Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.

-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.

К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу.
Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
 Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги.
Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Чаще всего причиной являются осадки: снег и дождь.
Чаще всего причиной являются осадки: снег и дождь.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно.
Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате.
В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
 В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Ремонт инвертора своими руками
сварочный аппарат инвертор kemppi
Электроника, которая применяется в сварочных инверторах, повышает КПД и добавляет функций сварочнику, но именно:
из-за электроники инверторы становятся более восприимчивыми к условиям работы и состоянию окружающей среды.
Как починить инвертор?
Порядок действий по диагностике и ремонту аппарата своими руками.
Внешний осмотр инвертора
Любой человек, не специалист может открыть инвертор и обнаружить причину поломки путем внешнего осмотра.
Если что-то оплавилось или обгорело – то вот и она, причина того, что аппарат встал.
Замена сгоревшей детали восстановит работу аппарата.
Диагностика сварочного аппарата
Если же при разборке аппарата внешним осмотром выявить ничего не удалось, необходимо преступать к диагностике устройства.
Проверка предохранителей
Сперва необходимо проверить предохранители. Они располагаются на плате управления, и проверить их можно лишь сняв плату.
Прозвоните мультиметром предохранители.
Проверка транзисторов
Если предохранители или плавкие вставки в норме, применяют следующий вариант проверки – прозвон транзисторов на случай обрыва цепей внутри транзистора.
Обычный осмотр транзисторов в большинстве случаев ничего не дает, но иногда бывает, дефект виден невооруженным глазом.
Сварочный аппарат gysmi
Причина поломки транзисторов заключается в их перегреве.
Проверьте драйвер
Проверьте драйвер – все элементы устройства, которое «раскачивает» работу транзисторов. Обычно, если сразу нашли сгоревший транзистор, проверяйте и драйвер, потому что транзистор мог выйти из строя и в результате неверной работы элементов драйвера.
При прозвонке пользуйтесь схемой, двигаясь последовательно в избранном направлении.
Это необходимо делать для того, чтобы ничего не забыть и не перепутать.
Проверка выпрямителей
Если сварочный аппарат все еще не работает, необходимо проверить элементы выпрямителей, которые представляют собой диодные мосты. Выпрямители редко ломаются. но не лишним будет провести и их проверку. Диоды выпаивают и проверяют. Сопротивление диодов должно меняться от плюса к минусу.
Диоды, которые звонятся в обе стороны, подлежат замене и утилизации
.Так же проверяются все разьемы и зачищаются.
Таким образом, ремонт инверторов своими руками сводится к проверке всех элементов (работают или нет?), с последующей заменой обнаруженных негодных деталей.
Вам может быть интересно:
Ремонт сварочных аппаратов в СПб: сервис для СВАРОГ, KEMPPI, EWM, ESAB, Lincoln Electric, Ресанта
Производим ремонт сварочных аппаратов своими руками
Сегодня в каждом домашнем хозяйстве можно найти сварочный аппарат. В домашних условиях его используют в основном для ремонта металлических конструкций либо для создания новых строений. С его помощью можно сделать произведения искусства из металлических элементов для украшения вашего участка или отдельных его элементов.
Немного о главном
 Проще говоря, он является незаменимой вещью в любой сфере, которая связана с металлом.
Проще говоря, он является незаменимой вещью в любой сфере, которая связана с металлом.Устройство сварочного инвертора
Конечно, в принципе нету идеальных инверторных аппаратов, все они ломаются, рабочая схема будет нарушаться, детали подвергаются износу, и множество прочих проблем, которые могут возникнуть в процессе использования.
Вы поможем вам разобраться, почему случаются неисправности, поможем произвести ремонт аппарата своими руками. Дадим советы, как избежать возможности появления неисправности сварочных аппаратов интерскол и не довести устройство к вынужденному ремонту.
Принципы возникновения поломок
Инверторный аппарат интерскол довольно сложно устройство в техническом плане. Для нормального функционирования все его детали должны быть исправны и правильно настроены. Любой сбой в электрической схеме приводит к неисправной работе или вообще полной остановке работоспособности устройства. Зачастую причиной поломки является неправильная эксплуатация, несоответствие правилам эксплуатации либо жестокое нарушение их.
Наиболее распространёнными причинами неисправности является:
- Эксплуатация аппаратов в непригодных условиях. Такими может быть прямое попадание дождя, снега либо использование в местах с повышенной влажностью.
- Слишком высокий либо низкий входящий ток, конечно, для инверторных аппаратов это небольшая проблема, но всё же существуют определённые границы.
- Способ эксплуатации, противоречащий техническим требованиям.
- Слишком высокая разрозненность помещения пылью, металлическими частицами, маслом и прочим мусором, который попадает вовнутрь корпуса и осесть там.
Виды неисправностей и способ их ремонта
Так как в инверторный сварочный аппарат интерскол это электрическая машина, то и большинство поломок случаются в принципе работы электрической схеме, давайте разберём, какие они бывают, и постараемся произвести ремонт своими руками.
Большинство поломок возникают впоследствии внешнего воздействия, такого как попадание грязи, неприемлемые условия эксплуатации или несоответствие техническим условиям работы.
Какая неисправность может случиться:
- Нестабильная сварочная дуга и повышенный уровень разбрасывания материалов электрода.
- Частое залипание электродов.
- Полное отсутствие возникновения сварочной дуги.
- Беспричинное выключение устройства.
- Потребление тока на холостом ходу. Либо повышенное потребление во время работы на малых мощностях.
- Остановка после длительного использования.
- Усиленный шум трансформатора и перегрев.
Разберём каждый пункт более подробно, начнём сначала. Причина прерывания дуги сварки возможна в том, что электрод не подходит установленному рабочему напряжению. Какой ток и тип сварки необходим для используемого электрода, указан на упаковке, перед покупкой необходимо обязательно ознакомиться с этой информацией.
Если информация не указана, можно рассчитать необходимо напряжение, на 1 миллиметр диаметра, припадает в среднем 30 А тока. Также, если скорость сварки низкая, необходимо уменьшать выдаваемое напряжение.
