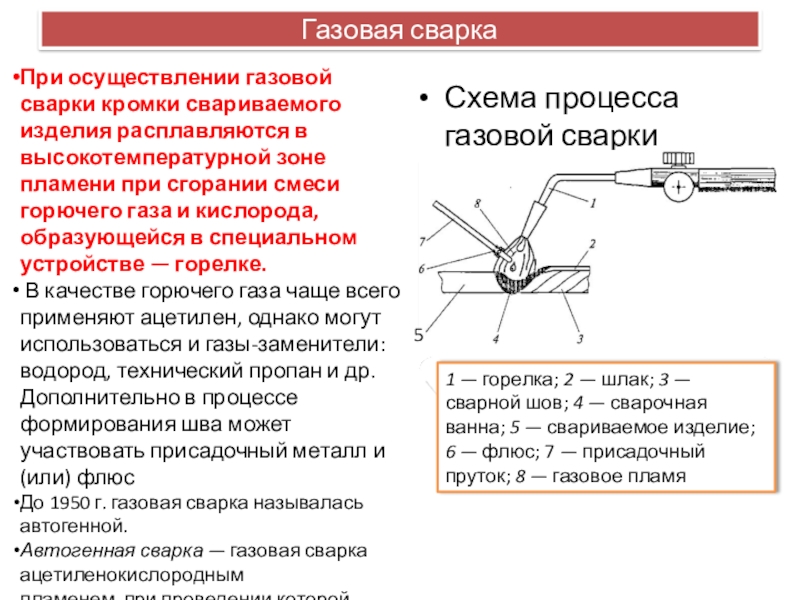
Регулировка нейтрального пламени используется чаще всего при резке. Науглероживающее и окислительное пламя также используются в специальных целях. Например, регулировка пламени науглероживания используется при резке стеком или там, где требуется очень прямоугольная верхняя кромка. «Слегка науглероживающий» факел используется для штабелирования разрезаемого легкого материала, поскольку образование шлака сведено к минимуму. Если используется сильно окисляющее пламя, в пропиле может образоваться достаточное количество шлака, чтобы сварить пластины вместе. Сваренные шлаком листы часто невозможно разделить после завершения резки.
«Умеренно окисляющее» пламя используется для быстрого старта при резке или прокалывании. Он дает немного более высокую температуру пламени и более высокую скорость горения, чем нейтральное пламя. Окислительное пламя обычно используется с устройством «высокий-низкий». Большое «высокое» окислительное пламя используется для быстрого старта. Как только резка началась, оператор переходит в «низкое» положение и продолжает резку с нейтральным пламенем.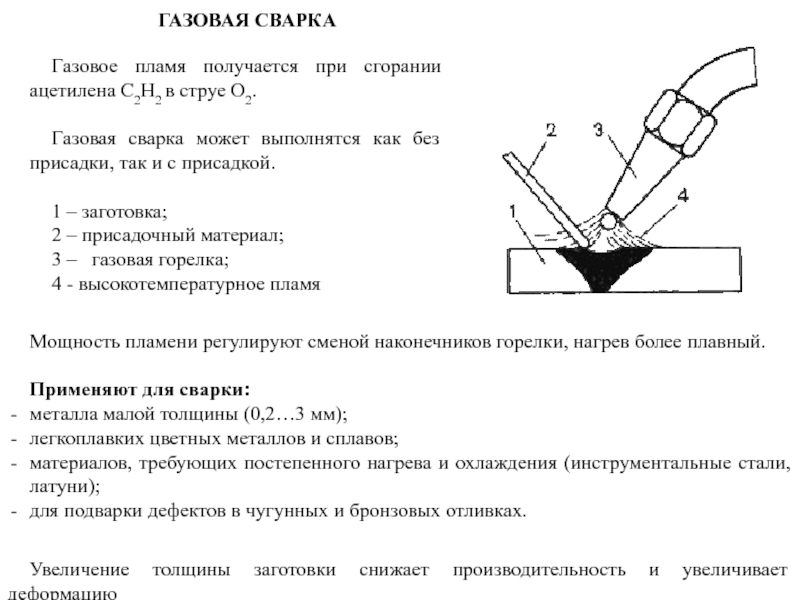
«Сильно окисляющее» пламя не следует использовать для быстрого запуска.Чрезмерно окисляющее пламя фактически увеличивает время запуска. Дополнительный поток кислорода не способствует горению, а только охлаждает пламя и окисляет стальную поверхность.
Следует использовать давление кислорода на горелке, а не на каком-либо удаленном регуляторе. Поместите низкий объем, мягкое пламя на наконечник. Затем включите режущий кислород и измените давление, чтобы найти наиболее красивое жало (видимая режущая струя кислорода).
Низкое давление
Низкое давление дает очень короткие жала, от 20 до 30 дюймов.(от 50,8 до 76,2 см) в длину. Стингеры низкого давления в конце сломаются. По мере увеличения давления жало внезапно становится связным и длинным. Это правильное давление кислорода при резке для данного наконечника. Длинное жало останется в довольно широком диапазоне давлений. Но по мере увеличения давления кислорода жало возвращается к короткой, сломанной форме, которую оно имело при низком давлении.
Высокое давление кислорода
Если давление кислорода слишком высокое, на поверхности разреза часто будет видна вогнутость.Слишком высокое давление кислорода также может вызвать зазубрины на поверхности разреза. Высокоскоростной поток кислорода выдувает металл и шлак из пропила так быстро, что резка начинается непрерывно. Если используется слишком низкое давление, операция не может выполняться с адекватной скоростью. В результате возникает чрезмерное сопротивление и образование шлака, а в нижней части разреза часто образуется широкий пропил.
Кислородная резка и скорость перемещения
Кислород при резке, а также скорость перемещения также влияют на склонность шлака прилипать к нижней части разреза.Эта тенденция усиливается по мере увеличения количества металлического железа в шлаке. Два фактора вызывают высокое содержание железа в шлаке: слишком высокое давление кислорода при резке приводит к тому, что скорость кислорода через разрез достаточно высока, чтобы выдуть расплавленное железо до того, как металл окислится; а слишком высокая скорость резания приводит к недостаточному времени для полного окисления расплавленного железа с тем же результатом, что и высокое давление кислорода.
Расстояние соединения
Расстояние соединения — это расстояние между концом пламенных конусов и заготовкой.Длина пламени варьируется в зависимости от вида топлива и различной регулировки пламени. Поэтому расстояние между концом конусов предварительного нагрева и заготовкой является предпочтительной мерой. При резке обычных листов толщиной от 2 до 3 дюймов (от 5,08 до 7,62 см) с помощью газа MAPP держите конец конусов предварительного нагрева на расстоянии от 1/16 до 1/8 дюйма (от 0,16 до 0,32 см) над поверхностью листа. Работа. При прокалывании или при очень быстром запуске дайте конусам предварительного нагрева удариться о поверхность. Это даст более быстрый предварительный нагрев. По мере увеличения толщины листа свыше 6 дюймов.(15,24 см), увеличьте расстояние соединения, чтобы получить больший нагрев от конуса вторичного пламени. Вторичное газовое пламя MAPP предварительно нагреет толстую пластину намного раньше разреза. При резке материала толщиной 12 дюймов (30,48 см) или более используйте расстояние соединения от 3/4 до 11/4 дюйма (от 1,91 до 3,18 см).
Угол горелки
Факел, или угол опережения, представляет собой острый угол между осью резака OFW и поверхностью заготовки, когда резак направлен в направлении реза. При резке тонколистовой стали (до 1/4 дюйма.(толщиной 0,64 см) угол наклона резака от 40 до 50 градусов обеспечивает гораздо более высокую скорость резки, чем если бы резак был установлен перпендикулярно листу. Для листа толщиной до 1/2 дюйма (1,27 см) скорость перемещения можно увеличить за счет угла опережения горелки, но этот угол больше, примерно от 60 до 70 градусов. Небольшая польза от резки пластин толщиной более 1/2 дюйма (1,27 см) под острым углом в плане. Лист больше этой толщины следует резать резаком перпендикулярно поверхности заготовки.
