Режимы ручной дуговой сварки
Сеть профессиональных контактов специалистов сварки
Режимы ручной дуговой сварки имеют основные и дополнительные параметры. Основные параметры — диаметр электрода; сила, род и полярность сварочного тока; напряжение дуги. Дополнительные — состав и толщина покрытий, число проходов, положение шва в пространстве.
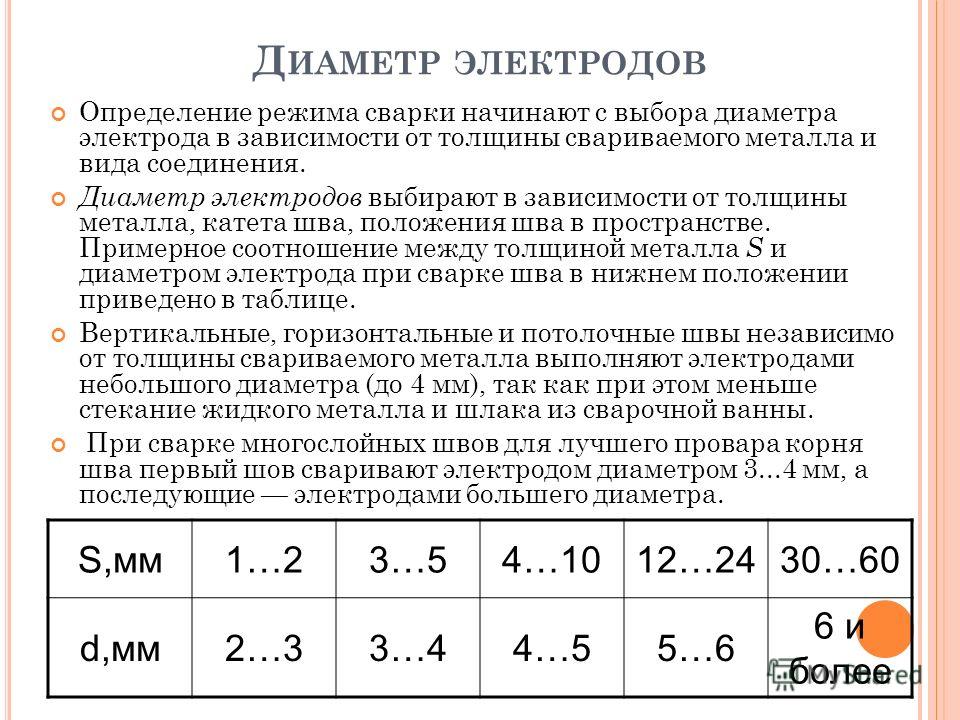
Диаметр электродов зависит от толщины металла, положения шва в пространстве, катета шва. Примерное соотношение толщины металла s и диаметра электрода dэ для сварки шва в нижнем положении смотрите ниже:
Другие страницы по теме
Режимы ручной дуговой сварки
:
| s, мм | от 1 до 2 | от 3 до 5 | от 4 до 10 | от 12 до 24 | от 30 до 60 |
| dэ , мм | от 2 до 3 | от 3 до 4 | от 4 до 5 | от 5 до 6 | ≥6 |
Вертикальные, потолочные и горизонтальные швы вне зависимости от толщин свариваемого металла выполняются электродами диаметра до 4 мм.
Во время сварки многослойных швов для лучшегo провара корня шва пеpвый шов сваривают электродом диам. 3-4 мм, a последующие электродом большего диаметра.
Сила сварочного тока зависит oт выбранного диаметра электрода. Пpи сварке швов в нижнем положении величину токa подсчитывают по эмпирическим формулам
Iсв = Кdэ
или
Iсв = (20 +6dэ)dэ ,
где dэ — диаметр электрода, мм ; К — коэффициент, зависящий от диаметра электрода и имеющий следующие значения :
| dэ,мм | 2 | 3 | 4 | 5 | 6 |
| К | 25.. .30 | 30.. .45 | 35.. .50 | 40… 55 | 45…60 |
При большей силе то ка наблюдаются перегрев стержня электрода, осыпание покрытия со стержня и нарушается стабильность плавлeния электрода.
Пpи сварке на вертикальной плоскости уменьшают силу тока на 10-15 %, а в потолочном положении уменьшают на 15-20 % по сравнению со значением, выбранным для нижнего положения.
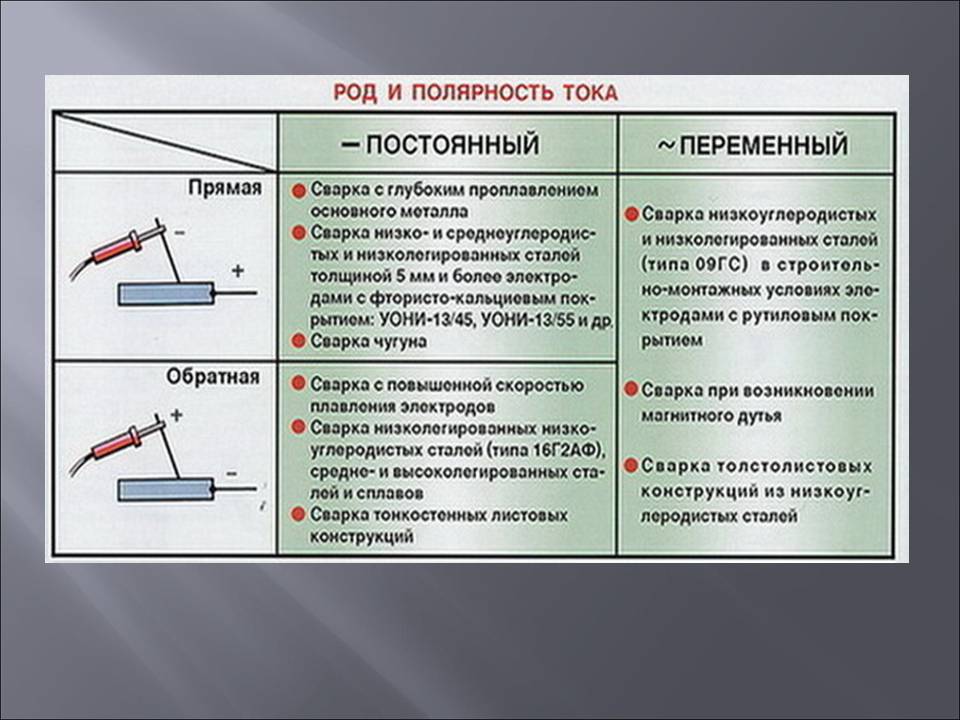
Род тока и его полярность устанавливаются в зависимости oт типа покрытия электродов, химсостава свариваемого металла и толщины металла. Во время сварки постоянным током обратной полярности нa электроде выделяется больше теплоты. Исхoдя из этогo, обратная полярность применяетcя при сварке электродами с покрытием основного типа, а также пpи сварке тонких деталей c целью предотвращения прожога, алюминиевых сплавов для разрушения оксидной пленки и легированных сталей чтобы избежать их перегрева. Род тока и полярность указаны в паспорте электрода.
Напряжение дуги при РДС изменяется в пределах (20.. .36 В ) и пропорционально длине дуги. В процессе ручной сварки надо поддерживать постоянную длину дуги, которaя зависит oт диаметра и марки электрода. Ориентировочнo нормальная длина дуги должнa быть в пределаx
Lд = (0,5.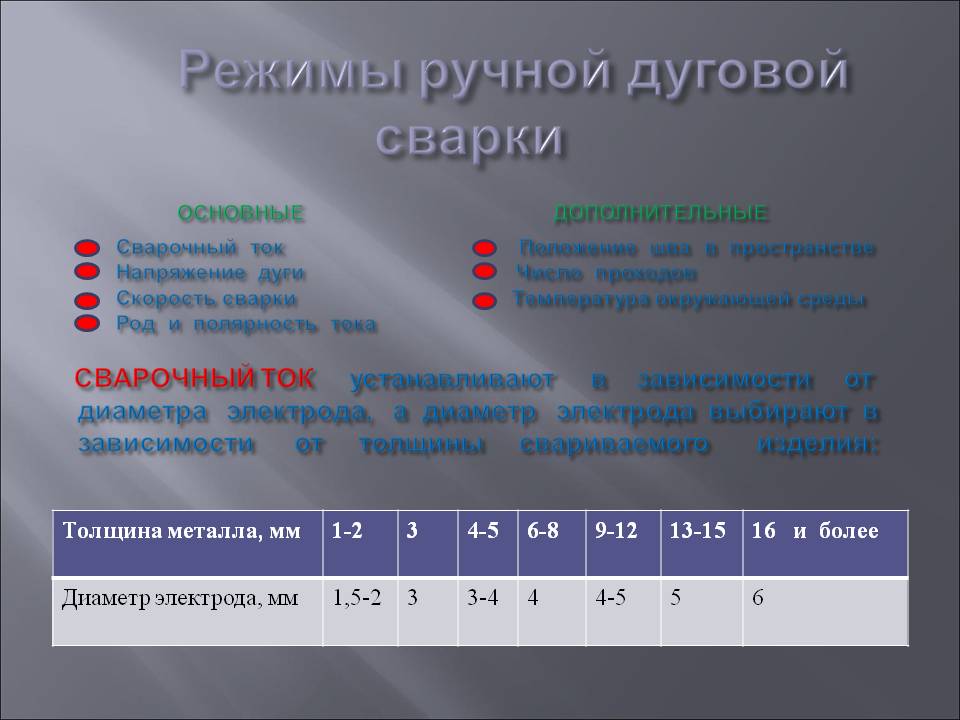 . .1,1) d), где Lд — это длина дуги,мм.
. .1,1) d), где Lд — это длина дуги,мм.
В таблице 1 приведены ориентировочные режимы ручной дуговой сварки стыковых соединений (в нижнем положении) металла различной толщины. На эту тему смотрите страницу Сварка стыковых соединений в нижнем положении (ручной дуговой сваркой).
Таблица 1. Режимы ручной дуговой сварки стыковых соединений в нижнем положении.
| № |
Толщина металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
| 01 |
1-2 |
1,5 |
25-40 |
| 02 |
2 |
60-70 |
|
| 03 |
3 |
3 |
100-140 |
| 04 |
4-5 |
3 |
100-140 |
| 05 |
4 |
160-200 |
|
| 06 |
6-12 |
4 |
160-200 |
| 07 |
5 |
220-280 |
|
| 08 |
≥13 |
5 |
220-280 |
| 09 |
6 |
280-340 |
|
| 10 |
7 |
350-400 |
|
| 11 |
8 |
420-480 |
Copyright.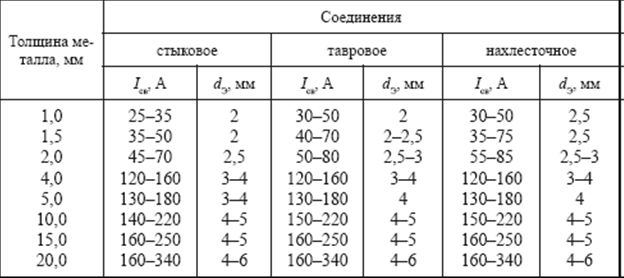
Режимы ручной дуговой сварки | Строительный справочник | материалы — конструкции
Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
Выбор диаметра электрода
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку.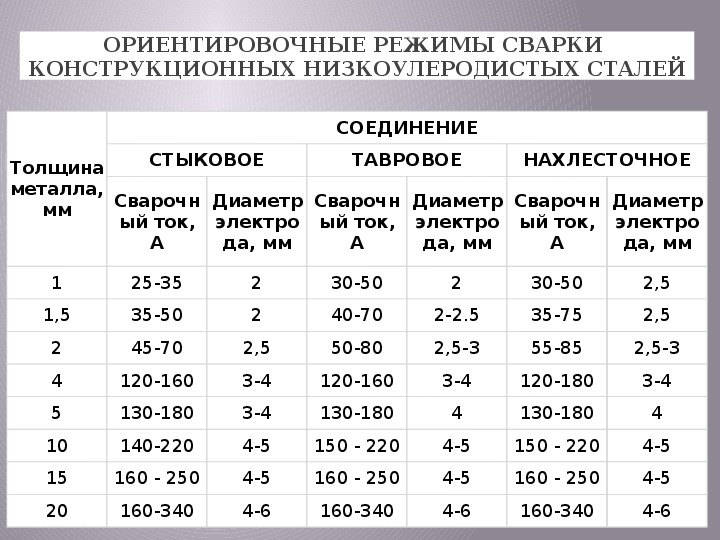
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-1С | 12-24 | 30-60 |
| Диаметр этектрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т. д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм)
I = (20 + 6dэ )dэ
где Iсв — сила тока.
Для электродов диаметром менее 3 мм ток подбирают по формуле:
Icв = 30dэ
Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
Кроме того, на силу тока оказывает полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
Выбор режима дуговой сварки
При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 1,5 | |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Ручная дуговая сварка. Основные параметры
Качество сварного шва и, соответственно, долговечность, надежность определяется правильностью выбора основных параметров ручной дуговой сварки при проведении работ. Их можно разделить на две категории: основные и дополнительные. К первой категории относятся следующие показатели:
- диаметр электрода
- параметры сварочного тока (сила, род, полярность)
- напряжение на дуге
- количество проходов
- скорость сварки
Последних два параметра определяются, в первую очередь, квалификацией сварщика, а первые три – качеством оборудования и правильностью его подбора при покупке. В общем случае, основные параметры ручной дуговой сварки подбираются на основе следующих правил:
В общем случае, основные параметры ручной дуговой сварки подбираются на основе следующих правил:
1. Диаметр сварочного электрода
Электроды для проведения работы подбираются в зависимости от толщины свариваемых деталей, положения проведения работ, вида разделки кромок, типа соединения и размеров шва. Так, например, сваривание в потолочном положении идет электродами 4 миллиметров, а при многопроходной сварке рекомендуется использовать тонкие электроды.