Характер неисправностей и их решение
Часто залипание электрода связано с рядом нескольких причин, которые провоцируют такой эффект. Чаще всего, такой феномен можно встретить при недостаточном входящем напряжении. Второй причиной является плохой и нестабильный контакт модулей в гнездах панели управления. Устранение очень просто достаточно зажать все крепёжные элементы на платах, зафиксировать все болты и соединения.
Недостаточность входящего тока может быть вызвана при использовании удлинителей, сечение, у которых недостаточное для работы используемого инверторного сварочного аппарата интерскол. Невозможна работы с удлинителями свыше сорока метров, потеря тока в таких приспособлениях очень высокая.
Следует проверить все контакты на окисляемость, при неправильных условиях эксплуатация такой эффект можно часто встретить на контактах.

Причиной отсутствия сварочной дуги может быть сильный перегрев сварки или повреждение сварочного кабеля. Следует тщательно проверить все кабеля перед началом использования.
Беспричинное выключение может быть связано с замыканием электрических проводов и корпуса. Также замыкание может вызвать соприкосновение листов магнитных проводов или витков катушки.
Такая неисправность схем устраняется своими руками путём изоляции, замены конденсаторов либо устранения контакта между электрическими элементами и корпусом.
Слишком высокое потребление тока чаще всего связано с замыканием на витках катушек. Следует сделать ремонт участков, в которых происходит замыкание путём изоляции либо при полной перемотке.
При слишком длительно работе, охлаждающая система может не справиться, и сработает защитный автомат, который прекратит работу устройства и защитит его от серьёзной поломки. В таком случае следует дать инверторному сварочному аппарату интерскол отдохнуть на 30-40 минут, после чего можно опять приступать к эксплуатации. Следует придерживаться рекомендаций по эксплуатации, большинство агрегатов должны функционировать циклично 7-8 минут работы и 3-4 минуты отдых.
В таком случае следует дать инверторному сварочному аппарату интерскол отдохнуть на 30-40 минут, после чего можно опять приступать к эксплуатации. Следует придерживаться рекомендаций по эксплуатации, большинство агрегатов должны функционировать циклично 7-8 минут работы и 3-4 минуты отдых.
Сильный шум трансформатора может быть связан с ослаблением крепёжных элементов, неисправность крепления сердечника, замыкание сварочных кабелей, а также перегруженность трансформатора. Принцип устранения неполадки состоит в затягивании болтов, также восстановив изоляционный шар на проводах.
Причиной самостоятельного выключения может также стать неправильно подобранные защитные элементы в вашем электрическом щитке. Следует подбирать автоматический выключатель таким образом, что бы он смог выдержать повышенную нагрузку от инверторного сварочного аппарата интерскол. А лучше от общей схемы, отвести дополнительную линию, предназначенную для сварочных работ.
Ремонт своими руками или довериться профессионалу?
Каждый задаётся вопросом, попробовать отремонтировать неисправность своими руками, или отдать устройство в руки специалистов? Конечно, однозначного ответа быть не может, всё зависит от вас и от ваших навыков. Принципиальная разница между работой профессионала и самостоятельным ремонтом небольшая.
Принципиальная разница между работой профессионала и самостоятельным ремонтом небольшая.
Если вы никогда не имели дела со схемами сварочных аппаратов интерскол и не имеете никаких познаний в области электрических схем и работы с ними, то лучше отдать прибор профессионалу, во избежание усугубления проблемы и в целях своей безопасности. Работать с электричеством это не шутка, в случае возникновения проблем, всё может закончиться летальным исходом.
В случае если вы имеете познания и сталкивались с электрическими схемами, можно попробовать сделать ремонт своими руками, таким образом, вы сэкономите неплохие деньги. Профессионалы обычно берут неплохую сумму за свои услуги, даже при незначительных поломках.
Как правильно подключить сварочник, требования эксплуатации
Чтобы у вас не возникали проблемы в работе сварочных устройств интерскол, следует придерживаться правил технической эксплуатации, тогда вам не придётся ничего ремонтировать своими руками или искать специалистов, которые помогут вам справиться с проблемой. Вы сэкономите не только свои деньги, но и время, за которое вы сможете сделать много работы. Следите за чистотой своего оборудования и условиями его работы, и вам не придётся задумываться о его исправности.
Вы сэкономите не только свои деньги, но и время, за которое вы сможете сделать много работы. Следите за чистотой своего оборудования и условиями его работы, и вам не придётся задумываться о его исправности.
Подведём итог
Схема сварочного аппарата интерскол довольно сложная, и поломка может возникнуть в любой части схемы при неправильных принципах эксплуатации сварочных агрегатов. Если вы будете придерживаться технических рекомендаций производителя, тогда у вас никогда не возникнут проблемы с устройством. Даже если и необходим ремонт, к вопросу сделать своими руками или довериться специалисту, следует исходя из ваших познаний и области электрических схем и приборов.
Ремонт сварочных аппаратов, ремонт и обслуживание сварочного оборудования по выгодной цене в Новосибирске
Не стоит рисковать и пытаться устранить неисправности сварочного оборудования самостоятельно, во многих ситуациях может не хватить специальных знаний и опыта, например, когда дело касается электронных схем сварочных инверторов. Вы можете доверить ремонт любой сложности нашим профессионалам.
Вы можете доверить ремонт любой сложности нашим профессионалам.