Угловая горелка
Резак под углом режет более тонкий материал быстрее.На пересечении пропила и поверхности образуется острое лезвие, которое легко воспламеняется. Как только пластина горит, разрез легко переносится на другую сторону изделия. При резке толстого листа горелка должна быть перпендикулярна поверхности заготовки и параллельна начальному краю заготовки. Это позволяет избежать проблем, связанных с резом без падения, неполным резом на противоположной стороне более толстого листа, выдалбливанием в центре пропила и подобными проблемами.
При резке толстого листа горелка должна быть перпендикулярна поверхности заготовки и параллельна начальному краю заготовки. Это позволяет избежать проблем, связанных с резом без падения, неполным резом на противоположной стороне более толстого листа, выдалбливанием в центре пропила и подобными проблемами.
Скорость резания
Для каждого задания существует лучшая скорость резки.На листе толщиной до 2 дюймов (5,08 см) качественный рез будет получен, если горелка будет издавать устойчивый «мурлыкающий» звук, а струя искры под листом будет иметь угол опережения 15 градусов. Это угол, под которым искры выходят из нижней части реза в том же направлении, что и горелка. Если искры летят прямо вниз или даже назад, это означает, что скорость движения слишком высока.
Качество резки
Различия в качестве резки могут быть вызваны различным состоянием поверхности заготовки или составом листа.Например, ржавые или замасленные пластины требуют большего предварительного нагрева или меньшей скорости перемещения, чем чистые пластины.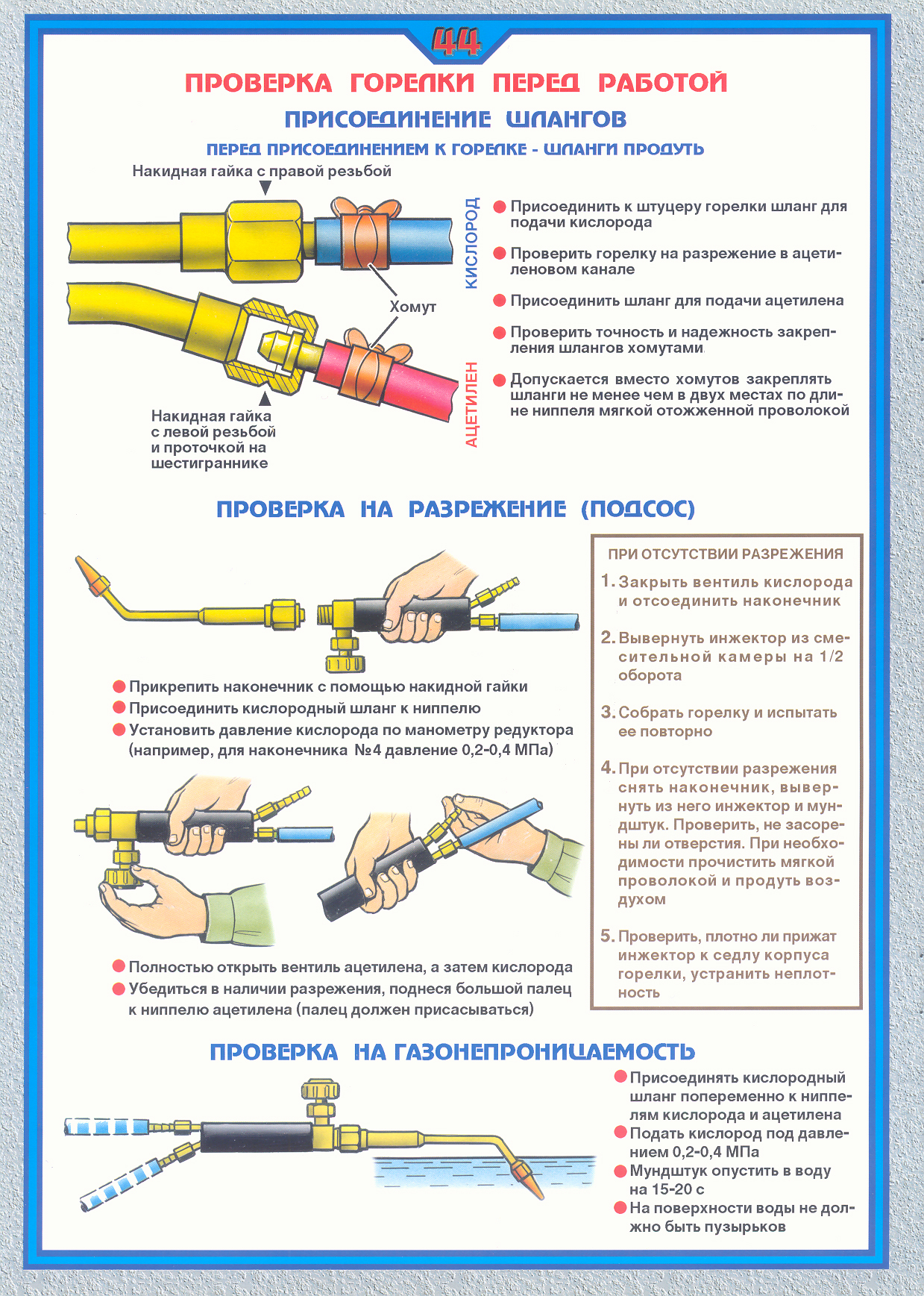 Большинство отклонений от идеального состояния чистой, плоской пластины из низкоуглеродистой стали имеют тенденцию замедлять процесс резания.
Большинство отклонений от идеального состояния чистой, плоской пластины из низкоуглеродистой стали имеют тенденцию замедлять процесс резания.
Один из методов, который можно использовать для очень ржавого листа, заключается в том, чтобы установить как можно большее пламя предварительного нагрева на горелке, а затем запустить пламя вперед и назад по линии, которую необходимо разрезать. Дополнительные проходы предварительного нагрева делают несколько вещей. Они отслаивают большую часть чешуи, которая в противном случае мешала бы резанию; и проходы обеспечивают дополнительный предварительный нагрев пластины, что обычно полезно для повышения качества и скорости резки.
При работе с высокопрочными низколегированными пластинами, такими как сталь ASTM A-242, или цельнолегированными пластинами, такими как ASTM A-514, режьте немного медленнее. Также используйте низкое давление кислорода, потому что эти стали более чувствительны к надрезам, чем обычные углеродистые стали.
Плакированные пластины из углеродистого сплава, углеродистой нержавеющей стали или низкоуглеродистой и высокоуглеродистой стали требуют более низкого давления кислорода и, возможно, более низкой скорости перемещения, чем прямая низкоуглеродистая сталь. Убедитесь, что сторона из низкоуглеродистой стали находится на той же стороне, что и горелка.Легированная или более углеродистая оболочка не будет гореть так же быстро, как углеродистая сталь. Помещая плакировку на дно и углеродистую сталь на верх, получается режущее действие, аналогичное резке порошком. Низкоуглеродистая сталь сверху легко сгорает и образует шлак. Когда железосодержащий шлак проходит через высокоуглеродистую или высоколегированную плакировку, он разжижает плакировочный материал. Факел, по сути, по-прежнему сжигает низкоуглеродистую сталь. Если плакированная или высокоуглеродистая сталь находится на верхней поверхности, горелка требуется для резки материала, который не окисляется легко и образует тугоплавкие шлаки, которые могут остановить процесс резки.
Убедитесь, что сторона из низкоуглеродистой стали находится на той же стороне, что и горелка.Легированная или более углеродистая оболочка не будет гореть так же быстро, как углеродистая сталь. Помещая плакировку на дно и углеродистую сталь на верх, получается режущее действие, аналогичное резке порошком. Низкоуглеродистая сталь сверху легко сгорает и образует шлак. Когда железосодержащий шлак проходит через высокоуглеродистую или высоколегированную плакировку, он разжижает плакировочный материал. Факел, по сути, по-прежнему сжигает низкоуглеродистую сталь. Если плакированная или высокоуглеродистая сталь находится на верхней поверхности, горелка требуется для резки материала, который не окисляется легко и образует тугоплавкие шлаки, которые могут остановить процесс резки.
Размер и стиль наконечника
Любой стальной профиль имеет соответствующий размер наконечника, обеспечивающий наиболее экономичную работу на конкретном топливе. Разумеется, любое топливо OFW сгорит в любом наконечнике. Но топливо не будет эффективно гореть и может даже перегреться и расплавить наконечник или вызвать проблемы при резке.
