Сварочный инвертор ремонт своими руками
Главная » Статьи » Сварочный инвертор ремонт своими руками
Процедура ремонта сварочных инверторов своими руками (схемы, видео)
Ремонт сварочных инверторов является довольно распространенным мероприятием, даже если речь идет об устройствах от ведущих производителей. У каждого прибора есть свой срок службы, по мере приближения к которому различные компоненты агрегата могут постепенно терять свою работоспособность, выдавать ошибки, в итоге это приводит к нарушениям процессов сварки.
Устройство сварочного инвертора
Ошибка многих владельцев сварочных инверторов заключается в том, что они пытаются действовать наобум. В народе подобный ремонт носит название «метод тыка». У некоторых даже это получается, но в большинстве случаев самостоятельный ремонт обычно заканчивается окончательной поломкой или необходимостью обращаться в сервисный центр.
Вы готовы потратить огромные деньги на восстановление рабочего состояния своего устройства? Или проще сразу приобрести новый аппарат? Все зависит от того, что именно случилось с агрегатом.
Первое, с чего вам следует начать, это достать из упаковки вашего сварочного инвертора инструкцию. Если речь идет о хороших производителях, все они обязательно предоставляют схемы, инструкции, руководства не только по эксплуатации, но и ремонту.
Заводские схемы поломок и их устранение — это основное пособие, которое должно быть перед вами во время проведения ремонтных работ своими руками. Все остальное — вспомогательные средства. Хотя от видео инструкций по ремонту отказываться не стоит.
Виды и причины поломок
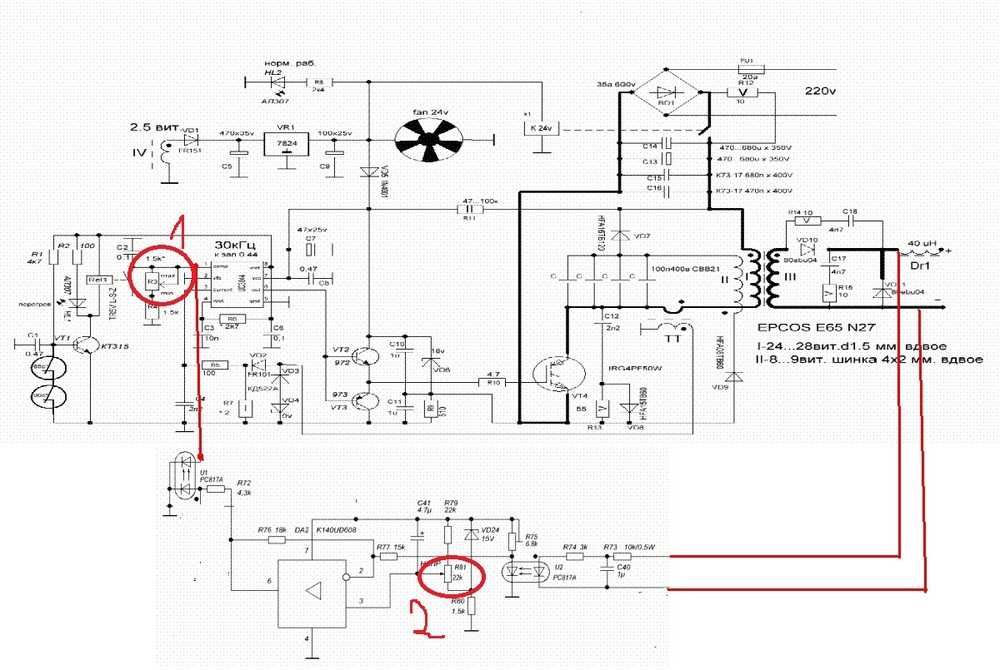
Электрическая схема сварочного инвертора для ремонта своими руками
Все поломки, которые могут возникать у сварочных инверторов, делят на две основные группы.
- Первая группа неисправностей инверторов вызвана применением несоответствующих режимов работы для выполняемых сварочных операций.
- Вторая группа связана с поломкой или нарушением работоспособности электроники сварочных устройств.


Начните с элементарных мероприятий по проверке сварочного аппарата, постепенно исключая те или иные причины. Если проверка показывает, что все со сваркой хорошо, но он все равно не функционирует, причиной может быть электросхема.
Электронная составляющая сварочного аппарата может выйти из строя по нескольким причинам:
- В сварочном устройстве оказалась влага. Такое часто случается, когда сварочные работы проводятся во время дождя или снега;
- Внутри корпуса сварочного инвертора накопилось большое количество пыли, грязи. Из-за этого перестает нормально работать система охлаждения. Потому дабы избежать подобных неприятностей, все схемы эксплуатации инверторов требуют обязательной периодической чистки;
- Мастер не соблюдал рекомендуемые режимы во время проведения сварочных работ инвертором. Элементарный пример — инвертор работал дольше, чем ему положено по инструкции. Потому возникла перегрузка, устройство вышло из строя.
 youtube.com/embed/26iF9mijOXM?feature=oembed»>
youtube.com/embed/26iF9mijOXM?feature=oembed»> Популярные неисправности
Практика показывает, что нарушение правильной схемы работы сварочного инвертора обычно вызывается однотипными причинами. Рассмотрев их, вам будет проще отремонтировать агрегат.
- Неустойчивая дуга сварочного инвертора или разбрызгивание электрода. Такие ситуации возможны тогда, когда вы выбрали несоответствующий режим сварочного тока. Все рекомендации указаны в инструкциях, на упаковке, потому не спешите от них избавляться. Если же упаковки нет, а правильные параметры вы не знаете, попробуйте подавать по 20-40 А на 1 мм диаметра используемого электрода. Если скорость сварки будет падать, величина тока снижается.
- Электрод постоянно липнет к свариваемому металлу. Здесь причин сразу несколько. Зачастую прилипание возникает из-за недостаточно высокого питающего напряжения сети, от которой работает инвертор. Другая причина — нарушение контакта модулей в гнездах. Чтобы устранить неисправность, нужно подтянуть крепежи или плотнее зафиксировать платы.
- Когда инвертор подключен к сети, все индикаторы функционируют, но сварка все равно не работает, причин может быть две. Первая и наиболее распространенная — аппарат перегрелся. Вторая заключается в самопроизвольном отключении кабелей сварочного устройства или их повреждение.
- Если отключается сетевое напряжение во время сварочных работ, это говорит о неправильно подобранном автоматическом выключателе в электрощите. Схемы предусматривают применение устройства с выдержкой тока до 25 Ампер.
- Если аппарат не включается, вероятнее всего в сети слишком низкое напряжение. Потому инвертор не может активироваться.
- При длительной работе инвертора он отключился. Это вызвано срабатыванием защиты, которая отключает агрегат при превышении предельной температуры. Подождав около 20 минут, вскоре вы сможете продолжить работу.


Ремонтные работы
Отремонтировать своими руками вышедший из строя сварочный агрегат не так сложно, как может некоторым показаться. Да, не всегда ремонт сварочного инвертора возможен без вмешательства специалистов. Но попробовать вам никто не мешает, прежде чем платить внушительные деньги мастерам.
- Для начала проведите визуальный осмотр своими руками. Для этого надо вскрыть корпус, проверить состояние элементов инвертора на предмет их целостности, износа, наличие дефектов и пр. Если отыскали провода с плохой или разорванной пайкой, вооружитесь паяльником и восстановите все соединения. Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность.
- Если визуально все с аппаратом хорошо, вам потребуется своими руками протестировать элементы. Для этого воспользуйтесь мультиметров или обычным омметром. Мультиметр универсальнее, потому подходит больше для комплексного ремонта.
- Наиболее подверженная поломкам часть инвертора — это транзисторы. Начните прозвон с них, а также с драйверов транзисторов. Это обусловлено тем, что именно драйвер становится причиной поломки силового транзистора.
- Своими руками убедитесь в исправном состоянии проводников. На них могут возникать обрывы и следы подгаров. Если элементы подгорели, удалите их и припаяйте новые.
- Тщательно проверьте все разъемы в начинке инвертора. Обычно достаточно их зачистить, хотя иногда ситуации более сложные.
