Роботизированная наплавка рельсов
Журнал Сварщик, 2017г, №3 (115)
Раздел: Роботизация сварочного производства
Авторы:
С. В. Хлебников, ОАО «Новосибирский стрелочный завод»,
С. В. Дубовецкий, С. В. Можаев, Д. В. Плющ, А. Е. Шершенюк, ООО «НАВКО-ТЕХ» (Киев)
В конструкции железнодорожного стрелочного перевода имеются два ответственных сварных соединения. Первое — соединение рельсовых окончаний, выполняемое дуговой многопроходной сваркой со стороны головки и подошвы рельса. Второе — соединение литой части крестовины из высокомарганцовистой стали с рельсовыми окончаниями (рельсами) из углеродистой стали.
На ведущих стрелочных заводах (г. Муром, г. Новосибирск и г. Экибастуз) первое соединение сваривается на автоматических установках модели АС364 производства ООО «НАВКО-ТЕХ».
Второе соединение в настоящее время выполняется через промежуточную хромоникелевую вставку контактной стыковой сваркой. Сварка этого соединения производится в два этапа. Вначале к рельсовому окончанию приваривают вставку (первый стык), которую затем обрезают до необходимой длины и приваривают к ней литой сердечник (второй стык).
Существующая технология очень трудоемка и продолжительна. Дорогостоящим и дефицитным является хромоникелевый профиль, изготавливаемый фрезерованием из цельного куска металла или профиля-заготовки. Сечение вставки должно соответствовать сечению рельса или сваренных между собой рельсовых окончаний (т. н. «штанов»).
На ОАО «Новосибирский стрелочный завод» («НСЗ») было предложено выполнять промежуточную вставку путем дуговой наплавки хромоникелевой проволокой аустенитного класса на торец рельсов или рельсовых окончаний. После наплавки нужного количества металла образовавшуюся вставку обрабатывают, придавая ей форму и требуемые размеры профиля. Окончательное соединение рельса или рельсового окончания с крестовиной выполняют контактной сваркой.
Для автоматизации процесса наплавки предприятием ООО «НАВКО-ТЕХ» был спроектирован, изготовлен и введен в эксплуатацию на ОАО «НСЗ» робототехнологический комплекс РК757-Н, включающий промышленный робот фирмы FANUC (Япония).
Комплекс РК757-Н позволяет выполнять многослойную наплавку на торец рельса и рельсового окончания крестовины длиной 1000–3000 мм слоя нержавеющей стали толщиной до 25 мм (рис. 3).
Несколько первых слоев наплавляются дуговым способом СМТ (Сold Metal Transfer, фирма Fronius), последующие слои — МИГ-сваркой. Для лучшего формирования наплавляемого профиля рельс наклонен относительно вертикальной оси на небольшой угол. Наплавка выполняется с принудительным формированием боковой наплавляемой поверхности и с сопутствующим водяным охлаждением формирующих приспособлений.
Приспособления для наплавки торца рельса или рельсового окончания сменные и быстро перенастраиваемые.
Принцип действия комплекса. В горизонтально расположенном сборочном приспособлении рабочий-оператор устанавливает рельсы (до 3 шт.) или рельсовые окончания (до 2 шт.), базируя их по наплавляемому торцу и фиксируя прижимами. Затем с помощью тельфера он опускает (опрокидывает) приспособление вместе с деталями в приямок. При этом рабочий защищен от возможных не санкционированных перемещений робота защитным экраном, а безопасность в области сборки обеспечивается световым барьером. После установки сборочного приспособления в рабочее положение, оператор убирает базирующие упоры и устанавливает на наплавляемые изделия водоохлаждаемые формирующие приспособления.
Далее выполняется поочередная наплавка необходимого количестваской автоматической очисткой и смазкой горелки. слоев нержавеющей стали с периодиче
Предложенная технология обеспечила высокую производительность и стабильность качества наплавленного слоя. А главное — применение наплавки способом СМТ, по сравнению с другими способами наплавки в защитных газах, позволило выполнять процесс с минимальным тепловложением в основной металл и минимальным перемешиванием с металлом основы (менее 5% в первом и около 1% во втором слое).
Ширина зоны сплавления при СМТ наплавке оказалась в два раза уже, чем при обычном МИГ способе (50 мкм против 100 мкм).
Это отразилось на прочности и пластичности сварного соединения. При допустимых показателях прочности и пластичности (не менее 1 250 кН и 15 мм соответственно [3]) при испытаниях на статический трехточечный изгиб образцы, сваренные по новой технологии, разрушились при нагрузке в 1,5 раза превышающей допустимую. Стрела прогиба при этом достигала 70 мм.
С более подробной информацией о предприятии ООО «НАВКО-ТЕХ» и описанием выпускаемых им установок и роботов можно ознакомиться на сайте:
Роботизированная система измерения и наплавки деталей автосцепки СА-3
Особенности
|
||
Система реализует отдельно процесс измерения корпуса автосцепки (с измерениями параметров кармана), процесс измерения деталей автосцепки, управление наплавкой поверхностей большого и малого зуба, хвостовика и управление загрузкой-выгрузкой деталей на позиции.
Измерения корпуса. Корпус автосцепки подается на поворотный зажим, где он им фиксируется. Первоначально проводится сканирование лазерной измерительной головкой всех изнашиваемых и базовых поверхностей корпуса. Далее робот-манипулятор автоматически меняет инструмент на измерительную головку кармана и проводит сканирование внутренней полости кармана.
Корпус автосцепки подается на поворотный зажим, где он им фиксируется. Первоначально проводится сканирование лазерной измерительной головкой всех изнашиваемых и базовых поверхностей корпуса. Далее робот-манипулятор автоматически меняет инструмент на измерительную головку кармана и проводит сканирование внутренней полости кармана.
Измерения деталей. Все детали размещаются на столе-держателе рамного типа, при этом требование к точности их размещения невысокое. В процессе измерений робот-манипулятор сканирует лазерной измерительной головкой по поверхности каждой детали. Управляющий компьютер принимает измерительную информацию и при помощи специального программного обеспечения проводит расчет всех геометрических параметров с занесением результатов в базу данных и печатью отчета.
Наплавка корпуса автосцепки. При наплавке робот-манипулятор меняет инструмент на сварочную горелку и по траектории, рассчитанной при лазерном сканировании, производит наплавку изнашиваемых поверхностей. При наплавке поворотный держатель переворачивает корпус автосцепки соответствующим образом.
Общий состав системы для измерения и наплавки:
- измерительная система:
- лазерная сканирующая головка с креплением на робот;
- лазерная сканирующая головка для измерения геометрических параметров кармана с креплением на робот;
- вычислительный шкаф на базе компактного промышленного компьютера;
- комплект программного обеспечения;
- комплект соединительных кабелей.
- манипулятор PanasonicTA1800 в комплекте со сварочным оборудованием и платой расширения дискретный входов-выходов;
- поворотный держатель корпуса автосцепки с зажимом;
- приспособление для размещения деталей автосцепки;
- устройство смены инструмента: две лазерные измерительные головки, горелка.
Основные технические характеристики измерительной системы:
-
время измерения корпуса, сек.
 , не более – 80;
, не более – 80; - время измерения деталей, сек., не более – 110;
- точность измерения геометрических параметров, мм – 0,2.
 , не более – 80;
, не более – 80;Функции вычислительного шкафа:
- задание траектории сканирования измерительными головками;
- по результатам измерений вычисление величин наплавок на изнашиваемые поверхности и задание роботу номеров заложенных в него наплавочный программ для их выполнения;
- полное управление режимами робота (авария, статусные сигналы при наплавке, сигналы защиты и т.д.).
Лазерная наплавка, Stork Gears & Services (Нидерланды)
Увеличение срока службы компонентов с высоким износом
Лазерная наплавка или напыление имеет множество применений и используется для модификации и ремонта различных изделий. Изделий, которые подвергаются воздействию абразивов и работают в агрессивной среде.
Существующие методы сварки применительно к наплавке требуют большое внесение тепла в наплавляемое изделие, что может привести к деформации и изменению размеров. Тепловую мощность лазерного луча можно точно контролировать.
Поэтому этот вид наплавки подходит для ремонта всех видов повреждений. В том числе и для изготовления новых компонентов, которые требуют минимального искажения геометрии и максимально высокой точности.
После тщательного исследования в сотрудничестве с научно-исследовательскими институтами мирового уровня компания Stork Gears & Services, Нидерланды открыла для себя огромные преимущества и возможности лазерного напыления.
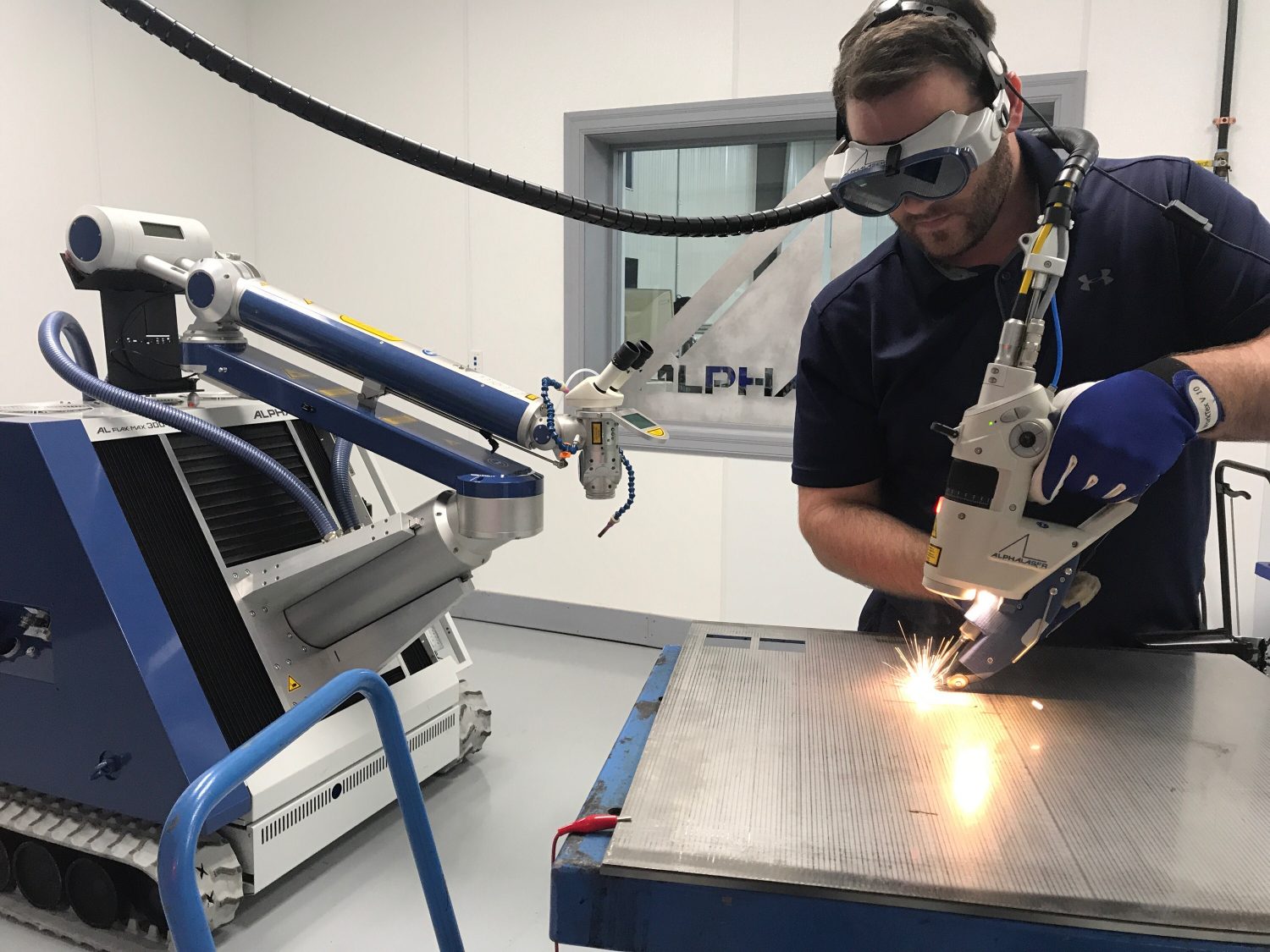
Сварочный робот для манипулирования лазерной головкой
Для манипулирования лазерной головкой с порошковым напылением они используют сварочный робот фирмы CLOOS. Сварочная головка разработана таким образом, что металл подается в рабочую зону в виде порошка.
Наплавка может быть использована для следующих целей:
- — Нанесение новое покрытие на изделие
- — Обновление существующих компонентов, применяя покрытие, которое отвечает конкретным требованиям
- — Восстановления изношенных частей в свои размеры
Наплавляемые материалы:
— Нержавеющая сталь
— Никель- и кобальтовые сплавы
— Бронза
Преимущества лазерной наплавки
Важные технические и экономические преимущества по сравнению с традиционными методами наплавки:
- — Высокая точность и высокое качество
- — Быстрое время ремонта и восстановления
- — 100% сцепление
- — Минимальное перемешивание наплавляемого слоя с основным металлом
- — Минимальные тепловложения и искажения размеров изделия
Свойства наплавленного слоя:
- — Отсутствует пористость
- — Однородное распределение элементов
- — Отличный контроль толщины слоя
- — Минимум перемешивания
Некотрые примеры применений:
Материалы взяты с сайта компании Stork Gears & Services
Металлообработка роботом
Сварка является одним из основных направлений применений промышленных роботов.
Основными критериями, указывающими на необходимость внедрения роботизированного сварочного комплекса, является серийность выпускаемой продукции и/или наличие сложных сварных соединений, требующих высокой квалификации сварщика.
В связи с востребованностью данного направления значительная часть производителей профессионального сварочного оборудования — Esab, Fronius, Kemppi, EWM, Dinse выпускает свои решения для применения в комплексе с промышленными роботами. Внедряются роботизированные комплекс MIG, TIG, лазерной, гибридной, контактной сварки, сварки трением.
Для определения смещения заготовки и корректировки сварочного шва применяются вспомогательные оптические и лазерные системы.
Применение позиционеров (вращателей) и линейных осей в составе роботизированного сварочного комплекса позволяет осуществлять сварку крупногабаритных изделий, варить швы большой протяжённости с неизменно стабильными характеристиками.
Для повышения производительности в рамках одного роботизированного сварочного комплекса могут применяться несколько промышленных роботов, одновременно осуществляющих сварку изделия.
Новым востребованным направлением является осуществление роботизированной наплавки. Наплавку производят при восстановлении изношенных и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д.
Отличительной особенностью роботизированных комплексов для сварки и наплавки является их гибкость, возможность оперативного перепрограммирования при смене свариваемого изделия.
ПРИМЕР
ТИГ сварка с присадкой.
Основные компоненты системы:
- Робот KUKA KR16,
- Позиционер KUKA DKP400,
- Сварочная машина Fronius MagicWave 2500 AC/DC,
- Сварочная оснастка разработанная и изготовленная исходя из конструктивных особенностей деталей Заказчика,
- Сварочный стол для крепления заготовок,
- Единая монтажная платформа,
- Система безопасности ячейки,
-
Система автоматического лазерного поиска заготовки в пространстве.

Комплекс реализован у одного из ведущих производителей и поставщиков медицинского и лабораторного оборудования.
ШЛИФОВКА И СЛЕСАРНАЯ ОБРАБОТКАИнтеграция современных промышленных роботов и металлообрабатывающего инструмента – электрических или пневматических шпинделей, позволяет проектировать, и изготавливать роботизированные комплексы для шлифовки и слесарной обработки изделий.
Роботизированные комплексы для шлифовки и слесарной обработки изделий способны в полностью автоматическом режиме осуществлять обработку изделий – удаление заусенцев и облоя от литья с высокой точностью. В зависимости от материала изделия и типа обрабатываемой поверхности может быть реализована автоматическая смена инструмента и режима обработки, последовательная обработка изделия несколькими инструментами. Для корректировки результатов обработки могут применяться системы технического зрения.
В рамках роботизированного комплекса может быть реализована установка герметичной кабины с замкнутой системой вентиляции, включая взрывобезопасное исполнение.
ПРИМЕР
Роботизированный комплекс для обработки торцов пружин в соответствии с рассчитанной моделью.
Комплекс состоит из манипулятора KUKA, установки плазменной резки (установлена стационарно), шлифовальной машины, специально разработанного универсального захвата, системы безопасности.
Применяется при производстве различных пружин на заказ. Использование данного оборудования позволят изготавливать пружины, реальные характеристики которых точно соответствуют указанным заказчиком.