Но топливо не будет эффективно гореть и может даже перегреться и расплавить наконечник или вызвать проблемы при резке.
Например, газ MAPP не будет работать с максимальной эффективностью в большинстве ацетиленовых наконечников, поскольку отверстия предварительного нагрева недостаточно велики для MAPP. Если газ MAPP используется с наконечником для природного газа, может возникнуть тенденция к перегреву наконечника.Наконечники также будут подвержены обратному вспышке. Наконечник для природного газа можно использовать с газом MAPP в аварийной ситуации, сняв юбку. Точно так же можно использовать ацетиленовый наконечник, если можно допустить неэффективное горение в течение короткого прогона.
Причины для разработки разных наконечников для разных топливных газов сложны. Но цель состоит в том, чтобы спроектировать наконечник так, чтобы он соответствовал скорости горения, скорости потока и другим соотношениям для каждого типа газа и размера отверстия, а также чтобы получить оптимальную форму пламени и свойства теплопередачи для каждого типа топлива.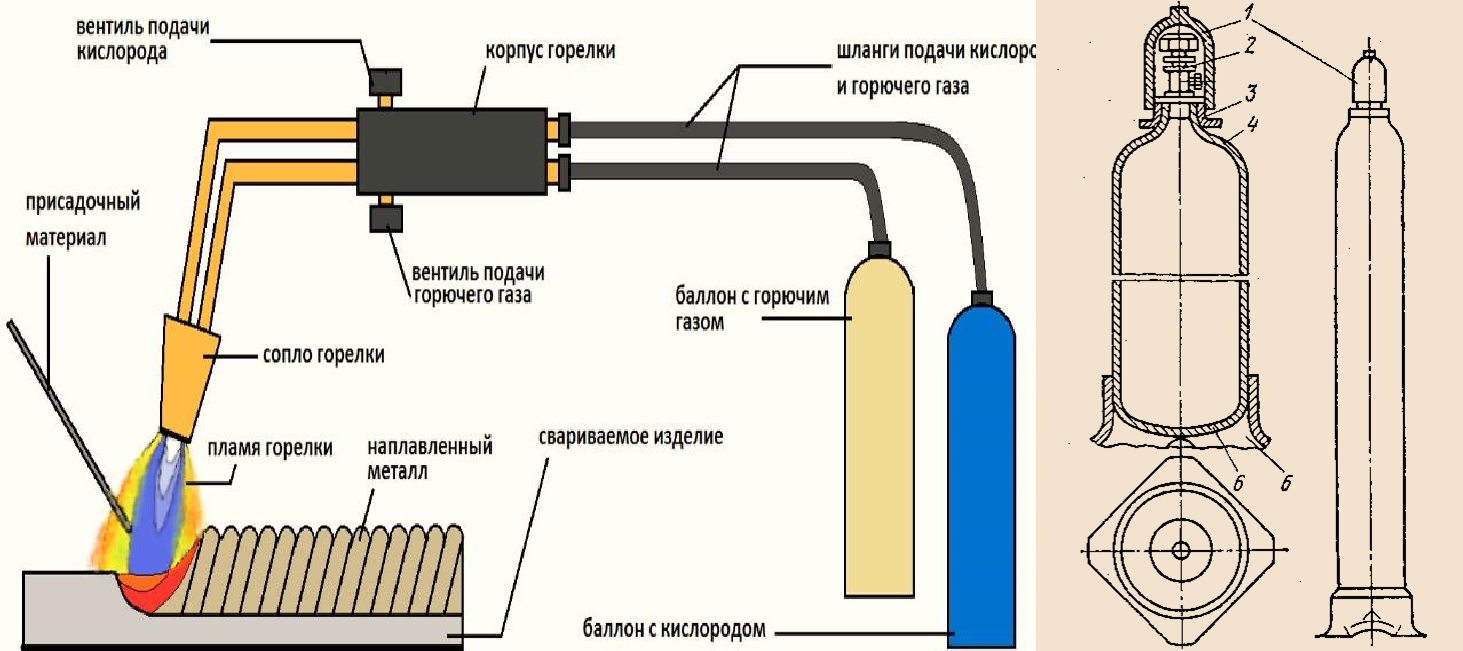
Правильные режущие наконечники стоят так мало, что затраты на переоборудование ничтожно малы по сравнению с экономией средств, полученной за счет эффективного использования топлива, улучшения качества резки и увеличения скорости перемещения.
Для дополнительной информации по OFW
План урока по технике безопасности в сельском хозяйстве: безопасность кислородно-ацетиленовой сварки
Определить и используйте технику безопасности, которую следует соблюдать при сварке с газообразным оксиацетиленом.
Кислород баллон, ацетиленовый баллон, регулятор, клапаны, горелка, сварка наконечники, защитные очки, фрикционная зажигалка, очиститель наконечников, личная безопасность оборудование
- Износ
средства индивидуальной защиты. Наденьте сварочные перчатки,
каска, кожаный фартук, сварочные наручи, кожаная обувь, сварка
защитные очки и другие средства индивидуальной защиты, помогающие
предотвратить ожоги и травмы при сварке. Убедитесь, что сварочные очки
или защитная маска должны иметь как минимум фильтрующую линзу № 4. Не надо
во время сварки носить одежду из синтетических волокон.
- Закрепить цилиндры надежно. Не обращайтесь с баллонами грубо. Цепь цилиндров в вертикальном положении к стене или тележке. Когда регуляторы не установлены на баллонах, держите предохранительные колпачки закрытыми. место. Крышки предотвратят повреждение клапанов баллонов.
- Никогда использовать масло на сварочном оборудовании. Масло и смазка могут воспламениться самопроизвольно при контакте с кислородом.
- Открытый
клапаны цилиндров правильно. Открыть вентиль на ацетилене
цилиндр не более чем на три четверти оборота, чтобы он мог
быть быстро закрытым в случае чрезвычайной ситуации. Откройте вентиль на
кислородный баллон полностью. Во время сварки или резки оставьте
ключ на месте.
- Хранить наконечник направлен в сторону от вашего тела. Не насыщать вашу одежду кислородом или ацетиленом. До и во время поджигая пламя, держите кончик в направлении от тело.
- Свет пламя одобренной зажигалкой. Использование спичек для Зажгите фонарик, подносите пальцы слишком близко к кончику.
- Набор
внимательно следите за рабочим давлением. Никогда не используйте ацетилен
при давлении более 15 psi. Следуйте рекомендациям производителя
для правильного рабочего давления для металла
сварные и для размера используемого наконечника.
- До не курить и не позволять никому курить рядом с газокислородной установкой газосварщик. В случае утечки топливного газа из агрегата, курение может привести к воспламенению и стать причиной пожара или взрыва.
- Угощение пламя с уважением. Держите пламя и жар подальше от цилиндра, шлангов и людей. Никогда не кладите зажженную факел. Прежде чем положить горелку, убедитесь, что пламя погасло. Никогда не ходите с зажженным факелом.
- Управление флешбэки и обратные эффекты. Убедитесь, что реверс устанавливаются обратные клапаны и пламегасители. кислородные и ацетиленовые магистрали.
- До
не покидать рабочую зону, пока не будут закрыты вентили баллона. Убедитесь, что клапаны баллона закрыты и давление сброшено.
из шлангов, прежде чем покинуть рабочую зону.
- Никогда встаньте перед регулятором, пока вы открываете бак клапан.
- До не сваривать и не резать контейнеры, в которых находились легковоспламеняющиеся материалы.
- Удалить регуляторы и замените защитные колпачки перед транспортировкой цилиндры.
- Магазин баллоны с кислородом подальше от баллонов с ацетиленом. Негорючий Для разделения баллонов следует использовать стену высотой не менее 5 футов.
- Ручка
горячий металл плоскогубцами или щипцами. Не оставлять горячий металл
на сварочном столе, потому что ничего не подозревающие люди могут коснуться
его и сжечь.
- Чек соединения для утечки газов. Для предотвращения пожаров или взрывов, используйте мыльную воду, чтобы проверить соединения на наличие утечек.