- Оба выпрямителя (выходной и входной) — это обычные диодные мосты, которые монтируются на радиатор инверторного устройства. Они отличаются надежностью, потому редко выходят из строя. Но убедитесь в их целостности нужно. Для этого воспользуйтесь тестером, прозвонив все диоды. Если удалось отыскать пробитый, просто замените поврежденный элемент.
- Последний этап — это проверка платы управления ключами. У инвертора они являются наиболее сложными элементами, поскольку от их работоспособности зависит работа всех остальных компонентов. Здесь вам пригодится осциллограф.
 Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность.
Все схемы соединений указаны на корпусе или в инструкции от производителя. Старайтесь строго им следовать, а не проявлять самостоятельность. Они отличаются надежностью, потому редко выходят из строя. Но убедитесь в их целостности нужно. Для этого воспользуйтесь тестером, прозвонив все диоды. Если удалось отыскать пробитый, просто замените поврежденный элемент.
Они отличаются надежностью, потому редко выходят из строя. Но убедитесь в их целостности нужно. Для этого воспользуйтесь тестером, прозвонив все диоды. Если удалось отыскать пробитый, просто замените поврежденный элемент.Если вам не удалось определить своими руками причины поломки инвертора, аппарат придется отнести в сервисный центр. Не имя опыта в ремонте сварочных устройств, не стоит пытаться решить проблему самостоятельно.
Рейтинг статьи — рейтинг материала: 4,00 из 5 Loading…
tvoistanok.ru
Делаем ремонт сварочных инверторов своими руками
Аппарат инверторного типа имеет сложную конструкцию, результатом чего являются меньшие показатели надежности, но более качественная сварка. Как и все приборы, он может сломаться. Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому. Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому. Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов. Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой. Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Сначала, входной выпрямитель выпрямляет ток, а потом инверторный модуль делает ток переменным высокочастотным. После этого, силовой трансформатор осуществляет преобразование высокочастотного тока в сварочный. Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного. Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного. Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Как выполняется проверка сварочного инвертора
Ремонт сварочных инверторов своими руками начинается с проверки транзисторов. Эти детали ломаются чаще всего, и подлежат первоочередной проверке. Неисправную деталь можно вычислить визуально, она может быть с поврежденным корпусом и перегоревшими выводами.
Если вы увидели такую деталь, то замените её новой. Если внешние дефекты отсутствуют, возьмите мультиметр и выполните проверку всех транзисторов. Когда обнаружите несправный, замените его точно таким же, но рабочим.
На следующем этапе, нужно осуществить проверку элементов драйвера, то есть силовых транзисторов. Если произошла поломка такого элемента, вместе с ними ломаются детали, приводящие их в действие. Силовые транзисторы проверяются омметром, и есть неисправность, заменяются.
Если поломку не удалось обнаружить, то следует проверить выпрямители. Выпрямителями служат диодные мосты, установленные поверх радиатора. Эти детали – самые жизнеспособные части в инверторе, однако, и они могут выйти из строя.
Чтобы выполнить качественную проверку диодного моста, его нужно отпаять и снять с платы. Таким образом, вам удасца избежать короткого замыкания, да и осуществлять ремонтные работы так существенно легче.
Когда прозванивается группа, и прозвонка осуществляется накоротко, причиной поломки является поврежденный либо просто неисправный диод. Выпаивать мост намного проще паяльником с отсосом.
Ремонт сварочных инверторов своими руками завершается осмотром платы, управляющей ключами. Она является самым сложным элементом инвертора, и остальные части работают благодаря ей. Следует выполнить проверку наличия управляющего сигнала, поступающего к шинкам затворов в ключевом модуле. Данная проверка достаточно легко осуществляется осциллографом. В более сложных и неясных случаях, следует воспользоваться услугами профессионалов и не пробовать исправить что-то самому, дабы не повредить прибор еще сильнее, тем более, если гарантия еще не истекла.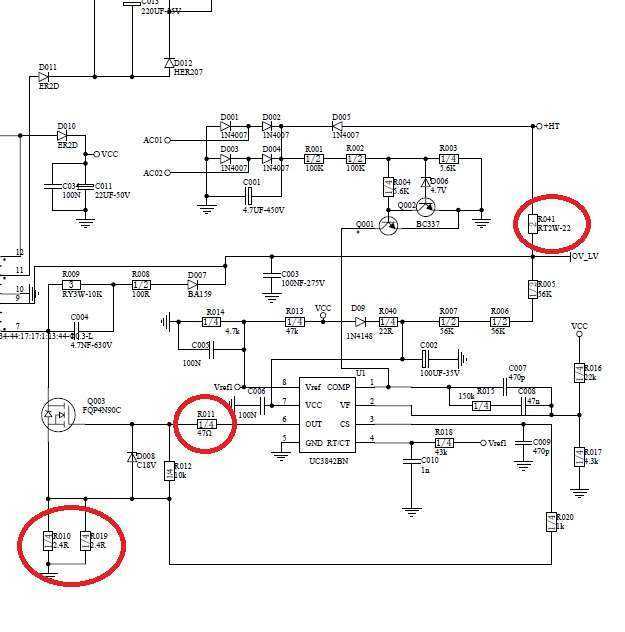
Видео ремонт сварочных инверторов своими руками
sdelaj-sam.com
Проведение ремонта сварочного инвертора
Ремонт сварочного инвертора не представляет особых трудностей для человека, знакомого с этим типом оборудования.
Устройство сварочного инвертора.
Одними из наиболее распространенных сварочных инверторов являются устройства фирмы «Ресанта». Как любое техническое устройство, сварочные аппараты Ресанта в процессе эксплуатации могут выходить из строя. Для восстановления работоспособности агрегатов проводится ремонт сварочных инверторов.
Сварочные инверторы являются устройствами, которые способны обеспечить качественное выполнение сварочных работ при создании максимально комфортных условий для работы мастера. Однако часто при интенсивной эксплуатации устройства, оно способно выходить из строя. Надежность аппаратов этого типа является значительно ниже, чем у трансформаторов и выпрямителей. Инвертор является электронным устройством, в отличие от трансформатора, который относится к электротехническим приборам.
Инвертор является электронным устройством, в отличие от трансформатора, который относится к электротехническим приборам.
Для выполнения восстановительных работ при проведении ремонта инверторного сварочного аппарата требуется не только иметь под рукой необходимый набор инструментов, но и знать принцип работы устройств этого типа.
Общая информация об инверторных устройствах
Электрическая схема сварочного инвертора.
Ремонт сварочного инвертора своими руками следует проводить только после того, как досконально изучены принципы функционирования аппарата и его конструкция.
Инвертор конструктивно представляет собой источник постоянного электротока, который предназначен для создания и поддержания электрической дуги при проведении сварочных работ с металлом. Принцип работы такого аппарата основан на получении сварочного тока высокой силы путем высокочастотного преобразования, что дает возможность значительно уменьшить размеры устройства и повысить стабильность рабочего тока.
Процедура получения нужной силы электротока включает несколько этапов преобразования:
- начальное выпрямление электротока, получаемого с бытовой электросети с напряжением 220 В;
- трансформирование выпрямленного тока в электроток с высокой частотой;
- повышение силы тока при соответствующем понижении показателя напряжения в высокочастотном трансформаторе;
- повторное выпрямление перед получением рабочего сварочного тока.
Выпрямление осуществляется при помощи диодных мостов с большой мощностью. Изменение частоты происходит при помощи использования мощных транзисторов. Требуемая сила рабочего сварочного тока достигается путем использования высокочастотного трансформатора.
Конструкция инверторов для сварных работ
Перед тем как осуществлять ремонт сварочных инверторов, следует ознакомиться со структурой и конструктивными особенностями сварочных агрегатов инверторного типа.
Схема блока входного выпрямителя.