БИКАТОДНАЯ ТЕХНОЛОГИЯ SpeedClad — Технологический центр
НАПЛАВКА
Наплавка – это особый процесс, в котором механизированная сварка плавлением используется для покрытия компонентов коррозионно-устойчивыми и износостойкими сплавами, многократно продлевающими срок службы изделий, работающих в агрессивных средах, в сочетании с высокими температурами и абразивным воздействием.
Сфера применения – в основном нефтяная и газовая промышленность, а также строительство атомных станций. Наилучшие результаты по качеству и надежности показывает наплавка неплавящимся электродом в защитном газе с присадкой горячей проволоки TIG HOT WIRE (THW). Однако до сих пор эта технология ограничивалась одним существенным недостатком: достаточно низкой производительностью, что приводило к неэффективности производственного процесса.
ПРЕИМУЩЕСТВА SpeedClad
Благодаря SpeedClad компания Fronius достигла радикального увеличения экономической эффективности процесса TIG HOT WIRE при сохранении высокого качества наплавленного металла. Секрет процесса SpeedClad – в особых характеристиках дуги. Использование двух вольфрамовых электродов в одной сварочной ванне обеспечивает получение «мягкой» дуги. «Мягкость» в данном контексте означает пониженное давление дуги, за счет увеличения размеров сварочной ванны, что позволяет существенно увеличить скорость наплавки с одновременным увеличением количества наплавляемого металла за единицу времени (кг/час). Результат – максимальная производительность, особенно при наплавке крупных изделий.
Область применения:
- Вертикальная наплавка внутренних и внешних поверхностей изделий для нефтегазовой промышленности;
- Горизонтальная наплавка труб, патрубков снаружи и изнутри.
Сказанное выше позволяет сделать вывод об экономической эффективности SpeedClad: Одна наплавочная система, оснащенная этим процессом, может заменить две традиционные установки для наплавки неплавящимся электродом в защитном газе с присадкой горячей проволоки THW.
HOT WIRE
НАПЛАВКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА С ПРИСАДКОЙ ГОРЯЧЕЙ ПРОВОЛОКИ
В настоящее время TIG-процесс является универсальным методом сварки применительно к обрабатываемым материалам, параметрам сварки и толщине поверхности. При помощи этого сварочного процесса можно производить сварочные швы высокого качества, при условии, если эксплуатируется аппарат квалифицированными сварщиками или процесс механизирован. Однако, из экономических соображений, этот сварочный процесс часто отклонялся, так как достигаемые результаты по производительности наплавки не конкурировали с результатами, получаемыми при использовании других видов сварки. Проработка вопроса о повышении эффективности TIG-процесса, привела к внедрению специального высокоэффективного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы FRONIUS (Австрия).
Однако, из экономических соображений, этот сварочный процесс часто отклонялся, так как достигаемые результаты по производительности наплавки не конкурировали с результатами, получаемыми при использовании других видов сварки. Проработка вопроса о повышении эффективности TIG-процесса, привела к внедрению специального высокоэффективного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы FRONIUS (Австрия).
Плавление базового материала происходит под воздействием электрической дуги TIG, возникающей между неплавящимся электродом и базовым (свариваемым) металлом, от источника постоянного тока или источника, работающего как на постоянном, так и на переменном токе. Система подачи проволоки обеспечивает постоянную подачу материала в сварочную ванну. Благодаря дополнительному источнику питания через контактный наконечник подается напряжение на проволоку и за счет сопротивления на свободном конце подающейся проволоки, происходит ее нагрев. Для этого может быть использован как источник питания постоянного тока, так и источник, работающий на постоянном и переменном токах. Увеличение длины вылета подающейся проволоки ведет к повышению производительности наплавки. Причиной является увеличение электрического сопротивления на этом отрезке проволоки и связанное с этим повышение температуры свободного конца проволоки. Выделяющееся количество теплоты (в джоулях) пропорционально произведению силы тока в квадрате на сопротивление (l2хR).
|
Сварочный процесс |
Производитель-ность наплавки кг/ч |
Размер технологического отверстия доступа |
Ограничения* Отклонения |
|
Электрошлаковая сварка Лист: 60 мм |
13…22 |
>600мм |
Только ровные поверхности |
|
Сварка под флюсом Лист:60мм |
7…14 |
>600мм |
Ограниченные формы |
|
Сварка MAG |
2…5 |
>50мм |
Ограниченные формы |
|
TIG сварка Горячей проволокой |
1,5…5 |
>50мм |
Большинство форм |
В то время как при ручной сварке TIG холодной проволокой обычно достигаются скорости около 20 см/мин, при механизированной сварке TIG горячей проволокой можно достигнуть скоростей в пределах от 80 до 100 см/мин. Результатами являются: меньшие затраты времени на сварку, более узкие зоны теплового воздействия, меньший риск возникновения горячих трещин и меньшее перемешивание с основным металлом. Это, в свою очередь, повышает коррозионную стойкость сварного шва.
Результатами являются: меньшие затраты времени на сварку, более узкие зоны теплового воздействия, меньший риск возникновения горячих трещин и меньшее перемешивание с основным металлом. Это, в свою очередь, повышает коррозионную стойкость сварного шва.
Преимущества процесса TIG HOT WIRE
по сравнению со сваркой TIG холодной проволокой:
более высокий коэффициент наплавки (до 60%), более высокая скорость сварки (до 10%), снижение уровня растворения (до 60%), большие объемы наплавки (30% — 50%) при одинаковой скорости сварки и силе тока
по сравнению со сваркой под флюсом
нет дорогого сварочного флюса, визуальный контроль за сварочной ванной, нет дорогих запасных частей
по сравнению со сваркой ручным электродом
нет необходимости менять электроды, не нужно удалять шлак, более высокая скорость наплавки
по сравнению со сваркой MAG
высокое качество сварки, сварка любых высококачественных сплавов
отсутствие брызг
Область применения процесса TIG hot wire
TIG cварка горячей проволокой может быть разделена на два типа: стыковая сварка и наплавка. Сварка возможна в любых положениях.
Статья о процессе SpeedClad в журнале «Автоматическая сварка»
Буклет
Подробности по телефону: +7 499 780-21-10
АЭМ-технологии
Петрозаводский филиал АО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш; является членом Карельского регионального отделения СоюзМаш России) ввёл в эксплуатацию лазерный роботизированный наплавочный комплекс, который предназначен для наплавки антикоррозийных и твёрдосплавных покрытий. Комплекс произведён в России с использованием комплектующих ведущих мировых производителей. Это первый опыт эксплуатации подобной установки в Северо-Западном федеральном округе.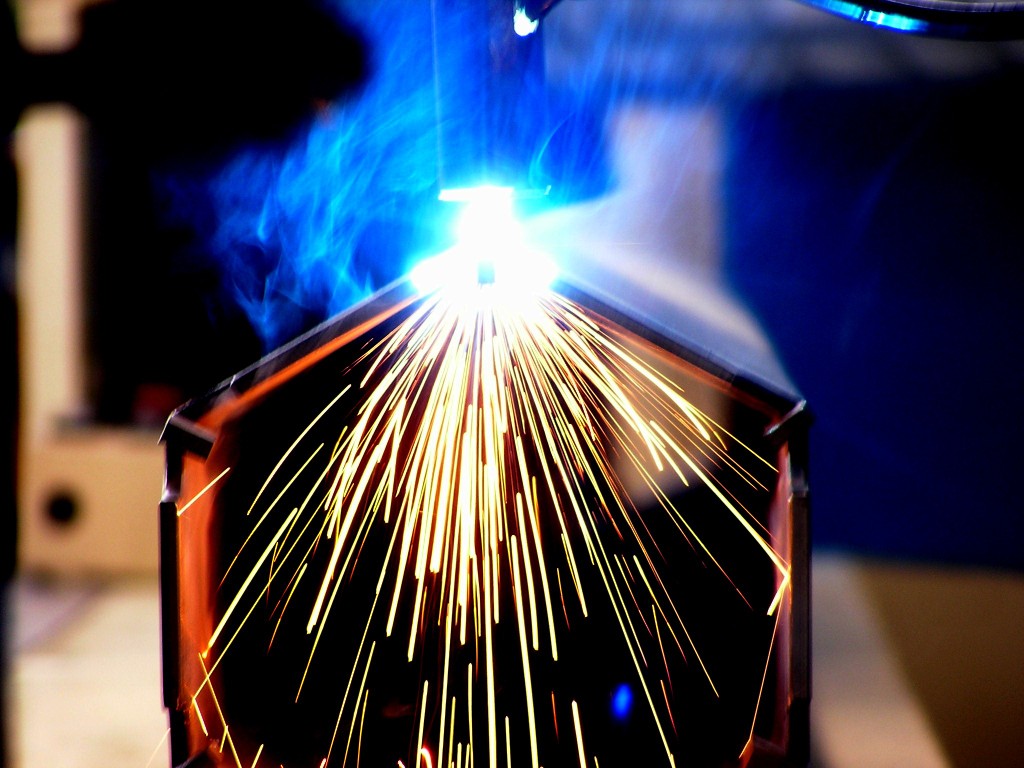
Комплекс позволяет выполнять наплавку на плоские поверхности, а также тела вращения. В составе оборудования — промышленный робот Fanuc с электрическим сервоприводом, имеет 6 степеней свободы и радиус рабочей зоны до 1,6 м. Автоматизированная система управления позволяет оператору вести непрерывный мониторинг процесса наплавки. Система активной безопасности обеспечивает защиту персонала от лазерного излучения.
«Это новая веха в сварочных и наплавочных работах не только на нашем предприятии, но и новое слово в развитии технологий атомной отрасли. Надеюсь, мы сможем добиться положительного результата НИОКР и в ближайшие несколько лет введём применение лазерной наплавки в нормативную базу по изготовлению оборудования для атомных электростанций», — сказал директор филиала «Петрозаводскмаш» Павел Марченко.
Первым шагом по освоению лазерных наплавочных технологий станет разработка технологии нанесения твёрдосплавного покрытия на детали трубопроводной арматуры. В отличие от плазменной технологии нанесения покрытий, которая сейчас используется на Петрозаводскмаше, лазерный метод позволит в разы уменьшить толщину наплавки. При новом способе в полтора раза снижается температура предварительного подогрева основного металла. Кроме того, низкая степень проплавления и перемешивания с основным металлом позволяет получать необходимую твёрдость покрытия уже на первом слое.
Приобретение роботизированного комплекса для лазерной наплавки — совместный проект Петрозаводскмаша и двух опорных региональных вузов — Владимирского и Петрозаводского государственных университетов. В ближайшее время предприятие приступает к выполнению на новом оборудовании научно-исследовательских и опытно-конструкторских работ по программам, согласованным с головной материаловедческой организацией атомной отрасли — государственным научным центром РФ «Центральный научно-исследовательский институт технологии машиностроения» (АО «НПО «ЦНИИТМАШ» также входит в машиностроительный дивизион Росатома — Атомэнергомаш).
***
Акционерное общество «АЭМ-технологии», основанное в 2007 году в структуре АО «Атомэнергомаш» — машиностроительного дивизиона государственной корпорации «Росатом», в настоящее время является одной из ведущих российских компаний в области энергетического машиностроения, член «Союза машиностроителей России». В структуре компании инжиниринговый центр, укомплектованный опытными конструкторами и технологами, а также две производственные площадки: Филиал АО «АЭМ-технологии» «Петрозаводскмаш» в Петрозаводске и Филиал АО «АЭМ-технологии» «Атоммаш» в Волгодонске.
WELDEX / Россварка 18.10.2011 — 21.10.2011 в выставочном центре «Сокольники»
- Организаторы:
- Компания «Элсвар», ООО «МВК»
- Место проведения:
- Россия, Москва, МПЦ «Сокольники», павильоны: 4, 4.1
- Дата проведения:
- Официальный сайт:
- www.weldex.ru
- Официальная поддержка:
- Министерство промышленности и торговли РФ, Московская межотраслевая ассоциация главных сварщиков, Российское научно-техническое сварочное общество
О проекте:
«WELDEX/Россварка — 2011» — 11-я Международная специализированная выставка сварочных материалов, оборудования и технологий
При содействии:
- EWA ( European Welding Association)
Под патронатом:
- Торгово-промышленной палаты РФ
- правительства Москвы
- Московской торгово-промышленной палаты
Генеральный информационный спонсор:
- Журнал «Сварочное производство»
Цели выставки:
- продемонстрировать достижения производства в отрасли;
- способствовать расширению международного научно-технического сотрудничества и долгосрочных коммерческих связей;
- способствовать развитию кооперационных связей производителей продукции со своими поставщиками и потребителями;
- продемонстрировать новейшие достижения науки и содействовать их внедрению в производство.

Основные особенности выставки:
- актуальность тематики, обусловленная потребностью в замене устаревшей сварочной техники и внедрении новейших сварочных технологий промышленными предприятиями России;
- узкая специализация выставки, создающая наилучшие условия работы как для участников, так и для посетителей выставки.
Тематические разделы выставки:
- Дуговая и аргонная сварка металла: ручная механизированная, автоматическая роботизированная. Вибродуговая наплавка деталей, восстановление наплавкой. Оборудование и технологии дуговой и аргонной сварки металла, вибродуговой наплавки.
- Газовая, плазменная, газопламенная обработка металла: газопламенная сварка, наплавка деталей, термическая газовая и плазменная резка. Газосварочное оборудование, аппараты, станки и технологии газопламенной, газовой, плазменной сварки и наплавки металла. Оборудование, станки, машины и технологии для термической газовой и плазменной резки металла.
- Лазерная сварка, резка, наплавка металлов: ручная, механизированная, роботизированная. Оборудование, станки и технологии для лазерной сварки, наплавки и резки лазером.
- Контактная сварка. Оборудование и технологии для контактной сварки.
- Оборудование и технологии для сварки пластмасс.
- Оборудование и технологии производства сварочных материалов.
- Пайка металлов: газовая, лазерная. Оборудование (аппараты, агрегаты) и технологии для газовой, лазерной пайки металлов (стали, алюминия и других).
- Клепка металла и других материалов. Оборудование, технологии и материалы для создания неразъемных соединений методом клепки металла и других материалов.
- Склеивание. Специализированное оборудование, технологии и материалы для создания неразъемных соединений методом склеивания.
- Ковка металла. Оборудование, технологии и материалы для создания неразъемных соединений методом кузнечной сварки/ковки металла.
- Специализированное оборудование, технологии и материалы для сооружения трубопроводов транспортировки нефти, газа, воды, тепла, кислот, щелочей, промышленных и бытовых стоков.
- Специализированное оборудование, технологии и материалы для сварки тканей человека и животных.
- Специализированное оборудование, технологии и материалы для сварки оптических волокон.
- Специализированное оборудование, технологии и материалы для сварки под водой.
- Специализированное оборудование, технологии и материалы для сварки в космосе.
- Оборудование для термической обработки (сварки, резки, пайки, наплавки) материалов и сварочных конструкций.
- Материалы для сварки, резки, наплавки, напыления, пайки стали, алюминия и других металлов: припои, электроды, проволока, сварочные газы и т. д.
- Средства и методы защиты от вредных производственных факторов: системы вентиляции, рабочая одежда сварщика, сварочные маски «хамелеон», респираторы и т. д.
- Инструменты и приспособления для сварки.
- Электронная элементарная база и комплектующие для производства сварочного и газосварочного оборудования.
- Методы обучения и повышения квалификации сварочного персонала.
- Научные разработки в области сварки.
- Реновация сварочного оборудования.
- Салон подержанного и восстановленного сварочного оборудования.
- Контроль качества сварных соединений, основных и сварочных материалов:
- неразрушающий контроль;
- средства для механических испытаний сварных швов;
- системы регистрации и обработки параметров сварки;
- лабораторное оборудование.
Впервые в рамках выставки будет представлена экспозиция «Сварка в искусстве».
В рамках выставки пройдет заседание «Клуба деловых встреч» (конференция-презентация) выездной сессии Московской межотраслевой ассоциации главных сварщиков (ММАГС) с участием главных сварщиков крупнейших предприятий Москвы, Московской области, других регионов России и участников выставки.
На заседание «Клуба деловых встреч» приглашаются участники выставки с краткими докладами-презентациями.
К участию в выставке приглашаются:
- предприятия-производители и торговые организации по производству и продаже сварочного и газосварочного оборудования, станков для лазерной и термической резки металлов, сварочных материалов, сварочных инструментов и аксессуаров, комплектующих элементов и узлов, вспомогательного оборудования для сварочных производств;
- производители и продавцы средств защиты от вредных производственных факторов, сварочных масок, рабочей одежды для сварщиков;
- отраслевые институты и университеты, ведущие научные разработки в области сварочных и родственных сварке технологий;
- учебные центры и другие учебные организации, проводящие подготовку кадров для сварочных производств;
- промышленные и коммерческие организации, осуществляющие выполнение сварочных работ, ремонт сварочной техники и пр.
Внимание!
