Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт.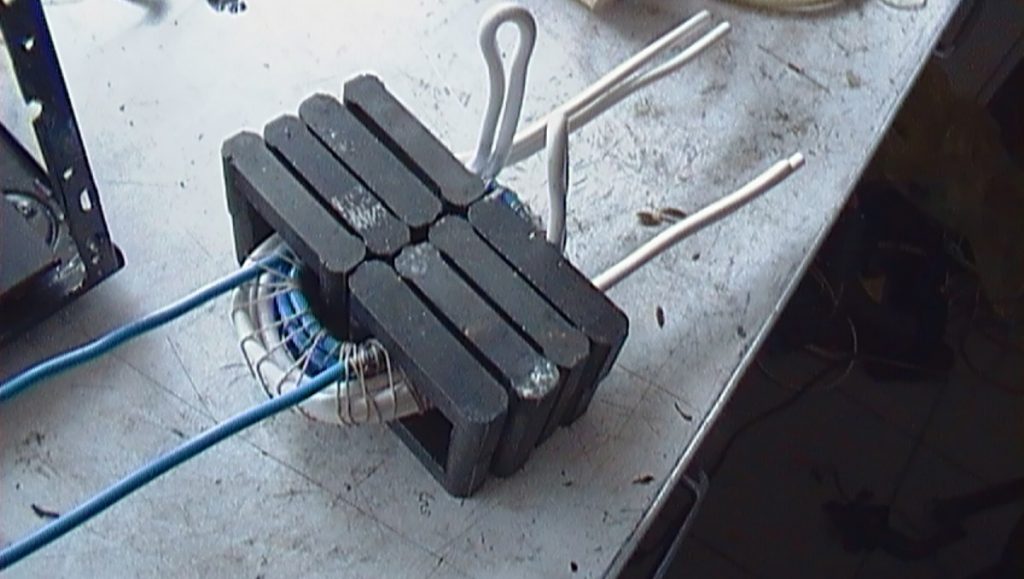 При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз. 3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Самоделки | Сварка своими руками
«Как измерить ток на выходе сварочного инвертора?» — вопрос, который часто задают начинающие сварщики. «Зачем это нужно? Разве и так не понятно, какая сила тока при сварке?! Это как минимум чувствуется!» — отвечают другие, более опытные. Измерить значение тока действительно может понадобиться в некоторых случаях, например, если разметка на регуляторе тока вашего инвертора нанесена «для… Читать далее »
Категории : Самоделки Метки: как измерить токЭлектрододержатель для сварки ММА – приспособление, предназначенное для удержания штучного электрода и подачи на него электрического тока. Хороший держатель электродов: дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода; гарантирует полноценный электрический контакт; обеспечивает быструю замену электрода. легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым… Читать далее »
Хороший держатель электродов: дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода; гарантирует полноценный электрический контакт; обеспечивает быструю замену электрода. легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым… Читать далее »
Собрать сварочный аппарат своими руками не так уж и сложно. Другое дело, что варить трансформатором на переменном токе не просто, гораздо сложнее, чем источниками питания, которые на выходе дают постоянный, хоть и пульсирующий, ток. По предложенной ниже схеме можно собрать сварочник, которым и самому варить будет комфортно и другим посоветовать будет не стыдно. Он обеспечит… Читать далее »
Категории : Самоделки Метки: сварочный аппарат своими рукамиТермитная реакция (от древнегреческого therm – тепло) – процесс сгорания термита, состоящего из смеси алюминиевого (или магниевого) порошка с различными окисленными металлами (чаще всего это железо).
Многие спрашивают, можно ли изготовить электрод для сварки черных металлов своими руками в домашних условиях? Ответ нет. Нормальный электрод для сварки самостоятельно вы не сделаете. Потому, что это достаточно наукоемкий процесс, а компоненты, входящие в состав обмазки, не всегда можно приобрести в ближайшем магазине. Что предлагает нам великий и ужасный интернет в этом плане? Многочисленные… Читать далее »
Категории : Самоделки Сварочные электроды Метки: Электроды своими рукамиВ 1970 г. в журнале «Моделист-Конструктор» вышла статья о том, как сделать простейший по конструкции и при этом очень эффективный кузнечный горн своими руками. При небольших объемах работ в условиях небольшой мастерской это очень полезная штука, а главное, сделать его можно фактически из металлических обрезков.
Друзья-сварщики, вот и близится к концу старый 2017 год, осталось совсем немного до наступления Нового 2018 года! Сколько сварено полезного за этот год и сколько еще предстоит сварить! Всех с наступающим праздником поздравляем и желаем таких банальных, но и таких нужных каждому человеку вещей! Помните, что мир держится не только на сварных швах, но и… Читать далее »
Категории : Самоделки Метки: елка из металла, елка из металла своими рукамиКак правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы. Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в… Читать далее »
Категории : Без рубрики Самоделки Метки: зажим массы, зажим массы для сварки, зажим массы сварочный, клемма заземления, клемма массы, масса сварочнаяСварка АКБ Иногда требуется сварка, а возможность подключиться к электрической розетке отсутствует. Причины такой ситуации могут быть разные. Например, нужно сделать разовый заказ в полевых условиях, либо же работать приходится на даче, электропитание которой обеспечивают небольшие солнечные батареи, а преобразователь и близко не выдаст мощность приемлемую для проведения сварочных работ. Выход из такого положения вещей… Читать далее »
Причины такой ситуации могут быть разные. Например, нужно сделать разовый заказ в полевых условиях, либо же работать приходится на даче, электропитание которой обеспечивают небольшие солнечные батареи, а преобразователь и близко не выдаст мощность приемлемую для проведения сварочных работ. Выход из такого положения вещей… Читать далее »
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Найти:
Просмотренные товары
- Hitachi AB17 зарядное устройство 4076,87 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
ПРИСОЕДИНЯЙТЕСЬ и ПОЛУЧАЙТЕ анонсы:
Выбрать соцсеть
Рубрики
- Без рубрики (106)
- Вспомогательные инструменты (38)
- Газовое оборудование для сварки (22)
- ГОСТы (1)
- Пайка (9)
- Расходные сварочные материалы (49)
- Сварочные электроды (23)
- Ремонт сварочного оборудования (15)
- Самоделки (11)
- Сварка магния (1)
- Средства защиты при сварке (22)
- Маски для сварки (12)
- Электросварочное оборудование (123)
- Аппараты плазменной резки (8)
- Аргонодуговая сварка (32)
- Полуавтоматическая сварка (32)
- Ручная дуговая сварка (55)
- Точечная контактная сварка (7)
Свежие записи
- 100% организация безопасности сварочных работ или почему соблюдения ФНП требований недостаточно!
- Шесть удивительных лайфхаков для дрели
- Рейтинг сварочных аппаратов
- Какой выбрать стабилизатор
- Как научиться сварке.
 Первый сварочный проект: сварочная тележка своими руками
Первый сварочный проект: сварочная тележка своими руками
 Первый сварочный проект: сварочная тележка своими руками
Первый сварочный проект: сварочная тележка своими рукамиСамодельные сварочные аппараты своими руками
Поделиться
Ф. Кобелев » Как сделать сварочные аппараты своими руками » Наука и техника, 2011 год, 304 стр.,ил., (7,74 мб djvu)
Делать самодельные сварочные аппараты своими руками не такое уж сложное дело если пользоваться инструкциями опытных мастеров и технической литературы, какой и является данная книга. Электросварка очень популярна у домашних мастеров, в автосервисе, в дачном строительстве. К настоящему времени она практически вытеснила все остальные технологии сварки металла. Книга знакомит домашнего мастера с основами электросварки, принципами построения электросварочных аппаратов. Особое внимание уделяется самому сложному узлу сварочного аппарата — источнику сварочного тока.
Приводятся описания различных сварочных источников, пригодных для повторения. Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики.
Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Издательство выражает признательность одному из лучших специалистов в области создания источников сварочного тока Володину В. Я. за неоценимую помощь в создании этой книги. Руководство предназначено для широкого круга домашних мастеров, радиолюбителей, интересующихся технологией электросварки, созданием и ремонтом источников питания для сварочного аппарата.
Оглавление книги
Глава 1. Первое знакомство с электродуговой сваркой 7
1.1. Электрическая дуга 7
1.2. Процесс сварки 11
1.3. Способы и технологии сварки 15
Ручная сварка покрытыми электродами 16
Сварка в защитных газах 17
Глава 2. Что такое сварочные источники 19
2.1. Основные типы сварочных источников 19
2.2. Единая система обозначения и классификация сварочных источников 22
Глава 3. Сварочные источники для ручной сварки переменным током 24
Сварочные источники для ручной сварки переменным током 24
3.1. Основные требования к сварочному источнику 24
3.2. Основные типы сварочных трансформаторов 27
3.3. Сварочный трансформатор со ступенчатой регулировкой тока 31
3.4. Сварочный источник Буденного 37
Конструктивно-электрическая схема сварочного источника Буденного 40
Конструкция сварочного источника 42
3.5. Сварочный источник с резонансным конденсатором 46
3.6. Сварочный источник переменного тока с плавной регулировкой 50
3.7. Сварочный источник постоянного тока с электронной регулировкой 55
Глава 4. Электронный регулятор сварочного тока 64
4.1. Многопостовая сварка 64
4.2. Описание ЭРСТ 67
Назначение основных узлов ЭРСТ 69
Принцип действия 70
Принцип работы и настройка блока А1 71
Элементная база 73
Принцип работы и настройка блока А2 75
Принцип действия стабилизатора 77
Элементная база 85
Настройка 85
Формирование внешних характеристик ЭРСТ 87
Принцип работы блока управления ЭРСТ 87
Принцип работы блока драйвера ключевого транзистора 91
Завершающая настройка ЭРСТ 94
Глава 5. Сварочный источник для полуавтоматической сварки 96
Сварочный источник для полуавтоматической сварки 96
5.1. Основные схемные решения 96
5.2. Однофазный сварочный источник 100
со ступенчатой регулировкой тока. 102
Основные напряжения 102
Описание конструкции 103
Элементная база 105
Конструкция сварочного трансформатора 10б
Конструкция дросселя 108
Подключение источника 108
5.3. Сварочный источник для полуавтоматической сварки с тиристорным регулятором 109
Обеспечение непрерывности сварочного тока 110
Блок управления 118
Описание конструкции 120
Элементная база 123
Конструкция сварочного трансформатора 123
Конструкция дросселя 125
Подключение источника 126
Глава 6. Инверторные сварочные источники 127
6.1. Основные типы преобразователей 127
Трансформатор 127
Блок-схема инверторного сварочного источника 128
Однотактные преобразователи 129
Двухтактные преобразователи 134
Материал сердечника трансформатора преобразователя 137
6. 2. Простой сварочный инвертор 138
2. Простой сварочный инвертор 138
Блок управления 138
Компаратор пониженного напряжения 140
Источник опорного напряжения 141
Генератор 142
Усилитель ошибки 143
Компаратор ШИМ 143
Защелка ШИМ 144
Выходной каскад 144
Схема сварочного инвертора 145
Элементная база 152
Моточные узлы 154
Намотка трансформатора 156
Наладка сварочного источника 157
6.3. Профессиональный сварочный инвертор 161
Принцип действия силовой части163
инверторного сварочного источника 165
Принцип действия блока управления 167
Схема блока управления 170
инверторного сварочного источника 173
Основные функциональные узлы блока управления 177
Основные участки нагрузочной характеристики источника 180
Формирование нагрузочной характеристики источника 182
Элементная база 184
Моточные узлы 187
Методика настройки БУ 190
Выносной пульт управления (модулятор) 192
Использование альтернативного ШИМ-контроллера 197
6.4. Инверторный сварочный источник COLT-1300 205
Силовая часть 206
Данные моточных узлов 213
Блок управления 215
Настройка 222
6. 5. Демпфирующая цепь, не рассеивающая энергию 222
5. Демпфирующая цепь, не рассеивающая энергию 222
Расчет элементов НРДЦ 225
6.6. Сварочный инвертор на одном транзисторе 228
Принципиальная схема 230
Работа схемы 234
Элементная база 238
Моточные узлы 238
Наладка сварочного источника 240
6.6. Сварочный источник Большакова 245
Принципиальная электрическая схема 245
Элементная база 252
Моточные узлы 253
Монтаж 255
Настройка 255
Глава 7. Стабилизаторы и осцилляторы 259
7.1. Стабилизаторы дуги переменного тока 259
Принцип действия стабилизаторов дуги 260
Первая версия схемы стабилизатора дуги 261
Элементная база 267
Вторая версия схемы стабилизатора дуги 268
7.2. Осцилляторы 272
Назначение и устройство осциллятора 272
Простейший сварочный осциллятор 274
Элементная база 276
Простейший сварочный осциллятор с разрядником Epcos 278
Элементная база 279
Осциллятор без разрядника 280
Элементная база 282
Глава 8. Создаем и тестируем элементы сварочных аппаратов 284
Создаем и тестируем элементы сварочных аппаратов 284
8.1. Испытываем неизвестное железо 284
8.2. Как намотать трансформатор? 286
8.3. Как изготовить трансформатор из подручных материалов 291
Сборка сердечника 292
Подготовка обмоточного провода 294
Намотка 295
8.4. Как изготовить сварочные электроды 296
Глава 9. Безопасность при электросварке 297
Почему нужна защита глаз при электросварке 297
Применение традиционного защитного оборудования 298
Защитные сварочные маски нового поколения «Хамелеон» 300
Способы вентиляции рабочего места сварщика 301
Список использованной литературы и ресурсов Интернет 302
Скачать книгу бесплатно7,74 мб djvu
Похожая литература
677
https://www.htbook.ru/samodelki/knigi_po_samodelkam/samodelnye-svarochnye-apparati-svoimi-rukamiСамодельные сварочные аппараты своими рукамиhttps://www.
https://www.htbook.ru/wp-content/uploads/2014/10/KZSASR.jpg
Книги по самоделкамСамоделки,сваркаСамодельный сварочный аппарат. Ф. Кобелев ‘ Как сделать сварочные аппараты своими руками ‘ Наука и техника, 2011 год, 304 стр.,ил., (7,74 мб djvu) Делать самодельные сварочные аппараты своими руками не такое уж сложное дело если пользоваться инструкциями опытных мастеров и технической литературы, какой и является данная книга. Электросварка очень популярна у домашних…YakovLukich [email protected]Техническая литература
Поделиться
Сварочные самоделки своими руками. Как собрать сварочный аппарат своими руками? Номинальное рабочее напряжение
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше.![]() Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.

Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности.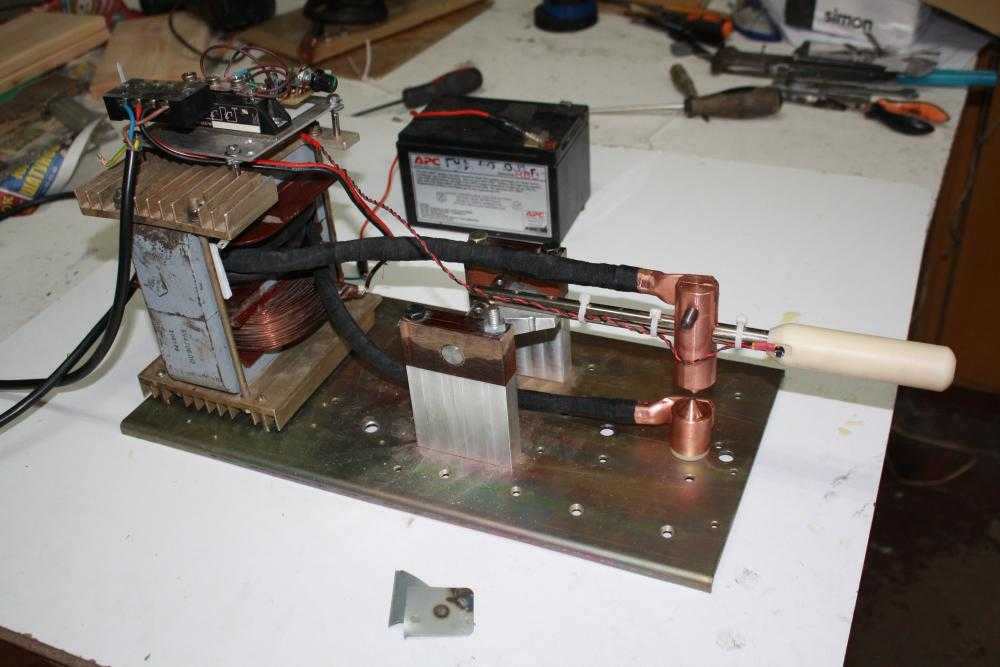 Но будьте крайне осторожны.
Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – . В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.

Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.

Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата . Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин . Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.



В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Поэтому создание точечного сварочного аппарата можно считать оконченным.
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени. В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Поделки из металла при помощи сварки своими руками: оборудование, инструменты, материалы
Самоделки для сварки: магнитный угольник, струбцина
Большинство сварщиков — это креативные ребята, они что-то вечно придумывают и улучшают в процессе выполнения сварочных работ. Ну а что, сварка — это такая работа, где нужно шевелить своими мозгами и уметь поработать ручонками.
Что тут говорить, чего только стоят самодельные молотки сварщиков для отбивания шлака. Для их изготовления в ход идут старые зубила и пики от перфораторов. Многие из самоделок для сварщика направлены на оказание помощи, например, магнитный угольник для сварки.
Многие из самоделок для сварщика направлены на оказание помощи, например, магнитный угольник для сварки.
В общем, не будет забегать далеко вперёд, а расскажем про полезные самоделки для сварщиков, которые станут находкой в самых различных ситуациях.
Оборудование, инструменты, материалы
Прежде чем начинать изготавливать поделки из металла с помощью сварки, необходимо сделать предварительный эскиз изделия. Для этого понадобятся бумага и карандаш. Ну и конечно фантазия автора, которая является самым главным инструментом. Также можно выбрать один из эскизов, имеющихся в изобилии в интернете.
В качестве основного оборудования необходимо иметь сварочный аппарат и расходные материалы. Также для этого вида искусства понадобятся такие прозаичные вещи:
- Листовое железо необходимого размера.
- Болгарка, чтобы делать из листа железа необходимые выкройки.
- Дрель для сверления отверстий.
- Молоток для сбивания окалин.
- Зубило.
- Плоскогубцы.
- Ножницы по металлу.
- Стальные прутья различной длины.
- Шлифовальный круг для зачистки металла.
- Наждачная бумага.
- Рулетка.

Листовое железо должно быть тонким, чтобы его можно было с легкостью резать и гнуть. В качестве сварочного аппарата можно порекомендовать инвертор, работать с которым легко и приятно. Для декора могут понадобиться шайбы и болтики, а для соединения деталей гвоздики. Конкретный набор инструментов и деталей зависит от вида выполняемого изделия. Многое можно найти у себя в хозяйстве, недостающее нетрудно прикупить в магазине.
Для предварительной очистки поверхности металла необходимо средство, с помощью которого будет легко удалить ржавчину. Не следует забывать об экипировке сварщика. Требования безопасной работы являются одинаковыми, как для профессиональных работ, так и в том случае, когда предстоит изготовить небольшие поделки сваркой.
Покупать специальный костюм, называемый робой, для таких целей наверно будет излишним, но одежда умельца должна быть плотной, максимально закрывающей все участки тела. На голове должна быть шапочка, на руках брезентовые рукавицы, а на ногах — крепкая обувь на толстой подошве. Главный элемент грамотной экипировки — защитная маска. Наиболее удачно себя проявила маска под названием «Хамелеон».
На голове должна быть шапочка, на руках брезентовые рукавицы, а на ногах — крепкая обувь на толстой подошве. Главный элемент грамотной экипировки — защитная маска. Наиболее удачно себя проявила маска под названием «Хамелеон».
Манипуляторы
Эти устройства приспособлены для поворота свариваемого изделия в процессе работы. Манипулятор может поворачивать деталь в вертикальной и горизонтальной плоскости, делать наклоны под разный угол в горизонтальной плоскости, что обеспечивает получение качественного сварного шва.
Манипуляторы бывают установочные и сварочные. Первые тип приспособлений, их еще называют позиционерами, производит установку заготовки в нужную точку и в требуемом положении, удобном для сборки. Сварочные манипуляторы перемещают изделия по заданной траектории со скоростью, необходимой для производства сварки.
Основными характеристиками манипуляторов является его грузоподъемность, максимально возможные габариты и количество степеней свободы его планшайбы, к которой крепится свариваемая деталь.
На производствах для сварочных работ обычно имеется целый комплекс приспособлений, обеспечивающих установку заготовок в нужной позиции, способных перемещать их по вертикали и горизонтали, вращать.
Дополнительно используются рельсовые пути, тележки и другие приспособления, способствующие ускорению и облегчению процесса сварки. Применяя стандартные, отработанные средства, сварочный процесс происходит значительно быстрее и эффективнее, хотя использование самоделок никогда не вредит этому.
Набиваем руку
Вначале необходимо потренироваться на небольших кусочках тонкого металла. Следует проводить с ними различные манипуляции, сваривать вместе два куска, отрабатывать технику ведения шва различными способами.
Полученный результат необходимо проанализировать. При появлении внешних дефектов попробовать изменять значение тока на сварочном оборудовании и выставлять различные режимы. Необходимо помнить, что поделки из сварки являются произведениями искусства и видимые недостатки и дефекты на них недопустимы.
Затем в качестве тренировки можно выполнить какое-либо небольшое изделие. Сразу приступать к изготовлению такого громоздкого сооружения, как садовая скамейка пока будет нецелесообразно.
Постепенно сложность работы следует увеличивать. После такой подготовительной работы можно приступать к своим задумкам.
Соблюдение мер безопасности
Техника соблюдения безопасности при проведении такого рода работ находится на первом месте. При использовании простого молотка, конечно же, такие предосторожности не потребуются.
А вот работа с металлическими листами потребует соблюдения определенных правил, чтобы не пораниться.
Вот почему необходимо наличие и очков, защищающих глаза, и перчатки. Усиленная экипировка просто необходима при проведении работ, связанных со сваркой. Здесь нужны специальные перчатки плюс щиток с защитной маской, не говоря уже о полноценной защитной одежде.
Не стоит забывать о необходимости частого проветривания, тем более, когда для работы применяются лаки и краски.
Роза из металла
Поделки из железа сваркой можно рассмотреть на примере изготовления розы. Первым делом из листа железа следует нарезать необходимое количество лепестков будущего цветка. Для этого используются ножницы по металлу. Чтобы роза выглядела красивой и пышной понадобится порядка тридцати лепестков разной величины. Края каждого лепестка загибаются вверх с помощью плоскогубцев и обрабатываются точильным камнем, чтобы убрать все неровности и заусенцы.
Для придания цветку достоверного вида из металла надо вырезать кусочки, которые будут символизировать шипы розы. Для формирования стебля понадобится стальная проволока диаметром шесть миллиметров, которую следует предварительно слегка изогнуть, как это бывает у настоящего стебля.
Все детали следует соединить между собой с помощью сварочного аппарата, прикладывая поочередно каждый лепесток к стеблю. Затем производится их зачистка. После того, как роза будет сформирована, следует приварить к ней шипы. Все сварные швы следует зачистить. Металлический цветок будет готов. Закончить можно окрашиванием специальной краской, предназначенной для металлических изделий.
Все сварные швы следует зачистить. Металлический цветок будет готов. Закончить можно окрашиванием специальной краской, предназначенной для металлических изделий.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Забавные игрушки и украшения
Поделки из металла своими руками сваркой могут украсить, как садовую дорожку, так и интерьер городской квартиры. Мало кто останется равнодушным, увидев на своем пути такого забавного кота, смотрящего так доверчиво и приветливо.
Поделки из металла своими руками при помощи сварки можно поместить на своем письменном столе, например, так, как этот самодельный светильник.
Скамейка на садовом участке
Поделки из железа сваркой для сада своими руками включают в первую очередь садовую скамейку. На даче следует не только работать, но и находить время для отдыха. Делать это лучше на свежем воздухе, сев на любимую скамейку, изготовленную самостоятельно и по своему вкусу.
В этом случае помимо железа понадобятся деревянные доски, рейки или брусья, которые будут уложены на прочный металлический каркас. Изготовить скамейку можно и полностью металлическую, но сидеть на ней будет не так комфортно.
Форма скамеек может быть различной:
- со спинкой или без нее;
- узкие или широкие;
- одиночные или совмещенные со столом.
Также разной может быть форма металлического профиля, например, стальные уголки, арматура, тонкие трубы. В дополнение к скамейкам можно изготовить стол, выполненный в таком же стиле. Такие крупные поделки из металла сваркой требуют предварительной разработки чертежа. На чертеже необходимо указать все габаритные размеры. Такая прикидка поможет заготовить требуемое количество материала, избежав излишков.
Чертеж носит предварительный характер. В ходе изготовления его можно корректировать и вносить в него изменения. Основное требование, когда изготавливаются изделия из металла своими руками сваркой в виде скамейки — каркас должен выдерживать нагрузки в виде сидящих на ней людей, то есть быть достаточно прочным. К тому же необходимо учитывать их рост, чтобы бы было удобно опираться на спинку скамейки. Необходимо подготовить струбцины для фиксации крупных деталей перед началом их сваривания.
К тому же необходимо учитывать их рост, чтобы бы было удобно опираться на спинку скамейки. Необходимо подготовить струбцины для фиксации крупных деталей перед началом их сваривания.
Вначале делают разметку и разрезают на части детали, из которых предполагается сделать основание скамейки. Торец среза должен быть строго перпендикулярным, чтобы соединять детали стыковым методом. Чтобы параллельные детали были одинаковыми, вначале выполняется одна из них, а затем она используется как шаблон для остальных. Вначале изготавливают длинные соединения, а затем приступают к более коротким.
Из полученных деталей первым делом изготавливают боковые стороны каркаса. Следует сравнить между собой обе боковины, чтобы избежать перекоса при монтаже. Стыкуемые изделия надо подогнать друг к другу и прочно зафиксировать струбцинами. Если форма ножек гнутая, то придется использовать не только линейку, но и собственный глазомер.
Сварку необходимо производить по предварительной разметке, выполненной с помощью маркера. Чтобы прихватить соединяемые металлические детали вначале делают точечную сварку, а затем выполняют основные швы. Для устойчивости скамейки к основанию ножек можно приварить металлические подпятники.
