Как рассчитать скорость сварки полуавтоматом?
Главная / Техника сварки
Назад
Время на чтение: 6 мин
0
3729
В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
- Актуальность
- Основные параметры Сила, полярность и род сварочного тока
- Скорость подачи проволоки
- Скорость сварки
- Наклон электрода
Актуальность
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера.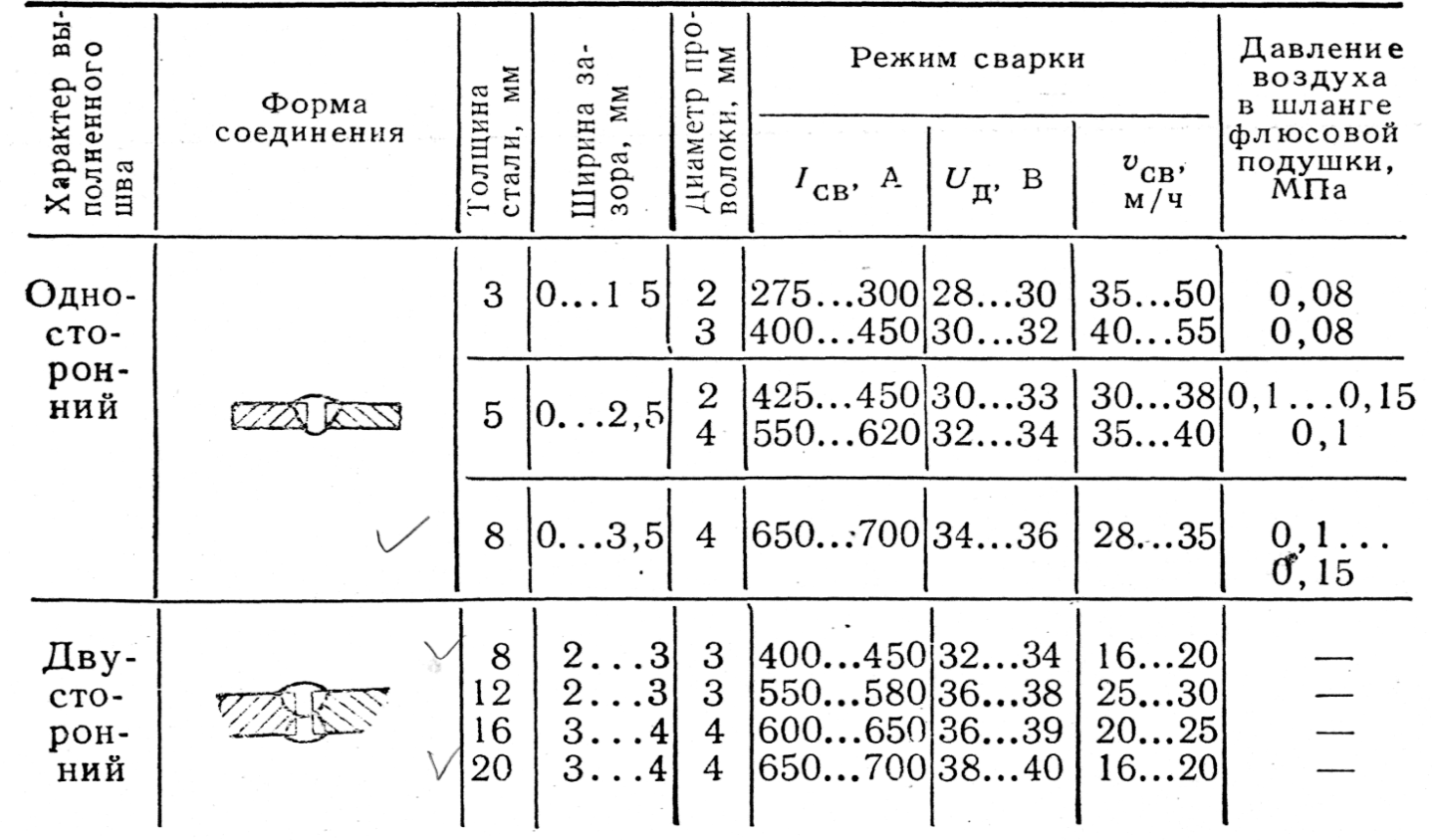 Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Табличные значения данных для сварочных работ
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования.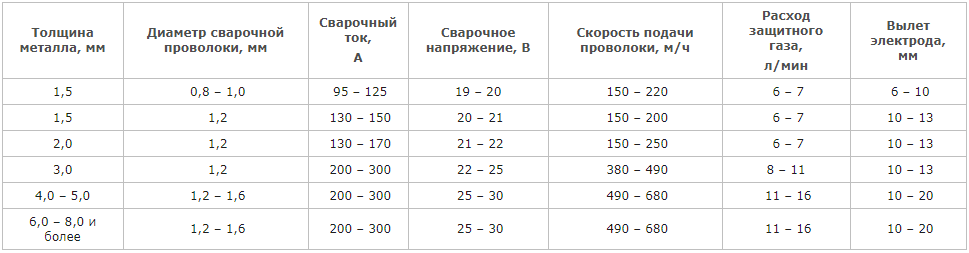 Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
| 1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
| 3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
| 8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Скоростной режим подачи газа
Настройка подачи газа
Хотя этот параметр не является важным и существенным, тем не менее, вы должны контролировать требуемый расход газа по показателям редуктора, который установлен на газобаллоном оборудование. Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Сколько вольт нужно для сварки?
Теперь остаётся решить, как настроить сварочный полуавтомат Telwin Bimax, используя данные таблицы по вольтажу. Как видно чем толще металл для сварки и резки, тем выше вольтаж оборудования. Используя ведомые данные, можно настроить оборудование для эффективного расплавления и резки металла. Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Выбор напряжения полуавтомата
Для высоколегированных материалов и цветных металлов, можно найти данные в интернете. Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Режим скорости подачи проволоки
Скоростной режим подачи проволоки является вспомогательным решением вопроса, как настроить полуавтомат сварочный Сварог. В данном случае необходимо учитывать скорость подачи совместно с силой используемого тока. Оба ведомых параметра взаимосвязаны между собой. Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
Регулировка скорости подачи проволоки
Сегодня промышленность выпускает автоматические режимы скоростной подачи проволоки, но такие агрегаты, как правило, рассчитаны на профессиональную работу сварщика. Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Дополнительные параметры точной настройки
Кроме этого, есть варианты дополнительной настройки регулировки оборудования, которые предполагают реализацию таких вариантов:
- Индуктивность. Параметр позволяет настроить основную жёсткость дуги и добиться эффективного показателя качества шва. Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.
- High/Low. Переключатели подачи скоростного режима проволоки «быстро-медленно», в отличие от стандартного варианта скоростного режима подачи проволоки в барабане. Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.
Заключение
Полуавтомат стал незаменимым помощником, как в быту, так и в промышленном производстве. Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности.
К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
 К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
РАСЧЕТ СКОРОСТИ СВАРКИ
Как уже упоминалось выше, чтобы рассчитать скорость, сначала необходимо найти силу тока и напряжение сварочной дуги. Как это делать будем рассматривать на конкретном примере. У нас это будет сталь, которая будет вариться односторонним тавровым швом.
Ниже наведена формула, по которой будем находить силу тока. Она зависит от значения диаметра электрода и плотности тока. В формуле соответствует диаметру электрода. Мы подставляем значение 1,6 мм. j соответствует плотности тока, которая у нас равна 175.
Мы нашли значения силы тока. Так как мы знаем значение диаметра электрода, то теперь можем найти чему равно напряжение дуги. Для этого нам нужна формула, которую вы видите ниже:
А теперь переходим к вычислению значения скорости, которая будет оптимальной. Эти расчеты происходят следующим образом:
рассчитывается за отдельной формулой, которая наведена ниже. Характеристики соответственно отвечают за значение плотности наплавленного металла и площади поперечного сечения наплавленного металла за один проход. Как вы видите из формулы они равны 7,8.
Как вы видите из формулы они равны 7,8.