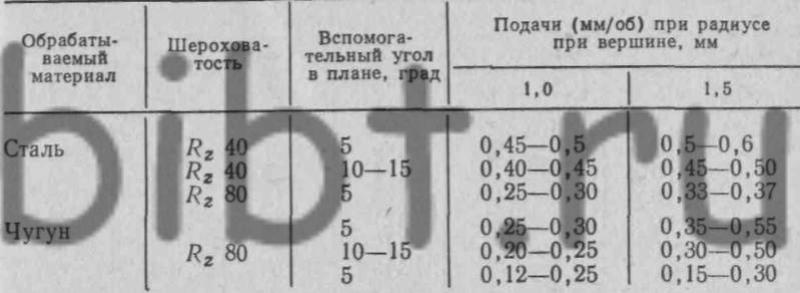 Убедитесь, что сварочные очки
или защитная маска должны иметь как минимум фильтрующую линзу № 4. Не надо
во время сварки носить одежду из синтетических волокон.
Убедитесь, что сварочные очки
или защитная маска должны иметь как минимум фильтрующую линзу № 4. Не надо
во время сварки носить одежду из синтетических волокон.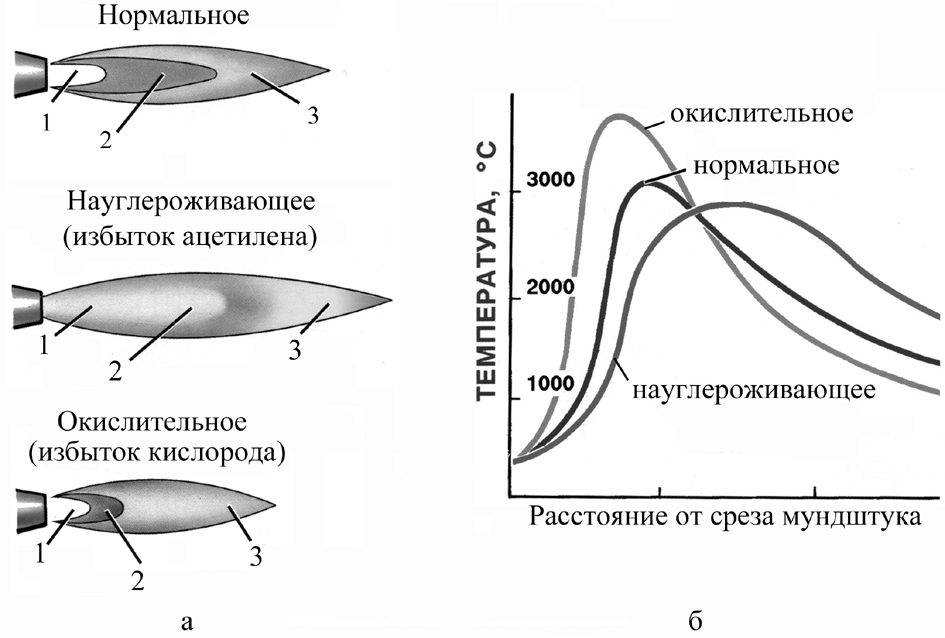 Откройте вентиль на
кислородный баллон полностью. Во время сварки или резки оставьте
ключ на месте.
Откройте вентиль на
кислородный баллон полностью. Во время сварки или резки оставьте
ключ на месте.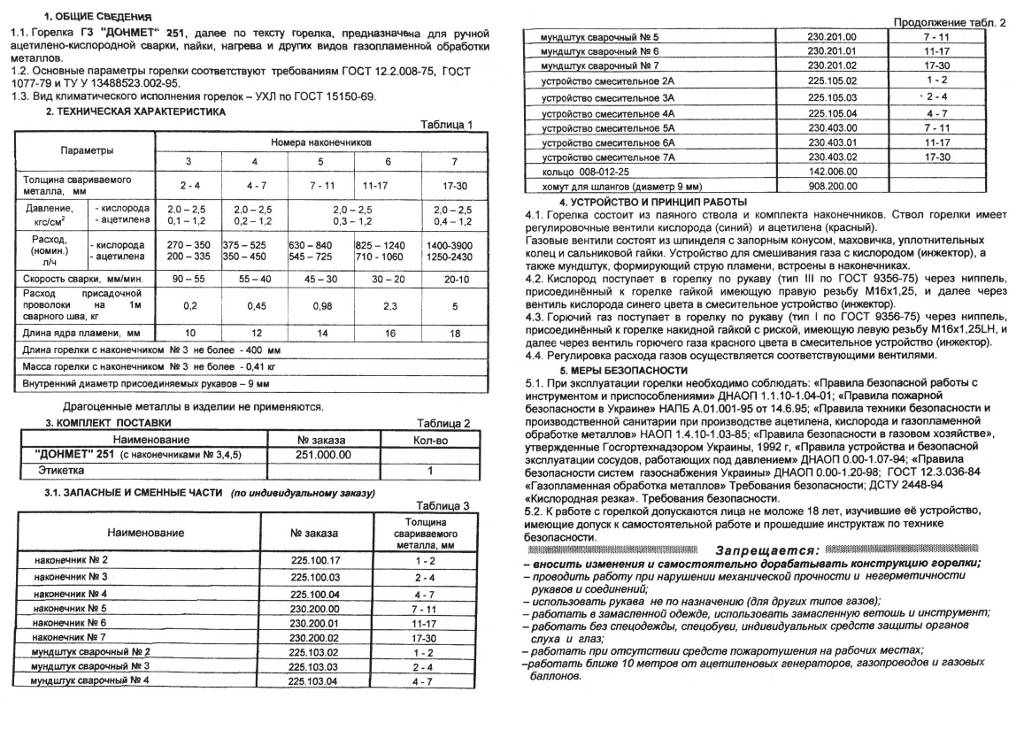
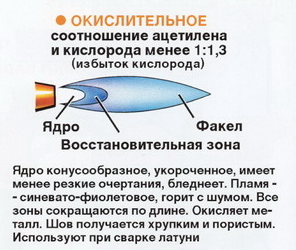 Убедитесь, что клапаны баллона закрыты и давление сброшено.
из шлангов, прежде чем покинуть рабочую зону.
Убедитесь, что клапаны баллона закрыты и давление сброшено.
из шлангов, прежде чем покинуть рабочую зону.
Канзас Кооперативная служба распространения знаний государственного университета, Манхэттен, Канзас.
Совместная служба распространения знаний КГУ предоставляет практические, основанные на исследованиях информационные и образовательные программы для решения острых вопросов перед отдельными лицами, семьями, фермами, предприятиями и сообществами.
Отказ от ответственности и информация о воспроизведении: Информация в NASD не представляет политику NIOSH. Информация, включенная в NASD появляется с разрешения автора и/или правообладателя.Более
Подробное руководство по газокислородной (оксиацетиленовой) сварке
Вы можете сваривать или соединять два куска металла различными способами; однако газовая сварка, или, как ее еще называют, кислородно-топливная сварка или кислородно-ацетиленовая сварка, является одной из старейших форм тепловой сварки, и даже сегодня газовая сварка является единственным процессом, который можно использовать при отсутствии электричества.
В этой статье мы обсудим следующие темы: что такое газовая сварка и как она выполняется, газосварочный аппарат и его части, топливные газы, используемые при газовой сварке, разница между газовой сварочной горелкой и газовым резаком, преимущества и ограничения газовой сварки, применение и соображения безопасности.
Что такое газовая сварка?
Газокислородная сварка, более известная как кислородно-ацетиленовая сварка или газовая сварка, используется для газовой сварки и газовой резки. Сварка кислородно-ацетиленовым газом была впервые разработана и применена в 1903 году французскими инженерами Эдмоном Фуше и Шарлем Пикаром. Для увеличения температуры пламени вместо обычного воздуха использовался чистый кислород. До появления дуговой сварки стержнями с флюсовым покрытием газовая сварка была единственным процессом, доступным для сварки хорошего качества.
Вы можете определить газовую сварку как процесс сварки, при котором две металлические детали свариваются путем нагревания пламенем, образующимся при сгорании топливного газа с кислородом . Ацетилен является широко используемым топливным газом, и если в газовой сварочной горелке смешать правильные пропорции кислорода и ацетилена, вы получите горячее пламя около 3200º C. Вы можете варьировать соотношение ацетилена и кислорода, чтобы получить желаемый тип сварки. пламя. Газовая сварка может выполняться с использованием присадочного материала или без него.