Чтобы прихватить соединяемые металлические детали вначале делают точечную сварку, а затем выполняют основные швы. Для устойчивости скамейки к основанию ножек можно приварить металлические подпятники.
После окончания изготовления каркаса для скамьи со швов специальным легким молотком сбивается окалина. Делать это надо осторожно, чтобы не навредить внешнему виду изделия. Если появились неопрятные наплыва металла, то их убирают болгаркой. Все поверхности обрабатывают металлической щеткой.
После этого осталось обшить металлический сварной каркас деревянными досками и можно садиться на скамейку, изготовленную своими руками. Получив такой опыт, можно приступить к строительству беседки на своем участке.
Поделки, не требующие особых навыков
Работа с металлом сложна, но мы подобрали несколько вариантов изделий, которые выполняются, с приложением минимума усилий. Но фантазия здесь все-таки понадобится.
Поделки из тонколистового металла
Если приобрести тонкий лист металла, то работают при помощи острых ножниц. Не понадобятся дополнительные приспособления – сделать фигурку можно достаточно легко. Предлагаем изделие в форме совы. Для ее изготовления понадобится преобрести:
Не понадобятся дополнительные приспособления – сделать фигурку можно достаточно легко. Предлагаем изделие в форме совы. Для ее изготовления понадобится преобрести:
Последовательность выполнения работы:
Поделки вместе с ребенком
Если есть полоса тонкого металла, то работать с ней достаточно просто. Поэтому, к таким манипуляциям можно будет привлечь ребенка.
Очень легко сделать из полосового металла улитку. Для этого необходимо отрезать нужную длину ленты. Затем начинать заворачивать ее в спираль.
Тело также делается из листового металла.
Основная трудность в этом случае будет заключаться в фиксации тела и спиралевидного домика. Но и тут на помощь придет смекалка. Если нет возможности зафиксировать жестко, то можно воспользоваться скотчем. Особенно это актуально в том случае, если лист металла достаточно тонкий и не имеет существенного веса.
Может возникнуть вопрос, насколько эстетично будет выглядеть блестящий скотч. Решить эту проблему еще проще – достаточно взять акриловые краски и покрасить улитку вместе со скотчем. Именно слой полимерного покрытия позволит скрыть все неровности и дополнительно используемые материалы.
Решить эту проблему еще проще – достаточно взять акриловые краски и покрасить улитку вместе со скотчем. Именно слой полимерного покрытия позволит скрыть все неровности и дополнительно используемые материалы.
При невозможности работы с инструментами, следует выбирать поделки, включающие в себя готовые металлические изделия, которые следует объединить между собой.
Ворота и калитки
Что еще можно сделать с помощью сварки на приусадебном участке, так это красивые ворота и калитку. Такие сварочные изделия из металла своими руками способны значительно украсить вход на участок. Они должны гармонично сочетаться друг с другом, являясь визитной карточкой загородного дома.
Сваривать такие габаритные вещи необходимо на плоской поверхности, например, на специальном столе. Это будет гарантировать плоскостность изделия и избавит от перекосов. Такой стол нетрудно изготовить самим, взяв цементно-стружечную плиту и установив ее прямо на земле на подкладках.
Предварительная подготовка состоит из разметки и нарезки металла в соответствие с чертежом. Нарезку удобно осуществлять с помощью шлифовальной машинки. На столе мелом наметить силуэт будущего каркаса и поместить согласно этому своеобразному эскизу детали. При необходимости их следует подогнать по размеру. Затем необходимо подготовить кромки свариваемых соединений, надежно их зафиксировать и приступить к свариванию.
Нарезку удобно осуществлять с помощью шлифовальной машинки. На столе мелом наметить силуэт будущего каркаса и поместить согласно этому своеобразному эскизу детали. При необходимости их следует подогнать по размеру. Затем необходимо подготовить кромки свариваемых соединений, надежно их зафиксировать и приступить к свариванию.
После изготовления металлического каркаса следует осторожно отбить шлак и осмотреть полученный результат. Сняв со стола, следует приварить к полученному изделию необходимую фурнитуру в виде петель.
Экономичный сварочный трансформатор
Экономичный сварочный трансформатор
Электрическая дуга была впервые получена в 1802 г. русским академиком В.В. Петровым. За свою более чем 200-летнюю историю она из обычного электрического явления превратилась в мощную технологическую составляющую современного производства. Технический прогресс в промышленности неразрывно связан с постоянным совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического, кузнечно-прессового, химического и энергетического оборудования, в сельскохозяйственном и тракторном машиностроении, в производстве строительных и других конструкций.
Сварка как высокопроизводительный процесс изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического, кузнечно-прессового, химического и энергетического оборудования, в сельскохозяйственном и тракторном машиностроении, в производстве строительных и других конструкций.
Начиная с середины 80-х годов прошлого столетия, стало увеличиваться количество сварочных аппаратов, предназначенных для домашнего применения. Сегодня их изготавливают не только любители-одиночки, но и всевозможные акционерные общества, появившиеся при крупных промышленных предприятиях.
Однако приобрести надежный и удобный сварочный аппарат для личных нужд не так то просто. Дело в том, что при изготовлении подобных устройств очень часто копируются их «старшие братья» (сварочные аппараты для промышленного применения) как бы в уменьшенном виде. Такой подход нельзя считать правильным. Как известно, сварочные аппараты являются энергоёмкими устройствами. Эта особенность, с которой мирятся на производстве, может стать существенным препятствием для применения их в домашних условиях. Попробуем разобраться в причинах этого явления. Почему бытовые сварочные аппараты так же «прожорливы» как и их «старшие братья»? На первый взгляд кажется, что причина кроется в неверных электротехнических расчётах сварочного трансформатора или ошибках, допущенных при его намотке. Такое часто случается, когда трансформатор изготавливают в любительских условиях. Но дело не только в этом. Даже безупречно грамотно рассчитанный сварочный трансформатор потребляет в рабочем режиме значительное количество энергии. Здесь требуется дать некоторые пояснения. В теоретической электротехнике при расчётах используются понятия «идеального источника тока» и «идеального источника напряжения». Первый на любой нагрузке обеспечивает неизменный ток, а второй- неизменное напряжение. Чтобы выйти на такие режимы «идеальный источник тока» должен иметь бесконечно большое внутреннее сопротивление (r=∞), а «идеальный источник напряжения» – бесконечно маленькое внутреннее сопротивление (r=0). Реальные источники электрической энергии имеют внутреннее сопротивление:
Попробуем разобраться в причинах этого явления. Почему бытовые сварочные аппараты так же «прожорливы» как и их «старшие братья»? На первый взгляд кажется, что причина кроется в неверных электротехнических расчётах сварочного трансформатора или ошибках, допущенных при его намотке. Такое часто случается, когда трансформатор изготавливают в любительских условиях. Но дело не только в этом. Даже безупречно грамотно рассчитанный сварочный трансформатор потребляет в рабочем режиме значительное количество энергии. Здесь требуется дать некоторые пояснения. В теоретической электротехнике при расчётах используются понятия «идеального источника тока» и «идеального источника напряжения». Первый на любой нагрузке обеспечивает неизменный ток, а второй- неизменное напряжение. Чтобы выйти на такие режимы «идеальный источник тока» должен иметь бесконечно большое внутреннее сопротивление (r=∞), а «идеальный источник напряжения» – бесконечно маленькое внутреннее сопротивление (r=0). Реальные источники электрической энергии имеют внутреннее сопротивление:
0< r <∞
и их режим определяется внешней нагрузкой R:
при r > R- мы имеем дело с источником тока,
при r < R — мы имеем дело с источником напряжения.
Так как на внутреннем сопротивлении бесполезно расходуется часть энергии источника, то разным оказывается и КПД данных источников: источник тока имеет коэффициент полезного действия : 0 <КПД < 50 %, источник напряжения имеет коэффициент полезн. действия: 50 % < КПД < 100 %.
Все сварочные трансформаторы для ручной дуговой сварки должны работать в режиме источника тока, т.к. постоянство тока электрической дуги обеспечивает высокое качество сварного шва. С этой целью в сварочных трансформаторах принимают меры для увеличения их внутреннего сопротивления ( увеличивают магнитное рассеяние, включают дроссели и т.д.). Платой за качество является сравнительно низкий КПД (близкий к 50%), и, как следствие, значительное потребление энергии.
Чтобы не быть голословным, покажем это на примере бытового сварочного аппарата, рекомендации по изготовлению которого были опубликованы в популярном научно-техническом журнале «Радио» (В. Володин. Сварочный трансформатор: расчёт и изготовление. Радио, 2002 г, №11, №12). По расчётам самого автора его сварочный трансформатор в рабочем режиме будет потреблять мощность около 10 кВт. Можно ли его безопасно эксплуатировать в домашних условиях? Скорее всего нет. Дело в том, что на такую мощность не рассчитана домашняя электропроводка. Сечение её проводов имеет стандартнее значения (S=2,5–4мм2) и, в лучшем случае, позволяют к ней подключать устройства мощностью 3–4 кВт (да и то с соблюдением мер предосторожности). Устройства мощностью в 10 кВт будут вызывать столь значительный разогрев подводящих проводов, что может привести к расплавлению изоляции, образованию коротких замыканий и даже пожару. Кроме того, мощные броски тока, достигающие в сети при работе трансформатора 45 А (а в режиме зажигания дуги до 90 А!), вызовут значительное падение напряжения на проводах электропроводки. Напряжение в осветительной сети станет меняться в диапазоне от 170 до 220 В. Это вызовет неустойчивую работу холодильников, электронасосов, стиральных машин и т.
Радио, 2002 г, №11, №12). По расчётам самого автора его сварочный трансформатор в рабочем режиме будет потреблять мощность около 10 кВт. Можно ли его безопасно эксплуатировать в домашних условиях? Скорее всего нет. Дело в том, что на такую мощность не рассчитана домашняя электропроводка. Сечение её проводов имеет стандартнее значения (S=2,5–4мм2) и, в лучшем случае, позволяют к ней подключать устройства мощностью 3–4 кВт (да и то с соблюдением мер предосторожности). Устройства мощностью в 10 кВт будут вызывать столь значительный разогрев подводящих проводов, что может привести к расплавлению изоляции, образованию коротких замыканий и даже пожару. Кроме того, мощные броски тока, достигающие в сети при работе трансформатора 45 А (а в режиме зажигания дуги до 90 А!), вызовут значительное падение напряжения на проводах электропроводки. Напряжение в осветительной сети станет меняться в диапазоне от 170 до 220 В. Это вызовет неустойчивую работу холодильников, электронасосов, стиральных машин и т. д. и может стать причиной их преждевременного выхода из строя не только у хозяина сварочного аппарата, но и у его ближайших соседей. В дальнейшем состоится неприятный контакт с инспектором Энергонадзора со всеми вытекающими отсюда последствиями.
д. и может стать причиной их преждевременного выхода из строя не только у хозяина сварочного аппарата, но и у его ближайших соседей. В дальнейшем состоится неприятный контакт с инспектором Энергонадзора со всеми вытекающими отсюда последствиями.
Попытаемся показать, как, не ухудшая качества, можно снизить энергопотребление сварочного трансформатора до 3,5–4 кВт, сделав его работу безопасной не только для себя, но и окружающих.
Известно, что мощность, потребляемая сварочным трансформатором из сети, в основном определяется мощностью, передаваемой им во вторичную обмотку:
Р2=U2хх·I2p ,
где Р2–полная мощность вторичной обмотки, В·А;
U2хх–напряжение холостого хода вторичной обмотки, В;
I2р–рабочий ток вторичной обмотки, А.
Величина I2р нормирована для каждого диаметра электрода и уменьшать её не рекомендуется, т.к. это ухудшает качество сварного шва. Например, для электродов Ø3 I2р=100-120 А, для электродов Ø4 I2р=180–200 А и т. д. Остаётся напряжение холостого хода U2хх. Для сварочных трансформаторов промышленного назначения его величина выбирается равной 65–70 В. И это вполне оправдано, если не обращать внимание на энергопотребление сварочного аппарата.
д. Остаётся напряжение холостого хода U2хх. Для сварочных трансформаторов промышленного назначения его величина выбирается равной 65–70 В. И это вполне оправдано, если не обращать внимание на энергопотребление сварочного аппарата.
Около 14 лет назад автор данной статьи также столкнулся с проблемой снижения энергопотребления при постройке собственного сварочного аппарата. Эксперименты показали, что современная обмазка электродов позволяет зажигать дугу и поддерживать устойчивым её горение даже при напряжении холостого хода U2хх=28 В! Конечно, дуговой промежуток был очень маленьким, и любое небрежное движение сварщика приводило к гашению дуги. Кроме этого, дуга становилась «капризной» на зажигание, если поверхность свариваемых изделий содержала ржавчину или была покрыта оксидной плёнкой. Да и не все типы электродов допускали такой режим. Лучшие результаты сварки под низким напряжением показали электроды Ø3 АНО-21(торговая марка «Тигарбо») Каменского опытного механического завода. (Эти электроды очень популярны на Юге России!).
(Эти электроды очень популярны на Юге России!).