В рамках выставки пройдут конкурсы:
- «Мисс Сварка Мира — Iskra 2011»
Цель конкурса — выявление и поощрение выдающихся представительниц из областей, связанных со сваркой (учебные и научные организации, промышленное производство, строительство, коммунальное хозяйство и т. д.), гармонично сочетающих в себе высокие профессиональные знания и навыки с личным физическим совершенством и человеческим обаянием. - «Лучший сварщик — Мистер Луч 2011»
Цель конкурса — повышение престижа рабочей профессии сварщика, выявление и поощрение специалистов-сварщиков, обладающих выдающимися профессиональными знаниями и навыками. - «Лучший инженер-сварщик — Мистер Ум 2011»
Цель конкурса — выявление и поощрение лучших научных и инженерно-технических специалистов, работающих в области сварки. К участию в конкурсе приглашаются представители НИИ, КБ, вузов, технические работники предприятий и фирм, работающих в области сварки.
 К участию в конкурсе приглашаются представители НИИ, КБ, вузов, технические работники предприятий и фирм, работающих в области сварки.
К участию в конкурсе приглашаются представители НИИ, КБ, вузов, технические работники предприятий и фирм, работающих в области сварки.Международный форум WELDEX-2011 — верный путь продвижения продукции, технологий и услуг на обширный рынок России! Приглашаем вас принять участие в выставках Международного форума WELDEX-2011!
Оргкомитет выставки:
Адрес: 129164, Москва, Зубарев пер., д. 15, стр. 1, вход с торца здания
Тел.: 8 (495) 935-81-00
Факс: 8 (495) 935-81-01
E-mail: [email protected], [email protected], [email protected]
Директор выставки WELDEX-2011:
Наталья Сергеевна Медведева
Роботизированная отделка бетонных поверхностей: без использования форм для создания геометрически настраиваемой геометрии поверхности для архитектурных компонентов здания с использованием 3D-печати профиля
Комитет ACI, Американский институт бетона и Международная организация по стандартизации (1988) Руководство по бетонным перекрытиям и перекрытиям (ACI 302.1R-20) и комментарий. Американский институт бетона
Бард Дж., Манкуш С., Шульте М. (2013) Morphfaux. Роб | Arch 2012. Шпрингер, Вена.https://doi.org/10.1007/978-3-7091-1465-0_13
Google Scholar
Купкова Д., Азель Н. (2015) Массовые режимы: геометрическое воздействие теплового поведения. Int J Archit Comput 13 (2): 169–193. https://doi.org/10.1260/1478-0771.13.2.169 (редактор: д-р Дэвид Джейсон Гербер, Multi-Science Publishing Company)
Артикул Google Scholar
Купкова Д., Promoppatum P (2017) Регулирование поведения тепловой массы с помощью конфигурации поверхности.Дисциплины и сбои ACADIA 2017: Материалы 37-й ежегодной конференции Ассоциации автоматизированного проектирования в архитектуре, Массачусетский технологический институт, Бостон, Массачусетс, стр. 202–211
202–211
Купкова Д., Яо С., Азель Н. (2015) Морфологически контролируемая тепловая скорость бетон со сверхвысокими характеристиками. В: Sabin JE, PazGutierrez M, Santangelo C (eds) MRS Протокол 1800, адаптивная архитектура и программируемая материя — скины и системы построения нового поколения от нано до макро. Кембриджские журналы в Интернете.https://doi.org/10.1557/opl.2015.569
Hack N, Lauer W, Hack N (2014) Mesh-mold: роботизированные пространственные сетки в качестве железобетонной опалубки. Archit Des 84 (3): 44–53
Google Scholar
Холман Дж. П. (2010) Теплопередача. Макгроу-Хилл, Нью-Йорк
Google Scholar
Хошневис Бехрох (2004) Автоматизированное строительство с помощью контурной обработки, связанной с робототехникой и информационными технологиями.Построение автоматов 13: 5–19. https://doi.org/10.1016/j.autcon.2003.08.012
Артикул Google Scholar
Le TT, Austin SA, Lim S, Buswell RA, Gibb AGF, Thorpe A (2011) Высокопроизводительный печатный бетон для строительных элементов произвольной формы. В: Симпозиум Fib в Праге 2011, Конструирование бетона для совершенства и эффективности, 8–10 июня 2011 г., Прага, Чешская Республика
Leemann A, Winnefeld F (2007) Влияние модификаторов вязкости на строительный раствор и бетон.Цемент Конкр Компос 29 (5): 341–349
Артикул Google Scholar
Lim S, Buswell RA, Le TT, Austin SA, Gibb AGF, Thorpe T (2012) Развитие процессов аддитивного производства в масштабах строительства. Констр. Автомата 21 (1): 262–268. https://doi.org/10.1016/j.autcon.2011.06.010
Артикул Google Scholar
Marar K, Eren Ö (2011) Влияние содержания цемента и водоцементного отношения на свойства свежего бетона без добавок.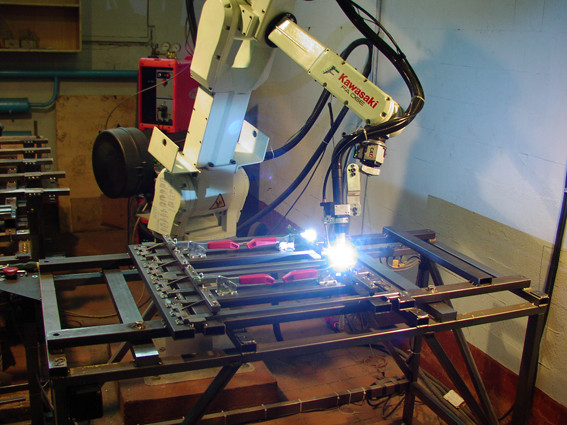 Int J Phys Sci 6 (24): 5752–5765
Int J Phys Sci 6 (24): 5752–5765
Google Scholar
Marchon D, Juilland P, Gallucci E, Frunz L, Flatt RJ (2017) Влияние гребенчатых сополимеров на химическую активность трикальциевого силиката в молекулярном и субмолекулярном масштабе: к молекулярному дизайну. J Am Ceram Soc 100 (3): 817–841
Статья Google Scholar
Мехта П., Монтейро П.Дж. (2006) Бетон: микроструктура, свойства и материалы.Мак-Гроу Хилл, Нью-Йорк
Google Scholar
Soar R, Andreen D (2012) Роль аддитивного производства и физиомиметического вычислительного проектирования в цифровом строительстве. Archit Des 82 (2): 126–135. https://doi.org/10.1002/ad.1389
Артикул Google Scholar
Спар Р., Джонстон Д. (2014) Новое «Руководство по формованным бетонным поверхностям».Concr Int 36 (6): 30–32
Google Scholar
Wangler T, Lloret E, Reiter L, Hack N, Gramazio F, Kohler M, Bernhard M et al (2016) Цифровой бетон: возможности и проблемы. RILEM Tech Lett 1:67. https://doi.org/10.21809/rilemtechlett.2016.16
Артикул Google Scholar
Ямада К., Огава С., Ханехара С. (2001) Управление адсорбционной и диспергирующей силой суперпластификатора поликарбоксилатного типа за счет концентрации сульфат-иона в водной фазе.Cem Concr Res 31 (3): 375–383
Статья Google Scholar
Yao L-S (2006) Естественная конвекция вдоль вертикальной сложной волнистой поверхности. Int J Heat Mass Transf 49: 281–286
Статья Google Scholar
Zhang GQ, Mondesir W, Martinez C, Li X, Fuhlbrigge TA, Bheda H (2015) Роботизированное аддитивное производство по изогнутой поверхности — шаг к производству произвольной формы.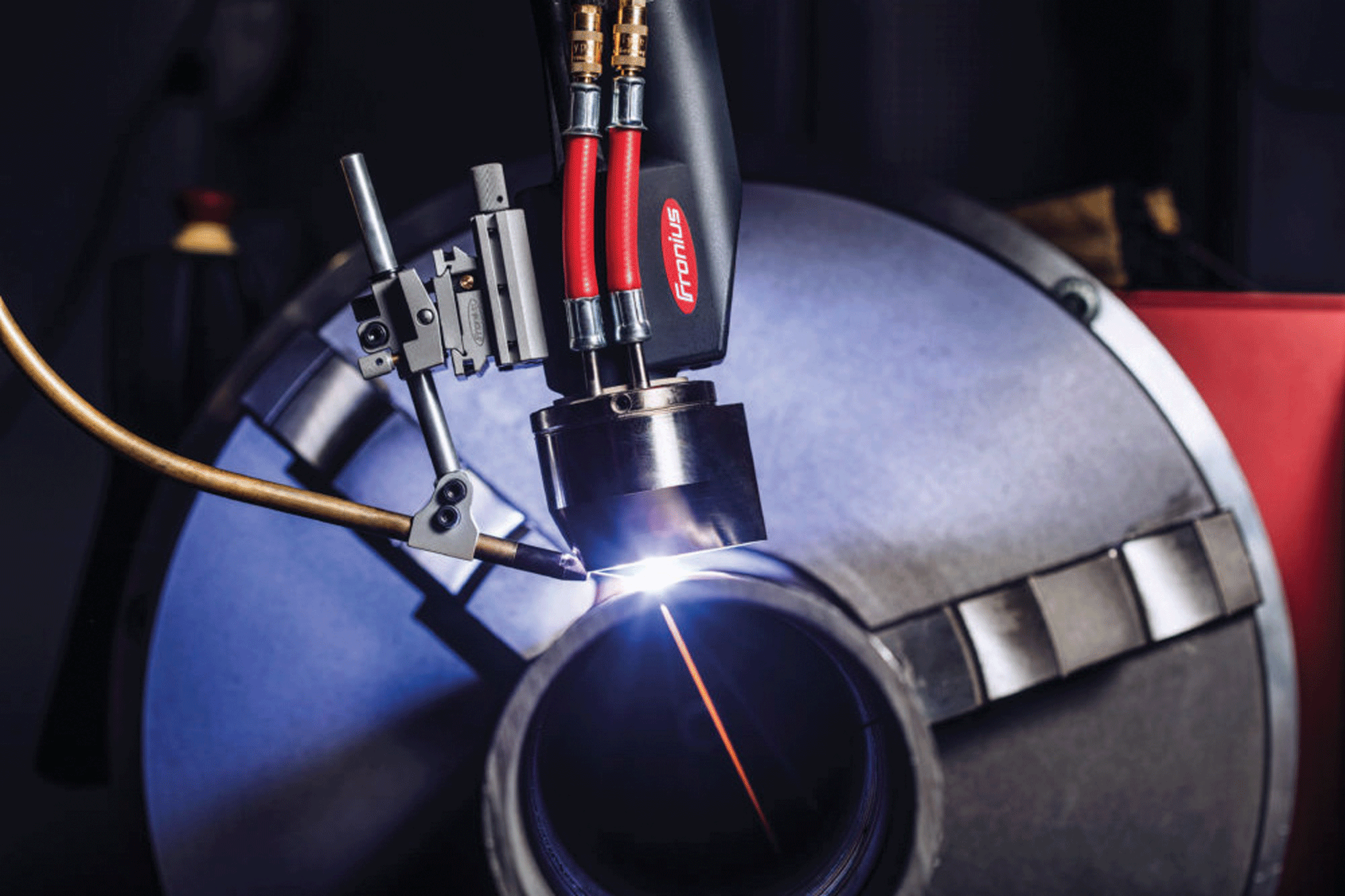 В: Робототехника и биомиметика (ROBIO), Международная конференция IEEE 2015, IEEE, стр. 721–726
В: Робототехника и биомиметика (ROBIO), Международная конференция IEEE 2015, IEEE, стр. 721–726
(PDF) Роботизированные процессы обработки поверхности: моделирование, управление и эксперименты
Областьсосредоточила внимание на нескольких решениях для борьбы с переходными контактами. —
тион. Устойчивость перехода задач для роботов была рассмотрена в
关 20, где предполагается, что переходы происходят плавно,
и поверхность моделируется как совместимая среда. Безразмерное представление поведения при ударе
было разработано в
关 21 兴, а интегральная обратная связь по силе использовалась для улучшения переходной реакции на удар
.Алгоритм прерывистого контактного перехода для механических систем, подверженных одностороннему напряжению
, был разработан в 关 22. Регулирование силы и контактное управление перемещением роботов
было рассмотрено в п. 23, где в конструкции контроллера предполагается измерение ускорения
.
Последние результаты моделирования и управления механическими системами
с односторонними ограничениями можно найти в 24 兴. Законы управления
для случая регулирования при наличии контактов и ударов
между частями механических систем рассмотрены в § 25 兴.Эффект
наличия ограничений неравенства на поведение
линейной динамической системы с непрерывным временем исследуется с теоретической точки зрения системы
в статье 26. Механические системы с ограничениями геометрического неравенства
являются системами комплиментарности
关 27,28 兴. Критическое исследование применимости теории столкновений твердых тел
было проведено в № 29 兴. Явление удара обсуждается с помощью периментального анализа ex-
с использованием стержня, падающего на внешнюю поверхность.
Типичный автоматизированный процесс чистовой обработки поверхности включает следующую последовательность:
опускания: робот запускается из исходного положения, и
некоторое время свободно перемещается, контактирует с заготовкой,
следует по контуру заготовки, удаляя материал и заусенцы.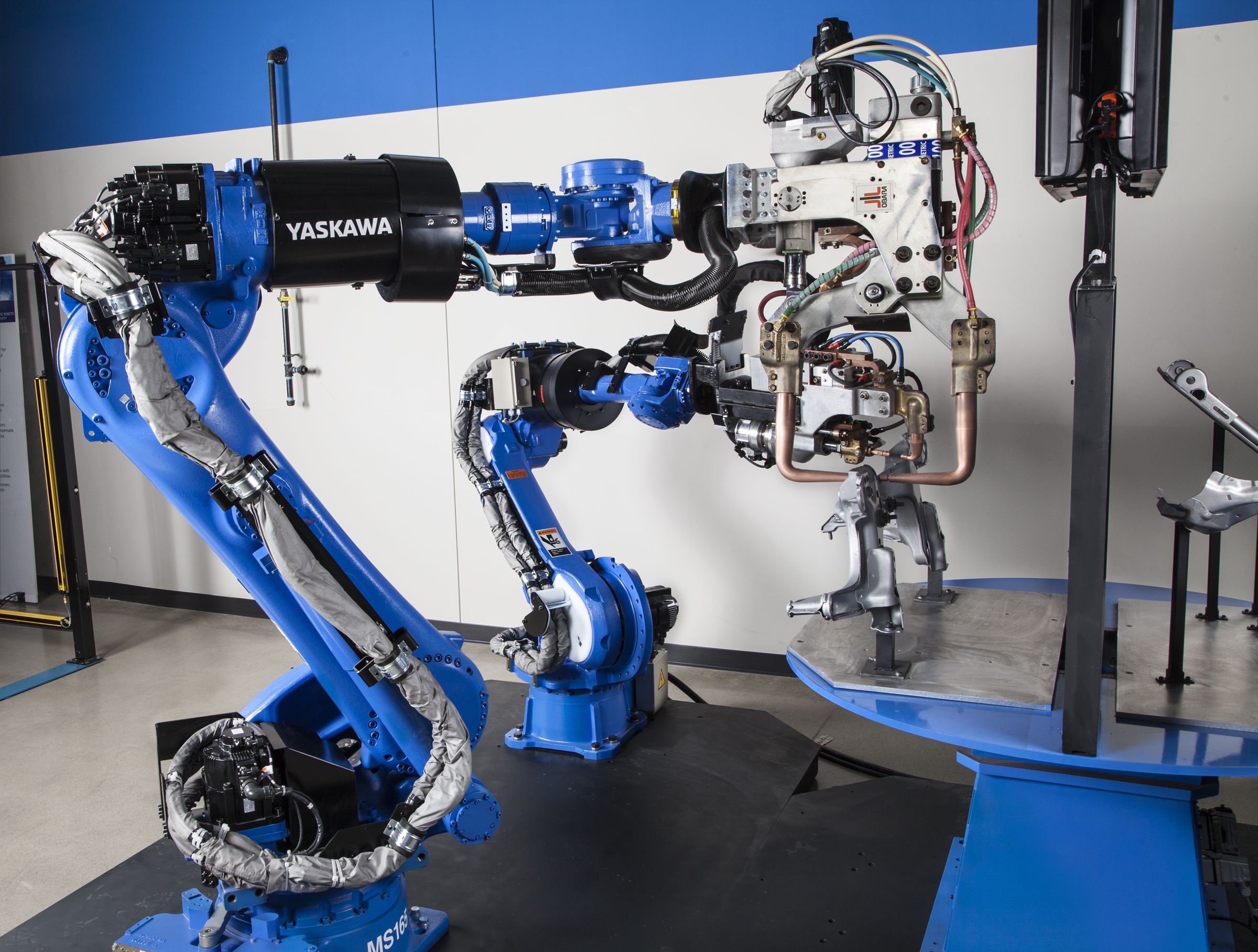
с поверхности и покидает поверхность, возвращаясь в исходное положение
ции. Для сложных контуров с отсоединенными сегментами на обрабатываемой детали
одной и той же заготовки робот должен покинуть ее и несколько раз установить
на заготовку.Обычно при чистовой обработке поверхности
обрабатываемая деталь имеет очень высокую жесткость
. Если робот ударяет по детали с ненулевой скоростью,
, существует вероятность подпрыгивания. Очень важно минимизировать эти отскоки во время перехода и поддерживать стабильность на уровне
робота на протяжении всей операции.