Сварочные инверторные агрегаты включают в своем составе несколько конструкционных блоков.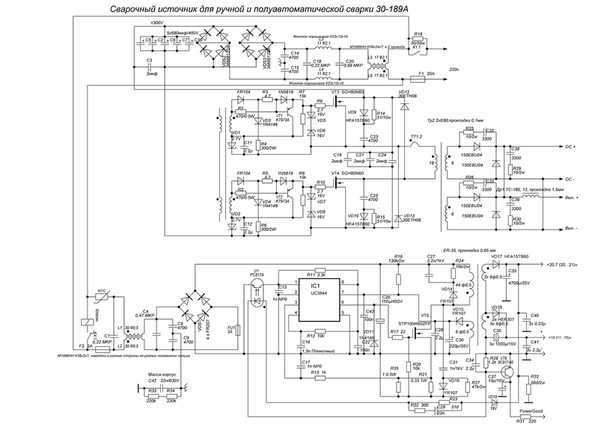 Блок питания осуществляет стабилизирование входного напряжения. Схема этого конструкционного блока основана на использовании многообмоточного дросселя, имеющего управление на основе транзисторов с накоплением электроэнергии в конденсаторе. В качестве дополнительного элемента в блоке стабилизации используются диоды. Блок, обеспечивающий стабилизацию питающего напряжения, размещается отдельно в корпусе инвертора и отделяется от остального пространства металлической перегородкой.
Блок питания осуществляет стабилизирование входного напряжения. Схема этого конструкционного блока основана на использовании многообмоточного дросселя, имеющего управление на основе транзисторов с накоплением электроэнергии в конденсаторе. В качестве дополнительного элемента в блоке стабилизации используются диоды. Блок, обеспечивающий стабилизацию питающего напряжения, размещается отдельно в корпусе инвертора и отделяется от остального пространства металлической перегородкой.
Основным блоком сварочного агрегата, работающего по инверторному типу, является силовой блок. Этот конструктивный блок прибора обеспечивает все необходимые преобразования электротока, поступающего от блока питания, для преобразования его в сварочный рабочий электроток. В составе силового элемента имеются:
- первичный выпрямитель;
- преобразователь инверторного типа;
- трансформатор высокой частоты;
- выходной выпрямитель.
Первичный выпрямитель конструктивно представлен диодным мостом, на который осуществляется подача электротока имеющего силу не более 40 А и напряжение, варьирующее в пределах 200-250 вольт. Частота входного тока равна 50 Гц.
Частота входного тока равна 50 Гц.
Способы подключения сварочного инвертора.
Преобразователь изготавливается на основе силового транзистора, имеющего мощность не менее 8 кВт, с рабочим напряжением 400 В. После преобразователя частота тока повышается до 100 кГц.
Основу высокочастотного трансформатора составляют ленточные обмотки. Этот элемент устройства обеспечивает повышение силы тока до 250 А при одновременном снижении напряжения во вторичной обмотке до уровня 40 В.
Сборка вторичного выпрямителя осуществляется на основе мощных диодов, которые имеют рабочую силу тока не меньше 250 А и напряжение в районе 100 В. В процессе работы всех компонентов инверторного сварочного аппарата осуществляется выделение большого количества тепловой энергии, что приводит к сильному разогреву устройства. Для предотвращения разогрева применяется качественное охлаждение, обеспечиваемое использованием в устройстве инвертора мощных вентиляторов. Для стабилизирования выходного тока в системе на входном плато устанавливается специальный дроссель.
Причины выхода из строя инверторных устройств и типы неисправностей
Большая часть поломок в работе сварочных аппаратов Ресанта связана с нарушениями правил использования аппаратуры. Очень часто причиной выхода конструкции из строя является попадание влаги внутрь агрегата. Поломку аппарата способно вызвать большое скопление пыли внутри корпуса. При наличии среди пылевых частиц токопроводящих элементов последствия такого загрязнения могут быть непредсказуемыми.
Схема дросселя сварочного инвертора.
Причиной поломки может стать использование приспособления для осуществления работ, на которые оно не было рассчитано. Сильное падение напряжения в бытовой сети в процессе использования сварочника способно привести к его выходу из строя. Поломку может вызвать некачественное закрепление входных и выходных кабелей в контактных клеммах. В результате отсутствия хорошего контакта образуется зона перегрева и искрения. В силовых элементах поломка происходит в результате возникновения перегрева при некачественном охлаждении.
Существует несколько типов неисправностей инвертора. Наиболее распространенной поломкой является отсутствие рабочего тока на выходе устройства при наличии питания на его входе. Такая неисправность может быть вызвана перегоранием предохранителей, или разрушением целостности цепи.
Следующим видом поломки является недостижение выходным током требуемых параметров даже при установке максимальных настроек. Такая неисправность, чаще всего, связана с падением напряжения в сети питания и на контактных колодках аппарата за счет ослабления контактов. Дополнительно возможно возникновение такой неисправности в результате неисправности в силовой части блока.
Возникновение отключений может свидетельствовать о коротких замыканиях. При появлении таких неисправностей происходит срабатывание системы защиты прибора, что вызывает аварийное отключение.
Порядок проведения ремонта
Проведение ремонта сварочника следует начинать с осуществления внешнего осмотра. Визуальными методами проверяется наличие мехповреждений агрегата и следов возникновения коротких замыканий. После этого осматривается и проверяется качество крепления кабелей к клеммам. В случае невыявления причин неисправности следует вскрыть крышку устройства и провести визуальный осмотр внутренностей приспособления. В процессе выявления поломки следует проверить показатели входного и выходного токов. При отсутствии внешних признаков следует провести поблочное обследование. Начинать проверку следует с блока питания.
После этого осматривается и проверяется качество крепления кабелей к клеммам. В случае невыявления причин неисправности следует вскрыть крышку устройства и провести визуальный осмотр внутренностей приспособления. В процессе выявления поломки следует проверить показатели входного и выходного токов. При отсутствии внешних признаков следует провести поблочное обследование. Начинать проверку следует с блока питания.
Проверка силового блока и блока управления основана на осмотре и проверке технических показателей компонентов этих конструктивных элементов. Чаще всего неисправностью силового компонента прибора является выход из строя его основного элемента — силового транзистора. Обычно неисправности силового транзистора проявляются явными внешними признаками, в виде следов повреждения. При отсутствии внешних признаков повреждения транзистора требуется проверить его при помощи мультиметра. В случае, если элемент вышел из строя, его требуется заменить. Аналогично проводят проверку всех компонентов входящих в электронную схему агрегата и, при необходимости, их меняют на новые.
В случае, если элемент вышел из строя, его требуется заменить. Аналогично проводят проверку всех компонентов входящих в электронную схему агрегата и, при необходимости, их меняют на новые.
masterinstrumenta.ru
Как сделать сварочный инвертор своими руками
У большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу с габаритами конструкции.
На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у всех их очень схожий принцип действия. Чтобы смастерить инвертор сварочный своими руками или починить его, необходимо понять, как функционируют в нем внутренние схемы.
Сварочный инвертор своими руками схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвера силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Изготавливая сварочный инвертор своими руками схемы для понимающего человека играют самую важную роль. Ниже приведена еще одна из них, на которой изображена силовая часть.
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик.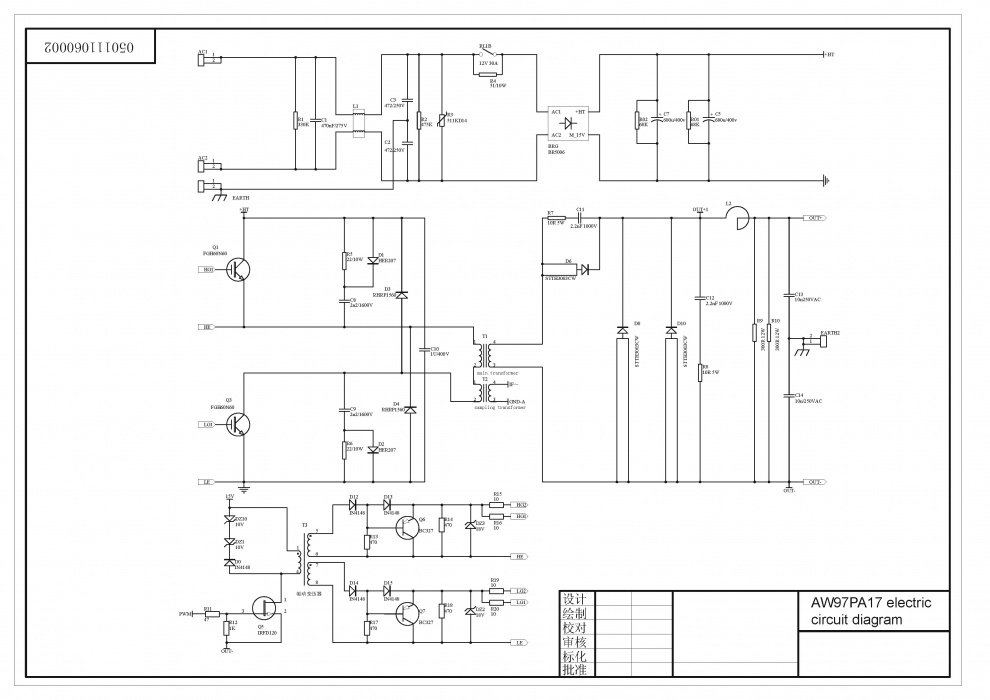 Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
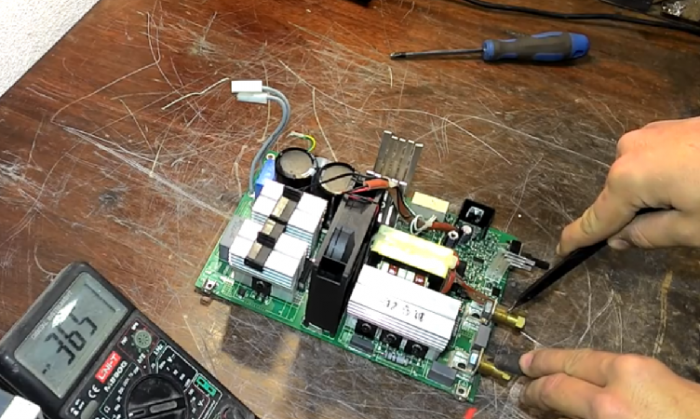
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.
Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, сопровождаясь мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного сгорания устройства. Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается слишком чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.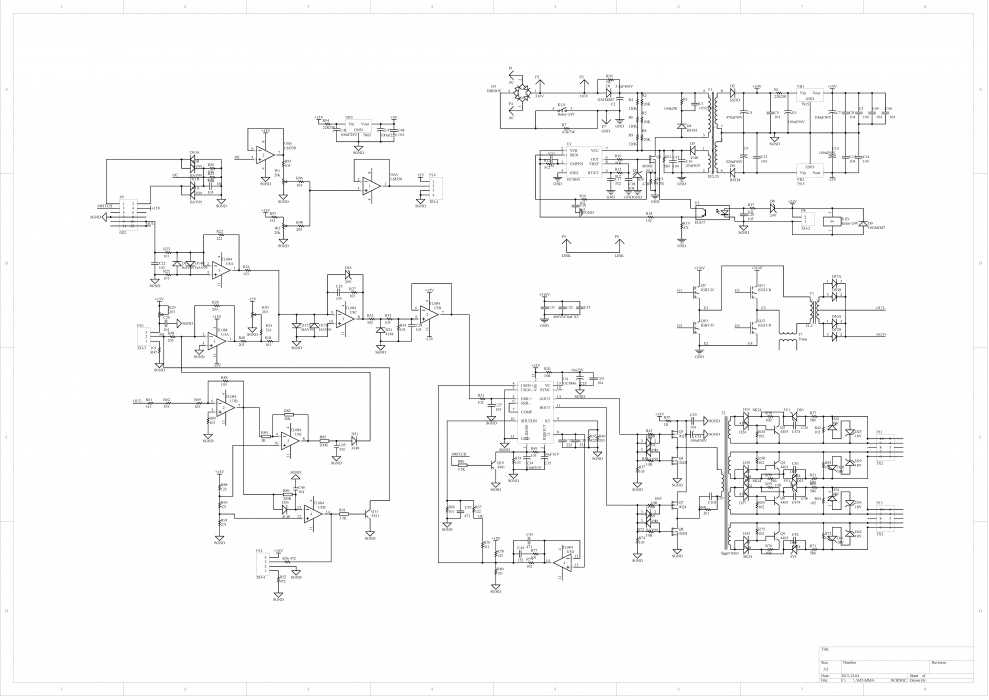
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтоб не ухудшить ситуацию.
boldproject.ru
Ремонт сварочного инвертора своими руками
Инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники и конструктивных особенностей аппарата.
Проведение ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники и конструктивных особенностей аппарата.
Содержание
Принцип работы сварочного инвертора
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.
Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.

Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
Конструкция сварочного инвертора
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой.
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
Управление и защита
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Почему инверторы выходят из строя
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации.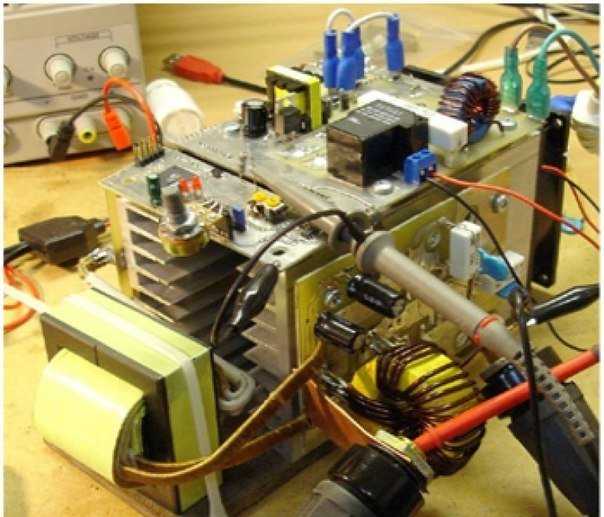 Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Основные неисправности сварочных инверторов
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.
- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.
Порядок действий при проведении ремонтных работ
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.
В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.
Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен.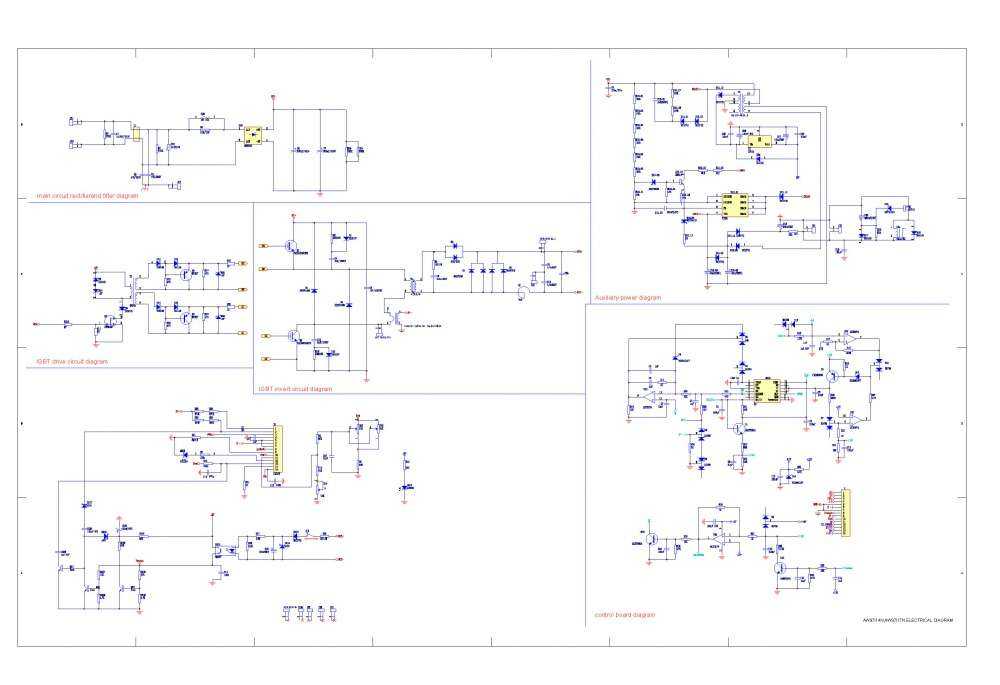 При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.