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
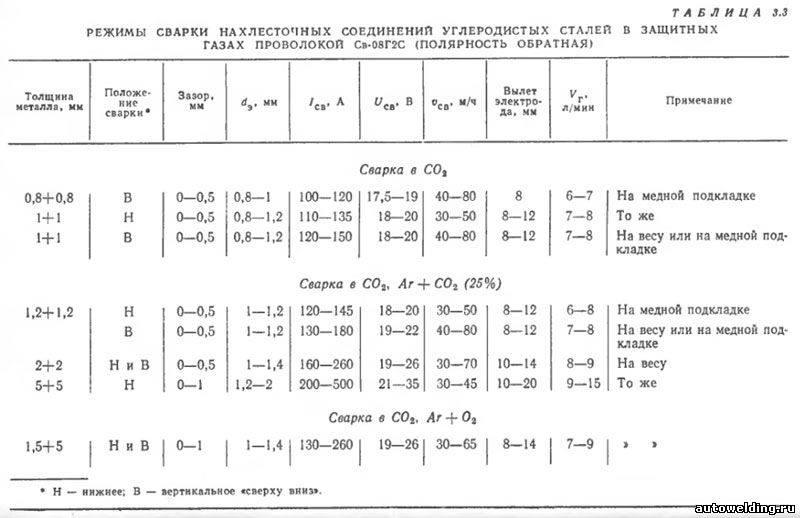
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Режимы сварки в защитных газах
Сеть профессиональных контактов специалистов сварки
Режимы сварки в защитных газах имеют такие основные параметры :
- род, сила и полярность тока;
- напряжение сварки,
- диаметр проволоки;
- скорость подачи электродной проволоки;
- вылет, наклон и колебания электрода;
- скорость сварки;
- расход газа;
- состав газа.
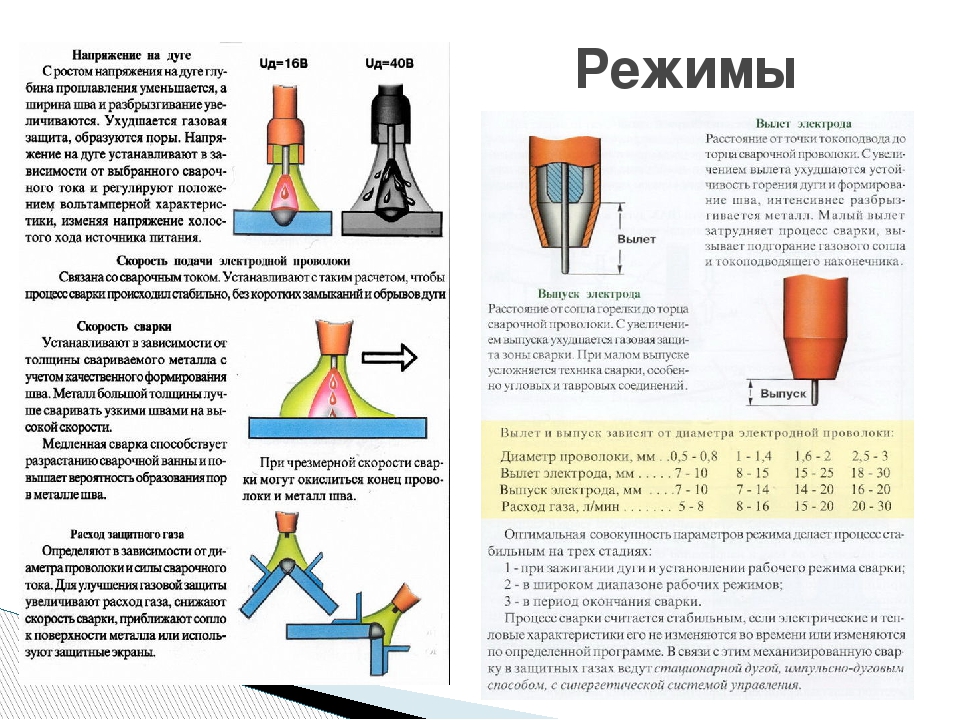
Таблица 1. Режимы сварки в в защитных газах (СO2,СO2+O2 и Ar+25%СO2 ) стыковых соединений низкоуглеродистых и низколегированных сталей в нижнем положении проволокой Св-08Г2СА (ток обратной полярности)
| Толщина металла, мм | Зазор, мм | Число проходов | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,5-1 | 0-1 | 1 | 0,5-0,9 | 30-80 | 16-18 | 25-50 | 8-10 | 6-7 |
| 1,5-2 | 0-1 | 1 | 1,0-1,2 | 80-150 | 18-23 | 25-45 | 10-13 | 7-9 |
| 3 | 0-1,5 | 1 | 1,2-1,4 | 150-200 | 23-25 | 25-40 | 12-15 | 8-11 |
| 3-4 | 0-1,5 | 2 | 1,2-1,6 | 180-250 | 25-32 | 25-75 | 12-30 | 8-15 |
| 6 | 0,5-2 | 2 | 1,2-2,0 | 200-420 | 25-36 | 25-60 | 12-30 | 10-16 |
| 9-10 | 0,5-2 | 2 | 1,2-2,5 | 300-450 | 28-38 | 20-50 | 12-35 | 12-16 |
| 12-20 | 1-3 | 2 | 1,2-2,5 | 380-550 | 33-42 | 15-30 | 12-25 | 12-16 |
Таблица 2. Режимы сварки в в защитных газах ( СO2,смеси Ar+25%СO2 и Ar+O2+25%СO2) поворотрых кольцевых стыковых швов проволокой Св-08Г2СА (ток обратной полярности)
Режимы сварки в в защитных газах ( СO2,смеси Ar+25%СO2 и Ar+O2+25%СO2) поворотрых кольцевых стыковых швов проволокой Св-08Г2СА (ток обратной полярности)
| Диаметр детали, мм | Толщина стенки, мм | Зазор, мм | Смещение кромок, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 50* | 1-1,5 | 0-1 | 0-1 | 0,8-1,2 | 100-150 | 18-19 | 80-90 | 10-12 | 7-8 |
| 100-150** | 2-2,5 | 0-1.5 | 0-1 | 0,8-1,2 | 130-180 | 18-19 | 70-80 | 10-13 | 7-8 |
| 200-500** | 8-15 | 0-1 | 0-1 | 1-1,2 | 150-190 | 19-21 | 20-30 | 10-15 | 7-8 |
| 200-400** | 30-60 | 0-1 | 0-1 | 2-3 | 350-450 | 32-36 | 25-35 | 25-60 | 15-18 |
* Смещение электрода согласно Рис . 1.
1.
** Сварка корневого шва при V- или U-образной разделке
Рис. 1. Схемы расположения электрода при сварке в СO2 поворотных кольцевых швов тонкой стали 1 на весу.
Таблица 3. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2 ) нахлесточных соединений проволокой Св-08Г2С (ток обратной полярности)
| Толщина металла, мм | Поло- жение сварки |
Защитный газ | Зазор, мм | Диаметр проволоки, мм | Сила сваро- чного тока, А |
Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет элект рода, мм |
Расход газа, л/мин | Примечание |
| 0,8+0,8 | В | СO2 | 0-0,5 | 0,8-1 | 100-120 | 17,5-19 | 40-80 | 8 | 6-7 | На медной прокладке |
| 1+1 | Н | 0,8-1,2 | 110-135 | 18-20 | 30-50 | 8-12 | 7-8 | |||
| 1+1 | В | 0,8-1,2 | 120-150 | 18-20 | 40-80 | 8-12 | 7-8 | На весу или на медной прокладке | ||
| 1,2+1,2 | Н | СO2 ,Ar+ 25%СO2 | 0-0,5 | 0,8-1,2 | 120-145 | 18-20 | 30-50 | 8-12 | 6-8 | На медной прокладке |
| В | 130-160 | 40-80 | 7-8 | На весу или на медной прокладке | ||||||
| 2+2 | Н и В | 0-0,5 | 1-1,4 | 160-220 | 19-22 | 30-70 | 10-14 | 8-9 | На весу | |
| 5+5 | Н | 0-1 | 1,2-2 | 200-500 | 21-35 | 30-45 | 10-20 | 9-15 | ||
| 1,5+5 | Н и В | 0-1 | 1-1,4 | 130-180 | 19-22 | 30-65 | 8-14 | 7-9 |
* Н — нижнее, В — вертикальное положение сварки.
