Основные требования, предъявляемые к источникам питания
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить хорошее возбуждение и стабильное горение дуги.
Возбуждение сварочной дуги начинается с короткого замыкания сварочной цепи – контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока.
В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги. В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги.
Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
1) напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать норм безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока – 90 В, для источников переменного тока – 80 В;
2) напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
3) ток короткого замыкания не должен превышать сварочный ток более чем на 40…50 %. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
4) мощность источника тока должна быть достаточной для выполнения сварочных работ;
5) иметь устройства для плавного регулирования силы сварочного тока;
6) обладать заданной внешней характеристикой.
Таким образом, можно сказать, что источник питания должен при определенных режимах работы удовлетворять двум группам требований: технологическим и технико-экономическим.
Технологические требования. Эти требования определяются техническими возможностями достижения технологических свойств, которые определяются, в свою очередь, статическими и динамическими свойствами источника питания и свойствами нелинейных участков — разрядного промежутка и ванны.
Статические свойства источника отражены в его внешней статической характеристике и ее соответствии вольт-амперной характеристике дуги, так как способность энергетической системы источник — ду — ванна поддерживать устойчивое горение дуги и заданный режим зависит от видов и взаимного расположения этих характеристик.
О динамических свойствах источника можно судить по характеру и скорости протекания переходных процессов в системе источник — дуга — ванна, сопровождающихся резкими изменениями сварочного тока при ступенчатых изменениях проводимости разрядного промежутка, которые вызываются резкими переходами из одного установившегося режима в другой (например, при переходе от холостого хода к короткому замыканию при первоначальном возбуждении дуги). Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков нонизнроваййого газа, колебаниями напряжения сети, неравномерностью .скорости подачи сварочной проволоки и т. д.).
Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков нонизнроваййого газа, колебаниями напряжения сети, неравномерностью .скорости подачи сварочной проволоки и т. д.).
Технико-экономические показатели. К этим показателям относятся коэффициент полезного действия (к.п.д.), коэффициент мощности (cos φ), габаритные размеры, массы, показатели надежности, эргономические и технологические показатели конструкции источников, соответствие правилам безопасности и т. п.
Требования к источникам питания
Темы: Сварочное оборудование.
Другие страницы по теме
Требования к источникам питания
сварочной дуги :
В отличие от обычных потребителей электроэнергии (лампы накаливания, электродвигатели, печи сопротивления и др. ) электрическая дуга имеет следующие особенности: для зажигания дуги требуется напряжение значительно более высокое, чем для поддержания ее горения; она горит с перерывами, во время которых происходит либо разрыв электрической цепи, либо короткое замыкание. Во время горения дуги с изменением ее длины меняются напряжение и сила тока. При коротком замыкании в момент зажигания и переходе капли расплавленного электродного металла на заготовку напряжение дуги падает до нуля. На основании этих особенностей сформулированы перечисленные ниже требования к источникам питания, которые должны обеспечить три режима — рабочий, холостого хода и короткого замыкания.
) электрическая дуга имеет следующие особенности: для зажигания дуги требуется напряжение значительно более высокое, чем для поддержания ее горения; она горит с перерывами, во время которых происходит либо разрыв электрической цепи, либо короткое замыкание. Во время горения дуги с изменением ее длины меняются напряжение и сила тока. При коротком замыкании в момент зажигания и переходе капли расплавленного электродного металла на заготовку напряжение дуги падает до нуля. На основании этих особенностей сформулированы перечисленные ниже требования к источникам питания, которые должны обеспечить три режима — рабочий, холостого хода и короткого замыкания.
1. Напряжение холостого хода на зажимах источника питания (при разомкнутой сварочной цепи) должно в 2…3 раза превышать напряжение горения дуги и быть достаточным для ее легкого возбуждения, но в то же время его значение не должно быть больше допустимого, безопасного для сварщика. Максимальное напряжение холостого хода установлено в следующих пределах: для источников переменного тока — до 80 В; для источников постоянного тока — до 90 В.
2. Мощность источника питания должна соответствовать толщине свариваемых заготовок. Необходимо, чтобы источник питания был оснащен устройством для плавного регулирования силы тока.
3. Сила тока Iк.з. при коротком замыкании должна иметь ограниченное значение. Нормальный процесс дуговой сварки обеспечивается, если Iк.з.= (1,1…1,5)Iсв.. В некоторых случаях Iк.з. достигает значения, равного 2Iсв.. При очень больших значениях Iк.з. происходит перегрев электрода и источника питания.
4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что необходимо для устойчивого горения дуги.
5. При изменении напряжения на дуге сила тока не должна существенно изменяться, так как значительные отклонения от параметров режима приведут к снижению качества сварного соединения.
6. Источники питания дуги должны иметь небольшие массу в размеры, быть недорогими и удобными в эксплуатации.
Основными техническими показателями источников питания дуги являются внешняя характеристика, напряжение холостого хода, относительная продолжительность работы и относительная продолжительность включения при прерывистом режиме.
Еще по теме Требования к источникам питания сварочной дуги:
- < Электролизно-водные генераторы
Требования к источникам питания дуги. Сварка
Требования к источникам питания дуги
Для осуществления устойчивого дугового разряда между электродом и свариваемым изделием необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока). При этом важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить возбуждение и стабильное горение дуги.
С короткого замыкания сварочной цепи (контакта между электродом и деталью) начинается возбуждение сварочной дуги. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока. В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги.
Очень частые короткие замыкания сварочной цепи происходят в процессе сварки при переходе капель электродного металла в сварочную ванну. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25–30 В. Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями.
При этом следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
• напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать норм безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока 90 В; для источников переменного тока – 80 В;
• напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
• ток короткого замыкания не должен превышать сварочный ток более чем на 40–50 %. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
• мощность источника тока должна быть достаточной для выполнения сварочных работ.
Типы источников питания сварочной дуги, выпускаемые промышленностью: сварочные трансформаторы, сварочные аппараты переменного тока, сварочные выпрямители.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесИсточники питания сварочной дуги
В качестве источников питания сварочной дуги применяют специальные источники тока, отвечающие определенным требованиям:• напряжение холостого хода U должно быть достаточным для зажигания дуги, но не превышать значений, безопасных для сварщиков;
• источники питания должны быть снабжены устройством для регулирования сварочного тока в регламентированных пределах;
• источники питания сварочной дуги должны иметь заданную внешнюю характеристику, согласованную со статистической вольт-амперной характеристикой дуги.

