Аргонная сварка что это такое
Главная » Статьи » Аргонная сварка что это такое
Процесс аргонно дуговой сварки
- 14 декабря
- 63 просмотров
- 35 рейтинг
Оглавление: [скрыть]
- Устройство и принцип работы
- Технология аргонно дуговой сварки
- Практические операции с аргонно дуговой сваркой
Аргонно дуговая сварка является главным способом неподвижного соединения различных деталей, сделанных из высоколегированных сталей и цветных металлов, в первую очередь алюминиевых сплавов и титана. Аргон представляет собой инертный газ, который тяжелее воздуха. В момент сварки он подается в зону сварного соединения и вытесняет из нее воздух, содержащий кислород, что препятствует возгоранию соединяемых материалов под воздействием электрической дуги. При этом сам он ни в какие химические реакции не вступает по определению, поэтому под воздействием высокой температуры материал плавится, но не горит. Таким образом, аргонно дуговая сварка выступает как своего рода сварочный гибрид, в котором применяется одновременно и электричество, и газ.
Принципиальная схема аргонодуговой сварки.
Устройство и принцип работы
Наиболее распространенным является метод аргонно дуговой сварки с применением неплавящегося электрода. Такой электрод изготавливается из вольфрама, который традиционно считается исключительно тугоплавким металлом. Его вставляют в сопло, сделанное из прочной керамики, через которое в рабочую зону подается струя аргона. На электрод подается электрический ток большой силы, который образует между концом электрода и соединяемым материалом электрическую дугу. Для усиления сварного шва его поверхность дополнительно покрывается слоем расплавленного металла из того же материала. С этой целью в зону сварки подается присадочная проволока, которая при этом не входит в электрическую цепь.
Устройство горелки для аргоновой сварки.
Этот процесс носит техническое обозначение tig, что означает сварку с помощью вольфрама в инертной газовой среде. Он несколько отличается от газовой дуговой сварки вольфрамом, именуемой gtaw. Процесс наплавления материала присадочной проволоки при этом может носить как струйный, так и капельный характер. В последнем случае он менее устойчив и при нем происходит значительное разбрызгивание электродного материала. Поскольку давление в дуге сравнительно невелико, капли приобретают достаточно крупные размеры.
Процесс наплавления материала присадочной проволоки при этом может носить как струйный, так и капельный характер. В последнем случае он менее устойчив и при нем происходит значительное разбрызгивание электродного материала. Поскольку давление в дуге сравнительно невелико, капли приобретают достаточно крупные размеры.
Диапазон силы тока для капельного переноса весьма широк и может варьироваться практически двукратно, от 120 до 240 А. Если же сила начинает превышать отметку в 260 А, то происходит переход к струйному нанесению материала, при этом возрастает устойчивость процесса и резко уменьшается разбрызгивание. Однако такая сила тока допустима далеко не всегда, и для усиления стабильности процесса применяют источник, испускающий электрический ток в виде импульсов. Он может обеспечить переход к струйному процессу нанесения расплавленного металла уже при токах в 100 А. Это значительно увеличивает качество соединения.
Вернуться к оглавлению
Таблица характеристик аргона.
При проведении сварки в соответствии с технологией tig необходимо одной рукой держать горелку, а другой подавать в рабочую зону присадочную проволоку. Существует и автоматическая аргонодуговая сварка, когда и перемещение горелки, и подачу проволоки осуществляет специальное устройство. При ручном способе на горелке нужно нажать кнопку, которая включает ток и одновременно подачу аргона. Между концом вольфрамового электрода и рабочей поверхностью загорается электрическая дуга, которая и плавит соединяемые кромки и присадочную проволоку.
Существует и автоматическая аргонодуговая сварка, когда и перемещение горелки, и подачу проволоки осуществляет специальное устройство. При ручном способе на горелке нужно нажать кнопку, которая включает ток и одновременно подачу аргона. Между концом вольфрамового электрода и рабочей поверхностью загорается электрическая дуга, которая и плавит соединяемые кромки и присадочную проволоку.
При этом касаться поверхности электродом нельзя ни в коем случае. Ионизационный потенциал аргона очень высок, поэтому искра между изделием и электродом зажигается очень плохо. К тому же при прикосновении к изделию сам электрод начинает оплавляться и сильно загрязняется. Именно поэтому параллельно с источником питания для сварочного аппарата для зажигания дуги подключается устройство, именуемое «осциллятором». С его помощью на электрод можно подавать поток высоковольтных импульсов высокой частоты, которые помогают поднять уровень ионизации промежутка, в котором образуется электрическая дуга, что позволяет ей зажечься в момент включения тока.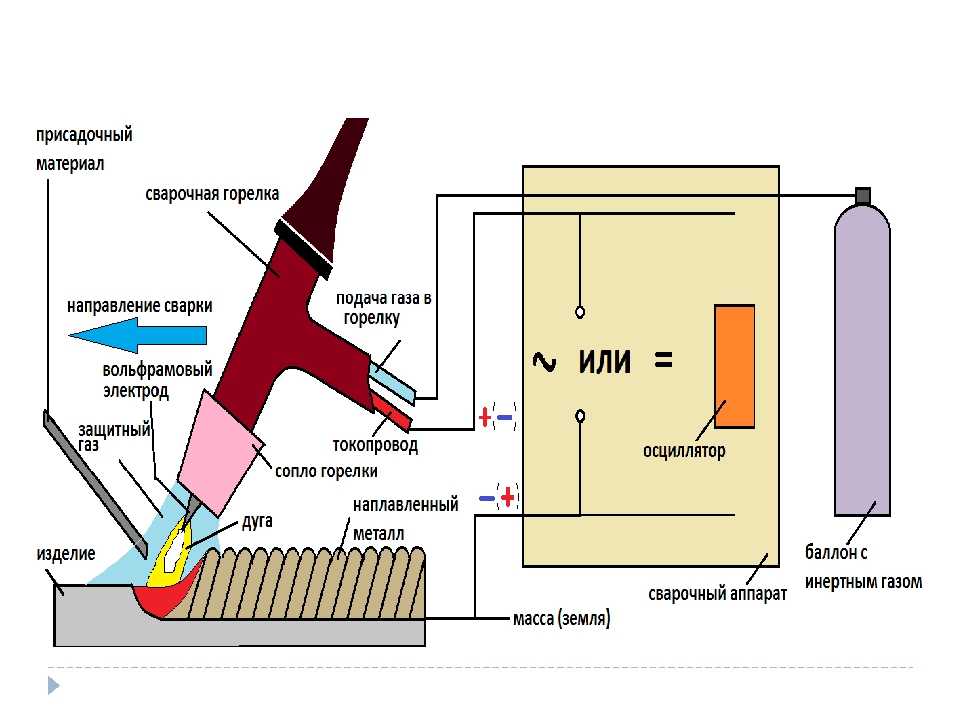
Сам процесс сварки в аргоновой среде может происходить как на постоянном, так и на переменном токе. В первом случае количество тепла на аноде и катоде выделяется в пропорции 7 к 3. Поэтому для того чтобы не сильно нагревать электрод и в то же время хорошо проплавить свариваемые грани, применяют прямую полярность. Именно поэтому все виды сталей, как нержавеющих, так и легированных, а также титан и большинство иных материалов свариваются таким способом. Исключение составляет алюминий, его варят на переменном токе, который помогает разрушать тугоплавкий слой оксида.