Таблица 4. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2
| Толщина металла, мм | Соединение | Зазор, мм | Номер прохода | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-1 | 1 | 0,8-1,2 | 90-130 | 17-18 | 40-60 | 8-11 | 6-7 | |
| 1,2-2 | 0-1 | 0,8-1,2 | 140-200 | 18-22 | 40-55 | 8-12 | 6-7 | ||
| 2,2-4 | 0-1,5 | 1,2-1,5 | 180-260 | 21-24 | 35-55 | 9-12 | 7-8 | ||
| 3-6 | 1±1 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 8-9 | |
| 2 | 1,2-1,4 | 200-260 | 23-25 | 20-40 | 9-12 | 8-9 | |||
| 8-10 | 2±1/2 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 9-10 | |
| 2-3 | 1,2-1,4 | 200-260 | 23-35 | 20-35 | 9-12 | 9-10 | |||
| 0,8-1 | 0-0,05 | 1 | 0,8-1 | 90-130 | 17-18 | 8-11 | 5-7 | ||
| 1,5-3 | 1 | 0,8-1,2 | 140-200 | 18-22 | 40-50 | 8-12 | 6-7 | ||
| 3,2-5,5 | 0-1 | 1-2 | 1,2-1,4 | 160-240 | 20-23 | 35-55 | 9-12 | 7-8 | |
| 6-12 | 0-1,5 | 1-2 | 1,2-1,4 | 200-260 | 22-26 | 25-35 | 10-12 | 8-10 |
Таблица 5.
Режимы сварки в защитных газах ( СO
2)горизонтальных швов проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-0,5 | 0,8-1 | 70-130 | 17-18,5 | 25-30 | 8-10 | 6-7 | |
| 1,5 | 1-1,5 | 0,8-1,2 | 100-150 | 17,5-19,5 | 19-24 | 8-12 | 6-8 | |
| 3 | 1,5-2 | 1-1,4 | 140-190 | 20-23 | 16-18 | 10-12 | 7-9 | |
| 5-6 | 0-1 | 1-1,4 | 150-250 | 20-23 | 10-14 | 12-14 | 8-10 |
Таблица 6.
Режимы сварки в защитных газах ( СO
2)швов в потолочном положении проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Катет шва | Соединение | Зазор, мм | Диаметр проволоки, мм | Число проходов | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Расход газа, л/мин |
| 1,5-2 | 1,5-2 | 0-1 | 0,8-1,2 | 1 | 150-190 | 18,5-20 | 23-35 | 7 | |
| 3-5 | 3-5 | 0-1,5 | 1-1,2 | 1 | 160-260 | 18-22,5 | 20-30 | 8 | |
| 7-8 | 6-8 | 2 | 160-270 | 19,5-22,5 | 17-25 | 8-9 |
Таблица 7.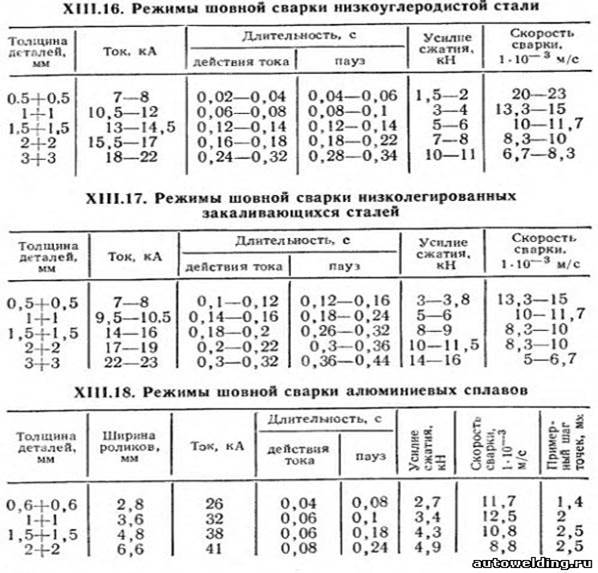
Режимы сварки (ориентировочные) углеродистых сталей в углекислом газе
электрозаклепками и точками.
| Толщина листов, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Длительность сварки, с |
Вылет электрода, мм |
Расход газа, л/мин | Наличие отверстия в верхнем листе | |
| верхнего |
нижнего |
|||||||
| 0,5 | 0,5-2,0 | 0,8 | 100-140 | 18-21 | 0,6-1,1 | 6-10 | 5-6 | нет |
| 0,8 | 0,8-3,0 | 0,8 | 120-160 | 19-22 | 0,5-1,2 | 8-10 | 5-6 | нет |
| 1,0 | 1,0-4,0 | 0,8-1,0 | 150-190 | 20-23 | 1,0-1,8 | 8-12 | 5-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 200-210 | 21-24 | 1,4-1,8 | 10-12 | 6-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 190-210 | 21-23 | 1,3-1,6 | 10-12 | 6-7 | есть |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 220-300 | 22-27 | 2,0-3,0 | 10-14 | 6-8 | нет |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 210-250 | 22-25 | 1,6-2,0 | 10-14 | 6-7 | есть |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 320-380 | 30-35 | 2,0-3,0 | 12-14 | 7-8 | нет |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 300-350 | 28-32 | 1,9-2,5 | 12-14 | 7-8 | есть |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 380-420 | 33-37 | 3,0-3,5 | 13-15 | 8-9 | нет |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 350-380 | 32-35 | 2,2-3,0 | 13-15 | 8-9 | есть |
| 5,0 | 5,0-7,0 | 1,4-2,0 | 400-450 | 34-40 | 3,5-4,0 | 14-16 | 9-10 | нет |
| 6,0 | 6,0-8,0 | 1,6-2,4 | 420-550 | 38-44 | 3,0-4,0 | 14-18 | 9-10 | нет |
| 8,0 | 8,0-10,0 | 2,0-2,4 | 550-600 | 43-48 | 3,0-4,0 | 16-18 | 11-12 | нет |
Примечание к Табл. 7: постоянный ток обратной полярности; режимы сварки точками принимают текими же, как при сварке без отверстия для толщины верхнего листа.
7: постоянный ток обратной полярности; режимы сварки точками принимают текими же, как при сварке без отверстия для толщины верхнего листа.
Другие материалы относящиеся к темам «
Режимы сварки в защитных газах
«:
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварка полуавтоматом Иваново от 300 руб
Полуавтоматическая ручная сварка Тел 8 (4932) 21-00-00
Полуавтоматическая ручная сварка получила широкое распространение как в промышленности так и в быту. Полуавтоматическая сварка используется там, где нужно выполнять значительный объем работ, при этом максимально уменьшив трудозатраты и ускорив процесс. Это сварка элементов кузовов автомобилей, металлических конструкций, швов большой протяженности, различных емкостей, баков, цистерн и т.п.
Особенности полуавтоматической ручной сварки
Основной особенностью сварки ручным полуавтоматом является беспрерывная подача в зону сварки расходных материалов, а именно сварочной проволоки и изолирующего материала. Поскольку нет необходимости в замене электродов процесс сварки значительно ускоряется.
Поскольку нет необходимости в замене электродов процесс сварки значительно ускоряется.
Для полуавтоматической ручной сварки мы используем универсальный сварочный аппарат позволяющий выполнять сварку как в режимах защитных газов MIG/MAG, так и с использованием проволоки с флюсом внутри. Также наше оборудование позволяет выполнять сварку в режиме ММА – ручной дуговой сварки. Полуавтоматическая сварка имеет ряд преимуществ перед другими видами сварки. Это возможность работы с материалами толщиной от 0,5 мм, малая чувствительность к загрязненности свариваемых поверхностей, высокая скорость сварки и низкая себестоимость работ.
Использование полуавтоматической сварки позволяет получить улучшенное качество шва, поскольку ток и скорость подачи проволоки регулируются непосредственно сварочным аппаратом. При применение сварочного флюса швы получаются качественными даже при исползовании небольших токов. Скорость сварки опытным сварщиком при этом достигает 40 м шва в час.
