Нормы расхода аргона при проведении сварочных работ
Сколько аргона расходуется при сварке?
https://tantal-d.ru/spravochnaya-informaciya/skolko-argona-rashoduetsya-pri-svarke/
2017-04-04
Аргон активно применяется при сварке. Он хорошо показывает себя при выполнении задач по защите среды сваривания. Одним из популярных вопросов у наших клиентов является то, каким будет расход при проведении сварки. Учитывая, что состав активно используется для плавления алюминия и различных сплавов (в том числе и жаропрочных), такие данные помогут вам рассчитать, сколько баллонов потребуется для выполнения задачи.
ООО «ТАНТАЛ-Д»
140050, Россия, Московская обл., Люберецкий р-он, пос. Красково, ул. Карла Маркса, д. 117, строение 16 (территория ВНИИСТРОМ 12 км от МКАД)
+7 495 728 37 65
Аргон активно применяется при сварке. Он хорошо показывает себя при выполнении задач по защите среды сваривания. Одним из популярных вопросов у наших клиентов является то, каким будет расход при проведении сварки.
Расход будет зависеть от того, какие материалы приходится сваривать с использованием газа. При расчете используется простая формула:
Р = Ру х Т
Здесь Р означает расход, в то время как Ру — параметр расхода газа, заявленный непосредственно производителем. Т подразумевает затраченное на сваривание одного прохода время. Соответственно, уже после первого прохода сварки вы сможете вычислить, насколько хватит баллона. При этом, на расход также может влиять и толщина свариваемого материала, диаметр проволоки, а также сила используемого тока.
Значения будут отличаться для разных вариантов материалов. Усредненные данные по применению аргона с разными материалами приведены в таблице ниже.
| Свариваемый материал | Расход (литры в минуту) |
| Алюминий | 15–20 |
| Медь | 10–12 |
| Низколегированные и конструкционные стали | 6–8 |
| Никель | 10–12 |
| Титан | 35–50 |
| Магний | 12–14 |
Чтобы заказать смесь для сварки в нужном количестве, вам достаточно обратиться в компанию «ТАНТАЛ-Д». Наши специалисты дадут дополнительную информацию о том, каков будет расход смеси при проведении работ.
Наши специалисты дадут дополнительную информацию о том, каков будет расход смеси при проведении работ.
Расход аргона при аргонодуговой сварке нержавейки и алюминия
Среди всех сварочных газов аргон является одним из наиболее востребованных в современности сварочных расходных материалов. Он выполняет защитную функцию, охраняя ванну расплавленного металла от негативного воздействия атмосферы. Другие газы не обладают столь высокой надежностью. Благодаря этому, сварка аргоном применяется для самых сложных мест. Стоимость материала заметно выше, чем у других, так что для стандартных процедур используется редко. Расход аргона при сварке может оказаться слишком большим, что сделает себестоимость процесса весьма высокой. В то же время, для ответственных и сложных процедур он оказывается незаменимым. Чтобы сэкономить, для каждого типа процедур нужно соблюдать свои оптимальные режимы.
Аргон для сварки в баллонах
Область применения
Благодаря своим практичным качествам, аргон может применяться практически повсеместно. В частной сфере он встречается достаточно редко, так как зачастую его не выгодно содержать, не говоря уже о покупке соответствующего оборудования. В строительстве, где нужно создавать ответственные несущие металлоконструкции, газ является практически незаменимым. Здесь не так важна стоимость, как надежность и минимизация вероятности появления брака во время работы.
В частной сфере он встречается достаточно редко, так как зачастую его не выгодно содержать, не говоря уже о покупке соответствующего оборудования. В строительстве, где нужно создавать ответственные несущие металлоконструкции, газ является практически незаменимым. Здесь не так важна стоимость, как надежность и минимизация вероятности появления брака во время работы.
Также его часто можно встретить в ремонтных мастерских. С его помощью соединяют детали в автомобилях, изделия из сложно свариваемых металлов. Сварка нержавейки и алюминия зачастую происходит именно с помощью этого газа. Сварочные цеха на различных предприятиях также не обходятся без постов с применением аргона, где приходится работать с тонкими деталями. В коммунальной сфере им могут сваривать трубы.
Принцип расчета расхода аргона
Расход аргона при аргонодуговой сварке зависит от конкретного вида производства. Это может быть массовое, одиночное и серийное, а также от номенклатуры. При работе с конструкциями, в которых нужно наплавлять большое количество металла, расчеты производятся по такой формуле: N = Nп х Rг
Nп является количеством килограмм потраченной на изделие проволоки, а Rг – коэффициент затрат газа на 1 кг наплавочного материала. Это помогает универсально определить общие затраты даже при больших объемах работы и поэтому часто применяется на производстве.
Это помогает универсально определить общие затраты даже при больших объемах работы и поэтому часто применяется на производстве.
Существует также принцип расчета, основанный на расходе в литрах на 1 метр сделанного шва. Этот способ лучше всего подходит для расчета в серийном производстве, когда делаются однотипные детали. Его используют также на малых производствах. Для этого используется такая формула: Нг = (Нуг х Т + Ндг)
Нг здесь выступает в роли значения расхода удельного газа по номиналам таблицы для конкретной температуры работы. Т – основное время сварочного процесса. Ндг – дополнительные расходы газа, которые потрачены на подготовку и последующие процедуры подогрева. Если используется во время сварки несколько проходов, то это также учитывается. Расчеты ведутся в литрах, а не в кубических метрах, как это принято в физике.
Стоит отметить, что расход аргона при сварки нержавейки и прочих цветных металлов будет отличаться от обыкновенных сталей. Зачастую здесь величина может вырастать в 1,5, а то и в 2 раза.
Таблица расхода аргона в зависимости от толщины металла
Как и любой другой защитный газ, аргон требует больших объемов, если нужно проваривать большую глубину изделия. В таблице приведены средние показатели параметров расхода, в зависимости от самых распространенных видов толщины заготовок.
Толщина, мм | Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволки, м/ч | Расход газа |
1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 и более | 1,6 | 300 | 30 | 700 | 16 |
Показатели качества аргона
Аргон может обладать различным уровнем качества. Основным показателем является его чистота. Естественно, что полностью 100% вещества в баллоне не может быть и такое получается только в лабораторных условиях. Но чем меньше в нем примесей, тем лучше для свойств газа. Наличие примесей определяется по ГОСТам.
Основным показателем является его чистота. Естественно, что полностью 100% вещества в баллоне не может быть и такое получается только в лабораторных условиях. Но чем меньше в нем примесей, тем лучше для свойств газа. Наличие примесей определяется по ГОСТам.
- Аргон – для второго сорта газа минимально допустимое соотношение является 99,95%;
- Кислород – данной примеси не должно быть более 0,0002%, иначе возникает вероятность появления пор;
- Азот – содержание до 0,001%;
- Водяные пары – до 0,0003%;
- Углекислый газ – до 0,00002%;
- Метан – до 0,0001%;
- Водород – до 0,0002%.
Газ высшего качества должен обладать содержанием чистого вещества от 99,99%. Он может использоваться для самых сложных и ответственных работ, но при этом обладает и самой высокой стоимостью.
Техника безопасности при использовании
Расход аргона при сварке алюминия и других металлов является лишь финансовой составляющей, так что забывать о технике безопасности при этом не стоит. Баллон с аргоном должен стоять на расстоянии, как минимум, 10 метров от источника огня и легковоспламеняющихся предметов. Храниться газ должен в надежных емкостях, прошедших проверку по технике безопасности. Хранение должно осуществляться в хорошо проветриваемых помещениях, чтобы не было скопления газов, которые вызывают удушье.
Баллон с аргоном должен стоять на расстоянии, как минимум, 10 метров от источника огня и легковоспламеняющихся предметов. Храниться газ должен в надежных емкостях, прошедших проверку по технике безопасности. Хранение должно осуществляться в хорошо проветриваемых помещениях, чтобы не было скопления газов, которые вызывают удушье.
Во время работы с аргоном нужно использовать средства индивидуальной защиты для дыхания. Этот газ обладает особой вредностью для организма человека.
«Важно!
Особое воздействие идет через органы дыхания, так что защитные повязки или специальные противогазы будут незаменимы.»
Заключение
Одна из главных особенностей использования аргона, с практической точки зрения, является его высокая стоимость. Именно по этой причине расчет расхода, определение количество затрат газа и других материалов, чтобы определить себестоимость сварочного процесса, является очень важным. Больше всего потребность возникает в производственных условиях и при больших объемах работ. При относительно небольших соединениях актуальность в расчете нескольких швов отпадает. Тем не менее, стоит знать, на какое количество наплавленного металла хватит газа находящегося в баллоне.
При относительно небольших соединениях актуальность в расчете нескольких швов отпадает. Тем не менее, стоит знать, на какое количество наплавленного металла хватит газа находящегося в баллоне.
Расход газа при аргонодуговой сварке
Аргон является негорючим и невзрывоопасным газом. Также он не образует взрывчатых смесей во взаимодействии с воздухом. Так как он тяжелее воздуха, аргон прекрасно справляется с ролью качественной защиты сварочной ванны. Газообразный аргон не содержит в своем составе влаги более 0,03 грамм на кубический метр.