При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Инструменты для ремонта инвертора
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Ремонт сварочных инверторов своими руками
 youtube.com/embed/R7k5tv37c48?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/R7k5tv37c48?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства.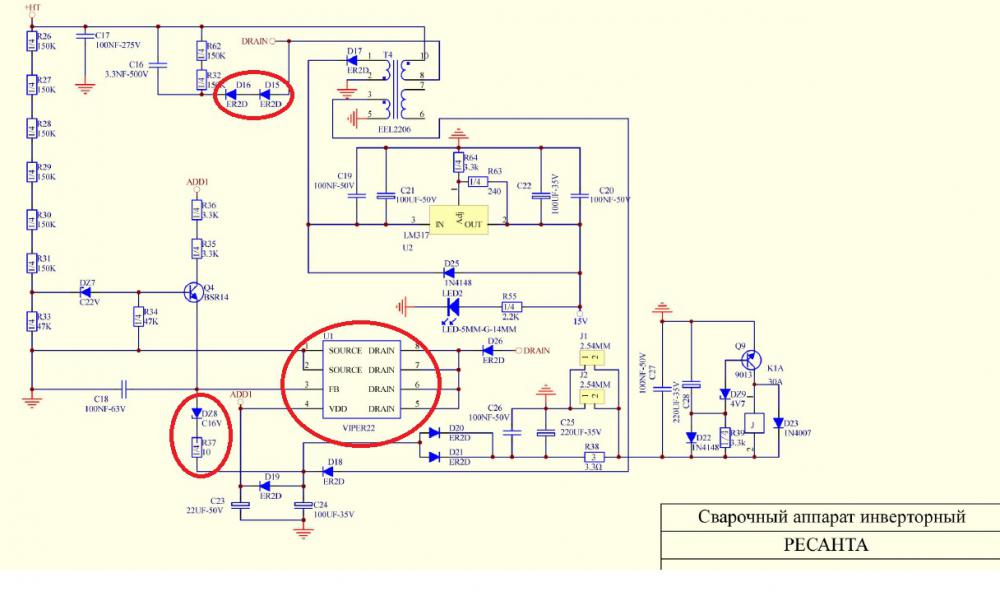 Основными в его конструкции являются следующие блоки:
Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. [attention type=red]Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.[/attention] В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
[blockquote_gray]Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.
Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.[/blockquote_gray]
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.

Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.
- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки.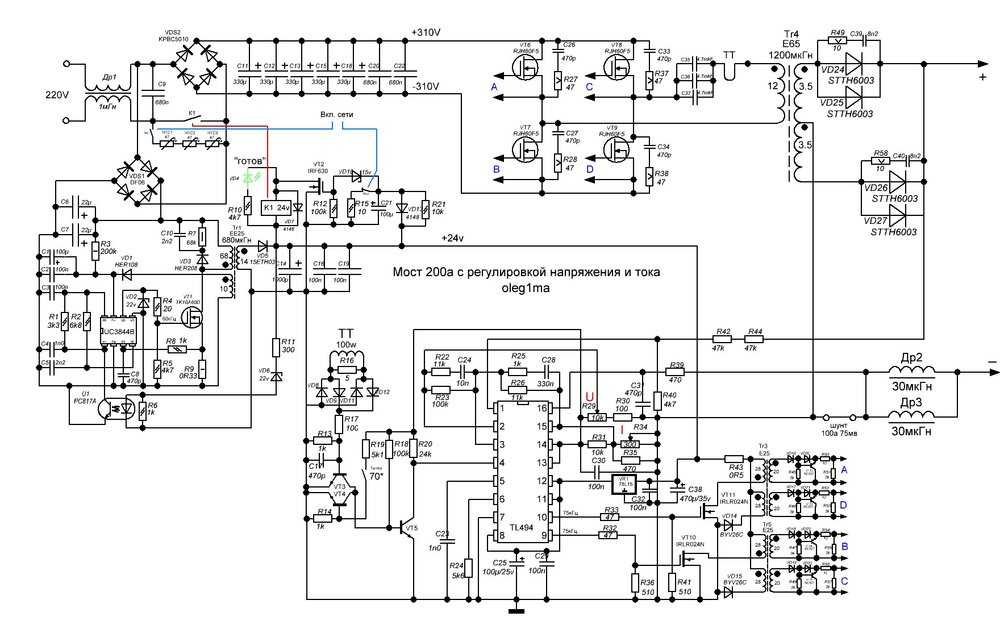 В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы. [attention type=green]При подозрении на неисправность транзистор выпаивается из схемы (как проверить транзистор мультиметром — мы уже знаем). [/attention]При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
[blockquote_gray]Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.[/blockquote_gray]
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности. [attention type=red]При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод. [/attention]Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
[attention type=red]При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод. [/attention]Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.

Видео о ремонте сварочных инверторов
Современные передовые автомобили требуют изменений в методах крепления для ремонта при столкновении — часть 1
В этой первой из двух частей мы рассмотрим некоторые методы крепления, необходимые для современных автомобилей, поврежденных при столкновении. Мы сосредоточимся на сварке стали и алюминия. Во второй части мы более подробно рассмотрим склеивание и некоторые механические крепления, которые потребуются для ремонта.
Сталь GMA (MIG) Welding
GMA (MIG) сварка уже много лет является одним из основных продуктов в индустрии ремонта после аварии. Сварочные аппараты Steel GMA (MIG) предлагают специалистам по ремонту после столкновений ряд преимуществ: скромная стоимость владения; простота использования; доступное обучение; минимальное обслуживание; и техники знакомы с оборудованием.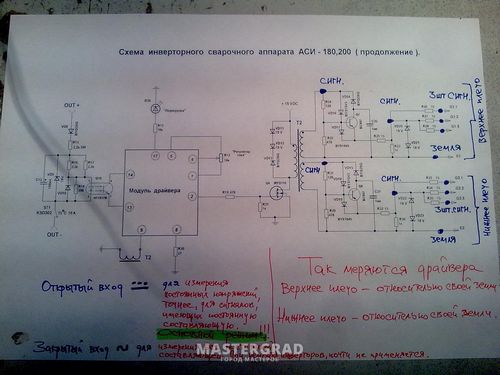
Когда GMA-сварка (MIG) стала набирать популярность, ее часто называли просто MIG-сваркой. Хотя этот термин широко известен, он не совсем точен. MIG расшифровывается как «металлический инертный газ» и является точным при выполнении сварных швов с использованием инертного защитного газа, такого как 100-процентный аргон. Тем не менее, для большинства аварийных ремонтов мы используем защитный газ, который на 75 процентов состоит из аргона и на 25 процентов из углекислого газа (часто называемый 75/25 или C-25). Поскольку двуокись углерода является активным газом, правильным термином будет сварка MAG. Независимо от того, выполняет ли технический специалист сварку MIG или MAG, оба процесса являются методами сварки в среде газовой дуги (GMA), поэтому I CAR, Межотраслевая конференция по ремонту автомобилей после столкновений и другие переключились на GMA (MIG). ) когда речь идет о процессе — GMA, если быть точным с технической точки зрения, и MIG, чтобы облегчить его узнаваемость… достаточно просто, верно?
Поскольку сварка GMA (MIG) стали широко распространена в отрасли ремонта после аварии, мы не будем уделять ей много времени в этой статье. Тем не менее, есть несколько важных моментов, которые нам необходимо затронуть. Для большей части сварки цельных кузовов мы, вероятно, будем использовать аппарат на 110 В с 0,6–0,9 мм (0,023–0,035 дюйма) 6-электродной проволокой ER70S и защитным газом C-25. Для сварки рам грузовиков мы все еще можем использовать электродную проволоку ER70S-6 с защитным газом C-25, но нам понадобится машина на 220 В и электродная проволока 1,2 мм (0,045 дюйма). Также имейте в виду, что некоторым производителям транспортных средств для некоторых сварочных работ требуется трехэлектродная проволока ER70S. Как всегда, важно обращаться к инструкциям производителя транспортного средства для любых требований по замене деталей и сварке.
Тем не менее, есть несколько важных моментов, которые нам необходимо затронуть. Для большей части сварки цельных кузовов мы, вероятно, будем использовать аппарат на 110 В с 0,6–0,9 мм (0,023–0,035 дюйма) 6-электродной проволокой ER70S и защитным газом C-25. Для сварки рам грузовиков мы все еще можем использовать электродную проволоку ER70S-6 с защитным газом C-25, но нам понадобится машина на 220 В и электродная проволока 1,2 мм (0,045 дюйма). Также имейте в виду, что некоторым производителям транспортных средств для некоторых сварочных работ требуется трехэлектродная проволока ER70S. Как всегда, важно обращаться к инструкциям производителя транспортного средства для любых требований по замене деталей и сварке.