Чтобы расплавленный металл, покрывающий шов, был менее пористым, к аргону добавляют совсем небольшое количество кислорода. Если его количество будет значительным, металл начнет просто гореть. А при небольшом количестве кислорода только выгорают вредные примеси, попавшие в рабочую зону. Сварку в среде аргона можно производить и плавящимся электродом, наподобие обычной электросварки. Так варят нержавеющую сталь и алюминиевые сплавы.
Сварку в среде аргона можно производить и плавящимся электродом, наподобие обычной электросварки. Так варят нержавеющую сталь и алюминиевые сплавы.
Вернуться к оглавлению
В отличие от большей части других видов сварных работ в этом случае горелка движется только по прямой, по линии вдоль шва. Никаких поперечных движений делать не надо, поэтому сам шов получается более узким и аккуратным. Нужно только внимательно следить, чтобы концы вольфрамового электрода и присадочной проволоки находились в облаке аргона. Проволоку нужно подавать при этом как можно более плавно, чтобы брызги металла не разлетались по сторонам.
То, насколько успешно металл в рабочей зоне проплавился, визуально можно определить по форме образующейся ванночки расплавленного металла. Если степень расплавления достаточна, она имеет каплевидную форму, узкая часть которой направлена по ходу ведения сварки. В случае если степень прогрева слишком мала, форма ванночки принимает овальную или даже круглую форму.
В случае если степень прогрева слишком мала, форма ванночки принимает овальную или даже круглую форму.
Направление проведения сварки обычно имеет ориентацию справа налево, поскольку горелку держат правой рукой, а присадочную проволоку левой. Бывают варианты, когда применение такой проволоки является излишним. Тогда электрод можно держать перпендикулярно к свариваемой поверхности. В противном же случае его держат под углом, подавая проволоку перед ним и не дергая ее вправо-влево. При завершении операции сварки не стоит отводить горелку в сторону, увеличивая длину дуги. При этом уходит газовая струя, и расплавленный металл не успевает застыть под ее защитой, что серьезно может снизить качество сварки. Нужно плавно уменьшать силу тока с помощью реостата, включенного в электрическую цепь.
Следует помнить, что главное при аргонно дуговой сварке в ручном режиме — это квалификация сварщика.
Рука должна двигаться выверенно и точно. Ведь автоматическую сварку не применяют при наложении коротких и швов и швов изогнутой формы. Поэтому обучение такой сварке занимает больше времени и требует большего количества знаний, чем тот же процесс для обычной электро- или газосварки. Это при том, что существует много нюансов, которые можно освоить только на практике.
Ведь автоматическую сварку не применяют при наложении коротких и швов и швов изогнутой формы. Поэтому обучение такой сварке занимает больше времени и требует большего количества знаний, чем тот же процесс для обычной электро- или газосварки. Это при том, что существует много нюансов, которые можно освоить только на практике.
expertsvarki.ru
Аргонодуговая сварка
Размещено 28 декабря 2016 в рубрике Сварка металлов | Прокомментировать
Продолжая тему сварки нельзя не поговорить о сварке с применением специальных газов. Их применение обусловлено наличием разнообразных металлов и сплавов, которые обычным способом соединить не получится. Вот о том, что такое аргонодуговая сварка, мы и поговорим в этой статье.
Принцип работы и технология аргонодуговой сварки
Аргонодуговая сварка является модификацией двух видов сварки – дуговой (электродный метод) и газовой. От первой она взяла высокую температуру электрической дуги, вызывающую плавление металла, от второй – наличие газа. Однако цели его применения при обычной и аргонодуговой сварке различны. В первом случае расходуется ацетилен, при сгорании которого выделяется теплота для плавления металла. Во втором – используется аргон, инертный газ, практически не вступающий в химические реакции, а, значит, хорошо предохраняющий место сварки от окисления путем создания вокруг него защитного облака.
Однако цели его применения при обычной и аргонодуговой сварке различны. В первом случае расходуется ацетилен, при сгорании которого выделяется теплота для плавления металла. Во втором – используется аргон, инертный газ, практически не вступающий в химические реакции, а, значит, хорошо предохраняющий место сварки от окисления путем создания вокруг него защитного облака.
Где используется аргонодуговая сварка
При слове «сварка», как правило, сразу приходит в голову что-то железное, однако порой возникает необходимость сплавить детали, изготовленные из нержавейки, чугуна, меди, латуни или их сплавов. Как правило, эти материалы поддаются обработке и с помощью обычной газовой сварки, но при ее использовании металл слишком сильно перегревается, что может привести к его короблению. Кроме того, многие цветные металлы активно взаимодействуют с кислородом и иными примесями в воздухе.
Сфера применения аргонодуговой сварки достаточно широка:
- Алюминий. Этот металл не меняет цвет при накаливании, что затрудняет его сварку с помощью обычной дуги, а если его нагреть при доступе кислорода, он может и вовсе воспламениться.

- Нержавеющая сталь. Тоже быстро окисляется при взаимодействии с кислородом воздуха. При охлаждении нержавейка может растрескаться, поэтому подачу газа продолжают еще некоторое время после формирования сварного шва, чтобы он остывал более равномерно.
