Скорость сварки при ручной дуговой сварке таблица: Выбор и расчет режима ручной дуговой сварки таблица
Содержание
Режимы ручной дуговой сварки
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.
2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм.
Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок
Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной.
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Использованы репродукции http://welding.su/gallery/
Выбор режима сварки — Техника дуговой сварка
Выбор режима сварки
Категория:
Техника дуговой сварка
Выбор режима сварки
Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и -скорость сварки. Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла.
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварного соединения, марки стали, марки электрода, положения шва в пространстве и т. д.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и др. При сварке встык листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4—6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6 мм ограничивается вследствие большой массы электрода и электрододержателя. Кроме того, прочность сварных соединений, выполненных электродами больших диаметров, снижается за счет возможного непровара в корне шва и большой столбчатой макроструктуры металла шва.
В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2—4 мм; последующие слои и проходы выполняются электродом большего диаметра в зависимости от толщины металла и формы скоса кромок.
В многослойных швах сварка первого слоя электродом малого Диаметра рекомендуется для лучшего провара корня соединения. Это относится как к стыковым, так и угловым швам.
Сварка в вертикальном положении выполняется обычно электродами диаметром не более 4 мм, реже — 5 мм; электроды диаметром 6 мм могут применяться только сварщиками высокой квалификации.
Потолочные швы, как правило, выполняются электродами не более 4 мм.
При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении Примерно на 5—10%, а для потолочных — на 10—15%, с тем чтобы жидкий металл не вытекал из сварочной ванны.
Угловой шов измеряется катетом.
Числовыми коэффициентами формы и выпуклости шва задаются при проектировании сварных изделий. Например, Коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20.
Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину провара, что объясняется увеличенным давлением дуги. С уменьшением диаметра электрода ширина шва уменьшается за счет уменьшения катодного и анодного пятен. С изменением силы тока меняется глубина провара.
Рис. 1. Схема сил взаимодействия между дугой и жидкостью в хвосте
Направление давления дуги можно изменять наклоном электрода или изделия и тем самым достигать различной глубины провара при одном и том же токе.
Повышение напряжения дуги за счет увеличения ее длины приводит к снижению сварочного тока, а следовательно, и к снижению глубины провара. Ширина шва при этом повышается независимо от полярности сварки.
С увеличением скорости ручной сварки глубина провара и ширина шва понижаются.
—
При разработке технологии ручной сварки покрытыми электродами необходимо правильно выбрать: а) марку и диаметр электрода; б) род, полярность и величину сварочного тока; в) последовательность наложения швов.
Марка электрода выбирается в зависимости от требований, предъявляемых к сварному соединению, и условий сварки. В соответствии с ГОСТ 9466—75 во всех видах технической документации, там где предусмотрены сварочные работы, должны быть проставлены марка и диаметр электрода. Но часто на чертежах сварных конструкций проставляют только тип электрода. В этом случае необходимо выбрать промышленную марку электрода в соответствии с проставленным на чертеже типом, с учетом условий сварки данной конструкции. При этом учитываются: степень ответственности конструкции, химический состав стали, пространственное положение швов, имеющиеся в наличии источники питания сварочной дуги, квалификация сварщиков.
Диаметр электрода выбирается в зависимости от толщины основного металла с учетом пространственного положения сварки, В целях повышения производительности необходимо стремиться к выполнению сварки электродами возможно большего диаметра. Однако применение электродов чрезмерно большого диаметра может привести к дефектам сварки (непровар корня шва, прожоги основного металла) и затрудняет выполнение вертикальных и потолочных швов.
При сварке в нижнем положении углеродистых и низколегированных сталей каких-либо ограничений на диаметр электрода не существует. В этом случае максимально возможный диаметр электрода определяется толщиной основного металла и квалификацией сварщика (таблица 16). При многослойной сварке для наложения первого слоя (корень шва) применяют электроды диаметром 1,6— 3,0 мм. Последующие слои выполняют электродами диаметром 4— 6 мм.
При сварке вертикальных швов максимально возможный диаметр электрода — 5 мм. При потолочной сварке не рекомендуется применять электроды диаметром более 4 мм.
Максимально – возможный для данных конкретных условий сварки диаметр электрода, которым может работать сварщик, при условии высокого качества сварки является наиболее объективным показателем его квалификации.
Род и полярность сварочного тока определены сварочно-тех-нологическими характеристиками выбранной конкретной марки электрода. Электроды, предназначенные для сварки постоянным током, не обеспечивают нормального горения дуги на переменном токе. Если выбранная марка электрода допускает сварку постоянным и переменным током, то выбор рода тока определяется наличием тех или иных источников питания сварочной дуги, а также технико-экономическими соображениями.
Сварка переменным током имеет существенные экономические преимущества перед сваркой постоянным током. Технологическим достоинством сварки переменным током является слабовыраженное явление магнитного дутья. Достоинствами сварки постоянным го-ком являются более стабильное горение дуги и несколько лучшие качественные показатели.
Там, где по технологическим соображениям не требуется сварка постоянным током, по экономическим соображениям следует применять сварку переменным током.
Величина сварочного тока выбирается в зависимости от диаметра электрода, принимается во внимание и его марка (имеется в виду. в основном, вид покрытия).
При этом учитываются следующие факторы: а) пространственное положение сварки; б) толщина основного металла; в) химический состав и технологические свойства стали.
При малом токе в сварочную ванну будет поступать недостаточное количество тепла и возможно несплавление основного и электродного металла — непровар. При большом токе увеличивается разбрызгивание электродного металла, стержень электрода сильно разогревается и начинает быстрее плавиться. Это создает излишек электродного металла в шве и может привести к непровару в случае попадания жидкого электродного металла на нерасплавленный основной металл. Перегрев электродного стержня приводит также к растрескиванию покрытия электрода. В результате куски электродного покрытия могут попадать в сварочную ванну и оставаться в шве в виде шлаковых включений.
Для ориентировочного определения величины сварочного тока при сварке в нижнем положении стыковых швов конструкций из углеродистых сталей можно пользоваться формулой: 1 — Kd, d — диаметр электрода; К — коэффициент, зависящий от диаметра электрода.
При сварке угловых швов можно устанавливать больший ток, так как в этом случае отсутствует опасность сквозного проплавления (прожога).
При сварке в вертикальном положении сварочный ток устанавливают на 10—15% меньше в сравнении со сваркой в нижнем положении. При потолочной сварке ток уменьшают на 15—25%,
При толщине металла менее 1,5 d сварочный ток уменьшают на 10—15%, а при толщине более 3 d — увеличивают на 10—15% в сравнении с полученным по формуле.
При сварке низколегированных сталей с повышенным содержанием легирующих элементов и легированных сталей сварочный ток уменьшают на 10—20% в сравнении со сваркой малоуглеродистых сталей.
Рекомендуемая величина сварочного тока указывается в паспорте (на этикетке) данной марки электрода. При сварке ответственных конструкций выбранный режим сварки проверяется практическим путем. С этой целью сваривают, опытные образцы из той же стали, из которой изготовлена конструкция, и в том же положении, в каком предстоит сварка.
Рациональная последовательность наложения швов определяется многими факторами. Основные из них следующие: назначение и степень ответственности конструкции, химический состав сталд толщина основного металла, протяженность швов, взаимное расположение швов.
Сварка углеродистых и низколегированных конструкционных сталей
Классификация сталей. Сталь является железоуглеродистым сплавом с содержанием углерода условно до 2%. В стали всегда присутствуют марганец и кремний, а также, к сожалению, вредные побочные примеси серы и фосфора.
Стали можно классифицировать по различным признакам. По химическому составу стали классифицируют на углеродистые и легированные. По назначению стали классифицируют на конструкционные, инструментальные и специальные.
Реклама:
Читать далее:
Наплавка валиков
Статьи по теме:
Различия автоматической и ручной сварки
Процесс полуавтоматической и автоматической сварки под слоем флюса принципиально отличается от ручной дуговой сварки.
В отличие от электрода сварочная проволока не имеет покрытия. Дуга 10 (рис. 1) горит между торцем сварочной проволоки 1 и свариваемой заготовкой 11 под слоем флюса 12 толщиной от 2 до 5 сантиметров.
Сварочная проволока непрерывно поступает в зону сварки с помощью подающих роликов 2 со скоростью подачи Vп. К сварочной проволоке через скользящий контакт контактные ролики 15 подключают гибкий медный кабель большого сечения от источника сварочного тока 7. Второй кабель подключают к свариваемой заготовке 11. В зону сварки
из специального бункера 13 поступает гранулированный сварочный флюс. Длину сварочной проволоки от места подвода тока до сварочной дуги ( кончика проволоки ) называют вылетом 14.
Под воздействием тепловой энергии дуги плавится свариваемый металл, сварочная проволока и часть флюса, прилегающая к зоне горения дуги. При горении сварочной дуги 10 пары металла, флюса и газы 3, воздействуя на расплавленный флюс 5, образуют свод 4, который защищает область горения дуги сверху. Расплавленный флюс, имея меньшую плотность, всплывает на поверхность расплавленного металла 9 сварочной ванны. Остывая, флюс покрывает место сварки достаточно плотной шлаковой коркой 6. После сварки шлаковую корку удаляют.
В процессе сварки сварочная проволока перемещается вдоль шва со скоростью сварки Vсв, которую следует согласовывать со скоростью подачи сварочной проволоки Vп. По мере перемещения сварочной дуги расплавленный металл сварочной ванны кристаллизуется и формируется шов 8.
Рис. 1. Сварка под слоем флюса
Расплавленный металл сварочной ванны и металл шва защищены от воздуха слоями жидкого шлака , шлаковой корки и флюса. Кроме того, компоненты, входящие в состав флюса, раскисляют и легируют металл.
Таким образом слой флюса:
• практически ликвидирует разбрызгивание расплавленного металла;
• обеспечивает устойчивое горение дуги;
• способствует более полному раскислению и легированию металла сварочной ванны по сравнению с ручной дуговой сваркой;
• защищает жидкий металл от воздействия воздуха;
• обладает низкой теплопроводностью и тем самым замедляет
процесс охлаждения, что благоприятно сказывается на улучшении физико механических характеристик металла шва.
Основными преимуществами сварки под слоем флюса по сравнению с ручной дуговой сваркой являются:
• высокая производительность;
• более высокое качество сварного соединения;
• возможность механизации и автоматизации процесса сварки;
• улучшение условий труда сварщиков.
Повышение производительности в 5…15 раз, по сравнению с ручной дуговой сваркой, достигается за счет использования больших сварочных токов.
Повышение силы сварочного тока в несколько раз ( табл. 1) возможно благодаря замене тонкого электродного покрытия при ручной сварке на слой флюса толщиной 2…5 см при автоматической.
Сила тока при ручной и автоматической сварке
Таблица 1
Диаметр электрода
Сила тока, А
dэл или проволоки
d, мм
Ручная электродуговая сварка
Автоматическая сварка под слоем флюса
2
50…65
200…500
3
80…130
350…600
4
125…200
400…800
5
190…350
500…1000
Большие силы тока, используемые для автоматической сварки, невозможны при ручной сварке, поскольку металл электрода не будет попадать в сварочный шов, разбрызгиваясь во все стороны. При автоматической сварке слой флюса плотно облегает сварочную ванну с расплавленным металлом и плавящуюся электродную проволоку, препятствуя разбрызгиванию жидкого металла. Поэтому потери металла на угар и разбрызгивание при автоматической сварке составляют 1…3%, а при ручной сварке для значительно меньших токов 5…30%.
Увеличение сварочного тока и скорости сварки за счет механизации позволяет сваривать металл большей толщины и увеличить количество наплавляемого в шов металла в единицу времени.
Коэффициент наплавки при сварке под слоем флюса равен 14…18
г/(А ⋅ ч), что примерно в полтора два раза больше чем при ручной дуговой сварке.
Улучшение качества сварных соединений достигается за счет:
• защиты расплавленного металла от воздействия кислорода, водорода и азота воздуха;
• замедленного охлаждения сварного шва под шлаковой коркой;
• более глубокого проплавления металла, что исключает непровары
в сварных швах;
• улучшения формы шва и сохранения постоянства его физико механических характеристик.
Основные недостатки сварки под слоем флюса:
• ограничение использования при отличающихся от горизонтального пространственных положениях швов;
• невозможность визуального наблюдения за процессом формирования шва.
Материал взят из книги Автоматическая электродуговая сварка под слоем флюса (Ю.М. Сас)
Оценка роли эксплуатационных параметров на эмиссию
пары
Ind Health. 2018 май; 56(3): 198–206.
Джавад САДЖЕДИФАР
1 Кафедра инженерной гигиены труда, Школа
Общественное здравоохранение, Университет медицинских наук Нейшабура, Иран
2 Кафедра инженерной гигиены труда, Школа
Общественное здравоохранение, Тегеранский университет медицинских наук, Иран
Амир Хоссейн КОКАБИ
3 Департамент материаловедения и инженерии, Шариф
Технологический университет, Иран
Somayeh Farhang DEHGHAN
4 Кафедра гигиены труда, Школа общественного здравоохранения,
Университет медицинских наук им. Шахида Бехешти, Иран
Ahmad MEHRI
5 Кафедра инженерной гигиены труда, Школа
Общественное здравоохранение, Ираншахрский университет медицинских наук, Иран
Kamal AZAM
6 Школа общественного здравоохранения, Тегеранский медицинский университет
наук, Иран
Farideh GOLBABAEI
7 Департамент гигиены труда, Школа общественного здравоохранения,
Тегеранский университет медицинских наук, Иран
1 Кафедра инженерной гигиены труда, Школа
Общественное здравоохранение, Университет медицинских наук Нейшабура, Иран
2 Кафедра инженерной гигиены труда, Школа
Общественное здравоохранение, Тегеранский университет медицинских наук, Иран
3 Департамент материаловедения и инженерии, Шариф
Технологический университет, Иран
4 Кафедра гигиены труда, Школа общественного здравоохранения,
Университет медицинских наук им. Шахида Бехешти, Иран
5 Кафедра инженерной гигиены труда, Школа
Общественное здравоохранение, Ираншахрский университет медицинских наук, Иран
6 Школа общественного здравоохранения, Тегеранский медицинский университет
наук, Иран
7 Департамент гигиены труда, Школа общественного здравоохранения,
Тегеранский университет медицинских наук, Иран
*Кому следует направлять корреспонденцию.
Поступила в редакцию 28 августа 2017 г .; Принято 5 декабря 2017 г.
Электродуговая сварка является обычной операцией при строительстве металлических конструкций,
но пары, образующиеся в процессе сварки, могут угрожать здоровью сварщиков.
Дымы являются нежелательными продуктами большинства сварочных операций и могут иметь различные
вредное воздействие на здоровье.Целью данного исследования было изучение влияния
эксплуатационные параметры процесса дуговой сварки в среде защитного газа (SMAW) по выделению
дым. Пылемер использовался для измерения количества и массовой концентрации паров.
генерируется SMAW. Измерения производились на расстоянии 23 см (вход вытяжки) и 41 см.
(зона дыхания сварщика) от точки сварки, с разными значениями, присвоенными трем
эксплуатационные параметры, а именно сила тока, скорость движения и тепловложение (HI).
Численная концентрация (НК) уменьшалась с увеличением размера частиц. Самая высокая масса
концентрации (MC) наблюдались для MC1 (0,35–0,5 мкм) и MC8 (более 6,5 мкм). За
Для снижения воздействия дыма сварщикам рекомендуется использовать самое низкое напряжение и
сила тока и максимальная скорость движения в той степени, в которой это не противоречит
качество сварных швов. Для оценки воздействия переносимых по воздуху частиц в промышленных
на рабочих местах и особенно при сварочных работах считается, что взятие исключительно массы
сосредоточенность на рассмотрении и невнимание к концентрации числа не
уметь отражать точную оценку неблагоприятного воздействия частиц на организм
органы.
Ключевые слова: Сварка, Численная концентрация, Массовая концентрация, Подвод тепла, Сила тока, Скорость перемещения
промышленность была бы невообразимой 1 ) . Это
общая процедура соединения промышленных и строительных компонентов из железа, стали и
других металлов и имеет широкое применение во многих областях 2 , 3 , 4 ) . Сварку можно описать как процесс соединения двух деталей.
металл постоянно под воздействием тепла, давления или того и другого 5 ) . Электродуговая сварка является широко распространенной операцией в
строительство металлических конструкций, но пары, образующиеся при этой операции, могут быть
опасные и угрожающие здоровью сварщика 2 ) . Сварочные работы являются одним из основных источников мелкодисперсного и ультратонкодисперсного
частицы в рабочей среде по всему миру 6 ) .Хотя при сварке образуются различные вредные агенты, такие как
дымы, газы, тепло, шум и ультрафиолетовое излучение, от гигиены труда
В перспективе наиболее важными побочными продуктами этого процесса являются сварочные дымы 7 , 8 ) .
Дымы являются нежелательными продуктами большинства сварочных процессов и могут иметь несколько
неблагоприятное воздействие в зависимости от их химического состава 9 ) . Стали, соединяемые сваркой, часто содержат некоторые элементы, которые,
при вдыхании или переваривании в чистом виде может иметь серьезные последствия для здоровья подвергшихся воздействию
человек.Например, все стали содержат марганец, а нержавеющая сталь содержит никель и
хром. Хотя низкие дозы марганца необходимы для здоровья, в более высоких дозах он
становится нейротоксином и может вызвать отравление марганцем. Известны также хром и никель.
как канцерогенные элементы 10 ) . Один из
Основной проблемой для здоровья, связанной со сварочными работами, является канцерогенное воздействие
образовавшиеся пары. Эпидемиологические исследования показали, что сварщики более восприимчивы к
респираторные заболевания, такие как острая лихорадка паров металлов, острый химический пневмонит, хронический
бронхит и, вероятно, рак легких, чем у населения в целомВ исследовании Екатерины и соавт. о влиянии
сварочного напряжения и скорости подачи электрода от концентрации сварочного дыма. это численная концентрация субмикронных частиц, концентрация железа и марганца,
а общая массовая концентрация частиц сварочного дыма зависит от уровня напряжения. Но для
постоянное напряжение, никакой связи между высокими концентрациями и электродом не наблюдалось.
скорость подачи 14 ) . Геррейро и др.
др. указывалось, что на количественную концентрацию частиц, выбрасываемых при МАГ
сварка и площадь поверхности частиц, отложившихся в альвеолах, тесно связаны с
расстояние от точки сварки, а также параметры сварки, включая силу тока и
подводимая теплота 15 ) .Степень дыма
генерируемого при сварке, зависит от типа сварки, типа сплава, приложенной силы тока,
защитный газ, теплоту реакции и испарения каждого компонента, а также химический состав
электрод 4 , 16 ) . Дальнейшие исследования в этом направлении могут помочь
предоставить больше знаний о воздействии на здоровье, характеристиках и свойствах
аэрозоли, выделяемые при этой операции. Настоящее исследование дополняет предыдущие исследования
исследование влияния основных параметров сварки, а именно силы тока, сварки
скорость и тепловложение (HI) сварочного дыма, выделяемого при дуговой сварке в среде защитного металла.
(СМАВ).
Экспериментальные процедуры
Скорость движения — это скорость движения вперед по дуге, которая измеряется либо в дюймах на
минута или миллиметры в минуту. Следует отметить, что только продвижение вперед
влияет на скорость движения 17 ) . Путешествовать
скорость определяется как скорость движения сварочного электрода по металлической основе с единицей
см/мин. Скорость перемещения рассчитывали путем деления длины сварного шва (см) на длину сварного шва.
период (мин). При дуговой сварке энергия передается от сварочного электрода к основанию.
металла электрической дугой.Пока сварщик зажигает дугу, основной металл и присадочный металл
расплавляются, образуя сварной шов. Это плавление возможно, потому что достаточное количество энергии
(энергия, передаваемая в единицу времени) и плотность энергии, подводимой к электроду. Нагревать
вход представляет собой относительное измерение энергии, передаваемой на единицу длины сварного шва. Нагревать
ввод не может быть измерен напрямую. Однако его можно рассчитать по измеренным значениям
напряжение дуги, ток и скорость перемещения. Поступление тепла обычно рассчитывается как отношение
власть (т.т. е. напряжение × ток) к скорости источника тепла (т. е. дуги) как
следует 17 ) :
HI=60EI1000S (1)
Где,
HI=теплоподвод (кДж/дюйм или кДж/мм)
E=дуговое напряжение (вольт)
3 ампер)
S=скорость перемещения (дюйм/мин или мм/мин)
Операция SMAW проводилась в 4 экспериментальных прогонах при 2 разных силах тока и 2 ходах
скорости (). Сила тока и напряжение измерялись токоизмерительными клещами по мере проведения испытаний.
выполнение.Напряжение контролировалось на уровне 25 вольт, и средние значения не показали значительных изменений.
разница. Численная концентрация (NC = количество частиц в воздухе на единицу объема)
и массовая концентрация (MC=масса частиц в воздухе на единицу объема) генерируемых
сварочные дымы измерялись пылемером GRIMM (модель 1. 106, Германия). Это устройство
работает путем измерения угловой дисперсии или рассеяния световых волн, излучаемых лазером.
диода, так как через них проходят частицы разного размера. Число частиц и масса
концентрации измерялись в 8 распределениях по размерам: 0.35–0,5, 0,5–0,75, 0,75–1,00,
1,0–2,0, 2,0–3,5, 3,5–5,0, 5,0–6,5 и выше 6,5 мкм 18 ) , которые в дальнейшем будут обозначаться цифрами 1, 2, 3, 4, 5, 6, 7 и
8 соответственно. Все замеры проводились в сварочном цеху размером 4×9×3 метра.
находится на кафедре материаловедения и металлургии Шарифского университета
Технологии. Сварку выполняли на пластинах толщиной 0,4 мм из нержавеющей стали 304
опытный специалист, использующий сварочный аппарат (AIR LIQUIDE SAFEX C2, Франция).
Таблица 1.
Условия выборки для Smaw из нержавеющей стали
скорость перемещения (см / мин)
Ток (A)
Напряжение (V)
Напряжение электрода
электрода Полярность
Низкий (13–16)
80
25
AWS E308L-16 (Г: 3,2 мм; Д: 350
мм)
Прямой
Текущий электрод положительный (DCEP)
Высокий (22-27)
80218
25
Низкий (13-16)
100
25
Высокий (22-27)
100
25
В каждом испытании через 10 с после начала сварки отбирали пробы паров в воздухе, чтобы
сила тока, напряжение и дуга для стабилизации. Учитывая ограниченный срок службы одной сварки
электрода, для повышения точности пробы образующихся дымов отбирали в трех 18-секундных эпизодах и
затем усреднялись. При этом в каждом тесте использовался Датчик (модель 1.153), подключенный к ГРИММ.
для измерения температуры воздуха и относительной влажности. Все сварные швы валика на пластине были выполнены в
Положение 1G методом сварки наотмашь без колебаний. Во избежание искажения
тарелке, каждое отдельное испытание проводили на одной тарелке размером 50 × 20 см.Последовательные испытания проводились с 2–5-минутными паузами 19 ) для рассеивания аэрозолей 15 ) . Для повышения точности перед каждым испытанием воздух в цеху
отбираются для получения фонового измерения. Для защиты измерений от влияния
потока воздуха, доступ в мастерскую и любое движение во время испытаний были запрещены. Сварщик
попросили оставить любые мешающие предметы или устройства, такие как сварочный колпак или голову и тело
вне линии между точкой сварки и датчиком пылеуловителя. После каждого теста работать
деталь была заменена, чтобы предотвратить любое влияние выделяемого тепла на выброс дыма в
следующий тест. Во время сварки кондиционер был выключен, а двери и окна закрыты.
закрытый 15 ) . По данным американского
Рекомендация конференции государственных специалистов по промышленной гигиене (ACGIH), высота a
эталонный работник 175 см 20 ) , и
Канадский центр гигиены труда и техники безопасности (CCOHS) предполагает, что для человека
высота сварочного стола должна быть 74–118 см ().Таким образом, в этом исследовании высота сварочного стола была отрегулирована в среднем на
эти два значения, а именно 96 см 21 ) . Среди
различные местные вентиляционные системы, рекомендуемые для удаления сварочного дыма, подвесные
вытяжка является наиболее широко используемым аппаратом 22 ) .
Поэтому, как показано на , измерения проводились в двух точках: i) на расстоянии 41 см от точки сварки,
что представляет собой зону дыхания сварщика 15 ) , и ii) на расстоянии 22. 86 см ≈ 23 см от точки сварки,
что является рекомендацией ACGIH по расстоянию от входного отверстия вытяжки 23 ) . Наконец, собранные данные были проанализированы SPSS 24 и
Графический планшет PRISM 7.03 и статистический анализ были выполнены с использованием знаковых рангов Уилкоксона,
двумерные корреляции и линейная регрессия.
Стандартная конструкция сварочного стола в соответствии с Канадским центром
Охрана труда и техника безопасности.
Схема точек отбора проб.
Результаты
В этом разделе сначала были измерены числовая и массовая концентрации на расстояниях
23 см и 41 см от места сварки при силе тока сварки 80 и 100 ампер и различных
указаны скорости движения.Тогда связь числовых и массовых концентраций с
оцениваются скорость движения, сила тока и тепловложение. Психометрические измерения
не выявил существенной разницы между температурой воздуха и относительной влажностью на расстоянии
23 и 41 см ( p >0,05). Относительная влажность при измерении
количество и массовая концентрация сварочного дыма на расстоянии 23 см составила 39,07 ± 0,27 % и
39,07 ± 0,25% соответственно. Температура воздуха при измерении числа и массы
концентрация на расстоянии 23 см составила 28.02 ± 0,37°С и 27,76 ± 0,32°С соответственно.
Было обнаружено, что данные имеют ненормальное распределение, поэтому был использован непараметрический критерий Уилкоксона.
для сравнения концентраций дыма в определенном распределении частиц по размерам. Как видно в
, средние числовые и массовые концентрации во всех распределениях по размерам, а также
общая концентрация на расстоянии 23 см была больше, чем на расстоянии
41 см ( p <0,05). Суммарная числовая концентрация сварочного дыма на
расстояния 23 и 41 см составили 3 827 707.83 и 2 733 845,45 кол/л соответственно. Это
Стоит отметить, что числовая концентрация имеет обратную зависимость от размера частиц.
Суммарная массовая концентрация сварочного дыма на расстояниях 23 и 41 см составила
6 598,32 и 3 803,82 мкг/м 3 соответственно. Наибольшие массовые концентрации были
наблюдается для MC1 (массовая концентрация (0,35–0,5 мкм) и MC8 (более 6,5 мкм). Число и
массовые концентрации, полученные для других гранулометрических составов, представлены в .
Таблица 2.
Различия количества и массовой концентрации в разных размерах
распределения
Распределение по размерам (мкм)
N (n)
Расстояние (см)
Среднечисленная концентрация (число на
литр)
p -значение (NC23 VS
NC41)
Средняя массовая концентрация (мкг на
m 3 )
p -значение (MC23 VS
MC41)
0.
35-0.5 12
23
1,551,681.83 0,002
1,354.62 0.02
12
41
1,196,072.41 792,24
0,5-0,75 12
23
23
627 701.75
0.036
335. 034
0,03
12
41
41
295 825
250.76
3 0.75-1 12
23
51,610.25 0,041
289,72
0,01
12
41
30,879. 58 145,47
1-2 12
23
23
29 477.50
0.021
378.60
0,02
12
41
7 821.08
231.08
231.08
2-3.
5 12
23
7,835.08 0,012
574,13
0,26
12
41
2,863.87 291,99
3,5-5 12
23
4 19218
4,192.83
0.017
639. 13
0,01
12
41 9
3 111.16
383111
5-6.5
12
23
1,310.75
0,036
357,58
0,02
12
41
482,83
236,07
> 6,5
12
23
2216
0,024 1,314. 35
0,03
12
41
717,08 680,44
Итого 12
23
3827707.83
0.009
0.009
6 598.32
6 598.32
0.04
12
41
273418
2733 84545
3,803. 82
показывают отношения между скоростью движения и номерами и массовыми концентрациями
дымов ДДС с разным гранулометрическим составом. Согласно этой таблице, в обоих
расстояния 23 и 41 см, коэффициент корреляции Спирмена, между скоростью движения и дымом
концентрации отрицательны, что указывает на обратную линейную зависимость между перемещением
скорость и концентрация дыма.и показать количество и массовые концентрации дымов, образующихся при ТДС с током
сила тока 80 и 100 ампер соответственно. Как показывают цифры, существуют значительные
различия во всех распределениях размеров частиц между концентрациями дыма, образующегося при
80-амперная сварка и испускаемые при 100-амперной сварке ( p <0,05), как
Сварка на 100 ампер произвела значительно более высокие концентрации дыма. и показать взаимосвязь между числовой концентрацией и подводимой теплотой (HI) в различных
распределения частиц по размерам и на расстоянии 23 и 41 см от точки сварки.Регрессия
уравнение, полученное для каждой размерной категории, и соответствующий R-квадрат показаны на
сторона графиков. Самый высокий R-квадрат был получен для NC2 (числовая концентрация (0,5–0,75
мкм) и наименьшее для NC3 (0,75–1 мкм). Из-за значительной разницы между
числовая концентрация, полученная в различных распределениях размеров, и возникающая в результате трудность
в представлении четкого и дифференцируемого графического представления данных и регрессий,
числовые концентрации нанесены по шкале Log 2 .Аналогично, и показать связь между массовой концентрацией дымов ТДУ и HI в различных
распределения частиц по размерам и на расстоянии 23 и 41 см от точки сварки. в
В случае этой зависимости наибольший R-квадрат был получен для MC4 (1–2 мкм), а наименьший
для МС6 (3,5–5 мкм). Было обнаружено, что все взаимосвязи значимы для всех размеров частиц.
распределения ( р <0,05). Эти графики показывают, что на обоих расстояниях
23 см и 41 см количество и массовые концентрации дымов ТДУ увеличиваются с HI.
Таблица 3.
Зависимость скорости движения от количества и массовой концентрации
дым
Распределение по размерам (мкм)
Скорость движения
Средняя концентрация
на литр)
Средняя массовая концентрация (мкг на
M 3 )
9064
90 см
Расстояние = 41 см
Расстояние = 23 см
Расстояние = 41 см
N
R
P -Value
-Value
9
R
P -Value
-TValue
N
R
P -Value
N
R
p -значение
0. 35-0.5
Высокое 6
-0,68 0,01
6
-0,71 <0,01
6
-0,73 <0,01
6
-0,77 0,01
низкий 6
-0,71 <0,01
6
-0,67 0,03
6
-0,77 0,02
6
-0,72 <0,01
0. 5-0.75
Высокое 6
-0,86 <0,01
6
-0,78 <0,01
6
-0,71 0,01
6
-0,56 0,01
низкий 6
-0,83 <0,01
6
-0,77 <0,01
6
-0,7 0,03
6
-0,78 <0,01
0. 75-1
Высокое 6
-0,73 0,01
6
-0,86 <0,01
6
-0,76 <0,01
6
-0,63 0,02
90 717 Низкая
6
-0,71 0,04
6
-0,89 0,01
6
-0,79 0,04
6
-0,68 <0,01
1–2
Высокая
6
−0. 78
0,02 6
-0,74 0,02
6
-0,76 0,01
6
-0,79 0,03
Низкий 6
-0,79 0,01
6
-0,79 <0,01
6
-0,77 <0,01
6
-0,76 <0,01
2-3,5 высокого
6
−0. 63
0,02 6
-0,87 <0,01
6
-0,78 0,03
6
-0,66 0,01
Низкий 6
-0,60 < 0,01
6
-0,85 0,04
6
-0,80 <0,01
6
-0,76 <0,01
3,5-5 высокий
6
−0. 72
<0,01
6
-0,69 <0,01
6
-0,77 0,03
6
-0,57 0,02
Низкий 6
-0.75 0,02
6
6
-0.75
-0.75
<0,01
6
-0. 76
<0,01
6
-0,74
— 0,74
<0,01
5-6.5
Высокое 6
-0,64 <0,01
6
-0,74 0,02
6
-0,71 <0,01
6
-0,72 <0,01
низкий 6
-0,69 0,02
6
-0,81 0,03
6
-0,87 0,01
6
-0,63 <0,01
>6. 5
Высокое 6
-0,77 <0,01
6
-0,74 <0,01
6
-0,83 0,02
6
-0,68 <0,01
низкий 6
-0,74 0,03
6
-0,82 0,01
6
-0,79 <0,01
6
-0,67 0,01
Итого
Высокий
6
−0. 76
<0,01
6
-0,79 <0,01
6
-0,75 <0,01
6
-0,68 <0,01
Низкая 6
-0.77
0.03
6
—0.76
-0.76
—0.76
<0,01
6
-0. 74
<0,01
— 0,71
-0.71
-0.71
0,02
Сравнение чисел концентрации (NC) Fumes различное распределение размера в 80
и 100 ампер с диапазоном погрешности (показаны красной и синей линиями).
Сравнение массовой концентрации (MC) дымов в различных распределениях по размерам в 80
и 100 ампер с диапазоном погрешности (показаны красной и синей линиями).
Зависимость между погонной энергией (HI) и числовой концентрацией (NC) дыма в
различное распределение размеров на расстоянии 23 см.
Зависимость между погонной энергией (HI) и числовой концентрацией (NC) дыма в
различное распределение размеров на расстоянии 41 см.
Зависимость между погонной энергией (HI) и массовой концентрацией (MC) дыма в
различное распределение размеров на расстоянии 23 см.
Зависимость между погонной энергией (HI) и массовой концентрацией (MC) дыма в
различное распределение размеров на расстоянии 41 см.
Обсуждение
Электродуговая сварка является достаточно рутинной операцией при строительстве металлических конструкций.
конструкций, но образующиеся при сварке пары могут представлять опасность для здоровья сварщиков 2 ) . Сварочные работы являются одними из основных
источники мелких и ультрадисперсных частиц в рабочей среде по всему миру 6 ) .Стоит отметить, что используемая деталь
в этом исследовании был изготовлен из нержавеющей стали 304, что примечательно из-за никеля и
хром в своей структуре 10 ) . Это было
показано, что присутствие Cr и Ni в дымах, выделяемых при сварке нержавеющей стали MIG
может увеличить риск рака легких 4 ) . То
Управление по охране труда и здоровья (OSHA) еще не выпустило конкретные допустимые
предел воздействия (PEL) для сварочного дыма. Национальный институт охраны труда и
Health (NIOSH) рассматривает сварочный дым как потенциально канцерогенную профессиональную опасность.
и рекомендует максимально снизить уровень воздействия сварочного дыма 24 ) .Недавно ACGIH снизил TLV
общая запыленность до 5 мг/м 3 ,25 ) . В
Германия, Федеральное министерство труда и социальных дел установило профессиональное воздействие
пределы для вдыхаемых и вдыхаемых вредных частиц до 10 мг/м 3 и
3 мг/м 3 , которые также относятся к сварочным дымам 26 ) .
Согласно исследованию Sajedifar et al. , нет
соответствие между массовой и числовой концентрацией как показатель оценки двух частиц, и как
размеры частиц становятся меньше, несоответствие их становится более заметным 27 ) .Исследования в области экологии
эпидемиологии показывают, что неблагоприятное воздействие на здоровье вдыхаемых частиц связано не только с
массовые концентрации имеют решающее значение, но также и числовые концентрации и размер частиц
распределения 5 , 19 , 28 ) . Следовательно, в
В настоящем исследовании помимо массовой концентрации измеряли числовую концентрацию. В
В настоящем исследовании среднечисленная концентрация дымов ТДУО на расстоянии 23 см и
41 см от точки сварки оказались равными 3.82 × 10 6 и 2,73 × 10 6 частиц на литр соответственно. Ли и др. указал, что общее количество
концентрация в цехе дуговой сварки составила 1,69×10 5 частиц на куб.
сантиметр 29 ) . Стивенсон и др.
др. также сообщается о количестве концентрации дыма от дуговой сварки углерода.
стали 2 × 10 5 частиц на кубический сантиметр 30 ) .
В ходе настоящего исследования установлено, что средняя массовая концентрация дымов ТДО на расстоянии
23 см и 41 см от точки сварки — 6598.32 и 3803,82 мкг/м 3 соответственно.
Ли и др. сообщается о массовой концентрации сварочного дыма при различных
условия измерения находятся между 6,48 и 24,4 мг/м 3 ,29 ) , что выше наших результатов. Тем не менее, измерения
Ли и др. были изготовлены в небольшой сварочной мастерской с ограниченным пространством 29 ) , что может объяснить более высокую массу
концентрации, о которых сообщалось в этом исследовании. Наши данные показывают, что массовая концентрация SMAW
дым на расстоянии 23 см от точки сварки превышает пороговое предельное значение (ПДК)
рекомендовано ACGIH (5 мг/м 3 ).В настоящем исследовании использовался мониторинг пыли.
прибор ГРИММ модель 1.106, имеющий 8 каналов для измерения частиц размером от 0,35
мкм до более 6 мкм 18 ) . Таким образом
неспособность этого устройства измерять частицы размером менее 0,35 мкм может в некоторой степени объяснить
более низкие массовые и числовые концентрации, полученные в этом исследовании.
Образование и рассеивание сварочного дыма и твердых частиц являются сложными явлениями, т.к.
высокое тепло, выделяемое дугой, влияет на выброс металлических частиц из электрода и
металлическая заготовка 29 ) . Как и ожидалось, во всех
гранулометрический состав, количество и массовые концентрации сварочного дыма на расстоянии
23 см оказались выше, чем их аналоги на расстоянии 41 см. В
контролируемое исследование Циммера и Бисваса показало, что числовая концентрация паров GMAW была
1,42 × 10 7 и 3,67 × 10 6 частиц на кубический сантиметр при
на высоте 4,8 см и 19,2 см над точкой сварки соответственно 31 ) . Геррейро и др. исследовал
концентрация частиц на площади поверхности, выделяемых при сварке МАГ, при пяти различных
расстояния от точки сварки, и обнаружили, что концентрация площади поверхности явно зависит
на расстоянии от места сварки 15 ) .
По словам Ли, эта разница может быть связана с чрезвычайно высокими температурами вблизи
дуговой сварки, чтобы удерживать сварочный дым в газовой фазе, но по мере рассеивания частиц они начинают
теряют температуру, зарождаются и подвергаются коагуляции и конденсации, что приводит к снижению
количество частиц на большем расстоянии от сварочной плазмы 29 ) . Однако настоящее исследование не выявило значительных
разница между температурой воздуха и относительной влажностью на расстоянии 23 см и 41 см
от точки сварки, предполагая, что причина зависящего от расстояния уменьшения частиц
числовая и массовая концентрации – это разбавление выделяемых дымов по мере их рассеивания в
номер. Альтернативным объяснением может быть то, что обе точки измерения достаточно
вдали от сварочной плазмы, чтобы компенсировать эффект уже произошедшей коагуляции и
конденсация на концентрации частиц.
Результаты этого исследования также показали обратную зависимость между сваркой (путем)
скорость и количество частиц и массовые концентрации, что означает, что сварка в более медленном темпе
приводит к увеличению концентрации дыма. Также было обнаружено, что сварочный ток имеет
значительное влияние на образование дыма, так как использование более высокой силы тока привело к
более высокое число частиц и массовые концентрации. Пирес и др. пришел к выводу, что
На образование дыма могут влиять как напряжение, так и сила тока, а также
ускоряется с увеличением этих параметров. Принимая во внимание формулу тепловложения,
ожидалось, что увеличение HI приведет к увеличению числа частиц и массовых концентраций. Этот
ожидания оправдались результатами, показывающими, что усиление HI увеличивает количество и
массовая концентрация дыма ТДС в точках замера. В кабинете Геррейро и др. 15 ) , тепловвод
сварки МАГ в режиме струйного переноса и шарового переноса составляли 0,62–0,66 кДж/мм и
0,48 кДж/мм соответственно. Их исследование также показало, что количество и площадь поверхности
концентрации выбросов от сварки MAG (на углеродистой стали) сильно зависят от расстояния
от точки сварки, подводимой теплоты и силы тока 15 ) .Исследование Gomes et al. 2 ) также поддерживает влияние тепловложения на количество частиц и
концентрации на площади поверхности и показывает, что концентрации дыма увеличиваются с увеличением
ПРИВЕТ.
Заключение
Результаты этого исследования показали, что концентрация сварочного дыма явно снижается с увеличением
расстояние от места сварки. Также были определены количество и массовая концентрация дымов ТДУ.
Обнаружена обратно пропорциональная скорость сварки (перемещения) и прямо пропорциональная
сила тока.В установленное рабочее время и при 8-часовой сменной работе с использованием повышенных
сила тока и меньшая скорость движения повысят концентрацию дыма на единицу
время. Поэтому сварщикам рекомендуется использовать наименьшее напряжение и силу тока, а
максимальная скорость перемещения при условии, что качество сварных швов не ухудшается.
Оценка числовой концентрации выбрасываемых дымов при разном распределении по размерам
показали, что в отличие от массовой концентрации, числовая концентрация уменьшается с увеличением
по размеру частиц, и поскольку более мелкие частицы имеют большую площадь поверхности и лучшую способность
для проникновения в дыхательную систему предлагается больше ориентироваться на числовую концентрацию
а не массовой концентрации, особенно при работе с более мелкими частицами.Также,
исследование возможного воздействия на здоровье паров разного размера кажется
достойны дальнейшего внимания.