Внешняя вольт-амперная характеристика источника тока — это зависимость напряжения на его клеммах U от величины сварочного тока I (см. рис.):
По виду внешней характеристики источники тока подразделяются на источники с крутопадающей, пологопадающей, жесткой и возрастающей характеристиками. Некоторые источники при переключении режима работы могут иметь крутопадающую и жесткую характеристики (универсальные источники тока). В зависимости от количества постов они могут быть однопостовыми и многопостовыми.
Источники тока с крутопадающей характеристикой используются при ручной дуговой сварке. Пологопадающую характеристику имеют источники питания автоматов для сварки под флюсом. Источники с жесткой и возрастающей внешними характеристиками работают совместно с полуавтоматами для дуговой сварки в защитном газе.
По роду тока источники делятся на две группы: источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные преобразователи и выпрямители).

Сварочная дуга, являясь потребителем электрической энергии и преобразователем ее в тепловую, образует с источником тока взаимосвязанную энергетическую систему, работающую в статическом (установившемся) и динамическом (переходном) режимах. Установившийся режим работы системы сварочная дуга — источник тока определяется точкой пересечения внешней вольт-амперной характеристики дуги и внешней характеристики источника тока. При этом следует помнить, что сварочная дуга, являясь газовым проводником тока, не подчиняется закону Ома.
Кроме статьи «Источники питания сварочной дуги» смотрите также:
Требования, предъявляемые к источникам питания дуги
Дуговая сварка может производиться на постоянном или переменном токе. Питание сварочной дуги осуществляется при сварке на постоянном токе от сварочных генераторов и выпрямительных установок, при сварке на переменном токе — от сварочных трансформаторов, а также от генераторов повышенной частоты.
Сварочные генераторы постоянного тока изготовляются в соответствии с требованиями ГОСТ 304, трансформаторы для ручной дуговой сварки — ГОСТ 95 и трансформаторы для автоматической дуговой сварки под слоем флюса — ГОСТ 7012. Основными показателями источников питания сварочной дуги являются: напряжение холостого хода, номинальная сила сварочного тока, пределы регулирования силы сварочного тока, вид внешних характеристик.
Основными показателями источников питания сварочной дуги являются: напряжение холостого хода, номинальная сила сварочного тока, пределы регулирования силы сварочного тока, вид внешних характеристик.
Напряжение холостого хода однопостовых генераторов при номинальном токе до 350 а должно быть не более 80 в, а генераторов с номинальным током выше 350 а — не более 90 в. Вторичное напряжение холостого хода трансформаторов для ручной дуговой сварки не должно превышать при токе 100 а 75 в и при токе 350 а — 70 в. Верхний предел вторичного напряжения холостого хода однофазных сварочных трансформаторов Для автоматической сварки под слоем флюса с номинальным током 500 а составляет 80 в, а у трансформаторов, рассчитанных на номинальный ток 1000 и 2000 а — 90 в.
Под номинальной силой сварочного тока понимают допустимую из условий нагрева источника питания дуги силу тока при номинальном напряжении на дуге. Поскольку падение напряжения в проводах сварочной цепи обычно очень мало, номинальное напряжение на дуге практически равно номинальному напряжению на зажимах источника питания дуги (с учетом включенного в сварочную цепь регулирующего ток устройства).
Таблица 2. Номинальные напряжения на зажимах однопостовых генераторов постоянного тока по ГОСТ 304
Номинальный сварочный ток в а | Номинальное напряжение на дуге в в |
До 120 | 25 |
121—380 | 30 |
381—550 | 35 |
551—750 | 40 |
751—1000 | 45 |
Таблица 3. Вторичное напряжение на зажимах трансформаторов для автоматической сварки под флюсом при номинальной нагрузке (включая регулирующее устройство) по ГОСТ 7012
Номинальный | Вторичное |
сварочный ток в а | напряжение в в |
500 | 23+0,045 1св |
1000 | 22+0,02 1св |
2000 | 23+0,015 Iсв |
1св —сварочный ток | |
Номинальные напряжения однопостовых генераторов постоянного тока приведены в табл. 2.
2.
За номинальное напряжение на зажимах многопостовых генераторов при номинальном сварочном токе принимается 50 или 60 в. За номинальное сварочное напряжение при нагрузке на зажимах однопостового трансформатора (включая регулятор) принято 30 е. Номинальное вторичное напряжение трансформатора для автоматической сварки под слоем флюса определяется по данным, приведенным в табл. 3.
Выбор источника сварочного тока
Процесс выбора источника сварочного тока очень похож на процесс покупки автомобиля. Это включает в себя поиск продукта, который является эффективным, мощным, простым в обращении и, что наиболее важно, отвечает конкретным потребностям клиента. Но при таком широком выборе источников питания на рынке, как сварщикам выбрать подходящий?Первый шаг — понять внутренние потребности своего магазина. Чтобы определить это, изучите некоторые часто используемые процессы сварки и для каких материалов они лучше всего подходят.
Дуговая сварка металлическим газом (GMAW) и дуговая сварка порошковой проволокой (FCAW)
GMAW и FCAW (чаще всего называемые MIG или сварка порошковой проволокой) используют катушку с проволокой, которая либо размещается внутри источника питания, либо подается от внешнего механизма подачи проволоки. Эта проволока или присадочный материал подается через сварочный пистолет. Источник питания используется для запуска и поддержания дуги между проволокой и основным металлом.
Эта проволока или присадочный материал подается через сварочный пистолет. Источник питания используется для запуска и поддержания дуги между проволокой и основным металлом.
При сварке GMAW или MIG используется сплошная металлическая проволока, которая требует использования защитного газа для защиты сварочной ванны от атмосферы.FCAW использует полую проволоку, заполненную порошковым флюсом, который может нуждаться или не нуждаться во внешнем защитном газе, потому что газ может образовываться из флюса внутри проволоки, когда он горит в дуге. Флюс в проволоке служит многим из тех же целей, что и покрытие электрода в SMAW.