В этой статье разработана модель динамики робота, выполняющего
полную задачу чистовой обработки поверхности.Динамическая модель
включает три фазы движения: фазу свободного движения, фазу перехода
и фазу ограниченного движения. Для переходной фазы предложен новый устойчивый прерывистый алгоритм управления переходом
.
Фаза ограниченного движения включает в себя управление движением в
тангенциальных направлениях обрабатываемой поверхности и
управление усилием в нормальных направлениях. Кроме того, в динамике
учитываются тангенциальные силы из-за удаления материала.При постоянной скорости подачи
скорости, касательной к поверхности, величина нормальной силы
и величина тангенциальной силы связаны коэффициентом трения шлифования
关 30 兴. Поскольку коэффициент трения при шлифовании
точно не известен, разработан алгоритм оценки
для его оценки. Были проведены эксперименты с использованием предложенного контроллера
как для следования поверхности, так и для чистовой обработки поверхности.
Остальная часть статьи организована следующим образом.В разделе 2 мы
описываем динамическую модель робота для чистовой обработки поверхностей. Алгоритмы управления для каждой фазы полной задачи —
, разработанные в Разделе 3. Раздел 4 дает описание периментальной платформы ex-
Раздел 4 дает описание периментальной платформы ex-
. Экспериментальные результаты обработки поверхности после
и чистовой обработки поверхности обсуждаются в разделе 5. Выводы и будущие исследования
приведены в разделе 6.
2 Робот-динамическая модель для операций чистовой обработки поверхности —
действий
Пусть кинетическая и потенциальная энергия функции n-звенного робота
задаются как K (q, q˙) ⫽1 / 2q˙ TM (q) q˙ и P (q), где (q, q˙) — это
обобщенное положение и скорости, соответственно, и M (q)
Rn⫻nis — симметричная положительно определенная матрица масс.Намика робота dy-
определяется выражением
M 共 q 兲 q¨⫹C 共 q, q˙ 兲 q˙ ⫹g 共 q 兲 ⫽
⫹JT 共 q 兲 f (1)
, где C (q, q˙) — матрица, составленная из
кориолисовых и центростремительных членов,, g (q) — вектор силы тяжести,
— вектор обобщенных
сил, прилагаемых двигателями в каждом шарнир робота, fre представляет
вектор внешних сил, а J (q) — якобиан манипулятора
. Пусть геометрическое ограничение робота
моделируется следующим односторонним ограничением:
共 x 共 q 兲 兲 ⭐0, (2)
, где x (q) — декартово положение.Предполагается, что ограничение
должно быть гладким. Определите следующую матрицу ортогональной проекции
, изображение которой представляет нормальное направление ограничения:
P
共 q 兲 ⫽
冉
q
q
冊
T
冐
冉
000
000
000
000 9000
000 P
(q) задает тангенциальное направление деформации con-
и определяется как
Q
共 q 兲 ⫽I⫺P
共 q 兲
где 储 x 储 обозначает 2-норму x.Внешняя сила f, указанная в共 1 兲, является контактной силой из-за ограничения и может быть записана как
f⫽n 共 x 兲 fn⫹t 共 x 兲 ft (3)
где n ( x) и t (x) представляют единичное нормальное и тангенциальное
направления поверхности ограничения, соответственно, в декартовом пространстве
, а fn и ft представляют значения нормальной силы и тангенциальной силы
соответственно. Значение контактного усилия,
Значение контактного усилия,
储
f
储
, зависит от активации / деактивации ограничения,
共 q 兲 ⬍0⇒
储
f
储
⫽0 (4)
共 q 兲 ⫽0⇒
储
f
储
⭓0 (5)
Полная задача робота при наличии одностороннего ограничения
можно разделить на три фазы: 共 a 兲 когда
(q) ⬍0,
тогда робот находится в фазе свободного движения, 共 b 兲 когда
(q)
⫽0 и скорость, нормальная к поверхности, равна нулю, тогда говорят, что робот
находится в фазе ограниченного движения, и 共 c 兲 переход
из фазы свободного движения в фазу ограниченного движения называется
фазой перехода. .Наличие одностороннего ограничения в
рабочее пространство робота делит пространство состояний на следующие
набора:
Xcª
兵
q, q˙ 苸 Rn:
共 q 兲 ⫽0
其
(6)
Xuª
兵
q, q˙ 苸 Rn:
共 q 兲 ⬍0
其
(7)
Xfª 9000 9000, q4000 ˙ 苸 Rn:
共 q 兲 ⬎0
其
(8)
где Xcre представляет конфигурации, в которых робот лежит на
ограничительной поверхности, Xure представляет конфигурации, которые робот
может свободно перемещать, а Xf представляет конфигурации, которые нарушают
ограничение.Пространство Xcc можно разделить на множества Xct
и Xca, т.е. Xc⫽Xct 艛 Xca, где
Xctª
兵
q, q˙ 苸 Rn:
共 q 兲 ⫽0, P
共 q 兲 q˙⫽0
其
(9)
Xcaª
兵
q, q˙ 苸 Rn:
共 q 兲000 ⫽0, P
共 q 兲 q˙⫽0
其
(10)
где P
(q) q˙ указывает скорость, нормальную к поверхности ограничения.
Мотивация для этого подразделения состоит в том, что система может воздействовать на поверхность
ограничения с ненулевой нормальной скоростью, и есть
условие скачка скорости. Обратите внимание, что Xct — это набор всех
Обратите внимание, что Xct — это набор всех
точек удара. Фаза перехода происходит, когда робот
прыгает между Xct и Xu. С разделением работы робота —
пространства, динамика в каждой фазе может быть записана следующим образом:
Если q 苸 X, тогда уравнения динамики равны
M 共 q 兲 q¨⫹C 共 q, q˙ 兲 q ˙ ⫹g 共 q 兲 ⫽
(11)
Если q 苸 Xc, то уравнения динамики:
M 共 q 兲 q¨⫹C 共 q, q˙ 兲 q˙ ⫹g 共 q 兲⫽
⫹JT 共 q 兲 f (12)
Если q 苸 Xct, то условие перехода для уравнения.共 12 兲 равно
q˙⫹⫽D 共 q, q˙ ⫺ 兲 (13)
94 ÕVol. 123, МАРТ 2001 г. Протоколы ASME
Новые математические методы обработки поверхностей | Конструкция машины
Полупроводниковые нанокристаллы, более известные как квантовые точки, используются для получения ярких цветов, которые они излучают для экранов светодиодных дисплеев с квантовыми точками (QLED) и телевидения. Квантовые точки могут быть небольшими — около четырех нитей ДНК в диаметре, — но они сложны. Они излучают исключительно чистый свет, который можно регулировать, изменяя размер, форму, состав и химию поверхности точек, что позволяет использовать их для экранов дисплеев и телевизоров.
Предыдущие исследования были сосредоточены на том, как ведут себя электроны точек.
Но у инженеров всегда была проблема с этими точками: попытки заставить их излучать более интенсивный свет за счет увеличения потребляемой мощности всегда приводили к выделению тепла, а не большего количества света, что ограничивало эффективность точек при более высокой интенсивности.
Новое исследование, проведенное в Стэнфордском центре линейных ускорителей (SLAC), объясняет, почему. Результаты могут повлиять на будущие квантовые и фотонные технологии, в которых, например, свет заменяет электроны в компьютерах и жидкости в холодильниках.
В эксперименте в Стэнфордском центре линейных ускорителей исследователи изучали, как квантовые точки теряют свою световую эффективность при возбуждении интенсивными лазерными импульсами.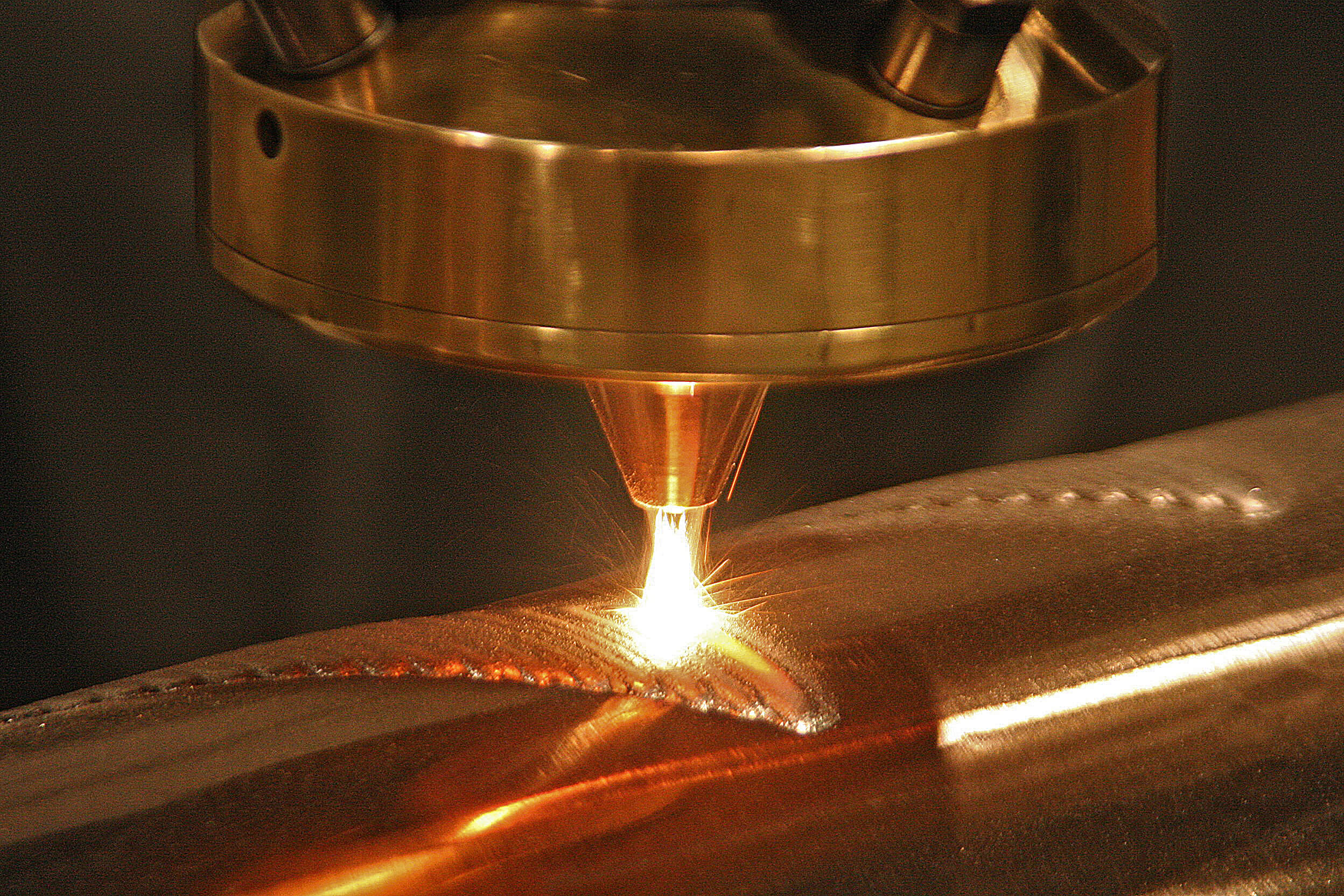 В лаборатории точки возбуждались зеленым светом (вверху) или пурпурным светом более высокой энергии (внизу). При попадании зеленого света точки расслабляются, а возбужденные пары электронов и дырок превращают практически всю поступающую энергию в свет. Но при попадании пурпурного света с более высокой энергией часть энергии задерживалась на поверхности точки, искажая расположение окружающих атомов и превращая часть света в тепло, а не в более яркий.
В лаборатории точки возбуждались зеленым светом (вверху) или пурпурным светом более высокой энергии (внизу). При попадании зеленого света точки расслабляются, а возбужденные пары электронов и дырок превращают практически всю поступающую энергию в свет. Но при попадании пурпурного света с более высокой энергией часть энергии задерживалась на поверхности точки, искажая расположение окружающих атомов и превращая часть света в тепло, а не в более яркий.
В экранах телевизоров QLED точки поглощают синий свет и преобразуют его в зеленый или красный свет. При низких энергиях, в которых работают экраны телевизоров, преобразование света из одного цвета в другой происходит практически на 100%. Но если энергии возбуждения увеличиваются слишком сильно, что необходимо для более ярких экранов и других технологий, эффективность резко падает. Исследователи предположили, почему это происходит, но никто никогда не наблюдал этого в атомном масштабе и не мог адекватно объяснить это.
Чтобы увидеть, что происходит на атомном уровне, ученые SLAC натренировали высокоскоростную «электронную камеру» на квантовых точках, когда в них попадали лазерные импульсы с энергией, измеряемой в миллионах электрон-вольт (МэВ). Исследователи измерили поведение точек при попадании в них лазерного света различной длины и интенсивности.
Они обнаружили, что входящий лазерный свет отталкивает электроны от атомов точки и оставляет «дырки», которые представляют собой пустые пятна с положительными зарядами, которые могут свободно перемещаться.Отверстия в конечном итоге застревали на поверхности точки и выделяли нежелательное тепло. Еще больше усложняет ситуацию то, что электроны и дырки рекомбинируют, выделяя еще больше тепла. Это увеличивает движение атомов точки, деформирует ее кристаллическую структуру и расходует еще больше энергии, которая могла бы пойти на то, чтобы сделать точки ярче.
На основе собранных данных команда попыталась вычислить и понять взаимодействие между электронными и атомными движениями. Цель состоит в том, чтобы определить пределы фотонных процессов, таких как поглощение и излучение света, в пределах того, что позволяет термодинамика.Это может проложить путь для таких технологий, как охлаждение, обогрев, охлаждение, накопление энергии и движение для космических кораблей, а также квантовые компьютеры.
Цель состоит в том, чтобы определить пределы фотонных процессов, таких как поглощение и излучение света, в пределах того, что позволяет термодинамика.Это может проложить путь для таких технологий, как охлаждение, обогрев, охлаждение, накопление энергии и движение для космических кораблей, а также квантовые компьютеры.
Лаборатория робототехнических встраиваемых систем
Описание:
Водная робототехника касается исследований робототехники с использованием автономных надводных и подводных транспортных средств (ASV и AUV). Это исследование может включать в себя разработку (надежных) алгоритмов управления транспортным средством, автономности, обнаружения и навигации.
Часто мы пытаемся расширить границы компьютерных исследований, применяя наши алгоритмы в приложениях, которые помогают биологам и океанографам.Хорошим примером является работа, которую мы проводим по изучению прибрежного океана Южной Калифорнии, уделяя особое внимание оценке и прогнозированию вредоносного цветения водорослей в сотрудничестве с Caron Lab и USCLab.
Люди:
Публикаций:
2020
Материалы конференции
- Гаутам Салхотра, Крис Деннистон, Дэвид А. Карон и Гаурав С. Сухатме. «Адаптивная выборка с использованием POMDP с учетом специфики предметной области».
Отправлено Международная конференция по робототехнике и автоматизации 2020 г.
(ICRA 2020), Октябрь
2020. (.pdf) (Подробнее)
- Гаутам Салхотра, Крис Деннистон, Дэвид А.