Уйдём от этой нижней границы. Оказалось, что напряжение U2хх=36–40 В позволяет успешно варить даже начинающему сварщику. При таком напряжении валик сварочного шва получался ровным, т.к. отсутствовало разбрызгивание капель жидкого металла, а шлаковая плёнка была тонкой и легко отслаивалась от изделия. Но самое главное – резко снизилось энергопотребление сварочного трансформатора до 3,5–4 кВт, что сделало его абсолютно пригодным для домашнего применения. Семейный бюджет получил при этом существенный выигрыш.
С учётом изложенного выше, можно сделать вывод: в любом сварочном трансформаторе, после несложной доработки, можно ввести экономичный режим. Для этого во вторичной обмотке необходимо сделать отвод на напряжение 36–40 В. Желательно в трансформаторе также иметь возможность плавного регулирования сварочного тока. Предлагаю один из вариантов экономичного сварочного трансформатора для домашнего применения. В качестве объекта для модернизации был выбран сварочный аппарат, сконструированный В. Мотузасом (В. Мотузас. Компактный, безопасный, бесшумный – журнал «Сельский механизатор», 1987 г., № 2, с. 26). Т.к. большинство читателей журнала не знакомо с этим узкоспециализированным изданием, я, там, где это необходимо, повторю некоторые технологические приёмы его изготовления.
Мотузасом (В. Мотузас. Компактный, безопасный, бесшумный – журнал «Сельский механизатор», 1987 г., № 2, с. 26). Т.к. большинство читателей журнала не знакомо с этим узкоспециализированным изданием, я, там, где это необходимо, повторю некоторые технологические приёмы его изготовления.
После модернизации сварочный аппарат имел следующие технические характеристики:
экономичный режим
форсированный режим
— напряжение холостого хода 36 В,
— рабочий ток 20-100 А,
— диаметр электрода Ø 1,5; 2; 3,
— мощность, потребляемая из сети
минимальная 750 Вт
максимальная 3800 Вт
— регулирование раб. тока: плавное,
— род тока: переменный
— напряжение холостого хода 50 В,
— рабочий ток 80-140 А,
— диаметр электрода Ø 3,
— мощность, потребляемая из сети
минимальная 4500 Вт
максимальная 7500 Вт
— регулирование раб. тока: плавное,
— род тока: переменный.
В качестве магнитопровода используется статор от списанного электродвигателя, мощностью 12-15 кВт. Чтобы извлечь магнитопровод из корпуса статора, его надо разбить и удалить обмотку электродвигателя. Получится чистый магнитопровод (рис.1).
Чтобы извлечь магнитопровод из корпуса статора, его надо разбить и удалить обмотку электродвигателя. Получится чистый магнитопровод (рис.1).
Рис.1 Магнитопровод.
Зубилом вырубываем на магнитопроводе 12 пазов для намотки первичной обмотки. Вырубывать пазы зубилом нетрудно, металл магнитопровода мягкий. При этом обязательно используются защитные очки: срубленные пластинки могут попасть в глаза. Вырубленный участок обмотаем куском ткани и пропитаем его эпоксидным клеем или лаком. Когда клей высохнет, на этот участок намотаем первичную обмотку W1 (рис.2).
Рис.2 Расположение обмоток.
Наматываем её в несколько слоёв так, чтобы начало и конец обмотки были внизу катушки. Каждый слой друг от друга изолируем тканью, пропитанной эпоксидной смолой или лаком. Верхний слой покрывается двумя слоями ткани, пропитанной эпоксидной смолой.
Затем приступаем к изготовлению каркаса для вторичной обмотки. Он должен свободно перемещаться по всей поверхности магнитопровода (в т. ч. и по поверхности первичной обмотки). С этой целью на поверхности первичной катушки намотаем виток к витку кабель диаметром 8-10 мм (с изоляцией). Он будет служить вспомогательной обмоткой. Поверх кабеля накладываем целлофановую плёнку. Всё это обматывается тканью (мешковиной), пропитанной эпоксидной смолой. Сюда же необходимо приклеить две удерживающие пластины и две клеммы (алюминиевые полоски) для вторичной обмотки (рис.3).
ч. и по поверхности первичной обмотки). С этой целью на поверхности первичной катушки намотаем виток к витку кабель диаметром 8-10 мм (с изоляцией). Он будет служить вспомогательной обмоткой. Поверх кабеля накладываем целлофановую плёнку. Всё это обматывается тканью (мешковиной), пропитанной эпоксидной смолой. Сюда же необходимо приклеить две удерживающие пластины и две клеммы (алюминиевые полоски) для вторичной обмотки (рис.3).
Рис.3 Каркас вторичной обмотки.
После высыхания клея, целлофан и вспомогательная обмотка удаляются.
Для придания жесткости, каркас вторичной обмотки покрывается ещё одним слоем ткани, пропитанной эпоксидной смолой. После высыхания смолы можно приступать к намотке вторичной обмотки. В качестве материала используется медная (алюминиевая) шина или провод круглого сечения в изоляции. Для расчёта числа витков первичной и вторичной обмоток вначале определяется сечение магнитопровода (S, см2): S=а×в (см. рис.1) Затем определяем число витков на один вольт:
Т= 40/S
Рассчитываем число витков в первичной W1 и вторичной W2 обмотках:
W1=220 · Т,
W2=36 · Т – экономичный режим,
W2=50 · Т – форсированный режим.
ПРИМЕЧАНИЕ. Вторичную обмотку наматывают в такой последовательности:
наматывают витки экономичного режима,
рассчитывают число витков форсированного режима,
доматывают » разницу» между числом витков форсированного и экономичного режимов.
Схема модернизированного трансформатора показана на рис. 4а.
Рис.4а Схема трансфоматора после модернизации.
В качестве примера приведу данные своего сварочного трансформатора. У него форсированный режим введен по-другому: в первичной обмотке делается отвод W1ф, положение которого рассчитывается по формуле:
W1ф = 222 · 30/S
S=46 см2, Т = 40/46 = 0,87; W1 = 191, W1ф = 143, W2 = 32.
Первичная обмотка содержит 191 виток с отводом от 143 витка, провод ПЭТВ Ø 2,12мм, вторичная обмотка намотана алюминиевым проводом круглого сечения в изоляции, Ø 8 мм.
Чтобы быстро переходить от экономичного режима к форсированному поступают следующим образом. Из изоляционного материала (текстолит, гетинакс) толщиной 5–6 мм вырезают пластину для выводов первичной обмотки. В ней сверлят 3 отверстия Ø 5 мм на расстоянии 20 мм друг от друга по одной прямой. Из медной проволоки Ø 5 мм отрезают 3 куска длинной 45 мм. На них с одного края нарезают резьбу М5. С помощью гаек эти стержни укрепляют на пластине, и, сюда же, присоединяют выводы от первичной обмотки в определённой последовательности (рис.4 б,с).
В ней сверлят 3 отверстия Ø 5 мм на расстоянии 20 мм друг от друга по одной прямой. Из медной проволоки Ø 5 мм отрезают 3 куска длинной 45 мм. На них с одного края нарезают резьбу М5. С помощью гаек эти стержни укрепляют на пластине, и, сюда же, присоединяют выводы от первичной обмотки в определённой последовательности (рис.4 б,с).
Рис.4б Экономичный режим трансформатора.
Рис.4с Форсированный режим трансформатора.
Сама пластина крепится к основанию трансформатора с помощью двух уголков. Сетевой шнур с одной стороны имеет штекерный разъём, который позволяет легко переходить от экономичного режима к форсированному.
Последним готовится основание трансформатора. Здесь подойдёт любой изоляционный материал достаточной прочности, например, многослойная фанера, древесина и т.п. Для мобильности к основанию можно приспособить небольшие колёсики от стиральных машин старых выпусков типа «Волга», «Ока». Общий вид сварочного трансформатора показан на рис. 5.
5.
Рис.5 Общий вид сварочного аппарата.
При работе в домашних условиях используют, в основном, экономичный режим. Переход в форсированный режим осуществляется перестановкой сетевого разъёма на щитке выводов первичной обмотки. Однако работать в этом режиме длительное время не рекомендуется по причине, указанной в начале статьи. Плавная регулировка тока в обоих режимах осуществляется простым перемещением вторичной обмотки по магнитопроводу Наибольшего значения сварочный ток достигает в положении, когда вторичная обмотка находится поверх первичной. Чтобы зафиксировать вторичную обмотку в определённом положении, используют деревянные брусочки, вставляя их в пазы статора. Если есть возможность подключения сварочного трансформатора к автономному источнику питания (домашней электростанции), то работа в форсированном режиме осуществляется без ограничений.
Конечно, изготовление такого трансформатора — достаточно трудоёмкий процесс. Но, построив его, вы, действительно, забудете все проблемы.
Литература.
Ю.А. Денисов , Г.Н. Кочева, Ю.А. Маслов и др. Справочник сварщика. М.: Машиностроение, 1982.
В. Володин. Сварочный трансформатор: расчёт и изготовление. Радио, 2002 г, № 11, № 12.
В. Мотузас. Компактный, безопасный, бесшумный.- журнал «Сельский механизатор», 1987 г. № 2, с 26
Статья опубликована в журнале «Сделай сам» 2004, №3 с.35–39
http://cm001.narod.ru/index/publik/svarka.html
Сделай свой собственный сварочный аппарат « Удивительно, как
Как
: Изготовление аппарата для сварки фольги Вам трудно удерживать предметы, требующие сварки? Тогда посмотрите это видео, чтобы узнать, как быстро сделать аппарат для сварки фольгой. На самом деле очень просто сделать этот аппарат, который поможет вам в ваших сварочных проектах. Все, что вам нужно, это две небольшие доски и два винта.
На самом деле очень просто сделать этот аппарат, который поможет вам в ваших сварочных проектах. Все, что вам нужно, это две небольшие доски и два винта.
Как
: Почините и очистите область шпульного колпачка на собственной швейной машине Шитье — достаточно дорогое хобби, не говоря уже о затратах на ремонт. Вы можете сэкономить деньги (и иметь больше денег, чтобы потратить их на ткань и понятия!), починив свою машину дома. В этом видео показано, как очистить и починить область шпульного колпачка, которая часто …подробнее
В этом видео показано, как очистить и починить область шпульного колпачка, которая часто …подробнее
Как
: Обслуживание области зубчатой рейки на собственной швейной машине Экономьте деньги, выполняя техническое обслуживание швейной машины самостоятельно! Хотя между швейной машиной Singer, моделью Brother или машиной Janome есть различия, между ними есть много общего. В этом видео показано, как ухаживать за зубчатой рейкой швейной машины и чистить ее.
Как
: Используйте фондовый рынок как собственный банкоматВы можете научиться использовать фондовый рынок как собственный банкомат. Вы можете заработать 500 долларов менее чем за 15 минут. Затем вы можете взять эти 500 долларов и использовать их для получения профессиональной консультации.
Новости
: Создайте свой собственный генератор колебательных волн Поперечное волновое движение — это красивый эффект ряби, возникающий, когда движущаяся волна вызывает колебания, распространяющиеся перпендикулярно направлению передаваемой энергии. (Например, из Википедии: «Если поперечная волна движется в положительном направлении х, ее колебания …подробнее
(Например, из Википедии: «Если поперечная волна движется в положительном направлении х, ее колебания …подробнее
Как
: Самодельная машина для врезки отверстий Если у вас есть какие-то детали, висящие вокруг вашего рабочего места, и вам нужно что-то с ними сделать, почему бы не попробовать сделать выстукивающую машину. Конечно, вам нужны определенные детали, но если у вас есть почти все, что вам нужно, вы можете пойти и купить остальное, не тратя кучу денег. В этом …подробнее
В этом …подробнее
Как
: Сделайте дома машину для производства сахарной ваты, работающую на пропане Сахарная вата — это лакомство, которое обычно приберегают для карнавалов, ярмарок и других событий, которые случаются не так часто. Тем не менее, благодаря продуманной конструкции и материалам стоимостью около 45 долларов, вы можете получить все сладкое вещество, которое вы когда-либо хотели, с помощью этой потрясающей банки для хлопка, сделанной своими руками . .. подробнее
.. подробнее
Как
: Самостоятельно скрутите сигарету с помощью ручной скручивающей машиныДля скручивания сигареты вам понадобится табак и другие компоненты, которые вы должны включить в сигарету вместе с листом бумаги и ручным валиком, чтобы помочь свернуть сигарету. Сначала поместите лист бумаги на валик и установите его в положение, которое может действовать как …подробнее
Как
: Сделайте сумку через плечо своими руками без швейной машины Эту сумку легко сделать, и для ее создания вам даже не понадобится швейная машинка. Получите несколько ярдов холста, ваши любимые племенные или мировые ткани, декоративную отделку, утюг, клеевой пистолет, ножницы и Stitch Witchery.
Получите несколько ярдов холста, ваши любимые племенные или мировые ткани, декоративную отделку, утюг, клеевой пистолет, ножницы и Stitch Witchery.
Как
: Сделайте свой собственный милый и модный жилет без швейной машины или выкройки На изготовление этой милой выкройки жилета без шитья уходит около полутора часов. Выберите для этого проекта относительно тяжелую и прочную ткань, особенно если вы хотите согреться в холодную зиму и осень.