Виды сварки полуавтоматом
Существует 2 наиболее распространенных вида ручной полуавтоматической сварки.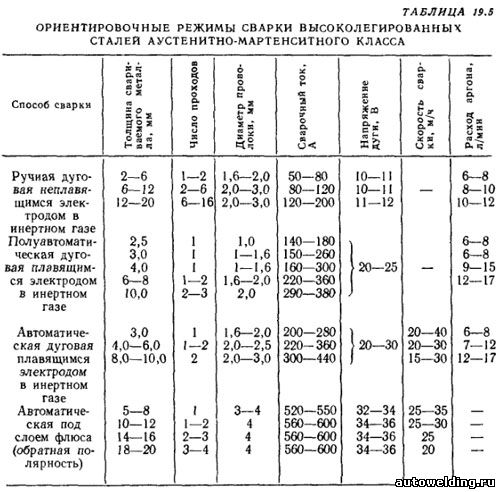 Это сварке в среде инертных газов и сварка без газа.
Это сварке в среде инертных газов и сварка без газа.
При сварке с газом (MIG/MAG) применяется специальная проволока из легированной стали или цветного металла. В этом случае сварочная проволока подается по рукаву в зону сварки. Защита сварочной дуги и шва от окисления осуществляется подаваемым по тому же рукаву защитным газом. Как правило это аргон, гелий или углекислота. Сварочная проволока двигается через сопло, расплавляется электрической дугой и застывая на расплавленных кромках свариваемых поверхностях соединяет их.
При сварке без газа используется так называемая «самозащитная» проволока. В состав такой проволоки входят флюсовые материалы, такие как кремний и марганец. Эти материалы при нагреве и расплавлении проволоки образуют вокруг места сварки защитную среду, препятствующую окислению. Достоинствами такого способа полуавтоматической сварки является отсутствие громоздких газовых баллонов, большой выбор проволок разных составов позволяющий оптимально подобрать проволоку под свариваемый металл, высокая скорость и простота выполнения работ.
Как с нами связаться
По всем вопросам сварки полуавтоматом вы можете проконсультироваться с нашим специалистом. Телефоны указаны на сайте. Также вы можете отправить свой вопрос на нашу электронную почту. Наш специалист обязательно свяжется с вами.
Наша новая услуга Вскрытие замков
Особенности сварки инверторным полуавтоматом
Особенности сварки инверторным полуавтоматомСварка полуавтоматом — это улучшенный вариант ручной дуговой сварки штучным электродом с покрытием. Даже при бытовом использовании, MIG сварка полуавтоматом во много раз обходит MMA сварку.
Однако чтобы полностью оценить все преимущества полуавтоматической сварки нужно знать, как правильно варить полуавтоматом. Как и в случае с электродной сваркой, сложности здесь особой нет, но есть свои особенности.
Что представляет собой сварка полуавтоматом
Чтобы варить инверторным полуавтоматом понадобится защитный газ и проволока. Проволока для полуавтомата продаётся специальная, она проходит во время сварки через сварочный рукав полуавтомата вместе с защитным газом. Основная задача газа, является защита сварочной ванны от негативных факторов внешней среды.
Основная задача газа, является защита сварочной ванны от негативных факторов внешней среды.
Для сварки полуавтоматом применяется проволока различных диаметров, от 0,6 до 1,2 мм. Чтобы варить металл толщиной меньше 4 мм, достаточно использовать сварочную проволоку диаметром до 0,8 мм. Толстые металлы варятся проволокой для полуавтомата, диаметр которой значительно выше: 1 и 1,2 мм.
В качестве защитного газа для полуавтоматической сварки чаще всего применяется смесь углекислоты с аргоном. Чем меньше углекислоты, тем лучше выходит сварной шов. Однако учитывая немалую стоимость аргона, многие смешивают 30% углекислоты и 70% аргона, чтобы сэкономить на расходных материалах.
Преимущества сварки полуавтоматом
Если вы еще в раздумьях, покупать инверторный полуавтомат или нет, то вот вам несколько жирных плюсов, которые вы сможете получить, обзаведясь полуавтоматической сваркой:
- Скорость сварки — она намного выше, чем при сварке электродом. Все дело в автоматической подаче сварочной проволоки;
- Высокое качество сварки — шов при сварке полуавтоматом получается намного красивей и аккуратней, это почти что ювелирная работа;
- Универсальность — полуавтоматом можно варить различные металлы, начиная от обычной стали и заканчивая цветными металлами;
- Нет шлака — знакомая проблема при электродной сварке, это большое количество шлака. Его приходится каждый раз сбивать и убирать, очищать и защищать сварочное соединение. Всего этого не нужды делать при сварке полуавтоматом, поскольку шлака здесь просто нет;
- Безопасность — варить полуавтоматом безопасней, по крайней мере, для собственного здоровья, поскольку при осуществлении данного процесса практически отсутствует дым.
 Все дело в автоматической подаче сварочной проволоки;
Все дело в автоматической подаче сварочной проволоки;При этом стоит учитывать и некоторые недостатки полуавтоматической сварки, а именно, громоздкость оборудования.
Для сварки полуавтоматом понадобится баллон с газом, да и варить, если сильный ветер, не получится — газ будет попросту сдувать.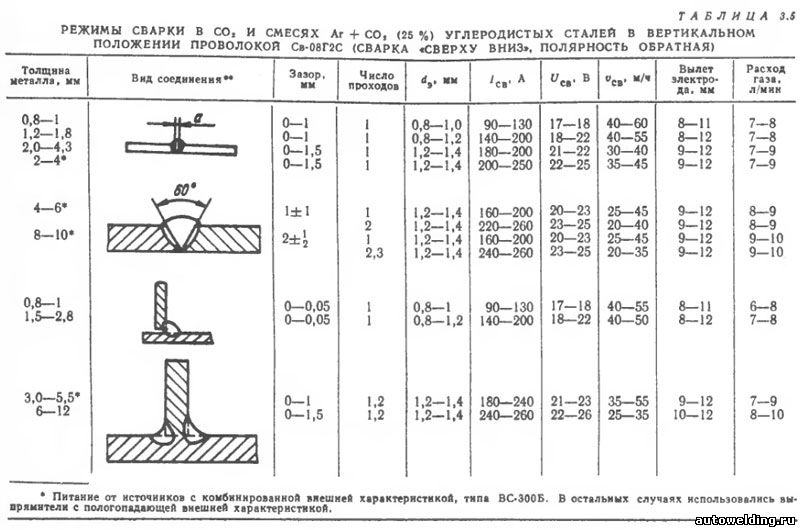
Тонкости сварки полуавтоматом
Сварка инверторным полуавтоматом — это не ручная дуговая сварка, где зажал электрод в держателе и начал варить. Полуавтоматическая сварка нечто другое, хотя каких-то особых сложностей в ней нет.
Прежде чем варить полуавтоматом, требуется усвоить некоторые правила:
- Подключать плюсовую клемму от инвертора нужно к горелке, в то время как минусовая клемма подсоединяется к заготовке;
- Для разных видов металла существует своя определённая сварочная проволока. Нержавейку варят нержавеющей проволокой, а алюминий — алюминиевой;
- Скорость подачи проволоки полуавтоматом всецело зависит от настроек сварочного тока. Чем выше ток, тем быстрей будет скорость перемещения проволоки;
- Токосъёмный наконечник, который используется на горелке полуавтомата, должен подбираться согласно диаметру сварочной проволоки;
- При низком напряжении в сети, лучше использовать проволоку меньшего диаметра.
Также важно усвоить и другое правило, которое касается сварки полуавтоматом без газа (порошковой проволокой). Чтобы получилось нормально варить полуавтоматической сваркой, в данном случае, плюсовая клемма инвертора должна быть подсоединена к заготовке, то есть, наоборот, чем при сварке в среде защитного газа.
Чтобы получилось нормально варить полуавтоматической сваркой, в данном случае, плюсовая клемма инвертора должна быть подсоединена к заготовке, то есть, наоборот, чем при сварке в среде защитного газа.
Поделиться в соцсетях
Durant, Rock / Course Expectations
Программа обучения, утвержденная Департаментом образования Пенсильвании
Список задач, предложенная Департаментом образования Пенсильвании
Что такое сварка
Производство металлов относится к строительству металлических конструкций. Это делается с помощью различных процессов, таких как резка, гибка, профилирование, сварка и сборка.
