Ремонт инверторного сварочного аппарата своими руками
При изготовлении какого-либо вида продукции применяется специальное оборудование. Но в период эксплуатации, даже совершенное устройство, имеет свойство ломаться. В этой ситуации поможет вызов специалиста, а можно обойтись и собственными силами, ведь ремонт сварочного инвертора своими руками экономит не только время, но и денежные средства.
Характеристика оборудования, его предназначение
Создание постоянного тока при сварке – главное назначение инвертора. Он, получается, посредством выпрямления индукционного переменного тока. Применение такого тока предполагает регулировку его силы до нужного значения, при этом применяя трансформатор небольших габаритов.
Конструктивные особенности
Перед началом ремонта сварочных инверторов необходимо ознакомиться с «начинкой» и характером действия установки. В состав инвертора этого типа входит:
- Первичный блок для выпрямления тока. Основа конструкции – система диодных преобразователей.

- Блок преобразования. В этом участке главным элементом выступает сборка транзисторов, которая обеспечивает трансформирование выпрямленного тока в высокочастотный переменный поток, с частотой до 100 кГц.
- Силовой трансформатор. В этом блоке происходит понижение поступающего напряжения до сварочного значения, но при этом возрастает сила получающегося тока. Стоит отметить, на выходе может создаваться сила тока со значением 200-250 А. Ремонт сварочных трансформаторов – это отдельная история.
- Выходной преобразователь. Создается на основе силовых диодов, где осуществляется трансформация переменного высокочастотного электрического тока в постоянный варочный ток.
- Консоль управления и защиты.
- Система охлаждения.

Сломался инвертор, что делать?
Инверторные агрегаты – сложные электронные аппараты, обеспечивающие высококачественную сварку. Поэтому при выявлении причин поломки следует тестировать каждый компонент электросхемы сварочного устройства на работоспособность.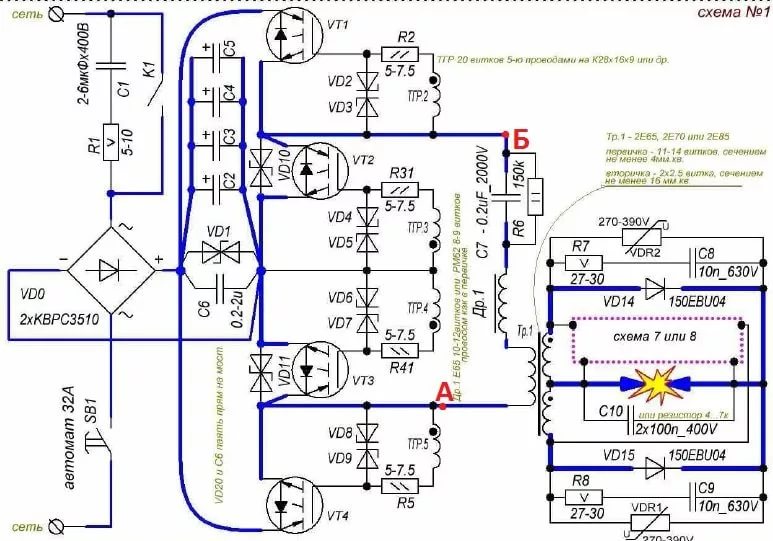
Ремонт инверторного сварочного аппарата построен не только на измерении данных электросхемы, часто возникают ситуации, когда не получается определить причину неисправности самостоятельно. Поэтому, чтобы труд был не напрасен, необходим базовый уровень познаний в электронике и, иметь минимальный опыт работы с электрическими схемами.
Стоит отметить, что в комплекте со сварочным оборудованием идет инструкция, в которой указывается список возможных дефектов и методы их решения. Поэтому для начала необходимо ознакомиться с документацией завода-изготовителя, чем предпринимать какие-либо действия.
Основные проблемы в работе инвертора
Чтобы выполнить ремонт сварочного аппарата своими руками необходимо понимать возможные причины дефектов. Если рассматривать все существующие проблемы в работе инверторного оборудования, то их классифицируют на две категории:
- неисправности, появившиеся вследствие неверного выбора режима работы;
- поломки, которые возникают в случае неисправности элемента либо изъян в электронике аппарата.

В результате возникновения этих проблем, сварщик не сможет продолжить сваривание деталей. На появление поломки сварочного инвертора могут влиять несколько факторов. Чтобы разобраться в истинной причине неисправности сварочных инверторов, нужно прозванивать и диагностировать каждый компонент системы, причем начинать следует от простых процедур, постепенно переходя к более сложным процессам. Если дефект не выявлен после проведенных тестирований, то возможно неисправность кроется в электросхеме сварочного прибора. На практике электросхема выходит из строя в случае:
- Попадания незначительных капель воды внутрь сварочного устройства. Как правило, это случается в период работы при осадках.
- Скапливание пыли в корпусе. В этом случае, пыль нарушает оптимальную работу охлаждения механизмов электросхемы. На практике, наибольшему загрязнению подвергаются сварочные системы, применяемы на стройплощадках. Чтобы предотвратить скапливание загрязнений следует производить регулярную чистку оборудования.
- Неверный регламент работы сварочного оборудования, например, если не соблюдать рекомендации производителя (беспрерывная работа прибора), то случается перегрев оборудования.
Типичные проблемы в работе сварочных устройств
Многим сварщикам известны случаи, когда во время соединения металлических поверхностей случаются внезапные скачки напряжения в сети. Это происходит «просадка» и возвращение к номиналу: беспрестанно мигает индикатор, щелкает реле стабилизаторов.
Среди распространенных повреждений сварочных устройств выделяют следующие проблемы.
Нестабильная дуга или чрезмерное разбрызгивание металла
Появление этого дефекта символизирует неверный режим эксплуатации аппарата, а именно неверно выбранный диапазон силы тока. Параметр непосредственно связан с сечением электрода и скорости работы. Величину параметра следует искать на приобретаемой упаковке электродов. Если рекомендаций по работе от производителя не указано, то параметр следует принимать по формуле, которая звучит так: на 1 мм поперечника электрода приходится примерно 30 ампер сварочного тока. Кроме того, необходимо учитывать и скорость сварочной операции, чем она ниже, тем меньше и сила тока.
Кроме того, необходимо учитывать и скорость сварочной операции, чем она ниже, тем меньше и сила тока.
Клейкость электрода к деталям
Снижение величины напряжения играет немалую роль в осуществлении сварочных операций. При чрезмерно низком значении электрод залипает на свариваемых деталях. Это понижение связано с плохим контактом блоков аппарата и гнездами панели. Но очень частым основанием залипания электродов считается подгорание контактов электрической цепи и некачественная подготовка металлических поверхностей, не очищенных от загрязнений, и оксидной оболочки.
Отремонтировать устройство несложно – достаточно очистить гнезда контактирования и крепко их зафиксировать в плате устройства. Стоит отметить, что дополнительным основанием снижения напряжения выступает электрокабель подключения инвертора к стандартной сети, имеющий поперечник менее 2,5 мм2, как и слишком длинный соединительный провод. Если питающий электрокабель устройства превышает несколько десятков метров, то применять сварочный инвертор для соединения металлических изделий не следует.
Нет контакта с поверхностью при включенном агрегате
Подобные случаи появляются в результате перегрева инвертора. В этом случае должен загореться датчик устройства. Такая проблема возникает и при обрыве рабочих проводов.
Внезапное отключение агрегата
Как правило, эта проблема появляется, когда подачу напряжения перекрывают автоматические прерыватели, рабочие значения которых были подобраны неверно.
Срабатывает автомат при длительной сварке
Сварочное оборудование современного типа снабжено температурными контроллерами, которое срабатывает при достижении предельного уровня. По этой причине аппарат не включается, так как срабатывает реле температурной защиты. Решить проблему легко, дать сварочному инвертору остынуть на 30 минут.
В домашней мастерской, как правило, используют инвертора Ресанта, отличающиеся от конкурентов выгодными техническими свойствами, функциями и стоимостью оборудования.
Любая поломка сварочного аппарата – серьезная проблема для сварщика, так как время идет, а работа стоит.
Особенности ремонтных работ
Ремонт инверторных сварочных аппаратов своими руками предполагает доступ к устройству и исследованию его внутренних деталей. Ни для кого не секрет, но распространенная причина неисправности – это плохая запайка компонентов, контактов, клемм на платах устройства.
В эксплуатируемое состояние инверторный сварочный аппарат возвращается посредством обычной перепайки контактов. Для начала необходимо установить, а какие узлы электросистемы могли выйти из строя. На это указывает масса визуальных эффектов, например, трещины, вздутие и следы прогорания платы.
После установления дефектных механизмов системы, их следует удалить и смонтировать новые детали.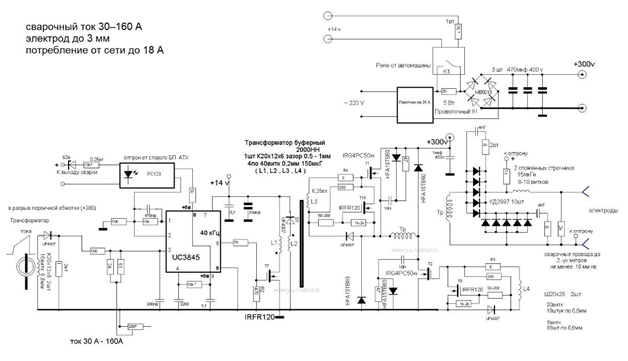 При установке деталей для замены необходимо руководствоваться маркировкой изделия. Во время выпаивания деталей рекомендуется использовать специальный паяльник с функцией отсоса. Данный параметр позволяет избежать неблагоприятных последствий при работе.
При установке деталей для замены необходимо руководствоваться маркировкой изделия. Во время выпаивания деталей рекомендуется использовать специальный паяльник с функцией отсоса. Данный параметр позволяет избежать неблагоприятных последствий при работе.
Но бывает и такое, что выявить причины поломки системы не представляется возможным и тестирование не дало результатов. При возникновении подобных ситуаций выручает мультиметр, которым необходимо прозванивать каждый уголок электросистемы. Слабым участком инверторных аппаратов считаются транзисторы, поэтому ремонт сварочных инверторов своими руками начинается обычно с их осмотра. Сломанный транзистор видно моментально. Этому способствует дефект в корпусе, прогоревшие выводы. Если такой элемент обнаружен, то его следует заменить.
После диагностики транзисторной секции необходимо проверить и другие участки с помощью тестера, для чего также можно применять тестер. Особую внимательность следует проявить при визуальном осмотре плат на наличие подгоревших областей и обрывов цепи. Если подобное обнаружилось, то нужно зачистить участки и создать на них перемычки.
Если подобное обнаружилось, то нужно зачистить участки и создать на них перемычки.
Если во внутренней конструкции сварочного инвертора появились перегоревшие или незамкнутые провода, то при ремонте этих материалов следует заменять их подобными по диаметру. Хоть диодные преобразователи достаточно надежны, их также требуется прозванивать с помощью измерительного оборудования (тестер).
Самым трудновыполнимым вариантом ремонта инвертора выступает система управления агрегата. От этого приспособления зависит работа всего сварочного устройства. Эту плату прозванивают осциллографом.