- Чугун – высокоуглеродистый материал, сложно поддающийся обычным видам сварки.
- Титан. Аргонодуговая сварка является практически единственным способом его сварки, так как на воздухе он быстро окисляется, что ведет к растрескиванию сварного шва.
- Сталь с высоким процентом содержания углерода. Чтобы сварной шов был качественным, его нужно проковывать и медленно охлаждать.
- Медь. Обладает очень высокой теплопроводностью, что затрудняет применение других видов сварки, а аргонодуговая сварка производится при повышенной скорости подачи газа (не менее 150 л/час).

Как производится аргонодуговая сварка
Технология аргонодуговой сварки требует определенного навыка. Подача газа в зону сварки должна начинаться за 20 секунд до зажигания электрической дуги, прекращение подачи допустимо через семь-десять секунд после наложения сварного шва. Аргонодуговая сварка может проводиться как плавящимся, так и не плавящимся электродом. Использование присадочной проволоки зависит от толщины скрепляемых элементов.
Аргонодуговая сварка может проводиться как плавящимся, так и не плавящимся электродом. Использование присадочной проволоки зависит от толщины скрепляемых элементов.
Как правило присадочная проволока выполнена из того же материала, что и свариваемые детали, кроме никеля – он позволяет соединять неоднородные вещества. Основная деталь горелки – вольфрамовый электрод (не плавящийся), выступающий за пределы корпуса не более чем на 5 мм. Есть специальные таблицы, позволяющие правильно подобрать его диаметр с учетом размеров свариваемых элементов. Вокруг электрода размещено керамическое сопло для подачи аргона при сварке.
Первое, с чего начинается ручная аргонодуговая сварка – очистка поверхности деталей от жиров, окислов и механических загрязнений. Сварщик берет в одну руку горелку, в другую – проволоку для присадки. Держать горелку следует примерно в 2 мм от поверхности металла, иначе дуга оказывается слишком большой, металл плавится хуже, а шов оказывается широким, некрасивым и непрочным. Направление движения горелки – строго вдоль шва.
Направление движения горелки – строго вдоль шва.
Какое оборудование применяется при аргонодуговой сварке
- Термоустойчивые керамические сопла для горелки.
- Горелка с плавящимся или не плавящимся электродом.
- Осциллятор, позволяющий получить дугу без соприкосновения электрода и поверхности металла, и обеспечивающий устойчивую дугу при использовании переменного напряжения.
- Реостат для плавного регулирования силы тока между металлом и электродом. Если в наличии имеется профессиональный аппарат для аргонодуговой сварки, он может иметь встроенный реостат.
- Источник напряжения – трансформатор или инвертор.
Технология аргонодуговой сварки довольно сложна, однако она имеет ряд преимуществ. Во-первых, с ее помощью можно быстро получить аккуратный шов, во-вторых, она хорошо воздействует на металлы, которые нельзя соединить другим способом и в-третьих, такая сварка доступна для проведения сварных работ в домашних условиях, а, значит, не требует дорогостоящих услуг специалиста.
В следующей статье я расскажу о точечной контактной сварке металлов.
www.ocenin.ru
Что такое аргоновая сварка?
Трудно себе представить область промышленного производства, где не применялась бы сварка. Довольно часто необходимость сварить какие-либо металлические части возникает и в быту, особенно в гараже. Но те, кому в жизни приходилось сталкиваться со сваркой, наверняка знают, что далеко не каждый металл можно сварить обычным сварочным аппаратом. Особенно капризен в этом плане алюминий, попытки его сварить обычной дуговой сваркой заканчиваются тем, что свариваемые части начинают гореть, а дуга прерывается. Происходит это из-за того, что при нагреве от контакта с кислородом образуется пленка окисла. Решить эту проблема способна так называемая аргонно-дуговая сварка, именуемая в народе “аргоном”.
Принцип ее действия прост: в процессе работы к месту сварки через специальное сопло подается газ аргон, который тяжелее кислорода и вытесняет его, создавая защитную среду. Схема аргонно-дуговой сварки показана на фото ниже:
Схема аргонно-дуговой сварки показана на фото ниже:
Схема аргонно-дуговой сварки
В качестве электрода используется тугоплавкий материал – вольфрам, температура плавления которого составляет 3410 градусов. Аргон подается по резиновым шлангам из специального баллона (для этих целей можно использовать обычный кислородный баллон).
Процесс сварки происходит следующим образом: на свариваемую деталь подается “масса”, (точно так, как это делается при обычной сварке), сварщик держит горелку в одной руке, а проволоку – в другой, при включении аппарата на электрод подается ток, а в сопло – аргон, вытесняющий с места сварки кислород. Возникает электрическая дуга, которая плавит металл и проволоку, создавая прочный шов.
japan-his.ru
Процесс аргонно дуговой сварки
Аргонно дуговая сварка является главным способом неподвижного соединения различных деталей, сделанных из высоколегированных сталей и цветных металлов, в первую очередь алюминиевых сплавов и титана. Аргон представляет собой инертный газ, который тяжелее воздуха. В момент сварки он подается в зону сварного соединения и вытесняет из нее воздух, содержащий кислород, что препятствует возгоранию соединяемых материалов под воздействием электрической дуги. При этом сам он ни в какие химические реакции не вступает по определению, поэтому под воздействием высокой температуры материал плавится, но не горит. Таким образом, аргонно дуговая сварка выступает как своего рода сварочный гибрид, в котором применяется одновременно и электричество, и газ.
Аргон представляет собой инертный газ, который тяжелее воздуха. В момент сварки он подается в зону сварного соединения и вытесняет из нее воздух, содержащий кислород, что препятствует возгоранию соединяемых материалов под воздействием электрической дуги. При этом сам он ни в какие химические реакции не вступает по определению, поэтому под воздействием высокой температуры материал плавится, но не горит. Таким образом, аргонно дуговая сварка выступает как своего рода сварочный гибрид, в котором применяется одновременно и электричество, и газ.
Принципиальная схема аргонодуговой сварки.