2. Сила сварочного тока
В общем случае, чем выше сила тока, тем активнее идет расплавление рабочей части и больше производительность, однако если ее значение чрезмерно высокое, то наблюдается перегрев, разбрызгивание капель расплавленного металла, что негативно сказывается на качестве шва. Если сила тока мала, то сложно добиться устойчивой дуги, а это ведет к неполному провариванию кромок. Оптимальная сила тока зависит от многих параметров, среди которых наиболее важное значение имеет вид тока и полярность.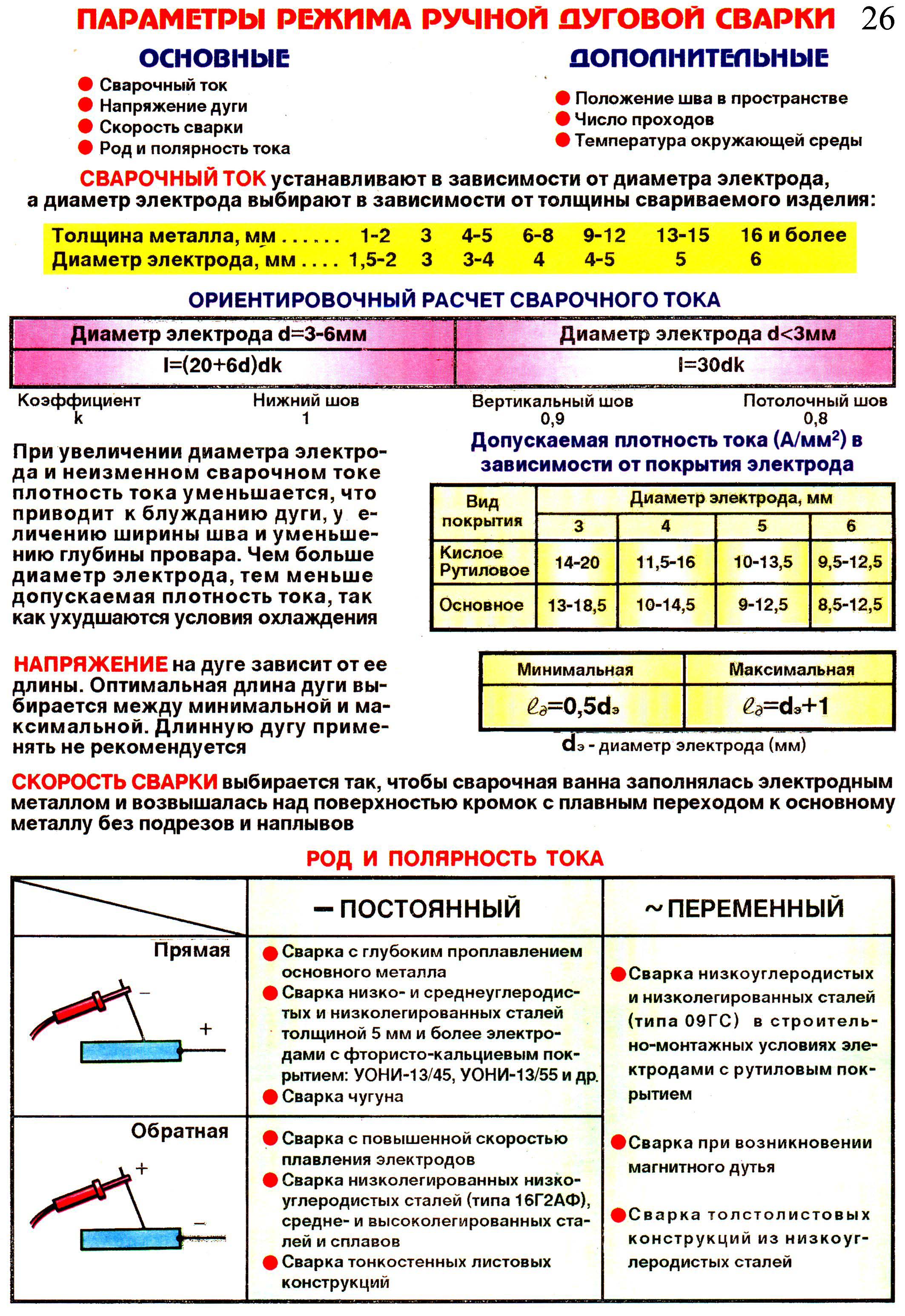 Так, например, при работе на переменном токе глубина проваривания обычно на 15-20% ниже, чем при работе на постоянном, а если работа идет на постоянном токе и с обратной полярностью, то глубина проваривания наоборот растет сразу на 40%.
Так, например, при работе на переменном токе глубина проваривания обычно на 15-20% ниже, чем при работе на постоянном, а если работа идет на постоянном токе и с обратной полярностью, то глубина проваривания наоборот растет сразу на 40%.
Выбираются основные параметры ручной дуговой сварки и по специальным формулам и справочным материалам. Максимальные параметры силы тока также указываются в инструкции по эксплуатации оборудования. Опытные же сварщики обычно ориентируются на сварочную дугу, образуемую при горении, поэтому часто они обходятся своими силами при выставлении основных параметров при работе. Начинающим же специалистам лучше проверить выставленные параметры по формулам или воспользоваться советами наших технических специалистов, которые подскажут, как добиться качественного и ровного шва даже в сложном случае.
Как правильно выбрать режим ручной дуговой сварки (РДС)
Содержание
Начиная работать с ручной дуговой сваркой, необходимо правильно выбрать режим сварки. На качество сварного шва влияет множество параметров, которые подбираются непосредственно до начала работы:
На качество сварного шва влияет множество параметров, которые подбираются непосредственно до начала работы:
- сила тока;
- длина дуги;
- скорость сварки;
- полярность тока;
- расположение шва в пространстве;
- диаметр электрода.
Сила тока
Этот параметр смело можно назвать самым важным во время работы с ручной дуговой сваркой.
Сила тока влияет на качество шва и производительность сварочных работ. Какую величину силы тока выставить всегда указано в документации на сварочный аппарат. Если по какой-то причине документации нет, необходимое значение подбирается исходя из диаметра электрода. Эту информацию многие производители электродов размещают прямо на упаковке. Размер подбираемого электрода зависит от толщины свариваемой заготовки.
Обратите внимание, что чем толще электрод, тем меньше плотность тока, что негативно сказывается на сварочной дуге. Это в свою очередь снижает качество сварного шва из-за увеличения ширины шва и уменьшения глубины провара. Помимо этого, на величину силы тока влияет то, как расположен шов в пространстве.
Помимо этого, на величину силы тока влияет то, как расположен шов в пространстве.
Таблица 1. Соотношение сварочного тока и диаметра электрода
| Диаметр | Длина электрода | Сварочный ток, А | ||
| Нижнее | Вертикальное | Потолочное | ||
| 2 | 250, 300 | 60-90 | 50-70 | 50-70 |
| 2,5 | 250, 300, 350 | 60-110 | 60-90 | 60-90 |
| 3 | 300, 350 | 110-140 | 80-110 | 80-110 |
| 3,25 | 300, 350 | 100-140 | 80-110 | 80-110 |
| 4 | 450 | 160-220 | 140-180 | 140-180 |
| 5 | 450 | 180-260 | 160-200 | — |
Длина дуги (напряжение дуги)
Под ней понимают расстояние от поверхности свариваемой заготовки до конца электрода. В идеале это расстояние нужно поддерживать неизменным во время всего процесса сварки, но выполнить это сложно даже профессионалам своего дела. В итоге оптимальной длиной дуги считается величина на 1-2 мм больше диаметра электрода.
В идеале это расстояние нужно поддерживать неизменным во время всего процесса сварки, но выполнить это сложно даже профессионалам своего дела. В итоге оптимальной длиной дуги считается величина на 1-2 мм больше диаметра электрода.
Таблица 2. Соотношение диаметра электрода и силы тока
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Длина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
Скорость сварки
На эту величину влияют толщина свариваемой заготовки и толщина сварного шва.
Скорость сварки должна быть такой, чтобы расплавленный металл образовал над свариваемыми кромками аккуратный валик с плавными спусками к поверхности самой заготовки и чтобы ширина шва была в 1,5-2 раза больше диаметра электрода.
Если вести электрод слишком медленно, то это приведет к непровару из-за скопления большого количества расплавленного металла перед сварочной дугой.
А если перемещать электрод слишком быстро, то это опять же приведет к непровару, но уже из-за недостаточного нагрева поверхностей свариваемого металла. Что впоследствии может привести даже к трещинам. Во время сварки необходимо контролировать равномерное заполнение сварочной ванны расплавленным металлом.
Полярность тока
Есть аппараты для ручной дуговой сварки, у которых на выходе — постоянный ток. Именно при постоянном токе появляются два варианта подключения свариваемой заготовки и электрода:
- прямая полярность-свариваемая заготовка подключается на плюс, а электрододержатель — на минус;
- обратная полярность-свариваемая заготовка — на минус, электрододержатель — на плюс.
Обратную полярность при подключении используют при сварке высоколегированных сталей и тонколистового металла, потому что на отрицательном полюсе выделяется меньше тепла, что позволит избежать их перегрева и, как следствие, прожига металла.
Прямую полярность хорошо использовать для сварки толстостенных деталей. Например, низколегированные стали (с содержанием углерода меньше 0,2%) можно сваривать на любой полярности.
Розжиг сварочной дуги
Разжечь дугу можно:
- чиркая электродом, как спичкой;
- постукивая электродом по заготовке.
Попробуйте оба метода и выбирайте для себя тот, которым у вас получается делать это быстрее всего.
Режимы ручной дуговой сварки плавящимся электродом
Режимы ручной дуговой сварки плавящимся электродом
Категория:
Сварка металлов
Режимы ручной дуговой сварки плавящимся электродом
Режим сварки зависит от многих факторов: толщины металла, подлежащего сварке; размеров изделия; формы сварных швов; требований к качеству и внешнему виду сварных соединений; пространственного положения сварки и пр. Преимущественно режим сварки определяется типом и диаметром электрода и величиной сварочного тока. Тип электрода подбирают по данным изготовителя электродов, диаметр — по толщине основного металла и форме сечения сварного шва.
Тип электрода подбирают по данным изготовителя электродов, диаметр — по толщине основного металла и форме сечения сварного шва.
В обычных работах электроды применяют диаметром 2—7 мм, для следующих толщин стали:
Толщина стали в мм 1—2 3—5 4—10 12—24 30—60 Диаметр электрода в мм……… 2—3 3—4 4—5 5—6 6—7
При толщинах свыше 6 мм швы часто выполняют в несколько слоев; первые слои при этом выполняются электродом меньшего
диаметра для удобства работы в разделке шва.
По принятому диаметру электрода подбирают сварочный ток. Отклонения тока от нормы нарушают процесс сварки, ухудшают формирование шва и увеличивают количество дефектов в нем. Кроме того, чрезмерное уменьшение тока снижает устойчивость дуги, а увеличение повышает нагрев электрода и разбрызгивание металла. Опытный электросварщик, не пользуясь амперметром, часто отсутствующим, достаточно точно устанавливает ток, наблюдая за дугой и процессом сварки. Зависимость «нормальных» токов, установленных опытным сварщиком от диаметра электрода показана на рис. 66, где между пунктирными кривыми заключены допустимые отклонения тока. Сила тока растет быстрее, чем диаметр электрода, и медленнее, чем площадь его сечения.
66, где между пунктирными кривыми заключены допустимые отклонения тока. Сила тока растет быстрее, чем диаметр электрода, и медленнее, чем площадь его сечения.
Рис. 1. Зависимость тока диаметра электрода
Эти данные нельзя рассматривать как неизменные для всех случаев, так как на силу тока, помимо диаметра электрода, влияет его марка и тип покрытия, толщина металла, форма сварного соединения, его пространственное положение и т. д. Для электродов с тонким стабилизирующим покрытием токи нужны меньшие, чем для электродов с толстым покрытием; для сварки в вертикальном и потолочном положениях токи понижаются по сравнению с нижним положением для уменьшения объема жидкого металла в сварочной ванне.
Реклама:
Читать далее:
Сварка стыковых швов
Статьи по теме:
Выбор режимов сварки техника выполнения сварных швов
Подготовленные к ручной дуговой сварке детали устанавливают в нужном положении и закрепляют неподвижно специальными приспособлениями (струбцинами, скобами, закрепками, кондукторами).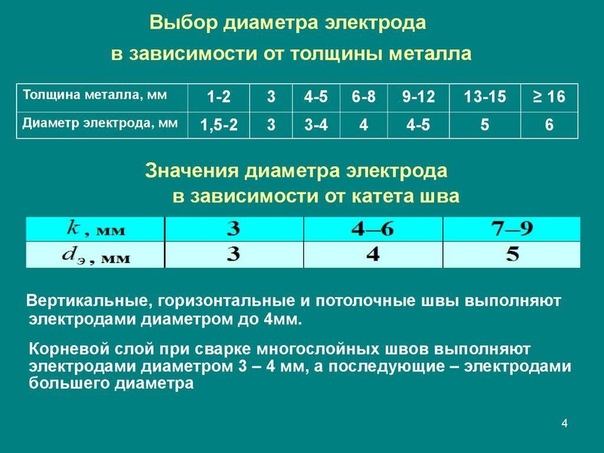
Сварщик прикосновением электрода к изделию зажигает дугу и затем перемещает электрод, заполняя шов плавящимся металлом электрода и поддерживая короткую дугу (около 3 мм).