В заключение действий по ремонту своими силами электронных схем инверторов, должна стать диагностика контактов всех разъемов и их очистка при помощи стандартного ластика.
Инвертор для сваривания различных металлических поверхностей упрощает жизнь человеку и сам процесс сварки, но его поломка способна огорчить владельца аппарата. Придать агрегату вторую жизнь возможно не только путем обращения в сервисный центр, ремонт сварочных инверторов можно провести своими силами и при этом хорошо сэкономить.
Довольно часто при поломках инверторного оборудования встречаются элементарные неисправности, которые устраняются в несколько шагов. Единственное что требуется, это понимание электросхем сварочного аппарата и как сделать их ремонт, ведь научиться осуществлять ремонтные работы агрегатов при просмотре обучающего видео сложно, можно только понять основные азы операций.
схемы и инструкция по сборке
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp. ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.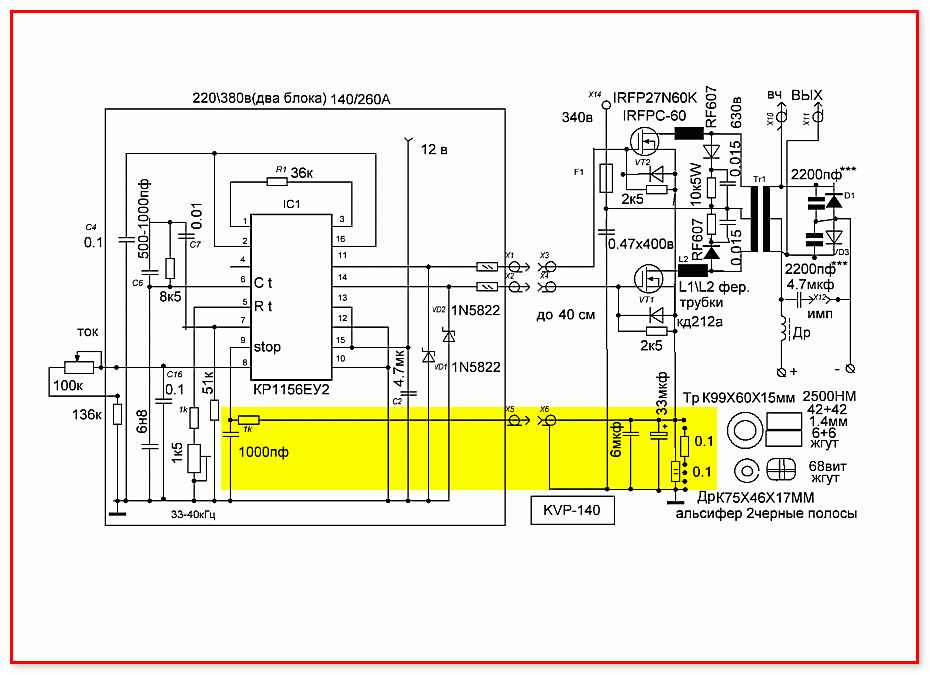