В процессе изготовления используются такие металлы, как сталь, алюминий и другие черные и цветные металлы.Эти металлы часто закупаются изготовителем в необработанном виде, затем их режут, сгибают и формируют в требуемые формы и размеры, готовые к сварке.
Сварка подготовленный в процессе изготовления металл затем сваривается вместе с использованием ряда методов и процедур. Сварочные процессы часто включают дугу, которая представляет собой метод сварки, в котором используется источник питания для создания электрической дуги между электродом на сварочном стержне и самим материалом. Создаваемый ток превосходит огромное количество тепла, которого достаточно, чтобы расплавить основной материал.
Сварочные процессы часто включают дугу, которая представляет собой метод сварки, в котором используется источник питания для создания электрической дуги между электродом на сварочном стержне и самим материалом. Создаваемый ток превосходит огромное количество тепла, которого достаточно, чтобы расплавить основной материал.
сварочные процессы включают:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) — также известная как ручная дуговая сварка металлическим электродом (MMA), SMAW является одним из наиболее распространенных процессов дуговой сварки. Используя расходуемый электрод с флюсовым покрытием, который защищает зону сварки от окисления и загрязнения, SMAW выделяет углекислый газ в процессе сварки.
- Дуговая сварка металлическим газом (GMAW) — автоматический или полуавтоматический процесс, в котором используется непрерывная подача проволоки. Поскольку электрод здесь непрерывный, скорость сварки с GMAW намного выше, чем с SMAW.
- Газовая вольфрамовая дуговая сварка (TIG) – TIG использует смесь полуинертных газов для обеспечения процесса сварки, в котором используются неплавящийся вольфрамовый электрод, смесь инертных или полуинертных газов и отдельный присадочный материал. Этот процесс сварки часто требует от оператора высокого уровня навыков и особенно полезен при сварке тонких материалов. Хотя этот процесс может быть медленным, он обеспечивает высокое качество сварных швов.
- Дуговая сварка порошковой проволокой (FCAW) – FCAW использует проволоку, состоящую из стального электрода, окружающего порошковый наполнитель.Этот провод дороже, чем стандартные сплошные провода, и он также может выделять дым. Однако он обеспечивает высокую скорость сварки и большое проплавление металла.

О программе сварочных технологий
От теории к практике каждый учащийся будет обучен дуговой сварке с флюсовой проволокой (FCAW), дуговой сварке металлическим электродом в среде защитного газа (SMAW), дуговой сварке металлическим электродом в среде защитного газа (GMAW) и дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW), газокислородной резке. (ОФК) как ручные, так и механизированные. Плазменная резка ручная и ЧПУ.Специализация требует глубоких знаний и высокого уровня владения языком. Студенты изучают и применяют основные концепции, навыки и методы.
(ОФК) как ручные, так и механизированные. Плазменная резка ручная и ЧПУ.Специализация требует глубоких знаний и высокого уровня владения языком. Студенты изучают и применяют основные концепции, навыки и методы.
- Газокислородная резка
- Ручная плазменная резка
- Порошковая проволока
- Экранированная металлическая дуга
- Здоровье и безопасность на рабочем месте
- Газовая металлическая дуга
- Базовое программирование ЧПУ
- Неразрушающий контроль
- Газовая вольфрамовая дуга
- Чертеж и схема сварки
Сварочный полуавтомат «Форсаж»: отзывы
Перед покупкой сварочного аппарата необходимо определиться и в каких условиях вы планируете эксплуатировать оборудование.Если работу хотите осуществлять на открытом воздухе, то наиболее экономичной покупкой будет аппарат для сварки ММА, в котором используется электрод с покрытием.
Но для качественной работы, когда приходится использовать алюминий или нержавеющую сталь, следует выбирать сварочный инвертор, аргон, предназначенный для сварки неплавящимися электродами. Наиболее эффективным способом соединения металлических деталей является полуавтоматическая сварка. На оборудовании, работающем по этому принципу, можно сваривать все сплавы и металлы.
Наиболее эффективным способом соединения металлических деталей является полуавтоматическая сварка. На оборудовании, работающем по этому принципу, можно сваривать все сплавы и металлы.
Перед совершением покупки вам необходимо определиться с тем, для каких целей вы хотите купить машину.Если выполнение мелких бытовых задач, то вполне подойдет китайская техника. А вот профессионалам лучше приобрести соответствующее устройство, которое рассчитано на длительную работу. Особым спросом у покупателей пользуется сварочный полуавтомат «Ярость». Если вы хотите купить такое устройство, вам следует рассмотреть хотя бы один вариант.
Отзывы об аппарате 200ПА ВИАМ.683182.003
Приобрести данный сварочный аппарат можно за 41. 900, Реализуется без комплекта и представляет собой агрегат для ВИГ и полуавтоматической сварки.Устройство можно использовать для соединения деталей из легированных или углеродистых сталей, что, по словам домашних мастеров, расширяет сферу применения.
Рекомендуем
Наиболее эффективные методы проращивания семян
Несмотря на то, что рассадный метод в овощеводстве является очень трудоемким процессом, его использует большинство огородников. Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Краска световозвращающая.Область применения
Когда автомобили стали заполнять дороги, их популярность стала набирать светоотражающая краска. Благодаря этой краске, как водителям, так и пешеходам становится намного легче избежать ДТП в тёмное время суток. Назначение краски Светоотражающая краска – лакокрасочный материал,…
Стабильная работа устройства возможна даже при пониженном напряжении. Если параметр упадет до 140, можно продолжить сварку с использованием 3-мм электродов. Как вариант решения акустический провод, диаметр которого равен 0.6 мм.
Покупатели отмечают, что на передней панели управления можно найти необходимые настройки рабочих параметров. Устройство позволяет сохранять их в памяти, что очень нравится потребителям.
Устройство позволяет сохранять их в памяти, что очень нравится потребителям.
Отзыв по техническим характеристикам
При заинтересованности вышеуказанным сварочным полуавтоматом «Яростный» потребителям рекомендуется ознакомиться с техническими характеристиками. Аппарат относится к профессиональному классу. Максимальная мощность до 7,7 кВт. Максимальный ток 200 А.
Горелка охлаждается воздушной системой. Оборудование, способное работать по принципу сварки TIG. Чехла в комплекте нет, иногда, по мнению потребителей, вынуждает их склонить свой выбор в пользу другой модели. Устройство соответствует классу защиты IP21. Напряжение холостого хода 70 В. Габаритные размеры 445х245х335 мм.
Максимальный ток ФЭ достигает 40%. Когда потребители считают сварочный полуавтомат «бешеным», с их слов, особое внимание они обращают на вес.Вес снаряжения 12,5 кг. Допустимое отклонение напряжения в меньшую сторону 15 %. Минимальный ток 15 А.
