Режимы ручной дуговой сварки: условия выбора нужного параметра
Екатерина
Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом.
Условно параметры режима ручной дуговой электросварки можно разделить на два вида: основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относятся диаметр электрода, свойства и величину сварочного тока, напряжение дуги. К дополнительным параметрам относят положение шва на изделии, состав и толщину металла, скорость соединения изделия и покрытие электрода. Рассмотрим отдельно каждый из них.
Рассмотрим отдельно каждый из них.
Содержание статьи
- Сварочный ток
- Диаметр электрода
- Режим в зависимости от напряжения дуги
- Скорость сварки при ручной электродуговой сварке
Сварочный ток
Ток обладает определяющими свойствами: родом, полярностью и силой. По роду ток подразделяется на постоянный и переменный. Полярность бывает прямая и обратная.
Большинство сварных аппаратов работают на постоянном токе. Отличие постоянного тока от переменного в том, что постоянный ток не изменяются по направлению и по величине. Тем самым он обеспечивает стабильность горения дуги. Единственный минус постоянного тока в процессе соединения металлов – это возможность появления эффекта магнитного дутья. Оно возникает при соединении больших конструкций, когда постороннее магнитное поле (от намагниченных изделий) воздействует на магнитное поле дуги. Дуга в этом случае начинает «выбегать» за пределы области нахождения шва и стабильность горения резко снижается.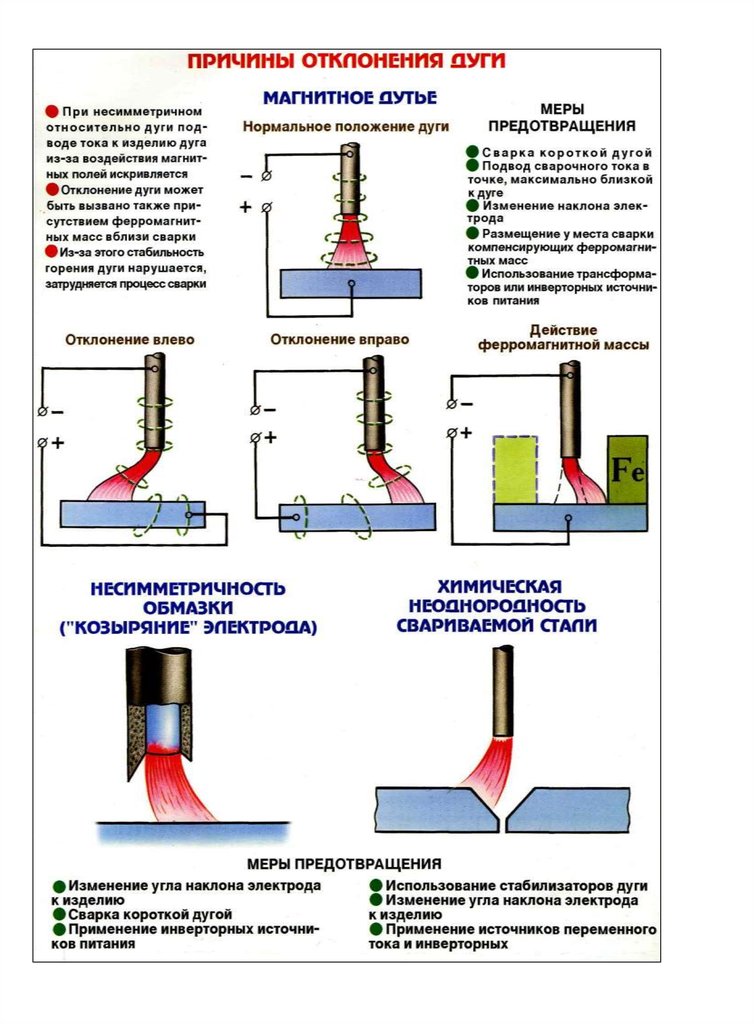 С данным минусом можно бороться путем
С данным минусом можно бороться путем
- ограждения места работы специальными экранами, защищающими от «лишних» магнитных полей
- заземления свариваемых поверхностей
- определить возможные варианты для использования переменного тока
Плюс работы на постоянном токе – стабильно горящая дуга и возможность выбора полярности. Прямую полярность называет еще электрод-отрицательной, обратную — электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии — оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.
Для тонких металлов проводят обратную полярность.
Величина силы тока определяется характеристиками конкретного сварочного аппарата. В современных моделях эти показатели указываются в инструкции. Если по каким-то причинам инструкция у вас отсутствует, тогда силу тока можно выбрать в зависимости от диаметра используемого электрода. Не допускается использование силы тока, которая больше подходящей конкретному электроду. В этом случае покрытие электрода, при каком осуществляется соединение, будет повреждено, дуга будет работать нестабильно. Использование слишком большого размера электрода также плохо влияет на процесс соединения металлов: плотность тока снижается, дуга «убегает», ее длина изменяется, сварной шов ровным и качественным не получается.
Диаметр электрода
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
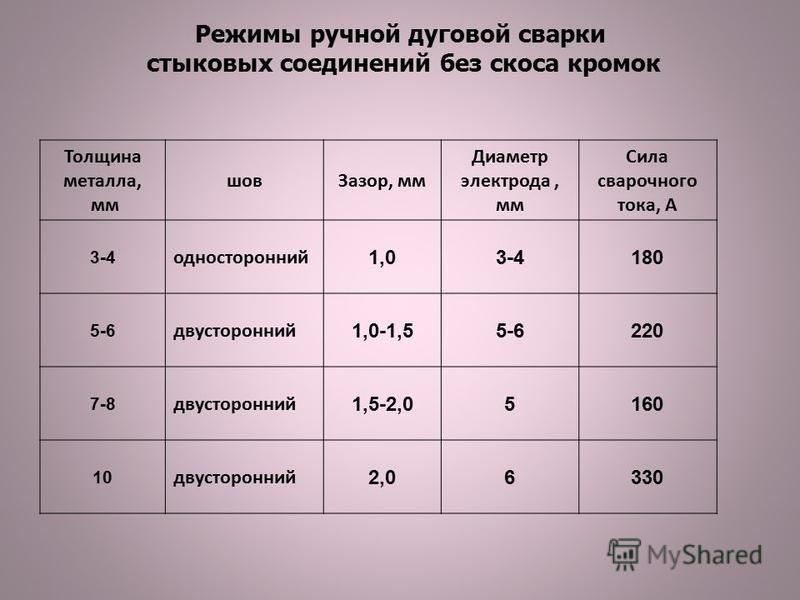
В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Режим в зависимости от напряжения дуги
Напряжением дуги связано с ее длиной. Обычно напряжение устанавливают в диапазоне 20-36 В. Оно увеличивается в процессе увеличения длины дуги. Длина дуги может быть короткая, средняя и длинная.
Длина дуги – это расстояние от кончика электрода до свариваемого металла. Для выполнения качественного соединения нужно обеспечить стабильный размер дуги. Считается, что для новичков проще поддерживать средний в значении размер дуги. Можно сделать качественный шов при короткой дуге, но для этого нужен опыт и профессионализм.
Для выполнения качественного соединения нужно обеспечить стабильный размер дуги. Считается, что для новичков проще поддерживать средний в значении размер дуги. Можно сделать качественный шов при короткой дуге, но для этого нужен опыт и профессионализм.
Скорость сварки при ручной электродуговой сварке
Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин. Очень медленная работа электродом позволяет расплавленному металлу растекаться, что сделает изделие некачественным. Также различными могут быть движения торца электрода (зигзаги, «ёлочки»).
Варианты направления электрода при сваркеТаким образом, выбор режима ручной дуговой сварки – это комплекс действий, направленных на поиск нужных параметров для соединения конкретного изделия. Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.
Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.
Похожие публикации
Режимы ручной дуговой сварки
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают.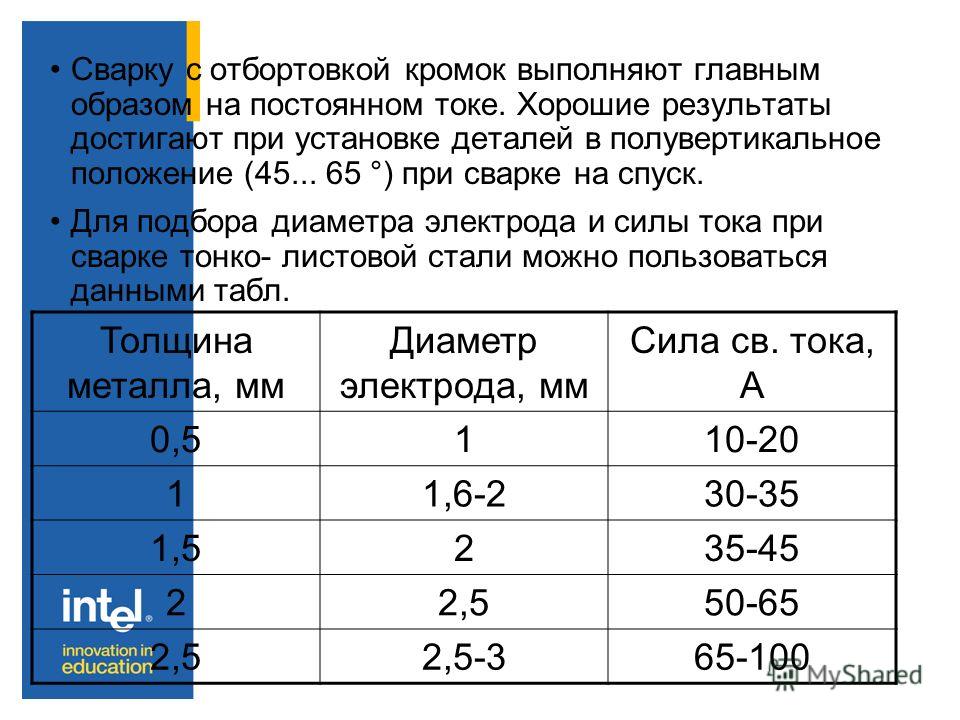 После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.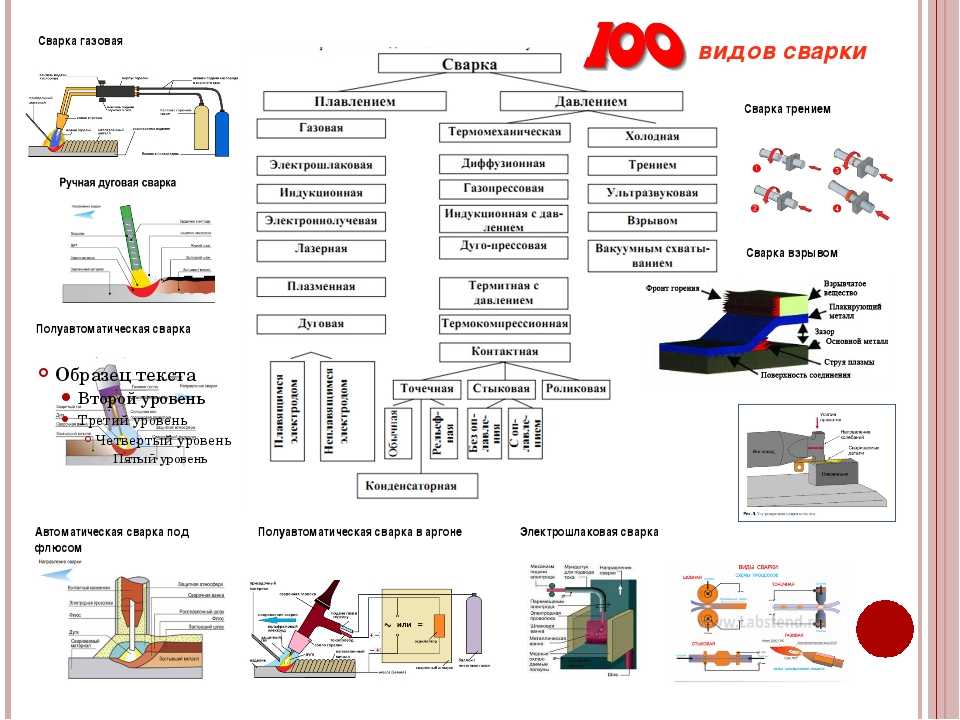
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Рис. 6. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется. | Рис. 7. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика. |
| Рис. 8. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед. | Рис. 9. Влияние подготовки кромок под сварки при стыковом соединении. |
| Рис. 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва | Рис. 11. Влияние величины сварочного тока при сварке: Если при сварке изменять сварочный ток то будут меняться параметры сечения шва. При более низком токе увеличивается глубина проплавления и увеличивается валик сварного шва. |
Использованы репродукции http://welding. su/gallery/
su/gallery/
Выбор режимов при ручной дуговой сварке
Похожие презентации:
Технология ручной дуговой сварки
Подбор сварочных режимов
Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Выбор режима сварки
Основы технологии электродуговой сварки
Ручная дуговая сварка
Технология ручной дуговой сварки
Ручная дуговая сварка. Условия горения сварочной дуги
Техника и технология ручной дуговой сварки, наплавки, резки покрытыми электродами. Способы выполнения швов
Режимы сварки и настройки аппарата
1. Выбор режимов при ручной дуговой сварке
12. Понятие и параметры режима ручной дуговой сварки
• Под режимом сварки понимают совокупностьконтролируемых условий, создающих устойчивое
горение дуги и обеспечивающих получение швов
заданных размеров, формы и свойств.
Параметры режима сварки подразделяют на
Основные:
Сила тока
Род и полярность тока
Диаметр электрода
Напряжение
Скорость сварки
Величина поперечного
колебания конца электрода.

Дополнительные:
Вылет электрода
Состав и толщина покрытия электрода
Положение шва в пространстве
Положение изделия в процессе сварки
Число проходов
Температура окружающей среды
2
• Определение режима сварки обычно
начинают с выбора диаметра
электрода, который назначают в
зависимости от
• толщины листов при сварке швов
стыковых соединений,
• катета шва при сварке швов угловых
и тавровых соединений
• положения шва в пространстве.
3
4. Выбор диаметра электрода в зависимости от толщины металла
Толщина металла, ммДиаметр электрода, мм
1-2
3
4-5
6-8
9-12
13-15
≥ 16
1,5-2
3
3-4
4
4-5
5
6
Значения диаметра электрода
в зависимости от катета шва
Вертикальные, горизонтальные и потолочные швы выполняют
электродами диаметром до 4мм.
Корневой слой при сварке многослойных швов выполняют
электродами диаметром 3 – 4 мм, а последующие – электродами
большего диаметра
4
• При сварке многопроходных швов стыковых
соединений первый проход должен
выполняться электродами диаметром не
более 4 мм, чаще всего диаметром 3 мм, так
как применение электродов большего
диаметра не позволяет в необходимой
степени проникнуть в глубину разделки для
провара корня шва.

• При сварке угловых и тавровых
соединений, как правило, за один проход
выполняют швы катетом не более 8–9 мм.
При необходимости выполнения шва с
большим катетом применяется сварка за два
прохода и более.
5
При определении числа проходов следует иметь в виду, что
максимальное поперечное сечение металла, наплавленного за
один проход, не должно превышать 30–40мм² .
Для определения числа проходов при сварке угловых и
тавровых соединений общая площадь поперечного сечения
наплавленного металла может быть вычислена по формуле:
• где Fн – площадь поперечного сечения
наплавленного металла,
• k – катет шва, мм.
• kу – коэффициент увеличения, учитывающий
наличие зазоров и выпуклость («усиление») шва:
6
При сварке швов стыковых соединений площадь поперечного
сечения (мм2) металла, наплавляемого за один проход, при
которой обеспечиваются оптимальные условия формирования,
должна составлять: для первого прохода (при проварке корня
шва)
для последующих
проходов
Зная общую площадь поперечного сечения наплавленного
металла и площади поперечного сечения наплавленного металла
при первом и каждом последующем проходах, найдем число
проходов:
7
• Площадь поперечного сечения
наплавленного металла в шве
можно определять по графикам в
зависимости от типа соединения и
вида разделки.
• Зная площадь Рн, можно по
специальным номограммам
определить необходимое число
проходов.
8
Графики
для
определения
площади
наплавленного
металла
Fн
соответственно
в
← стыковых
угловых →
швах
номера кривых на графиках соответствуют
номерам видов сварных соединений
• S — толщина металла;
К — катет шва
9
• Номограмма для определения числа проходов
при ручной дуговой сварке:
• Fн — площадь наплавленного металла
10
11. Сила сварочного тока
при ручной дуговой сварке можетбыть определена в зависимости от
диаметра электрода и допустимой
плотности тока, где
dэ – диаметр электрода (стержня), мм;
j – допускаемая плотность тока А/мм²
Значения допускаемой плотности тока в электроде
при ручной дуговой сварке
При > > dэ и неизменном Iсв плотность тока < < , что приводит:
— к блужданию дуги,
— увеличению ширины шва,
— уменьшению глубины провара.
11
• Наиболее удобно при определении силы сварочного
тока пользоваться формулой
п
• Значение k в ней выбирают в зависимости от
диаметра электрода:
kп – коэффициент, учитывающий пространственное
положение сварки:
0,8 – при сварке потолочных швов,
0,9 –при сварке вертикальных и горизонтальных швов,
1,0 — при сварке швов в нижнем положении
12
13. Пример
Толщина металла 8мм,
Сварка в нижнем положении.