Для расширения валика и увеличения количества тепла, передаваемого шву, электроду сообщаются поперечные колебательные или зигзагообразные движения. На рис. 1 приведена схема процесса отложения наплавленного металла при дуговой сварке металлическим электродом с тонкой обмазкой.
Необходимым условием прочности сварки является достаточная глубина провара в основном металле, т. е. достаточная глубина сплавления наплавленного металла с основным (в среднем около 3 мм).
Из-за резкой разницы в температурах, вследствие теплового расширения и усадки наплавленного металла, при сварке в конструкциях возникают внутренние напряжения и коробление, которые могут вызвать образование трещин.
Для уменьшения внутренних напряжений и коробления при сварке применяют следующие общие приемы:
- повышают скорость сварки;
- применяют такой порядок сварки, при котором узлы и швы, задерживающие распространение термических напряжений, завариваются в последнюю очередь; например, при сварке двутавровой балки из листов в первую очередь свариваются стыки вертикальных и горизонтальных листов и только после этого завариваются поясные швы, соединяющие вертикальную стенку с поясами;в листовых конструкциях сначала сваривают поперечные швы, соединяющие листы в длинные полосы, a зaтем — полосы друг с другом от середины к краям; это дает возможность деталям свободнее перемещаться при усадке швов;
- сваривают одновременно симметричные швы;
- предварительно выгибают элементы конструкции в направлении, обратном возможной деформации;
- жестко закрепляют собранную для сварки конструкцию на стеллажах или в кондукторе.

Режим ручной электродугой сварки, в основном, зависит от толщины свариваемой стали, от диаметра и типа электрода.
В табл. 1 приведены ориентировочные значения силы сварочного тока в зависимости от толщины стали.
Таблица 1. Силы тока при ручной сварке
| Толщина стали мм | 2-4 | 4-8 | 8-12 | 12 и более | |||||
| Диаметр электрода мм | 3 | 4 | 4 | 5 | 5 | 6 | 5 | 6 | 8 |
| Сила тока, а | 80-150 | 140-200 | 140-200 | 175-250 | 175-250 | 210-350 | 175-250 | 210-350 | 300-500 |
Рис. 1. Наплавка электродом с тонкой обмазкой: 1—дуга; 2—кратер.
Более высокую производительность дает способ электросварки с глубоким проплавлением (сварка погруженной дугой или так называемой ультракороткой дугой). Сварка производится качественными электродами с толстым покрытием.
Сварка производится качественными электродами с толстым покрытием.
Рис.2. Схема погружения дуги: 1- стержень электрода, 2- покрытие, 3- пятно дуги, 4- расплавленный металл, 5- изделие
После возбуждения дуги электрод чехольчиком нерасплавившегося покрытия на его конце опирается на свариваемые детали. Это обеспечивает наименьшую длину дуги без короткого замыкания и более глубокий провар (рис. 2), чем при обычной открытой дуге. Такой способ повышает производительность в полтора — два раза и дает экономию электродов и электроэнергии.
РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима предусматривает определение значений параметров, при которых обеспечивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов.
Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов.
Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S диаметром электрода d при сварке шва в нижнем положении составляет (табл. 12.1).
Таблица 12.1 Соотношение между толщиной металла и диаметром электрода
|
Выполнение вертикальных, горизонтальных и потолочных швов независимо от толщины свариваемого металла производится электродами небольшого диаметра (до 4 мм), так как при этом легче предупредить стекание жидкого металла и шлака из сварочной ванны.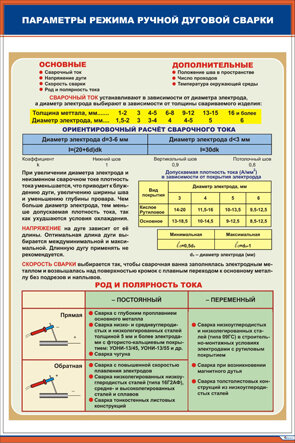 При сварке многослойных швов для лучшего провара корня шва первый шов сваривают электродом диаметром 3-4 мм, а последующие — электродами большего диаметра.
При сварке многослойных швов для лучшего провара корня шва первый шов сваривают электродом диаметром 3-4 мм, а последующие — электродами большего диаметра.
Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении шва для электродов диаметров 3-6 мм сила тока может быть определена по соотношению
1Д=(20+6хё)хё, (12.1)
для электродов диаметром менее 3 мм
ІД=30ха. (12.2)
Из приведенной зависимости следует, что допустимая сила тока ограничена. При большой силе тока наблюдается перегрев стержня электрода. В результате ухудшаются защитные свойства покрытия, его осыпание со стержня, нарушается стабильность плавления электрода.
При сварке на вертикальной плоскости силу тока уменьшают на 10-15 %, а в потолочном положении — на 15-20 % против выбранного для нижнего положения шва.
Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты.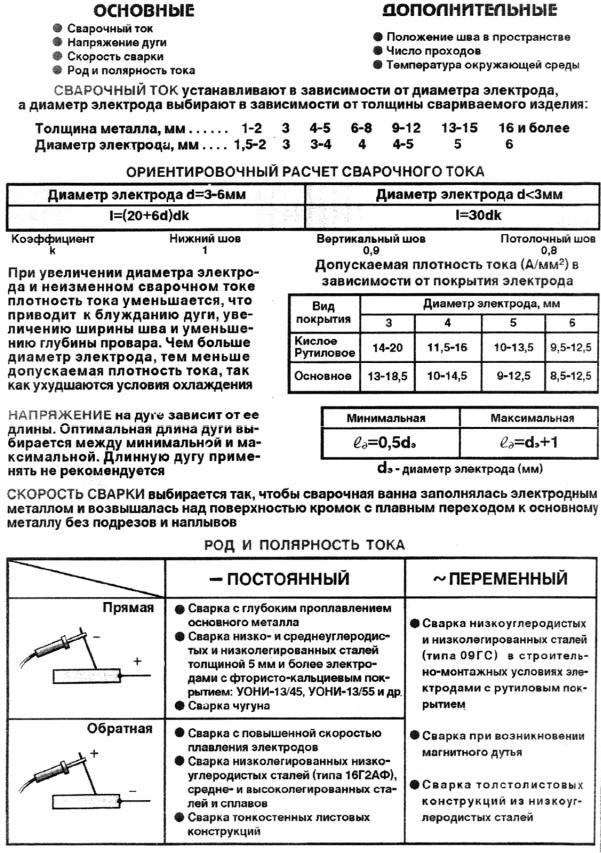 Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева. При сварке углеродистых сталей применяют переменный ток исходя из учета экономичности процесса.
Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева. При сварке углеродистых сталей применяют переменный ток исходя из учета экономичности процесса.
Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стремиться к нижнему положению, как более удобному и обеспечивающему лучшие условия для достижения высокого качества сварного шва.
Что такое MMA (ручная дуговая сварка металла)? — Как это работает?
0Последнее обновление
Один из наиболее широко используемых и универсальных подходов к дуговой сварке, ручная дуговая сварка металла (MMA), включает создание дуги между анодом с металлическим покрытием и заготовкой.
Итак, что такое сварка стержневыми электродами? Это также называется дуговой сваркой защищенного металла (SMAW).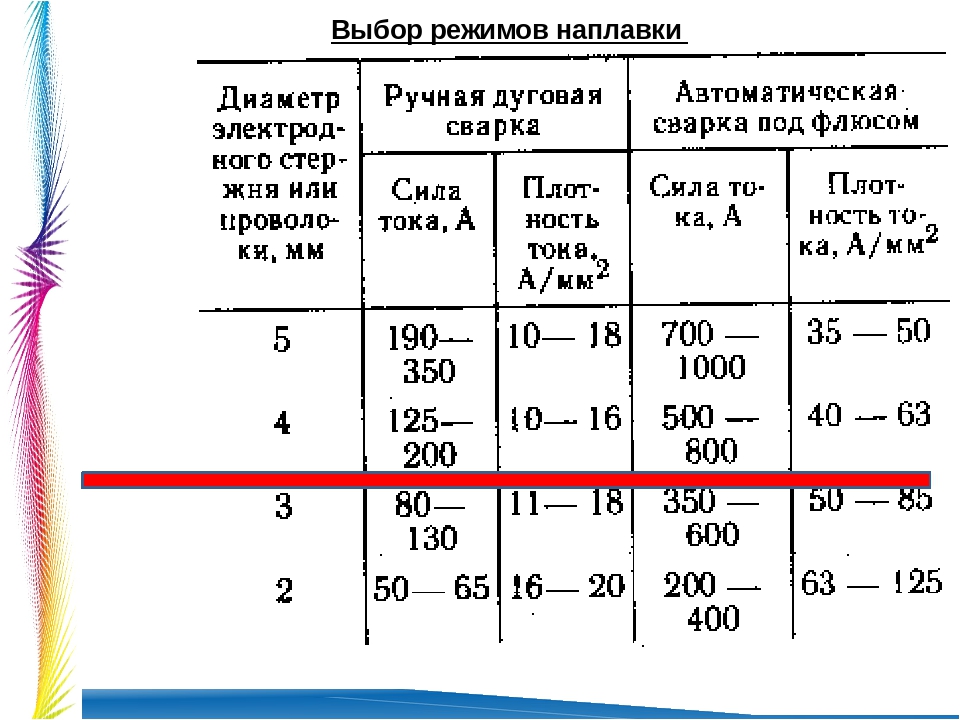 Это процедура, при которой между покрытым анодом и заготовкой горит электрическая дуга.
Это процедура, при которой между покрытым анодом и заготовкой горит электрическая дуга.
В этой статье мы обсудим все, что вам нужно знать о ручной дуговой сварке металла. Мы также кратко рассмотрим другие вопросы, связанные со сваркой MMA. Давайте прямо сейчас!
Как работает сварка стержневыми электродами?
Это может быть важный вопрос, чтобы ответить на вопрос о сварке стержневыми электродами. При сварке стержневыми электродами необходимо поместить анод в электрододержатель, и он на короткое время коснется соединяемой точки. Возникает короткое замыкание, и дуга начинается после подъема анода.
Анод с покрытием превращается в жидкость, а затем на свариваемой поверхности образуется шлак. Тепло от дуги оттаивает анод и основной металл, который при охлаждении образует сплошную твердую массу.
Металлический анод или сердечник кабеля действует как расходный материал. Это идеальный метод крепления для многих посредственных и высокопрочных углеродистых сталей.
Электрический ток, вырабатываемый источником питания для сварки, используется для образования дуги между анодом и свариваемым металлом.Дуга превращает сердечник анода в жидкость, образуя капли расплавленного металла. Процедура создает сварной шов.
Кредит изображения: Данил Евский, Shutterstock
Флюсовое покрытие на электроде также оттаивает и образует защитный газ. Он создает слой шлака, который защищает сварной шов от атмосферных воздействий. Избавьтесь от слоя шлака после каждой сварки.
Есть семь различных факторов и параметров, которые определяют успех сварки MMA. В их состав входят:
- Правильный электрод
- Подходящая скорость движения
- Правильный размер анода для задачи
- Подходящий угол электрода для работы
- Идеальный сварочный ток
- Соответствующая длина дуги
Как только возникает дуга между анодом и заготовкой, материал связывается, образуя сварочную ванну.
Кроме того, анод имеет внешнее покрытие, известное как электродный флюс. Он тает и создает препятствие над сварочной ванной, чтобы остановить загрязнение расплавленной ванны.
Охлаждает и образует твердый шлак на поверхности сварного шва. После того, как вы закончили или перед введением еще одного сварного шва, вам необходимо удалить шлак с сварного шва. Из-за длины анода, процесс может привести к образованию только более коротких сварных швов, прежде чем вы вставите новый электрод в держатель.
Важность переменного и постоянного тока
Качество наплавленного металла зависит от опыта сварщика.Источник питания выдает на выходе постоянный ток (CC). Это может быть AC (переменный ток) или DC (постоянный ток).
Во время небольших работ по техобслуживанию или в домашних условиях вы будете использовать крошечные, несколько недорогие комплекты тока (переменного тока). Выход постоянного тока является наиболее часто используемым сегодня набором, хотя вы можете использовать пару более крупных наборов переменного тока в тяжелой промышленности.
Важно отметить, что не все аноды постоянного тока могут работать с выходной мощностью переменного тока. Тем не менее, аноды переменного тока могут работать как на переменном, так и на постоянном токе.DC — наиболее часто используемый режим. Может показаться, что источник питания переменного тока — это заменяемые трансформаторы или железный сердечник.
Кредит изображения: Данил Евский, Shutterstock
Каков принцип работы сварки стержневыми электродами?