В комплекте не работает водяное охлаждение.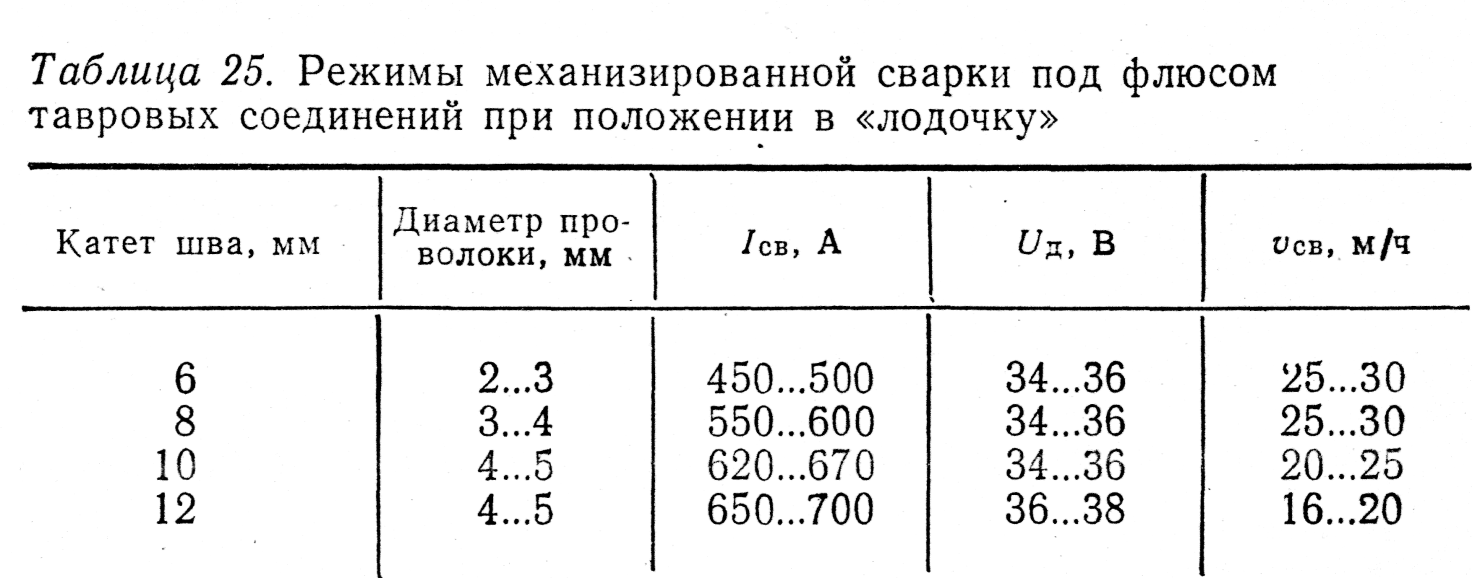 Если вы внимательно посмотрите на эту модель, то сможете понять, что в ней нет режима импульсной сварки. Иногда это отталкивает потребителей. Вилка питания не входит в комплект.
Если вы внимательно посмотрите на эту модель, то сможете понять, что в ней нет режима импульсной сварки. Иногда это отталкивает потребителей. Вилка питания не входит в комплект.
Отзывы о преимуществах модели
Сварочный полуавтомат «Форсаж 200ПА», по отзывам покупателей, имеет множество достоинств, среди них:
- Быстрое соединение;
- Эффективное охлаждение
- Высококачественное формирование сварного шва.
Что касается подключений, то его скорость обеспечивается быстроразъемными соединениями, которые позволяют подключить кабели и приступить к работе. Не говоря уже о равномерном и эффективном охлаждении. Это реализуется за счет множества вентиляционных отверстий, расположенных на корпусе. Это способствует охлаждению внутренних узлов.
Прочитав отзывы о сварочном полуавтомате «Ярость», вы сможете понять, что можно обеспечить длительный цикл работы. Выходные параметры стабилизируется электронной системой.Покупателям также нравится низкое энергопотребление. Благодаря эффективному контролю работы вентилятора устройство защищено от пыли. Инверторный сварочный аппарат «Яростный» работает на максимальной мощности блока питания 9,6 кВА. Скорость подачи проволоки 12 м в минуту.
Благодаря эффективному контролю работы вентилятора устройство защищено от пыли. Инверторный сварочный аппарат «Яростный» работает на максимальной мощности блока питания 9,6 кВА. Скорость подачи проволоки 12 м в минуту.
Дополнительные сведения об эксплуатационных характеристиках
Вышеперечисленные преимущества, которыми обладает сварочный аппарат, не являются полным списком. Дополнительным преимуществом покупатели считают возможность регулировки времени продувки газом перед сваркой.Он достигает 0,05 секунды. После сварки этот параметр можно установить на 10 секунд. Время растяжения дуги можно регулировать, оно находится в пределах от 0 до 0,5 секунд.
Сварочный инверторный полуавтомат «Яростный» имеет мотор-редуктор, мощность которого 40 ВА. Температура окружающей среды при работе оборудования может достигать 40 °C. Минимальное значение составляет -20 °С. Механизм подачи проволоки, по отзывам покупателей, очень надежен и состоит из двух роликов, обеспечивающих высокую функциональность.
Повторное использование набора режимов
Опционально в память можно забить пользовательскую программу до 4-х штук.Там вы можете ввести значения напряжения и выходного тока. После одной минуты устойчивой работы настройки инвертора сохраняются.
Домашние мастера подчеркивают, что в случае падения напряжения в сети происходит автоматическое отключение. Сварочные полуавтоматы «яростные» защищены на случай аварии, можно не опасаться, что аппарат перегреется. Если дополнительно использовать специальную горелку, можно использовать функцию сварки TIG. Вместе с машиной может работать мобильная электростанция.Его минимальная мощность должна быть 14 кВА.
В заключение
Полуавтоматы Сварочные аппараты незаменимы на рабочем месте. Не так давно они все чаще стали появляться в мастерских потребителей. Если вы решили приобрести такое оборудование, перед покупкой необходимо обратить внимание на время. Обозначается аббревиатурой ПВ. Важно учитывать также номинальный сварочный ток, при котором аппарат не будет перегреваться в повторно-кратковременном режиме.
курсов PDH онлайн. PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов HVAC; не только экологичность или энергосбережение
курсы.»
Рассел Бейли, ЧП
Нью-Йорк
«Это укрепило мои текущие знания и научило меня дополнительно нескольким новым вещам
для раскрытия мне новых источников
информации.»
Стивен Дедак, ЧП
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
очень быстро отвечают на вопросы.
Это было на высшем уровне. Будет использоваться
снова. Спасибо.»
Блэр Хейворд, ЧП
Альберта, Канада
«Легкий в использовании веб-сайт.Хорошо организовано.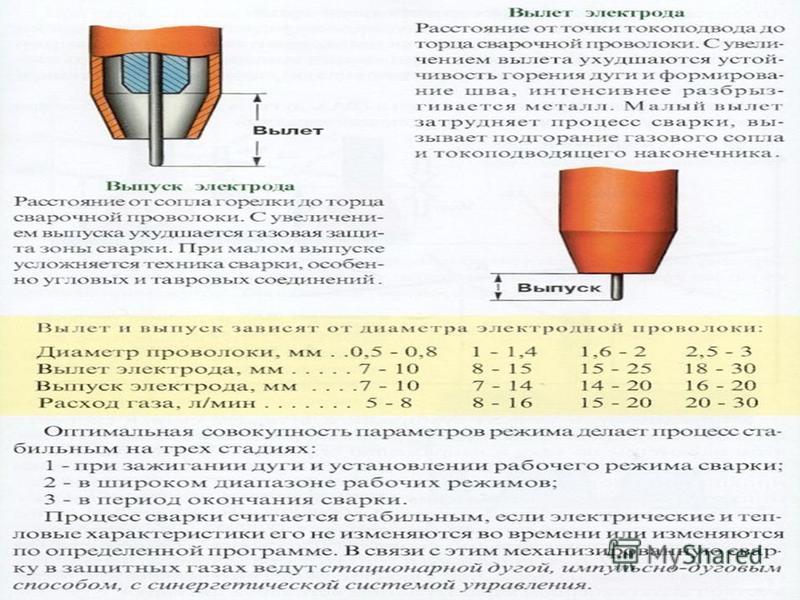 Я действительно воспользуюсь вашими услугами снова.
Я действительно воспользуюсь вашими услугами снова.
Я передам вашу компанию
имя для других на работе.»
Рой Пфлейдерер, ЧП
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, тем более что я думал, что уже знаком
с реквизитами Канзас
Авария в городе Хаятт.»
Майкл Морган, ЧП
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится возможность просмотреть текст перед покупкой. Я нашел класс
информативный и полезный
на моей работе.»
Уильям Сенкевич, Ч.Е.
Флорида
«У вас отличный выбор курсов и очень информативные статьи.Вы
— лучшее, что я нашел.»
Рассел Смит, ЧП
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, предоставляя время для проверки
материал. »
»
Хесус Сьерра, ЧП
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от сбоев.»
Джон Скондрас, ЧП
Пенсильвания
«Курс был хорошо составлен, и использование тематических исследований является эффективным
способ обучения.»
Джек Лундберг, ЧП
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; т.э., что позволяет
студент для ознакомления с курсом
материал перед оплатой и
получение викторины.»