Финансирование
Этот документ является частью исследовательского проекта, одобренного Тегеранским университетом медицинских наук.
(Грант №: 29751-27-04-94).
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Авторы хотели бы выразить признательность г-ну Саджаду Насири Халил Абаду в
Факультет материаловедения Технологического университета Саханда и г.Масуд Факури
Хасанабади и г-н Арсанджани на факультете металлургии Технологического университета Шарифа
за их искреннее сотрудничество.
Ссылки
1. Мансури Н., Атби Ф., Мохарамнежад Н., Рахбаран Д.А., Алахиари М. (2008) Гравиметрическая и аналитическая оценка
сварочного дыма на заводе по производству автомобильных запчастей. Дж
Res Health Sci 8, 1–8.
[PubMed] [Google Scholar]
2. Gomes JFPIdSeQdF, SAF-Systemas
Авансадос. Гигиена и безопасность в проданном 1993 году.
3. Гордон Т. (2004) Смазочно-охлаждающая жидкость — токсичность
сложная смесь. J Toxicol Environment Health
А 67, 209–19. [PubMed] [Google Scholar]4. Антонини Дж.М., Тейлор М.Д., Циммер А.Т., Робертс Дж.Р. (2004) Легочные реакции на сварочный дым:
Роль металлических компонентов. J Toxicol Environment Health
А 67, 233–49. [PubMed] [Google Scholar]5. Дональдсон К., Браун Д., Клоутер А., Даффин Р., Макни В., Ренвик Л., Тран Л., Стоун В. (2002) Легочная токсикология ультрадисперсных
частицы. Дж Аэрозоль Мед 15,
213–20. [PubMed] [Google Scholar]6. Дженкинс Н.Т. Химия переносимых по воздуху частиц металлургической обработки.Массачусетский технологический институт, 2003 г. [Google Scholar]7. Хобсон А., Сейшас Н., Стерлинг Д., Расетт Б.А. (2011) Оценка массы твердых частиц и
уровни воздействия марганца на сварщиков. Энн Оккуп
Хиг 55, 113–25. [Бесплатная статья PMC] [PubMed] [Google Scholar]8. Юн К.С., Пайк Н.В., Ким Дж.Х. (2003) Дымообразование и содержание всего
хром и шестивалентный хром при дуговой сварке порошковой проволокой. Аня
Оккупируйте Hyg 47, 671–80.
[PubMed] [Google Scholar]9. МАИР (1990)
Международное агентство по изучению рака.МАИР
Резюме Eval 49, 49. [Google Scholar] 10. Дженкинс Н., Игар Т. (2005) Химический анализ сварочного дыма.
частицы. СВАРОЧНЫЙ ЖУРНАЛ-НЬЮ-ЙОРК 84,
87. [Google Академия]11. Беккер Н. (1999) Смертность от рака среди дуговых сварщиков.
подвергается воздействию паров, содержащих хром и никель. Результаты третьего наблюдения:
1989-1995 гг. J оккупировать Environ Med 41,
294–303. [PubMed] [Google Scholar] 12. Сферлацца С.Дж., Беккет В.С. (1991) Здоровье органов дыхания
сварщики. Am Rev Respir Dis 143,
1134–48. [PubMed] [Google Scholar] 13.Шегрен Б., Хансен К.С., Кьюус Х., Перссон П.Г. (1994) Воздействие сварки нержавеющей стали
дым и рак легких: метаанализ. Оккупация Окружающая среда
Мед 51, 335–36. [Бесплатная статья PMC] [PubMed] [Google Scholar]14. Ховде СА, Рейнор ПК. (2007) Влияние напряжения и скорости подачи проволоки
по характеристикам сварочного дыма. J Оккупация окружающей среды
Хиг 4, 903–912. [PubMed] [Google Scholar] 15. Геррейро С. , Гомес Дж. Ф., Карвалью П., Сантос Т. Дж., Миранда Р. М., Альбукерке П. (2014) Характеристика частиц в воздухе
генерируется в процессе сварки металла с активным газом.вдох
Токсикол 26, 345–52.
[PubMed] [Google Scholar] 16. Yoon CS, Paik NW, Kim JH, Chae HB. (2009) Общее и растворимое содержание металлов в
дым от дуговой сварки с флюсовой сердцевиной. наука об аэрозолях
Технол 43, 511–21.
[Google Академия] 17. Фундерберк РС. (1999) Взгляд на ввод.
Сварочные инновации. 16(1). [Google Scholar]
19. Brand P, Lenz K, Reisgen U, Kraus T. (2013) Численно-размерное распределение мелких и
ультрадисперсные частицы дыма от различных сварочных процессов.Аня
Оккупай Хиг 57, 305–313.
[PubMed] [Google Scholar]
20. Гигиенисты ACoGIVincent JH
(ред.), Отбор проб твердых частиц в воздухе по размеру частиц, 1999 г .:
ACGIH (Американская конференция государственных специалистов по промышленной гигиене).
21. Канадский центр занятости
Здоровье и безопасность (CCOHS) (1998) Руководство по охране труда и технике безопасности сварщиков. Гамильтон, Онтарио.
128. [Google Академия]22. Burgess WA, Ellenbecker MJ, Treitman RD. Вентиляция для контроля рабочей среды, John Wiley &
Сыновья. [Google Scholar]
23.Американская конференция
Государственные промышленные гигиенисты. Промышленная вентиляция. Руководство по рекомендуемым
Практика, 1998.
25. Монография ACGIH.(2011) TLVs и BEIs, пороговые предельные значения для химических веществ.
вещества и физические агенты и индексы биологического воздействия. авторские публикации,
Цинциннати. [Google Академия] 26. Ленерт М., Пеш Б., Лотц А., Пельцер Дж., Кендзя Б., Гаврих К., Хайнце Э., Ван Гельдер Р., Панкенбург Э., Вайс Т., Маттенклотт М., Хан Ю., Мёльманн С., Бергес М., Хартвиг А., Брюнинг Т., Велдокс Исследовательская группа (2012 г.) Воздействие
вдыхаемые, вдыхаемые и ультрадисперсные частицы в сварочном дыму.Энн Оккуп Хайг 56, 557–67.
[Бесплатная статья PMC] [PubMed] [Google Scholar]27. Саджедифар Дж., Кокаби А.Х., Азам К., Фарханг Дехган С., Карими А., Голбабаи Ф. (2016) Сравнительная оценка навыков сварщиков.
воздействие сварочного дыма в зависимости от массовой и числовой концентрации.
J Безопасная для здоровья работа 6,
17–26. [Google Академия] 28. Oberdörster G. (2001) Легочные эффекты вдыхания ультрадисперсного
частицы. Int Arch оккупировать окружающую среду
Здоровье 74, 1–8. [PubMed] [Google Scholar] 29. Ли М.Х., Макклеллан В.Дж., Кандела Дж., Эндрюс Д., Бисвас П.(2006) Уменьшение воздействия сварочных аэрозолей на наночастицы
путем модификации системы вентиляции на рабочем месте. Нанотехнологии и профессиональные
Здоровье 127–36. [Google Академия] 30. Стивенсон Д., Сешадри Г., Верант Дж. М. (2003) Воздействие субмикрона на рабочем месте
массовые и количественные концентрации частиц от ручной дуговой сварки углерода
стали. AIHA J (Фэрфакс, Вирджиния) 64,
516–21. [PubMed] [Google Scholar] 31. Циммер А.Т., Бисвас П. (2001) Характеристика аэрозолей
в результате процессов дуговой сварки. Дж Аэрозоль
Наука 32, 993–1008.
[Google Scholar]
Диапазон стабильной дуги процесса дуговой сварки металлическим газом в случае…
Контекст 1
… к сварному соединению предъявляются все более строгие требования, например изделия дуговой сварки не должны иметь брызг, наплавов и других дефектов сварки, поэтому должны быть хорошего качества. Подвод тепла и последующее искажение и деформация основного материала являются критическим фактором, особенно при сварке тонких или термочувствительных материалов.В последнее десятилетие большинство производителей и разработчиков сварочного оборудования создали специальные программы сварки для увеличения производительности или упрощения процессов дуговой сварки. В настоящее время существует микропроцессорное сварочное оборудование также для дуговой сварки металлическим газом с синергетическим управлением, которое позволяет использовать специальные формы волны и методы переноса металла, такие как импульсный, двухимпульсный, холодный перенос металла® и т. д. [1]. В настоящее время дуговая сварка металлическим газом является наиболее распространенным методом изготовления металлоконструкций.Существует множество требований к процессу дуговой сварки металлическим электродом в среде защитного газа (процесс 135 в соответствии с EN ISO 4063) в целом, такие как стабильность дуги, низкое образование дыма [2], глубокое проплавление, низкое тепловложение, поверхность без брызг, высокая скорость сварки и скорость наплавки металла и, по возможности, меньше постпроизводственных операций (зачистка, шлифовка и т. д.). Одного высокого качества ранта недостаточно, производство должно быть более производительным и более дешевым. Во-первых, полезно взглянуть на рис. 1 полезного рабочего диапазона процесса сварки 135.Существует несколько основных видов переноса металла [4], в зависимости от сварочного агрегата, типа электрода, защитного газа, электрических параметров и многих других технологических переменных. Дуга короткого замыкания работает при малых длинах дуги (низкий ток и напряжение). Металл переносится с проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании [5]. Этот метод практически используется для создания корневого прохода, соединения тонких материалов или толстых материалов в неустановленном положении. Преимуществом является низкое тепловложение, однако скорость плавления, проникновение и производительность также низкие.При увеличении мощности дуги перенос металла становится шаровидным, переходная дуга разворачивается вверх. Глобулярный перенос означает, что присадочный материал переносится через дугу большими каплями, обычно превышающими диаметр электрода. В этом режиме образуется наибольшее количество брызг, и он используется для сварки в плоском и горизонтальном положениях. При большей мощности дуги короткие замыкания исчезают, и происходит напыление металла. Требованием к распылительному переносу является то, что защитный газ должен содержать не менее 70-80% инертного компонента (напр.аргон). Капля распыления обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень небольшое количество брызг и чаще всего используется на толстых листах в горизонтальном положении. Он вызывает большое тепловложение, глубокое проникновение, тем не менее, скорость плавления выше любого другого метода. В основе импульсного метода лежит специальная форма волны, создаваемая источником питания, как показано на рис.2. С момента введения этого процесса в 1962 г. он широко использовался как при ручной, так и при роботизированной сварке [6]. В этом процессе сварочный ток периодически пульсирует с фиксированной скоростью подачи проволоки. Существует фоновый ток, поддерживающий стабильность дуги, и пиковый ток, расплавляющий каплю. В идеале один импульс вызывает одну каплю, если нет – например, один импульс создает несколько капель – большое количество брызг свидетельствует о нарушении переноса металла. При хороших настройках этот метод обеспечивает сварку практически без разбрызгивания с низким тепловложением и меньшим образованием дыма [8]. Кроме того, он может работать практически во всех диапазонах мощностей, перечисленных на рис. 1, особенно в интервале переходной дуги. Этот режим переноса металла устраняет недостатки шаровидного режима при одновременном достижении преимуществ распылительного переноса [9]. Борьба с послесварочной деформацией [10] проблематична во всем диапазоне мощностей. Брызги также нежелательны, потому что шлифовка и очистка требуют много времени и средств, особенно в тесных углах или на предварительно изготовленных поверхностях. Целью исследования явилось исследование возможности применения импульсной газовой дуговой сварки металлическим электродом в металлоконструкциях.Мы сравнили его с обычными режимами передачи в нескольких аспектах. Деформация после сварки является одной из самых важных проблем при производстве, поэтому мы хотели максимально уменьшить ее. Мы оптимизировали технологию, чтобы свести к минимуму образование брызг и дыма. Мы также сравнили скорости сварки, чтобы рассчитать тепловложение и скорость плавления. Мы исследовали геометрию шва. Образцы для испытаний были изготовлены из стальных листов P355GH и S355J2+N трех различных толщин, размеров и фасок с помощью газопламенной резки.Угол фаски 30 ; поверхность корня была 1 мм, а зазор был 3 мм. Обозначение и основные параметры сварки образцов приведены в табл. 1. Каждое испытание дублировали, чтобы усреднить результаты испытаний и получить более точные результаты. Сварочное оборудование представляло собой аппарат Fronius TransPuls Synergic 5000. Соединения были выполнены сварщиком. Сварка была односторонней, с использованием керамической подложки, положение было PA или 1G согласно EN ISO 6947 и ASME Sec. IX. Использовалась проволока ISO 14341-A: G 46 4 M G4Si1 Böhler EMK 8 с 1.2 мм, защитный газ M21 (82 % Ar + 18 % CO 2 ) в соответствии с EN ISO 14175. Как показано на рис. 3, образец крепился к сварочному столу, а прокладка используется, чтобы держать некоторое расстояние для корня. На отмеченной кромке измерялась дисторсия, также собирались брызги. В процессе сварки измерялось время сварки для расчета скорости перемещения и подводимого тепла. Еще одним важным аспектом является количество брызг. Мы покрыли стол и испытательные образцы спреем для защиты от брызг, чтобы мы могли собрать и измерить количество брызг, указанное для сварного шва длиной один метр.Деформация после сварки является одним из важнейших вопросов нашего исследования. Угловую деформацию измеряли после сварки. Как видно из рис. 4., при применении импульсной дуги деформация соединения может быть уменьшена за счет меньшего и более контролируемого подвода тепла. При импульсном методе деформация может быть даже на 30-40% ниже, чем при обычной дуге, особенно на тонких листах. Это может облегчить послесварочные работы слесарей и сократить припуски на механическую обработку, поэтому завод может сэкономить деньги и время.Еще одной важной характеристикой процесса сварки является количество брызг и дыма. Как видно из рис. 6 – 8, при применении импульсной дуги разбрызгивание исчезло. В результате получается чистая поверхность, поэтому очистка после сварки может быть меньше и проще. На рис. 8 приведены результаты определения количества разбрызгивания. Для обычной дуги скорость разбрызгивания составляла 0,15 – 08 г·м -1 при используемых скоростях подачи проволоки 6 – 10 м·с -1 . И также ясно, что метод импульсной дуги устранил все обнаруживаемые брызги на поверхности при такой скорости подачи проволоки.Количество сварочного дыма также уменьшилось, что важно для здоровья сварщика и чистоты рабочего места. Дымообразование при сварке количественно не измерялось, но при сварке импульсно-дуговым методом наблюдалось, по-видимому, меньшее дымообразование. Нашей следующей задачей было исследование геометрии сварного шва. После сварки образцы разрезали ленточной пилой и исследовали в лаборатории испытаний материалов. Использовали наждачную бумагу с зернистостью от Р80 до Р2500, затем образцы полировали алмазной пастой и травили 2% ниталом (2% раствор азотной кислоты в метаноле) в течение 20 секунд. Изображения были получены с помощью стереомикроскопа Olympus SZX16. Оценки были сделаны с помощью программы анализа изображений. В наших исследованиях измерялась общая проварка (с избытком покровного слоя и корневого прохода), проплавка в листе (без излишков) и ширина зоны термического влияния (ЗТВ). Общий провар оказался больше при импульсно-дуговой сварке, но в основном из-за разницы в размерах корневого и покровного слоев соединений, выполненных разными способами.Ширина ЗТВ также почти одинакова. Как показано на рис. 9 и 10 в аспекте проникновения в лист, между двумя методами нет существенной разницы. В процессе сварки измеряли время сварки и рассчитывали скорость сварки. Средние скорости сварки описаны в таблице 1. Согласно рис. 11, скорость сварки по сравнению с дугой короткого замыкания (низкая СКД) несколько выше, но по сравнению со струйной дугой (СКД) определенно ниже.С другой стороны, скорость сварки зависит от многих других факторов, таких как структура шва и техника сварщика. Импульсный процесс привел к меньшей деформации с меньшим подводом тепла и меньшим образованием дыма. Количество брызг практически равно нулю, поэтому послесварочная очистка может быть короче и дешевле. Управление дугой и сварочной ванной стало проще, форма сварного шва, проплавление и внешний вид шва превосходны. Детали были проверены методами неразрушающего контроля (радиографический контроль в случае образцов 6P и 6N и ультразвуковой контроль в случае образцов 12P, 12N, 25P и 25N), и не было никаких признаков разрушения.Авторы выражают благодарность сотрудникам компании Andritz Ltd. за предоставление ноу-хау, материалов и поддержку в проведении данного исследования. Авторы также хотели бы поблагодарить д-ра Эника ő Реку ФАБИАН за поддержку в металлографическом …
Контекст 2
… МИРЫ Импульсная газовая дуговая сварка, Деформация, Подвод тепла, Брызги, Дым В настоящее время сварное соединение должно соответствовать все более строгим требованиям, например изделия дуговой сварки должны быть без брызг, холодных притирок и других дефектов сварки, поэтому оно должно быть хорошего качества. Подвод тепла и последующее искажение и деформация основного материала являются критическим фактором, особенно при сварке тонких или термочувствительных материалов. В последнее десятилетие большинство производителей и разработчиков сварочного оборудования создали специальные программы сварки для увеличения производительности или упрощения процессов дуговой сварки. В настоящее время существует микропроцессорное сварочное оборудование также для дуговой сварки металлическим газом с синергетическим управлением, которое позволяет использовать специальные формы волны и методы переноса металла, такие как импульсный, двухимпульсный, холодный перенос металла® и т. д.[1]. В настоящее время дуговая сварка металлическим газом является наиболее распространенным методом изготовления металлоконструкций. Существует множество требований к процессу дуговой сварки металлическим электродом в среде защитного газа (процесс 135 в соответствии с EN ISO 4063) в целом, такие как стабильность дуги, низкое образование дыма [2], глубокое проплавление, низкое тепловложение, поверхность без брызг, высокая скорость сварки и скорость наплавки металла и, по возможности, меньше постпроизводственных операций (зачистка, шлифовка и т. д.). Одного высокого качества ранта недостаточно, производство должно быть более производительным и более дешевым.Во-первых, полезно взглянуть на рис. 1 полезного рабочего диапазона процесса сварки 135. Существует несколько основных видов переноса металла [4], в зависимости от сварочного агрегата, типа электрода, защитного газа, электрических параметров и многих других технологических переменных. Дуга короткого замыкания работает при малых длинах дуги (низкий ток и напряжение). Металл переносится с проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании [5]. Этот метод практически используется для создания корневого прохода, соединения тонких материалов или толстых материалов в неустановленном положении.Преимуществом является низкое тепловложение, однако скорость плавления, проникновение и производительность также низкие. При увеличении мощности дуги перенос металла становится шаровидным, переходная дуга разворачивается вверх. Глобулярный перенос означает, что присадочный материал переносится через дугу большими каплями, обычно превышающими диаметр электрода. В этом режиме образуется наибольшее количество брызг, и он используется для сварки в плоском и горизонтальном положениях. При большей мощности дуги короткие замыкания исчезают, и происходит напыление металла.Требованием переноса распылением является то, что защитный газ должен содержать не менее 70-80% инертного компонента (например, аргона). Капля распыления обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень небольшое количество брызг и чаще всего используется на толстых листах в горизонтальном положении. Он вызывает большое тепловложение, глубокое проникновение, тем не менее, скорость плавления выше любого другого метода.В основе импульсного метода лежит специальная форма волны, создаваемая источником питания, как показано на рис. 2. С момента внедрения этого процесса в 1962 г. он широко используется как при ручной, так и при роботизированной сварке [6]. В этом процессе сварочный ток периодически пульсирует с фиксированной скоростью подачи проволоки. Существует фоновый ток, поддерживающий стабильность дуги, и пиковый ток, расплавляющий каплю. В идеале один импульс вызывает одну каплю, если нет – например, один импульс создает несколько капель – большое количество брызг свидетельствует о нарушении переноса металла.При хороших настройках этот метод обеспечивает сварку практически без разбрызгивания с низким тепловложением и меньшим образованием дыма [8]. Кроме того, он может работать практически во всех диапазонах мощностей, перечисленных на рис. 1, особенно в интервале переходной дуги. Этот режим переноса металла устраняет недостатки шаровидного режима при одновременном достижении преимуществ распылительного переноса [9]. Борьба с послесварочной деформацией [10] проблематична во всем диапазоне мощностей. Брызги также нежелательны, потому что шлифовка и очистка требуют много времени и средств, особенно в тесных углах или на предварительно изготовленных поверхностях. Целью исследования явилось исследование возможности применения импульсной газовой дуговой сварки металлическим электродом в металлоконструкциях. Мы сравнили его с обычными режимами передачи в нескольких аспектах. Деформация после сварки является одной из самых важных проблем при производстве, поэтому мы хотели максимально уменьшить ее. Мы оптимизировали технологию, чтобы свести к минимуму образование брызг и дыма. Мы также сравнили скорости сварки, чтобы рассчитать тепловложение и скорость плавления. Мы исследовали геометрию шва.Образцы для испытаний были изготовлены из стальных листов P355GH и S355J2+N трех различных толщин, размеров и фасок с помощью газопламенной резки. Угол фаски 30 ; поверхность корня была 1 мм, а зазор был 3 мм. Обозначение и основные параметры сварки образцов приведены в табл. 1. Каждое испытание дублировали, чтобы усреднить результаты испытаний и получить более точные результаты. Сварочное оборудование представляло собой аппарат Fronius TransPuls Synergic 5000. Соединения были выполнены сварщиком. Сварка была односторонней, с использованием керамической подложки, положение было PA или 1G согласно EN ISO 6947 и ASME Sec.IX. Использовалась проволока ISO 14341-A: G 46 4 M G4Si1 Böhler EMK 8 диаметром 1,2 мм, защитный газ M21 (82% Ar + 18% CO 2 ) в соответствии с EN ISO 14175. Как показано на рис. 3. Образец прикрепляли к сварочному столу и использовали прокладку, чтобы сохранить некоторое расстояние до корня. На отмеченной кромке измерялась дисторсия, также собирались брызги. В процессе сварки измерялось время сварки для расчета скорости перемещения и подводимого тепла. Еще одним важным аспектом является количество брызг.Мы покрыли стол и испытательные образцы спреем для защиты от брызг, чтобы мы могли собрать и измерить количество брызг, указанное для сварного шва длиной один метр. Деформация после сварки является одним из важнейших вопросов нашего исследования. Угловую деформацию измеряли после сварки. Как видно из рис. 4., при применении импульсной дуги деформация соединения может быть уменьшена за счет меньшего и более контролируемого подвода тепла. При импульсном методе деформация может быть даже на 30-40% ниже, чем при обычной дуге, особенно на тонких листах.Это может облегчить послесварочные работы слесарей и сократить припуски на механическую обработку, поэтому завод может сэкономить деньги и время. Еще одной важной характеристикой процесса сварки является количество брызг и дыма. Как видно из рис. 6 – 8, при применении импульсной дуги разбрызгивание исчезло. В результате получается чистая поверхность, поэтому очистка после сварки может быть меньше и проще. На рис. 8 приведены результаты определения количества разбрызгивания. Для обычной дуги скорость разбрызгивания составляла 0,15 – 08 г·м -1 при используемых скоростях подачи проволоки 6 – 10 м·с -1 .И также ясно, что метод импульсной дуги устранил все обнаруживаемые брызги на поверхности при такой скорости подачи проволоки. Количество сварочного дыма также уменьшилось, что важно для здоровья сварщика и чистоты рабочего места. Дымообразование при сварке количественно не измерялось, но при сварке импульсно-дуговым методом наблюдалось, по-видимому, меньшее дымообразование. Нашей следующей задачей было исследование геометрии сварного шва. После сварки образцы разрезали ленточной пилой и исследовали в лаборатории испытаний материалов.Использовали наждачную бумагу с зернистостью от Р80 до Р2500, затем образцы полировали алмазной пастой и травили 2% ниталом (2% раствор азотной кислоты в метаноле) в течение 20 секунд. Изображения были получены с помощью стереомикроскопа Olympus SZX16. Оценки были сделаны с помощью программы анализа изображений. В наших исследованиях измерялась общая проварка (с избытком покровного слоя и корневого прохода), проплавка в листе (без излишков) и ширина зоны термического влияния (ЗТВ).Общий провар оказался больше при импульсно-дуговой сварке, но в основном из-за разницы в размерах корневого и покровного слоев соединений, выполненных разными способами. Ширина ЗТВ также почти одинакова. Как показано на рис. 9 и 10 в аспекте проникновения в лист, между двумя методами нет существенной разницы. В процессе сварки измеряли время сварки и рассчитывали скорость сварки. Средние скорости сварки описаны в таблице 1.Согласно рис. 11., скорость сварки по сравнению с дугой короткого замыкания (низкая СКД) несколько выше, но по сравнению со струйной дугой (СКД) определенно ниже. С другой стороны, скорость сварки зависит от многих других факторов, таких как структура шва и техника сварщика. Импульсный процесс привел к меньшей деформации с меньшим подводом тепла и меньшим образованием дыма. Количество брызг практически равно нулю, поэтому послесварочная очистка может быть короче и дешевле. Управление дугой и сварочной ванной стало проще, форма сварного шва, проплавление и внешний вид шва превосходны.Детали были проверены методами неразрушающего контроля (радиографический контроль в случае образцов 6P и 6N и ультразвуковой контроль в случае образцов 12P, 12N, 25P и 25N), и не было никаких признаков разрушения. Авторы выражают благодарность сотрудникам компании Andritz Ltd. за предоставление ноу-хау, материалов и поддержку в проведении данного исследования. Авторы также хотят поблагодарить д-ра Эника О. Рэка ФАБИАН за поддержку в металлографическом …
Оптимизация параметров процесса ручной дуговой сварки мягкой стали с использованием метода Тагучи
Ключевые слова: Дисперсионный анализ, скорость сварки, ток, электрод
Поступила в редакцию 08.05.2015 г.; Отредактировано 08 июня 2015 г.; Принято 15 июня 2015 г.
Процесс сварки очень важен для развития нации, поскольку он является центром, в котором вращается современная промышленность. Messler [1] заявил, что ни один вторичный процесс не был и не остается более важным для выживания, комфорта и прогресса человечества, чем сварка. По его словам, сварка позволила построить наш мир.Ввиду этого многие исследователи использовали различные методы оптимизации для улучшения различных параметров процесса сварки как в полуавтоматических, так и в полностью автоматизированных процессах сварки. Хотя полуавтоматический и полностью автоматический сварочные процессы более производительны, опыт показал, что из-за сложности и экономической стоимости оборудования и его операций выбор процесса ручной дуговой сварки металлическим электродом (MMAW) очень популярен в развивающихся странах. Это связано с рядом его преимуществ, таких как низкая стоимость и простота в эксплуатации.Процесс MMAW является портативным, и его можно легко использовать в местах, где другие методы сварки невозможны.
Ручная дуговая сварка металлическим электродом также известна как электродуговая сварка защищенным металлическим электродом (SMAW) или процесс дуговой сварки. Это один из старейших и наиболее широко используемых процессов дуговой сварки. Процесс включает использование тока дуги для зажигания дуги между основным материалом и расходуемым стержнем электрода. Стержень электрода изготовлен из металла, совместимого со свариваемым основным материалом, и покрыт флюсом.Выделяемое тепло расплавляет часть острия электрода, его покрытия и основного металла непосредственно под дугой. Когда покрытие на электроде плавится, флюс выделяет пары, которые служат защитным газом и создают слой шлака, который защищает сварной шов от атмосферного загрязнения. Образовавшийся при сварке шлак после остывания откалывается от шва. Процесс MMAW может работать как с источником постоянного тока (DC), так и с источником переменного тока (AC) в зависимости от конструкции покрытия.Этот процесс является портативным, универсальным, недорогим оборудованием и требует небольшой подготовки оператора. Кроме того, электрод создает и регулирует свой поток, он менее чувствителен к ветру и сквозняку, чем процесс сварки в среде защитных газов, и этот процесс применим во всех положениях. С другой стороны, процесс медленный и занимает много времени из-за частой смены электрода и дробления шлака. Кроме того, он характеризуется чрезмерным разбрызгиванием, стабильностью дуги и шероховатой поверхностью наплавленного валика и обеспечивает ограничение скорости наплавки по сравнению с другими процессами дуговой сварки.
С внедрением автоматизации в процесс дуговой сварки многие производственные компании внедрили полные экспериментальные проекты и математические модели для исследования соответствующих параметров процесса для получения качественного сварного шва [2] . Ajay et al., [3] заявили, что высокое качество может быть достигнуто путем оптимизации различных атрибутов качества или путем выбора оптимальной технологической среды, которая достаточно эффективна для удовлетворения желаемых требований к качеству. Было обнаружено, что метод Тагучи является мощным инструментом для улучшения общего качества процесса за счет оптимизации параметров процесса сварки таким образом, чтобы отклонения сводились к минимуму.Методы планирования эксперимента (DOE) использовались для проведения такой оптимизации в течение последних двух десятилетий с целью улучшения механических свойств материалов сварного шва. Yoon et al., [4] оптимизировали параметры сварки алюминиевого сплава 7075-T6 методом Тагучи. Среди других исследователей, которые также работали над оптимизацией параметров сварки с использованием метода Тагучи, были Ким и Ли [5] . Они использовали этот метод, чтобы предложить оптимальные комбинации технологических факторов гибридных методов сварки для оптимизации параметров сварки контактной точечной сваркой.
В этом исследовании изучалось применение ортогональной матрицы Taguchi L 9 для выбора параметров процесса ручной дуговой сварки свариваемых листов из мягкой стали. Для каждого образца были проведены и проанализированы предел прочности при растяжении и анализ микроструктуры. Были исследованы отношение сигнал-шум (S/N) для определения оптимальных параметров, влияющих на реакцию, и анализ ANOVA для определения значительного влияния входных переменных на предел прочности при растяжении.
2. Материалы и методы
2.1 Материалы
Основным материалом, используемым для этого исследования, является мягкая сталь (AISI C1020) из пластин размером 100 x 75 x 5 мм. Его химический состав, проанализированный Корпорацией оборонной промышленности Нигерии, Кадуна, составляет примерно 0,23% C, 0,35% Mn, 0,28% Si, 0,02% S, 0,04% P и 99,08% Fe. Для этого исследования рассматривалась мягкая сталь из-за ее доступности на рынке и низкой стоимости. Электроды из низкоуглеродистой стали длиной 350 мм и диаметром 3,25 мм (сталь Э6010 и Э6013 марки 2, Oelikon) использовали для наплавки корневого шва и наплавки соответственно.
2.2. Методы 2.2.1. Процесс сварки
Пластину из мягкой стали разрезали на 100 × 75 × 5 мм (длина, ширина и толщина) с помощью отрезного станка. После этого была подготовлена кромка, и для процесса соединения в плоском положении было выбрано стыковое соединение с одной канавкой. Поверхности и подготовленные кромки образцов тщательно очищали проволочной щеткой от грязи и нежелательных включений, которые могли повлиять на сварной шов. В этом исследовании процесс сварки немного отличался от обычного процесса ручной конвекционной сварки, поскольку электрод (электрическая дуга) был ограничен в неподвижном положении, в то время как заготовка перемещалась относительно него. Это помогает поддерживать относительную стабильную скорость сварки и улучшать качество сварного шва. Для сварочных работ использовался ручной аппарат дуговой сварки металлическим электродом мощностью 400 А с прямой полярностью постоянного тока. Это связано с тем, что при постоянном токе легче поддерживать короткую дугу на начальном этапе сварки. Электроды E6010 впервые были применены для корневой обработки. После этого канавки были зачищены перед использованием электродов E6013 для наплавки за 2 прохода. В этом эксперименте, который проводился в мастерской кафедры машиностроения Федерального технологического университета Минны, Нигерия, использовались 54 заготовки.
Скачать как
Рисунок 1 . Сварочная установка
2.2.2. Сварочная установка
Сварочная установка состоит из электродвигателя с редуктором (1 л.с.), трех разных размеров ремней и соответствующих шкивов, вала, поддона, струны, шести шарикоподшипников и стойки. Главной особенностью станка является переменная скорость заготовки относительно неподвижного электрода или электрической дуги. Вращение электродвигателя было преобразовано в линейное движение через систему ременного привода и направляющую струну, как показано на рисунке 1.
Входные параметры сварки, выбранные из структурных кодов Американского общества сварщиков [6] , и руководств по системе дуговой сварки металлическим электродом для данного исследования: сварочный ток, скорость сварки, корневой зазор и угол наклона электрода. Несмотря на то, что длина дуги является одним из критических параметров сварки, ее нельзя использовать в качестве параметра сварки в процессе ручной дуговой сварки металлическим электродом. Ортогональный массив L 9 был выбран для экспериментов, как показано в Таблице 1. На основе разработанного ортогонального массива Тагучи было проведено девять (9) экспериментальных циклов, и каждый процесс сварки повторялся три (3) раза в тех же условиях.Эти входные параметры сварки и их уровни показаны в таблице 2.
Таблица 1. Ортогональный массив L
9 (3 4 ) матрицы Скачать как
Таблица 2.
Параметры процесса и их уровни Скачать как 2.2.3. Определение предела прочности при растяжении
Предел прочности сварных образцов при растяжении определяли с использованием универсальной машины для растяжения (UTM) (модель: TERCO CE MT 3037) в лаборатории Департамента машиностроения Федерального технологического университета, Минна, Нигерия.Образцы для испытаний на растяжение были извлечены из сварного основного металла с помощью ножовки и подготовлены к стандартным размерам в соответствии с Американским обществом сварщиков [7] и универсальным руководством по растяжению. Усиление сварного шва и подкладочная полоса были удалены, зачищены от поверхности образца шлифованием и обтачиванием гладким напильником. Кривая напряжение-деформация использовалась для определения силы, а предел прочности при растяжении (UTS) оценивался с использованием уравнений 1 и 2
(1)
где F — максимальная нагрузка, S — площадь поперечного сечения, а для прямоугольного образца, используемого в этом эксперименте,
(2)
где w ширина и t толщина
2. 2.4. Определение микроструктуры сварного соединения
Операция микроисследования включает: шлифовку, полировку, травление и осмотр. При необходимости из сварных пластин вырезали образцы для испытаний с помощью ручной ножовки. Шлифование каждого образца осуществлялось с использованием ручного шлифовального круга из наждачной бумаги разного сорта. Для полировки поверхности каждого образца до зеркального вида использовали универсальную полировальную машину с поворотными кругами типа наждачной бумаги. Полированные поверхности травили наталью (2% HNO 3 + 98% спирт) реагентом, после чего образцы промывали проточной водой и сушили.Для исследования образцов использовали металлургический микроскоп «Оптика» (Н-400 ПОЛ) (настольного типа) при увеличении в 400 раз. микроструктуры.
3. Результаты и обсуждение
Результаты предела прочности при растяжении, полученные с использованием уравнений 1 и 2 для экспериментальных прогонов, показаны в таблице 3. Показанные значения представляют собой среднее значение трех показаний, записанных для каждого экспериментального испытания. Отношения сигнал-шум для каждого предела прочности при растяжении включены в равной степени.
Таблица 3. Предел прочности при растяжении (UTS) и значения отношения сигнал/шум
Скачать как 3.1. Дисперсионный анализ (ANOVA)
Влияние каждого входного параметра на предел прочности при растяжении оценивали с использованием дисперсионного анализа (ANOVA). Уровень вклада каждого входного параметра в прочность точки сварки показан в таблице 4. При анализе отклонений в этом исследовании был принят метод объединения; это связано с тем, что объединение представляет собой процесс игнорирования вклада отдельного параметра и последующей корректировки вклада других параметров процесса [8] .Объединение используется, когда существует неопределенная ситуация и влияние параметра на процесс незначительно. Это делается для получения новых ненулевых оценок суммы квадрата и степени дисперсии соответственно. Процесс объединения увеличивает процентную ошибку вклада, потому что сумма квадратов для объединяемого параметра обычно добавляется к сумме квадратов ошибок. В этом исследовании эффект объединения проявляется в том, что параметр B (угол наклона электрода) оказывает наименьшее влияние на процесс сварки.
Таблица 4.Дисперсионный анализ (ANOVA) для предела прочности при растяжении
Скачать как 3.2. Отношение сигнал-шум (С/Ш)
Выбор используемого отношения С/Ш зависит от требуемых характеристик качества работы. В процессе сварки, чем выше прочность сварного шва, тем лучше, и, следовательно, в этом исследовании использовалось отношение сигнал-шум (S/N), чем выше, тем лучше (HB), как выражено в уравнении 3.
(3)
где y = ответы для данной комбинации уровней факторов, n = количество ответов в комбинации уровней факторов и y i — результаты эксперимента.
Таблица 5. Основное влияние параметров процесса
Скачать как
В таблице 5 представлены соответствующие значения отношений сигнал/шум, полученные в результате преобразования результатов UTS. Было замечено, что эксперимент № 7 имеет самое высокое отношение сигнал/шум, равное 53,71 дБ, что указывает на наилучшие рабочие характеристики среди 9 проведенных экспериментов.
Было замечено, что сварочный ток оказывает значительное влияние на процесс сварки, в то время как угол наклона электрода оказывает наименьшее влияние.Это также указывает на то, что параметры комбинированного процесса A 3 B 1 C 3 D 2 имеют соответственно самые высокие или максимальные отношения сигнал/шум и, следовательно, означают оптимальные условия для процесса сварки.
Скачать как
Рис. Ур 2 . Микроструктура сварной детали
3.3. Микроструктура сварного соединения
На рис. 2 (a-i) показана микроструктура сварного соединения при различных условиях сварки.На рис. 2а показана микроструктура, полученная при сварочном токе (80 А), угле электрода (70 o ), корневом зазоре (3,0 мм) и скорости сварки (2,6 мм/с). Зерна были большими и имели шаровидную сферическую форму на микрофотографии из-за низкой температуры и короткого времени для зародышеобразования. На рис. 2б показана микроструктура, полученная в условиях сварки при сварочном токе (80 А), угле электрода (75 0 ), корневом зазоре (3,2 мм) и скорости сварки (3,6 мм/с). На микрофотографии видна деформация, в результате которой образуются удлиненные зерна.
В то время как на рисунке 2с показана микроструктура, полученная в условиях сварки при сварочном токе (80 А), угле электрода (80 0 ), корневом зазоре (3,3 мм) и скорости сварки (4,4 мм/с). На микрофотографии показана смесь перлита (темный) и феррита (светлый). Зерна были широко расставлены.
В том же духе на рисунке 2d показана микроструктура условий сварки сварочного тока (90 А), угла наклона электрода (70 0 ), корневого зазора (3,2 мм) и скорости сварки (4,2 мм).4 мм/с). Зерна были сплоченными и мелкими. На рисунке 2e показана микроструктура для условий сварки сварочного тока (90 А), угла наклона электрода (75 0 ), корневого зазора (3,3 мм) и скорости сварки (2,6 мм/с). На микрофотографии видно частично измельченное зерно. На рис. 2f показана микроструктура, полученная в условиях сварки при сварочном токе (90 А), угле наклона электрода (80 0 ), корневом зазоре (3,0 мм) и скорости сварки (3,6 мм/с). Зерна были слипшимися и мелкими.
Аналогичным образом, на рисунке 2g показана микроструктура для условий сварки при сварочном токе (100 А), угле наклона электрода (70 0 ), (3,3 мм) и скорости сварки (3,6 мм/с). На микрофотографии видно измельчение зерен, появляется мелкий и однородный узор из-за высокой скорости охлаждения. На рис. 2h показана микроструктура, полученная в условиях сварки при сварочном токе (100 А), угле электрода (75 0 ), корневом зазоре (3,0 мм) и сварке (4,4 мм/с). Зерна имеют мелкую структуру. На рисунке 2i показана микроструктура, полученная в условиях сварки при сварочном токе (100 А), угле электрода (80 0 ), корневом зазоре (3.2 мм) и скорость сварки (2,6 мм/с). Зерна были крупными из-за перегрева сварного шва.
4. Выводы
В данном исследовании использовался метод Тагучи для оптимизации параметров процесса ручной дуговой сварки металлическим электродом (MMAW) изделий из мягкой стали. Из испытания на растяжение, проведенного на сварных образцах, было установлено, что эксперимент № 7 имеет самый высокий предел прочности при растяжении (UTS) и отношение сигнал/шум, равные 487 МПа и 53,74 дБ соответственно. Исследование показывает, что оптимальным условием является A 3 B 1 C 3 D 2 , которые совпадают с экспериментом № 7 в ортогональном массиве.Также было замечено, что разрушения всех испытуемых образцов, извлеченных из сварных образцов, не происходили в месте сварки, что свидетельствует о качественном и прочном сварном соединении. Микроструктуры показывают различное влияние параметров сварки на сварной шов.
Кроме того, по результатам ANOVA было отмечено, что сварочный ток, корневой зазор и скорость сварки являются важными параметрами в процессе сварки, а угол наклона электрода имеет наименее важное значение. Вычисление прогнозируемой оптимальной эффективности исследования с использованием отношения сигнал/шум (Y opt ) равно 53.74 дБ, что соответствует опыту № 7 и служит подтверждающим тестом. Подтверждающий тест был бы проведен, если бы среди экспериментальных прогонов не было оптимальных условий. Результаты этого исследования показали, что метод Тагучи действительно можно использовать для оптимизации или улучшения качества процесса MMAW.