GMAW требует наименьших навыков оператора, потому что машина подает проволоку. Сварщик держит пистолет в одной руке, нажимает на курок и сваривает. Это так просто! Защитный газ обеспечивает очень ровную дугу, которая остается стабильной.Поскольку другие процессы обычно требуют очень специфического позиционирования электродов и манипуляций с ними, GMAW является самым быстроразвивающимся процессом. Благодаря тому, что компактные устройства сейчас продаются в розницу менее чем за 500 долларов, а возможность легко сваривать гораздо более тонкий материал, чем стержневой электрод, этот тип устройств стал очень популярным.
Благодаря тому, что компактные устройства сейчас продаются в розницу менее чем за 500 долларов, а возможность легко сваривать гораздо более тонкий материал, чем стержневой электрод, этот тип устройств стал очень популярным.
Скорость сварки также выше благодаря непрерывной подаче электрода, отсутствию шлака (с GMAW) и более высокой скорости наплавки присадочного металла. Его рабочий коэффициент обычно составляет 30-50 процентов, поэтому на создание дуги можно потратить 3-5 минут из каждых 10.Кроме того, сварка GMAW/FCAW не требует таких навыков оператора, как сварка TIG или дуговая сварка.
GMAW можно использовать на всех основных коммерческих металлах. FCAW в настоящее время используется в основном для обработки сталей и нержавеющих сталей. Эти два процесса также могут использоваться в широком диапазоне толщин материала и работать во всех положениях. По этим причинам они обычно являются предпочтительными сварочными процессами для большинства производителей и производственных цехов.
С другой стороны, оборудование для GMAW и FCAW является более сложным, более дорогим и традиционно менее портативным, чем процессы сварки электродом (хотя существуют некоторые новые портативные модели).Сварка обычно выполняется в радиусе 10-12 футов от механизма подачи проволоки, и работа обычно доставляется на сварочную станцию.
Дуговая сварка в защитном металле (SMAW)
SMAW, или дуговая сварка, является наиболее распространенной формой дуговой сварки. При этом палочка или электрод помещаются на конец держателя. С помощью электричества от источника питания зажигается дуга между кончиком электрода и поверхностью свариваемого металла. Тепло дуги плавит кончик электрода, создавая присадочный материал, который осаждается по мере износа электрода.Материал с покрытием на электроде горит и защищает дугу от атмосферы. При горении покрытия образуется CO2, который становится защитным газом. Также образуется шлак, который помогает очистить металл сварного шва и защитить его при замерзании.
SMAW — это один из самых простых и универсальных способов сварки, поскольку присадочный материал можно легко изменить для соответствия различным металлам, просто заменив стержневые электроды. Будь то сталь, нержавеющая сталь, чугун или высоколегированные металлы, пользователи могут зажать новый стержень, чтобы быть готовым к следующему проекту.Кроме того, джойстик универсален, поскольку для него требуется минимум оборудования, что упрощает настройку или перемещение на новое место.
По сравнению с другими типами источников питания сварочные аппараты SMAW, как правило, являются наименее дорогими. В результате они чаще всего используются начинающими сварщиками, фермерами, небольшими производственными цехами, ремонтными мастерскими и крупными строительными подрядчиками, которые выполняют сварку на различных работах на большой площади.
Основным недостатком SMAW является количество времени простоя, связанного с процессом.Электрод имеет длину всего несколько дюймов и должен быть заменен после того, как он израсходован. Это требует, чтобы оператор остановил сварку, чтобы заменить электрод. Часто от оператора требуется больше навыков, чем требуется для процессов с подачей проволоки.
Это требует, чтобы оператор остановил сварку, чтобы заменить электрод. Часто от оператора требуется больше навыков, чем требуется для процессов с подачей проволоки.
Кроме того, требуется время, чтобы отколоть или измельчить шлак или примеси из сварного шва. Рабочий фактор или время, в течение которого сварщик фактически «высекает искры», обычно составляет от двух до трех минут за 10-минутный интервал. Как правило, сварочные аппараты жертвуют производительностью ради универсальности.
Газовая вольфрамовая дуговая сварка (GTAW)
В GTAW между неплавящимся вольфрамовым электродом и основным металлом возникает электрическая дуга. Зона дуги заполнена инертным газом, обычно аргоном, который защищает вольфрам и расплавленный металл от окисления и обеспечивает легко ионизированный путь для тока дуги. GTAW производит высококачественные сварные швы практически на всех металлах и сплавах. Поскольку им можно управлять при очень малых токах, он идеально подходит для сварки тонких металлических листов и фольги.
Самым большим преимуществом GTAW является то, что высококачественные сварные швы могут быть выполнены практически на любом свариваемом металле или сплаве. Еще одним важным преимуществом является то, что присадочный металл можно добавлять в сварочную ванну независимо от тока дуги. В других процессах дуговой сварки скорость добавления присадочного металла определяет ток дуги. Другие преимущества включают низкое разбрызгивание, отсутствие шлака и относительно легкую очистку.
Основным недостатком GTAW является то, что он обеспечивает самую низкую скорость осаждения металла из всех процессов.Акцент делается на идеальном внешнем виде сварных швов, что означает меньший сварочный ток и большее время сварки. Оператор должен научиться координировать точные движения резака в одной руке, добавляя присадочный металл другой рукой и контролируя ток с помощью ножной педали.
Оператор также должен научиться правильно настраивать машину GTAW. Подготовка вольфрама, интенсивность искры, нарастание и спад, частота импульсов, пиковая интенсивность, фоновый ток, высокая частота и правильное заземление могут быть очень важными вопросами для сварщика GTAW. В сочетании с более низкими депозитными ставками легко увидеть, как процесс GTAW пользуется большим успехом в таких отраслях, как аэрокосмическая промышленность, где качество намного важнее стоимости.
В сочетании с более низкими депозитными ставками легко увидеть, как процесс GTAW пользуется большим успехом в таких отраслях, как аэрокосмическая промышленность, где качество намного важнее стоимости.
Дуговая сварка под флюсом (SAW)
ВSAW используется непрерывно подаваемая проволока с гранулированным материалом, называемым флюсом, для покрытия зоны сварки. Этот тип сварки используется в основном для более тяжелых листов, таких как конструкционная сталь, и для специализированной высокоскоростной сварки легких профилей.