Диаметр Э = 4мм
Iсв = 4мм • (35…50) =140 …200 А
Сварка горизонтальных шов на
вертикальной плоскости:
• Iсв = 0,9 • 4мм • (35…50)= 126…180А
13
14. Сила сварочного тока
• при сварке на• Отрегулируйте сварочный ток
большом токе
до получения устойчивого
наблюдается сильное
процесса сварки:
разбрызгивание и
при правильно подобранном
покраснение
сварочном токе дуга легко
электродного стержня;
возбуждается, спокойно горит
без обрывов и коротких
замыканий;
процесс горения происходит
нешумно с образованием
небольшого количества
мелких брызг.
14
15. ИЛИ Выбор силы сварочного тока:
dэ = 3 … 6 ммdэ < 3
I = ( 20 + 6d ) · d э · k
I = 30 · dэ · k
Коэффициент
Шов нижний
Шов на
вертикал.
плос.
k
1
0,9
Шов потолоч.
0,8
15
16. Длина дуги
Диаметрэлектрода
Сварочная
дуга
Lд
Длина дуги
От длины дуги
зависит ее
напряжение.
Длинную дугу
применять
не
рекомендуется
L д = (0.5 … 1,1) · dэ
16
17. Выбор рода и полярности тока
ПолярностьПостоянный ток
Прямая
Сварка с глубоким проплавлением
На детали
≈4000 ̊ С
Обратная
На детали
≈3000 ̊ С
основного металла;
Сварка низкоуглеродистых,
среднеуглеродистых и
низколегированных сталей
толщиной ≥ 5 мм электродами с
фтористо-кальциевым покрытием:
УОНИ 13/45; УОНИ 13/55 и др;
Сварка чугуна
Сварка с повышенной скоростью
плавления электродов;
Сварка тонкостенных листовых
конструкций;
Сварка низколегированных
низкоуглеродистых сталей (типа
16Г2АФ), средне- и
высоколегированных сталей и
сплавов.

Переменный ток
Сварка
низкоуглеродистых и
низколегированных
сталей (типа 09ГС) в
строительно–
монтажных условиях
с рутиловым
покрытием;
Сварка при
возникновении
магнитного дутья;
Сварка
тонколистовых
конструкций из
низкоуглеродистых
сталей
17
18. Выбор рода и полярности тока
Сварка постоянным током на обратной полярности применяется
в следующих случаях:
1. Если электрод имеет тугоплавкое покрытие.
2. Когда требуется уменьшить концентрацию тепла на основном
металле.
При сварке:
а) Тонколистового металла.
б) Цветных металлов.
в) Легированных специальных сталей, чувствительных к перегреву.
?
Максимальная глубина проплавления достигается при сварке
постоянным током на обратной полярности.
При сварке на прямой полярности глубина проплавления
основного металла на 40-50% меньше.
При сварке переменным током глубина провара на 15-20%
меньше, чем при сварке постоянным током на обратной
полярности.

18
19. Влияние сварочного тока, напряжения дуги и скорости сварки на форму и размер шва
Сварочный токНапряжение дуги
С увеличением
сварочного тока:
Глубина провара >
Ширина шва ≈ соnst
С > > напряжения:
Ширина шва резко > >
Глубина провара < <
Усиление шва < < .
При равном напряжении
ширина шва при сварке на
постоянном токе ОП >,
чем на переменном токе
Скорость сварки
С увеличением
скорости:
Глубина провара
(до 40-50 м/час) — > >,
Затем < <.
Ширина шва < <
постоянно.
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах
и выбирается на основании рекомендаций паспорта на данную марку электродов.
Для наиболее широко применяемых электродов
19
Uд = 25 28 В.
Скорость сварки :
Сварочная ванна должна быть заполнен
электродным металлом с небольшим
возвышением над кромками
с плавным переходом к основному
металлу без подрезов и наплывов.

Для электродов с рутиловым и
основным покрытием 6-12 м/ч
Для электродов с целлюлозным
покрытием 14-22 м/ч
20
Влияние
а
б
в
г
д
е
ж
сварочного тока (а),
напряжения дуги (б),
скорости сварки (в),
полярности тока (г),
диаметра электрода
(д),
• угла наклона
электрода (е)
• угла наклона
изделия (ж)
на размеры и форму
сварного шва
21
22. Влияние угла наклона электрода и изделия
Сварка углом впередГлубина провара, выпуклость шва < <
Ширина шва > >
Кромки хорошо проплавляются→ возможна
сварка на повышенной скорости.
Сварка металла небольшой толщины
Сварка углом назад
Глубина провара, выпуклость шва > >
Ширина шва < <
Прогрев кромок недостаточен, возможны не
сплавления и образование пор
Сварка на спуск
Сварка на подъем
Глубина провара < <
Ширина шва > >
Глубина провара > >
Ширина шва < <
22
23.
 Ориентировочные режимы сварки конструкционных низколегированных сталей 23
Ориентировочные режимы сварки конструкционных низколегированных сталей 23ИТОГ:
24
English Русский Правила
Техника и технология ручной дуговой сварки: режимы, параметры
Ручная дуговая сварка стала самым распространенным видом соединения металла, который используется на протяжении нескольких последних десятилетий. За последние годы появляются более новые и эффективные, но они не столь просты и доступны как этот. Для дуговой сварки производится огромное количество разнообразных моделей инверторов и трансформаторов, есть широкий выбор электродов для каждого металла и особенностей его применения.
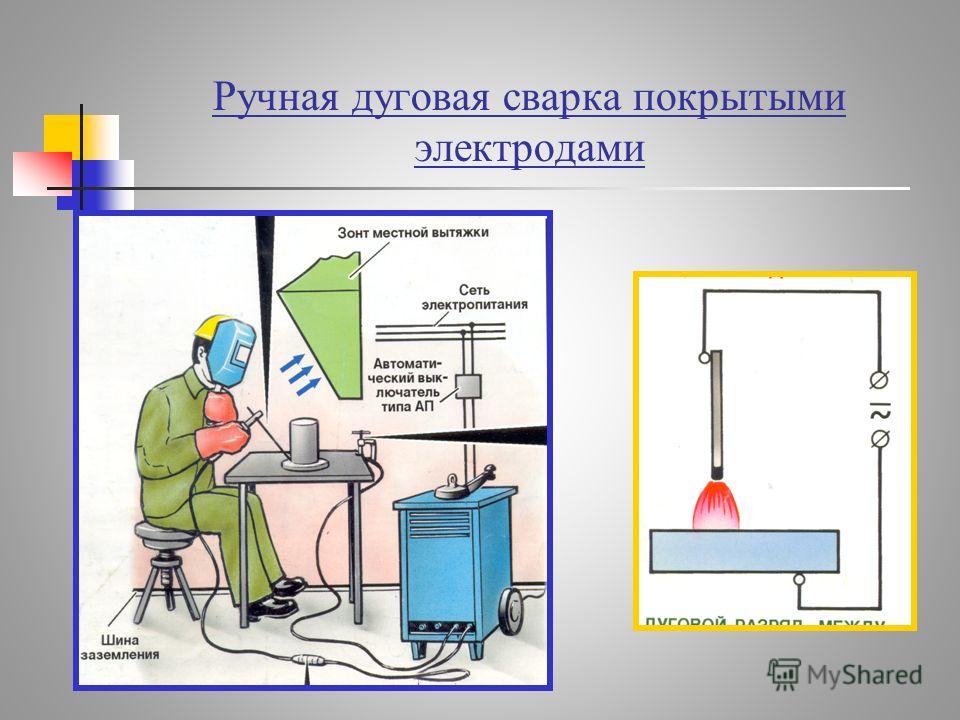
Процесс ручной дуговой сварки
Также стоит упомянуть разнообразие флюсов и прочих материалов, которые призваны сделать сварку более качественной и получить швы повышенной надежности. Это наиболее легкий в освоении метод, что делает его особенно популярным в частном применении. Практически все материалы и инструменты к нему являются доступными и недорогими. Для более сложных процедур, которые выходят за рамки бытового применения, конечно, требуются специальные расходные материалы и особенная методика проведения процесса.
Для более сложных процедур, которые выходят за рамки бытового применения, конечно, требуются специальные расходные материалы и особенная методика проведения процесса.
Область применения
Источники питания для ручной дуговой сварки позволяют применять ее практически в любой области. Чаще других она встречается в бытовой сфере, так как может работать от стандартной сети. Качество получаемого шва у нее вполне достаточное для такого типа применения. Помимо этого практически в каждом предприятии, где идет работа с металлом, находится место для использования такой технологии. Лучше всего она подходит для соединения углеродистых сталей.
При создании металлоконструкций, таких как ворота, решетки, заборы и прочее, данный метод является одним из основных. Заводы и предприятия, которые ремонтируют свою технику или создают новую, также имеют в своем арсенале сварочные инверторы и трансформаторы. Совсем не обязательно, что в какой-то сфере они будут единственным способом сварки, так как для простых и менее ответственных соединений данная недорогая технология может оказаться лучше всего.
Зажигание сварочной дуги
Движение электрода при ручной дуговой сварке начинается с розжига электрической дуги. Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания.
Вторым способом розжига является «розжиг чирком», это более сложный, но практически все специалисты без труда его осваивают. Он основан на том, что дуга зажигается во время движения электрода. Конец материала черкается о поверхность основного металла, после чего сразу отрывается. Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.
Конец материала черкается о поверхность основного металла, после чего сразу отрывается. Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.
Схема розжига сварочной дуги
Скорость сварки
Скорость сварки при ручной дуговой сварке подбирается в зависимости от толщины основного металла, а также от размера сварного шва. В основу выбора входит принцип полного заполнения сварочной ванны с заданным углублением расплавленным металлом. Валик должен иметь возвышение над кромками заготовки, что является одним из показателей его правильного формирования. Подрезы и наплывы говорят о том, что параметры режима ручной дуговой сварки были неправильно определены и скорость не соответствует требуемой. Желательно, чтобы скорость продвижения расходного материала позволяла формировать шов, ширина которого до двух раз больше диаметра электрода.
При слишком медленном передвижении электрода образуется масса жидкого металла, которая скапливается перед дугой. Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
Быстрое передвижение электрода также может вызвать не проварку, но уже по более явным причинам. Быстрое передвижение создает слишком слабую температуру, которая не позволяет добраться на нужную глубину основного металла, так что шов получается слишком тонкий. После охлаждения, шов может оказаться деформированным, на нем нередко возникают трещины и прочие виды брака.
Если нет четко заданных указаний по конкретному шву, то опытные специалисты могут подбирать все интуитивно. Сварив не один десяток швов, мастер быстро ориентируется и чувствует, как нужно передвигать сварочную ванну, чтобы получилось все максимально качество. Тем не менее, для упрощения определения скорости имеются таблицы с данными, определяющими примерные значения, в зависимости от толщины заготовки.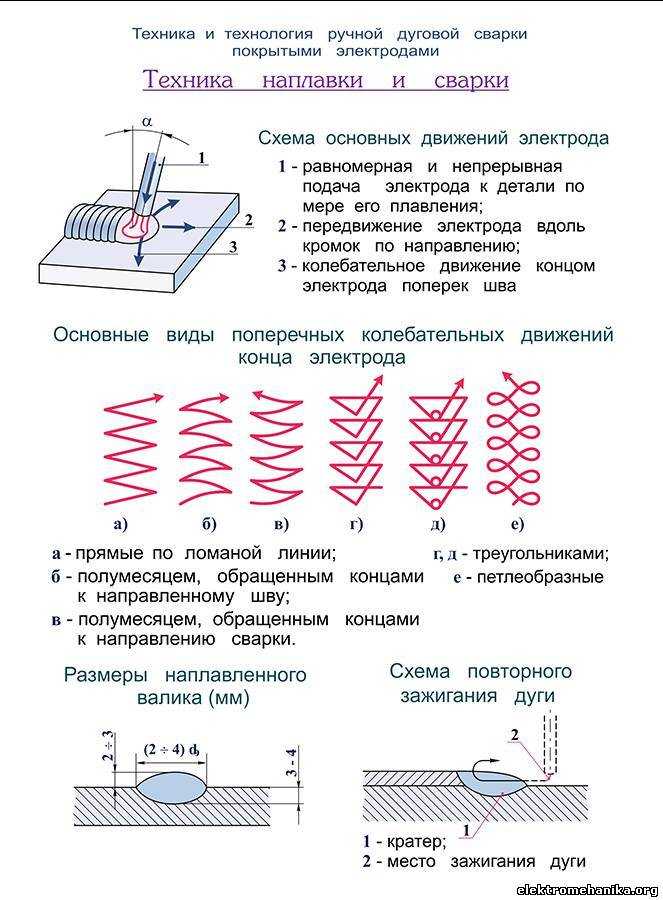
Толщина металла, мм | Скорость сварки, м/ч |
| 0,5-1 | 25-45 |
1,5-2 | 25-50 |
| 3 | 25-40 |
4 | 25-75 |
| 5-7 | 25-60 |
9-10 | 20-50 |
| 11-20 | 15-30 |
Направление перемещения электрода
Режимы сварки для ручной луговой сварки являются лишь залогом минимизации вероятности появления залипаний и прожигов. Основная работа проводится сварщиком вручную и здесь есть свои особенности технологии, связанные в перемещении сварочной ванны. После розжига дуги, вокруг нее образуется масса расплавленного металла. При передвижении электрода, вместе с ним передвигается и ванна расплавленного металла, оставляя за собой сварочный шов. Электрод перемещается вдоль места соединения деталей. Зачастую это является стык. Только вдоль него и должно перемещаться все.
«Важно!
С учетом того, что большинство людей являются правшами, удобнее всего направление слева направо. Для левшей будет более удобным направление наоборот.»
Схемы направления движения электрода
Техника и технология сварки
Для каждого типа соединения может быть своя техника и технология ручной дуговой сварки, но принцип создания шва практически един для каждой техники. Он основан на перемешивании расплавленного металла из электрода с такой же массой основного металла. Чем более однородной будет масса, тем лучше соединение. Техника перемешивается, заключается в колебательных движениях электрода. Они осуществляются по спирали, понемногу продвигаясь вперед, образуя ряд чешуек. Диаметр круговых колебаний составляет, примерно, два диаметра электрода. Движения должны быть равномерными, чтобы поддерживать общую целостность и одинаковую высоту шва.
Заключение
Технология проведения сварочных работ усложняется с каждым новым способом применения ручной дуговой сварки. Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла.
Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла.
Режимы сварки: правила выбора и расчета
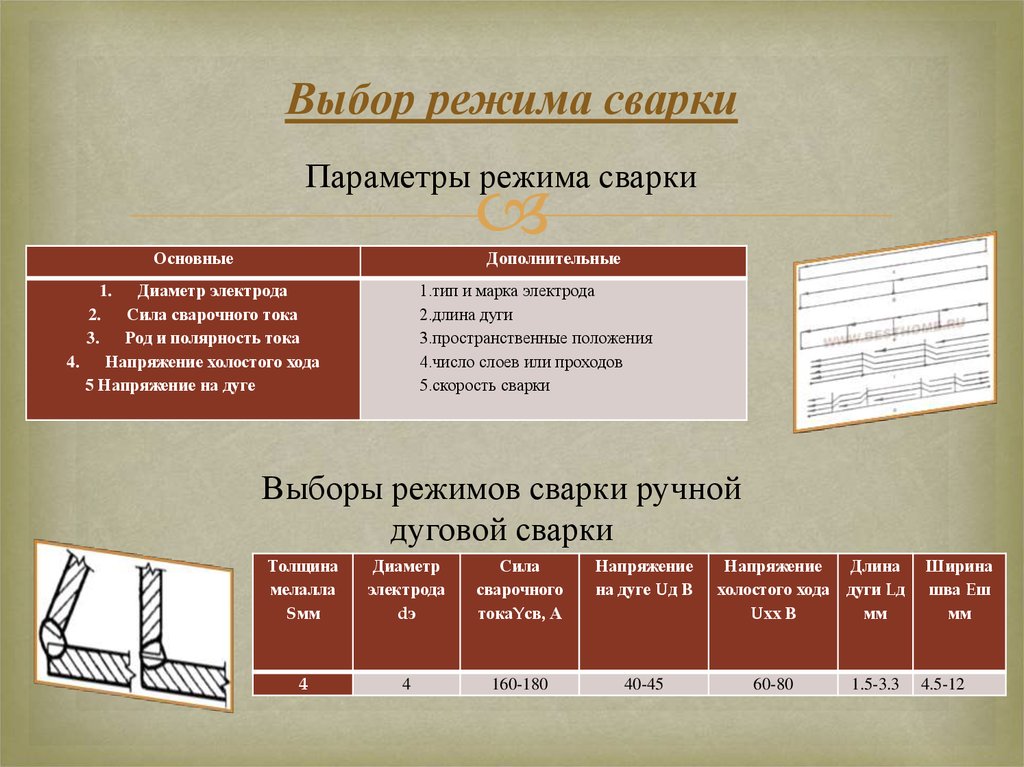
Для того, чтобы процесс сварки протекал стабильно, необходимо обеспечить определенные условия. Совокупность этих условий называют режимом сварки, который зависит от того, какие детали подлежат свариванию. Чтобы четко описать режим сварки, используют отдельные параметры, выраженные в конкретных физических единицах. Параметры разбиты на две группы: основные и дополнительные.