Недавним примером нового требования производителя транспортных средств к сварке является заявление Honda о том, что проволока ER70S-6 может использоваться только для сталей с пределом прочности на растяжение 440 МПа или меньше. Для любой стали на автомобилях Honda от 440 МПа до 980 МПа теперь требуется электродная проволока Bosch DS980J.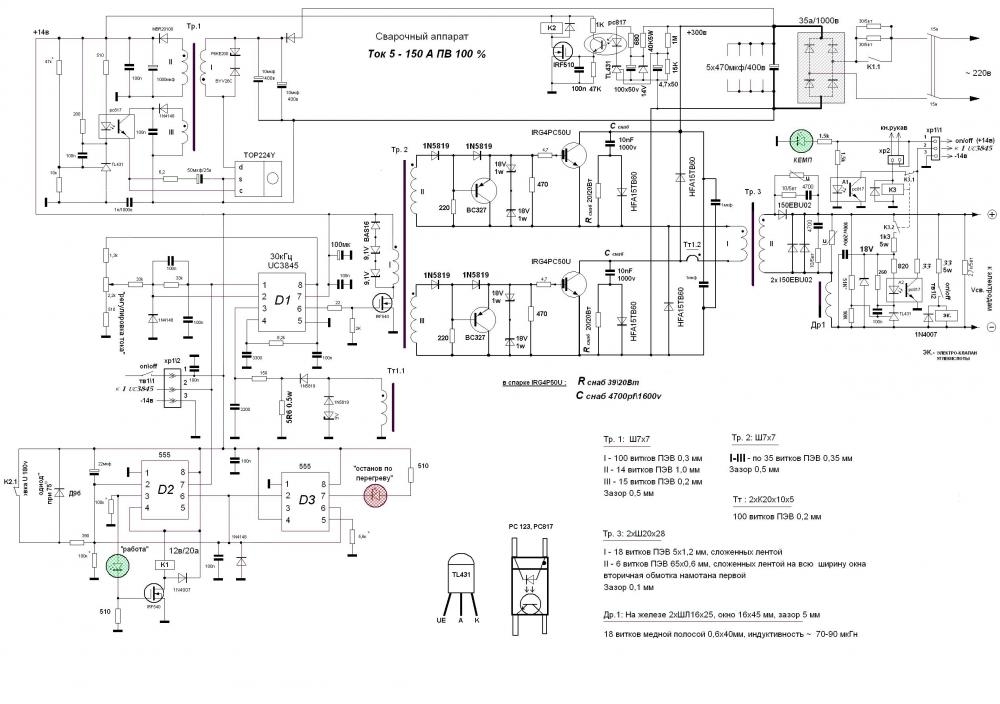 У I-CAR через портал технической поддержки I-CAR Repairability есть копия требования из недавней публикации Honda Body Repair News. Вы можете получить доступ к публикации, а также к большому количеству другой важной информации о производителях автомобилей на сайте www.rts.i-car.com, или вы можете перейти непосредственно к статье в Руководстве по ремонту кузова Honda Руководство по сварке и разрезанию, редакция
У I-CAR через портал технической поддержки I-CAR Repairability есть копия требования из недавней публикации Honda Body Repair News. Вы можете получить доступ к публикации, а также к большому количеству другой важной информации о производителях автомобилей на сайте www.rts.i-car.com, или вы можете перейти непосредственно к статье в Руководстве по ремонту кузова Honda Руководство по сварке и разрезанию, редакция
Алюминий GMA (MIG) Сварка
Многие говорят нам, что ремонт алюминия не сложен, он просто другой; но когда дело доходит до сварки, все совсем по-другому. В отличие от сварки GMA (MIG) стали, сварка алюминия — это настоящая сварка MIG. Поскольку используется 100-процентный защитный газ аргон, название «инертный» абсолютно точно подходит для сварки алюминия. Есть также ряд других различий между сваркой стали и алюминия. (Изображение № 5610)
В то время как сварка стали дает техническим специалистам возможность выбора метода сварки проталкиванием или протягиванием, для алюминия необходимо использовать метод проталкивания. Метод проталкивания позволяет защитному газу очищать зону сварки и уменьшать загрязнение сварного шва.
Метод проталкивания позволяет защитному газу очищать зону сварки и уменьшать загрязнение сварного шва.
Метод переноса сварки также различается при сварке стали и алюминия. Для стали перенос с коротким замыканием по-прежнему является предпочтительным методом переноса. Тем не менее, для алюминия большинство производителей автомобилей в настоящее время требуют импульсно-дугового переноса. В отличие от переноса при коротком замыкании, когда расплавленная электродная проволока «отламывается» при контакте с основным металлом, импульсное распыление образует каплю расплавленной электродной проволоки, которая проталкивается через дугу в сварочную ванну. Поскольку концепцию легче показать, чем объяснить, посмотрите эти замедленные видеоролики от Miller Electric, чтобы сравнить два метода передачи:
Короткое замыкание
Импульс распыления
Другое различие между сваркой стали и алюминия заключается в выборе электродной проволоки. В то время как для стали существует почти универсальный тип электрода, требования к алюминиевому электроду варьируются в зависимости от сплава основного металла и рекомендаций производителя транспортного средства. При выборе алюминиевых электродных проводов обязательно сверяйтесь с инструкциями производителя транспортного средства. Некоторые распространенные типы, с которыми вы можете столкнуться, включают 4043, 4047, 5356 и 5554.
При выборе алюминиевых электродных проводов обязательно сверяйтесь с инструкциями производителя транспортного средства. Некоторые распространенные типы, с которыми вы можете столкнуться, включают 4043, 4047, 5356 и 5554.
Точечная сварка с сопротивлением сжатию (STRSW)
С тех пор, как сварка GMA (MIG) впервые появилась на предприятиях по ремонту после столкновений по всей стране, метод крепления для ремонта не приобрел такой популярности, как точечная сварка. Качественный аппарат для контактной точечной сварки с зажимным типом стал незаменимым оборудованием для предприятий по ремонту после столкновений.
STRSW не только повторяет внешний вид OEM, но также позволяет значительно уменьшить зону термического влияния, что не повреждает многие высокопрочные (HSS) и сверхвысокопрочные стали (UHSS), используемые в современных автомобилях. Некоторые автопроизводители дошли до того, что потребовали STRSW для сварки HSS и UHSS на своих последних моделях автомобилей.
В июльско-августовском выпуске журнала Fixed Ops Magazine мы более подробно рассмотрели некоторые соображения по инвестированию в этот тип оборудования. Если вы еще этого не сделали, пришло время поближе взглянуть на инвестиции в этот тип оборудования; вы будете рады, что сделали это. Мы также рассмотрели MIG-пайку в предыдущей статье, и вы также можете рассмотреть возможность добавления этого оборудования на свое предприятие.
Многофункциональные сварочные аппараты
Одной из тенденций, которую мы начинаем замечать у производителей сварочных аппаратов, являются машины, объединяющие несколько сварочных процессов в одном аппарате. В настоящее время на рынке имеется несколько машин, с помощью которых вы можете выполнять сварку стали GMA (MIG), сварку MIG-пайкой и алюминиевую сварку GMA (MIG) без внесения изменений в машину каждый раз, когда вы меняете сварочные процессы.
Эти аппараты предлагают три сварочных горелки и возможность размещения трех типов электродной проволоки в одном сварочном аппарате. Машина может работать со 100-процентным защитным газом аргоном и защитным газом C 25. Вам даже не нужно «говорить» машине, какой метод сварки вы хотите использовать. Когда вы нажимаете на курок сварочной горелки для стали GMA (MIG), аппарат автоматически переключается в режим сварки стали и подает на сопло защитный газ C-25. Нажмите на курок сварочной горелки MIG-пайки, и снова аппараты автоматически переключатся и направят в сопло 100-процентный аргон. Некоторые из этих машин даже допускают переход на сварку вольфрамовым электродом в среде инертного газа (TIG) и сварку электродом.
Машина может работать со 100-процентным защитным газом аргоном и защитным газом C 25. Вам даже не нужно «говорить» машине, какой метод сварки вы хотите использовать. Когда вы нажимаете на курок сварочной горелки для стали GMA (MIG), аппарат автоматически переключается в режим сварки стали и подает на сопло защитный газ C-25. Нажмите на курок сварочной горелки MIG-пайки, и снова аппараты автоматически переключатся и направят в сопло 100-процентный аргон. Некоторые из этих машин даже допускают переход на сварку вольфрамовым электродом в среде инертного газа (TIG) и сварку электродом.