СваркаMMA, обычно известная как ручная дуговая сварка металла, является надежным и беспристрастным методом. Это не требует большого опыта. При этом присадочный материал, основной металл и покрытый флюс нагреваются электрической дугой.
Когда они плавятся, образуется прочный сварной шов.Здесь вы обнаружите, что он образован отверждением благородных газов.
При применении электрической дуги температура покрытого и затвердевшего газового материала повышается и образует защитный благородный газ на рабочем месте. Этот материал с покрытием означает, что не требуется дополнительный газовый баллон для предотвращения дополнительной атмосферной реакции на заготовку.
Этот материал с покрытием означает, что не требуется дополнительный газовый баллон для предотвращения дополнительной атмосферной реакции на заготовку.
Как сварщик, убедитесь, что у вас качественное сварное соединение, приняв некоторые из следующих мер:
Требуемая точность сварочного тока
В зависимости от типа сварочного объекта вам понадобится подходящий ток для создания стабильной электрической дуги, которая может хорошо разморозить основной материал.Если дуги нет, качество сварного шва снизится.
Выбор подходящего стержня
Вы должны выбрать стержень, который имеет физические и химические свойства, аналогичные исходному металлу. Наличие электроэнергии также влияет на ваш выбор сварочного стержня. Некоторым палочкам требуется больше тепла, чтобы расплавить дугу.
Размер сварочного стержня также имеет решающее значение при выборе сварочного стержня. Длина стержня должна соответствовать рабочему месту, чтобы сэкономить время при замене стержней.
Уголок для сварки
Положение сварочного уголка также принимается во внимание, если вы хотите получить качественный сварной шов. Если вы сварщик, у вас должен быть достаточный опыт удержания кромки сварочного пистолета. Поместите сварочный пистолет в нужное место, где требуется сварка.
Кредит изображения: Tortoon, Shutterstock
Где используется сварка стержневыми электродами?
Сварку стержневыми электродами можно использовать для соединения большинства чугунов, сталей, нержавеющей стали и многих других материалов, не содержащих железа. Другие металлы, которые можно прикрепить с помощью сварки MMA, — это никель, алюминий и медные сплавы.Для многих высокопрочных и малоуглеродистых сталей предпочтительным методом является сварка стержневыми электродами.
Сварку MMA ежедневно используют ремесленники, домашние мастера, работники службы безопасности по металлу и производители металла, а также на рабочих местах по укладке труб. Он включает формирование электрической дуги высокой интенсивности между прикрепляемыми металлами и защищенным анодом с металлическим сердечником.
Кроме того, в отличие от сварки MIG или TIG, сварка MMA не зависит от погодных условий. Это делает ее наиболее эффективной процедурой сварки на открытом воздухе.
Что такое инверторная сварка MMA?
Современные инверторные сварочные аппараты могут помочь в решении различных вопросов, связанных со сваркой MMA. Они обладают прекрасными свойствами и эффективностью, потому что вы можете выполнять любую операцию в электронном виде.
Тем не менее, предпочитаемый вами сварочный инверторный источник питания должен обладать достаточной прочностью, чтобы оттаивать сварочный материал и анод, с достаточной мощностью для поддержания напряжения дуги.
Для процедуры ручной дуговой сварки обычно требуется выходная мощность от 50 до 350 ампер.Всегда рекомендуется читать инструкции производителя перед использованием инверторной сварки, хотя аноды, используемые для устройства, предназначены для работы на нескольких уровнях напряжения и выходной мощности.
Инверторные сварочные аппараты MMA экономичны. У них есть и другие преимущества, такие как:
У них есть и другие преимущества, такие как:
- Они могут предложить больший выход для небольших устройств.
- Инверторные сварочные аппараты более компактны и легки.
- Они могут предложить энергоэффективный источник питания.
Преимущества сварки стержневыми электродами
- Сварочное оборудование портативное, и его стоимость несколько невысока.
- Процедура сварки MMA имеет бесчисленное множество применений из-за наличия большого количества анодов.
- Вы можете использовать его для сварки самых разных металлов и их сплавов.
- Сварку стержневыми электродами можно выполнять в любом положении с высочайшим качеством сварки.
- Вы также можете использовать процедуру ручной дуговой сварки для наплавки и наплавки металла, чтобы восстановить права собственности на детали или улучшить другие свойства, такие как износостойкость.
- Соединения (например, между соплами и кожухом в резервуаре высокого давления) нельзя сваривать с помощью автоматических сварочных аппаратов из-за их положения. Однако этого легко добиться, если использовать ручную дуговую сварку металла.
 Однако этого легко добиться, если использовать ручную дуговую сварку металла.
Однако этого легко добиться, если использовать ручную дуговую сварку металла.Недостатки сварки MMA
- Ограниченная длина каждого анода и хрупкое флюсовое покрытие затрудняют автоматизацию процедуры.
- При сварке длинных соединений, например, сосудов под давлением, сварку необходимо продолжить со следующим анодом после того, как один электрод закончился. Если вы не позаботитесь об этом, неисправность, такая как включение шлака или недостаточное проплавление, может произойти в том месте, где снова начинается сварка с использованием нового электрода.
- В этой процедуре используются стержневые аноды, поэтому она намного медленнее, чем сварка MIG.
Кредит изображения: Krysja, Shutterstock
Преимущества и недостатки аппаратов для сварки постоянным и переменным током
Преимущества комплектов для сварки на переменном токе
- Они более доступны по цене, чем наборы постоянного тока. Начальная цена выше, чем у комплекта DC с аналогичным рейтингом.
- Он практически не требует обслуживания. Это потому, что сварочный аппарат переменного тока не имеет движущихся частей.
- В нем нет такой вещи, как «дуга», как в аппарате для сварки постоянным током.
 Начальная цена выше, чем у комплекта DC с аналогичным рейтингом.
Начальная цена выше, чем у комплекта DC с аналогичным рейтингом.Недостатки сварочного агрегата на переменном токе
- Аноды из цветного железа плохо откладываются.
- Риск поражения электрическим током более выражен при использовании переменного тока, чем при использовании постоянного тока.
Преимущества комплектов для сварки постоянным током
- Вы можете использовать установку постоянного тока для нанесения анодов как из железа, так и из других металлов.
- Обеспечивает более плавную сварку и, следовательно, дает дополнительное преимущество при сварке тонких листов.
- Безопаснее использовать во влажных условиях, когда существует большая опасность поражения электрическим током, например, при работе котла.
- В труднодоступных местах, где отсутствует электроснабжение, можно использовать дизельное топливо или бензин, например, на стройплощадках.

Недостатки аппаратов для сварки постоянным током
- Это дороже, чем сварочные аппараты переменного тока.
- Поскольку сварочный агрегат имеет движущиеся части, необходимо периодическое обслуживание сварочного агрегата.
- У «дуги» есть проблемы.
Что такое дуговая дуга при использовании аппарата для сварки постоянным током?
При сварке постоянным током возникает «дуга». Дуга отодвигается от точки сварки, особенно если вы ведете сварку в укромных уголках. Проводники, по которым проходит ток, в частности, обратный провод от заготовки и сварочный провод от установленного транспортного тока в противоположном направлении.
Таким образом создается отталкивающая магнитная сила, которая влияет на сварочную дугу постоянного тока.Эти условия чаще всего возникают, если вы используете токи выше 200 или ниже 40 ампер. Наилучший тип подключения должен:
Наилучший тип подключения должен:
- Сварка вдали от заземления
- Изменить положение заземляющего провода во время работы
- Оберните сварочную проволоку на пару оборотов вокруг изделия, по возможности на балках
- Если вы работаете на верстаке, измените рабочее положение на столе
Часто задаваемые вопросы
Какие четыре типа сварки?
Четыре основных типа сварки включают:
- МИГ (газовая дуговая сварка металла).
- MMA (Дуговая сварка защищенного металла).
- TIG (газовая сварка вольфрамовым электродом и газом).
- Дуговая сварка под флюсом.
Что такое процедура сварки стержневыми электродами?
MMA (ручная дуговая сварка металла) — это наиболее универсальная и одна из наиболее часто используемых процедур дуговой сварки. Между металлическим анодом с покрытием и заготовкой зажигается дуга. Тепло дуги оттаивает основной металл и анод, которые смешиваются, образуя непрерывную твердую массу по мере их охлаждения.
Что произойдет, если вы посмотрите на сварщика?
Ожоги от вспышки могут возникнуть, если вы предрасположены к воздействию светового УФ (ультрафиолетового) света. Они вызываются ультрафиолетовым излучением всех типов. Однако наиболее распространенным источником являются сварочные горелки. По этой причине его иногда называют «вспышкой сварщика» или «дуговым глазом». Ожоги от вспышки похожи на солнечные ожоги глаза и могут поражать оба глаза.
Между сваркой снизу и вверх, что лучше?
Если ваши материалы толще листового металла, выполняйте сварку в вертикальном положении на подъеме.При сварке более тонкого листового металла выполняйте сварку под уклон, так как требуется меньшее проплавление, а более высокая скорость движения создает более низкие температуры, предотвращающие выгорание.
Кредит изображения: Extarz, Shutterstock
A Краткое руководство
Когда использовать сварку стержневыми электродами
- Работа с тонкими и деликатными металлами
- Если у вас нет защитного газа
- Если вы опытный сварщик
- Для легких сварочных задач
Когда использовать сварку MIG
- Сварка высокопрочной металлической пластины
- При наличии защитного газа
- Если вы начинающий сварщик
- Для тяжелых сварочных работ
Заключение
Сварка MMA включает в себя все, что мы подробно описали выше. С помощью информации, представленной в этой статье, вы можете решить, является ли сварка MMA процедурой, которую вы бы предпочли использовать по сравнению с другими типами сварки для вашего конкретного приложения.
С помощью информации, представленной в этой статье, вы можете решить, является ли сварка MMA процедурой, которую вы бы предпочли использовать по сравнению с другими типами сварки для вашего конкретного приложения.
Изображение предоставлено: Jirasin Snap, Shutterstock
Выбор режима переноса
Существует четыре основных режима переноса в процессе сварки: короткое замыкание, шаровое, распыление и импульсное распыление.
Выбор правильного режима переноса зависит от процесса сварки, источника сварочного тока и используемых расходных материалов.Каждый способ передачи имеет свои отличительные характеристики и области применения, для которых он лучше всего подходит.
Передача при коротком замыкании
Передача при коротком замыкании получила свое название от провода, который фактически «замыкает накоротко» или касается основного металла много раз в секунду при электрическом контакте. Несмотря на то, что образуется некоторое количество брызг, этот режим переноса можно использовать во всех положениях сварки и на стали любой толщины. Режим передачи короткого замыкания обычно встречается в сплошной сварочной проволоке или проволоке с металлическим сердечником, когда доля аргона в защитном газе составляет от 75 до 85% аргона и сварочное напряжение низкое.
Режим передачи короткого замыкания обычно встречается в сплошной сварочной проволоке или проволоке с металлическим сердечником, когда доля аргона в защитном газе составляет от 75 до 85% аргона и сварочное напряжение низкое.
Шаровидный перенос
В режиме шарового переноса металл сварного шва перемещается по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода. Шаровидный перенос не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Использование шарового переноса обычно ограничивается пластинами большей толщины и ограничивается плоским и горизонтальным положениями. Шаровидный перенос обычно встречается в сплошной проволоке MIG, металлической порошковой проволоке в газовой среде и порошковой проволоке с защитным газом, когда применяется 100% защитный газ CO2.
Распылительная передача
Распылительная передача названа в честь разбрызгивания крошечных капель расплава по дуге, что мало чем отличается от распыления, выходящего из садового шланга, когда отверстие закрыто. Перенос распылением обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи короткого замыкания, как только дуга возникает, дуга всегда «горит». В режиме струйного переноса очень мало брызг, и он обычно используется для толстых металлов в плоском и горизонтальном положениях.Распылительный перенос обычно наблюдается в сплошной проволоке MIG и проволоке с металлическим сердечником с высоким содержанием аргона в защитном газе, обычно более 90%. Частичный или полураспыленный перенос наблюдается в порошковой проволоке с защитным газом, когда используется защитный газ аргон CO2.
Перенос распылением обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи короткого замыкания, как только дуга возникает, дуга всегда «горит». В режиме струйного переноса очень мало брызг, и он обычно используется для толстых металлов в плоском и горизонтальном положениях.Распылительный перенос обычно наблюдается в сплошной проволоке MIG и проволоке с металлическим сердечником с высоким содержанием аргона в защитном газе, обычно более 90%. Частичный или полураспыленный перенос наблюдается в порошковой проволоке с защитным газом, когда используется защитный газ аргон CO2.
Импульсный перенос распылением
Для этого варианта переноса распылением сварочный аппарат «подает импульс» или циклически переключает выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Это позволяет сварочной ванне немного остыть в фоновом цикле, что немного отличается от истинного распыления. Это преимущество позволяет выполнять сварку в любом положении тонкого или толстого листового материала. Сплошная проволока MIG и проволока с металлическим сердечником в защитном газе показывают наибольшее преимущество при использовании импульсного режима передачи.
Это преимущество позволяет выполнять сварку в любом положении тонкого или толстого листового материала. Сплошная проволока MIG и проволока с металлическим сердечником в защитном газе показывают наибольшее преимущество при использовании импульсного режима передачи.