Арвин Свангер, ЧП
Вирджиния
«Спасибо, что предлагаете все эти замечательные курсы. Я, конечно, выучил и
очень понравилось.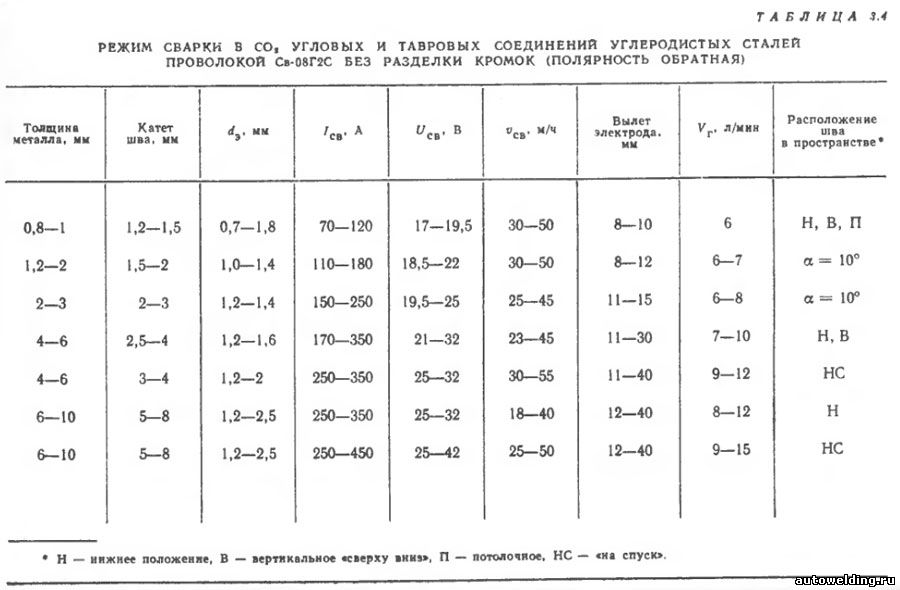 »
»
Мехди Рахими, ЧП
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска и
подключение к Интернету
курсы.»
Уильям Валериоти, ЧП
Техас
«Этот материал в значительной степени оправдал мои ожидания. Курс был легким для понимания. Фотографии в основном давали хорошее представление о
обсуждаемые темы.»
Майкл Райан, ЧП
Пенсильвания
«Именно то, что я искал. Нужен 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, ЧП
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых кредитов PDH. Это был
.информативно, выгодно и экономично.
Очень рекомендую
всем инженерам.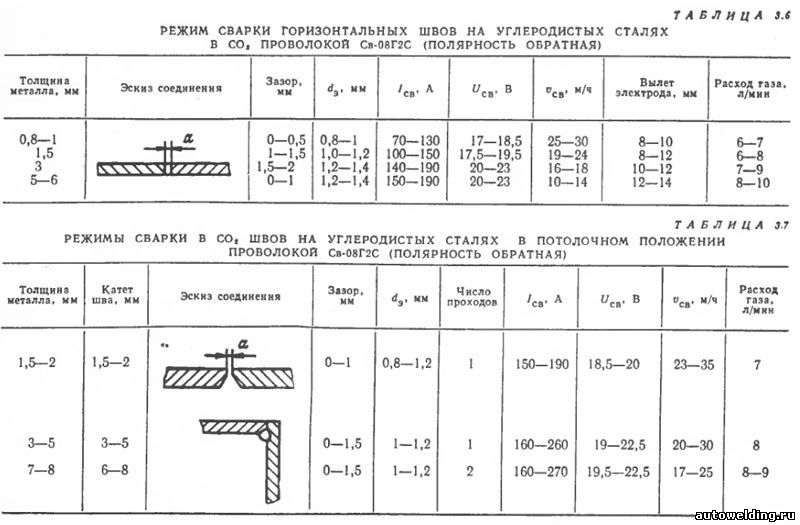 »
»
Джеймс Шурелл, ЧП
Огайо
«Я ценю, что вопросы «реального мира» и имеют отношение к моей практике, и
не основано на какой-то непонятной секции
законов, которые не применяются
— «обычная» практика.»
Марк Каноник, ЧП
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы использовать его в своем медицинском устройстве
организация.»
Иван Харлан, ЧП
Теннесси
«Материал курса имеет хорошее содержание, не слишком математический, с хорошим акцентом на практическое применение технологии.»
Юджин Бойл, П.Е.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо представлена,
а онлайн формат был очень
доступно и просто до
использование.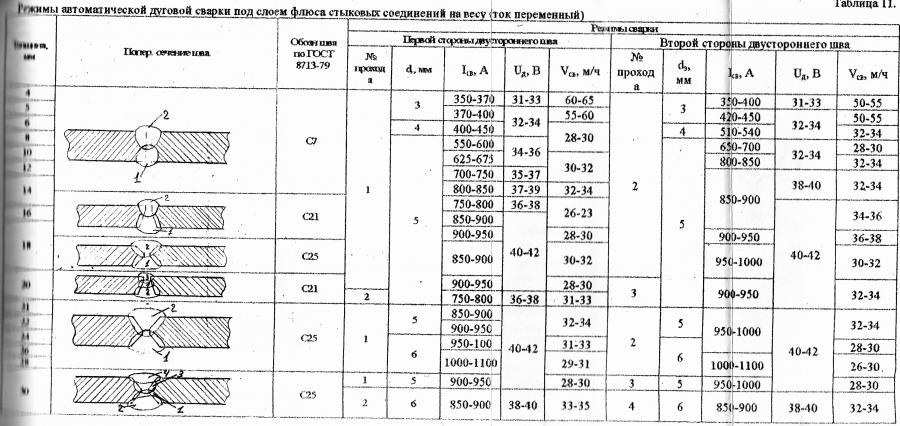 Большое спасибо.»
Большое спасибо.»
Патрисия Адамс, ЧП
Канзас
«Отличный способ добиться соответствия непрерывному обучению PE в рамках временных ограничений лицензиата.»
Джозеф Фриссора, ЧП
Нью-Джерси
«Должен признаться, я действительно многому научился. Распечатанная викторина помогает во время
просмотр текстового материала. я
также оценил просмотр
предоставлены фактические случаи.»
Жаклин Брукс, ЧП
Флорида
«Документ Общие ошибки ADA в проектировании помещений очень полезен.
тест требовал исследований в
документ но ответы были
всегда в наличии.»
Гарольд Катлер, ЧП
Массачусетс
«Это было эффективное использование моего времени. Спасибо за разнообразие выбора
Спасибо за разнообразие выбора
в дорожной технике, что мне нужно
для выполнения требований
Сертификация PTOE.»
Джозеф Гилрой, ЧП
Иллинойс
«Очень удобный и доступный способ заработать CEU для выполнения моих требований к PG в Делавэре».
Ричард Роудс, ЧП
Мэриленд
«Узнал много нового о защитном заземлении. До сих пор все курсы, которые я проходил, были отличными.
Надеюсь увидеть больше 40%
Курсы со скидкой.»
Кристина Николас, ЧП
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду дополнительных
курсы. Процесс прост, и
намного эффективнее, чем
необходимость путешествовать. »
»
Деннис Мейер, ЧП
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры для приобретения блоков PDH
в любое время.Очень удобно.»
Пол Абелла, ЧП
Аризона
«Пока все было отлично! Поскольку я постоянно работаю матерью двоих детей, у меня не так много
пора искать куда
получить мои кредиты от.»
Кристен Фаррелл, ЧП
Висконсин
«Это было очень информативно и поучительно.Легко понять с иллюстрациями
и графики; определенно получается
легче впитывать все
теорий.»
Виктор Окампо, инженер.
Альберта, Канада
«Хороший обзор принципов полупроводников. Мне понравилось проходить курс по номеру
Мне понравилось проходить курс по номеру
мой собственный темп во время моего утра
на метро
на работу.»
Клиффорд Гринблатт, ЧП
Мэриленд
«Просто найти интересные курсы, скачать документы и получить
викторина. Я бы очень рекомендую
вы в любой PE нуждающийся
Единицы CE.»
Марк Хардкасл, ЧП
Миссури
«Очень хороший выбор тем во многих областях техники.»
Рэндалл Дрейлинг, ЧП
Миссури
«Я заново узнал то, что забыл. Я также рад принести пользу в финансовом отношении
от ваш рекламный адрес электронной почты который
сниженная цена
на 40%. »
»
Конрадо Касем, П.Е.