Аргон используют для надежной защиты среды сваривания, а также при плавке редких и активных металлов. С его помощью можно осуществлять плавку алюминия и его сплавов, хромоникелевых и жаропрочных сплавов, нержавеющей стали. Хранится и поставляется к месту использования в аргоновых баллонах под давлением 150 ± 5 кгс на сантиметр квадратный.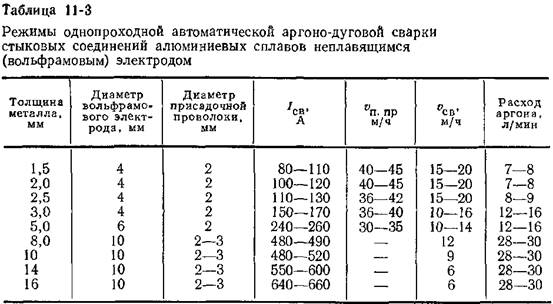
В состав газа аргона, который используют при сваривании металла неплавящимися электродами, входят такие элементы, как:
- Кислород;
- Азот;
- Соединения, содержащие углерод;
- Водяной пар;
Расход аргона при сваривании может быть самым разным. Все зависит от толщины металла и самого свариваемого металла. Показатели расходов выглядят приблизительно так:
- При сваривании алюминия расходуется 15 – 20 литров за минуту;
- При сваривании меди расходуется 10 – 12 литров за минуту;
- При сваривании конструкционных, а также низколегированных сталей расходуется 6 — 8 литров за минуту;
- При сваривании сплавов магния расходуется 12 – 14 литров за минуту;
- При сваривании сплавов никеля расходуется 10 – 12 литров за минуту;
- При сваривании титана расходуется 35 – 50 литров за минуту;
При сваривании аргонодуговой сваркой стоит помнить о месте проведения сваривания. Если Вы работаете на сквозняке или на улице, Вам желательно применять защитные средства для проведения сварочного процесса. Также среди способов повышения качества сварочного шва является получение
Если Вы работаете на сквозняке или на улице, Вам желательно применять защитные средства для проведения сварочного процесса. Также среди способов повышения качества сварочного шва является получение
Аргон является самым дешевым и самым доступным газом для сваривания. Особенно это стало ясно видно в последние десятилетия, когда аргон стал продуктом массового производства.
Сначала аргон использовался в электровакуумной технике. На сегодняшний день лампы накаливания наполняются смесью аргона с азотом в процентном соотношении 86/14. Так как в аргоне сочетается плотность и слабая теплопроводность, металл нити в лампе накаляется медленнее, поэтому передача тепла от нити к колбе значительно ниже. Также аргон применяют в люминесцентных лампах для того чтобы упрощать их включение.
В последние десятилетия аргон стал больше применяться в металлургии, чем в осветительных приборах.
Аргонная среда используется при обработке многих видов металлов. Например, продувая аргоном жидкую сталь, можно намного повысить ее качество, что позволит использовать ее для монтажа более ответственных конструкций. Аргон является универсальным газом, с помощью которого можно повысить качества металла при плавлении и при сварке.
Cварка алюминия аргоном технология
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей..jpg)
Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.


Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Поделись с друзьями
0
0
0
0
Расход — аргон — Технический словарь Том VII
Расход аргона на шинах толщиной до 6 мм-10 л / мин; 8 — 12 мм — 12 — 15 л / мин.Расход аргона при сварке не превышает 3 — 3 5 л / мин. Сварка производится на постоянном токе прямой полярности вольфрамовым электродом диаметром 1 5 мм.
Расход аргона устанавливается по ротаметру при включении ЭГК.
Графики зависимости между временем удерживания и шириной. Расход аргона 13 3 мл / мин; 6 — колонка с 10 % диизодецилфталата на хромосорбе.
Расход аргона при сварке стали толщиной 1 — 1 5 мм обычно составляет 2 — 3 л в I мин.
Расход аргона составляет около 7 л / мин.
Расход аргона при ручной сварке неплавящимся электродом колеблется в широких пределах — 3 — 25 л / мин.
 При автоматической аргоно-дуговой сварке неплавящимся электродом нержавеющей стали марок 1Х18Н9Т и Х18Н11Б толщиной 1 — 1 5 мм он составляет 3 — 5 л / мин.
При автоматической аргоно-дуговой сварке неплавящимся электродом нержавеющей стали марок 1Х18Н9Т и Х18Н11Б толщиной 1 — 1 5 мм он составляет 3 — 5 л / мин.Расход аргона в дуге 8 — 12 л / мин, для защиты с обратной стороны шва 3 — 5 л / мин. Скорость сварки металла толщиной 0 8 — 3 мм без присадочного прутка на автомате составляет 18 — 25 м / час.
Расход аргона с обратной стороны шва 2 л / мин.
Внешний вид сварного шва, выполненного аргоно-дуговой сваркой дугой, управляемой магнитным полем. Расход аргона 5 — 7 л / мин; длина дуги 1 жм.
Расход аргона при сварке контролируется ротаметрами РС-3 или РС-5. Газ из баллона поступает в сварочную горелку через кислородный редуктор РК-53 или другого типа.
Расход аргона равен 6 — 7 л / мин.
Расход аргона при непрерывном потоке через камеру превышает расход газа для герметической камеры. Поэтому по своим экономическим показателям этот вариант также уступает обычному варианту метода.
Расход аргона при ручной сварке труб поверхностей нагрева диаметром 30 — 60 мм составляет в среднем 50л на один монтажный стык.
Расход аргона 3 л / мин, и углекислого газа 4 л / мин.
Определить расход аргона в МГД-генераторе мощностью 45 кВт, если температура аргона изменяется от 7 2500 К до Т, — 2000 К.
Зависимость содержания водорода в. Между расходом аргона я а продувку и общим давлением над расплавом существует линейная зависимость. Вследствие этого расход а ргона снижается, если при продувке создается еще незначительное разрежение — 0 5 ат.
В, расход аргона 6 — 7 л / мин. Автоматическую сварку вольфрамовым электродом применяют для соединения заготовок сравнительно небольшой толщины — до 4 мм без разделки кромок.
Значения коэффициента потерь / Сп. Нар — расход аргона в л / мин.
Для увеличения расхода аргона или его удельного расхода необходимо устанавливать три пористых блока или более.
При увеличении расхода аргона вдвое ( до 4 м3 / т стали) охлаждение расплава вследствие теплоотдачи к аргону составляет максимально 7 град.
Оптимальные нормы расхода аргона и гелия приведены в таблицах режимов сварки. Большинство авторов считает, что расход гелия примерно на 30 % больше, чем расход аргона. Однако, по данным Ф. И. Раздуя, специально изучавшего сварку в среде гелия, расход последнего должен быть в 2 — 2 5 раза больше, чем расход аргона.
Большинство авторов считает, что расход гелия примерно на 30 % больше, чем расход аргона. Однако, по данным Ф. И. Раздуя, специально изучавшего сварку в среде гелия, расход последнего должен быть в 2 — 2 5 раза больше, чем расход аргона.
Для стандартизации расхода аргона на каждый куст за вентилем у коллектора были установлены ограничительные шайбы вначале диаметром 1 8, затем 1 3 мм. Это было вызвано тем, что вследствие субъективной оценки количества введенного аргона, неточного регулирования его подачи в атмосфере изложниц оставалось 6 — 12 % О. Расчеты показали, что при установке шайбы диаметром 1 8 мм и четырех изложниц на поддоне, расходе аргона на одну изложницу ( слиток 2 8 т) 0 6 м3 и времени ввода аргона 15 мин, скорость аргона при входе в изложницу составляет 0 53 м / сек. При такой скорости в изложнице создается турбулентный поток, способствующий перемешиванию воздуха с аргоном и затрудняющий удаление кислорода.
Начиная с некоторой величины расхода аргона ( — — 20 л / мин), плазменный шнур удерживается на оси трубы. Одновременно с внутренним охлаждением разрядной камеры аргоном применяется наружный обдув стенки воздухом.
Одновременно с внутренним охлаждением разрядной камеры аргоном применяется наружный обдув стенки воздухом.
Схема истечения аргона ( а и гелия ( б из сопла.| Расположение вольфрамового электрода, сопла и присадочной проволоки при ручной сварке алюминия. При сварке в потолочном положении расход аргона должен быть увеличен, а гелия — уменьшен.
Заложенная в установке возможность регулирования расхода аргона позволяет осуществлять термический цикл пайки с повышенной скоростью охлаждения и, следовательно, увеличивать производительность процесса.
Видно, что с увеличением расхода аргона оптимальное напряжение питания смещается в сторону меньших значений. Чувствительность к потоку в оптимальном режиме остается примерно постоянной. Если же детектирование проводить при постоянном значении напряжения, то связь чувствительности с расходом газа-носителя может быть самой различной.
Границы потоков защитного газа при сварке различных соединений.| Влияние скорости сварки на границы газовых потоков.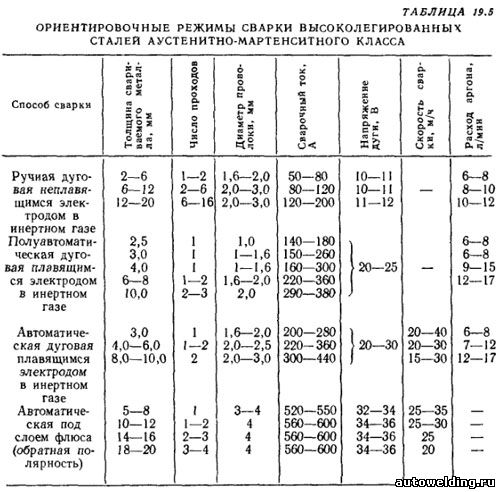 С увеличением скорости сварки необходимо увеличивать расход аргона.
С увеличением скорости сварки необходимо увеличивать расход аргона.
Напряжение 11 — 13 В, расход аргона 8 — 12 л / мин.
Промышленные опыты показали, что при расходе аргона в количестве 3 м3 / т стали в течение 10 мин поверхность расплава поднимается почти на 40 см, но при зтом на поверхности наблюдается только легкое бурление и волнение.
При сварке алюминиевых сплавов и нержавеющих сталей расход аргона в зависимости от толщины металла составляет от 3 до 20 л / мин.
