Аттестационный центр НАКС — Архагельск
Проверка готовности к применению аттестованных технологий сварки (аттестация сварочных технологий)
Аттестационный центр сварочных технологий АЦСТ-139 осуществляет производственную аттестацию сварочных технологий в соответствии с РД 03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов», «Рекомендациями по применению РД 03-615-03» и другими методическими документами НАКС. Деятельность по аттестации сварочных технологий проводится на основании Аттестата соответствия АЦСТ-139 и Свидетельства о допуске АЦСТ-139.
АТТЕСТАЦИЯ ТЕХНОЛОГИЙ СВАРКИ (НАПЛАВКИ) В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ РД 03-615-03
Группы опасных технических устройств:
- ПТО – подъемно-транспортное оборудование.
- КО – котельное оборудование.
- ГО – газовое оборудование.

- ОХНВП – оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств.
- МО – металлургическое оборудование.
- СК – строительные конструкции.
- НГДО – Нефтегазодобывающее оборудование.
- ГДО- горнодобывающее оборудование

Способы сварки и наплавки:
- ААД- Автоматическая аргонодуговая сварка неплавящимся электродом
- ААДН — Автоматическая аргонодуговая наплавка неплавящимся электродом
- ААДП- Автоматическая аргонодуговая сварка плавящимся электродом
- АПГ- Автоматическая сварка плавящимся электродом в среде активных газов и смесях
- АПИ Автоматическая сварка порошковой проволокой в среде инертных газов и смесях
- АППГ Автоматическая аргонодуговая сварка плавящимся электродом
- АФ- Автоматическая сварка под флюсом
- АФПН- Автоматическая наплавка проволочным электродом под флюсом
- Г – газовая сварка.
- НИ – сварка нагретым инструментом
- ЗН – сварка с закладными нагревателями
- МАДП – механизированная аргонодуговая сварка плавящимся электродом.
- МП – механизированная сварка плавящимся электродом в среде активных газов и смесях.
- МПГ – механизированная сварка порошковой проволокой в среде активных газов.
- МПИ- Механизированная сварка порошковой проволокой в среде инертных газов и смесях
- МПН — Механизированная наплавка плавящимся электродом в среде активных газов и смесях
- МПС – механизированная сварка самозащитной порошковой проволокой.
- МФ- Механизированная сварка под флюсом
- РД – ручная дуговая сварка покрытыми электродами.
- РДН – ручная дуговая наплавка покрытыми электродами.
- РАД – ручная аргонодуговая сварка неплавящимся электродом.
- РАДН – ручная аргонодуговая наплавка.

Производственную аттестацию технологии сварки и наплавки осуществляют с целью подтверждения того, что организация, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений применяемых на опасных производственных объектах, обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) по аттестованным технологиям, а также проверки того, что сварные соединения (наплавки), выполненные в условиях конкретного производства по аттестуемой технологии, обеспечивают соответствие требованиям к опасным производственным объектам общих и специальных технических регламентов, а до их вступления в силу – нормативных документов, утвержденных и согласованных Ростехнадзором, конструкторской (в части требований к сварке и контролю качества) и технологической документации.
Для проведения производственной аттестации технологии сварки (наплавки) организация-заявитель должна представить соответствующую документацию, а именно:
- Заявку с приложениями
- Производственно-технологическую документацию заявленного к аттестации технологического процесса, необходимую для составления программы производственной аттестации заявленной технологии, включая сведения о нормативных документах, регламентирующих применение аттестуемой технологии сварки (наплавки).
- Производственно-техническая документация (ПТД), определяющая аттестуемую технологию сварки, должна быть представлена в виде технологических инструкций и карт технологического процесса выполнения сварного соединения или элемента сварной конструкции, включающих исчерпывающие сведения об основных операциях и параметрах технологического процесса. ПТД должна содержать требования к подготовке сварного соединения к сварке, сварочным материалам, оборудованию (сварочному, сборочному и вспомогательному), предварительному и сопутствующему подогреву к параметрам процесса сборки и сварки, в том числе к последовательности выполнения прихваток, швов и отдельных слоев, к термической обработке после сварки, методам контроля, объему контроля, требования к качеству и др.
- Справку о результатах контроля производственных сварных соединений за последние 6 месяцев, подписанную руководителем лаборатории и заверенную печатью организации-заявителя (при периодической аттестации).
- Заверенные копии документов на аттестованных сварщиков и специалистов сварочного производства (штатные сотрудники организации-заявителя), на аттестованное сварочное оборудование, документы об аттестации лаборатории неразрушающих методов контроля и специалистов по контролю качества сварных соединений.
- Данные о предыдущей аттестации (при периодической аттестации).
На основании представленной документации аттестационный центр составляет программу производственной аттестации, согласно которой в производственных условиях заявителя после проверки организационной готовности выполняется сварка контрольных сварных соединений с последующим неразрушающим и разрушающим контролем (формы заключений).
Если в результате проверки установлено, что по каким-либо признакам организация не удовлетворяет требованиям, необходимым для проведения производственной аттестации технологии сварки, и не имеет возможности исправить выявленные несоответствия в согласованные сроки, аттестационный центр оформляет соответствующее отрицательное заключение с указанием причин.
В дальнейшем организация-заявитель может повторно подать заявку на производственную аттестацию технологии сварки только после устранения выявленных несоответствий. При положительных результатах проверки выполняется сварка КСС в условиях конкретного производства.
Местом сварки КСС может быть:
— объект, где организацией-заявителем осуществляется производство сварочных работ в процессе строительства, монтажа, ремонта объекта с применением технологий сварки, заявленных на аттестацию;
— завод (цех), оснащенный соответствующим оборудованием, находящийся в собственности у организации-заявителя или другом законном основании для выполнения комплекса сварочных работ при изготовлении, ремонте продукции, включая подготовку и сборку с использованием технологий сварки, заявленных на аттестацию;
— производственная база, организованная организацией-заявителем на время строительства, монтажа, ремонта объекта или на постоянной основе для выполнения комплекса сварочных работ, включая подготовку и сборку производственных сварных соединений с использованием технологий сварки, заявленных на аттестацию.
Выполнение КСС в иных местах, в том числе организуемых специально только для сварки КСС, не допускается.
При сварке КСС должны соблюдаться следующие условия конкретного производства:
— специалисты сварочного производства и сварщики (операторы) должны быть штатными сотрудниками организации, и иметь аттестационные удостоверения с областью распространения, соответствующей применяемой технологии сварки;
— применяемое сварочное и вспомогательное оборудование, принадлежащее организации- заявителю на праве собственности или другом законном основании, должно соответствовать оборудованию, используемому при сварке производственных сварных соединений.
По результатам производственной аттестации технологии сварки (наплавки) аттестационная комиссия составляет Заключение о готовности организации-заявителя к использованию аттестованных технологий. Заключение составляют с учетом области применения ПТД, данных карт технологических процессов сварки контрольных сварных соединений, актов, протоколов и заключений по контролю качества контрольных сварных соединений, сертификатов на основные и сварочные материалы.
При указании места сварки КСС в Заключении о готовности организации- заявителя к использованию аттестованной технологии сварки кроме адреса указывается назначение (характеристику) объекта, например: строительство магистрального газопровода; монтаж резервуара; сварочный участок цеха №3 и т.п.
Аттестационный центр направляет один экземпляр заключения аттестационной комиссии с приложениями в НАКС. На основании проведенной экспертизы представленных АЦ документов в НАКС оформляется «Свидетельство о готовности организации-заявителя к использованию аттестованной технологии».
4 августа 2022 г. 11:33
Образец заявления для проведения НОК
Сварочные технолгии
28 июня 2022 г. 7:39
Заявка на проведение проверки готовности организации к применению сварочной технологий
9 июня 2021 г. 14:33
Результаты проведения специальной оценки условий труда
Все новости
Аттестация технологии сварки НАКС «под ключ» (сопровождение)
Аттестация технологии сварки
с внесением в реестр НАКС на сайте www. naks.ru
naks.ru
Срок получения Свидетельства об аттестации: 7-8 недель
Стоимость: индивидуально (в зависимости от параметров технологии)
Перейти к расчету стоимости
Что нужно знать для успешной аттестации технологии сварки?
- 1. Группу технических устройств для аттестации (раскрыть перечень групп технических устройств)
- 2. Вид сварки (раскрыть список видов сварки)
- 3. Марку материала (раскрыть список марок материалов)
- 4. Параметры деталей для последующей работы (толщины для пластин, толщины стенок и диаметры для труб)
Подъемно- транспортное оборудование (ПТО)
1. Грузоподъемные краны
2. Краны – трубоукладчики.
3. Краны – манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования
12. Строительные подъемники.
13. Конвейеры пассажирские.
14. Металлические конструкции для подъемно-транспортного оборудования
Котельное оборудование (КО)
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115?С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115 град. С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
Газовое оборудование (ГО)
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
Нефтегазодобывающее оборудование (НГДО)
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией).
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
Металлургическое оборудование (МО)
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств (ОХНВП)
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
12. Котлы-утилизаторы.
13. Энерготехнологические котлы.
Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
Горнодобывающее оборудование (ГДО)
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
Оборудование для транспортировки опасных грузов (ОТОГ)
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
Строительные конструкции (СК)
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
Конструкции стальных мостов (КСМ)
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
РД — ручная дуговая сварка покрытыми электродами (111)
РДВ — ванная ручная дуговая сварка покрытыми электродами
РАД — ручная аргонодуговая сварка неплавящимся электродом (141)
МАДП — механизированная аргонодуговая сварка плавящимся электродом (131)
МАДПН — механизированная аргонодуговая наплавка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде активных газов и смесях (135)
ААД — автоматическая аргонодуговая сварка неплавящимся электродом
АПГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях
АПГН — автоматическая наплавка плавящимся электродом в среде активных газов и смесях
ААДП — автоматическая аргонодуговая сварка плавящимся электродом
ААДПН — автоматическая аргонодуговая наплавка плавящимся электродом
АЛСН — автоматическая наплавка самозащитной порошковой лентой
АФ — автоматическая сварка под флюсом (12)
АПИ — автоматическая сварка порошковой проволокой в среде инертных газов и смесях
АПИН — автоматическая наплавка порошковой проволокой в среде инертных газов и смесях
АПИН — автоматическая наплавка порошковой проволокой в среде инертных газов и смесях
АППГН — автоматическая наплавка порошковой проволокой в среде активных газов и смесях
АПС — автоматическая сварка самозащитной порошковой проволокой
АПСН — автоматическая наплавка самозащитной порошковой проволокой
АФДС — автоматическая дуговая приварка под флюсом шпилек (стержней)
МФ — механизированная сварка под флюсом
МФВ — ванная механизированная сварка под флюсом
МПС — механизированная сварка самозащитной порошковой проволокой (114)
МПСН — механизированная наплавка самозащитной порошковой проволокой
МПН — механизированная наплавка плавящимся электродом в среде активных газов и смесях
МПГ — механизированная сварка порошковой проволокой в среде активных газов (136)
МПГН — механизированная наплавка порошковой проволокой в среде активных газов и смесях
МПСВ — ванная механизированная сварка самозащитной порошковой проволокой
МСОД — механизированная сварка открытой дугой легированной проволокой
МДС — механизированная дуговая приварка шпилек (стержней)
МЛСН — механизированная наплавка самозащитной порошковой лентой
МПИ — механизированная сварка порошковой проволокой в среде инертных газов и смесях
МПИН — механизированная наплавка плавящимся электродом в среде инертных газов и смесях
МКС — механизированная контактная приварка шпилек (стержней)
П — плазменная сварка (15)
ЭШ — электрошлаковая сварка
ЭЛ — электронно-лучевая сварка
Г — газовая сварка (311)
ГН — газовая наплавка
РДН — ручная дуговая наплавка покрытыми электродами
РАДН — ручная аргонодуговая наплавка
ААДН — автоматическая аргонодуговая наплавка
АФЛН — автоматическая наплавка ленточным электродом под флюсом
АФПН — автоматическая наплавка проволочным электродом под флюсом
КТС – контактно-точечная сварка
КСС – контактная стыковая сварка сопротивлением
КСО – контактная стыковая сварка оплавлением
ВЧС – высокочастотная сварка
ПАК – пайка
НИ – сварка нагретым инструментом
ЗН – сварка с закладными нагревателями
ИН — наплавка с индукционным нагревом
НГ – сварка нагретым газом
Т — термитная сварка
Э – экструзионная сварка
 Марку материала (раскрыть список марок материалов)
Марку материала (раскрыть список марок материалов)1(М01) Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа
2(М03) Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 МПа до 500 МПа
3(М03) Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа
4(М02) Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
5(М05) Легированные стали мартенситного класса с содержанием хрома от 4 до 10%
6(М04) Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
7(М04) Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30%
8(М11) Высоколегированные стали аустенитно-ферритного класса
9(М11) Высоколегированные стали аустенитного класса
10(М51) Сплавы на железо-никелевой основе
11(М51) Никель и сплавы на никелевой основе
12(М21) Чистый алюминий и алюминиево-марганцевые сплавы
12(М22) Нетермоупрочняемые аллюминиево-магниевые сплавы
12(М23) Термоупрочняемые аллюминиевые сплавы
13(М31) Медь
13(М32) Медно-цинковые сплавы
13(М33) Медно-никелевые сплавы
13(М34) Бронзы
14(М41) Сплавы титана
28(М06) Чугуны
29(М07) Арматурные стали железобетонных конструкций
30(М61) Полиэтилен (РЕ)
31(М62) Сшитый полиэтилен (PE-X)
32(М63) Поливинилхлорид (PVC)
33(М64) Полипропилен (РР)
1/10(М01/М51) Двухслойный (плакированный) металл с основным слоем из сталей групы 1 и плакирующим слоем из сплавов группы 10
1/13(М01/М31) Двухслойный металл с основным слоем из сталей группы 1 и плакирующим слоем из меди (группа 13)
1/7(М01/М04) Двухслойный (плакированный) металл с основным слоем из сталей групы 1 и плакирующим слоем из сталей группы 7
1/9(М01/М11) Двухслойный (плакированный) металл с основным слоем из сталей групы 1 и плакирующим слоем из сталей группы 9
10+11(М51) Сочетание сплавов группы 10 со сплавами группы 11
2+1(М03+М01) Сочетание сталей группы 2 со сталями группы 1
2/10(М03/М51) Двухслойный (плакированный) металл с основным слоем из сталей группы 2 и плакирующим слоем из сплавов группы 10
2/7(М03/М04) Двухслойный (плакированный) металл с основным слоем из сталей группы 2 и плакирующим слоем из сталей группы 7
2/9(М03/М11) Двухслойный (плакированный) металл с основным слоем из сталей группы 2 и плакирующим слоем из сталей группы 9
3+1(М03+М01) Сочетание сталей группы 3 со сталями группы 1
3+2(М03+М01) Сочетание сталей группы 3 со сталями группы 2
4+1(М02+М01) Сочетание сталей группы 4 со сталями группы 1
4+2(М02+М03) Сочетание сталей группы 4 со сталями группы 2
4/7(М02/М04) Двухслойные стали с основным слоем из сталей группы 4 и плакирующим слоем из сталей группы 7
4/9(М02/М11) Двухслойные стали с основным слоем из сталей группы 4 и плакирующим слоем из сталей группы 9
5+1(М05+М01) Сочетание сталей группы 5 со сталями группы 1
5+2(М05+М03) Сочетание сталей группы 5 со сталями группы 2
5+4(М05+М02) Сочетание сталей группы 5 со сталями группы 4
6+1(М04+М01) Сочетание сталей групп 6 со сталями группы 1
6+2(М04+М03) Сочетание сталей групп 6 со сталями группы 2
6+4(М04+М02) Сочетание сталей групп 6 со сталями группы 4
7+1(М04+М01) Сочетание сталей групп 7 со сталями группы 1
7+2(М04+М03) Сочетание сталей групп 7 со сталями группы 2
7+4(М04+М02) Сочетание сталей групп 7 со сталями группы 4
8+1(М11+М01) Сочетание сталей группы 8 со сталями группы 1
8+2(М11+М03) Сочетание сталей группы 8 со сталями группы 2
9+1(М11+М01) Сочетание сталей группы 9 со сталями группы 1
9+10(М11+М51) Сочетание сталей группы 9 со сплавами группы 10
9+11(М11+М51) Сочетание сталей группы 9 со сплавами группы 11
9+2(М11+М03) Сочетание сталей группы 9 со сталями группы 2
9+4(М11+М02) Сочетание сталей группы 9 со сталями группы 4
9+5(М11+М05) Сочетание сталей группы 9 со сталями группы 5
9+6(М11+М04) Сочетание сталей группы 9 со сталями группы 6
9+7(М11+М04) Сочетание сталей группы 9 со сталями группы 7
 Параметры деталей для последующей работы (толщины для пластин, толщины стенок и диаметры для труб)
Параметры деталей для последующей работы (толщины для пластин, толщины стенок и диаметры для труб)Все остальные параметры поможем подобрать в процессе подготовки заявки на аттестацию.