Теннесси
«Отличный курс по разумной цене. Буду пользоваться вашими услугами в будущем.»
Чарльз Флейшер, ЧП
Нью-Йорк
«Это был хороший тест, и я фактически проверил, что я прочитал профессиональную этику
Кодыи Нью-Мексико
правила.»
Брун Гильберт, П.Е.
Калифорния
«Мне очень понравились занятия. Они стоили времени и усилий.»
Дэвид Рейнольдс, ЧП
Канзас
«Очень доволен качеством тестовых документов. Будет использовать CEDengineerng
при необходимости дополнительного
Сертификация.»
Томас Каппеллин, П.Е.
Иллинойс
«У меня истек срок действия курса, но вы все равно выполнили обязательство и дали
мне то, за что я заплатил — много
с благодарностью!»
Джефф Ханслик, ЧП
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы
для инженера. »
»
Майк Зайдл, П.Е.
Небраска
«Курс был по разумной цене, а материал был кратким и
в хорошем состоянии.»
Глен Шварц, ЧП
Нью-Джерси
«Вопросы соответствовали урокам, а материал урока
хороший справочный материал
для дизайна под дерево.»
Брайан Адамс, П.Е.
Миннесота
«Отлично, я смог получить полезную информацию с помощью простого телефонного звонка.»
Роберт Велнер, ЧП
Нью-Йорк
«У меня был большой опыт прохождения курса «Строительство береговой линии – Проектирование»
Корпус Курс и
настоятельно рекомендую. »
»
Денис Солано, ЧП
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики штата Нью-Джерси были очень
прекрасно приготовлено.»
Юджин Брэкбилл, ЧП
Коннектикут
«Очень хороший опыт. Мне нравится возможность скачивать учебные материалы на
обзор везде и
когда угодно.»
Тим Чиддикс, ЧП
Колорадо
«Отлично! Поддерживайте широкий выбор тем на выбор.»
Уильям Бараттино, ЧП
Вирджиния
«Процесс прямой, никакой чепухи. Хороший опыт.»
Тайрон Бааш, П.Е.
Иллинойс
«Вопросы на экзамене были пробными и демонстрировали понимание
материала.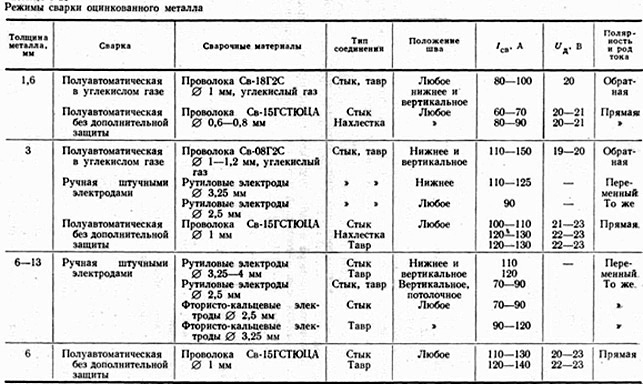 Тщательный
Тщательный
и полный.»
Майкл Тобин, ЧП
Аризона
«Это мой второй курс, и мне понравилось то, что курс предложил мне, что
поможет в моей линии
работы.»
Рики Хефлин, ЧП
Оклахома
«Очень быстрая и простая навигация. Я определенно воспользуюсь этим сайтом снова.»
Анджела Уотсон, ЧП
Монтана
«Прост в исполнении. Нет путаницы при подходе к сдаче теста или записи сертификата.»
Кеннет Пейдж, П.Е.
Мэриленд
«Это был отличный источник информации о нагреве воды с помощью солнечной энергии. Информативный
и отличное освежение.»
Луан Мане, ЧП
Коннетикут
«Мне нравится подход к подписке и возможности читать материалы в автономном режиме, а затем
вернись, чтобы пройти тест.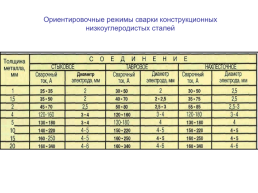 »
»
Алекс Млсна, П.Е.
Индиана
«Я оценил количество информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях.»
Натали Дерингер, ЧП
Южная Дакота
«Материалы обзора и образец теста были достаточно подробными, чтобы я мог
успешно завершено
курс.»
Ира Бродская, ЧП
Нью-Джерси
«Веб-сайт прост в использовании, вы можете скачать материал для изучения, а затем вернуться
и пройти тест. Очень
удобный а на моем
собственное расписание.»
Майкл Гладд, ЧП
Грузия
«Спасибо за хорошие курсы на протяжении многих лет. »
»
Деннис Фундзак, ЧП
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
сертификат. Спасибо за создание
процесс простой.»
Фред Шайбе, ЧП
Висконсин
«Положительный опыт.Быстро нашел подходящий мне курс и закончил
PDH за один час в
один час.»
Стив Торкилдсон, ЧП
Южная Каролина
«Мне понравилась возможность загрузки документов для ознакомления с содержанием
и пригодность до
наличие для оплаты
Материал .»
Ричард Ваймеленберг, ЧП
Мэриленд
«Это хорошее пособие по ЭЭ для инженеров, не являющихся электриками. »
»
Дуглас Стаффорд, ЧП
Техас
«Всегда есть место для улучшения, но я ничего не могу придумать в вашем
процесс, для которого требуется
улучшение.»
Томас Сталкап, ЧП
Арканзас
«Мне очень нравится удобство прохождения онлайн-викторины и немедленного получения
Сертификат.»
Марлен Делани, ЧП
Иллинойс
«Обучающие модули CEDengineering — очень удобный способ доступа к информации по
многие различные технические области снаружи
по собственной специализации без
необходимость путешествовать.»
Гектор Герреро, ЧП
Грузия
Общая информация о сварочных процессах
Популярный процесс дуговой сварки требует использования сварочного источника питания, чтобы создать электрическую дугу, соединяющую материал и электрод, чтобы расплавить материалы, когда они достигают точки сварки. При этом сварочном процессе может использоваться постоянный ток и переменный ток, а также неплавящиеся и расходуемые электроды плазменной резки.Зона сварки должна быть защищена защитным газом, шлаком или паром. Процесс дуговой сварки может быть трех видов: ручной, полуавтоматический и полностью автоматизированный.
При этом сварочном процессе может использоваться постоянный ток и переменный ток, а также неплавящиеся и расходуемые электроды плазменной резки.Зона сварки должна быть защищена защитным газом, шлаком или паром. Процесс дуговой сварки может быть трех видов: ручной, полуавтоматический и полностью автоматизированный.
Источники питания, используемые в процессе сварки, включают мощность постоянного тока и мощность постоянного напряжения. В процессе дуговой сварки длина дуги связана с напряжением, так как подвод тепла связан с током. Источники постоянного тока обычно используются во время сварочных процессов, которые выполняются вручную, включая сварку металлическим электродом в среде защитного газа и дуговую сварку вольфрамовым электродом, поскольку они требуют постоянного тока.Методы сварки, требующие постоянного напряжения, связаны с автоматизированными сварочными процессами, такими как дуговая сварка с флюсовой проволокой, дуговая сварка металлом и дуговая сварка под флюсом. В этих сварочных процессах длина дуги постоянна.
В этих сварочных процессах длина дуги постоянна.
В процессе дуговой сварки также имеет значение род тока. Постоянный ток используется при дуговой сварке металлическим электродом в среде защитного газа и дуговой сварке металлическим электродом с защитой, где электрод может быть заряжен положительно или отрицательно. Когда анод заряжен положительно, он имеет повышенную концентрацию тепла.Если электрод заряжен положительно, то скорость сварки и провар будут увеличены. Когда электрод заряжен отрицательно, это приводит к неглубоким сварным швам.
Электродные процессы, которые не расходуются, могут использовать как постоянный, так и переменный ток. При постоянном токе положительно заряженный электрод обеспечивает неглубокие сварные швы, а отрицательно заряженный электрод обеспечивает более глубокие сварные швы. При переменном токе получаются сварные швы со средним проплавлением.При использовании переменного тока дуга должна повторно зажигаться после перехода через ноль или должны использоваться специальные блоки питания, которые обеспечивают прямоугольные импульсы.