INL-SOO, K., Joon-Sik, S., Sang-Heon, Л., Прасад КДВ, Оптимальный дизайн нейронных сетей для управления роботизированной дуговой сваркой . Роботизированное и компьютерное производство, 20, 57-63, 2004.
в статье
посмотреть статью
[3]
Ajay, Saurav, Swapan, Gautan, Применение Метод Тагучи на основе Vikor для Multi — Оптимизация отклика.Сварка в погруженной дуговой сварке Х., Пён Хён, М., Чил Сун, Л., Хён, К.Д. Кьюн, К.Ю. и Джо, П.В., Характеристики прочности при контактной точечной сварке листов алюминиевого сплава методом Тагучи , Международный журнал современной физики B, 4, 297-302, 2006.
в статье
[5]
[5]
Kim, H.r., Ли, К. И., Применение метода Taguchi для определения гибридных сварных конденсаций алиминского сплава . Журнал международных исследований, 68, 296-300, 2009.
В статье
9179
[6]
Американская сварочное общество, 550 Н.W. Lejeune Road, Miami, FL33126, 1997.
в статье
[7]
Американское общество сварки, 550 н. Lejeune Road, Miami, FL331, 2007.
В статье
[8]
[8]
ROY, ROY, R.K., Грунтовка по методу Taguchi. Reinhold International Company Ltd, 11 New Lane, Лондон EC4P4EE, Англия.1990.
В статье
Датчики | Бесплатный полнотекстовый | Анализ и оценка микроструктуры сварных швов малоуглеродистой стали с использованием сенсорного синтеза и моделирования нейронных сетей
1. Введение
В связи с технологическим развитием процессов сварки такие аспекты, как повышение производительности и качества сварных швов, представляют большой интерес для научных и промышленная среда.Сварочные процессы играют фундаментальную роль в соединении материалов, ремонте компонентов с трещинами и наплавке изношенных деталей в нескольких областях. Среди наиболее распространенных процессов соединения металлов дуговая сварка металлическим газом (GMAW) выделяется благодаря своей высокой производительности и универсальности и используется в нескольких областях, например, в строительстве, обрабатывающей промышленности, а также при изготовлении устройств и инструментов для промышленных, бытовых, медицинских и научных целей — с соблюдением ограничений точности размеров. Кроме того, он представляет собой конкурентоспособную альтернативу процессам с более высокой плотностью энергии, таким как лазерно-лучевая сварка (LBW) и электронно-лучевая сварка (EBW) [1], что мотивирует различные исследования, направленные на изучение влияния многочисленных переменных процесса на конечная микроструктура [2,3,4,5]. В работе [2] предложено гибридное моделирование динамической геометрии металлического моста в GMAW с коротким замыканием для плоского и орбитального положений. Моделирование их работы было реализовано и показало свою эффективность при оценке выходных параметров (положение капли от острия электрода, скорость капли, сварочный ток, длина твердотельного электрода, масса капли) с получением набора входных данных.Исследование, проведенное [3] в работе, в которой изучается поведение ударной вязкости высокопрочных низколегированных (HSLA) сталей, используемых в военно-морских целях, при увеличении тепловложения в крупнозернистой зоне термического влияния (CGHAZ). Авторы указали существенные причины снижения ударной вязкости, сравнив микроструктуры, оценив протяженность волокнистых трещин при отрывном разрушении, рассчитав локальное скалывающее напряжение разрушения и применив основы механизмов отрывного разрушения. Аналогичный результат был получен в [4]. Выявлен механизм снижения ударной вязкости в сварных соединениях с использованием трубопроводной стали High-Strain X80 на основе вариаций погонной энергии и параметров сварки. [5,6]. С помощью термомеханического симулятора Gleeble ® 3800 авторы в [5] варьировали конечную температуру принудительного охлаждения и скорость охлаждения и в конце работы определили, что можно получить лучшую производительность и механическую прочность материала. увеличить с помощью принудительного охлаждения до 100 °C, чтобы сократить время ожидания между проходами сварки.Гаспар [6] в своей работе пришел к выводу, что исследованные подзоны ЗТВ в высокопрочных сталях показали более высокую чувствительность к погонной энергии при сварке по сравнению с обычными конструкционными сталями. Микроструктура сварного соединения напрямую связана с его механическими свойствами, а также с возможными дефектами, возникающими в результате сварки. от процесса осаждения. Как правило, микроструктура состоит из трех основных областей: зоны плавления (FZ), зоны термического влияния (HAZ) и основного металла (подложка, на которой происходит осаждение). ФЗ характеризуется жидкофазной смесью (разбавлением) присадочного металла и основного металла и в целом геометрически характеризуется тремя важными параметрами: армированием, шириной и глубиной [7,8].В исследовании, проведенном [8], оценивали преждевременное растрескивание типа IV для выяснения его механизмов в сварных соединениях труб из стали марки 91 с использованием проволоки ER90S-B9 и E91T1-B9. Авторы отметили, что FZ представляет собой область в сварном соединении, которая характеризуется более высоким уровнем деформации и твердостью, наименьшей ползучестью и наименьшим размером зерна (мартенситные пластины). ЗТВ – это часть основного металла, которая подверглась тепловому воздействию, но не достигла температуры плавления. Он состоит из 4 отдельных подобластей, называемых крупнозернистой ЗТВ (CGHAZ), мелкозернистой ЗТВ (FGHAZ), межкритической ЗТВ (IHAZ) и подкритической ЗТВ (SHAZ).CGHAZ соответствует области, в которой зерна материала выросли за счет высоких температур, достигаемых в процессе сварки и сохраняемых в течение относительно длительного времени при охлаждении наплавленных валиков до комнатной температуры. Поэтому в нелегированных и малоуглеродистых сталях для этой области характерно заметное увеличение размера аустенитного зерна. Эта область, как правило, представляет собой область с низкой ударной вязкостью в сварных соединениях, как также описано в [5]. Вблизи этой подобласти материал представляет собой область мелкозернистого зерна (FGHAZ) из-за процессов нормализации.В отличие от границы между FZ и CGHAZ, FGHAZ может представлять собой сочетание повышенной ударной вязкости и хорошей способности предотвращать распространение трещин [9]. Исследование, проведенное [9] в балансовой стали C 0,053, Si 0,27, Mn 1,2, Al 0,02, (Cr+Mo+Ni) 0,42, (Nb+V+Ti) 0,082, B 0,0014 и Fe, показало, что ударная вязкость зоны линии сплавления значительно ниже, чем у мелкозернистой ЗТВ (ФГАЗ) из-за ее кристаллографических зерен. Микроструктурное поведение различных подобластей околошовной зоны (ЗТВ) сварного соединения стали с низкой склонностью к образованию сварочных трещин.Учитывая фазовую диаграмму Fe-Fe 3 C, температура внутри CGHAZ и FGHAZ поднимается выше линий A3 и ACM для низкоуглеродистых сталей. Это предполагает полную аустенизацию основного металла в этих областях, что существенно меняет их микроструктуру на фазе охлаждения термического цикла, которому в процессе сварки подвергается как затвердевающая сварочная ванна, так и ее окрестности. Такой эффект может быть дополнительно усилен, если материал подвергается охлаждению с типичными скоростями процесса GMAW без предварительного нагрева или последующего нагрева.На определенном расстоянии от ЗФ материал испытывает диапазон температур ниже линий А3 и АСМ, представляя собой ВЗТЗ, характеризующийся менее выраженными микроструктурными изменениями и изменением баланса между доэвтектоидной и эвтектоидной фазами. Микроструктура IHAZ представляет собой смесь мелких зерен, образующихся во время термического цикла сварки, и крупных зерен, полученных из основного металла. Из-за более низких достигаемых температур область между FGHAZ и IHAZ имеет неравномерное распределение карбонитридов, что способствует росту полостей, которые могут привести к разрушению сварного шва. Поведение осаждения карбонитидов M 23 C 6 и MX, богатых Cr, и эволюция ферритных/мартезитных зерен в FGHAZ из сварных швов P91, которые имеют разрушение типа IV, изучались в [10]. Авторы заметили, что граница между IHAZ и FGHAZ не имеет достаточно высокой температуры для обеспечения равномерного распределения выделений в зернах, что способствует зарождению начальных полостей при ползучести.
В ШАЗе температура не превышает эвтектоидную точку.На этом расстоянии в основном металле может наблюдаться рост зерен, докритический отжиг или частичная рекристаллизация. Эти характеристики могут способствовать снижению твердости в этой области материала. Разупрочнение, наблюдаемое в ЗТВ, также может приводить к локализации деформации и разрушению в подкритической ЗТВ при напряжениях ниже предела прочности основного материала. Микроструктура сварного соединения может иметь сложное фазовое распределение и морфологию, которые в значительной степени определяют механическое поведение ЗТВ и ЗТВ.
Такие проблемы, как усталостные трещины в свариваемых компонентах, могут начаться вблизи ЗТВ (которая имеет несколько микроструктур, возникающих в результате термических циклов сварки) из-за высокой концентрации напряжений в носке сварного соединения. В работе, развитой в [11], показана характеристика взаимосвязи между циклическими свойствами текучести и монотонными свойствами растяжения моделируемых микроструктур ЗТВ. Они заметили, что (а) большинство циклических зависимостей напряжение-деформация в ЗТВ, оцененных с помощью пошаговых испытаний, согласуются с таковыми из испытаний постоянной амплитуды напряжения, (б) циклические напряжения текучести смоделированных микроструктур ЗТВ ведут себя, если они пропорциональны растяжению прочности, и (c) наклон пропорциональной линии в смоделированной ЗТВ более выражен, чем у обычных сталей, даже когда циклические коэффициенты текучести пропорциональны.Качество и функциональность полученных сварных швов могут быть связаны с геометрией сварного шва. Однако оценка и контроль геометрических характеристик, таких как высота, ширина и глубина армирования, в режиме реального времени, применяемых при дуговой сварке, представляет собой очень сложную задачу, как упоминалось в [12]. Автор предложил многопараметрическую систему управления в режиме реального времени, а также систему сбора данных о геометрии наплавленного валика на основе процессов орбитальной сварки MIG/MAG. Возможность выполнения этих анализов в режиме реального времени заключается в использовании неинвазивных методов измерения, таких как термография [13,14], ультразвук [15], эмиссионная спектрометрия [16] и машинное зрение [17].Система, предназначенная для сбора переменных параметров сварки и отправки импульсов в процесс GMAW с использованием источника питания постоянного напряжения, была представлена [13]. Эта система позволяет оценивать геометрию наплавленного валика на основе объединения термографических данных, сварочного тока и сварочного напряжения в многослойной нейронной сети персептрона. Результаты данной работы позволяют предположить, что предложенный метод применим в промышленных и исследовательских условиях. Исследование разработки надежного недорогого точечного инфракрасного датчика для контроля и управления процессом сварки в суровых производственных условиях было выполнено [14].Датчик показал хорошие результаты, обеспечивая постоянную глубину проплавления, несмотря на возникновение возмущений за счет обратной связи управления параметрами процесса сварки. Работа, выполненная [15], основывалась на автономных и оперативных измерениях времени бесконтактного ультразвука глубины проплавления летного шва. Авторы указали, что этот метод измерения глубины проплавления сварного шва позволяет использовать замкнутый контур для контроля глубины провара сварных швов. Методом относительной интенсивности, который основан на законах Больцмана и Саха и на определении интенсивности эмиссионной линии.В работе [16] был разработан неинтрузивный датчик, работающий в режиме реального времени, для отслеживания дефектов сварки, использующий эмиссионную спектрометрию для измерения электромагнитных свойств границы раздела плазмы и сварочной ванны при сварке GMA. С помощью разработанной системы удалось обнаружить загрязнение смазкой, точки окисления, шлаковые включения, металлические включения (вольфрам), наведенную пористость и непровар. Исследование, проведенное [17], представило систему машинного зрения на основе лазера в режиме реального времени для контроля и управления сварочными процессами, которая доказала свою эффективность (точность (±0.55 мм). Система измерения ширины и высоты наплавленного валика в режиме реального времени, основанная на высокоскоростной камере и длиннопроходном оптическом фильтре, установленном в системе пассивного зрения, показала хорошие результаты по сравнению с автономными данными, собранными обычный лазерный 3D-сканер. Алгоритмы искусственного интеллекта (такие как искусственные нейронные сети, нечеткая логика и их ассоциации), инструменты обработки изображений и статистические методы (например, множественный регрессионный анализ, метод наименьших квадратов или факторный расчет) широко используются для оценки геометрии сварного шва. Тем не менее, измерение и прогнозирование микроструктуры наплавленных валиков чрезвычайно затруднены при использовании современных технологий. Слияние датчиков основано на получении данных, которые нельзя получить прямыми измерениями, за счет использования различных косвенных измерений, обеспечиваемых разными датчиками [19]. Принимая это во внимание, методы сенсорного сплавления могут применяться для оценки физических величин, таких как расширение зоны сплавления и ЗТВ в сварных швах. валик основан на ручных измерениях после сварки.Этот факт мотивировал исследования, направленные на разработку автономных систем контроля и управления сваркой, основанных на различных стратегиях, таких как слияние датчиков и искусственный интеллект. Работа, разработанная [20], представляет моделирование и прогнозирование размеров зоны термического влияния для процесса ПАВ с использованием анализа конечных элементов (МКЭ) и искусственной нейронной сети (ИНС). Моделирование было относительно точным, хотя и не различало субрегионы ЗТВ. Гунарадж и Муруган [21] разработали математические модели для изучения влияния параметров сварки и погонной энергии на ЗТВ сварных швов под флюсом в трубах из конструкционной стали.Моделирование было очень эффективным с точностью до 97% в некоторых случаях. Чжан и др. [22] разработали трехмерную (3D) модель конечных элементов для имитации температурного поля сварки сплава Ti-6Al-4V с использованием различных сварочных токов на основе гауссовой модели источника тепла. Они рассчитали эволюцию микроструктуры сварочной ванны с помощью метода макро-микросвязей клеточного автомата-конечно-различного (CA-FD) и получили хорошие результаты по сравнению с экспериментами, проведенными с помощью сварки GTA.Сравнение теоретических и экспериментальных тепловых полей, а также поведения микроструктуры и остаточных напряжений при применении нескольких сварных швов в соединении двух секций трубы API 5L X52 было проведено в [23]. Результаты показали, что метод моделирования может быть эффективно использован для точного определения оптимальных параметров сварки для данного вида сварки. Исследование, разработанное [24], направлено на применение стандартных многослойных сетей прямого распространения в исследованиях титановых сплавов.Их работа включает в себя разработку диаграмм ТТТ, определение коррозионной стойкости, корреляции между параметрами обработки и свойствами сплавов, разработку диаграмм усталостной долговечности сплава Ti-6Al-4V. Исследование точности метода глубокого обучения для микроструктурной классификации на примерах некоторых микроструктурных составляющих низкоуглеродистой стали было разработано [25]. Модель, основанная на полностью сверточных нейронных сетях, достигла точности 93,94%.Виейра и Ламброс [26] разработали прогностические модели для оценки связи между зернистой микроструктурой материала и накоплением пластических деформаций на микроструктурном уровне при пластической деформации. Физическое моделирование однопроходной сварки стали HY 85 с использованием термомеханического симулятора Gleeble ® 3800 было выполнено в [27] для разработки модели на основе ИНС для оценки ширины и ударной вязкости крупнозернистой термически обработанной стали. (CGHAZ) зона смоделированных образцов ЗТВ.Авторы обнаружили хорошие корреляции с использованным алгоритмом обратного распространения с расчетной относительной ошибкой ±3,15% для ширины и ±7,93% для ударной вязкости.
В настоящей работе были оценены микроструктурные особенности сварных швов GMA с коротким замыканием валика на пластине, которые были связаны с параметрами сварки, используемыми при их производстве. Кроме того, были разработаны оценочные модели для прогнозирования параметров микроструктуры в ЗТВ и ЗТВ в зависимости от параметров сварки.
2. Материалы и методы
В настоящей работе представлена оценка микроструктуры и прогнозирование наплавленных валиков, изготовленных из ESAB OK Autrod 12 диаметром 1 мм.51 Проволока ЭР70С-6 [28], наплавленная на пластины из стали SAE 1020 [29] толщиной 6,13 мм (6,3 мм номинальной толщины) с использованием защитного газа, состоящего из 96 % Ar и 4 % CO 2 . Три образца были изготовлены путем наплавления валиков сварного шва на стальные пластины SAE 1020 длиной 200 мм и шириной 50 мм. Несмотря на то, что состав материала и газа обычно не используется в промышленности, а фактическая толщина отличается от оценить полученную микроструктуру и применимость ИНС для оценки микроструктуры низкоуглеродистых и низколегированных сталей.Состав и механические свойства [30, 31] используемых сплавов приведены соответственно в табл. 1 и табл. 2. Проволока ЭР70С-6 представляет собой марганцево-кремнистую сталь, применяемую при сварке GMA нелегированных сталей, таких как , например, конструкционные стали в целом с пределом прочности при растяжении около 480 МПа. На основании данных, приведенных в Таблице 2, этот присадочный металл подходит для сварки таких сталей, как SAE 1020 и аналогичных.
2.1. Процедура сварки
При производстве наплавленных валиков использовалась система управления и сбора данных без обратной связи.На рис. 1 показано расположение оборудования, использованного в экспериментах. Он состоял из источника сварочного тока, роботизированного сварочного стола, интерфейса сбора данных и управления, термографической камеры (Flir A40M), системы лазерного сканирования и компьютера с программным обеспечением для сбора и обработки данных. Сбор данных, интерфейс управления и программное обеспечение для обработки были разработаны в предыдущей работе [32]. На рис. 2 схематично показаны компоненты и соединения системы сбора данных и управления без обратной связи.В качестве источника сварочного тока использовался Inversal 450 [33]. Алгоритм, разработанный [32], основанный на протоколе последовательной связи RS-232, использовался для установления связи с источником питания, чтобы обеспечить дистанционное управление и сбор данных непосредственно с его контроллера. Те же авторы разработали конечный автомат и программное обеспечение для сбора данных в Visual Studio для мониторинга и управления состоянием источника сварочного тока и последовательностью операций процесса сварки. Программное обеспечение для сбора данных под названием Thermo Data Welding (TDW) было разработано в Visual Studio [32].Это программное обеспечение включает функции связи, которые позволяют подключаться к термографической камере через порт FireWire (IEEE 1394) как для настройки параметров получения изображения, так и для получения тепловых изображений во время процесса. Он также подключается к источнику сварочного тока и к роботизированному одноосному сварочному столу через специально разработанный интерфейс, который подключается к компьютеру через интерфейс USB и к источнику сварочного тока через последовательный порт RS-232. Используя этот интерфейс, можно настроить параметры сварки в источнике питания, получить данные о сварке во время пробной сварки и управлять сварочным столом с помощью импульсов, сигналов направления и концевых выключателей через цифровые линии ввода-вывода (последовательность операций для проведение проб сварки настраивается в программе перед началом процесса сварки).Такая конфигурация включает: (а) начальное и конечное положения наплавленного валика с точки зрения смещения стола (заготовки); (b) параметры сварки (интенсивность стимула), подаваемые на источник сварочного тока (сварочное напряжение и скорость подачи проволоки), и (c) период выборки. Процесс запускается вручную и останавливается автоматически по окончании запрограммированной последовательности (или при остановке вручную). Программное обеспечение также позволяет нам настроить коммуникационный порт USB на ПК, к которому подключен интерфейс сбора данных, и выбрать место хранения файла данных.Когда последовательность сварки заканчивается, создаются три файла: (а) файл конфигурации системы, (б) файл последовательности стимулов и (в) файл данных с собранными измерениями. Измерения, получаемые интерфейсом, включают следующие параметры сварки: скорость сварки (w s ), сварочное напряжение (U w ), сварочный ток (I w ) и скорость подачи проволоки (w f ). .
Используемый роботизированный сварочный стол был разработан в предыдущей работе и отвечает за фиксацию таких компонентов, как сварочная горелка, термографическая камера и система профилометрии, а также за перемещение заготовки.Он состоит из линейной оси шарико-винтовой передачи с шагом 5 мм, приводимой в действие трехфазным шаговым двигателем, разрешение которого было отрегулировано до 200 шагов на оборот, что дает линейное разрешение 0,025 мм/шаг. Схема драйвера управляет двигателем с помощью импульсов сигналов, которые изменяют его скорость (время шага) и направление. Кроме того, другие сигналы указывают на состояние драйвера и защищают от перегрузки. Максимальная нагрузка, поддерживаемая конструкцией, составляет 147 Н, а максимальная скорость перемещения — 20 мм/с. Скорость сварки определяется данными, отправляемыми компьютером на интерфейс сбора данных и управления.Интерфейс управляет схемой драйвера шагового двигателя в роботизированном сварочном столе.
Таким образом, интерфейс сбора данных и управления синхронизирует последовательность сварки и работу источника питания со смещением заготовки, чтобы получать измерения параметров сварки в реальном времени. Показания сварочного напряжения и тока выполняются с помощью внутренних датчиков источника сварочного тока. Через последовательный порт протокола RS-232 информация о напряжении и сварочном токе собирается интерфейсом сбора данных и управления (с периодом выборки 20 мс) и сохраняется программным обеспечением обработки. Камера FLIR Thermo Vision A40M [34] также использовалась для получения термографической информации о сварочной ванне. Через интерфейс Firewire (IEEE 1394) температура каждого пикселя собирается в матричном формате. В данной модели термографической камеры используется массив фокальной плоскости (ФПУ), состоящий из 320 × 240 неохлаждаемых микроболометрических детекторов, чувствительных к ИК-излучению в спектральном диапазоне от 7,5 до 13 мкм, максимальный диапазон температур от −40 °C до 2000 °C ( расширенный диапазон), частота дискретизации 120 Гц и максимальное разрешение 16-битный монохромный и 8-битный цветной.Камера располагалась под углом 45° к горизонтальной плоскости заготовки и на расстоянии 500 мм от сварочной ванны.
Следующим шагом была резка образцов, полученных в экспериментах, с низкой скоростью резания с использованием большого количества смазочно-охлаждающей жидкости. Эта мера была предпринята с целью снижения температуры образцов, обеспечения максимального сохранения исходной микроструктуры.
Первоначальный анализ глубины наплавленных валиков был проведен с использованием методов обработки изображений.После резки образцы подготавливали к металлографическому анализу путем шлифовки, полировки и травления 5%-ным раствором нитала.
Для лучшего понимания микроструктурных характеристик каждого образца были проведены анализы оптической микроскопии (ОМ), сканирующей электронной микроскопии (СЭМ) и рентгеновской дифракции (РФА) для подтверждения фаз, присутствующих в микроструктуре FZ, CGHAZ, и ИХАЗ. На рис. 3 представлено схематическое изображение (рис. 3а) возможных областей (рис. 3б–е), которые могут быть сформированы в микроструктуре наплавленного валика с использованием проволоки ER70S-6, наплавленной на пластины из стали SAE 1020.Процесс идентификации этих зон сложен, что требует использования методов оптической и сканирующей электронной микроскопии в дополнение к анализу присутствующих фаз. На рис. 3б–г показаны примеры границ между анализируемыми областями. Границы, наблюдаемые на этих изображениях, были выделены с помощью редактора изображений ImageJ™. Измерения растяжения проводились с помощью измерительного инструмента оптического микроскопа. Пример используемых критериев измерения можно увидеть на рисунке 3b. Анализы
SEM были выполнены с использованием микроскопа JEOL 7100 S.Изображения оптической микроскопии были получены с использованием конфокального лазерного микроскопа Olympus LEXT OLS4000. Рентгенофазовый анализ проводили на дифрактометре Rigaku D/MAX-2A/C с медной рентгеновской трубкой, работающей при ускоряющем напряжении 35 кВ и токе 15 мА. Рентгенофазовый анализ проводили с использованием программного обеспечения Xpert Highscore.
В каждом изготовленном образце был наплавлен один валик сварного шва. Входные переменные процесса были изменены в соответствии с стимулом, представленным в таблице 3. Целью этого изменения является отображение влияния изменения переменных процесса на геометрию и микроструктуру образцов.Переменная «x» указывает расстояние между кончиком проволоки и началом сварного шва. Во всех экспериментах дуга открывается на расстоянии 5 мм от края заготовки и закрывается на расстоянии 80 мм. Изменение значений w s , U w и w f для x = 80 мм направлено на то, чтобы избежать затвердевания ванны с проволокой внутри в конце сварного шва. Используемый период выборки составлял 20 мс. Значение теоретического сварочного тока (I w ‘) в зависимости от диаметра электрода можно оценить, например, по диаграммам wf × I, как в случае с материалом, представленным в Справочник по сварке AWS [35].При значениях U w , I w ′ и as можно получить теоретическую подводимую теплоту (H′) с учетом коэффициента теплового КПД, принятого стандартом BS ISO 1011-1 [36].
2.2. Моделирование
ИНС была адаптирована для реализации алгоритма слияния датчиков. Выбранной структурой был многослойный персептрон и алгоритм обратного распространения. Входными переменными моделей были U w , I w , w f , w s и пять термографических параметров (которые будут объяснены в разделе 3). Для выходов моделей использовались 6 вариантов: пять моделей только с одним выходом (ФЗ, ЦГАЗ, ФГАЗ, ИХАЗ и ШАЗ) и одна модель со всеми пятью выходами.
Результатом этих комбинаций является 6 сетевых моделей (обозначенных буквами от A до F) с несколькими конфигурациями слоев для оценки расширений анализируемых зон. Модели от A до E состоят из алгоритма прогнозирования микроструктуры для FZ, CGHAZ, FGHAZ, IHAZ и SHAZ, соответственно, все с одной и той же структурой модели, различающейся только выходными данными. Модель F представляет собой ИНС для прогнозирования пяти зон, описанных выше.
Каждая из моделей обучалась с использованием двух методов: Байесовского регуляризационного обратного распространения (BR) и обратного распространения Левенберга-Марквардта (LM). Кроме того, в каждой комбинации было выполнено 4 переобучения (циклы обучения с 1 по 5) для уточнения результатов в каждой модели.
Нейронная сеть, предложенная для оценки протяженности ЗФ и субзон ЗТВ в валике сварного шва, была обучена и проверена на экспериментальных данных. Каждый набор экспериментальных данных был разделен на 70% для обучения, 15% для проверки и 15% для проверки точности для режима обучения LM.Для режима обучения BR набор данных был разделен на 70% для обучения и 30% для проверки точности моделей.
Для обучения ИНС был разработан скрипт Matlab, позволяющий протестировать все возможные комбинации между 12 и 18 нейронами в сетях с 1 и 2 скрытыми слоями, всего 56 комбинаций. Входные данные были нормализованы в нейросетевом инструменте Matlab.
Результаты оценивались путем сравнения производительности в отношении значения среднеквадратичной ошибки (MSE), представленного каждой сетью.Результаты для каждой группы и все данные показаны ниже.
3. Результаты и обсуждение
3.1. Оценка микроструктуры
После подготовки образцы анализировали с помощью конфокальной микроскопии и проводили картирование расширения FZ и подразделений HAZ. Измерения проводились для всех зон через каждые 5 мм вдоль продольной оси образцов. Результаты этих измерений и параметры сварки, полученные интерфейсом, для образцов 1, 2 и 3 соответственно показаны в Таблице 4, Таблице 5 и Таблице 6.
Наблюдая за значениями, полученными для расширения каждой зоны в образце 1, увеличение w s и w f , оба в 2 раза, вызвало снижение тепловложения. Однако произошло увеличение протяженности ФЗ и сокращение протяженности ЦГАЗ и ФГАЗ.
Для образца 2 скорость подачи проволоки изначально была увеличена до 6 мм/с. Увеличение w s и w f , оба в 2 раза, вызвало снижение тепловложения. В результате произошло увеличение вылета ФЗ и уменьшение вылета ИХАЗ.
В образце 3 увеличение w f в 2 раза вызвало увеличение тепловложения и, следовательно, увеличение удлинения FZ и уменьшение удлинений CGHAZ и IHAZ.
Интерпретация данных, полученных при анализе параметров сварки, в основном может основываться на поведении подводимой энергии (H) при увеличении скорости подачи проволоки (w f ) и увеличении скорость сварки (w s ). Увеличение w f вызывает мгновенное колебание расхода проволоки.Таким образом, чтобы установить баланс между скоростью плавления и скоростью подачи, сохраняя постоянную длину дуги, происходит увеличение электрического тока, стремящегося к увеличению значения H. Увеличение w s вызывает уменьшение значения H, что приводит к уменьшению проникновения и площади поперечного сечения зоны термического влияния. Когда увеличение w f и w s происходит одновременно, имеет место сочетание двух описанных выше эффектов, вызывающих нелинейные изменения значения H.
Несмотря на снижение тепловложения, более высокая скорость наплавки из-за увеличения сварочного тока имеет тенденцию к увеличению объема и, следовательно, расширению FZ. Однако меньшая погонная энергия обеспечивает меньший провар наплавленного валика и, следовательно, меньший уровень металлургических изменений в металлической основе, что приводит к уменьшению удлинений CGHAZ, FGHAZ и IHAZ в случае образца 1. Для образца 1 2 снижение наблюдалось только в IHAZ. В случае образца 3 снижение наблюдалось только в CGHAZ и IHAZ.Прогнозирование того, какой регион будет затронут, по-прежнему является сложной задачей, требующей дальнейших исследований для лучшего понимания.
Во время наплавки валиков была получена информация о генерируемом тепловом поле. Эта полученная информация относится к термографическому значению, связанному с интенсивностью инфракрасного излучения, испускаемого различными частями поверхности сварного шва. Чем выше температура, тем больше интенсивность сигнала, улавливаемого объективом тепловизионной камеры.Перед проведением этого анализа необходимо проверить коэффициент излучения присадочного металла в жидком состоянии, чтобы не было искажений в поведении графика. Термографические данные [13] были собраны из трех экспериментов по всей их продольной оси. Этими термографическими параметрами являются термографический пик (t p ), термографическое основание (t b ), термографическая ширина (t w ), термографическая площадь (t a ) и термографический объем (t v ) ( см. рисунок 4).Результаты были сохранены для использования в модели прогнозирования микроструктуры с помощью ANN. Результаты, полученные при анализе микрофотографий, будут представлены далее. Последовательность развития микроструктуры и фазы, присутствующие в микроструктурах, наблюдаемых для подобластей ЗТВ и ЗТВ, будут в основном одинаковыми для всех образцов. Микроструктурные изменения, наблюдаемые на микрофотографиях, связаны с расширением каждой зоны для трех образцов. Таким образом, следующие изображения представляют микроструктурный анализ трех образцов в отношении фазового состава.Микроструктура основного металла показана на рис. 5. Наблюдается присутствие первичного феррита (ПФ) и перлита (П) с долей примерно 76 % и 24 % соответственно. На рис. 6а–г показана микроструктура ФЗ. Он состоит из первичного феррита с границами зерен PF(G), игольчатого феррита (AF), феррита Видманштетта (WF), феррита с выровненной второй фазой (FS(A)) и с невыровненной второй фазой (FS(NA)). По мнению многих авторов, образование бейнита и видманштеттенового феррита происходит из одного ядра. В этом случае процесс зародышеобразования является вытесняющим с разделением только углерода при зарождении новой фазы. Основное различие между зарождением бейнита и видманштеттенового феррита состоит в том, что первый образуется только тогда, когда рост без диффузии может поддерживаться при температуре превращения; в противном случае образуется феррит Видманштетта [37,38]. В основе этой модели лежит теория мартенситного зарождения, в которой энергия активации линейно зависит от химической движущей силы.Этот принцип существенно расходится с классической теорией зародышеобразования, в которой энергия активации обратно пропорциональна некоторой мощности химической движущей силы, учитывая, что в переохлажденном аустените уже существуют зародыши. Игольчатый феррит также имеет очень сложный механизм зародышеобразования, который мотивировал несколько исследований в последние годы. При этом можно наблюдать, что зарождение игольчатого феррита происходит гетерогенно из неметаллических включений в стали [38]. Как правило, при зародышеобразовании со смещением между ядром и матрицей должна быть скользящая поверхность. Однако кажется маловероятным, что интерфейс включения/аустенита обладает такой способностью и диссоциирует непосредственно в зародыш феррита [37]. Однако это не исключает вытесняющего процесса зародышеобразования. Осколки дислокации аустенита, прилегающие к неметаллическим включениям, могут обеспечить необходимые матрицы (например, для эффектов дифференциального теплового расширения), которые могут диссоциировать на соответствующие зародыши.Кроме того, энергия активации и движущая сила представляют собой линейную зависимость [37]. Это означает, что движущая сила при начальной температуре превращения должна линейно изменяться в зависимости от начальной температуры. Для зон термического влияния наблюдаются следующие микроструктуры: PF (полигональные и зернограничные), FS (NA), AF и перлит. Фазовый баланс в ЗТВ оставался таким же, как и в основном металле, хотя морфология и размер зерна демонстрировали изменения, вызванные несколькими скоростями охлаждения, характерными для образцов с расстоянием ЗТ. На рис. 7а,б показаны изображения CGHAZ. Возможно присутствие вырожденного перлита P(D), PF(G) и агрегата феррито-карбидного (FC) в крупных колониях зерен. На рис. 8a–c показана, соответственно, микроструктура границ FGAZ/IHAZ, FGHAZ и IHAZ. Можно наблюдать образование P, P(D) и PF. Микроструктура, сформированная в ЦГАЗ и ФГАЗ, имеет, по-видимому, участки вырожденного перлита, хорошо отграниченные участками игольчатого феррита (ИФ). Вероятно, это связано с фазовым превращением аустенита (γ) в игольчатую фазу.Кроме того, в этих участках ЗТВ может происходить интенсивный диффузионный процесс легирования элементов электродной проволоки к основному металлу. На рис. 9 представлена микроструктура ЗТВ. Он в основном состоит из ферритной матрицы (PF) с мелкими зернами перлита (P). Как и ожидалось, эта микроструктура напоминает неповрежденный основной металл. На рис. 10а показан спектр XRD, полученный для образцов в трех областях: FZ, CGHAZ и IHAZ. Можно наблюдать три дифракционных пика, которые относятся к плоскостям (110), (200) и (211) α-Fe (JCPDS 89-7194). Полученный спектр указывает на отсутствие остаточного аустенита, как это наблюдалось при микроскопическом анализе. Однако, как показано на рис. 10b–d, по сравнению с CGHAZ и IHAZ, дифракционный сигнал FZ показал большую интенсивность и ширину для 3 пиков (2θ, равный 44,5°, 64,75° и 82,07° соответственно). Кроме того, хотя явных изменений интенсивностей α (200) и α (211) не наблюдается, интенсивность пика α (110) значительно увеличивается от области IHAZ к CGHAZ и достигает наибольшего значения для FZ.Это результат измельчения зерна, представленного микроструктурами FZ и CGHAZ, поскольку они представляют собой возникновение AF. В общем, расширение FWHM является результатом уменьшения размера зерна и увеличения плотности дислокаций.
Согласно соотношению, установленному законом Брэгга, увеличение угла 2θ указывает на увеличение расстояния между парой соседних плоскостей сетки, что свидетельствует об изменении параметра сетки фазы α-Fe за счет увеличения содержания элементов твердого раствора на всем протяжении матрица α-Fe при напылении припоя в ФЗ. Также дислокации пиков могут быть связаны с образованием оксидов в ФЗ.
3.2. Результаты ИНС
Сравнение наилучшего значения MSE для каждой комбинации размеров слоев показано на рисунке 11) с помощью диаграмм, которые связывают количество нейронов в первом и втором скрытых слоях и лучшие результаты MSE (учитывая все выполненные тесты, варьирующие режим и количество тренировочных циклов). Более темные оттенки на диаграммах представляют более низкие значения MSE. Из диаграмм можно заметить, что каждая модель имеет разные диапазоны MSE.Модель A (расширение ZF в качестве выхода) имела наименьшую MSE.
В дополнение к MSE для выражения точности численных результатов обычно используется квадратный корень из MSE или корень среднеквадратичной ошибки (RMSE) с тем преимуществом, что RMSE представляет значения ошибки в тех же измерениях анализируемая переменная.
В таблице 7 показано упрощенное сравнение лучших результатов сети для каждой комбинации числа нейронов в скрытых слоях для всех моделей.
Полученные значения RMSE демонстрируют, что моделирование имеет соответствующий диапазон ошибок в моделях D и E, соответственно, для IHAZ и SHAZ.Однако, наблюдая расширения CGHAZ и FGHAZ, можно классифицировать модели B и C как наиболее критичные из-за релевантности значения RMSE. Это уже было ожидаемо, так как формирование этих областей происходит по хаотическому и нелинейному процессу микроструктурообразования.
Наименьшее значение RMSE было получено для модели A–FZ на выходе, которая использует 15 и 14 нейронов в первом и втором скрытых слоях соответственно. Эта комбинация скрытых слоев показала более низкий RMSE для режима тренировки BR и конфигурации с двумя тренировочными прогонами.
Однако зоны модели F–5 в качестве выходных данных показали хорошее соответствие с 17 и 15 нейронами в первом и втором скрытых слоях соответственно, а также с режимом обучения BR и 4 тренировочными прогонами. Схема структуры модели F представлена на рисунке 12. Она имеет 9 входных переменных (U w , I w , w s , w s , t p , t b , t w , t a и t v ), 17 и 15 нейронов в первом и втором скрытых слоях соответственно и 5 выходов (расширения FZ, CGHAZ, FGHAZ, IHAZ и SHAZ). На рис. 13 показаны линейные регрессии для каждого из 5 результатов модели F и регрессия для всех данных в этой модели. «Все данные» относятся к линейной регрессии со всеми результатами выходных данных модели F (FZ, CGHAZ, FGHAZ, IHAZ и SHAZ). Модель F более выгодна, чем другие модели с одним выходом, потому что она объединяет 5 выходов или слоев модели в одну модель, но с аналогичной структурой. Эта модель требует одинаковых вычислительных ресурсов для оценки всех 5 слоев, а отдельные модели — для оценки только одного слоя.Другим важным суждением для выбора этой модели является значение R (0,99472), которое лучше, чем у CGHAZ (0,86041), FGHAZ (0,93911), IHAZ (0,92771) и SHAZ (0,99394), уступая только FZ (0,99681). Таблица 8 представляет собой сравнение среднего значения общей производительности, стандартного отклонения, минимума, максимума и амплитуды значений RMSE для всех моделей от A до F. Найденные результаты показывают, что моделью с более низкими значениями RMSE является модель A (за исключением или стандартного отклонения, который представил второй более низкий RMSE). Стандартное отклонение всех моделей указывает на высокую дисперсию значений RMSE. Эта дисперсия может быть связана с изменениями точности оценки выходных данных в алгоритмах при изменении конфигурации размеров 1-го и 2-го скрытых слоев. Этот факт подчеркивает актуальность результатов, полученных для сетевых конфигураций с более низким значением RMSE. В таблице 9 показаны средние ошибки относительно каждой зоны для модели F. Окончательная ошибка модели составляет около 12,9%, что представляет собой относительно хорошее соответствие для оценки протяженности зон.Тем не менее, модель F может оценить размер FZ с ошибкой всего 4%, что представляет собой удовлетворительный результат. Некоторые авторы проводили исследования с использованием ИНС для оценки геометрии [39,40,41] и механических свойств [42,43]. сварных швов в различных процессах сварки, достигая диапазона ошибок, согласующегося с результатами, представленными в этом исследовании. Однако, поскольку это малоизученная тема, существует не так много исследований, которые связывают предсказание расширения областей, присутствующих в микроструктуре материала, с ИНС.