При ручной и механизированной сварке вольфрамовым электродом расход аргона через горелку, как правило, составляет 6 — 25 л / мин. Расход аргона при сварке плавящимся электродом в зависимости от свариваемого металла и силы сварочного тока обычно составляет 15 — 60 л / мин. Кроме того, при сварке химически активных металлов, например титана и его сплавов, оказывается необходимым защищать уже закристаллизовавшийся металл шва и его нагретые зоны вблизи шва, что достигается специальными дополнительными устройствами, механически связанными с головкой горелки. В эти устройства также подается защитный газ — 20 — 60 % от его количества, подаваемого в защитную струю. В ряде случаев необходима защита от окисления и азотирования при сварке металла не только со стороны действующего источника тепла, но и с обратной стороны. Такая защита также может обеспечиваться дополнительной струей инертного газа, причем его расход составляет — 50 % от расхода сварочной горелки.
В эти устройства также подается защитный газ — 20 — 60 % от его количества, подаваемого в защитную струю. В ряде случаев необходима защита от окисления и азотирования при сварке металла не только со стороны действующего источника тепла, но и с обратной стороны. Такая защита также может обеспечиваться дополнительной струей инертного газа, причем его расход составляет — 50 % от расхода сварочной горелки.
С, время отжига 8 ч, расход аргона 0 02 — 0 03 л / мин.
Физико-химические характеристики плазмообразующих газов. Руководствуясь данными, полученными на плазмотроне с расходом аргона 570 л — мин.
В, vs 50 см / мин, расход аргона 40 л / мин, vDi — 230 м / ч, обратная полярность.
Расход гелия не менее как в 2 раза превышает расход аргона на одну и ту же работу. Если учесть, что гелий почти в 5 раз дороже аргона, то получается, что стоимость газа при сварке в среде гелия обходится почти в 10 раз выше, чем в среде аргона. Однако некоторые виды сварки возможны только в этой среде.
Подающий механизм и держатель полуавтомата. В результате удается в 4 — б раз уменьшить расход аргона без ущерба для качества металла шва.
При сварке титановых сплавов в камерах с контролируемой атмосферой расход аргона на изделие составляет 1 5 объема камеры.
При сварке безмундштуковыми электрододержателями ( например, марки АГМ-2) расход аргона снижается в 1 5 раза.
А, напряжение на дуге 12 — 16 В, расход аргона — 6 — 7 л / мин.
Для защиты заготовок с большими сечениями используются камеры, ограничивающие расход аргона.
А, напряжение на дуге 12 — 16 В, расход аргона — 6 — 7 л / мин.
Качество поверхности заготовки и сорта. Дальнейшее снижение кислорода в атмосфере изложниц возможно при значительном повышении расхода аргона и увеличении времени продувки. Для эффективного применения аргона необходимо уплотнять изложницы ровными плотными крышками толщиной 3 — 4 мм.
В том случае, если хотят повысить эффект дегазации путем увеличения расхода аргона, дно ковша ( полностью или большую его часть) целесообразно выложить газопроницаемыми блоками в шахматном порядке.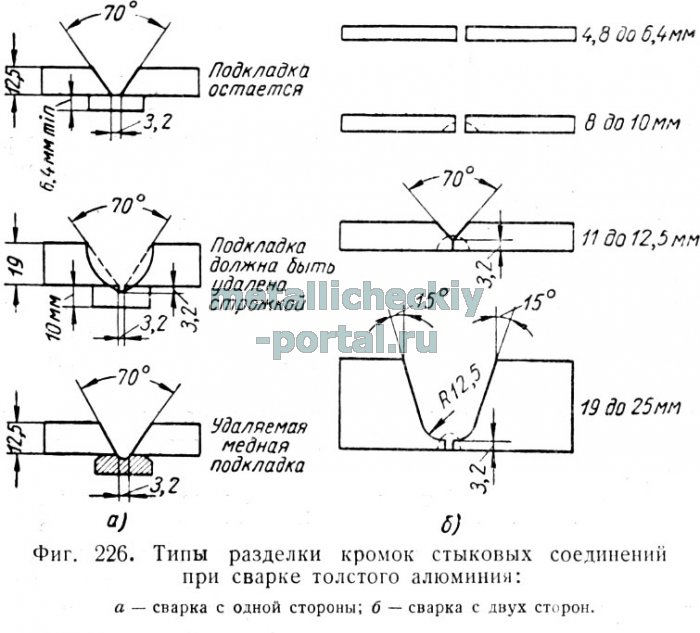
Распределение мощности, выделяемой в дуге ( /, и потерь тепла в стенках дугового канала ( 2, 3, 4 по длине дуги при различных притуплениях конусного катода ( d — — 0 6 см, / — 100 А, 0П 0 95 г / с. Данные зависимости получены для электродов с внутренним диаметром 6 мм при расходах аргона 0 25 — 1 2 г / с и токах 50 — 222 А. Зависимость теплового потока от расхода газа указывает на влияние теплосодержания плазменного потока газа и влияние конвективного теплообмена.
В опытах авторов, проведенных на плавках массой 10 и 60 г, расход аргона составлял 0 15 — 0 20 м3 / т стали при скорости разливки 2 5 — 3 0 т / мин. Разница объясняется более высокими скоростями разливки ( 5 0 т / мин), применяемыми в США.
Установка для предварительного утолщения кромок. Для уменьшения протяженности зоны Б в некоторых случаях использовали охлаждение зоны аргоном; расход аргона 6 л / мин.
Технология сварки алюминия в среде аргона
Как варить алюминий в аргоне? Технология аргонодуговой сварки алюминия
Содержание
Об особенностях и некоторых способах сварки алюминия, мы говорили на странице: «Сварка алюминия и его сплавов. Как варить алюминий?». Алюминий можно сваривать разными способами, но аргонодуговая сварка алюминия получила большое распространение. Рассмотрим подробно технологию сварки алюминия в среде аргона.
Как варить алюминий?». Алюминий можно сваривать разными способами, но аргонодуговая сварка алюминия получила большое распространение. Рассмотрим подробно технологию сварки алюминия в среде аргона.
Подготовка основного и присадочного металла под сварку
Подготовка сварных кромок
Перед сваркой алюминиевые кромки необходимо очистить от оксидной плёнки на поверхности металла Al2O3, имеющей большую твёрдость и высокую температуру плавления. Эта плёнка не расплавляется в жидком алюминии, поскольку температура её плавления превосходит не только температуру плавления алюминия, но и температуру его кипения. Плёнку можно удалять механическим или химическим способом, но делать это надо непосредственно перед сваркой, т.к. плёнка вновь очень быстро образуется на поверхности после зачистки.
Качество сварных соединений во многом зависит от выбора конструктивных элементов разделки кромок. Согласно ГОСТ 23949, в зависимости от свариваемой толщины, рекомендуются следующие формы разделок кромок и размеры швов:
При толщине металла менее 5мм, сварка в стык выполняется без разделки на подкладках (схема а) на рисунке).
При стыковой сварке листов толщиной 5-15мм рекомендуется чашеобразная разделка с углом раскрытия 30-40° с каждой стороны и радиусом 6мм (схема б) на рисунке). Рекомендуется выполнять подварочный шов с обратной стороны.
Если выполняется сварка листов толщиной 5-20мм, то рекомендуется двусторонняя разделка с углом раскрытия 20-30° с каждой стороны и радиусом притупления 6мм (схема в) на рисунке.
При сварке больших толщин металла, более 20мм, рекомендуется двухсторонняя чашеобразная разделка с углом раскрытия 25-30° с каждой стороны и притуплением кромок. Величина притупления 6мм (схема в) на рисунке.
Подготовка проволоки и прутков для сварки
Особое внимание нужно уделить очистке сварочной проволоки от оксидной плёнки. Наилучшим способом является электролитическое полирование. Но после обработки плёнка сразу же начинает вновь окисляться. Чтобы это предотвратить, её упаковывают в полиэтилен. И именно в таком виде, согласно государственным стандартам, происходит поставка проволоки для сварки алюминия. Прутки для ручной аргонодуговой сварки алюминия после обработки хранят в герметичных пеналах.
Прутки для ручной аргонодуговой сварки алюминия после обработки хранят в герметичных пеналах.
Выбор способа сварки в зависимости от толщины свариваемого алюминия
Сварка алюминия в аргоне может производиться плавящимся и неплавящимся электродом. Неплавящийся электрод может использоваться при ручной, полуавтоматической и автоматической сварке. Для повышения стабильности дуги рекомендуется использовать осцилляторы или импульсные возбудители. Таким способом целесообразно сваривать металл толщиной до 10-12мм. Для больших толщин он экономически неприемлем из-за низкой производительности, а также из-за сильного перегрева зоны термического влияния, поэтому, применяется сварка плавящимся электродом.
Для сварки металла толщиной 0,5-2,0мм применяют, как правило, однопроходную сварку без присадочного металла на съёмных или остающихся подкладках. При этом не рекомендуется выводить конец присадочного прутка за пределы газовой защиты, чтобы избежать его окисления. Длина дуги не должна превышать 2,5мм.
Сварка металла толщиной 6-8мм производится «левым способом» для уменьшения перегрева свариваемого металла.
Для сварки металла, толщиной 8-12 мм уже рекомендуется использовать плавящиеся электроды. Но если сварка плавящимися электродами невозможна, то применяют «правый» способ сварки для облегчения наблюдения за процессом.
Режимы ручной и автоматической сварки алюминия в аргоне неплавящимся вольфрамовым электродом
Скорость сварки необходимо согласовывать не только с силой тока, но и с расходом аргона. При большой скорости сварки, неправильном наклоне сопла горелки и малом расходе аргона зона сварки может оказаться недостаточно защищена, что приводит к окислению кристаллизующегося металла.