Вы можете скачать форму заявки
Рассчитать стоимость
Интерактивная карта регионов с примерами проведенных аттестаций (для раскрытия списка нажмите на регион)
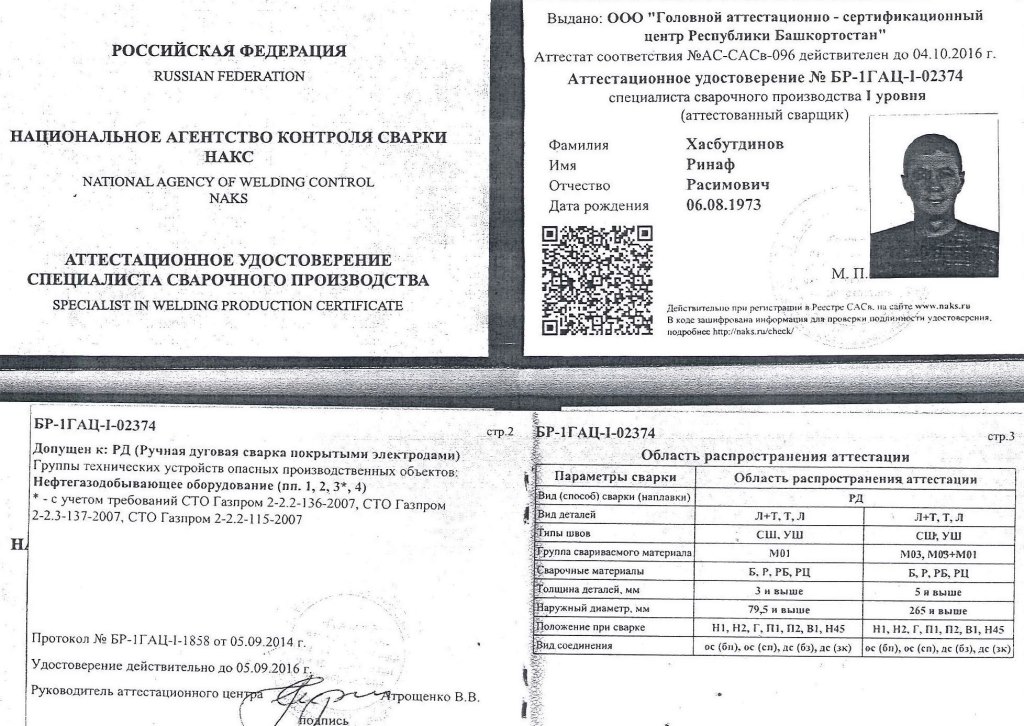
Аттестация технологии сварки нефтегазодобывающего оборудования НГДО, п.1, способ сварки — РД, черная сталь
г.Сургут, 2018 г.
Аттестация технологии сварки котельного оборудования КО, п.2, способ сварки — РД, черная сталь
г.Москва, 2019 г.
Аттестация технологии сварки металлических строительных конструкций СК, п.1, способ сварки — МП, черная сталь
г.Кемерово, 2019 г.
Аттестация технологии сварки горнодобывающего оборудования ГДО, п.1, способ сварки — РД, черная сталь
г.Челябинск, 2019 г.
Аттестация технологии сварки оборудования химических, нефтехимических и взрывопожароопасных производств, способ сварки — РД, черная сталь
г. Омск, 2019 г.
Омск, 2019 г.
Аттестация технологии сварки магистральных газопроводов, НГДО, п.3, способ сварки — РД, черная сталь
г.Новый Уренгой, 2019 г.
Аттестация технологии сварки газопроводов ГО, п.1, 2, способ сварки — РД, черная сталь
г.Уфа, 2019 г.
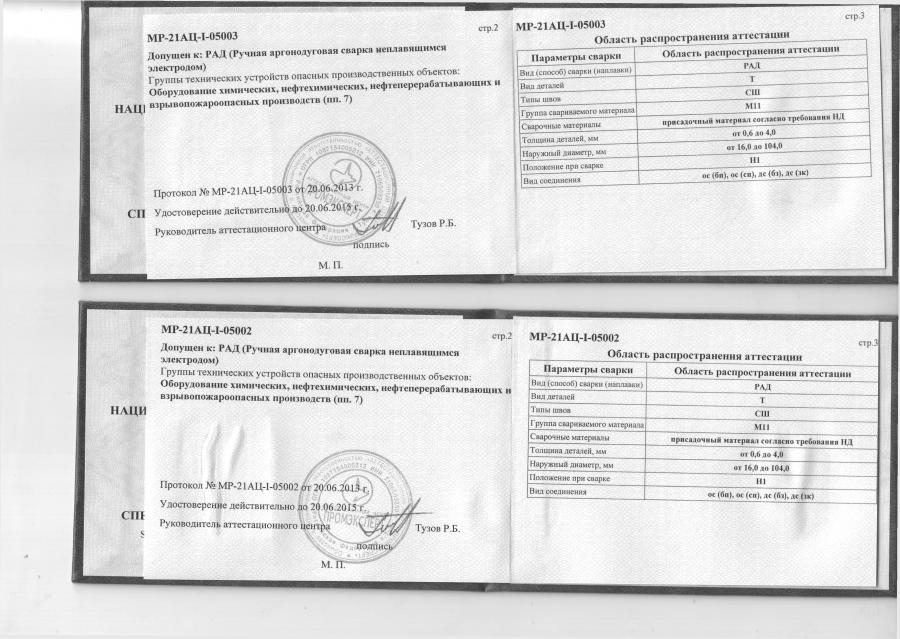
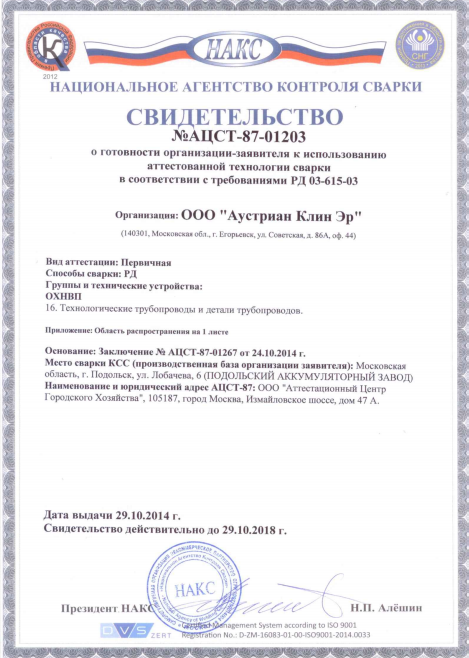
Аттестация технологии сварки технологических трубопроводов на нефтехимических производствах, ОХНВП, п.16, способы сварки — РД и РАД, черная и нержавеющая сталь
г.Рязань, 2019 г.
Аттестация технологии сварки технологических трубопроводов на химических производствах, ОХНВП, п.16, способ сварки — РД, нержавеющая сталь
г.Москва, 2019 г.
Аттестация сварочных технологий | СИНТЕЗ
Аттестация сварочных технологий проводится с целью подтверждения того, что организация, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений, применяемых на опасных производственных объектах, обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) по аттестованным технологиям, а также проверки того, что сварные соединения (наплавки), выполненные в условиях конкретного производства по аттестуемой технологии, обеспечивают соответствие требованиям к опасным производственным объектам общих и специальных технических регламентов, а до их вступления в силу — нормативных документов, конструкторской (в части требований к сварке и контролю качества) и технологической документации.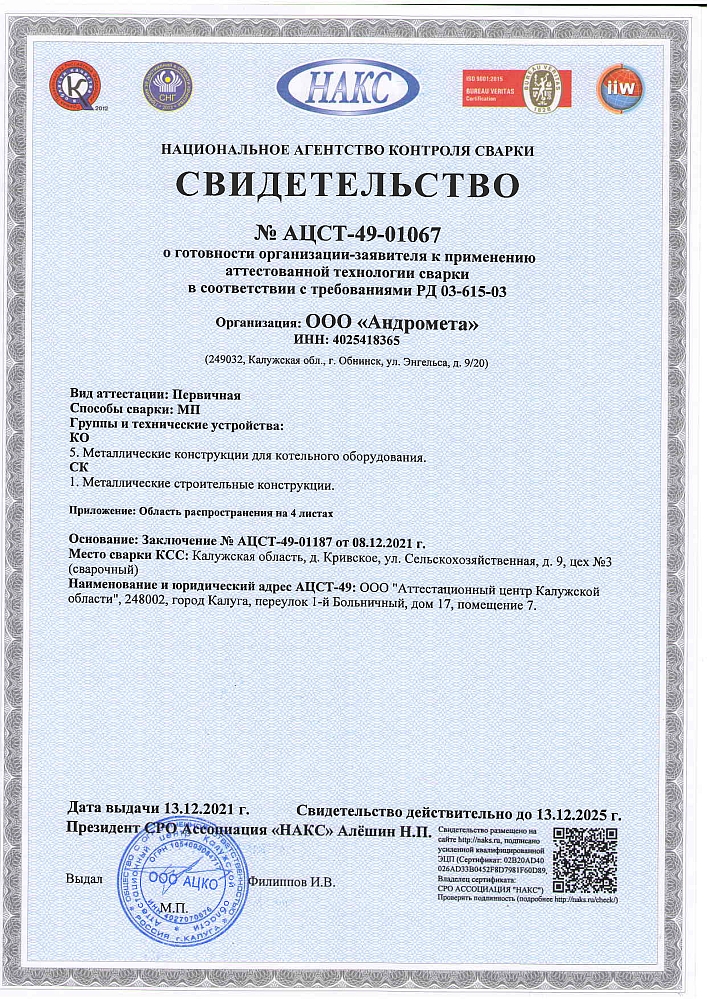
Аттестация сварочных технологий бывает:
Первичная – если организация производящая сварочные работы впервые применяет аттестуемую технологию или когда в применяемые аттестованные ранее технологии внесены изменения;
Периодическая — проводится в случае, когда производственные технологии сварки (наплавки) уже прошли первичную аттестацию, но им требуется подтверждение. Периодическая аттестация должна проводиться раз в четыре года или после годового перерыва в применении данной сварочной технологии;
Внеочередная — производится по требованию территориальных органов Ростехнадзора РФ в случаях, когда выпускаемая сварочная продукция не соответствует нормам обеспечения промышленной безопасности.
Аттестационный центр АЦСТ-93 ООО «Синтез» осуществляет деятельность по аттестации сварочных технологий в соответствии с требованиями РД-03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» со следующей областью деятельности:
Виды аттестации технологий: Производственная.
Группы технических устройств опасных производственных объектов:
ГДО -Горнодобывающее оборудование
ГО — Газовое оборудование
КО — Котельное оборудование
МО — Металлургическое оборудование
НГДО — Нефтегазодобывающее оборудование
ОТОГ — Оборудование для транспортировки опасных грузов
ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
ПТО — Подъемно-транспортное оборудование
СК — Строительные конструкции
Способы сварки:
РД — Ручная дуговая сварка покрытыми электродами.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
РАДН — Ручная аргонодуговая наплавка.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МПН — Механизированная наплавка плавящимся электродом в среде активных газов и
смесях.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПГН — Механизированная наплавка порошковой проволокой в среде активных газов и
смесях.