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
 13: подключите силовые конденсаторы
13: подключите силовые конденсаторы- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.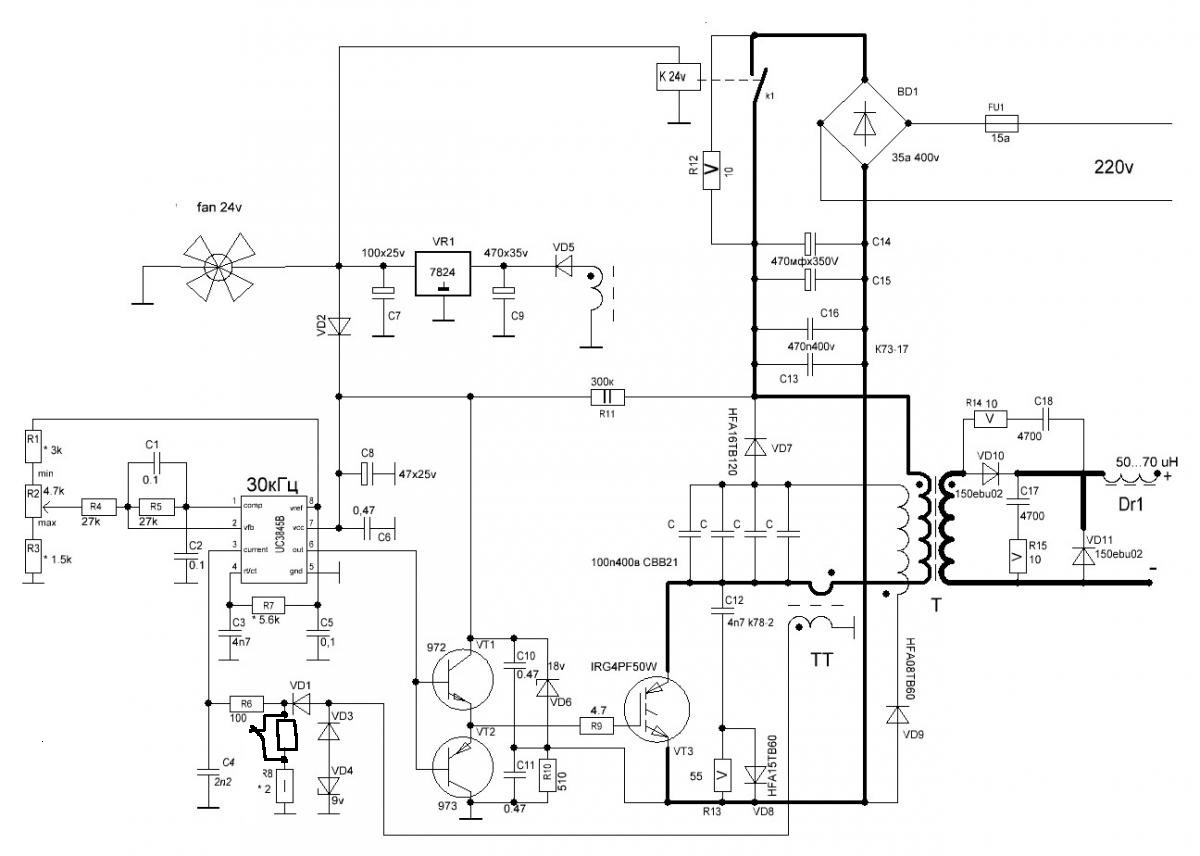
Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типаТакой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве.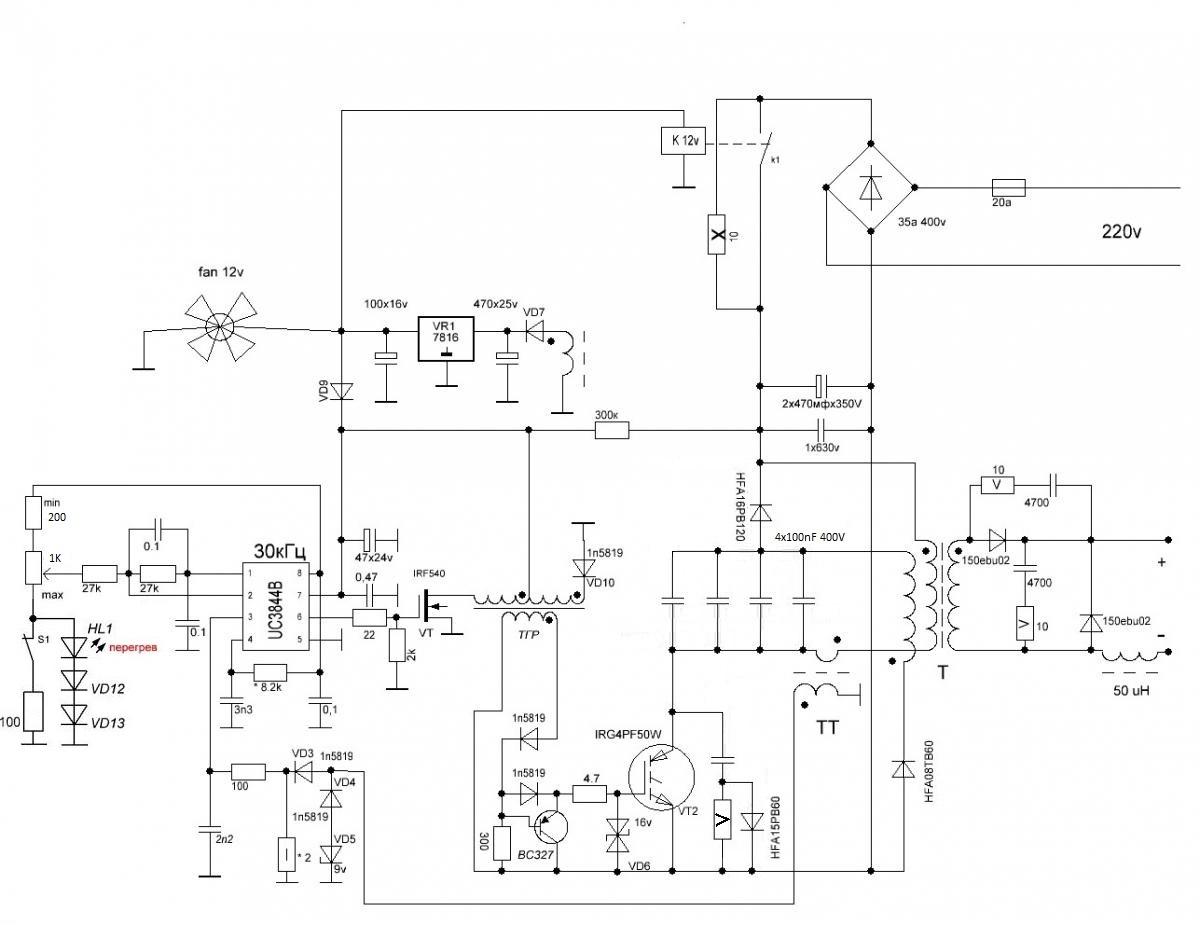 Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертораИспользование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.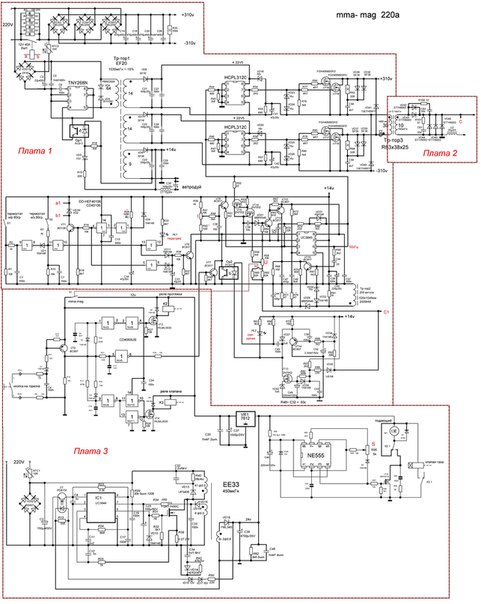
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссельКонденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
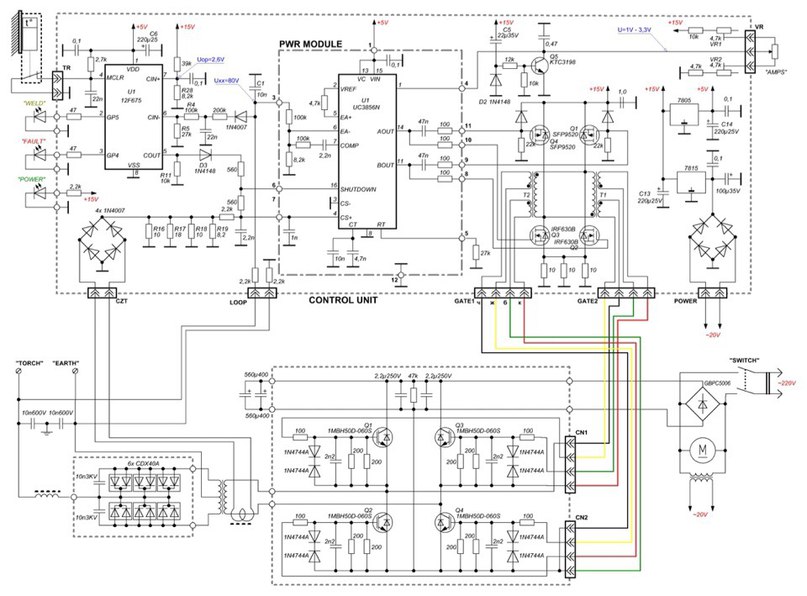
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сваркиПлата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
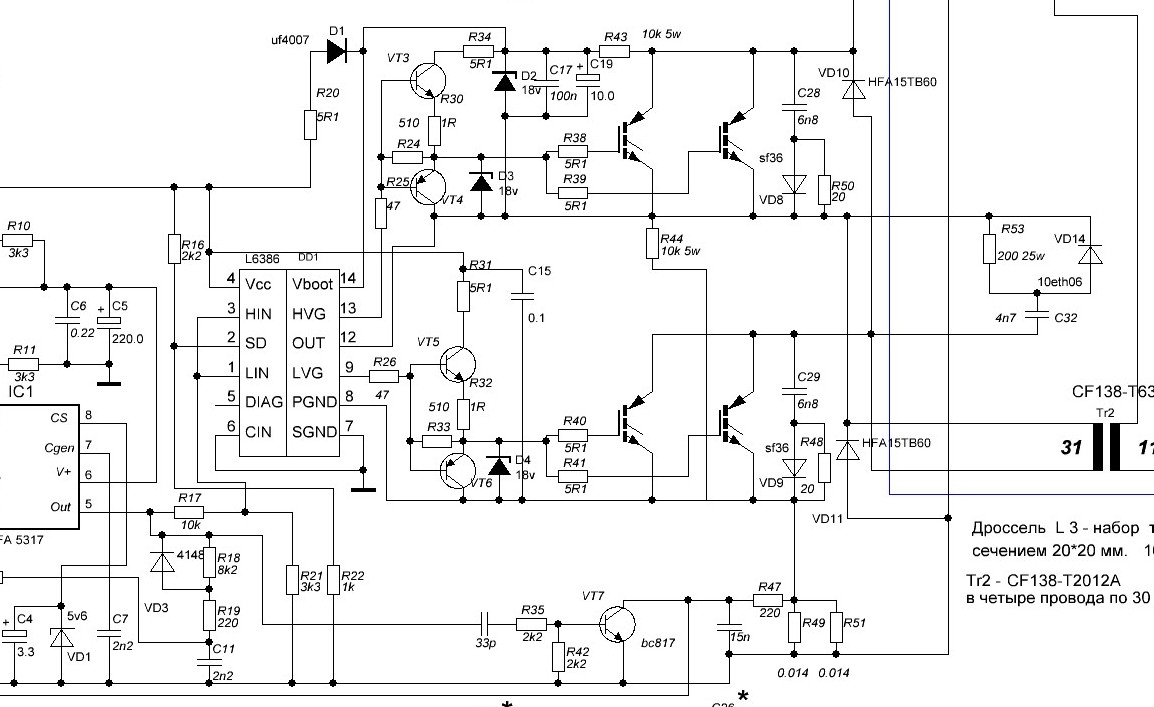
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться.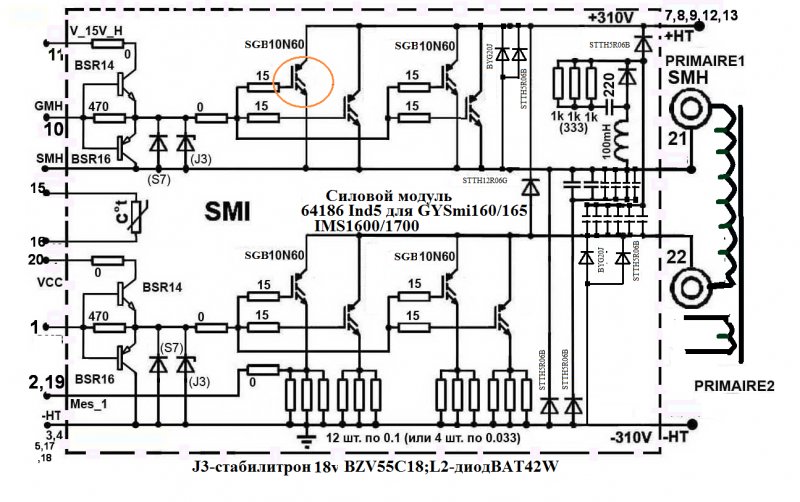 Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
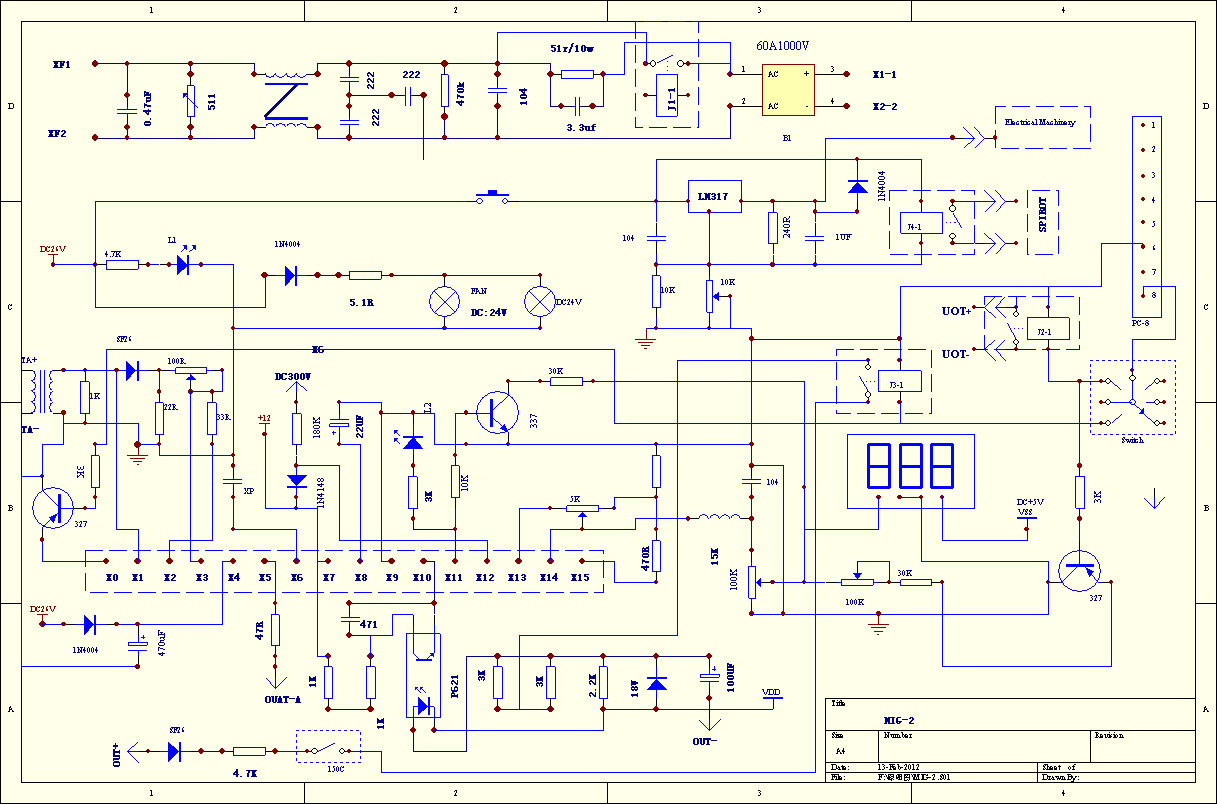