Неисправности и ремонт сварочных аппаратов
Ремонт сварочных инверторов
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции и ― что бы там ни говорили производители инверторов ― меньшей надежностью в сравнении с предшественниками ― трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы.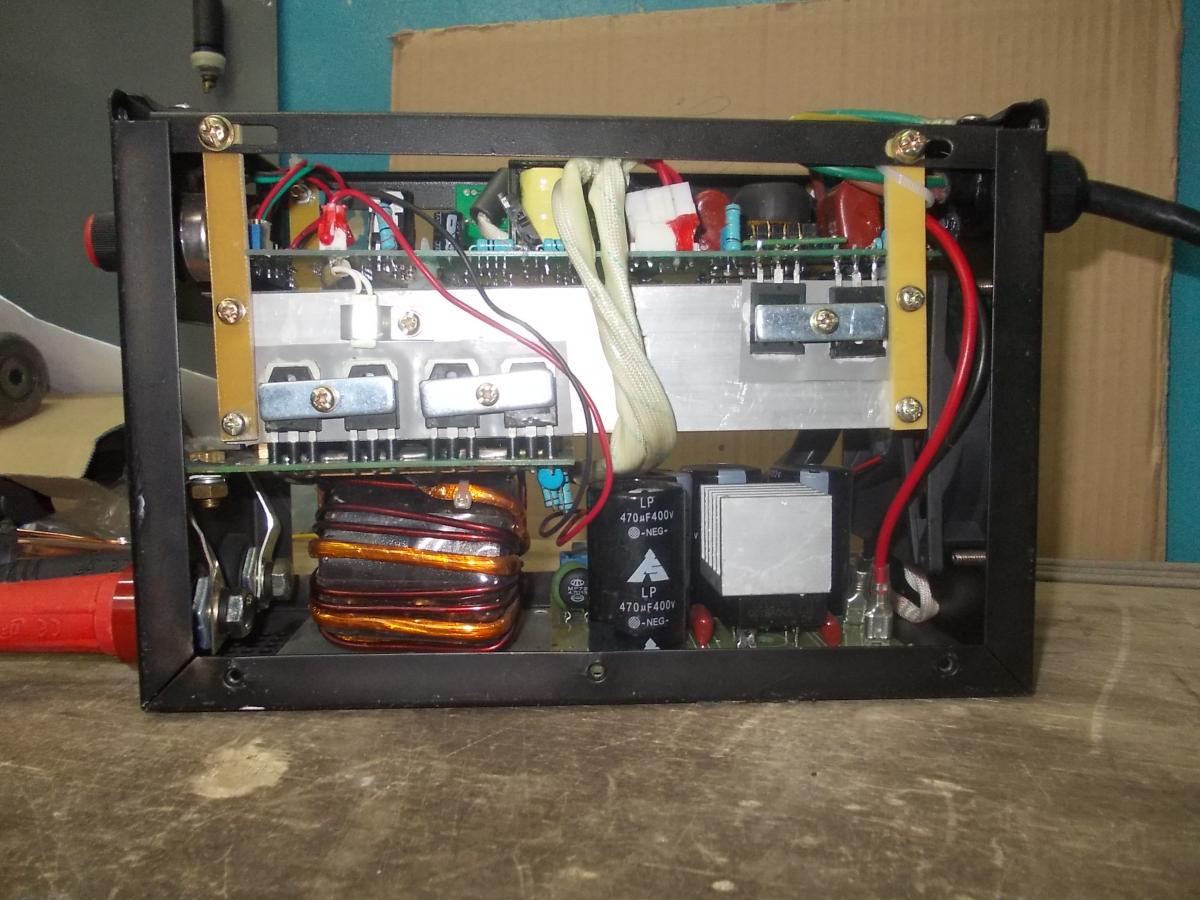 Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
Выпрямлении сетевого тока ― с помощью входного выпрямителя.
Преобразовании выпрямленного тока в переменный высокочастотный ― в инверторном модуле.
Понижении высокочастотного напряжения до сварочного ― силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
Выпрямлении переменного высокочастотного тока в постоянный сварочный ― выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу ― взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены.
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы ― это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они.
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами ― самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Полуавтоматы
В полуавтоматах, независимо от того, на какой базе ― инверторов или выпрямителей ― они выполнены, к неисправностям электронной и электрической части могут добавляться чисто механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового ― за один протяг, соединив конец старого канала с началом нового.
Причем менять его рекомендуется, совместив удаление старого с установкой нового ― за один протяг, соединив конец старого канала с началом нового.
Диагностика оборудования на предмет неисправности является обязательной частью при приеме аппарата на ремонт.
Почему стоит выбрать именно нас
Самые низкие цены
Товар в наличии
Гарантия качества
Большой ассортимент сварочного оборудования
Есть доставка по городу и по России
Официальные дистрибьютеры производителей
Мы качественно работаем, удовлетворяя потребности покупателей, этим и гордимся!
Ремонт сварочного инвертора своими руками и профилактика
Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками. Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата. Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата. Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками. Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей. Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.


Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями. Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку. Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима. Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы. В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы. В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Похожие статьиКак отремонтировать сварочный инвертор своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom. com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.

Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Ремонт сварочных инверторов своими руками
Плохая работа сварочного аппарата требует вмешательство мастера. Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
- Неправильно выбранный режим сварки (сила тока) приводит к слабой дуге или разбрызгиванию металла электрода.
- Частое залипание электрода может говорить о слабом напряжении в общей сети. Нестабильность работы инвертора наступает при падении напряжения на 10-15%. Но подобное явление может случиться при следующих факторах: плохой контакт в быстроразъемном соединении вследствие окисления контактов, большое сопротивление удлиняющего кабеля вследствие большой длины или малого сечения.
- Отсутствие дуги при включенном инверторе говорит о плохом контакте зажима кабеля с деталью, но может случиться и обрыв кабеля.
- Отключение напряжения во внешней сети происходит при несоответствии предохранительного автомата по току, требуемому по технологии сварки.
- Срабатывание защиты инвертора по температуре происходит при превышении времени непрерывной сварки. Защита срабатывает при температуре свыше 700-800 градусов. Необходимо сделать паузу для охлаждения.

Любой ремонт сварочных инверторов начинается с вскрытия корпуса и внешнего осмотра панелей, плат и электронных деталей. Иногда можно по внешнему виду определить негодную деталь. Входной выпрямительный модуль с мощным мостом редко выходит из строя, но если агрегат вскрыт, то следует его прозвонить.
Инверторный модуль с транзисторными ключами наиболее уязвим, в плане поломки. Мощные транзисторы-ключи при выходе из строя имеют лопнувший или вздутый корпус или обгоревшие выводы. То же самое относится и к конденсаторам схемы. В идеальном варианте можно быстро определить сгоревшие детали и заменить их аналогичными. Если это не удается, то необходимо использовать специальное тестирующее оборудования для проверки транзисторов и проверки на проводимость всей схемы. Вот тут, кроме наличия тестирующих приборов и схемы, необходимо разбираться, как работают транзисторы, диоды и конденсаторы.
Если ремонт производится самостоятельно, то, при отсутствии внешних признаков поломки, необходимо собрать аппарат и отнести его в сервисный центр на ремонт. Подобная тактика сэкономит время и деньги. Если при сборке оказались лишние детали, то отдайте их мастеру вместе со сварочным инвертором.