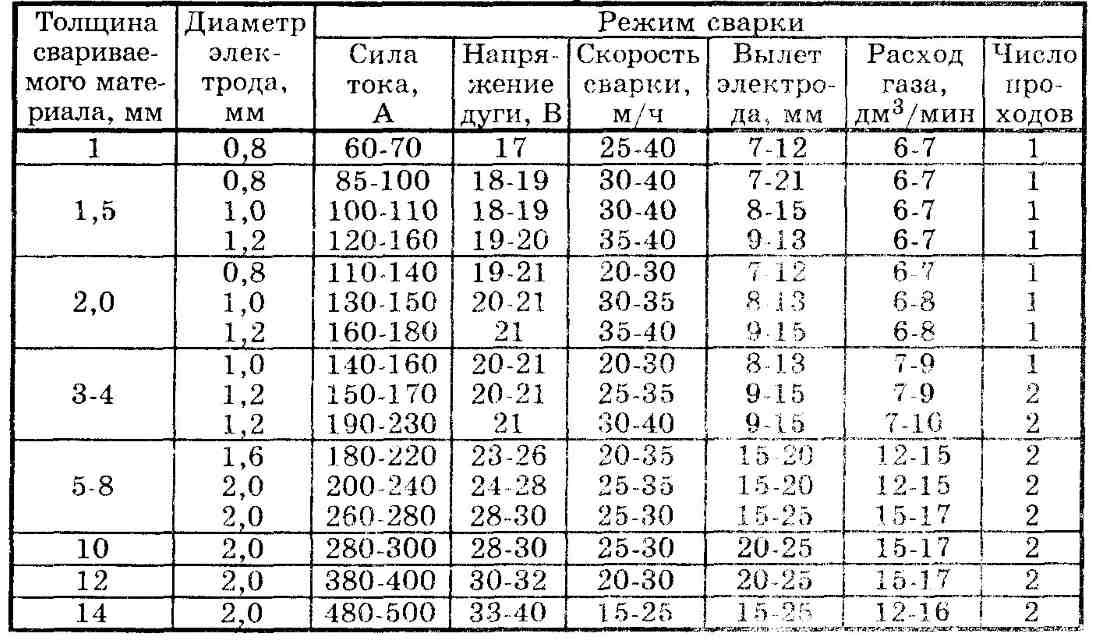
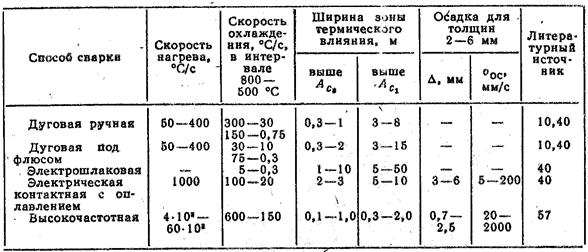 Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой
2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой  Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.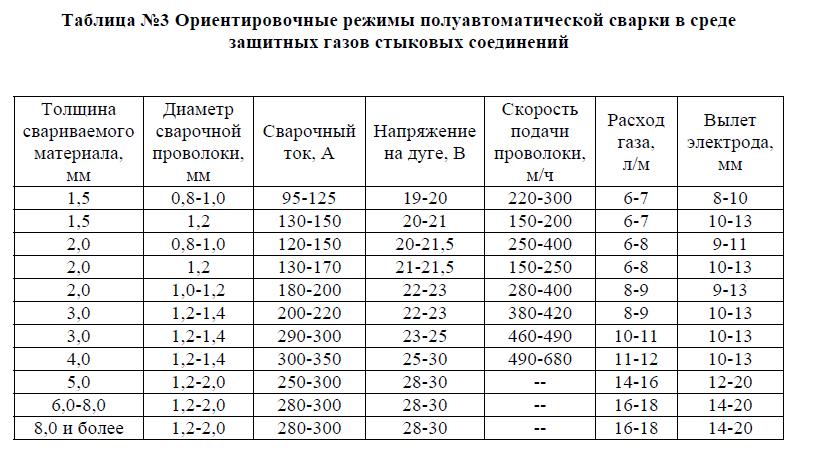

 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной.
5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
 Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака. 

 Например, Коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20.
Например, Коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20.
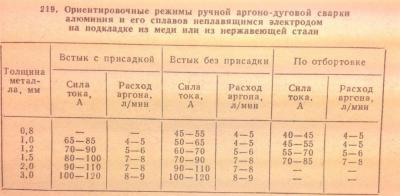
 Если выбранная марка электрода допускает сварку постоянным и переменным током, то выбор рода тока определяется наличием тех или иных источников питания сварочной дуги, а также технико-экономическими соображениями.
Если выбранная марка электрода допускает сварку постоянным и переменным током, то выбор рода тока определяется наличием тех или иных источников питания сварочной дуги, а также технико-экономическими соображениями.
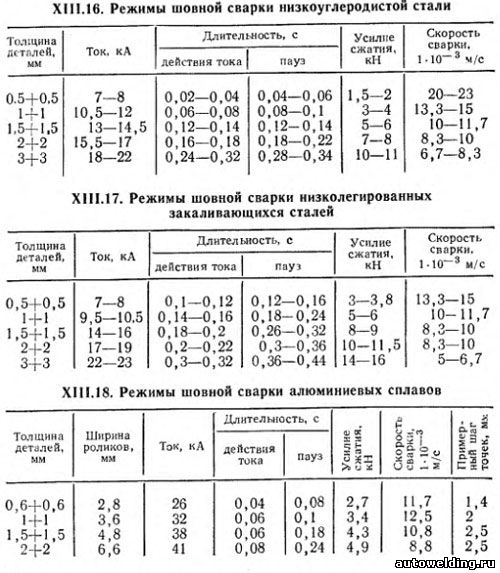
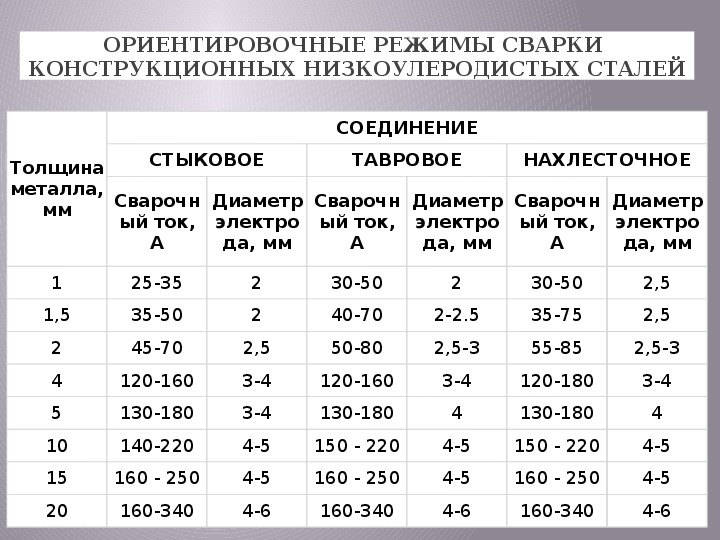

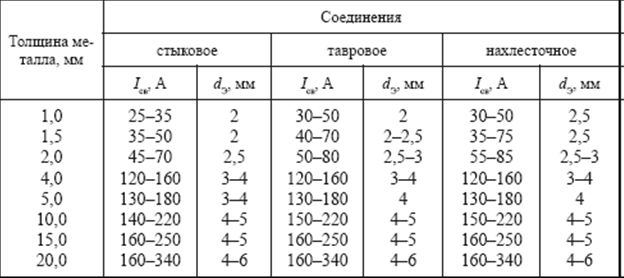 После сварки шлаковую корку удаляют.
После сварки шлаковую корку удаляют.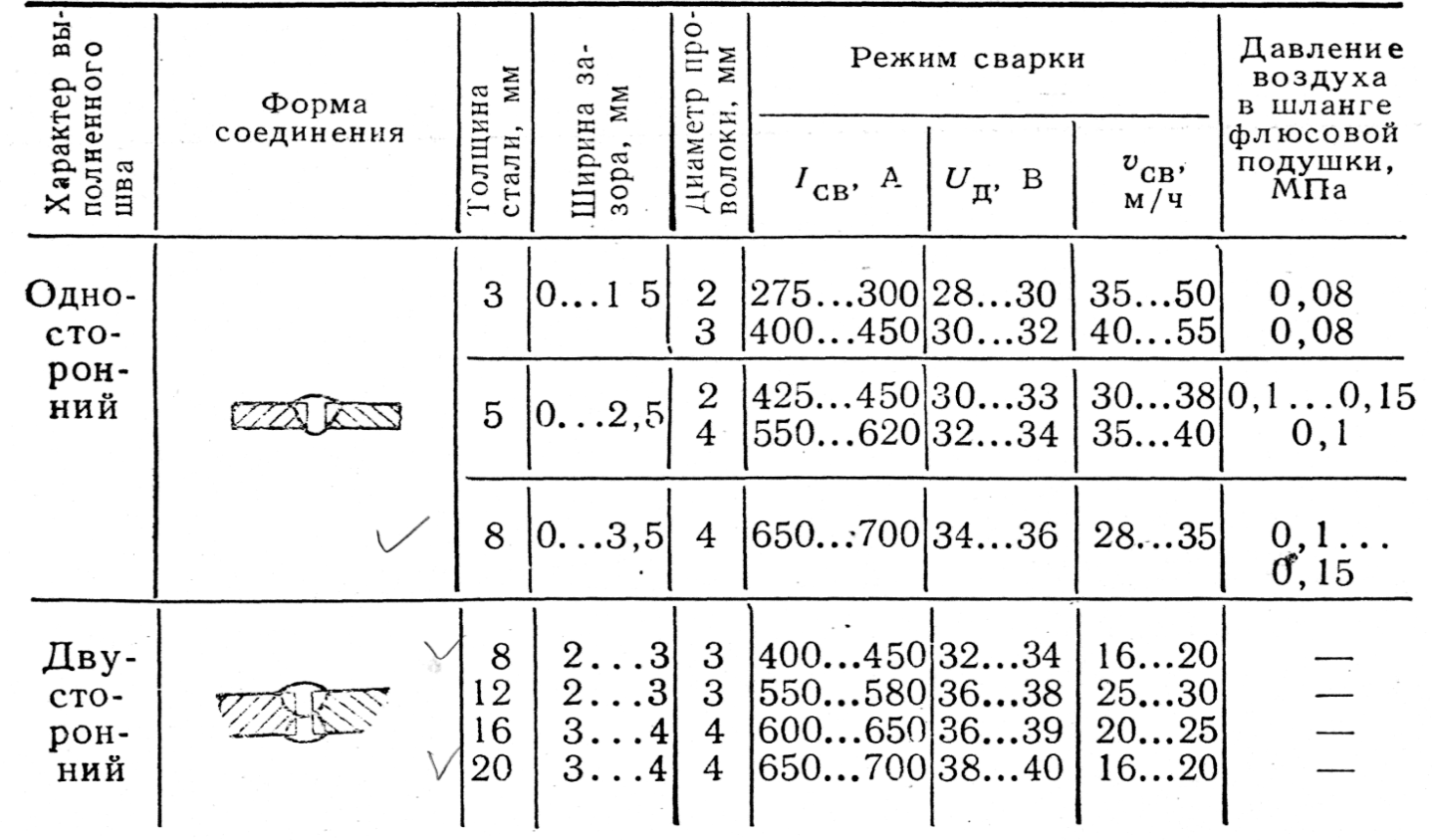
 При автоматической сварке слой флюса плотно облегает сварочную ванну с расплавленным металлом и плавящуюся электродную проволоку, препятствуя разбрызгиванию жидкого металла. Поэтому потери металла на угар и разбрызгивание при автоматической сварке составляют 1…3%, а при ручной сварке для значительно меньших токов 5…30%.
При автоматической сварке слой флюса плотно облегает сварочную ванну с расплавленным металлом и плавящуюся электродную проволоку, препятствуя разбрызгиванию жидкого металла. Поэтому потери металла на угар и разбрызгивание при автоматической сварке составляют 1…3%, а при ручной сварке для значительно меньших токов 5…30%.
 Шахида Бехешти, Иран
Шахида Бехешти, Иран
 Самая высокая масса
концентрации (MC) наблюдались для MC1 (0,35–0,5 мкм) и MC8 (более 6,5 мкм). За
Для снижения воздействия дыма сварщикам рекомендуется использовать самое низкое напряжение и
сила тока и максимальная скорость движения в той степени, в которой это не противоречит
качество сварных швов. Для оценки воздействия переносимых по воздуху частиц в промышленных
на рабочих местах и особенно при сварочных работах считается, что взятие исключительно массы
сосредоточенность на рассмотрении и невнимание к концентрации числа не
уметь отражать точную оценку неблагоприятного воздействия частиц на организм
органы.
Самая высокая масса
концентрации (MC) наблюдались для MC1 (0,35–0,5 мкм) и MC8 (более 6,5 мкм). За
Для снижения воздействия дыма сварщикам рекомендуется использовать самое низкое напряжение и
сила тока и максимальная скорость движения в той степени, в которой это не противоречит
качество сварных швов. Для оценки воздействия переносимых по воздуху частиц в промышленных
на рабочих местах и особенно при сварочных работах считается, что взятие исключительно массы
сосредоточенность на рассмотрении и невнимание к концентрации числа не
уметь отражать точную оценку неблагоприятного воздействия частиц на организм
органы.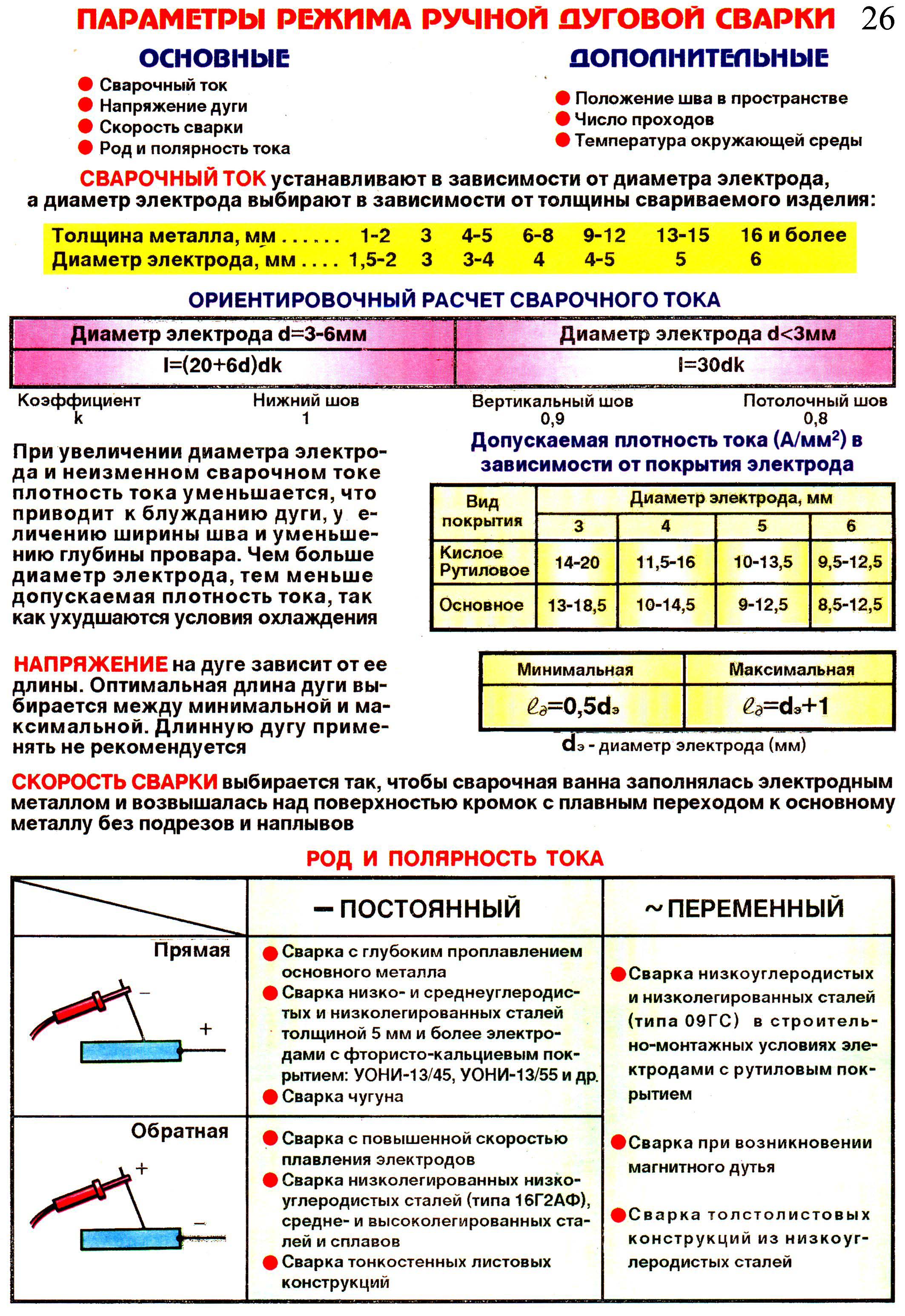 Сварку можно описать как процесс соединения двух деталей.
металл постоянно под воздействием тепла, давления или того и другого 5 ) . Электродуговая сварка является широко распространенной операцией в
строительство металлических конструкций, но пары, образующиеся при этой операции, могут быть
опасные и угрожающие здоровью сварщика 2 ) . Сварочные работы являются одним из основных источников мелкодисперсного и ультратонкодисперсного
частицы в рабочей среде по всему миру 6 ) .Хотя при сварке образуются различные вредные агенты, такие как
дымы, газы, тепло, шум и ультрафиолетовое излучение, от гигиены труда
В перспективе наиболее важными побочными продуктами этого процесса являются сварочные дымы 7 , 8 ) .
Дымы являются нежелательными продуктами большинства сварочных процессов и могут иметь несколько
неблагоприятное воздействие в зависимости от их химического состава 9 ) .
Сварку можно описать как процесс соединения двух деталей.
металл постоянно под воздействием тепла, давления или того и другого 5 ) . Электродуговая сварка является широко распространенной операцией в
строительство металлических конструкций, но пары, образующиеся при этой операции, могут быть
опасные и угрожающие здоровью сварщика 2 ) . Сварочные работы являются одним из основных источников мелкодисперсного и ультратонкодисперсного
частицы в рабочей среде по всему миру 6 ) .Хотя при сварке образуются различные вредные агенты, такие как
дымы, газы, тепло, шум и ультрафиолетовое излучение, от гигиены труда
В перспективе наиболее важными побочными продуктами этого процесса являются сварочные дымы 7 , 8 ) .
Дымы являются нежелательными продуктами большинства сварочных процессов и могут иметь несколько
неблагоприятное воздействие в зависимости от их химического состава 9 ) .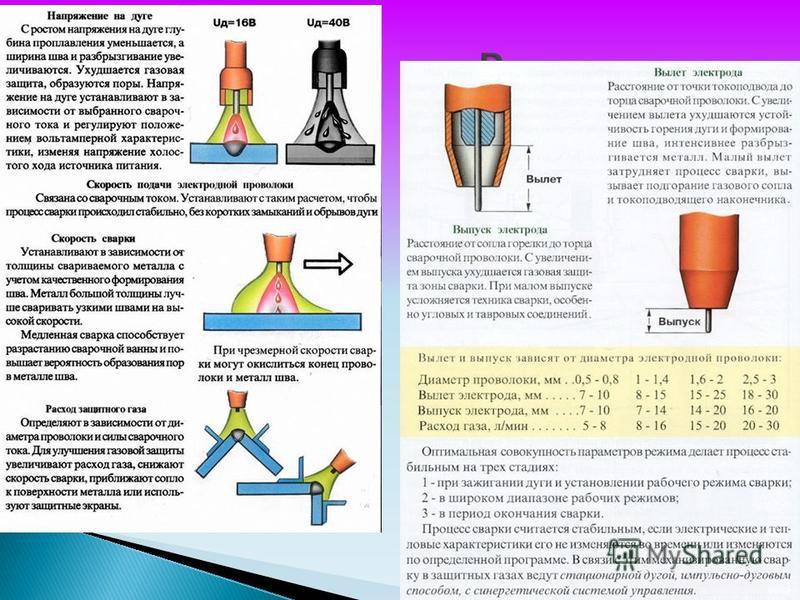 Стали, соединяемые сваркой, часто содержат некоторые элементы, которые,
при вдыхании или переваривании в чистом виде может иметь серьезные последствия для здоровья подвергшихся воздействию
человек.Например, все стали содержат марганец, а нержавеющая сталь содержит никель и
хром. Хотя низкие дозы марганца необходимы для здоровья, в более высоких дозах он
становится нейротоксином и может вызвать отравление марганцем. Известны также хром и никель.
как канцерогенные элементы 10 ) . Один из
Основной проблемой для здоровья, связанной со сварочными работами, является канцерогенное воздействие
образовавшиеся пары. Эпидемиологические исследования показали, что сварщики более восприимчивы к
респираторные заболевания, такие как острая лихорадка паров металлов, острый химический пневмонит, хронический
бронхит и, вероятно, рак легких, чем у населения в целомВ исследовании Екатерины и соавт. о влиянии
сварочного напряжения и скорости подачи электрода от концентрации сварочного дыма.
Стали, соединяемые сваркой, часто содержат некоторые элементы, которые,
при вдыхании или переваривании в чистом виде может иметь серьезные последствия для здоровья подвергшихся воздействию
человек.Например, все стали содержат марганец, а нержавеющая сталь содержит никель и
хром. Хотя низкие дозы марганца необходимы для здоровья, в более высоких дозах он
становится нейротоксином и может вызвать отравление марганцем. Известны также хром и никель.
как канцерогенные элементы 10 ) . Один из
Основной проблемой для здоровья, связанной со сварочными работами, является канцерогенное воздействие
образовавшиеся пары. Эпидемиологические исследования показали, что сварщики более восприимчивы к
респираторные заболевания, такие как острая лихорадка паров металлов, острый химический пневмонит, хронический
бронхит и, вероятно, рак легких, чем у населения в целомВ исследовании Екатерины и соавт. о влиянии
сварочного напряжения и скорости подачи электрода от концентрации сварочного дыма. это численная концентрация субмикронных частиц, концентрация железа и марганца,
а общая массовая концентрация частиц сварочного дыма зависит от уровня напряжения. Но для
постоянное напряжение, никакой связи между высокими концентрациями и электродом не наблюдалось.
скорость подачи 14 ) . Геррейро и др.
др. указывалось, что на количественную концентрацию частиц, выбрасываемых при МАГ
сварка и площадь поверхности частиц, отложившихся в альвеолах, тесно связаны с
расстояние от точки сварки, а также параметры сварки, включая силу тока и
подводимая теплота 15 ) .Степень дыма
генерируемого при сварке, зависит от типа сварки, типа сплава, приложенной силы тока,
защитный газ, теплоту реакции и испарения каждого компонента, а также химический состав
электрод 4 , 16 ) . Дальнейшие исследования в этом направлении могут помочь
предоставить больше знаний о воздействии на здоровье, характеристиках и свойствах
аэрозоли, выделяемые при этой операции.
это численная концентрация субмикронных частиц, концентрация железа и марганца,
а общая массовая концентрация частиц сварочного дыма зависит от уровня напряжения. Но для
постоянное напряжение, никакой связи между высокими концентрациями и электродом не наблюдалось.
скорость подачи 14 ) . Геррейро и др.
др. указывалось, что на количественную концентрацию частиц, выбрасываемых при МАГ
сварка и площадь поверхности частиц, отложившихся в альвеолах, тесно связаны с
расстояние от точки сварки, а также параметры сварки, включая силу тока и
подводимая теплота 15 ) .Степень дыма
генерируемого при сварке, зависит от типа сварки, типа сплава, приложенной силы тока,
защитный газ, теплоту реакции и испарения каждого компонента, а также химический состав
электрод 4 , 16 ) . Дальнейшие исследования в этом направлении могут помочь
предоставить больше знаний о воздействии на здоровье, характеристиках и свойствах
аэрозоли, выделяемые при этой операции. Настоящее исследование дополняет предыдущие исследования
исследование влияния основных параметров сварки, а именно силы тока, сварки
скорость и тепловложение (HI) сварочного дыма, выделяемого при дуговой сварке в среде защитного металла.
(СМАВ).
Настоящее исследование дополняет предыдущие исследования
исследование влияния основных параметров сварки, а именно силы тока, сварки
скорость и тепловложение (HI) сварочного дыма, выделяемого при дуговой сварке в среде защитного металла.
(СМАВ). Нагревать
вход представляет собой относительное измерение энергии, передаваемой на единицу длины сварного шва. Нагревать
ввод не может быть измерен напрямую. Однако его можно рассчитать по измеренным значениям
напряжение дуги, ток и скорость перемещения. Поступление тепла обычно рассчитывается как отношение
власть (т.т. е. напряжение × ток) к скорости источника тепла (т. е. дуги) как
следует 17 ) :
Нагревать
вход представляет собой относительное измерение энергии, передаваемой на единицу длины сварного шва. Нагревать
ввод не может быть измерен напрямую. Однако его можно рассчитать по измеренным значениям
напряжение дуги, ток и скорость перемещения. Поступление тепла обычно рассчитывается как отношение
власть (т.т. е. напряжение × ток) к скорости источника тепла (т. е. дуги) как
следует 17 ) : 106, Германия). Это устройство
работает путем измерения угловой дисперсии или рассеяния световых волн, излучаемых лазером.
диода, так как через них проходят частицы разного размера. Число частиц и масса
концентрации измерялись в 8 распределениях по размерам: 0.35–0,5, 0,5–0,75, 0,75–1,00,
1,0–2,0, 2,0–3,5, 3,5–5,0, 5,0–6,5 и выше 6,5 мкм 18 ) , которые в дальнейшем будут обозначаться цифрами 1, 2, 3, 4, 5, 6, 7 и
8 соответственно. Все замеры проводились в сварочном цеху размером 4×9×3 метра.
находится на кафедре материаловедения и металлургии Шарифского университета
Технологии. Сварку выполняли на пластинах толщиной 0,4 мм из нержавеющей стали 304
опытный специалист, использующий сварочный аппарат (AIR LIQUIDE SAFEX C2, Франция).
106, Германия). Это устройство
работает путем измерения угловой дисперсии или рассеяния световых волн, излучаемых лазером.
диода, так как через них проходят частицы разного размера. Число частиц и масса
концентрации измерялись в 8 распределениях по размерам: 0.35–0,5, 0,5–0,75, 0,75–1,00,
1,0–2,0, 2,0–3,5, 3,5–5,0, 5,0–6,5 и выше 6,5 мкм 18 ) , которые в дальнейшем будут обозначаться цифрами 1, 2, 3, 4, 5, 6, 7 и
8 соответственно. Все замеры проводились в сварочном цеху размером 4×9×3 метра.
находится на кафедре материаловедения и металлургии Шарифского университета
Технологии. Сварку выполняли на пластинах толщиной 0,4 мм из нержавеющей стали 304
опытный специалист, использующий сварочный аппарат (AIR LIQUIDE SAFEX C2, Франция). Учитывая ограниченный срок службы одной сварки
электрода, для повышения точности пробы образующихся дымов отбирали в трех 18-секундных эпизодах и
затем усреднялись. При этом в каждом тесте использовался Датчик (модель 1.153), подключенный к ГРИММ.
для измерения температуры воздуха и относительной влажности. Все сварные швы валика на пластине были выполнены в
Положение 1G методом сварки наотмашь без колебаний. Во избежание искажения
тарелке, каждое отдельное испытание проводили на одной тарелке размером 50 × 20 см.Последовательные испытания проводились с 2–5-минутными паузами 19 ) для рассеивания аэрозолей 15 ) . Для повышения точности перед каждым испытанием воздух в цеху
отбираются для получения фонового измерения. Для защиты измерений от влияния
потока воздуха, доступ в мастерскую и любое движение во время испытаний были запрещены. Сварщик
попросили оставить любые мешающие предметы или устройства, такие как сварочный колпак или голову и тело
вне линии между точкой сварки и датчиком пылеуловителя.
Учитывая ограниченный срок службы одной сварки
электрода, для повышения точности пробы образующихся дымов отбирали в трех 18-секундных эпизодах и
затем усреднялись. При этом в каждом тесте использовался Датчик (модель 1.153), подключенный к ГРИММ.
для измерения температуры воздуха и относительной влажности. Все сварные швы валика на пластине были выполнены в
Положение 1G методом сварки наотмашь без колебаний. Во избежание искажения
тарелке, каждое отдельное испытание проводили на одной тарелке размером 50 × 20 см.Последовательные испытания проводились с 2–5-минутными паузами 19 ) для рассеивания аэрозолей 15 ) . Для повышения точности перед каждым испытанием воздух в цеху
отбираются для получения фонового измерения. Для защиты измерений от влияния
потока воздуха, доступ в мастерскую и любое движение во время испытаний были запрещены. Сварщик
попросили оставить любые мешающие предметы или устройства, такие как сварочный колпак или голову и тело
вне линии между точкой сварки и датчиком пылеуловителя. После каждого теста работать
деталь была заменена, чтобы предотвратить любое влияние выделяемого тепла на выброс дыма в
следующий тест. Во время сварки кондиционер был выключен, а двери и окна закрыты.
закрытый 15 ) . По данным американского
Рекомендация конференции государственных специалистов по промышленной гигиене (ACGIH), высота a
эталонный работник 175 см 20 ) , и
Канадский центр гигиены труда и техники безопасности (CCOHS) предполагает, что для человека
высота сварочного стола должна быть 74–118 см ().Таким образом, в этом исследовании высота сварочного стола была отрегулирована в среднем на
эти два значения, а именно 96 см 21 ) . Среди
различные местные вентиляционные системы, рекомендуемые для удаления сварочного дыма, подвесные
вытяжка является наиболее широко используемым аппаратом 22 ) .
Поэтому, как показано на , измерения проводились в двух точках: i) на расстоянии 41 см от точки сварки,
что представляет собой зону дыхания сварщика 15 ) , и ii) на расстоянии 22.
После каждого теста работать
деталь была заменена, чтобы предотвратить любое влияние выделяемого тепла на выброс дыма в
следующий тест. Во время сварки кондиционер был выключен, а двери и окна закрыты.
закрытый 15 ) . По данным американского
Рекомендация конференции государственных специалистов по промышленной гигиене (ACGIH), высота a
эталонный работник 175 см 20 ) , и
Канадский центр гигиены труда и техники безопасности (CCOHS) предполагает, что для человека
высота сварочного стола должна быть 74–118 см ().Таким образом, в этом исследовании высота сварочного стола была отрегулирована в среднем на
эти два значения, а именно 96 см 21 ) . Среди
различные местные вентиляционные системы, рекомендуемые для удаления сварочного дыма, подвесные
вытяжка является наиболее широко используемым аппаратом 22 ) .
Поэтому, как показано на , измерения проводились в двух точках: i) на расстоянии 41 см от точки сварки,
что представляет собой зону дыхания сварщика 15 ) , и ii) на расстоянии 22. 86 см ≈ 23 см от точки сварки,
что является рекомендацией ACGIH по расстоянию от входного отверстия вытяжки 23 ) . Наконец, собранные данные были проанализированы SPSS 24 и
Графический планшет PRISM 7.03 и статистический анализ были выполнены с использованием знаковых рангов Уилкоксона,
двумерные корреляции и линейная регрессия.
86 см ≈ 23 см от точки сварки,
что является рекомендацией ACGIH по расстоянию от входного отверстия вытяжки 23 ) . Наконец, собранные данные были проанализированы SPSS 24 и
Графический планшет PRISM 7.03 и статистический анализ были выполнены с использованием знаковых рангов Уилкоксона,
двумерные корреляции и линейная регрессия.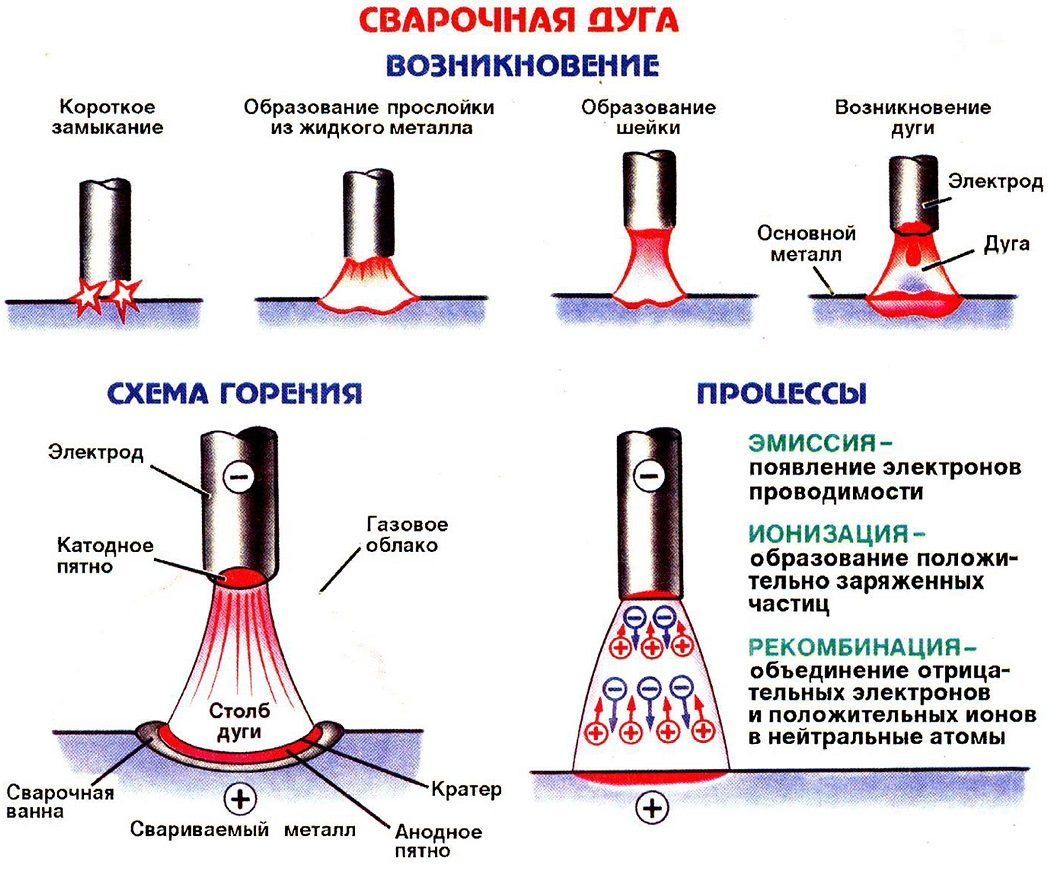 Температура воздуха при измерении числа и массы
концентрация на расстоянии 23 см составила 28.02 ± 0,37°С и 27,76 ± 0,32°С соответственно.
Было обнаружено, что данные имеют ненормальное распределение, поэтому был использован непараметрический критерий Уилкоксона.
для сравнения концентраций дыма в определенном распределении частиц по размерам. Как видно в
, средние числовые и массовые концентрации во всех распределениях по размерам, а также
общая концентрация на расстоянии 23 см была больше, чем на расстоянии
41 см ( p <0,05). Суммарная числовая концентрация сварочного дыма на
расстояния 23 и 41 см составили 3 827 707.83 и 2 733 845,45 кол/л соответственно. Это
Стоит отметить, что числовая концентрация имеет обратную зависимость от размера частиц.
Суммарная массовая концентрация сварочного дыма на расстояниях 23 и 41 см составила
6 598,32 и 3 803,82 мкг/м 3 соответственно. Наибольшие массовые концентрации были
наблюдается для MC1 (массовая концентрация (0,35–0,5 мкм) и MC8 (более 6,5 мкм).
Температура воздуха при измерении числа и массы
концентрация на расстоянии 23 см составила 28.02 ± 0,37°С и 27,76 ± 0,32°С соответственно.
Было обнаружено, что данные имеют ненормальное распределение, поэтому был использован непараметрический критерий Уилкоксона.
для сравнения концентраций дыма в определенном распределении частиц по размерам. Как видно в
, средние числовые и массовые концентрации во всех распределениях по размерам, а также
общая концентрация на расстоянии 23 см была больше, чем на расстоянии
41 см ( p <0,05). Суммарная числовая концентрация сварочного дыма на
расстояния 23 и 41 см составили 3 827 707.83 и 2 733 845,45 кол/л соответственно. Это
Стоит отметить, что числовая концентрация имеет обратную зависимость от размера частиц.
Суммарная массовая концентрация сварочного дыма на расстояниях 23 и 41 см составила
6 598,32 и 3 803,82 мкг/м 3 соответственно. Наибольшие массовые концентрации были
наблюдается для MC1 (массовая концентрация (0,35–0,5 мкм) и MC8 (более 6,5 мкм). Число и
массовые концентрации, полученные для других гранулометрических составов, представлены в .
Число и
массовые концентрации, полученные для других гранулометрических составов, представлены в .
 034
034 58 145,47
58 145,47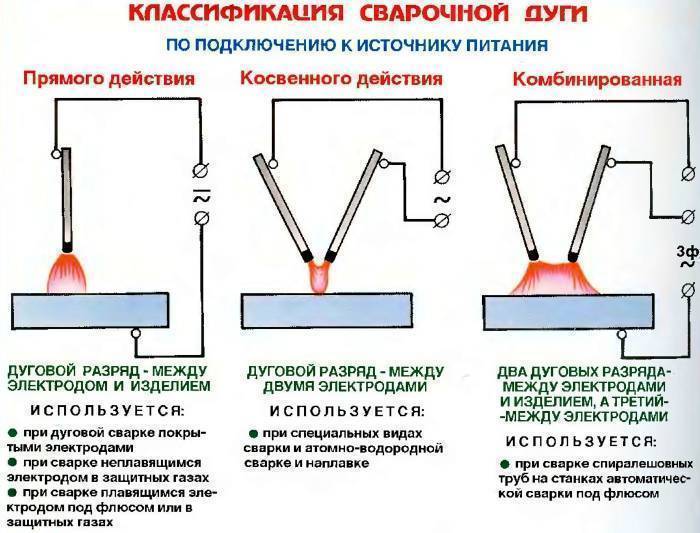
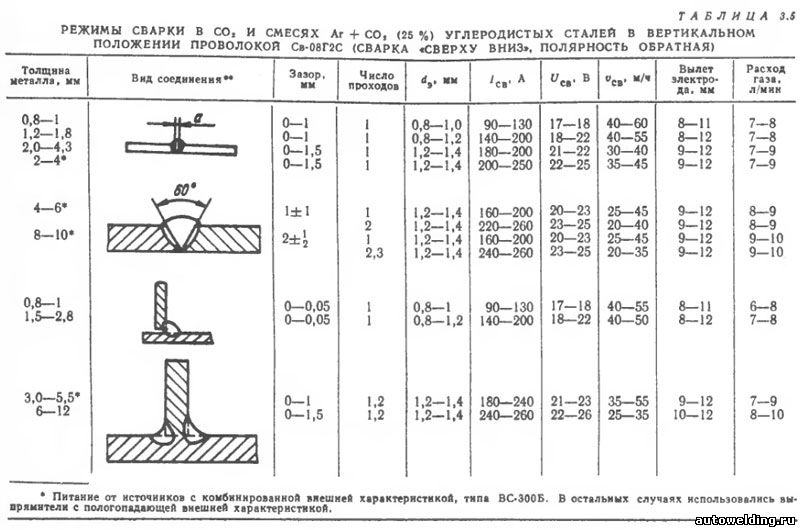 13
13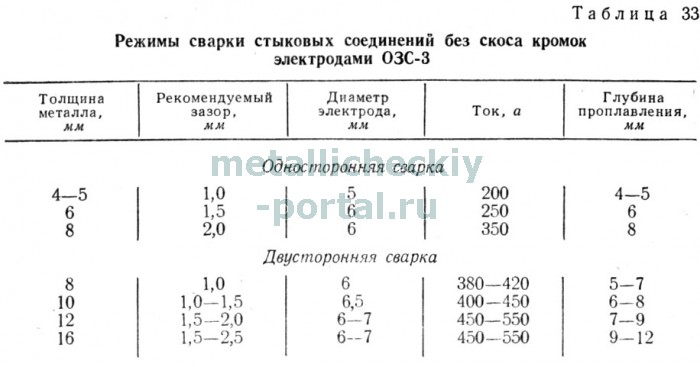 35
35 82
82 Самый высокий R-квадрат был получен для NC2 (числовая концентрация (0,5–0,75
мкм) и наименьшее для NC3 (0,75–1 мкм). Из-за значительной разницы между
числовая концентрация, полученная в различных распределениях размеров, и возникающая в результате трудность
в представлении четкого и дифференцируемого графического представления данных и регрессий,
числовые концентрации нанесены по шкале Log 2 .Аналогично, и показать связь между массовой концентрацией дымов ТДУ и HI в различных
распределения частиц по размерам и на расстоянии 23 и 41 см от точки сварки. в
В случае этой зависимости наибольший R-квадрат был получен для MC4 (1–2 мкм), а наименьший
для МС6 (3,5–5 мкм). Было обнаружено, что все взаимосвязи значимы для всех размеров частиц.
распределения ( р <0,05). Эти графики показывают, что на обоих расстояниях
23 см и 41 см количество и массовые концентрации дымов ТДУ увеличиваются с HI.
Самый высокий R-квадрат был получен для NC2 (числовая концентрация (0,5–0,75
мкм) и наименьшее для NC3 (0,75–1 мкм). Из-за значительной разницы между
числовая концентрация, полученная в различных распределениях размеров, и возникающая в результате трудность
в представлении четкого и дифференцируемого графического представления данных и регрессий,
числовые концентрации нанесены по шкале Log 2 .Аналогично, и показать связь между массовой концентрацией дымов ТДУ и HI в различных
распределения частиц по размерам и на расстоянии 23 и 41 см от точки сварки. в
В случае этой зависимости наибольший R-квадрат был получен для MC4 (1–2 мкм), а наименьший
для МС6 (3,5–5 мкм). Было обнаружено, что все взаимосвязи значимы для всех размеров частиц.