МПИ — Механизированная сварка порошковой проволокой в среде инертных газов и
смесях.
МПИН — Механизированная наплавка порошковой проволокой в среде инертных газов и
смесях.
МПС — Механизированная сварка самозащитной порошковой проволокой.
АФ — Автоматическая сварка под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
АФДС — Автоматическая дуговая приварка под флюсом шпилек (стержней).
ААД — Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом.
Г — Газовая сварка.
КТС — Контактная точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
Для проведения аттестации технологии необходимо предоставить в АЦ заявку на проведение аттестации технологии сварки с соответствующими приложениями.
Список документов:
Перечень документов для проведения проверки готовности организаций к применению технологий сварки (производственной аттестации сварочных технологий)
Заявка на проведение проверки готовности заявителя к применению технологии сварки (производственной аттестации сварочной технологии)
Документы по проверке готовности организаций к применению сварочных технологий
РД 03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»
Постановление Госгортехнадзора России №103 от 19. 06.2003г. «Об утверждении Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»
Рекомендации по применению РД 03-615–03 (Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов)
Положение об аттестации сварщиков и специалистов сварочного производства, проверке готовности организаций к применению сварочных технологий, аттестации сварочного оборудования и сварочных материалов на объектах ПАО «Газпром»
Перечень групп технических устройств опасных производственных объектов
СТО НАКС 2.9–2022 Порядок проведения и оформления процедур проверки готовности организаций к применению сварочных технологий
06.2003г. «Об утверждении Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»
Рекомендации по применению РД 03-615–03 (Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов)
Положение об аттестации сварщиков и специалистов сварочного производства, проверке готовности организаций к применению сварочных технологий, аттестации сварочного оборудования и сварочных материалов на объектах ПАО «Газпром»
Перечень групп технических устройств опасных производственных объектов
СТО НАКС 2.9–2022 Порядок проведения и оформления процедур проверки готовности организаций к применению сварочных технологий
Реестр организаций, прошедших проверку готовности к применению аттестованных технологий сварки на сайте СРО Ассоциация «НАКС»
Этапы проведения аттестации технологии сварки НАКС
- |
- НАКС
- |
- Аттестация НАКС
- |
- Аттестация технологий сварки. АЦСТ – 69
 org/ListItem»>Главная
org/ListItem»>Главная 1. | Первичное обращение Заказчика в АЦСТ за информацией о процедуре и условиях проведения аттестации сварочных технологий. Консультация Заказчика по вопросам процедуры, условий проведения аттестации сварочных технологий, и документации, оформляемой Заказчиком. Помощь Заказчику в оформлении заявки на аттестацию сварочных технологий. |
2. | Комплектация и подача Заказчиком первичного пакета документов для расчета стоимости аттестации. |
3. | Расчет стоимости аттестации специалистом АЦСТ. Обратите внимание, что в соответствии с «Методикой расчета работ по производственной аттестации технологии сварки аттестационным центром АЦСТ-69» и «Требованиям к аттестационным центрам НАКС Системы аттестации сварочного производства» стоимость аттестации рассчитывается исходя из области распространения аттестации и учитывает количество однотипных и контрольных сварных соединений, а также стоимость и объем неразрушающего контроля и механических испытаний контрольных сварных соединений. Поэтому, в первичном пакете документов в обязательном порядке должны присутствовать «перечень групп однотипных производственных сварных соединений» и/или технологические карты сварки перекрывающие заявляемую область распространения аттестации, либо, если есть данные предыдущей аттестации и область распространения не меняется – копия области распространения предыдущей аттестации (приложение к свидетельству об аттестации). Без предоставления этих сведений расчет стоимости аттестации невозможен. |
4. | Оформление договорных обязательств между АЦСТ и организацией-Заказчиком. Оплата Заказчиком процедуры аттестации. |
5. | Проверка специалистом АЦСТ соответствия предоставленных документов перечню первичных документов. Оформлением письма с запросом недостающих документов. |
6. | Комплектация и подача Заказчиком недостающих документов. |
7. | Регистрация заявки в системе ЭДО НАКС. Создание комиссии АЦСТ по производственной аттестации технологии сварки. |
8. | Рассмотрение и анализ аттестационной комиссией АЦСТ первичного пакета документов: · Проверка правильности оформления и полноты предоставленных в документах сведений. · Проверка соответствия областей аттестации персонала, сварочного оборудования и лабораторий заявляемой области распространения технологии сварки. · Проверка соответствия производственно–технологической документации и технологических карт сварки требованиям нормативной документации и заявляемой области распространения технологии сварки. |
9. | Оформление с замечаниями по результатам анализа документации. |
10. | Устранение Заказчиком выявленных замечаний. |
11. | Разработка аттестационной комиссией программы производственной аттестации технологии сварки. |
12. | Согласование Заказчиком программы производственной аттестации технологии сварки: · Проверка достоверности указанных в программе сведений, · Проверка соответствия области распространения аттестации (Приложение 6 программы) · Согласование с аттестационной комиссией количества и типоразмеров контрольных сварных соединений (далее КСС) (Приложение 7 программы). · Проверка соответствия методов и объема неразрушающего контроля и механических испытаний требованиям нормативной документации. · Предоставление в АЦСТ оригинала согласованной программы. |
13. | Параллельно с согласованием программы производственной аттестации Заказчик подготавливает сведения для проверки наличия технических, организационных возможностей и квалифицированных кадров для производства сварочных работ по заявляемой технологии. Порядок регистрации проверяемых данных указан в разделе 8 СТО НАКС 2.9–2022. Если в ходе подготовки сведений Заказчиком установлено, отсутствие какого-либо обязательного показателя готовности его организации к производству сварочных работ по заявляемой технологии он обязан письменно известить об этом АЦСТ с указанием сроков устранения выявленного несоответствия. |
14. | Утверждение руководителем АЦСТ программы производственной аттестации технологии сварки. |
15. | Предоставление Заказчиком в АЦСТ копий сертификатов на основные материалы, из которых изготовлены КСС, а также свидетельств аттестации НАКС и сертификатов на сварочные материалы, применяемые при сварке КСС. Подготовка Заказчиком КСС. |
16. | Извещение Заказчиком аттестационной комиссии о дате, месте и времени сварки КСС. Письмо должно быть направлено в аттестационный центр не позднее чем за 3 рабочих дня до даты проведения сварки. Пример оформления письма. |
17. | Прибытие аттестационной комиссии для проверки готовности организации и проведения сварки КСС. |
18. | Проведение проверки аттестационной комиссией организационно-технической готовности Заказчика к выполнению заявленных технологий сварки. |
19. | При положительных результатах проверки – проведение сварки КСС в производственных условиях Заказчика в присутствии аттестационной комиссии. |
20. | Предоставление Заказчиком в АЦСТ сваренных КСС для проведения неразрушающего контроля и механических испытаний. |
21. | Проведение лабораториями АЦСТ неразрушающего контроля и механических испытаний КСС. |
22. | При получении положительных результатов неразрушающего контроля и механических испытаний КСС аттестационная комиссия оформляет заключения о готовности организации к использованию аттестованной технологии сварки. |
23. | Согласование Заказчиком заключения: · Проверка достоверности указанных в заключении сведений, · Проверка соответствия области распространения аттестации (Приложение 2 и 5 заключения) · Проверка соответствия методов и объема неразрушающего контроля и механических испытаний требованиям нормативной документации. · Предоставление в АЦСТ оригинала согласованного заключения. |
24. | Утверждение руководителем АЦСТ заключения о готовности организации к использованию аттестованной технологии сварки. Передача заключения в НАКС для экспертизы и оформления «Свидетельства о готовности организации-заявителя к использованию аттестованной технологии сварки» |
25. | Получение АЦСТ оригинала «Свидетельства о готовности организации-заявителя к использованию аттестованной технологии сварки» и передача его Заказчику. |



 Установка сроков выполнения сварки КСС и предоставления их в АЦСТ. Разработка аттестационной комиссией АЦСТ совместно с Заказчиком карт технологического процесса сварки КСС.
Установка сроков выполнения сварки КСС и предоставления их в АЦСТ. Разработка аттестационной комиссией АЦСТ совместно с Заказчиком карт технологического процесса сварки КСС. Составление «Акта проверки наличия у организации-заявителя технических, организационных возможностей и квалифицированных кадров для выполнения сварочных работ по технологии, заявляемой на производственную аттестацию». Если в результате проверки аттестационной комиссией будет выявлено, что по каким-либо признакам организация не удовлетворяет обязательным критериям, то в соответствии с п. 6.8 Рекомендаций по применению РД 03-615-03 будет оформлено отрицательное заключение с указанием выявленных причин.
Составление «Акта проверки наличия у организации-заявителя технических, организационных возможностей и квалифицированных кадров для выполнения сварочных работ по технологии, заявляемой на производственную аттестацию». Если в результате проверки аттестационной комиссией будет выявлено, что по каким-либо признакам организация не удовлетворяет обязательным критериям, то в соответствии с п. 6.8 Рекомендаций по применению РД 03-615-03 будет оформлено отрицательное заключение с указанием выявленных причин.

Обучение [Crestron Electronics, Inc.]
Ведущий в отрасли учебный институт
CTI подготовила и сертифицировала десятки тысяч специалистов — больше, чем любая другая компания в отрасли. Наша глобальная команда высококвалифицированных инструкторов тесно сотрудничает с инженерами, специалистами по маркетингу и продажам Crestron, чтобы предоставить вам лучшие практики проектирования, настройки, установки и программирования коммерческих и жилых AV-систем. Многие из наших инструкторов даже помогали разрабатывать те самые системы, которым они обучают.
Гибкие варианты обучения
Интерактивные онлайн и лично
Наши интерактивные онлайн-курсы и очные практические курсы не только обеспечивают индивидуальное очное обучение, но также укрепляют отношения и открывают линии связи с техническим персоналом Crestron. .
.
On Demand Online
Кроме того, наша обширная онлайн-библиотека курсов для самостоятельного изучения, инструментов проектирования, ресурсов поддержки, а также информации по программированию и установке доступна для вас круглосуточно и без выходных.
Core Track
Получите базовые знания, необходимые для понимания решений Crestron и наших наиболее популярных линеек продуктов.
Обязательные курсы
Техник/инженер по эксплуатации Курс
Узнайте, как устанавливать, настраивать и вводить в эксплуатацию системы Crestron.
Обязательные курсы
Управление продажами
Узнайте, как позиционировать лучшие решения для ваших клиентов.
Обязательные курсы
Курс программиста
Узнайте, как использовать инструменты программирования Crestron для создания индивидуальных решений, которые нравятся клиентам.
Обязательные курсы
Design Track
Узнайте, как создавать полные, простые в использовании и поддержке решения Crestron для любого рынка, на котором вы работаете.
Обязательные курсы
Flex Track
Эти курсы являются ключом к успешному развертыванию решений Crestron Flex.
Обязательные курсы
НОВИНКА! Lighting Track
Направление продаж коммерческого освещения даст вам базовые знания, позволяющие понять, какие продукты и решения удовлетворяют потребности ваших клиентов.
Обязательные курсы
Магистерские программы
Престижный логотип Crestron Master на вашей визитной карточке и веб-сайте компании дает вам возможность представить свои навыки на более высоком уровне, чем ваши конкуренты. Это подтверждает, что у вас есть навыки для создания любой системы, от самой простой до самой сложной. Master Certification уровня Silver или выше позволяет вам соответствовать минимальным требованиям спецификаций предложений отраслевых консультантов.
Это подтверждает, что у вас есть навыки для создания любой системы, от самой простой до самой сложной. Master Certification уровня Silver или выше позволяет вам соответствовать минимальным требованиям спецификаций предложений отраслевых консультантов.
Сертификация также дает вам эксклюзивное приглашение на ежегодное мероприятие Masters. Мастера — это бесценная возможность пройти специализированное практическое обучение, а также пообщаться и поделиться знаниями со своими коллегами.
Сертифицированный мастер-программист Crestron (MCP)
Сертифицированный программист-мастер пользуется самым большим уважением в отрасли благодаря строгому обучению, обширному опыту и строгому тестированию на протяжении всего процесса сертификации. MCP получают эксклюзивное приглашение на ежегодное мероприятие Crestron Masters.
Чтобы получить право на участие в программе MCP, вы должны выполнить следующие действия:
Programmer Track
Узнайте, как использовать инструменты программирования Crestron для создания пользовательских решений, которые нравятся клиентам.
Обязательные курсы
Crestron Master Technology Architect (MTA)
Сертификат Master Technology Architect показывает, что вы обладаете необходимыми навыками для надлежащего проектирования решений Crestron. Программа MTA расширяется с каждым годом и требует от вас не только изучения продуктов, но и более глубокого понимания технологии и ее применения при проектировании систем Crestron.
Чтобы получить право на участие в программе MTA, вы должны выполнить следующие действия:
Design Track
Узнайте, как создавать полные, простые в использовании и поддержке решения Crestron для любого рынка, на котором вы работаете.
Обязательные курсы
Crestron Masters Sales Associate (MSA)
Сертификат Master Sales Associate подтверждает, что вы являетесь частью эксклюзивного сообщества, приверженного установлению стандартов качества и лучших практик, а также использованию новейших технологий Crestron. Эта программа сертификации предоставит вам знания и понимание, необходимые для того, чтобы идти в ногу с MCP и MTA, чтобы вы могли продавать лучшие, наиболее интуитивно понятные решения для удовлетворения потребностей клиентов.
Эта программа сертификации предоставит вам знания и понимание, необходимые для того, чтобы идти в ногу с MCP и MTA, чтобы вы могли продавать лучшие, наиболее интуитивно понятные решения для удовлетворения потребностей клиентов.
Чтобы получить право на участие в программе MSA, вы должны выполнить следующие действия:
Отслеживание продаж
Узнайте, как позиционировать лучшие решения для ваших клиентов.