Дуговая сварка защищенного металла (SMAW)
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству.На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, недоступные
для работы по причине продолжения образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные рабочие обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
которые были получены до или во время обучения по ИМП, где основные рабочие обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП
учебное заведение и не может гарантировать работу или заработную плату.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП
учебное заведение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых
Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и специалисты по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом
и чистые замены.
Вакансии включают вакансии в связи с ростом
и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант Salute to Service доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса. Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Ориентировочная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень
зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков.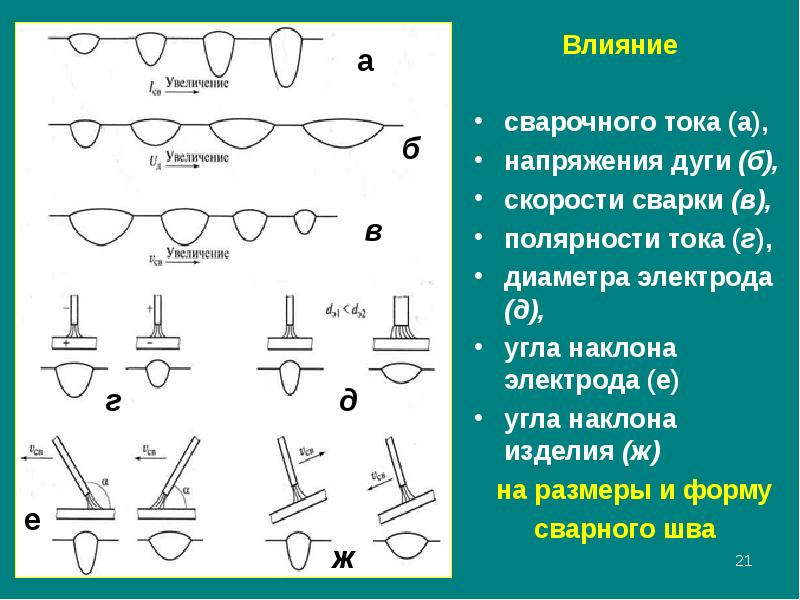 Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара. 40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, осмотрен 2 июня 2021 г.)
40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, осмотрен 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или
оплата труда. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, дата просмотра 2 июня 2021 г.)
Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, дата просмотра 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Бюро статистики труда США ‘ Трудовая занятость и заработная плата, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс)
Трудовые ресурсы и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс)
Трудовые ресурсы и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.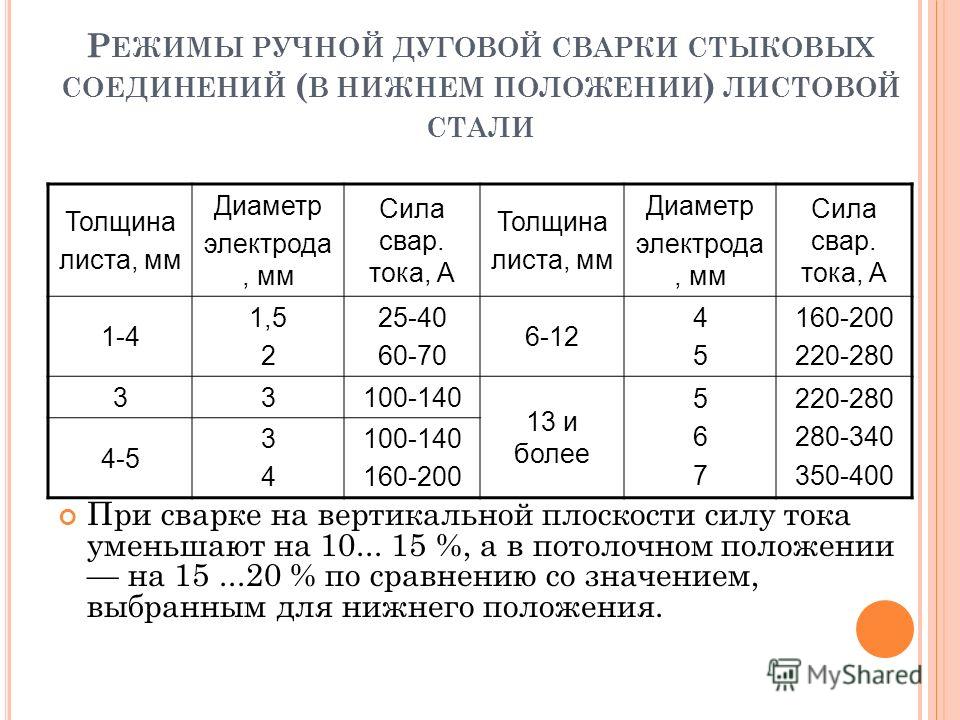 )
)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструментов, просмотр 2 июня 2021 г.
Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструментов, просмотр 2 июня 2021 г. )
)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 161 800; и операторы инструментов с ЧПУ, 154 500.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
42) Для сварщиков, резаков, паяльщиков и паяльщиков U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 49 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 28 100 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных и связанных с ним ремонтников: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 15 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
45) Для операторов инструментов с ЧПУ: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 16 500 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2030 году составит 705 900 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
48) По прогнозам Бюро статистики труда США, общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2030 году составит 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что общая занятость в сфере автомобильного кузова и связанных с ним ремонтных мастерских составит 161800 человек к 2030 г. См. Таблицу 1.2.
Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2030 году составит 452 400 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов компьютерных инструментов с числовым программным управлением составит 154 500 человек. www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
52) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год среднегодовое количество вакансий по стране в каждой из следующих профессий составит: Техники и механики по обслуживанию автомобилей, 69 000; Механика автобусов и грузовиков и дизельный двигатель
Специалисты — 28 100 человек; и сварщики, резаки, паяльщики и паяльщики, 49 200.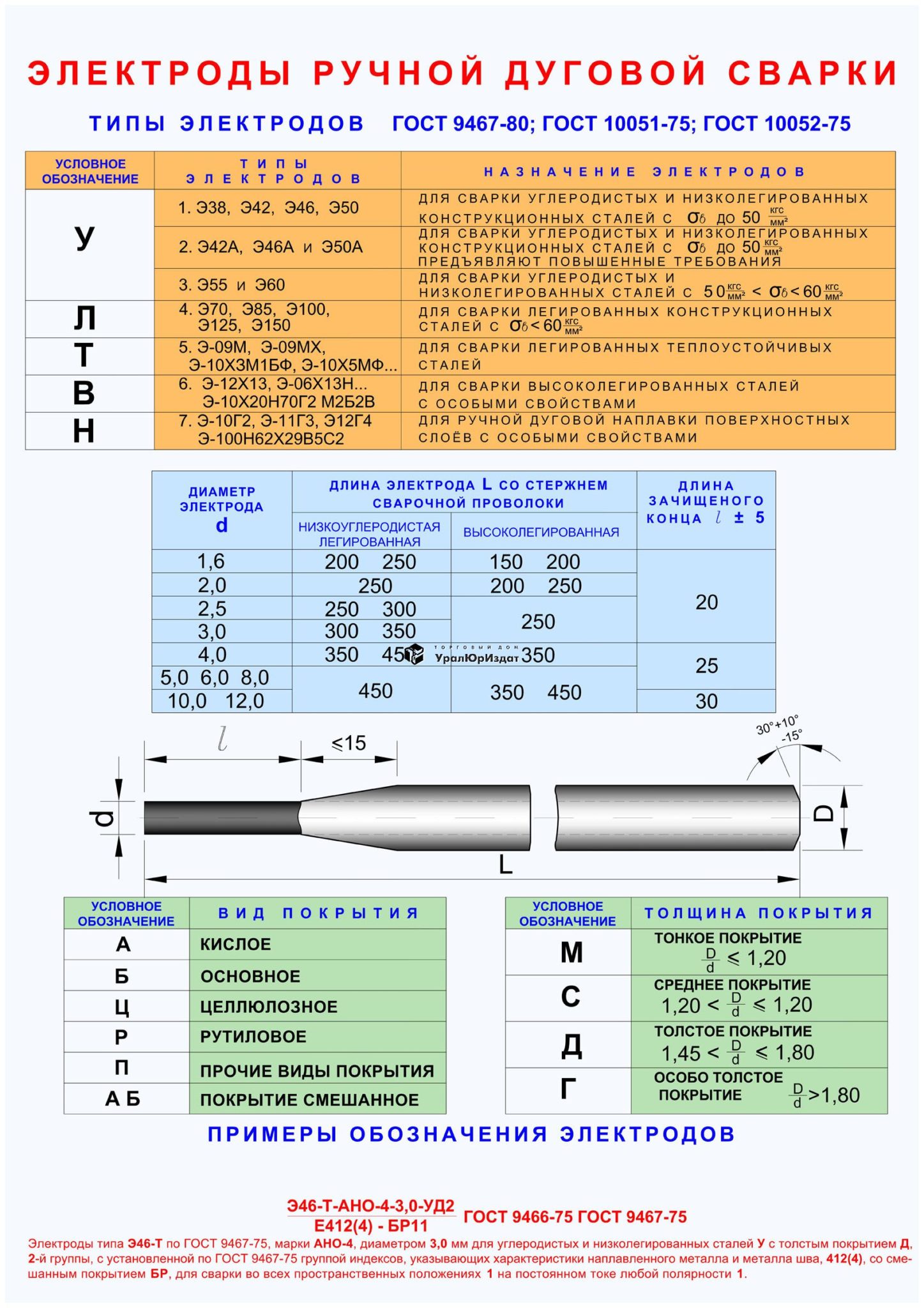 Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
53) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Дуговая сварка экранированного металла — обзор
5 Дефекты сварки
Сварка SMAW и GMAW широко используется в строительных проектах.У каждого из них есть свои преимущества и недостатки, которые часто зависят от типа сварного шва и местоположения проекта. Процессы SMAW, схематически показанные на рис. 2.10, требуют зажигания низковольтной сильноточной дуги между плавящимся электродом и сталью. Сильное тепло, генерируемое этой дугой, плавит сталь. Направление тока приводит к осаждению материала электрода для образования сварного шва и соединения двух отдельных стальных компонентов вместе. Характерные свойства свариваемой стали и тип соединения определяют параметры сварки, тип электрода и процедуру, которой необходимо следовать для получения конструкционного сварного шва.
Рисунок 2.10. Схема процесса дуговой сварки экранированным металлом.
SMAW — это наиболее широко используемый процесс на объекте из-за его простоты и отсутствия необходимости в баллоне с защитным газом. Дуга зажигается между сталью и плавящимся электродом, покрытым флюсом. Флюс покрывает нагретый сварной шов и защищает его от окружающей среды. Затем затвердевший шлак удаляется путем его скалывания с верхней части сварного шва. Затем сварной шов очищают проволочной щеткой.
В процессе изготовления многопроходного сварного шва SMAW (рис. 2.11) важно обеспечить удаление любого шлака, оставшегося в сварном шве, до образования следующего валика. Это часто может быть трудоемким и трудоемким, особенно при сварке под углом или при сварке в стесненных условиях, которые недоступны. Важность удаления шлака имеет первостепенное значение, чтобы свести к минимуму вероятность того, что в сварном шве останутся неметаллические включения (рис. 2.12).
Рисунок 2.11. Автор использует процесс SMAW для создания многопроходного сварного шва на участке трубы в угловом положении.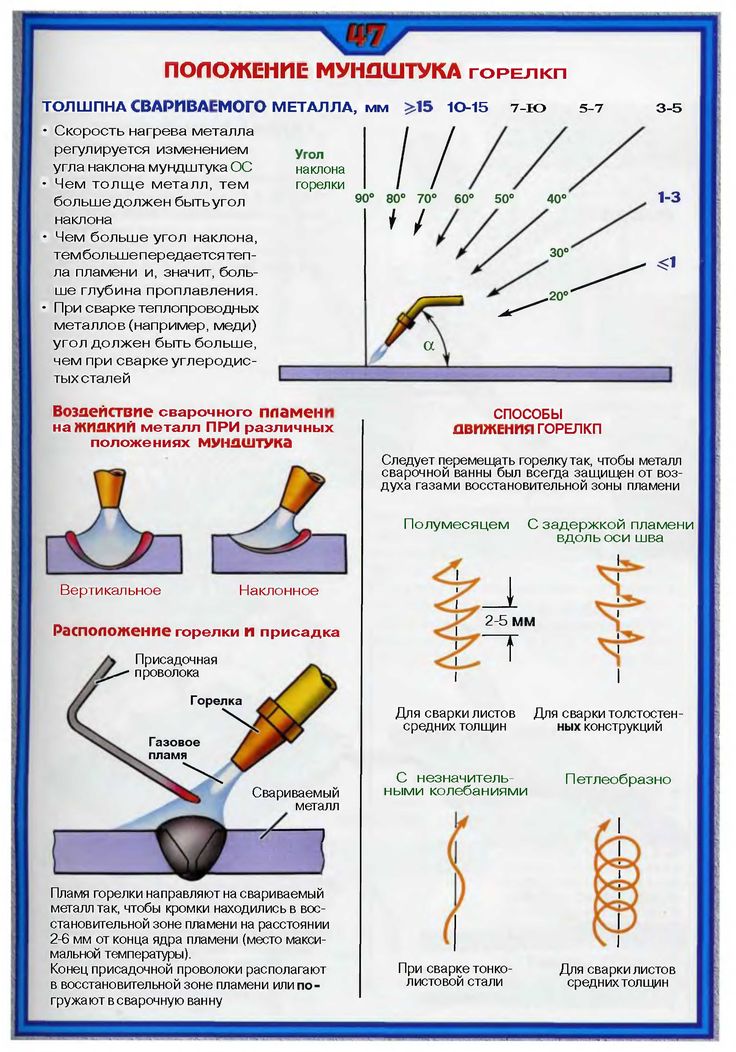
Рисунок 2.12. Схема процесса газовой дуговой сварки металла.