Ацетилен является широко используемым топливным газом, и если в газовой сварочной горелке смешать правильные пропорции кислорода и ацетилена, вы получите горячее пламя около 3200º C. Вы можете варьировать соотношение ацетилена и кислорода, чтобы получить желаемый тип сварки. пламя. Газовая сварка может выполняться с использованием присадочного материала или без него.
Другие горючие газы, такие как пропан, водород и природный газ, можно использовать для сварки металлов с более низкой температурой плавления, таких как цветные металлы, пайки твердым припоем и серебряным припоем.
Виды пламени при газовой сварке
Три типа пламени: нейтральное/естественное, окислительное и науглероживающее.
Нейтральное пламя – Газосварщики используют нейтральное пламя в качестве отправной точки.В нейтральном пламени газообразный ацетилен полностью сгорает в кислороде и окружающем воздухе. Нейтральное пламя химически нейтрально. Это пламя состоит из двух частей: светло-голубого внутреннего конуса и темно-синего (выцветающего до бесцветного) внешнего конуса. Наконечник внутреннего конуса — самая горячая часть, и именно здесь ацетилен и кислород соединяются и сгорают. Нейтральное пламя содержит кислород и ацетилен в равных пропорциях и обычно используется для сварки.
Нейтральное пламя химически нейтрально. Это пламя состоит из двух частей: светло-голубого внутреннего конуса и темно-синего (выцветающего до бесцветного) внешнего конуса. Наконечник внутреннего конуса — самая горячая часть, и именно здесь ацетилен и кислород соединяются и сгорают. Нейтральное пламя содержит кислород и ацетилен в равных пропорциях и обычно используется для сварки.
Науглероживающее пламя – Добавление избытка ацетилена в нейтральное пламя создает науглероживающее пламя.Науглероживающее пламя имеет три зоны: более горячий внутренний конус, раскаленную добела зону (ацетиленовое перо) и внешний конус синего цвета.
Окислительное пламя – Избыток кислорода, добавленный к нейтральному пламени, создает окислительное пламя. Окислительное пламя горячее двух других. Окислительное пламя обычно нежелательно, так как оно создает нежелательные оксиды на металлах. Внутренний конус окислительного пламени приобретает пурпурный оттенок, а звук пламени становится резким.
Как выполняется газовая сварка?
Газообразный кислород и ацетилен хранятся в баллонах высокого давления и имеют регуляторы давления для контроля оттока газа. На каждом цилиндре два манометра. Газовые баллоны подключаются к сварочной горелке через качественные газовые шланги. Смешивание газов (кислорода и ацетилена) происходит в сварочной горелке. Процесс газовой сварки испускает радиацию, поэтому необходимо носить сварочные очки.
Горит смесь горючего газа (обычно ацетилена) и кислорода. Он производит пламя с температурой 3200ºC (приблизительно), и этой температуры достаточно, чтобы расплавить стальные заготовки и сплавить их между собой в прочное соединение. Как только пламя попадает на заготовку, высокая температура заставляет металл плавиться и образовывать сварочную ванну, и в этот момент металл можно сплавить вместе с добавлением присадочного металла или без него. Можно использовать наполнитель с флюсом, а флюс помогает предотвратить окисление.
Зона сварочной ванны защищена от атмосферы внешней зоной пламени. Вы должны завершить сварку, медленно удаляя пламя от сварного шва, давая ему достаточно времени для затвердевания без окисления. Газовые сварочные дымы, образующиеся во время сварки, могут быть из рабочего материала, присадочного материала и флюсов. Температура, создаваемая при газовой сварке, намного ниже по сравнению с другими видами сварки, такими как дуговая сварка.
Газовая сварка
обычно используется для сварки тонких листов, например кузовов автомобилей, а начальная стоимость оборудования невысока и доступна.Газовая сварка не популярна для коммерческого использования или сварки толстых листов, поскольку качество сварки ниже по сравнению с другими типами сварки, такими как дуговая сварка.
Различные методы кислородно-ацетиленовой газовой сварки: поступательная газовая сварка, обратная газовая сварка и вертикальная газовая сварка.
Газовая сварка в прямом направлении (также называемая газовой сваркой влево) — Вы, как газосварщик, держите сварочную горелку в правой руке, присадочную проволоку в левой и выполняете сварку, начиная справа и двигаясь влево. .Вы можете держать сварочную горелку и присадочную проволоку под удобными углами.
.Вы можете держать сварочную горелку и присадочную проволоку под удобными углами.
Газовая сварка в обратном направлении (также называемая газовой сваркой в правом направлении) — аналогична сварке в прямом направлении, с той лишь разницей, что вы начнете сварку слева и двигаетесь вправо. Вы можете держать сварочную горелку и присадочную проволоку под удобными углами.
Вертикальная сварка — При этом типе сварки вы держите сварочную горелку в правой руке, присадочную проволоку — в левой, а сварка идет снизу вверх.Присадочный стержень движется впереди пламени. Сварка в потолке и в вертикальном положении обычно выполняется медленнее, чем в горизонтальном.
Проволочная щетка используется для очистки зоны сварки до и после сварки, а отбойный молоток используется для снятия флюсового покрытия.
Различные горючие газы, такие как ацетилен, водород, бензин, пропилен и другие, используются в сочетании с кислородом для сварки или пайки. Каждый топливный газ имеет свои характеристики; некоторые горючие газы могут сгореть до высоких температур, а другие нет.Выбор топливного газа зависит от типа проекта и работы. Наиболее часто используемым топливным газом является ацетилен, и многие люди используют фразу кислородно-ацетиленовая сварка вместо газовой сварки.
Каждый топливный газ имеет свои характеристики; некоторые горючие газы могут сгореть до высоких температур, а другие нет.Выбор топливного газа зависит от типа проекта и работы. Наиболее часто используемым топливным газом является ацетилен, и многие люди используют фразу кислородно-ацетиленовая сварка вместо газовой сварки.
Давление газа при газовой сварке устанавливается в соответствии с рекомендациями производителя газовой горелки. Хороший газосварщик изменяет скорость сварки, чтобы поддерживать одинаковый размер сварочного валика по всей длине сварного шва. Сварщик может регулировать воздействие газового пламени на поверхность металла шва, вызывая мягкую, жесткую или бурную реакцию (путем изменения подачи ацетилена и кислорода).Однако существуют ограничения относительно того, какой тип пламени можно использовать для сварки. Резкое сильное пламя может выдуть расплавленный металл из сварочной ванны, а слишком мягкое пламя не будет стабильным.
Газосварочный аппарат и его части
Полный комплект газосварочного оборудования состоит из кислорода и топливного газа в индивидуальных баллонах, двух регуляторов давления и двух напорных шлангов (по одному на каждый баллон), сварочной горелки.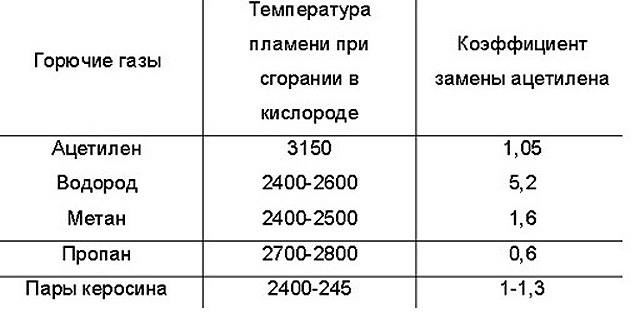 Два шланга соединяют два цилиндра со сварочной горелкой. Сварочную горелку можно также использовать для пайки и пайки, заменив насадки. Весь комплект оборудования размещен на тележке для удобства перемещения и переноски.
Два шланга соединяют два цилиндра со сварочной горелкой. Сварочную горелку можно также использовать для пайки и пайки, заменив насадки. Весь комплект оборудования размещен на тележке для удобства перемещения и переноски.
Различные части газосварочного оборудования:
Кислородный баллон (зеленого цвета) — Этот баллон содержит кислород, хранящийся под давлением, необходимый для горения.Кислородный баллон изготовлен из толстой стали, чтобы выдерживать давление. Баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.