Обязательные курсы
‘), e = o(n).find(«.slickOverlay»), a.overlayClosesModal && e.addClass(«closeModal»), e.css({ background: a.overlayColor, » -webkit-animation-duration»: f + «s», «animation-duration»: f + «s» }), a.setCookie && e.addClass(a.cookieTriggerClass)), a.addCloseButton && (u.prepend (‘
‘), a.setCookie && u.children(«.closeModal»).addClass(a.cookieTriggerClass)), a.enableESC && o(window).bind(«keydown», function (o) { 27 == = o. keyCode && (D(), a.setCookie && h()) }), a.showOnMobile? v() : o(window).width() > a.mobileBreakPoint && v(), u.addClass(p + «animated»).css({ «box-shadow»: a.popupBoxShadow, фон: a.popupBackground , «-webkit-animation-duration»: a.popupAnimationDuration + «s», «animation-duration»: a.popupAnimationDuration + «s», «-webkit-animation-delay»: f / 2 + «s», » анимация-задержка»: f / 2 + «s» }), a.responsive && o(window).width()
keyCode && (D(), a.setCookie && h()) }), a.showOnMobile? v() : o(window).width() > a.mobileBreakPoint && v(), u.addClass(p + «animated»).css({ «box-shadow»: a.popupBoxShadow, фон: a.popupBackground , «-webkit-animation-duration»: a.popupAnimationDuration + «s», «animation-duration»: a.popupAnimationDuration + «s», «-webkit-animation-delay»: f / 2 + «s», » анимация-задержка»: f / 2 + «s» }), a.responsive && o(window).width()
Центр обработки данных VMware Professional NSX-T 3.0
Главное меню
Возьмите под контроль свою многооблачную среду
Сегодня 73% предприятий используют два или более общедоступных облака. Хотя мультиоблако ускоряет цифровую трансформацию, оно также создает сложности и риски.
Простота в облачных средах встречается редко
91 % руководителей стремятся улучшить «согласованность в [своих] общедоступных облачных средах» 9.0005
Приложения нуждаются в модернизации
68% разработчиков хотят расширить использование современных платформ приложений, API и сервисов.
Модели распределенной работы никуда не денутся
72% сотрудников предприятий работают в нетрадиционных условиях.
Безопасность — это забота сверху вниз
Риск, связанный с проблемами безопасности, данных и конфиденциальности, остается проблемой №1 для мультиоблачных сред.
ПОСМОТРИТЕ, КАК VMWARE МОЖЕТ ПОМОЧЬ
Услуги VMware Cross-Cloud™ позволяют организациям раскрыть потенциал мультиоблачных сред с корпоративной безопасностью и отказоустойчивостью.
УЗНАТЬ О ОБЛАЧНЫХ УСЛУГАХ
Главное меню
Multi-Cloud Spotlight
Модернизация быстрее в облаке
Ускорьте модернизацию приложений с помощью многооблачной платформы Kubernetes, которая поможет вам создавать и запускать все приложения единообразно в облаках.
Получите более быстрый путь к производству
Быстро и безопасно создавайте и развертывайте в любом общедоступном облаке или локальном кластере Kubernetes.
Упрощение операций Kubernetes
Создавайте и эксплуатируйте безопасную многооблачную контейнерную инфраструктуру в любом масштабе.
Совместная работа с экспертами по разработке приложений
Раскройте ценность, модернизируя существующие приложения и создавая новые инновационные продукты.
Платформа приложений
Создавайте, запускайте, защищайте и управляйте всеми своими приложениями в любом облаке с помощью решений для модернизации приложений и рекомендаций от VMware.
11 Практики обеспечения безопасности для управления жизненным циклом контейнера
Получите рекомендации для команд DevSecOps, которым нужна более современная методология приложений.
Решения и продуктыВСЕ ПРОДУКТЫ
ВСЕ РЕШЕНИЯ
Главное меню
Multi-Cloud Spotlight
Сила любого облака с согласованностью одного
Ускорьте трансформацию облака с помощью корпоративной инфраструктуры, операций в нескольких облаках и современной платформы приложений на периферии и в любом облаке.

Подключайтесь и работайте с уверенностью
Сократите время окупаемости, снизьте затраты и повысьте безопасность при модернизации частной и общедоступной облачной инфраструктуры.
Enhance Digital Experiences
Безопасное, надежное и оптимальное подключение приложений в облаке и на периферии для предоставления уникальных возможностей.
Облачная и пограничная инфраструктура
Запускайте корпоративные приложения в масштабе с единообразной облачной инфраструктурой в общедоступных облаках, центрах обработки данных и пограничных средах.
Исследование VMware: мультиоблачные стратегии
Узнайте, почему предприятия считают многооблачные стратегии критически важными для успеха.
Решения и продуктыОблачная инфраструктура
ВСЕ ПРОДУКТЫ
ВСЕ РЕШЕНИЯ
Главное меню
Multi-Cloud Spotlight
Мультиоблачная и мобильная рабочая среда
Предоставьте своим сотрудникам возможность продуктивно работать из любого места благодаря безопасному и удобному доступу к корпоративным приложениям с любого устройства.
Обеспечение увлекательного опыта
Поставьте сотрудников на первое место благодаря выбору устройств, гибкости и безупречному, согласованному и высококачественному опыту.
Безопасное сегодняшнее рабочее пространство в любом месте
Упростите переход к нулевому доверию с помощью ситуационной аналитики и подключенных контрольных точек.
Автоматизируйте рабочее пространство
Управляйте результатами, а не задачами, с помощью интеллектуального управления соответствием, рабочим процессом и производительностью.
Где угодно Рабочее пространство
Предоставьте любому сотруднику возможность работать из любого места и в любое время, обеспечив бесперебойную работу сотрудников.
Удаленная работа больше не является факультативной
Переход от поддержки удаленной работы к работе в любой организации.
Решения и продуктыВСЕ ПРОДУКТЫ
ВСЕ РЕШЕНИЯ
Главное меню
Multi-Cloud Spotlight
Мультиоблачная безопасность и сеть
Благодаря подключенной системе безопасности, обеспечивающей полную прозрачность и бесперебойную работу, ваши приложения и данные будут более защищены с VMware в любой среде.

Защитите и подключите рабочие нагрузки
Обеспечьте согласованную безопасность и сетевое взаимодействие между приложениями, пользователями и объектами с прозрачностью, встроенной в наши инструменты.
Защита API — новые конечные точки
Увеличьте скорость работы приложений и централизованно управляйте, защищайте, подключайте и управляйте своими кластерами, где бы они ни находились.
Будьте готовы к будущему
Получите встроенную аналитику угроз, охватывающую пользователей, конечные точки и сети, для развития вашей защиты в динамичной среде.
Безопасность и сеть
Обеспечьте безопасность и сетевое взаимодействие в виде встроенной распределенной службы для пользователей, приложений, устройств и рабочих нагрузок в любом облаке.
Защитите свои многооблачные среды
Узнайте об уникальных характеристиках вредоносных программ и о том, как опередить атаки.
Безопасность
Сеть
ВСЕ ПРОДУКТЫ
ВСЕ РЕШЕНИЯ
Главное меню
Multi-Cloud Spotlight
Надежные консультанты по мультиоблачному путешествию
Партнеры — это доверенные консультанты, помогающие клиентам перейти к мультиоблачной среде, обеспечивающей цифровые инновации с корпоративным контролем.
Работа с партнером VMware
Партнеры добиваются результатов благодаря своему опыту и технологиям VMware, создавая исключительную ценность для наших общих клиентов.
Стать партнером
Вместе с нашими партнерами VMware создает новую мультиоблачную экосистему, которая станет незаменимой для наших клиентов.
Партнеры
Имея тысячи партнеров по всему миру, мы можем помочь клиентам масштабировать свой бизнес, внедрять инновации и улучшать качество обслуживания клиентов.
Совместная работа с партнерами для достижения успеха клиентов
Узнайте, как мы работаем с глобальным партнером, чтобы помочь компаниям подготовиться к мультиоблачной среде.
Решения
Погодный радар следующего поколения (NEXRAD)
Методы доступа
Цифровые данные доступны бесплатно, а бумажные копии можно приобрести и заверить. См. раздел Сертификация данных для получения дополнительной информации о радиолокационных продуктах в бумажном виде, ценах и информации о сертификации. Доступ к данным NEXRAD можно получить через следующие службы доступа к данным:
NEXRAD Inventory
Центр поиска и обнаружения данных NEXRAD, в котором размещены различные инструменты доступа к данным, статистика и документация.
Запуск инвентаризации
Климатические данные в Интернете
Использование климатических данных в Интернете (CDO) Поиск данных по округу, городу и почтовому индексу.
Запуск CDO
Радиолокационная карта
Интерактивный инструмент радиолокационной карты показывает дополнительные данные в поддержку архива метеорологических радаров NCEI и включает параметры поиска по временным рамкам, станциям и высоте над уровнем моря.
Запустить радарную карту
Проект больших данных NOAA
NCEI выпускает архив NEXRAD NOAA в качестве справочного материала для пользователей в поддержку усилий проекта больших данных (BDP).
Дополнительная информация
Инструментарий погоды и климата
Инструментарий NCEI Weather and Climate Toolkit (WCT) обеспечивает доступ к данным и визуализацию веб-сервисов метеорологических и климатических данных.
Access WCT
Интернет-магазин
Интернет-магазин предоставляет доступ к документации, бумажным копиям данных и другим сопутствующим товарам.
Онлайн-магазин
Типы данных
Данные о событиях уровня I
Этот набор данных содержит необработанные данные о событиях с радаров уровня I (L1), записанные на сайтах радаров нового поколения (NEXRAD) и собранные Национальной метеорологической службой NOAA (NWS). ) Центр управления радиолокационными системами (ROC) для конкретных тематических исследований радаров. Он включает только данные уровня 1, которые использовались для разработки и проверки алгоритма ROC и его партнерами. Используются операционные и тестовые площадки NEXRAD. Период записи — с 2008 г. по настоящее время с запланированными дополнительными годами данных. Количество тематических исследований в год колеблется от 1 до 33, в среднем около 10 в год. Файлы данных имеют собственный формат сжатых файлов в виде архива временных рядов (TS). Файлы данных были агрегированы по событиям и по часам для архива с общим объемом данных около 20 ТБ. К каждому тематическому исследованию прилагается файл сводки событий с описательной информацией. Перечень событий доступен здесь [добавить ссылку].
Файлы данных были агрегированы по событиям и по часам для архива с общим объемом данных около 20 ТБ. К каждому тематическому исследованию прилагается файл сводки событий с описательной информацией. Перечень событий доступен здесь [добавить ссылку].
Этот набор данных в настоящее время недоступен для прямой загрузки из NCEI, но доступен по запросу из автономного архива.
Запрос автономных данных
Данные уровня II NEXRAD (базовые)
Данные уровня II (L2) сгруппированы по трем основным метеорологическим величинам: отражательная способность, средняя радиальная скорость и ширина спектра. Дополнительные категории включают базовые данные двойной поляризации дифференциальной отражательной способности, коэффициента корреляции и дифференциальной фазы. Данные хранятся в файлах, которые обычно содержат четыре, пять, шесть или десять минут базовых данных в зависимости от шаблона охвата тома. Файл данных состоит из 24-байтовой записи заголовка сканирования тома, за которой следуют многочисленные 2432-байтовые базовые записи данных и сообщений.
Продукты NEXRAD Level-III
Более 75 продуктов уровня III (L3) обычно доступны в NCEI. Большинство продуктов L3 доступны в виде цифровых изображений, цветных печатных копий, печатных копий в оттенках серого или копий с ацетатным покрытием. Каждая копия включает фоновые карты штатов, округов и городов.
Описание продукта
Базовая отражательная способность (N0R, N1R, N2R, N3R/19 и N0Z/20)
Отображение интенсивности эха, измеренной в децибелах относительно Z (дБЗ). Ученые используют эти продукты для обнаружения осадков, оценки структуры шторма, определения границ и определения вероятности выпадения града. Доступны четыре низких угла возвышения с определенными углами возвышения в зависимости от режима сканирования радара. Также доступны шестнадцать возможных уровней данных.
Цифровая базовая отражательная способность (NXQ, NYQ, NZQ, N0Q, NAQ, N1Q, NBQ, N2Q, N3Q/94)
То же, что и продукты N*R, определенные выше, за исключением того, что значения данных представляют собой фактические значения отражательной способности, а не категории, данные распространяется на дальнейший диапазон, и доступны дополнительные высоты. Доступны продукты с углами возвышения 3,5 градуса или ниже, а некоторые сайты могут также сканировать с дополнительным малым углом возвышения, вплоть до -0,2 градуса. Конкретные углы места зависят от места и режима сканирования радара.
Доступны продукты с углами возвышения 3,5 градуса или ниже, а некоторые сайты могут также сканировать с дополнительным малым углом возвышения, вплоть до -0,2 градуса. Конкретные углы места зависят от места и режима сканирования радара.
Базовая скорость (N0W/25, N0V, N1V, N2V, N3V/27)
Мера радиальной составляющей ветра либо в сторону радара (отрицательные значения), либо в сторону от радара (положительные значения). Холодные цвета (зеленый) представляют отрицательные значения, а теплые цвета (красный) представляют положительные значения. Ученые используют эти продукты для оценки скорости и направления ветра, определения границ, выявления признаков суровой погоды и выявления предполагаемых областей турбулентности.
Цифровая базовая скорость (NXU, NYU, NZU, N0U, NAU, N1U, NBU, N2U, N3U/99)
То же, что и продукты N*V, определенные выше, за исключением того, что значения данных являются фактическими значениями скорости, а не категориями, данные распространяются на больший диапазон и доступны дополнительные отметки.
Относительная скорость шторма (N0S, N1S, N2S, N3S/56)
Стационарное изображение шторма, созданное путем удаления измерений движения шторма из поля ветра. Индексы цвета совпадают с базовой скоростью. Сравнение изображения относительного движения шторма с изображением базовой скорости помогает идентифицировать вращающийся шторм.
Ширина базового спектра (NSP/28, NSW/30)
Мера дисперсии скорости в пределах объема выборки радара. Основное использование этого продукта — оценка турбулентности, связанной с мезоциклонами и границами.