2018
Материалы конференции
- Стефани Кемна, Хордур К. Хейдарссон и Гаурав С. Сухатме. «Бортовая адаптивная информационная выборка для АПА: технико-экономическое обоснование».Чтобы появиться в MTS / IEEE Oceans (Океаны), Октябрь 2018. (.pdf) (Подробнее)
- Стефани Кемна и Гаурав С. Сухатме. «Поверхностные стратегии для адаптивного информационного отбора проб с несколькими роботами с наземным концентратором данных». Чтобы появиться в MTS / IEEE Oceans (Океаны), Октябрь 2018. (.pdf) (Подробнее)
- Стефани Кемна, Оливер Кремер и Гаурав С. Сухатме. «Пилотные исследования для адаптивной выборки». В Международная конференция по робототехнике и автоматизации (ICRA), май 2018.(.pdf) (Подробнее)
Кандидат наук. Тезис’
- Стефани Кемна. «Стратегии с участием нескольких роботов для адаптивного отбора проб с помощью автономных подводных аппаратов». Октябрь 2018. (.pdf) (Подробнее)
2017
Журнальные статьи
- Кай-Чие Ма, Лантао Лю, Хордур К. Хейдарссон и Гаурав С.Сухатме. «Обучение на основе данных и планирование отбора проб окружающей среды». В Журнал полевой робототехники, 2017 г. (Подробности)
Материалы конференции
- Стефани Кемна, Джон Г. Роджерс III, Карлос Ньето-Гранда, Стюарт Янг и Гаурав С. Сукхатме. «Координация нескольких роботов через динамическое разбиение по Вороному для информативной адаптивной выборки в средах с ограничениями связи». В Международная конференция по робототехнике и автоматизации
(ICRA), DOI: https: // doi.org / 10.1109 / ICRA.2017.7989245,
май
2017 г. (.pdf) (Подробнее)
- Стефани Кемна, Джон Г. Роджерс III, Карлос Ньето-Гранда, Стюарт Янг и Гаурав С. Сукхатме. «Координация нескольких роботов через динамическое разбиение по Вороному для информативной адаптивной выборки в средах с ограничениями связи».
2016
Материалы конференции
- Кай-Чие Ма, Чжибей Ма, Лантао Лю и Гаурав С. Сухатме. «Информационное и адаптивное планирование с несколькими роботами для постоянного мониторинга окружающей среды». В Материалы международного симпозиума по распределенным автономным робототехническим системам (ДАРС), Лондон, Великобритания, Ноя 2016 г.(Подробности)
- Кай-Чие Ма, Лантао Лю и Гаурав С. Сухатме. «Информационно-ориентированный метод планирования для долгосрочного мониторинга океана». В Международная конференция IEEE / RSJ по интеллектуальным роботам и системам, 2016 г. (IROS), (*** Финалист премии за лучшую работу, а также финалист премии за лучшую студенческую работу ***), Октябрь 2016 г. (Подробности)
- Стефани Кемна, Дэвид А. Карон и Гаурав С. Сухатме. «Адаптивная информативная выборка с помощью автономных подводных аппаратов: акустическая или наземная связь».В MTS / IEEE Oceans (Океаны), DOI: http://dx.doi.org/10.1109/OCEANS.2016.7761128, Сен 2016 г. (.pdf) (Подробнее)
- Кай-Чие Ма, Лантао Лю и Гаурав С. Сухатме. «Информационное планирование с участием нескольких роботов для долгосрочного мониторинга океана». В Практикум Международной конференции IEEE по робототехнике и автоматизации (ICRA) 2016: ИИ для долгосрочной автономии , Стокгольм, Швеция, май 2016 г. (Подробности)
- Кай-Чие Ма, Лантао Лю и Гаурав С. Сухатме.«Иерархический информационный метод планирования пути для мониторинга океана». В 1-й симпозиум по робототехнике в Южной Калифорнии (SCR), Сан Диего, Апр 2016 г. (Подробности)
2015
Журнальные статьи
- Джеффри А. Холлингер, Арвинд А. де Менезес Перейра, Джонатан Бинни, Тейн Сомерс и Гаурав С. Сухатме. «Изучение неопределенности в прогнозных моделях океана для безопасной и надежной навигации подводных аппаратов».В
Журнал полевой робототехники, DOI: 10.1002 / rob.21613,
Сен
2015 г. (Подробности)
- Субхраджит Бхаттачарья, Сункьюм Ким, Хордур К. Хейдарссон, Гаурав С. Сухатме и Виджай Кумар. «Топологический подход к использованию кабелей для разделения и управления наборами объектов». В Международный журнал исследований робототехники, 34 (6): 799-815, DOI: 10.1177 / 0278364914562236, май 2015 г. (.pdf) (Подробнее)
- Джеффри А.
Материалы конференции
- Стефани Кемна, Дэвид А.Карон и Гаурав С. Сухатме. «Вызванное ограничением переключение пласта для адаптивного отбора проб окружающей среды». В MTS / IEEE Oceans (Океаны), 2015 г. 1-7, DOI: http://dx.doi.org/10.1109/OCEANS-Genova.2015.7271361, май 2015 г. IEEE. (.pdf) (Подробнее)
2014
Журнальные статьи
- Джеффри А. Холлингер и Гаурав С. Сухатме. «Роботизированные алгоритмы сбора информации на основе выборки».Чтобы появиться в Международный журнал исследований робототехники, 2014 г. (Подробности)
Материалы конференции
- Хордур К. Хейдарссон и Гаурав С. Сухатме. «Активная онлайн-калибровка нескольких датчиков для автономных надводных судов». В Труды Международного симпозиума по экспериментальной робототехнике (ISER), Июн 2014 г. (.pdf) (Подробнее)
2013
Журнальные статьи
- Арвинд А.де Менезеш Перейра, Джонатан Бинни, Джеффри А. Холлингер и Горав С. Сухатме. «Планирование пути с учетом рисков для автономных подводных аппаратов с использованием прогнозных моделей океана».
В
Журнал полевой робототехники,
30 (5): 741-762,
DOI: 10. 1002 / rob.21472,
Октябрь
2013. (.pdf) (Подробнее)
- Джеффри А. Холлингер, Брендан Энглот, Франц Ховер, Урбаши Митра и Гаурав С. Сухатме. «Активное планирование подводного осмотра и преимущества адаптивности». В Международный журнал исследований робототехники, 32 (1), Янв 2013.(.pdf) (Подробнее)
- Арвинд А.де Менезеш Перейра, Джонатан Бинни, Джеффри А. Холлингер и Горав С. Сухатме. «Планирование пути с учетом рисков для автономных подводных аппаратов с использованием прогнозных моделей океана».
В
Журнал полевой робототехники,
30 (5): 741-762,
DOI: 10.
Материалы конференции
- Хордур К. Хейдарссон и Гаурав С. Сухатме. «Внешняя калибровка монокулярной камеры для автономного надводного судна с использованием переднего сонара». Реферированный семинар Робототехника: наука и системы (RSS), Июл 2013. (.pdf) (Подробнее)
- Сункьюм Ким, Субхраджит Бхаттачарья, Хордур К. Хейдарссон, Гаурав С. Сухатме и Виджай Кумар.«Топологический подход к использованию кабелей для разделения и управления наборами объектов». В Робототехника: наука и системы (RSS), Июн 2013. (.pdf) (Подробнее)
- Джеффри А. Холлингер, Арвинд А. де Менезес Перейра и Гаурав С. Сухатме. «Изучение моделей неопределенности для надежной работы автономных подводных аппаратов». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 5573-5579, г. 2013. (Подробности)
2012
Журнальные статьи
- Джеффри А.Холлингер, Сунав Чоудхари, Парасту Карабаки, Кристофер Мерфи, Урбаши Митра, Гаурав С. Сухатме, Милица Стоянович, Ханумант Сингх и Франц Ховер. «Сбор данных под водой с использованием роботизированных сенсорных сетей». В Журнал IEEE по избранным направлениям коммуникаций, 30 (5): 899-911, Июн 2012 г. (Подробности)
- Филиппо Арричелло, Хордур К. Хейдарссон, Стефано Чиаверини и Гаурав С. Сухатме. «Совместная садка и транспортировка с использованием автономных надводных водных транспортных средств».В Интеллектуальная сервисная робототехника, 5 (1): 73-87, Янв 2012 г. (.pdf) (Подробнее)
Материалы конференции
- Джеффри А. Холлингер, Арвинд А. де Менезес Перейра, Валерио Ортенци и Гаурав С. Сухатме. «На пути к улучшенному прогнозированию процессов в океане с использованием статистического машинного обучения».
В Робототехника: научный и системный семинар по робототехнике для мониторинга окружающей среды
, Сидней, Австралия, Июл
2012 г. (.pdf) (Подробнее)
- Джеффри А.Холлингер, Урбаши Митра и Гаурав С. Сухатме. «Активное и адаптивное планирование погружений для плотного батиметрического картографирования». В Труды Международного симпозиума по экспериментальной робототехнике (ISER), Квебек, Канада, Июн 2012 г. (.pdf) (Подробнее)
- Филиппо Арричелло, Хордур К. Хейдарссон и Гаурав С. Сухатме. «Оппортунистическая локализация подводных роботов с помощью дрифтеров и лодок». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), май 2012 г.(.pdf) (Подробнее)
- Джеффри А. Холлингер, Брендан Энглот, Франц Ховер, Урбаши Митра и Гаурав С. Сухатме. «Планирование обзора с учетом неопределенности для подводной инспекции». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 4884-4891, г. Сент-Пол, Миннесота, май 2012 г. (.pdf) (Подробнее)
- Райан Н. Смит, Джонатан Келли и Гаурав С. Сухатме. «На пути к улучшению выполнения миссий для автономных планеров с моделью океана и фильтром Калмана».В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 1-8, 2012 г. (.pdf) (Подробнее)
- Джеффри А.
2011
Журнальные статьи
- Райан Н. Смит, Мак Швагер, Стивен Л. Смит, Бертон Х. Джонс, Даниэла Рус и Гаурав С. Сухатме. «Постоянный мониторинг океана с помощью подводных планеров: адаптация пространственно-временного разрешения выборки». В Журнал полевой робототехники, 28 (5): 714-741, Сен 2011 г.(.pdf) (Подробнее)
Материалы конференции
- Джеффри А. Холлингер, Сунав Чоудхари, Парасту Карабаки, Кристофер Мерфи, Урбаши Митра, Гаурав С. Сухатме, Милица Стоянович, Ханумант Сингх и Франц Ховер. «Протоколы связи для сбора данных под водой с использованием роботизированной сенсорной сети».
В Международный семинар по беспроводным сетям для беспилотных автономных транспортных средств
(Wi-UAV), Хьюстон, Техас, Декабрь
2011 г.(.pdf) (Подробнее)
- Джеффри А. Холлингер, Урбаши Митра и Гаурав С. Сухатме. «Автономный сбор данных из подводных сенсорных сетей с использованием акустической связи». В Международная конференция IEEE / RSJ по интеллектуальным роботам и системам (IROS), 3564-3570, г. Сан-Франциско, Калифорния, Октябрь 2011 г. (.pdf) (Подробнее)
- Хордур К. Хейдарссон и Гаурав С. Сухатме. «Обнаружение препятствий с помощью изображений с высоты птичьего полета с использованием самостоятельного обучения для автономных наземных транспортных средств».В Международная конференция IEEE / RSJ по интеллектуальным роботам и системам (IROS), 3160-3165, г. Сан — Франциско, Калифорния, Сен 2011 г. (.pdf) (Подробнее)
- Райан Н. Смит, Джнанешвар Дас, Грэм Хайн, Уилл Андерсон и Гаурав С. Сукхатме. «Прогнозирование скорости волнового планера на основе измерений окружающей среды». В МТС / IEEE OCEANS ’11 (ОКЕАНС11), Кона, Гавайи, Сен 2011 г. (.pdf) (Подробнее)
- Арвинд А. де Менезеш Перейра, Джонатан Бинни, Бертон Х.Джонс, Мэтью Рэган и Гаурав С. Сухатме. «К планированию миссий с учетом рисков для автономных подводных аппаратов». В Международная конференция IEEE / RSJ по интеллектуальным роботам и системам (IROS), 3147-3153, г. Сен 2011 г. (.pdf) (Подробнее)
- Джеффри А. Холлингер, Урбаши Митра и Гаурав С. Сухатме. «Активная классификация: теория и приложение к подводному обследованию». В Международный симпозиум по робототехническим исследованиям (ISRR), Флагстафф, Аризона, Авг 2011 г.(.pdf) (Подробнее)
- Субхраджит Бхаттачарья, Хордур К. Хейдарссон, Гаурав С. Сухатме и Виджай Кумар. «Совместное управление автономными наземными транспортными средствами для снятия и очистки нефти».
В Международная конференция IEEE по робототехнике и автоматизации
(ICRA), 2374-2379, г.
Шанхай, Китай, май
2011 г. (.pdf) (Подробнее)
- Джеффри А. Холлингер, Шринивас Йеррамалли, Санджив Сингх, Урбаши Митра и Гаурав С. Сухатме. «Распределенная координация и объединение данных для подводного поиска».В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 349-355, г. Шанхай, Китай, май 2011 г. (.pdf) (Подробнее)
- Хордур К. Хейдарссон и Гаурав С. Сухатме. «Обнаружение препятствий и уклонение от них для автономного наземного транспортного средства с использованием профилирующего сонара». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 731-736, Шанхай, Китай, май 2011 г. (.pdf) (Подробнее)
- Райан Н. Смит, Мак Швагер, Стивен Л.Смит, Даниэла Рус и Гаурав С. Сухатме. «Постоянный мониторинг океана с помощью подводных планеров: на пути к точной реконструкции динамических процессов в океане». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 1517-1524, г. Шанхай, Китай, май 2011 г. (.pdf) (Подробнее)
- Джеффри А.
Технические отчеты
- Арвинд А. де Менезеш Перейра и Гаурав С. Сухатме. «Расширенное по времени планирование с минимальным риском для АНПА с использованием прогнозов океанских течений».Центр робототехники и встраиваемых систем, Лос-Анджелес, Калифорния, США, CRES-12-001, 2011 г. (.pdf) (Подробнее)
2010
Журнальные статьи
- Райан Н. Смит, Йи Чао, Пегги П. Ли, Дэвид А. Кэрон, Бертон Х. Джонс и Гаурав С. Сукхатме. «Планирование и реализация траекторий для автономных подводных аппаратов для отслеживания эволюционирующих процессов в океане на основе прогнозов региональной модели океана». В
Международный журнал исследований робототехники,
26 (12), Октябрь
2010 г. (.pdf) (Подробнее)
- Райан Н. Смит, Джнанешвар Дас, Хордур К. Хейдарссон, Арвинд А. де Менезес Перейра, Филиппо Арричелло, Ивона Цетинич, Линдси Дарджани, Мари-Ева Гарно, Мередит Д. Ховард, Карл Оберг, Мэтью Рэган, Эрика Сьюберт, Эллен К. Смит, Бет Штауфер, Астрид Шнетцер, Херардо Торо-Фармер, Дэвид А. Карон, Бертон Х. Джонс и Гаурав С. Сухатме. «USC CINAPS наводит мосты: наблюдение и мониторинг бухты Южной Калифорнии».В Журнал IEEE Robotics and Automation Magazine, 17 (1): 20-30, Мар 2010 г. (.pdf) (Подробнее)
- Райан Н. Смит, Дарио Казцаро, Лука Инверницци, Джакомо Марани, Сон К. Чой и Моник Чиба. «Разработка практических движений для автономных подводных аппаратов: миссия по исследованию корпуса корабля». Отправлено Журнал IEEE по океанической инженерии, 2010 г. (.pdf) (Подробнее)
- Райан Н. Смит, Йи Чао, Пегги П. Ли, Дэвид А. Кэрон, Бертон Х. Джонс и Гаурав С. Сукхатме. «Планирование и реализация траекторий для автономных подводных аппаратов для отслеживания эволюционирующих процессов в океане на основе прогнозов региональной модели океана».
Материалы конференции
- Райан Н.Смит, Джонатан Келли, Йи Чао, Бертон Х. Джонс и Гаурав С. Сухатме. «На пути к повышению точности навигации автономных планеров за счет использования региональных моделей океана». В ASME 2010 29-я Международная конференция по инженерным разработкам в океане, шельфе и арктике (OMAE 2010), 1-10, Шанхай, Китай, Июн 2010 г. (.pdf) (Подробнее)
- Филиппо Арричелло, Хордур К. Хейдарссон, Стефано Чиаверини и Гаурав С. Сухатме. «Кооперативная клетка с использованием автономных водных наземных транспортных средств».В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 4763-4769, г. май 2010 г. (.pdf) (Подробнее)
- Райан Н. Смит, Джнанешвар Дас, Йи Чао, Дэвид А. Кэрон, Бертон Х. Джонс и Гаурав С. Сукхатме. «Совместное отслеживание цветения фитопланктона с помощью нескольких АНПА на основе прогнозов модели океана». В Oceans ’10 — IEEE Sydney , Сидней, Австралия, май 2010 г. (.pdf) (Подробнее)
- Арвинд А. де Менезеш Перейра и Гаурав С. Сухатме.«Оценка волновых параметров по данным акселерометрии для обеспечения связи АНПА с берегом».