1 / 1
Параметры режима сварки
Основные параметры режима сварки:
· величина и полярность тока;
· диаметр электрода;
· скорость сварки;
· величина поперечного колебания электрода.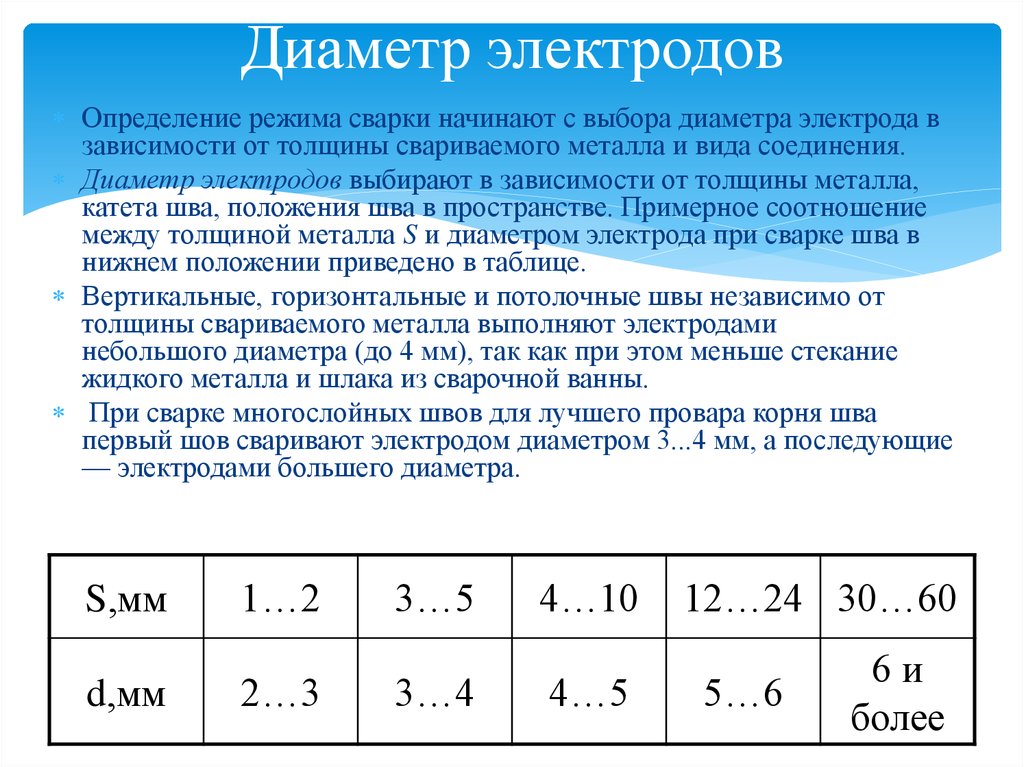
Иногда приходится учитывать род тока и температурный режим сварочного процесса. Эти величины относят к дополнительным параметрам. Сюда же относят пространственное положение изделия и угол наклона электрода. Изготовители не часто меняют толщину обмазки, но иногда приходится учитывать и это.
Влияние параметров на качество шва
Величина сварочного тока оказывает значительное влияние на глубину провара. Очевидно, что при увеличении тока происходит увеличение температуры в зоне сваривания и глубины провара. Такое же влияние оказывает изменение полярности сварочного тока на противоположную. Одной только сменой полярности можно добиться увеличения глубины провара на 40%.
Влиянием величины сварочного напряжения на глубину провара можно пренебречь, столь оно незначительно. А вот ширина шва сильно зависит от величины сварочного напряжения: чем больше напряжение – тем шире шов.
Параметры должны задаваться технологами к каждому отдельному случаю сваривания различных деталей. На производствах с налаженным технологическим процессом именно так и происходит. Но, часто сварщику приходится самому выбирать параметры режима, исходя из своих знаний и опыта. Не всегда удается точно «попасть в процесс». В этом случае выручает четкая зависимость глубины провара и ширины шва от величины поперечного колебания электрода. Меняя геометрию колебания, сварщик может подкорректировать неточности расчетов режима сварки и улучшить качество соединения.
На производствах с налаженным технологическим процессом именно так и происходит. Но, часто сварщику приходится самому выбирать параметры режима, исходя из своих знаний и опыта. Не всегда удается точно «попасть в процесс». В этом случае выручает четкая зависимость глубины провара и ширины шва от величины поперечного колебания электрода. Меняя геометрию колебания, сварщик может подкорректировать неточности расчетов режима сварки и улучшить качество соединения.
Выбор режима сварки
Выбор диаметра электрода
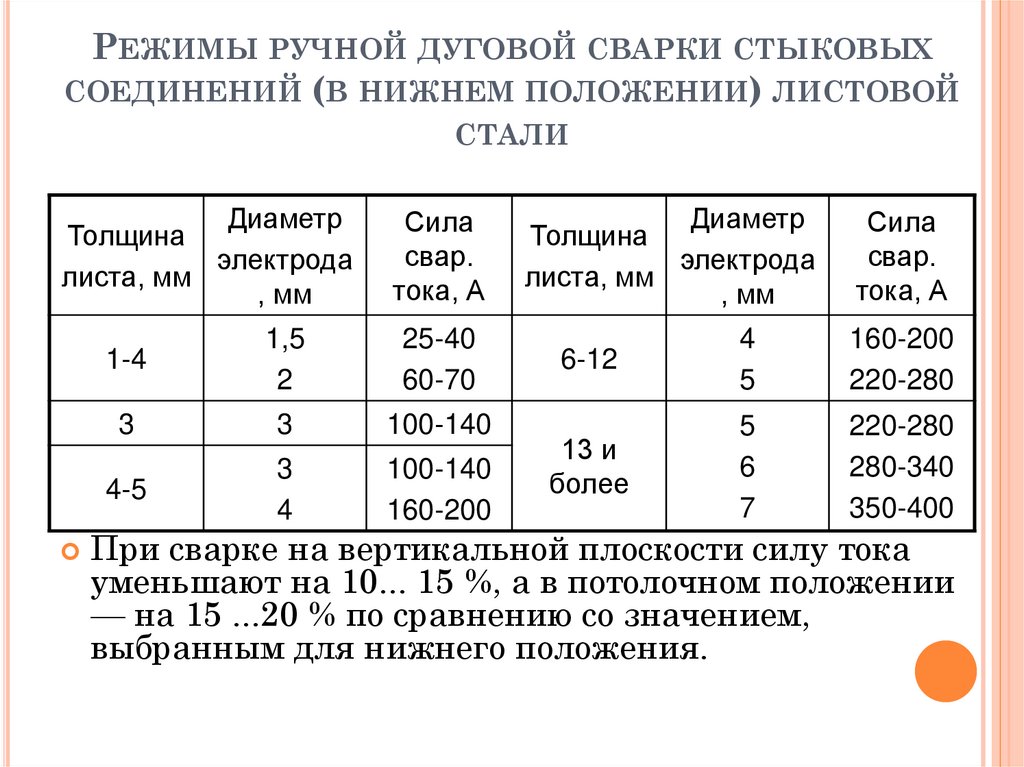
Диаметр выбирают с учетом многих факторов: толщины свариваемых изделий, пространственного положения шва, формы разделки кромок и вида соединения. Основным показателем является толщина металла. С неё и начинают выбор, используя остальные факторы в виде корректировок. Диаметр можно выбрать из таблицы, приведенной ниже. Все размеры даны в миллиметрах.
|
Толщина свариваемого металла |
Диаметр электрода |
|
1,5 |
1,6 |
|
2 |
2 |
|
3 |
3 |
|
4 — 5 |
3 — 4 |
|
6 — 8 |
4 |
|
9 — 12 |
4 — 5 |
|
13 — 15 |
5 |
|
16 — 20 |
5 и более |
При наличии разделанных кромок, корневой слой выполняется электродами диаметром 2,5 – 3,0 мм. Для потолочных швов чаще используют электроды диаметром 3,0 – 3,2 мм. Горизонтальные швы варятся в точном соответствии с табличными данными.
Для потолочных швов чаще используют электроды диаметром 3,0 – 3,2 мм. Горизонтальные швы варятся в точном соответствии с табличными данными.
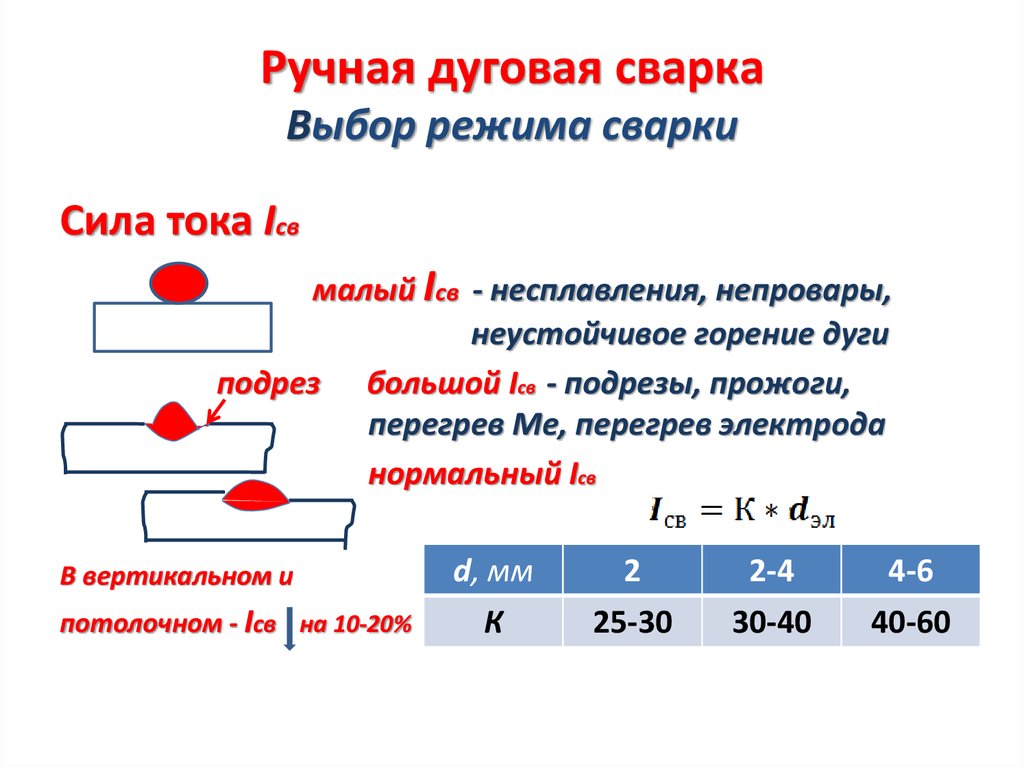
Сварочный ток
Величина сварочного тока рассчитывается по формуле I = K*d
Где:
I – сила сварочного тока в амперах;
K – коэффициент;
d – диаметр электрода в миллиметрах.
При проведении сваривания в вертикальном положении величину тока уменьшают на 10%, при потолочных швах ток уменьшают на 20% от вычисленной величины. Коэффициент К можно выбрать из таблицы:
|
Диаметр электрода, мм |
К, А/мм |
|
1 — 2 |
25 — 30 |
|
3 — 4 |
35 — 40 |
|
5 — 6 |
45 — 50 |
Скорость сварки
Какой бы ни была толщина свариваемых изделий, ширина шва рекомендуется равной 1,5 – 2 диаметра электрода. Учитывая то, что электрод подобран правильно, при такой ширине мы получим качественно сформированный шов. Слишком быстрое и слишком медленное ведение сварочного электрода вызывает непровар сварочного шва. В первом случае, это происходит из-за недостаточного прогрева рабочей зоны. Во – втором, из-за большого количества расплавленного металла, который будет экранировать дугу от свариваемого изделия.
Учитывая то, что электрод подобран правильно, при такой ширине мы получим качественно сформированный шов. Слишком быстрое и слишком медленное ведение сварочного электрода вызывает непровар сварочного шва. В первом случае, это происходит из-за недостаточного прогрева рабочей зоны. Во – втором, из-за большого количества расплавленного металла, который будет экранировать дугу от свариваемого изделия.
В обычной практике скорость поддерживают исходя из вида сварочной ванны. Стандартная сварочная ванна имеет ширину до 14 мм и глубину до 6 мм. Значение длины не столь критично и лежит в большем диапазоне от 10 до 30 мм. Если следить за соблюдением вышеуказанных размеров и равномерно–непрерывным заполнением сварочной ванны расплавленным металлом, то можно гарантированно получить шов хорошего качества.
Род и полярность тока
Эти показатели выбирают в зависимости от того, каким способом будет вестись сварка, и какие материалы будут свариваться.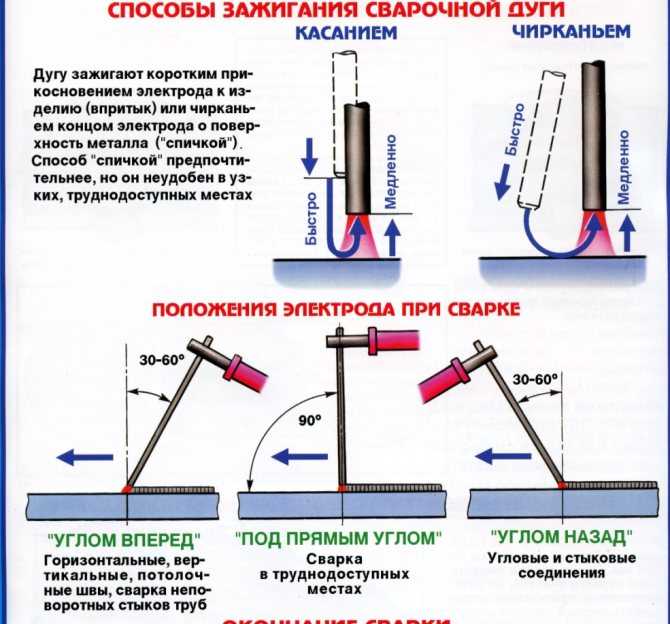 Если к электроду подсоединяется «-» источника, то это называется прямой полярностью, если «+», то обратной. Сварка обратной полярностью применяется для соединения низкоуглеродистых и низколегированных сталей. При этом применяются электроды марок УОНИ 13/45 и УОНИ 13/55 с фтористо-кальциевым покрытием.
Если к электроду подсоединяется «-» источника, то это называется прямой полярностью, если «+», то обратной. Сварка обратной полярностью применяется для соединения низкоуглеродистых и низколегированных сталей. При этом применяются электроды марок УОНИ 13/45 и УОНИ 13/55 с фтористо-кальциевым покрытием.
Прямая полярность применяется для наплавки, а также для сваривания тонких листов металла.