Диаметр сварочной горелки должен быть согласован с диаметром вольфрамового электрода, который обычно равен 2-5мм. В зависимости от этой величины выбирают силу тока, из расчёта 60-70А на миллиметр диаметра электрода. Ориентировочные режимы ручной и автоматической сварки вольфрамовым электродом в аргоне представлены в таблицах ниже. При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
Режимы ручной дуговой сварки
Режимы автоматической сварки
Для сварки алюминиевого сплава типа АМг6 толщиной 10мм рекомендуются следующие режимы: диамтер электродной проволоки 5мм, присадочной — 4мм. Сила тока 580-600А, расход аргона 25-28л/мин, рабочее напряжение 16-17В, скорость сварки 10м/ч.
Режимы автоматической и полуавтоматической сварки алюминия в аргоне плавящимся электродом
При сварке плавящимся электродом и особенно тонкой электродной проволокой на полуавтоматах, необходим правильный выбор параметров, с учётом особенностей алюминиевых сплавов. Большое значение имеет их теплопроводность, при повышении которой глубина проплавления уменьшается с увеличением свариваемой толщины.
Важную роль играет рабочее напряжение дуги. Его значение зависит от трёх составляющих: состава защитного газа (марки аргона), силы сварочного тока и скорости подачи электродной проволоки. Ориентировочные режимы сварки указаны в таблице:
Ориентировочные режимы сварки указаны в таблице:
Режимы автоматической и полуавтоматической сварки сварки алюминия плавящимся электродом в аргоне
При сварке горизонтальных швов силу тока следует уменьшить на 10%, а при сварке вертикальных швов — на 17%.
Видео: аргонодуговая сварка алюминия
Техника аргонодуговой сварки алюминия
При выполнении автоматической и полуавтоматической сварки алюминия большое значение имеет расстояние от мундштука до края газового сопла и от края газового сопла до изделия. На рисунке показаны оптимальные значения этих величин:При увеличении этих расстояний ослабляется газовая защита (если не увеличивать расход газа) и перегревается электродная проволока. А при уменьшении этих значений, газовое сопло быстро загрязняется сварочными брызгами и возникает опасность расплавления конца токоведущего мундштука.
Сварку вертикальных швов необходимо производить снизу вверх. При сварке стыковых соединений горелку, как правило, располагают перпендикулярно к плоскости стыка, а при сварке тавровых соединений в нижнем положении — под углом 40-45°.
При сварке стыковых соединений горелку, как правило, располагают перпендикулярно к плоскости стыка, а при сварке тавровых соединений в нижнем положении — под углом 40-45°.
При сварке металла малой толщины и при выполнении корневых швов в соединении больших толщин, не допускаются поперечные колебания сварочной горелки. Такие движения возможны только при выполнении верхних слоёв многослойного шва при сварке металла большой толщины. В процессе сварки необходимо регулировать расход аргона. При недостаточном расходе защитного газа горение дуги становится неустойчивым. При чрезмерном расходе газа происходят завихрения в его потоках. Эти завихрения захватывают воздух, он попадает в зону сварки и окисляет металл сварного шва и зоны термического влияния.
При выполнении многопроходных швов после каждого прохода поверхность предыдущего шва должна быть зачищена до металлического блеска и протёрта ацетоном или спиртом.
Применение импульсно-дуговой сварки
Импульсно-дуговая сварки позволяет повысить производительность сварочных работ, благодаря такой технике, создаётся направленный струйный перенос металла, уменьшается его разбрызгивание, а также повышается стабильность электрической дуги.
Применение импульсно-дуговой сварки очень перспективно для сварки алюминиевых конструкций. Благодаря высокой концентрации энергии в импульсе, при оптимальном времени импульсов и пауз можно обеспечить стабильное проплавление и правильное формирование корня шва, а также значительно уменьшить сварочные деформации.
При сварке металла толщиной 6мм плавящимся электродом диаметром 1,6мм рекомендуются следующие режимы: частота следования импульсов 100 имп./с. Сила тока I=160-180А, рабочее напряжение U=18-21В, скорость сварки v=18-25м/ч. Сварка производится за один проход.
При сварке металла большой толщины рекомендуется применять электроды диаметром более 2мм. К примеру, используя проволоку диаметром 4мм, можно сваривать алюминиевые сплавы (типа АМг-61) толщиной 90мм при Х-образной разделке за 5 проходов при следующих режимах сварки: I=450-500А, U=22-25В, v=21-24м/ч.
Сварка больших толщин из-за высокой теплопроводности металла требует предварительного и сопутствующего подогрева до температуры 150°.
Качество и механические свойства алюминиевых соединений
Свойства сварных соединений при аргонодуговой сварке алюминия зависят от типа свариваемого сплава. У термически упрочняемых и термически не упрочняемых сплавов свойства отличаются. Механические свойства сплавов при сварке неплавящимся электродом и некоторые другие показатели представлены в таблице:
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.

Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.

Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Можно ли самостоятельно провести сварку алюминия аргоном?
Если нужно соединить заготовки из алюминия, следует учитывать особенности этого сплава. Сложность сваривания алюминиевых заготовок заключается в появлении оксидной плёнки, которая мешает созданию надёжного шва. Сварка алюминия аргоном позволяет создать хороший шов.
Сварка алюминия аргономЧто необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминияПреимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.
- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Зачистка болгаркойКак настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Как варить алюминий аргонодуговой сваркой
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
пошаговая инструкция для начинающих, видео
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Какой защитный газ использовать при сварке алюминия?
Какой защитный газ использовать при сварке алюминия?
Q — Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего гелий. Я использую процессы газовой дуговой сварки (GMAW) и газовой вольфрамовой дуговой сварки (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?A — Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий.Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Превосходные сварные швы часто выполняются с использованием чистого аргона в качестве защитного газа. Чистый аргон — самый популярный защитный газ, который часто используется как для дуговой сварки металла в газе, так и для дуговой сварки алюминия вольфрамовым электродом. Следующими по популярности, вероятно, являются смеси аргона и гелия, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между смесями аргона и аргона с гелием.Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. 1.
Фиг.1
Сразу видно, что потенциал ионизации и теплопроводность защитного газа гелия намного выше, чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитном газе.
Защитный газ для газовой дуговой сварки металла
Для GMAW добавка гелия составляет от примерно 25% гелия до 75% гелия в аргоне.Регулируя состав защитного газа, мы можем влиять на распределение тепла по сварному шву. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, и, поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с потенциалом значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в определенных областях применения. Типичные поперечные сечения для аргона и гелия показаны на рис. 2.
Фиг.2
Испытания показали, что относительно узкое поперечное сечение сварного шва, экранированного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая теплоемкость и более широкая картина проплавления смесей гелия / аргона обычно помогают свести к минимуму улавливание газа и снизить уровни пористости в готовом сварном шве.
Для заданной длины дуги добавление гелия к чистому аргону увеличит напряжение дуги на 2 или 3 вольта.В процессе GMAW максимальный эффект более широкой формы проникновения достигается при примерно 75% гелия и 25% аргона. Более широкая форма проплавления и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двухсторонних швов с разделкой кромок в толстом листе. Способность профиля сварного шва обеспечивать более широкую цель во время обратного выкрашивания может помочь снизить вероятность неполного проплавления соединения, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона обычно дает законченный сварной шов с более яркой и блестящей поверхностью.Сварной шов, выполненный смесью гелия и аргона, обычно требует обработки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитного газа гелия могут помочь предотвратить неполное плавление и неполное проникновение из-за дополнительного теплового потенциала этих газов.
Защитный газ для газовой дуговой сварки вольфрамом
Если рассматривать в качестве защитного газа для дуговой сварки вольфрамовым электродом на переменном токе (AC), наиболее популярным газом является чистый аргон.Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги при использовании алюминия AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно 25% гелия и 75% аргона, которые могут помочь увеличить скорость перемещения при сварке вольфрамовой дугой на переменном токе. Для дуговой сварки вольфрамовым электродом на переменном токе используются смеси, содержащие более 25% гелия, но нечасто, так как при определенных обстоятельствах они могут вызывать нестабильность дуги переменного тока.
Чистый гелий или защитный газ с высоким содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с использованием отрицательного электрода постоянного тока (DCEN). Комбинация GTAW-DCEN и высокая тепловыделение от используемого газа, которые часто проектируются как сварочные аппараты, могут обеспечить высокую скорость сварки и отличное проплавление. Эта конфигурация иногда используется для выполнения стыковых швов с полным проплавлением, привариваемых только с одной стороны, к временному обжигу без подготовки канавки под клиновидную кромку, а только к пластине с квадратными кромками.
Заключение:
Отвечая на ваши вопросы, есть несколько вариантов выбора газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно зависит от конкретного приложения. Обычно газы с высоким содержанием гелия используются для сварки GMAW более толстых материалов и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы, содержащие гелий, обычно более дорогие.Гелий имеет более низкую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и / или смеси гелия / аргона. Таким образом, дополнительные расходы на гелиевые смеси могут быть компенсированы за счет повышения производительности. Вам следует попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Как успешно выполнить сварку алюминия методом MIG [Руководство]
Сварка алюминия методом MIG может быть затруднена, так как он сильно отличается от сварки MIG низкоуглеродистой стали.Следуйте этому руководству, чтобы узнать о ключевых факторах, которые следует учитывать.
Ключ к сварке алюминия
Алюминий в чистом виде — относительно мягкий металл, который имеет множество применений, но требует добавления сплава (ов) для повышения его прочности. Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как искажение и чувствительность к тепловложению. Несмотря на эти проблемы, сварка алюминия методом MIG не так уж и сложна при использовании правильного оборудования и соблюдении надлежащих процедур.
Помните об этих важных факторах при сварке алюминия методом MIG.