Композитная отражательная способность (NCO/36, NCR/37, NCZ/38)
Композитная отражательная способность отображает максимальную отражательную способность со всех сканируемых высот над землей во время объемного сканирования. Эти продукты показывают самые высокие коэффициенты отражения во всех эхо-сигналах, исследуют особенности структуры шторма и определяют интенсивность шторма.
Композитная отражательная способность низкого/среднего/высокого слоя (NLL/65, NML/66, NHL/90, NLA/67) объемное сканирование.
 Используйте этот продукт, чтобы выявить самые высокие коэффициенты отражения во всех эхо-сигналах, изучить особенности структуры шторма и определить интенсивность шторма. Продукт NLA/67 похож на NLL/65, но отредактирован для удаления загрязнения аномального распространения.
Используйте этот продукт, чтобы выявить самые высокие коэффициенты отражения во всех эхо-сигналах, изучить особенности структуры шторма и определить интенсивность шторма. Продукт NLA/67 похож на NLL/65, но отредактирован для удаления загрязнения аномального распространения.Вертикально интегрированная жидкость (NVL/57, DVL/134)
Этот продукт имеет цветовую маркировку и отображает содержание воды в воздушном столбе размером 2,2 x 2,2 морских мили (нм). Это эффективный индикатор града, который можно использовать для определения местоположения наиболее сильных штормов и областей с сильными дождями. Версия продукта DVL обеспечивает более высокое пространственное разрешение и улучшенную обработку.
Вершины эхосигналов (NET/41, EET/135)
Этот продукт генерирует изображение с цветовой кодировкой, показывающее высоту вершины эхосигнала. Ученые используют этот продукт для быстрой оценки наиболее интенсивной конвекции и более высоких эхо-сигналов, в качестве вспомогательного средства для определения особенностей структуры шторма и для инструктажа пилотов. Версия продукта EET обеспечивала более высокое пространственное разрешение и улучшенную обработку, включая идентификацию погоды, которая выше, чем может сканировать радар.
Версия продукта EET обеспечивала более высокое пространственное разрешение и улучшенную обработку, включая идентификацию погоды, которая выше, чем может сканировать радар.
Профиль ветра VAD (NVW/48)
Этот продукт наносит зазубрины ветра на рейку высотой 1000 футов. приращения. Текущий (крайний справа) и до 10 предыдущих графиков могут отображаться одновременно. Этот продукт является отличным инструментом для метеорологов в области прогнозирования погоды, суровой погоды и авиации.
Дифференциальная отражательная способность (ZDR) (NXX, NYX, NZX, N0X, NAX, N1X, NBX, N2X, N3X/159) (только Dual-Pol.) вертикально и горизонтально поляризованные радиолокационные импульсы. Большие положительные значения указывают на более широкие цели. Значения, близкие к нулю, указывают на то, что цели обычно имеют сферическую форму. Отрицательные значения указывают на то, что цели больше по вертикали, чем по горизонтали. Доступны продукты с углами возвышения 3,5 градуса или ниже, а некоторые сайты могут также сканировать с дополнительным малым углом возвышения, вплоть до -0,2 градуса.

Коэффициент корреляции (CC) (NXC, NYC, NZC, N0C, NAC, N1C, NBC, N2C, N3C/161) (только Dual-Pol.) импульсы с горизонтальной и вертикальной поляризацией и их поведение в импульсном объеме. Значения между 0,95 и 1,0 указывают на почти однородность поведения импульса. Метеорологические цели сложной формы или с большим разнообразием обычно имеют значения от 0,85 до 0,9.5. Биологические цели, антропогенные цели и помехи от земли, как правило, вызывают очень различное поведение между импульсами, что приводит к значениям менее 0,9 (а часто и менее 0,7).
Удельная дифференциальная фаза (KDP) (NXK, NYK, NZK, N0K, NAK, N1K, NAB, N2K, N3K/163) (только Dual-Pol.)
Удельная дифференциальная фаза измеряет разницу между горизонтальной и вертикальной поляризацией фаза импульса меняется по мере прохождения через атмосферу. KDP можно использовать для обнаружения областей проливных дождей, а высокие значения KDP коррелируют с крупными каплями дождя (а в некоторых случаях и с тающим градом).
Гидрометеорная классификация (HC) (NXH, NYH, NZH, N0H, NAH, N1H, NBH, N2H, N3H/165 (только Dual-Pol.) громкость радара. Продукт сравнивает цели с набором предопределенных категорий и отображает список наиболее вероятных источников эха. /166) (только Dual-Pol.)
Melting Layer — это компьютерный алгоритм, определяющий точку плавления замерзших осадков в атмосфере.Этот продукт предоставляет информацию о состоянии (замороженное, таяющее или полностью жидкое) осадков на разных высотах. в определенной области. Этот продукт генерируется для каждого угла места, который сканирует радар, и может быть особенно полезен для отслеживания условий обледенения над поверхностью. Могут возникнуть проблемы, когда температура поверхности ниже точки замерзания, в горных районах или когда данные необходимы для в алгоритм ограничен. Когда эхо-сигналов радара недостаточно для правильной работы алгоритма, он по умолчанию будет использовать данные об уровне замерзания, введенные вручную или сгенерированные с помощью модели.
Гибридная классификация гидрометеоров (HHC/177) (только Dual-Pol.)
Гибридная классификация гидрометеоров получается из лучшего/наименьшего доступного сканирования в каждом местоположении. Этот продукт служит в качестве входных данных для продуктов оценки осадков с двойной поляризацией.
Осадки за один час (N1P/78)
Этот продукт отображает расчетное накопление осадков за один час на сетке 1,1 морских миль x 1 градус с использованием алгоритма системы обработки осадков (PPS). Этот продукт оценивает интенсивность дождя для предупреждений о внезапных наводнениях, сообщений о городских наводнениях и специальных прогнозов погоды.
Трехчасовые осадки (N3P/79)
Карты N3p/79 оценивают трехчасовое накопление осадков на сетке 1,1 морских миль x 1 градус с использованием алгоритма системы обработки осадков (PPS). Этот продукт оценивает интенсивность дождя для предупреждений о внезапных наводнениях, сообщений о городских наводнениях и специальных прогнозов погоды.
Общее количество осадков во время шторма (NTP/80)
Этот продукт использует алгоритм PPS для создания постоянно обновляемой оценки накопленных осадков во время шторма. Накопление отслеживается по сетке 1,1 нм x 1 градус. Ученые используют этот продукт для обнаружения потенциальных наводнений в городских или сельских районах, оценки общего стока в бассейне и предоставления данных об осадках 24 часа в сутки.
Цифровой массив данных об осадках (DPA/81)
Цифровой массив данных об осадках представляет собой формат оценки накопления осадков за один час на сетке 1/4 Лион-Феддер-Мобарри (LFM) или 4,7625 км сетки Проекта гидрографического анализа осадков (HRAP). Это 8-битный продукт с 255 возможными значениями осадков. Этот продукт оценивает интенсивность дождя для предупреждений о внезапных наводнениях, сообщений о городских наводнениях и специальных прогнозов погоды.
Осадки в течение часа (OHA/169) (только для двойной полярности)
Накопление осадков за один час доступно на сетке 1,1 морских миль x 1 градус. Используется алгоритм осадков с двойной поляризацией Quantitative Precipitation Estimate (QPE), и доступно 16 возможных уровней данных.
Используется алгоритм осадков с двойной поляризацией Quantitative Precipitation Estimate (QPE), и доступно 16 возможных уровней данных.
Осадки за один час (DAA/170) (только Dual-Pol.)
Данные об осадках за один час доступны на сетке 0,13 морских миль x 1 градус. Используется алгоритм QPE с двойной поляризацией, доступно 256 возможных уровней данных.
Общее количество осадков во время шторма (PTA/171) (только для двойной полярности)
Общее количество осадков во время шторма доступно на сетке 1,1 морских миль x 1 градус. Используется алгоритм QPE с двойной поляризацией и доступно 16 возможных уровней данных.
Storm Total Precipitation (DTA/172) (только Dual-Pol.)
Storm Общее накопление осадков доступно на сетке 0,13 морских миль x 1 градус. Используется алгоритм QPE с двойной поляризацией, доступно 256 возможных уровней данных.
Разница количества осадков за один час (DOD/174) (только Dual Pol.)
Разница в почасовых оценках количества осадков между алгоритмом PPS (недвойной поляризации) и алгоритмом QPE (двойной поляризации). Ученые вычисляют разницу, вычитая последнюю часовую оценку, рассчитанную устаревшей PPS, из часовых оценок, вычисленных QPE. Ни к одной из оценок не применяется систематическая ошибка. Этот продукт генерируется при каждом сканировании объема независимо от того, были ли обнаружены осадки.
Ученые вычисляют разницу, вычитая последнюю часовую оценку, рассчитанную устаревшей PPS, из часовых оценок, вычисленных QPE. Ни к одной из оценок не применяется систематическая ошибка. Этот продукт генерируется при каждом сканировании объема независимо от того, были ли обнаружены осадки.
Разность общего количества осадков во время шторма (DSD/175) (только для двойной полярности)
Разница в оценках общего количества осадков во время штормов между алгоритмом PPS (недвойной поляризации) и алгоритмом QPE (двойной поляризации). Ученые вычисляют разницу, вычитая оценки общего количества штормов, рассчитанные устаревшим PPS, из оценок общего количества штормов, рассчитанных QPE. Ни к одной из оценок не применяется систематическая ошибка. Продукт основан на томе и обновляется при каждом сканировании тома. Однако он генерирует график только тогда, когда одна из систем (устаревшая PPS или QPE с двойной поляризацией) обнаруживает осадки и накапливает общую информацию о штормах.
Цифровая норма осадков (DPR/176) (только для двойной поляризации)
Этот продукт отображает мгновенную норму осадков с использованием алгоритма QPE с двойной поляризацией.
Структура шторма (NSS/62)
Таблица атрибутов шторма, включая максимальную отражательную способность, максимальную скорость при наименьшем угле возвышения, нависание шторма, объем шторма, взвешенный по массе, основание и вершину области шторма, положение шторма и наклон шторма.
Индекс града (NHI/59)
Продукт, предназначенный для определения местонахождения гроз, которые могут вызвать град. Ученые обозначают вероятность выпадения града либо как вероятную (пустой зеленый треугольник), либо как положительную (закрашенный зеленый треугольник). Вероятный означает, что шторм, вероятно, вызывает град, а положительный означает, что шторм вызывает град.
Мезоциклон (NME/60, NMD/141)
Этот продукт отображает информацию о существовании и характере вращения, связанного с грозами. Числовые выходные данные включают азимут, диапазон и высоту мезоциклона.
Числовые выходные данные включают азимут, диапазон и высоту мезоциклона.
Сигнатура торнадического вихря (НТВ/61)
Продукт, показывающий интенсивный азимутальный сдвиг от ворот к воротам, связанный с вращением в масштабе торнадо. Он изображает сигнатуру торнадного вихря в виде красного треугольника с числовым выводом местоположения и высоты.
Информация об отслеживании шторма (NST/58)
Продукт, который показывает график движения за последние часы, текущее местоположение и прогноз движения на следующий час или меньше для каждой выявленной ячейки грозы. Ученые используют этот продукт для определения надежного движения шторма.
Общее сообщение о состоянии (GSM/2)
Текстовое оповещение, сообщающее о местоположении радара и статусе передачи.
Радиолокационное кодированное сообщение (RCM/74)
Сообщение, состоящее из трех частей, содержащее табличный список данных комплексной отражательной способности, вертикальный профиль ветра, полученный с помощью алгоритма VAD, и местоположения созданных алгоритмом явлений суровой погоды, таких как град Индекс (HI) и сигнатура вихря торнадо (TVS).
Журнал состояния радара (RSL/152)
Текущий ежедневный журнал состояния, ошибок и сообщений от систем обработки генератора продуктов радара (RPG) и сбора данных радара (RDA).
Профили Executive
Профили Executive
Поделиться этой страницейПознакомьтесь с нашей командой руководителей
Хидэаки Ониши
Президент Christie Digital Systems, Inc.
Председатель и главный исполнительный директор Christie Digital Systems, USA, Inc. и Christie Digital Systems, Inc.
Хидэаки Ониши — президент холдинговой компании Christie ® , Christie Digital Systems, Inc. ., а также председатель и главный исполнительный директор Christie Digital Systems, USA, Inc. и Christie Digital Systems Canada, Inc. Он имеет более чем 30-летний опыт управления на различных должностях в группе Ushio, Inc.
и Christie Digital Systems Canada, Inc. Он имеет более чем 30-летний опыт управления на различных должностях в группе Ushio, Inc.
Хидэаки начал работать в Ushio в 1989 году. Известный своими способностями к продажам, он также продолжал демонстрировать впечатляющие управленческие навыки на протяжении всей своей карьеры. Он имеет широкий и обширный опыт работы на различных должностях, работая в Ushio Lighting, Taiwan Ushio Lighting, Adtech Engineering, Ushio Asia Pacific (Сингапур), Вьетнаме, Таиланде и Ushio Europe. Помимо многих важных моментов, Хидэаки было поручено руководство производством и продажей экспонирующих машин для печатных плат (ПП), которые Ushio приобрела в 2012 году при приобретении компании ADTEC Engineering. В течение следующих пяти лет бизнес достиг сильного положения, кульминацией которого стало его назначение на пост президента Ushio Asia Pacific в 2016 году. Хидэаки присоединяется к Christie в 2022 году с предыдущей должности президента Ushio Europe.
Зоран Веселич
Президент и технический директор
Зоран имеет почти 30-летний опыт работы в мировой AV-индустрии. Спектр его деловых и технических должностей охватывает мир проектирования, качества продукции, стратегического управления бизнес-подразделениями, продажами и управлением продуктами. Он привносит ориентированный на клиента подход к бизнесу, который способствует репутации Christie как поставщика качественных, отмеченных наградами продуктов и решений, подкрепленных беспрецедентным уровнем поддержки клиентов.