Как
: Сделайте свои собственные маски для Хэллоуина, превратив свой магазинный пылесос в вакуум-формовочную машину Возможно, вы никогда не слышали о вакуумной формовке, но вы постоянно пользуетесь изделиями, изготовленными с помощью этой техники. Крышка вашей кофейной чашки, пластиковые миски, которые вы использовали для приготовления барбекю на прошлой неделе, и блистерные упаковки, в которых приходят рецепты, — все это изготовлено с помощью вакуум-формовочной машины. …более
…более
Новости
: 840-ствольное пейнтбольное ружье разбрызгивает стрит-арт за 1/8 секундыБольшинству уличных художников требуется немало времени, чтобы нарисовать большие художественные произведения на стенах городских построек. Чем больше времени это займет, тем больше шансов быть пойманным, так как почти все мошеннические произведения искусства разбросаны по окраинам города и …подробнее
Как
: Создавайте сварные формы на компьютере с помощью Craft Robo Хотите создавать сложные вырезы из бумаги, с которыми машина для высечки просто не справится? Одним из вариантов является использование Craft Robo, который позволит вам создавать свои собственные сварные формы и узоры на вашем компьютере, а затем вырезать их на бумаге.
Как
: Приготовьте свою собственную газировку дома с помощью набора для газирования своими рукамиДаже если вы не хипстер с собственным самодостаточным садом, приготовление еды дома своими руками может быть довольно крутым делом. И хотя купить бутылку 7-Up в магазине, очевидно, проще, в приготовлении собственного напитка, несомненно, есть что-то забавное. Для тех, кто пристрастился к своим … more
Как
: Изготовление аппарата для дуговой сварки на переменном токе из деталей старой микроволновой печи, часть 2 В прошлый раз я показал, как начать собирать аппарат для дуговой сварки на переменном токе из разобранных микроволновых деталей, уделив особое внимание модификациям трансформатора. Теперь я покажу вам, как довести до ума свой самодельный сварочный аппарат, отремонтировав электрическую систему и выполнив завершающие штрихи …подробнее
Теперь я покажу вам, как довести до ума свой самодельный сварочный аппарат, отремонтировав электрическую систему и выполнив завершающие штрихи …подробнее
Как
: Изготовление аппарата для дуговой сварки на переменном токе из деталей старой микроволновой печи, часть 1 В предыдущей статье я продемонстрировал дуговой сварщик, сделанный из деталей старых микроволновых печей. Видео: . Вот часть 1 из 2 о том, как был сделан этот аппарат для дуговой сварки, и как вы могли бы сделать его тоже! Это первая из двух частей по его созданию, в которой основное внимание уделяется модификации . ..подробнее
..подробнее
Как
: Настройка сервера AsteriskНа протяжении многих лет мне нравилось играть с Asterisk. Я обнаружил, что Asterisk чрезвычайно мощен и с ним интересно играть. Есть несколько книг и множество разрозненных статей, но большинство из них устарели, а информация, необходимая для сборки Asterisk с самого начала…подробнее
Как
: Используйте швейную машину как новичок У вас есть швейная машинка и вы хотите научиться ею пользоваться? Если это так, то этот десятиминутный учебник, в котором представлены общие сведения об использовании электрической швейной машины, может быть именно тем, что вам нужно.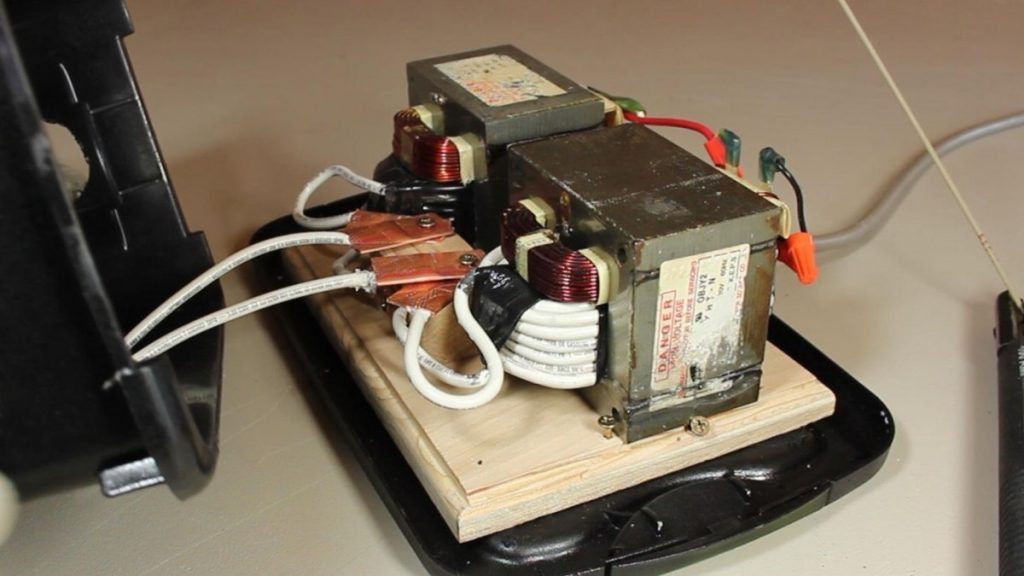 Для получения дополнительной информации и того, как начать использовать свою собственную машину, просмотрите это простое…подробнее
Для получения дополнительной информации и того, как начать использовать свою собственную машину, просмотрите это простое…подробнее
Как
: Создание кардиомонитора в After Effects Не фанат кабинета доктора? Что ж, в следующий раз, когда вам понадобится сделать ЭКГ, сделайте свою собственную! В этом учебном пособии по After Effects лидер Creative Cow Аарон Рабиновиц покажет вам, как построить свой собственный аппарат ЭКГ, не выходя из собственного дома (или офиса). (Плоская линия не входит в комплект) Создайте …подробнее
(Плоская линия не входит в комплект) Создайте …подробнее
Как
: Заправьте швейную машину и начните шитьПрежде чем вы сможете починить или создать одежду на швейной машине, вам нужно заправить ее. Это видеоруководство проведет вас через каждый из необходимых шагов, от намотки шпульки до заправки верхней части самой машины. Для получения дополнительной информации и начала работы с потоками y …подробнее
Как
: Сделать дымогенератор с помощью бытового утюга Оживите свои вечеринки, создав собственную дымовую машину, используя предметы, которые можно найти в доме. Вам понадобится * Утюг * Две алюминиевые формы для запекания, глубиной около 5 дюймов или глубже * Ножницы * Алюминиевая фольга * Пистолет для горячего клея * 7 фунтов. галька или гравий * 20 унций. пластик б …больше
Вам понадобится * Утюг * Две алюминиевые формы для запекания, глубиной около 5 дюймов или глубже * Ножницы * Алюминиевая фольга * Пистолет для горячего клея * 7 фунтов. галька или гравий * 20 унций. пластик б …больше
Как
: Соберите лучший охладитель тумана в этот Хэллоуин Хотите внести последние штрихи в дом с привидениями? Тебе, мой друг, нужен Ultimate Fog Chiller. В этом ролике от людей из MAKE вы узнаете, как построить тот, который вы сможете назвать своим, примерно за час. Для получения подробных пошаговых инструкций и получения …подробнее
Для получения подробных пошаговых инструкций и получения …подробнее
Как
: Используйте жидкость из баллона со сжатым воздухом в качестве растворителя для очистки Если у вас есть старинный автомат для игры в пинбол или другая старая капризная электроника, вы знаете, как больно чистить многие труднодоступные детали. К счастью, есть дешевый растворитель, который можно использовать для их очистки из необычного источника: сжатый воздух. Это видео будет … more
Это видео будет … more
Как
: Построить телеграф азбукой МорзеСохранение секретов от чужих рук требует отчаянных мер — или, может быть, просто разумных. Если у вас есть секрет, лучший способ защитить его — использовать код, а лучший способ передать это секретное сообщение — через электронную телеграфную систему. Это видео покажет вам, как сделать … больше
Как
: Выиграйте игру с когтями в любой аркаде и станьте опытным когтетиком Каждый раз, когда вы видите его, вам просто нужно положить четвертак, чтобы попробовать свои силы в CLAW! Но ВТФ? Вы никогда ничего не выиграете от этих проклятых когтей-машин! Вы можете потратить десять баксов четвертаками и все равно остаться с пустыми руками. Но подождите — вместо того, чтобы ругаться на когти и лягаться … подробнее
Но подождите — вместо того, чтобы ругаться на когти и лягаться … подробнее
Как
: Сделать быстродействующий пистолет из «Таксиста» В этом видеоуроке от IndyMogul показано, как сделать быстродействующий гильзовый пистолет из «Таксиста». Роберт Де Ниро построил его в «Таксисте» Скорсезе, но Эрик Бек из INdy Mogul построил его по дешевке! В этом эпизоде Эрик строит печально известный пистолет с быстросъемной гильзой, который . ..подробнее
..подробнее
Как
: Сделать миниатюрную дым-машину из сухого льдаЧтобы получить великолепно выглядящий туман, вам больше не нужно идти в местный магазин реквизита для фильмов или магазин Хэллоуина (который почти всегда закрыт 11 месяцев в году). Вы можете сделать свой собственный вариант генератора тумана своими руками. Хорошо, это не так сильно, как генератор дыма с электроприводом, но если вы …подробнее
Как
: Используйте переводчик азбуки Морзе для расшифровки секретных сообщений в Интернете Вы, наверное, слышали о члене палаты представителей Греге Уолдене (R-WA), который писал в Твиттере азбукой Морзе еще в декабре. .— .. .-.. .-.. / -.-. …. .- .. .-. / -.-. — — — / .- -. -.. / — . -.-. …. / … ..- -… / —… …— … / .— —… . —.- .. Это было опубликовано в его аккаунте в Твиттере, и …подробнее
.— .. .-.. .-.. / -.-. …. .- .. .-. / -.-. — — — / .- -. -.. / — . -.-. …. / … ..- -… / —… …— … / .— —… . —.- .. Это было опубликовано в его аккаунте в Твиттере, и …подробнее
Как
: Организация файлов и папок в Windows 7 Top-Windows-Tutorials — отличный сайт, посвященный руководствам по Windows почти для всех вещей, связанных с Windows. Независимо от того, являетесь ли вы новичком в компьютерах или экспертом по операционным системам Windows, в этих руководствах вы найдете полезную информацию, соответствующую вашему уровню знаний. Эти друзья пользователей …подробнее
Эти друзья пользователей …подробнее
Как
: Устранение распространенных проблем со стиральной машиной Итак, ваша стиральная машина не работает? Грязная одежда накапливается? Ты стесняешься своих маленьких вещей и не можешь пойти в прачечную самообслуживания? Посмотрите этот видеоурок, чтобы сохранить свои румяна и снова запустить машину в кратчайшие сроки… Сначала о главном, всегда, всегда, всегда и . ..подробнее
..подробнее
Как
: Сделайте рождественскую открытку с помощью Cricut Paper PupsЕсли у вас есть устройство для резки бумаги Cricut, вы можете делать рождественские открытки Happy Howlidays, используя картридж Cricut Paper Pups. Машина Cricut предназначена для ремесленников, которые хотят вырезать бумагу и графику для скрапбукинга и изготовления открыток. Показанная карта будет иметь …more
Как
: Построить орнитоптер Это летающая хлопающая машина, приводимая в действие резиновой лентой. Make Magazine покажет вам, как сделать свой собственный примерно за 10 долларов.
Как
: Удалите свечной воск с ковраХотите удалить засохший воск с ковра? Вам понадобятся четыре предмета: белое полотенце, обычный электрический утюг, раствор для чистки ковров и машина для откачки горячей воды. Полную пошаговую демонстрацию того, как удалить надоедливые пятна парафина с собственного ковра, см. …подробнее
Как
: Соберите ПК с процессором Core 2 Duo с частотой 3 ГГц менее чем за 450 долларов США Когда вы покупаете компьютер, вы платите не только за составные части машины, но и за сборку всех этих частей вместе. Таким образом, сборка собственного компьютера может стать отличным способом сэкономить немного денег для технически подкованных. И если вы не сообразительны, почувствуйте смекалку wi …more
Как
: Стационарная пришивка В этом видео ReadyMade показано, как сделать свои собственные креативные канцелярские товары, сшивая вместе бумагу для различных целей. Все, что вам нужно, это швейная машина (или иголка с ниткой) и бумага.