Советы по началу работы
- Учитывайте толщину материала : Толщина материала алюминия, который можно сваривать методом MIG, составляет 14 калибра и больше; выходная мощность вашего сварочного аппарата определяет толщину, которую вы можете сваривать. Для сварки MIG алюминия толщиной менее 14 (0,074 дюйма) может потребоваться специализированное оборудование для импульсной сварки MIG или TIG на переменном токе.
- Содержите его в чистоте : Алюминий необходимо тщательно очистить перед сваркой, включая удаление любых смазочных материалов с материала.Удаление оксидов следует производить после обезжиривания с помощью металлической щетки из нержавеющей стали — подойдет ручная или плоская проволочная щетка. Если используется электрическая проволочная щетка, поддерживайте низкие обороты и давление, чтобы уменьшить смазывание поверхности материала, которое может захватить оксиды и загрязнения под поверхностью. Чтобы избежать загрязнения основного материала, всегда очищайте металлической щеткой, которая используется только для алюминия.
- Выберите подходящий газ : Поскольку алюминий является цветным металлом, для него требуется 100-процентный аргон в качестве защитного газа.Рекомендуется скорость потока от 20 до 30 кубических футов в час.
- Какой процесс использовать? При сварке алюминия методом MIG желательным режимом является перенос распылением. Этот процесс представляет собой очень плавный перенос капель расплавленного металла от конца электрода к ванне расплава. Диаметр капель, пересекающих дугу, меньше диаметра электрода. При переносе распылением короткого замыкания нет, а скорость осаждения и эффективность относительно высоки. Однако имейте в виду, что перенос распылением требует большого количества тепла, создавая большую сварочную ванну с хорошим проплавлением, что может быть трудно контролировать.Его не следует использовать на материалах толщиной менее 14.
- Пистолет и варианты подачи проволоки: Выбор горелки и системы подачи проволоки является важным шагом перед сваркой алюминия методом MIG. Алюминиевая проволока обычно подается с помощью катушечного пистолета или двухтактной системы. Катушечные пистолеты улучшают подачу мягкой проволоки за счет размещения небольшого количества проволоки на пистолете с пистолетной рукояткой. Использование катушечного пистолета исключает возможность гнездования птиц, поскольку проволока подается только на несколько дюймов.В двухтактной системе двигатель пистолета протягивает проволоку через лайнер, а двигатель механизма подачи действует как вспомогательный двигатель. Этот вариант идеален при сварке вдали от источника питания и может быть более эргономичным и удобным для пользователя.
- Правильный присадочный металл: Знайте сплав основного алюминия и условия, которым будет подвергаться готовая деталь. Двумя наиболее доступными алюминиевыми присадочными проволоками являются ER4043 и ER5356. За рекомендациями по сплавам проволоки, подходящим для вашего применения, обращайтесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла для алюминия.
Техника сварки
Уровень квалификации оператора, типы соединений, установка и положение, а также источник питания для сварки — все это будет иметь большое влияние на свариваемость алюминия. Рассмотрите эти методы сварки, чтобы улучшить свои навыки.
- Используйте угол хода от 10 до 15 градусов — наконечник и сопло должны быть направлены в направлении движения (см. Рисунок 1). Вытягивание или использование угла сопротивления приведет к образованию пористых грязных сварных швов из-за отсутствия газового покрытия.
Рис.1: Методы огнестрельного оружия
- Соблюдайте правильное расстояние от наконечника до рабочей поверхности и по возможности утопите контактный наконечник примерно на 1/8 дюйма внутрь сопла. (См. Рисунок 2)
Рисунок 2: Пистолет и зона сварки
- Отражающий тепло и сварочная лужа очень горячие при сварке алюминия методом MIG. Удерживание наконечника ближе, чем рекомендуется, может привести к обратному прожигу проволоки до контактного наконечника и другим проблемам с подачей.
- Избегайте больших переплетений на алюминии. Если требуются более крупные угловые швы, многопроходные прямые валики обеспечат лучший внешний вид и уменьшат вероятность притирки, прожога и других дефектов сварного шва.
- Необходимо увеличить скорость перемещения горелки, так как основной материал во время сварки нагревается.
Устранение общих проблем
Если вы столкнетесь с этими типичными проблемами при сварке алюминия методом MIG, рассмотрите следующие шаги для решения проблемы.
Прожог (проплавление) из-за перегрева основного материала
- Увеличьте скорость перемещения и сделайте швы короче.
- Перемещайтесь по детали, рассеивая тепло.
- Используйте более толстый материал, измените конструкцию соединения или переключите процесс сварки на AC TIG.
- Устранить / уменьшить зазоры.
Загрязненные сварные швы
- Используйте угол выталкивания вместо техники перетаскивания.
- Увеличьте напряжение для перехода в режим распыления.
- Используйте соответствующие методы очистки основного металла, например щетку из нержавеющей стали.
- Проверить наличие защитного газа и типа сплава проволоки.
Неправильные настройки машины
Проволока пригорает обратно к контактному наконечнику во время или в конце сварного шва
- Соблюдайте правильное расстояние от наконечника до рабочей поверхности.
- Убедитесь, что размер контактного наконечника, ведущие ролики и направляющая горелки соответствуют диаметру используемой проволоки.
Проволока птичьих гнезд (скоплений) перед входной направляющей на пистолете
- Проверьте и отрегулируйте натяжение приводных роликов.
- Убедитесь, что ведущие ролики соответствуют диаметру проволоки.
- При необходимости заменить контактный наконечник.
- Проверить регулировку давления на алюминиевой ступице золотникового пистолета.
Выбирайте с умом при сварке алюминия
Выбирайте с умом при сварке алюминия
Состояние материала и выбор защитного газа являются ключевыми факторами для успешного соединения алюминия
Фред Швайгхардт, руководитель национального проекта, передовые производственные технологии, Airgas, компания Air Liquide, Хьюстон, Техас.
Перепечатано с разрешения: The AWS Welding Journal
Благодаря своей легкой прочности и коррозионной стойкости алюминий является популярным материалом в общепромышленном применении — рис. 1. Эти характеристики делают алюминий желательным материалом, когда уменьшение веса приводит к снижению выбросов транспортных средств. В результате он становится все более популярным компонентом экономичных автомобильных перевозок. Существует множество химических составов алюминия, каждый из которых разработан для определенных условий эксплуатации и структурной нагрузки.
Рис. 1 — Алюминий — популярный материал в общепромышленном применении из-за его легкой прочности и коррозионной стойкости, что делает его подходящим материалом для снижения выбросов транспортных средств.
Во многих случаях требуется соединение алюминия, и часто предпочтительным методом соединения является сварка. Есть несколько способов сварки, подходящих для соединения алюминия. Двумя наиболее распространенными из них являются газовая дуговая сварка вольфрамом (GTAW) и газовая дуговая сварка металлическим электродом (GMAW).
Несмотря на то, что при сварке алюминия существует ряд переменных, в этой статье будут рассмотрены, в частности, два: защитный газ и состояние материала.Защитный газ может повлиять на ширину валика, а также на глубину проникновения в определенных конкретных случаях. Состояние материала влияет на количество этапов подготовки и соединения.
Переосмысление выбора защитного газа
Защитный газ необходим при сварке алюминия. Поставщики газа часто видят, что выбор газа обусловлен простотой использования, потребностями в тепле и стоимостью. Теплопроводность алюминия такова, что более толстые или тяжелые секции требуют большого количества тепла для удовлетворительного соединения металла.
Мы видим, что многие клиенты предпочитают добавлять гелий в свой обычный защитный газ, например, 100% аргон. Добавление гелия заставляет источник питания постоянного тока подавать большее напряжение, что увеличивает тепло. Это работает неплохо, за исключением стоимости защитного газа. Гелий дороже аргона, поэтому значительные добавки, такие как содержание гелия 50% или даже 75%, становятся дорогими.
В то время как спрос на гелий, невозобновляемый ресурс, постоянно растет в различных областях применения, доступность этого продукта во всем мире остается крайне ограниченной.Кроме того, поскольку спрос превышает доступное в мире предложение, цены неуклонно росли.
Одним из способов получить преимущества гелия без дополнительных затрат является использование небольших добавок азота в защитный газ аргон. Например, добавление 600 частей на миллион азота к аргону для GMAW дает эффекты, аналогичные добавлению ~ 30% гелия к аргону. Добавление азота к алюминию создает нитриды алюминия, которые обладают высокой эмиссионной способностью (поскольку поверхность более эффективно излучает тепловую энергию) и могут давать такие же результаты, как и смеси гелия по разумной цене.
Чистота защитного газа является еще одним ключевым фактором, поскольку использование газа низкого качества может быстро загрязнить сварной шов. При сварке алюминия очень важно поддерживать высокие стандарты качества. Одним из способов обеспечения качества является соблюдение требований A5.32 Американского сварочного общества (AWS), «Технические условия на сварку защитных газов», или соблюдение требований AWS D1.2 «Нормы сварки конструкций — алюминий».
Для чистого аргона AWS A5.32 требует влажности менее 40 частей на миллион, что следует рассматривать как абсолютный максимум.Для аргона AWS D1.2: 2008 требует общей чистоты 99,997% и предела влажности 10,5 частей на миллион. В выпуске 2014 года эти значения составляют 99,99% и 40 частей на миллион. Имейте в виду, что это может быть недостаточно чисто. Для достижения наилучших результатов рекомендуется использовать защитный газ с влажностью менее 3 PPM и содержанием O2 5 PPM.
Основные выводы
Следующие рекомендации по использованию защитного газа могут улучшить сварку алюминия:
- Рассмотрите возможность использования азота вместо гелия в смесях защитных газов при сварке алюминия.
- Чистота газа должна соответствовать стандартам AWS; Рекомендуется использовать защитный газ с влажностью менее 3 PPM и содержанием O2 5 PPM.