Флюс играет центральную роль в достижении высокой скорости и качества сварки.Образуется очень мало сварочного дыма, благодаря чему воздух в цехе намного чище. Поскольку флюс покрывает всю дугу, сварочная маска не требуется, что приводит к более высокому коэффициенту эксплуатации. При длинных, больших сварных швах, многопроходных и наплавленных процессах процесс может приближаться к 100-процентному коэффициенту использования. Производительность может быть очень высокой при сварочных токах более 1000 ампер, обычных для автоматических приложений.
Производительность может быть очень высокой при сварочных токах более 1000 ампер, обычных для автоматических приложений.
Недостатки включают ограниченное количество позиций сварки, поскольку флюс имеет гранулированную форму. Операторы должны выполнять сварку на плоских поверхностях, чтобы флюс покрывал сварочную ванну.Другим недостатком является то, что горячий флюс может сжечь обувь и вызвать проблемы с обработкой, которые необходимо решать.
Обладая некоторыми знаниями о доступных типах сварочных процессов, вы теперь сможете принять решение о том, какой процесс лучше всего соответствует вашим потребностям. Следующим шагом будет поиск источника питания. Ваш идеальный источник питания должен соответствовать вашему процессу сварки, соответствовать вашим требованиям к размерам, вписываться в ваш бюджет и предлагать технологические функции, которые необходимы в вашей мастерской.В конце концов, надежный источник энергии, как и надежный автомобиль, будет служить вам долгие годы.
Источники питания для сварочных процессов | Металлы | Отрасли
В этой статье мы поговорим об источниках питания для сварочных процессов.
Твердотельные источники питания для сварки:Твердотельные источники питания по сравнению с обычными источниками питания считаются более эффективными, имеют быстродействующие характеристики и необходимы для некоторых специальных работ, в частности приложений, выполняемых с помощью роботов.При импульсно-дуговой сварке образуется мощная струя мелких капель, которая может быть направлена в любом направлении.
Соотношение импульсного тока и тока поддерживающей дуги необходимо отрегулировать в соответствии с изменяющимися условиями толщины и положения материала, что возможно только при использовании твердотельных источников питания.
При использовании источника переменного тока прямоугольной формы можно сваривать узкую разделку (с углом прилегания 2-4°) в толстых материалах, для которых требуется V-образная разделка (с углом прилегания 30°—60° при обычном постоянном токе) источников), что приводит к значительной экономии присадочного металла.
Для дуговой сварки требуется специальная электрическая мощность низкого напряжения и высокого тока с желаемыми характеристиками для создания и поддержания дуги, способной обеспечить хороший сварной шов.
Источники питания могут быть вращающегося или статического типа (трансформатор или выпрямитель). Популярно электронное управление с обратной связью (тиристорное управление). Выход может быть переменным, постоянным или обоими. Характеристики могут быть постоянным током, постоянным напряжением или их комбинацией.Источник должен обеспечивать требуемый ток при заданном режиме работы.
Основные характеристики источника питания:
(i) Кривые статических характеристик:
Кривые статических характеристик, т. е. взаимосвязь между напряжением нагрузки и током нагрузки при различных условиях нагрузки. Кривая C на рис. 9.49 представляет собой падающую кривую при постоянном токе. Небольшие изменения напряжения существенно не изменяют выходной ток. Он подходит для процессов MMAW/SMAV/GTAW.
Небольшие изменения напряжения существенно не изменяют выходной ток. Он подходит для процессов MMAW/SMAV/GTAW.
В этих источниках ток более или менее постоянен даже при небольших изменениях длины дуги, что неизбежно даже для квалифицированного рабочего. Таким образом, качество сварки является стабильным, а ток не сильно превышается даже при возгорании дуги и аварийных ситуациях. Кривая B — относительно плоский (постоянное напряжение) источник. Такие машины рассчитаны на постоянный ток и не подходят для переменного тока.
Этот источник используется в полуавтоматических и автоматических процессах, таких как сварка MIG/C0 2 , сварка под флюсом, дуговая сварка с флюсовой проволокой.Этот процесс является саморегулирующимся, чтобы контролировать скорость плавления и скорость подачи. Падение напряжения на дуге пропорционально длине дуги. Небольшое изменение напряжения дуги приводит к очень большому изменению тока, увеличивает скорость плавления и быстро восстанавливает нормальную длину дуги.
Выбрав правильное сочетание напряжения и скорости подачи проволоки, можно добиться стабильного переноса металла для получения сварных швов хорошего качества.
(ii) Напряжение холостого хода OCV:
Это напряжение на выходной клемме источника питания при отсутствии сварки.В случае источника постоянного тока значение OCV высокое и обеспечивает легкое зажигание дуги. Чем выше OCV, тем выше стабильность дуги. IS : 4559 ограничивает OCV до 100 В, чтобы избежать опасности удара током для сварщика.
(iii) Динамическая характеристика:
Определяют соотношение между напряжением и током при изменяющихся условиях нагрузки. Сварочная дуга никогда не бывает стабильной и подвержена сильным и быстрым колебаниям из-за постоянных небольших изменений длины дуги, напряжения и тока.Источник питания с хорошими динамическими характеристиками обеспечивает очень стабильную и плавную дугу даже при переходных процессах.
(iv) Номинальные параметры и рабочий цикл:
Источники питания указываются как выходной ток при определенном рабочем цикле, который определяется как процент пятиминутного интервала, в течение которого он работает при данной настройке тока.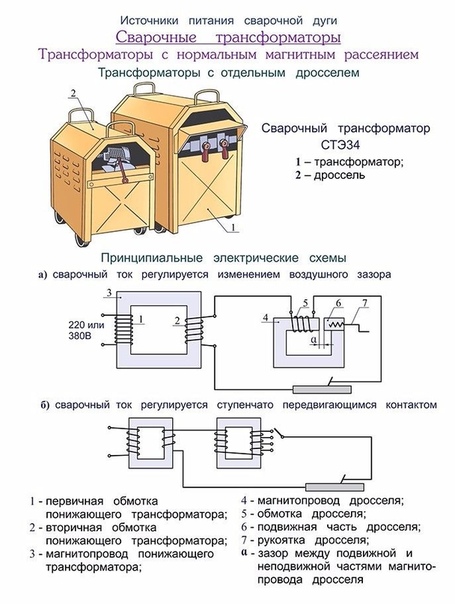 Рабочий цикл 70% означает, что дуга находится в действии в течение 3,5 минут из 5-минутного периода времени. Дежурство основано на последовательных 5-минутных интервалах. Рабочий цикл 60% принимается за стандарт.