Читайте также
Ремонт сварочных аппаратов трубопроводов | Авторизованный Lincoln & Miller Custom Rebuild
Что мы делаем:
Мы — мастерская по ремонту сварочных аппаратов, всех марок, всех моделей, со всеми проблемами.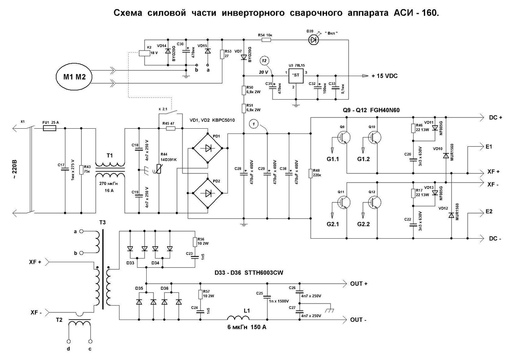
Работаем на бензиновых и дизельных двигателях.
Мы являемся авторизованным гарантийным и ремонтным центром Lincoln and Miller.
Продаем запчасти Lincoln и Miller.
Постройки и реставрация Custum
Сметы всегда предоставляются и утверждаются заказчиком до начала работ.
Восстановленный сварочный аппарат на заказ
Общий ремонт мы делаем:
Ремонт двигателя
Капитальный ремонт и восстановление газовых двигателей
Капитальный ремонт и восстановление дизельного двигателя
Запрессовка катушек и обмоток генератора
Испытания и замена якоря генератора
Изношенный машинный корпус и кожух возбудителя для нового подшипника якоря
Установите обновления для электронных устройств на холостом ходу
Установите датчики Мерфи
Обновления дистрибьютора
Ремонт и восстановление магнето
Профилактическое обслуживание и общий ремонт
Ремонт MIG and TIG
Ремонт аппаратов дуговой сварки
Ремонт аппаратов дуговой сварки
Ремонт плазменных резаков
Ремонт механизма подачи проволоки
Ремонт золотникового пистолета
Для всех, кто ищет что-нибудь, от простого ремонта до самой сложной сборки, Нейт Кинг из Pipeliners Welder Repair — лучший выбор. Черно-салатовый короткий капот Deutz переоборудован — моя машина. Мы спроектировали и построили это с нуля. Все, что связано с этой машиной, совершенно новое, спереди назад и сверху вниз.
Черно-салатовый короткий капот Deutz переоборудован — моя машина. Мы спроектировали и построили это с нуля. Все, что связано с этой машиной, совершенно новое, спереди назад и сверху вниз.
Я очень доволен конечным результатом. Выглядит и сваривает невероятно, и для тех из вас, кто меня знает, я чертовски требователен к своей машине в том, как она работает, и в том, как она сваривает. Не может быть счастливее! Снимаю шляпу перед вами и командой!
Брэд Дэвис | Отзыв от Facebook
Прекрасное отношение и очень гостеприимный.Рекомендую всем, кому нужен ремонт сварщика. Отлично работает. Мы сделали карбюратор, ленивец, говнер, дистрибьютора электроники за небольшой промежуток времени .. Спасибо за отличный сервис, Нейт и ребята из Performance Welding San Marcos TX
.Стивен Коваррубиас | Отзыв от Facebook
Вернул свою машину, когда подумал, что дело безнадежно, и выглядит потрясающе
Колби Тобола | Отзыв от Facebook
Ремонт и калибровка на месте в производственных цехах:
(только электрические машины)
Ежегодная калибровка и сертификация
Ремонт Миг и Тиг
Ремонт дугосварочного аппарата
Ремонт аппаратов дуговой сварки
Ремонт плазменных резаков
Ремонт механизма подачи проволоки
шпулька ремонтная
Pipeliner Kustoms- Custom Builds
(Строительный завод)Chop включает:
Кожух вентилятора по индивидуальному заказу
Пользовательский топливный бак
Аккумулятор и кабели
Вентилятор с 6 лопастями (только для газовых машин)
Воздушный фильтр в сборе на дизельных машинах
В комплекте краски:
Промышленная эпоксидная краска для двигателя и генератора (сплошной цвет)
Порошковое покрытие на шасси
Дизельный двигатель Переделок:
Позвоните, чтобы узнать подробности
Хотите узнать больше!
У вас есть проект и вы хотите знать, сколько он может стоить? Позвольте нам помочь!
Ремонт сварочных аппаратов | ЭлектроникаРемонтFaq.
 com 29 октября, 2019 админ
11 комментариев
com 29 октября, 2019 админ
11 комментариевБизнес сварочных аппаратов процветает, поскольку многие сварщики привозят свои аппараты в ремонт или на техническое обслуживание. К сожалению, не многие сварщики думают об обслуживании своего аппарата, но большинство из них приносят его, когда аппарат выходит из строя. Так что иногда мне попадаются машины с серьезным ремонтом, а иногда я получаю такие машины с небольшим ремонтом, взгляните.
Подробнее
19 октября, 2019 админ 9 комментариевОдин из моих постоянных клиентов привез этот сварочный аппарат в ремонт.Я не видел таких раньше, но, как я уже сказал, все они одинаковы и выполняют одну и ту же работу.
Это мертвый сварочный аппарат, и, как всегда, я проверяю кабель, вилку питания, выключатель питания и, конечно же, конденсаторы. Узнать больше
10 августа, 2019 админ 6 комментариев Техник-сварщик принес в ремонт этот мертвый сварочный аппарат. Это сварочный аппарат турецкого производства. Многие люди покупают одну и ту же модель, и они дешевы. С точки зрения ремонта, их сложно отремонтировать, а запчасти трудно найти.
Многие люди покупают одну и ту же модель, и они дешевы. С точки зрения ремонта, их сложно отремонтировать, а запчасти трудно найти.
Я включил машину, чтобы посмотреть, что с ней не так, но она не включилась, и я не слышал, как работает вентилятор.
Подробнее
5 июля, 2019 админ 10 комментариевМой брат привез в ремонт свой сварочный аппарат. Он объяснил проблему; пока он включал сварщика, утечка на землю продолжает отключаться.
У него эта машина была почти 15 лет, и хотя она выглядит потрепанной и старой, она все еще делает то, что должна.