Контроль материальных условий
Хорошо известная устойчивость алюминия к коррозии обусловлена очень тонким слоем оксида алюминия (Al2O3), который защищает лежащий под ним основной металл. Это полезное свойство, но оно связано с некоторыми дополнительными проблемами. Оксидный слой прочный, но, к сожалению, алюминий плавится при температуре ~ 1100 ° F, а оксидный слой — при ~ 3700 ° F.При сварке необходимо удалить как можно больше оксидов, чтобы дуга должным образом доставляла тепло к сварному соединению.
Очистить этот оксид можно путем соскабливания, шлифовки или чистки щеткой, но необходимо соблюдать осторожность, чтобы не допустить проникновения оксидов в основной металл из-за слишком грубой подготовки поверхности. Кроме того, срезанный алюминий необходимо тщательно проверять, чтобы убедиться, что кромка не «замазана» следами отложений от инструментов, улавливающих оксидов и других загрязнений на кромке, подлежащей сварке.
Для получения сварных швов высочайшего качества рекомендуется протирать зону сварки одобренным растворителем, удаляющим остатки масла и воды. Для этой цели обычно используется изопропиловый спирт, так как он является отличным растворителем для неполярных соединений, а также быстросохнущим агентом, способствующим удалению воды.
При сварке алюминия присутствие воды или влаги любого вида, а также углеводородов является серьезной проблемой, поскольку они разлагаются на водород в сварочной дуге. Алюминий подвержен пористости из-за разницы в растворимости водорода в расплавленном и твердом алюминии.
Загрязнение влагой может происходить незаметно. Простое перемещение куска алюминия из прохладного помещения с кондиционером во влажную торговую среду может вызвать образование конденсата на поверхности металла. Хуже того, оксид алюминия легко поглощает влагу, что еще больше затрудняет устранение источника водорода.
Остатки шлифовки углеродистой стали также могут врастать в поверхность, вызывая проблемы при сварке, а также снижая срок службы готового продукта.
Основные выводы
Следующие предложения по контролю материалов могут улучшить сварку алюминия:
- Если для подготовки основного металла используется какой-либо вид механической обработки, удалите остатки смазки.
- Тщательно проверьте срезанный алюминий, чтобы убедиться, что край не «размазан», не улавливает оксиды и другие загрязнения на свариваемой кромке.
- При подготовке к сварке алюминия храните сырье надлежащим образом, желательно в помещении.
Сводка
Несмотря на то, что успешное использование и соединение алюминия зависит от гораздо большего числа факторов, состояние материала и правильный выбор защитного газа являются одними из самых важных. Однако некоторые из наименее очевидных первопричин могут привести к серьезным проблемам при сварке. Тщательная очистка и подготовка основного металла имеют решающее значение для любых работ по сварке алюминия, а разумный выбор защитного газа может сделать процесс намного более надежным, уменьшить пористость и добавить необходимую энергию сварочной дуге.
Как сваривать алюминий TIG
Если вы планируете попробовать свои силы в сварке алюминия TIG, первый вопрос, который вы можете задать — и, возможно, самый важный — это , какой газ подходит для сварки алюминия TIG? Но прежде чем приступить к выбору правильных газов и настроек для вашего проекта, вы должны отметить кое-что очень важное: сварка TIG и любая сварка алюминием может быть очень сложной задачей!
Действительно, сварка TIG представляет собой довольно сложный процесс, сам по себе, а алюминий — один из самых сложных металлов для сварки.Итак, прежде чем мы продолжим, мы должны упомянуть, что сварка алюминия TIG, вероятно, не лучшее место для начала, если вы начинающий сварщик. Но если у вас есть некоторый опыт и у вас уже есть надежный аппарат для сварки TIG , то это руководство определенно для вас.
Какой защитный газ следует использовать для сварки алюминия TIG?
Ответ на вопрос, какой сварочный газ TIG следует использовать для сварки алюминия, прост: чистый аргон.
На самом деле, для сварки алюминия следует использовать чистый аргон, независимо от того, используете ли вы процесс сварки TIG или , даже метод сварки MIG.Почему для газовой сварки алюминия лучше всего подходит аргон?
Это просто: он добавляет дуге гораздо больше возможностей очистки, чем гелий. Но есть еще одна большая причина . То есть чистый аргон часто значительно дешевле гелия.
Теперь этот совет для вас, если вы планируете сваривать алюминиевые недрагоценные металлы толщиной ½ дюйма или меньше. Однако, если вы свариваете алюминиевые компоненты или пробуете сварочную лодку для алюминия или другие проекты, в которых используются материалы толщиной более ½ дюйма, вы можете добавить в смесь немного гелия.
В зависимости от толщины основного материала вы можете добавить от 25 до 75 процентов гелия. Это обеспечит более высокую температуру дуги и улучшит проплавление сварного шва. Итак, если вы используете более толстые куски алюминия, вам обязательно понадобится смесь, содержащая некоторое количество гелия, в зависимости от толщины основного металла.
Но помните, гелий может быть немного дороже чистого аргона. Итак, вам нужно принять во внимание этот экономический фактор, прежде чем начинать свой проект по сварке алюминия.Просто убедитесь, что вы знаете о затратах, связанных с любым вариантом, и изучите, сколько именно гелия вам нужно для получения качественных сварных швов на более толстых металлических компонентах.
Можно ли сваривать алюминий TIG на постоянном токе?
Вы можете быть удивлены, узнав, что возможность сваривать алюминий с использованием TIG на постоянном токе является одной из наиболее горячих тем в сварочном сообществе онлайн. Безусловно, использование источника переменного тока с вашим бюджетным сварочным аппаратом TIG для алюминия обеспечит значительно более чистый сварной шов.Но стоит ли рассматривать возможность использования постоянного тока для сварки алюминия методом TIG?
Короткий ответ: возможно. Хотя вы определенно можете сваривать алюминий TIG с помощью источника постоянного тока, , вероятно, лучше спросить: следует ли использовать источник постоянного тока для сварки алюминия TIG?
То есть, хотя в большинстве случаев сварка TIG на переменном токе будет вашим лучшим выбором при сварке или обучении сварке алюминия TIG, существуют определенные редкие обстоятельства, при которых эксперименты со сваркой TIG на постоянном токе могут оказаться полезными, когда это произойдет. сварке алюминия.
Например, наиболее вероятная причина, по которой вы могли бы рассмотреть возможность использования источника постоянного тока для алюминия, заключается в том, что основной металл толще — то есть, вероятно, толще ½ дюйма. Если вы будете сваривать алюминий толщиной более ½ дюйма с помощью переменного тока, вы рискуете деформировать основной материал. Это связано с тем, что для получения прочного проплавления сварного шва потребуется достаточно мощности. Действительно, более толстые куски алюминия склонны к короблению, деформации и даже прожиганию металла при сварке от сети переменного тока.
Выбор подходящего защитного газа
Выбор подходящего защитного газа имеет решающее значение, когда речь идет о сварке алюминия методом TIG. Вы можете выбрать один из двух основных вариантов. Вы можете использовать чистый аргон или смесь аргона и гелия. Выбор защитного газа будет зависеть от двух вещей: во-первых, какой толщины будет основной материал, с которым вы планируете работать? Во-вторых, вы планируете использовать питание переменного или постоянного тока? Ответы на эти два вопроса помогут вам принять правильное решение о том, какой газ использовать для ваших конкретных целей.В этой статье мы рассмотрим последствия этих вариантов.
Фактически, именно в этих проблемах с источником постоянного тока при сварке TIG алюминия и играет роль правильный выбор защитного газа. Если вы планируете сваривать более толстые куски алюминия (то есть куски толщиной более ½ дюйма), вам определенно понадобится смесь газов аргон-гелий. Это позволит вашему сварному шву глубже проникнуть в сварное соединение.
Следует также отметить, что, хотя аргон является наиболее часто используемым защитным газом для сварки алюминия методом TIG, а смесь аргона и гелия будет следующей наиболее распространенной, существует также третий вариант: чистый гелий.Однако мы не будем обсуждать использование чистого гелия в качестве защитного газа для сварки алюминия, поскольку он в основном используется в очень сложных и специализированных сварочных процессах. Может использоваться для газо-вольфрамовых дугогасительных аппаратов с отрицательными электродами постоянного тока. В частности, он чаще всего используется в качестве защитного газа при газовой дуговой сварке металла, что не является нашей целью в этой статье.
Аргон — наиболее распространенный и универсальный газ для сварки алюминия методом TIG
Чистый аргон, как мы уже упоминали, является наиболее распространенным газом, используемым для сварки алюминия методом TIG.Он очень эффективен для большинства процессов сварки TIG алюминия. Однако, как мы уже упоминали, бывают ситуации, когда для достижения наилучших результатов вам потребуется добавить смесь, содержащую гелий.
Однако следует отметить, что никогда не следует использовать смесь защитного газа, содержащую диоксид углерода или кислород. Как и следовало ожидать, это может привести к окислению алюминия, чего вы не хотите для вашего сварочного проекта!
Также вы можете отметить, что добавление гелия к вашей сварочной газовой смеси может потенциально ускорить процесс сварки.
Таким образом, в некотором смысле более высокая стоимость газообразного гелия может быть компенсирована временем, которое вы можете сэкономить, используя его вместо чистого аргона. Конечно, скорость не должна быть вашей главной заботой при принятии решения, какой газ использовать. Основными факторами при выборе защитного газа для сварки алюминия TIG всегда должна быть толщина материала, с которым вы работаете, и то, будете ли вы использовать питание переменного или постоянного тока.