Устройство и принцип работы
Наиболее распространенным является метод аргонно дуговой сварки с применением неплавящегося электрода. Такой электрод изготавливается из вольфрама, который традиционно считается исключительно тугоплавким металлом. Его вставляют в сопло, сделанное из прочной керамики, через которое в рабочую зону подается струя аргона. На электрод подается электрический ток большой силы, который образует между концом электрода и соединяемым материалом электрическую дугу.
Устройство горелки для аргоновой сварки.
Этот процесс носит техническое обозначение tig, что означает сварку с помощью вольфрама в инертной газовой среде. Он несколько отличается от газовой дуговой сварки вольфрамом, именуемой gtaw. Процесс наплавления материала присадочной проволоки при этом может носить как струйный, так и капельный характер. В последнем случае он менее устойчив и при нем происходит значительное разбрызгивание электродного материала. Поскольку давление в дуге сравнительно невелико, капли приобретают достаточно крупные размеры.
Диапазон силы тока для капельного переноса весьма широк и может варьироваться практически двукратно, от 120 до 240 А. Если же сила начинает превышать отметку в 260 А, то происходит переход к струйному нанесению материала, при этом возрастает устойчивость процесса и резко уменьшается разбрызгивание.
Вернуться к оглавлению
Технология аргонно дуговой сварки
Таблица характеристик аргона.
При проведении сварки в соответствии с технологией tig необходимо одной рукой держать горелку, а другой подавать в рабочую зону присадочную проволоку. Существует и автоматическая аргонодуговая сварка, когда и перемещение горелки, и подачу проволоки осуществляет специальное устройство. При ручном способе на горелке нужно нажать кнопку, которая включает ток и одновременно подачу аргона. Между концом вольфрамового электрода и рабочей поверхностью загорается электрическая дуга, которая и плавит соединяемые кромки и присадочную проволоку.
При этом касаться поверхности электродом нельзя ни в коем случае. Ионизационный потенциал аргона очень высок, поэтому искра между изделием и электродом зажигается очень плохо. К тому же при прикосновении к изделию сам электрод начинает оплавляться и сильно загрязняется. Именно поэтому параллельно с источником питания для сварочного аппарата для зажигания дуги подключается устройство, именуемое «осциллятором». С его помощью на электрод можно подавать поток высоковольтных импульсов высокой частоты, которые помогают поднять уровень ионизации промежутка, в котором образуется электрическая дуга, что позволяет ей зажечься в момент включения тока.
Ионизационный потенциал аргона очень высок, поэтому искра между изделием и электродом зажигается очень плохо. К тому же при прикосновении к изделию сам электрод начинает оплавляться и сильно загрязняется. Именно поэтому параллельно с источником питания для сварочного аппарата для зажигания дуги подключается устройство, именуемое «осциллятором». С его помощью на электрод можно подавать поток высоковольтных импульсов высокой частоты, которые помогают поднять уровень ионизации промежутка, в котором образуется электрическая дуга, что позволяет ей зажечься в момент включения тока.
Сам процесс сварки в аргоновой среде может происходить как на постоянном, так и на переменном токе. В первом случае количество тепла на аноде и катоде выделяется в пропорции 7 к 3. Поэтому для того чтобы не сильно нагревать электрод и в то же время хорошо проплавить свариваемые грани, применяют прямую полярность. Именно поэтому все виды сталей, как нержавеющих, так и легированных, а также титан и большинство иных материалов свариваются таким способом.
Чтобы расплавленный металл, покрывающий шов, был менее пористым, к аргону добавляют совсем небольшое количество кислорода. Если его количество будет значительным, металл начнет просто гореть. А при небольшом количестве кислорода только выгорают вредные примеси, попавшие в рабочую зону. Сварку в среде аргона можно производить и плавящимся электродом, наподобие обычной электросварки. Так варят нержавеющую сталь и алюминиевые сплавы.
Вернуться к оглавлению
Практические операции с аргонно дуговой сваркой
В отличие от большей части других видов сварных работ в этом случае горелка движется только по прямой, по линии вдоль шва. Никаких поперечных движений делать не надо, поэтому сам шов получается более узким и аккуратным. Нужно только внимательно следить, чтобы концы вольфрамового электрода и присадочной проволоки находились в облаке аргона. Проволоку нужно подавать при этом как можно более плавно, чтобы брызги металла не разлетались по сторонам.
То, насколько успешно металл в рабочей зоне проплавился, визуально можно определить по форме образующейся ванночки расплавленного металла. Если степень расплавления достаточна, она имеет каплевидную форму, узкая часть которой направлена по ходу ведения сварки. В случае если степень прогрева слишком мала, форма ванночки принимает овальную или даже круглую форму.

Следует помнить, что главное при аргонно дуговой сварке в ручном режиме – это квалификация сварщика.
Рука должна двигаться выверенно и точно. Ведь автоматическую сварку не применяют при наложении коротких и швов и швов изогнутой формы. Поэтому обучение такой сварке занимает больше времени и требует большего количества знаний, чем тот же процесс для обычной электро- или газосварки. Это при том, что существует много нюансов, которые можно освоить только на практике.
Аргонно-дуговая сварка (аргонная сварка) нержавеющей стали, алюминия
Суббота, 20 Январь, 2018
Аргонодуговая сварка — дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия
РАД — ручная аргонодуговая сварка неплавящимся электродом,
ААД — автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП — автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG — Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW — Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120-240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности.
Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом — соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Что вы знаете об аппарате для аргонно-вольфрамовой дуговой сварки
11 ноября 2021 г.