распределения ( р <0,05). Эти графики показывают, что на обоих расстояниях
23 см и 41 см количество и массовые концентрации дымов ТДУ увеличиваются с HI.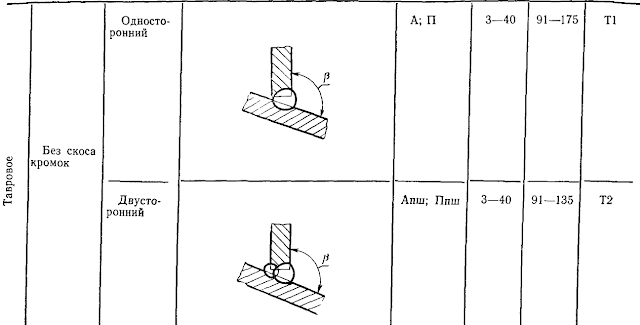 35-0.5
35-0.5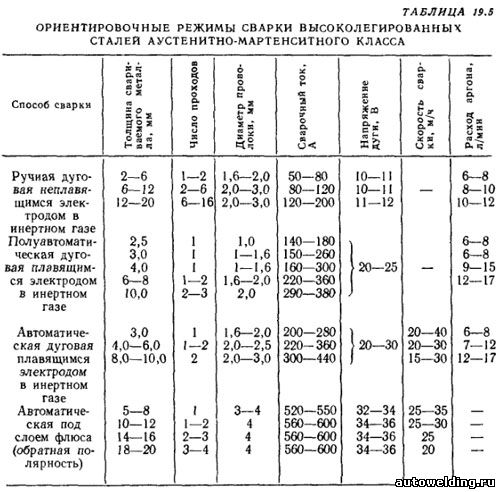 5-0.75
5-0.75 75-1
75-1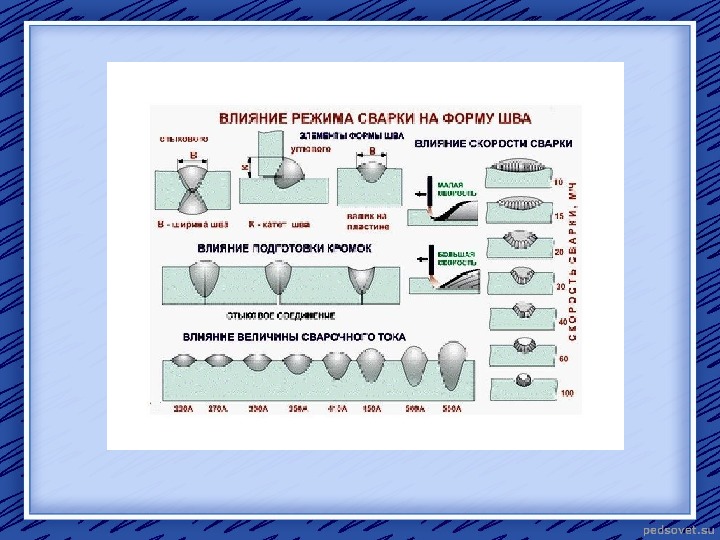 78
78 63
63.jpg) 72
72 76
76 5
5 76
76 74
74
 Национальный институт охраны труда и
Health (NIOSH) рассматривает сварочный дым как потенциально канцерогенную профессиональную опасность.
и рекомендует максимально снизить уровень воздействия сварочного дыма 24 ) .Недавно ACGIH снизил TLV
общая запыленность до 5 мг/м 3 ,25 ) . В
Германия, Федеральное министерство труда и социальных дел установило профессиональное воздействие
пределы для вдыхаемых и вдыхаемых вредных частиц до 10 мг/м 3 и
3 мг/м 3 , которые также относятся к сварочным дымам 26 ) .
Национальный институт охраны труда и
Health (NIOSH) рассматривает сварочный дым как потенциально канцерогенную профессиональную опасность.
и рекомендует максимально снизить уровень воздействия сварочного дыма 24 ) .Недавно ACGIH снизил TLV
общая запыленность до 5 мг/м 3 ,25 ) . В
Германия, Федеральное министерство труда и социальных дел установило профессиональное воздействие
пределы для вдыхаемых и вдыхаемых вредных частиц до 10 мг/м 3 и
3 мг/м 3 , которые также относятся к сварочным дымам 26 ) .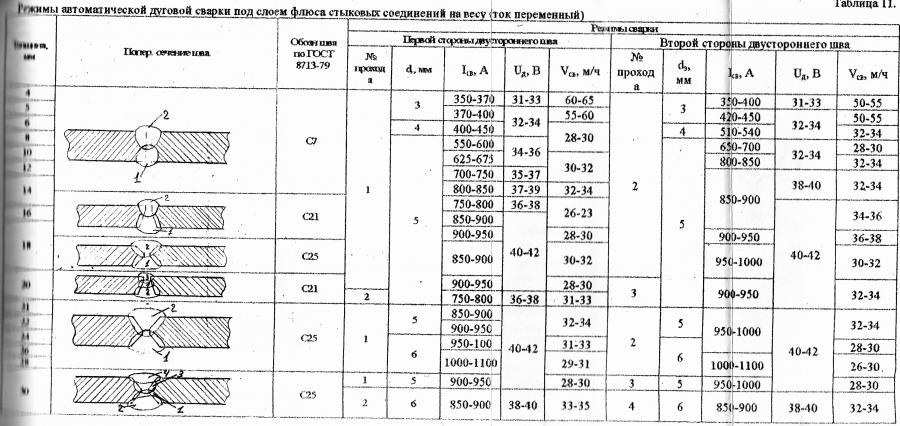 Следовательно, в
В настоящем исследовании помимо массовой концентрации измеряли числовую концентрацию. В
В настоящем исследовании среднечисленная концентрация дымов ТДУО на расстоянии 23 см и
41 см от точки сварки оказались равными 3.82 × 10 6 и 2,73 × 10 6 частиц на литр соответственно. Ли и др. указал, что общее количество
концентрация в цехе дуговой сварки составила 1,69×10 5 частиц на куб.
сантиметр 29 ) . Стивенсон и др.
др. также сообщается о количестве концентрации дыма от дуговой сварки углерода.
стали 2 × 10 5 частиц на кубический сантиметр 30 ) .
Следовательно, в
В настоящем исследовании помимо массовой концентрации измеряли числовую концентрацию. В
В настоящем исследовании среднечисленная концентрация дымов ТДУО на расстоянии 23 см и
41 см от точки сварки оказались равными 3.82 × 10 6 и 2,73 × 10 6 частиц на литр соответственно. Ли и др. указал, что общее количество
концентрация в цехе дуговой сварки составила 1,69×10 5 частиц на куб.
сантиметр 29 ) . Стивенсон и др.
др. также сообщается о количестве концентрации дыма от дуговой сварки углерода.
стали 2 × 10 5 частиц на кубический сантиметр 30 ) . Тем не менее, измерения
Ли и др. были изготовлены в небольшой сварочной мастерской с ограниченным пространством 29 ) , что может объяснить более высокую массу
концентрации, о которых сообщалось в этом исследовании. Наши данные показывают, что массовая концентрация SMAW
дым на расстоянии 23 см от точки сварки превышает пороговое предельное значение (ПДК)
рекомендовано ACGIH (5 мг/м 3 ).В настоящем исследовании использовался мониторинг пыли.
прибор ГРИММ модель 1.106, имеющий 8 каналов для измерения частиц размером от 0,35
мкм до более 6 мкм 18 ) . Таким образом
неспособность этого устройства измерять частицы размером менее 0,35 мкм может в некоторой степени объяснить
более низкие массовые и числовые концентрации, полученные в этом исследовании.
Тем не менее, измерения
Ли и др. были изготовлены в небольшой сварочной мастерской с ограниченным пространством 29 ) , что может объяснить более высокую массу
концентрации, о которых сообщалось в этом исследовании. Наши данные показывают, что массовая концентрация SMAW
дым на расстоянии 23 см от точки сварки превышает пороговое предельное значение (ПДК)
рекомендовано ACGIH (5 мг/м 3 ).В настоящем исследовании использовался мониторинг пыли.
прибор ГРИММ модель 1.106, имеющий 8 каналов для измерения частиц размером от 0,35
мкм до более 6 мкм 18 ) . Таким образом
неспособность этого устройства измерять частицы размером менее 0,35 мкм может в некоторой степени объяснить
более низкие массовые и числовые концентрации, полученные в этом исследовании.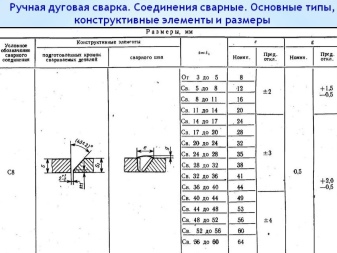 Как и ожидалось, во всех
гранулометрический состав, количество и массовые концентрации сварочного дыма на расстоянии
23 см оказались выше, чем их аналоги на расстоянии 41 см. В
контролируемое исследование Циммера и Бисваса показало, что числовая концентрация паров GMAW была
1,42 × 10 7 и 3,67 × 10 6 частиц на кубический сантиметр при
на высоте 4,8 см и 19,2 см над точкой сварки соответственно 31 ) . Геррейро и др. исследовал
концентрация частиц на площади поверхности, выделяемых при сварке МАГ, при пяти различных
расстояния от точки сварки, и обнаружили, что концентрация площади поверхности явно зависит
на расстоянии от места сварки 15 ) .
По словам Ли, эта разница может быть связана с чрезвычайно высокими температурами вблизи
дуговой сварки, чтобы удерживать сварочный дым в газовой фазе, но по мере рассеивания частиц они начинают
теряют температуру, зарождаются и подвергаются коагуляции и конденсации, что приводит к снижению
количество частиц на большем расстоянии от сварочной плазмы 29 ) .
Как и ожидалось, во всех
гранулометрический состав, количество и массовые концентрации сварочного дыма на расстоянии
23 см оказались выше, чем их аналоги на расстоянии 41 см. В
контролируемое исследование Циммера и Бисваса показало, что числовая концентрация паров GMAW была
1,42 × 10 7 и 3,67 × 10 6 частиц на кубический сантиметр при
на высоте 4,8 см и 19,2 см над точкой сварки соответственно 31 ) . Геррейро и др. исследовал
концентрация частиц на площади поверхности, выделяемых при сварке МАГ, при пяти различных
расстояния от точки сварки, и обнаружили, что концентрация площади поверхности явно зависит
на расстоянии от места сварки 15 ) .
По словам Ли, эта разница может быть связана с чрезвычайно высокими температурами вблизи
дуговой сварки, чтобы удерживать сварочный дым в газовой фазе, но по мере рассеивания частиц они начинают
теряют температуру, зарождаются и подвергаются коагуляции и конденсации, что приводит к снижению
количество частиц на большем расстоянии от сварочной плазмы 29 ) . Однако настоящее исследование не выявило значительных
разница между температурой воздуха и относительной влажностью на расстоянии 23 см и 41 см
от точки сварки, предполагая, что причина зависящего от расстояния уменьшения частиц
числовая и массовая концентрации – это разбавление выделяемых дымов по мере их рассеивания в
номер. Альтернативным объяснением может быть то, что обе точки измерения достаточно
вдали от сварочной плазмы, чтобы компенсировать эффект уже произошедшей коагуляции и
конденсация на концентрации частиц.
Однако настоящее исследование не выявило значительных
разница между температурой воздуха и относительной влажностью на расстоянии 23 см и 41 см
от точки сварки, предполагая, что причина зависящего от расстояния уменьшения частиц
числовая и массовая концентрации – это разбавление выделяемых дымов по мере их рассеивания в
номер. Альтернативным объяснением может быть то, что обе точки измерения достаточно
вдали от сварочной плазмы, чтобы компенсировать эффект уже произошедшей коагуляции и
конденсация на концентрации частиц. Принимая во внимание формулу тепловложения,
ожидалось, что увеличение HI приведет к увеличению числа частиц и массовых концентраций. Этот
ожидания оправдались результатами, показывающими, что усиление HI увеличивает количество и
массовая концентрация дыма ТДС в точках замера. В кабинете Геррейро и др. 15 ) , тепловвод
сварки МАГ в режиме струйного переноса и шарового переноса составляли 0,62–0,66 кДж/мм и
0,48 кДж/мм соответственно. Их исследование также показало, что количество и площадь поверхности
концентрации выбросов от сварки MAG (на углеродистой стали) сильно зависят от расстояния
от точки сварки, подводимой теплоты и силы тока 15 ) .Исследование Gomes et al. 2 ) также поддерживает влияние тепловложения на количество частиц и
концентрации на площади поверхности и показывает, что концентрации дыма увеличиваются с увеличением
ПРИВЕТ.
Принимая во внимание формулу тепловложения,
ожидалось, что увеличение HI приведет к увеличению числа частиц и массовых концентраций. Этот
ожидания оправдались результатами, показывающими, что усиление HI увеличивает количество и
массовая концентрация дыма ТДС в точках замера. В кабинете Геррейро и др. 15 ) , тепловвод
сварки МАГ в режиме струйного переноса и шарового переноса составляли 0,62–0,66 кДж/мм и
0,48 кДж/мм соответственно. Их исследование также показало, что количество и площадь поверхности
концентрации выбросов от сварки MAG (на углеродистой стали) сильно зависят от расстояния
от точки сварки, подводимой теплоты и силы тока 15 ) .Исследование Gomes et al. 2 ) также поддерживает влияние тепловложения на количество частиц и
концентрации на площади поверхности и показывает, что концентрации дыма увеличиваются с увеличением
ПРИВЕТ. Также были определены количество и массовая концентрация дымов ТДУ.
Обнаружена обратно пропорциональная скорость сварки (перемещения) и прямо пропорциональная
сила тока.В установленное рабочее время и при 8-часовой сменной работе с использованием повышенных
сила тока и меньшая скорость движения повысят концентрацию дыма на единицу
время. Поэтому сварщикам рекомендуется использовать наименьшее напряжение и силу тока, а
максимальная скорость перемещения при условии, что качество сварных швов не ухудшается.
Оценка числовой концентрации выбрасываемых дымов при разном распределении по размерам
показали, что в отличие от массовой концентрации, числовая концентрация уменьшается с увеличением
по размеру частиц, и поскольку более мелкие частицы имеют большую площадь поверхности и лучшую способность
для проникновения в дыхательную систему предлагается больше ориентироваться на числовую концентрацию
а не массовой концентрации, особенно при работе с более мелкими частицами.Также,
исследование возможного воздействия на здоровье паров разного размера кажется
достойны дальнейшего внимания.
Также были определены количество и массовая концентрация дымов ТДУ.
Обнаружена обратно пропорциональная скорость сварки (перемещения) и прямо пропорциональная
сила тока.В установленное рабочее время и при 8-часовой сменной работе с использованием повышенных
сила тока и меньшая скорость движения повысят концентрацию дыма на единицу
время. Поэтому сварщикам рекомендуется использовать наименьшее напряжение и силу тока, а
максимальная скорость перемещения при условии, что качество сварных швов не ухудшается.
Оценка числовой концентрации выбрасываемых дымов при разном распределении по размерам
показали, что в отличие от массовой концентрации, числовая концентрация уменьшается с увеличением
по размеру частиц, и поскольку более мелкие частицы имеют большую площадь поверхности и лучшую способность
для проникновения в дыхательную систему предлагается больше ориентироваться на числовую концентрацию
а не массовой концентрации, особенно при работе с более мелкими частицами.Также,
исследование возможного воздействия на здоровье паров разного размера кажется
достойны дальнейшего внимания.
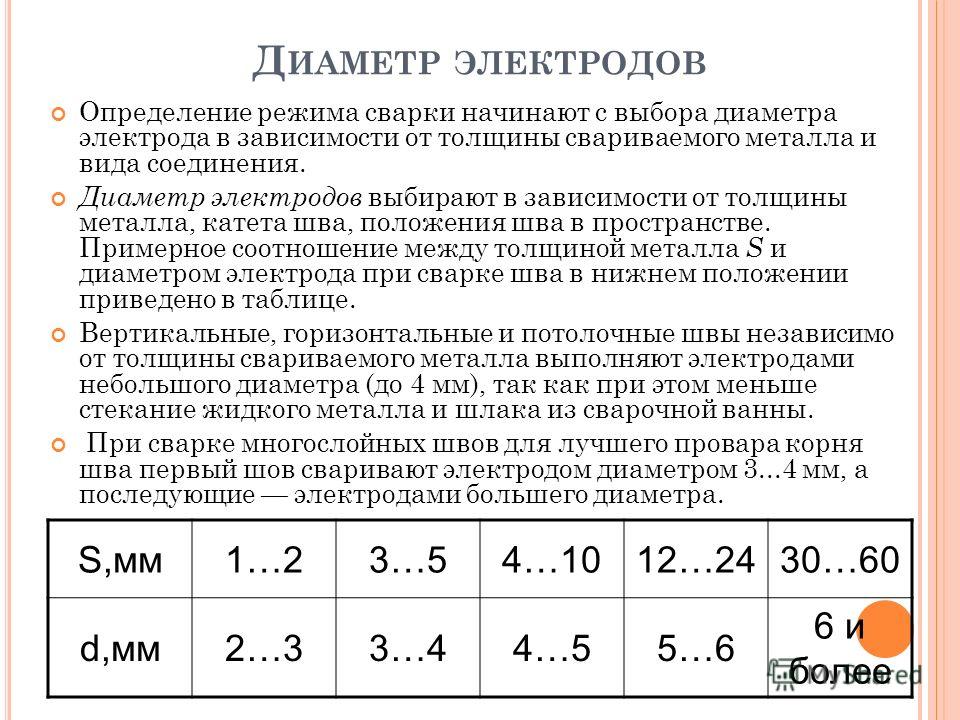 J Toxicol Environment Health
А 67, 209–19. [PubMed] [Google Scholar]4. Антонини Дж.М., Тейлор М.Д., Циммер А.Т., Робертс Дж.Р. (2004) Легочные реакции на сварочный дым:
Роль металлических компонентов. J Toxicol Environment Health
А 67, 233–49. [PubMed] [Google Scholar]5. Дональдсон К., Браун Д., Клоутер А., Даффин Р., Макни В., Ренвик Л., Тран Л., Стоун В. (2002) Легочная токсикология ультрадисперсных
частицы. Дж Аэрозоль Мед 15,
213–20. [PubMed] [Google Scholar]6. Дженкинс Н.Т. Химия переносимых по воздуху частиц металлургической обработки.Массачусетский технологический институт, 2003 г. [Google Scholar]7. Хобсон А., Сейшас Н., Стерлинг Д., Расетт Б.А. (2011) Оценка массы твердых частиц и
уровни воздействия марганца на сварщиков. Энн Оккуп
Хиг 55, 113–25. [Бесплатная статья PMC] [PubMed] [Google Scholar]8. Юн К.С., Пайк Н.В., Ким Дж.Х. (2003) Дымообразование и содержание всего
хром и шестивалентный хром при дуговой сварке порошковой проволокой. Аня
Оккупируйте Hyg 47, 671–80.
[PubMed] [Google Scholar]9.
J Toxicol Environment Health
А 67, 209–19. [PubMed] [Google Scholar]4. Антонини Дж.М., Тейлор М.Д., Циммер А.Т., Робертс Дж.Р. (2004) Легочные реакции на сварочный дым:
Роль металлических компонентов. J Toxicol Environment Health
А 67, 233–49. [PubMed] [Google Scholar]5. Дональдсон К., Браун Д., Клоутер А., Даффин Р., Макни В., Ренвик Л., Тран Л., Стоун В. (2002) Легочная токсикология ультрадисперсных
частицы. Дж Аэрозоль Мед 15,
213–20. [PubMed] [Google Scholar]6. Дженкинс Н.Т. Химия переносимых по воздуху частиц металлургической обработки.Массачусетский технологический институт, 2003 г. [Google Scholar]7. Хобсон А., Сейшас Н., Стерлинг Д., Расетт Б.А. (2011) Оценка массы твердых частиц и
уровни воздействия марганца на сварщиков. Энн Оккуп
Хиг 55, 113–25. [Бесплатная статья PMC] [PubMed] [Google Scholar]8. Юн К.С., Пайк Н.В., Ким Дж.Х. (2003) Дымообразование и содержание всего
хром и шестивалентный хром при дуговой сварке порошковой проволокой. Аня
Оккупируйте Hyg 47, 671–80.
[PubMed] [Google Scholar]9. МАИР (1990)
Международное агентство по изучению рака.МАИР
Резюме Eval 49, 49. [Google Scholar] 10. Дженкинс Н., Игар Т. (2005) Химический анализ сварочного дыма.
частицы. СВАРОЧНЫЙ ЖУРНАЛ-НЬЮ-ЙОРК 84,
87. [Google Академия]11. Беккер Н. (1999) Смертность от рака среди дуговых сварщиков.
подвергается воздействию паров, содержащих хром и никель. Результаты третьего наблюдения:
1989-1995 гг. J оккупировать Environ Med 41,
294–303. [PubMed] [Google Scholar] 12. Сферлацца С.Дж., Беккет В.С. (1991) Здоровье органов дыхания
сварщики. Am Rev Respir Dis 143,
1134–48. [PubMed] [Google Scholar] 13.Шегрен Б., Хансен К.С., Кьюус Х., Перссон П.Г. (1994) Воздействие сварки нержавеющей стали
дым и рак легких: метаанализ. Оккупация Окружающая среда
Мед 51, 335–36. [Бесплатная статья PMC] [PubMed] [Google Scholar]14. Ховде СА, Рейнор ПК. (2007) Влияние напряжения и скорости подачи проволоки
по характеристикам сварочного дыма. J Оккупация окружающей среды
Хиг 4, 903–912. [PubMed] [Google Scholar] 15. Геррейро С.
МАИР (1990)
Международное агентство по изучению рака.МАИР
Резюме Eval 49, 49. [Google Scholar] 10. Дженкинс Н., Игар Т. (2005) Химический анализ сварочного дыма.
частицы. СВАРОЧНЫЙ ЖУРНАЛ-НЬЮ-ЙОРК 84,
87. [Google Академия]11. Беккер Н. (1999) Смертность от рака среди дуговых сварщиков.
подвергается воздействию паров, содержащих хром и никель. Результаты третьего наблюдения:
1989-1995 гг. J оккупировать Environ Med 41,
294–303. [PubMed] [Google Scholar] 12. Сферлацца С.Дж., Беккет В.С. (1991) Здоровье органов дыхания
сварщики. Am Rev Respir Dis 143,
1134–48. [PubMed] [Google Scholar] 13.Шегрен Б., Хансен К.С., Кьюус Х., Перссон П.Г. (1994) Воздействие сварки нержавеющей стали
дым и рак легких: метаанализ. Оккупация Окружающая среда
Мед 51, 335–36. [Бесплатная статья PMC] [PubMed] [Google Scholar]14. Ховде СА, Рейнор ПК. (2007) Влияние напряжения и скорости подачи проволоки
по характеристикам сварочного дыма. J Оккупация окружающей среды
Хиг 4, 903–912. [PubMed] [Google Scholar] 15. Геррейро С.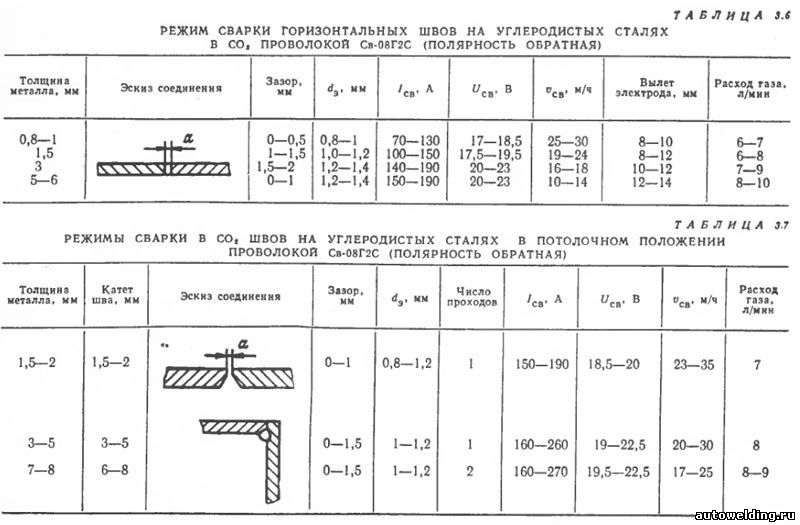 , Гомес Дж. Ф., Карвалью П., Сантос Т. Дж., Миранда Р. М., Альбукерке П. (2014) Характеристика частиц в воздухе
генерируется в процессе сварки металла с активным газом.вдох
Токсикол 26, 345–52.
[PubMed] [Google Scholar] 16. Yoon CS, Paik NW, Kim JH, Chae HB. (2009) Общее и растворимое содержание металлов в
дым от дуговой сварки с флюсовой сердцевиной. наука об аэрозолях
Технол 43, 511–21.
[Google Академия] 17. Фундерберк РС. (1999) Взгляд на ввод.
Сварочные инновации. 16(1). [Google Scholar]
, Гомес Дж. Ф., Карвалью П., Сантос Т. Дж., Миранда Р. М., Альбукерке П. (2014) Характеристика частиц в воздухе
генерируется в процессе сварки металла с активным газом.вдох
Токсикол 26, 345–52.
[PubMed] [Google Scholar] 16. Yoon CS, Paik NW, Kim JH, Chae HB. (2009) Общее и растворимое содержание металлов в
дым от дуговой сварки с флюсовой сердцевиной. наука об аэрозолях
Технол 43, 511–21.
[Google Академия] 17. Фундерберк РС. (1999) Взгляд на ввод.
Сварочные инновации. 16(1). [Google Scholar]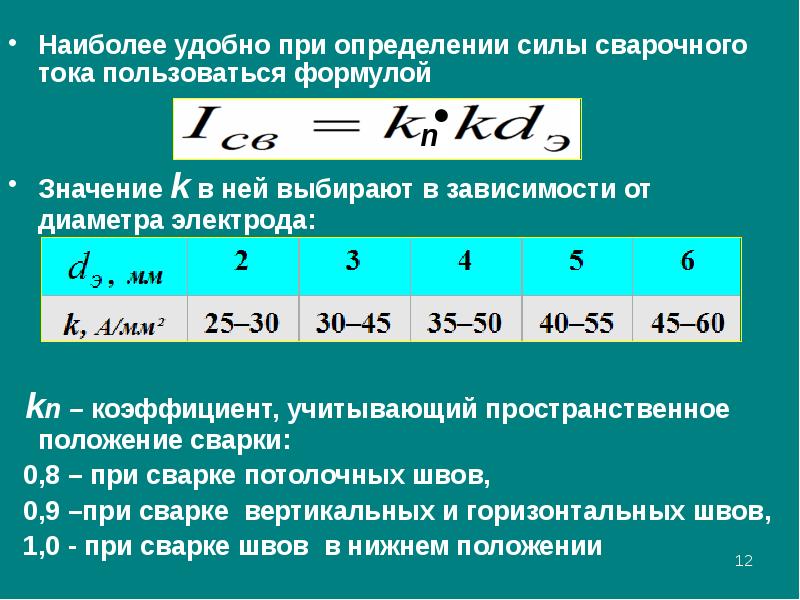 Канадский центр занятости
Здоровье и безопасность (CCOHS) (1998) Руководство по охране труда и технике безопасности сварщиков. Гамильтон, Онтарио.
128. [Google Академия]22. Burgess WA, Ellenbecker MJ, Treitman RD. Вентиляция для контроля рабочей среды, John Wiley &
Сыновья. [Google Scholar]
Канадский центр занятости
Здоровье и безопасность (CCOHS) (1998) Руководство по охране труда и технике безопасности сварщиков. Гамильтон, Онтарио.
128. [Google Академия]22. Burgess WA, Ellenbecker MJ, Treitman RD. Вентиляция для контроля рабочей среды, John Wiley &
Сыновья. [Google Scholar]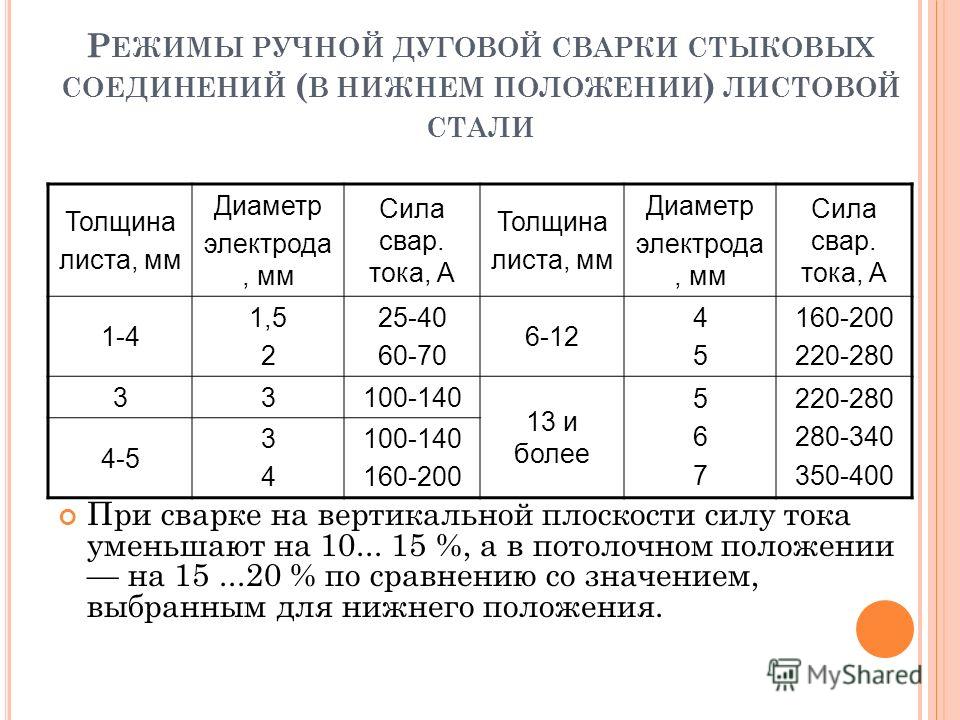 Саджедифар Дж., Кокаби А.Х., Азам К., Фарханг Дехган С., Карими А., Голбабаи Ф. (2016) Сравнительная оценка навыков сварщиков.
воздействие сварочного дыма в зависимости от массовой и числовой концентрации.
J Безопасная для здоровья работа 6,
17–26. [Google Академия] 28. Oberdörster G. (2001) Легочные эффекты вдыхания ультрадисперсного
частицы. Int Arch оккупировать окружающую среду
Здоровье 74, 1–8. [PubMed] [Google Scholar] 29. Ли М.Х., Макклеллан В.Дж., Кандела Дж., Эндрюс Д., Бисвас П.(2006) Уменьшение воздействия сварочных аэрозолей на наночастицы
путем модификации системы вентиляции на рабочем месте. Нанотехнологии и профессиональные
Здоровье 127–36. [Google Академия] 30. Стивенсон Д., Сешадри Г., Верант Дж. М. (2003) Воздействие субмикрона на рабочем месте
массовые и количественные концентрации частиц от ручной дуговой сварки углерода
стали. AIHA J (Фэрфакс, Вирджиния) 64,
516–21. [PubMed] [Google Scholar] 31. Циммер А.Т., Бисвас П. (2001) Характеристика аэрозолей
в результате процессов дуговой сварки.
Саджедифар Дж., Кокаби А.Х., Азам К., Фарханг Дехган С., Карими А., Голбабаи Ф. (2016) Сравнительная оценка навыков сварщиков.
воздействие сварочного дыма в зависимости от массовой и числовой концентрации.
J Безопасная для здоровья работа 6,
17–26. [Google Академия] 28. Oberdörster G. (2001) Легочные эффекты вдыхания ультрадисперсного
частицы. Int Arch оккупировать окружающую среду
Здоровье 74, 1–8. [PubMed] [Google Scholar] 29. Ли М.Х., Макклеллан В.Дж., Кандела Дж., Эндрюс Д., Бисвас П.(2006) Уменьшение воздействия сварочных аэрозолей на наночастицы
путем модификации системы вентиляции на рабочем месте. Нанотехнологии и профессиональные
Здоровье 127–36. [Google Академия] 30. Стивенсон Д., Сешадри Г., Верант Дж. М. (2003) Воздействие субмикрона на рабочем месте
массовые и количественные концентрации частиц от ручной дуговой сварки углерода
стали. AIHA J (Фэрфакс, Вирджиния) 64,
516–21. [PubMed] [Google Scholar] 31. Циммер А.Т., Бисвас П. (2001) Характеристика аэрозолей
в результате процессов дуговой сварки.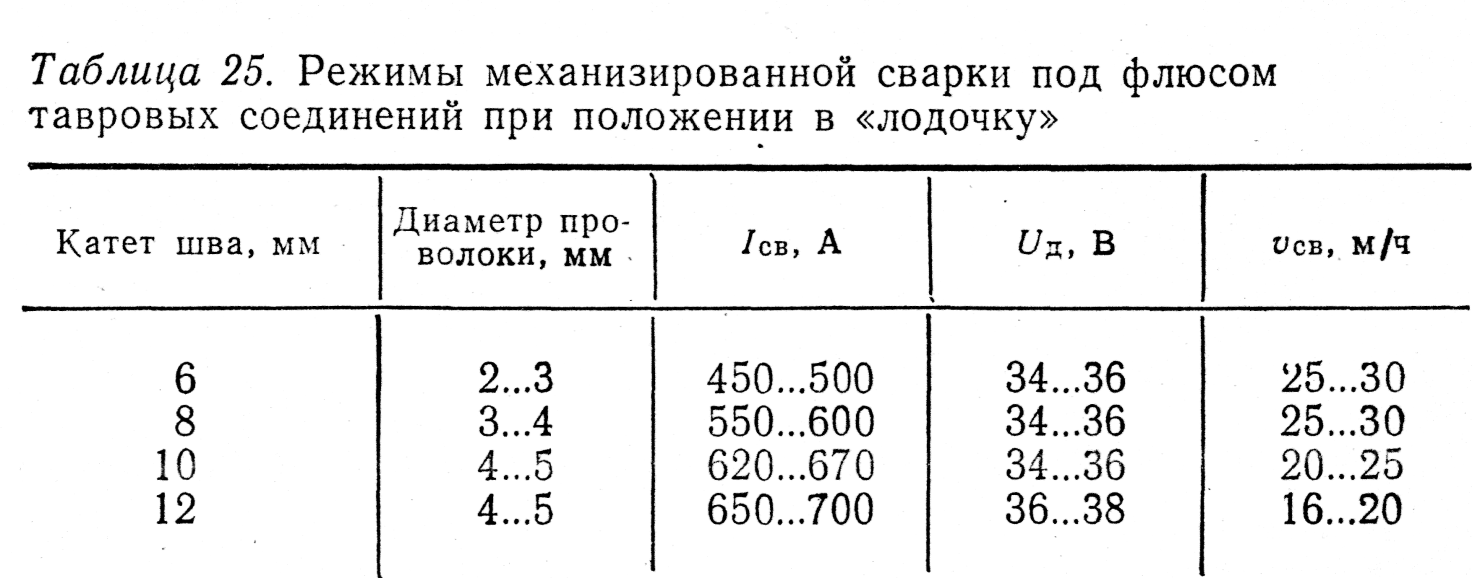 Дж Аэрозоль
Наука 32, 993–1008.
[Google Scholar]
Дж Аэрозоль
Наука 32, 993–1008.
[Google Scholar] д. [1]. В настоящее время дуговая сварка металлическим газом является наиболее распространенным методом изготовления металлоконструкций.Существует множество требований к процессу дуговой сварки металлическим электродом в среде защитного газа (процесс 135 в соответствии с EN ISO 4063) в целом, такие как стабильность дуги, низкое образование дыма [2], глубокое проплавление, низкое тепловложение, поверхность без брызг, высокая скорость сварки и скорость наплавки металла и, по возможности, меньше постпроизводственных операций (зачистка, шлифовка и т. д.). Одного высокого качества ранта недостаточно, производство должно быть более производительным и более дешевым. Во-первых, полезно взглянуть на рис. 1 полезного рабочего диапазона процесса сварки 135.Существует несколько основных видов переноса металла [4], в зависимости от сварочного агрегата, типа электрода, защитного газа, электрических параметров и многих других технологических переменных. Дуга короткого замыкания работает при малых длинах дуги (низкий ток и напряжение).
д. [1]. В настоящее время дуговая сварка металлическим газом является наиболее распространенным методом изготовления металлоконструкций.Существует множество требований к процессу дуговой сварки металлическим электродом в среде защитного газа (процесс 135 в соответствии с EN ISO 4063) в целом, такие как стабильность дуги, низкое образование дыма [2], глубокое проплавление, низкое тепловложение, поверхность без брызг, высокая скорость сварки и скорость наплавки металла и, по возможности, меньше постпроизводственных операций (зачистка, шлифовка и т. д.). Одного высокого качества ранта недостаточно, производство должно быть более производительным и более дешевым. Во-первых, полезно взглянуть на рис. 1 полезного рабочего диапазона процесса сварки 135.Существует несколько основных видов переноса металла [4], в зависимости от сварочного агрегата, типа электрода, защитного газа, электрических параметров и многих других технологических переменных. Дуга короткого замыкания работает при малых длинах дуги (низкий ток и напряжение). Металл переносится с проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании [5]. Этот метод практически используется для создания корневого прохода, соединения тонких материалов или толстых материалов в неустановленном положении. Преимуществом является низкое тепловложение, однако скорость плавления, проникновение и производительность также низкие.При увеличении мощности дуги перенос металла становится шаровидным, переходная дуга разворачивается вверх. Глобулярный перенос означает, что присадочный материал переносится через дугу большими каплями, обычно превышающими диаметр электрода. В этом режиме образуется наибольшее количество брызг, и он используется для сварки в плоском и горизонтальном положениях. При большей мощности дуги короткие замыкания исчезают, и происходит напыление металла. Требованием к распылительному переносу является то, что защитный газ должен содержать не менее 70-80% инертного компонента (напр.аргон). Капля распыления обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока.
Металл переносится с проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании [5]. Этот метод практически используется для создания корневого прохода, соединения тонких материалов или толстых материалов в неустановленном положении. Преимуществом является низкое тепловложение, однако скорость плавления, проникновение и производительность также низкие.При увеличении мощности дуги перенос металла становится шаровидным, переходная дуга разворачивается вверх. Глобулярный перенос означает, что присадочный материал переносится через дугу большими каплями, обычно превышающими диаметр электрода. В этом режиме образуется наибольшее количество брызг, и он используется для сварки в плоском и горизонтальном положениях. При большей мощности дуги короткие замыкания исчезают, и происходит напыление металла. Требованием к распылительному переносу является то, что защитный газ должен содержать не менее 70-80% инертного компонента (напр.аргон). Капля распыления обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока.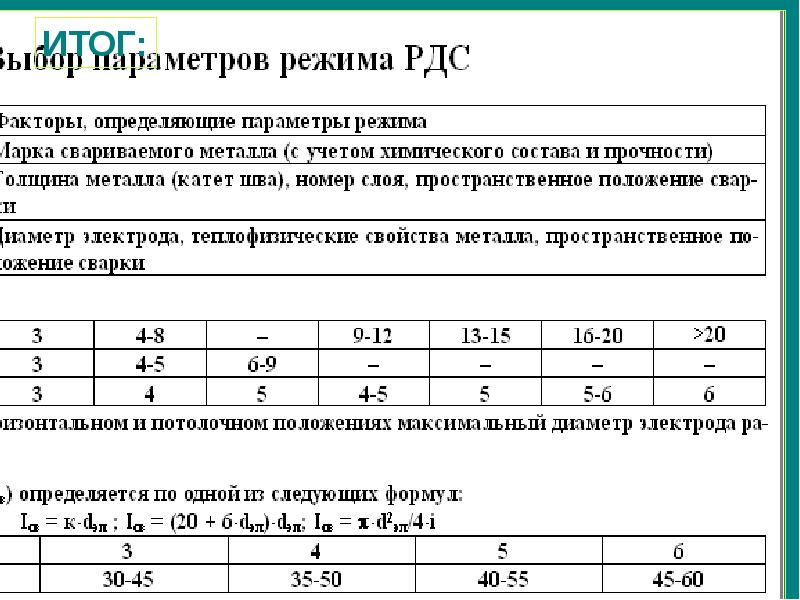 В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень небольшое количество брызг и чаще всего используется на толстых листах в горизонтальном положении. Он вызывает большое тепловложение, глубокое проникновение, тем не менее, скорость плавления выше любого другого метода. В основе импульсного метода лежит специальная форма волны, создаваемая источником питания, как показано на рис.2. С момента введения этого процесса в 1962 г. он широко использовался как при ручной, так и при роботизированной сварке [6]. В этом процессе сварочный ток периодически пульсирует с фиксированной скоростью подачи проволоки. Существует фоновый ток, поддерживающий стабильность дуги, и пиковый ток, расплавляющий каплю. В идеале один импульс вызывает одну каплю, если нет – например, один импульс создает несколько капель – большое количество брызг свидетельствует о нарушении переноса металла. При хороших настройках этот метод обеспечивает сварку практически без разбрызгивания с низким тепловложением и меньшим образованием дыма [8].