ГОСТ 30430-96 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ДУГОВАЯ КОНСТРУКЦИОННЫХ ЧУГУНОВ Требования к технологическому процессу МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ Минск Предисловие 1
РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 72
«Сварка и родственные процессы», Институтом электросварки им. ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 10 от 03.10.96) За принятие проголосовали:
3
Постановлением Государственного комитета Российской Федерации по стандартизации
и метрологии от 16 января 2001 г. 4 ВВЕДЕН ВПЕРВЫЕ СОДЕРЖАНИЕ
ГОСТ 30430-96 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 2002-01-01 Настоящий
стандарт распространяется на технологические процессы ручной и механизированной
дуговой сварки, применяемые при исправлении дефектов чугунного литья,
восстановлении поврежденных чугунных деталей и создании литосварных изделий из
чугуна. В настоящем стандарте использованы ссылки на следующие нормативные документы: ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны ГОСТ 12.2.032-78 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования ГОСТ 12.2.033-78 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности ГОСТ 12.3.004-75 Система стандартов безопасности труда. Термическая обработка металлов. Общие требования безопасности ГОСТ
12.3.009-76 Система стандартов безопасности труда. Работы
погрузочно-разгрузочные. ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия ГОСТ 12.4.034-85 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Классификация и маркировка ГОСТ 12.4.035-78 Система стандартов безопасности труда. Щитки защитные лицевые для электросварщиков. Технические условия ГОСТ 12.4.123-83 Система стандартов безопасности труда. Средства коллективной защиты от инфракрасных излучений. Общие технические требования ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки ГОСТ 1585-85 Чугун антифрикционный для отливок. Марки ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ
6996-66 Сварные соединения. ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия ГОСТ 26358-84 Отливки из чугуна. Общие технические условия ГОСТ
28394-89 Чугун с вермикулярным графитом для отливок. № 1009-73 Санитарные правила при сварке, наплавке и резке металлов В настоящем стандарте применяют следующие термины с соответствующими определениями: 3.1 графитизирующие элементы: Химические элементы, способствующие выделению графитной фазы при кристаллизации чугуна. 3.2 литосварное изделие: Изделие, полученное сваркой литых (чугунных) заготовок. 3.3 модифицирующие элементы: Химические элементы, обеспечивающие изменение (модифицирование) формы графита от пластинчатой до шаровидной при кристаллизации чугуна. 3.4 подформа: Форма, изготовленная из формовочного материала по месту дефекта на отливке, для удержания жидкого металла при заварке дефекта и придания восстановленной части отливки требуемой формы и размеров. Определение литейных дефектов по ГОСТ 19200. Iсв — сила сварочного тока, А; Uд — напряжение на сварочной дуге, В; Vcв — скорость сварки, м/ч; Vп. sв — временное сопротивление разрыву, МПа; d — относительное удлинение, %; НД — нормативный документ. Дуговой сварке подлежат отливки, детали и заготовки из серых чугунов (с пластинчатой формой графита) всех марок по ГОСТ 1412, ковких (с графитом хлопьевидной формы) всех марок по ГОСТ 1215, антифрикционных (с пластинчатой формой графита) всех марок по ГОСТ 1585, высокопрочных (с червеобразным графитом) всех марок по ГОСТ 28394 и высокопрочных (с шаровидным графитом) всех марок по ГОСТ 7293. В качестве электродных материалов при дуговой сварке чугуна используют покрытые электроды (далее — электроды), порошковые проволоки и проволоки сплошного сечения на основе черных или цветных металлов. Электродные
материалы при сварке чугуна должны обеспечивать получение металла шва
(наплавленного металла) сварного соединения, по химическому составу и структуре
аналогичного основному металлу или (в случае применения электродов на основе
никеля, меди или железа) более пластичного, чем чугун, сплава. Типы металла шва (наплавленного металла) и соответствующие им рекомендуемые марки и сортамент сварочных материалов для дуговой сварки чугуна приведены в таблице А.1. 5.1.1 Требования к составу, характеристикам, свойствам свариваемых материалов Химический состав и механические свойства свариваемых конструкционных чугунов должны соответствовать требованиям ГОСТ 26358. Электроды для ручной дуговой сварки чугуна в части размеров и прочности покрытия, сварочно-технологических свойств, упаковки, хранения и транспортирования должны удовлетворять требованиям ГОСТ 9466. Порошковые проволоки для механизированной дуговой сварки чугуна в части состояния поверхности, наполнения порошком, размеров и массы мотка, сварочно-технологических свойств, упаковки, хранения и транспортирования должны удовлетворять требованиям ГОСТ 26271. Проволоки
сплошного сечения для механизированной дуговой сварки чугуна в части состояния
поверхности, размеров и массы мотка, сварочно-технологических свойств,
упаковки, хранения и транспортирования должны удовлетворять требованиям ГОСТ
16130. Формовочная смесь, используемая для изготовления подформ, должна обеспечивать удержание ванны жидкого металла и получение требуемых формы и размеров заваренного дефекта в соответствии с требованиями НД на отливку или деталь. 5.1.2 Требования к способам и порядку подготовки материалов, заготовок Удаление формовочной смеси, пригара, ржавчины, накипи, масел и других загрязнений на отливках, деталях или заготовках осуществляют механической зачисткой, химическим травлением, выжиганием с помощью газового пламени, кипячением в щелочных ваннах и другими способами. Выбор способа очистки и порядок его выполнения устанавливаются НД на чугунные отливки, детали или заготовки. Подготовка чугунных заготовок под сварку должна включать: зачистку поверхностей заготовок в месте сварки; выполнение разделки; обезжиривание кромок разделки; сборку заготовок с применением струбцин или прихваток; установку
в нужное положение. Подготовка чугунных отливок под заварку дефектов должна включать: зачистку поверхностей отливок в месте литейного дефекта; разделку дефектов до их полного удаления; изготовление подформ по месту сквозных или краевых дефектов. Подготовка поврежденных чугунных деталей под восстановительную сварку должна включать: зачистку поверхностей деталей в месте повреждения; выполнение разделки; засверловку концов трещин; обезжиривание кромок разделки; сборку с отбитыми частями или вставками с применением прихваток; установку в нужное положение. При подготовке чугунных заготовок под сварку литосварных изделий, а также при разделке трещин на поврежденных деталях с толщиной стенки до 30 мм должны применяться только механические способы, а способы термической резки (строжки) не допускаются. При
подготовке отливок с толщиной стенки более 30 мм для исправления литейных
дефектов заваркой допускается применение для разделки воздушно-дуговой резки
(строжки) или специализированных электродов для резки. Концы трещин на поврежденных деталях из чугуна следует засверлить. Для надежного выявления концов трещин следует применять травление зачищенной поверхности слабыми растворами (2 — 4 %) азотной или соляной кислоты. Порядок выполнения засверловки и травления трещин определяется НД на деталь. Подформу на дефектной части отливки выполняют из огнеупорной формовочной смеси следующего состава: песок кварцевый — 4 части, глина белая огнеупорная — 4 части, графит — 2 части. Порядок подготовки смеси и нанесения ее на отливку устанавливается НД на отливки. Для изготовления подформ допускается использовать также графитовые пластины, огнеупоры и др. 5.1.3 Требования к методам контроля материалов, заготовок Входной контроль материалов и заготовок осуществляют по параметрам и методам, установленным в НД на продукцию. При подготовке чугунных заготовок под сварку в литосварное изделие проверяют: соответствие марок чугуна заготовок марке чугуна литосварного изделия; отсутствие
внешних литейных дефектов: трещин, раковин, усадочной пористости, рыхлот, спаев
и др. соответствие формы и внешнего вида заготовок чертежам техническим условиям. При сборке заготовок под сварку в литосварное изделие проверяют: соответствие формы и основных размеров собранного под сварку изделия рабочим чертежам; соответствие зазора в корне разделки под сварку заданному значению согласно НД на сварное изделие; отсутствие следов масла, жиров и других загрязнений на кромках разделки. 5.1.4 Требования к маркировке материалов, заготовок Маркировка материалов и заготовок, а также последовательность нанесения дополнительных реквизитов маркировки должны быть указаны в НД на материалы и заготовки конкретных видов. 5.1.5 Нормы расхода материалов Нормы расхода основных материалов должны быть указаны в НД на продукцию конкретных видов. Ориентировочные нормы расхода сварочных материалов приведены в таблице А.2. Основное
требование к технологическому процессу дуговой сварки конструкционных чугунов -
обеспечение равнопрочности сварных соединений и основного металла. Процессы ручной и механизированной дуговой сварки чугуна выполняют на постоянном токе прямой или обратной полярности. Проволоки сплошного сечения или порошковые проволоки должны подаваться в зону сварки непрерывно, без рывков и задержек. Коэффициент использования электродных материалов не должен превышать пределы, установленные в таблицах А.3, А.4. 5.2.1 Требования к составу и последовательности операций технологического процесса 5.2.1.1 Сварка изделий Технологический процесс дуговой сварки литосварных изделий из чугуна включает операции: предварительный подогрев заготовок в сборе; сварку изделия; контроль качества сварных соединений; испытание
литосварных изделий. Предварительный подогрев заготовок, собранных под сварку, выполняют в электропечи или газовым пламенем. Дуговую сварку изделий из чугуна осуществляют, в основном, механизированными методами с использованием проволок сплошного сечения: ПАНЧ-11, ПАНЧ-12, МН-25 и др. — без предварительного подогрева (или с предварительным подогревом изделия до температуры 200 — 300 °С) или порошковых проволок: ПП-АНЧ-5, ППСВ-7 и др. — с предварительным подогревом изделия до температуры 400 — 600 °С. Однако при сварке изделий из чугуна предпочтительно использование автоматизированных процессов дуговой сварки, так как они выполняются без перерывов при небольшом расходе электродных материалов. В случае многопроходной сварки процесс может прерываться на зачистку швов, кантовку изделия, изменение режима сварки. В
случае необходимости сварные изделия подвергают термической обработке (отжигу)
для снятия остаточных сварочных напряжений. Требования к контролю качества сварных соединений чугуна — в соответствии с п. 5.8. 5.2.1.2 Исправление литейных дефектов на отливках Технологический процесс дуговой сварки (заварки) дефектов на чугунных отливках включает операции: предварительный подогрев отливок; сварку (заварку) дефектов; контроль качества сварных соединений; испытание отливок с исправленными дефектами. Предварительный подогрев отливок с разделанными дефектами и подформами на них выполняют в электропечи, газовыми горелками или на горне с коксом. Ручную дуговую сварку (заварку) дефектов осуществляют на чугунных отливках из серого чугуна с пластинчатым графитом электродами ЭЧ-1, ЭЧ-2, ЦЧ-5, на отливках из высокопрочного чугуна с шаровидным графитом — электродами ЭВЧ-1. Механизированную
дуговую сварку (заварку) дефектов на отливках из серого чугуна с пластинчатым
графитом осуществляют с применением порошковых проволок ПП-АНЧ-2, ППСВ-7, на
отливках из высокопрочного чугуна с шаровидным графитом — проволоки ПП-АНЧ-5. Сварку (заварку) дефектов с предварительным подогревом отливок выполняют только в нижнем положении. Дефекты с объемом наплавленного металла до 100000 мм3 заваривают непрерывно от краев к центру с подваркой усадки. Дефекты с большим объемом наплавленного металла разбивают на участки по форме в виде круга (диаметром 100 мм) или квадрата (100 ´ 100 мм). Заварку начинают с участка, расположенного в наиболее глубоком месте. Далее заваривают (наплавляют) последовательно участки толщиной примерно 10 мм с небольшим перекрытием заваренных участков. Между заваркой отдельных участков делают небольшие перерывы для зачистки поверхности шва (наплавки). Замедленное охлаждение отливки с заваренным дефектом осуществляют с использованием тех же средств, которые применяют для предварительного подогрева. В
случае необходимости отливки с исправленными дефектами подвергают термической
обработке (отжигу) для снятия остаточных сварочных напряжений и обеспечения
обрабатываемости сварных соединений механическим инструментом. Требования к контролю качества чугунных отливок с исправленными литейными дефектами в соответствии с п. 5.8. 5.2.1.3 Восстановление деталей Технологический процесс дуговой сварки разрушенных или изношенных чугунных деталей включает операции: сварку поврежденных деталей; контроль качества сварных соединений; испытание восстановленных деталей. Предварительный подогрев при дуговой сварке поврежденных чугунных деталей, как правило, не применяют. Ручную
дуговую сварку поврежденных чугунных деталей осуществляют с использованием
покрытых электродов на никелевой (ОЗЧ-3, ОЗЧ-4, МНЧ-2), никележелезной
(ОЗЖН-1), медной (ОЗЧ-2, ОЗЧ-6) или железной (ЦЧ-4) основе. Сварку ведут швами
длиной 30 — 50 мм с перерывами на охлаждение и зачистку швов. Длинные трещины
разбивают на участки длиной 50 — 60 мм и сварку осуществляют по участкам в
определенном порядке в соответствии с НД на восстанавливаемую деталь. Механизированную дуговую сварку поврежденных чугунных деталей осуществляют с использованием проволок сплошного сечения на медной (МН-25) или никелевой (ПАНЧ-11, ПАНЧ-12) основе. Сварку ведут швами длиной 60 — 80 мм (проволокой ПАНЧ-11 до 150 мм) с перерывами на охлаждение. Длинные трещины разбивают на участки длиной 80 — 100 мм и осуществляют сварку по участкам в определенном порядке в соответствии с НД на восстанавливаемую деталь. Допускается сварные швы проковывать. В
случае необходимости восстановленные детали подвергают термической обработке
(отжигу) для снятия остаточных сварочных напряжений и обеспечения
обрабатываемости сварных соединений механическим инструментом. Требования к контролю качества восстановленных сваркой чугунных деталей в соответствии с п. 5.8. 5.2.2 Требования к режимам и параметрам технологического процесса Дуговую сварку конструкционных чугунов выполняют с использованием покрытых электродов, порошковых проволок и проволок сплошного сечения. 5.2.2.1 Режимы сварки покрытыми электродами Рекомендуемые режимы ручной дуговой сварки чугуна и коэффициенты использования электродов приведены в таблице А.3. 5.2.2.2 Режимы сварки порошковыми проволоками Рекомендуемые режимы сварки чугуна порошковыми проволоками, а также коэффициенты использования порошковых проволок приведены в таблице А.4. 5.2.2.3 Режимы сварки проволоками сплошного сечения Рекомендуемые режимы сварки чугуна проволоками сплошного сечения приведены в таблице А.5. 5.3.1
Требования к основному технологическому сварочному оборудованию
электродержатели для ручной дуговой сварки чугуна электродами диаметром 2 — 6
мм должны удовлетворять требованиям ГОСТ 14651. При механизированной дуговой сварке чугуна проволоками сплошного сечения или порошковыми проволоками основное технологическое оборудование должно обеспечивать равномерную подачу электродной проволоки в зону сварки со скоростью ее плавления и поддержание на заданном уровне параметров режима сварки, в первую очередь сварочного тока и напряжения дуги в соответствии с ГОСТ 18130. Скорость подачи проволоки сплошного сечения регулируют от 50 до 150 м/ч, а порошковой проволоки — от 80 до 350 м/ч. Источники питания для механизированной дуговой сварки чугуна (сварочные преобразователи или выпрямители постоянного тока) должны иметь жесткую или пологопадающую внешнюю характеристику. 5.3.2 Требования к механическому и вспомогательному технологическому оборудованию Механическое оборудование, применяемое при сварке литосварных изделий из чугуна, должно соответствовать требованиям ГОСТ 21694. Требования
к вспомогательному технологическому оборудованию устанавливают в
конструкторской документации на изделие. Требования к технологической оснастке устанавливают в конструкторской документации на изделие. Участок для дуговой сварки чугуна должен быть расположен в хорошо освещенном вентилируемом помещении, по объему и площади соответствующем санитарным нормам. Организация рабочих мест сварщиков должна соответствовать требованиям ГОСТ 12.2.032 и ГОСТ 12.2.033. На участке должны быть расположены посты ручной и (или) механизированной дуговой сварки, устройство для предварительного, сопутствующего и последующего подогрева заготовок или отливок и деталей, оборудованное место для подготовки заготовок под сварку (разделка дефектов, изготовление подформы на разделанном дефекте и др.), оборудованное место для контроля качества сварных соединений, устройства для отвода и локализации выделяющихся при сварке аэрозолей. В
зависимости от массы чугунных заготовок, отливок или деталей участок следует
размещать в зоне действия цехового крана достаточной грузоподъемности или
других грузоподъемных механизмов. Питание участка электроэнергией должно быть от отдельного распределительного щита мощностью 20 — 100 кВ×А (при количестве постов от 1 до 5). На постах дуговой сварки чугуна не должно быть сквозняков. Контроль выполняют на всех стадиях дуговой сварки чугуна от подготовки отливок, деталей и заготовок до контроля качества сварных соединений. На стадии подготовки проверяют чистоту поверхностей, зачищенных под сварку: отсутствие на них загрязнений и дефектов литейного происхождения — раковин, пористости, засоров, микротрещин и др. Для этого применяют методы визуального контроля с использованием луп и увеличительных стекол, а также травление слабыми растворами кислот для более надежного выявления микротрещин. Проверяют правильность подготовки разделок под сварку: угол раскрытия кромок, притупление и зазор в корне разделки, засверловку концов трещин. Подформу
на крупных литейных дефектах проверяют на обеспечение формы и размеров отливки
после заварки дефекта согласно требованиям чертежа на изделие. При выполнении сварки с предварительным подогревом заготовок или отливок требуемую температуру подогрева контролируют с точностью ±10 °С. В процессе сварки проверяют напряжение и сварочный ток вольтметрами и амперметрами классом точности 0,5. Контроль тока и напряжения проводят в начале сварки, а при длительной заварке крупных дефектов порошковой проволокой - периодически через каждые 5 — 7 мин. Требования к испытаниям устанавливают в конструкторской документации на изделие или восстановленную деталь (отливку). Если литосварное изделие или восстановленная деталь (отливка) работают под давлением, то после сварки их подвергают гидравлическим испытаниям на герметичность сварных соединений избыточным давлением 0,2 — 1,0 МПа или «керосиновой пробе». Условия и параметры испытаний на герметичность устанавливают в НД на изделия или детали. Сварные
соединения чугуна, выполненные дуговой сваркой, должны обеспечивать служебные
характеристики, установленные нормативным документом на изделие. Сварные соединения чугуна, выполненные дуговой сваркой, подвергают визуальному контролю с применением луп или увеличительных стекол с двух-пятикратным увеличением. При визуальном контроле выявляют дефекты, выходящие на поверхность: трещины, поры, подрезы, непровары. Волосовидные трещины, трудно выявляемые визуально, обнаруживают методом цветной дефектоскопии в соответствии с ГОСТ 3242. Контроль качества сварных швов допускается осуществлять растяжением до разрушения образцов-«свидетелей», вырезанных поперек шва по ГОСТ 6996 из сваренных стыковых соединений чугуна, из которого изготовлены изделия, и по технологии сварки этих изделий. Внутренние дефекты: трещины, поры, шлаковые включения, непровары и др. — при толщине металла до 250 мм могут выявляться радиационным методом (рентгеновскими или g-лучами) в соответствии с ГОСТ 3242. В
зависимости от назначения свариваемых изделий и условий их эксплуатации
установлены два уровня требований к их качеству. Первый уровень: механические свойства металла шва и околошовной зоны (временное сопротивление разрыву, относительное удлинение) должны быть не хуже соответствующих механических свойств чугуна, из которого изготовлены свариваемые детали. Металл шва (наплавленный металл) должен обрабатываться режущим инструментом. Наличие трещин и пор недопустимо. Второй уровень: механические свойства металла шва и околошовной зоны могут быть на 25 % хуже соответствующих механических свойств основного металла, наплавленный металл должен обрабатываться режущим инструментом. Наличие трещин и сквозных пор недопустимо. Допустимые дефекты устанавливают в НД на изделия из чугуна. Требования к декоративной заварке поверхностных дефектов настоящим стандартом не устанавливаются, если требования к ним ниже, чем к конструктивным сварным соединениям. Маркировка на литосварных изделиях из чугуна по НД на продукцию. 5.10.1 Требования к упаковке и транспортированию Требования
к упаковке и транспортированию отливок, заготовок и сварочных материалов
устанавливают в НД на соответствующий вид продукции. 5.10.2 Требования к хранению Требования к хранению отливок, заготовок и сварочных материалов устанавливают в НД на соответствующий вид продукции. Санитарно-гигиенические условия на участках дуговой сварки чугунов в части требований к производственным помещениям, оборудованию, приспособлениям, отоплению, вентиляции и освещению должны удовлетворять Санитарным правилам при сварке, наплавке и резке металлов №1009. Сварочные работы следует выполнять в соответствии с требованиями настоящего стандарта, ГОСТ 12.3.003, ГОСТ 12.3.004, ГОСТ 12.3.009, Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства и Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей. Содержание
вредных веществ в воздухе рабочей зоны, образующихся при дуговой сварке чугуна,
должно соответствовать требованиям ГОСТ
12. При контроле за состоянием воздушной среды на рабочих местах необходимо проводить определение содержания сварочного аэрозоля с последующим определением в его составе растворимых, нерастворимых и адсорбированных фторидов, никеля, хрома, марганца, меди, кремния, железа и их соединений, а в газовой фазе — HF, SiF4, CO, О3 и оксидов азота (в пересчете на N2О5). При работе в условиях запыленности сварщики должны применять противопылевые респираторы ШБ-1 «Лепесток» по ГОСТ 12.4.028. Для защиты органов зрения, работающих от излучений сварочной дуги в видимой, ультрафиолетовой и инфракрасной областях, следует применять щитки сварщика по ГОСТ 12.4.035. Средства
защиты от теплового (инфракрасного) излучения должны соответствовать
требованиям ГОСТ 12. Спецодежда и обувь для сварщиков должны надежно защищать их от искр и брызг расплавленного металла, вредных излучений, влаги и других факторов производственной среды по ГОСТ 12.3.002. Для защиты рук сварщиков следует обеспечивать рукавицами или перчатками, изготовленными из стойких против брызг материалов, с низкой теплопроводностью. При выполнении сварочных работ в условиях повышенной опасности поражения электрическим током сварщиков, кроме спецодежды, следует обеспечивать диэлектрическими перчатками, галошами и ковриками. При сварке крупногабаритных чугунных отливок с предварительным подогревом необходимо применять теплоизолирующие покрывала и осуществлять экранирование рабочей зоны сварщика. Средства индивидуальной защиты работающих должны подвергаться периодическим контрольным осмотрам и проверкам в сроки, установленные НД. Рабочие,
связанные с дуговой сваркой чугуна, должны проходить предварительные и
периодические медицинские осмотры не реже одного раза в год. Для охраны окружающей среды при дуговой сварке чугуна следует применять местные отсосы, удаляющие сварочный аэрозоль непосредственно из зоны горения дуги, и горелки для механизированной дуговой сварки со встроенными отсосами сварочного аэрозоля. Твердая составляющая сварочного аэрозоля, образующегося при дуговой сварке чугуна, должна осаждаться на фильтрах очистки в системах вентиляции. Для защиты атмосферного воздуха от загрязнений вредными веществами, образующимися при выполнении сварочных работ, должны быть предусмотрены мероприятия в соответствии с требованиями ГОСТ 17.2.3.02. К
выполнению работ по дуговой сварке конструкционных чугунов допускаются
сварщики, прошедшие курс теоретического и практического обучения и
аттестованные в соответствии с требованиями Правил аттестации сварщиков с
присвоением квалификационного разряда не ниже IV для
выполнения ручной дуговой сварки и не ниже III для выполнения механизированной
сварки. Порядок повышения квалификации, аттестации и переаттестации производственного персонала устанавливается предприятием, выполняющим работы. Таблица A.1 — Рекомендуемые марки и сортамент сварочных материалов для дуговой сварки чугуна
Таблица А.2 — Ориентировочные нормы расхода сварочных материалов при дуговой сварке чугуна
Таблица А.3 — Рекомендуемые режимы ручной дуговой сварки чугуна
Таблица А.4 — Рекомендуемые режимы сварки чугуна порошковыми проволоками
Таблица А.5 — Рекомендуемые режимы сварки чугуна проволоками сплошного сечения
Ключевые слова: сварка (заварка), электрод, электродная проволока, чугун, сварной шов, литосварное изделие, требования к сварке, качество продукции |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Е.О. Патона
Национальной Академии наук Украины
Е.О. Патона
Национальной Академии наук Украины № 13-ст межгосударственный стандарт ГОСТ
30430-96 введен в действие непосредственно в качестве государственного
стандарта Российской Федерации с 1 января 2002 г.