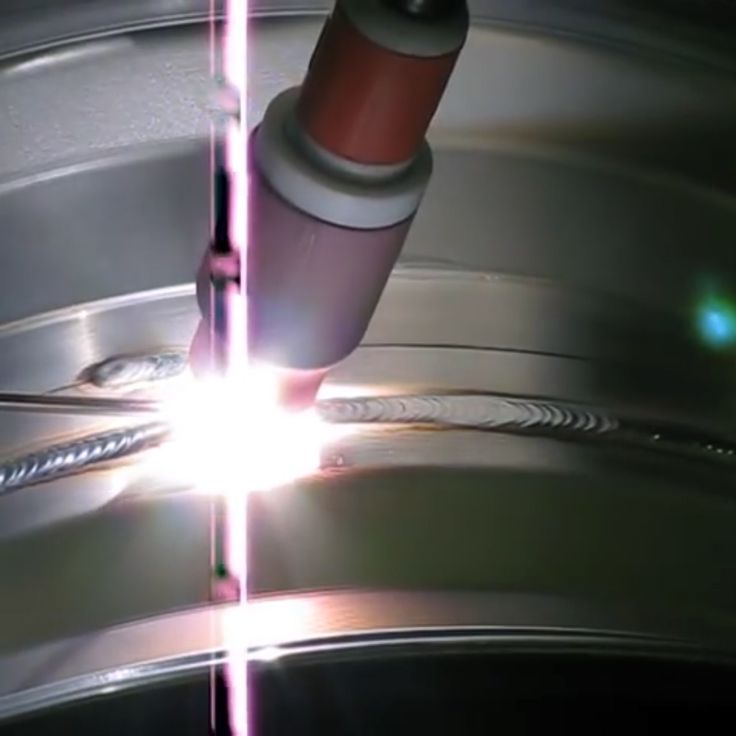
С развитием науки и техники применение аппарата для аргонно-вольфрамовой дуговой сварки становится все более и более обширным, и он используется не только для сварки листов из нержавеющей стали. , сварка чистой меди, сварка дна трубопровода на большие расстояния, сварка тонкостенных труб из нержавеющей стали, фитинги для тепловых приборов, сварка трансформатора и изготовление сердечника статора. Почему сварка TIG так широко используется? Давайте узнаем об аргонно-вольфрамовой дуговой сварке вместе!
Первое, что нужно знать, это что такое сварка TIG? Разберем это из определения. При сварке TIG в качестве электрода используется вольфрамовый стержень с высокой температурой плавления. Под защитой ламинарного потока аргона он полагается на дугу, генерируемую между неплавким вольфрамовым стержнем и сварным изделием, чтобы расплавить основной металл и заполнить его. Способ сварки сварочной проволокой (если используется присадочная проволока). Он использует аргон, распыляемый из сопла, для формирования непрерывного замкнутого воздушного потока вокруг электрода и сварочной ванны для защиты вольфрамового электрода и сварочной ванны от окисления, а также для предотвращения вредного воздействия воздуха на расплавленный металл (рис. 1). ). В то же время, поскольку аргон — инертный газ, он химически не реагирует с расплавленным металлом и не растворяется в металле. Поэтому качество сварки аргонно-вольфрамовой дуговой сваркой относительно высокое. Вольфрамовая аргонодуговая сварка подходит для ручной или автоматической работы и может использоваться для непрерывной сварки, прерывистой сварки (иногда называемой «сваркой с пропуском») и точечной сварки. Поскольку стержень электрода является неплавящимся, его не нужно добавлять наполнительным металлом, а только плавить основной металл для сварки. Однако для отдельных соединений также необходимо использовать присадочный металл в соответствии с его потребностями.
1). ). В то же время, поскольку аргон — инертный газ, он химически не реагирует с расплавленным металлом и не растворяется в металле. Поэтому качество сварки аргонно-вольфрамовой дуговой сваркой относительно высокое. Вольфрамовая аргонодуговая сварка подходит для ручной или автоматической работы и может использоваться для непрерывной сварки, прерывистой сварки (иногда называемой «сваркой с пропуском») и точечной сварки. Поскольку стержень электрода является неплавящимся, его не нужно добавлять наполнительным металлом, а только плавить основной металл для сварки. Однако для отдельных соединений также необходимо использовать присадочный металл в соответствии с его потребностями.
Зная, что такое аргонно-вольфрамовая дуговая сварка, в чем ее преимущества? Давайте перечислим преимущества аргонно-вольфрамовой дуговой сварки один за другим. Во-первых, это качественные сварные швы. Поскольку газ аргон может эффективно изолировать окружающий воздух, а также является инертным газом и не вызывает никакой химической реакции с металлом; присадочная проволока косвенно нагревается дугой, потому что вольфрамовый электрод сам по себе не обеспечивает переноса капель, поэтому коэффициент помех при изменении длины дуги невелик. Даже в случае небольшого тока он все еще может стабильно гореть. В процессе сварки нет брызг, а сварной шов красиво оформлен. Во-вторых, сварочное напряжение и деформация малы. Поскольку тепло аргонно-дуговой сварки сконцентрировано, а температура столба дуги высока, зона термического воздействия узкая; Кроме того, источником тепла и присадочной проволокой можно управлять отдельно, и она имеет функцию импульсной сварки, которую легко регулировать и контролировать подачу тепла при сварке, поэтому напряжение сварки, деформация и трещины Небольшой наклон, подходит для сварки тонких листов или термочувствительных материалов. В-третьих, это широкий спектр свариваемых материалов. Сварка TIG позволяет сваривать практически все металлы и сплавы. Кроме того, дуга очищает катод в процессе сварки, а металлургическая реакция расплавленной ванны проста и легко контролируется. Поэтому некоторые тугоплавкие металлы и легко окисляемые металлы, такие как титан, молибден, алюминий, магний и др. и их сплавы, можно успешно сваривать без применения флюса. И нержавеющая сталь, жаропрочная сталь и т.д. В-четвертых, технология эксплуатации проста в освоении. Поскольку это открытая дуга, можно наблюдать за дугой и расплавленной ванной, поэтому дуга стабильна в процессе сварки, удаление шлака не требуется, и она подходит для сварки во всех положениях. В то же время, поскольку потери электрода малы, а длину дуги легко поддерживать, легко реализовать механизацию и автоматизацию.