В процессах сварки GMAW, как показано на рис. 2.11, используется непрерывная проволока без покрытия, которая защищена от оксидного загрязнения газом, который подается через наконечник сварочной горелки. Режим переноса металла может быть изменен между (1) распылением, (2) сферическим, (3) короткозамкнутым и (4) импульсным дуговым воздействием. Режим можно изменить, регулируя силу тока и защитные газы, которые зависят от положения сварки и типа соединения.
В процессе сварки образующиеся дефекты могут проникать в глубь сварного шва. По этой причине необходимо избегать дефектов. В процессе контроля сварки при обнаружении дефекта сварного шва его необходимо удалить и провести ремонт сварного шва. На рис. 2.13 показан многопроходный сварной шов, полученный методом GMAW. Здесь два сварных шва были сформированы в канавке, в которой профиль сварного шва показывает (1) основной материал, (2) ЗТВ и (3) материал сварного шва.
Рисунок 2.13. Поперечный профиль многопроходной GMAW, показывающий разницу в получаемых металлургических свойствах.
Даже после получения оптимального сварного шва трещина часто возникает в свариваемом металле в зоне термического влияния, но не в основном материале. Это связано с тем, что материал, подвергшийся термическому влиянию, состоит из более твердого мартенситного материала, и из-за изменения объема возникает образование остаточных напряжений растяжения, оставшихся после процесса.
Необходимо проявить серьезную озабоченность по поводу конструкции сварного шва (рис. 2.14). Хорошая конструкция сварного шва будет отображать локальную концентрацию напряжений в области носка сварного шва.Однако, если создается сварной шов, который плохо спроектирован, напряжение может быть сконцентрировано в диапазоне геометрических форм или приведет к увеличению интенсивности напряжения в точке интенсивного воздействия, что может привести к преждевременному выходу из строя.
Рисунок 2. 14. Типы конструкций сварных швов и разница в концентрации сварочных напряжений.
14. Типы конструкций сварных швов и разница в концентрации сварочных напряжений.
Типичные дефекты сварных швов показаны в следующих примерах. Продольные, поперечные или кратерные трещины (рис. 2.15) могут возникать в любой точке сварного шва сварного шва: (1) поперек сварного шва, (2) продольно сварному шву и (3) образуются из кратеров на сварном шве. сварка.Трещина может быстро распространиться по сварному шву и привести к преждевременному выходу из строя.
Рисунок 2.15. Различные трещины на сварных швах.
Поднутрение, повышающее напряжение на краях сварного шва, показано на рис. 2.16. Грязь, окалина и оксиды также могут присутствовать в области поднутрения, что может вызвать дальнейшие дефекты. Проблема в том, что как канавочные, так и угловые сварные швы, выполненные в горизонтальном положении, обычно имеют подрез в верхней части шва.
Рисунок 2.16. Подрезание углового шва, которое может образоваться на любом крае сварного шва.
Пористость или червоточины в сварном шве, как показано на рис. 2.17, являются значительным дефектом. Линейно выровненная пористость обычно обнаруживается около дна, вдоль боковой стенки или в местах пересечения сварных швов. Во время процесса сварки необходимо соблюдать осторожность, чтобы обеспечить поддержание правильного угла скорости во время формирования сварного шва. Если образуется червоточина, важно не наваривать заплатку над отверстием, так как это может привести к увеличению ЗТВ.Сначала удалите поры, затем проверьте сварной шов с помощью радиографического или ультразвукового контроля, чтобы убедиться, что пористость была полностью удалена, прежде чем начинать ремонт. Затем сначала заполните самую глубокую часть области с углублениями и поддерживайте уровень каждого слоя сварного шва до тех пор, пока область не будет заполнена.
2.17, являются значительным дефектом. Линейно выровненная пористость обычно обнаруживается около дна, вдоль боковой стенки или в местах пересечения сварных швов. Во время процесса сварки необходимо соблюдать осторожность, чтобы обеспечить поддержание правильного угла скорости во время формирования сварного шва. Если образуется червоточина, важно не наваривать заплатку над отверстием, так как это может привести к увеличению ЗТВ.Сначала удалите поры, затем проверьте сварной шов с помощью радиографического или ультразвукового контроля, чтобы убедиться, что пористость была полностью удалена, прежде чем начинать ремонт. Затем сначала заполните самую глубокую часть области с углублениями и поддерживайте уровень каждого слоя сварного шва до тех пор, пока область не будет заполнена.
Рисунок 2.17. Изолированная пористость может возникнуть в любой части сварного шва.
Холодные притирки (рис. 2.18) — это участки сварного шва, которые не сплавились с основным металлом. Холодные притирки могут возникать на угловых или стыковых сварных швах, как правило, в результате слишком низкого тока, при сварке вниз, окружающей среде или при использовании высокой скорости сварки. Важно удалить весь сварной шов, отшлифуя его и затем убедившись, что материал перекрытия удален. При повторной сварке убедитесь, что используются соответствующие технологические параметры и методы.
Важно удалить весь сварной шов, отшлифуя его и затем убедившись, что материал перекрытия удален. При повторной сварке убедитесь, что используются соответствующие технологические параметры и методы.
Рисунок 2.18. Холодные нахлесты углового шва обычно располагаются на нижней стороне шва.
Здесь экскаватор был плохо отремонтирован в полевых условиях, и из-за образования холодного шва конструкция вскоре вышла из строя.
Неполное проплавление происходит на корневой стороне сварного шва, как показано на Рис.2.19. Если этот процесс происходит, то первостепенное значение имеет удаление всей области, включая ЗТВ, путем шлифовки. Поскольку во время сварки в этой области образуются поверхностные оксиды, важно очистить зону ремонта перед повторной сваркой.
Рисунок 2.19. Показанные дефекты неполного проплавления могут возникать на корневой стороне сварного шва.
Здесь мы видим неполное проникновение в заполнение почтового ящика.
Внутренние дефекты, как показано на рис. 2.20, могут или не могут распространяться на поверхность, и их очень трудно обнаружить.Несмотря на то, что сварной шов выглядит высококачественным, иногда может быть важно использовать радиографический или ультразвуковой контроль для определения внутренних дефектов.
2.20, могут или не могут распространяться на поверхность, и их очень трудно обнаружить.Несмотря на то, что сварной шов выглядит высококачественным, иногда может быть важно использовать радиографический или ультразвуковой контроль для определения внутренних дефектов.
Рисунок 2.20. Показанные внутренние дефекты могут возникать внутри сварного шва.
Здесь шесть сварных проходов были использованы для ремонта конструкции из листовой стали. Сварные швы выглядят качественно, однако радиографические испытания показали, что между вторым и третьим сварным швом образовалась окись оксида.
SMAW: дуговая сварка экранированного металла
Что такое SMAW?
Дуговая сварка защищенным металлом (SMAW), также известная как сварка штучной сваркой, представляет собой ручной процесс с использованием плавящегося электрода с флюсовым покрытием и металлическим стержнем в сердечнике.
Переменный или постоянный ток образует дугу между электродом и основным металлом, что создает необходимое тепло.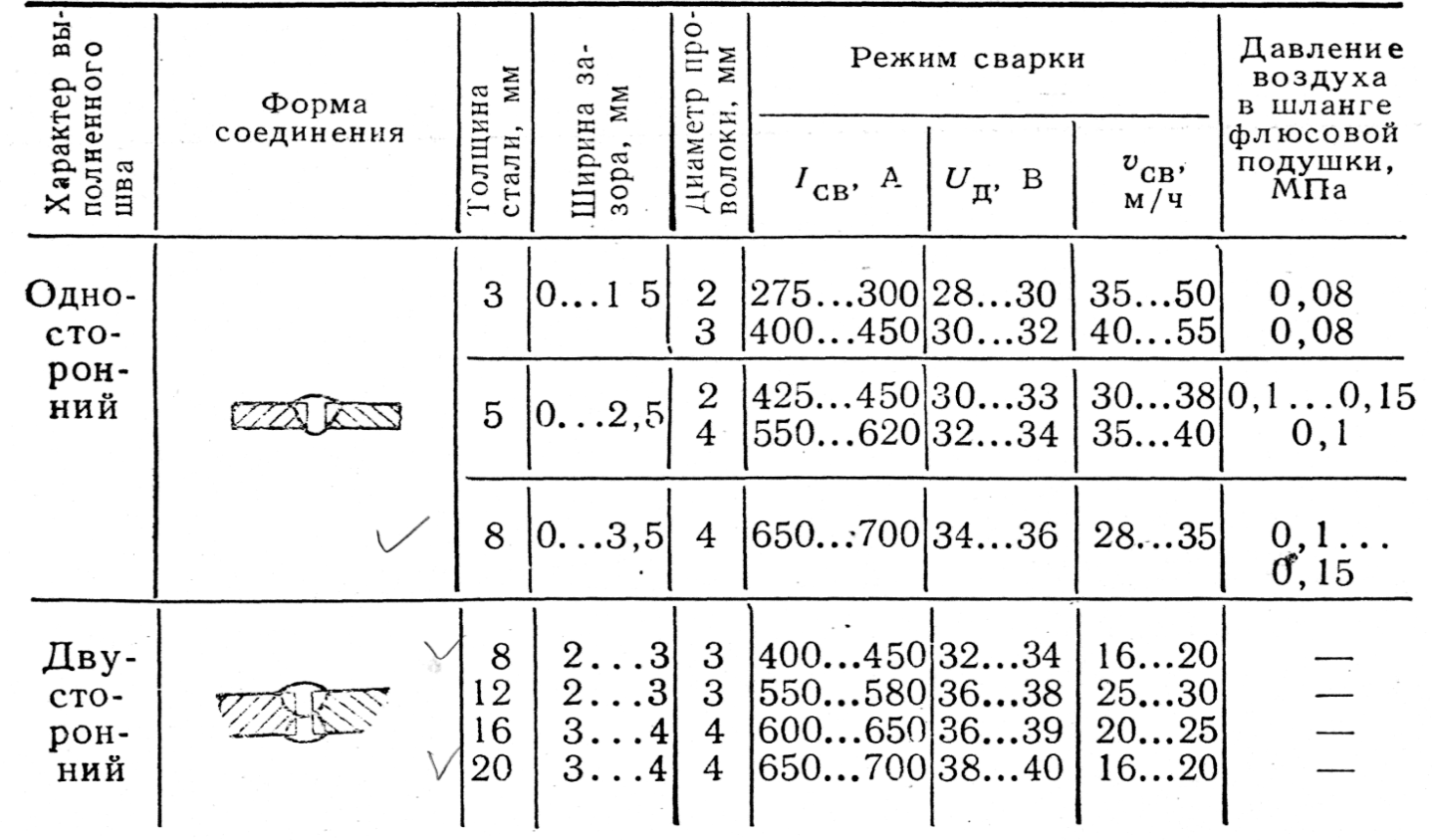 В Соединенных Штатах это наиболее распространенный метод.
В Соединенных Штатах это наиболее распространенный метод.
Покрытие флюса распадается и выделяет пары, которые служат защитным газом и образуют защитный слой шлака.
Оба предохраняют зону сварки от атмосферного загрязнения. Когда металлический стержень внутри электрода плавится, он образует ванну расплава, которая становится сварным швом.
Сварщик может контролировать несколько переменных, которые влияют на ширину и высоту сварного шва, проплавление сварного шва и количество брызг.
Ручная сварка стоит недорого по сравнению с другими методами, такими как TIG. Он портативный и работает с любой толщиной и в любом положении.
Основным недостатком является образование шлака во время процесса сварки при более низких скоростях (если вы не обладаете высокой квалификацией).
Дуговая сварка защищенного металла — Рисунок 6-7 Дуговая сваркаSMAW
Сварка палкой получила свое название от формы электрода, который выглядит как палочка. Его можно использовать для сварки многих типов металлов, включая сталь, нержавеющую сталь и чугун..jpg)
обеспечивают постоянный ток (CC), используя постоянный ток (DC) или переменный ток (AC). Постоянный ток действует в разных направлениях в зависимости от полярности. Переменный ток переключает направления.
Мощность в электрической цепи, используемой для питания сварного шва, измеряется в амперах. Для сварки более толстых металлов или электродов требуется больший ток или сила тока.
Подводная сварка — Ручная сварка очень мобильна, и дуговая сварка VersatileSMAW в основном используется для сварки чугуна и стали.