Вопросы, которые следует учитывать при сварке TIG алюминия на постоянном токе
Поскольку при работе от источника постоянного тока вы будете сильно нагреть соединение, это отличный метод, когда вам нужно глубоко проникнуть в основной материал.Но очень важно, чтобы вы делали это с большой осторожностью, так как вещи могут очень легко нагреться слишком быстро. Это может привести к получению очень неровных и довольно неаккуратных швов. Хотя эти сварные швы, вероятно, будут оставаться в хорошем состоянии, они не выглядят великолепно и с меньшей вероятностью пройдут проверку.
Также важно учитывать сварочный аппарат TIG, с которым вы работаете. Новые сварочные аппараты TIG часто доставляют совсем другие готовые изделия, чем старые аппараты.
Кроме того, мы обнаружили, что мы получаем намного лучшие результаты, используя сварочные аппараты TIG стоимостью менее 1000 долларов на постоянном токе при использовании более толстых электродов.
Для получения качественных сварных швов при сварке TIG алюминия рекомендуется сделать небольшой предварительный нагрев перед тем, как приступить к работе. Но будьте осторожны. Если вы предварительно нагреете слишком сильно, вы можете столкнуться с серьезными проблемами, когда начнете фактический процесс сварки.
Но самое главное, что нужно учитывать при принятии решения об использовании постоянного тока при сварке алюминия методом TIG, — это опыт и навыки. Если вы ( еще! ) не являетесь квалифицированным сварщиком — и особенно если вы не совсем довольны сваркой TIG — вам, вероятно, не следует переходить к сварке алюминия — даже не думайте об использовании горелки.
Сама по себе сварка TIG затруднена. Сварка алюминия тоже очень сложна. Это означает, что сварка алюминия TIG на постоянном токе невероятно сложна. Итог: этот процесс не для начинающих сварщиков. Подождите, пока вы не наберетесь опыта, прежде чем пытаться выполнить эту более сложную процедуру, и оставьте этот сложный процесс на усмотрение экспертов.
В конечном итоге вам придется принять собственное решение относительно того, готовы ли вы сделать этот шаг в сварке алюминия TIG.Это, безусловно, один из самых сложных сварочных процессов, который вы можете попробовать, но если у вас есть оборудование, если вы освоили сварочных позиций и готовы к небольшому испытанию, мы надеемся, что это руководство помогло вам сделать первые шаги.
Можно ли сваривать алюминий с помощью СО2 аргона?
CO2 очень реактивен по отношению к алюминию и у вас будет беспорядок. Чистый аргон даст отличные результаты при сварке алюминия , будь то миграция или тигель.Смесь , аргон, / гелий (наиболее распространенный — 25% гелий, идеально подходит для сварки алюминия более 1/4 дюйма методом tig или mig — 50% he для более 1/2 дюйма и 75% he для более 1 дюйма).
Нажмите, чтобы увидеть полный ответ
Кроме того, можно ли сваривать алюминий углекислым газом?
Двуокись углерода ( CO2 ) является наиболее распространенным из реактивных газов, используемых при сварке MIG , и единственный , может использоваться в чистом виде без добавления инертного газа.Однако не вызывает окисления металла сварного шва , поэтому его не рекомендуется использовать с алюминием , магнием, медью или другими экзотическими металлами.
Кроме того, какой газ вы используете для сварки алюминия методом MIG? Для сварки алюминия методом MIG следует использовать чистый защитный газ аргон . Это позволит осуществить процесс переноса распылением. Для более толстого алюминия (1/2 дюйма или более) добавляется от 25% до 75% гелий .
В связи с этим можно ли сваривать алюминий аргоном?
A — Для дуговой сварки алюминия обычно используются два защитных газа: , аргон, и гелий.Превосходные сварных швов часто выполняются с использованием чистого аргона в качестве защитного газа. Чистый аргон является наиболее популярным защитным газом и часто используется как для газовой металлической дуги, так и для сварки газовой вольфрамовой дугой из алюминия .
Можно ли выполнять сварку TIG с использованием СО2 аргона?
Наиболее часто используемый инертный газ — , аргон, . Аргон — основной защитный газ, используемый для Tig Welding большинства металлов и Mig Welding Aluminium или Mig пайки.Одноразовые баллоны, как правило, представляют собой смесь 86% аргона + 14% Co2 , что не идеально для рынка, на который они нацелены, но это смесь OK !
Управление защитным газом для сварки алюминия
Внешний угловой шов, сваренный с использованием присадки 4043 и 100% защитного газа аргона.
Управление сварными швами алюминия связано с рядом факторов, включая выбор правильного присадочного металла и смеси защитного газа, а также обеспечение правильного подключения источника питания.В сентябре рубрика Welding Tech была посвящена выбору присадочного металла. В этом месяце мы рассмотрим другие факторы, влияющие на совершенствование вашего алюминиевого сварного шва, вместе с Робом Краузе, территориальным менеджером AlcoTec — ESAB в Западном Мичигане.
Argon Ideal
Краузе отметил, что сегодня аргон, по сути, является наиболее подходящим защитным газом для производства алюминия.
«Исторически существовало два варианта дуговой сварки металлическим газом (GMAW)», — сказал он. «Сварщики будут использовать либо 100-процентный аргон, либо смесь аргона и гелия.Однако в течение нескольких лет стоимость гелия сильно колебалась из-за нехватки газа на рынке, что потенциально делало его слишком дорогостоящим для некоторых сварочных работ. Поэтому, если его нет необходимости использовать в приложении, мы рекомендуем работать без него ».
Чистый аргон имеет относительно узкую картину проникновения; аргон и смеси аргона / гелия также создают более широкую зону травления дуги, чем можно было бы желать видеть.
«При сварке алюминия GMAW и газо-вольфрамовой дуговой сварке (GTAW) происходит разрушение слоя оксида алюминия, который естественным образом образуется на металле, что способствует проникновению сварного шва», — сказал Краузе.«То, что вы видите с обеих сторон сварного шва, — это то, что выглядит как матовые линии рядом со сварным швом. Мы называем эти зоны дугового травления ».
Для компаний, которые стремятся к минимальному количеству отделочных работ после сварки, это не идеально, поэтому они выбирают запатентованную смесь защитного газа.
Управление станком
Хорошая новость заключается в том, что зоной дугового травления можно до некоторой степени управлять с помощью устройств управления современными источниками сварочного тока.
Для GTAW Краузе объяснил, что газовая смесь не так важна, как настройки вашего источника питания.
Алюминиевый прицеп, сваренный с 1/16 дюйма. наполнитель диаметром 5356 и 100% аргон с использованием процесса MIG с переносом распылением.
«Ваше проникновение в первую очередь является результатом формы волны машины», — сказал он. «В процессе GTAW сварочный аппарат на основе инвертора с регулируемым частотным выходом и расширенным контролем баланса, а также независимым контролем амплитуды может помочь вам увеличить или уменьшить ширину зоны травления.
«На аппарате GTAW с регулировкой частоты вы можете точно настроить ширину дуги, исходящей от вольфрама, что может минимизировать зону травления дуги. В зависимости от машины частота может достигать 400 Гц ».
На стороне GMAW нет такого же управления зоной травления дуги, потому что необходимо поддерживать напряжение в диапазоне, который дает вам наилучшие свойства подачи и сварного шва, но все же можно создать более плотную дугу, изменение контроля напряжения.
«Если вы удерживаете более плотную дугу, регулируя уровни напряжения, у дугового конуса меньше шансов на распространение», — сказал Краузе. «Если у вас более длинная дуга или более высокое напряжение, у вас, естественно, будет более широкий конус дуги».
Когда вы достигли верхнего или нижнего предела управления машиной, смеси защитных газов могут помочь улучшить сварные швы. Некоторые работы просто требуют их.
Свойства гелия
Гелий — инертный газ, что означает, что он не претерпевает никаких химических изменений при воздействии других веществ.Это свойство очень ценно в мире сварочных защитных газов. Поскольку характеристики гелия стабильны, исследователи хорошо знают, как он влияет на сварочные работы любого типа.
Газ демонстрирует хорошую теплопроводность, поэтому его обычно используют для сварки, когда требуется большое количество тепла для улучшения смачивания сварного шва.
Гелий обычно смешивают с различными количествами аргона в смесях защитных газов, чтобы воспользоваться хорошими характеристиками обоих газов.Например, гелий в качестве защитного газа может помочь обеспечить более широкую картину проплавления во время процесса сварки. Однако он не может обеспечить очищающее действие, которое может обеспечить аргон.
Таким образом, производители металла традиционно использовали смеси аргона и гелия как часть своих рабочих процедур. Для GMAW гелий может составлять от 25 до 75 процентов газовой смеси в смеси гелий / аргон. Регулируя состав смеси защитного газа, сварщик может влиять на распределение тепла по сварному шву и, следовательно, на форму поперечного сечения металла шва и скорость сварки.
Увеличение выходной частоты (здесь показано 200 Гц) сужает протравленную зону.
В настоящее время для GTAW в качестве защитного газа чаще используется чистый аргон. Смеси гелия и аргона можно использовать в приложениях, требующих высокой теплопередачи, но эти применения не получили широкого распространения.
Смеси гелия также могут решить проблему пористости, которая всегда является проблемой при сварке алюминия. Расплавленный алюминий поглотит столько водорода, сколько возможно.Смеси гелия могут снижать измеримые уровни пористости.
Ширина проникновения также является важным преимуществом для многих.
«Это играет важную роль в определенных приложениях, где у вас есть операторы, выполняющие двусторонние швы с разделкой кромок или даже угловые швы, где более широкий профиль проплавления дает процессу лучшее рабочее окно», — сказал Краузе.
Краузе отметил, что это особенно важно для присадочных металлов серии 5XXX в процессе GMAW.