В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень небольшое количество брызг и чаще всего используется на толстых листах в горизонтальном положении. Он вызывает большое тепловложение, глубокое проникновение, тем не менее, скорость плавления выше любого другого метода. В основе импульсного метода лежит специальная форма волны, создаваемая источником питания, как показано на рис.2. С момента введения этого процесса в 1962 г. он широко использовался как при ручной, так и при роботизированной сварке [6]. В этом процессе сварочный ток периодически пульсирует с фиксированной скоростью подачи проволоки. Существует фоновый ток, поддерживающий стабильность дуги, и пиковый ток, расплавляющий каплю. В идеале один импульс вызывает одну каплю, если нет – например, один импульс создает несколько капель – большое количество брызг свидетельствует о нарушении переноса металла. При хороших настройках этот метод обеспечивает сварку практически без разбрызгивания с низким тепловложением и меньшим образованием дыма [8]. Кроме того, он может работать практически во всех диапазонах мощностей, перечисленных на рис. 1, особенно в интервале переходной дуги. Этот режим переноса металла устраняет недостатки шаровидного режима при одновременном достижении преимуществ распылительного переноса [9]. Борьба с послесварочной деформацией [10] проблематична во всем диапазоне мощностей. Брызги также нежелательны, потому что шлифовка и очистка требуют много времени и средств, особенно в тесных углах или на предварительно изготовленных поверхностях. Целью исследования явилось исследование возможности применения импульсной газовой дуговой сварки металлическим электродом в металлоконструкциях.Мы сравнили его с обычными режимами передачи в нескольких аспектах. Деформация после сварки является одной из самых важных проблем при производстве, поэтому мы хотели максимально уменьшить ее. Мы оптимизировали технологию, чтобы свести к минимуму образование брызг и дыма. Мы также сравнили скорости сварки, чтобы рассчитать тепловложение и скорость плавления.
Кроме того, он может работать практически во всех диапазонах мощностей, перечисленных на рис. 1, особенно в интервале переходной дуги. Этот режим переноса металла устраняет недостатки шаровидного режима при одновременном достижении преимуществ распылительного переноса [9]. Борьба с послесварочной деформацией [10] проблематична во всем диапазоне мощностей. Брызги также нежелательны, потому что шлифовка и очистка требуют много времени и средств, особенно в тесных углах или на предварительно изготовленных поверхностях. Целью исследования явилось исследование возможности применения импульсной газовой дуговой сварки металлическим электродом в металлоконструкциях.Мы сравнили его с обычными режимами передачи в нескольких аспектах. Деформация после сварки является одной из самых важных проблем при производстве, поэтому мы хотели максимально уменьшить ее. Мы оптимизировали технологию, чтобы свести к минимуму образование брызг и дыма. Мы также сравнили скорости сварки, чтобы рассчитать тепловложение и скорость плавления. Мы исследовали геометрию шва. Образцы для испытаний были изготовлены из стальных листов P355GH и S355J2+N трех различных толщин, размеров и фасок с помощью газопламенной резки.Угол фаски 30 ; поверхность корня была 1 мм, а зазор был 3 мм. Обозначение и основные параметры сварки образцов приведены в табл. 1. Каждое испытание дублировали, чтобы усреднить результаты испытаний и получить более точные результаты. Сварочное оборудование представляло собой аппарат Fronius TransPuls Synergic 5000. Соединения были выполнены сварщиком. Сварка была односторонней, с использованием керамической подложки, положение было PA или 1G согласно EN ISO 6947 и ASME Sec. IX. Использовалась проволока ISO 14341-A: G 46 4 M G4Si1 Böhler EMK 8 с 1.2 мм, защитный газ M21 (82 % Ar + 18 % CO 2 ) в соответствии с EN ISO 14175. Как показано на рис. 3, образец крепился к сварочному столу, а прокладка используется, чтобы держать некоторое расстояние для корня. На отмеченной кромке измерялась дисторсия, также собирались брызги.
Мы исследовали геометрию шва. Образцы для испытаний были изготовлены из стальных листов P355GH и S355J2+N трех различных толщин, размеров и фасок с помощью газопламенной резки.Угол фаски 30 ; поверхность корня была 1 мм, а зазор был 3 мм. Обозначение и основные параметры сварки образцов приведены в табл. 1. Каждое испытание дублировали, чтобы усреднить результаты испытаний и получить более точные результаты. Сварочное оборудование представляло собой аппарат Fronius TransPuls Synergic 5000. Соединения были выполнены сварщиком. Сварка была односторонней, с использованием керамической подложки, положение было PA или 1G согласно EN ISO 6947 и ASME Sec. IX. Использовалась проволока ISO 14341-A: G 46 4 M G4Si1 Böhler EMK 8 с 1.2 мм, защитный газ M21 (82 % Ar + 18 % CO 2 ) в соответствии с EN ISO 14175. Как показано на рис. 3, образец крепился к сварочному столу, а прокладка используется, чтобы держать некоторое расстояние для корня. На отмеченной кромке измерялась дисторсия, также собирались брызги. В процессе сварки измерялось время сварки для расчета скорости перемещения и подводимого тепла. Еще одним важным аспектом является количество брызг. Мы покрыли стол и испытательные образцы спреем для защиты от брызг, чтобы мы могли собрать и измерить количество брызг, указанное для сварного шва длиной один метр.Деформация после сварки является одним из важнейших вопросов нашего исследования. Угловую деформацию измеряли после сварки. Как видно из рис. 4., при применении импульсной дуги деформация соединения может быть уменьшена за счет меньшего и более контролируемого подвода тепла. При импульсном методе деформация может быть даже на 30-40% ниже, чем при обычной дуге, особенно на тонких листах. Это может облегчить послесварочные работы слесарей и сократить припуски на механическую обработку, поэтому завод может сэкономить деньги и время.Еще одной важной характеристикой процесса сварки является количество брызг и дыма. Как видно из рис. 6 – 8, при применении импульсной дуги разбрызгивание исчезло.
В процессе сварки измерялось время сварки для расчета скорости перемещения и подводимого тепла. Еще одним важным аспектом является количество брызг. Мы покрыли стол и испытательные образцы спреем для защиты от брызг, чтобы мы могли собрать и измерить количество брызг, указанное для сварного шва длиной один метр.Деформация после сварки является одним из важнейших вопросов нашего исследования. Угловую деформацию измеряли после сварки. Как видно из рис. 4., при применении импульсной дуги деформация соединения может быть уменьшена за счет меньшего и более контролируемого подвода тепла. При импульсном методе деформация может быть даже на 30-40% ниже, чем при обычной дуге, особенно на тонких листах. Это может облегчить послесварочные работы слесарей и сократить припуски на механическую обработку, поэтому завод может сэкономить деньги и время.Еще одной важной характеристикой процесса сварки является количество брызг и дыма. Как видно из рис. 6 – 8, при применении импульсной дуги разбрызгивание исчезло. В результате получается чистая поверхность, поэтому очистка после сварки может быть меньше и проще. На рис. 8 приведены результаты определения количества разбрызгивания. Для обычной дуги скорость разбрызгивания составляла 0,15 – 08 г·м -1 при используемых скоростях подачи проволоки 6 – 10 м·с -1 . И также ясно, что метод импульсной дуги устранил все обнаруживаемые брызги на поверхности при такой скорости подачи проволоки.Количество сварочного дыма также уменьшилось, что важно для здоровья сварщика и чистоты рабочего места. Дымообразование при сварке количественно не измерялось, но при сварке импульсно-дуговым методом наблюдалось, по-видимому, меньшее дымообразование. Нашей следующей задачей было исследование геометрии сварного шва. После сварки образцы разрезали ленточной пилой и исследовали в лаборатории испытаний материалов. Использовали наждачную бумагу с зернистостью от Р80 до Р2500, затем образцы полировали алмазной пастой и травили 2% ниталом (2% раствор азотной кислоты в метаноле) в течение 20 секунд.
В результате получается чистая поверхность, поэтому очистка после сварки может быть меньше и проще. На рис. 8 приведены результаты определения количества разбрызгивания. Для обычной дуги скорость разбрызгивания составляла 0,15 – 08 г·м -1 при используемых скоростях подачи проволоки 6 – 10 м·с -1 . И также ясно, что метод импульсной дуги устранил все обнаруживаемые брызги на поверхности при такой скорости подачи проволоки.Количество сварочного дыма также уменьшилось, что важно для здоровья сварщика и чистоты рабочего места. Дымообразование при сварке количественно не измерялось, но при сварке импульсно-дуговым методом наблюдалось, по-видимому, меньшее дымообразование. Нашей следующей задачей было исследование геометрии сварного шва. После сварки образцы разрезали ленточной пилой и исследовали в лаборатории испытаний материалов. Использовали наждачную бумагу с зернистостью от Р80 до Р2500, затем образцы полировали алмазной пастой и травили 2% ниталом (2% раствор азотной кислоты в метаноле) в течение 20 секунд.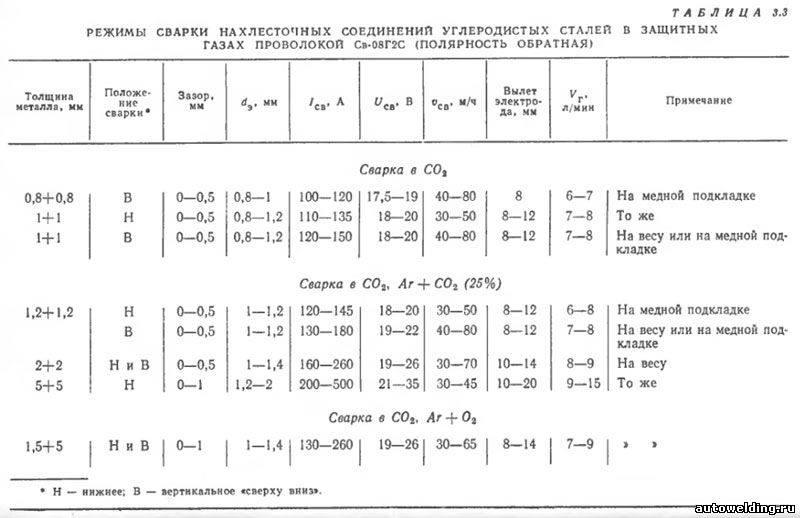 Изображения были получены с помощью стереомикроскопа Olympus SZX16. Оценки были сделаны с помощью программы анализа изображений. В наших исследованиях измерялась общая проварка (с избытком покровного слоя и корневого прохода), проплавка в листе (без излишков) и ширина зоны термического влияния (ЗТВ). Общий провар оказался больше при импульсно-дуговой сварке, но в основном из-за разницы в размерах корневого и покровного слоев соединений, выполненных разными способами.Ширина ЗТВ также почти одинакова. Как показано на рис. 9 и 10 в аспекте проникновения в лист, между двумя методами нет существенной разницы. В процессе сварки измеряли время сварки и рассчитывали скорость сварки. Средние скорости сварки описаны в таблице 1. Согласно рис. 11, скорость сварки по сравнению с дугой короткого замыкания (низкая СКД) несколько выше, но по сравнению со струйной дугой (СКД) определенно ниже.С другой стороны, скорость сварки зависит от многих других факторов, таких как структура шва и техника сварщика.
Изображения были получены с помощью стереомикроскопа Olympus SZX16. Оценки были сделаны с помощью программы анализа изображений. В наших исследованиях измерялась общая проварка (с избытком покровного слоя и корневого прохода), проплавка в листе (без излишков) и ширина зоны термического влияния (ЗТВ). Общий провар оказался больше при импульсно-дуговой сварке, но в основном из-за разницы в размерах корневого и покровного слоев соединений, выполненных разными способами.Ширина ЗТВ также почти одинакова. Как показано на рис. 9 и 10 в аспекте проникновения в лист, между двумя методами нет существенной разницы. В процессе сварки измеряли время сварки и рассчитывали скорость сварки. Средние скорости сварки описаны в таблице 1. Согласно рис. 11, скорость сварки по сравнению с дугой короткого замыкания (низкая СКД) несколько выше, но по сравнению со струйной дугой (СКД) определенно ниже.С другой стороны, скорость сварки зависит от многих других факторов, таких как структура шва и техника сварщика.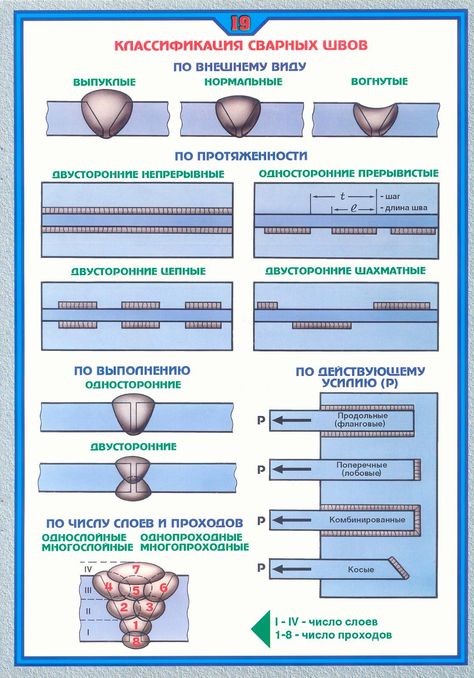 Импульсный процесс привел к меньшей деформации с меньшим подводом тепла и меньшим образованием дыма. Количество брызг практически равно нулю, поэтому послесварочная очистка может быть короче и дешевле. Управление дугой и сварочной ванной стало проще, форма сварного шва, проплавление и внешний вид шва превосходны. Детали были проверены методами неразрушающего контроля (радиографический контроль в случае образцов 6P и 6N и ультразвуковой контроль в случае образцов 12P, 12N, 25P и 25N), и не было никаких признаков разрушения.Авторы выражают благодарность сотрудникам компании Andritz Ltd. за предоставление ноу-хау, материалов и поддержку в проведении данного исследования. Авторы также хотели бы поблагодарить д-ра Эника ő Реку ФАБИАН за поддержку в металлографическом …
Импульсный процесс привел к меньшей деформации с меньшим подводом тепла и меньшим образованием дыма. Количество брызг практически равно нулю, поэтому послесварочная очистка может быть короче и дешевле. Управление дугой и сварочной ванной стало проще, форма сварного шва, проплавление и внешний вид шва превосходны. Детали были проверены методами неразрушающего контроля (радиографический контроль в случае образцов 6P и 6N и ультразвуковой контроль в случае образцов 12P, 12N, 25P и 25N), и не было никаких признаков разрушения.Авторы выражают благодарность сотрудникам компании Andritz Ltd. за предоставление ноу-хау, материалов и поддержку в проведении данного исследования. Авторы также хотели бы поблагодарить д-ра Эника ő Реку ФАБИАН за поддержку в металлографическом … Подвод тепла и последующее искажение и деформация основного материала являются критическим фактором, особенно при сварке тонких или термочувствительных материалов. В последнее десятилетие большинство производителей и разработчиков сварочного оборудования создали специальные программы сварки для увеличения производительности или упрощения процессов дуговой сварки. В настоящее время существует микропроцессорное сварочное оборудование также для дуговой сварки металлическим газом с синергетическим управлением, которое позволяет использовать специальные формы волны и методы переноса металла, такие как импульсный, двухимпульсный, холодный перенос металла® и т. д.[1]. В настоящее время дуговая сварка металлическим газом является наиболее распространенным методом изготовления металлоконструкций. Существует множество требований к процессу дуговой сварки металлическим электродом в среде защитного газа (процесс 135 в соответствии с EN ISO 4063) в целом, такие как стабильность дуги, низкое образование дыма [2], глубокое проплавление, низкое тепловложение, поверхность без брызг, высокая скорость сварки и скорость наплавки металла и, по возможности, меньше постпроизводственных операций (зачистка, шлифовка и т.
Подвод тепла и последующее искажение и деформация основного материала являются критическим фактором, особенно при сварке тонких или термочувствительных материалов. В последнее десятилетие большинство производителей и разработчиков сварочного оборудования создали специальные программы сварки для увеличения производительности или упрощения процессов дуговой сварки. В настоящее время существует микропроцессорное сварочное оборудование также для дуговой сварки металлическим газом с синергетическим управлением, которое позволяет использовать специальные формы волны и методы переноса металла, такие как импульсный, двухимпульсный, холодный перенос металла® и т. д.[1]. В настоящее время дуговая сварка металлическим газом является наиболее распространенным методом изготовления металлоконструкций. Существует множество требований к процессу дуговой сварки металлическим электродом в среде защитного газа (процесс 135 в соответствии с EN ISO 4063) в целом, такие как стабильность дуги, низкое образование дыма [2], глубокое проплавление, низкое тепловложение, поверхность без брызг, высокая скорость сварки и скорость наплавки металла и, по возможности, меньше постпроизводственных операций (зачистка, шлифовка и т. д.). Одного высокого качества ранта недостаточно, производство должно быть более производительным и более дешевым.Во-первых, полезно взглянуть на рис. 1 полезного рабочего диапазона процесса сварки 135. Существует несколько основных видов переноса металла [4], в зависимости от сварочного агрегата, типа электрода, защитного газа, электрических параметров и многих других технологических переменных. Дуга короткого замыкания работает при малых длинах дуги (низкий ток и напряжение). Металл переносится с проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании [5]. Этот метод практически используется для создания корневого прохода, соединения тонких материалов или толстых материалов в неустановленном положении.Преимуществом является низкое тепловложение, однако скорость плавления, проникновение и производительность также низкие. При увеличении мощности дуги перенос металла становится шаровидным, переходная дуга разворачивается вверх. Глобулярный перенос означает, что присадочный материал переносится через дугу большими каплями, обычно превышающими диаметр электрода.
д.). Одного высокого качества ранта недостаточно, производство должно быть более производительным и более дешевым.Во-первых, полезно взглянуть на рис. 1 полезного рабочего диапазона процесса сварки 135. Существует несколько основных видов переноса металла [4], в зависимости от сварочного агрегата, типа электрода, защитного газа, электрических параметров и многих других технологических переменных. Дуга короткого замыкания работает при малых длинах дуги (низкий ток и напряжение). Металл переносится с проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании [5]. Этот метод практически используется для создания корневого прохода, соединения тонких материалов или толстых материалов в неустановленном положении.Преимуществом является низкое тепловложение, однако скорость плавления, проникновение и производительность также низкие. При увеличении мощности дуги перенос металла становится шаровидным, переходная дуга разворачивается вверх. Глобулярный перенос означает, что присадочный материал переносится через дугу большими каплями, обычно превышающими диаметр электрода. В этом режиме образуется наибольшее количество брызг, и он используется для сварки в плоском и горизонтальном положениях. При большей мощности дуги короткие замыкания исчезают, и происходит напыление металла.Требованием переноса распылением является то, что защитный газ должен содержать не менее 70-80% инертного компонента (например, аргона). Капля распыления обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень небольшое количество брызг и чаще всего используется на толстых листах в горизонтальном положении. Он вызывает большое тепловложение, глубокое проникновение, тем не менее, скорость плавления выше любого другого метода.В основе импульсного метода лежит специальная форма волны, создаваемая источником питания, как показано на рис. 2. С момента внедрения этого процесса в 1962 г. он широко используется как при ручной, так и при роботизированной сварке [6].
В этом режиме образуется наибольшее количество брызг, и он используется для сварки в плоском и горизонтальном положениях. При большей мощности дуги короткие замыкания исчезают, и происходит напыление металла.Требованием переноса распылением является то, что защитный газ должен содержать не менее 70-80% инертного компонента (например, аргона). Капля распыления обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень небольшое количество брызг и чаще всего используется на толстых листах в горизонтальном положении. Он вызывает большое тепловложение, глубокое проникновение, тем не менее, скорость плавления выше любого другого метода.В основе импульсного метода лежит специальная форма волны, создаваемая источником питания, как показано на рис. 2. С момента внедрения этого процесса в 1962 г. он широко используется как при ручной, так и при роботизированной сварке [6]. В этом процессе сварочный ток периодически пульсирует с фиксированной скоростью подачи проволоки. Существует фоновый ток, поддерживающий стабильность дуги, и пиковый ток, расплавляющий каплю. В идеале один импульс вызывает одну каплю, если нет – например, один импульс создает несколько капель – большое количество брызг свидетельствует о нарушении переноса металла.При хороших настройках этот метод обеспечивает сварку практически без разбрызгивания с низким тепловложением и меньшим образованием дыма [8]. Кроме того, он может работать практически во всех диапазонах мощностей, перечисленных на рис. 1, особенно в интервале переходной дуги. Этот режим переноса металла устраняет недостатки шаровидного режима при одновременном достижении преимуществ распылительного переноса [9]. Борьба с послесварочной деформацией [10] проблематична во всем диапазоне мощностей. Брызги также нежелательны, потому что шлифовка и очистка требуют много времени и средств, особенно в тесных углах или на предварительно изготовленных поверхностях.
В этом процессе сварочный ток периодически пульсирует с фиксированной скоростью подачи проволоки. Существует фоновый ток, поддерживающий стабильность дуги, и пиковый ток, расплавляющий каплю. В идеале один импульс вызывает одну каплю, если нет – например, один импульс создает несколько капель – большое количество брызг свидетельствует о нарушении переноса металла.При хороших настройках этот метод обеспечивает сварку практически без разбрызгивания с низким тепловложением и меньшим образованием дыма [8]. Кроме того, он может работать практически во всех диапазонах мощностей, перечисленных на рис. 1, особенно в интервале переходной дуги. Этот режим переноса металла устраняет недостатки шаровидного режима при одновременном достижении преимуществ распылительного переноса [9]. Борьба с послесварочной деформацией [10] проблематична во всем диапазоне мощностей. Брызги также нежелательны, потому что шлифовка и очистка требуют много времени и средств, особенно в тесных углах или на предварительно изготовленных поверхностях. Целью исследования явилось исследование возможности применения импульсной газовой дуговой сварки металлическим электродом в металлоконструкциях. Мы сравнили его с обычными режимами передачи в нескольких аспектах. Деформация после сварки является одной из самых важных проблем при производстве, поэтому мы хотели максимально уменьшить ее. Мы оптимизировали технологию, чтобы свести к минимуму образование брызг и дыма. Мы также сравнили скорости сварки, чтобы рассчитать тепловложение и скорость плавления. Мы исследовали геометрию шва.Образцы для испытаний были изготовлены из стальных листов P355GH и S355J2+N трех различных толщин, размеров и фасок с помощью газопламенной резки. Угол фаски 30 ; поверхность корня была 1 мм, а зазор был 3 мм. Обозначение и основные параметры сварки образцов приведены в табл. 1. Каждое испытание дублировали, чтобы усреднить результаты испытаний и получить более точные результаты. Сварочное оборудование представляло собой аппарат Fronius TransPuls Synergic 5000. Соединения были выполнены сварщиком.
Целью исследования явилось исследование возможности применения импульсной газовой дуговой сварки металлическим электродом в металлоконструкциях. Мы сравнили его с обычными режимами передачи в нескольких аспектах. Деформация после сварки является одной из самых важных проблем при производстве, поэтому мы хотели максимально уменьшить ее. Мы оптимизировали технологию, чтобы свести к минимуму образование брызг и дыма. Мы также сравнили скорости сварки, чтобы рассчитать тепловложение и скорость плавления. Мы исследовали геометрию шва.Образцы для испытаний были изготовлены из стальных листов P355GH и S355J2+N трех различных толщин, размеров и фасок с помощью газопламенной резки. Угол фаски 30 ; поверхность корня была 1 мм, а зазор был 3 мм. Обозначение и основные параметры сварки образцов приведены в табл. 1. Каждое испытание дублировали, чтобы усреднить результаты испытаний и получить более точные результаты. Сварочное оборудование представляло собой аппарат Fronius TransPuls Synergic 5000. Соединения были выполнены сварщиком. Сварка была односторонней, с использованием керамической подложки, положение было PA или 1G согласно EN ISO 6947 и ASME Sec.IX. Использовалась проволока ISO 14341-A: G 46 4 M G4Si1 Böhler EMK 8 диаметром 1,2 мм, защитный газ M21 (82% Ar + 18% CO 2 ) в соответствии с EN ISO 14175. Как показано на рис. 3. Образец прикрепляли к сварочному столу и использовали прокладку, чтобы сохранить некоторое расстояние до корня. На отмеченной кромке измерялась дисторсия, также собирались брызги. В процессе сварки измерялось время сварки для расчета скорости перемещения и подводимого тепла. Еще одним важным аспектом является количество брызг.Мы покрыли стол и испытательные образцы спреем для защиты от брызг, чтобы мы могли собрать и измерить количество брызг, указанное для сварного шва длиной один метр. Деформация после сварки является одним из важнейших вопросов нашего исследования. Угловую деформацию измеряли после сварки. Как видно из рис. 4., при применении импульсной дуги деформация соединения может быть уменьшена за счет меньшего и более контролируемого подвода тепла.
Сварка была односторонней, с использованием керамической подложки, положение было PA или 1G согласно EN ISO 6947 и ASME Sec.IX. Использовалась проволока ISO 14341-A: G 46 4 M G4Si1 Böhler EMK 8 диаметром 1,2 мм, защитный газ M21 (82% Ar + 18% CO 2 ) в соответствии с EN ISO 14175. Как показано на рис. 3. Образец прикрепляли к сварочному столу и использовали прокладку, чтобы сохранить некоторое расстояние до корня. На отмеченной кромке измерялась дисторсия, также собирались брызги. В процессе сварки измерялось время сварки для расчета скорости перемещения и подводимого тепла. Еще одним важным аспектом является количество брызг.Мы покрыли стол и испытательные образцы спреем для защиты от брызг, чтобы мы могли собрать и измерить количество брызг, указанное для сварного шва длиной один метр. Деформация после сварки является одним из важнейших вопросов нашего исследования. Угловую деформацию измеряли после сварки. Как видно из рис. 4., при применении импульсной дуги деформация соединения может быть уменьшена за счет меньшего и более контролируемого подвода тепла. При импульсном методе деформация может быть даже на 30-40% ниже, чем при обычной дуге, особенно на тонких листах.Это может облегчить послесварочные работы слесарей и сократить припуски на механическую обработку, поэтому завод может сэкономить деньги и время. Еще одной важной характеристикой процесса сварки является количество брызг и дыма. Как видно из рис. 6 – 8, при применении импульсной дуги разбрызгивание исчезло. В результате получается чистая поверхность, поэтому очистка после сварки может быть меньше и проще. На рис. 8 приведены результаты определения количества разбрызгивания. Для обычной дуги скорость разбрызгивания составляла 0,15 – 08 г·м -1 при используемых скоростях подачи проволоки 6 – 10 м·с -1 .И также ясно, что метод импульсной дуги устранил все обнаруживаемые брызги на поверхности при такой скорости подачи проволоки. Количество сварочного дыма также уменьшилось, что важно для здоровья сварщика и чистоты рабочего места. Дымообразование при сварке количественно не измерялось, но при сварке импульсно-дуговым методом наблюдалось, по-видимому, меньшее дымообразование.
При импульсном методе деформация может быть даже на 30-40% ниже, чем при обычной дуге, особенно на тонких листах.Это может облегчить послесварочные работы слесарей и сократить припуски на механическую обработку, поэтому завод может сэкономить деньги и время. Еще одной важной характеристикой процесса сварки является количество брызг и дыма. Как видно из рис. 6 – 8, при применении импульсной дуги разбрызгивание исчезло. В результате получается чистая поверхность, поэтому очистка после сварки может быть меньше и проще. На рис. 8 приведены результаты определения количества разбрызгивания. Для обычной дуги скорость разбрызгивания составляла 0,15 – 08 г·м -1 при используемых скоростях подачи проволоки 6 – 10 м·с -1 .И также ясно, что метод импульсной дуги устранил все обнаруживаемые брызги на поверхности при такой скорости подачи проволоки. Количество сварочного дыма также уменьшилось, что важно для здоровья сварщика и чистоты рабочего места. Дымообразование при сварке количественно не измерялось, но при сварке импульсно-дуговым методом наблюдалось, по-видимому, меньшее дымообразование.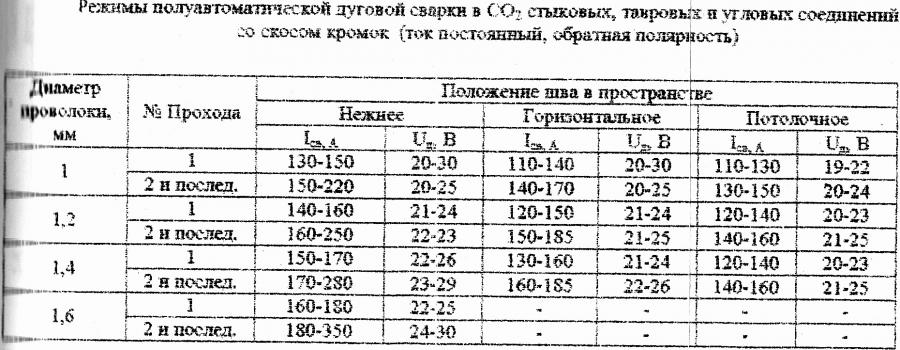 Нашей следующей задачей было исследование геометрии сварного шва. После сварки образцы разрезали ленточной пилой и исследовали в лаборатории испытаний материалов.Использовали наждачную бумагу с зернистостью от Р80 до Р2500, затем образцы полировали алмазной пастой и травили 2% ниталом (2% раствор азотной кислоты в метаноле) в течение 20 секунд. Изображения были получены с помощью стереомикроскопа Olympus SZX16. Оценки были сделаны с помощью программы анализа изображений. В наших исследованиях измерялась общая проварка (с избытком покровного слоя и корневого прохода), проплавка в листе (без излишков) и ширина зоны термического влияния (ЗТВ).Общий провар оказался больше при импульсно-дуговой сварке, но в основном из-за разницы в размерах корневого и покровного слоев соединений, выполненных разными способами. Ширина ЗТВ также почти одинакова. Как показано на рис. 9 и 10 в аспекте проникновения в лист, между двумя методами нет существенной разницы. В процессе сварки измеряли время сварки и рассчитывали скорость сварки.
Нашей следующей задачей было исследование геометрии сварного шва. После сварки образцы разрезали ленточной пилой и исследовали в лаборатории испытаний материалов.Использовали наждачную бумагу с зернистостью от Р80 до Р2500, затем образцы полировали алмазной пастой и травили 2% ниталом (2% раствор азотной кислоты в метаноле) в течение 20 секунд. Изображения были получены с помощью стереомикроскопа Olympus SZX16. Оценки были сделаны с помощью программы анализа изображений. В наших исследованиях измерялась общая проварка (с избытком покровного слоя и корневого прохода), проплавка в листе (без излишков) и ширина зоны термического влияния (ЗТВ).Общий провар оказался больше при импульсно-дуговой сварке, но в основном из-за разницы в размерах корневого и покровного слоев соединений, выполненных разными способами. Ширина ЗТВ также почти одинакова. Как показано на рис. 9 и 10 в аспекте проникновения в лист, между двумя методами нет существенной разницы. В процессе сварки измеряли время сварки и рассчитывали скорость сварки.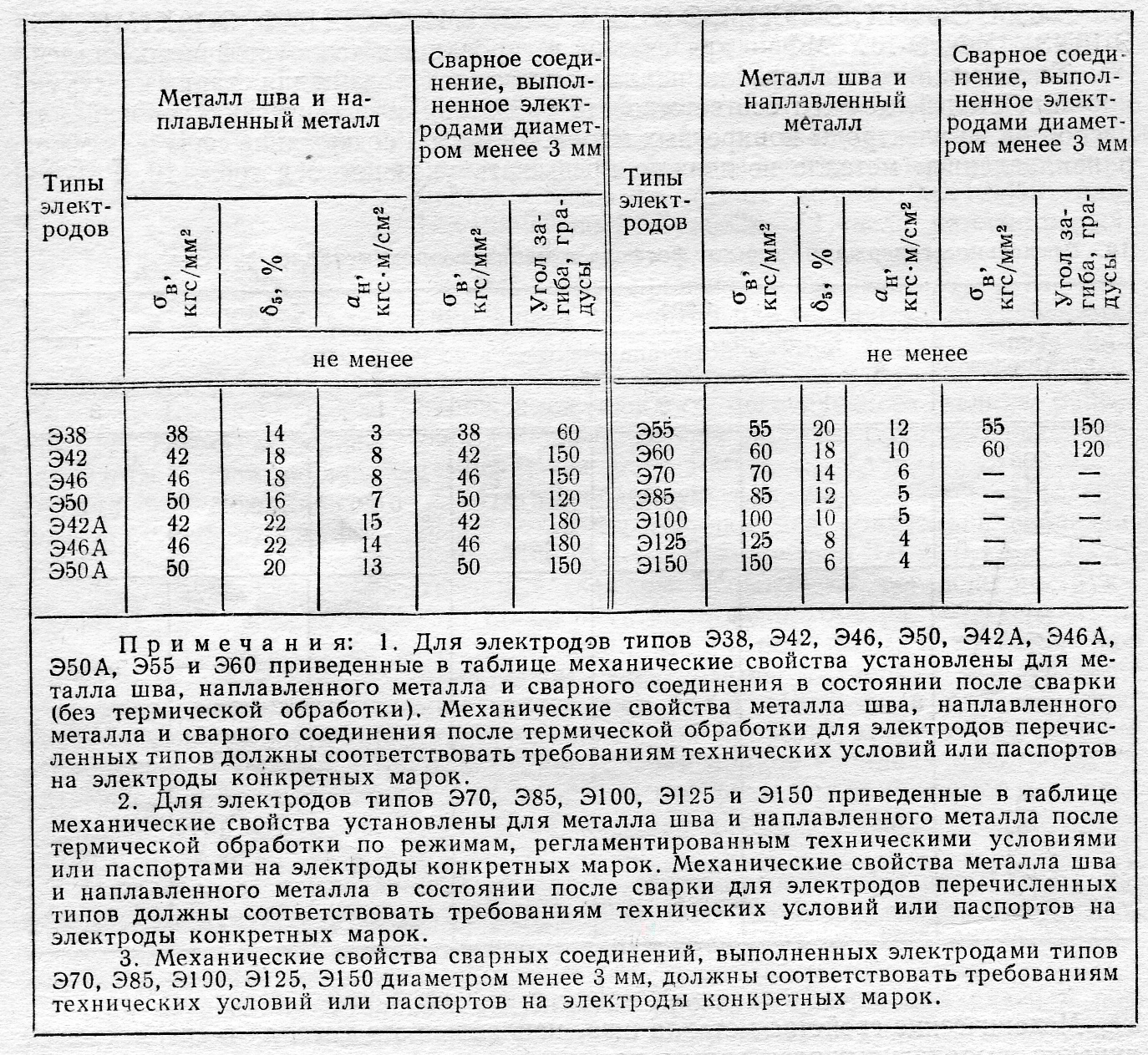 Средние скорости сварки описаны в таблице 1.Согласно рис. 11., скорость сварки по сравнению с дугой короткого замыкания (низкая СКД) несколько выше, но по сравнению со струйной дугой (СКД) определенно ниже. С другой стороны, скорость сварки зависит от многих других факторов, таких как структура шва и техника сварщика. Импульсный процесс привел к меньшей деформации с меньшим подводом тепла и меньшим образованием дыма. Количество брызг практически равно нулю, поэтому послесварочная очистка может быть короче и дешевле. Управление дугой и сварочной ванной стало проще, форма сварного шва, проплавление и внешний вид шва превосходны.Детали были проверены методами неразрушающего контроля (радиографический контроль в случае образцов 6P и 6N и ультразвуковой контроль в случае образцов 12P, 12N, 25P и 25N), и не было никаких признаков разрушения. Авторы выражают благодарность сотрудникам компании Andritz Ltd. за предоставление ноу-хау, материалов и поддержку в проведении данного исследования. Авторы также хотят поблагодарить д-ра Эника О.
Средние скорости сварки описаны в таблице 1.Согласно рис. 11., скорость сварки по сравнению с дугой короткого замыкания (низкая СКД) несколько выше, но по сравнению со струйной дугой (СКД) определенно ниже. С другой стороны, скорость сварки зависит от многих других факторов, таких как структура шва и техника сварщика. Импульсный процесс привел к меньшей деформации с меньшим подводом тепла и меньшим образованием дыма. Количество брызг практически равно нулю, поэтому послесварочная очистка может быть короче и дешевле. Управление дугой и сварочной ванной стало проще, форма сварного шва, проплавление и внешний вид шва превосходны.Детали были проверены методами неразрушающего контроля (радиографический контроль в случае образцов 6P и 6N и ультразвуковой контроль в случае образцов 12P, 12N, 25P и 25N), и не было никаких признаков разрушения. Авторы выражают благодарность сотрудникам компании Andritz Ltd. за предоставление ноу-хау, материалов и поддержку в проведении данного исследования. Авторы также хотят поблагодарить д-ра Эника О. Рэка ФАБИАН за поддержку в металлографическом …
Рэка ФАБИАН за поддержку в металлографическом …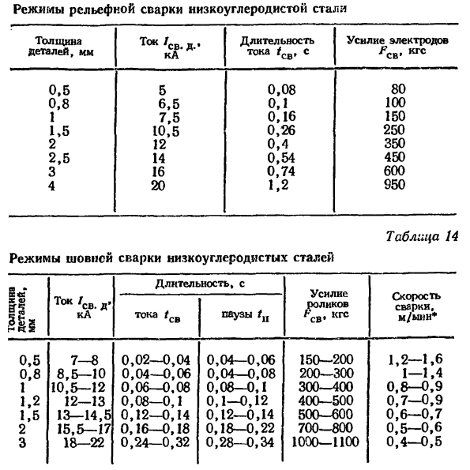 По его словам, сварка позволила построить наш мир.Ввиду этого многие исследователи использовали различные методы оптимизации для улучшения различных параметров процесса сварки как в полуавтоматических, так и в полностью автоматизированных процессах сварки. Хотя полуавтоматический и полностью автоматический сварочные процессы более производительны, опыт показал, что из-за сложности и экономической стоимости оборудования и его операций выбор процесса ручной дуговой сварки металлическим электродом (MMAW) очень популярен в развивающихся странах. Это связано с рядом его преимуществ, таких как низкая стоимость и простота в эксплуатации.Процесс MMAW является портативным, и его можно легко использовать в местах, где другие методы сварки невозможны.
По его словам, сварка позволила построить наш мир.Ввиду этого многие исследователи использовали различные методы оптимизации для улучшения различных параметров процесса сварки как в полуавтоматических, так и в полностью автоматизированных процессах сварки. Хотя полуавтоматический и полностью автоматический сварочные процессы более производительны, опыт показал, что из-за сложности и экономической стоимости оборудования и его операций выбор процесса ручной дуговой сварки металлическим электродом (MMAW) очень популярен в развивающихся странах. Это связано с рядом его преимуществ, таких как низкая стоимость и простота в эксплуатации.Процесс MMAW является портативным, и его можно легко использовать в местах, где другие методы сварки невозможны. Стержень электрода изготовлен из металла, совместимого со свариваемым основным материалом, и покрыт флюсом.Выделяемое тепло расплавляет часть острия электрода, его покрытия и основного металла непосредственно под дугой. Когда покрытие на электроде плавится, флюс выделяет пары, которые служат защитным газом и создают слой шлака, который защищает сварной шов от атмосферного загрязнения. Образовавшийся при сварке шлак после остывания откалывается от шва. Процесс MMAW может работать как с источником постоянного тока (DC), так и с источником переменного тока (AC) в зависимости от конструкции покрытия.Этот процесс является портативным, универсальным, недорогим оборудованием и требует небольшой подготовки оператора. Кроме того, электрод создает и регулирует свой поток, он менее чувствителен к ветру и сквозняку, чем процесс сварки в среде защитных газов, и этот процесс применим во всех положениях. С другой стороны, процесс медленный и занимает много времени из-за частой смены электрода и дробления шлака.
Стержень электрода изготовлен из металла, совместимого со свариваемым основным материалом, и покрыт флюсом.Выделяемое тепло расплавляет часть острия электрода, его покрытия и основного металла непосредственно под дугой. Когда покрытие на электроде плавится, флюс выделяет пары, которые служат защитным газом и создают слой шлака, который защищает сварной шов от атмосферного загрязнения. Образовавшийся при сварке шлак после остывания откалывается от шва. Процесс MMAW может работать как с источником постоянного тока (DC), так и с источником переменного тока (AC) в зависимости от конструкции покрытия.Этот процесс является портативным, универсальным, недорогим оборудованием и требует небольшой подготовки оператора. Кроме того, электрод создает и регулирует свой поток, он менее чувствителен к ветру и сквозняку, чем процесс сварки в среде защитных газов, и этот процесс применим во всех положениях. С другой стороны, процесс медленный и занимает много времени из-за частой смены электрода и дробления шлака.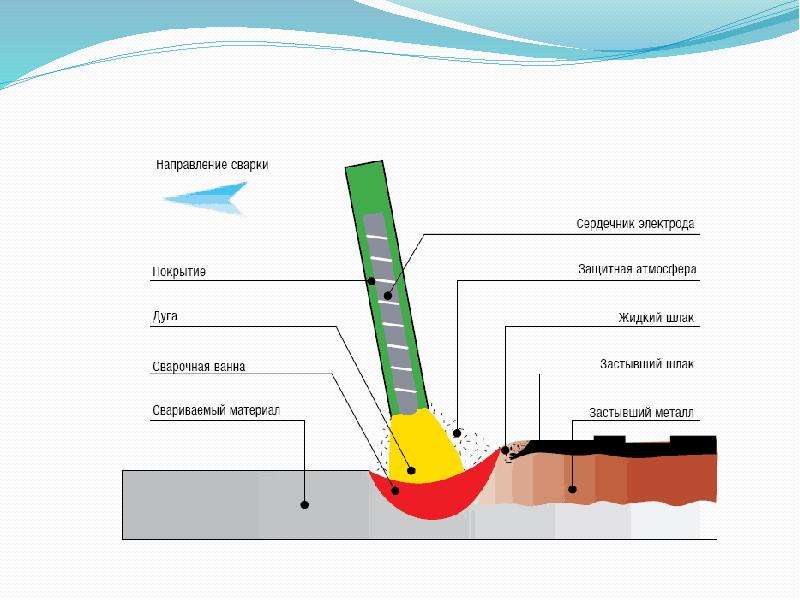 Кроме того, он характеризуется чрезмерным разбрызгиванием, стабильностью дуги и шероховатой поверхностью наплавленного валика и обеспечивает ограничение скорости наплавки по сравнению с другими процессами дуговой сварки.