После разговора о преимуществах, давайте также поговорим о недостатках аргонно-вольфрамовой дуговой сварки. Первый – неглубокое проникновение, низкая скорость осаждения и низкая эффективность производства. Во-вторых, на защитный эффект инертного газа сильно влияет окружающий поток воздуха во время сварки, и требуются меры по защите от ветра. В-третьих, предъявлять высокие требования к состоянию поверхности заготовки. Масло, ржавчина и оксидная пленка на поверхности заготовки должны быть тщательно очищены перед сваркой, в противном случае велика вероятность появления таких дефектов, как поры. В-четвертых, способность вольфрамового электрода проводить ток плоха, и чрезмерный ток может вызвать загрязнение (зажим вольфрама). В-пятых, инертные газы (аргон и гелий) дороже, чем другие способы дуговой сварки. В-шестых, высокий потенциал ионизации аргона затрудняет зажигание дуги, что требует применения высокочастотных устройств зажигания и стабилизации дуги. В-седьмых, аргонодуговая сварка более вредна для человека, чем дуговая сварка электродом. Плотность тока аргонно-дуговой сварки велика, излучаемый свет относительно силен, а ультрафиолетовое излучение, генерируемое дугой, в 5-30 раз больше, чем при обычной дуговой сварке Hana, а инфракрасное излучение в 1-1,5 раза больше, чем при электродуговой сварке. . Содержание озона, образующегося при сварке, также велико, поэтому следует стараться выбирать для строительства место с лучшей циркуляцией воздуха, иначе он нанесет большой вред организму.
Аппарат аргонно-вольфрамовой дуговой сварки, производимый нашей компанией Kingsiri, представляет собой высококачественный, технологически инновационный сварочный аппарат. Использование высокотехнологичных технологий позволило значительно избежать недостатков обычной аргонно-вольфрамовой дуговой сварки и сделать все возможное, чтобы воплотить преимущества аргонно-вольфрамовой дуговой сварки. Используйте наш сварочный аппарат для вольфрамовой дуги Kingsiri, который прост в использовании, обладает высокой эффективностью работы, хорошим сварочным эффектом, красивым сварочным швом, вы это заслужили!
Использование высокотехнологичных технологий позволило значительно избежать недостатков обычной аргонно-вольфрамовой дуговой сварки и сделать все возможное, чтобы воплотить преимущества аргонно-вольфрамовой дуговой сварки. Используйте наш сварочный аппарат для вольфрамовой дуги Kingsiri, который прост в использовании, обладает высокой эффективностью работы, хорошим сварочным эффектом, красивым сварочным швом, вы это заслужили!
Ключевые слова: сварочный аппарат
Первоначально опубликовано 11 ноября 2021 г. , обновлено 11 ноября 2021 г. .
Выбор защитных газов для дуговой сварки
Профиль валика и проплавления, содержание легирующих элементов и внешний вид поверхности можно улучшить с помощью правильной газовой смеси.
Сварщики часто упускают из виду защитные газы и их индивидуальный вклад в процесс сварки. Защитные газы могут влиять на режим переноса металла, содержание сплава, форму валика, образование дыма и многие другие характеристики сварного шва.
Правильный выбор защитного газа для процессов дуговой сварки металлическим электродом в среде защитного газа (GMAW), дуговой сварки с флюсовой проволокой (FCAW) и дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) может значительно повысить скорость, качество и скорость наплавки данного сварного соединения ( см.
Чистые газы
Чистые газы, используемые для сварки, включают аргон, гелий и двуокись углерода. Эти газы могут оказывать как положительное, так и отрицательное влияние на сварочную дугу.
Аргон. Аргон — это одноатомный (одноатомный) газ, обычно используемый для GTAW для всех материалов и GMAW для цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных или тугоплавких металлов.
Этот газ обладает низкой теплопроводностью и потенциалом ионизации, свойствами, которые приводят к низкой передаче тепла внешним областям дуги. Это формирует узкий столб дуги, который, в свою очередь, создает традиционный профиль проникновения чистого аргона: глубокий и относительно узкий (см.
Существует небольшая тенденция к подрезанию или переворачиванию борта из-за недостатка тепла на внешних краях ванны как при GTAW, так и при GMAW. В процессе GMAW чистый аргон способствует переносу аэрозоля.
Гелий. Гелий также представляет собой одноатомный инертный газ, наиболее часто используемый для GTAW на цветных материалах. В отличие от аргона гелий обладает высокой проводимостью и потенциалом ионизации, что дает противоположные эффекты. Гелий обеспечивает широкий профиль (см. рис. 3 ), хорошее смачивание краев шарика и более высокое тепловложение, чем чистый аргон.
Высокий потенциал ионизации может затруднить запуск дуги, если для GTAW не используется высокочастотный или емкостной запуск дуги. Рекомендуются несколько более высокие скорости потока, поскольку газ имеет тенденцию подниматься в воздухе. Чистый гелий способствует глобулярному переносу и редко используется для GMAW, за исключением чистой меди.
Двуокись углерода. CO 2 обычно используется для передачи короткого замыкания GMAW и FCAW. CO 2 представляет собой составную молекулу с довольно сложными взаимодействиями в столбе дуги. CO 2 диссоциирует на CO и O 2 при температурах, встречающихся в дуге. Это создает потенциал для окисления основного металла и отслаивания сварочной ванны. или бисер.
Рекомбинация СО/О 2 дает довольно широкий профиль провара на поверхности сварного шва, а низкий потенциал ионизации и теплопроводность создают горячую зону в центре столба дуги. Это придает всему сварному шву хорошо сбалансированный профиль провара по ширине и глубине (см.0031 Рисунок 4 ). Для приложений GMAW чистый CO 2 не может вызывают распыленный перенос, а также способствуют шаровидному переносу, что может привести к большому разбрызгиванию.
Рисунок 1
У производителя есть множество защитных газов, которые следует учитывать при дуговой сварке.
Прочие газы, используемые в смесях
Кислород. Кислород представляет собой двухатомный (двухатомный молекулярный) активный компонент защитного газа, обычно используемый в смесях GMAW в концентрациях менее 10 процентов. Кислород имеет потенциал подвода тепла, обусловленный как его энергией ионизации, так и его энергией диссоциации (энергия, высвобождаемая при расщеплении молекулы на отдельные атомы в дуге).
Кислород создает очень широкий и довольно неглубокий профиль проникновения с высоким подводом тепла к поверхности изделия. Поскольку высокая температура снижает поверхностное натяжение расплавленного металла, облегчается перенос струи, а также смачивание кромки сварного шва. Смеси кислорода и аргона демонстрируют характерный профиль проникновения «шляпка гвоздя» с углеродистой сталью GMAW, которая является наиболее распространенным применением.
Кислород также используется в тримиксах с CO 2 и аргоном, где он обеспечивает преимущества смачивания и распыления.
Водород. Водород представляет собой двухатомный активный компонент защитного газа, обычно используемый в сварочных смесях в концентрациях менее 10 процентов.