Как
: Преобразуйте свой мотоцикл в электроэнергиюВ этом обучающем видео показано, как собрать собственный электрический мотоцикл; хороший способ перейти с газа на батареи, чтобы сохранить окружающую среду. Сварки много, но ключ к сварке — бросить деталь и проверить, держится ли она вместе. Шпиндели и звездочки должны совпадать …подробнее
Как
: Сделать инфракрасные очки Кип Кей из Make Magazine научит вас, как превратить сварочные очки в инфракрасные очки с помощью лайфхака, который он описывает в этом обучающем видео. Весь проект стоит всего 10 долларов. Чтобы воспроизвести этот трюк дома и создать собственную пару инфракрасных очков в стиле стимпанк, следуйте инструкциям …подробнее
Как
: Шьем кружевное платье-трубу на выпускной самостоятельно В этом обучающем видео вы узнаете, как создать собственное платье-трубу из кружева и тюля. Это будет полезно, если вам нужно уникальное платье на выпускной. Вам понадобится швейная машина, ножницы, булавки, линейка, измерительная лента, нитки, полметра серого трикотажа, тюль и полметра . ..подробнее
Как
: Питайтесь здоровой пищей во время путешествий и проживания в отеляхХорошо питаться дома на самом деле довольно легко, если вы заранее планируете, что собираетесь есть, готовите себе еду и контролируете, где вы ее берете. Но как только вы начинаете путешествовать, доступная вам еда становится намного более ограниченной, в основном это мармеладные мишки и чипсы из автоматов. …более
Как
: Сделайте дуговую сварку из автомобильного аккумулятора и мелочи Дуговая сварка — это тип сварки, при котором источник питания используется для создания электрической дуги между электродом (электрическим проводником) и основным материалом для расплавления металлов в точке сварки. Хотя вы, безусловно, можете приобрести сварочный аппарат для своего автомагазина или ювелирного бизнеса, вы …подробнее
Как
: Соберите станок с ЧПУ, используя два старых дисковода для компакт-дисков Взгляните на это обучающее видео и узнайте, как сделать свой собственный станок с числовым программным управлением (ЧПУ) из двух старых дисководов для компакт-дисков. Станки с ЧПУ служат контроллерами для ряда устройств, таких как станки, путем чтения инструкций G-кода. Имея собственный станок с ЧПУ, вы …подробнее
Как
: Самый быстрый способ починить разбитые очкиУсовершенствованный сварочный аппарат, обычно используемый для ремонта ювелирных изделий. Короткий ролик, показывающий, как микроскопическая сварка TIG восстанавливает оправы очков путем сплавления металлических поверхностей друг с другом. Кадры высокой четкости, снятые камерами HV10 и HV20.
Как
: Создайте свой собственный бесконечный генератор булыжника в Minecraft Как будто просто добычи и разрушения булыжника недостаточно, есть способ создать неограниченный ресурс из них, просто построив простую машину и используя немного воды и лавы. В этом видео вы узнаете, как создать собственную машину, которая будет производить неограниченное количество …подробнее
Как
: Сахарная вата в бутылочной крышке Это обучающее видео о кондитерских изделиях демонстрирует, что с электродвигателем, крышками для сока, батареей и сахаром вы можете сделать свою собственную машину для производства сахарной ваты. Не ждите карнавала или ярмарки, чтобы в следующий раз попробовать сладкую сладкую вату. Посмотрите этот видеоурок, чтобы узнать … больше
Как
: Сделать машину для пердежаВ этом видео показано, как сделать машину для пердежа. Вот простая пошаговая инструкция, как сделать свою собственную Mega Fart Machine. От XL-2000 пукает до F-9000 бомб. Это настолько просто, что даже ваша бабушка справится! Зачем ждать, иди и сделай свою собственную Mega Fat Machine. Используйте … больше
Как
: Выполнение стыковой сварки В этом уроке мы научимся выполнять стыковую сварку. Сначала ознакомьтесь с настройками вашего сварочного аппарата и убедитесь, что у вас все настроено в порядке. Теперь наденьте защитное снаряжение на свое тело и приступайте к сварке. Соблюдайте осторожность и проделайте несколько отверстий в металлическом …подробнее
Как
: Установить физический движок WOW-Engine в Flex 3 Хотите установить физический движок для Flex или Papervision? В этом видеоуроке Майк Лайвли из Университета Северного Кентукки демонстрирует, как установить Wow Physics Engine во Flex 3 для использования с Papervision3D. Чтобы узнать больше и начать установку WOW-Engine на y …подробнее
Как
: Победите аркадный автомат с выпадающими клешнями Зайдите в аркаду или видеоигру, и вы увидите одну из этих хитрых клешней или подъемных кранов. Вы когда-нибудь видели, чтобы кто-нибудь выигрывал на одном из них? Возможно нет. У видеодемонстратора есть собственная когтеточка, поэтому он предлагает несколько советов по игре! Посмотрите это видео.
Как
: Покрась свою одеждуПосмотрите, как эксперт по шкафам Барбра Горовиц демонстрирует, как легко можно покрасить собственную одежду в домашних условиях. Все, что вам нужно, это соль, порошкообразный краситель и немного одежды. Вы действительно можете покрасить одежду в собственной стиральной машине практически без усилий. Чтобы выполнить уборку, просто запустите пустую загрузку белья с …подробнее
Как
: Замена уплотнителя дверцы стиральной машины Протекающая стиральная машина – проблема, которую нужно решать быстро. Любая утечка воды из вашей машины может привести к тому, что ваш пол станет скользким и, возможно, создаст беспорядок, особенно если у вас есть ковер. В этом уроке вы узнаете, как заменить печать на васи …подробнее
Как
: Создание декоративной строчки на вышивальной машине Посмотрите демонстрацию декоративного шитья различными нитками. Создайте свой собственный сэмплер на своем компьютере в качестве источника дизайна для будущих проектов. Пестрая машинная стежка, машинная вышивка полиэстером и металлизированными нитками. Часть 1 из 2. Как создать декоративную строчку…подробнее
Как
: Починить протекающий клапан стиральной машины Страдаете из-за протекающего клапана стиральной машины? Это может быть проще, чем вы думаете, прежде чем вызывать сантехника, посмотрите обучающее видео «Сделай сам» от мастера на все руки Хаба Киркпатрика. Пошаговые инструкции по ремонту протекающего клапана стиральной машины своими руками см. …подробнее
Как
: Заставить Vista работать быстрее Вы разочарованы медлительностью Microsoft Windows Vista? В этом видеоруководстве по Windows вы узнаете, как использовать инструмент «Производительность» в Windows Vista для отключения бессмысленных функций, которые вам не нужны, и при этом ускорить работу Vista. Чтобы узнать больше или …подробнее
Как
: Используйте Virtual DJ с ноутбуком, DJ|iO и микшеромВ этом кратком видеоуроке ведущий покажет вам, как микшировать песни и диджеить с помощью Virtual DJ. Он рекомендует вам использовать ноутбук с минимум четырьмя гигабайтами оперативной памяти, иметь версию Virtual DJ 5.0 или выше, иметь под рукой микшер и собственную машину DJIO с …подробнее
Как
: Создание комбайна для сбора сахарного тростника в Minecraft Посмотрите это видео, чтобы узнать об элегантном решении проблемы сбора урожая сахарного тростника. Упростите сбор урожая с помощью этой умной и эффективной машины. Посмотрите видео, чтобы узнать, как воспроизвести этот дизайн и построить свою собственную машину для уборки сахарного тростника в Minecraft.
Как
: Сделайте жидкость для тумана своими руками для генератора тумана Если вы заядлый организатор вечеринок, снимаете фильмы или занимаетесь какой-либо другой деятельностью, связанной с частым использованием генераторов тумана, вам, вероятно, надоело платить за жидкость, которая заставляет их работать. Больше не надо! Посмотрите это видео, чтобы узнать, как сделать своими руками дешёвый генератор дыма…подробнее
Как
: Безопасное удаленное управление компьютерами через VNC с помощью SSH VNC — отличный протокол, который вы можете использовать на компьютерах с Windows и Linux для удаленного управления компьютерами. Это полезно, если вам нужно контролировать свой компьютер, когда вы находитесь вдали от дома, помочь бабушке проверить ее электронную почту или помочь клиенту с очисткой диска. VNC безопасен в том смысле, что …подробнее
Как
: Устранение запутанного белья в стиральной машине с вертикальной загрузкой Если у вас есть стиральная машина с вертикальной загрузкой, у вас могут возникнуть проблемы со спутыванием белья. Это может быть раздражающей вещью, которая происходит на регулярной основе. Но есть способ убедиться, что все, что вы положите в стиральную машину, останется распутанным. В этом уроке вы узнаете удобный шаг …подробнее
Как
: Джинсы с подоломЕсли вы хотите носить туфли на плоской подошве, которые сейчас в моде, вам, вероятно, придется подшить джинсы. с помощью этого урока вы можете сделать это самостоятельно. В учебнике используется швейная машина, но если у вас ее нет, вы можете сшить их вручную.
Как
: Сверните сигарету с помощью Premier Supermatic Excel Angelos714 описывает, как использовать машину для инъекций сигарет, чтобы сделать свои собственные сигареты. Видео представляет собой обучающее видео о том, как правильно скручивать сигареты с помощью Premier Supermatic Excel. Он рассказывает о том, какие виды табака он предпочитает, способы хранения табака, преимущества … подробнее
Следующая страница
Предыдущая страница
чертежи, схемы, материалы. 90 фото инструкции
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и резать различные детали из железа, отличающиеся своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся по мощности и размерам. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты обычно недолговечны.
В нашем материале представлена подробная инструкция, как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разнообразием сварочного оборудования.
Содержание отзыва:
- Виды сварочных аппаратов
- Конструкция переменного тока
- Как сделать сварочный аппарат своими руками?
- Как рассчитать детали детали?
- Аппарат постоянного тока
- Сварочный аппарат своими руками фото
Виды сварочного аппарата
Аппараты данной техники различаются на несколько видов. Каждый механизм имеет некоторые особенности, которые отображаются на выполняемой работе.
Современные сварочные аппараты подразделяются на:
- Модели постоянного тока
- с переменным током
- трехфазный
- Инжектор.
Модель AC считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Для сборки подобной конструкции необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки; Сердечник
- из трансформаторной стали. Необходим для намотки сварочного аппарата.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов помогает сделать правильный выбор.
Конструкция переменного тока
Опытные сварщики называют эту конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое, что нужно сделать, это правильно сделать основной сердечник. Для данной модели рекомендуется выбрать стержневой тип детали.
Для его изготовления понадобятся пластины из трансформаторной стали. Их толщина составляет 0,56 мм. Прежде чем приступить к сборке сердечника, необходимо соблюдать его размеры.
Как рассчитать детали детали?
Все довольно просто. Размеры центрального отверстия (окна) должны соответствовать всей обмотке трансформатора. На фото сварочного аппарата представлена подробная схема сборки механизма.
Площадь рулона можно рассчитать по формуле: S = a * b. Готовый результат расчета не должен быть меньше 36 кв. видеть. Чем больше площадь, тем меньше нагревается устройство при работе.
Следующий шаг — сборка ядра. Для этого берут тонкие пластины трансформатора, которые соединяются между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкого провода. Для этого сделайте 210 витков тонкой проволоки. С другой стороны делают обмотку из 160 витков. Третья и четвертая первичная обмотка должны содержать по 190 витков. После этого на поверхность крепится толстая платина.
Концы намотанной проволоки фиксируются болтом. Его поверхность маркируется цифрой 1. Следующие концы проволоки фиксируются аналогичным образом с соответствующей маркировкой.
В готовой конструкции должны присутствовать 4 болта с разным количеством витков.
В готовой конструкции коэффициент намотки обмотки будет 60% на 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного приспособления.
Вы можете управлять подачей электроэнергии, переключая провода на необходимое количество обмоток. В процессе не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Эти модели позволяют выполнять сложные работы с толстыми стальными листами и чугуном. Главным преимуществом этого механизма является его простая сборка, не занимающая много времени.
Сварочный инжектор представляет собой вторичную обмотку с дополнительным выпрямителем.
Будет из диодов. В свою очередь они должны выдерживать электрический ток силой 210 А. Для этого подходят элементы с маркировкой Д 160-162. Такие модели часто используются для работы в промышленных масштабах.
Основной сварочный инжектор изготовлен из печатной платы. Такой сварочный полуавтомат выдерживает скачки напряжения при продолжительной работе.
Опытные сварщики не рекомендуют перегревать оборудование. Это может привести к возгоранию важных деталей.
Ремонт сварочного аппарата не сложный. Достаточно заменить поврежденный участок механизма. В случае серьезного отказа первичную и вторичную обмотки необходимо перезапустить.
DIY welding machine photo
. дом — 104 фото как построить прочный и надежный домПоделки из теста: 95 фото поделок и секреты лепки сложных фигур
Гараж своими руками — 82 фото постройки и подведения всех необходимых систем и коммуникаций
Чертежи для мобильного дугового сварочного аппарата Портативный сварочный аппарат для самостоятельной сборки — лучший магазин чертежей для самостоятельного изготовления
Создайте свой собственный мобильный сварочный аппарат Чертежи для портативного сварочного аппарата для самостоятельной металлообработки
Эти чертежи покажут вам, как собрать собственный мобильный сварочный аппарат для дуговой сварки . Достаточно маленький, чтобы его можно было спрятать под капотом легкового автомобиля, но достаточно мощный, чтобы работать с электродами до 3/16 дюйма в диаметре, этот 200-амперный. сварочный аппарат питается от двигателя автомобиля, в котором он установлен, и его можно взять с собой в любое место, где можно проехать на автомобиле.
Основным компонентом сварочного аппарата является генератор, рассчитанный на 24 В и 200 ампер. от 2500 до 4000 об/мин. Поскольку этот генератор имеет вращение против часовой стрелки, он должен вращаться от конца к концу и приводиться в движение от конца коллектора при вращении автомобильным двигателем. Для этого необходимо снять с генератора и модифицировать плавающий вал, приводящий в движение свободно вращающийся якорь.