Я включил машину, и когда я нажал кнопку питания, в моем магазине произошла утечка на землю, как мой брат объяснил ранее. Я не делал с ним никакой сварки, просто подключил шнур питания и нажал кнопку питания.
Подробнее
30 ноября, 2018 админ 10 комментариев Мне срочно позвонил парень по поводу своего сварочного аппарата. Он сказал, что она перестала работать, потому что сварщик по ошибке наткнулся на нее и перестал работать. Я всегда прислушиваюсь к клиенту, но обычно проверяю позже.
Я всегда прислушиваюсь к клиенту, но обычно проверяю позже.
В тот момент, когда я включил машину, я сразу увидел это, что является распространенной неисправностью в таких машинах. Светодиод перегрева загорается по многим причинам. Узнать больше
Ремонт сварочных аппаратов — Austin Power Generation
Компания Austin Power Generation, прежде всего известная как ведущий поставщик услуг по ремонту и техническому обслуживанию генераторов в Остине, также выполняет качественные услуги по ремонту сварочных аппаратов в Остине и Центральном Техасе.Мы ремонтируем ведущих производителей, таких как Lincoln, Miller и Hobart, и можем решить проблемы со всеми типами сварочных аппаратов.
Ремонтируем сварочные аппараты
Сварочные аппараты — дорогое оборудование. Защита ваших инвестиций любой ценой является обязательным условием, если вы хотите избежать больших потерь в будущем. Хотя наем профессионала для ремонта вашей машины может потребовать дополнительных затрат, необходимо предотвратить:
- Время простоя —Мы можем правильно отремонтировать ваше сварочное оборудование с первого раза, чтобы вы не потеряли бизнес.
- Полный отказ оборудования — Сварочные аппараты представляют собой сложное оборудование. Неправильный ремонт может просто привести к дополнительным проблемам в будущем, которые могут привести к необратимым проблемам.

Услуги
Мы можем отремонтировать сварочные аппараты любого типа, такие как сварочные аппараты TIG, MIG-сварочные аппараты, аппараты для ручной сварки, сварочные аппараты с приводом от двигателя и многое другое. Среди ремонтных работ, которые мы можем сделать для вас:
- Замена изношенных деталей (седла, клапаны, резиновые детали)
- Испытания под давлением
- Ремонт кабеля (для сварочного аппарата TIG или MIG с герметичным соединением)
- Ремонт гильзы и контактного наконечника
- Ремонт расходомера (субаренда)
- Ремонт газового регулятора (субаренда)
Мы также проверим и очистим основные компоненты сварочного аппарата во время обслуживания, чтобы убедиться, что ваше устройство будет работать с максимальной прочностью.
Почему выбирают Austin Power Generation?
Мы поможем вам в ремонте сварщиков благодаря нашему:
- Качественное обслуживание —Мы серьезно относимся к каждой работе и учитываем ваши потребности. Наша цель — правильно починить вашу машину с первого раза.
- Быстрое выполнение работ — Время играет важную роль в любом бизнесе, и мы знаем, что время важно для вас. Вот почему мы стремимся отремонтировать вашего сварочного аппарата в кратчайшие сроки.
- Опытные техники —У нас есть опытные техники, хорошо обученные использованию новейшего диагностического программного обеспечения для точной диагностики проблемы.
- Экономичные ставки —Наши ставки являются одними из самых конкурентоспособных в данной области.
Для получения дополнительной информации о наших услугах свяжитесь с нами по телефону 512-610-2044 .
Ремонт сварочных аппаратов | Weldmart Online
Weldmart-Online предлагает услуги по ремонту и настройке сварочного аппарата на месте на нашем предприятии в Кливленде, штат Техас. Также у нас закупаем б / у станки в любом состоянии. Дополнительная информация представлена ниже.
Также у нас закупаем б / у станки в любом состоянии. Дополнительная информация представлена ниже.
Восстановить:
Отремонтировано практически все, в том числе и старинное «надгробие». машины, Lincwelds 1948 года, SA200 и даже пара бульдозерных станков для захвата состоит из 4 сварочных аппаратов по 300 А с ременным приводом каждый.
Мы специализируемся на восстановлении и модернизации Lincoln® SA-200, SA-250, SAE-300 и SAE-400, а также Miller Big 20, 30, 40, 44G и 44D, Trailblazer 44G и 44D, и Big 50.На наши восстановленные двигатели F-162/163 предоставляется гарантия сроком на один год, включая негерметичность уплотнения! (Да, мы знаем, почему они протекают!)
У нас есть перемотанная арматура SA-200 на полке, готовая к отправке, с пятилетней гарантией на шунтирующие катушки и годовой гарантией на dip and bake (у кого еще гарантия на dip and bake ??) . Мы также восстановили корпус статора SA-200 «шестигранный».
Мы также восстановили корпус статора SA-200 «шестигранный».
Переработка:
Средняя стоимость ремонта SA-200 составляет 3000–3500 долларов.
На двигателиContinental F-162/163 с восстановленным двигателем, установленные Weldmart-Online, предоставляется двухлетняя ограниченная гарантия (один год гарантии на протечки через уплотнения).
Индивидуальная окраска:
Средняя стоимость двухступенчатой покраски — 1100 долларов. Это не включает стоимость разборки, повторной сборки, ремонта, замены электромонтажных работ и замены деталей. Сила упаковка останется нетронутой и закрашена вне рамки.
Подержанные машины:
Weldmart-Online купит бывшее в употреблении оборудование в любом состоянии.Покажите нам, что у вас есть, и давайте заключим сделку!
Для получения информации о нашем ремонте, услугах по настройке или продаже оборудования, пожалуйста, свяжитесь с нами. Даррел Худ, генеральный директор на нашем предприятии в Кливленде:
Даррел Худ, генеральный директор на нашем предприятии в Кливленде:
Эл. Почта: [email protected]
Международный и метро Хьюстона: 1-281-432-0250
Сварка стержнем для ремонта оборудования: электроды, оборудование и техника
Строительная отрасль чрезвычайно разнообразна, и в некоторых сферах деятельности сварка не является основной сферой деятельности в повседневной работе.Однако независимо от того, владеете ли вы одним или 100 единиц оборудования, это оборудование сломается, и вам, вероятно, придется сделать один или два сварных шва, чтобы оно снова заработало, или, может быть, у вас есть время простоя и вы хотите укрепить участки. которые, как вы знаете, подвержены повреждениям. В этой статье конкретно рассматриваются варианты материалов и оборудования для ремонта при помощи сварки штангой в полевых условиях.