«Эти присадочные металлы более подвержены неплавлению, чем проволока серии 4ХХХ», — пояснил он. «По иронии судьбы, присадочные металлы серии 5XXX — это те металлы, которые мы хотим использовать для большинства структурных приложений из-за их механических свойств. Таким образом, возможность создания большей ширины проникновения помогает нам бороться с этой проблемой синтеза ».
Собственные опции
Учитывая цену гелия во флюсе, Краузе отметил, что многие дистрибьюторы сварочного газа разработали патентованные смеси, которые предлагают сварщикам аналогичные свойства без необходимости использования гелия.
«Некоторые из свойств, которые продвигаются компаниями с запатентованными смесями, — это меньшая зона травления дуги при сварке, более глубокий профиль проплавления и меньшая загвоздка при использовании высокомагниевых сплавов — все свойства, которые вы получаете от использования гелия с аргон. С эстетической точки зрения это те свойства, которые ищет тот, кто работает с полированными алюминиевыми боковыми стенками прицепа ».
Возникает вопрос: компенсируют ли преимущества использования гелия или патентованной смеси возросшие затраты?
Системы подачи проволоки с «обрезкой» или регулировкой напряжения, которая регулирует длину дуги, могут в некоторой степени контролировать размер протравленной зоны.
«Я всегда говорю операторам, чтобы все было как можно проще», — сказал Краузе. «Запасы аргона в изобилии, и это более низкая стоимость, поэтому, если вы можете запустить процесс только с этим и получить нужные результаты, это лучший подход».
С редактором Робертом Колманом можно связаться по адресу [email protected].
AlcoTec Wire Corp., alcotec.com
4043 Присадочная проволока TIG, используемая для сварки сборного резервуара из алюминиевой алмазной пластины.
Сварка алюминия TIG: советы и методы
TIG Aluminium WeldДля сварки алюминия методом TIG требуется защитный газ (обычно аргон), вольфрамовый неплавящийся электрод и чистая поверхность для удаления любых отложений оксидов.
Оксид имеет более высокую температуру плавления, чем сам алюминий, поэтому его необходимо удалить перед сваркой.
Сварочный аппарат должен быть сконструирован для сварки TIG (например, эти) или иметь необходимые аксессуары.
Педальный контроль тока очень важен, поскольку в начале сварки накапливается тепло, что требует меньшего количества тепла от электрода к концу сварного шва.
Для достижения наилучших результатов используйте переменный ток (переменный ток) с высокой частотой (с высокой частотой вольфрамовый электрод не должен контактировать с алюминием, что снижает риск загрязнения).
Постоянный ток используется как ограниченная альтернатива, но приводит к более высокому уровню нагрева электрода и плохой очистке оксидов.
Сопло резака также должно быть выбрано для работы с алюминием. При изменении диаметра электрода можно использовать более широкий диапазон подводимого тепла при различной толщине металла.
В руках опытного сварщика TIG выглядит лучше и обеспечивает лучшее уплотнение, чем сварка алюминия MIG. Сварка алюминия методом MIG предпочтительна для более толстых металлических частей.
Новые алюминиевые сплавы, такие как HTS-2000, предлагают более дешевый метод сварки алюминия. Его можно использовать с любым источником тепла.
Сварка TIG на переменном токе
- Форма наконечника электрода для сварки TIG на переменном токе представляет собой «шарик»
- Этот «шар» = 1–1½ диаметра вольфрама. Сварку
- TIG можно регулировать силой тока различными способами, включая AMPtrol на самой горелке, педальное управление и простое использование настроек аппарата.Дистанционное управление позволяет пользователю запускать нагреватель и снижать силу тока по мере выполнения сварки.
- Устройство с воздушным охлаждением, указанное выше, просто использует поток газа для охлаждения резака, поэтому необходимо соблюдать осторожность, чтобы не перегреть внутренние части резака, особенно при использовании высокой силы тока. Эти фонари обычно меньше и дешевле.
- Агрегат с водяным охлаждением работает так же, как радиатор в автомобиле. Вода проходит через горелку и циркулирует через охладитель с помощью насоса. Эти устройства могут работать при более высоких токах и более длительном использовании.
- Небольшой передний угол позволяет пользователю видеть лужу, особенно при добавлении наполнителя.
- Наполнитель можно окунуть в лужу или положить в шов и перемещать вперед и назад.
Алюминиевые сплавы
Многие алюминиевые сплавы были разработаны для сварки алюминия методом TIG.
Самым популярным сварочным алюминием является либо чистый алюминий 1xxx, либо алюминиево-марганцевый сплав 3003.
Ремонт или изготовление алюминия выполняется пайкой алюминия (более низкая стоимость, более прочные швы) с использованием прутков HTS-2000.
Они обозначаются в четырехзначной системе с первой цифрой, обозначающей металл, легированный алюминием:
- 1xxx — алюминий с чистотой 99%, без сплава
- 2xxx — алюминиево-медный сплав
- 3xxx — алюминиево-марганцевый сплав
- 4xxx — алюминиево-кремниевый сплав
- 5xxx — алюминиево-магниевый сплав
- 6xxx — сплав магния, кремния и алюминия
- 7xxx — сплав цинка и алюминия
- 8xxx — олово или другие металлы и алюминий
Рекомендуемые присадочные металлы
Присадочные металлы для сварки алюминия TIG должны быть высокого качества и без загрязнений.
Рекомендуемые присадочные металлы для различных алюминиевых сплавов:
| Основной металл | Рекомендуемый присадочный металл (1) | |
|---|---|---|
| Для максимальной прочности после сварки | для максимального удлинения | |
| EC 1100 | 1100 1100, 4043 | EC 1260 1100, 4043 |
| 2219 3003 3004 5005 | 2319 5183, 5356 5554, 5356 5183, 4043, 5356 | (2) 1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 | 5356 5356, 5183 5183, 5356 5183, 5356 | 5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 | 5356, 5183 5554, 5356 5356, 5554 5556 | 5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 | 4043, 5183 4043, 5183 5356, 5183 5356, 5183 | 5356 (3) 5356 (3) 5183, 5356 5183, 5356 |
Примечания:
(1) Рекомендации относятся к пластине со статусом «0».
(2) Присадочный металл не оказывает заметного влияния на пластичность сварных деталей из этих основных металлов. Относительное удлинение этих основных металлов обычно ниже, чем у других перечисленных сплавов.
(3) Для сварных соединений 6061 и 6063, требующих максимальной электропроводности, используйте присадочный металл 4043. Однако, если требуются и прочность, и проводимость, используйте присадочный металл 5356 и увеличьте усиление сварного шва, чтобы компенсировать более низкую проводимость 5356.
Источник: (1) Lincoln Electric
Пример диаграммы силы тока
Сила тока стержня вольфрама основного металла для сварки алюминия
TIG0.010 ″ — 0,035 ″ 0,040 ″ 0,024 ″ — 0,030 ″ 5 — 25
0,035 ″ — 1/8 ″ 1/16 ″ 0,030 ″ — 0,045 ″ 20 — 85
3/32 ″ — 1/4 ″ 3/32 ″ 1/16 ″ — 3/32 ″ 50 — 180
3/16 ″ — 3/8 ″ 1/8 ″ 3/32 ″ — 1/8 ″ 171 — 250
5/16 ″ — 1/2 ″ 5/32 ″ 1/8 ″ — 3/16 ″ 200 — 320
Банкноты
- Отломите вольфрам и дайте ему покоробиться, когда начнется сварка, или используйте медную пластину к шарику
- Алюминий становится зеркальным в расплавленном состоянии
- Алюминий требует более высокого тока, чем сталь такой же толщины, из-за рассеивания тепла
- Обязательно определите тип алюминиевого основания перед сваркой
- Часть алюминия не поддается сварке методом сварки TIG.
- Добавьте больше присадки к алюминиевым швам
Преимущества и недостатки сварки алюминия TIG
Преимущества
- Заправочный стержень может или не может быть необходим
- Полярность переменного тока для алюминия и магния
- Высококачественные сварные швы
- Сварка во всех положениях
- Может использоваться с различными металлами
- Отлично для очень тонких материалов
- Возможна сварка плавлением
- Без шлака
- Без брызг
- Высокая эффективность
Недостатки
- Отсутствие портативности (баллон защитного газа и шланги)
- Не подходит для сварки на открытом воздухе — защитный газ чувствителен к ветру и сквознякам
- Требуется чистый основной материал
- Низкая скорость осаждения
- Требуются высокие навыки оператора
- Часто Медленно
Методы очистки металла
Общие методы очистки алюминиевых поверхностей под сварку| Типы очистки | ||
|---|---|---|
| Удаленные соединения | Только сварочные поверхности | Деталь в сборе |
| Масло, жир, влага и пыль (используйте любой из перечисленных методов ) | — Протрите слабым щелочным раствором и просушите. — Протрите углеводородным растворителем, например ацетоном или спиртом. — Протирать фирменными растворителями. — Обогнуть края любым из вышеперечисленных. | — Обезжиривание паром — Обезжиривание распылением — Обезжиривание паром — Погрузить в щелочной растворитель — Погрузить в фирменные растворители |
| Оксиды (используйте любой из перечисленных методов ) | — Окунуть кромку в сильный щелочной раствор, затем в воду, а затем в азотную кислоту. Обработайте водой, ополосните и высушите. — Протрите специальными раскислителями. — Удалите механически, например, щеткой, опиловкой или шлифованием.В критических случаях очистите все соединения и прилегающие поверхности непосредственно перед сваркой | — Погрузить в сильный щелочной раствор, затем в воду, затем в азотную кислоту. — Завершить промыванием водой и высушить — Погрузить в фирменные растворы |
Прутки для пайки в качестве альтернативы алюминиевой сварке TIG
Недавно была разработана новая технология, которая позволяет сварщикам изготавливать или ремонтировать алюминий, более прочный, чем сварочный аппарат TIG, с использованием более простого процесса.