Может использоваться во всех позициях:
- Квартира
- Вертикальный
- горизонтальный
- Накладные расходы
Процесс
Дуговая сварка SMAW (сварка штучной сваркой) использует тепло дуги для плавления основного металла и наконечника расходуемого электрода. Электрод и основной металл являются частью электрической цепи или сварочной цепи.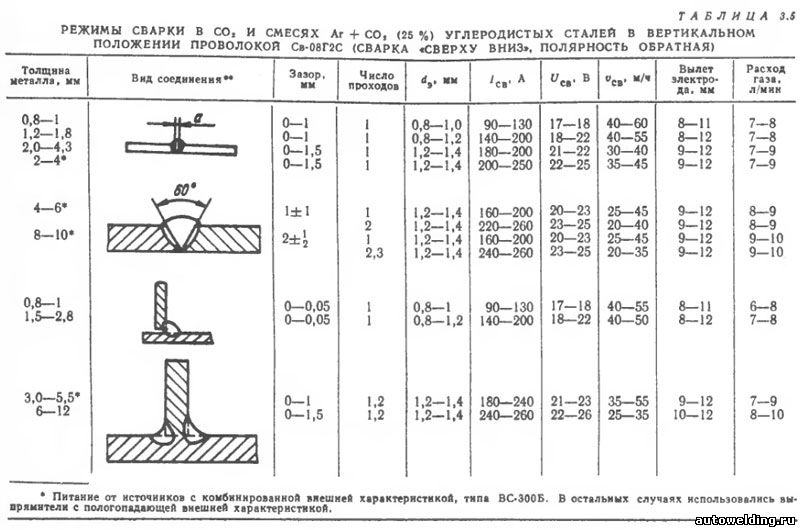
Эта схема включает;
- Источник питания
- Кабели сварочные
- Электрододержатель
- Зажим заземления
- Рабочий или недрагоценный металл
- Электрод для дуговой сварки
Один кабель подключается к изделию, а другой — к электрододержателю.
Сварка начинается при возникновении дуги между концом электрода и основным металлом.
Тепло плавит кончик и поверхность изделия.
Крошечные шарики расплавленного металла образуются на кончике электрода, а затем переходят через дугу в ванну расплава.
Наполнитель осаждается по мере расходования электрода.
Электрическая схема дуговой сварки (SMAW)Дуга для дуговой сварки, SMAW, сварочной дуги перемещается по адресу:
- соответствующая длина дуги (прибл.равный диаметру электрода)
- соответствующая скорость движения
В свою очередь плавление и сплавление части основного металла с добавлением наполнителя.
Дуга SMAW очень горячая (температура в ее центре превышает 9000ºF (5000ºC)), плавление происходит почти мгновенно, когда дуга касается металла.
Для сварных швов, выполненных в плоском или горизонтальном положении, переносу металла способствует:
- Плотность
- Расширение газа
- Электрические силы
- Поверхностное натяжение
Сварные швы в других положениях должны преодолевать силу тяжести.
ПлотностьПри сварке в смещенном положении основной металл не может удерживать большое количество расплавленного металла в кратере. Следует использовать меньшие электроды, меньшую силу тока и меньшую длину дуги.
Расширение газаГазы образуются при плавлении покрытия электрода и расширяются за счет тепла кипящего конца электрода.
Покрытие немного выходит за пределы металлического наконечника электрода и регулирует направление расширения газа. Это помогает направить расплавленный металл в сварочную ванну.
Это помогает направить расплавленный металл в сварочную ванну.
Наконечник представляет собой электрический проводник, как и брызги расплавленных глобул на наконечнике, поэтому распыление глобул изменяется под действием магнитных сил, действующих под углом 90 градусов (в большинстве случаев вбок) к направлению потока тока.
Это полезно при сварке в горизонтальном, вертикальном и потолочном положении.
Стержни с более высокой прочностью на разрыв имеют более высокую тенденцию к возникновению дуги.
Размещение заземляющего кабеля может иметь большое влияние на эти силы
Поверхностное натяжениеСилой, удерживающей присадочный металл и шлак в контакте с расплавленным основным металлом в кратере, является поверхностное натяжение.
Он помогает удерживать расплавленный металл при горизонтальной, вертикальной и потолочной сварке, а также определяет форму контуров сварного шва.
Прочтите по теме : Типы сварочных процессов
Переменные
Характеристики сварного шва (размер валика и провара) можно контролировать, регулируя следующие переменные при сварке:
- Размер и тип электрода
- Сила тока (изменена на сварочном аппарате)
- Скорость, с которой вы перемещаете электрод вдоль свариваемого соединения (называемая скоростью перемещения)
- Длина дуги (расстояние между металлом и концом электрода).Практическое правило — использовать длину дуги, равную диаметру сердечника проволоки внутри электрода.
- Угол электрода
- Перпендикулярно (90 градусов) обеспечивает максимальное проникновение
- 45 градусов означает меньшее проникновение
- Ширина сварного шва регулируется перемещением электрода из стороны в сторону
- Контроль полярности (направление электрического тока) при использовании постоянного или постоянного тока
Преимущества и недостатки дуговой сварки
Преимущества
SMAW или Stick Welding требует базового оборудования и подходит для полевых работ, поскольку чрезвычайно портативен.
- Стоимость других методов сварки составляет от 30% до 50%
- Легкое оборудование
- Доступны многие типы электродов
- Хорошо работает в ограниченном пространстве
- Очистка металлической поверхности перед сваркой не такая строгая, как другие методы, такие как TIG
Недостатки
- Необходимо удалить шлак после сварки. Улавливание шлака также является проблемой при формировании включений SMAW, которые необходимо удалить.
- Неиспользованные штыри электрода — сварку необходимо прекратить, когда вы дойдете до последних 2 дюймов электрода
- Брызги
- Низкая относительная скорость SMAW.
- Очистка брызг и удаление шлака трудоемкие
- Создает больше искр и тепла, чем другие методы сварки
- Отслаивание и шлифовка готовых сварных швов образует вредную пыль
- Необходимо остановить процесс сварки для замены использованного электрода и удаления шлака
Брызги и неиспользованные штыри электрода составляют прибл. 44 процента израсходованных электродов.
44 процента израсходованных электродов.
Связанные : Ручная сварка или сварка MIG
Сварочный словарь Fronius
т
TAC
Во время выполнения прихваток с помощью TAC импульсная дуга TIG приводит в движение жидкую сварочную ванну.Это приводит к ускоренному сращиванию элементов и, следовательно, к более короткому процессу прихватывания.Прихватка
Прихватывание относится к соединению компонентов перед фактическим процессом сварки.Тандемная сварка
При тандемной сварке два полностью изолированных проволочных электрода плавятся в сварочной горелке и в общей сварочной ванне. Этот процесс обеспечивает особенно высокую скорость наплавки, которая может быть преобразована в скорость сварки или объемное заполнение. Этот процесс сварки известен в Fronius под торговой маркой TWIN.
Этот процесс обеспечивает особенно высокую скорость наплавки, которая может быть преобразована в скорость сварки или объемное заполнение. Этот процесс сварки известен в Fronius под торговой маркой TWIN.Темпер цвета
Цвета закалки — это поверхностные яркие окраски металлов, обычно вызванные тепловым воздействием и окислением. Этого можно избежать, используя различные формовочные и защитные газы.Теплопроводность
Теплопроводность — это материальная величина, которая описывает, насколько хорошо материал проводит тепло. Материалы с высокой теплопроводностью трудно поддаются сварке и требуют специальной обработки перед началом сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь).Процессы термического соединения
Процессы термического соединения относятся к соединению материалов за счет нагрева и / или применения силы. К ним относятся сварка прессом и сварка плавлением.
К ним относятся сварка прессом и сварка плавлением.TIG AC
Это сварка TIG с использованием переменного тока, при которой полярность электрода быстро меняется с положительной на отрицательную. Он в основном используется при сварке алюминия.Остановка TIG Comfort Stop
Остановка процесса сварки без включения горелки путем кратковременного подъема и опускания электрода.Контактное зажигание TIG
При обычном контактном зажигании TIG вольфрамовый электрод поднимается с заготовки. Затем выполняется заданная последовательность начала сварки.TIG DC
Сварка TIG на постоянном токе, при которой полярность электрода отрицательная на протяжении всего процесса сварки. В исключительных случаях также можно использовать DC plus.
В исключительных случаях также можно использовать DC plus.Наплавочная сварка TIG
Наплавка вольфрамовым электродом в среде инертного газа универсальна и идеально подходит для наплавки высоколегированных металлов и сталей. Процесс сварки обеспечивает высококачественные чистые и точные поверхности с небольшим количеством брызг.Бесконтактное зажигание TIG (высокочастотное зажигание)
При сварке TIG дуга может зажигаться бесконтактным способом.Здесь используется источник высокого напряжения, который временно подключается к высокочастотному и маломощному.Сварка TIG
Сварка вольфрамовым электродом в среде защитного газа — это процесс сварки в защитном газе. Здесь дуга горит между неплавящимся вольфрамовым электродом и заготовкой.
Узнайте больше о сварке TIG
Здесь дуга горит между неплавящимся вольфрамовым электродом и заготовкой.
Узнайте больше о сварке TIGВРЕМЯ процесс
ВРЕМЯ означает переданную ионизированную расплавленную энергию.Процесс сварки TIME является синонимом высокопроизводительной сварки проволокой MAG.Время Твин
С Time Twin два цифровых источника питания, которыми можно управлять по отдельности, работают в одном газовом сопле и в общей сварочной ванне. Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и рентабельность высокопроизводительной сварки.Допуск
Это технический термин для обозначения зазора между двумя листами в продольном направлении и / или по высоте пластин.
Расстояние от резака до заготовки
Расстояние от горелки до заготовки — это расстояние между газовым соплом и заготовкой.Для достижения оптимальных результатов необходимо выбрать правильное расстояние, которое должно оставаться постоянным во время сварки.Логика включения горелки
Можно установить два альтернативных режима работы: 2-тактный и 4-шаговый (разница в том, как работает кнопка горелки). Выбор между этими двумя пошаговыми режимами позволяет сварщику решить, хотят ли они постоянно удерживать спусковой крючок горелки или делать это только для начала и остановки сварки.В 2-тактном режиме кнопка горелки удерживается нажатой во время сварки и отпускается для ее завершения. В 4-тактном режиме триггер нажимается и снова отпускается (то же действие повторяется для завершения сварки). Это облегчает сварщику управление горелкой и работу с ней, что положительно сказывается, особенно при использовании более длинных сварных швов.
Это облегчает сварщику управление горелкой и работу с ней, что положительно сказывается, особенно при использовании более длинных сварных швов.TouchHF
Зажигание с помощью высоковольтных импульсов при прикосновении к заготовке.TPS / i
Эти устройства представляют собой полностью оцифрованные инверторные источники питания с микропроцессорным управлением. Универсальный контроллер контролирует весь процесс сварки. Фактические данные измеряются непрерывно, и устройство немедленно реагирует на любые изменения. Специальные алгоритмы правил обеспечивают поддержание желаемого целевого состояния.Программная система является решающим фактором для свойств сварных швов источников питания, а не жесткая аппаратная система, которую практически невозможно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики.
Подробнее о TPS / i
Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики.
Подробнее о TPS / iTPS / i TWIN Push
Это новейшая сварочная система для тандемной сварки, основанная на системной платформе Fronius TPS / i.Подробнее о TPSI TWIN PushTransPocket
В серию TransPocket входят источники питания для электродной сварки с полностью цифровой инверторной технологией. Эти сварочные системы характеризуются удобством использования, долговечностью, высокой производительностью и мобильностью.Подробнее о TransPocketTransSteel
TransSteel — это полностью оцифрованный инверторный источник питания с микропроцессорным управлением.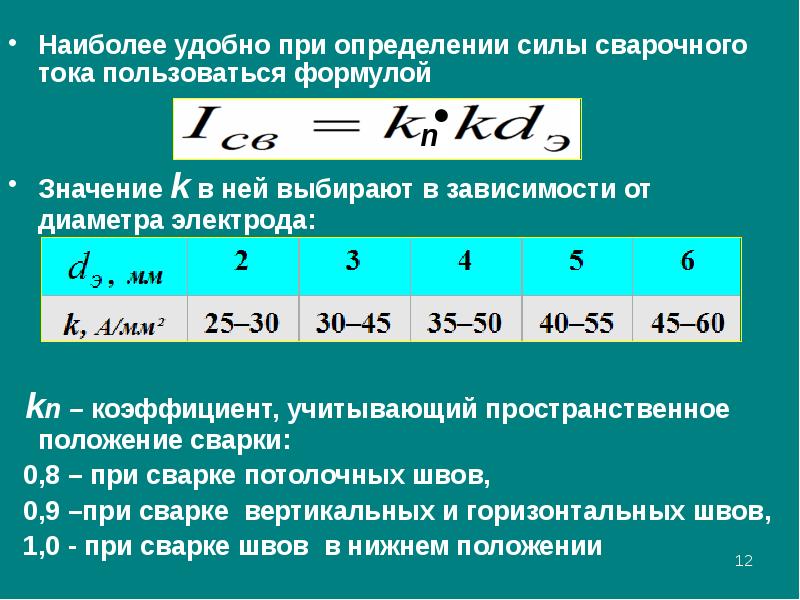 Модульная конструкция и внутреннее программное обеспечение позволяют легко добавлять и обновлять систему.Основное применение — сварка стали методом GMAW. Центральный блок управления связан с цифровым сигнальным процессором. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, поэтому устройство может немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва. Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteel
Модульная конструкция и внутреннее программное обеспечение позволяют легко добавлять и обновлять систему.Основное применение — сварка стали методом GMAW. Центральный блок управления связан с цифровым сигнальным процессором. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, поэтому устройство может немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва. Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteelTransTig
TransTig — это полностью оцифрованная серия TIG, которая может использоваться в приложениях постоянного тока (DC). Подробнее о TransTig
Подробнее о TransTigВольфрамовый электрод
Вольфрамовый электрод является неплавящимся электродом для сварки TIG.Дополнительная информация о вольфрамовых электродахВключения вольфрама
,00 Если вольфрамовый электрод касается сварочной ванны во время сварки TIG, частицы электрода могут попасть в расплавленную массу и вызвать сбои при сварке или включения вольфрама.Виды излучения в электрической дуге
Электрическая дуга излучает видимое излучение, невидимое инфракрасное или тепловое излучение и невидимое ультрафиолетовое излучение.