Спектр его деловых и технических должностей охватывает мир проектирования, качества продукции, стратегического управления бизнес-подразделениями, продажами и управлением продуктами. Он привносит ориентированный на клиента подход к бизнесу, который способствует репутации Christie как поставщика качественных, отмеченных наградами продуктов и решений, подкрепленных беспрецедентным уровнем поддержки клиентов.
В качестве президента и технического директора Зоран отвечает за стратегическое направление линейки продуктов Christie и управляет разработкой новых продуктов и системных решений, внедряя ключевые технологии для быстро меняющегося глобального рынка.
Зоран имеет степень бакалавра прикладных наук в области компьютеров и автоматизации и степень магистра делового администрирования. Он имеет профессиональное звание инженера Профессиональных инженеров Онтарио и сертификат в области системного проектирования Колледжа Маркони в Челмсфорде, Англия.
Майкл Фиппс
Финансовый директор
В качестве финансового директора Майк Фиппс отвечает за глобальные финансовые операции Christie и консолидированную финансовую отчетность. В его обязанности входят бухгалтерские операции, финансовое планирование и функции поддержки продаж, такие как администрирование контрактов и признание выручки.
В его обязанности входят бухгалтерские операции, финансовое планирование и функции поддержки продаж, такие как администрирование контрактов и признание выручки.
Майк присоединился к Christie в 2008 году в качестве помощника контролера и с тех пор занимал должности вице-президента по финансам, контролера по США и корпоративного контролера.
До прихода в Christie Майк работал в корпорации Sara Lee в качестве финансового менеджера завода и в Hayes Lemmerz International в качестве контролера завода. Майк имеет степень бакалавра финансов Университета штата Мичиган и является сертифицированным бухгалтером в Калифорнии.
Дэвид Дойл
Директор по информации и маркетингу
За более чем 35 лет работы в киноиндустрии Дэвид занимал должности в области информационных технологий, операций и маркетинга. Карьера Дэвида связана с клиентским опытом и инновационным использованием технологий.
Дэвид присоединился к Christie в декабре 2018 года. До прихода в Christie Дэвид в течение 16 лет работал в Regal Entertainment Group, где занимал должности вице-президента по бизнес-планированию ИТ и директора по информационным технологиям.
До прихода в Christie Дэвид в течение 16 лет работал в Regal Entertainment Group, где занимал должности вице-президента по бизнес-планированию ИТ и директора по информационным технологиям.
До прихода в Regal Дэвид был исполнительным директором и вице-президентом по продажам и маркетингу в ведущем мировом синдикаторе кино и информации о кино.
Дэвид начал свою карьеру в Mann Theatres, где прошел путь от помощника до генерального директора, управляя одними из самых известных кинотеатров в Колорадо и Калифорнии.
Брайан Клейпул
Исполнительный вице-президент по кинематографии
Обладая более чем 30-летним опытом работы в кино, Брайан Клейпул заложен в ДНК. В качестве исполнительного вице-президента по кинематографии Брайан возглавляет команду опытных новаторов, маркетологов и специалистов по работе с клиентами, которые работают для удовлетворения растущих потребностей кинематографистов, продюсерских домов и экспонентов по всему миру. Брайан поддерживает постоянную миссию Christie по созданию продуктов и услуг, которые позволяют зрителям во всем мире наслаждаться лучшими кинематографическими впечатлениями.
Брайан поддерживает постоянную миссию Christie по созданию продуктов и услуг, которые позволяют зрителям во всем мире наслаждаться лучшими кинематографическими впечатлениями.
С момента первой работы Брайана киномехаником в Огайо он работал на выставках, в производстве и пост-продакшне в таких компаниях, как подразделение Lucasfilm Ltd. THX, на радио- и телестанциях, в компании Avica Technology и других. Брайан входил в совет управляющих Общества инженеров кино и телевидения, является активным членом Международной ассоциации кинотехнологий и Межобщественного форума цифрового кино, а также вносит свой вклад в Европейский форум цифрового кино и Китайский форум цифрового кино.
Брайан выступает на мировых выставках и мероприятиях и тесно сотрудничает с ведущими режиссерами и технологами отрасли, которые вместе с Кристи продолжают расширять границы кинематографического опыта. Он также является постоянным автором уважаемых отраслевых изданий.
Майкл Босуорт
Исполнительный вице-президент, Enterprise
Невероятный 30-летний опыт работы Майкла в индустрии аудиовизуальных технологий начался в Великобритании в компании по аренде площадок, поставлявшей оборудование для театров Вест-Энда в Лондоне. Перейдя на должность по развитию бизнеса, он вернулся в Австралию и работал генеральным менеджером в компании Staging Connections в Брисбене. Его следующий шаг? Создал свою собственную компанию по разработке решений для визуализации, VR Solutions Pty Ltd. (VRS), которая расширилась до офисов в Австралии, Индии и Малайзии. Когда Christie приобрела VRS в 2013 году, Майкл руководил офисом Christie в Австралии и занимал должность руководителя отдела продаж в Азиатско-Тихоокеанском регионе корпоративного подразделения.
Перейдя на должность по развитию бизнеса, он вернулся в Австралию и работал генеральным менеджером в компании Staging Connections в Брисбене. Его следующий шаг? Создал свою собственную компанию по разработке решений для визуализации, VR Solutions Pty Ltd. (VRS), которая расширилась до офисов в Австралии, Индии и Малайзии. Когда Christie приобрела VRS в 2013 году, Майкл руководил офисом Christie в Австралии и занимал должность руководителя отдела продаж в Азиатско-Тихоокеанском регионе корпоративного подразделения.
Обладая значительным опытом, который охватывает аренду сцен, тематические парки и аттракционы для посетителей, диспетчерские и рынки сбыта продукции, Майкл занимает хорошие позиции в качестве исполнительного вице-президента предприятия. В этой роли Майкл возглавляет подразделение, которое создает инновационные AV-решения для многих потребительских рынков, от диспетчерских, правительственных решений и образования до аренды и постановки, музеев, гигантских экранов и планетариев и многого другого.
Шон Джеймс
Исполнительный вице-президент, профессиональные услуги
Шон Джеймс отвечает за глобальное подразделение профессиональных услуг (GPS) Christie. До этой должности Шон возглавлял глобальную команду Enterprise/ProAV.
GPS — это команда, ориентированная на решения, которая поддерживает клиентов Christie’s в вопросах архитектуры проекта, выбора технологий и программного обеспечения, интерактивного программирования, а также поддержки при установке и после запуска. Команда GPS предоставляет эти услуги для различных приложений, включая ProAV, моделирование, визуализацию, цифровые вывески и многие другие.
В 2005 году Шон помог разработать и развернуть первый в мире цифровой кинотеатр с почти 4000 экранами в Соединенных Штатах. Он также руководил разработкой первого NOC (сетевого операционного центра) Christie в 2002 г., его преемника в 2009 г. и дополнительных NOC в Азиатско-Тихоокеанском регионе.
Шон присоединился к Christie в 1997 году и сыграл важную роль в развитии программ поддержки и отношений со многими ведущими голливудскими студиями, когда они перешли на цифровое кино. Он успешно выиграл и разработал один из первых крупных контрактов Christie на обслуживание и сетевые операции.
Он успешно выиграл и разработал один из первых крупных контрактов Christie на обслуживание и сетевые операции.
Шон играет ключевую роль в развитии Christie’s в сфере аудиовизуальной техники. Его понимание целей и видения Christie сыграло решающую роль в укреплении репутации Christie как мирового лидера в области цифровых услуг и системной интеграции.
Кларк Уильямс
Исполнительный вице-президент по венчурным проектам
В качестве исполнительного вице-президента по венчурным проектам Кларк Уильямс отвечает за все инженерные ресурсы и ресурсы по управлению продуктами для управления контентом и продуктами Christie, включая ChristieSpyder, Phoenix ® и ящик Пандоры ® .
Опираясь на успех портфелей Christie в области управления контентом и обработки изображений, команда Кларка увеличивает количество и спектр клиентских приложений в этой области и удовлетворяет растущую потребность в унифицированных решениях для конкретных приложений.
Кларк основал Vista Systems, Corp. в 1996 году в Фениксе, штат Аризона, когда понял, что существует огромный спрос на аппаратные инструменты, которые он разработал в рамках своего технического консалтингового бизнеса.
В июле 2007 года Кларк стал вице-президентом по оконным и композитным решениям после того, как Christie приобрела его компанию Vista System, Corp. Это приобретение позволило ему сосредоточиться на высококачественных продуктах для обработки изображений, воспользовавшись сильными продажами Christie и глобальным присутствием. В октябре 2016 года, после успешного периода консультирования, он снова присоединился к Christie в качестве исполнительного вице-президента по управлению и обработке контента.
Макс Копшо, RCDD, CTS-I/D, PMP, LSSGB
Исполнительный вице-президент по развитию бизнеса, Echo
Известный идейный лидер в области AV-over-IP, Макс привнес в Christie более 35 лет опыта работы в области электрооптики, электроники и информационных технологий. В начале 2000-х, будучи менеджером по продуктам в Christie, он руководил разработкой Christie Network Solutions (ChristieNET™). С тех пор Макс последовательно занимал руководящие должности в отрасли и занимался развитием рынка в компаниях Barco, Kramer, Legrand AV и AMX. Он также работал инженером по продажам в Proxima и менеджером по обучению и связям с консультантами в Proxima и InFocus.
В начале 2000-х, будучи менеджером по продуктам в Christie, он руководил разработкой Christie Network Solutions (ChristieNET™). С тех пор Макс последовательно занимал руководящие должности в отрасли и занимался развитием рынка в компаниях Barco, Kramer, Legrand AV и AMX. Он также работал инженером по продажам в Proxima и менеджером по обучению и связям с консультантами в Proxima и InFocus.
Кристи также работала с Максом и его независимой компанией Gravitation TECHnologies. Макс более 17 лет работал старшим преподавателем в университете AVIXA и был удостоен награды «Педагог года» в 2010 году. и «Наука продаж да Винчи» и «Искусство и наука преподавания Теслы»).
Макс возвращается в Кристи в качестве исполнительного вице-президента по развитию бизнеса, Эхо. Его роль сосредоточена на технологии Echo и разработке платформы, и он работает синхронно с Кларком Уильямсом, исполнительным вице-президентом, предприятиями.
Роберт Рануччи
Исполнительный вице-президент, главный юрисконсульт и секретарь группы компаний Christie
Роберт Рануччи имеет почти 30-летний опыт работы в качестве исполнительного вице-президента, главного юрисконсульта и секретаря группы компаний Christie. На этой должности Роберт отвечает за все юридические вопросы, касающиеся группы компаний Christie, и курирует команду юристов и юристов Christie’s.
На этой должности Роберт отвечает за все юридические вопросы, касающиеся группы компаний Christie, и курирует команду юристов и юристов Christie’s.
До прихода в Christie в декабре 2014 года Роберт имел более чем 14-летний опыт работы в индустрии освещения и дисплеев, работая в качестве вице-президента, главного юрисконсульта в VIZIO, ViewSonic, General Displays & Technologies (совместное предприятие GE), а также старший директор по лицензированию и развитию бизнеса подразделения светодиодного освещения и дисплеев Rambus. В дополнение к своему корпоративному и судебному опыту, Роберт имеет опыт использования инновационных цепочек поставок, клиентских каналов и лицензионных соглашений для решения сложных задач и достижения успешных результатов.
Роберт является преподавателем программы расширенных лицензионных соглашений, предлагаемой Практикующим юридическим институтом. Роберт получил степень бакалавра экономики в колледже Клермонт МакКенна, а также степень магистра искусств, экономики и доктора юридических наук в Университете Южной Калифорнии. Он является членом Коллегии адвокатов в Калифорнии и Аризоне.
Он является членом Коллегии адвокатов в Калифорнии и Аризоне.
Брайан Гиффорд
Исполнительный вице-президент по глобальным кадрам
Брайан Гиффорд — исполнительный вице-президент по глобальным кадрам. Карьера Брайана насчитывает более 40 лет, большую часть из которых он проработал в сфере нефтесервисных услуг, возглавляя глобальную службу управления персоналом в таких компаниях, как Lufkin Industries, Schlumberger и Ensco International. До прихода в Christie Брайан был старшим вице-президентом по персоналу в Signode Industrial Group.
Его опыт не знает границ, так как он жил и работал по всему миру, в том числе в Америке, Южной и Восточной Азии и Канаде. Имея двойное гражданство США и Канады, Брайан много работал, жил и путешествовал по Канаде, США и по всему миру. Брайан – выпускник Виндзорского университета, где получил степень бакалавра психологии. Он учился в Институте Левинсона и является активным сторонником управления подотчетностью.
Брет Трейси
Президент, Nationwide Video
Брет Трейси является президентом Nationwide Video (Nationwide) и отвечает за управление оптовыми продажами субаренды и операциями в Северной Америке. Nationwide является лидером в области креативных, альтернативных решений по аренде видеооборудования для индустрии ProAV, от решений, позволяющих сэкономить время, до бесплатной доставки.
Приобретенная в 2003 году компания Nationwide в настоящее время работает как дочерняя компания, полностью принадлежащая Christie. Nationwide работает в Канаде и США и предоставляет арендное оборудование, круглосуточную клиентскую и техническую поддержку 365 дней в неделю, а также техническое обучение специалистов по постановке AV.
Брет присоединился к Nationwide в 1999 году в качестве директора по продажам, маркетингу и развитию бизнеса, стал вице-президентом в 2003 году и был назначен президентом в 2009 году. организация из 40 сотрудников с шестью офисами в США. Его пристальное внимание к операционным улучшениям, росту персонала и улучшению инвентаризации привело к увеличению доходов по всей стране не менее чем на 30% в годовом исчислении.
Его пристальное внимание к операционным улучшениям, росту персонала и улучшению инвентаризации привело к увеличению доходов по всей стране не менее чем на 30% в годовом исчислении.
Брет с отличием и отличием окончил Больничный корпус почетной выписки ВМС США (Военно-морская школа медицинских наук) и поступил в Государственный университет Ферриса в Мичигане.