Чертежи мобильных дуговых сварочных аппаратов — Сборка сварочного аппарата своими руками
Чертежи мобильных дуговых сварочных аппаратов можно найти во многих местах. Некоторые из них бесплатны, а другие стоят денег. Бесплатные планы дают вам только базовую схему. Некоторые планы настолько детализированы, что включают примечания к дизайну. Создание собственного сварочного аппарата для дуговой сварки может сэкономить вам время и деньги, а также улучшить конструкцию. В зависимости от модели сварочного аппарата, которую вы выберете, вы можете приобрести некоторые инструменты, облегчающие сварку.
ACTIV8X
Портативный сварочный аппарат для дуговой сварки ACTIV8X обладает множеством функций. Технология CrossLinc является ключевой особенностью, которая устраняет необходимость в дополнительных сенсорных кабелях и кабелях управления. С помощью этой технологии вы можете находиться на расстоянии до 200 футов от источника питания, не испытывая падения напряжения или нестабильности дуги. Эта функция также упрощает настройку аппарата и выполнение различных сварочных задач.
Ряд функций делает портативный механизм подачи проволоки Activ8X полезным дополнением к любой мастерской. Его портативность, механизм подачи проволоки и варианты электродов позволяют легко переносить его на рабочие площадки. Устройство поддерживает процессы импульсной сварки MIG, STT Field и CV-MIG. А его легкая конструкция позволяет легко переносить его из одного места в другое. Если вам нужно сваривать трубы в любом месте, портативный сварочный аппарат для металлообработки ACTIV8X идеально подходит для ваших нужд.
GMAW
Если вы когда-нибудь хотели построить свой собственный сварочный аппарат, вас могут заинтересовать чертежи мобильного дугового сварочного аппарата. Вы можете построить металлообрабатывающий станок самостоятельно за небольшую часть стоимости заводской модели. Этот портативный сварочный аппарат можно использовать для сварки металла, алюминия и других материалов, и его легко транспортировать из одного места в другое. Схемы Mobile Arc Welder позволяют вам собрать свой собственный сварочный аппарат с помощью нескольких простых шагов.
Первый шаг к созданию аппарата для дуговой сварки — найти правильные чертежи. Вам следует поискать высококачественное руководство или план «сделай сам», который включает подробные инструкции. Убедитесь, что вы выбрали правильную силу тока. Это может быть проблемой, если у вас нет опыта работы со сварщиками. Однако ручной сварочный аппарат имеет множество преимуществ. Разработанный для одного человека, портативный сварочный аппарат можно легко переносить в любое место.
Дуговая сварка с флюсовой проволокой
Аппарат для дуговой сварки с флюсовой проволокой представляет собой гибкий процесс сварки, обеспечивающий высокое качество сварных швов. Эта портативная машина достаточно универсальна, чтобы ее можно было использовать на открытом воздухе, даже в ветреную погоду. Этот процесс хорошо работает со всеми типами металлов, а также подходит для загрязненных материалов. Если вы подумываете о приобретении собственного аппарата для дуговой сварки с флюсовой проволокой, вам следует получить квалифицированную консультацию от TWI.
Сегодня на рынке представлено множество различных моделей аппаратов для дуговой сварки с флюсовой проволокой, от аппаратов с воздушным охлаждением до аппаратов с водяным охлаждением. В любом случае вы будете работать с механизмом подачи проволоки, который подает электрод по кабелю. Этот механизм подачи будет иметь электрический ротор, соединенный с редуктором, и приводные ролики, которые проталкивают проволоку через сварной шов. Механизм подачи проволоки можно использовать и без защитного газа для сварки тонколистового металла, хотя аппарат MIG с коротким замыканием должен иметь более короткий вылет.
Сварка электродом
Если вы когда-нибудь задумывались о том, как собрать мобильную дуговую сварку, вы не одиноки. Многие люди годами мечтали построить собственный сварочный аппарат. Независимо от того, занимаетесь ли вы сваркой в качестве хобби или интересуетесь металлообработкой в коммерческих целях, планы мобильных дуговых сварщиков помогут вам в их создании. Вот некоторые из наиболее важных вещей, которые вам нужно знать об этих портативных сварочных аппаратах.
Электросварочный аппарат — чрезвычайно универсальное оборудование, с его помощью можно создавать любые объекты, от инструментов до предметов повседневного обихода. Существует множество стилей и видов сварки, от самых сложных до самых простых. Наиболее распространенными видами сварки являются газовая, кислородно-ацетиленовая, вольфрамовая и инертная. В некоторых случаях в процессе сварки используется легковоспламеняющийся газ, например пропан. Другие методы включают кузнечную сварку, при которой два куска металла нагревают до расплавления, а затем сбивают их вместе.
Все планы разработаны Беном Стоуном. Бен — инженер на пенсии из Канады. Бен также сам разрабатывает их, используя последнюю версию программного обеспечения AutoCAD, чтобы обеспечить точность. Он изучал инженерное дело еще в начале 1980-х годов. После более чем 30 лет работы в строительной отрасли он увлекся созданием крутых вещей вокруг своей фермы и хижины. Это отличные проекты своими руками. С небольшим навыком каждый может сделать это самостоятельно. Бен всегда на связи, если у вас есть какие-либо вопросы при создании одного из его проектов. Он постоянно добавляет новые планы.
Поделитесь этим продуктом
Схемы тележки для гольфа DIY 2 пассажирских сиденья 3 колеса Внедорожник Собери свой собственный
$0,00
Планы сауны Geodome на 8 человек на открытом воздухе DIY Конструкции на заднем дворе Создайте свой собственный
$0,00
Плавающий стол для пикника, сделай сам, моторизованная понтонная лодка с солнцезащитным зонтиком, укрытие
$0,00
детские кроватки планы DIY новорожденных кровать спальное место для хранения детской мебели построить наш собственный
$0,00
Как сделать сварочный аппарат своими руками
В настоящее время трудно представить любую работу с металлом без использования сварочного аппарата. С помощью этого устройства вы сможете легко соединять или резать железо различной толщины и размеров. Естественно, для качественного выполнения работ потребуются определенные навыки в этом деле, но в первую очередь нужен сам сварщик. В наше время его естественно можно купить, как в принципе можно и нанять сварщика, но в этой статье мы поговорим о том, как сделать сварочный аппарат своими руками. Причем, при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если вы решили купить сварочный аппарат в магазине, знакомство с этой статьей поможет вам правильно выбрать аппарат, так как вы будете знать основы их схемотехники. Сварочные аппараты бывают нескольких типов: постоянного, переменного тока, трехфазные и инверторные. Для того, чтобы определиться, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно собрать без особых навыков своими руками в домашних условиях.
- На переменном токе
- Постоянный ток
- Визуальные мастерские
На переменном токе
Данный тип сварочного аппарата является одним из наиболее распространенных вариантов, как в промышленности, так и в частном домашнем хозяйстве. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого нужно иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочного аппарата. Простыми словами, сварочный аппарат переменного тока представляет собой понижающий трансформатор большой мощности.
Оптимальное напряжение при работе собранного в домашних условиях сварочного аппарата 60В. Оптимальный ток 120-160А. Теперь несложно рассчитать, какое сечение должен иметь провод, чтобы сделать первичную обмотку трансформатора (тот, который будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальный – 7 кв. мм, необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медного сердечника для первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевый провод, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода необходимо умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпке, нельзя использовать жилы в ПВХ изоляции — при нагреве провода она расплавится и произойдет короткое замыкание. Если у вас нет провода нужного диаметра, то можно использовать более тонкие проводники, наматывая их параллельно. Но тогда следует учитывать, что увеличится толщина обмотки, а соответственно и габариты самого аппарата. Необходимо учитывать, что ограничивающим фактором может быть свободное окно в сердечнике и провод может просто не подходит туда. Для вторичной обмотки можно использовать толстый многожильный медный провод — такой же, как сердечник на держателе. Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длины проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Лучшим вариантом будет сердечник стержневого типа, как показано на рисунке 1:
Этот сердечник должен быть изготовлен из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Необходимо уменьшить токи Фуко. Перед тем, как собрать ядро, нужно рассчитать его размеры, это делается следующим образом:
- Во-первых, рассчитывается размер окна. Те. Размеры c и d на рисунке 1 должны быть выбраны так, чтобы они соответствовали всем обмоткам трансформатора.
- Во-вторых, площадь рулона, которая рассчитывается по формуле: S рулона = a * b, должна быть не менее 35 квадратных метров. видеть. Если Свиток больше, то трансформатор будет меньше греться и, соответственно, работать дольше, и вам не нужно будет часто прерываться, чтобы он остыл. Лучше, чтобы S-рулон был 50 кв.см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и сложить их, как показано на рисунке 2, до тех пор, пока не получится сделать сердцевину необходимой толщины. Затем крепим его болтами по углам. В конце необходимо подпилить поверхность пластин напильником и изолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. Вначале наматываем первичную обмотку, которая будет состоять из 215 витков, как показано на рисунке 3.
Ветку желательно сделать из 165 и 190 витков. Сверху на трансформатор крепим толстую текстолитовую пластину. Закрепляем на нем концы обмоток болтовым соединением, отметив, что первый болт — это общий провод, второй — ответвление от 165 витков, третий — ответвление от 190 витков и 4-й — от 215-го. Это позволит впоследствии регулировать силу тока во время сварки, переключаясь между различными выводами вашего сварочного аппарата. Это очень важная функция, и чем больше ответвлений вы сделаете, тем точнее будет ваша настройка.
После приступают к намотке 70 витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают с другой стороны сердечника — там, где намотана первичная обмотка. Соотношение оборотов нужно делать примерно 60% на 40%. Это способствует тому, что после того, как вы поймаете дугу и начнете сварку, вихревые токи частично выведут из строя работу обмотки с большим числом витков, что приведет к снижению сварочного тока, и, соответственно, улучшит качество сварного шва. Таким образом, дуга будет легко поймана, но слишком большая сила тока не помешает качественному приготовлению пищи. Концы обмотки также закрепляются болтами на текстолитовой пластине. Можно их не прикреплять, а вести провода напрямую к электрододержателю и крокодилу к земле, это уберет соединения где потенциально может быть просадка напряжения и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор на обдув, например от холодильника или микроволновки.
Теперь ваш самодельный сварочный аппарат готов. Подсоединив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. При необходимости увеличить силу тока можно сделать меньше витков первичной обмотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно с помощью сопротивления, изготовленного из куска трансформаторной стали, согнутого в в виде пружины, соединенной с держателем. Всегда необходимо следить за тем, чтобы сварочный аппарат не перегревался; для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот так можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как видите, инструкция не слишком сложная и самостоятельно собрать устройство сможет даже неопытный электрик.
Постоянный ток
Для некоторых видов сварки требуется сварочный аппарат постоянного тока. С помощью этого инструмента можно варить чугун и нержавеющую сталь. Сварочный аппарат постоянного тока своими руками можно сделать не более чем за 15 минут, переделав самоделку на переменный ток. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, то они должны выдерживать ток 200 А и иметь хорошее охлаждение. Для этого подходят диоды Д161.
Выровнять ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указана на рисунке ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемую деталь.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них устанавливаются двухэлектродные держатели, поэтому в данной статье мы их рассматривать не будем, а инверторы изготавливаются на основе печатных плат и сложных схемы с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем вам ознакомиться с конструкцией инвертора на видео ниже.
Наглядные мастер-классы
Итак, если вы решили сделать сварочный аппарат в домашних условиях, рекомендуем вам посмотреть представленные ниже видеоуроки, в которых наглядно будет показано, как собрать простой сварочный аппарат из подручных материалов самостоятельно, как а так же объясним некоторые детали и нюансы работы:
Теперь вы знаете основные принципы устройства сварочных аппаратов и сможете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Читайте также:
- Как стать электриком с нуля
- Как сделать мини дрель своими руками
- Как бороться с низким напряжением
Опубликовано: Обновлено: 02.09.2019 Пока без коментариев
Какой самый экономичный (самый дешевый) сварочный аппарат для вашего дома — Baker’s Gas & Welding Supplies, Inc.
Вы всегда хотели создать свою собственную домашнюю мастерскую по проектной сварке, поэтому у вас наконец появилась возможность работать над всеми теми крутыми сварочными проектами, о которых вы мечтали.
У вас есть идеальное место, второй отсек в вашем гараже на два места, где вы никогда не паркуетесь, и у вас уже есть набор основных инструментов, которые вам понадобятся для вашей проектной мастерской: различные ручные инструменты, аккумуляторная дрель и вентилятор коробки, чтобы помочь с вентиляцией. И оттуда вы собрали еще несколько вспомогательных предметов: приличный сварочный стол, несколько зажимов, защитное оборудование (сварочный шлем, перчатки и фартук) и ручную шлифовальную машину с различными режущими лезвиями.
Вы почти готовы к работе, но вам все еще нужно самое большое и самое важное оборудование для домашней сварочной мастерской: сварочный аппарат.
Варианты сварочного аппарата У вас есть множество вариантов, но какой из них будет лучшим и наиболее экономичным для вашего нового сварочного цеха? Давайте рассмотрим ваш выбор и посмотрим, сможем ли мы принять обоснованное решение.
Сварка кислородно-ацетиленовым газом
Сварка кислородно-ацетиленовым электродом является оригинальной статьей в области сварки, но, безусловно, не лучшим выбором, когда речь идет об оснащении домашней сварочной мастерской. Однако этот процесс сварки все еще широко используется, и оборудование довольно просто в эксплуатации.