№ 13-ст межгосударственный стандарт ГОСТ
30430-96 введен в действие непосредственно в качестве государственного
стандарта Российской Федерации с 1 января 2002 г. . 9
. 9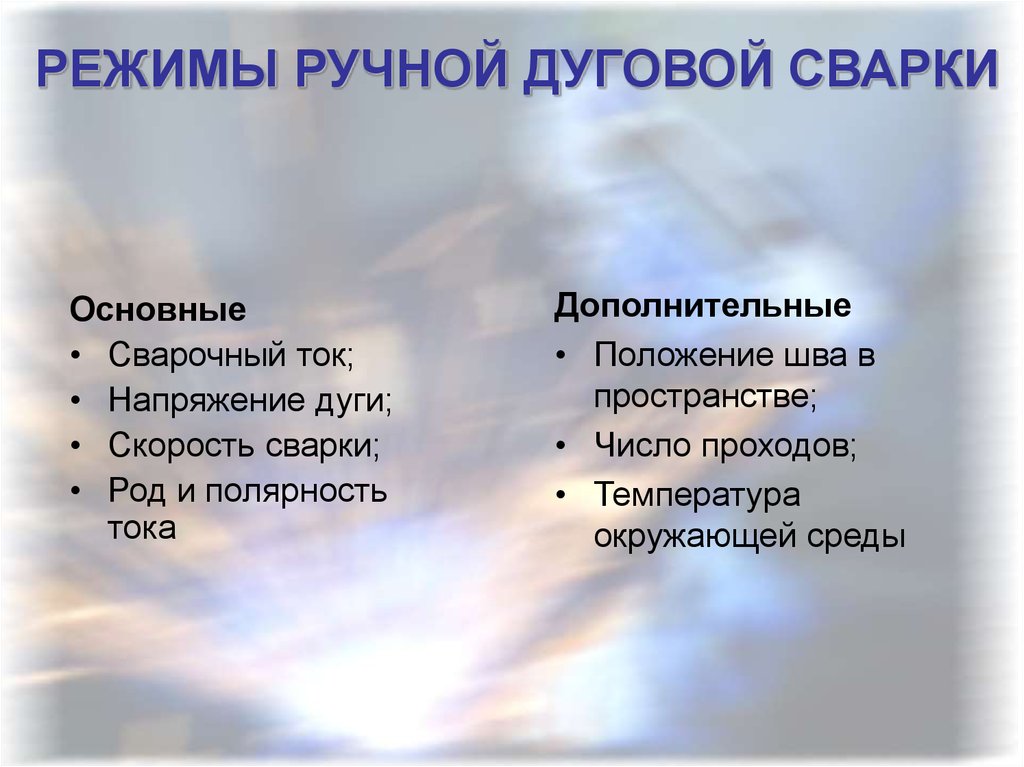
 Общие требования безопасности
Общие требования безопасности Методы определения механических свойств
Методы определения механических свойств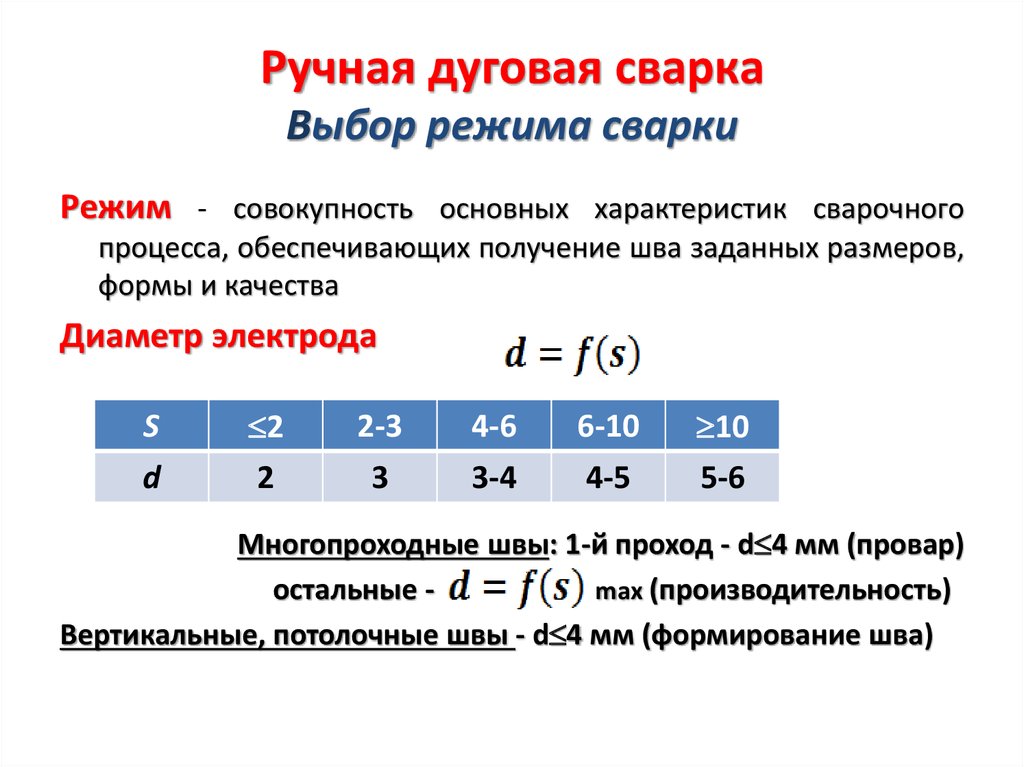 Марки
Марки пр. — скорость подачи электродной проволоки, м/ч;
пр. — скорость подачи электродной проволоки, м/ч;

 ;
; Только в
отдельных случаях, оговоренных в НД на отливки и детали, допускается ухудшение
механических свойств сварных соединений (sв и d) до 25 % сравнительно с
механическими свойствами основного металла.
Только в
отдельных случаях, оговоренных в НД на отливки и детали, допускается ухудшение
механических свойств сварных соединений (sв и d) до 25 % сравнительно с
механическими свойствами основного металла.
 Режимы термической обработки
устанавливают в соответствии с НД на сварное изделие.
Режимы термической обработки
устанавливают в соответствии с НД на сварное изделие.
 Режимы
термической обработки устанавливают в соответствии с НД на отливки.
Режимы
термической обработки устанавливают в соответствии с НД на отливки. Таким же
образом ведут сварку отбитых частей или вставок. Сварные швы, выполненные
электродами со стержнем из никелевых сплавов, как правило, проковывают молотком
непосредственно после обрыва дуги. При использовании электродов с медным
стержнем проковка швов обязательна.
Таким же
образом ведут сварку отбитых частей или вставок. Сварные швы, выполненные
электродами со стержнем из никелевых сплавов, как правило, проковывают молотком
непосредственно после обрыва дуги. При использовании электродов с медным
стержнем проковка швов обязательна. Режимы
термической обработки устанавливают в соответствии с НД на деталь.
Режимы
термической обработки устанавливают в соответствии с НД на деталь.
Выбор правильных режимов переноса сварки
Режимы переноса для дуговой сварки металлическим электродом в среде защитного газа (GMAW) играют важную роль в уровне качества и производительности, которые могут быть достигнуты при выполнении сварочной операции.
На режимы влияют источник питания, параметры сварки (сила тока и напряжение), защитный газ. Они также влияют на свариваемость сварочной проволоки или, другими словами, на простоту ее использования, характеристики дуги, внешний вид валика и многое другое.
Существует четыре основных режима передачи для GMAW, каждый со своими характеристиками, ограничениями и лучшими приложениями. Каждый из них также влияет на выбор сварочной проволоки и используемый источник питания. Короткое замыкание, шаровидный и струйный перенос зависят от источника питания с постоянным напряжением, тогда как для достижения импульсного режима струйного переноса требуется более совершенный источник питания со специфическими импульсными формами волны.
Четыре основных режима передачи для GMAW.
Перенос с коротким замыканием
В режиме переноса с коротким замыканием сварочная проволока касается основного материала, эффективно создавая короткое замыкание от электрического контакта, который переносит металл сварного шва в соединение. Короткое замыкание происходит от 90 до 200 раз в секунду.
Этот режим переноса работает с более низкими параметрами (скорость подачи проволоки и напряжение) и обеспечивает более низкую скорость наплавки, что делает этот процесс более медленным, чем другие. Тем не менее, это универсальный вариант для сварки во всех положениях и на более тонких материалах (обычно 1/8 дюйма или меньше), особенно при использовании сплошной проволоки. Металлопорошковая проволока также может использоваться в этом режиме. Для обоих проводов этот режим можно использовать со смесью защитного газа примерно из 75 % аргона и 25 % CO 9 .0019 2 .
Режим передачи с коротким замыканием также можно использовать для сварки более толстых материалов, но из-за более низких параметров сварки он может быть подвержен неполному проплавлению и проплавлению. И наоборот, более низкое тепловложение может помочь уменьшить искажения. В зависимости от толщины материала, этот режим подвержен образованию брызг, что может сделать его менее привлекательным для сварщиков и повысить эффективность очистки после сварки.
С точки зрения техники, короткое замыкание относительно несложно для сварщиков, хотя оно может потребовать некоторых манипуляций при сварке в верхнем положении. Обычно для этого требуется более плотное и постоянное расстояние контакта наконечника до рабочего места (CTWD) из-за более низких и более холодных настроек, на которых он работает.
Шаровидный перенос
Режим шаровидного переноса работает в состоянии между коротким замыканием и распылительным переносом. Во время сварки крупные капли или шарики сварочной проволоки, обычно неправильной формы и превышающие диаметр проволоки, переходят через дугу в сварочную ванну. Этот перенос происходит при более высоких скоростях подачи проволоки и напряжениях, чем перенос с коротким замыканием. Это помогает повысить производительность, но этот режим имеет тенденцию к образованию брызг, которые необходимо удалять и которые могут быть обременительными для оператора сварки.
Режим шарового переноса сочетается с проволокой для дуговой сварки в среде защитного газа (FCAW) с использованием 100% CO 2 , что делает этот процесс относительно недорогим, и его можно использовать для сварки 1/8 дюйма. основные материалы или толще. Однако проволока FCAW образует шлак, который операторы сварки должны удалять вручную.
Поскольку режим шаровидного переноса работает при более высоких параметрах сварки, которые увеличивают погонную энергию, сварщики могут увеличить свой CTWD до ¾–1 дюйма.
Распылительный перенос
Сварщики часто называют режим переноса распылением весьма привлекательным, поскольку это простой и плавный процесс; он обеспечивает стабильную дугу и сварку быстрее, чем другие режимы переноса. Как следует из названия, режим распыления создает распыление крошечных капель (меньше диаметра проволоки) поперек дуги в сварочную ванну. Это увеличивает скорость осаждения, обеспечивает полное сплавление и проплавление, а также создает меньшее количество брызг. Режим переноса также обеспечивает хороший внешний вид сварного шва.
Режим переноса распылением работает при довольно высоких токах и напряжениях, поэтому он обеспечивает более высокий уровень производительности. Сочетание этого процесса с проволокой с металлическим сердечником для плоской и горизонтальной сварки может еще больше повысить производительность за счет возможности достижения высокой скорости перемещения и сведения к минимуму разбрызгивания. Это устраняет или значительно снижает потребность в послесварочной очистке.
Как правило, режим распыления используется для материалов толщиной 1/8 дюйма и более и подходит для углеродистой стали и алюминия. Он может работать при относительно высоких напряжениях с 80% аргона и 20% CO 2 без особого риска подреза; однако этот дефект может возникнуть, если дуга становится слишком длинной.
Импульсный струйный перенос
При сварке в импульсном струйном переносе операторы заметят явную разницу в звуке по сравнению с другими режимами. Это результат переключения источника питания между высоким пиковым током или напряжением и низким фоновым током. Пиковый ток отрывает небольшую каплю проволоки и продвигает ее к сварочной ванне, в то время как низкий фоновый ток не приводит к переносу металла сварного шва. Этот цикл происходит от 30 до 400 раз в секунду.
Хотя для сварки алюминия в режиме импульсного распыления требуются более высокие навыки, для других материалов это проще. Оператор сварки может получить хороший контроль над запуском и остановкой дуги и, в конечном счете, над внешним видом сварочного валика. Меньшее тепловложение также снижает вероятность деформации.
Этот режим также обеспечивает более высокую скорость движения и более низкий уровень разбрызгивания, что способствует повышению производительности, по сравнению с другими режимами. Сочетание этого процесса с проволокой с металлическим сердечником позволяет выполнять сварку в неустановленном положении и получать преимущества этого присадочного металла — высокую скорость наплавки, низкое разбрызгивание и хорошее перекрытие зазоров, и это лишь некоторые из них. Он также может быть успешно сопряжен с одножильными проводами. Смеси защитного газа для обоих могут различаться в зависимости от конкретного провода, но включают смеси с содержанием 80% аргона или выше.
Импульсный распылительный перенос обычно требует CTWD 3/4 дюйма для наилучшей производительности и стабильных результатов.
Ввод в работу
Знание того, какие присадочные металлы следует использовать с каждым режимом переноса шва, а также преимущества и ограничения каждого процесса, может помочь сварщикам добиться стабильного качества сварки.
Знание того, какие присадочные металлы следует использовать для каждого режима переноса, а также преимущества и ограничения каждого процесса, может улучшить качество сварки.
Хотя некоторые режимы могут работать медленнее других, каждый из них имеет свое место в данной операции сварки. Важно не забывать использовать разные режимы с правильными параметрами и согласовывать их с нужным приложением, чтобы получить наилучшие результаты.
Эта статья была написана Тре Хефлин-Кинг для Американского общества сварщиков.
Разница между процессами сварки SMAW и TIG
Сварка — это один из процессов соединения, посредством которого два или более твердых компонента могут быть соединены на постоянной основе путем образования коалесценции с применением или без применения тепла, давления и присадочного металла. Существует большое количество сварочных процессов для эффективного и производительного соединения самых разных материалов несколькими способами. На основании применения тепла от внешнего источника во время сварки такие процессы можно классифицировать как сварку плавлением и сварку в твердом состоянии. При сварке плавлением применяется дополнительное тепло для расплавления поверхностей основного компонента для осуществления соединения; в то время как при сварке в твердом состоянии тепло не передается напрямую от внешнего источника, вместо этого соединение в основном осуществляется путем приложения давления без плавления сопрягаемых поверхностей. Все процессы дуговой сварки, газовой сварки, контактной сварки и сварки с интенсивным энергетическим лучом относятся к сварке плавлением.