Ручная сварка и выбор электродов
Одним из наиболее распространенных способов ремонта при сварке в полевых условиях является дуговая сварка экранированного металла (SMAW), или сварка стержнем. Электроды самозащиты самозащиты и позволяют сократить количество необходимого оборудования — нет необходимости таскать с собой газовый баллон, шланг и регулятор. Он также обеспечивает адекватную защиту сварного шва на открытом воздухе, где ветер влияет на защитные газы. Важно отметить, что сварка порошковой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на Stick, который более доступен для многих подрядчиков.
Электроды самозащиты самозащиты и позволяют сократить количество необходимого оборудования — нет необходимости таскать с собой газовый баллон, шланг и регулятор. Он также обеспечивает адекватную защиту сварного шва на открытом воздухе, где ветер влияет на защитные газы. Важно отметить, что сварка порошковой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на Stick, который более доступен для многих подрядчиков.
Выбор правильного заменяющего материала / присадочного материала имеет решающее значение для всех операций по ремонту в полевых условиях.Весь материал следует заменить на тот, который соответствует прочности основного материала или превышает его. Каждое применение различается по механическим свойствам, таким как требуемая прочность, пластичность, износостойкость, ударная вязкость и предел прочности на разрыв. Точное соответствие материала обеспечивает качество и долговечность сварки, а также предотвращает преждевременный выход из строя и нежелательные простои.
Обычно при сварке штангой используются электроды 6010, 6011, 6013, 7018 и 7024 с наиболее распространенными диаметрами в диапазоне от 1/8 до 5/32 дюйма.Каждый из этих электродов обеспечивает возможность сварки во всех положениях (кроме 7024). Первые две цифры стержневого электрода представляют собой минимальную прочность на разрыв «в состоянии сварки»: например, 6010 обеспечивает прочность на разрыв 60 000 фунтов на квадратный дюйм. Третья цифра представляет собой допустимые положения сварки для каждого электрода (1 = все положения, 2 = плоские или только горизонтальные, 3 = плоские, горизонтальные, вертикальные, вниз и вверх). Четвертая цифра относится к типу покрытия и типу сварочного тока (переменный ток (AC) / постоянный ток (DC)), который может использоваться с электродом.Вот краткое изложение каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers):
6010: Всепозиционный электрод подходит только для источников питания постоянного тока. Он обеспечивает глубокое проникновение и способность проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно плотную дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в стыки с плотной подгонкой.
Он обеспечивает глубокое проникновение и способность проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно плотную дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в стыки с плотной подгонкой.
6011: Всепозиционный электрод для использования с источниками питания переменного и постоянного тока.Он создает глубокую проникающую дугу, которая прорезает ржавые и нечистые металлы — идеально для технического обслуживания и ремонта. Отлично подходит для проникновения в стыки с плотной подгонкой.
6013: Всепозиционный электрод с мягкой дугой и минимальным разбрызгиванием, умеренным проплавлением и легко удаляемым шлаком. Подходящий для источников питания переменного или постоянного тока, этот электрод лучше подходит для новых и чистых материалов, более тонких материалов и широких корневых отверстий.
7018: Всепозиционный электрод с толстым флюсом и высоким содержанием порошка железа, что делает его одним из самых простых в использовании электродов. Эти электроды создают плавную, тихую дугу с минимальным разбрызгиванием и средним проникновением дуги. Позволяет производить прочные сварные швы с высокими ударными свойствами (даже в холодную погоду) и может использоваться на основных металлах из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников питания переменного и постоянного тока.
Эти электроды создают плавную, тихую дугу с минимальным разбрызгиванием и средним проникновением дуги. Позволяет производить прочные сварные швы с высокими ударными свойствами (даже в холодную погоду) и может использоваться на основных металлах из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников питания переменного и постоянного тока.
7024: Для плоской или горизонтальной сварки с источником питания переменного или постоянного тока этот электрод содержит большое количество порошка железа, что помогает увеличить скорость наплавки. Хорошо работает на стальном листе толщиной не менее дюйма.толщиной и может использоваться с металлами толщиной более ½ дюйма.
Выбор сварочного оборудования
Выбор подходящего аппарата для сварки штангой во многом зависит от диаметра используемых электродов. 1/8 дюйма электрод сваривает до 145 ампер, в то время как 5/32-дюйм. Электрод обеспечивает оптимальную производительность около 180 ампер. Следовательно, сварочный генератор со 100-процентным рабочим циклом при 250 ампер (Miller’s Bobcat ™ 250) обеспечивает достаточную мощность сварки для удовлетворения большинства потребностей в сварке рукоятью.
Следовательно, сварочный генератор со 100-процентным рабочим циклом при 250 ампер (Miller’s Bobcat ™ 250) обеспечивает достаточную мощность сварки для удовлетворения большинства потребностей в сварке рукоятью.
Примечание подрядчика: Для ремонта в тяжелых условиях и экономии места на грузовиках для технического обслуживания подрядчикам следует рассмотреть возможность использования комбинации сварочного аппарата / генератора / воздушного компрессора.Эти машины оснащены не только сварочными аппаратами и генераторами, но также включают автономные винтовые воздушные компрессоры для работы пневматических инструментов и плазменных резаков. Например, Trailblazer 302 Air Pak предлагает 26 кубических футов воздуха в минуту (до 160 фунтов на квадратный дюйм) при 100-процентном рабочем цикле. Эта машина также имеет встроенную опцию прыжка / подзарядки аккумулятора, чтобы дать полевым механикам еще один инструмент для борьбы с бездействующим оборудованием.
Подготовка сварного шва
После того, как вы подберете подходящий сварочный сплав и сварочный аппарат, отрежьте сталь до необходимого размера и скосите края под углом 30 градусов для лучшего проплавления. Для более тяжелых участков материала рекомендуется оставлять небольшую грань или «землю» внизу стыка. Это можно сделать после снятия фаски с помощью шлифовки по поверхности до тех пор, пока нижняя часть не станет толщиной примерно с никель.