Баллон с топливным газом (красного цвета) — Баллон с топливным газом изготовлен из толстой стали и полностью герметизирован для предотвращения утечки сжатого топливного газа, хранящегося внутри баллона. Этот баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.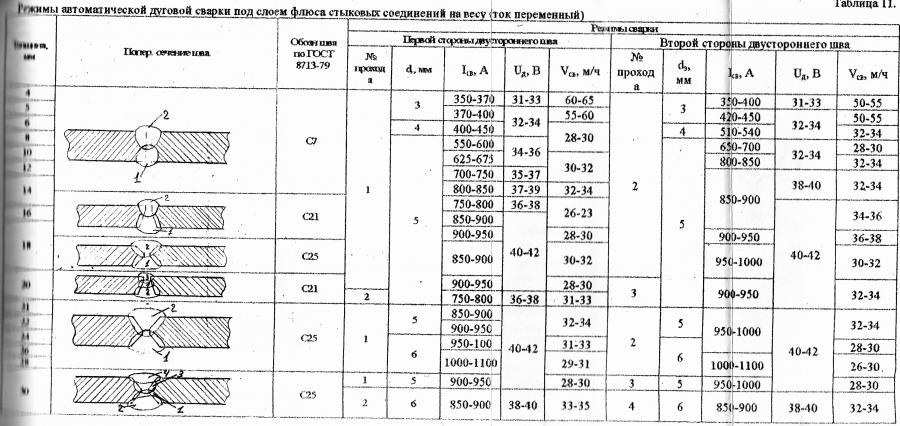
Клапаны управления – Баллоны с кислородом и топливным газом имеют собственные регулирующие клапаны. Регулирующие клапаны контролируют количество газа, выходящего из баллона, и с помощью регулирующих клапанов; можно контролировать соотношение топливного газа и кислородной смеси.
Манометры – На каждом баллоне установлены два манометра (кислородный и ацетиленовый). Один манометр показывает давление газа внутри баллона, а другой манометр показывает давление газа в шланге.
Шланги, соединяющие газовую сварочную горелку с газовыми баллонами – Шланги хорошего качества и выдерживают высокое давление. Шланг, соединяющий баллон с кислородом и сварочную горелку, имеет зеленый цвет, а шланг, соединяющий баллон с ацетиленом и сварочную горелку, — красный.
Смесительная камера – Смесительная камера является частью газовой сварочной горелки, и именно здесь топливный газ и кислород смешиваются друг с другом перед выходом через сопло газовой сварочной горелки. Шланги от топливного и кислородного баллонов соединяются с камерой смесителя. Кислород и ацетилен поступают в смесительную камеру по шлангам, а для подачи кислорода и ацетилена в смесительную камеру имеется по одному игольчатому клапану. Клапаны используются для точной настройки соотношения топливного газа и кислорода.
Шланги от топливного и кислородного баллонов соединяются с камерой смесителя. Кислород и ацетилен поступают в смесительную камеру по шлангам, а для подачи кислорода и ацетилена в смесительную камеру имеется по одному игольчатому клапану. Клапаны используются для точной настройки соотношения топливного газа и кислорода.
Газовая сварочная горелка — Газовая сварочная горелка, в которой топливный газ и кислород смешиваются перед сжиганием. Сварочная горелка имеет смесительную камеру на одном конце и сопло на другом конце.
Из сопла выходит ацетиленово-кислородная смесь для воспламенения (сварщик использует зажигалку). На газовую сварочную горелку можно установить набор насадок для различных применений. Газовая сварочная горелка предназначена для использования с медными соплами различных размеров (типа «лебединая шея»), которые позволяют использовать надлежащую интенсивность пламени. Существует зависимость между толщиной свариваемого металла, размером сопла и скоростью сварки.
Пламегасители – Типичные пламегасители устанавливаются между шлангами и регулятором на цилиндре.Пламегаситель является защитным устройством и предотвращает попадание пламени, генерируемого «воспоминанием », в газовый баллон. Основными причинами воспламенения являются перегрев газовой сварочной горелки или отсутствие продувки шлангов.
Цветовой код — Шланги и газовые баллоны, используемые при газовой сварке, имеют цветовую маркировку для облегчения идентификации. Ацетиленовый баллон и шланг, соединяющий ацетиленовый баллон и сварочную горелку, окрашены в красный цвет. Точно так же цвет кислородного баллона и шланга, соединяющего кислородный баллон и сварочную горелку, зеленый.
Топливные газы, используемые при газовой сварке
Ацетилен является популярным горючим газом, используемым при газовой сварке из-за его благоприятных характеристик пламени и высокой температуры. Другими используемыми топливными газами являются бензин, водород, пропан (СНГ) и т. д. Эти газы не обеспечивают достаточного количества тепла, необходимого для сварки; однако их можно использовать для пайки и пайки.
Другими используемыми топливными газами являются бензин, водород, пропан (СНГ) и т. д. Эти газы не обеспечивают достаточного количества тепла, необходимого для сварки; однако их можно использовать для пайки и пайки.
Ацетилен – Ацетилен является популярным горючим газом, используемым для газовой сварки и газовой резки.Из-за популярности ацетилена люди часто используют фразы «ацетиленовая сварка» или «ацетиленовая резка» вместо газовой сварки или газовой резки. Однако ацетилен не стабилен для подводной сварки или резки. Водород предпочтителен для подводной сварки или резки.
Бензин – Бензиновые кислородные горелки работают очень хорошо. Это особенно полезно в местах, где топливный газ в баллонах недоступен. Эффективность резки кислородно-бензиновым пламенем эквивалентна или иногда лучше, чем у кислородно-ацетиленового пламени.
Водород – Водородно-кислородное пламя подходит для сварки и резки алюминия. Можно получить температуру 2000°С для водорода, смешанного с воздухом при атмосферном давлении, и 2800°С, если водород смешать с чистым кислородом в соотношении 2:1. Из-за водородного охрупчивания водород не применяют для сварки стали и черных металлов. Водород можно использовать для подводной сварки и резки.
Можно получить температуру 2000°С для водорода, смешанного с воздухом при атмосферном давлении, и 2800°С, если водород смешать с чистым кислородом в соотношении 2:1. Из-за водородного охрупчивания водород не применяют для сварки стали и черных металлов. Водород можно использовать для подводной сварки и резки.
Пропан или СНГ (сжиженный нефтяной газ) – Кислород-пропан обычно используется для резки металлов.Окси-пропан не дает высокой температуры, как оксиацетилен, и поэтому обычно не используется для сварки. Однако оксипропан режет быстрее, чем оксиацетилен, а края реза намного чище. Окси-пропан предпочтителен для процессов нагрева и гибки. Пропан дешевле ацетилена и легко доступен; следовательно, оксипропан используется для резки металлолома. Для оксипропана можно использовать стандартную кислородно-ацетиленовую горелку; однако это не рекомендуется. Обычно используется специальная кислородно-пропановая горелка , которую гораздо легче зажечь и с меньшей вероятностью погасить, чем при использовании кислородно-ацетиленовых горелок.
Другими используемыми топливными газами являются природный газ, бутан и пропилен.
Отличие газовой сварочной горелки от газовой горелки
Горелка для газовой сварки используется для газовой сварки и обычно осуществляется путем сжигания равного объема топливного газа (ацетилена) и кислорода. В конструкции газосварочной горелки предусмотрено два игольчатых клапана, позволяющих оператору точно регулировать подачу ацетилена и кислорода в камеру смешения (для подачи ацетилена и кислорода в равном соотношении).
Пламя достигает температуры 3200ºC (приблизительно), что достаточно для плавления стали и других металлов. При необходимости добавляется присадочный металл.
(Газовая сварочная горелка)
Горелка для кислородно-ацетиленовой газовой резки аналогична газовой сварочной горелке, имеет все ее особенности, за исключением того, что в качестве насадки используется специальная режущая насадка.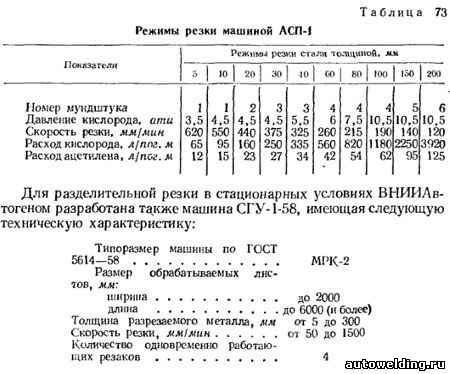 Это режущее сопло имеет внешнее кольцо отверстий, через которые проходит газообразный кислород-ацетилен, и отверстие в центре, через которое поступает дополнительный кислород.Рычаг управляет дополнительным потоком кислорода через отверстие в центре. Оператор может активировать уровень, чтобы обеспечить подачу дополнительного кислорода.