Кроме того, он характеризуется чрезмерным разбрызгиванием, стабильностью дуги и шероховатой поверхностью наплавленного валика и обеспечивает ограничение скорости наплавки по сравнению с другими процессами дуговой сварки. Yoon et al., [4] оптимизировали параметры сварки алюминиевого сплава 7075-T6 методом Тагучи. Среди других исследователей, которые также работали над оптимизацией параметров сварки с использованием метода Тагучи, были Ким и Ли [5] . Они использовали этот метод, чтобы предложить оптимальные комбинации технологических факторов гибридных методов сварки для оптимизации параметров сварки контактной точечной сваркой.
Yoon et al., [4] оптимизировали параметры сварки алюминиевого сплава 7075-T6 методом Тагучи. Среди других исследователей, которые также работали над оптимизацией параметров сварки с использованием метода Тагучи, были Ким и Ли [5] . Они использовали этот метод, чтобы предложить оптимальные комбинации технологических факторов гибридных методов сварки для оптимизации параметров сварки контактной точечной сваркой. Его химический состав, проанализированный Корпорацией оборонной промышленности Нигерии, Кадуна, составляет примерно 0,23% C, 0,35% Mn, 0,28% Si, 0,02% S, 0,04% P и 99,08% Fe. Для этого исследования рассматривалась мягкая сталь из-за ее доступности на рынке и низкой стоимости. Электроды из низкоуглеродистой стали длиной 350 мм и диаметром 3,25 мм (сталь Э6010 и Э6013 марки 2, Oelikon) использовали для наплавки корневого шва и наплавки соответственно.
Его химический состав, проанализированный Корпорацией оборонной промышленности Нигерии, Кадуна, составляет примерно 0,23% C, 0,35% Mn, 0,28% Si, 0,02% S, 0,04% P и 99,08% Fe. Для этого исследования рассматривалась мягкая сталь из-за ее доступности на рынке и низкой стоимости. Электроды из низкоуглеродистой стали длиной 350 мм и диаметром 3,25 мм (сталь Э6010 и Э6013 марки 2, Oelikon) использовали для наплавки корневого шва и наплавки соответственно. Это помогает поддерживать относительную стабильную скорость сварки и улучшать качество сварного шва. Для сварочных работ использовался ручной аппарат дуговой сварки металлическим электродом мощностью 400 А с прямой полярностью постоянного тока. Это связано с тем, что при постоянном токе легче поддерживать короткую дугу на начальном этапе сварки. Электроды E6010 впервые были применены для корневой обработки. После этого канавки были зачищены перед использованием электродов E6013 для наплавки за 2 прохода. В этом эксперименте, который проводился в мастерской кафедры машиностроения Федерального технологического университета Минны, Нигерия, использовались 54 заготовки.
Это помогает поддерживать относительную стабильную скорость сварки и улучшать качество сварного шва. Для сварочных работ использовался ручной аппарат дуговой сварки металлическим электродом мощностью 400 А с прямой полярностью постоянного тока. Это связано с тем, что при постоянном токе легче поддерживать короткую дугу на начальном этапе сварки. Электроды E6010 впервые были применены для корневой обработки. После этого канавки были зачищены перед использованием электродов E6013 для наплавки за 2 прохода. В этом эксперименте, который проводился в мастерской кафедры машиностроения Федерального технологического университета Минны, Нигерия, использовались 54 заготовки.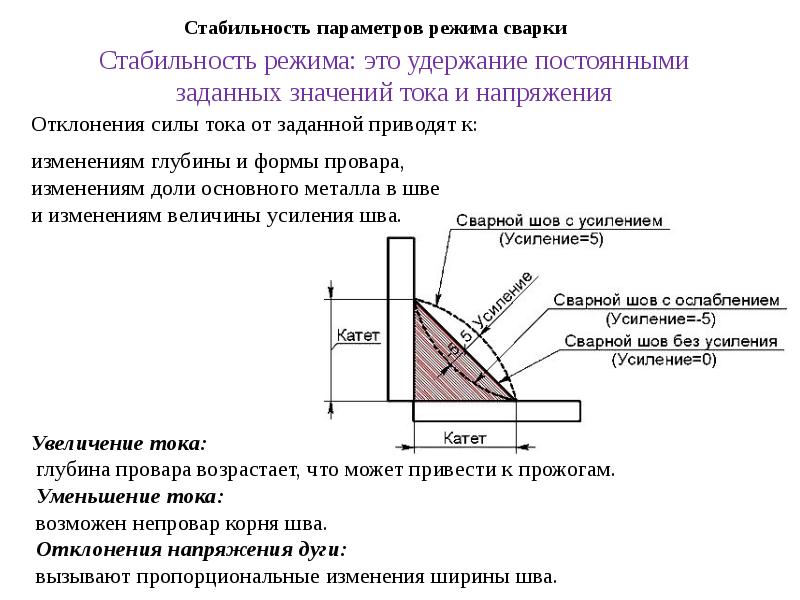 Вращение электродвигателя было преобразовано в линейное движение через систему ременного привода и направляющую струну, как показано на рисунке 1.
Вращение электродвигателя было преобразовано в линейное движение через систему ременного привода и направляющую струну, как показано на рисунке 1. Параметры процесса и их уровни Скачать как
Параметры процесса и их уровни Скачать как  2.4. Определение микроструктуры сварного соединения
2.4. Определение микроструктуры сварного соединения  Отношения сигнал-шум для каждого предела прочности при растяжении включены в равной степени.
Отношения сигнал-шум для каждого предела прочности при растяжении включены в равной степени.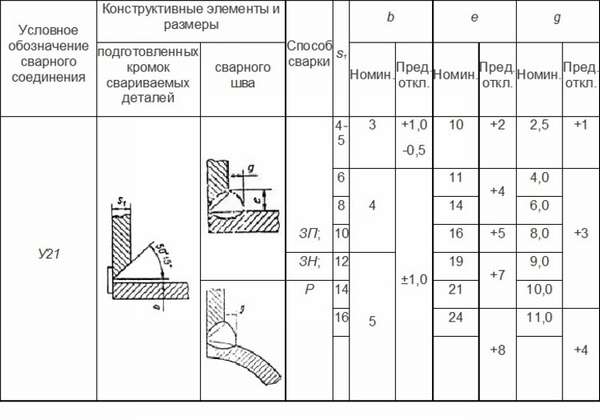 В этом исследовании эффект объединения проявляется в том, что параметр B (угол наклона электрода) оказывает наименьшее влияние на процесс сварки.
В этом исследовании эффект объединения проявляется в том, что параметр B (угол наклона электрода) оказывает наименьшее влияние на процесс сварки.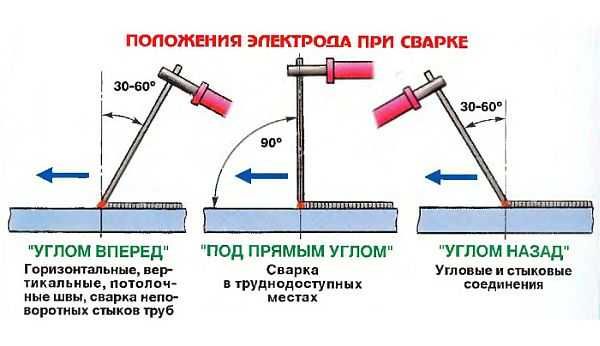 Было замечено, что эксперимент № 7 имеет самое высокое отношение сигнал/шум, равное 53,71 дБ, что указывает на наилучшие рабочие характеристики среди 9 проведенных экспериментов.
Было замечено, что эксперимент № 7 имеет самое высокое отношение сигнал/шум, равное 53,71 дБ, что указывает на наилучшие рабочие характеристики среди 9 проведенных экспериментов. Зерна были большими и имели шаровидную сферическую форму на микрофотографии из-за низкой температуры и короткого времени для зародышеобразования. На рис. 2б показана микроструктура, полученная в условиях сварки при сварочном токе (80 А), угле электрода (75 0 ), корневом зазоре (3,2 мм) и скорости сварки (3,6 мм/с). На микрофотографии видна деформация, в результате которой образуются удлиненные зерна.
Зерна были большими и имели шаровидную сферическую форму на микрофотографии из-за низкой температуры и короткого времени для зародышеобразования. На рис. 2б показана микроструктура, полученная в условиях сварки при сварочном токе (80 А), угле электрода (75 0 ), корневом зазоре (3,2 мм) и скорости сварки (3,6 мм/с). На микрофотографии видна деформация, в результате которой образуются удлиненные зерна. На микрофотографии видно частично измельченное зерно. На рис. 2f показана микроструктура, полученная в условиях сварки при сварочном токе (90 А), угле наклона электрода (80 0 ), корневом зазоре (3,0 мм) и скорости сварки (3,6 мм/с). Зерна были слипшимися и мелкими.
На микрофотографии видно частично измельченное зерно. На рис. 2f показана микроструктура, полученная в условиях сварки при сварочном токе (90 А), угле наклона электрода (80 0 ), корневом зазоре (3,0 мм) и скорости сварки (3,6 мм/с). Зерна были слипшимися и мелкими.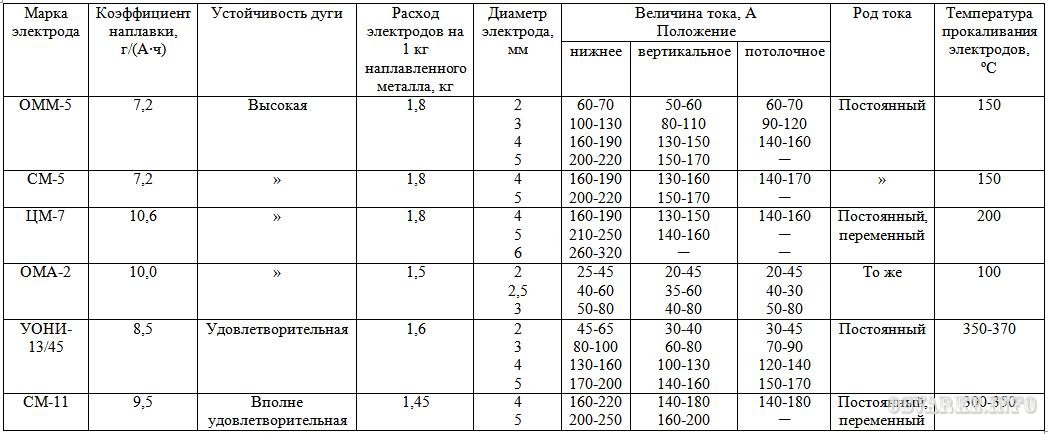
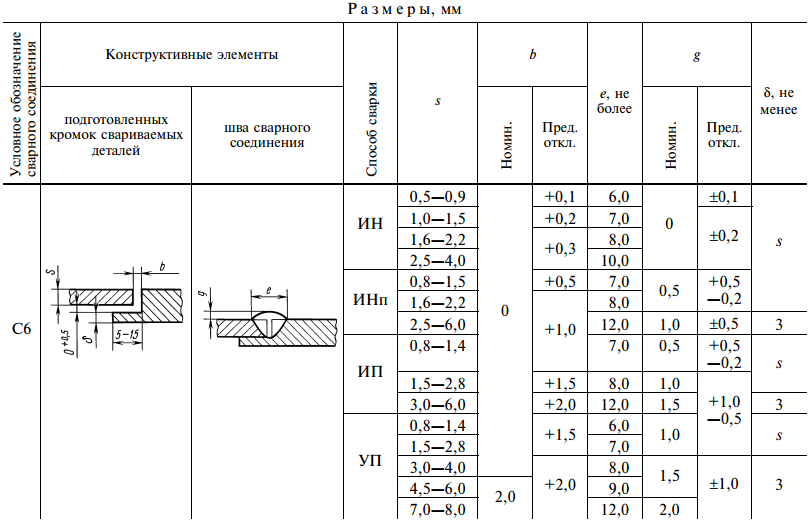 Вычисление прогнозируемой оптимальной эффективности исследования с использованием отношения сигнал/шум (Y opt ) равно 53.74 дБ, что соответствует опыту № 7 и служит подтверждающим тестом. Подтверждающий тест был бы проведен, если бы среди экспериментальных прогонов не было оптимальных условий. Результаты этого исследования показали, что метод Тагучи действительно можно использовать для оптимизации или улучшения качества процесса MMAW.
Вычисление прогнозируемой оптимальной эффективности исследования с использованием отношения сигнал/шум (Y opt ) равно 53.74 дБ, что соответствует опыту № 7 и служит подтверждающим тестом. Подтверждающий тест был бы проведен, если бы среди экспериментальных прогонов не было оптимальных условий. Результаты этого исследования показали, что метод Тагучи действительно можно использовать для оптимизации или улучшения качества процесса MMAW. Роботизированное и компьютерное производство, 20, 57-63, 2004.
Роботизированное и компьютерное производство, 20, 57-63, 2004. И., Применение метода Taguchi для определения гибридных сварных конденсаций алиминского сплава . Журнал международных исследований, 68, 296-300, 2009.
И., Применение метода Taguchi для определения гибридных сварных конденсаций алиминского сплава . Журнал международных исследований, 68, 296-300, 2009. Reinhold International Company Ltd, 11 New Lane, Лондон EC4P4EE, Англия.1990.
Reinhold International Company Ltd, 11 New Lane, Лондон EC4P4EE, Англия.1990. Кроме того, он представляет собой конкурентоспособную альтернативу процессам с более высокой плотностью энергии, таким как лазерно-лучевая сварка (LBW) и электронно-лучевая сварка (EBW) [1], что мотивирует различные исследования, направленные на изучение влияния многочисленных переменных процесса на конечная микроструктура [2,3,4,5]. В работе [2] предложено гибридное моделирование динамической геометрии металлического моста в GMAW с коротким замыканием для плоского и орбитального положений. Моделирование их работы было реализовано и показало свою эффективность при оценке выходных параметров (положение капли от острия электрода, скорость капли, сварочный ток, длина твердотельного электрода, масса капли) с получением набора входных данных.Исследование, проведенное [3] в работе, в которой изучается поведение ударной вязкости высокопрочных низколегированных (HSLA) сталей, используемых в военно-морских целях, при увеличении тепловложения в крупнозернистой зоне термического влияния (CGHAZ). Авторы указали существенные причины снижения ударной вязкости, сравнив микроструктуры, оценив протяженность волокнистых трещин при отрывном разрушении, рассчитав локальное скалывающее напряжение разрушения и применив основы механизмов отрывного разрушения.
Кроме того, он представляет собой конкурентоспособную альтернативу процессам с более высокой плотностью энергии, таким как лазерно-лучевая сварка (LBW) и электронно-лучевая сварка (EBW) [1], что мотивирует различные исследования, направленные на изучение влияния многочисленных переменных процесса на конечная микроструктура [2,3,4,5]. В работе [2] предложено гибридное моделирование динамической геометрии металлического моста в GMAW с коротким замыканием для плоского и орбитального положений. Моделирование их работы было реализовано и показало свою эффективность при оценке выходных параметров (положение капли от острия электрода, скорость капли, сварочный ток, длина твердотельного электрода, масса капли) с получением набора входных данных.Исследование, проведенное [3] в работе, в которой изучается поведение ударной вязкости высокопрочных низколегированных (HSLA) сталей, используемых в военно-морских целях, при увеличении тепловложения в крупнозернистой зоне термического влияния (CGHAZ). Авторы указали существенные причины снижения ударной вязкости, сравнив микроструктуры, оценив протяженность волокнистых трещин при отрывном разрушении, рассчитав локальное скалывающее напряжение разрушения и применив основы механизмов отрывного разрушения.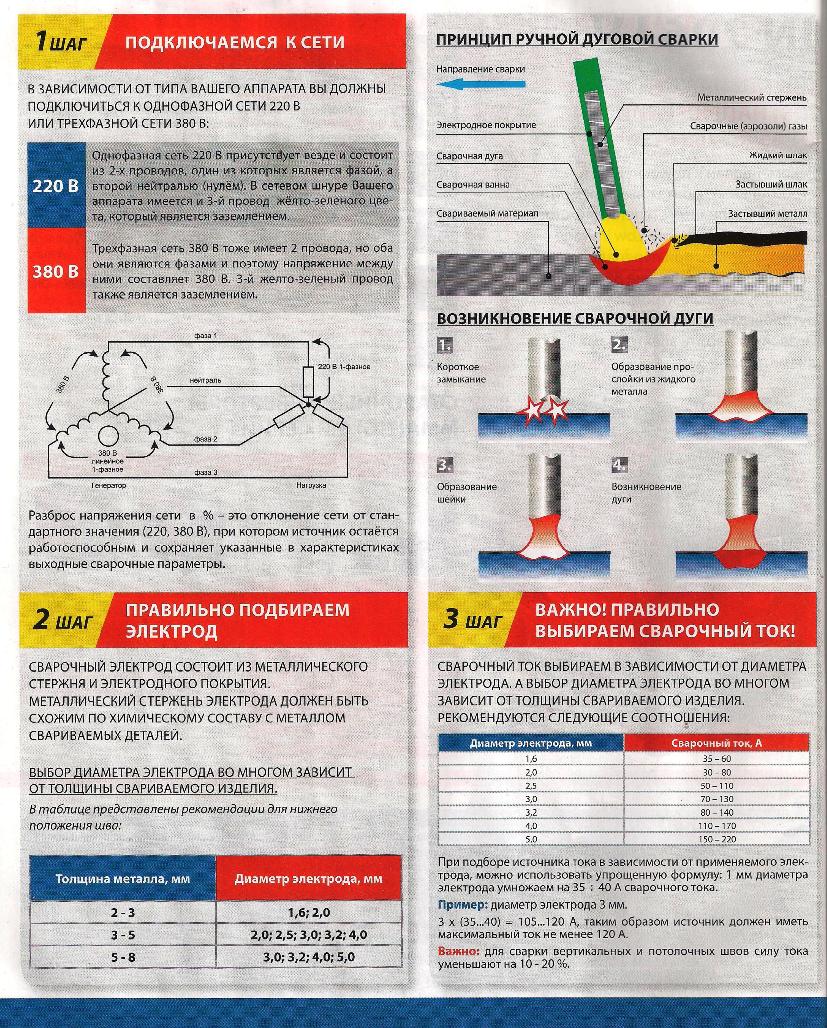 Аналогичный результат был получен в [4]. Выявлен механизм снижения ударной вязкости в сварных соединениях с использованием трубопроводной стали High-Strain X80 на основе вариаций погонной энергии и параметров сварки. [5,6]. С помощью термомеханического симулятора Gleeble ® 3800 авторы в [5] варьировали конечную температуру принудительного охлаждения и скорость охлаждения и в конце работы определили, что можно получить лучшую производительность и механическую прочность материала. увеличить с помощью принудительного охлаждения до 100 °C, чтобы сократить время ожидания между проходами сварки.Гаспар [6] в своей работе пришел к выводу, что исследованные подзоны ЗТВ в высокопрочных сталях показали более высокую чувствительность к погонной энергии при сварке по сравнению с обычными конструкционными сталями. Микроструктура сварного соединения напрямую связана с его механическими свойствами, а также с возможными дефектами, возникающими в результате сварки. от процесса осаждения. Как правило, микроструктура состоит из трех основных областей: зоны плавления (FZ), зоны термического влияния (HAZ) и основного металла (подложка, на которой происходит осаждение).
Аналогичный результат был получен в [4]. Выявлен механизм снижения ударной вязкости в сварных соединениях с использованием трубопроводной стали High-Strain X80 на основе вариаций погонной энергии и параметров сварки. [5,6]. С помощью термомеханического симулятора Gleeble ® 3800 авторы в [5] варьировали конечную температуру принудительного охлаждения и скорость охлаждения и в конце работы определили, что можно получить лучшую производительность и механическую прочность материала. увеличить с помощью принудительного охлаждения до 100 °C, чтобы сократить время ожидания между проходами сварки.Гаспар [6] в своей работе пришел к выводу, что исследованные подзоны ЗТВ в высокопрочных сталях показали более высокую чувствительность к погонной энергии при сварке по сравнению с обычными конструкционными сталями. Микроструктура сварного соединения напрямую связана с его механическими свойствами, а также с возможными дефектами, возникающими в результате сварки. от процесса осаждения. Как правило, микроструктура состоит из трех основных областей: зоны плавления (FZ), зоны термического влияния (HAZ) и основного металла (подложка, на которой происходит осаждение). ФЗ характеризуется жидкофазной смесью (разбавлением) присадочного металла и основного металла и в целом геометрически характеризуется тремя важными параметрами: армированием, шириной и глубиной [7,8].В исследовании, проведенном [8], оценивали преждевременное растрескивание типа IV для выяснения его механизмов в сварных соединениях труб из стали марки 91 с использованием проволоки ER90S-B9 и E91T1-B9. Авторы отметили, что FZ представляет собой область в сварном соединении, которая характеризуется более высоким уровнем деформации и твердостью, наименьшей ползучестью и наименьшим размером зерна (мартенситные пластины). ЗТВ – это часть основного металла, которая подверглась тепловому воздействию, но не достигла температуры плавления. Он состоит из 4 отдельных подобластей, называемых крупнозернистой ЗТВ (CGHAZ), мелкозернистой ЗТВ (FGHAZ), межкритической ЗТВ (IHAZ) и подкритической ЗТВ (SHAZ).CGHAZ соответствует области, в которой зерна материала выросли за счет высоких температур, достигаемых в процессе сварки и сохраняемых в течение относительно длительного времени при охлаждении наплавленных валиков до комнатной температуры.
ФЗ характеризуется жидкофазной смесью (разбавлением) присадочного металла и основного металла и в целом геометрически характеризуется тремя важными параметрами: армированием, шириной и глубиной [7,8].В исследовании, проведенном [8], оценивали преждевременное растрескивание типа IV для выяснения его механизмов в сварных соединениях труб из стали марки 91 с использованием проволоки ER90S-B9 и E91T1-B9. Авторы отметили, что FZ представляет собой область в сварном соединении, которая характеризуется более высоким уровнем деформации и твердостью, наименьшей ползучестью и наименьшим размером зерна (мартенситные пластины). ЗТВ – это часть основного металла, которая подверглась тепловому воздействию, но не достигла температуры плавления. Он состоит из 4 отдельных подобластей, называемых крупнозернистой ЗТВ (CGHAZ), мелкозернистой ЗТВ (FGHAZ), межкритической ЗТВ (IHAZ) и подкритической ЗТВ (SHAZ).CGHAZ соответствует области, в которой зерна материала выросли за счет высоких температур, достигаемых в процессе сварки и сохраняемых в течение относительно длительного времени при охлаждении наплавленных валиков до комнатной температуры. Поэтому в нелегированных и малоуглеродистых сталях для этой области характерно заметное увеличение размера аустенитного зерна. Эта область, как правило, представляет собой область с низкой ударной вязкостью в сварных соединениях, как также описано в [5]. Вблизи этой подобласти материал представляет собой область мелкозернистого зерна (FGHAZ) из-за процессов нормализации.В отличие от границы между FZ и CGHAZ, FGHAZ может представлять собой сочетание повышенной ударной вязкости и хорошей способности предотвращать распространение трещин [9]. Исследование, проведенное [9] в балансовой стали C 0,053, Si 0,27, Mn 1,2, Al 0,02, (Cr+Mo+Ni) 0,42, (Nb+V+Ti) 0,082, B 0,0014 и Fe, показало, что ударная вязкость зоны линии сплавления значительно ниже, чем у мелкозернистой ЗТВ (ФГАЗ) из-за ее кристаллографических зерен. Микроструктурное поведение различных подобластей околошовной зоны (ЗТВ) сварного соединения стали с низкой склонностью к образованию сварочных трещин.Учитывая фазовую диаграмму Fe-Fe 3 C, температура внутри CGHAZ и FGHAZ поднимается выше линий A3 и ACM для низкоуглеродистых сталей.
Поэтому в нелегированных и малоуглеродистых сталях для этой области характерно заметное увеличение размера аустенитного зерна. Эта область, как правило, представляет собой область с низкой ударной вязкостью в сварных соединениях, как также описано в [5]. Вблизи этой подобласти материал представляет собой область мелкозернистого зерна (FGHAZ) из-за процессов нормализации.В отличие от границы между FZ и CGHAZ, FGHAZ может представлять собой сочетание повышенной ударной вязкости и хорошей способности предотвращать распространение трещин [9]. Исследование, проведенное [9] в балансовой стали C 0,053, Si 0,27, Mn 1,2, Al 0,02, (Cr+Mo+Ni) 0,42, (Nb+V+Ti) 0,082, B 0,0014 и Fe, показало, что ударная вязкость зоны линии сплавления значительно ниже, чем у мелкозернистой ЗТВ (ФГАЗ) из-за ее кристаллографических зерен. Микроструктурное поведение различных подобластей околошовной зоны (ЗТВ) сварного соединения стали с низкой склонностью к образованию сварочных трещин.Учитывая фазовую диаграмму Fe-Fe 3 C, температура внутри CGHAZ и FGHAZ поднимается выше линий A3 и ACM для низкоуглеродистых сталей.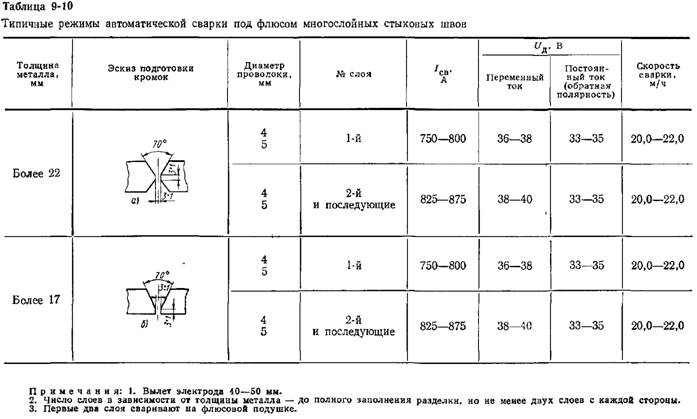 Поведение осаждения карбонитидов M 23 C 6 и MX, богатых Cr, и эволюция ферритных/мартезитных зерен в FGHAZ из сварных швов P91, которые имеют разрушение типа IV, изучались в [10]. Авторы заметили, что граница между IHAZ и FGHAZ не имеет достаточно высокой температуры для обеспечения равномерного распределения выделений в зернах, что способствует зарождению начальных полостей при ползучести.
Поведение осаждения карбонитидов M 23 C 6 и MX, богатых Cr, и эволюция ферритных/мартезитных зерен в FGHAZ из сварных швов P91, которые имеют разрушение типа IV, изучались в [10]. Авторы заметили, что граница между IHAZ и FGHAZ не имеет достаточно высокой температуры для обеспечения равномерного распределения выделений в зернах, что способствует зарождению начальных полостей при ползучести.
 Однако оценка и контроль геометрических характеристик, таких как высота, ширина и глубина армирования, в режиме реального времени, применяемых при дуговой сварке, представляет собой очень сложную задачу, как упоминалось в [12]. Автор предложил многопараметрическую систему управления в режиме реального времени, а также систему сбора данных о геометрии наплавленного валика на основе процессов орбитальной сварки MIG/MAG. Возможность выполнения этих анализов в режиме реального времени заключается в использовании неинвазивных методов измерения, таких как термография [13,14], ультразвук [15], эмиссионная спектрометрия [16] и машинное зрение [17].Система, предназначенная для сбора переменных параметров сварки и отправки импульсов в процесс GMAW с использованием источника питания постоянного напряжения, была представлена [13]. Эта система позволяет оценивать геометрию наплавленного валика на основе объединения термографических данных, сварочного тока и сварочного напряжения в многослойной нейронной сети персептрона.
Однако оценка и контроль геометрических характеристик, таких как высота, ширина и глубина армирования, в режиме реального времени, применяемых при дуговой сварке, представляет собой очень сложную задачу, как упоминалось в [12]. Автор предложил многопараметрическую систему управления в режиме реального времени, а также систему сбора данных о геометрии наплавленного валика на основе процессов орбитальной сварки MIG/MAG. Возможность выполнения этих анализов в режиме реального времени заключается в использовании неинвазивных методов измерения, таких как термография [13,14], ультразвук [15], эмиссионная спектрометрия [16] и машинное зрение [17].Система, предназначенная для сбора переменных параметров сварки и отправки импульсов в процесс GMAW с использованием источника питания постоянного напряжения, была представлена [13]. Эта система позволяет оценивать геометрию наплавленного валика на основе объединения термографических данных, сварочного тока и сварочного напряжения в многослойной нейронной сети персептрона.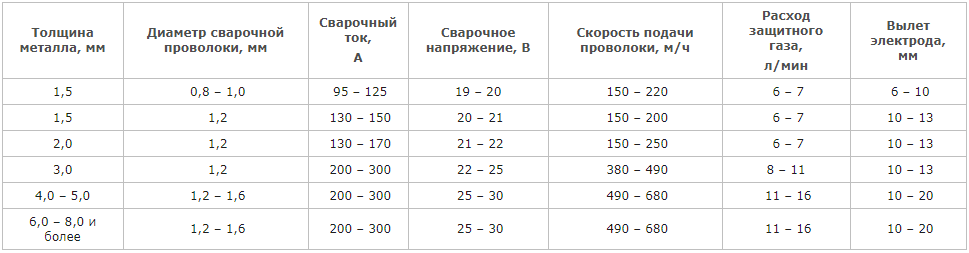 Результаты данной работы позволяют предположить, что предложенный метод применим в промышленных и исследовательских условиях. Исследование разработки надежного недорогого точечного инфракрасного датчика для контроля и управления процессом сварки в суровых производственных условиях было выполнено [14].Датчик показал хорошие результаты, обеспечивая постоянную глубину проплавления, несмотря на возникновение возмущений за счет обратной связи управления параметрами процесса сварки. Работа, выполненная [15], основывалась на автономных и оперативных измерениях времени бесконтактного ультразвука глубины проплавления летного шва. Авторы указали, что этот метод измерения глубины проплавления сварного шва позволяет использовать замкнутый контур для контроля глубины провара сварных швов. Методом относительной интенсивности, который основан на законах Больцмана и Саха и на определении интенсивности эмиссионной линии.В работе [16] был разработан неинтрузивный датчик, работающий в режиме реального времени, для отслеживания дефектов сварки, использующий эмиссионную спектрометрию для измерения электромагнитных свойств границы раздела плазмы и сварочной ванны при сварке GMA.
Результаты данной работы позволяют предположить, что предложенный метод применим в промышленных и исследовательских условиях. Исследование разработки надежного недорогого точечного инфракрасного датчика для контроля и управления процессом сварки в суровых производственных условиях было выполнено [14].Датчик показал хорошие результаты, обеспечивая постоянную глубину проплавления, несмотря на возникновение возмущений за счет обратной связи управления параметрами процесса сварки. Работа, выполненная [15], основывалась на автономных и оперативных измерениях времени бесконтактного ультразвука глубины проплавления летного шва. Авторы указали, что этот метод измерения глубины проплавления сварного шва позволяет использовать замкнутый контур для контроля глубины провара сварных швов. Методом относительной интенсивности, который основан на законах Больцмана и Саха и на определении интенсивности эмиссионной линии.В работе [16] был разработан неинтрузивный датчик, работающий в режиме реального времени, для отслеживания дефектов сварки, использующий эмиссионную спектрометрию для измерения электромагнитных свойств границы раздела плазмы и сварочной ванны при сварке GMA.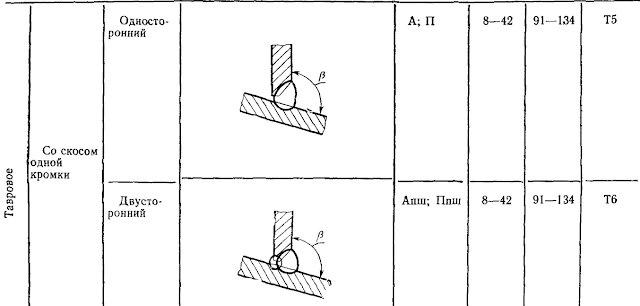 С помощью разработанной системы удалось обнаружить загрязнение смазкой, точки окисления, шлаковые включения, металлические включения (вольфрам), наведенную пористость и непровар. Исследование, проведенное [17], представило систему машинного зрения на основе лазера в режиме реального времени для контроля и управления сварочными процессами, которая доказала свою эффективность (точность (±0.55 мм). Система измерения ширины и высоты наплавленного валика в режиме реального времени, основанная на высокоскоростной камере и длиннопроходном оптическом фильтре, установленном в системе пассивного зрения, показала хорошие результаты по сравнению с автономными данными, собранными обычный лазерный 3D-сканер. Алгоритмы искусственного интеллекта (такие как искусственные нейронные сети, нечеткая логика и их ассоциации), инструменты обработки изображений и статистические методы (например, множественный регрессионный анализ, метод наименьших квадратов или факторный расчет) широко используются для оценки геометрии сварного шва.
С помощью разработанной системы удалось обнаружить загрязнение смазкой, точки окисления, шлаковые включения, металлические включения (вольфрам), наведенную пористость и непровар. Исследование, проведенное [17], представило систему машинного зрения на основе лазера в режиме реального времени для контроля и управления сварочными процессами, которая доказала свою эффективность (точность (±0.55 мм). Система измерения ширины и высоты наплавленного валика в режиме реального времени, основанная на высокоскоростной камере и длиннопроходном оптическом фильтре, установленном в системе пассивного зрения, показала хорошие результаты по сравнению с автономными данными, собранными обычный лазерный 3D-сканер. Алгоритмы искусственного интеллекта (такие как искусственные нейронные сети, нечеткая логика и их ассоциации), инструменты обработки изображений и статистические методы (например, множественный регрессионный анализ, метод наименьших квадратов или факторный расчет) широко используются для оценки геометрии сварного шва.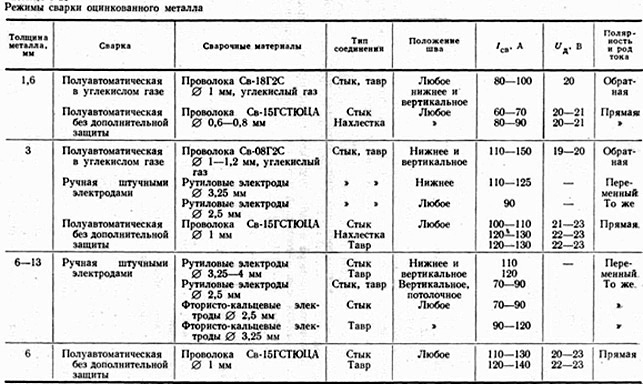 Тем не менее, измерение и прогнозирование микроструктуры наплавленных валиков чрезвычайно затруднены при использовании современных технологий. Слияние датчиков основано на получении данных, которые нельзя получить прямыми измерениями, за счет использования различных косвенных измерений, обеспечиваемых разными датчиками [19]. Принимая это во внимание, методы сенсорного сплавления могут применяться для оценки физических величин, таких как расширение зоны сплавления и ЗТВ в сварных швах. валик основан на ручных измерениях после сварки.Этот факт мотивировал исследования, направленные на разработку автономных систем контроля и управления сваркой, основанных на различных стратегиях, таких как слияние датчиков и искусственный интеллект. Работа, разработанная [20], представляет моделирование и прогнозирование размеров зоны термического влияния для процесса ПАВ с использованием анализа конечных элементов (МКЭ) и искусственной нейронной сети (ИНС). Моделирование было относительно точным, хотя и не различало субрегионы ЗТВ.
Тем не менее, измерение и прогнозирование микроструктуры наплавленных валиков чрезвычайно затруднены при использовании современных технологий. Слияние датчиков основано на получении данных, которые нельзя получить прямыми измерениями, за счет использования различных косвенных измерений, обеспечиваемых разными датчиками [19]. Принимая это во внимание, методы сенсорного сплавления могут применяться для оценки физических величин, таких как расширение зоны сплавления и ЗТВ в сварных швах. валик основан на ручных измерениях после сварки.Этот факт мотивировал исследования, направленные на разработку автономных систем контроля и управления сваркой, основанных на различных стратегиях, таких как слияние датчиков и искусственный интеллект. Работа, разработанная [20], представляет моделирование и прогнозирование размеров зоны термического влияния для процесса ПАВ с использованием анализа конечных элементов (МКЭ) и искусственной нейронной сети (ИНС). Моделирование было относительно точным, хотя и не различало субрегионы ЗТВ. Гунарадж и Муруган [21] разработали математические модели для изучения влияния параметров сварки и погонной энергии на ЗТВ сварных швов под флюсом в трубах из конструкционной стали.Моделирование было очень эффективным с точностью до 97% в некоторых случаях. Чжан и др. [22] разработали трехмерную (3D) модель конечных элементов для имитации температурного поля сварки сплава Ti-6Al-4V с использованием различных сварочных токов на основе гауссовой модели источника тепла. Они рассчитали эволюцию микроструктуры сварочной ванны с помощью метода макро-микросвязей клеточного автомата-конечно-различного (CA-FD) и получили хорошие результаты по сравнению с экспериментами, проведенными с помощью сварки GTA.Сравнение теоретических и экспериментальных тепловых полей, а также поведения микроструктуры и остаточных напряжений при применении нескольких сварных швов в соединении двух секций трубы API 5L X52 было проведено в [23]. Результаты показали, что метод моделирования может быть эффективно использован для точного определения оптимальных параметров сварки для данного вида сварки.
Гунарадж и Муруган [21] разработали математические модели для изучения влияния параметров сварки и погонной энергии на ЗТВ сварных швов под флюсом в трубах из конструкционной стали.Моделирование было очень эффективным с точностью до 97% в некоторых случаях. Чжан и др. [22] разработали трехмерную (3D) модель конечных элементов для имитации температурного поля сварки сплава Ti-6Al-4V с использованием различных сварочных токов на основе гауссовой модели источника тепла. Они рассчитали эволюцию микроструктуры сварочной ванны с помощью метода макро-микросвязей клеточного автомата-конечно-различного (CA-FD) и получили хорошие результаты по сравнению с экспериментами, проведенными с помощью сварки GTA.Сравнение теоретических и экспериментальных тепловых полей, а также поведения микроструктуры и остаточных напряжений при применении нескольких сварных швов в соединении двух секций трубы API 5L X52 было проведено в [23]. Результаты показали, что метод моделирования может быть эффективно использован для точного определения оптимальных параметров сварки для данного вида сварки. Исследование, разработанное [24], направлено на применение стандартных многослойных сетей прямого распространения в исследованиях титановых сплавов.Их работа включает в себя разработку диаграмм ТТТ, определение коррозионной стойкости, корреляции между параметрами обработки и свойствами сплавов, разработку диаграмм усталостной долговечности сплава Ti-6Al-4V. Исследование точности метода глубокого обучения для микроструктурной классификации на примерах некоторых микроструктурных составляющих низкоуглеродистой стали было разработано [25]. Модель, основанная на полностью сверточных нейронных сетях, достигла точности 93,94%.Виейра и Ламброс [26] разработали прогностические модели для оценки связи между зернистой микроструктурой материала и накоплением пластических деформаций на микроструктурном уровне при пластической деформации. Физическое моделирование однопроходной сварки стали HY 85 с использованием термомеханического симулятора Gleeble ® 3800 было выполнено в [27] для разработки модели на основе ИНС для оценки ширины и ударной вязкости крупнозернистой термически обработанной стали.
Исследование, разработанное [24], направлено на применение стандартных многослойных сетей прямого распространения в исследованиях титановых сплавов.Их работа включает в себя разработку диаграмм ТТТ, определение коррозионной стойкости, корреляции между параметрами обработки и свойствами сплавов, разработку диаграмм усталостной долговечности сплава Ti-6Al-4V. Исследование точности метода глубокого обучения для микроструктурной классификации на примерах некоторых микроструктурных составляющих низкоуглеродистой стали было разработано [25]. Модель, основанная на полностью сверточных нейронных сетях, достигла точности 93,94%.Виейра и Ламброс [26] разработали прогностические модели для оценки связи между зернистой микроструктурой материала и накоплением пластических деформаций на микроструктурном уровне при пластической деформации. Физическое моделирование однопроходной сварки стали HY 85 с использованием термомеханического симулятора Gleeble ® 3800 было выполнено в [27] для разработки модели на основе ИНС для оценки ширины и ударной вязкости крупнозернистой термически обработанной стали. (CGHAZ) зона смоделированных образцов ЗТВ.Авторы обнаружили хорошие корреляции с использованным алгоритмом обратного распространения с расчетной относительной ошибкой ±3,15% для ширины и ±7,93% для ударной вязкости.