Сверху
Установка для кислородно-ацетиленовой сварки является портативной, не требует электричества и обладает большой универсальностью, включая возможность резки, пайки и нагрева металла в дополнение к сварке.
С другой стороны
Газовые баллоны могут протекать (и газ воняет), в процессе выделяются тонны окружающего тепла, образуются токсичные пары, если вы не используете оборудование должным образом, и всегда существует опасность танки взрываются.
Вердикт
Несмотря на относительно низкую стоимость, кислородно-ацетиленовая сварка не самый простой метод для обучения, и вы действительно хотите риск возгорания или взрыва от легковоспламеняющихся бензобаков, которые могут сжечь ваш гараж и дом?
Дуговая сварка с защитным металлом (сварка электродом)
Сварка электродом является оригинальной статьей среди процессов дуговой сварки, она все еще широко используется и довольно проста в настройке. Опять же, не самый привлекательный выбор, особенно по сравнению со сваркой Mig и Tig, но определенно дешевле, чем эти варианты.
Сверху
Сварка электродом довольно проста, установка оборудования максимально проста, а электроды представляют собой гораздо менее опасный источник топлива, чем легковоспламеняющийся газ. Этот процесс дешев, универсален и подходит для сварки в помещении или на открытом воздухе.
С другой стороны
Чтобы освоить процесс сварки электродом, требуется некоторое время, он не подходит для многих тонких металлов и требует доступа к электричеству.
Вердикт
Если вы готовы потратить время, необходимое для изучения процесса, сварка электродом может стать вариантом для вашей сварочной мастерской.
Сварка MIG
Сварка MIG представляет собой одно из величайших достижений в технологии сварки. Оптимизированный процесс «все-в-одном» значительно упрощает работу со сваркой. Загрузите присадочную проволоку в машину, установите силу тока и готово! Определенно сексуальный вариант, но отнюдь не дешевый.
О плюсах
Изучение основ аппарата требует некоторых предварительных усилий, но в целом сварка MIG — это очень простой процесс, обеспечивающий получение чистых и качественных сварных швов.
Недостатки
Самым большим недостатком сварки MIG, особенно по сравнению с другими процессами, является стоимость. Сварочные аппараты MIG и присадочная проволока дороже, чем сварочные аппараты и электроды. Область применения также более ограничена, так как сварка MIG подходит не для всего.
Вердикт
Если вы можете себе это позволить, простота использования делает сварочный аппарат Mig отличным вариантом для домашней сварочной мастерской.
Сварка вольфрамовым электродом в среде защитного газа
Сварка вольфрамовым электродом в среде защитного газа, безусловно, является вариантом, но, учитывая затраты, ограниченное применение и наличие технических навыков, необходимых для эффективного использования, это, вероятно, не лучший вариант для домашней сварочной мастерской.
ОКОНЧАТЕЛЬНЫЙ ВЕРДИКТ
Заголовок этого поста посвящен выбору «лучшего» и «самого экономичного» сварочного аппарата для вашей домашней сварочной мастерской. К сожалению, здесь есть некоторое противоречие, потому что самый экономичный (читай дешевый) сварочный аппарат — не лучший сварочный аппарат для домашней сварочной мастерской.
Установка для кислородно-ацетиленовой сварки и сварочные аппараты для дуговой сварки являются экономически эффективными и, безусловно, будут работать в условиях домашней сварочной мастерской. Однако, исходя из соображений безопасности, простоты использования и требуемого уровня навыков, сварочный аппарат Mig действительно является лучшим сварочным аппаратом для оснащения вашей домашней сварочной мастерской. Если вы хотите сделать это правильно, накопите немного денег и за 800–1000 долларов вы сможете найти приличный подержанный сварочный аппарат Millermatic Mig, который идеально подойдет для сварочной мастерской вашего проекта.
Примечание: Вы можете найти новые сварочные аппараты Miller MIG по цене от 700 до 1400 долларов США, в зависимости от выбранного вами типа сварочного аппарата (например, Millermatic 140, Millermatic 180, Millermatic 211), и сварочные аппараты Lincoln MIG по цене от 600 долларов США. до 1000 долларов США, в зависимости от выбранного вами типа сварочного аппарата (например, Lincoln SP-140T, Lincoln SP-180T, Lincoln Power MIG).
Подано в: дуговая сварка, Оборудование, мастерская по сварке домашнего проекта, миг сварка, кислородно-ацетиленовая газовая сварка, палочная сварка, сварка вольфрамовым электродом
СОБЕРИТЕ СВАРОЧНЫЙ СТОЛ СВОИМИ САМИ
Собрать собственный сварочный стол очень просто! Следуйте нашим пошаговым инструкциям с полезными изображениями, которые разбивают проект, или прокрутите до конца, чтобы посмотреть видео. №
Сварочный аппарат предлагает бесконечные возможности для ваших домашних нужд, не обременяя ваш кошелек. Ваша сломанная газонокосилка нуждается в ремонте? Вам нужно починить металлическую решетку или ворота? Как насчет того, чтобы построить собственную коптильню или кострище? Вы можете не только ремонтировать сломанное оборудование, но и создавать собственные скульптуры, предметы садового искусства или мебель, которые прослужат вам всю жизнь.
В дополнение к основным предметам каждому сварщику необходим сварочный стол, чтобы начать работу. Это неотъемлемая часть успешного сварщика, которая предлагает множество преимуществ. Металлический стол позволяет легко заземлить вашу работу и достаточно прочен, чтобы справиться с самыми сложными сварочными работами, кроме того, его легко сделать самостоятельно.
В Forney Industries нам понадобился новый сварочный стол для нашей зоны обслуживания. Мы начали с того, что набросали идею металлического стола.
Инструменты и материалы
Мы собрали все инструменты, необходимые для этого проекта, в том числе:
- Сварочный аппарат 190 MP (в режиме триггера 2T, опция MIG, артикул № 324) с проволокой MIG диаметром 0,030 дюйма (артикул № 42286)
- 700 P плазменный резак (АРТ. № 303) или сабельная пила
- просечно-вытяжной лист (АРТ. № 49613)
- сталь шириной 2 дюйма и толщиной ¼ дюйма (угловой и плоский металл)
- стальной лист толщиной ¼ дюйма
- угловая шлифовальная машина со шлифовкой и отрезные диски
- отрезная пила
- сверхмощные магниты
- С-образные зажимы
- сварочная маска
- защитные очки
- сварочные перчатки
- огнеупорный жилет/фартук
Project Prep
При шлифовке, сварке или сварке помните о защите глаз, шлеме или сварке! Кроме того, следует носить огнеупорную куртку или фартук для защиты одежды и тела, а также рабочие перчатки и сварочные перчатки, когда это необходимо.
1. Первым шагом является нарезка всех уголков, плоского железа и просечно-вытяжного листа до желаемой длины. Начали с каркаса столешницы. С помощью нашего плазменного резака Forney 700 P мы разрезали уголки на два 4-футовых куска по длине и два 2-футовых куска по ширине.
2. Затем мы разрезаем уголок на четыре 3-футовых куска для ножек.
3. Для нижней полки будет использоваться просечно-вытяжной лист. Мы начали с куска размером 24 x 24 дюйма и разрезали его пополам. Каждая вырезанная деталь размером 12 x 24 дюйма будет соответствовать четверти нижней полки и будет поддерживаться утюгом.
4. С помощью угловой шлифовальной машины с отрезным кругом Тип 27 (№ 71801 Forney) прорежьте просечно-вытяжной лист.
PRO-TIP: Используйте зажим или мощный магнит (на фото ниже), чтобы удерживать просечно-вытяжной лист на месте во время резки.
5. На двух 2-футовых железных уголках для каркаса столешницы вырежьте часть углов, чтобы 4-футовые уголки могли лежать внутри него. Вы в конечном итоге сварите эти части вместе. Мы использовали сабельную пилу, чтобы разрезать эти маленькие кусочки. Зашлифуйте края, если они не совпадают; Вы хотите, чтобы они соответствовали друг другу. Не забудьте выровнять эти части и убедиться, что они образуют угол 90°; это поможет таблице сохранить свою прямоугольную форму.
6. Если вы заметили, что края не совпадают точно, отшлифуйте их, а не обрезайте заново. Шлифовать проще и поможет вам добиться плотного прилегания, которое вы ищете. Если вам нужно удалить большой кусок, вернитесь к плазменному резаку или сабельной пиле.
7. Разложите детали на земле и убедитесь, что все выровнено и хорошо подходит друг к другу. Мы сняли мерки в этой точке, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
8. Разложите детали на земле и убедитесь, что все выровнено и хорошо подходит друг к другу. Мы сняли мерки в этой точке, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
9. Подготовьте машину к сварке. Машина, которую мы использовали, была 190 многопроцессорный блок (ПУНКТ № 324). Мы установили машину на 45 ампер, 19,2 вольта и перевели ее в режим запуска 2T. Мы использовали проволоку MIG диаметром 0,030 дюйма (артикул № 42286).
Пошаговая сборка
1. Для начала вам нужно сварить раму верхней части. Заземлите зажим на заготовку. Это гарантирует, что сварщик готов зажечь дугу.
2. Используйте прихваточные сварные швы, чтобы скрепить детали вместе. Прихваточная сварка временно скрепляет детали.
3. Начните со сварки по краям/углам. Как только вы убедитесь, что рамка квадратная и ровная, заделайте остальные зазоры.
4. Затем прихватите ножки к раме (четыре 3-футовых куска железа). Мы положили раму столешницы на плоскую поверхность и использовали мощные магниты, чтобы удерживать ножки на месте. Используйте магниты в своих интересах и закрепите его как можно лучше. Если у вас нет мощных магнитов, используйте струбцины. Преимущества использования сверхмощных магнитов заключаются в том, что они обеспечивают более прочную фиксацию, в то время как С-образные зажимы могут мешать или смещаться, если вы случайно заденете их. Выполняйте по одной ноге за раз и не пытайтесь закрепить все ноги сразу. Мы использовали уровень, чтобы убедиться, что ножки плотно прилегают к раме, и использовали прихваточные сварные швы, чтобы закрепить ножки на месте.
5. Приварите ножки на место после завершения выравнивания и прихватки.
6. Затем добавьте нижнюю полку для сварочных аппаратов, инструментов, шнуров и т. д. Полка будет изготовлена из просечно-вытяжного листа, а каркас полки — из уголкового железа. Угловое железо имеет размеры 2 дюйма в ширину, 20 дюймов в длину и ¼ дюйма в толщину. Мы использовали С-образные зажимы, чтобы удерживать угол в девяти дюймах от дна. Мы выровняли детали и приварили их к ножкам.
ПРОФЕССИОНАЛЬНЫЙ СОВЕТ: Если ваша полка неровная, вместо того, чтобы снимать зажимы и менять положение, попробуйте с помощью молотка переместить металл вверх или вниз, пока он не окажется там, где вам нужно.
7. Закрепив каркас полки прихваточными швами, переместите стол на пол и начните сварку. Перемещение стола на пол даст вам больше места для выполнения сварных швов.
PRO-TIP: Мы использовали храповой ремень, чтобы выровнять стол и закрыть зазор между ножками и полкой. При сварке тепло может легко сдвинуть ваши детали; ремешок с храповым механизмом поможет удержать все на месте и стянуть ноги вместе.
8. Добавьте опорные поперечины для полки из листовой стали (один 4-футовый элемент и два 1-футовых элемента). Используйте С-образный зажим, чтобы удерживать их на месте, прихватите каждую сторону и прикрепите детали к раме полки.
9. Возьмите каждый кусок просечно-вытяжного листа размером 12 x 24 дюйма и приварите его точечной сваркой к угловому и плоскому металлу. Точечная сварка более надежна, чем прихватка, и ее достаточно для сплавления металла при длительном использовании. Точечная сварка также поможет предотвратить прожоги. Прожог возникает из-за применения слишком большого количества тепла и прожигания отверстия или зазора в металле. Если вы попытаетесь запустить длинный буртик, просечно-вытяжной лист станет слишком горячим. Точечная сварка просечно-вытяжного листа на нижней стороне стола для более аккуратного вида.
PRO-TIP: Используйте металлический груз или тяжелый предмет, чтобы усилить давление на просечно-вытяжной лист, чтобы облегчить точечную сварку.
PRO-TIP : Поскольку вы свариваете сталь 1/4″, всегда начинайте сварку с уголка 1/2″, чтобы предотвратить прожог и образование лужи.
10. Мы хотели добавить угол 90° под рамой столешницы, чтобы можно было подвесить угловые шлифовальные машины. Мы измерили один 14-дюймовый кусок и один 8-дюймовый кусок плоской стали шириной 2 дюйма, зажали их на месте с помощью С-образного зажима и приварили к уголку.
11. Наконец, приготовьтесь прикрепить стальную пластину ¼ дюйма к верхней раме. Очистите и подготовьте стальной лист денатурированным спиртом, чтобы обеспечить более чистый и прочный сварной шов.
12. С помощью угловой шлифовальной машины со шлифовальным кругом (АРТ. № 71987) отшлифуйте сварные швы в верхней части рамы, чтобы стальная пластина прилегала заподлицо.
13. Выровняйте стальную пластину и приварите ее к раме с помощью 3-дюймовых сварных швов по краям. Выполнение меньших 3-дюймовых сварных швов будет поддерживать выравнивание стола и предотвратит деформацию.