Это режущее сопло имеет внешнее кольцо отверстий, через которые проходит газообразный кислород-ацетилен, и отверстие в центре, через которое поступает дополнительный кислород.Рычаг управляет дополнительным потоком кислорода через отверстие в центре. Оператор может активировать уровень, чтобы обеспечить подачу дополнительного кислорода.
Этот рычаг (для кислорода) отсутствует на газовой сварочной горелке.
(Газовая резака)
При газовой резке металл нагревается до красна, и в этот момент увеличивается подача кислорода с помощью срабатывания рычага.Повышенное содержание кислорода вступает в реакцию с горячим металлом, вызывает окисление металла и выделение большего количества тепла, что способствует процессу резки.
Температура плавления оксида металла ниже температуры плавления разрезаемого металла (на 50% меньше). Когда металл нагревается, он превращается в расплавленный оксид металла и вытекает из зоны резания.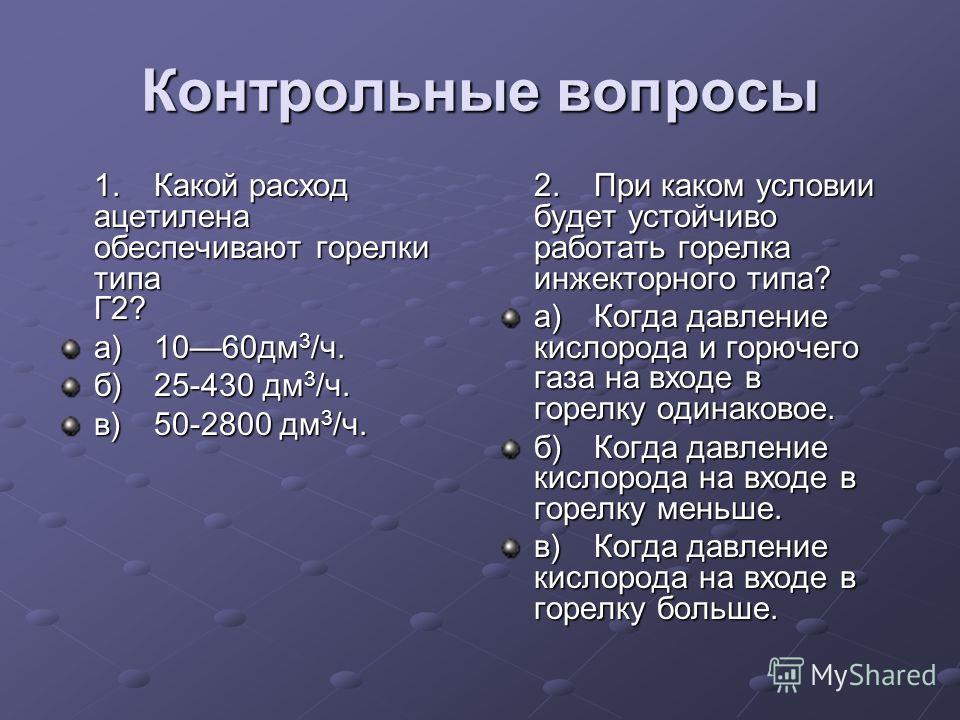 Однако часть оксида металла прилипает к поверхности реза в виде шлака, который можно удалить отбойным молотком или шлифовкой.
Однако часть оксида металла прилипает к поверхности реза в виде шлака, который можно удалить отбойным молотком или шлифовкой.
Все углеродсодержащие стали могут быть окислены и, следовательно, могут быть разрезаны газовым резаком.Однако этот процесс газовой резки нельзя использовать для цветных металлов и нержавеющей стали.
Преимущества и недостатки газовой сварки
Преимущества
- Газовая сварка является простым процессом, легким в освоении и эксплуатации, и даже оператор с низким уровнем квалификации может выполнять газовую сварку.
- Доступная начальная стоимость газосварочного оборудования. Газосварка экономически выгодна при ремонтно-строительных работах. Газосварочное оборудование
- очень компактно и имеет высокую мобильность, все оборудование помещается на тележке, и вы можете легко доставить его в нужное место.
- В отличие от других методов сварки, газовая сварка не требует электричества. Это делает его гибким, и вы можете использовать его даже в отдаленных районах, где нет сетевого питания.
- Газовая сварка может использоваться для сварки как черных, так и цветных металлов, а также для пайки, пайки и нагрева.
- Вы можете использовать газосварочное оборудование для газовой резки, просто используя другую горелку.
- Газовая сварка подходит для сварки в ограниченном пространстве, поскольку для нее требуются только защитные очки (в отличие от защитных касок, необходимых для дуговой сварки).
- Когда речь идет о сварке тонких листов, таких как детали кузова автомобиля, газовая сварка является более подходящей, чем другие методы сварки.
 Это делает его гибким, и вы можете использовать его даже в отдаленных районах, где нет сетевого питания.
Это делает его гибким, и вы можете использовать его даже в отдаленных районах, где нет сетевого питания.
Ограничения
- Газовая сварка не подходит для сварки толстых профилей из-за ограничения максимальной температуры.
- Газовая сварка не подходит для сварки вязких сталей.
- Максимальная температура, достигаемая при газовой сварке, намного меньше по сравнению с дуговой сваркой.
- Присадочный материал для газовой сварки не имеет специального флюсового покрытия (как при дуговой сварке).
- Поверхностная обработка газовой сварки неудовлетворительна и требует дополнительных операций отделки.

Применение газовой сварки
Газовая сварка находит свое применение во многих отраслях промышленности, и многие из общих применений перечислены ниже.
- Газовая сварка используется в автомобильной промышленности для сварки кузова автомобиля, деталей шасси и т. д.
- Газовая сварка используется при сварке и соединении деталей из листового металла самолета.
- Вы можете увидеть ремонт кузовных деталей автомобиля, ремонт выхлопной трубы, сделанный в вашем городском гараже с помощью газовой сварки. Газовая сварка
- подходит и экономична для сварки труб различного назначения.
- Газовая сварка может применяться для сварки черных и цветных металлов.
- Газовая сварка больше подходит для ремонта дефектов серого чугуна по сравнению с дуговой сваркой. Участок дефекта может быть отшлифован ручной грубой шлифовальной машиной, предварительно нагрет примерно до 600ºC с помощью газовой сварки, а затем произведен газовой сваркой с использованием чугунного стержня для наращивания участка.
- Миниатюрная газовая горелка и небольшие газовые баллоны находят свое применение в производстве ювелирных изделий.

Вопросы безопасности при газовой сварке
сообщить об этом объявлении
- Газовые баллоны следует хранить с закрытыми защитными колпачками, когда они не используются.
- Не выполняйте газовую сварку или газовую резку в местах, где хранятся легковоспламеняющиеся предметы или товары, особенно легковоспламеняющиеся вещества, такие как нефть, газ, бензин, и другие легковоспламеняющиеся предметы, такие как дерево, бумага и т. д.
- Ацетилен под высоким давлением может быть опасен.
- Прежде чем приступить к газовой сварке, узнайте, как пользоваться оборудованием и как регулировать подачу горючего газа и кислорода в смесительную камеру сварочной горелки.
- Всегда надевайте защитное снаряжение, такое как защитные очки, обувь, фартук, защитный шлем и перчатки.Пламя газа и расплавленный металл излучают излучение, поэтому защита глаз очень важна.
- Баллоны с ацетиленом и кислородом должны быть правильно расположены на тележке и не должны опрокидываться. Опрокидывание газовых баллонов может быть очень опасным, поскольку они хранятся под высоким давлением, а поврежденный регулирующий клапан (из-за опрокидывания) может выпустить газ под высоким давлением.