Опять же, дуговая сварка включает в себя большую группу сварочных процессов, каждый из которых имеет различные возможности с точки зрения качества соединения, обрабатываемого материала, допустимого положения, времени сварки и производительности. Известные примеры включают ручную дуговую сварку металлическим электродом, газовую дуговую сварку металлическим электродом, дуговую сварку вольфрамовым электродом в среде защитного газа, дуговую сварку с флюсовым сердечником, дуговую сварку под флюсом и т. д. В каждом процессе дуговой сварки электрическая дуга возникает между электродом и проводящими исходными компонентами в присутствии достаточная разность потенциалов. Эта дуга является основным источником тепла для сплавления поверхностей компонентов. SMAW и TIG являются процессами дуговой сварки и следуют одному и тому же основному принципу; однако каждый из них имеет разные возможности и приложения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) , также называемая ручной дуговой сваркой металлическим электродом (MMAW), представляет собой процесс дуговой сварки, при котором дуга возникает между плавящимся электродом и основным металлом. Чаще всего выполняется вручную. Расходуемый электрод подает наполнитель для заполнения корневого промежутка, поэтому дополнительный наполнитель не требуется. Электрод покрыт подходящим флюсом для защиты от коррозии. Этот флюс также распадается во время сварки с образованием защитного газа. Сварка вольфрамовым электродом в среде инертного газа (TIG) , официально известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также является одним из процессов дуговой сварки, при котором дуга устанавливается между неплавящимся электродом и основным металлом. Таким образом, присадку, при необходимости, можно подавать дополнительно, подавая присадочный стержень в зону сварки. Также из дополнительного источника подается инертный защитный газ для защиты сварного шва. В то время как SMAW является более гибким и имеет разнообразные области применения, TIG может производить качественные, надежные, бездефектные и, по-видимому, качественные соединения. Различные различия между процессами сварки SMAW и TIG представлены ниже в виде таблицы.
| СТРО | ТИГ |
|---|---|
| SMAW использует расходуемый электрод. | ВTIG используется неплавящийся электрод. |
| Присадочный материал поставляется самим электродом. | Присадочный металл необходимо подавать дополнительно, подавая стержень напильника. |
| Материал электрода обычно аналогичен основному материалу. | Электрод изготовлен из вольфрама с добавлением легирующих элементов. Это не зависит от основного материала. |
| Подходит только для гомогенной сварки. | Подходит для автогенной сварки. Также может выполняться в гомогенном и гетерогамном режимах. |
| Электрод покрыт подходящим флюсом. | Используется неизолированный электрод. |
| Флюсовое покрытие электрода распадается во время сварки с образованием защитного газа. | Защитный газ подается от внешнего источника с помощью трубопровода и горелки/форсунки. |
| При сварке SMAW образуются брызги, ухудшающие внешний вид. | Сварка TIG не имеет брызг. |
| Выполняется вручную и процесс достаточно прост. | Может выполняться как вручную, так и с помощью некоторых автоматических механизмов. Процесс не так прост в исполнении и требует наличия подготовленного сварщика. |
| Это сравнительно быстрый процесс, но качество соединения не очень хорошее. Он широко используется в бытовых и общепромышленных целях. | Это не очень быстрый процесс, но он может обеспечить надежное, качественное соединение. Он в основном используется в сложных промышленных требованиях к соединению. |
| Он гибкий и может выполняться на расстоянии в различных положениях сварки. | Это нельзя выполнить в отдаленном месте, если туда не дотянется факел. |
Плавящийся и неплавящийся электрод и присадочный металл: Плавящийся электрод — это электрод, который плавится во время дуговой сварки и обеспечивает необходимый присадочный металл для заполнения корневого зазора между основными компонентами. Таким образом, не требуется поставлять дополнительный присадочный металл. В отличие от этого, неплавящийся электрод не плавится при сварке, поэтому при необходимости присадку необходимо подавать дополнительно. Наполнитель может не потребоваться, если корневая щель слишком мала или базовые пластины тонкие. При дуговой сварке в защитном металле используется плавящийся электрод, и, таким образом, электрод поставляет присадку. Сварка вольфрамовым электродом в среде инертного газа выполняется неплавящимся электродом, поэтому присадочный материал подается путем подачи дополнительного присадочного стержня в зону сварки, когда это необходимо.
Материал электрода: Каждый электрод для дуговой сварки должен быть электропроводным, чтобы дуга образовывалась за счет лавинообразного потока электронов между кончиком электрода и поверхностью основания. Электрод SMAW представляет собой стержень малого диаметра длиной 2-3 фута. Состав этого электродного металла более или менее подобен составу исходных металлов. Поэтому электрод SMAW изготавливается из различных материалов, и совместимый электрод можно выбрать в первую очередь на основе исходного материала. В противоположность этому электрод для сварки TIG не зависит от обрабатываемого материала, поскольку он не плавится и не осаждается на валике сварного шва. Электрод TIG изготовлен из титана (самая высокая температура плавления) с некоторыми легирующими элементами, такими как торий, оксид лантана, оксид церия и цирконий, для улучшения различных характеристик сварки, таких как эмиссионная способность электронов, эрозия электрода и т. д.
Три режима сварки: Как упоминалось ранее, во время сварки не обязательно требуется присадочный материал, особенно когда корневой зазор очень мал или пластины основания тонкие. Однако если применяется наполнитель, его металлургический состав должен быть совместим с составом основных материалов. Дуговая сварка может выполняться в трех различных режимах: автогенном, гомогенном и гетерогенном. Когда соединение осуществляется без наполнителя, это называется аутогенным способом. Когда применяется наполнитель и состав наполнителя почти аналогичен составу основного металла, это называется гомогенным режимом. Если состав наполнителя существенно отличается от состава основного металла, то такой режим называется гетерогенным. Поскольку наполнитель присущ процессу SMAW (расходуемый электрод), то его нельзя проводить в автогенном режиме. Он особенно подходит для гомогенного режима; в то время как TIG особенно подходит для автогенного режима. Однако TIG также может удовлетворительно применяться для двух других режимов; однако совместимый наполнитель должен поставляться дополнительно по постоянной норме (процесс будет усложнен).
Покрытие электродов и защитный газ: Электроды для дуговой сварки могут быть с покрытием или без покрытия. Покрытие обычно наносится для защиты электрода от коррозии. Электрод с флюсовым покрытием имеет еще одно преимущество. Во время сварки этот флюс распадается с образованием достаточного количества инертного газа, который может вытеснить кислород из зоны сварки и впоследствии защитить горячий сварной шов от окисления или других загрязнений. Такое экранирование совершенно необходимо для получения бездефектной сварки. Если электрод оголен, необходимо подать защитный газ из внешнего источника (например, газового баллона) с помощью подходящих принадлежностей. SMAW использует электрод с флюсовым покрытием, поэтому флюс поставляет защитный газ во время сварки. В отличие от этого, при сварке TIG используется неизолированный вольфрамовый электрод, поэтому требуется подача защитного газа извне.
Сварочные брызги: В контексте дуговой сварки брызги представляют собой крошечные капельки расплавленного присадочного металла, которые выходят из зоны сварки в основном из-за рассеяния электрической дуги. Это разбрызгивание вызывает потерю дорогостоящего присадочного металла, а также снижает скорость осаждения присадочного материала. Это также делает дугу нестабильной, что затрудняет ее обслуживание. Нежелательное отложение капель металла вокруг сварного шва также ухудшает внешний вид и иногда требует дополнительной последующей обработки, такой как шлифовка. Для некоторых процессов дуговой сварки характерно образование брызг даже при оптимальном наборе параметров. Дуговая сварка защитным металлом является одним из таких методов, который всегда связан с разбрызгиванием. Однако уровень разбрызгивания можно свести к минимуму, используя оптимальные параметры процесса, надлежащую очистку поверхности основного металла и желательным образом контролируя окружающую среду. Сварка TIG обычно не имеет брызг и дефектов, связанных с брызгами.
Ручной и автоматический режим и качество соединения: Дуговая сварка в среде защитного газа выполняется вручную, поэтому ее также называют ручной дуговой сваркой металлическим электродом. Поэтому поддерживать постоянную длину дуги, направление сварки, скорость подачи и т. д. довольно сложно; но такие параметры влияют на качество и прочность соединения. Соответственно качество сварного шва зависит от опыта и способностей сварщика. Однако инициировать и поддерживать дугу довольно просто. Наполнитель также не требуется поставлять дополнительно. Таким образом, процесс сравнительно легче. Сварка вольфрамовым электродом в среде инертного газа может выполняться вручную, либо может использоваться автоматизированная система. Подача присадочного металла с постоянной скоростью немного затруднительна; но поддерживать дугу сложнее. Несмотря на то, что процесс является довольно сложным и требует наличия опытного сварщика, сварка TIG позволяет легко получить прочное, надежное и бездефектное соединение.
В этой статье представлено научное сравнение процессов сварки SMAW и TIG. Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Сварка вольфрамовым электродом в среде инертного газа (TIG или GTA) от TWI-Global.com.
- Справочник по дуговой сварке металлическим газом, автор У. Х. Минник (2007 г., Гудхарт Уиллкокс).
- Сравнение сварки SMAW, GMAW и TIG сварки, сделанное Weldingschool.com.
Политика конфиденциальности | Долговечность
Переключить навигацию
Поиск
Политика конфиденциальности
Компания Longevity Global, Inc. («Долголетие») приняла это заявление о конфиденциальности, чтобы продемонстрировать нашу твердую приверженность конфиденциальности определенной информации, предоставленной ей клиентами и потенциальными клиентами, которые используют этот веб-сайт. В этой политике изложена политика Longevity в отношении методов сбора и распространения информации для этого веб-сайта: www.Longevity-Inc.com. Этот сайт содержит ссылки на другие сайты. Longevity не контролирует и не несет ответственности за работу таких веб-сайтов и отсылает вас к политике конфиденциальности, изложенной на таких веб-сайтах.
Компания Longevity собирает информацию, предоставленную отдельными лицами, которые используют этот веб-сайт, с целью предоставления таким лицам информации или обновлений о компании Longevity, ее продуктах или дуговой сварке. Мы также можем использовать вашу личную информацию, которую вы предоставляете, для внутренних целей, включая администрирование наших веб-сайтов, анализ данных и соблюдение закона или судебного процесса, а также политик и процедур Longevity. Ниже приведены примеры собираемой информации и целей, для которых она запрашивается:
Мы собираем ваше имя, адрес, номер телефона и адрес электронной почты вместе с любым запросом или комментарием, который вы можете отправить в Longevity с целью ответа на ваш запрос.
Файлы cookie и т. д.Longevity отслеживает информацию о посещениях нашего веб-сайта различными способами, включая использование файлов cookie. Эти статистические данные используются внутри компании для повышения качества обслуживания пользователей и не предоставляются другим организациям. Longevity также может использовать ваш IP-адрес для диагностики проблем с нашим сервером и для администрирования нашего веб-сайта.
Маркетинговая и другая информация Компания Longevity публикует различную информацию о продукции Longevity и дуговой сварке, такую как реклама, видео, конкурсы, скидки и электронные информационные бюллетени, которые мы отправляем по электронной почте пользователям этого веб-сайта или другим лицам, которых они идентифицируют. нам. Получатели могут отказаться от такой информации или отказаться от подписки здесь.
Компания Longevity может попросить пользователей этого веб-сайта заполнить необязательные онлайн-опросы и опросы общественного мнения с целью получения их информации о наших существующих или планируемых продуктах и их использовании. Эти опросы помогают нам лучше удовлетворять ваши потребности. При проведении этих опросов мы можем попросить вас указать ваше имя и контактную информацию.
Заказы на продукты, аксессуары и расширенную гарантию Если вы покупаете продукты на этом веб-сайте, мы запрашиваем ваши контактные данные, информацию о доставке и платежную информацию. Вас также попросят предоставить номер вашей кредитной карты и код безопасности исключительно нашему поставщику услуг по обработке кредитных карт, 3Delta Systems (3dsi.com), для целей оплаты. Longevity не будет иметь доступа к информации о вашей кредитной карте и не будет хранить ее. Вы также можете зарегистрировать свой продукт Longevity здесь, чтобы мы могли предоставлять вам обновленную информацию.
Если вы используете этот веб-сайт для поиска ближайшего дистрибьютора Longevity, мы попросим вас указать его местоположение, включая почтовый индекс. Эта информация может быть сохранена и проанализирована для статистических целей бизнеса.
Обновления для клиентов и инвесторовКомпания Longevity может попросить вас предоставить контактную информацию, чтобы вы могли получать обновления наших продуктов, паспорта безопасности материалов (MSDS), информацию о безопасности и корпоративную информацию для инвесторов.
Конфиденциальность детей Этот веб-сайт не предназначен для детей младше тринадцати лет, и мы сознательно не собираем личную информацию от детей. Мы попросим вас подтвердить, что вы не предоставили и не будете предоставлять такую информацию нам или в публикациях на этом веб-сайте при регистрации. Если нам станет известно, что такая информация была предоставлена или размещена на этом веб-сайте, мы удалим ее из наших записей.
Примечание. При сборе личной информации компания Longevity информирует лиц о целях, для которых она собирает и использует личную информацию, а также о типах третьих лиц, которым компания раскрывает или может раскрывать эту информацию. Компания Longevity предоставит отдельным лицам выбор и средства для ограничения использования и раскрытия их Личной информации. Уведомление будет предоставлено четким и заметным языком, когда людей впервые попросят предоставить Персональные данные компании Longevity, или как только это будет практически возможно после этого и, в любом случае, до того, как Longevity будет использовать или раскрывать информацию для целей, отличных от тех, для которых она была предназначена. изначально собирал.
Выбор: Longevity предложит людям возможность выбрать (отказаться), когда их личная информация (1) будет раскрыта третьей стороне или (2) будет использована для целей, отличных от целей, для которых они были изначально собранные или впоследствии санкционированные физическим лицом. Конфиденциальная личная информация не собирается намеренно на этом веб-сайте. Политика Longevity заключается в том, что любое лицо, предоставляющее ему Конфиденциальную личную информацию, будет иметь возможность явным образом согласиться (отказаться) на раскрытие такой информации для цели, отличной от цели, для которой она была первоначально собрана или впоследствии разрешена этим лицом.
Этот веб-сайт предоставляет пользователям возможность отказаться от получения сообщений от нас в момент, когда мы запрашиваем личную информацию. Этот веб-сайт также предоставляет пользователям следующие варианты отказа от получения сообщений от Longevity в будущем:
1. Удалите свое имя из нашего списка подписки
2. Отправьте нам электронное письмо с просьбой отказаться от подписки
По любым вопросам обращайтесь [email protected]
[PDF] Анализ переноса металла при дуговой сварке металлическим электродом в среде защитного газа Благодаря лучшему пониманию режимов переноса рабочие характеристики покрытых электродов могут быть улучшены
- Идентификатор корпуса: 16241338
@inproceedings{Brandi2013AnalysisOM,
title={Анализ переноса металла при дуговой сварке в среде защитного металла Благодаря лучшему пониманию режимов переноса рабочие характеристики покрытых электродов могут быть улучшены},
автор = {Б. Брэнди и Си Лио Танигути и С. Лю},
год = {2013}
}
Брэнди и Си Лио Танигути и С. Лю},
год = {2013}
} - B. Brandi, C. Taniguchi, S. Liu
- Опубликовано в 2013 г.
- Materials Science
дуговая сварка в среде защитного газа (SMA) с использованием коммерческих электродов AWS E6011, E6013 и E7018. Дуга устанавливалась между электродом и вращающимся медным диском. Отдельные капли металла, перенесенные через дугу, собирались в воде, а затем обрабатывались с использованием стандартных методов обогащения минералов для удаления шлаковых покрытий и определения…
App.aws.org
Влияние времени сварки и электрической мощности на тепловые характеристики сварки Spatter для анализа риска пожара
- Y. Shin, W. You
Эрги
- 2020202 9202
Чтобы спрогнозировать пожароопасность брызг, образующихся во время дуговой сварки в среде защитного металла, были проанализированы тепловые характеристики сварочных брызг в зависимости от времени сварки и электрических… 1 Сварной металл
- Gustavo de Souza, A. Alves, G. Dalpiaz, Jaime Casanova, S. Brandi
Материаловедение
- 2021
При обслуживании находящихся в эксплуатации трубопроводов обычно используют покрытые электроды к нескольким факторам, таким как гибкость сварки в труднодоступных местах и ее низкая стоимость. Во время…
Влияние ПТФЭ, используемого в качестве основного связующего для покрытых электродов, на образование игольчатого феррита в металле сварного шва*
- Клаудио Турани Ваз, Александр Кейрос Бракаренсе
Материаловедение
- 2016
Резюме Металлы шва, полученные из покрытых электродов, агломерированных политетрафторэтиленом, имели сверхнизкое содержание диффузионного водорода и заметные количества игольчатого феррита. Это…
Сравнение скорости и эффективности осаждения расходных материалов ER70S-6 и E71T-1C
- Jaime Casanova Soeiro Junior, Mauro Apolinário da Luz, S. Brandi
Материаловедение
- 2017
Резюме При сварке низкоуглеродистой стали могут использоваться различные расходные материалы, такие как трубчатая проволока и сплошная проволока.