Для более тяжелых участков материала рекомендуется оставлять небольшую грань или «землю» внизу стыка. Это можно сделать после снятия фаски с помощью шлифовки по поверхности до тех пор, пока нижняя часть не станет толщиной примерно с никель.
Чистота сварного шва имеет решающее значение. Хотя некоторые сварочные электроды более щадящие, чем другие, никогда не следует оставлять после себя какие-либо загрязнения. Перед сваркой всю ржавчину, масла и краски необходимо отшлифовать или стереть — несоблюдение этих требований приведет к повреждению или ослаблению сварного шва.
После того, как деталь окажется на месте, может потребоваться предварительный нагрев зоны сварки. Предварительный нагрев выполняется, чтобы минимизировать усадочные напряжения и минимизировать деформацию; все это может вызвать растрескивание при подаче очень горячей сварочной дуги на холодную сталь. Предварительный нагрев обычно требуется для материала любой толщины, когда содержание углерода в мягкой стали превышает 0,40 процента. Проконсультируйтесь с вашим поставщиком материалов относительно конкретных требований к материалам / процессу.
Проконсультируйтесь с вашим поставщиком материалов относительно конкретных требований к материалам / процессу.
Для предварительного нагрева рекомендуется использовать газокислородную горелку со специальным наконечником «бутон розы» для расширения пламени.Температура предварительного нагрева зависит от свариваемого материала. Временную палочку (или тепловой карандаш) можно использовать для измерения температуры по мере ее изменения. Временные палочки бывают разных температурных значений и при применении к нагреваемому материалу меняют цвет при достижении заданной температуры. Опять же, проконсультируйтесь с вашим поставщиком материалов по поводу конкретных требований к материалам / процессу.
Рекомендации по ручной сварке
Может показаться, что объединение всех этих моментов во время сварки требует больших усилий, но с практикой это становится второй натурой.Эти советы актуальны независимо от того, ремонтируете ли вы оборудование или работаете над другим приложением Stick.
Настройка тока : Правильная настройка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Например, электрод 6010 диаметром 1/8 дюйма хорошо работает от 75 до 125 ампер, а электрод 7018 5/32 дюйма сваривает при токах до 220 ампер. Сторона коробки электродов обычно указывает рабочие диапазоны. Выбирайте силу тока в зависимости от толщины материала, положения сварки (примерно на 15% меньше тепла для вертикальных и надземных работ по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом.Большинство новых сварочных аппаратов имеют постоянную этикетку с рекомендациями по настройке силы тока для различных электродов и различных толщин материала.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода. Слишком плотное удерживание электрода снижает сварочное напряжение. Это создает неустойчивую дугу, которая может погаснуть сама по себе или привести к примерзанию электрода к материалу, а также к образованию валика сварного шва с высоким гребнем.Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и даже пористости.
Это создает неустойчивую дугу, которая может погаснуть сама по себе или привести к примерзанию электрода к материалу, а также к образованию валика сварного шва с высоким гребнем.Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и даже пористости.
Многие новички сваривают со слишком длинной дугой, поэтому у них получается шероховатый валик с большим количеством брызг. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : Сварка палкой в плоском, горизонтальном и потолочном положениях осуществляется методом «перетягивающей» или «обратной стороны».Держите электрод перпендикулярно стыку и наклоните верхнюю часть электрода в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику «толкания» или «переднего хода» и наклоните верх электрода на 15 градусов от направления движения.
Манипуляции : Каждый сварщик манипулирует или плетет электрод в уникальном стиле. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который приносит вам хорошие результаты.Обратите внимание, что на материале толщиной 1/4 дюйма и меньше при плетении электрода обычно образуется валик, который шире, чем необходимо. Во многих случаях обычное прямое движение работает нормально.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов, или в форме «Z», полукруга или ступенчатого рисунка. Ограничьте поперечное движение до 2-1 / 2 диаметра сердечника электрода. Чтобы покрыть более широкую площадь, сделайте несколько проходов или «ниток».”
При сварке вертикально вверх сосредоточьтесь на сварке сторон стыка, а середина сама позаботится о себе. Сделайте небольшую паузу сбоку, чтобы сварочная лужа могла догнать сварочную ванну и обеспечить прочную «привязку» к боковой стенке. Если ваш сварной шов выглядит как большая рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго ждали по бокам.
Если ваш сварной шов выглядит как большая рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго ждали по бокам.
Скорость движения : При правильной скорости движения получается сварной шов желаемого контура (или «короны»), ширины и внешнего вида. Отрегулируйте скорость движения так, чтобы дуга оставалась в пределах одной трети сварочной ванны.На малых скоростях движения получается широкий выпуклый борт. Чрезмерно высокие скорости движения также уменьшают глубину проникновения, создают более узкий борт с большим выступом.
Несколько последних советов. Всегда помните, что вам нужен хороший обзор сварочной ванны. В противном случае вы не сможете обеспечить сварку в стыке, сохраняя дугу на переднем крае лужи и используя нужное количество тепла (на самом деле вы можете увидеть, что лужа со слишком большим количеством тепла будет выкатываться из стыка) . Для лучшего обзора держите голову в стороне от дыма, чтобы вы могли легко видеть лужу.
Ремонт сварочных аппаратов и Услуги по ремонту сварочных аппаратов
Southline Industrial — Кентукки
790 Interstate Drive
Bowling Green, Kentucky 42101
United States
Мы стремимся предоставить вам услуги высочайшего уровня. Имея офисы в США и Канаде, вы будете счастливы, что выбрали нас! Наши сотрудники обладают высокой квалификацией, многолетним опытом и сертификатами. Их стремление к тому, чтобы ваши потребности были удовлетворены, не исходит от этого.Наша самоотдача исходит изнутри, и ее принимают и ценят все наши сотрудники.
Southline Industrial — Онтарио
20 Roy Blvd. Unit 14
Брантфорд, Онтарио N3R 7K1
Канада
Бесплатные оценки и 1 год гарантии на большинство ремонтов.