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
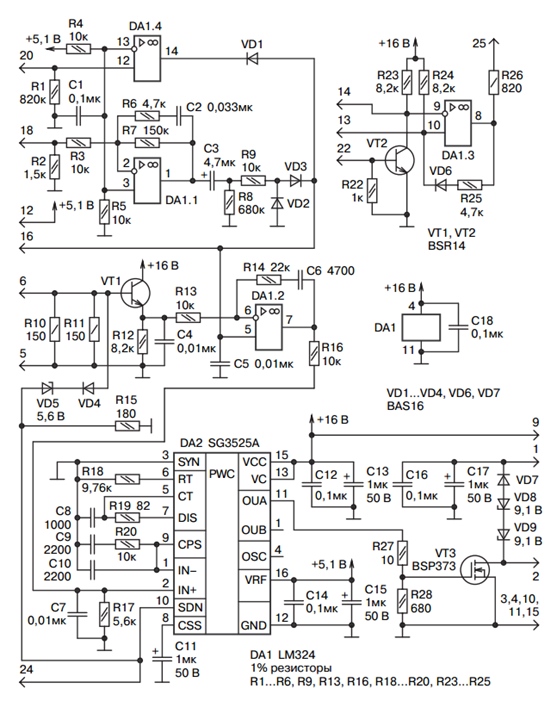
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертораСхема инверторного сварочного аппарата:Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера.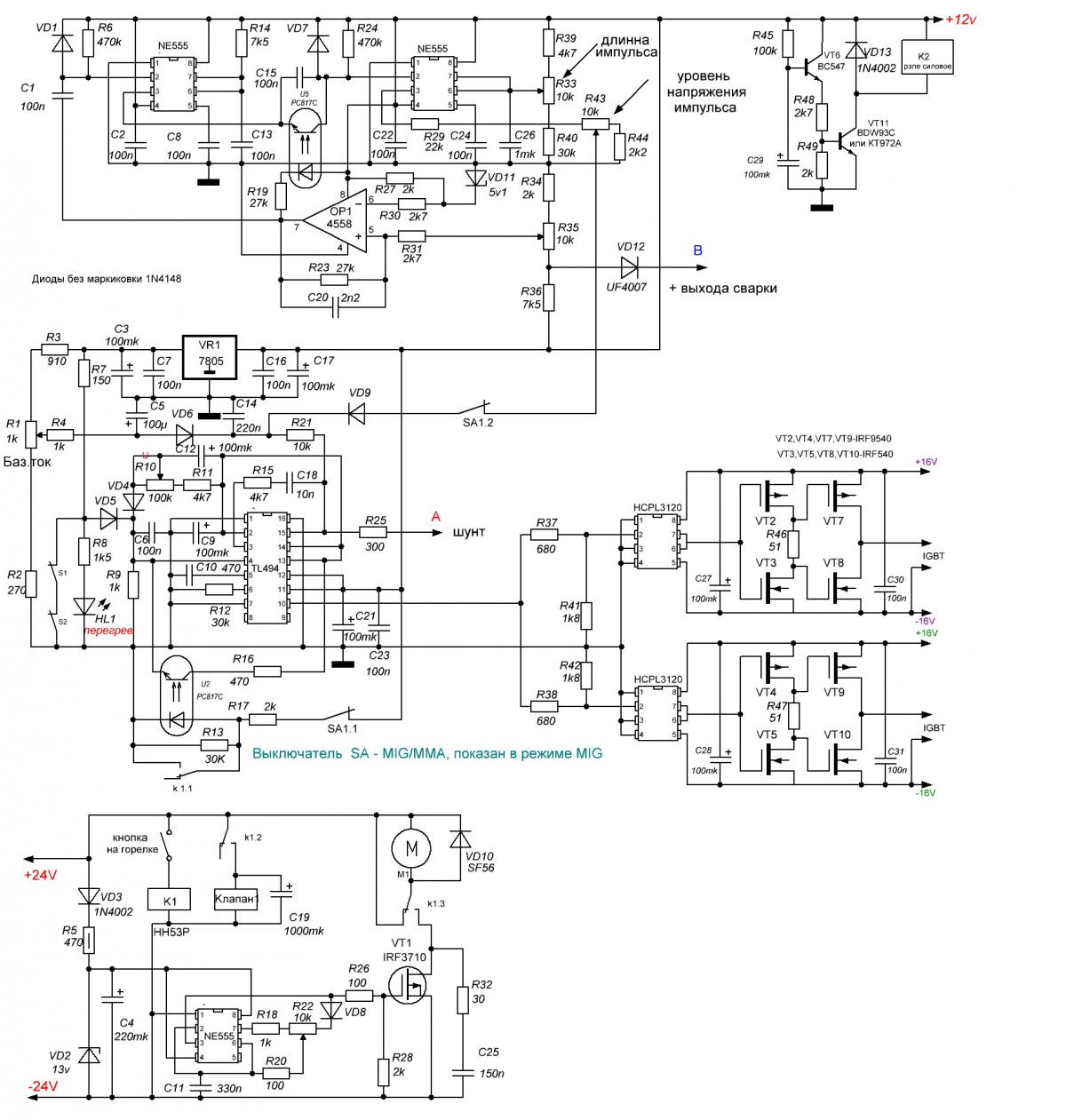 Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки3) Силовая часть. В качестве силового блока выступает понижающий трансформатор.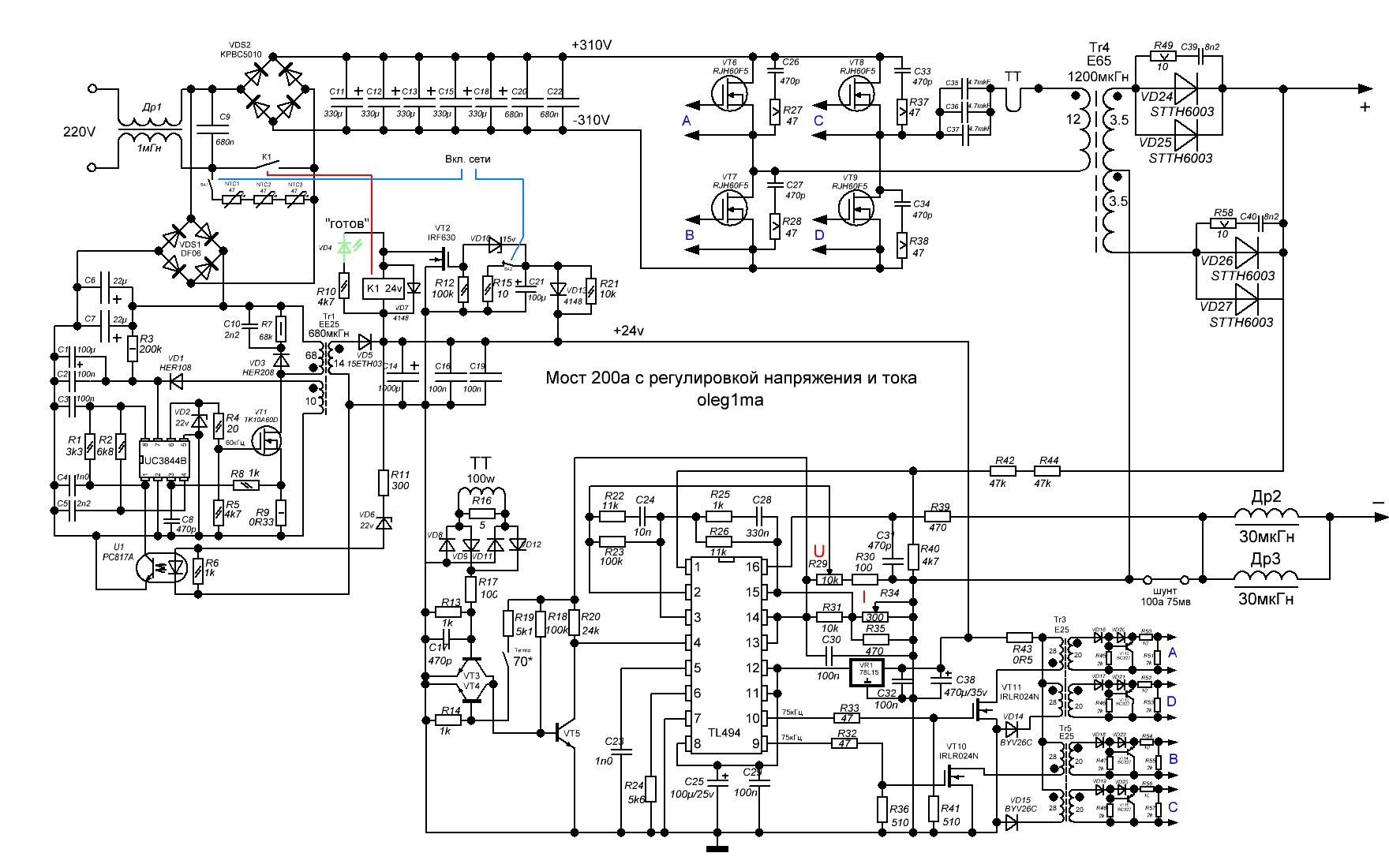 В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше.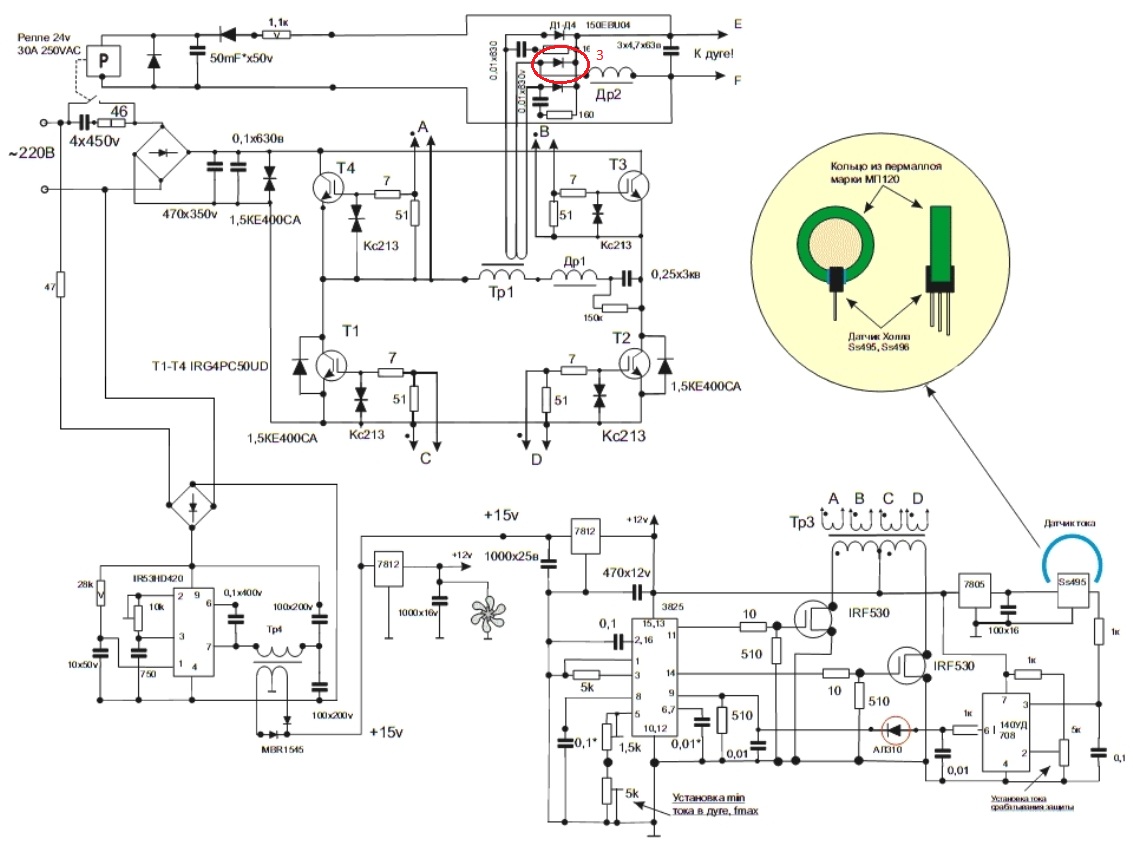 В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятораЕго рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройстваПри работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютераГде взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника.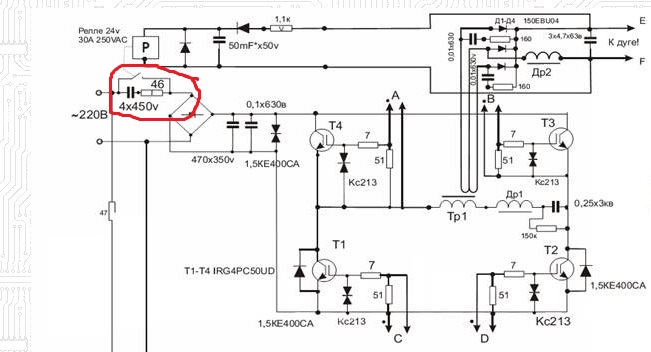 Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертораДиодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.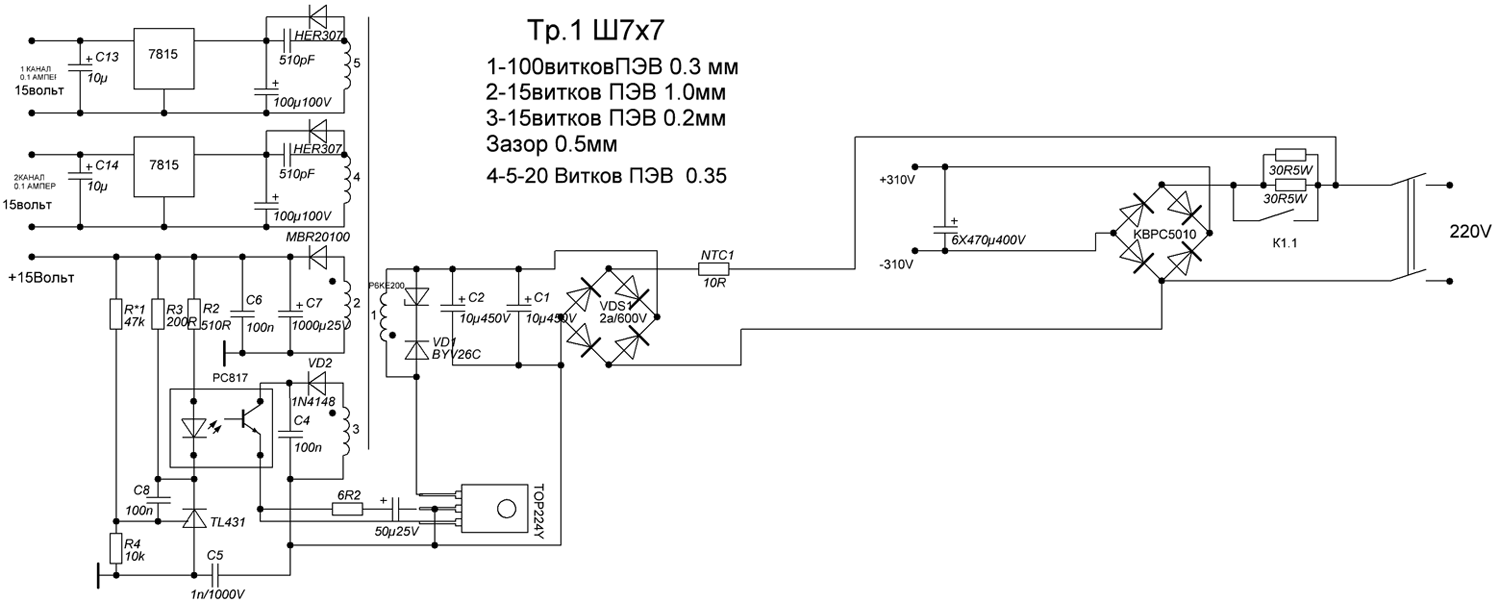
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.

Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
- https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall.ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
[свернуть]
Четыре Типовых Причины Неисправности Сварочных Инверторов
Четыре типовых причины неисправности сварочных инверторов
Всем работникам, связанным со сварочными инверторами привет!
Работаю в небольшой компании по ремонту и новому строительству. В каждой фирме, наверное, есть (по крайней мере обязаны быть) такие незаменимые работники широкого профиля. Не буду себя хвалить, но как-то так сложилось, что по жизни интересуюсь разными вещами и технологиями. А в наше время именно знания из разных областей часто пересекаются и решение каких-то проблем в одной области требует знаний в совершенно другой.
В каждой фирме, наверное, есть (по крайней мере обязаны быть) такие незаменимые работники широкого профиля. Не буду себя хвалить, но как-то так сложилось, что по жизни интересуюсь разными вещами и технологиями. А в наше время именно знания из разных областей часто пересекаются и решение каких-то проблем в одной области требует знаний в совершенно другой.
Компьютерные технологии, к примеру уже в любой технике, в том числе и в сварочной. Если раньше мы работали просто сварочными трансформаторами, потом сварочными выпрямителями типа «ВД 300». Аппараты были надежными, только тяжелыми и габаритными. Их ремонт даже не всегда требовал знаний основ электротехники. Можно было просто протянуть и заменить видимые оплавленные детали и контакты.
Современные сварочные инверторные аппараты напичканы электроникой и даже программным обеспечением. Профессиональные инверторы стоят дорого, потому как работают в сложных полевых условиях строек и цехов. Вся их электроника обеспечивает защиту от всевозможных воздействий снаружи, включая и человеческий фактор. Сварка на стройке и в ремонте порой сопровождается резкой и шлифовкой металла (работа болгарок) вблизи аппаратов, и такая электропроводная пыль всасывается во внутренности прибора. Повышенная влажность (дождь, снег перепады температур, зимнее время года), различные химические пары кислот и щелочей, угольной пыли, совершают свои коварные дела- убивают инверторы. А непрофессионализм и наплевательское отношение к оборудованию (а значит и к работе) выводят из строя самые защищенные модели сварочной техники. Но что делать-такова наша рабочая реальность -выход из строя очередного сварочного инвертора или аппарата плазменной резки (их конструкции и схемы схожи).
Сварка на стройке и в ремонте порой сопровождается резкой и шлифовкой металла (работа болгарок) вблизи аппаратов, и такая электропроводная пыль всасывается во внутренности прибора. Повышенная влажность (дождь, снег перепады температур, зимнее время года), различные химические пары кислот и щелочей, угольной пыли, совершают свои коварные дела- убивают инверторы. А непрофессионализм и наплевательское отношение к оборудованию (а значит и к работе) выводят из строя самые защищенные модели сварочной техники. Но что делать-такова наша рабочая реальность -выход из строя очередного сварочного инвертора или аппарата плазменной резки (их конструкции и схемы схожи).
Типичные неисправности сварочных инверторов и плазморезов и их причины.
Я порой (от скуки и по просьбе)) занимаюсь несложными ремонтами различного электрооборудования. Скажу сразу, что 90% дефектов устраняются с помощью простого мультиметра отвертки, изоленты и ножа. Да еще сухого сжатого воздуха (без паров масла) от компрессора, который есть в каждой ремонтной фирме.
1. Сварочный инвертор не включается, что делать?
Пляшем от розетки:
Убедитесь, что в розетке, куда подключен аппарат есть напряжение (20 % таких дефектов от «профи» сварщиков)
Возьмите мультиметр и прозвоните на К.З. концы вилки.
Затем раскрутите крышки аппарата и прозвоните целостность кабеля от вилки до входных клемм внутри инвертора.
Прозвоните включатель (кнопку) прозвонив контакты “ВКЛ “-” ВЫКЛ”
Основная причина такой неисправности — это разрыв цепочки питания до выпрямителя сварочного инвертора. “Специалисты” сварщики порой тягают свои аппараты за силовой кабель и ломают его в месте входа в аппарат. Кнопки выгорают из-за абразивной пыли. Если нужен срочно инвертор в работу, можно соединить контактные провода кнопки напрямую. В таком случае аппарат будет включаться только вилкой.
2. Сварочный инвертор при включении выбивает защитные автоматы сети и не включается.
- Первая причина это К.З. в вилке и кабеле, проверьте все как в пункте 1.
- Вторая причина — это пробой первичного моста выпрямителя или конденсаторов на выпрямителе. В таком случае мультиметр при подключении к разным контактам вилки или между фаз будет показывать какое-то сопротивление или К.З. В этом случае можно отдать в сервис по ремонту.
3. При сварке срабатывает защита от перегрузки и инвертор отключается
- Причиной может быть и выход из строя транзисторов, но в основном причина в загрязнении и ослаблении контактов в электронном блоке.
- Необходимо снять кожух со сварочного инвертора, продуть все внутренности сжатым воздухом. Воздух должен быть сухим и очищенным от масла. При продувке большим давлением воздуха не повредите вентилятор обдува (лопатки вентилятора могут сломаться).
- Протяните все контакты и заземляющие провода отверткой и ключиком.
- Проверьте исправность вентилятора охлаждения.
- Проверьте разъёмные соединители проводов, при необходимости почистите и обожмите разъемы плоскогубцами.
4. Сварочный ток инвертора не регулируется или “скачет” в большом диапазоне.
- Основная причина в загрязнении и “протечке” токов через абразивную пыль при повышенной влажности или слабости контактов в соединениях.
- Устраняется прочисткой с помощью воздуха или пылесоса с удалением отложений и просушкой инвертора.
- Так же проверьте разъёмные соединители проводов, при необходимости почистите и обожмите контакты.
Порой нам не хочется возиться с неисправными аппаратами, ищем сервисные службы по ремонту. Статью написал после того, как из такого вот сервиса получили 7 отремонтированных аппаратов, которые не отработали неделю. А в описании работ акта выполненных работ-перечень на двух листах и сумма в 35 т. р.! Возвращать аппараты сварки не было времени, и я решил посмотреть, что там не так. В итоге из 7-ми сварочных инвертора -6 исправил вышеуказанными способами.
 В так называемом сервисе даже не удосужились нормально почистить оборудование и установить недостающие элементы крепления (гаечки, болтики)
В так называемом сервисе даже не удосужились нормально почистить оборудование и установить недостающие элементы крепления (гаечки, болтики) Ремонт сварочного инвертора: диагностика и испытания
В этой статье я покажу на примере как ремонтировать сварочный инвертор аргонодуговой сварки. Расскажу почему не стоит ремонтировать такие аппараты самостоятельно и желательно не сдавать в ремонт гаражным мастерам. Будем ремонтировать сварочный инвертор НЕОН ВД-201 АД 2011 года выпуска. Хочется отметить, что аппарат уже ремонтировался «горе мастерами», поэтому некоторые неисправности пришлось устранять по вине этих неквалифицированных специалистов.
По внешнему виду аргонника видно, что сварочным аппаратом попользовались на славу. Умельцы приварили к корпусу самодельные ножки, сделанные из кусочков металлического профиля. Задача ножек — это изоляция корпуса сварочника от поверхности на которой он стоит, поэтому, если вы решили самостоятельно изготовить ножки, то рекомендуем в качестве материала использовать диэлектрик.
Диагностика
После снятия крышки сразу видно, что не хватает одного болта крепления радиаторов к силовым транзисторам и обратным диодам. Запрещено в таком виде эксплуатировать сварочный аппарат — есть вероятность, что транзистор плохо прижимается к радиатору, будет перекос, что приведет к его перегреву и быстрому выходу из строя.
После визуального осмотра пытаемся запустить аппарат от источника тока. Инвертор не запустился.
Откручиваем и снимаем плату CC-TIG и сразу становится понятно, что плату силового преобразователя уже ремонтировали. Видны следы небрежной пайки, отсутствие на контактных площадках защитного компаунда (виксинта).
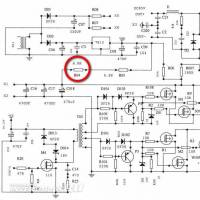
Для быстрой диагностики силовых транзисторов IGBT тестером в режиме прозвонки прикладываемся к формообразующей емкости (показаны красным на рисунке). Эти конденсаторы нужны для формирования фронта и среза для плавной коммутации транзисторов, т. к емкость расположена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, примерно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
к емкость расположена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, примерно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
Снимаем плату силового преобразователя и смотрим дальше.
На радиаторе охлаждения видим следы замыкания, можно сделать вывод, что транзисторы вышли из строя — сгорели. Транзисторы были припаяны безобразно. Наляпан припой таким образом, что заусенцы торчат и прижимаются вплотную к радиатору. Это быстро вызвало замыкание. Силовая техника не терпит такого. Цена ошибки ощутимо бьёт по карману владельца сварочного аппарата при ремонте.