- Дымы при газовой сварке не вредны для здоровья человека, а помещение для газовой сварки должно иметь надежную систему вентиляции.При газовой сварке оцинкованных листов пары могут быть очень вредными.
- В зоне газовой сварки или газовой резки должно быть достаточное количество противопожарного оборудования.
- Перед снятием регулятора с клапана баллона закройте клапан баллона и выпустите газ, оставшийся в регуляторе.
- Цилиндры и шланги должны быть разных цветов, чтобы различать их. Цвет баллона со сжиженным нефтяным газом/ацетиленом и шланга — красный, а цвета кислородного баллона и шланга — зеленый.Форма цилиндра также может быть разной.

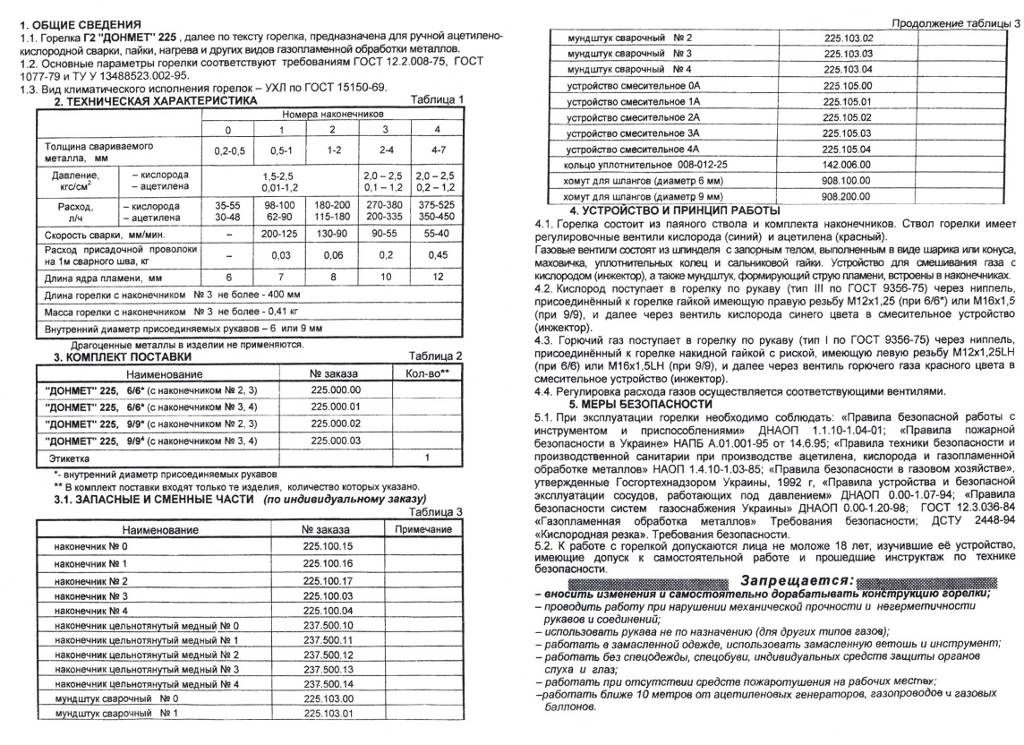
Заключение
Несмотря на множество современных сварочных процессов, кислородно-ацетиленовая сварка и сегодня популярна для сварки тонких стальных листов (толщиной до 5 мм), для предварительного нагрева детали, для горячей гибки, для пайки/пайки, а также для выполнения различных работ. ремонтные работы. Низкая стоимость оборудования, мобильность и низкий уровень квалификации делают газовую сварку такой популярной.
Каталожные номера:
Все, что вам нужно знать: газокислородная резка листового металла
Если вы слесарь, то процесс газокислородной резки вам знаком. Газокислородная резка используется как в тяжелой промышленности, так и в легкой промышленности и при ремонтных работах уже несколько десятилетий.
Газокислородная резка используется как в тяжелой промышленности, так и в легкой промышленности и при ремонтных работах уже несколько десятилетий.
Однако в последние десятилетия кислородно-ацетиленовая сварка практически устарела. Современные дуговые сварщики заменили их более стабильными и быстрыми сварными швами.Но это не значит, что у него нет своего места в современной индустрии. Газокислородная резка листов по-прежнему широко используется во многих отраслях промышленности.
А что такое кислородно-топливная резка? И как именно это работает?
Что такое газокислородное топливо? Несмотря на то, что кислородно-топливные системы просты для понимания, вы должны сначала узнать, что такое кислородно-топливные системы. В 1903 году французские инженеры Эдмон Фуше и Шарль Пикард разработали процесс кислородно-ацетиленовой сварки. При использовании чистого кислорода (вместо воздуха) можно значительно повысить температуру пламени. В сочетании с таким топливом, как ацетилен, это пламя сгорает при температуре около 6 332 ºF.
В сочетании с таким топливом, как ацетилен, это пламя сгорает при температуре около 6 332 ºF.
Локальное плавление с использованием горелки позволяет сваривать или резать материал в помещении. Именно так два французских инженера создали инструмент, который навсегда изменил промышленный ландшафт.
Но кислородно-топливные процессы могут использовать ряд различных газов в качестве топлива. Хотя ацетилен, безусловно, является наиболее распространенным, другие газы, которые можно использовать, — это пропилен, сжиженный нефтяной газ, пропан, природный газ и водород, каждый из которых обладает своими свойствами, которые делают его полезным.
В кислородно-топливных системах кислород является не топливом, а тем, что химически соединяется с топливом для производства тепла. Это называется окислением. При газокислородной резке окисление разрезаемого металла производит все тепло, необходимое для «прожигания» заготовки.
Газокислородная резка Газокислородная резка пластин — надежный метод резки низкоуглеродистой стали.![]() Вы должны предварительно нагреть мягкую сталь с помощью резака перед резкой материала. Сталь должна достичь температуры воспламенения примерно 1760 ° F.Как только сталь достигает нужной температуры, нагретая часть получает кислород через сопло. Кислород вступает в реакцию с железом и превращает нагретый металл в жидкую сталь.
Вы должны предварительно нагреть мягкую сталь с помощью резака перед резкой материала. Сталь должна достичь температуры воспламенения примерно 1760 ° F.Как только сталь достигает нужной температуры, нагретая часть получает кислород через сопло. Кислород вступает в реакцию с железом и превращает нагретый металл в жидкую сталь.
Температура плавления образующихся отходов не так высока, как температура плавления стали. Таким образом, поток кислорода способен удалять жидкие отходы, не разрушая твердую сталь. Непрерывный процесс, называемый экзотермической реакцией, разрезает сталь, в то время как резак продолжает выполнять свою работу.
В процессе резки сталь постоянно горячая. Большинство металлов не выдерживают этого метода из-за высокого содержания в них легирующих элементов. Соответственно, процесс газокислородной резки идеально подходит для резки низкоуглеродистой стали.
Зачем использовать кислородно-топливный режим? Газокислородный резак — это инструмент, который можно использовать, если вы хотите прорезать толстую стену. Плазменные горелки предназначены для резки тонких стенок толщиной не более 3 дюймов. Хотя срезы могут быть не такими чистыми, окси-ацетилен прорезает материал толщиной до 24 дюймов.Это на 1200% толще материала, чем могут обрабатывать плазменные резаки.
Плазменные горелки предназначены для резки тонких стенок толщиной не более 3 дюймов. Хотя срезы могут быть не такими чистыми, окси-ацетилен прорезает материал толщиной до 24 дюймов.Это на 1200% толще материала, чем могут обрабатывать плазменные резаки.
Газокислородная резка также является одним из самых портативных методов резки. Имея всего два бензобака и горелку, вы сможете резать где угодно. Электричество не требуется.
Наконец, кислородно-топливная резка дешевле, чем другие альтернативы резке. Хотя, если вы используете газокислородную установку и вам нужны чистые и точные разрезы, это может стоить вам времени на оплату газов и затрат на последующую очистку.
Вот и все, что вам нужно знать об кислородной резке — от того, что такое кислородная резка, до того, как она работает и почему ее следует использовать.
Если выяснится, что это не все, что вы хотели знать, и даже больше, позвоните в один из наших офисов, и мы с удовольствием поговорим о том, как ваш бизнес может воспользоваться преимуществами газокислородной резки.