В этой работе сравниваются скорость осаждения и эффективность осаждения в зависимости от… Креспо, Америко Скотти, А. Гарсия-Эрнандес, Хорхе Виктор Мигель-Ориа, Нэнси М. Перес-Пино - Gustavo de Souza, A.
Материаловедение
- 2013
Настоящая работа представляет собой исследование перехода от оксиацетиленового присадочного металла R-FeCr к электродуговому процессу с присадочным металлом E-FeCr для поверхностного покрытия эрозионно-изнашиваемых деталей, особенно глины…
Evaluación de Electrodos para la fabricación de blindajes laterales de molinos de trituración de áridos
- Eduardo M. díaz-cedré, A. cruz-crespo, Américo Scotti, Pedro rodriguez, Jorge víctor migure ore-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy-nancy Пино
Physics, Engineering
- 2013
EL PARSERE TRABAJO ESTUDIA EL COMPORTAMIento de Electrodos Revestidos para recubrimiento duro Ручной 10 ИЗ 77 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантность Наиболее влиятельные статьиНедавность
Перенос металла в газовой дуговой сварке
- D. McEligot, J. S. Uhlman
Материаловедение
- 1988
Резюме: Конечная цель настоящей работы состоит в том, чтобы развить достаточное фундаментальное понимание общей сварки GMA, чтобы можно было прогнозировать качество сварного шва с точки зрения материала…
Электрохимическое воздействие на химия сварочной ванны при дуговой сварке под флюсом и электрошлаковой сварке на постоянном токе
- М. Бландер, Д. Олсон
Материаловедение
- 1986
Электрохимические реакции могут быть важным фактором, определяющим химический состав сварочных ванн при сварке на постоянном токе. Анодная реакция на границе раздела сварочной проволоки и шлака приводит к относительно высокому значению Po/sub 2/…
Тепловыделение и поток тепла в присадочном металле при сварке GMA
- Васзинк Дж.
Физика
- 1982
Исследованы физические процессы, управляющие генерацией и потоком тепла в расходуемой мягкой стальной проволоке. для определения влияния параметров сварки на скорость плавления и каплепадение…
Экспериментальное исследование сил, действующих на каплю металла шва Измерена масса капель металла шва при глобулярном переносе в зависимости от электрического тока и газового потока
- H. Waszink, L. Graat
Физика
- 1983
Эксперименты проводились в сварочной дуге с плавящейся проволокой в качестве положительного электрода. Масса капли измерялась в зависимости от расхода газа и электрического тока. Электрод…
Теплопередача из дуг
- J. B. Wilkinson, D. Milner
Физика
- 1960
Распределение энергии для дуговых атмосферов в атмосфере. аргона, азота, гелия и водорода. В общем 80 на 90%…
Движение в сварочной ванне при дуговой сварке Движение, возникающее в сварочной ванне, в основном вызвано действием силы Лоренца, интенсивность которой уменьшается по мере удаления от сужения в корне дуги
Материаловедение
- 2013
Движение, которое происходит в ваннах металла, расплавленного под вольфрамовой дугой, было изучено путем изучения смешивания капель разнородного металла в ваннах, а также путем прямого наблюдения и киносъемки…
ОПРЕДЕЛЕНИЕ РАЗМЕРА КАПЕЛЬ ПРИ ДУГОВОЙ СВАРКЕ МЕТОДОМ БЫСТРОЙ КИНЕМАТОГРАФИИ
Материаловедение
- 2014
В определенной степени размер этих капель определяет сварочные характеристики…
Достижения в области науки и технологии сварки
- S. David, S. Babu, J. Vitek
Материаловедение
- 1995
На протяжении многих лет сварка была больше искусством, чем наукой, но за последние несколько десятилетий в науке и технологии сварки произошли значительные успехи. С разработкой новых…
Осаждение металла при электродуговой сварке
Описанные здесь экспериментальные работы показывают, что жидкие глобулы являются основной формой переноса металла при электродуговой сварке. Новый метод высокоскоростной «записи» производит металлическую пластинку, которая может…
Силы электрического происхождения в железной дуге
При дуговой сварке с потолочной дугой присутствует РЯД явлений, адекватное объяснение которых невозможно. Среди вопросов: (1) какая сила заставляет расплавленную каплю двигаться…
Издательство Inderscience Publishers – связывает научные круги, бизнес и промышленность посредством исследований
- Как обучать врачей во время пандемии
блокировки, закрытие границ и самоизоляция во время COVID-19Пандемия заключается в том, что студенты-медики, как и многие другие люди в сфере образования, были вынуждены работать в Интернете для продолжения учебы.
Медицинское образование, как и во многих других областях профессионального обучения, требует, чтобы его студенты были очень практическими, по крайней мере, в течение довольно большой части времени. В исследовании International Journal of Innovation in Education рассматривалось медицинское образование в Италии, пострадавшее от пандемии.Бенедетта Аньелли, Сильвия Олдани, Валериано Винчи, Маттиа Лоппини, Фердинандо Кананци, Дамиано Киари и Лисия Монтанья из Университета Humanitas в Милане и Фабрицио Консорти из Университета Сапиенца в Риме обсуждают, как практическая деятельность была перенесена в онлайн, чтобы студенты могли бы продолжать изучать необходимые методологические и когнитивные навыки, связанные с медициной. Среди этих навыков — понимание истории болезни (анамнеза), клиническое мышление, процедурные навыки, обсуждение случая и тому подобное. Они обсуждают свой опыт профессиональной деятельности в форме электронного обучения и раскрывают преимущества и ограничения, чтобы другие участники медицинского образования могли учиться на этом опыте.
Мероприятия по повышению квалификации являются жизненно важной частью практического обучения в Университете Humanitas, поэтому пандемия поставила перед педагогами множество серьезных проблем, которые надеются научить своих студентов-медиков быть хорошими врачами. К счастью, инновационные технологии на данном этапе истории позволили студентам-медикам, несмотря на ограничения в связи с пандемией, продолжить свое обучение онлайн, хотя и с некоторыми ограничениями.
Команда предполагает, что, учитывая кризисную ситуацию, в которой оказалось человечество, электронное обучение позволило проводить обучение таким образом, чтобы учащиеся могли улучшить аспекты своего образования, связанные с рефлексией и самообучением, в отличие от традиционного обучения. обязательно облегчить.
Аньелли, Б., Олдани, С., Винчи, В., Лоппини, М., Кананци, Ф., Киари, Д., Монтанья, Л. и Консорти, Ф. (2022) «Медицинское образование в Пандемия Covid-19: профессиональная деятельность на основе электронного обучения», Int.
J. Инновации в образовании, Vol. 7, №№ 3/4, стр. 193–208.
DOI: 10.1504/IJIIE.2022.10049290 - Личность пользователей социальных сетей
Исследование, опубликованное в International Journal of Mobile Communications , посвящено изучению того, какие личностные черты и демографические факторы связаны с использованием одного из самых известных приложений. в Китае — приложение для обмена мгновенными сообщениями, социальные сети и приложение для мобильных платежей WeChat.
WeChat был разработан китайским многонациональным конгломератом Tencent и впервые выпущен в 2011 году. У него более миллиарда активных пользователей в месяц, и его часто называют китайским «приложением для всего». Он имеет множество функций, что нередко встречается среди приложений для социальных сетей, позволяя пользователям обмениваться текстовыми сообщениями, совершать телефонные звонки, проводить видеоконференции, транслировать сообщения группам, раскрывать информацию о местоположении другим пользователям, играть в видеоигры и делиться фотографии и видео.
Такие приложения, как WeChat, по сути, являются постоянно включенным цифровым многофункциональным инструментом для многих людей.Хуа Панг из Школы новых медиа и коммуникаций при Тяньцзиньском университете в Тяньцзине, Китай, изучил, можно ли предсказать, кто может использовать WeChat, на основе стандартных черт личности, таких как экстраверсия, невротизм и открытость опыту. как их демографические характеристики. Данные веб-опроса взрослых в Китае были подвергнуты корреляционному анализу и множественному иерархическому регрессионному анализу.
Результаты показывают, что экстраверсия чаще всего связана с вероятностью использования WeChat мужчинами и женщинами, как и следовало ожидать, и это особенно верно для молодых пользователей. Панг обнаружил, что мужчины с невротизмом также были склонны к злоупотреблениям. Панг также обнаружил, что пожилые люди, которые сами сообщают, что открыты для новых впечатлений, также могут быть пользователями WeChat. Работа подтверждает результаты других исследований в этой области и указывает на новые пути, которые можно было бы изучить, чтобы взглянуть на тонкости использования социальных сетей, поскольку они связаны с личностью и демографией.
Pang H. (2022) «Изучение влияния личностных характеристик и демографических факторов на участие взрослых в WeChat», Int. J. Мобильная связь, Vol. 20, № 5, стр. 590–608.
DOI: 10.1504/IJMC.2022.10039642 - Электронные отходы
Электронные отходы представляют собой огромную и растущую проблему во всем мире, поскольку невообразимое количество сломанных и устаревших устройств и гаджетов попадает в поток отходов, который угрожает стать потопом. Проблема заключается не только в отходах и потере редких и дорогостоящих материалов, но и в том, что многие материалы, в частности металлы, представляют угрозу для окружающей среды, если они попадают в экосистемы.
Правила национального и международного уровня пытаются решить проблему электронных отходов с разной степенью успеха. Исследование, опубликованное в International Journal of Environmental Technology and Management , рассматривало проблему с точки зрения Вьетнама, где, по оценкам, ежегодно образуется более десяти миллионов единиц электронных отходов.
В исследовании рассматривается, как Вьетнам управляет своими электронными отходами в соответствии с правилами, введенными в 2015 году, в отношении поиска и обработки выброшенных продуктов и расширенной ответственности производителя. Кроме того, в нем рассматривается, как эти политики вписываются в закон об охране окружающей среды 2020 года и как плюсы и минусы этих местных правил и законов могут помочь политикам в других развивающихся странах, которые также сталкиваются с растущими проблемами электронных отходов.
Нгуен Трунг Тханг и Дуонг Тхи Фуонг Ань из Института стратегии и политики в области природных ресурсов и окружающей среды (ISPONRE) в Ханое, Вьетнам, и Сунил Герат из Университета Гриффита, кампус Натан в Квинсленде, Австралия, отмечают плохое обращение с электронных отходов является серьезной проблемой с точки зрения гигиены окружающей среды и здоровья человека.
Многим развивающимся странам еще предстоит полностью осознать последствия и разработать законы, позволяющие им справляться.
Во Вьетнаме электронные отходы еще не получили четкого определения, и большая их часть по-прежнему попадает в общий поток отходов. Там, где они перерабатываются надлежащим образом, переработчикам часто не хватает понимания или оборудования для надлежащего обращения с ними, а также для безопасного извлечения и извлечения редких и токсичных материалов. Действительно, так называемые ремесленные деревни, созданные для извлечения металлов, обычно сжигают старые устройства, производя огромное количество токсичных паров, и используют самые элементарные методы для извлечения и переработки металлов из этих устройств.Подход должен измениться, политики и регулирующие органы должны взять под контроль поток электронных отходов, обучать тех, кто занимается утилизацией и переработкой, и побуждать их признавать преимущества и, возможно, предлагать стимулы, чтобы безопасная и надлежащая переработка электронных отходов была более широко распространена. усыновленный. Команда добавляет, что в этом отношении развитому миру нужна как техническая, так и финансовая помощь со стороны развитого мира, чтобы его локальные потоки электронных отходов не усугубляли глобальную проблему.
Тханг, Н.Т., Герат, С. и Ань, Д.Т.П. (2022) «Текущее состояние управления электронными отходами во Вьетнаме», Int. J. Экологические технологии и управление, Vol. 25, № 5, стр. 388–405.
DOI: 10.1504/IJETM.2022.10049448 - Хаотическое шифрование изображения
Согласно работе, опубликованной в International Journal of Ad Hoc and Ubiquitous Computing , теория хаоса может использоваться для шифрования цветного изображения с вычислительной эффективностью. Описанный нелинейный подход работает намного лучше, чем обычные алгоритмы шифрования для таких цифровых активов.
Subhrajyoti Deb из Университета ICFAI в Трипуре, Bubu Bhuyan из North-Eastern Hill University в Шиллонге, Nirmalya Kar из Национального технологического института в Агартале, K. Sudheer Reddy из Anurag University в Хайдарабаде, Индия, объясняют, насколько надежно шифрование необходим для широкого спектра цифровых активов, не в последнюю очередь для цветных изображений. Традиционные инструменты шифрования могут обрабатывать файл, который кодирует цветное изображение, как если бы это был текстовый документ, но такой подход очень неэффективен, учитывая различные качества отображаемого изображения по сравнению с текстовым документом.
Таким образом, при шифровании изображения с использованием алгоритмов шифрования, предназначенных для шифрования текста, тратится много времени и вычислительных ресурсов. Кроме того, такой подход, не оптимизированный для изображения, также делает их уязвимыми для расшифровки третьей стороной из-за характеристик зашифрованного файла, в котором он может содержать чрезмерную избыточность из-за длинных строк с одинаковыми значениями пикселей. Различные исследователи предлагали альтернативные подходы, такие как использование теории хаоса, клеточных автоматов или квантовой теории, чтобы сделать шифрование изображений более эффективным и менее подверженным атакам. По сути, необходимо рандомизировать пиксели, закодированные файлом изображения, обратимым способом, который был бы эффективным и почти невозможным для взлома без ключа шифрования.
Команда использовала модифицированную версию шифра Grain-128 для решения проблем, с которыми сталкиваются те, кому необходимо шифровать цветные изображения.
В результате получается зашифрованный файл с удовлетворительным пространством ключей, низкой корреляцией и высокой случайностью. Зашифрованное изображение имеет вид случайного цветового шума при отображении на экране. В целом, улучшения по сравнению с традиционными подходами к шифрованию текста дают команде эффективный и практически неподдающийся взлому зашифрованный файл, который нельзя взломать с помощью стандартных атак с окклюзией, вращением и шумом.Деб С., Бхуян Б., Кар Н. и Редди К.С. (2022) «Шифрование цветных изображений с использованием улучшенной версии потокового шифрования и хаоса», Int. J. Специальные и вездесущие вычисления, Vol. 41, № 2, стр. 118–133.
DOI: 10.1504/IJAHUC.2022.10045645 - Улучшение биотрансформаций
Исследования в Международном журнале биоинформатических исследований и приложений исследовали химию и поведение полезного натурального продукта, производимого мадагаскарским барвинком (Catharanthus roseus Bunge).
Работа может расширить репертуар растущей области химической науки — биотрансформации, — где молекулярный механизм природы используется для создания и изменения новых соединений в лаборатории.Многие натуральные продукты, по определению химические соединения, вырабатываемые живыми организмами, обладают физиологической активностью и были выделены из своего источника, исследованы и превращены в фармацевтические продукты. Действительно, примерно два из каждых пяти отпускаемых по рецепту лекарств имеют натуральное происхождение. Однако обычно активное химическое вещество в живом организме модифицируется для конкретной цели или профиля лекарственного средства с другой, более целевой активностью при заболевании и, например, с меньшими или менее вредными побочными эффектами. Кроме того, модификация природного продукта часто является необходимым условием для создания нового фармацевтического препарата, достаточно отличающегося от него, чтобы можно было подать успешную патентную заявку и вывести лекарство на рынок с прибылью.
За последние несколько десятилетий химики нашли способы использования ферментов для модификации натуральных продуктов, и, в свою очередь, они нашли способы модификации ферментов, чтобы заставить их работать по-другому и позволить им обрабатывать натуральные продукты и другие молекулы по-разному для получения беспрецедентное молекулярное разнообразие. Любая из этого огромного количества новых молекул может обладать физиологической активностью, которая может оказаться полезной при лечении определенных заболеваний и расстройств.
Петр Шимчик; Гражина Шиманская; Малгожата Маевская; Изабела Веремчук-Ежина; Михал Колодзейчик; Камила Чарнецка; Павел Шиманский и Эва Кочан из Медицинского университета Лодзи в Лодзи, Польша, исследовали часть молекулярного механизма природы, фермент, известный как стриктозидин-β-D-глюкозидаза C. roseus. Ферменты — это белки, которые действуют на небольшие молекулы, их субстраты, и превращают этот субстрат в другую молекулу, используемую живым организмом.
Команда сообщает о структуре этого фермента из барвинка с акцентом на карман в его молекулярной структуре, который связывается с субстратом, активным центром фермента.Команда создала компьютерную модель фермента барвинка, используя программное обеспечение Discovery Studio 4.1 и шаблон для фермента на основе другого известного фермента из β-глюкозидазы, обнаруженной в рисе, которую они модифицировали, чтобы она соответствовала известным деталям фермента барвинка. Затем они могли использовать вторую компьютерную программу — алгоритм под названием CDOCKER — чтобы увидеть, как различные химические субстраты будут взаимодействовать с активным центром модельного фермента барвинка. Они протестировали природный субстрат — молекулу, известную как стриктозидин, и второе химическое вещество — D-глюконо-1,5-лактон. Эта последняя молекула, как известно, связывается с ферментом и ингибирует его активность. Процесс стыковки, при котором субстрат вставляется в активный центр, как ключ в замок, позволил команде усовершенствовать структуру фермента барвинка, чтобы сделать мелкие детали модели ближе к тем, которые можно увидеть в природе.
Для этого использовалось программное обеспечение молекулярной динамики.В конечном счете, работа расширяет то, что было известно ранее о ферменте барвинка, и может позволить ученым модифицировать его таким образом, чтобы он действовал на другие субстраты. Однако до этого, учитывая, что натуральный продукт стриктозидин сам по себе является полезным исходным материалом для широкого спектра различных молекул, работа открывает новые возможности для работы с этим натуральным продуктом.