Водород в основном используется с аустенитными нержавеющими сталями для ускорения удаления оксидов и увеличения тепловложения. Как и в случае со всеми двухатомными молекулами, в результате получается более горячая и широкая поверхностная бусина. Водород не подходит для ферритных или мартенситных сталей из-за проблем с растрескиванием. Проникновение также увеличивается.
Водород также может использоваться в больших количествах (от 30 до 40 процентов) при плазменной резке нержавеющей стали для увеличения производительности и уменьшения образования шлака.
Азот. Азот является наименее часто используемой добавкой для экранирования. Он в основном используется для стимулирования аустенита и повышения коррозионной стойкости дуплексных и супердуплексных сталей.
Газовые смеси
При сварке используются различные газовые смеси, в зависимости от процесса и материала (см. Рисунок 5 ).
Рисунок 5 ).
GMAW, углеродистая сталь. Большинство часто используемых смесей для этого материала состоят из аргона/CO 2 , аргон/O 2 или все три газа вместе.
В смесях аргон/CO 2 содержание CO 2 варьируется от 5 до 25 процентов. Смеси с небольшим содержанием CO 2 обычно используются для переноса распылением на тяжелые материалы или когда для тонких материалов требуется низкое тепловложение и неглубокое проникновение. Высокое содержание CO 2 способствует переносу короткого замыкания и может обеспечить дополнительное очищающее действие и глубокое проникновение в тяжелые материалы (см. Рисунок 6 ). Однако увеличение содержания CO 2 также означает повышенную скорость истощения легирующих элементов.
В смесях аргона/O 2 процентное содержание кислорода обычно составляет от 2 до 5. Эти газы обычно используются для переноса распылением на достаточно чистые материалы (см. Рисунок 7 ). Многие производители конструкционной стали используют смеси аргон/O 2 , поскольку они позволяют выполнять сварку на слегка окисленном основном металле. Кислородсодержащие газы должны быть оценены с точки зрения их потенциала истощения сплава,
что может быть значительным в более высоких процентах.
Рисунок 2 Традиционный профиль проникновения чистого аргона глубокий и узкий.
Содержание трехкомпонентных смесей O 2 и CO 2 составляет от 2 до 8 процентов. Смеси этого типа хорошо работают как в режиме распыления, так и в режиме короткого замыкания, и могут использоваться на материалах различной толщины. Кислород имеет тенденцию способствовать распылению при низком напряжении, в то время как CO 2 способствует проникновению. Тримиксы, содержащие аргон, CO 2 и O 2 включить
режимы короткого замыкания и распыления при более низких напряжениях, чем многие бинарные смеси аргон/СО 2 .
GMAW, нержавеющая сталь. Наиболее распространенными газами для сварки нержавеющей стали являются смеси аргон/O 2 и гелий/аргон/CO 2 . Смеси аргон/O 2 , как правило, содержат около 2 процентов кислорода и хорошо работают при переносе распылением, если допустимо некоторое обесцвечивание сварного шва.
Доступны тримиксы двух основных типов: обогащенные аргоном и обогащенные гелием. Газы, богатые гелием (около 90 процентов гелия) используются для передачи короткого замыкания и включают небольшое количество аргона для стабилизации дуги и очень небольшое количество CO 2 для проплавления и очистки. Смеси с высоким содержанием аргона, как правило, содержат около 80 процентов аргона и от 1 до 2 процентов CO 2 с
остаток гелий. Смеси, обогащенные аргоном, традиционно используются для распыления, так как высокое содержание аргона позволяет осуществлять распыление при относительно низком напряжении, а гелий обеспечивает хорошее смачивание, плоские профили валиков и хорошее цветовое соответствие.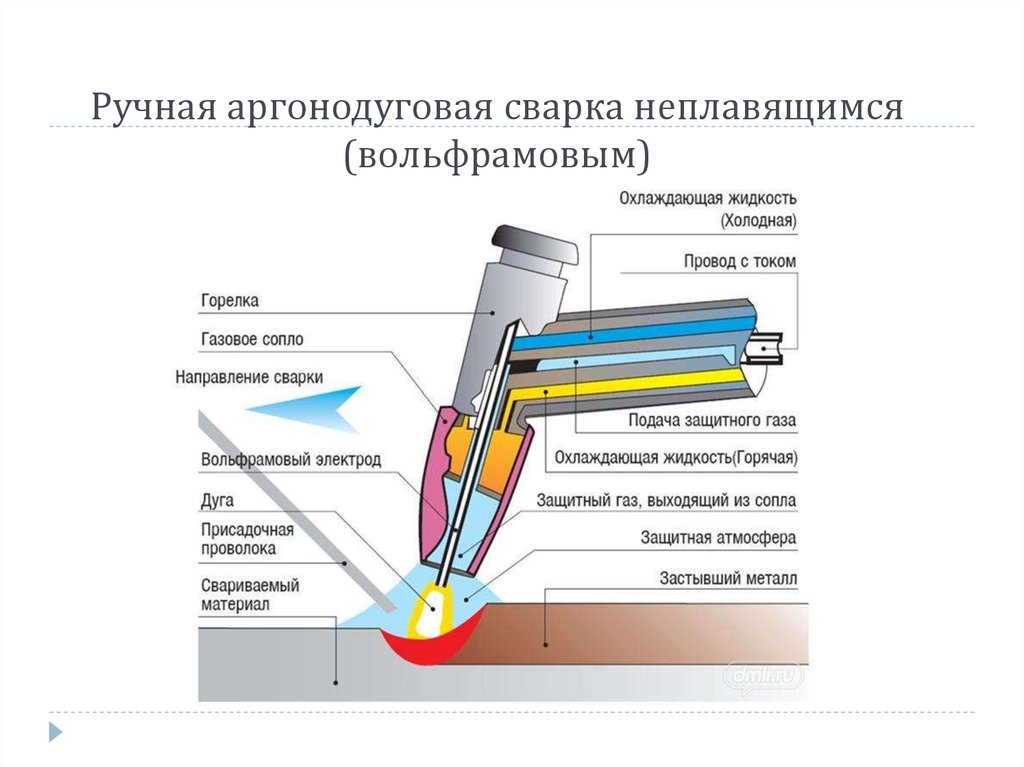
GMAW, алюминий. Алюминий GMAW обычно выполняется с чистым аргоном, но если встречаются тяжелые участки, может быть добавлен гелий до 75 процентов. Гелий обеспечивает значительно лучшее смачивание, чем чистый аргон, и более жидкую ванну, что дает больше времени для удаления примесей, вызывающих пористость. Более высокие концентрации гелия требуют значительно большего напряжения для работы в перенос распылением, чем 100-процентный аргон.