Разница между процессами сварки SMAW и TIG
Сварка — это один из процессов соединения, с помощью которого два или более твердых компонента могут быть соединены навсегда за счет образования коалесценции с применением тепла, давления и присадочного металла или без него.Существует большое количество сварочных процессов для эффективного и продуктивного соединения самых разных материалов несколькими способами. В зависимости от приложения тепла от внешнего источника во время сварки такие процессы можно разделить на сварку плавлением и сварку в твердом состоянии. При сварке плавлением дополнительное тепло прикладывается к плавлению стыковых поверхностей родительского компонента для осуществления соединения; в то время как при сварке в твердом состоянии тепло не подается напрямую от внешнего источника, вместо этого соединение в основном осуществляется путем приложения давления без плавления стыковых поверхностей.Все процессы дуговой сварки, газовой сварки, контактной сварки и сварки интенсивным пучком энергии относятся к сварке плавлением.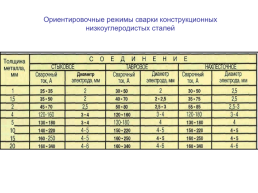
Еще раз, дуговая сварка включает в себя большую группу сварочных процессов, каждый из которых имеет различные возможности с точки зрения качества соединения, обрабатываемого материала, возможного положения, времени сварки и производительности. Известные примеры включают ручную дуговую сварку металлическим электродом, газовую дуговую сварку металлическим электродом, дуговую сварку вольфрамовым электродом вольфрамовым электродом, дуговую сварку флюсом, сварку под флюсом и т. Д. В каждом процессе дуговой сварки между электродом и проводящими основными компонентами образуется электрическая дуга при наличии достаточная разность потенциалов.Эта дуга является основным источником тепла для сплавления стыковых поверхностей компонентов. SMAW и TIG являются процессами дуговой сварки и основываются на одном основном принципе; однако у каждого из них разные возможности и приложения.
Дуговая сварка в защитном металлическом корпусе (SMAW) , также называемая ручной дуговой сваркой металлическим электродом (MMAW), представляет собой один из процессов дуговой сварки, при котором дуга образуется между плавящимся электродом и основным металлом. В основном это выполняется вручную. Расходный электрод обеспечивает заполнение корневого зазора, поэтому дополнительный наполнитель не требуется.Электрод покрыт подходящим флюсом для защиты от коррозии. Этот флюс также распадается во время сварки с образованием защитного газа. Сварка вольфрамовым электродом в инертном газе (TIG) Сварка , официально известная как дуговая сварка вольфрамовым электродом (GTAW), также является одним из процессов дуговой сварки, при котором дуга возникает между неплавящимся электродом и основным металлом. Таким образом, при необходимости можно подавать присадку дополнительно путем подачи присадочного прутка в зону сварки. Инертный защитный газ также подается из дополнительного источника для защиты сварного шва.В то время как SMAW более гибок и имеет разнообразные приложения, TIG может обеспечивать надежные, бездефектные и, по всей видимости, хорошие соединения. Различные различия между процессами сварки SMAW и TIG приведены ниже в виде таблицы.
В основном это выполняется вручную. Расходный электрод обеспечивает заполнение корневого зазора, поэтому дополнительный наполнитель не требуется.Электрод покрыт подходящим флюсом для защиты от коррозии. Этот флюс также распадается во время сварки с образованием защитного газа. Сварка вольфрамовым электродом в инертном газе (TIG) Сварка , официально известная как дуговая сварка вольфрамовым электродом (GTAW), также является одним из процессов дуговой сварки, при котором дуга возникает между неплавящимся электродом и основным металлом. Таким образом, при необходимости можно подавать присадку дополнительно путем подачи присадочного прутка в зону сварки. Инертный защитный газ также подается из дополнительного источника для защиты сварного шва.В то время как SMAW более гибок и имеет разнообразные приложения, TIG может обеспечивать надежные, бездефектные и, по всей видимости, хорошие соединения. Различные различия между процессами сварки SMAW и TIG приведены ниже в виде таблицы.
| SMAW | TIG |
|---|---|
| SMAW использует расходуемый электрод. | ВTIG используется неплавящийся электрод. |
| Присадочный материал подается самим электродом. | Требуется подать присадочный металл дополнительно путем подачи стержня фильтра. |
| Материал электрода обычно аналогичен основному материалу. | Электрод изготовлен из вольфрама с легирующими элементами. Это независимо от основного материала. |
| Подходит только для однородной сварки. | Подходит для автогенной сварки. Также может выполняться в гомогенном и гетерогамном режимах. |
| Электрод покрыт подходящим флюсом. | Использует неизолированный электрод. |
| Флюсовое покрытие электрода разрушается во время сварки с образованием защитного газа. | Защитный газ подается от внешнего источника по трубопроводу и горелке / соплу. |
| SMAW при сварке образует брызги, которые ухудшают внешний вид. | Сварка TIG без брызг. |
| Выполняется вручную и процесс довольно простой. | Это можно сделать вручную или с помощью некоторых автоматических устройств.Процесс не так прост в исполнении и требует обученного сварщика. |
| Это сравнительно быстрый процесс, но качество стыков не очень хорошее. Он обычно используется в быту и общепромышленном применении. | Это не очень быстрый процесс, но с его помощью можно получить надежное, надежное и качественное соединение. Он в основном используется в сложных промышленных соединениях. |
| Он гибкий и может выполняться на большом расстоянии в различных положениях сварки. | Это невозможно выполнить в удаленном месте, если до него не достанет фонарик. |
Расходуемый и неплавящийся электрод и присадочный металл: Расходуемый электрод — это электрод, который плавится во время дуговой сварки и подает необходимый присадочный металл для заполнения корневого зазора между основными компонентами. Таким образом, дополнительный присадочный металл не требуется. Напротив, неплавящийся электрод не плавится во время сварки, поэтому при необходимости требуется дополнительная подача присадочного материала.Заполнитель может не потребоваться, если корневой зазор слишком мал или опорные пластины тонкие. В дуговой сварке защищенным металлическим электродом используется плавящийся электрод, и, таким образом, электрод обеспечивает присадку. Сварка вольфрамом в среде защитного газа выполняется неплавящимся электродом, поэтому присадочный материал подается путем подачи дополнительного присадочного стержня в зону сварки, когда это необходимо.
Таким образом, дополнительный присадочный металл не требуется. Напротив, неплавящийся электрод не плавится во время сварки, поэтому при необходимости требуется дополнительная подача присадочного материала.Заполнитель может не потребоваться, если корневой зазор слишком мал или опорные пластины тонкие. В дуговой сварке защищенным металлическим электродом используется плавящийся электрод, и, таким образом, электрод обеспечивает присадку. Сварка вольфрамом в среде защитного газа выполняется неплавящимся электродом, поэтому присадочный материал подается путем подачи дополнительного присадочного стержня в зону сварки, когда это необходимо.
Материал электрода: Каждый электрод для дуговой сварки должен быть электропроводным, чтобы возникла дуга за счет лавины потока электронов между концом электрода и поверхностью базовой пластины.Электрод SMAW представляет собой стержень малого диаметра длиной 2 — 3 фута. Состав этого электродного металла более или менее аналогичен составу основных металлов. Следовательно, электрод SMAW бывает из разных материалов, и совместимый может быть выбран в первую очередь на основе основного материала. Напротив, сварочный электрод TIG не зависит от рабочего материала, поскольку он не плавится и не осаждается на сварном шве. Электрод TIG изготовлен из титана (самая высокая температура плавления) с некоторыми легирующими элементами, такими как торий, оксид лантана, оксид церия и диоксид циркония, для улучшения различных сварочных характеристик, таких как коэффициент излучения электронов, эрозия электрода и т. Д.
Следовательно, электрод SMAW бывает из разных материалов, и совместимый может быть выбран в первую очередь на основе основного материала. Напротив, сварочный электрод TIG не зависит от рабочего материала, поскольку он не плавится и не осаждается на сварном шве. Электрод TIG изготовлен из титана (самая высокая температура плавления) с некоторыми легирующими элементами, такими как торий, оксид лантана, оксид церия и диоксид циркония, для улучшения различных сварочных характеристик, таких как коэффициент излучения электронов, эрозия электрода и т. Д.
Три режима сварки: Как упоминалось ранее, присадочный материал не обязательно требуется во время сварки, особенно когда корневой зазор очень мал или опорные плиты тонкие. Однако, если применяется наполнитель, его металлургический состав должен быть совместим с составом основных материалов. Дуговая сварка может выполняться в трех различных режимах: автогенном, однородном и неоднородном. Когда соединение осуществляется без наполнителя, это называется автогенным режимом. Когда применяется наполнитель, и состав наполнителя почти аналогичен составу основного металла, это называется гомогенным режимом. Если состав присадки существенно отличается от состава основного металла, то это называют гетерогенным режимом. Так как для процесса SMAW (плавящегося электрода) присущ наполнитель, то его нельзя проводить в автогенном режиме. Он особенно подходит для гомогенного режима; в то время как TIG особенно подходит для автогенного режима. Однако TIG может также удовлетворительно применяться для двух других режимов; однако совместимый наполнитель необходимо подавать дополнительно с постоянной скоростью (процесс будет сложным).
Когда применяется наполнитель, и состав наполнителя почти аналогичен составу основного металла, это называется гомогенным режимом. Если состав присадки существенно отличается от состава основного металла, то это называют гетерогенным режимом. Так как для процесса SMAW (плавящегося электрода) присущ наполнитель, то его нельзя проводить в автогенном режиме. Он особенно подходит для гомогенного режима; в то время как TIG особенно подходит для автогенного режима. Однако TIG может также удовлетворительно применяться для двух других режимов; однако совместимый наполнитель необходимо подавать дополнительно с постоянной скоростью (процесс будет сложным).
Покрытие электродов и защитный газ: Электроды для дуговой сварки могут быть с покрытием или без покрытия. Покрытие обычно используется для защиты электрода от коррозии. Электрод с флюсовым покрытием дает еще одно преимущество. Во время сварки этот флюс распадается с образованием достаточного количества инертного газа, который может вытеснить кислород из зоны сварки и впоследствии защищает горячий сварной шов от окисления или другого загрязнения. Такое экранирование обязательно необходимо для получения бездефектной сварки. Если электрод является оголенным, необходимо подавать защитный газ от внешнего источника (например, газового баллона) с помощью подходящих принадлежностей.В SMAW используется электрод с флюсовым покрытием, поэтому флюс подает защитный газ во время сварки. В отличие от этого, при сварке TIG используется неизолированный вольфрамовый электрод, поэтому требуется подача защитного газа извне.
Такое экранирование обязательно необходимо для получения бездефектной сварки. Если электрод является оголенным, необходимо подавать защитный газ от внешнего источника (например, газового баллона) с помощью подходящих принадлежностей.В SMAW используется электрод с флюсовым покрытием, поэтому флюс подает защитный газ во время сварки. В отличие от этого, при сварке TIG используется неизолированный вольфрамовый электрод, поэтому требуется подача защитного газа извне.
Сварочные брызги: В контексте дуговой сварки брызги — это крошечные капли расплавленного присадочного металла, которые выходят из зоны сварки в основном из-за рассеяния электрической дуги. Это разбрызгивание вызывает потерю дорогостоящего присадочного металла, а также снижает скорость его осаждения.Это также делает дугу нестабильной, что затрудняет ее поддержание. Нежелательное осаждение металлических капель вокруг сварного шва также ухудшает внешний вид и иногда требует дополнительной последующей обработки, например шлифовки. Определенным процессам дуговой сварки свойственно образование брызг даже при оптимальном наборе параметров. Дуговая сварка защищенным металлом — один из таких методов, который всегда связан с разбрызгиванием. Однако уровень разбрызгивания можно минимизировать, используя оптимальные параметры процесса, должным образом очищая поверхность основного металла и контролируя окружающую среду желаемым образом.Сварка TIG обычно не имеет дефектов, связанных с разбрызгиванием и разбрызгиванием.
Определенным процессам дуговой сварки свойственно образование брызг даже при оптимальном наборе параметров. Дуговая сварка защищенным металлом — один из таких методов, который всегда связан с разбрызгиванием. Однако уровень разбрызгивания можно минимизировать, используя оптимальные параметры процесса, должным образом очищая поверхность основного металла и контролируя окружающую среду желаемым образом.Сварка TIG обычно не имеет дефектов, связанных с разбрызгиванием и разбрызгиванием.
Ручное и автоматическое управление и качество соединения: Дуговая сварка в экранированном металле выполняется вручную, поэтому ее также называют ручной дуговой сваркой. Поэтому поддерживать постоянную длину дуги, направление сварки, скорость подачи и т. Д. Довольно сложно; но такие параметры влияют на качество и прочность соединения. Соответственно, качество сварки зависит от опыта и способностей сварщика. Однако зажигание и поддержание дуги довольно просто.Никакого наполнителя также подавать дополнительно не требуется.