Глобальные вице-президенты
Клинт Картер — вице-президент по глобальному качеству
Кенинг Чжан — вице-президент по глобальным операциям
Грег Шеперд — вице-президент и заместитель главного юрисконсульта, Christie Digital Systems Canada Inc.
Компьютерный центр № 1 в Индии Франшиза компьютерного института № 1
Вычислительный центр E-Max для создания команды самостоятельных иждивенцев
Теги: членство в компьютерном образовании, франшиза компьютерного образования, регистрация центра компьютерного образования, EDUCATION MAXIMUM PRIVATE LIMITED start a институт компьютерного обучения, франшиза центра компьютерного обучения, регистрация центра компьютерного обучения, центр компьютерного образования, франшиза филиала компьютерного образования в Индии, франшиза для компьютерного института, услуги образовательной франшизы, франшиза компьютерного обучения в Индии, регистрация института компьютерного образования, институт компьютерного образования, компьютерная сакшарта миссия, процесс регистрации компьютерного института, программа развития навыков, программа обучения развитию навыков, центр профессионального обучения и развития навыков, франшиза компьютерного образования, соглашение, абсолютно бесплатно, правительство CSC, деревня, членство, образовательный центр, лучший в обучении программному обеспечению и сертификат н обучение.
 обучение цифровому маркетингу в Джайпуре правительство бесплатное компьютерное образование в Раджастхане Пенджаб Бихар, бесплатная франшиза компьютерного образования в деревне, предложение франшизы компьютерного образования в штате Андхра-Прадеш, абсолютно, бесплатно, франшиза, соглашение, франшиза, курсы, франшиза компьютерного образования csc, обучение развитию навыков франшиза, бесплатная франшиза компьютерного образования в сельской местности, предложение франшизы на образование, франшиза бесплатных государственных компьютерных курсов, бесплатная франшиза для компьютерного центра, бесплатная франшиза для компьютерного института в составе института, станьте нашим компьютерным франчайзи, правительственный проект компьютерного обучения, франшиза бесплатного компьютерного центра, схемы компьютерного обучения правительства, схема ndlm, схема pmkvy Андаман и Никобар, Аруначал-Прадеш, Ассам, Бихар, Чандигарх, Чхаттисгарх, Дадра и Нагар Хавели, HR Даман и Диу, Национальная столичная территория Дели, Гоа, Гуджарат, Харьяна, Химачал-Прадеш, Джамму и Кашмир, Раджастан, Сикким, Тамил Наду, Телангана, Трипура, Уттар-Прадеш, Уттаракханд, Запад Бенгалия, Джаркханд, Карнатака, Керала, Лакшадвип, Мадхья-Прадеш, Махараштра, Манипур, Мегхалая, Мизорам, Нагаленд, Одиша, Пудучерри, Пенджаб, как получить франшизу pmkvy, франшизу pmkvy в Западной Бенгалии, франшизу pmkvy в Одише, франшизу pmkvy в Раджастхане , франшиза pmkvy в Бихаре, франшиза pmkvy в up, франшиза pmkvy в штате Уттар-Прадеш, франшиза ndlm, процесс регистрации центра ndlm, проект ndlm, детали проекта ndlm, онлайн-регистрация ndlm, вход в центр ndlm, процесс регистрации ndlm, регистрационная форма ndlm, студент ndlm ,франшиза pmkvy,каушал викас миссия,каушал викас йоджана,каушал викас йоджана вверх,каушал викас йойна,онлайн регистрация upsdm org,каушал викас миссия вверх,ап каушал викас миссия,каушал викас,upsdm онлайн регистрация,upsdm регистрация,каушал викас йоджана регистрация , каушал викас йоджана в up, миссия по развитию навыков, вверх каушал викас йоджана, онлайн-форма upsdm, онлайн-форма upsdm, онлайн-форма upsdm org, каушал викас йоджана онлайн, косал викас йоджана каушал викас йодж na онлайн-регистрация, kaushal vikas yojna up, up онлайн-форма kaushal vikas, онлайн-форма kaushal vikas, онлайн-регистрация kaushal vikas yojana, онлайн-форма kaushal vikas yojana, kaushal vikas prashikshan up, миссия развития навыков, онлайн-регистрация upsdm, академия обучения лакме, vlcc институт красоты и питания, институт красоты и хорошего самочувствия orane, плата за институт vlcc, плата за курс профессионального макияжа vlcc, плата за курс косметолога vlcc, академия красоты orane, курсы косметолога, красота, косметология, парикмахерское дело, учебные колледжи института макияжа в Джайпуре, Франшиза профессионального обучения, курс государственного салона красоты в Джайпуре, стоимость курса салона красоты в Джайпуре, институт красоты и питания VLCC в Джайпуре, Раджастхан, институт красоты в Джайпуре, Раджастхан, институт салона красоты в Джайпуре, институт красоты в Джайпуре, академия красоты Оран, институт Красота и здоровье Джайпур, Раджастхан, курсы салонов красоты в Джайпуре, Хайдарабад, Итанагар, Диспур, Патна, Райпур, Панаджи, Гандинагар Чандигарх Шимла Сринагар Джамму Ранчи Бангалор Тируванантапурам Бхопал Мумбаи Импхал Айзал Кохима Бхубанешвар Чандигарх Джайпур Гангток Ченнаи Агартала Лакхнау Дехрадун Калькутта, франшиза бесплатных государственных компьютерных курсов, csc франшиза компьютерного образования, франшиза компьютерного института, франшиза компьютерного центра, бесплатная франшиза для компьютерного центра, государственная франшиза компьютерного образования, бесплатная франшиза компьютерного образования Франшиза компьютерного учебного центра Webel, бесплатное компьютерное образование правительства, бесплатная франшиза для компьютерного института, франшиза компьютерного центра в Западной Бенгалии, государственная франшиза для компьютерного института, обучение цифровому маркетингу в Джайпуре, регистрация NCT для компьютерного института, бесплатное франчайзинговое компьютерное образование в Индии, ITRC Indore ,регистрация центра компьютерного образования,франшиза института предложение, государственный компьютерный институт в Дели, бесплатная компьютерная франшиза Бесплатный компьютер, институт, франшиза, регистрация upsdm онлайн, учебная академия lakme, институт красоты и питания vlcc, институт красоты и здоровья orane, плата за институт vlcc, плата за курс профессионального макияжа vlcc, Плата за курс косметолога vlcc, академия красоты orane, институты для курса косметолога, красота, косметология, прическа, институт макияжа абсолютно, бесплатно, франшиза, соглашение, франшиза, курсы, франшиза компьютерного образования csc, бесплатная франшиза компьютерного образования в деревне, образовательная франшиза предложение, франшиза бесплатных государственных компьютерных курсов, бесплатная франшиза для компьютерного центра, бесплатная франшиза для компьютерного института в институте, станьте нашим компьютерным франчайзи, государственный проект компьютерного обучения, бесплатная франшиза компьютерного центра, государственные схемы компьютерного обучения, схема ndlm, схема pmkvy, как открыть компьютерный институт, компьютерные курсы в Чандигархе, Карнатаке, Ориссе, Тамилнаде, Бихаре, Бхарат-Каушале, Сарке ari yojnaye, регистрация berojgar, миссия kaushal vikas, kaushal vikas yojna lucky, kaushal vikas bhatta в штате химачал-прадеш, kaushal yojna, kaushal vikas kendra mp, институты обучения красоте в Джайпуре, франшиза профессионального обучения, Хайдарабад, Итанагар, Диспур, Патна, Райпур, Панаджи, Гандинагар, Чандигарх, Шимла, Сринагар, Джамму, Ранчи, Бангалор, Тируванантапурам, Бхопал, Мумбаи, Импхал, Шиллонг, Айзал, Кохима, Бхубанешвар, Чандигарх, Джайпур, Гангток, Ченнаи, Агартала, Лакхнау, Дехрадун, Калькутта, развитие навыков учебная франшиза, темы обучения мягким навыкам, обучение мягким навыкам ppt, учебные материалы по мягким навыкам в формате pdf, курсы обучения мягким навыкам, модули обучения мягким навыкам, институты обучения мягким навыкам, обучение мягким навыкам в Ченнаи, обучение мягким навыкам в Бангалоре, Институт компьютерного образования Бесплатное предложение франшизы | Бесплатная франшиза компьютерного образования в деревне | Компьютерный институт Франшиза Абсолютно бесплатно | Бесплатные государственные компьютерные курсы по франшизе | франшиза компьютерного образования csc | курс цифрового маркетинга в Джайпуре | Правительственная бесплатная франшиза компьютерного образования | франшиза компьютерного центра | франшиза компьютерного образования | Институт цифрового маркетинга в джайпуре | правительство бесплатное компьютерное образование | бесплатная франшиза для компьютерного центра | бесплатная франшиза компьютерного образования | правительство франшизы компьютерного образования | государственная регистрация компьютерного института | стоимость курса цифрового маркетинга в Джайпуре | бесплатное компьютерное образование | бесплатная франшиза компьютерного образования в индии | обучение цифровому маркетингу в джайпуре | учебный центр для салонов красоты в чандигархе | получить франшизу pmkvy | франшиза pmkvy в западной бенгалии | Орисса | раджастхан | бихар | уттар-прадеш | вверх | франшиза ndlm | Франшиза Института Косметики и Красоты | Косметические возможности франшизы | Институт косметических франшиз на продажу Возможность | Институт Косметологии Академии Красоты | Макияж Салон Спа Волосы | курсы косметолога, салоны красоты, косметологии, парикмахерского искусства, институты макияжа в Джайпуре | Учебные институты красоты в Джайпуре | Учебные институты салонов красоты в Джайпуре | Франшиза профессионального обучения | курс правительства салона красоты в джайпуре | курсы в салоне красоты в джайпуре | институт красоты джайпур, раджастхан | институт красоты в джайпуре | институт красоты в джайпуре | оране академия красоты, институт красоты и здоровья джайпур, раджастхан |курсы салонов красоты в джайпуре | Хайдарабад | Итанагар | Диспур | Патна | Райпур | Панаджи | Гандинагар | Чандигарх | Шимла | Сринагар | Джамму | Ранчи | Бангалор | Тируванантапурам | Бхопал | Мумбаи | Импхал | Айзол | Кохима | Бхубанешвар | Чандигарх | Джайпур | Гангток | Ченнаи | Агартала | Лакхнау | Дехрадун | Калькутта | франшиза обучения развитию навыков | Андхра-Прадеш | Аруначал-Прадеш | Ассам | Бихар | Чхаттисгарх | Гоа | Гуджарат | Харьяна | Химачал-Прадеш | Джамму и Кашмир | Джаркханд | Карнатака | Керала | Мадхья-Прадеш | Махараштра | Манипур | Мегхалая | Мизорам | Нагаленд | Одиша(Орисса) | Пенджаб | Раджастхан | Сикким | Тамил Наду | Трипура | Уттар-Прадеш | Уттаракханд | Западная Бенгалия | базовая программа компьютерных курсовбазовые компьютерные курсы список | базовые компьютерные курсы для начинающих | плата за базовый компьютерный курс | список компьютерных курсов | базовые компьютерные курсы книга скачать | Обучение стюардесс в Джайпуре, курсы, институты, обучение цифровому маркетингу, институт цифрового обучения, обучение цифровому маркетингу в Хайдарабаде, обучение цифровым технологиям, обучение цифровому маркетингу в Бангалоре, цифровое обучение, академия цифрового обучения, обучение цифровому маркетингу в Ченнаи, обучение цифровому маркетингу в Мумбаи, обучение цифровому маркетингу в Лондоне, обучение цифровому маркетингу в Бангалоре, обучение цифровому маркетингу в Мумбаи, курсы по банковскому делу и финансам в банковском деле и финансах, диплом в области банковского дела и финансов, диплом в области международного банковского дела и финансов Банковское дело и финансы, школьные программы, программы профессионального образования, программы техникума, бесплатные школьные программы, в школьных программах, школьные образовательные программы, международные школьные программы онлайн высокий школьные курсы, курсы старшей школы онлайн, онлайн курсы средней школы, старшая школа школьные онлайн-курсы онлайн-курсы для старшей школы, онлайн-курсы для старшеклассников, обучение навыкам в Индии, обучение развитию навыков, обучение навыкам, обучение навыкам, обучение и развитие навыков, обучение и развитие навыков, развитие навыков и обучение, обучение навыкам общения, обучение навыкам центр, развитие навыков обучения, обучение и развитие навыков, курсы повышения квалификации, курсы повышения квалификации, курс профессиональных навыков, краткосрочные курсы развития навыков, курсы обучения навыкам, курс навыков письма, курсы навыков, курс исследовательских навыков, курсы навыков, компьютерное образование Возможности франшизы в Индии, лучшая компьютерная франшиза, возможности франшизы для компьютерного образования, лучшая франшиза для компьютерного образования, франшиза для компьютерного образования, откройте свой собственный зарегистрированный компьютерный институт, франшизу компьютерного обучения