FCAW, углеродистая и нержавеющая сталь. FCAW чаще всего выполняется с газом, состоящим из 20-25 процентов CO 2 , с балансом аргона. Эта смесь обеспечивает хорошие характеристики дуги: CO 2 обеспечивает проплавление и хорошее образование шлака, в то время как содержание аргона имеет тенденцию уменьшать дым и дым. Иногда часть CO 2 заменяют на гелий для дальнейшего уменьшения дыма.
Истощение сплава менее важно для FCAW, поскольку элементы подвержены воздействию CO 2 можно компенсировать в составе флюса при изготовлении проволоки.
GTAW, нержавеющая сталь и алюминий. В то время как в большинстве процессов GTAW для всех материалов используется чистый аргон, ряд смесей предназначен для облегчения проникновения и смачивания алюминия и нержавеющей стали. Большинство этих смесей представляют собой смеси аргона и гелия с содержанием гелия от 10 до 75 процентов. Как и в GMAW, это добавление гелия способствует смачиванию толстостенного алюминия. и применения из нержавеющей стали, в которых инерционность расплавленной ванны вредна.
Для нержавеющих сталей серии 300 доступны газы, содержащие от 2 до 5 процентов водорода. Благодаря этому добавлению законченный сварной шов выглядит намного лучше.
Системы подачи
Системы подачи защитного газа могут по-разному влиять на качество подаваемого газа.
Требования к поставке чистого газа. Для подачи чистых газов чаще всего используются четыре способа подачи.
Рисунок 5
Различные комбинации сварочных процессов и материалов требуют различных комбинаций сварочных газов.
Баллоны со сжатым газом, как правило, имеют наибольшую вероятность загрязнения, поскольку они постоянно опорожняются и снова наполняются. Некоторые поставщики газа используют клапаны баллонов со встроенным обратным клапаном, чтобы уменьшить проблемы с чистотой газа. Кроме того, доступно несколько сортов сжатого газа с проанализированными уровнями примесей, таких как влага, кислород и общее количество углеводородов (THC).
Баллоны с жидкостью, также известные как сосуды Дьюара или VGL, обычно обеспечивают газ более высокого качества, поскольку продукт не испаряется, не сжимается и не переупаковывается. Для этих продуктов также может быть доступен анализ качества.
Наливные сжиженные газы, как правило, имеют наивысшую чистоту, поскольку они поступают непосредственно с производственного предприятия в хранилище пользователя.
Системы хранения труб обычно монтируются на прицепе, но могут быть и наземными связками или салазками. Пустые прицепы часто меняют на полную систему или, как и наземные модели, можно заправить на месте или «подтолкнуть».
Требования к поставке смешанного газа. Некоторые из наиболее распространенных газовых смесей, используемых для сварки — аргон/CO 2 , аргон/O 2 и аргон/гелий — могут подаваться с помощью баллонов со сжатым газом или комбинации систем хранения. Режимы подачи могут быть от больших систем, где все компоненты подаются из резервуаров с жидкостью, до отдельных баллонов соответствующей газовой смеси.
Газы, поступающие из систем подачи жидких сыпучих материалов, обычно смешиваются в промышленных газовых смесителях для получения надлежащей смеси. Часто требования к газу для небольших производителей таковы, что используются либо баллоны с жидкостью, либо пакеты со сжатым газом. Для этих компонентов доступны переключающие коллекторы для автоматизации и снижения вероятности загрязнения.
Трубопровод. Качество трубопровода, по которому газ поступает от точки подачи к дуге, очень важно для поддержания чистоты газа. В критических приложениях GTAW от 20 до 30 частей на миллион влаги или кислорода могут создать неприемлемый сварной шов. Для этого типа применения идеально подходят сварные трубы или трубы из нержавеющей стали. Высококачественные компрессионные фитинги также могут использоваться с
почти идентичные результаты.
В критических приложениях GTAW от 20 до 30 частей на миллион влаги или кислорода могут создать неприемлемый сварной шов. Для этого типа применения идеально подходят сварные трубы или трубы из нержавеющей стали. Высококачественные компрессионные фитинги также могут использоваться с
почти идентичные результаты.
Для требований обычного качества медные трубы с серебряным припоем дают превосходные результаты, особенно если система трубопроводов продувается азотом во время пайки. Доступны несколько композитных трубопроводных систем, обычно состоящих из слоя алюминия между двумя слоями сшитого полиэтилена, которые очень просты в установке и обеспечивают подачу газа хорошего качества. Сварные трубы из черного железа можно использовать, если позаботиться о тщательной очистке внутренней части.
Рисунок 6 Профиль проникновения аргона/СО2 можно регулировать количеством СО2, содержащегося в газовой смеси.
 Гофрирована
Гофрирована ..]
..]


 Рекомендации по сварке металлических материалов. Часть 1: Общие положения
Рекомендации по сварке металлических материалов. Часть 1: Общие положения ..]
используется в сварке и подобных процессах, включая вольфрамовую шайбу в среде инертного газа ld e d arc welding , p las m a arc welding a n d cutting and thermal распыление.
..]
используется в сварке и подобных процессах, включая вольфрамовую шайбу в среде инертного газа ld e d arc welding , p las m a arc welding a n d cutting and thermal распыление. ..]
..]
 ..]
предлагаем качественную, быструю и предварительную ci s e дуговая сварка o p er ation.
..]
предлагаем качественную, быструю и предварительную ci s e дуговая сварка o p er ation. CHOFT.ch .CH 9000.CH 2963 9000.CH 2963 9000.CH 2963
CHOFT.ch .CH 9000.CH 2963 9000.CH 2963 9000.CH 2963 ..]
для такого процесса s a s Дуговая сварка i n o […]
..]
для такого процесса s a s Дуговая сварка i n o […] ..]
..]