(CGHAZ) зона смоделированных образцов ЗТВ.Авторы обнаружили хорошие корреляции с использованным алгоритмом обратного распространения с расчетной относительной ошибкой ±3,15% для ширины и ±7,93% для ударной вязкости. Несмотря на то, что состав материала и газа обычно не используется в промышленности, а фактическая толщина отличается от оценить полученную микроструктуру и применимость ИНС для оценки микроструктуры низкоуглеродистых и низколегированных сталей.Состав и механические свойства [30, 31] используемых сплавов приведены соответственно в табл. 1 и табл. 2. Проволока ЭР70С-6 представляет собой марганцево-кремнистую сталь, применяемую при сварке GMA нелегированных сталей, таких как , например, конструкционные стали в целом с пределом прочности при растяжении около 480 МПа. На основании данных, приведенных в Таблице 2, этот присадочный металл подходит для сварки таких сталей, как SAE 1020 и аналогичных.
Несмотря на то, что состав материала и газа обычно не используется в промышленности, а фактическая толщина отличается от оценить полученную микроструктуру и применимость ИНС для оценки микроструктуры низкоуглеродистых и низколегированных сталей.Состав и механические свойства [30, 31] используемых сплавов приведены соответственно в табл. 1 и табл. 2. Проволока ЭР70С-6 представляет собой марганцево-кремнистую сталь, применяемую при сварке GMA нелегированных сталей, таких как , например, конструкционные стали в целом с пределом прочности при растяжении около 480 МПа. На основании данных, приведенных в Таблице 2, этот присадочный металл подходит для сварки таких сталей, как SAE 1020 и аналогичных. Сбор данных, интерфейс управления и программное обеспечение для обработки были разработаны в предыдущей работе [32]. На рис. 2 схематично показаны компоненты и соединения системы сбора данных и управления без обратной связи.В качестве источника сварочного тока использовался Inversal 450 [33]. Алгоритм, разработанный [32], основанный на протоколе последовательной связи RS-232, использовался для установления связи с источником питания, чтобы обеспечить дистанционное управление и сбор данных непосредственно с его контроллера. Те же авторы разработали конечный автомат и программное обеспечение для сбора данных в Visual Studio для мониторинга и управления состоянием источника сварочного тока и последовательностью операций процесса сварки. Программное обеспечение для сбора данных под названием Thermo Data Welding (TDW) было разработано в Visual Studio [32].Это программное обеспечение включает функции связи, которые позволяют подключаться к термографической камере через порт FireWire (IEEE 1394) как для настройки параметров получения изображения, так и для получения тепловых изображений во время процесса.
Сбор данных, интерфейс управления и программное обеспечение для обработки были разработаны в предыдущей работе [32]. На рис. 2 схематично показаны компоненты и соединения системы сбора данных и управления без обратной связи.В качестве источника сварочного тока использовался Inversal 450 [33]. Алгоритм, разработанный [32], основанный на протоколе последовательной связи RS-232, использовался для установления связи с источником питания, чтобы обеспечить дистанционное управление и сбор данных непосредственно с его контроллера. Те же авторы разработали конечный автомат и программное обеспечение для сбора данных в Visual Studio для мониторинга и управления состоянием источника сварочного тока и последовательностью операций процесса сварки. Программное обеспечение для сбора данных под названием Thermo Data Welding (TDW) было разработано в Visual Studio [32].Это программное обеспечение включает функции связи, которые позволяют подключаться к термографической камере через порт FireWire (IEEE 1394) как для настройки параметров получения изображения, так и для получения тепловых изображений во время процесса.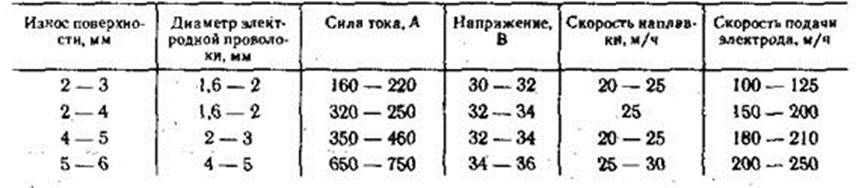 Он также подключается к источнику сварочного тока и к роботизированному одноосному сварочному столу через специально разработанный интерфейс, который подключается к компьютеру через интерфейс USB и к источнику сварочного тока через последовательный порт RS-232. Используя этот интерфейс, можно настроить параметры сварки в источнике питания, получить данные о сварке во время пробной сварки и управлять сварочным столом с помощью импульсов, сигналов направления и концевых выключателей через цифровые линии ввода-вывода (последовательность операций для проведение проб сварки настраивается в программе перед началом процесса сварки).Такая конфигурация включает: (а) начальное и конечное положения наплавленного валика с точки зрения смещения стола (заготовки); (b) параметры сварки (интенсивность стимула), подаваемые на источник сварочного тока (сварочное напряжение и скорость подачи проволоки), и (c) период выборки. Процесс запускается вручную и останавливается автоматически по окончании запрограммированной последовательности (или при остановке вручную).
Он также подключается к источнику сварочного тока и к роботизированному одноосному сварочному столу через специально разработанный интерфейс, который подключается к компьютеру через интерфейс USB и к источнику сварочного тока через последовательный порт RS-232. Используя этот интерфейс, можно настроить параметры сварки в источнике питания, получить данные о сварке во время пробной сварки и управлять сварочным столом с помощью импульсов, сигналов направления и концевых выключателей через цифровые линии ввода-вывода (последовательность операций для проведение проб сварки настраивается в программе перед началом процесса сварки).Такая конфигурация включает: (а) начальное и конечное положения наплавленного валика с точки зрения смещения стола (заготовки); (b) параметры сварки (интенсивность стимула), подаваемые на источник сварочного тока (сварочное напряжение и скорость подачи проволоки), и (c) период выборки. Процесс запускается вручную и останавливается автоматически по окончании запрограммированной последовательности (или при остановке вручную). Программное обеспечение также позволяет нам настроить коммуникационный порт USB на ПК, к которому подключен интерфейс сбора данных, и выбрать место хранения файла данных.Когда последовательность сварки заканчивается, создаются три файла: (а) файл конфигурации системы, (б) файл последовательности стимулов и (в) файл данных с собранными измерениями. Измерения, получаемые интерфейсом, включают следующие параметры сварки: скорость сварки (w s ), сварочное напряжение (U w ), сварочный ток (I w ) и скорость подачи проволоки (w f ). .
Программное обеспечение также позволяет нам настроить коммуникационный порт USB на ПК, к которому подключен интерфейс сбора данных, и выбрать место хранения файла данных.Когда последовательность сварки заканчивается, создаются три файла: (а) файл конфигурации системы, (б) файл последовательности стимулов и (в) файл данных с собранными измерениями. Измерения, получаемые интерфейсом, включают следующие параметры сварки: скорость сварки (w s ), сварочное напряжение (U w ), сварочный ток (I w ) и скорость подачи проволоки (w f ). . Схема драйвера управляет двигателем с помощью импульсов сигналов, которые изменяют его скорость (время шага) и направление. Кроме того, другие сигналы указывают на состояние драйвера и защищают от перегрузки. Максимальная нагрузка, поддерживаемая конструкцией, составляет 147 Н, а максимальная скорость перемещения — 20 мм/с. Скорость сварки определяется данными, отправляемыми компьютером на интерфейс сбора данных и управления.Интерфейс управляет схемой драйвера шагового двигателя в роботизированном сварочном столе.
Схема драйвера управляет двигателем с помощью импульсов сигналов, которые изменяют его скорость (время шага) и направление. Кроме того, другие сигналы указывают на состояние драйвера и защищают от перегрузки. Максимальная нагрузка, поддерживаемая конструкцией, составляет 147 Н, а максимальная скорость перемещения — 20 мм/с. Скорость сварки определяется данными, отправляемыми компьютером на интерфейс сбора данных и управления.Интерфейс управляет схемой драйвера шагового двигателя в роботизированном сварочном столе.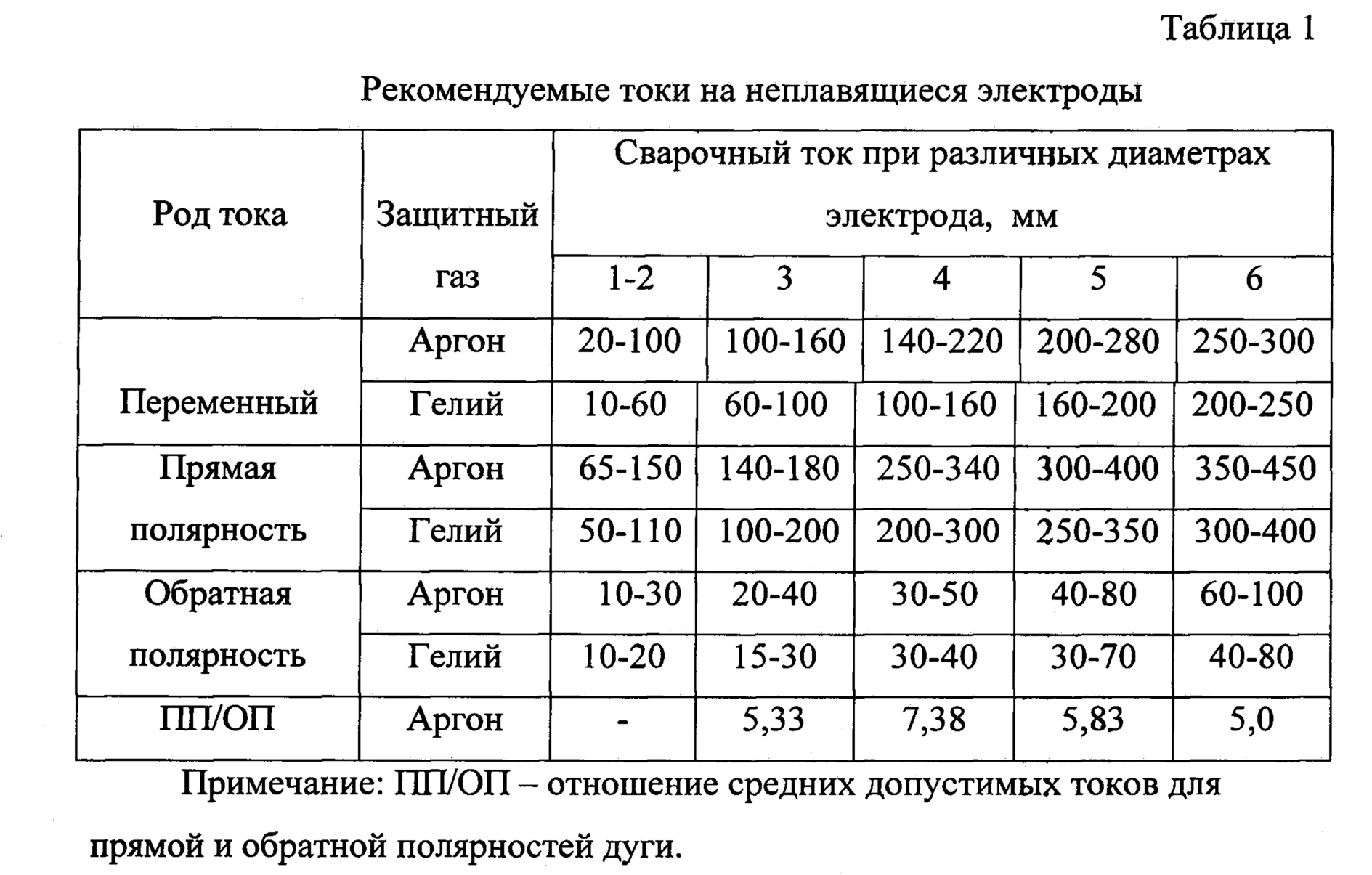 Камера FLIR Thermo Vision A40M [34] также использовалась для получения термографической информации о сварочной ванне. Через интерфейс Firewire (IEEE 1394) температура каждого пикселя собирается в матричном формате. В данной модели термографической камеры используется массив фокальной плоскости (ФПУ), состоящий из 320 × 240 неохлаждаемых микроболометрических детекторов, чувствительных к ИК-излучению в спектральном диапазоне от 7,5 до 13 мкм, максимальный диапазон температур от −40 °C до 2000 °C ( расширенный диапазон), частота дискретизации 120 Гц и максимальное разрешение 16-битный монохромный и 8-битный цветной.Камера располагалась под углом 45° к горизонтальной плоскости заготовки и на расстоянии 500 мм от сварочной ванны.
Камера FLIR Thermo Vision A40M [34] также использовалась для получения термографической информации о сварочной ванне. Через интерфейс Firewire (IEEE 1394) температура каждого пикселя собирается в матричном формате. В данной модели термографической камеры используется массив фокальной плоскости (ФПУ), состоящий из 320 × 240 неохлаждаемых микроболометрических детекторов, чувствительных к ИК-излучению в спектральном диапазоне от 7,5 до 13 мкм, максимальный диапазон температур от −40 °C до 2000 °C ( расширенный диапазон), частота дискретизации 120 Гц и максимальное разрешение 16-битный монохромный и 8-битный цветной.Камера располагалась под углом 45° к горизонтальной плоскости заготовки и на расстоянии 500 мм от сварочной ванны.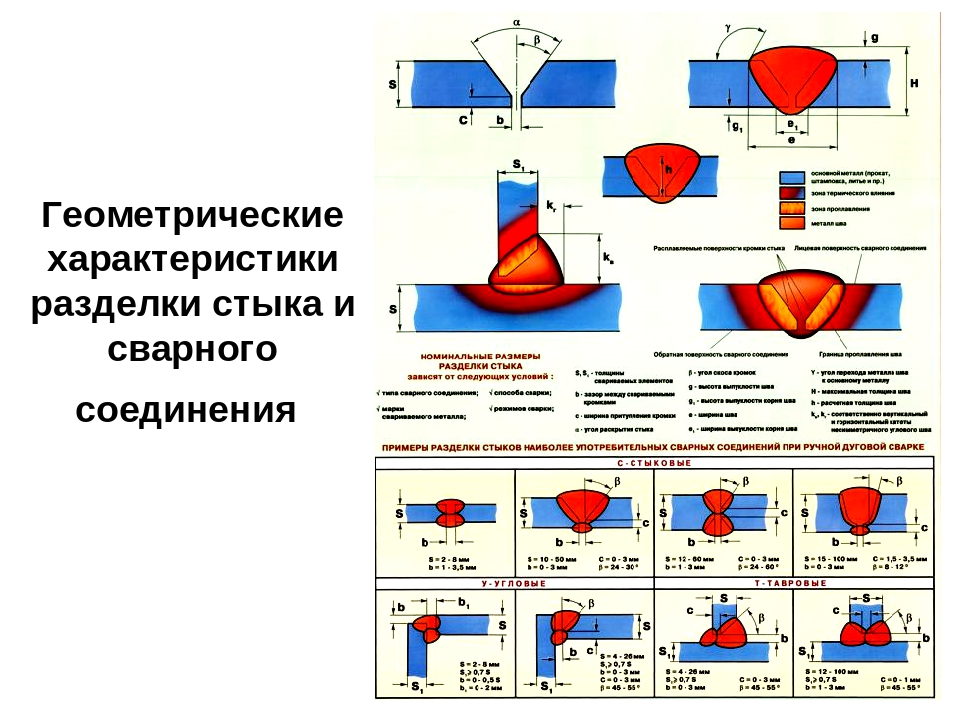
 Измерения растяжения проводились с помощью измерительного инструмента оптического микроскопа. Пример используемых критериев измерения можно увидеть на рисунке 3b. Анализы
Измерения растяжения проводились с помощью измерительного инструмента оптического микроскопа. Пример используемых критериев измерения можно увидеть на рисунке 3b. Анализы Изменение значений w s , U w и w f для x = 80 мм направлено на то, чтобы избежать затвердевания ванны с проволокой внутри в конце сварного шва. Используемый период выборки составлял 20 мс. Значение теоретического сварочного тока (I w ‘) в зависимости от диаметра электрода можно оценить, например, по диаграммам wf × I, как в случае с материалом, представленным в Справочник по сварке AWS [35].При значениях U w , I w ′ и as можно получить теоретическую подводимую теплоту (H′) с учетом коэффициента теплового КПД, принятого стандартом BS ISO 1011-1 [36].
Изменение значений w s , U w и w f для x = 80 мм направлено на то, чтобы избежать затвердевания ванны с проволокой внутри в конце сварного шва. Используемый период выборки составлял 20 мс. Значение теоретического сварочного тока (I w ‘) в зависимости от диаметра электрода можно оценить, например, по диаграммам wf × I, как в случае с материалом, представленным в Справочник по сварке AWS [35].При значениях U w , I w ′ и as можно получить теоретическую подводимую теплоту (H′) с учетом коэффициента теплового КПД, принятого стандартом BS ISO 1011-1 [36]. Для выходов моделей использовались 6 вариантов: пять моделей только с одним выходом (ФЗ, ЦГАЗ, ФГАЗ, ИХАЗ и ШАЗ) и одна модель со всеми пятью выходами.
Для выходов моделей использовались 6 вариантов: пять моделей только с одним выходом (ФЗ, ЦГАЗ, ФГАЗ, ИХАЗ и ШАЗ) и одна модель со всеми пятью выходами.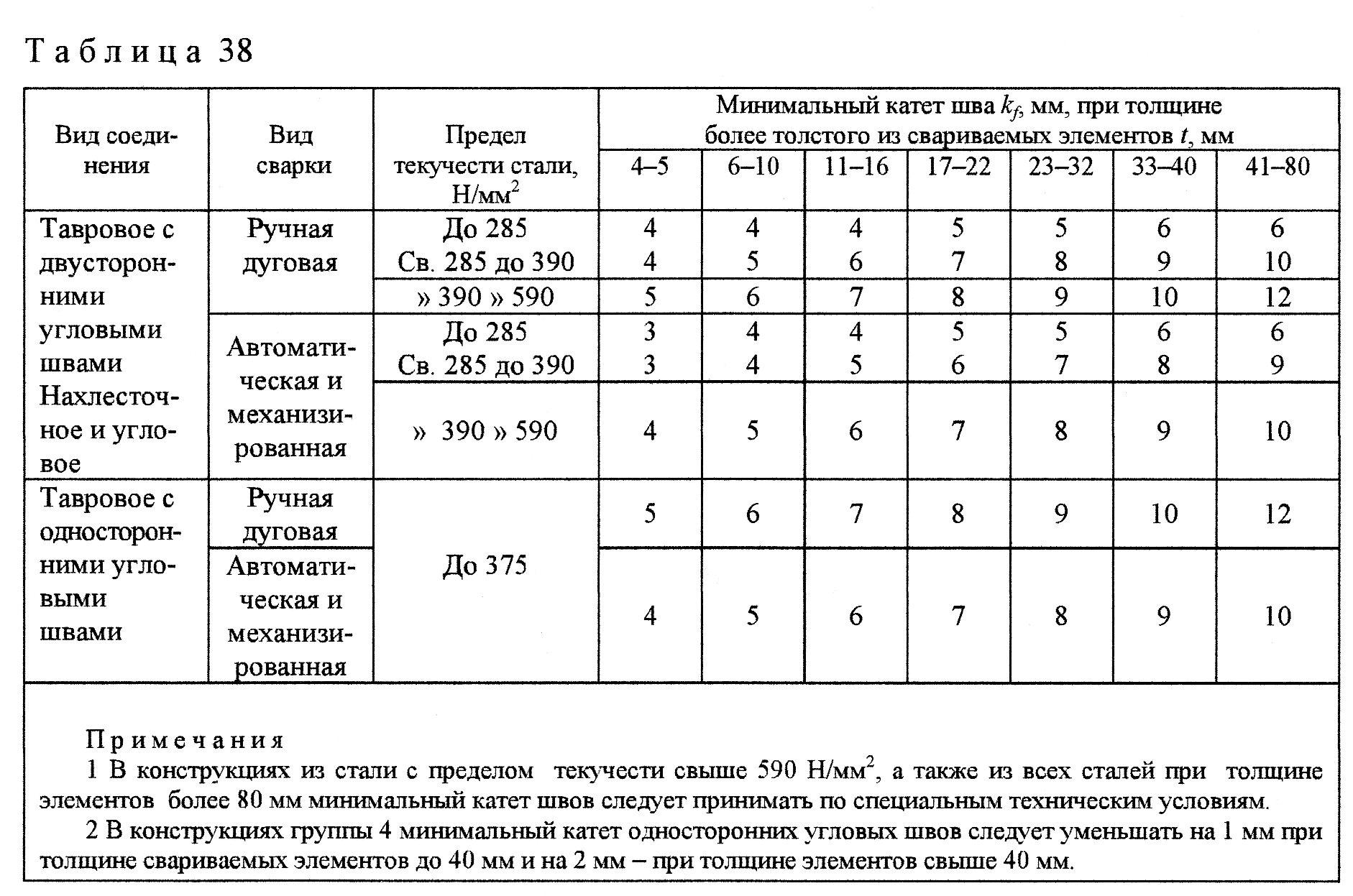 Каждый набор экспериментальных данных был разделен на 70% для обучения, 15% для проверки и 15% для проверки точности для режима обучения LM.Для режима обучения BR набор данных был разделен на 70% для обучения и 30% для проверки точности моделей.
Каждый набор экспериментальных данных был разделен на 70% для обучения, 15% для проверки и 15% для проверки точности для режима обучения LM.Для режима обучения BR набор данных был разделен на 70% для обучения и 30% для проверки точности моделей. Результаты этих измерений и параметры сварки, полученные интерфейсом, для образцов 1, 2 и 3 соответственно показаны в Таблице 4, Таблице 5 и Таблице 6.
Результаты этих измерений и параметры сварки, полученные интерфейсом, для образцов 1, 2 и 3 соответственно показаны в Таблице 4, Таблице 5 и Таблице 6. Увеличение w f вызывает мгновенное колебание расхода проволоки.Таким образом, чтобы установить баланс между скоростью плавления и скоростью подачи, сохраняя постоянную длину дуги, происходит увеличение электрического тока, стремящегося к увеличению значения H. Увеличение w s вызывает уменьшение значения H, что приводит к уменьшению проникновения и площади поперечного сечения зоны термического влияния. Когда увеличение w f и w s происходит одновременно, имеет место сочетание двух описанных выше эффектов, вызывающих нелинейные изменения значения H.
Увеличение w f вызывает мгновенное колебание расхода проволоки.Таким образом, чтобы установить баланс между скоростью плавления и скоростью подачи, сохраняя постоянную длину дуги, происходит увеличение электрического тока, стремящегося к увеличению значения H. Увеличение w s вызывает уменьшение значения H, что приводит к уменьшению проникновения и площади поперечного сечения зоны термического влияния. Когда увеличение w f и w s происходит одновременно, имеет место сочетание двух описанных выше эффектов, вызывающих нелинейные изменения значения H.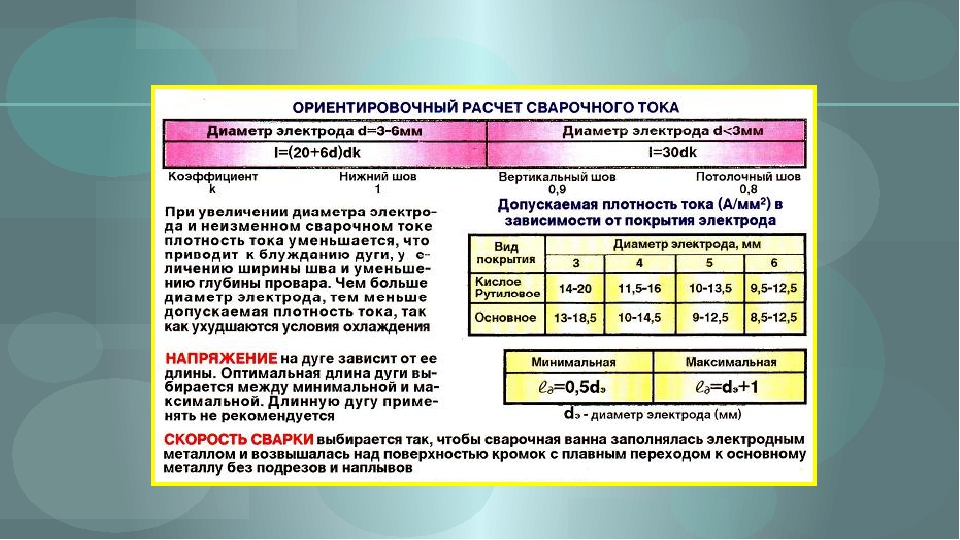 Для образца 1 2 снижение наблюдалось только в IHAZ. В случае образца 3 снижение наблюдалось только в CGHAZ и IHAZ.Прогнозирование того, какой регион будет затронут, по-прежнему является сложной задачей, требующей дальнейших исследований для лучшего понимания.
Для образца 1 2 снижение наблюдалось только в IHAZ. В случае образца 3 снижение наблюдалось только в CGHAZ и IHAZ.Прогнозирование того, какой регион будет затронут, по-прежнему является сложной задачей, требующей дальнейших исследований для лучшего понимания. рисунок 4).Результаты были сохранены для использования в модели прогнозирования микроструктуры с помощью ANN. Результаты, полученные при анализе микрофотографий, будут представлены далее. Последовательность развития микроструктуры и фазы, присутствующие в микроструктурах, наблюдаемых для подобластей ЗТВ и ЗТВ, будут в основном одинаковыми для всех образцов. Микроструктурные изменения, наблюдаемые на микрофотографиях, связаны с расширением каждой зоны для трех образцов. Таким образом, следующие изображения представляют микроструктурный анализ трех образцов в отношении фазового состава.Микроструктура основного металла показана на рис. 5. Наблюдается присутствие первичного феррита (ПФ) и перлита (П) с долей примерно 76 % и 24 % соответственно. На рис. 6а–г показана микроструктура ФЗ. Он состоит из первичного феррита с границами зерен PF(G), игольчатого феррита (AF), феррита Видманштетта (WF), феррита с выровненной второй фазой (FS(A)) и с невыровненной второй фазой (FS(NA)). По мнению многих авторов, образование бейнита и видманштеттенового феррита происходит из одного ядра.
рисунок 4).Результаты были сохранены для использования в модели прогнозирования микроструктуры с помощью ANN. Результаты, полученные при анализе микрофотографий, будут представлены далее. Последовательность развития микроструктуры и фазы, присутствующие в микроструктурах, наблюдаемых для подобластей ЗТВ и ЗТВ, будут в основном одинаковыми для всех образцов. Микроструктурные изменения, наблюдаемые на микрофотографиях, связаны с расширением каждой зоны для трех образцов. Таким образом, следующие изображения представляют микроструктурный анализ трех образцов в отношении фазового состава.Микроструктура основного металла показана на рис. 5. Наблюдается присутствие первичного феррита (ПФ) и перлита (П) с долей примерно 76 % и 24 % соответственно. На рис. 6а–г показана микроструктура ФЗ. Он состоит из первичного феррита с границами зерен PF(G), игольчатого феррита (AF), феррита Видманштетта (WF), феррита с выровненной второй фазой (FS(A)) и с невыровненной второй фазой (FS(NA)). По мнению многих авторов, образование бейнита и видманштеттенового феррита происходит из одного ядра. В этом случае процесс зародышеобразования является вытесняющим с разделением только углерода при зарождении новой фазы. Основное различие между зарождением бейнита и видманштеттенового феррита состоит в том, что первый образуется только тогда, когда рост без диффузии может поддерживаться при температуре превращения; в противном случае образуется феррит Видманштетта [37,38]. В основе этой модели лежит теория мартенситного зарождения, в которой энергия активации линейно зависит от химической движущей силы.Этот принцип существенно расходится с классической теорией зародышеобразования, в которой энергия активации обратно пропорциональна некоторой мощности химической движущей силы, учитывая, что в переохлажденном аустените уже существуют зародыши. Игольчатый феррит также имеет очень сложный механизм зародышеобразования, который мотивировал несколько исследований в последние годы. При этом можно наблюдать, что зарождение игольчатого феррита происходит гетерогенно из неметаллических включений в стали [38].
В этом случае процесс зародышеобразования является вытесняющим с разделением только углерода при зарождении новой фазы. Основное различие между зарождением бейнита и видманштеттенового феррита состоит в том, что первый образуется только тогда, когда рост без диффузии может поддерживаться при температуре превращения; в противном случае образуется феррит Видманштетта [37,38]. В основе этой модели лежит теория мартенситного зарождения, в которой энергия активации линейно зависит от химической движущей силы.Этот принцип существенно расходится с классической теорией зародышеобразования, в которой энергия активации обратно пропорциональна некоторой мощности химической движущей силы, учитывая, что в переохлажденном аустените уже существуют зародыши. Игольчатый феррит также имеет очень сложный механизм зародышеобразования, который мотивировал несколько исследований в последние годы. При этом можно наблюдать, что зарождение игольчатого феррита происходит гетерогенно из неметаллических включений в стали [38]. Как правило, при зародышеобразовании со смещением между ядром и матрицей должна быть скользящая поверхность. Однако кажется маловероятным, что интерфейс включения/аустенита обладает такой способностью и диссоциирует непосредственно в зародыш феррита [37]. Однако это не исключает вытесняющего процесса зародышеобразования. Осколки дислокации аустенита, прилегающие к неметаллическим включениям, могут обеспечить необходимые матрицы (например, для эффектов дифференциального теплового расширения), которые могут диссоциировать на соответствующие зародыши.Кроме того, энергия активации и движущая сила представляют собой линейную зависимость [37]. Это означает, что движущая сила при начальной температуре превращения должна линейно изменяться в зависимости от начальной температуры. Для зон термического влияния наблюдаются следующие микроструктуры: PF (полигональные и зернограничные), FS (NA), AF и перлит. Фазовый баланс в ЗТВ оставался таким же, как и в основном металле, хотя морфология и размер зерна демонстрировали изменения, вызванные несколькими скоростями охлаждения, характерными для образцов с расстоянием ЗТ.
Как правило, при зародышеобразовании со смещением между ядром и матрицей должна быть скользящая поверхность. Однако кажется маловероятным, что интерфейс включения/аустенита обладает такой способностью и диссоциирует непосредственно в зародыш феррита [37]. Однако это не исключает вытесняющего процесса зародышеобразования. Осколки дислокации аустенита, прилегающие к неметаллическим включениям, могут обеспечить необходимые матрицы (например, для эффектов дифференциального теплового расширения), которые могут диссоциировать на соответствующие зародыши.Кроме того, энергия активации и движущая сила представляют собой линейную зависимость [37]. Это означает, что движущая сила при начальной температуре превращения должна линейно изменяться в зависимости от начальной температуры. Для зон термического влияния наблюдаются следующие микроструктуры: PF (полигональные и зернограничные), FS (NA), AF и перлит. Фазовый баланс в ЗТВ оставался таким же, как и в основном металле, хотя морфология и размер зерна демонстрировали изменения, вызванные несколькими скоростями охлаждения, характерными для образцов с расстоянием ЗТ.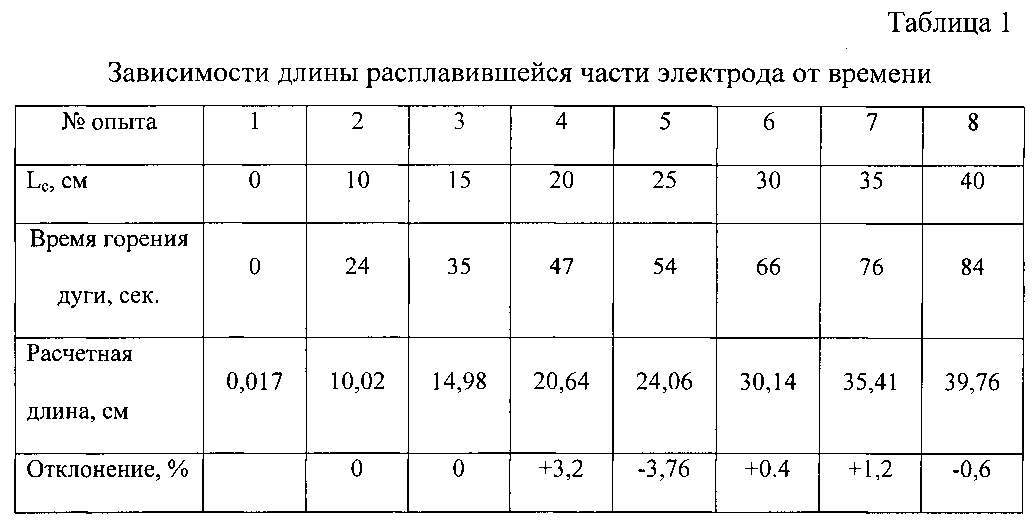 На рис. 7а,б показаны изображения CGHAZ. Возможно присутствие вырожденного перлита P(D), PF(G) и агрегата феррито-карбидного (FC) в крупных колониях зерен. На рис. 8a–c показана, соответственно, микроструктура границ FGAZ/IHAZ, FGHAZ и IHAZ. Можно наблюдать образование P, P(D) и PF. Микроструктура, сформированная в ЦГАЗ и ФГАЗ, имеет, по-видимому, участки вырожденного перлита, хорошо отграниченные участками игольчатого феррита (ИФ). Вероятно, это связано с фазовым превращением аустенита (γ) в игольчатую фазу.Кроме того, в этих участках ЗТВ может происходить интенсивный диффузионный процесс легирования элементов электродной проволоки к основному металлу. На рис. 9 представлена микроструктура ЗТВ. Он в основном состоит из ферритной матрицы (PF) с мелкими зернами перлита (P). Как и ожидалось, эта микроструктура напоминает неповрежденный основной металл. На рис. 10а показан спектр XRD, полученный для образцов в трех областях: FZ, CGHAZ и IHAZ. Можно наблюдать три дифракционных пика, которые относятся к плоскостям (110), (200) и (211) α-Fe (JCPDS 89-7194).
На рис. 7а,б показаны изображения CGHAZ. Возможно присутствие вырожденного перлита P(D), PF(G) и агрегата феррито-карбидного (FC) в крупных колониях зерен. На рис. 8a–c показана, соответственно, микроструктура границ FGAZ/IHAZ, FGHAZ и IHAZ. Можно наблюдать образование P, P(D) и PF. Микроструктура, сформированная в ЦГАЗ и ФГАЗ, имеет, по-видимому, участки вырожденного перлита, хорошо отграниченные участками игольчатого феррита (ИФ). Вероятно, это связано с фазовым превращением аустенита (γ) в игольчатую фазу.Кроме того, в этих участках ЗТВ может происходить интенсивный диффузионный процесс легирования элементов электродной проволоки к основному металлу. На рис. 9 представлена микроструктура ЗТВ. Он в основном состоит из ферритной матрицы (PF) с мелкими зернами перлита (P). Как и ожидалось, эта микроструктура напоминает неповрежденный основной металл. На рис. 10а показан спектр XRD, полученный для образцов в трех областях: FZ, CGHAZ и IHAZ. Можно наблюдать три дифракционных пика, которые относятся к плоскостям (110), (200) и (211) α-Fe (JCPDS 89-7194). Полученный спектр указывает на отсутствие остаточного аустенита, как это наблюдалось при микроскопическом анализе. Однако, как показано на рис. 10b–d, по сравнению с CGHAZ и IHAZ, дифракционный сигнал FZ показал большую интенсивность и ширину для 3 пиков (2θ, равный 44,5°, 64,75° и 82,07° соответственно). Кроме того, хотя явных изменений интенсивностей α (200) и α (211) не наблюдается, интенсивность пика α (110) значительно увеличивается от области IHAZ к CGHAZ и достигает наибольшего значения для FZ.Это результат измельчения зерна, представленного микроструктурами FZ и CGHAZ, поскольку они представляют собой возникновение AF. В общем, расширение FWHM является результатом уменьшения размера зерна и увеличения плотности дислокаций.
Полученный спектр указывает на отсутствие остаточного аустенита, как это наблюдалось при микроскопическом анализе. Однако, как показано на рис. 10b–d, по сравнению с CGHAZ и IHAZ, дифракционный сигнал FZ показал большую интенсивность и ширину для 3 пиков (2θ, равный 44,5°, 64,75° и 82,07° соответственно). Кроме того, хотя явных изменений интенсивностей α (200) и α (211) не наблюдается, интенсивность пика α (110) значительно увеличивается от области IHAZ к CGHAZ и достигает наибольшего значения для FZ.Это результат измельчения зерна, представленного микроструктурами FZ и CGHAZ, поскольку они представляют собой возникновение AF. В общем, расширение FWHM является результатом уменьшения размера зерна и увеличения плотности дислокаций. Также дислокации пиков могут быть связаны с образованием оксидов в ФЗ.
Также дислокации пиков могут быть связаны с образованием оксидов в ФЗ.
 На рис. 13 показаны линейные регрессии для каждого из 5 результатов модели F и регрессия для всех данных в этой модели. «Все данные» относятся к линейной регрессии со всеми результатами выходных данных модели F (FZ, CGHAZ, FGHAZ, IHAZ и SHAZ). Модель F более выгодна, чем другие модели с одним выходом, потому что она объединяет 5 выходов или слоев модели в одну модель, но с аналогичной структурой. Эта модель требует одинаковых вычислительных ресурсов для оценки всех 5 слоев, а отдельные модели — для оценки только одного слоя.Другим важным суждением для выбора этой модели является значение R (0,99472), которое лучше, чем у CGHAZ (0,86041), FGHAZ (0,93911), IHAZ (0,92771) и SHAZ (0,99394), уступая только FZ (0,99681). Таблица 8 представляет собой сравнение среднего значения общей производительности, стандартного отклонения, минимума, максимума и амплитуды значений RMSE для всех моделей от A до F. Найденные результаты показывают, что моделью с более низкими значениями RMSE является модель A (за исключением или стандартного отклонения, который представил второй более низкий RMSE).
На рис. 13 показаны линейные регрессии для каждого из 5 результатов модели F и регрессия для всех данных в этой модели. «Все данные» относятся к линейной регрессии со всеми результатами выходных данных модели F (FZ, CGHAZ, FGHAZ, IHAZ и SHAZ). Модель F более выгодна, чем другие модели с одним выходом, потому что она объединяет 5 выходов или слоев модели в одну модель, но с аналогичной структурой. Эта модель требует одинаковых вычислительных ресурсов для оценки всех 5 слоев, а отдельные модели — для оценки только одного слоя.Другим важным суждением для выбора этой модели является значение R (0,99472), которое лучше, чем у CGHAZ (0,86041), FGHAZ (0,93911), IHAZ (0,92771) и SHAZ (0,99394), уступая только FZ (0,99681). Таблица 8 представляет собой сравнение среднего значения общей производительности, стандартного отклонения, минимума, максимума и амплитуды значений RMSE для всех моделей от A до F. Найденные результаты показывают, что моделью с более низкими значениями RMSE является модель A (за исключением или стандартного отклонения, который представил второй более низкий RMSE). Стандартное отклонение всех моделей указывает на высокую дисперсию значений RMSE. Эта дисперсия может быть связана с изменениями точности оценки выходных данных в алгоритмах при изменении конфигурации размеров 1-го и 2-го скрытых слоев. Этот факт подчеркивает актуальность результатов, полученных для сетевых конфигураций с более низким значением RMSE. В таблице 9 показаны средние ошибки относительно каждой зоны для модели F. Окончательная ошибка модели составляет около 12,9%, что представляет собой относительно хорошее соответствие для оценки протяженности зон.Тем не менее, модель F может оценить размер FZ с ошибкой всего 4%, что представляет собой удовлетворительный результат. Некоторые авторы проводили исследования с использованием ИНС для оценки геометрии [39,40,41] и механических свойств [42,43]. сварных швов в различных процессах сварки, достигая диапазона ошибок, согласующегося с результатами, представленными в этом исследовании. Однако, поскольку это малоизученная тема, существует не так много исследований, которые связывают предсказание расширения областей, присутствующих в микроструктуре материала, с ИНС.
Стандартное отклонение всех моделей указывает на высокую дисперсию значений RMSE. Эта дисперсия может быть связана с изменениями точности оценки выходных данных в алгоритмах при изменении конфигурации размеров 1-го и 2-го скрытых слоев. Этот факт подчеркивает актуальность результатов, полученных для сетевых конфигураций с более низким значением RMSE. В таблице 9 показаны средние ошибки относительно каждой зоны для модели F. Окончательная ошибка модели составляет около 12,9%, что представляет собой относительно хорошее соответствие для оценки протяженности зон.Тем не менее, модель F может оценить размер FZ с ошибкой всего 4%, что представляет собой удовлетворительный результат. Некоторые авторы проводили исследования с использованием ИНС для оценки геометрии [39,40,41] и механических свойств [42,43]. сварных швов в различных процессах сварки, достигая диапазона ошибок, согласующегося с результатами, представленными в этом исследовании. Однако, поскольку это малоизученная тема, существует не так много исследований, которые связывают предсказание расширения областей, присутствующих в микроструктуре материала, с ИНС.