Будьте в курсе событий с помощью инструментов, оборудования и обучения
Автомобильные технологии продолжают развиваться быстрыми темпами. По мере развития технологий процессы устранения столкновений также будут продолжать развиваться. Важно постоянно обращаться к рекомендациям производителя транспортного средства по методам крепления. В то время как сварка стали GMA (MIG) будет по-прежнему использоваться в обозримом будущем, пайка STRSW и MIG будет продолжать набирать популярность и будет требоваться для некоторых ремонтных работ после столкновений.
По мере роста производства автомобилей с интенсивным использованием алюминия, сварка алюминия GMA (MIG) также будет продолжать расти. Важно, чтобы вы не сопротивлялись изменениям, чтобы не отставать. Вам необходимо оснастить свой объект соответствующими инструментами и оборудованием для выполнения полного, безопасного и качественного ремонта; и крайне важно, чтобы ваши технические специалисты прошли самую современную подготовку по использованию каждой из этих технологий. I-CAR предлагает ряд курсов по методам крепления. Чтобы узнать, какие классы доступны в вашем регионе, посетите сайт www.i-car.com.
В дополнение к учебным курсам I-CAR, программа I-CAR Welding Training & Certification™ включает в себя обучение теории сварки, практическую оценку инструктором оборудования, оборудования и инфраструктуры предприятия до начала работы в цеху. обучение, практика и признанный в отрасли сертификационный тест. Дополнительную информацию обо всех курсах I-CAR по сварке (сварка стали GMA (MIG), сварка алюминия GMA (MIG) и резка стали) можно найти на сайте I-CAR Welding & Certification. Цены на обучение сварке были снижены, чтобы сделать практические занятия, необходимые для выполнения надлежащих сварных швов, более доступными для каждого техника. Все большее число OEM-производителей используют обучение и сертификацию I-CAR по сварке в своих сетевых программах, включая Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo и Фольксваген.
Цены на обучение сварке были снижены, чтобы сделать практические занятия, необходимые для выполнения надлежащих сварных швов, более доступными для каждого техника. Все большее число OEM-производителей используют обучение и сертификацию I-CAR по сварке в своих сетевых программах, включая Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo и Фольксваген.
В следующей статье мы подробно рассмотрим клеевое соединение, заклепки и заклепочное соединение, а также другие механические крепления.
Связанные курсы I-CAR
Получите максимальную отдачу от своих сварочных аппаратов с приводом от двигателя
Сварочный аппарат с приводом от двигателя имеет ауру героя: «Нет мощности. Нет электрической розетки. Нет проблем.» Это изменит ваш бизнес. Это позволяет вам заниматься бизнесом, который не приходит к вам в магазин. А для тех работ, которые вынуждают вас покинуть магазин, вы отправляете своих людей с инструментами и силой для выполнения задачи. Трудно не хотеть одного.
Трудно не хотеть одного.
Но сварочный аппарат с приводом от двигателя — это всего лишь инструмент. Это не Супермен. Сварочный аппарат с приводом от двигателя зависит от того, кто его обслуживает. Это правда, что это не 5-минутная задача; это требует времени и усилий — возможно, именно поэтому им пренебрегают. В руководстве пользователя есть отличный раздел о том, как выполнять плановое техническое обслуживание. (Мы не будем упоминать, что он поставляется с картинками) Это сэкономит деньги и время: гарантировано.
«Дамы и господа, история, которую вы сейчас услышите, правдива. Только имена были изменены, чтобы защитить невиновных».
1. Новый сварочный аппарат с приводом от двигателя не работает .
Вот совет. Убедитесь, что тот, кто продает вам новую машину, включает демоверсию. Новые машины обычно имеют переключатели и цифровые счетчики, которых не было на старой модели. На передней панели машины есть переключатели, которые отправляют сообщения на панель управления для выполнения определенных задач. Если вы неосознанно переключите его на удаленный режим, но не будете использовать его в этом режиме, то машина будет делать какие-то странные вещи. Заставляет вас думать, что у вас
Если вы неосознанно переключите его на удаленный режим, но не будете использовать его в этом режиме, то машина будет делать какие-то странные вещи. Заставляет вас думать, что у вас
купил «лимон». Приносить его в гарантийный магазин и думать, что гарантийная работа покрывает неумение продавать, может быть разочаровывающим и дорогостоящим опытом. Поэтому, прежде чем отдать деньги, попросите продавцов показать вам и тем, кто будет их использовать, как все это работает. Они должны это вам.
2. Монтаж сварочного аппарата.
Установить его рядом с камнями и гравием на грузовике все равно, что иметь камин без дымохода. Вентилятор будет всасывать пыль, камни и все, что лежит рядом с ним. В первый день все будет хорошо, и, вероятно, в сотый день он будет выдавать ампер и киловатты. Но однажды его уподобят соломинке, сломавшей спину верблюда.
3. Верхняя крышка на сварочный аппарат.
Крышка и боковые стенки в значительной степени защищают сварочный аппарат, но это не означает, что он живет в бомбоубежище. Под этой крышкой находится генератор с электрическими обмотками. Провода покрыты, чтобы противостоять определенным элементам, но в некоторых частях страны не всегда бывает мягкая погода. Если по какой-то причине эти провода станут без покрытия, произойдет короткое замыкание. Он пошлет импульс по проводам и нанесет нокаутирующий удар по печатной плате. Эти конденсаторы на плате управления были рассчитаны на определенную мощность, и при ее превышении содержимое прольется на плату. После этого для восстановления машины понадобятся две вещи: новая плата управления и новый статор. Ах да, деньги тоже.
Под этой крышкой находится генератор с электрическими обмотками. Провода покрыты, чтобы противостоять определенным элементам, но в некоторых частях страны не всегда бывает мягкая погода. Если по какой-то причине эти провода станут без покрытия, произойдет короткое замыкание. Он пошлет импульс по проводам и нанесет нокаутирующий удар по печатной плате. Эти конденсаторы на плате управления были рассчитаны на определенную мощность, и при ее превышении содержимое прольется на плату. После этого для восстановления машины понадобятся две вещи: новая плата управления и новый статор. Ах да, деньги тоже.
4. Винты, скрепляющие машину.
Винты могут заржаветь и прочно привариться к машине. Это нормально, пока вам не нужно удалить винты. Если винт не достается легко и он спрятан за другой деталью, вам придется принять дорогостоящее решение. (1) Вы платите за 3 или 4 часа снятия других деталей, чтобы добраться до маленькой детали? (2) Или вы говорите, что ремонтировать не стоит? И все потому, что винт не может выйти. Это точно соответствует старой поговорке: «Из-за потери гвоздя было потеряно королевство» 9.0003
Это точно соответствует старой поговорке: «Из-за потери гвоздя было потеряно королевство» 9.0003
5. Jerry-Rig: Бессистемное приведение объекта (обычно механического) в рабочее состояние. Также известно, как делать на нем МакГайвера.
Удивительно, как небольшие знания в области механики и хорошие навыки поиска пищи могут поддерживать работу вашего сварочного аппарата с приводом от двигателя. Например, найти дроссельную заслонку и найти что-нибудь, чтобы держать ее открытой. Но если это сработает, похлопайте по плечу и не дайте себя обмануть, думая, что это решение на долгий срок. Существует сильная корреляция между продолжительностью ремонта трюмной буровой установки и общей суммой счета за ремонт.
6. Машины, которые постоянно возвращаются в ремонтную мастерскую.
Когда-то мы видели один и тот же сварочный аппарат снова и снова. Владелец был совершенно уверен, что мы были некомпетентны. Мы каждый раз объясняли, что это другая проблема. Однажды один из сотрудников владельца проговорился, что он возненавидел машину. Он надеялся, что его босс даст ему другую машину. Возможно, мораль этой сказки Эзопа заключается в том, что каждый хочет использовать хорошо обслуживаемую машину. (Нет, мы так и не увидели последнюю главу этой истории.)
Он надеялся, что его босс даст ему другую машину. Возможно, мораль этой сказки Эзопа заключается в том, что каждый хочет использовать хорошо обслуживаемую машину. (Нет, мы так и не увидели последнюю главу этой истории.)