Рабочий цикл 70% означает, что дуга находится в действии в течение 3,5 минут из 5-минутного периода времени. Дежурство основано на последовательных 5-минутных интервалах. Рабочий цикл 60% принимается за стандарт.
Кроме того, различные классы изоляции и соответствующие максимально допустимые температуры указаны в IS: 4559.
Коэффициент мощности источника питания должен быть высоким, чтобы избежать потерь и эффективного использования энергии.
Генераторыпредназначены для сварки постоянным током, а генераторы переменного тока обеспечивают выход переменного тока, который можно выпрямить для обеспечения выхода постоянного тока.
Твердотельные устройства (кремниевый выпрямитель-тиристор) со специальными характеристиками могут использоваться для непосредственного управления мощностью сварки путем изменения формы сварочного тока или напряжения.
В случае опасных условий (таких как очень высокая/низкая температура окружающей среды, большая высота над уровнем моря, чрезмерная влажность, пыль/пары, вибрация/удары, коррозионная среда и т. д.) должны быть специально разработаны источники сварочного тока.
д.) должны быть специально разработаны источники сварочного тока.
Эти источники питания «думают» и фактически контролируют электродный ток на протяжении всего цикла сварки. Они наилучшим образом используют сложность компьютеров и мощность инверторной технологии.Они манипулируют формами сигналов источника питания с помощью сложного программного обеспечения внутреннего контроля, автоматически координируя переменные управления машиной и, таким образом, контролируя мощность сварки для улучшения общего качества сварки.
Качество электродов можно оценить путем анализа моделирования процесса сварочного тока и напряжения. Форма сигнала представляет собой динамический, постоянно меняющийся выходной отклик источника питания для дуговой сварки на воздействие самой электрической дуги. Переключатели режимов предлагают возможность выбора нескольких сигналов.
Контроль формы волны обеспечивает чрезвычайно стабильную дугу, которая легко справляется со сварными швами в нестандартных положениях. Он потребляет меньше энергии, обеспечивает более чистую рабочую среду из-за меньшего количества сварочного дыма, радиации и брызг, меньших затрат на обучение и т. д.
Он потребляет меньше энергии, обеспечивает более чистую рабочую среду из-за меньшего количества сварочного дыма, радиации и брызг, меньших затрат на обучение и т. д.
С внедрением микросхем в системы электропитания сварочных процессов системы электропитания стали настолько универсальными, что нет необходимости подбирать различное оборудование для различных сварочных процессов.В настоящее время доступны системы, которые могут поддерживать ряд процессов и процедур сварки.
Доступны опциидля разработки новых программ сварки. Таким образом, одна машина может применяться для широкого спектра применений, различных материалов, позволяющих выполнять сварку в разных положениях. Это позволяет интегрировать технологии, продукты, процессы и приложения.
Такое оборудование позволяет оптимизировать режимы переноса металла, уменьшая разбрызгивание и повышая стабильность дуги, а также расширяя рабочий диапазон процесса сварки. Более высокая производительность достигается за счет более высоких скоростей осаждения при меньшем подводе тепла. Такое оборудование обеспечивает быструю, умную, эффективную и качественную работу, позволяющую выдерживать качественную конкуренцию.
Более высокая производительность достигается за счет более высоких скоростей осаждения при меньшем подводе тепла. Такое оборудование обеспечивает быструю, умную, эффективную и качественную работу, позволяющую выдерживать качественную конкуренцию.
Выходные параметры можно отрегулировать для заданных условий сварки и конструкции соединения в соответствии со спецификациями сварки и производительностью. Таким образом, он позволяет выбирать программу сварки из предварительно определенного набора программ и управлять параметрами (скоростью подачи проволоки, напряжением, током, управлением дугой и т. д.).) этой программы, чтобы наилучшим образом соответствовать данному приложению.
Перенос металла с электрода в сварочную ванну определяется несколькими силами, такими как поверхностное натяжение, сварочный ток и создаваемое им магнитное поле, аэродинамические силы и т. д. Перенос металла в дуге можно контролировать, уравновешивая поверхностные силы. напряжение и сварочный ток.
Некоторые датчики работают в таких суровых условиях и подают электрические сигналы на высокоскоростные контроллеры для внесения соответствующих изменений в форму волны тока для достижения желаемых результатов в виде стабильных высококачественных сварных швов.
(PDF) Влияние однофазных источников питания сварочной дуги на электрические сети
на вводе в предприятие или здание или несколько фильтров
по длине сети. В ряде случаев целесообразно применять устройства компенсации реактивной мощности
одновременно с однофазными источниками сварочного тока
, в которых наблюдалось пониженное
значение коэффициента мощности cos ϕ. В нашем случае
это источники питания СТШ-250 и ВДУ-201.
Рекомендуемые фильтры практически не генерируют реактивную мощность
, отрицательно влияющую на работу
сети, в сеть и характеризуются повышенной безопасностью
при эксплуатации в «некачественных» сетях,
при этом обеспечение снижения коэффициента THDI вниз
до 5—15 % в однофазных сетях.
Э.О. Патона имеет
большой опыт разработки методов расчета параметров сети и устройств подавления
высших гармоник тока, необходимых для их фильтрации.
ВЫВОДЫ
1. Показано, что однофазные источники сварочного тока
генерируют высшие гармоники тока в сеть
, ухудшая качество электроэнергии.
Генерация 3-й гармоники и гармоники,
кратные ей, представляют особую опасность.
2. Суммарное значение коэффициента THDI при работе
источников питания составляет 8,7—121,5 %, а коэффициент THDU
равен 2.2—6,7 %, что свидетельствует о плохой электромагнитной сопоставимости однофазных сварочных источников питания
.
3. Установлено, что коэффициент, учитывающий
прирост дополнительных потерь от вихревых токов
в оборудовании и сети (К-фактор), равен 1,3—
7,3, что не дает возможности отнести адекватно все
однофазные источники питания к категории энергосберегающих
.