В IEEE OCEANS
, Сидней, Австралия, май
2010 г. (.pdf) (Подробнее)
- Джнанешвар Дас, Канна Раджан, Фредерик Пи, Дэвид А. Карон и Гаурав С. Сукхатме. «На пути к автономии на основе модели для планирования миссии АПА». В Встреча AGU / ASLO по наукам об океане, 2010 г. (OS 2010), Фев 2010 г. Плакатная бумага. (.pdf) (Подробнее)
- Райан Н. Смит, Арвинд А. де Менезес Перейра, И Чао, Пегги П.Ли, Дэвид А. Кэрон, Бертон Х. Джонс и Горав С. Сухатме. «Проектирование траектории автономного подводного аппарата в сочетании с прогнозирующими моделями океана: тематическое исследование». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 4770-4777, г. 2010 г. (.pdf) (Подробнее)
- Джонатан Бинни, Андреас Краузе и Гаурав С. Сухатме. «Информативное планирование пути для автономного подводного аппарата». В Международная конференция IEEE по робототехнике и автоматизации (ICRA), 4791-4796, г. 2010 г.(.pdf) (Подробнее)
2009
Материалы конференции
- Райан Н. Смит, Джнанешвар Дас, Хордур К. Хейдарссон, Арвинд А. де Менезес Перейра, Дэвид А. Карон, Бертон Х. Джонс и Гаурав С. Сукхатме. «Реализация встроенной сенсорной сети для координации планеров Slocum для прибрежного мониторинга и наблюдения». В Международный семинар ACM по подводным сетям (WUWNet), Беркли, Калифорния, Ноя 2009 г.(.pdf) (Подробнее)
- Арвинд А. де Менезес Перейра, Хордур К. Хейдарссон, Карл Оберг, Дэвид А. Карон, Бертон Х. Джонс и Горав С. Сукхатме. «Коммуникационная структура для рентабельной эксплуатации АНПА в прибрежных регионах».
В 7-я Международная конференция по полевым и сервисным роботам
(ФСР-2009), Кембридж, штат Массачусетс, Июл
2009 г. (. pdf) (Подробнее)
- Райан Н. Смит, Бет Стауфер, Джнанешвар Дас, Хордур К. Хейдарссон, Арвинд А.де Менезеш Перейра, Йи Чао, Линдси Дарджани, Ивона Четиник, Дебора Эстрин, Карл Оберг, Мэтью Раган, Бертон Х. Джонс, Гаурав С. Сукхатме и Дэвид А. Кэрон. «Разработка и внедрение сенсорных сетей для наблюдения и исследования вредоносного цветения водорослей в прибрежных водах Южной Калифорнии». В Материалы конференции по прибрежным сетям экологического зондирования (CESN 2009), 5-7, Бостон, Массачусетс, Июл 2009 г. (.pdf) (Подробнее)
- Филиппо Арричелло, Джнанешвар Дас, Хордур К.Хайдарссон, Гаурав С. Сухатме и Стефано Кьяверини. «Эксперименты в автономной навигации с недостаточно активированным надводным судном с помощью системы контроля поведения на базе Null-Space». В Конференция IEEE / ASME по передовой интеллектуальной мехатронике (ЦЕЛЬ), 362-367, Июл 2009 г. (.pdf) (Подробнее)
- Филиппо Арричелло, Джнанешвар Дас, Хордур К. Хайдарссон, Арвинд А. де Менезес Перейра, Стефано Чиаверини и Гаурав С. Сухатме. «Совместная работа нескольких роботов с ограниченным диапазоном связи: эксперименты с двумя неразорванными ASV».В 7-я Международная конференция по полевым и сервисным роботам (ФСР-2009), Кембридж, штат Массачусетс, Июл 2009 г. (.pdf) (Подробнее)
- Райан Н. Смит, Йи Чао, Бертон Х. Джонс, Дэвид А. Кэрон, Пегги П. Ли и Гаурав С. Сухатме. «Дизайн траектории для автономных подводных аппаратов на основе прогнозов модели океана для отслеживания особенностей». В Материалы Международной конференции по полевой и служебной робототехнике (FSR), Июл 2009 г. (.pdf) (Подробнее)
- Райан Н.Смит, Моник Чиба, Сонг К. Чой и Джакомо Марани. «Наведение и контроль для автономных подводных аппаратов с неразъемными механизмами».
В Материалы Международной конференции по компьютерным приложениям и информационным технологиям в морской отрасли
(КОМПИТ), май
2009 г. (. pdf) (Подробнее)
- Филиппо Арричелло, Даниэль Н. Лю, Шринивас Йеррамалли, Арвинд А. де Менезес Перейра, Джнанешвар Дас, Урбаши Митра и Гаурав С. Сухатме. «Влияние ограничений подводной связи на управление командами морских роботов».В Международная конференция по коммуникации и координации роботов (ROBOCOMM), Оденсе, дания, Мар 2009 г. (.pdf) (Подробнее)
- Сатиш Ведантам, Урбаши Митра, Гаурав С. Сухатме и Филиппо Арричиелло. «Минимизация суммарных искажений для размещения статических и мобильных центров слияния в подводных сенсорных сетях». В Международная конференция по коммуникации и координации роботов (ROBOCOMM), Мар 2009 г. ИККТ. (.pdf) (Подробнее)
2008
Материалы конференции
- Арвинд А.де Менезеш Перейра, Джнанешвар Дас и Гаурав С. Сухатме. «Экспериментальное исследование удержания станции на неразработанной ASV». В Международная конференция IEEE / RSJ по интеллектуальным роботам и системам (IROS), 3164-3171, г. 2008 г. (.pdf) (Подробнее)
2007
Дипломная работа’
- Арвинд А. де Менезеш Перейра. «Навигация и наведение автономного наземного транспортного средства».Электротехника, Инженерная школа Витерби Университета Южной Калифорнии, Лос-Анджелес, Калифорния, США, май 2007 г. (.pdf) (Подробнее)
 Карон и Гаурав С. Сухатме. «Адаптивная выборка с использованием POMDP с учетом специфики предметной области».
Отправлено Международная конференция по робототехнике и автоматизации 2020 г.
(ICRA 2020), Октябрь
2020. (.pdf) (Подробнее)
Карон и Гаурав С. Сухатме. «Адаптивная выборка с использованием POMDP с учетом специфики предметной области».
Отправлено Международная конференция по робототехнике и автоматизации 2020 г.
(ICRA 2020), Октябрь
2020. (.pdf) (Подробнее) В Международная конференция по робототехнике и автоматизации
(ICRA), DOI: https: // doi.org / 10.1109 / ICRA.2017.7989245,
май
2017 г. (.pdf) (Подробнее)
В Международная конференция по робототехнике и автоматизации
(ICRA), DOI: https: // doi.org / 10.1109 / ICRA.2017.7989245,
май
2017 г. (.pdf) (Подробнее) Холлингер, Арвинд А. де Менезес Перейра, Джонатан Бинни, Тейн Сомерс и Гаурав С. Сухатме. «Изучение неопределенности в прогнозных моделях океана для безопасной и надежной навигации подводных аппаратов».В
Журнал полевой робототехники, DOI: 10.1002 / rob.21613,
Сен
2015 г. (Подробности)
Холлингер, Арвинд А. де Менезес Перейра, Джонатан Бинни, Тейн Сомерс и Гаурав С. Сухатме. «Изучение неопределенности в прогнозных моделях океана для безопасной и надежной навигации подводных аппаратов».В
Журнал полевой робототехники, DOI: 10.1002 / rob.21613,
Сен
2015 г. (Подробности) 1002 / rob.21472,
Октябрь
2013. (.pdf) (Подробнее)
1002 / rob.21472,
Октябрь
2013. (.pdf) (Подробнее) Холлингер, Арвинд А. де Менезес Перейра, Валерио Ортенци и Гаурав С. Сухатме. «На пути к улучшенному прогнозированию процессов в океане с использованием статистического машинного обучения».
В Робототехника: научный и системный семинар по робототехнике для мониторинга окружающей среды
, Сидней, Австралия, Июл
2012 г. (.pdf) (Подробнее)
Холлингер, Арвинд А. де Менезес Перейра, Валерио Ортенци и Гаурав С. Сухатме. «На пути к улучшенному прогнозированию процессов в океане с использованием статистического машинного обучения».
В Робототехника: научный и системный семинар по робототехнике для мониторинга окружающей среды
, Сидней, Австралия, Июл
2012 г. (.pdf) (Подробнее) Холлингер, Сунав Чоудхари, Парасту Карабаки, Кристофер Мерфи, Урбаши Митра, Гаурав С. Сухатме, Милица Стоянович, Ханумант Сингх и Франц Ховер. «Протоколы связи для сбора данных под водой с использованием роботизированной сенсорной сети».
В Международный семинар по беспроводным сетям для беспилотных автономных транспортных средств
(Wi-UAV), Хьюстон, Техас, Декабрь
2011 г.(.pdf) (Подробнее)
Холлингер, Сунав Чоудхари, Парасту Карабаки, Кристофер Мерфи, Урбаши Митра, Гаурав С. Сухатме, Милица Стоянович, Ханумант Сингх и Франц Ховер. «Протоколы связи для сбора данных под водой с использованием роботизированной сенсорной сети».
В Международный семинар по беспроводным сетям для беспилотных автономных транспортных средств
(Wi-UAV), Хьюстон, Техас, Декабрь
2011 г.(.pdf) (Подробнее) Хейдарссон, Гаурав С. Сухатме и Виджай Кумар. «Совместное управление автономными наземными транспортными средствами для снятия и очистки нефти».
В Международная конференция IEEE по робототехнике и автоматизации
(ICRA), 2374-2379, г.
Шанхай, Китай, май
2011 г. (.pdf) (Подробнее)
Хейдарссон, Гаурав С. Сухатме и Виджай Кумар. «Совместное управление автономными наземными транспортными средствами для снятия и очистки нефти».
В Международная конференция IEEE по робототехнике и автоматизации
(ICRA), 2374-2379, г.
Шанхай, Китай, май
2011 г. (.pdf) (Подробнее) В
Международный журнал исследований робототехники,
26 (12), Октябрь
2010 г. (.pdf) (Подробнее)
В
Международный журнал исследований робототехники,
26 (12), Октябрь
2010 г. (.pdf) (Подробнее) де Менезеш Перейра и Гаурав С. Сухатме.«Оценка волновых параметров по данным акселерометрии для обеспечения связи АНПА с берегом».
В IEEE OCEANS
, Сидней, Австралия, май
2010 г. (.pdf) (Подробнее)
де Менезеш Перейра и Гаурав С. Сухатме.«Оценка волновых параметров по данным акселерометрии для обеспечения связи АНПА с берегом».
В IEEE OCEANS
, Сидней, Австралия, май
2010 г. (.pdf) (Подробнее) pdf) (Подробнее)
pdf) (Подробнее) pdf) (Подробнее)
pdf) (Подробнее)Операция по замене и шлифовке коленного сустава
По данным Американской академии хирургов-ортопедов, более 15 миллионов американцев страдают остеоартритом. Это заболевание, также известное как артрит изнашивания, поражает хрящи в суставах и может вызывать боль, скованность, отек и ограниченный диапазон движений в коленях и бедрах.Это в основном состояние старения и чаще всего встречается у людей старше 60 лет. Если у вас остеоартрит, ваш врач в больнице врачей Ларедо, скорее всего, сначала предложит одно или несколько из следующего: потеря веса (при необходимости), упражнения, физическая нагрузка. терапия и лекарства, такие как нестероидные противовоспалительные препараты (НПВП).
терапия и лекарства, такие как нестероидные противовоспалительные препараты (НПВП).
Найдите хирурга-ортопеда
Если вам нужно направление к хирургу-ортопеду или другому врачу в Doctors Hospital of Laredo, позвоните в нашу бесплатную справочную службу по телефону 1-877-992-1711 или найдите врача в Интернете.
Технология роботизированного манипулятора Mako
Операция по замене или восстановлению поверхности суставов становится вариантом, если качество вашей жизни сильно ухудшается из-за болезни, и вы испытываете трудности с повседневной деятельностью. Хирурги в больнице Doctors Hospital используют хирургию с роботизированной рукой Mako для полной замены коленного сустава и шлифовки коленного сустава.
Посмотрите видеоролик о MAKOplasty ® производства компании-производителя.Индивидуальные результаты могут отличаться. Существуют риски, связанные с любой хирургической процедурой на колене или бедре, включая операцию с использованием роботизированной руки Mako. Поговорите со своим врачом об этих рисках, чтобы узнать, подходит ли вам процедура Мако.
Познакомьтесь с командой
Опытная команда специалистов-ортопедов в Doctors Hospital of Laredo будет с вами на каждом этапе вашего пути, предлагая многолетний совместный опыт и новаторские методы лечения, которые помогут вам вернуться к активной жизни.
Хирурги-ортопеды в больнице врачей Ларедо (слева направо): д-р Дхавал Патель, д-р Аниш Потти, д-р Эйлдар Абьяр и д-р Рамон Сориано
Подкаст: Технология роботов-манипуляторов Mako для лечения боли в коленях
В этом образовательном подкасте о здоровье узнайте о том, как хирурги в больнице Doctors Hospital используют операцию с использованием роботизированной руки Mako для замены коленного сустава, чтобы улучшить качество жизни людей, страдающих от боли в колене.
Слушайте подкаст
Полная замена коленного сустава
Процедура Mako Total Knee предназначена для облегчения боли, вызванной остеоартритом.Во время полной замены коленного сустава хирурги удаляют поврежденные хрящи и кость с поверхности колена и заменяют их искусственными имплантатами. Система Mako позволяет хирургам создавать индивидуальный хирургический план для каждого пациента на основе его диагноза и анатомии с использованием виртуальной 3D-модели. Система также помогает хирургам виртуально изменять хирургический план во время операции по мере необходимости. Это помогает хирургам повысить точность и получить более предсказуемый хирургический опыт.
Операция по шлифовке коленного сустава
Если вы страдаете остеоартритом внутреннего, верхнего или внешнего отделов колена, вам может быть назначена операция по шлифовке коленного сустава.Как правило, это становится вариантом, когда нехирургические методы лечения или лекарства не работают. Во время шлифовки хирурги сбривают больные или поврежденные части колена, не заменяя колено полностью. Вместо этого они вставляют искусственные имплантаты для облегчения артрита в определенном отделе колена.
В прошлом эту операцию было трудно выполнить из-за неточной установки имплантатов. Сегодня система Mako дает хирургам необходимую точность для точного позиционирования имплантатов, чтобы обеспечить колену естественный диапазон движений.Используя эту технологию, хирурги также могут выборочно воздействовать на пораженные участки, сохраняя при этом здоровые кости, ткани и связки. Защита здоровых частей колена позволяет при необходимости в более позднем возрасте провести полную операцию по замене коленного сустава.
Из-за минимально инвазивного характера процедуры пациентам могут быть полезны:
- Меньшие разрезы, чем при стандартном хирургическом вмешательстве
- Снижение кровопотери
- Меньше рубцов
- Более быстрое восстановление и более короткое пребывание в больнице
Узнайте, как пациенты получают пользу от Mako Technology
Индивидуальные результаты могут отличаться. Существуют риски, связанные с любой хирургической процедурой на колене или бедре, включая операцию с использованием роботизированной руки Mako. Поговорите со своим врачом об этих рисках, чтобы узнать, подходит ли вам процедура Мако.
Существуют риски, связанные с любой хирургической процедурой на колене или бедре, включая операцию с использованием роботизированной руки Mako. Поговорите со своим врачом об этих рисках, чтобы узнать, подходит ли вам процедура Мако.
Автоматическая траектория робота для обработки сложных поверхностей с термическим напылением
Автоматическая генерация траектории для нанесения термического напыления крайне желательна для современного автомобилестроения. Автоматическая траектория робота для поверхностей произвольной формы для соответствия однородности покрытия все еще является очень сложной задачей из-за сложной геометрии поверхностей произвольной формы.Цель данного исследования — представить и реализовать метод автоматического создания траектории робота в соответствии с заданными параметрами распыления на многоугольном профиле и сложных криволинейных поверхностях произвольной формы, таких как скорость горелки, расстояние распыления, угол распыления и т. Д. Эта основа разработки программного обеспечения представляет собой программу-надстройку RobotStudio, которая представляет собой автономное программное обеспечение для программирования и моделирования от компании ABB. Результаты экспериментов показывают, что с помощью этого метода траектория робота может быть построена быстро, точно и автоматически на сложных геометрических объектах.
1. Введение
Роботы-манипуляторы — это программируемые механические системы, предназначенные для выполнения многих задач в промышленности. Усовершенствованная роботизированная система в последние годы широко использовалась при нанесении термического напыления [1–3]. При использовании робота создание траектории представляет собой важную часть работы, потому что однородность толщины распыления может существенно повлиять на качество покрытия, а траектория робота имеет большое влияние на однородность покрытия [4–6].