Сократите общие затраты на техническое обслуживание за счет ремонта оборудования за небольшую часть стоимости нового / замены. Стандартные ремонтные услуги Southline Industrial включают БЕСПЛАТНУЮ оценку и годовую гарантию на большинство ремонтов. Мы также обеспечиваем профилактическое обслуживание конкретного агрегата при любом ремонте. В случае, если ваш товар не подлежит ремонту, мы также продаем восстановленное и новое оборудование по ценам, приведенным ниже. собственность соответствующих владельцев товарных знаков. Эти держатели товарных знаков не связаны с Southline Industrial, нашими услугами или нашим веб-сайтом. Если специально не указано иное, они не спонсируют, не разрешают и не поддерживают наши услуги или наш веб-сайт.
Мы также обеспечиваем профилактическое обслуживание конкретного агрегата при любом ремонте. В случае, если ваш товар не подлежит ремонту, мы также продаем восстановленное и новое оборудование по ценам, приведенным ниже. собственность соответствующих владельцев товарных знаков. Эти держатели товарных знаков не связаны с Southline Industrial, нашими услугами или нашим веб-сайтом. Если специально не указано иное, они не спонсируют, не разрешают и не поддерживают наши услуги или наш веб-сайт.
(270) -495-2536
Высококачественный ремонт и услуги по доступным ценам
Southline Industrial состоит из преданных своему делу профессионалов в области ремонта, специализирующихся на сварочных машинах и оборудовании, связанном с процессами сварки. За эти годы мы создали большую базу довольных клиентов, которые возвращаются к нам снова и снова, потому что мы помогли им максимизировать рентабельность инвестиций, сэкономив на дорогостоящих расходах на замену оборудования.
На протяжении многих лет мы помогали малым и крупным предприятиям сэкономить состояние на дорогостоящих ремонтах сварочных аппаратов, механизмов подачи проволоки, разверток и систем маркировки.Мы специализируемся на следующих услугах:
Ремонт сварочных аппаратов и ремонт механизмов подачи проволоки
Мы являемся авторизованным заводом сервисным центром для большинства основных брендов сварочного и сварочного оборудования в Северной Америке и за ее пределами. Наши сотрудники не только прошли обширную подготовку по обслуживанию большинства крупных брендов, но и имеют многолетний опыт ремонта всего и вся, от комплектных роботизированных сварочных ячеек до механизмов подачи проволоки. Фактически, наша команда настолько опытна, что мы можем отремонтировать практически все типы сварочного оборудования, даже единицы, от которых ранее отказались другие поставщики услуг по ремонту.Позвольте нам помочь вам получить больше лет из поддающихся ремонту активов вашего предприятия.
Ремонт расширителей
Если на ваших предприятиях используются развертки для обслуживания сопел для сварки MIG, мы можем отремонтировать эти устройства, чтобы продлить их срок службы. Наши специалисты по ремонту, прошедшие обучение на заводе-изготовителе, могут быстро выявить проблемы, стоящие за проблемами вашего расширителя, благодаря нашим передовым диагностическим инструментам. Получите максимальную отдачу от капитала, вложенного в расширитель, за счет ремонта вместо замены.
Продажа и ремонт системы маркировки
Если вы используете систему маркировки, которая наносит информацию об отслеживании и идентификации на широкий спектр металлических и пластиковых поверхностей, мы можем помочь вам продлить срок службы ваших систем. Мы можем обновить вашу систему независимо от того, используется ли в ней легкая гравировка или более тяжелая или более глубокая маркировка. Усовершенствованные системы маркировки, такие как машины Pannier, сделали систему маркировки намного проще и эффективнее. Наши специалисты, прошедшие обучение на заводе, могут отремонтировать и обновить ваше маркировочное оборудование Pannier, чтобы максимально повысить его производственную ценность.
Наши специалисты, прошедшие обучение на заводе, могут отремонтировать и обновить ваше маркировочное оборудование Pannier, чтобы максимально повысить его производственную ценность.
Свяжитесь с нами сегодня для бесплатной оценки
На большинство наших ремонтов распространяется гарантия 1 год — вот насколько мы уверены в своей работе!
Welder’s Heaven — Home
УВЕДОМЛЕНИЕ ДЛЯ ВСЕХ ПОДРЯДЧИКОВ, ПРОИЗВОДИТЕЛЕЙ И СВАРОЧНИКОВ — Мы — инфраструктурные материалы Готовый!
У нас есть инвентарь! Например, у нас есть сварочная проволока, всевозможные расходные материалы и газы всех типов, смесей и размеров баллонов.У нас есть то, что вам нужно и что вы хотите. Не тратьте впустую время идти в другую сторону — до скорой встречи! — Небеса сварщика — Санта-Клара
ЭТО СЕЗОН НАСТРОЙКИ!
Мы обслуживаем основные производители сварочных аппаратов с приводом от двигателей, специализирующиеся на сварочных аппаратах Miller и Lincoln, а также сторонних производителей. До скорой встречи! Вам не нужно говорить, сколько $$$
капитальные затраты на оборудование! Поэтому мы настоятельно рекомендуем проводить ежегодный PM для ваших сварщиков с приводом от двигателя и сэкономить тысячи долларов на простоях.Вся наша работа гарантирована.
До скорой встречи! Вам не нужно говорить, сколько $$$
капитальные затраты на оборудование! Поэтому мы настоятельно рекомендуем проводить ежегодный PM для ваших сварщиков с приводом от двигателя и сэкономить тысячи долларов на простоях.Вся наша работа гарантирована.
Вам нужен гелий? Назовите Welder’s Heaven. Доступен во всех размерах, как в промышленном классе, так и в сверхвысоком качестве. Степень чистоты. Звоните 408-288-6706.
По мнению наших клиентов, Welder’s Heaven — лучший независимый поставщик сварочных материалов во всем районе залива! Лучшее в инвентаре! Лучшее по разнообразию продуктов! Лучшее в организация! Более 30 лет в сварочных технологиях и промышленности! Лучшее по разнообразию услуг, связанных со сваркой, доступных клиентам! Ремонт оборудования! Индивидуальные уроки сварки для всех методы сварки!
Лучшие в магазине часы работы! Открыто шесть (6) дней в неделю и по вызову 24/7, включая праздничные, выходные и нерабочее время! Лучшее в обслуживании клиентов и дружелюбие к клиентам! Лучшее в целом!
Зайдите и испытайте это сами.