4.Определена рациональность, а в ряде случаев и необходимость
применения фильтров высших гармоник
тока и фильтров тока нулевой последовательности
совместно с однофазными источниками питания дуги, снижающими
коэффициент THDI до 5—15 %. Для некоторых источников питания требуется применение
устройств компенсации реактивной мощности
.
5. Установлено, что однофазные трансформаторные
бывшие источники питания (сварочные трансформаторы с развитыми магнитными потоками рассеяния
) и сварочные источники питания
(без электронной регулировки тока),
изготовленные на их базы, требуют обязательного применения
фильтров высших гармоник тока.
6. Показано, что наиболее широкий спектр высших
гармоник тока генерируют однофазные
сварочные инверторы, наиболее всего искажающие синусоидальную
форму тока и напряжения сети, поэтому
требуется обязательное применение фильтров высших гармоник тока.
1. Пейс Д.А. (1995) Гармоники силового электронного преобразователя.
Многоимпульсные методы для чистой энергии. Нью-Йорк: IEEE
Press.
2. Пентегов И.В., Волков И.В., Левин М. (2002) Устройства
ослабления высших гармоник тока. В кн.: Техническая
электродинамика: Тематический выпуск по проблемам современной электротехники
. Ч. 1. Киев: СВУ.
3. ДСТУ ИЭЗ 61000-3-2:2004 — Совместимость электромагнитная.
Часть 3-2: Нормы. Нормы эмиссии гармоник тока
(при силе входного тока оборудования не более 16 А
на фазу).Киев: Госпотребстандарт Украины.
4. (1992) IEEE Рекомендуемая практика и требования для
контроля гармоник в электроэнергетических системах: Стандарт IEEE
519—1992. Нью-Йорк: Совет по стандартам IEEE.
5. Рымарь С.В., Жерносеков А.М., Сидорец В.Н. (2011) Влияние сварочных источников питания
на трехфазную сеть.
Патон Сварочный Ж., 10, 40—45.
6. Заруба И.И., Дыменко В.В. (1992) Multioperator power
Заруба И.И., Дыменко В.В. (1992) Multioperator power
расходные материалы для сварки переменным током.В: Сделка. на новые сварочные блоки питания
. Киев: ПВИ.
7. Пентегов И.В., Дыменко В.В., Склифос В.В. (1994) Сварочные
источники питания с импульсным зажиганием дуги. Автоматич.
Сварка, 7/8, 36—39.
8. Патон Б.Е., Заруба И.И., Дыменко В.В. и другие. (2007)
Источники сварочного тока с импульсной стабилизацией горения дуги
. Киев: Экотехнология.
9. Пентегов И.В., Латанский В.П., Склифос В.В. (1992) Блоки питания малого размера
с улучшенными энергетическими характеристиками.В: Trans-
сакт. о новых сварочных источниках питания. Киев: ПВИ.
10. Пентегов И.В., Рымарь С.В., Латанский В.П. (2000)
Перспективы разработки новых типов трансформаторов для ручной дуговой сварки. Вестник ПриазовДТУ, 10, 217—223.
11. Сидорец В.Н., Кунькин Д.Д., Москович Г.Н. (2011)
Гармонический анализ переменного тока электросварки
дуг. В кн.: Техническая электродинамика: Тематический выпуск по энергетике
В кн.: Техническая электродинамика: Тематический выпуск по энергетике
Электроника и энергоэффективность.Ч. 1. Киев: СВУ.
12. Патон Б.Е., Лебедев В.К. (1966) Электрооборудование для дуговой и шлаковой сварки
. Москва: Машиностроение.
13. (1974) Технология дуговой электросварки плавлением металлов
и сплавов. Эд. Б.Э. Патон. Москва: Машиностроение.
14. Xiao, J.-G., Xing, M.-Z., Xiong, G. et al. (2009) Suppressi-
по технологии электромагнитных помех для IGBT инверторов
инверторных сварочных аппаратов. Электросварочный аппарат, 39(12), 39—42.
15. Волков И.В., Курильчук М.Н., Пентегов И.В. и другие. (2005)
Повышение качества электросетей промышленных предприятий с использованием
фильтров высших гармоник тока. Вестник ПриазовДТУ,
2(15), 15—19.
16. Шидловский А.К., Кузнецов В.Г. (1985) Улучшение
качества энергии в электрических сетях. Киев: Наукова думка.
17. Пентегов И. В., Волков И.В., Рымарь С.В. и другие. Трехфазный фильтр гармоник тока нулевой последовательности
В., Волков И.В., Рымарь С.В. и другие. Трехфазный фильтр гармоник тока нулевой последовательности
автотрансформаторного типа
.Пат. 88912 С2 Украина. Междунар. Кл.
H01F27/24. Опубл. 10.12.2009.