Траектория робота сообщает роботу, как ему двигаться.Он состоит из серии кривых, которые определяются параметрами распыления в операциях термического распыления, и есть несколько целей, которые представлены ориентацией и декартовым положением на каждой кривой. Построение траектории робота на плоской поверхности при термическом напылении традиционно осуществляется такими методами, как точечное или обучающее воспроизведение. Этот метод утомителен и требует много времени. Спрос на покрытие изогнутой поверхности увеличился за последние несколько лет. Для этого требуются сотни точек на траектории и разная ориентация для каждой точки, поэтому создать такую траекторию методом ручного программирования по точкам очень сложно [7–9].С развитием робототехники производители роботов предоставляют программное обеспечение для автономного программирования, такое как RobotStudio, программное обеспечение для моделирования и автономного программирования от компании ABB [10]. Можно разработать виртуальную мастерскую, а программу робота можно подготовить и смоделировать с помощью RobotStudio.
Построение траектории робота на плоской поверхности при термическом напылении традиционно осуществляется такими методами, как точечное или обучающее воспроизведение. Этот метод утомителен и требует много времени. Спрос на покрытие изогнутой поверхности увеличился за последние несколько лет. Для этого требуются сотни точек на траектории и разная ориентация для каждой точки, поэтому создать такую траекторию методом ручного программирования по точкам очень сложно [7–9].С развитием робототехники производители роботов предоставляют программное обеспечение для автономного программирования, такое как RobotStudio, программное обеспечение для моделирования и автономного программирования от компании ABB [10]. Можно разработать виртуальную мастерскую, а программу робота можно подготовить и смоделировать с помощью RobotStudio.
Полная траектория робота может быть сгенерирована вручную точка за точкой, что является очень трудоемким процессом и не является точным в RobotStudio. Кроме того, функции RobotStudio слишком узки для обработки некоторых сложных деталей для термического распыления, поскольку траектория распыления состоит из множества линий или кривых с определенным смещением.Следовательно, необходимо разработать программный инструмент для создания траектории робота для поверхностей произвольной формы в соответствии с заданными параметрами распыления.
Большинство предыдущих исследователей, как правило, фокусировались на сеточном методе для автоматического построения траектории, поскольку такой метод позволяет генерировать траектории на всех типах сложных деталей [8, 11]. В сеточном методе сначала создается сетка модели САПР, затем определяется траектория от точек сетки и векторов нормали к поверхности в соответствии с теориями графики.К сожалению, программное обеспечение для автономного программирования не предоставляет никакого интерфейса прикладного программирования (API) для метода сетки. Большая часть программного обеспечения для автономного программирования, такого как RobotStudio, использует метод ограничивающего прямоугольника для представления 3D-моделей, поскольку метод ограничивающего прямоугольника эффективен в алгоритмах обнаружения столкновений в реальном времени. Другими словами, разработчикам необходимо самостоятельно разрабатывать различные функции и программы программного обеспечения для автономного программирования. Например, разработчики должны передавать координаты точек роботизированной системе путем геометрических преобразований.Хотя некоторые математические программы, такие как MATLAB, могут помочь реализовать эти функции, на разработку и перенос программного обеспечения по-прежнему требуется слишком много тяжелого труда.
Другими словами, разработчикам необходимо самостоятельно разрабатывать различные функции и программы программного обеспечения для автономного программирования. Например, разработчики должны передавать координаты точек роботизированной системе путем геометрических преобразований.Хотя некоторые математические программы, такие как MATLAB, могут помочь реализовать эти функции, на разработку и перенос программного обеспечения по-прежнему требуется слишком много тяжелого труда.
Для интеграции в программное обеспечение автономного программирования был предложен метод резки, который применялся для создания траекторий роботов при термическом напылении. С помощью этого метода каждая точка кривых может быть получена с помощью некоторых специальных API-интерфейсов для реализации логических операций с объектами, а данные траекторий также могут быть рассчитаны и смоделированы напрямую в программном обеспечении автономного программирования.Это означает, что весь процесс разработки методом ортогональной резки может быть проще и быстрее, чем процесс создания сетки. Thermal Spray Toolkit (TST) — одно из таких приложений, которое было разработано на основе программного обеспечения RobotStudio для термического напыления, чтобы предоставить решения для создания автоматических траекторий на различных заготовках в соответствии с правильными параметрами распыления и параметрами траектории. Некоторые детали TST для простой детали были введены в [12].В этой статье мы пытаемся ответить на вопрос, как автоматически генерировать траекторию робота для сложных поверхностей.
2. Среда разработки
2.1. Программное обеспечение RobotStudio
Автономное программирование — лучший способ создания траектории робота со сложной геометрией. Программное обеспечение АББ для моделирования и автономного программирования, RobotStudio, позволяет программировать роботов на ПК в офисе без остановки производства. Это также позволяет заранее подготовить программы для роботов, что увеличивает общую производительность. RobotStudio предоставляет инструменты для увеличения рентабельности роботизированной системы за счет выполнения таких задач, как обучение, программирование и оптимизация, без нарушения производства. Это дает множество преимуществ, включая снижение рисков, более быстрый запуск, более короткую переналадку и повышение производительности [10].
RobotStudio предоставляет инструменты для увеличения рентабельности роботизированной системы за счет выполнения таких задач, как обучение, программирование и оптимизация, без нарушения производства. Это дает множество преимуществ, включая снижение рисков, более быстрый запуск, более короткую переналадку и повышение производительности [10].
RobotStudio построен на виртуальном контроллере ABB, точной копии реального программного обеспечения, которое запускает роботов на производстве. Таким образом, это позволяет выполнять очень реалистичное моделирование с использованием реальных программ роботов и файлов конфигурации, идентичных тем, которые используются в цехе.RobotStudio позволяет создавать программы-надстройки, которые позволяют пользователям настраивать и расширять его функциональные возможности. Thermal Spray Toolkit — это программа-надстройка для расширения функций RobotStudio.
В настоящее время существует два разных метода разработки надстроек. Один из них создает надстройку в Visual Studio Tool for Applications (VSTA), а другой создает надстройку на основе RobotStudio API в Visual Studio.
2.2. RobotStudio API
Интерфейс прикладного программирования (API) — это интерфейс, реализованный с помощью программного обеспечения, который позволяет ему взаимодействовать с другим программным обеспечением.Это похоже на взаимодействие с пользовательским интерфейсом, который облегчает общение между людьми и компьютерами. API реализуется приложениями, библиотеками и операционными системами для определения их словарей и соглашений о вызовах и используется для доступа к их службам. Он может включать спецификации для подпрограмм, структур данных, классов объектов и протоколов, используемых для создания связи между потребителем и разработчиком API.
RobotStudio API показывает объектную модель RobotStudio и объясняет методы, свойства и события для каждого объекта.При разработке Thermal Spray Toolkit используется API RobotStudio.
2.
 3. Создание надстройки с помощью VSTA Надстройки
3. Создание надстройки с помощью VSTA Надстройки— это программы, которые добавляют в RobotStudio дополнительные команды и функции. Перед использованием надстройки необходимо установить RobotStudio на компьютер, а затем загрузить в память. Загрузка программы-надстройки делает эту функцию доступной в RobotStudio и добавляет любые связанные команды в соответствующие меню.
Visual Studio Tool for Applications (VSTA) включен в RobotStudio и может позволять создавать надстройки простым способом, но есть некоторые ограничения при использовании VSTA для создания надстроек, которые вызываются Microsoft Proxy Generator.Эти вещи не будут работать: (i) метод, который имеет тип массива в качестве параметра. (Ii) метод или свойство, которое ссылается на System. Рисунок или Система. Windows. Forms пространства имен. (Iii) Метод или свойство, которое ссылается на тип. (Iv) Событие, объявленное статическим.
Поскольку надстройки, созданные с помощью Visual Studio, не используют прокси, эти ограничения не применяются.
2.4. Создание надстройки в Visual Studio
Чтобы иметь возможность использовать весь API RobotStudio без ограничений, можно использовать Visual Studio для создания надстройки.Все коды и интерфейс могут быть разработаны в Visual Studio (C # или VB.NET), а RobotSutdio может автоматически загружать программу надстройки при ее открытии. Thermal Spray Toolkit был разработан в среде C #, которая более мощная, чем VB.NET. Конкретные шаги по созданию надстройки в Visual Studio перечислены в Приложении.
3. Автогенерация траектории
3.1. 3D-модель
Компьютерное проектирование (САПР) — это хорошо известный компьютерный инструмент, который помогает инженерам, архитекторам и другим профессионалам в области дизайна в их дизайнерской деятельности.Представления объектов на основе моделей известны из компьютерной графики и САПР. RobotStudio основан на 3D-модели. Модель заготовки может быть импортирована в RobotStudio, а траектория может быть сгенерирована непосредственно на основе модели САПР в RobotStudio [13]. Но RobotStudio решает проблемы нанесения термического напыления. Функция RobotStudio недостаточно мощна, чтобы иметь дело с логической операцией 3D-модели, особенно когда сталкивается со сложной поверхностью. Трудно получить серию кривых на сложной поверхности в соответствии с параметрами распыления, такими как скорость робота, расстояние распыления, угол распыления, шаг между каждым проходом и превышение длины.Разработка Thermal Spray Toolkit должна основываться на API RobotStudio. В результате Thermal Spray Toolkit обладает большой гибкостью для работы со сложными поверхностями.
Но RobotStudio решает проблемы нанесения термического напыления. Функция RobotStudio недостаточно мощна, чтобы иметь дело с логической операцией 3D-модели, особенно когда сталкивается со сложной поверхностью. Трудно получить серию кривых на сложной поверхности в соответствии с параметрами распыления, такими как скорость робота, расстояние распыления, угол распыления, шаг между каждым проходом и превышение длины.Разработка Thermal Spray Toolkit должна основываться на API RobotStudio. В результате Thermal Spray Toolkit обладает большой гибкостью для работы со сложными поверхностями.
3.2. Параметры процесса холодного распыления
Кинематические параметры процесса холодного распыления показаны на рисунке 1. Расстояние распыления — это расстояние от выхода сопла пистолета-распылителя до поверхности подложки; шаг сканирования — это расстояние между двумя проходами сканирования соседей; угол распыления — это угол между центральной линией распылителя и поверхностью подложки; Скорость распылителя — это относительная скорость между распылителем и подложкой [14–16].
3.3. Методология построения траектории
Как упоминалось выше, методология построения траектории, предложенная в этой статье, основана на методе резки. Известный по характеристикам термического напыления, шаг равномерного сканирования может поддерживать стабильную скорость TCP, так что обычно можно гарантировать однородность покрытия. То есть при проектировании с использованием метода резки следует учитывать равномерность расстояния между двумя проходами сканирования соседей.
Для многоугольной подложки ключ алгоритма состоит в том, чтобы создать плоскость, ортогональную профилю многоугольника, чтобы равномерно разделить подложку. В этом алгоритме для создания начальной плоскости сначала нужно выбрать точку на многоугольнике. Используя теорию дифференциальной геометрии [17], уравнение многоугольника описывается как выделенная точка.
На основе дифференциальной геометрии [17] касательный вектор в этой точке должен быть
И единичный вектор нормали многоугольника может быть легко сгенерирован путем векторного произведения двух неколлинеарных векторов на многоугольнике.
В RobotStudio инструменты полосы прокрутки могут указывать все точки вокруг поверхности для выбора, функция API Edge.GetTangent (·) может получать касательный вектор в точке, а функция API Faces.GetNormalToSurface (·) может получить единичный вектор нормали многоугольника.
В частности, когда одно ребро многоугольника является прямой линией, вектор направления на прямой как раз подходит для касательного вектора точки на прямой. Просто соедините две конечные точки этой линии, и можно будет сгенерировать касательный вектор.
Когда доступны касательный вектор в точке этой кривой и единичный вектор нормали, предполагается, что вектор нормали исходной ортогональной плоскости равен
Таким образом, исходное уравнение ортогональной плоскости, участвующее в кривой, должно быть
После этого , просто переместите плоскость вверх или вниз на равное расстояние, и можно будет сгенерировать траекторию с равным шагом сканирования.
Для плоской поверхности траектория робота проста, потому что единичный вектор нормали в каждой точке поверхности один и тот же.Но для криволинейной поверхности на каждой кривой есть много целей для сохранения одинаковой дистанции распыления. Некоторые изогнутые поверхности очень сложные и несимметричные. Например, как показано на рисунке 2, продукт представляет собой лопасть гребного винта, а его область распыления состоит из небольших поверхностей с разной кривизной (синие линии представляют нормальное направление малых поверхностей, а красные линии представляют направление касательной малых поверхностей). поверхностей).
Единичные векторы нормали на поверхности изменяются в зависимости от кривизны поверхности, что создает большие проблемы для методов резки.Чтобы сохранить как можно больше единообразия шага сканирования, прежде всего, выберите две границы на носителе и получите несколько эквидистантных точек на этих двух границах. Затем выберите кривую с наибольшей кривизной от поверхности в направлениях двух ребер и разделите ее поровну, чтобы получить несколько равноотстоящих точек. Режущая плоскость может быть создана тремя соответствующими точками на этих трех линиях. Поскольку на гладкой поверхности самая длинная кривая обычно является кривой с наибольшей кривизной.Таким образом, кривые, расположенные в том же направлении, что и самая длинная кривая, можно разделить как можно поровну, если разделить самую длинную кривую. Также сложно выбрать кривую с наибольшей кривизной. В предыдущих исследованиях широко использовался метод ручного отбора. Однако этот метод недостаточно удобен и недостаточно точен. В этой статье, основанный на теории контурных линий в ГИС, представлен метод автоматического выбора кривой с наибольшей кривизной с помощью плотности контурных линий.Согласно теории контурных линий, чем плотнее контур, тем круче уклон на местности и чем тоньше контур, тем меньше уклон местности. Как показано на рисунке 3, от высоты C1 до высоты C9 плотность контуров в направлении L1 выше, чем в направлении L2 и L3, а путь в направлении L1 также является самым коротким. Другими словами, чем плотнее контур в определенном направлении, тем короче путь в этом направлении. В следующем разделе метод анализа плотности заменяется методом анализа пути для поиска линии с наибольшей кривизной.
Следовательно, начиная с контурной линии наверху, путь к краю с более плотной поверхностью является проекцией кривой с наибольшей кривизной. Например, на рисунке 4 представлена модель полусферы с радиусом 1 м. А плоскость, параллельная подложке, используется для разрезания сферы с интервалом 0,1 м, поэтому можно создать 11 контурных линий. Распределение контурных линий показано на рисунке 5.
Результат расчета показывает, что длина кратчайшего пути, начинающегося от контурной линии a , совпадает с направлением радиуса сферы.Это потому, что кратчайший путь между двумя контурными линиями проходит по направлению радиуса. Как показано на рисунке 5, начиная с точки b , длина n 2 в радиальном направлении короче, чем любой другой путь (например, путь м 2). Используя кратчайший путь и единичный вектор нормали к плоскости внизу, можно создать новую плоскость или поверхность. Линия пересечения плоскости или поверхности — это кривая с наибольшей кривизной. Как показано на рисунке 6, кривая n является самой большой кривизной, выбранной на полусфере на рисунке 4.
Путем разрезания плоскостей (варианты полигонов) или объектов (варианты поверхностей) можно создать серию линий. Затем найдите конечные точки каждой линии и вычислите трехмерную координату ( x , y , z ) и кватернион-вектор ( q 1, q 2, q 3, q 4) этих конечных точек в мировой системе координат некоторыми функциями. Кватернион-вектор ( q 1, q 2, q 3, q 4) используется для представления ориентации конечной точки в трехмерном пространстве.
Наконец, определяется превышение длины параметра распыления. Теоретически избыточная длина равна расстоянию, на котором робот ускоряется от остановки до необходимой скорости распыления. Таким образом, скорость сканирования заготовки может быть постоянной, и можно избежать перегрева кромки. Кроме того, это, очевидно, означает значительную экономию энергии. Таким образом, лучшим решением является поддержание постоянной избыточной длины каждой точки на краю заготовки. Поскольку разные типы роботов имеют разные кинематические параметры, избыточная длина зависит от конкретного типа робота.Очень сложно найти точное положение этих удлинителей на реальной заготовке в рабочей ячейке даже при автономном программировании в RobotStudio.
Для ясности описания алгоритма, приведенного выше, для иллюстрации используются два примера с использованием произвольного многоугольника и криволинейной поверхности для создания траектории соответственно.
3.4. Автоматическое создание профиля многоугольника
Метод, используемый для автоматического создания профиля многоугольника с изогнутыми краями, выглядит следующим образом, и карта эскиза показана на рисунке 7: (1) Щелкните на поверхности заготовки модели САПР в графическом окне .(2) Потяните полосу прокрутки, которая указывает все точки на поверхности, направление касания этой точки является направлением траектории, а затем выберите траекторию, начиная слева или справа. (3) Создайте большую плоскость, состоящую из двух точек. для пересечения распыляемой поверхности и обеспечения ортогональности большой плоскости и распыляемой поверхности. Создайте первую линию пересечения. (4) В соответствии со значением шага переместитесь вниз по большой плоскости и создайте серию линий. (5) Создайте мишени на обоих концах серии линий в соответствии с их длиной.Рассчитайте скорость и ориентацию робота для каждой цели. (6) Добавьте все цели к траектории по порядку.