Шимчик П., Шиманска Г., Маевска М., Веремчук-Езина И., Колодзейчик М., Чарнецка К., Шиманский П. и Кочан Э. (2022) «Моделирование гомологии и исследование стыковки стриктозидин-β-D-глюкозидазы из мадагаскарского барвинка (Catharanthus roseus Bunge)», Int. J. Биоинформатические исследования и приложения, Vol. 18, № 3, стр. 234–269.
DOI: 10.1504/IJBRA.2022.10033607 - Проектный страх
Страх, вызванный частично дезинформацией в СМИ, является важной эмоцией в контексте кризисов.
Это может привести к плохим или, в лучшем случае, неоптимальным решениям, особенно в разгар глобальной пандемии, говорится в работе, опубликованной в0519 Международный журнал бизнес- и системных исследований .Хосе Чавалья Нето из Beta L Consulting Group в Сан-Паулу, Антонио Бенту Калейру из Университета Эвора в Эворе, Бразилия, Хосе Антониу Филипе из Iscte – Instituto Universitário de Lisboa, Мануэль Пачеко Коэльо из Университета Лиссабона, Португалия и Голамреза Аскари из Университета Семнан в Семнане, Иран, изучили, как страх возник в Бразилии во время все еще продолжающейся пандемии COVID-19. Пандемия, которая привела к серьезным проблемам со здоровьем, смерти и экономическому опустошению, независимо от того, насколько кто-то боялся, когда появился вирус, и в последующие месяцы после объявлений Всемирной организации здравоохранения о пандемии.
На ранних стадиях кризисов многие люди были перегружены информацией, большая часть которой была противоречивой, по самой новизне возбудителя, коронавируса SARS-CoV-2, и его последствиям.
Шли дни, недели и месяцы, в смесь добавлялась дезинформация и появлялись теории заговора. Четкую картину того, как на самом деле развивались события, было трудно разгадать. Это было особенно верно с точки зрения информации, которой обменивались тоталитарные режимы и распространялась оттуда, и тем более, когда у нас были фармацевтические вмешательства и различные вакцины против COVID-19..Картина была еще более мутной с учетом социальной изоляции, самоизоляции, карантина и закрытия международных границ, и все это было сделано с целью снижения скорости распространения болезни, связанной с ней заболеваемости, смертности и так далее. так называемые «избыточные» смерти. Для многих еще ничего не ясно даже спустя более двух лет после объявления пандемии, и многие люди жили в страхе с самого начала, и многие живут до сих пор.
Нето, Дж.К., Калейро, А.Б., Филипе, Дж.А., Коэльо, М.П. и Аскари, Г. (2022 г.) «Как страх может повлиять на экономические решения в контексте пандемии в свете систем принятия решений? Подход к делу COVID-19», Int.
J. Бизнес и системные исследования, Vol. 16, №№ 5/6, стр. 759–782.
DOI: 10.1504/IJBSR.2022.10047150 - Обнаружение испаноязычных киберхулиганов
Исследователи из Эквадора используют методы глубокого обучения для выявления характеристик агрессивного поведения в текстах на испанском языке в социальных сетях. Подробности в Международный журнал интеллектуального анализа данных, моделирования и управления .
Пауль Кумба-Армихос, Диего Риофрио-Лускандо, Вероника Родригес-Арболеда и Джо Каррион-Джамбо Цифровая школа, Международный университет SEK, Кито, Пичинча, Эквадор, извлекли выражения и фразы, которые обычно используются в эпизодах киберзапугивания, из 83400 обновлений. в одной конкретной социальной сети. Они использовали этот текст для обучения сверточной нейронной сети. Алгоритм, полученный в результате этого обучения, представляет собой инструмент, который затем может автоматически идентифицировать оскорбления, расизм, гомофобные атаки и так далее.
Возможно, общеизвестно, что, несмотря на огромные преимущества социальных медиа и инструментов социальных сетей. Однако, как и в случае с любым изобретением, всегда найдутся те, кто попытается злоупотребить системой в своих злонамеренных целях. Такая деятельность может повлечь за собой дальнейшую маргинализацию уязвимых групп и молодых людей, поэтому желательно найти способы снизить риск для таких групп со стороны киберхулиганов. Команда пишет, что в Эквадоре 27% подростков сообщили о том, что пострадали от маргинализации из-за киберзапугивания, 46% сообщили о домогательствах, 17% об агрессивном поведении в Интернете и 10% подверглись вымогательству.
Тесты обученной нейросети, проведенные командой, показали, что она работает с высокой точностью — более 98 процентов. Следующим шагом, который вполне может улучшить эту точность, будет получение данных из блогов и дополнительных сайтов социальных сетей, а также включение дополнительных фраз на испанском языке для улучшения возможностей прогнозирования системы.
Кумба-Армихос, П., Риофрио-Лускандо, Д., Родригес-Арболеда, В. и Каррион-Джамбо, Дж. (2022) «Обнаружение киберзапугивания в испанских текстах с помощью методов глубокого обучения», Int. J. Интеллектуальный анализ данных, моделирование и управление, Vol. 14, № 3, стр. 234–247.
DOI: 10.1504/IJDMMM.2022.10045289 - Забавные и аутентичные рекламодатели
Персонализация и интерактивность являются ключом к повышению эффективности рекламной кампании в социальных сетях, согласно работе, опубликованной в International Journal of Economics and Business Research . Это открытие имеет значение для того, как маркетологи и рекламные команды могут получить максимальную отдачу от своих усилий и бюджетов.
Тааника Арора из Института перспективных исследований Рукмини Деви при Университете IP в Дели, Индия, подробно изучила одну особенно популярную область мира социальных сетей — сетевой сайт Facebook. В частности, Арора использовала модель веб-рекламы Дюкоффа и теорию потоков, чтобы исследовать, в какой степени персонализация и интерактивность являются определяющими факторами намерения совершить покупку среди потенциальных потребителей, которые видят рекламу на Facebook.
На момент написания этого обзора у Facebook было почти 3000 миллионов активных пользователей в месяц. Население мира составляет почти 8000 миллионов человек, так что это число составляет очень большую долю всех людей на Земле, почти 40 процентов нас. По любым меркам это огромный рекламный рынок, представляющий огромное количество потенциальных потребителей продукта или услуги, даже если предположить, что часть этих учетных записей являются поддельными, дубликатами или представляют собой компании, которым есть что продавать.
Арора провела систематическое исследование с использованием невероятностной выборки данных, полученных от более чем 700 активных индийских пользователей Facebook. Она объясняет, что моделирование структурными уравнениями использовалось для демонстрации пригодности модели и установления достоверности и надежности адаптированных шкал.
«Результаты показывают, что предложенная структура является надежным инструментом для измерения эффективности рекламы на Facebook», — пишет Арора.
«Это исследование теоретически способствует применению рекламной модели Facebook и практически предоставляет влиятельные факторы для эффективной рекламы для маркетологов и рекламодателей». Важный вывод, которым могут руководствоваться маркетологи и рекламщики, заключается в том, что «доверие» и «развлечение» имеют решающее значение в рекламе на Facebook, без аутентичности и развлечения многое теряется. Кроме того, двусторонняя или интерактивная реклама помогает потенциальным потребителям совершить покупку. Обратной стороной всего этого является то, что персонализация вызывает озабоченность в отношении конфиденциальности, и потребители часто не терпят никакого вторжения в их личную жизнь, несмотря на то, что они активны, по сути, в очень публичной сфере социальных сетей.Суть в том, что маркетологи, надеющиеся получить максимальную отдачу от своего рекламного бюджета на Facebook, должны быть искренними, занимательными и осведомленными о проблемах конфиденциальности своего целевого рынка.
Арора, Т. (2022) «Основы усиления влияния рекламы в Facebook: ключевая роль персонализации и интерактивности», Int. J. Экономика и бизнес-исследования, Vol. 24, № 3, стр. 305–343.
DOI: 10.1504/IJEBR.2022.10044237 - Структура психического здоровья
Пандемия COVID-19 продолжает оказывать глубокое воздействие на общество, здоровье людей и мировую экономику. Исследование, опубликованное в International Journal Medical Engineering and Informatics , предлагает концептуальную основу того, как необходимые профилактические меры, применяемые и принятые во время пандемии, могут быть связаны с возникающими проблемами психического здоровья.
Раджеш Р. Пай из Технологического института Манипала в Манипале и Наганне Четти и Сриджит Алатур из Национального технологического института штата Карнатака в Сураткале, Индия, указывают на то, как стратегии сдерживания и смягчения последствий, такие как закрытие международных границ, национальных и местных блокировки, карантин для путешественников, дезинфекция рук и маски были введены вскоре после осознания того, что уровень заражения новым коронавирусом SARS-CoV-2 приближается к уровню, который может привести к пандемии.
Пандемию, к сожалению, не удалось остановить, возможно, из-за того, что многие меры не были достаточно своевременными и не применялись властями разных стран достаточно строго.Однако после того, как были введены ограничения, многие люди, столкнувшиеся с социальной изоляцией, почувствовали себя в ловушке и разозлились. Похоже, что в связи с пандемией наблюдается рост тревоги и депрессии, в то время как показатели злоупотребления алкоголем и числа самоубийств возросли. Многие сферы общества, возможно, пострадали больше, чем другие, и, по крайней мере, по-разному. Например, работники здравоохранения, гостиничного бизнеса и маргинализированные сообщества столкнулись с разным давлением из-за COVID-19.пандемия.
На основании своего исследования команда пришла к выводу, что, хотя профилактические меры в области здравоохранения вполне могли в конечном итоге сократить общее число инфекций и смертей от этого заболевания, темная сторона заключается в том, что они могли привести к заболеваемости другого рода из-за своего воздействия на психическое здоровье.
. Команда обнаружила, что часть проблемы заключалась в том, что воздействие средств массовой информации было важной переменной в том, принимали ли люди или принимали различные меры, но также вызывало страх и беспокойство.Пай, Р.Р., Четти, Н. и Алатур, С. (2022) «Влияние COVID-19 на психическое здоровье людей и профилактическое поведение в отношении здоровья: концептуальная основа», Int. J. Медицинская инженерия и информатика, Vol. 14, № 5, стр. 454–463.
. DOI: 10.1504/IJMEI.2022.10049363. например, многоуровневый контроль конфиденциальности, который может помочь скрыть законную деятельность от посторонних глаз. Понятие криминалистической экспертизы энергозависимой памяти считается предполагаемым способом доступа по крайней мере к некоторым из этих действий даже с помощью браузеров с повышенной конфиденциальностью, как только следователи по уголовным делам получат своевременный доступ к ноутбуку или другому устройству, на котором работает браузер.Веб-браузеры с повышенной конфиденциальностью помогают защитить граждан, использующих Интернет, от тех, кто может захотеть узнать подробности об их привычках и поведении в Интернете, возможно, от родственников или так называемых друзей, а также от государственных учреждений, не имеющих права доступа к личной информации.
в качестве третьих лиц со злым умыслом, например, для кражи личных данных. Обратная сторона создания таких браузеров заключается в том, что преступники тоже могут использовать эти инструменты для сокрытия своей деятельности и эксплуатации потенциальных жертв своих преступлений. Сама природа браузера с повышенной конфиденциальностью может затруднить для полиции расследование преступления, в котором такой браузер играет центральную роль.Нилай Р. Мистри, Крупа Гаджар и С.О. Джунаре из Национального университета криминалистики в Гандинагаре, штат Гуджарат, Индия, объясняет, почему цифровая криминалистика играет центральную роль во многих уголовных расследованиях, независимо от того, происходит ли преступление онлайн или офлайн. Крайне важно, что более широкая концепция компьютерной криминалистики должна быть в состоянии идентифицировать, собирать, сохранять и анализировать доказательства с устройства, чтобы их можно было представить в суде с указанием их происхождения в точности так, как они были обнаружены на устройстве.
так представитель поведения преступника.Команда сравнивает различные браузеры с повышенной конфиденциальностью и артефакты просмотра и входа в систему, которые хранятся и могут оставаться в энергозависимой памяти устройства, по сути, в ОЗУ (оперативной памяти) или виртуальной памяти. С помощью своих инструментов они смогли получить адреса электронной почты, адреса посещенных веб-сайтов из всех протестированных браузеров как из живого дампа ОЗУ с данными на устройстве, так и из дампа мертвой ОЗУ, где все вкладки в браузере были закрыты и браузер закрылся. Такой доступ может быть очень важен в уголовном расследовании, но важно, чтобы следователи могли изъять устройство до того, как оно будет полностью отключено, иначе данные в энергозависимой памяти, как следует из этого термина, испарятся и будут потеряны.
Кроме того, им удалось получить условия поиска из динамического дампа ОЗУ из всех браузеров на тестовых устройствах, но не из мертвого дампа ОЗУ. Никакие загруженные изображения не могут быть извлечены из любого сценария из любого браузера или каких-либо паролей.
Тем не менее, для некоторых браузеров, предположительно обеспечивающих повышенную конфиденциальность, команда смогла извлечь результаты поиска из известного онлайн-видеосервиса, живые дампы оперативной памяти для всех и, за исключением трех, также мертвые дампы оперативной памяти.Самым минимальным доказательством, которое может быть доступно следователям, обнаружившим выключенное устройство, могут быть файлы, присутствующие или кэшированные в постоянном хранилище устройства, и наличие данного браузера с повышенной конфиденциальностью. Это, конечно, не будет таким веским доказательством, как оперативный дамп активности в браузере, полученный в то время, когда совершается преступление.
Мистри, Н.Р., Гаджар, К. и Джунаре, С.О. (2022) «Экспертиза энергозависимой памяти браузеров, поддерживающих конфиденциальность», Int. J. Информационная и компьютерная безопасность, Vol. 18, №№ 3/4, стр. 313–326.
DOI: 10.1504/IJICS.2020.10047607
Разница между SMAW и GMAW
Пинту Присоединение
Дуговая сварка — это один из видов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления сопрягаемых поверхностей основных материалов, которые должны быть соединены. Для сварки широкого спектра материалов различными способами существует несколько процессов дуговой сварки, а именно: дуговая сварка в среде защитного газа, дуговая сварка в среде защитного газа, дуговая сварка вольфрамовым электродом в среде защитного газа, дуговая сварка под флюсом, дуговая сварка с флюсовой проволокой, дуговая сварка под флюсом, дуговая сварка, угольная дуговая сварка и т. д. Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW), представляет собой процесс сварки плавлением, при котором дуга возникает между покрытым флюсом электродом и токопроводящими пластинами основания. Здесь электрод является расходуемым и, таким образом, расплавляет отложения на сварном шве, чтобы обеспечить присадочный материал. Этот расходуемый электрод имеет форму короткого стержня, поэтому желательна его частая замена. Это прерывает процесс и снижает производительность. Металл электрода также покрыт соответствующим флюсом для защиты от окисления. Этот флюс также распадается во время сварки и производит необходимый защитный газ для защиты горячего валика сварного шва от нежелательного окисления и загрязнения. Процесс SMAW обычно выполняется вручную, отсюда и название ручной дуговой сварки металлическим электродом (MMAW). Ручное управление также делает процесс универсальным, и поэтому процесс SMAW имеет широкий спектр гражданских и промышленных применений.
Дуговая сварка металлическим газом (GMAW) — это еще один процесс сварки плавлением, при котором дуга устанавливается между непрерывным оголенным электродом и токопроводящими пластинами основания. В отличие от SMAW, в котором используется электрод в виде короткого стержня, в GMAW используется проволочный электрод очень большой длины. Этот проволочный электрод намотан в пуле, чтобы его можно было подавать непрерывно в течение более длительного времени. Электрод является расходуемым по своей природе, поэтому он расплавляется, чтобы отложить необходимый наполнитель в корневом зазоре. Электрод GMAW не покрыт каким-либо флюсом, поэтому защитный газ подается отдельно для защиты горячего сварного шва. Этим защитным газом могут быть либо инертные газы, такие как аргон, гелий и азот (при сварке Metal Inert Gas или MIG), либо смесь активных и инертных газов (при сварке Metal Active Gas или MAG). Процесс обычно осуществляется автоматически с минимальным вмешательством человека. Благодаря непрерывной подаче проволочного электрода процесс GMAW обеспечивает очень высокую скорость осаждения наполнителя, что делает процесс высокопроизводительным. Однако этому процессу не хватает гибкости. Различные сходства и различия между дуговой сваркой металлическим электродом в среде защитного газа (SMAW) и дуговой сваркой металлическим электродом в среде защитного газа (GMAW) приведены ниже в формате таблицы.
- Как SMAW, так и GMAW представляют собой процессы сварки плавлением, поскольку соприкасающиеся поверхности основных компонентов сплавляются с помощью тепла дуги, образуя коалесценцию. Фактически все процессы дуговой сварки являются сваркой плавлением.
- В обоих процессах используется расходуемый электрод. Расходуемый электрод плавится из-за тепла дуги и постепенно откладывается на валике сварного шва. Таким образом, он обеспечивает необходимый наполнитель для заполнения корневого зазора. Таким образом, наполнитель не требуется поставлять отдельно.
- Автогенный режим сварки невозможен ни одним из этих двух процессов, так как присадочный материал применяется изначально. Автогенная сварка осуществляется без применения какого-либо присадочного материала.
- Оба процесса применимы только к проводящим недрагоценным металлам. Фактически все процессы дуговой сварки применимы только к токопроводящим материалам, так как основные металлы изготавливаются одним электродом для установления дуги. Некоторые процессы сварки в твердом состоянии (например, сварка трением, сварка взрывом и т. д.) и современные процессы сварки (например, LBW, PAW и т. д.) могут применяться для непроводящих электричество материалов.