12 12/2011
Курсы — Сварка
СВАРКА 0957 — Сварка электростанций и полевых труб I
Условие: СВАРКА 1102
Это продвинутый курс, предназначенный для подготовки студентов к сварке на электростанциях и в полевых условиях. Этот курс включает в себя технику безопасности в цеху, газокислородную резку, дуговую резку угольным электродом, дуговую сварку защитным металлом и сварку труб.Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (АА, ХСС)
СВАРКА 0958 — Усовершенствованная электростанция и сварка труб в полевых условиях II
Условие: СВАРКА 0957
Это продвинутый курс, предназначенный для того, чтобы студенты могли получить квалификацию Американского общества инженеров-механиков по разделу IX в области промышленной сварки труб. Этот курс включает в себя технику безопасности в цеху, кислородно-ацетиленовую резку, дуговую резку угольным электродом и сварку труб с использованием дугового процесса с защитным металлом.Купоны труб будут подготовлены и приварены в фиксированном положении (6G). Студенты должны иметь собственные защитные очки и перчатки. (АА)
Этот курс включает в себя технику безопасности в цеху, кислородно-ацетиленовую резку, дуговую резку угольным электродом и сварку труб с использованием дугового процесса с защитным металлом.Купоны труб будут подготовлены и приварены в фиксированном положении (6G). Студенты должны иметь собственные защитные очки и перчатки. (АА)
СВАРКА 1101 — Начало сварки
Это начальный курс сварки, предназначенный для студентов, заинтересованных в приобретении базовых навыков сварки, которые можно будет использовать в торговле или сфере услуг. Акцент сделан на конструкции основных структурных соединений с использованием SMAW во всех положениях. Источники питания, идентификация электродов, конструкции и методы соединений.Также рассматриваются процессы и методы газокислородной резки. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (АА, ХСС)
СВАРКА 1102 — Усовершенствованная сварка
Это продвинутый курс сварки, предназначенный для студентов, заинтересованных в приобретении основных навыков сварки, необходимых для работы в сфере торговли или обслуживания. Особое внимание уделяется газокислородной/плазменной резке и дуговой сварке в вертикальном и потолочном положении.Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (AA, CSU)
Особое внимание уделяется газокислородной/плазменной резке и дуговой сварке в вертикальном и потолочном положении.Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (AA, CSU)
СВАРКА 1103 — Изготовление металла
Необходимое условие: СВАРКА 1101
Это начальный курс по изготовлению металлоконструкций, предназначенный для студентов, заинтересованных в приобретении базовых навыков изготовления, которые будут использоваться в торговле или сфере услуг. Особое внимание уделяется металлообработке и металлообрабатывающему оборудованию.(АА, ХСС)
WELD 1104 — Введение в дуговую сварку металлическим газом
Необходимое условие: СВАРКА 1101
Это начальный курс GMAW, предназначенный для студентов, заинтересованных в приобретении основных навыков сварки, необходимых для работы в сфере торговли или обслуживания. Особое внимание уделяется сварке GMAW или MIG, сварочной проволоке, сварным соединениям и положениям. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты» и необходимые инструменты.(АА, ХСС)
Особое внимание уделяется сварке GMAW или MIG, сварочной проволоке, сварным соединениям и положениям. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты» и необходимые инструменты.(АА, ХСС)
WELD 1105 — Введение в дуговую сварку вольфрамовым электродом
Это вводный курс по сварке, предназначенный для студентов, заинтересованных в приобретении базовых навыков сварки, которые можно использовать в торговле или сфере услуг. Особое внимание уделяется дуговой сварке вольфрамовым электродом в среде защитного газа. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (АА, ХСС)
СВАРКА 1111 — Промежуточная сварка
Необходимое условие: СВАРКА 1101
Курс для улучшения начальных навыков дуговой сварки с акцентом на конструкции, методы и процедуры более сложных соединений SMAW. В этом курсе рассматриваются сварка металлов, воздушная дуговая резка, газокислородная резка, плазменная резка и введение в GTAW и GMAW. Занятия курса включают в себя обучение выполнению всех конструкций и позиций соединений с наиболее часто используемыми электродами для подготовки к расширенным сертификационным тестам. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты (AA, CSU)
В этом курсе рассматриваются сварка металлов, воздушная дуговая резка, газокислородная резка, плазменная резка и введение в GTAW и GMAW. Занятия курса включают в себя обучение выполнению всех конструкций и позиций соединений с наиболее часто используемыми электродами для подготовки к расширенным сертификационным тестам. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты (AA, CSU)
СВАРКА 1114 — Промежуточная дуговая сварка металлическим газом
Необходимое условие: СВАРКА 1104
Этот курс предназначен для повышения интереса учащихся к навыкам сварки, необходимым для работы в сфере торговли или обслуживания.Особое внимание уделяется сварке GMAW или MIG, различным типам проволоки, применению, настройкам оборудования для защитных газов, сварным соединениям, методам и положениям. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты» и необходимые инструменты. (АА, ХСС)
(АА, ХСС)
СВАРКА 2101 — Квалификация сварки
Условие: СВАРКА 1102
Этот курс предназначен для студентов, ищущих работу в качестве квалифицированного производственного сварщика.Учащийся может пройти квалификацию в табличке с соответствующим кодом в F.C.A.W., G.M.A.W., G.T.A.W. и S.M.A.W. процессы. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (АА, ХСС)
WELD 2102 — расширенные приложения для сварки
Условие: СВАРКА 1102
Это продвинутый курс сварки, предназначенный для того, чтобы дать студентам возможность применить свои продвинутые навыки сварки в сложных практических ситуациях/применениях, с которыми они столкнутся в качестве сварщиков-подмастерьев, включая компоновку и изготовление.Это необходимый завершающий курс для получения степени AA в области сварки. Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (АА, ХСС)
Студенты должны предоставить свои собственные СИЗ «Средства индивидуальной защиты», а также необходимые инструменты. (АА, ХСС)
WELD 2102 — Чтение чертежей для сварщиков
Этот курс охватывает принципы чтения чертежей применительно к сварщикам. Акцент делается на способности визуализировать и интерпретировать рабочие чертежи. Включены символы сварки и базовая математика. Рассмотрены методы компоновки, включая математические технологии.Возможности карьерного роста включают чтение чертежей и компоновку в сварочной отрасли. (АА, ХСС)
СВАРКА 2949 — Опыт работы
Профессиональный опыт работы — это работа под наблюдением, расширяющая профессиональное обучение в классе на учебной станции без отрыва от работы, связанная с образовательной или профессиональной целью учащегося. Один кредит опыта работы может быть присужден за 60 часов неоплачиваемой работы или 75 часов оплачиваемой работы. Студенты могут заработать максимум 16 семестровых единиц, 0. 5-8 единиц/семестр. Этот курс может быть пройден для зачета в общей сложности четыре раза. (АА, ХСС)
5-8 единиц/семестр. Этот курс может быть пройден для зачета в общей сложности четыре раза. (АА, ХСС)
Связаться с
Контактное лицо программы: Карьера и техническое образование
Электронная почта: [email protected]
Телефон: (530) 938-5512
Как правильно выбрать источник питания для роботизированной сварки
Выбор правильного источника питания для роботизированной сварки может привести к путанице.Есть не только множество компаний на выбор, но и несколько разных моделей, между которыми можно выбирать. Наличие подходящего источника питания для вашей роботизированной сварки является ключом к плавной интеграции сварочного робота. Прежде чем принимать решение, следует в первую очередь определить, задокументировать и проанализировать, какие сварочные операции вы будете использовать. Это определит, какой тип сварки будет соответствовать вашему источнику питания. После этого также необходимо учитывать толщину материала и сложность детали.Определяя эти параметры, вы косвенно определяете рабочий цикл, необходимый для этой операции. Также необходимо учитывать другие коммуникационные и электрические параметры и, конечно же, физические размеры источника питания. Этот анализ будет иметь ключевое значение для выбора правильного источника питания для вашего роботизированного приложения в контексте промышленной автоматизации. Вот подробная информация о том, что вам нужно определить, чтобы выбрать правильный источник питания для вашей роботизированной сварки.