обучение цифровому маркетингу в Джайпуре правительство бесплатное компьютерное образование в Раджастхане Пенджаб Бихар, бесплатная франшиза компьютерного образования в деревне, предложение франшизы компьютерного образования в штате Андхра-Прадеш, абсолютно, бесплатно, франшиза, соглашение, франшиза, курсы, франшиза компьютерного образования csc, обучение развитию навыков франшиза, бесплатная франшиза компьютерного образования в сельской местности, предложение франшизы на образование, франшиза бесплатных государственных компьютерных курсов, бесплатная франшиза для компьютерного центра, бесплатная франшиза для компьютерного института в составе института, станьте нашим компьютерным франчайзи, правительственный проект компьютерного обучения, франшиза бесплатного компьютерного центра, схемы компьютерного обучения правительства, схема ndlm, схема pmkvy Андаман и Никобар, Аруначал-Прадеш, Ассам, Бихар, Чандигарх, Чхаттисгарх, Дадра и Нагар Хавели, HR Даман и Диу, Национальная столичная территория Дели, Гоа, Гуджарат, Харьяна, Химачал-Прадеш, Джамму и Кашмир, Раджастан, Сикким, Тамил Наду, Телангана, Трипура, Уттар-Прадеш, Уттаракханд, Запад Бенгалия, Джаркханд, Карнатака, Керала, Лакшадвип, Мадхья-Прадеш, Махараштра, Манипур, Мегхалая, Мизорам, Нагаленд, Одиша, Пудучерри, Пенджаб, как получить франшизу pmkvy, франшизу pmkvy в Западной Бенгалии, франшизу pmkvy в Одише, франшизу pmkvy в Раджастхане , франшиза pmkvy в Бихаре, франшиза pmkvy в up, франшиза pmkvy в штате Уттар-Прадеш, франшиза ndlm, процесс регистрации центра ndlm, проект ndlm, детали проекта ndlm, онлайн-регистрация ndlm, вход в центр ndlm, процесс регистрации ndlm, регистрационная форма ndlm, студент ndlm ,франшиза pmkvy,каушал викас миссия,каушал викас йоджана,каушал викас йоджана вверх,каушал викас йойна,онлайн регистрация upsdm org,каушал викас миссия вверх,ап каушал викас миссия,каушал викас,upsdm онлайн регистрация,upsdm регистрация,каушал викас йоджана регистрация , каушал викас йоджана в up, миссия по развитию навыков, вверх каушал викас йоджана, онлайн-форма upsdm, онлайн-форма upsdm, онлайн-форма upsdm org, каушал викас йоджана онлайн, косал викас йоджана каушал викас йодж na онлайн-регистрация, kaushal vikas yojna up, up онлайн-форма kaushal vikas, онлайн-форма kaushal vikas, онлайн-регистрация kaushal vikas yojana, онлайн-форма kaushal vikas yojana, kaushal vikas prashikshan up, миссия развития навыков, онлайн-регистрация upsdm, академия обучения лакме, vlcc институт красоты и питания, институт красоты и хорошего самочувствия orane, плата за институт vlcc, плата за курс профессионального макияжа vlcc, плата за курс косметолога vlcc, академия красоты orane, курсы косметолога, красота, косметология, парикмахерское дело, учебные колледжи института макияжа в Джайпуре, Франшиза профессионального обучения, курс государственного салона красоты в Джайпуре, стоимость курса салона красоты в Джайпуре, институт красоты и питания VLCC в Джайпуре, Раджастхан, институт красоты в Джайпуре, Раджастхан, институт салона красоты в Джайпуре, институт красоты в Джайпуре, академия красоты Оран, институт Красота и здоровье Джайпур, Раджастхан, курсы салонов красоты в Джайпуре, Хайдарабад, Итанагар, Диспур, Патна, Райпур, Панаджи, Гандинагар Чандигарх Шимла Сринагар Джамму Ранчи Бангалор Тируванантапурам Бхопал Мумбаи Импхал Айзал Кохима Бхубанешвар Чандигарх Джайпур Гангток Ченнаи Агартала Лакхнау Дехрадун Калькутта, франшиза бесплатных государственных компьютерных курсов, csc франшиза компьютерного образования, франшиза компьютерного института, франшиза компьютерного центра, бесплатная франшиза для компьютерного центра, государственная франшиза компьютерного образования, бесплатная франшиза компьютерного образования Франшиза компьютерного учебного центра Webel, бесплатное компьютерное образование правительства, бесплатная франшиза для компьютерного института, франшиза компьютерного центра в Западной Бенгалии, государственная франшиза для компьютерного института, обучение цифровому маркетингу в Джайпуре, регистрация NCT для компьютерного института, бесплатное франчайзинговое компьютерное образование в Индии, ITRC Indore ,регистрация центра компьютерного образования,франшиза института предложение, государственный компьютерный институт в Дели, бесплатная компьютерная франшиза Бесплатный компьютер, институт, франшиза, регистрация upsdm онлайн, учебная академия lakme, институт красоты и питания vlcc, институт красоты и здоровья orane, плата за институт vlcc, плата за курс профессионального макияжа vlcc, Плата за курс косметолога vlcc, академия красоты orane, институты для курса косметолога, красота, косметология, прическа, институт макияжа абсолютно, бесплатно, франшиза, соглашение, франшиза, курсы, франшиза компьютерного образования csc, бесплатная франшиза компьютерного образования в деревне, образовательная франшиза предложение, франшиза бесплатных государственных компьютерных курсов, бесплатная франшиза для компьютерного центра, бесплатная франшиза для компьютерного института в институте, станьте нашим компьютерным франчайзи, государственный проект компьютерного обучения, бесплатная франшиза компьютерного центра, государственные схемы компьютерного обучения, схема ndlm, схема pmkvy, как открыть компьютерный институт, компьютерные курсы в Чандигархе, Карнатаке, Ориссе, Тамилнаде, Бихаре, Бхарат-Каушале, Сарке ari yojnaye, регистрация berojgar, миссия kaushal vikas, kaushal vikas yojna lucky, kaushal vikas bhatta в штате химачал-прадеш, kaushal yojna, kaushal vikas kendra mp, институты обучения красоте в Джайпуре, франшиза профессионального обучения, Хайдарабад, Итанагар, Диспур, Патна, Райпур, Панаджи, Гандинагар, Чандигарх, Шимла, Сринагар, Джамму, Ранчи, Бангалор, Тируванантапурам, Бхопал, Мумбаи, Импхал, Шиллонг, Айзал, Кохима, Бхубанешвар, Чандигарх, Джайпур, Гангток, Ченнаи, Агартала, Лакхнау, Дехрадун, Калькутта, развитие навыков учебная франшиза, темы обучения мягким навыкам, обучение мягким навыкам ppt, учебные материалы по мягким навыкам в формате pdf, курсы обучения мягким навыкам, модули обучения мягким навыкам, институты обучения мягким навыкам, обучение мягким навыкам в Ченнаи, обучение мягким навыкам в Бангалоре, Институт компьютерного образования Бесплатное предложение франшизы | Бесплатная франшиза компьютерного образования в деревне | Компьютерный институт Франшиза Абсолютно бесплатно | Бесплатные государственные компьютерные курсы по франшизе | франшиза компьютерного образования csc | курс цифрового маркетинга в Джайпуре | Правительственная бесплатная франшиза компьютерного образования | франшиза компьютерного центра | франшиза компьютерного образования | Институт цифрового маркетинга в джайпуре | правительство бесплатное компьютерное образование | бесплатная франшиза для компьютерного центра | бесплатная франшиза компьютерного образования | правительство франшизы компьютерного образования | государственная регистрация компьютерного института | стоимость курса цифрового маркетинга в Джайпуре | бесплатное компьютерное образование | бесплатная франшиза компьютерного образования в индии | обучение цифровому маркетингу в джайпуре | учебный центр для салонов красоты в чандигархе | получить франшизу pmkvy | франшиза pmkvy в западной бенгалии | Орисса | раджастхан | бихар | уттар-прадеш | вверх | франшиза ndlm | Франшиза Института Косметики и Красоты | Косметические возможности франшизы | Институт косметических франшиз на продажу Возможность | Институт Косметологии Академии Красоты | Макияж Салон Спа Волосы | курсы косметолога, салоны красоты, косметологии, парикмахерского искусства, институты макияжа в Джайпуре | Учебные институты красоты в Джайпуре | Учебные институты салонов красоты в Джайпуре | Франшиза профессионального обучения | курс правительства салона красоты в джайпуре | курсы в салоне красоты в джайпуре | институт красоты джайпур, раджастхан | институт красоты в джайпуре | институт красоты в джайпуре | оране академия красоты, институт красоты и здоровья джайпур, раджастхан |курсы салонов красоты в джайпуре | Хайдарабад | Итанагар | Диспур | Патна | Райпур | Панаджи | Гандинагар | Чандигарх | Шимла | Сринагар | Джамму | Ранчи | Бангалор | Тируванантапурам | Бхопал | Мумбаи | Импхал | Айзол | Кохима | Бхубанешвар | Чандигарх | Джайпур | Гангток | Ченнаи | Агартала | Лакхнау | Дехрадун | Калькутта | франшиза обучения развитию навыков | Андхра-Прадеш | Аруначал-Прадеш | Ассам | Бихар | Чхаттисгарх | Гоа | Гуджарат | Харьяна | Химачал-Прадеш | Джамму и Кашмир | Джаркханд | Карнатака | Керала | Мадхья-Прадеш | Махараштра | Манипур | Мегхалая | Мизорам | Нагаленд | Одиша(Орисса) | Пенджаб | Раджастхан | Сикким | Тамил Наду | Трипура | Уттар-Прадеш | Уттаракханд | Западная Бенгалия | базовая программа компьютерных курсовбазовые компьютерные курсы список | базовые компьютерные курсы для начинающих | плата за базовый компьютерный курс | список компьютерных курсов | базовые компьютерные курсы книга скачать | Обучение стюардесс в Джайпуре, курсы, институты, обучение цифровому маркетингу, институт цифрового обучения, обучение цифровому маркетингу в Хайдарабаде, обучение цифровым технологиям, обучение цифровому маркетингу в Бангалоре, цифровое обучение, академия цифрового обучения, обучение цифровому маркетингу в Ченнаи, обучение цифровому маркетингу в Мумбаи, обучение цифровому маркетингу в Лондоне, обучение цифровому маркетингу в Бангалоре, обучение цифровому маркетингу в Мумбаи, курсы по банковскому делу и финансам в банковском деле и финансах, диплом в области банковского дела и финансов, диплом в области международного банковского дела и финансов Банковское дело и финансы, школьные программы, программы профессионального образования, программы техникума, бесплатные школьные программы, в школьных программах, школьные образовательные программы, международные школьные программы онлайн высокий школьные курсы, курсы старшей школы онлайн, онлайн курсы средней школы, старшая школа школьные онлайн-курсы онлайн-курсы для старшей школы, онлайн-курсы для старшеклассников, обучение навыкам в Индии, обучение развитию навыков, обучение навыкам, обучение навыкам, обучение и развитие навыков, обучение и развитие навыков, развитие навыков и обучение, обучение навыкам общения, обучение навыкам центр, развитие навыков обучения, обучение и развитие навыков, курсы повышения квалификации, курсы повышения квалификации, курс профессиональных навыков, краткосрочные курсы развития навыков, курсы обучения навыкам, курс навыков письма, курсы навыков, курс исследовательских навыков, курсы навыков, компьютерное образование Возможности франшизы в Индии, лучшая компьютерная франшиза, возможности франшизы для компьютерного образования, лучшая франшиза для компьютерного образования, франшиза для компьютерного образования, откройте свой собственный зарегистрированный компьютерный институт, франшизу компьютерного обучения Neutral Air Partner приветствует Parcel International в качестве партнера NAX Express и электронной коммерции
29 июля 2017 г.
Я очень рад сообщить, что Parcel International, один из ведущих логистических провайдеров оптовой экспресс-доставки и электронной коммерции в Европе, присоединился к Neutral Air Partner. Parcel International станет одним из стратегических партнеров нашего механизма онлайн-тарифов NAX и торговой площадки, которую мы собираемся представить нашим членам во время 2-й глобальной встречи NAP в Куала-Лумпуре.
Parcel International является частью Tailormade Logistics Europe (TALE). Компания со штаб-квартирой в Нидерландах имеет представительства в Бельгии, Германии, Китае и США. Parcel International ( PI ) создала обширную сеть с момента своего основания в 2007 году. Используя новейшие и лучшие технологии, PI предлагает партнерам и клиентам возможность бронировать отправления по самым низким ценам и с лучшим обслуживанием. Вы можете мгновенно бронировать и отправлять товары лучшими курьерскими службами, включая UPS, FedEx, TNT, используя передовую ИТ-сеть для регистрации POD. PI имеет сертификаты IATA, CASS и AEO и специализируется на европейской логистике электронной коммерции и оптовой доставке, а также на экспресс-операциях от 200 граммов до распределения поддонов.
СЛЕДУЮЩЕЕ СОБЫТИЕ
Neutral Air Partner
OPENAP ASIA 6th AGM
Бали, Индонезия
НОВАЯ ДАТА: 19-23 сентября 2022
ДЕТАЛИ МЕРОПРИЯТИЯ
СЛЕДУЮЩЕЕ МЕРОПРИЯТИЕ
Встреча NAP Americas Meetup
Майами, США
08 – 10 ноября 2022 г.
ДЕТАЛИ МЕРОПРИЯТИЯ
Партнеры авиакомпаний
Стратегические партнеры
Neutral Air Partner построила и будет продолжать строить отношения с ключевыми поставщиками услуг и партнерами, чтобы помочь добиться успеха.
Информационные партнеры
Регистрация NAP и настройка новой учетной записи
Зарегистрируйте свою компанию в глобальном сетевом каталоге NAP
- Полное название компании*
- Адрес*
HQ CityAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongoCongo, Democratic Republic of theCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly См.
ГондурасHon g KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-Лео neSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyria Arab RepublicTaiwanTajikistanTanzania, the United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurks and Caicos IslandsTuvaluTürkiyeUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland IslandsCountry - Полное имя основного контактного лица NAP*
- Адрес электронной почты основного контактного лица*
- Электронный адрес вторичного контактного лица NAP*
- Веб-сайт вашей компании*
Назначьте администратора веб-портала NAP и профиля
- Полное имя*
- Адрес электронной почты*
Вышеуказанное лицо имеет разрешение на управление, редактирование и удаление профиля вашей компании с веб-портала NAP, а также на добавление и удаление дополнительных пользователей. Мы настоятельно рекомендуем избегать использования группового адреса электронной почты и убедиться, что вы назначаете подходящего человека на роль администратора.
Представьте свою компанию
Пожалуйста, предоставьте краткое и краткое описание вашей компании, чтобы включить его в объявление о новых членах и информационный бюллетень.
 ГондурасHon g KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-Лео neSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyria Arab RepublicTaiwanTajikistanTanzania, the United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurks and Caicos IslandsTuvaluTürkiyeUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U.
ГондурасHon g KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-Лео neSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyria Arab RepublicTaiwanTajikistanTanzania, the United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurks and Caicos IslandsTuvaluTürkiyeUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland IslandsCountry
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland IslandsCountry