Эта функция подходит не только для округления и эллипса, но также подходит для многих нерегулярных многоугольных поверхностей с криволинейными краями. В профиле многоугольника с прямой кромкой прямая кромка выбирается вместо точки на кромке. Таким образом, автогенерация траектории может быть проще. Метод, используемый для автоматического создания профиля многоугольника с прямой кромкой, выглядит следующим образом, и карта эскиза показана на рисунке 8: (1) Щелкните поверхность заготовки модели САПР в графическом окне, все края поверхности будет отображаться в списке.(2) Выберите одну кромку в качестве направления траектории и выберите траекторию, начиная слева или справа. (3) Создайте большую плоскость на кромке, чтобы пересечь поверхность распыления, и убедитесь, что большая плоскость и поверхность распыления ортогональны. Создайте первую линию пересечения. (4) В соответствии со значением шага двигайтесь вниз по большой плоскости. Создайте серию линий. (5) Создайте мишени на обоих концах серии линий в соответствии с их длиной. Рассчитайте скорость и ориентацию робота для каждой цели.(6) Добавьте все цели на траекторию по порядку.
3.5. Автогенерация для криволинейной поверхности
Ниже представлен метод автогенерации для криволинейной поверхности, а карта эскиза показана на рисунке 9. (1) Создайте два края сложной поверхности трехмерного покрытия. (2) Два края разделены на две части. равные части в соответствии с параметрами распыления. (3) Найдите линию с наибольшей кривизной сложной трехмерной поверхности покрытия в направлениях двух кромок и разделите эту линию поровну, чтобы получить несколько равноотстоящих точек.Создайте большую плоскость через соответствующие точки на краях и линию с наибольшей кривизной, чтобы пересечь эту 3D-модель. Создайте первую кривую замкнутого пересечения. Этот шаг подходит для гладкой изогнутой поверхности. Для нерегулярной криволинейной поверхности необходима ручная регулировка, чтобы гарантировать, что эти замкнутые кривые пересечения находятся на одинаковом расстоянии. (4) Сместите большую плоскость к следующим соответствующим точкам на краях и линии с наибольшей кривизной, чтобы создать серию замкнутых кривых пересечения .(5) Выберите часть замкнутых кривых пересечения, которые расположены в области распыления. (6) Создайте мишени на серии выбранных кривых в соответствии с их длиной. Рассчитайте скорость и ориентацию робота для каждой цели. Добавьте все цели на траекторию по порядку.
3.6. Расчет скорости
Скорость робота играет важную роль в качестве покрытия. Робот обычно имеет непрерывное движение, и скорость робота планируется как можно более постоянной, чтобы получить равномерную толщину, если шаг постоянен.Но с методологией, используемой в наборе инструментов для термического напыления, шаг варьируется, поэтому скорость робота должна изменяться вместе с шагом. Теоретически скорость робота обратно пропорциональна шагу: = d 1/ d 2. На рисунке 10 показано значение символа,, d 1 и d 2. Скорости робота вычисляются в Программа надстройки и привязана к соответствующим целям для сохранения единообразия.
4. Реализация программы и эксперименты
Для проверки методологии и визуализации траекторий в среде C # была разработана надстройка с интерфейсом, которая может загружаться автоматически при открытии RobotStudio.Функционирование программы было протестировано с использованием другой 2D-модели и 3D-модели. Кроме того, был реализован реальный эксперимент для оценки эффекта автогенерации траектории.
4.1. Реализация на профиле многоугольника с прямым краем
На следующих рисунках представлены некоторые типичные примеры, иллюстрирующие функцию автогенерации траектории на профиле многоугольника. По характеристикам термического напыления ясно видно, что первая линия и последняя линия траектории расположены вне заготовки, чтобы обеспечить однородность покрытия.На рисунке 11 показана автоматически сгенерированная траектория на типе правильных многоугольников, а на рисунке 12 показана автоматически сгенерированная траектория на типе неправильных многоугольников.
4.2. Реализация на профиле многоугольника с криволинейными краями
Как видно из рисунка 13, автоматически сгенерированная траектория на различных типах многоугольников с криволинейными краями может быть реализована с помощью TST. Начальная часть и конечная часть траектории удлиняются на определенное расстояние как начало и конец факела соответственно.
4.3. Реализация на поверхностях произвольной формы
На рисунке 14 показана программная реализация автогенерации траектории на поверхностях произвольной формы. Как показано на рисунке, эта функция может обрабатывать различные сложные трехмерные детали, даже лопасти пропеллера.
4.4. Эксперименты и анализ
Хорошо известно, что скорость сканирования является наиболее важным параметром для однородности покрытия во время осаждения. Итак, реализован эксперимент по анализу скорости ЦКП по выбранной траектории робота.Как профессиональная платформа автономного программирования роботов, RobotStudio может предоставлять данные кинематики в симуляциях, которые очень близки к данным, генерируемым в реальных движениях роботов. Процесс моделирования RobotStudio позволяет пользователям получать в реальном времени значение положения TCP, скорости и угла поворота оси робота, а также реализовать обнаружение столкновений между роботом, резаком и заготовкой. Виртуальная экспериментальная среда, которая полностью соответствует реальной экспериментальной среде, создается, как показано на рисунке 15, где имитируется процесс распыления, чтобы получить запись скорости TCP.Форма поверхности подложки описана на рисунке 16. Ряд кривых и несколько целей на траекториях робота, созданных с помощью TST, показаны на рисунках 17 (a) и 17 (b), соответственно.
Горелка типа AF4-MB управляется роботом IRB4400. Шаг сканирования 0,022 м, перегрузка 0,03 м. В процессе моделирования в каждой точке траектории в реальном времени записываются скорость и положение TCP. Смоделированная скорость TCP и расчетная скорость TCP для траектории робота показаны на рисунке 18 соответственно.
При прохождении через сложную криволинейную поверхность каждый проход имеет 5 образцов, а начальная точка находится слева от модели. Как упоминалось при расчете скоростной секции, скорость TCP на первом проходе является эталонной скоростью, которая в этом эксперименте равна 300 мм / с. Теоретически скорость робота обратно пропорциональна шагу сканирования. Поскольку левая граница модели шире, чем правая граница модели, скорость прохода TCP справа налево должна увеличиваться.Таким же образом должна уменьшаться скорость передачи TCP слева направо. Смоделированная скорость TCP (синяя линия) на рисунке 18 в основном близка к рассчитанной скорости TCP (красная линия), которая обратно пропорциональна шагу сканирования. Это означает, что метод автогенерации траектории хорошо подходит для нанесения термического напыления. Смоделированная скорость TCP уменьшилась примерно на 10% по сравнению с расчетной скоростью TCP, которая соответствует прохождению резака по закругленной области заготовки, где вращение является наиболее трудным.
5. Заключение
Траектория автогенерации необходима для управления процессом распыления на поверхности произвольной формы, но системы автономного программирования для удовлетворения этой потребности еще не разработаны. В этой статье набор инструментов Thermal Spray Toolkit был разработан на основе RobotStudio, он достаточно гибкий и надежный, чтобы работать с любой сложной 2D- и 3D-моделью, а траектория робота может быть автоматически сгенерирована в соответствии с параметрами распыления с высокой эффективностью.
Приложение
(1) Создайте новый проект с библиотекой классов в качестве шаблона.(2) Чтобы использовать API RobotStudio, вам необходимо сослаться на ABB.Robotics. ∗ .dll сборки. Это следующие: ABB.Robotics.Math — векторные и матричные математические вычисления. ABB.Robotics.RobotStudio — классы общего и верхнего уровня (например, не связанные с конкретной станцией). ABB.Robotics.RobotStudio.Environment — для управления графическим интерфейсом пользователя, например, для добавления меню, кнопок и так далее. ABB.Robotics.RobotStudio.Stations — для управления станциями и их содержимым. ABB.Robotics.RobotStudio.Stations.Forms — элементы управления с графическим интерфейсом пользователя, используемые RobotStudio.Вы можете добавить новую ссылку в свой проект, щелкнув правой кнопкой мыши «Ссылки» в обозревателе решений и выбрав «Добавить ссылку» …. Перейдите на вкладку «Обзор» и перейдите в каталог установки RobotStudio. Здесь вы найдете dll. (3) Добавьте следующие строки в начало кода: CopyC # using ABB.Robotics.Math; с помощью ABB.Robotics.RobotStudio; с использованием ABB.Robotics.RobotStudio.Environment; с использованием ABB.Robotics.RobotStudio.Stations; using ABB.Robotics.RobotStudio.Stations.Forms; (4) Добавьте в класс следующий код: CopyC # public static void AddinMain () {// Здесь вы пишете свой код.} Метод AddinMain () — это точка входа для вашей надстройки. (5) Перейдите к свойствам вашего проекта (щелкните правой кнопкой мыши проект в обозревателе решений и выберите «Свойства») и выберите «События сборки». Добавьте следующую строку в командную строку события Post-built: XCopy / y «$ (TargetPath)» «C: \ Program Files \ ABB Industrial IT \ Robotics IT \ RobotStudio 5.12 \ Bin \ Addins \» Предполагая, что это каталог для вашей установки RobotStudio. Это скопирует DLL-файл надстройки в каталог надстройки RobotStudio при создании надстройки.(6) Вы также можете добавить путь к RobotStudio.exe для запуска внешней программы в разделе «Отладка» в свойствах, чтобы RobotStudio запускался каждый раз, когда вы хотите отлаживать свою надстройку. (7) Напишите свой код (или скопируйте и вставьте один из примеры в AddinMain ()). (8) Выберите «Начать отладку» в меню «Отладка» (или нажмите F5). Это запустит RobotStudio и автоматически загрузит вашу надстройку. Поскольку ваша надстройка загружается и запускается непосредственно при запуске RobotStudio (даже если нет активной станции), она, вероятно, вызовет исключение.Было бы неплохо добавить кнопку меню для запуска кода. Посмотрите пример добавления меню и кнопок, чтобы узнать, как создавать меню и кнопки. (9) Если вы перейдете в меню надстроек, вы найдете свою надстройку в папке «Общие». Если вы щелкните правой кнопкой мыши надстройку, вы можете выбрать, должна ли она загружаться автоматически, и вы можете загрузить ее, если она еще не загружена. Надстройки RobotStudio можно создавать на VB.NET или C #.
Доступность данных
Данные, использованные для подтверждения выводов этого исследования, недоступны от соответствующего автора по запросу из-за коммерческих интересов в исследовании.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации этой статьи.
Благодарности
Эта работа была поддержана Национальным фондом естественных наук Китая (31500772, 21705158, 51401127 и 51771122), Программой ключевых исследований и разработок провинции Чжэцзян (2015C01036 и 2107C01003), Фондом естественных наук провинции Чжэцзян Китая ( LQ14F010001, LY15F010006, LY16F10014, LQ15F020004 и LY18F020025), Ключевые научные и технологические проекты Нинбо (2014B92001), Фонд постдокторантуры провинции Чжэцзян (BSH02020), Фонд естественных наук Нинбо для исследовательской лаборатории Государственного фонда естественных наук (2017A61010932) и 2015A Морская коррозия и защита Лоянского научно-исследовательского института судовых материалов (LSMRI) по Контракту №KF160409, Проект международного научно-технического сотрудничества Нинбо и Комиссия по науке и технологиям муниципалитета Шанхая (гранты № 16QB1401100 и 15QB1401500).
Автономные системы | Центр картографирования побережья и океана
Исследователи CCOM / JHC изучают методы автоматизации сбора и обработки гидрографических данных. Роботизированные транспортные средства, работающие под водой или на поверхности, могут автоматизировать сбор данных, если они оснащены современным оборудованием для гидрографических исследований и океанографическими датчиками, модифицированными для использования на роботизированных платформах.Разрабатываются новые алгоритмы и методы обработки данных, которые могут упростить обработку на судне в режиме реального времени и постобработку на берегу. Цель состоит в том, чтобы упростить кропотливые усилия по созданию гидрографических данных высочайшего качества для морских карт.
Исследования с использованием роботизированных транспортных средств сосредоточены в MARVeL — Морской лаборатории автономных роботизированных транспортных средств, возглавляемой Валом Шмидтом. MARVeL предоставляет полностью оборудованную лабораторию для полевой поддержки роботизированных операций на море, а также для быстрого создания прототипов новых датчиков и алгоритмов в домашних условиях.Инженеры и ученые MARVeL обычно эксплуатируют как автономные подводные аппараты (AUV), так и автономные надводные аппараты (ASV), оценивая их конструкцию для гидрографических и океанографических приложений в рамках наших текущих исследований и разработок, чтобы сделать этих свободно плавающих роботов стандартными научными инструментами.
C-рабочий 4
Автономные наземные транспортные средства (ASV) когда-нибудь могут обеспечить сбор данных в основном без помощи рук, что потенциально может предоставить данные более высокого качества с большей эффективностью, чем при традиционных операциях по съемке с участием человека.Таким образом, ASV находятся в центре внимания группы MARVeL. В качестве подтверждения концепции в 2016 году Центр приобрел BEN, , Bathymetric Explorer и Navigator . BEN — это роботизированный автомобиль модели «C-Worker 4», разработанный и произведенный совместно с ASV Global LLC. Система обеспечивает платформу для исследований, обладающую достаточной надежностью, чтобы проводить производственные исследования при разработке и тестировании различных режимов работы, поведения транспортных средств, алгоритмов управления и тесной интеграции датчиков.
Щелкните изображение для предварительного просмотра ниже, чтобы просмотреть его в увеличенном виде.Талисман ООН Дикий E. Кот сидит на БЕН в День ООН.
BEN проходит испытания инженерного танка.
Бен совершает круиз по Портсмутской гавани на фоне китобойной фары.
Картографирование BEN в Портсмутской гавани с батиметрическим наложением.
БЕН виден через окна R / V Gulf Surveyor.
Энди МакЛеод управляет БЕНом с помощью «ремня живота».
Z-Boat и ЭМИЛИ
Меньшие платформы, такие как Z-лодка Teledyne Oceansciences и лодка Hydronalix EMILY, дают возможность быстро тестировать новые подсистемы. Эти переносные суда рассчитаны на двух человек и, как таковые, могут обеспечить полноценную платформу для гидрографических исследований для быстрого реагирования, особенно при операциях на мелководье. Более того, их управляющие интерфейсы могут быть легко сопряжены, обеспечивая платформы для быстрого прототипирования нового поведения и алгоритмов.
Щелкните изображение для предварительного просмотра ниже, чтобы просмотреть его в увеличенном виде.Кандидат наук. Студентка Эшли Нортон испытывает лодку Z на инженерном танке Chase.
Энди МакЛеод буксирует лодку Z в Грейт-Бэй у пристани Джексона.
Вид на лодку Z и судно Meriel R. с подъемного крана.
Z-лодка, представленная во время осмотра объектов CCOM.
Осенний круиз на лодке Z-boat по Грейт-Бэй.
Лодка Hydronalix EMILY курсирует под солнцем.
Учебный лагерь
Помимо ASV, роботизированные автономные подводные аппараты (AUV) по-прежнему представляют большой интерес для картографических приложений, требующих данных с высоким разрешением в глубоководных районах, которые не могут обеспечить системы навигации надводных судов, тайных съемок для военных целей и быстрого, повторяемого наземного исследования морского дна и картографирование среды обитания. Было показано, что АНПА обеспечивают значимое повышение эффективности производственных съемок в сочетании с другими съемочными операциями.Однако, чтобы соответствовать стандартам Международной гидрографической организации (МГО) для гидрографических съемок, особое внимание следует уделять интеграции датчиков на борту АПА и обработке данных.
Для повышения современного уровня гидрографических исследований с АНПА Центр регулярно проводит семинары с участием представителей промышленности, министерства обороны и академических кругов. «Гидрографический учебный курс AUV», как известно это мероприятие, представляет собой форум для инженеров, гидрографов, операторов AUV и разработчиков программного обеспечения, где они могут узнать о проблемах, обнаружить новые проблемы и разработать решения в режиме реального времени.Следите за новостями о нашем следующем мероприятии!
Щелкните изображение для предварительного просмотра ниже, чтобы просмотреть его в увеличенном виде.Участники Bootcamp 2014 позируют в New Castle Common.
АПА развертывается у борта Meriel R.
Посетители собираются в палатке, чтобы наблюдать за результатами обработки.
Участники учебного курса наблюдают за продвижением АПА на судовом мониторе.
Учебные курсы участвуют в практическом обучении в реальном времени внутри палатки.
Посетители собираются на пристани рядом с Meriel R. с АНПА на борту.