После этого также необходимо учитывать толщину материала и сложность детали.Определяя эти параметры, вы косвенно определяете рабочий цикл, необходимый для этой операции. Также необходимо учитывать другие коммуникационные и электрические параметры и, конечно же, физические размеры источника питания. Этот анализ будет иметь ключевое значение для выбора правильного источника питания для вашего роботизированного приложения в контексте промышленной автоматизации. Вот подробная информация о том, что вам нужно определить, чтобы выбрать правильный источник питания для вашей роботизированной сварки.
Типы роботизированной сварки
Прежде всего, выбор источника питания заключается в определении работы, которую необходимо с ним выполнить.Убедитесь, что ваш источник можно использовать для процесса роботизированной сварки.
Дуговая сварка металлическим газом (GMAW), также известная как MIG, использует катушку с проволокой, которая размещается в источнике питания или подается от внешнего механизма подачи проволоки. Сплошная металлическая проволока подается через сварочный пистолет. Источник питания постоянного тока используется для возбуждения и поддержания дуги между проволокой и свариваемой металлической деталью. GMAW использует защитный газ для защиты сварочной ванны от атмосферы. Обратите внимание, что этот вид сварки можно использовать с большинством коммерческих металлов и с широким диапазоном толщины материала.
Сплошная металлическая проволока подается через сварочный пистолет. Источник питания постоянного тока используется для возбуждения и поддержания дуги между проволокой и свариваемой металлической деталью. GMAW использует защитный газ для защиты сварочной ванны от атмосферы. Обратите внимание, что этот вид сварки можно использовать с большинством коммерческих металлов и с широким диапазоном толщины материала.
Дуговая сварка с флюсовой проволокой (FCAW) также использует катушку с проволокой, которая должна быть размещена в источнике питания или на внешнем механизме подачи проволоки. Подача проволоки осуществляется через сварочный пистолет. Большая разница между GMAW и FCAW заключается в том, что сама проволока отличается. На самом деле, как следует из названия, полая проволока заполнена порошковым флюсом. Из-за порошкового флюса использование газа для защиты сварного шва не требуется. Следует отметить, что FCAW в основном используется для обработки сталей и нержавеющих сталей. Этот процесс сварки можно использовать для материалов различной толщины и в любом положении.
Этот процесс сварки можно использовать для материалов различной толщины и в любом положении.
Дуговая сварка металлическим сердечником (MCAW) — это процесс, который очень похож на два ранее упомянутых процесса. Однако разница заключается в том, что MCAW работает с более широким диапазоном защитных газов и обеспечивает большую гибкость в отношении составов сплавов, чем MIG со сплошной проволокой. MCAW в основном применяется для сварки углеродистых, углеродисто-марганцевых и легированных сталей, но также может использоваться для сварки некоторых марок нержавеющей стали.
Дуговая сварка под флюсом (SAW) использует непрерывную подачу проволоки с гранулированным материалом (флюсом) для покрытия зоны сварки. Этот процесс сварки используется для более тяжелых листов, таких как конструкционная сталь, и для некоторых специализированных высокоскоростных сварок. При этом образуется очень мало сварочного дыма, поэтому воздух в цехе чище.
Для всех методов сварки успех зависит от выбора правильных расходных материалов, источника питания, полярности источника питания, защитного газа и метода нанесения. Обязательно используйте правильные настройки, чтобы уменьшить количество ошибок.
Обязательно используйте правильные настройки, чтобы уменьшить количество ошибок.
После определения вида работы, которую необходимо выполнить, вы хотите рассчитать усилие, которое потребуется машине. Это усилие выражается в терминах рабочего цикла.
Рабочий цикл, мощность сварки, входная мощность и физические размеры
Рабочий цикл — это количество времени горения дуги (время сварки), рассчитанное за определенный период времени при номинальной мощности, чтобы не повредить внутренние компоненты.Например, источник питания, рассчитанный на рабочий цикл 50 % при токе 250 ампер, означает, что эта машина может обеспечить 250 ампер в течение 5 минут из каждых 10 минут. В течение оставшихся 5 минут машина должна остыть. Как правило, для автоматической сварки рекомендуется аппарат с номинальным током более 290 ампер при 100%. Обратите внимание, что все рабочие циклы рассчитаны для температуры окружающей среды 40 градусов Цельсия в соответствии с AS1966. Рабочие циклы должны быть уменьшены, когда температура окружающей среды превышает 40 градусов Цельсия.
Рабочие циклы должны быть уменьшены, когда температура окружающей среды превышает 40 градусов Цельсия.
Требуемая мощность сварки напрямую связана с типом сварки, которую необходимо выполнить. Если вы ищете автоматизированную систему, источник питания должен иметь сварочный ток выше 330 ампер с рабочим циклом от 50% до 100%.
Входная мощность , которая находится в магазине, может повлиять на выбор вашего источника питания. Однофазные машины на 230/240 вольт необходимы для более легкого использования. Для более тяжелых условий эксплуатации требуются трехфазные машины на 415 вольт.
Физические размеры источника питания также являются важной характеристикой, которую следует учитывать. На самом деле, если вы хотите переместить источник питания по какой-либо причине или если ваша среда ограничена, вы можете проверить эти геометрические размеры. Перед покупкой источника питания убедитесь, что размеры и вес подходят для вашей мастерской.
Протоколы связи
Протокол связи по сути является языком между источником питания и роботом.Протокол должен подходить для вашего типа промышленных роботов. Обязательно проверьте эти данные перед покупкой источника питания.
Принимая во внимание советы, предложенные в этой статье, выбор между различными источниками питания будет проще. Выберите компанию, которой вы доверяете, и убедитесь, что все необходимые вам характеристики присутствуют в источнике питания. Чтобы сделать ваш выбор более понятным, мы составили сравнительный лист с различными моделями самых популярных компаний.Посмотрите, какой источник питания подходит вам лучше всего.
.