Как правило с силовыми транзисторами сгорает и их обвязка — драйверные каскады. В них входят резисторы c2-33-0,25 номиналом 24 Oм, диоды 1n5819, транзистор 2n4403. Быстро можно проверить драйверный каскад через резистор 24 ОМ, если резистор жив, то и весь каскад наверняка исправен. Так же прозваниваем диод через резистор 6,8 Ком, в одну сторону с сопротивление должно быть около 2,8 КОм, в обратном 6,8 КОм. Так как аппарат уже ремонтировался неизвестно кем, меняем драйверные каскады.
Быстро можно проверить драйверный каскад через резистор 24 ОМ, если резистор жив, то и весь каскад наверняка исправен. Так же прозваниваем диод через резистор 6,8 Ком, в одну сторону с сопротивление должно быть около 2,8 КОм, в обратном 6,8 КОм. Так как аппарат уже ремонтировался неизвестно кем, меняем драйверные каскады.
Процесс ремонта
Выпаиваем силовые транзисторы и драйверную обвязку. Прочищаем контактые площадки от грязи, моем плату, подготавливаем отверстия под элементы.
Запаяли новые элементы. Так выглядит правильная пайка. Никаких ляпушек, кусков канифоли т.д. Качественный ремонт начинается с аккуратной пайки.
При пайке драйверов оказалось, что один из резисторов на 24 Ом был просто разорван. Хотя визуально было незаметно.
Места пайки платы включения инвертора сильно окислены, что привело к кольцевой трещине. Видно на фото.
Видно на фото.
Устранили кольцевую трещину. Аккуратно пропаяли контактные площадки.
На краях платы расположены транзисторы KSE 340 и KSE 350 c небольшими радиаторами, на них собраны компенсационные стабилизаторы на +- 15 Вольт для питания платы управления (СУ) и питания первичной обмотки базового трансформатора. Перед включением инвертора, даже от источника тока нужно убедиться, что питание на стабилитронах 15 Вольт. Допускается расхождение 0,3-0,5 Вольт между плечами. Запускаем плату инвертора от источника, в качестве нагрузки подключаем эмулятор нагрузки — дроссель. Без нагрузочного дросселя запускать инвертор запрещено, сразу сгорят силовые транзисторы. Для включения на плате нужно замкнуть оптопару (разрешение на включение). Запустить не удалось. После длительного процесса, выяснилось, что вышел из строя базовый трансформатор. Устанавливаем новый.
Плату инвертора успешно запустили.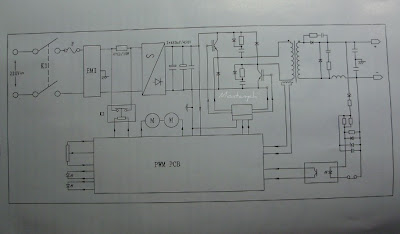 Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.
Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.
Вот такая красота у нас получилась.
Покрываем транзисторы равномерным слоем термопасты КПТ-8, поверхности транзисторов должны быть чистыми и сухими. Хочется отметить, что тиристор требует изоляции в виде 2 слоев слюды, каждый слой промазываем термопастой.
Собираем все обратно. В ходе ремонта так же поставили новый предохранитель на плату СС-tig и заменили шлейф на плате управления, шлейф от старости потерял эластичность, изоляция задубела и стала трескаться.
При включении высоковольтного осциллятора отсутствовала искра на выходе. Пришлось снять модуль, выяснилось, что провод оторвался от платы осциллятора. Синий провод виден на фото.
Запаяли, переклепали уголки крепления модуля, заодно почистили газовую магистраль от грязи, было ее там достаточно, если не прочистить, то давления в горелке не хватило бы для нормальной сварки.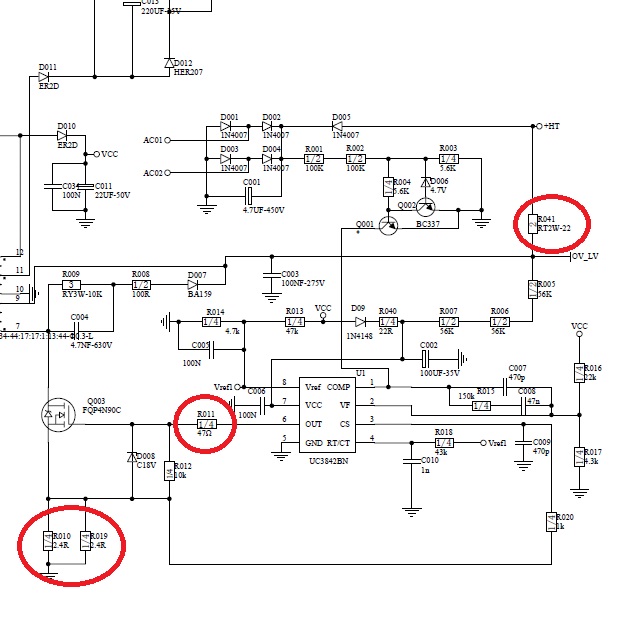
Аккуратно собираем все обратно, ставим аппарат на стенд, включаем от сети, проверяем выходные характеристики на балластном реостате. Важной особенностью аргонодугового аппарата является широкий диапазон регулировки выходного тока: от 5 до 200 Ампер, такой диапазон достигается с помощью дополнительного моточного узла — магнитный ключ, не буду вдаваться в подробности, но проверить его очень просто, при изменении тока нужно наблюдать за изменением частоты на диаграмме. При увеличении выходного тока, в районе 70 Ампер произойдет резкий скачок частоты преобразователя — частота уменьшится, а при уменьшении выходного тока произойдет обратный скачок — частота увеличится примерно в районе около 40 Ампер, если магнитный ключ неисправен, то диапазон регулировки выходного тока будет примерно от 20 до 180 Ампер, т.е. сварочный аппарат не будет выдавать минимум и максимум. Но это уже отдельная история.
Для финального испытания подключаем сварочный аппарат к балластному реостату и даем полный ток.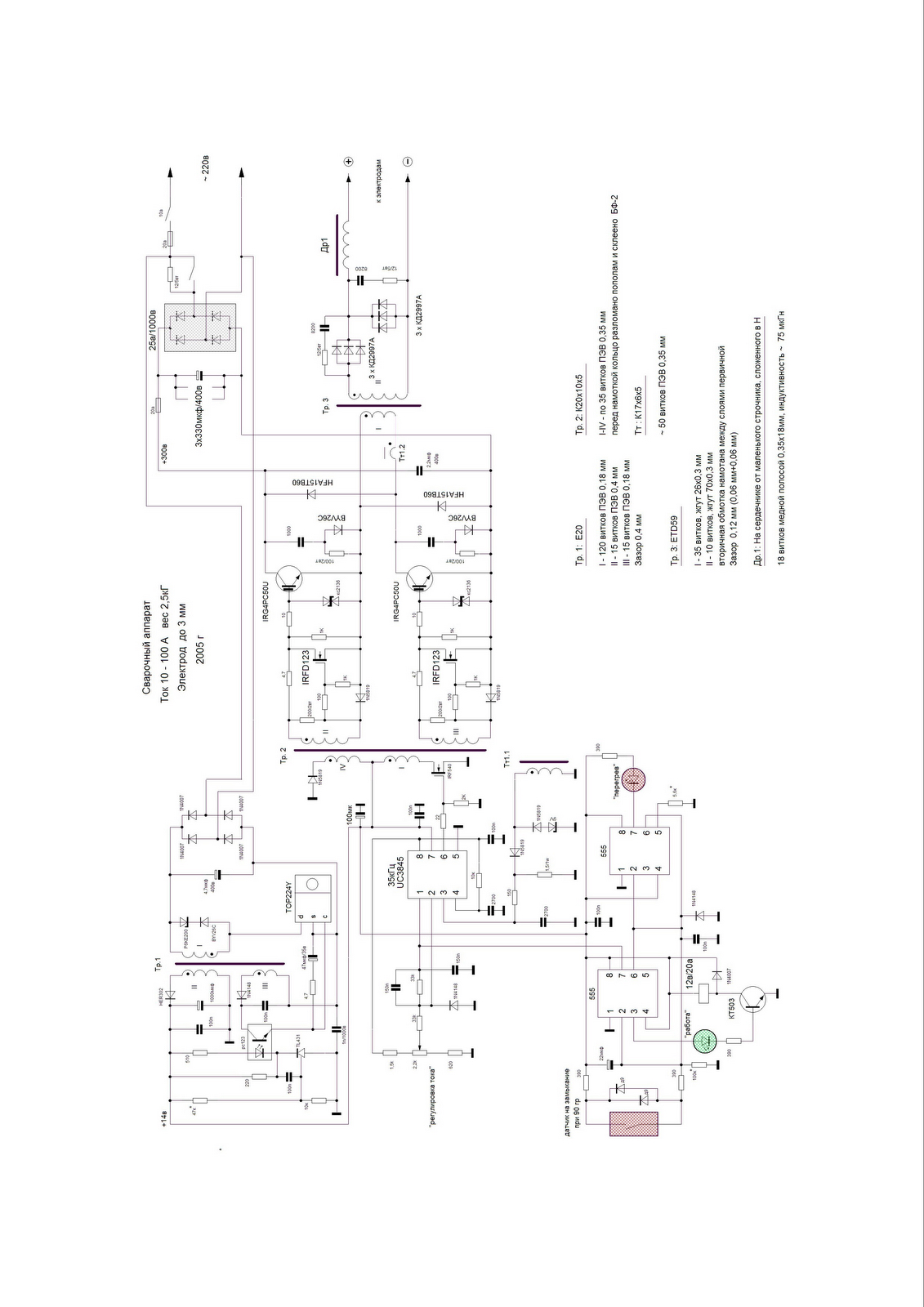 В данном случае это 200 Ампер. В условиях реальной сварки напряжение на дуге в районе 25 Вольт, поэтому исправный сварочный аппарат на максимальном токе должен обеспечивать падение напряжения 25 Вольт, или немного выше.
В данном случае это 200 Ампер. В условиях реальной сварки напряжение на дуге в районе 25 Вольт, поэтому исправный сварочный аппарат на максимальном токе должен обеспечивать падение напряжения 25 Вольт, или немного выше.
Для экономии денег и времени не рекомендуем сдавать свою сварочную технику на ремонт в кустарные мастерские. В данное время очень мало мастеров, которые имеют достаточную компетенцию для ремонта. Такие мастера только сломают вам сварочный аппарат, а за ремонт в дальнейшем платить придется только Вам.
Делаем ремонт сварочных инверторов своими руками
26.02.2018 Эмметт Браун Самоделки
Аппарат инверторного типа имеет сложную конструкцию, результатом чего являются меньшие показатели надежности, но более качественная сварка. Как и все приборы, он может сломаться. Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому. Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Если вы увидели такую деталь, то замените её новой. Если внешние дефекты отсутствуют, возьмите мультиметр и выполните проверку всех транзисторов. Когда обнаружите несправный, замените его точно таким же, но рабочим.
На следующем этапе, нужно осуществить проверку элементов драйвера, то есть силовых транзисторов. Если произошла поломка такого элемента, вместе с ними ломаются детали, приводящие их в действие. Силовые транзисторы проверяются омметром, и есть неисправность, заменяются.
Если поломку не удалось обнаружить, то следует проверить выпрямители. Выпрямителями служат диодные мосты, установленные поверх радиатора. Эти детали – самые жизнеспособные части в инверторе, однако, и они могут выйти из строя.