Самая большая проблема при злоупотреблении сварочными аппаратами с приводом от двигателя — это неизвестный счет за ремонт, который обязательно придет в один прекрасный день. Если есть подозрение, что местная мастерская по ремонту сварочных аппаратов является мошенником, это будет тот день, когда он сможет воспользоваться вами. Надеяться, что преувеличенная правда (например, о том, что машина регулярно обслуживалась и работала отлично) поможет уменьшить счет, — это принятие желаемого за действительное. Как только техник начинает ковыряться в масляном фильтре, воздушном фильтре и т. д., ему становится трудно заслуживать доверия.
Если мы можем помочь вам разработать план обслуживания ваших машин, позвоните нам. Или ищешь новый. Мы можем это сделать.
Капитальный ремонт барабанного сварочного аппарата | Ремонт барабанных сварочных аппаратов
MeltingTogether осуществляет капитальный ремонт любых барабанных сварочных аппаратов и их отдельных узлов. Мы также поставляем детали и оборудование для машины контактной шовной сварки. Ниже вы можете найти список элементов, которые мы ремонтируем и капитальный ремонт. Если вашей детали нет в списке, пожалуйста, свяжитесь с нами , чтобы посмотреть, что мы можем сделать для вас.
Мы также поставляем детали и оборудование для машины контактной шовной сварки. Ниже вы можете найти список элементов, которые мы ремонтируем и капитальный ремонт. Если вашей детали нет в списке, пожалуйста, свяжитесь с нами , чтобы посмотреть, что мы можем сделать для вас.Complete drum welder
Forming roll
Pusher
Weld wheel drive
Knurl house
Index of the weld wheels
Welding head
Hourglass
Weld controller
Cooling system
Pneumatic Install
Grease система
Электромонтаж
Безопасность
Чемоданы
Британский федеральный сварщик Капитальный ремонт
Капитальный ремонт британского федерального сварщика для клиента в Египте.
- 1. У заказчика был этот британский федеральный сварщик в Испании с 1968 года. Сварщик мог производить барабаны с внутренним диаметром 571,5 мм, и его пришлось перестроить для производства конических барабанов с внутренним диаметром 520 мм.
- 2. У машины были, среди прочего, следующие проблемы: Формование листа из 0,7 было нестабильным. Сварка не в порядке, проблемы с началом сварки (проблемы с изоляцией).

- 1. Мы провели капитальный ремонт на нашем предприятии в Нидерландах.
- 2. Капитальный ремонт всех ответственных деталей (формовочные валки, толкатель, сварочные головки, храповик, накатные корпуса и т.д.).
- 3. Спроектирована и построена совершенно новая секция песочных часов.
- 4. Спроектировать, построить и запрограммировать совершенно новую электрическую, пневматическую, смазочную и охлаждающую установку на машине.
- 5. Ввод в эксплуатацию машины в комплекте с документацией.
Капитальный ремонт формующих валков
Капитальный ремонт системы формирующих валков сварочного аппарата Newcor.
- 1. Заказчик хотел разместить свой барабанный сварочный аппарат на другом предприятии, поэтому направление подачи листа в формующие валки нужно было изменить слева направо.
- 2. Также требуется капитальный ремонт формовочных валков.

- 1. Сделаны новые чертежи для изменения направления подачи формующих валков.
- 2. После измерения системы формующих валков мы заметили, что выравнивание подшипников верхнего и нижнего валков не совпадает.
- 3. Установили новые компоненты и провели капитальный ремонт. Выравнивание подшипников было восстановлено. Это очень важно, потому что в противном случае вы сделаете коническое тело.
Ремонт барабанного сварочного аппарата
в компании MeltingTogether
MeltingTogether предлагает услуги по ремонту как катушечных, так и контактных барабанных сварочных аппаратов.
Мы осуществляем капитальный ремонт всех типов барабанных сварочных аппаратов и связанных с ними узлов, поэтому вам не нужно беспокоиться, если в вашем барабанном сварочном аппарате возникнет проблема: наша первая и главная обязанность — помочь вам в трудную минуту.
Мы предлагаем техническую помощь в ремонте машин для сварки барабанов, а также универсальные рекомендации и рекомендации для всех линеек машин для сварки барабанов. Наша цель – снова и снова обеспечивать наилучшее производство ваших машинных линий.
Наша цель – снова и снова обеспечивать наилучшее производство ваших машинных линий.
MeltingTogether — надежный партнер для тщательных проверок. Проводим аудит машинной линии, ее узлов и деталей.
Ниже приведен перечень ремонтируемого оборудования:
Формовочный валок
Толкатель
Привод сварочных колес
Сварочная головка
Накатные втулки
Песочные часы
Контроллер сварки
Система смазки
Электрическая и пневматическая установка
Могу ли я самостоятельно отремонтировать
барабанный сварочный аппарат?
Мы не рекомендуем пытаться самостоятельно ремонтировать барабанный сварочный аппарат. Взятие дела в свои руки может привести к большим проблемам и расходам. Чтобы обеспечить безопасность вашей машины и ваших рабочих, мы предлагаем нанять сертифицированного специалиста по сварке.
Почему для ремонта стоит выбрать
MeltingTogether?
У нас есть безопасная и индивидуальная стратегия решения проблем, связанных с вашим сварочным аппаратом. Мы предлагаем полностью безопасные услуги по проверке и восстановлению, которые работают, чтобы обеспечить вам наилучшую отделку.
Мы предлагаем полностью безопасные услуги по проверке и восстановлению, которые работают, чтобы обеспечить вам наилучшую отделку.
Наша стратегия
Запрос и сделка
- Клиент запрашивает капитальный ремонт барабанной сварочной головки.
Мы просим клиентов предоставлять как можно больше информации и включать чертежи и размеры вместе с причиной капитального ремонта. Это делается для того, чтобы мы могли понять, как решить проблему безопасно и легко. - Затем мы проводим полное измерение деталей машины, чтобы предоставить нам необходимые настройки центровки.
MeltingTogether предлагает не только физическую и техническую поддержку, но также проектирование и производство электрической и пневматической системы для вашего барабанного сварочного аппарата. - Мы тщательно изучаем необходимость капитального ремонта, чтобы избежать прямого повреждения сварочного аппарата.
Иногда может быть лучше полностью отремонтировать машину для контактной сварки барабана, чем пытаться капитально отремонтировать отдельные компоненты. - Предоставлена смета на полную и всестороннюю инспекцию.
- Клиент запрашивает капитальный ремонт барабанной сварочной головки.
Осмотр
После того, как клиент согласовал цену за отчет об осмотре, мы следуем подробной процедуре, чтобы найти лучший способ ремонта машины по лучшей цене.
Наша обширная процедура проверки состоит из следующих этапов:
- Деталь или машина тестируются, чтобы определить их текущее состояние по прибытии на наш объект.
- Затем его разбирают и очищают, после чего мы сравниваем его размеры с предоставленными чертежами.
- Если чертежи не предоставлены, мы их создадим.
- Полный подробный отчет о проверке составляется и отправляется заказчику.
- В отчете будет содержаться информация о состоянии машины или детали на момент ее поступления к нам.
- Результаты осмотра с замерами и фотографиями.
- Возможные улучшения, которые мы рекомендуем.
- Мы также сообщим ориентировочную стоимость ремонта и предполагаемую продолжительность ремонта.
- Отчет об инспекции может быть предоставлен удаленно, или клиент может посетить наш объект, чтобы подробно обсудить отчет.
- Затем мы отправляем клиенту счет на отчет о проверке вместе с ценой ремонта.
После того, как вы получите предложение по ремонту, вы можете делать покупки. Тем не менее, мы стремимся предоставить всем нашим клиентам лучшую и наиболее разумную цену.
Ремонт
- Когда клиент согласовал цену и разместил заказ, начинается ремонт сварочного аппарата.
- В нашей штаб-квартире в Нидерландах проведен полный ремонт барабанной сварочной головки на основании ранее составленного отчета о проверке.
- Детали и сварочное оборудование отремонтированного барабанного сварочного аппарата разбираются для очистки и тестируются с использованием как визуального осмотра, так и проверки работоспособности, чтобы убедиться, что ваша машина соответствует нашей процедуре тестирования.