Чтобы выполнить качественную проверку диодного моста, его нужно отпаять и снять с платы. Таким образом, вам удасца избежать короткого замыкания, да и осуществлять ремонтные работы так существенно легче.
Когда прозванивается группа, и прозвонка осуществляется накоротко, причиной поломки является поврежденный либо просто неисправный диод. Выпаивать мост намного проще паяльником с отсосом.
Ремонт сварочных инверторов своими руками завершается осмотром платы, управляющей ключами. Она является самым сложным элементом инвертора, и остальные части работают благодаря ей. Следует выполнить проверку наличия управляющего сигнала, поступающего к шинкам затворов в ключевом модуле. Данная проверка достаточно легко осуществляется осциллографом. В более сложных и неясных случаях, следует воспользоваться услугами профессионалов и не пробовать исправить что-то самому, дабы не повредить прибор еще сильнее, тем более, если гарантия еще не истекла.
Видео ремонт сварочных инверторов своими руками
Источник: sdelaj-sam.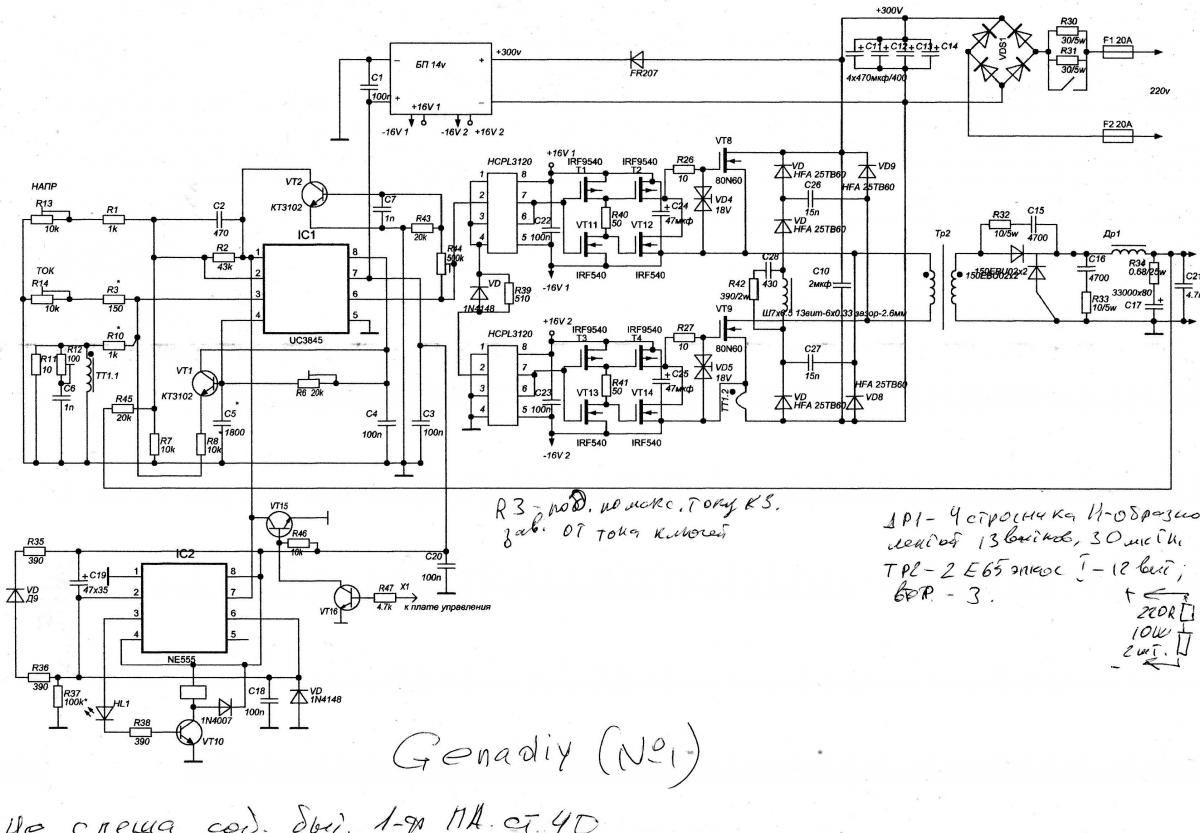 com
com
конструкция инверторов, причины неполадок (фото и видео)
Ремонт сварочного инвертора не представляет особых трудностей для человека, знакомого с этим типом оборудования.
Устройство сварочного инвертора.
Одними из наиболее распространенных сварочных инверторов являются устройства фирмы «Ресанта». Как любое техническое устройство, сварочные аппараты Ресанта в процессе эксплуатации могут выходить из строя. Для восстановления работоспособности агрегатов проводится ремонт сварочных инверторов.
Сварочные инверторы являются устройствами, которые способны обеспечить качественное выполнение сварочных работ при создании максимально комфортных условий для работы мастера. Однако часто при интенсивной эксплуатации устройства, оно способно выходить из строя. Надежность аппаратов этого типа является значительно ниже, чем у трансформаторов и выпрямителей. Инвертор является электронным устройством, в отличие от трансформатора, который относится к электротехническим приборам.
Для выполнения восстановительных работ при проведении ремонта инверторного сварочного аппарата требуется не только иметь под рукой необходимый набор инструментов, но и знать принцип работы устройств этого типа.
Общая информация об инверторных устройствах
Электрическая схема сварочного инвертора.
Ремонт сварочного инвертора своими руками следует проводить только после того, как досконально изучены принципы функционирования аппарата и его конструкция.
Инвертор конструктивно представляет собой источник постоянного электротока, который предназначен для создания и поддержания электрической дуги при проведении сварочных работ с металлом. Принцип работы такого аппарата основан на получении сварочного тока высокой силы путем высокочастотного преобразования, что дает возможность значительно уменьшить размеры устройства и повысить стабильность рабочего тока.
Процедура получения нужной силы электротока включает несколько этапов преобразования:
- начальное выпрямление электротока, получаемого с бытовой электросети с напряжением 220 В;
- трансформирование выпрямленного тока в электроток с высокой частотой;
- повышение силы тока при соответствующем понижении показателя напряжения в высокочастотном трансформаторе;
- повторное выпрямление перед получением рабочего сварочного тока.
Выпрямление осуществляется при помощи диодных мостов с большой мощностью. Изменение частоты происходит при помощи использования мощных транзисторов. Требуемая сила рабочего сварочного тока достигается путем использования высокочастотного трансформатора.
Вам может быть интересно: Сайт о фундаменте.
Конструкция инверторов для сварных работ
Перед тем как осуществлять ремонт сварочных инверторов, следует ознакомиться со структурой и конструктивными особенностями сварочных агрегатов инверторного типа.
Схема блока входного выпрямителя.
Сварочные инверторные агрегаты включают в своем составе несколько конструкционных блоков. Блок питания осуществляет стабилизирование входного напряжения. Схема этого конструкционного блока основана на использовании многообмоточного дросселя, имеющего управление на основе транзисторов с накоплением электроэнергии в конденсаторе. В качестве дополнительного элемента в блоке стабилизации используются диоды. Блок, обеспечивающий стабилизацию питающего напряжения, размещается отдельно в корпусе инвертора и отделяется от остального пространства металлической перегородкой.
Блок, обеспечивающий стабилизацию питающего напряжения, размещается отдельно в корпусе инвертора и отделяется от остального пространства металлической перегородкой.
Основным блоком сварочного агрегата, работающего по инверторному типу, является силовой блок. Этот конструктивный блок прибора обеспечивает все необходимые преобразования электротока, поступающего от блока питания, для преобразования его в сварочный рабочий электроток. В составе силового элемента имеются:
- первичный выпрямитель;
- преобразователь инверторного типа;
- трансформатор высокой частоты;
- выходной выпрямитель.
Первичный выпрямитель конструктивно представлен диодным мостом, на который осуществляется подача электротока имеющего силу не более 40 А и напряжение, варьирующее в пределах 200-250 вольт. Частота входного тока равна 50 Гц.
Способы подключения сварочного инвертора.
Преобразователь изготавливается на основе силового транзистора, имеющего мощность не менее 8 кВт, с рабочим напряжением 400 В. После преобразователя частота тока повышается до 100 кГц.
После преобразователя частота тока повышается до 100 кГц.
Основу высокочастотного трансформатора составляют ленточные обмотки. Этот элемент устройства обеспечивает повышение силы тока до 250 А при одновременном снижении напряжения во вторичной обмотке до уровня 40 В.
Сборка вторичного выпрямителя осуществляется на основе мощных диодов, которые имеют рабочую силу тока не меньше 250 А и напряжение в районе 100 В. В процессе работы всех компонентов инверторного сварочного аппарата осуществляется выделение большого количества тепловой энергии, что приводит к сильному разогреву устройства. Для предотвращения разогрева применяется качественное охлаждение, обеспечиваемое использованием в устройстве инвертора мощных вентиляторов. Для стабилизирования выходного тока в системе на входном плато устанавливается специальный дроссель.
Причины выхода из строя инверторных устройств и типы неисправностей
Большая часть поломок в работе сварочных аппаратов Ресанта связана с нарушениями правил использования аппаратуры. Очень часто причиной выхода конструкции из строя является попадание влаги внутрь агрегата. Поломку аппарата способно вызвать большое скопление пыли внутри корпуса. При наличии среди пылевых частиц токопроводящих элементов последствия такого загрязнения могут быть непредсказуемыми.
Очень часто причиной выхода конструкции из строя является попадание влаги внутрь агрегата. Поломку аппарата способно вызвать большое скопление пыли внутри корпуса. При наличии среди пылевых частиц токопроводящих элементов последствия такого загрязнения могут быть непредсказуемыми.
Схема дросселя сварочного инвертора.
Причиной поломки может стать использование приспособления для осуществления работ, на которые оно не было рассчитано. Сильное падение напряжения в бытовой сети в процессе использования сварочника способно привести к его выходу из строя. Поломку может вызвать некачественное закрепление входных и выходных кабелей в контактных клеммах. В результате отсутствия хорошего контакта образуется зона перегрева и искрения. В силовых элементах поломка происходит в результате возникновения перегрева при некачественном охлаждении.
Существует несколько типов неисправностей инвертора. Наиболее распространенной поломкой является отсутствие рабочего тока на выходе устройства при наличии питания на его входе.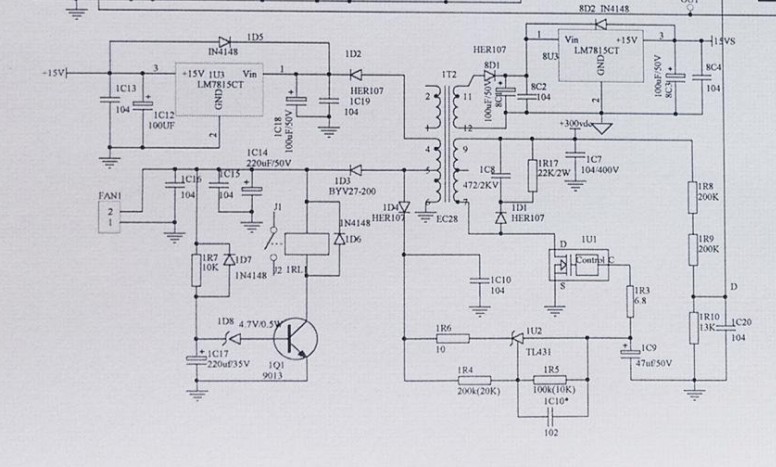 Такая неисправность может быть вызвана перегоранием предохранителей, или разрушением целостности цепи.
Такая неисправность может быть вызвана перегоранием предохранителей, или разрушением целостности цепи.
Следующим видом поломки является недостижение выходным током требуемых параметров даже при установке максимальных настроек. Такая неисправность, чаще всего, связана с падением напряжения в сети питания и на контактных колодках аппарата за счет ослабления контактов. Дополнительно возможно возникновение такой неисправности в результате неисправности в силовой части блока.
Возникновение отключений может свидетельствовать о коротких замыканиях. При появлении таких неисправностей происходит срабатывание системы защиты прибора, что вызывает аварийное отключение.
Порядок проведения ремонта
Проведение ремонта сварочника следует начинать с осуществления внешнего осмотра. Визуальными методами проверяется наличие мехповреждений агрегата и следов возникновения коротких замыканий. После этого осматривается и проверяется качество крепления кабелей к клеммам. В случае невыявления причин неисправности следует вскрыть крышку устройства и провести визуальный осмотр внутренностей приспособления..jpg.3ae42f15c3f40c18a14849367c17c2aa.jpg) В процессе выявления поломки следует проверить показатели входного и выходного токов. При отсутствии внешних признаков следует провести поблочное обследование. Начинать проверку следует с блока питания.
В процессе выявления поломки следует проверить показатели входного и выходного токов. При отсутствии внешних признаков следует провести поблочное обследование. Начинать проверку следует с блока питания.
Проверка силового блока и блока управления основана на осмотре и проверке технических показателей компонентов этих конструктивных элементов. Чаще всего неисправностью силового компонента прибора является выход из строя его основного элемента – силового транзистора. Обычно неисправности силового транзистора проявляются явными внешними признаками, в виде следов повреждения. При отсутствии внешних признаков повреждения транзистора требуется проверить его при помощи мультиметра. В случае, если элемент вышел из строя, его требуется заменить. Аналогично проводят проверку всех компонентов входящих в электронную схему агрегата и, при необходимости, их меняют на новые.
Отремонтирована проблема со сварочным инвертором. Модель Handy Stick 180
Мой брат привез свой сварочный аппарат в ремонт. Он объяснил проблему; пока он включал сварщика, утечка на землю продолжает отключаться.
Он объяснил проблему; пока он включал сварщика, утечка на землю продолжает отключаться.
У него эта машина была почти 15 лет, и хотя она выглядит потрепанной и старой, она все еще делает то, что должна делать.
Я включил машину, и когда я нажал кнопку питания, в моем магазине произошла утечка на землю, как мой брат объяснил ранее.Сварку с ним не делал, просто подключил шнур питания и нажал кнопку включения.
По опыту, когда что-то подобное случается, я обычно обращаюсь к IGBT и диодным выпрямителям и проверяю их. Для этого мне пришлось открутить много винтов, чтобы добраться до них.
Мне пришлось открутить винты, удерживающие желтые кабели, а затем винты, удерживающие IGBT и диодные выпрямители.
Эта плата установлена на большой пластине радиатора, обращенной к охлаждающему вентилятору, чтобы поддерживать охлаждение IGBT и диодных выпрямителей во время работы сварочного аппарата.
Вы могли видеть оставшийся зазор, когда я вынул основную логическую плату для проверки.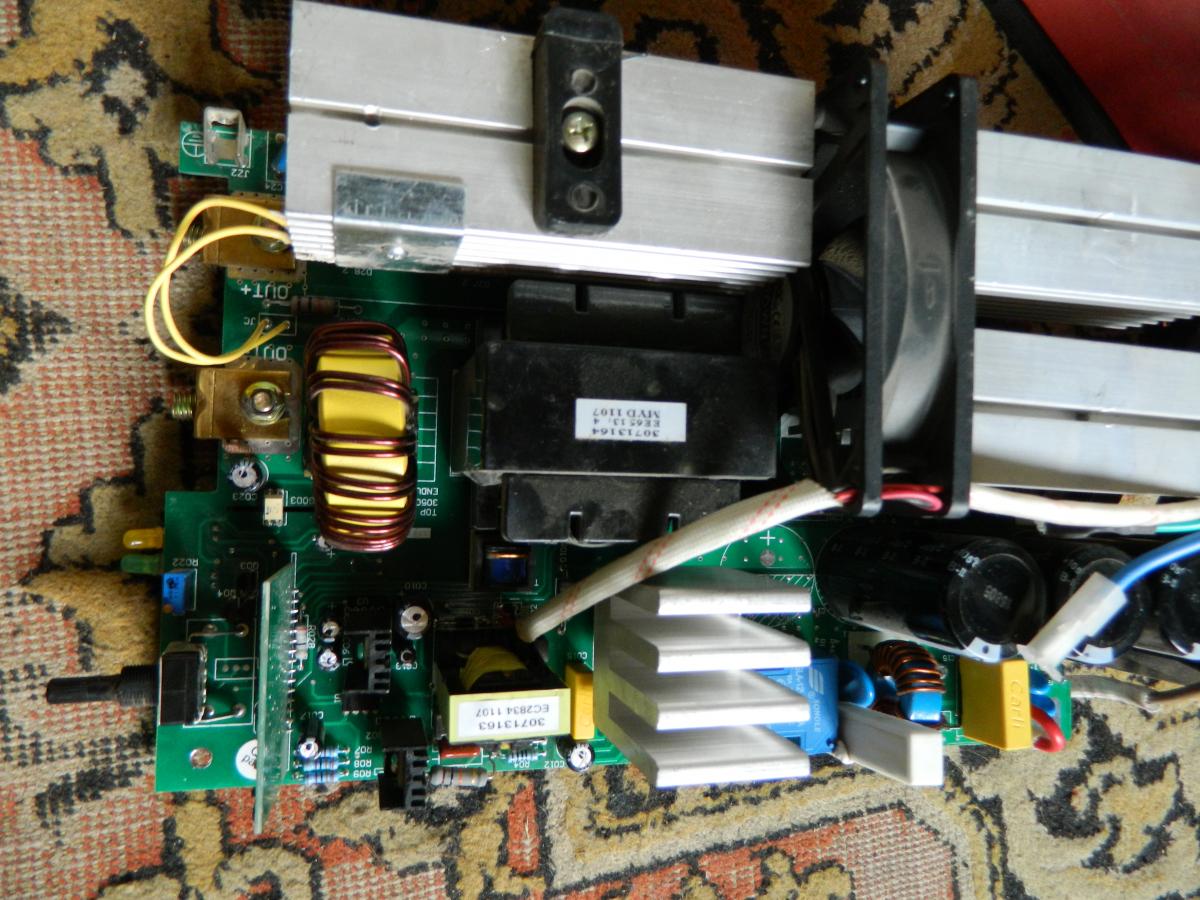
Все IGBT и диодные выпрямители проверены нормально, но я мог видеть одну часть с незакрепленными контактами, припаянную к основной плате.
Оказалось, что термопредохранитель имеет незакрепленные контакты. Я снова припаял его контакты к плате. Я не думаю, что это было частью проблемы, которую я пытаюсь решить.
Вторым моим шагом было выявить проблему.Вторая моя подозрительная деталь, где мостовой выпрямитель и основные конденсаторы.
Я отсоединил главный мостовой выпрямитель от главных конденсаторов и включил машину. Вентилятор включился, зеленый свет загорелся, и на этот раз машина не отключила ключ утечки на землю.
Я подключил главные конденсаторы обратно к отрицательной и положительной клеммам мостового выпрямителя, но на этот раз я отключил кабель, идущий к основной плате, и угадайте, что? Когда я включил машину, в моем магазине произошла утечка на землю, как только я нажал кнопку питания.
В этом приборе четыре конденсатора. Они 560 мкФ / 400 вольт. Если вы посмотрите туда, где находится стрелка, вы увидите, что на отрицательном выводе конденсаторов начало образовываться черное пятно.
Они 560 мкФ / 400 вольт. Если вы посмотрите туда, где находится стрелка, вы увидите, что на отрицательном выводе конденсаторов начало образовываться черное пятно.
Это одна из площадок, закрывающих выводы конденсатора, и на отрицательном выводе конденсаторов видны темные пятна. На всех конденсаторах обнаружил такую же отметку.
У меня конденсатор такой же номинал но основная проблема; они немного длиннее.Я решил попробовать и посмотреть.
Как только я включил сварочный аппарат, загорелся зеленый свет, и утечка на землю не сработала, что свидетельствует о том, что проблема решена.
Разные по размеру, но мне удалось поместиться внутрь машины.
Миссия выполнена.
Эта статья была подготовлена для вас Валидом Ришмави, одним из наших «Мастеров-авторов», который в настоящее время работает в районе Вифлеема в Палестине, ремонтируя электрическое и электронное оборудование.
P.S- Знаете ли вы кого-нибудь из ваших друзей, кому понравился бы этот контент, который вы сейчас читаете? Если да, перешлите этот веб-сайт своим друзьям или вы можете пригласить своих друзей подписаться на мою информационную рассылку бесплатно по этой ссылке.
Примечание: вы можете проверить его предыдущие статьи по ремонту по ссылке ниже:
https://www.electronicsrepairfaq.com/a-dead-digital-soldering-iron-bought-back-to-life
Лучший ремонт инверторных сварочных аппаратов — Отличные предложения по ремонту инверторных сварочных аппаратов от глобальных продавцов ремонта инверторных сварочных аппаратов
Отличные новости !!! Вы попали в нужное место для ремонта инверторного сварочного аппарата.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший ремонт инверторного сварочного аппарата вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили инверторный сварочный аппарат на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в ремонте инверторных сварочных аппаратов и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.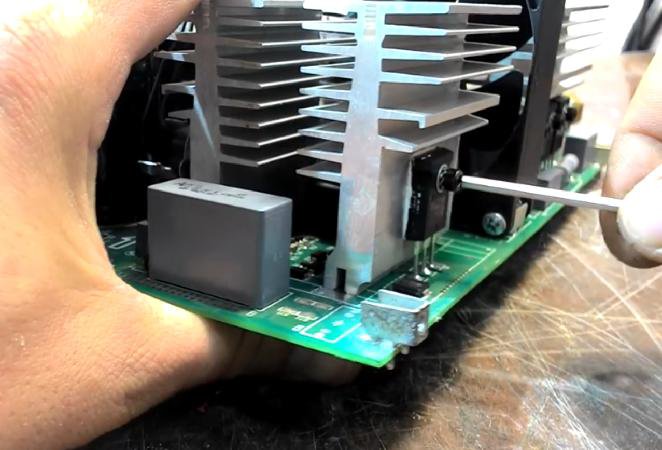 Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Inverter Welder repair по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Обзоры на ремонт сварки инвертором— интернет-магазины и отзывы на ремонт сварки инвертором
на AliExpressОтличные новости !!! Для ремонта инверторной сварки вы обратились по адресу.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший ремонтный инверторный сварочный аппарат вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили ремонт инверторной сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в ремонте инверторной сварки и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Inverter Welding repair по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации.