Виды сварочного пламени | Сварка и сварщик
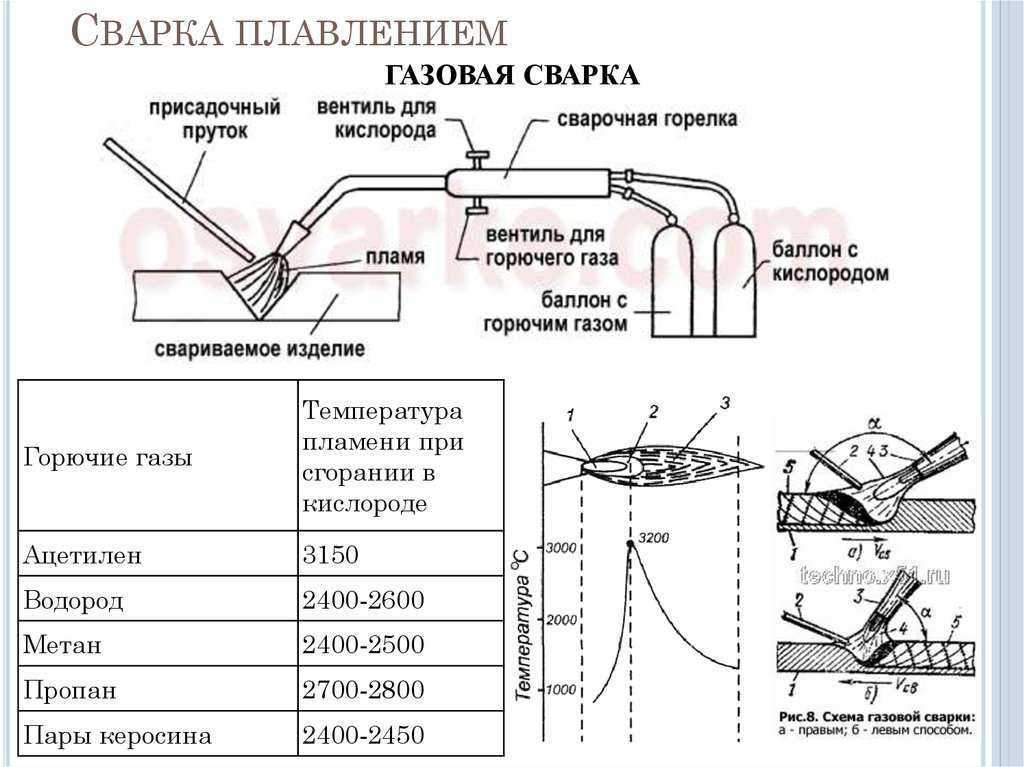
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы-заменители ацетилена — пропан-бутан, метан, природный и городской газы.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена — 1,1-1,2, природного газа — 1,5-1,6, пропана — 3,5.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны:
- ядро
- восстановительная зона
- факел
Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду.
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетилен воспламеняется при температуре 450-500°С, а газы-заменители — 550-650°С. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.
а — окислительное, б — нормальное, в — науглероживающее; 1 — ядро, 2 — восстановительная зона, 3 — факел
Рисунок 1 — Виды сварочного пламени
Процесс сгорания ацетилена в кислороде можно условно разделить на две стадии. Сначала под влиянием нагрева происходит распад ацетилена на элементы: С2Н2=2С+Н2. Затем происходит первая стадия сгорания ацетилена за счет кислорода смеси по реакции 2С+Н2+O2=2СО+Н2. Вторая стадия горения протекает за счет кислорода воздуха: 2СО+Н2+1,5O2=2СO2+Н2O. Процесс горения горючего газа в кислороде экзотермичен, т.е. идет с выделением теплоты.
Сначала под влиянием нагрева происходит распад ацетилена на элементы: С2Н2=2С+Н2. Затем происходит первая стадия сгорания ацетилена за счет кислорода смеси по реакции 2С+Н2+O2=2СО+Н2. Вторая стадия горения протекает за счет кислорода воздуха: 2СО+Н2+1,5O2=2СO2+Н2O. Процесс горения горючего газа в кислороде экзотермичен, т.е. идет с выделением теплоты.
Ядро имеет резко очерченную форму (близкую к форме цилиндра), плавно закругляющуюся в конце, с ярко светящейся оболочкой. Оболочка состоит из раскаленных частиц углерода, которые сгорают в наружном слое оболочки. Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения. Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси — его длину.
Площадь поперечного сечения канала мундштука горелки прямо пропорциональна толщине свариваемого металла. Сварочное пламя не должно быть слишком «мягким» или «жестким». Мягкое пламя склонно к обратным ударам и хлопкам, жесткое — способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается и ядро сварочного пламени удлиняется, при уменьшении скорости истечения ядро укорачивается. С увеличением номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000°С.
Сварочное пламя не должно быть слишком «мягким» или «жестким». Мягкое пламя склонно к обратным ударам и хлопкам, жесткое — способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается и ядро сварочного пламени удлиняется, при уменьшении скорости истечения ядро укорачивается. С увеличением номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000°С.
Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от номера мундштука и достигает 20 мм. Зона состоит из продуктов неполного сгорания ацетилена — оксид углерода и водорода. Она называется восстановительной, так как оксид углерода и водорода раскисляют расплавленный металл, отнимая кислород от его оксидов. Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, то сварочный шов получается без пор газовых и шлаковых включений.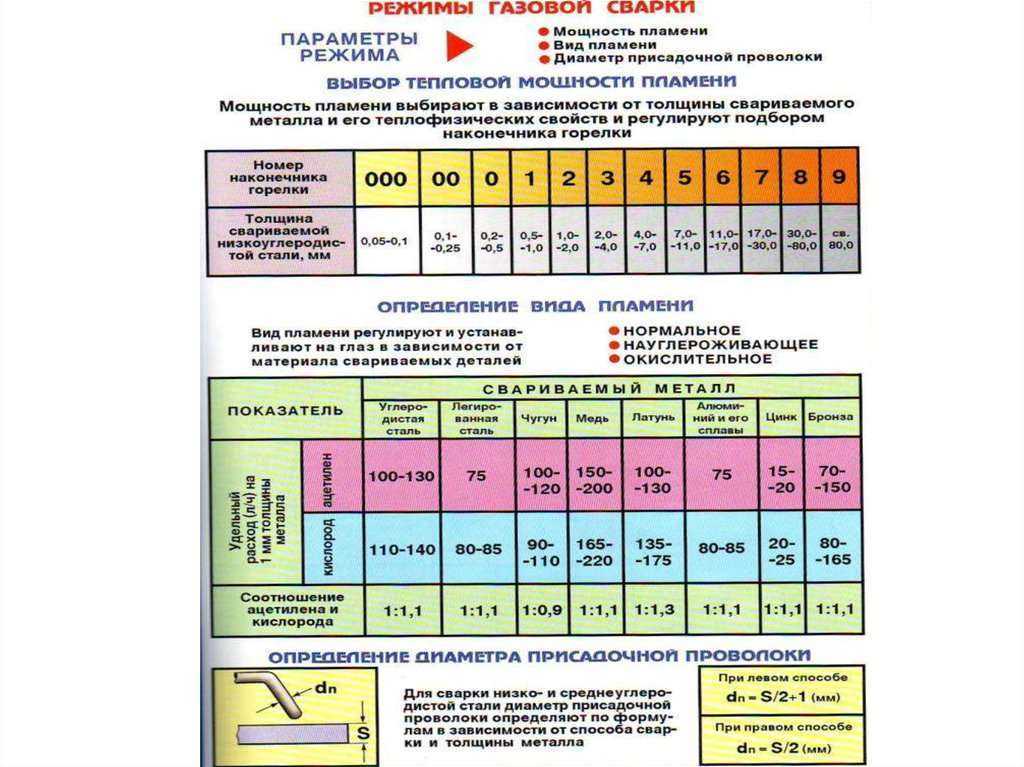
Зона полного сгорания (факел) располагается за восстановительной зоной. Она состоит из углекислого газа, паров воды и газа, которые образуются в пламени при сгорании оксида углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура этой зоны значительно ниже, чем температура восстановительной, и колеблется от 1200 до 2520°С.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее. Нормальное пламя теоретически получают тогда, когда в горелку на один объем кислорода подают несколько больше от 1,1 до 1,3 объема ацетилена.
Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны.
В нормальном пламени ярко выражены все три зоны.
Окислительное пламя получается при избытке кислорода, при подаче в горелку на один объем ацетилена более 1,3 объема кислорода. При этом ядро приобретает конусообразную форму, значительно сокращается по длине, становится с менее резкими очертаниями и приобретает более бледную окраску. Сокращаются по длине также восстановительная зона и факел. Все пламя приобретает синевато-фиолетовую окраску. Пламя горит с шумом, уровень которого зависит от давления кислорода. Температура окислительного пламени выше нормального, однако сваривать стали таким пламенем нельзя из-за наличия в пламени избытка кислорода. Избыток кислорода приводит к окислению металла шва, шов получается пористым и хрупким. Окислительное пламя можно применять при газовой сварке латуни и пайке твердыми припоями.
Науглероживающее пламя получается при избытке ацетилена, когда в горелку на один объем ацетилена подается 0,95 и менее объема кислорода.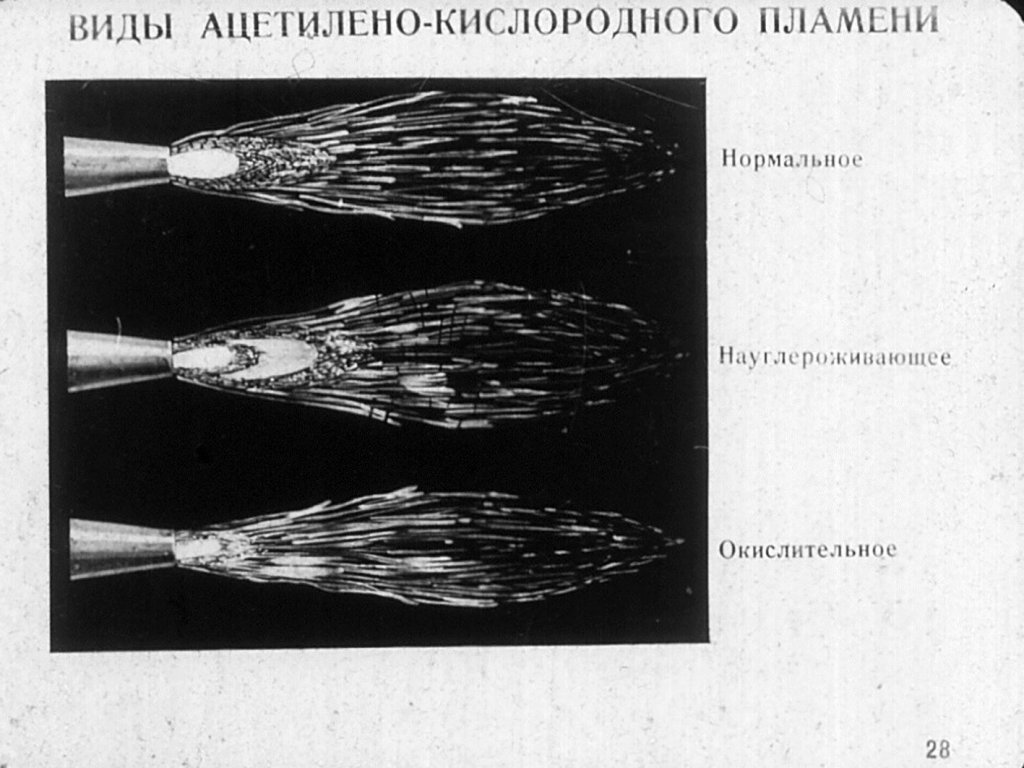 Ядро такого пламени теряет резкость своего очертания, на конце его появляется зеленый венчик, по которому судят об избытке ацетилена. Восстановительная зона значительно светлее и почти сливается с ядром, а факел приобретает желтоватую окраску. При большом избытке ацетилена пламя начинает коптить, так как в нем ощущается недостаток кислорода, необходимого для полного сгорания ацетилена. Находящийся в пламени избыточный углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем нормального и окислительного. Уменьшая подачу ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра, ацетиленовое пламя превращается в нормальное. Слегка науглероживающее пламя применяют для сварки чугуна и при наплавке твердыми сплавами.
Ядро такого пламени теряет резкость своего очертания, на конце его появляется зеленый венчик, по которому судят об избытке ацетилена. Восстановительная зона значительно светлее и почти сливается с ядром, а факел приобретает желтоватую окраску. При большом избытке ацетилена пламя начинает коптить, так как в нем ощущается недостаток кислорода, необходимого для полного сгорания ацетилена. Находящийся в пламени избыточный углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем нормального и окислительного. Уменьшая подачу ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра, ацетиленовое пламя превращается в нормальное. Слегка науглероживающее пламя применяют для сварки чугуна и при наплавке твердыми сплавами.
Характер сварочного пламени сварщик определяет на глаз по форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода.
Вытекающая из мундштука горючая смесь оказывает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла.
а — вертикальном, б — наклонном, в — схема перемещения жидкого металла в ванне
Рисунок 2 — Схема механического воздействия пламени на жидкий металл сварочный ванны при различных положениях мундштука
Давление газов оказывает влияние на жидкий металл, перемещая его к задней стенке сварочной ванны, образуя чешуйки шва. При большом давлении кислорода горючая смесь вытекает из мундштука с большой скоростью, пламя становится «жестким» и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку.
Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время газовой сварки сварщик должен следить за его характером, регулировать его состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойства. Для газовой сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов — науглероживающее, для сварки латуни — окислительное пламя.
Характер пламени подбирают в зависимости от свариваемого металла и его свойства. Для газовой сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов — науглероживающее, для сварки латуни — окислительное пламя.
Строение сварочного пламени
Строение сварочного пламени при сгорании выходящей из мундштука горелки смеси горючего газа (или паров горючей жидкости) с кислородом. Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя.
Нормальное (или восстановительное) пламя теоретически должно получаться при объемном отношении количества кислорода к ацетилену р=1. Практически вследствие загрязненности кислорода нормальное пламя получается при несколько большем количестве кислорода, т.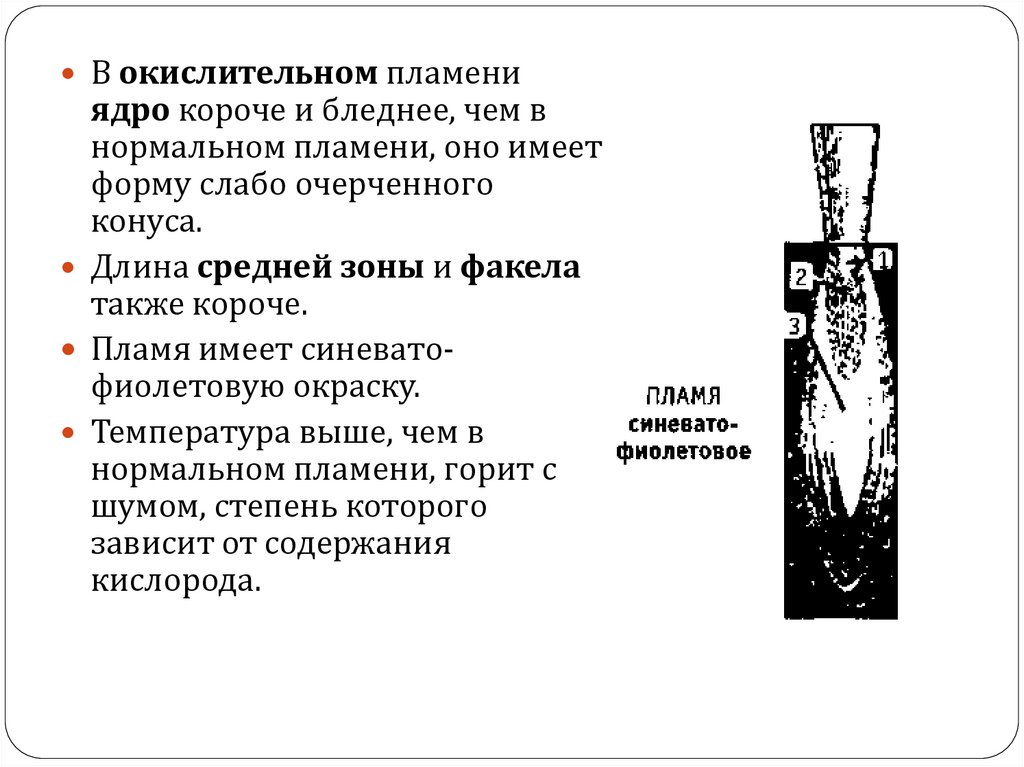
ядра (1) восстановительной зоны (2) и факела (3). Форма ядра — конус с закругленной вершиной, имеющий светящуюся оболочку. Ядро состоит из продуктов распада ацетилена с выделяющимися раскаленными частицами углерода, которые сгорают в наружном слое оболочки. Длина ядра зависит от скорости истечения горючей смеси из мундштука горелки. Чем больше давление газовой смеси, тем больше скорость истечения, тем длиннее ядро пламени.
Восстановительная зона по своему темному цвету заметно отличается от ядра. Она состоит в основном из оксида углерода и водорода, получающихся в результате частичного сгорания ацетилена: СаН2+02 = 2СО + На. В этой зоне создается наивысшая температура пламени (3000° С) на расстоянии 3…5 мм от конца ядра. Этой частью пламени производят нагревание и расплавление свариваемого металла. Находящиеся в этой зоне оксид углерода н водород могут восстанавливать образующиеся оксиды металлов.
В этой зоне создается наивысшая температура пламени (3000° С) на расстоянии 3…5 мм от конца ядра. Этой частью пламени производят нагревание и расплавление свариваемого металла. Находящиеся в этой зоне оксид углерода н водород могут восстанавливать образующиеся оксиды металлов.
Факел располагается за восстановительной зоной и состоит из углекислого газа и паров воды, которые получаются в результате сгорания оксида углерода и водорода, поступающих из восстановительной зоны. Сгорание происходит за счет кислорода окружающего воздуха. Зона факела содержит также азот, попадающий из воздуха.
Строение окислительного пламениОкислительное пламя получается при избытке кислорода в>1,3. Ядро такого пламени значительно короче по длине, с недостаточно резким очертанием, более бледной окраски. Длина восстановительной зоны и факела пламени также меньше. Пламя имеет синевато-фиолетовую окраску. Температура пламени несколько выше нормальной.
Науглероживающее пламя получается при избытке ацетилена, в< 1,1. Ядро такого пламени теряет резкость своего очертания, и на его вершине появляется зеленоватый ореол, свидетельствующий о наличии избыточного ацетилена. Восстановительная зона значительно светлеет, а факел получает желтоватую окраску. Очертания зон теряют свою резкость. Избыточный ацетилен разлагается на углерод и водород. Углерод легко поглощается расплавленным металлом шва. Поэтому таким пламенем пользуются для науглероживания металла шва или восполнения выгорания углерода.
Регулирование сварочного пламени производится по его форме покраски. Важное значение имеет правильный выбор давления кислорода, его соответствие паспорту горелки и номеру наконечника. При большом давлении кислорода смесь вытекает с большой скоростью, пламя отрывается от мундштука, происходит выдувание расплавленного металла из сварочной ванны; при недостаточном давлении кислорода — скорость истечения горючей смеси падает, пламя укорачивается и возникает опасность обратных ударов. Нормальное пламя можно получить из окислительного, постепенно увеличивая поступление ацетилена до образования яркого и четкого ядра пламени. Можно отрегулировать нормальное пламя и из науглероживающего, убавляя подачу ацетилена до исчезновения зеленоватого ореола у вершины ядра пламени. Характер пламени выбирают в зависимости от свариваемого металла. Например, при сварке чугуна и наплавке твердых сплавов применяют науглероживающее пламя, а при сварке латуни — окислительное.
При большом давлении кислорода смесь вытекает с большой скоростью, пламя отрывается от мундштука, происходит выдувание расплавленного металла из сварочной ванны; при недостаточном давлении кислорода — скорость истечения горючей смеси падает, пламя укорачивается и возникает опасность обратных ударов. Нормальное пламя можно получить из окислительного, постепенно увеличивая поступление ацетилена до образования яркого и четкого ядра пламени. Можно отрегулировать нормальное пламя и из науглероживающего, убавляя подачу ацетилена до исчезновения зеленоватого ореола у вершины ядра пламени. Характер пламени выбирают в зависимости от свариваемого металла. Например, при сварке чугуна и наплавке твердых сплавов применяют науглероживающее пламя, а при сварке латуни — окислительное.
Важным показателем сварочного пламени является его тепловая мощность. Мощность пламени принято определять расходом ацетилена в л/ч, а удельной мощностью пламени называют часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого металла. Потребная мощность пламени зависит от толщины свариваемого металла и его теплопроводности. Например, при сварке углеродистых н низколегированных сталей, чугуна, сплавов меди и алюминия удельная мощность пламени составляет 80…150 л/(ч-мм), а при сварке меди, обладающей высокой теплопроводностью, удельную мощность выбирают в пределах 150… 220 л/(ч-мм).{jcomments on}
Потребная мощность пламени зависит от толщины свариваемого металла и его теплопроводности. Например, при сварке углеродистых н низколегированных сталей, чугуна, сплавов меди и алюминия удельная мощность пламени составляет 80…150 л/(ч-мм), а при сварке меди, обладающей высокой теплопроводностью, удельную мощность выбирают в пределах 150… 220 л/(ч-мм).{jcomments on}
от принципа действия до техники применения
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
В число этих процессов входит и газовая сварка плавлением. При такой сварке кромки соединяемых частей деталей нагревает пламя газов, сжигаемых на выходе из горелки для газовой сварки.
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени
Зоны газового сварочного пламени
Газовое сварочное ацетилено-кислородное «нормальное» пламя по форме похоже на схему с рисунка 1.
Поступающая из сопла газовая смесь подогревается до температуры воспламенения во внутренней части ядра пламени 1. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся и четко выделяют очертания оболочки ядра — температура газов в ядре невелика и не превышает 1500 °С.
Зона 2 или сварочная зона — наиболее важная часть сварочного пламени. В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона. Поэтому здесь развивается максимальная температура. Газы в сварочной зоне обладают восстановительными свойствами по отношению к оксидам многих металлов, включая оксиды железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени газы догорают за счет кислорода воздуха. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. зона является окислительной. Вид ацетилено-кислородного пламени зависит от соотношения кислорода к ацетилену в подаваемой в горелку газовой смеси. Такое соотношение называется коэффициентом β.
Рис. 2. Строение ацетилено-кислородного пламени
При β = 1,1… 1,2 пламя нормальное (см. рис. 1). При увеличении этого соотношения — т.е. относительном увеличении содержания кислорода (окислительное пламя) — форма и строение пламени изменяются (рис. 2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
При уменьшении коэффициента β — т.е. увеличении содержания ацетилена в газовой смеси — реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально похоже на ацетилено-кислородное и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя не имеет светящегося ядра, поскольку в нем нет светящихся частиц углерода.
Один из важнейших параметров, определяющих тепловые и технологические свойства пламени, — его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Наивысшая температура наблюдается по оси пламени и достигает максимума в сварочной зоне на расстоянии 2… 3 мм от конца ядра. Это основная сварочная зона для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена дешевле и не дефицитны. Но их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Поэтому газы-заменители применяют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени: сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С. Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
При газовой сварке ввод тепла в изделие происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. Из-за обширной площади разогрева основного металла околошовная зона — зона термического влияния — имеет большие размеры. Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Воздействие газовой фазы на металл сварочной ванны
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны. Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
От состава зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе — окислительное и науглероживающее пламя, — температуры взаимодействия и свойств оксида.
При сварке сталей газовая фаза в основном взаимодействует с железом, т.е. происходит образование его оксидов или восстановление. Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Раскисление и структура металла при газовой сварке
Защитное и восстановительное действие пламени относительно невысоко. Поэтому раскисление металла в сварочной ванне при сварке сталей достигают путем ввода в нее марганца, кремния и других раскислителей через присадочную проволоку.
Раскислители образуют жидкотекучие шлаки, способствующие самофлюсованию сварочной ванны. То есть на поверхности сварочной ванны образуются шлаки, которые защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Иначе не избежать негативных последствий. Например, содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха, образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газовой сварке носят такой же характер, как при других способах сварки плавлением. Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Зона термического влияния состоит из тех же характерных участков, что и при дуговой сварке. Но ее ширина значительно больше — до 30 мм при сварке стали больших толщин — и зависит от режима газовой сварки.
Типы соединений газовой сваркой
В процессе сварки происходит расплавление основного и присадочного металлов. Степень их расплавления определяют мощность горелки, толщина металла и его теплофизические свойства. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или — в идеале — с отбортовкой кромок без присадочного металла.
Металл толщиной 2… 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками.
При сварке металла свыше 5 мм используют V- или Х-образную разделку кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30… 50 мм механическими способами или газовым пламенем. Детали сварного соединения закрепляют перед сваркой в сборочно-сварочном приспособлении или собирают с помощью коротких швов прихваток.
Левый и правый способы сварки
Направление движения горелки и ее наклон к поверхности металла оказывают большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рис. 3).
Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
Но угол скоса кромок правым способом сварки на 10… 150 меньше, чем левым — при большой толщине металла и сварке с разделкой кромок. Угол наклона мундштука также может быть на 10… 150 меньше. В результате производительность сварки повышается. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 3. Способы перемещения горелки (способы газовой сварки)
Рис. 4. Углы наклона горелки в зависимости от толщины металла
Техника газовой сварки
Во время сварки горелке сообщаются колебательные движения. Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
5).
Газовая сварка может проходить в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» удобнее вести процесс левым способом, а при сварке горизонтальных и потолочных — правым способом.
Рис. 5. Движения горелки и проволоки: а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
Если нужно использовать флюс, его следует наносить на свариваемые кромки или вносить в сварочную ванну оплавляемым концом присадочного прутка. Флюсы можно использовать и в газообразном виде при подаче их в зону сварки с горючим газом.
Сварочное пламя
Сварочное пламя
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано на рис. 1. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «на глаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода, подаваемых в зону горения. В качестве примера рассмотрим ацетилено-кислородное пламя.
1. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «на глаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода, подаваемых в зону горения. В качестве примера рассмотрим ацетилено-кислородное пламя.
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным, науглероженным и окислительным (рис.2).
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2 +О2 = 2СО+ Н2.
а | |
б | |
в
| |
| Рис. 1. Составляющие ацетилено-кислородного пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел пламени |
|
Рис. 2. Разновидности ацетилено-кислородного пламени и зависимость температуры от вида пламени: А — нормальное; Б — науглераживающее; В — окислительное
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе, по следующей реакции: 2СО +Н2 + 1,5О2 = 2С02 + Н2О. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью истечения газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками.
Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью истечения газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками.
Восстановительная зона пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглераживая его. Обычно науглероженное пламя применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и при наплавке твердых сплавов.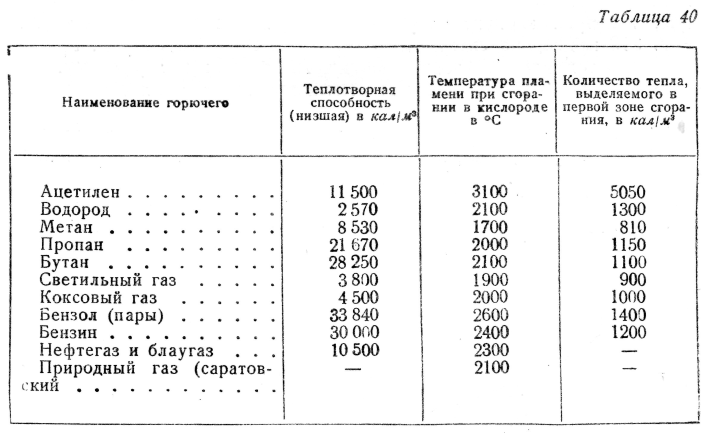
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром. Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен: кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Самая высокая температура нормального пламени достигается в восстановительной зоне. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Примерный химический состав нормального ацетилено-кислородного пламени приведен в таблице 1. Нужно отметить, что ацетилено-кислородная смесь дает самую высокую температуру пламени. Изменение горючих газов несколько снижает температуру пламени и распределение ее по объему. Графическая зависимость изменения температур метан-кислородного и пропан-бутан-кислородного пламени представлена на рис.3.
Таблица 1. Химический состав нормального ацетилено-кислородного пламени
Часть пламени | Содержание по объему % | ||||||
СО | Н2 | CО2 | Н2О | N2 | О2 | Прочие газы | |
Вблизи конца ядра | 60 | 31 | — | — | 8 | — | 1 |
В конце восстановительной зоны | 33 | 15 | 9 | 6 | 33 | — | 4 |
В средней части факела | 3,7 | 2,5 | 22 | 2,6 | 58 | 8 | 3,2 |
Вблизи конца факела | — | — | 8 | 2,2 | 74 | 15 | 0,8 |
а | б |
Рис.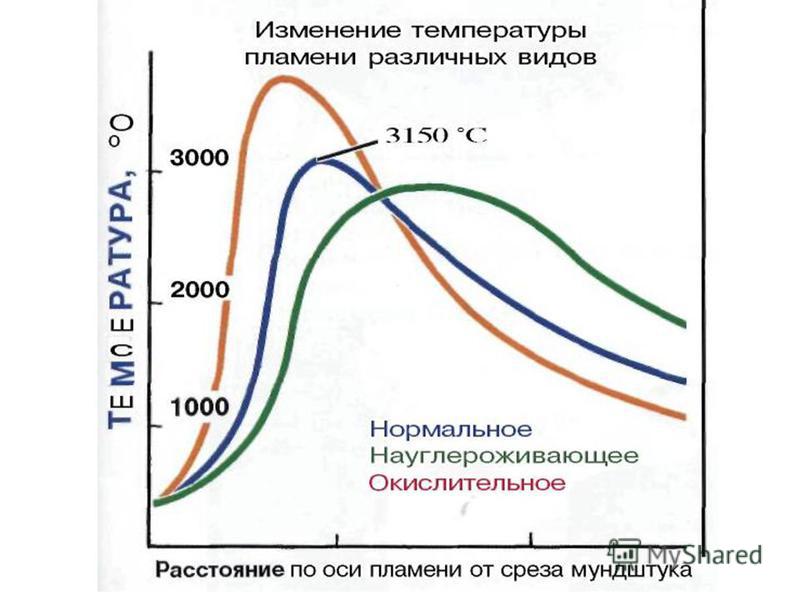 3. Динамика роста температур метан-кислородного (А) и пропан-бутан-кислородного пламени (Б): 1 — ядро; 2 — восстановительная зона; 3 — факел; 4 — свариваемый металл; L — длина ядра
3. Динамика роста температур метан-кислородного (А) и пропан-бутан-кислородного пламени (Б): 1 — ядро; 2 — восстановительная зона; 3 — факел; 4 — свариваемый металл; L — длина ядра
Значительный объем тепла, сконцентрированного в пламени газовой горелки, рассеивается в окружающую среду, поэтому его коэффициент полезного действия (К.П.Д.) низок и практически не превышает 7%. Расход энергии пламени при газопламенной обработке приведен в таблице 2.
Таблица 2. Расход энергии пламени при газопламенной обработки
Распределение энергии пламени | Количество, % |
Количество тепла, расходуемого на плавление металла и поддержание режима сварочного процесса | 6-7 |
Потери тепла: |
|
— от неполноты сгорания | 55-63 |
— с отходящими газами | 13-15 |
— на излучение и конвекцию | 9-10 |
— на нагрев околошовной зоны | 15-18 |
— на искрообразование | 1-2 |
Металлургические процессы в сварочной ванне при ее газопламенной обработке, а также в прилегающей к ней зоне имеют довольно сложный характер и несколько отличаются от металлургических процессов, происходящих при дуговой сварке. Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени, который меняет соотношение газов, изменяются и металлургические процессы.
Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени, который меняет соотношение газов, изменяются и металлургические процессы.
При сварке нормальным пламенем, когда количество поступающих в зону сварки газов регламентировано, происходят в основном восстановительные реакции:
FeO + СО = Fe + СО2,
и
FeO + Н2 = Fe + Н2О
Кроме восстановительных реакций оксидов железа аналогичные процессы происходят и с другими оксидами, находящимися в сварочной ванне.
При сварке окислительным пламенем происходят реакции окисления железа и других элементов, присутствующих в сварочной ванне, а образующиеся при этом оксиды железа могут окислять углерод, кремний и марганец.
Сварка науглероженным пламенем способствует насыщению металла углеродом, что влечет за собой увеличение прочностных характеристик сварочного шва со снижением его пластических свойств.
УЧЕБНОЕ ПОСОБИЕ для обучающихся по профессии «Электрогазосварщик» «Сварочное пламя» | Методическая разработка по теме:
Государственное образовательное учреждение Начального профессионального образования «Профессиональное училище №13»
УЧЕБНОЕ ПОСОБИЕ
для обучающихся по профессии «Электрогазосварщик»
«Сварочное пламя»
Катайск, 2011
Акулова О.А. Учебное пособие для обучающихся по профессии «Электрогазосварщик» «Сварочное пламя» / О.А. Акулова; ГОУ НПО «Профессиональное училище №13» — Катайск, 2011 – 20 стр.
Печатается по решению методического совета училища.
Автор- составитель: Акулова О.А. преподаватель предметов профессиональной подготовки. ГОУ НПО «Профессиональное училище №13».
Содержание
Сварочное пламя ……………………………………. | |
Строение пламени ………………………………….. | |
Виды сварочного пламени …………………………. | |
Нормальное пламя ………………………………….. | |
Окислительное пламя ……………………………… | |
Науглераживающее пламя …………………………. | |
Регулирование газового пламени ………………… | |
Тепловой баланс газового пламени ……………… | |
Контрольные вопросы ……………………………… | |
Самостоятельная работа с текстом ………………… | |
Тест №1 ……………………………………………… | |
Тест №2 …………………………………………… |

Сварочное пламя
Газовое (или сварочное) пламя – основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы-заменители ацетилена: пропан-бутан, метан, природный и городской газы, водород.
Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы-заменители ацетилена: пропан-бутан, метан, природный и городской газы, водород.
Строение пламени
Сварочное пламя состоит из трех зон. Первая зона – ядро пламени с ярко светящейся оболочкой, в наружном слое которой сгорают раскаленные частицы углерода, образующиеся при распаде ацетилена. Вторая зона – область неполного сгорания или восстановительная. Она хуже различима и состоит из оксида углерода и водорода, которые образуются на первой стадии горения ацетилена или горючего газа. Эти продукты сгорания раскисляют расплавленный металл, отнимая кислород от его оксидов. Третья зона — зона полного сгорания (или факел) пламени, представляющий собой видимый объем светящихся газов. В этой зоне происходит полное сгорание продуктов горения за счет кислорода окружающей среды. Газовое пламя является рассредоточенным источником теплоты, поэтому нагревает металл плавнее, медленнее, чем сварочная дуга, образуя при этом сравнительно широкую зону термического влияния около шва, ослабляя сварное соединение.
Газовое пламя является рассредоточенным источником теплоты, поэтому нагревает металл плавнее, медленнее, чем сварочная дуга, образуя при этом сравнительно широкую зону термического влияния около шва, ослабляя сварное соединение.
Виды сварочного пламени
От состава горючей смеси, т.е. от соотношения кислорода и горючего газа, зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени. В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее.
Нормальное пламя
ядро восстан. зона факел
Нормальное пламя теоретически получают тогда, когда в горелку на один объем кислорода поступает один объем ацетилена. Практически кислорода в горелку подают несколько больше – от 1,1 до 1,3 от объема ацетилена. Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны. Нормальное пламя используют для сварки малоуглеродистых, низколегированных и высоколегированных сталей, а также меди, магниевых сплавов, алюминия, цинка, свинца.
Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны. Нормальное пламя используют для сварки малоуглеродистых, низколегированных и высоколегированных сталей, а также меди, магниевых сплавов, алюминия, цинка, свинца.
Ядро пламени имеет резко очерченную форму цилиндра или конуса с закругленным концом и ярко светящейся оболочкой, состоящей из раскаленных частиц углерода. Длина ядра зависит от скорости истечения горючей смеси. Если увеличить давление кислорода в горелке, скорость истечения смеси увеличится и ядро удлинится. С уменьшением скорости истечения смеси длина ядра уменьшается. С увеличение номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000 °С. Восстановительная зона имеет темный цвет, заметно отличающий ее от ядра и остальной части пламени. Длина ее зависит от номера мундштука и достигает 20 мм. Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, то сварочный шов получается без пор, газовых и шлаковых включений. Этой зоной пламени и производится сварка. Восстановительная зона имеет наиболее высокую температуру (3150 °С) в точке, отстоящей на 3 – 6 мм от конца ядра. Факел состоит из углекислого газа, паров воды и азота, которые образуются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура этой зоны значительно ниже, чем температура восстановительной, и колеблется от 1200 до 2500 °С.
Этой зоной пламени и производится сварка. Восстановительная зона имеет наиболее высокую температуру (3150 °С) в точке, отстоящей на 3 – 6 мм от конца ядра. Факел состоит из углекислого газа, паров воды и азота, которые образуются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура этой зоны значительно ниже, чем температура восстановительной, и колеблется от 1200 до 2500 °С.
Окислительное пламя
Если увеличить подачу кислорода в горелку, то получится окислительное пламя. Оно образуется в том случае, если в смеси на один объем ацетилена приходится более 1,3 объема кислорода. Окислительное пламя характеризуется укороченным, заостренным ядром с менее резкими очертаниями и более бледной окраской. Пламя горит с шумом – чем больше кислорода в смеси, тем больше шума. Температура окислительного пламени гораздо больше, чем у нормального пламени, но сваривать сталь им нельзя, так как такое пламя сильно окисляет металл сварочной ванны и способствует получению пористости и хрупкости сварного шва. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Науглероживающее пламя
Науглероживающее пламя получается при избытке ацетилена, когда в горелку на один объем ацетилена подается 0,95 и менее объема кислорода. Размеры зоны сгорания у науглероживающего пламени увеличиваются, ядро становится расплывчатым, а у его конца появляется зеленый венчик, это свидетельствует об избытке ацетилена. Граница между восстановительной зоной и факелом исчезает, факел принимает желтоватую окраску и сильно коптит из-за недостаточного количества кислорода. Находящийся в пламени избыточный углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем у нормального и окислительного. Науглероживающее пламя применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и при наплавке твердых сплавов.
Регулирование газового пламени
Сварочное пламя должно обладать достаточной тепловой мощностью, т.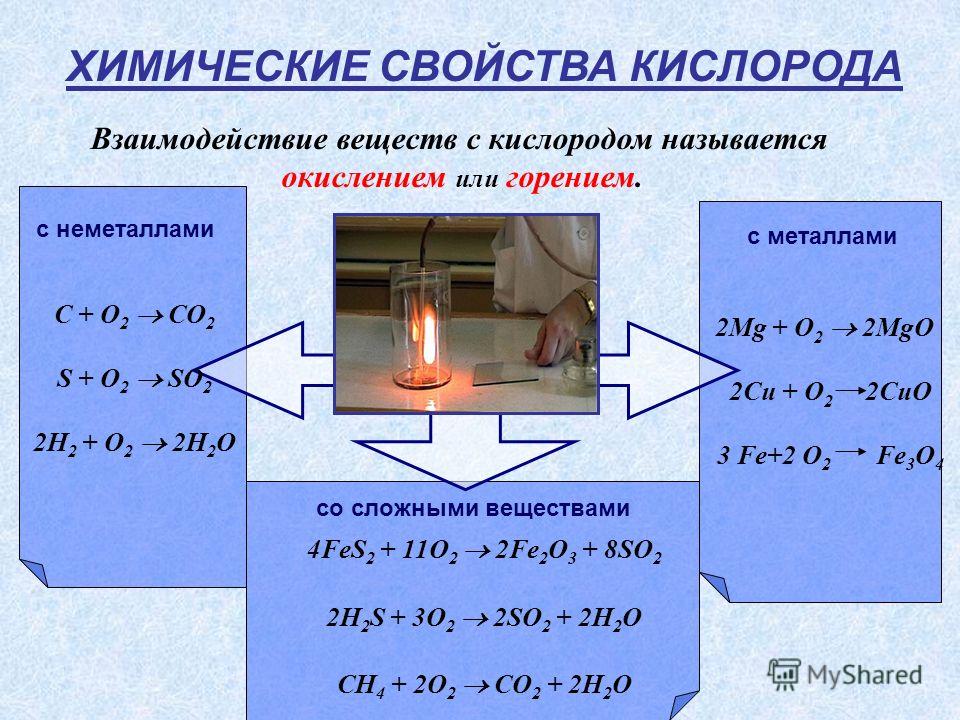 е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность пламени выражают часовым расходом (дм3/ч) ацетилена или другого горючего. Тепловую мощность пламени выбирают в зависимости от толщины свариваемого металла и его физических свойств. Металл большой толщины и хорошо проводящий тепло требует более мощного сварочного пламени, чем тонкий, менее теплопроводный или более легкоплавкий металл. Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки.
е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность пламени выражают часовым расходом (дм3/ч) ацетилена или другого горючего. Тепловую мощность пламени выбирают в зависимости от толщины свариваемого металла и его физических свойств. Металл большой толщины и хорошо проводящий тепло требует более мощного сварочного пламени, чем тонкий, менее теплопроводный или более легкоплавкий металл. Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки.
Тепловой баланс газового пламени
Передача тепла от пламени к металлу происходит в основном двумя путями: 85% тепла передается за счет энергичной конвекции продуктов сгорания и 15% — за счет лучеиспускания. Сварочное пламя имеет низкий КПД, так как значительная часть теплоты рассеивается в окружающую среду.
Сварочное пламя имеет низкий КПД, так как значительная часть теплоты рассеивается в окружающую среду.
Контрольные вопросы
- Что образуется при сгорании горючего газа или паров горючей жидкости в кислороде?
- На какие зоны подразделяется сварочное пламя?
- От чего зависят размеры ядра?
- В какой зоне наивысшая температура сварочного пламени?
- Какой зоной пламени производят сварку?
- Какие виды сварочного пламени вы знаете?
- Какое строение имеют нормальное, окислительное и науглераживающее пламя?
- Область применения каждого вида пламени?
- В чем отличие газового пламени от сварочной дуги?
Самостоятельная работа с текстом
1. Как распределяется теплота сварочного пламени при нормальном процессе сварки?
- Рассеяние в окружающую среду … %
- Потери на угар и разбрызгивание … %
- Потери за счет теплопроводности металлов … %
- Расход теплоты на сварку … %
2. Дополните таблицу.
Дополните таблицу.
Максимальная температура пламени при сгорании горючего газа в кислороде.
Горючий газ | Тmax, 0С | Расстояние, на котором достигается Тmax |
Ацетилен | ||
Пропан-бутан | ||
Метан |
3. Сопоставьте вид пламени с его применением:
Нормальное пламя | Окислительное пламя | Науглераживающее пламя |
- Наплавка твердыми сплавами
- Сварка высоколегированных сталей
- Сварка чугуна
- Сварка малоуглеродистых сталей
- Сварка высокоуглеродистых сталей
- Пайка твердым припоем
- Сварка латуни
- Сварка низколегированных сталей
4. Определите, к какой зоне сварочного пламени относится каждая из перечисленных температур: 900; 1200 – 2500; 3200
Ядро | Восстановительная зона | Факел |
5. Закончите фразу:
Закончите фразу:
«При увеличении содержания кислорода получают …
а) окислительное пламя»; б) нормальное пламя»; в) науглераживающее пламя»
6. Запишите, какие в зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени:
а) Катодное б) Нормальное в) Восстановительное г) Анодное д) Окислительное е) Науглераживающее
Тест №1
1. Какая зона пламени меняет цвет от бледно-голубого до оранжевого и коптящего?
а) восстановительная зона б) ядро в) факел
2. Какой зоной пламени производят сварку?
а) восстановительной зоной; б) факелом; в) ядром
3. При сгорании горючего газа или паров горючей жидкости в кислороде образуется:
а) Сварочная дуга б) Сварочное пламя в) Факел г) Окислительное пламя
4. При увеличении содержания кислорода получают:
а) Кислородное пламя б) Восстановительное пламя в) Окислительное пламя г) Науглераживающее пламя
5. Какая зона сварочного пламени является окислительной зоной?
Какая зона сварочного пламени является окислительной зоной?
а) Ядро б) Восстановительная зона в) Факел
6. При необходимости вести сварку окислительным пламенем нужно:
а) Установить науглераживающее пламя, а затем уменьшить подачу кислорода в два раза;
б) Установить нормальное пламя, а затем уменьшить подачу ацетилена до тех пор, пока ядро не сократится примерно 1/3 своей нормальной длины;
в) Установить нормальное пламя, а затем уменьшить подачу кислорода до тех пор, пока ядро не сократится примерно 1/3 своей нормальной длины;
г) Сразу установить окислительное пламя.
7. Для сварки меди, магниевых сплавов, алюминия, цинка, свинца применяют:
а) Нормальное пламя б) Окислительное пламя в) Кислородное пламя в) Науглераживающее пламя
8. Для сваркивысокоуглеродистых сталей, чугуна, цветных металлов и наплавки твердых сплавов применяют:
а) Нормальное пламя б) Окислительное пламя в) Кислородное пламя в) Науглераживающее пламя
Тест №2
1. Какими свойствами обладает пламя с избытком ацетилена?
Какими свойствами обладает пламя с избытком ацетилена?
а) Раскисляет металл б) Науглероживает в) Не взаимодействует с металлом
2. Каким пламенем лучше сварить сталь?
а) С избытком кислорода б) С избытком горючего в) Ни с одним из них
3. Какая часть пламени наиболее пригодна для сварки?
а) Ядро б) Восстановительная зона в) Факел
4. Пламя какого цвета имеет большую температуру?
а) Желтого б)Синевато- фиолетового в) Голубовато- синего
5. Что происходит с длиной ядра пламени при увеличении расхода кислорода?
а) Увеличивается б) Укорачивается в) Не изменяется
6. Какое пламя называют «жестким»?
а) Нейтральное б) С избытком кислорода в) С избытком горючего
7. Когда при регулировании пламени возможен обратный удар?
а) При небольшом давлении кислорода б) При недостаточном давлении кислорода
в) В любом случае
8. Как изменяется тепловая мощность пламени при увеличении номера наконечника?
Как изменяется тепловая мощность пламени при увеличении номера наконечника?
а) Увеличивается б) Уменьшается в) Не изменяется
9. При каком угле наклона пламени к поверхности металла эффективность нагрева максимальна?
а) 300 б) 600 в) 900
10. Как изменяются результаты сварки при увеличении мощности пламени?
а) Увеличивается прочность
б) Увеличивается пластичность
в) Увеличивается производительность
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
⇐ ПредыдущаяСтр 2 из 8Следующая ⇒
Газовая сварка – процесс получения неразъемного соединения с плавлением кромок соединяемых металлов и присадочного материала за счет теплоты пламени сжигаемых газов. Газовое пламя – основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом. Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. от соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени. Газокислородное пламя состоит из трех зон (см. рисунок 1): 1- ядра, 2 — средней зоны (зоны восстановления) и 3 — факела (окислительной зоны). Рисунок 1 Ядро имеет довольно четко очерченную форму, близкую к форме цилиндра с закругленным концом, и ярко светящуюся оболочку, состоящую из раскаленных частиц углерода, сгорание которых происходит в наружном слое оболочки. Площадь поперечного сечения канала мундштука прямо пропорциональна толщине свариваемой стали. Скорость истечения должна обеспечивать устойчивое горение пламени. Пламя не должно быть слишком «мягким» или «жестким», так как первое склонно к обратным ударам и хлопкам, а второе – выдувает расплавленный металл из сварочной ванны. Если увеличить давление кислорода, то скорость истечения смеси увеличится, и ядро удлинится. Восстановительная зона имеет темный цвет, отличающий ее от ядра и остальной части пламени. Она занимает пространство в пределах до 20 мм от конца ядра. Восстановительная зона состоит из окиси углерода и водорода. Эта зона имеет наиболее высокую температуру в точке, отстоящей на 2-6 мм от конца ядра. Данной зоной пламени нагревают и расплавляют металл в процессе сварки. Факел пламени состоит из углекислого газа, паров воды и азота, которые появляются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. При сгорании ацетилена в воздухе без добавления кислорода пламя имеет желтоватый цвет и длинный факел без светлого ядра. Такое пламя не пригодно для сварки, так как имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода). Когда в ацетилено-воздушное пламя прибавляют кислород, открывая кислородный вентиль горелки, пламя резко меняет цвет и форму, а температура его повышается. Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида пламени: нормальное, окислительное и науглероживающее. Нормальное пламя (рисунок 2) – нейтральное сварочное пламя (с резко очерченным ядром, плавно закругляющимся на вершине). Рисунок 2
Окислительное сварочное пламя (рисунок 3) – сварочное пламя с избытком кислорода, имеет укороченную конусообразную форму ядра, менее отчетливую, чем у нормального пламени. Окислительное пламя имеет голубоватый оттенок и горит с большим шумом. Рисунок 3 Окислительное пламя применяют при сварке стали с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенные количества марганца и кремния в качестве раскислителей. Окислительное пламя также необходимо при сварке латуней и пайке твердым припоем. Науглероживающее сварочное пламя (рисунок 4) – имеет увеличенные размеры пламени. Ядро теряет резкость своего очертания. За ядром проявляется средняя зона пламени. Факел приобретает красноватый оттенок и выделяет некоторое количество копоти, зависящее от избытка горючего. Рисунок 4 Пламя с избытком ацетилена применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов. Всё это представлено на рисунке 5. Сварочное пламя должно обладать достаточной тепловой мощностью, т.е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки. Рисунок 5. Сварочное пламя
Химический состав пламени смеси состава О2:С2Н2=1 приведен в таблице 1. Таблица 1.
Характер сварочного пламени сварщик определяет на глаз по форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода. Вытекающая из мундштука горючая смесь оказывает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла (рис. 6,а,б). Давление газов оказывает влияние на жидкий металл, перемещая его к задней стенке сварочной ванны, образуя чешуйки шва (рис. 6,в). Рисунок 6. Схема механического воздействия пламени на жидкий металл сварочной ванны при различных положениях мундштука: а — вертикальном, б — наклонном, в — схема перемещения жидкого металла в ванне При большом давлении кислорода горючая смесь вытекает из мундштука с большой скоростью, пламя становится «жестким» и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку. Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время сварки сварщик должен следить за его характером, регулировать ею состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойств. Для сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов — науглероживающее, для сварки латуни — окислительное пламя.
⇐ Предыдущая12345678Следующая ⇒ Читайте также: Формы дистанционного обучения Передача мяча двумя руками снизу Значение правильной осанки для жизнедеятельности человека Основные ошибки при выполнении передач мяча на месте |
|||||||||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 923; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Диаметр ядра пламени определяется диаметром мундштука, а длина – скоростью истечения газовой смеси.
Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Диаметр ядра пламени определяется диаметром мундштука, а длина – скоростью истечения газовой смеси. Температура факела значительно ниже температуры восстановительной зоны.
Температура факела значительно ниже температуры восстановительной зоны.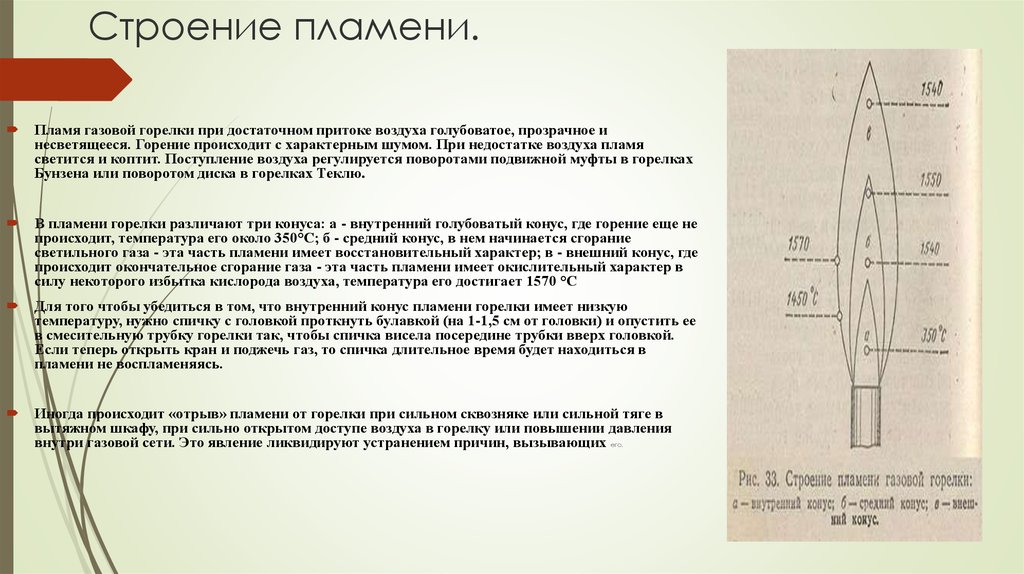
 Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность выражают часовым расходом (дм3/ч или л/ч) ацетилена или другого горючего.
Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность выражают часовым расходом (дм3/ч или л/ч) ацетилена или другого горючего.

 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.006 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.006 с.)Сварочное пламя: нейтральное, науглероживающее и окислительное
Существует три основных типа пламени: нейтральное (сбалансированное), избыточное ацетиленовое (науглероживающее) и избыточное кислородное (окислительное), как показано ниже.
- Нейтральное пламя называется нейтральным, поскольку в большинстве случаев не оказывает химического воздействия на свариваемый металл.
- Пламя науглероживания производит карбид железа, вызывая химические изменения в стали и железе. По этой причине науглероживающее пламя не используется для металлов, поглощающих углерод.
- Окислительное пламя более горячее, чем нейтральное пламя, и часто используется для обработки меди и цинка.


Нейтральное пламя имеет четкий, четко очерченный или светящийся конус, указывающий на завершение сгорания.
Нейтральное пламя обычно используется для сварки:
- Мягкой стали
- Нержавеющая сталь
- Чугун
- Медь
- Алюминий
Сварочное пламя должно быть отрегулировано до нейтрального перед установкой науглероживающего или окислительного пламени.
В нейтральном пламени есть две четко очерченные зоны.
- Внутренняя зона состоит из светящегося конуса голубовато-белого цвета.
- Его окружает светло-голубая огненная оболочка или оболочка.
Это нейтральное пламя получается, если начать с избыточного ацетиленового пламени, в котором есть «перо» расширение внутреннего конуса. Когда поток ацетилена уменьшается или поток кислорода увеличивается, перо исчезает. Нейтральное пламя начинается, когда перо исчезает.
Когда поток ацетилена уменьшается или поток кислорода увеличивается, перо исчезает. Нейтральное пламя начинается, когда перо исчезает.
Нейтральное или сбалансированное пламя получается, когда смешанный факельный газ состоит примерно из одного объема кислорода и одного объема ацетилена. Его получают, постепенно открывая кислородный клапан, чтобы укоротить ацетиленовое пламя до тех пор, пока не станет виден четко очерченный внутренний конус.
Для строго нейтрального пламени на конце конуса не должно быть беловатых полос. В некоторых случаях желательно оставить небольшой ацетиленовый стример или «перо» длиной от 1/16 до 1/8 дюйма (от 1,6 до 3,2 мм) на конце конуса, чтобы пламя не окислялось.
Эта регулировка пламени используется для большинства сварочных операций и для предварительного нагрева во время резки. При сварке стали этим пламенем лужа расплавленного металла тихая и чистая. Металл легко течет, не кипит, не пенится и не искрит.
В нейтральном пламени температура на кончике внутреннего конуса составляет примерно 5850ºF (3232ºC), а на конце внешней оболочки или оболочки температура падает примерно до 2300ºF (1260ºC). Это изменение пламени позволяет в некоторой степени контролировать температуру при сварке. Положение пламени по отношению к расплавленной ванне можно менять, и таким образом контролировать нагрев.
Это изменение пламени позволяет в некоторой степени контролировать температуру при сварке. Положение пламени по отношению к расплавленной ванне можно менять, и таким образом контролировать нагрев.
Науглероживающее пламя
Науглероживающее пламя имеет избыток ацетилена, внутренний конус имеет оперенный край, выходящий за его пределы.
Это белое перо называется ацетиленовым пером.
Если ацетиленовое перо в два раза длиннее внутреннего конуса, это называется удвоенным пламенем, что является способом выражения количества избыточного ацетилена. Науглероживающее пламя может добавить углерод к металлу сварного шва.
Восстанавливающее или науглероживающее пламя сварки получается, когда чуть меньше одного объема кислорода смешивают с одним объемом ацетилена.
Это пламя получают, сначала установив нейтральное положение, а затем медленно открывая ацетиленовый клапан до тех пор, пока на конце внутреннего конуса не появится ацетиленовая полоса или «перо».
Длина этой избыточной ленты указывает на степень пламенного науглероживания. Для большинства сварочных работ эта коса должна быть не больше половины длины внутреннего конуса.
Восстановительное или науглероживающее пламя всегда можно распознать по наличию трех отчетливых зон пламени. Имеется четко выраженный голубовато-белый внутренний конус, белый промежуточный конус, указывающий на количество избытка ацетилена, и светло-голубая внешняя оболочка факела. Этот тип факела горит с грубым мчащимся звуком. Его температура составляет примерно 5700ºF (3149ºC) на концах внутреннего конуса.
При сварке сильно науглероживающим пламенем металл кипит и не прозрачен. Сталь, поглощающая углерод из пламени, отдает тепло. Это приводит к закипанию металла. В холодном состоянии сварной шов имеет свойства высокоуглеродистой стали, будучи хрупким и подверженным растрескиванию.
Иногда для обратной сварки используется слабое перьевое пламя ацетилена. Науглероживающее пламя выгодно для сварки высокоуглеродистой стали и наплавки таких цветных сплавов, как никель и монель. При использовании в операциях серебряного припоя и мягкого припоя используются только промежуточный и внешний конусы пламени. Они передают низкотемпературное вымачивающее тепло припаиваемым деталям.
При использовании в операциях серебряного припоя и мягкого припоя используются только промежуточный и внешний конусы пламени. Они передают низкотемпературное вымачивающее тепло припаиваемым деталям.
Окислительное пламя
Окислительное сварочное пламя образуется при смешивании чуть более одного объема кислорода с одним объемом ацетилена.
Чтобы получить этот тип пламени, факел должен быть сначала настроен на нейтральное пламя. Затем поток кислорода увеличивается до тех пор, пока внутренний конус не укорачивается примерно до одной десятой его первоначальной длины. Когда пламя правильно отрегулировано, внутренний конус становится заостренным и слегка фиолетовым.
Окислительное пламя также можно распознать по отчетливому шипящему звуку. Температура этого пламени составляет приблизительно 6300ºF (3482ºC) на кончике внутреннего конуса.
Окислительное сварочное пламя обычно используется для сварки следующих металлов:
- цинк
- медь
- марганцевая сталь
- чугун
При воздействии на сталь окислительное пламя вызывает вспенивание расплавленного металла и искрообразование. Это указывает на то, что избыток кислорода соединяется со сталью и сжигает ее.
Это указывает на то, что избыток кислорода соединяется со сталью и сжигает ее.
Окислительное пламя не следует использовать для сварки стали, поскольку наплавленный металл будет пористым, окисленным и хрупким. Это пламя разрушит большинство металлов, и его следует избегать.
Слабо окисляющее пламя используется при пайке факелом стали и чугуна. Более сильное окислительное пламя используется при сварке латуни или бронзы.
В большинстве случаев количество избыточного кислорода, используемого в этом пламени, необходимо определять, наблюдая за воздействием пламени на расплавленный металл.
Mapp Gas Welding Flames
Свойства теплопередачи первичного и вторичного пламени различаются для разных топливных газов. Газ MAPP имеет высокое тепловыделение в первичном пламени и большое тепловыделение во вторичном пламени. Пропилен занимает промежуточное положение между пропаном и газом MAPP. Теплотворная способность топливных газов указана в таблице 11-3.
Расстояние связи между изделием и пламенем не так критично для газа MAPP, как для других видов топлива.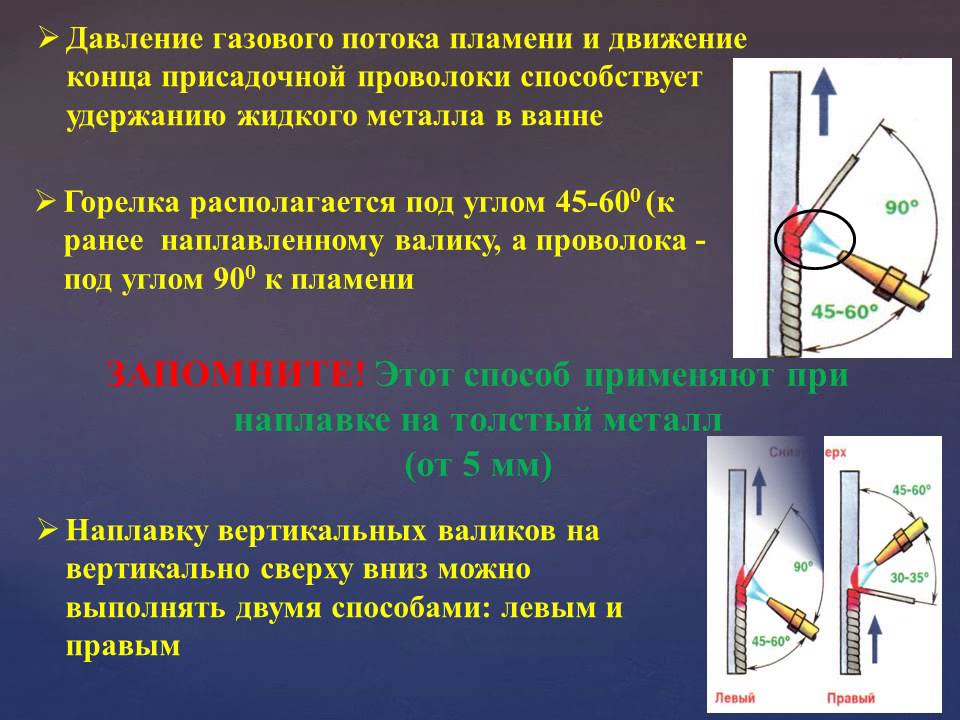
Регулировка газового пламени MAPP. Регулировка пламени является наиболее важным фактором для успешной сварки или пайки с использованием газа MAPP. Как и в случае с любым другим топливным газом, существует три основных газовых пламени MAPP: науглероживание, нейтральное и окислительное (рис. 11-3).
Пламя науглероживания выглядит почти так же, как с газом MAPP или ацетиленом. У него желтое перо на конце первичной шишки. Науглероживающее пламя получается с газом MAPP, когда соотношение кислородного топлива составляет около 2,2: 1 или ниже. Слегка науглероживающее или «восстановительное» пламя используется для сварки или пайки легко окисляемых сплавов, таких как алюминий.
При увеличении содержания кислорода или снижении подачи топлива науглероживающее перо отрывается и исчезает. Когда перо исчезает, соотношение кислородного топлива составляет около 2,3: 1. Внутреннее пламя очень глубокого синего цвета. Это нейтральное газовое пламя MAPP для сварки, показанное на рис. 11-3. Пламя остается нейтральным вплоть до отношения кислорода к топливу примерно 2,5:1.
11-3. Пламя остается нейтральным вплоть до отношения кислорода к топливу примерно 2,5:1.
Увеличение кислородного пламени дает более светлое голубое пламя, более длинный внутренний конус и более громкий звук горения. Это окислительный газовый факел MAPP. Опыт оператора с ацетиленом позволяет немедленно отрегулировать газовое пламя MAPP так, чтобы оно выглядело как короткое интенсивное синее пламя, типичное для нейтрального ацетиленового пламени. Однако будет получено типичное пламя окислительного газа MAPP. За некоторыми исключениями, такими как сварка или пайка меди и медных сплавов, окислительное пламя является наихудшей из возможных настроек пламени, независимо от используемого горючего газа. Нейтральное пламя является основной настройкой для сварки или пайки стали. Пламя нейтрального газа MAPP имеет конус первичного пламени, который в 1-1/2–2 раза длиннее, чем конус первичного пламени ацетилена.
Типы пламени для кислородно-ацетиленовой сварки
В этой статье мы увидим введение в различные типы пламени для кислородно-ацетиленовой сварки, как идентифицировать их по внешнему виду, зажиганию ацетиленовой горелки для получения пламени и температурам, наблюдаемым в различные участки пламени.
Позже каждый вид пламени обсуждался более подробно, включая то, какие корректировки необходимо выполнить для получения определенного типа пламени.
В конце был дан краткий комментарий о типах пламени, наблюдаемых при использовании газа MAPP вместо ацетилена.
Введение
Как определить пламя?
Зажигание факела
Кислородно-ацетиленовая температура пламени
Типы пламени кислородно-ацетиленовой сварки – обзор
Нейтральное пламя при кислородно-ацетиленовой сварке
Использование нейтрального пламени
Уменьшение или науглероживание пламени при кислородно-ацетиленовой сварке
Использование науглероживающего пламени
Окислительное пламя при кислородно-ацетиленовой сварке
Использование окислительного пламени
Газовое пламя MAPP
Регулировка газового пламени MAPP
Смотрите также:
Введение
Кислород и горючий газ смешиваются в смесительной камере газокислородной сварочной горелки. Затем смесь выходит через наконечник горелки и может быть нанесена сварщиком в нужном месте.
Затем смесь выходит через наконечник горелки и может быть нанесена сварщиком в нужном месте.
Наконечник горелки бывает разных размеров в зависимости от объема подаваемых газов. Это может быть как игольчатое пламя небольшого диаметра, так и раструб диаметром 3/16 дюйма (4,8 мм) и длиной 2 дюйма (51 мм).
Пламя, видимое нам на острие, имеет разные зоны. Внутренний конус имеет ярко-синюю вспышку. Этот конус иногда также называют рабочим факелом. Для эффективной теплопередачи этот рабочий раструб должен быть расположен близко к свариваемому изделию.
Пламя иногда шумное, а иногда ровное и тихое. Это зависит от скорости потока газов, выходящих из наконечника. Резкость или мягкость пламени зависит от расхода газов. Скорость потока должна быть приблизительно соизмерима с размером наконечника.
Слишком высокая скорость потока вызовет шумное и турбулентное пламя, с которым трудно справиться. Это резкое пламя выдувает расплавленный металл из лужи и затрудняет сварку. Слишком низкий расход вызывает неэффективное пламя, чувствительное к обратному воспламенению.
Слишком низкий расход вызывает неэффективное пламя, чувствительное к обратному воспламенению.
Температуру пламени и, следовательно, воздействие пламени на расплавленный металл можно варьировать, изменяя соотношение кислорода и горючего газа, выходящего из наконечника. Большая часть кислородной сварки выполняется с нейтральным пламенем, что означает, что оба газа подаются в соотношении 1:1.
Увеличение доли кислорода приводит к окислительному пламени. Если доля топливного газа увеличивается, пламя уменьшается. Все типы пламени подходят при определенных условиях.
Как определить пламя?
Пламя легко узнать по внешнему виду. После того, как факел зажжен зажигалкой или пилотным пламенем, в пламени можно увидеть различные зоны.
Восстанавливающее пламя можно определить по наличию «перьевого» расширения внутреннего конуса. См. рисунок 1 ниже. По мере увеличения доли ацетилена или уменьшения доли кислорода длина пера увеличивается.
Если перо большое, это означает, что смесь газов имеет высокий процент ацетилена.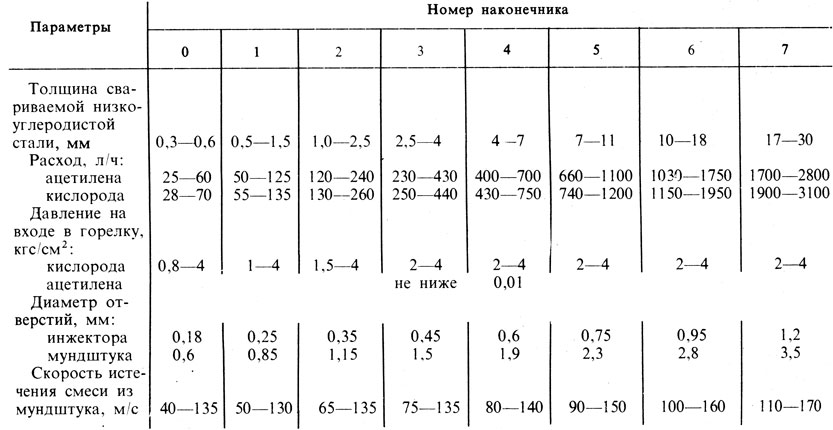 О степени избытка ацетилена можно судить по длине пера и внутреннего конуса. Обе длины следует измерять от кончика горелки. Перо 2X указывает на то, что доля ацетилена примерно в два раза превышает долю кислорода.
О степени избытка ацетилена можно судить по длине пера и внутреннего конуса. Обе длины следует измерять от кончика горелки. Перо 2X указывает на то, что доля ацетилена примерно в два раза превышает долю кислорода.
Такое пламя по своей природе является науглероживающим. То есть он вносит углерод в металл шва, что нежелательно.
При снижении содержания ацетилена (или увеличении содержания кислорода) перо уменьшается. Пламя называется нейтральным, когда перо просто полностью исчезает.
С этого момента, если доля кислорода увеличивается (или доля ацетилена уменьшается), образующееся пламя является окислительным пламенем. Регулировка окислительного пламени может быть указана как величина, на которую должна быть уменьшена длина внутреннего конуса.
Скажем, указано, что длина два должна быть уменьшена на 1/10 -го . Сварщик увеличивает подачу кислорода до тех пор, пока длина внутреннего конуса не уменьшится примерно на 10%.
Настройки ацетиленовой горелки, которые будут создавать различные типы пламени для кислородно-ацетиленовой сварки, обсуждаются в описании различных типов пламени ниже.
Зажигание горелки
Сварочную горелку можно зажечь с помощью запальника или фрикционной зажигалки. При регулировке давления на газовых регуляторах (установленных на газовых баллонах) и клапанах на сварочной горелке необходимо соблюдать соответствующие указания изготовителя изделия. При запуске операций необходимо соблюдать правильную последовательность.
При поджигании горелки ее следует держать так, чтобы пламя было направлено в сторону от сварочного аппарата, газовых шлангов и баллонов. Поверните ацетиленовый клапан на горелке примерно на 1/4 th и поднимите пламя, ударив зажигалкой о кончик. Это зажигает факел.
Кислород еще не подается. Это пламя поддерживается кислородом воздуха. Топливо не сгорает полностью. В результате мы видим закопченное пламя. Температура в этом пламени гораздо меньше и не годится ни для какой сварки.
При любых сварочных работах необходимо активно подавать кислород через горелку. Кислород, подаваемый через горелку, обеспечивает более полное сгорание, что приводит к более высоким температурам.
Ацетиленовый клапан горелки следует открывать медленно, пока пламя не станет чистым. Это чистое ацетиленовое пламя желтоватое, густое, длинное и непригодное для сварки. Итак, теперь следует медленно открыть кислородный клапан на горелке. Теперь, когда горение происходит с большей степенью полноты, мы видим голубоватое пламя. Мы также видим яркий внутренний конус, окутанный внешней оболочкой.
Высокие температуры, необходимые для сварки, обнаруживаются в этом голубоватом внутреннем конусе.
Температура пламени кислородно-ацетиленовой смеси
Температура пламени кислородно-ацетиленовой смеси зависит от типа пламени . Кроме того, одинаковая температура не наблюдается по всей длине пламени. Температура самая высокая сразу за внутренним конусом, где происходит полное сгорание, и она постепенно снижается до самой низкой на внешних краях.
При горении ацетилена на внутреннем конусе в присутствии кислорода в качестве продукта образуются окись углерода и водород. Эти газы носят восстановительный характер (т. е. имеют свойство соединяться с кислородом и удалять его), поэтому в этой зоне не может происходить никакого окисления металла.
Эти газы носят восстановительный характер (т. е. имеют свойство соединяться с кислородом и удалять его), поэтому в этой зоне не может происходить никакого окисления металла.
Это горение является первичной реакцией в пламени и может быть представлено следующим уравнением: и H 2 газы охлаждаются из высокотемпературного внутреннего конуса, они соединяются с атмосферным кислородом с образованием угарного газа и водяного пара соответственно. Это завершает сгорание. Это вторичная реакция, и ее можно представить следующим уравнением:
2CO + H 2 + 1,5O 2 = 2CO 2 + H 2 O + Тепло
Можно отметить, что температура кислородно-ацетиленового пламени отличается от других кислородно-топливных пламени в зависимости от по используемому топливному газу. Это зависит от свойств газа (см. таблицу в конце этой статьи для сравнения теплотворной способности различных газов) и от типа используемого пламени.
Типы кислородно-ацетиленового сварочного пламени – обзор
Существует три основных типа пламени: нейтральное (или сбалансированное), науглероживающее (или избыток ацетилена) и окислительное (избыток кислорода). Эти языки пламени показаны на рисунке 2 ниже.
Эти языки пламени показаны на рисунке 2 ниже.
Мы рассмотрим их вкратце, прежде чем перейти к подробному обсуждению.
Во-первых, давайте вкратце посмотрим – что такое нейтральное пламя?
Нейтральное пламя производится при использовании кислорода и ацетилена в соотношении 1:1. Некоторое количество кислорода берется из атмосферы для завершения сгорания. Это наиболее широко используемое пламя для сварки. Характеризуется четким, хорошо выраженным светящимся конусом во внутренней зоне пламени.
Науглероживание 9Пламя 0007 характеризуется наличием пера, свисающего с внутреннего конуса. Это перо называется ацетиленовым пером. Длина этого ацетиленового пера или ленты относительно внутреннего конуса указывает на количество избыточного ацетилена.
Этот тип пламени имеет избыток ацетилена, подаваемый в пламя (другими словами – недостаток кислорода). Этот тип пламени может добавлять углерод к сварному шву, отсюда и название «науглероживание». Добавление углерода в металл сварного шва нежелательно.
Добавление углерода в металл сварного шва нежелательно.
В окислительном пламени избыток кислорода. Для него характерна более короткая оболочка. Внутренний конус маленький и заостренный. Уменьшение длины конуса указывает на количество избыточного кислорода. Этот тип пламени также мало используется для сварки, так как имеет тенденцию к окислению металла. Однако он используется для сварки некоторых определенных металлов.
Помимо кислородно-топливной сварки, эти три пламени также составляют процесс кислородно-топливной резки.
Нейтральное пламя при кислородно-ацетиленовой сварке
Теперь давайте посмотрим, что такое нейтральное пламя, в деталях.
Нейтральное пламя можно отличить по наличию двух отчетливых зон: одна — голубовато-белый светящийся внутренний конус; во-вторых, светло-голубое пламя, окутывающее внутренний конус. Эту оболочку также называют оболочкой.
В нейтральном пламени ацетилен и кислород находятся в объемном соотношении 1:1.
Чтобы получить нейтральное пламя, начните с избыточного ацетиленового пламени, которое легко узнать по наличию ацетиленового пера. Затем медленно увеличьте подачу кислорода (или уменьшите подачу ацетилена) так, чтобы перо укоротилось, а затем полностью исчезло. Когда перо полностью исчезнет, пламя станет нейтральным.
Для абсолютно нейтрального пламени не должно быть беловатых полос на конце внутреннего конуса. Иногда эти стримеры оставляют для того, чтобы пламя не превратилось в окислительное пламя. Однако не рекомендуется оставлять стримеры длиннее, чем от 1/16 дюйма до 1/8 дюйма (от 1,6 мм до 3,2 мм).
При нейтральном пламени при кислородно-ацетиленовой сварке температура на конце внутреннего конуса составляет 5850°F (3232°C). Температура на конце внешней оболочки существенно ниже и составляет 2300°С (1260°С). Опытный сварщик использует эту температуру в своих интересах во время сварки.
Применение нейтрального пламени
Нейтральное пламя наиболее широко используется при сварке ацетиленом, а также при резке. Работа плавная, бесшумная, можно легко контролировать расплавленную лужу. Расплавленный металл течет легко, без каких-либо турбулентностей.
Работа плавная, бесшумная, можно легко контролировать расплавленную лужу. Расплавленный металл течет легко, без каких-либо турбулентностей.
Восстанавливающее или науглероживающее пламя при кислородно-ацетиленовой сварке
Теперь давайте посмотрим, что такое науглероживающее пламя и как его получить.
Когда доля ацетилена высока по сравнению с кислородом, образующееся пламя называется восстановительным пламенем. Избыток ацетилена может также вызвать введение углерода в металл сварного шва, поэтому такое пламя также называют науглероживающим пламенем.
Это определение пламени науглероживания.
Чтобы получить это пламя, сначала доведите пламя до нейтрального состояния. Затем медленно открывайте ацетиленовый клапан на горелке до тех пор, пока ацетиленовое перо (также называемое стримером) не станет видимым на концах внутреннего конуса. Длина этого пера указывает на дополнительный ацетилен. Для сварочных работ длина этого пера не должна превышать половины длины внутреннего конуса.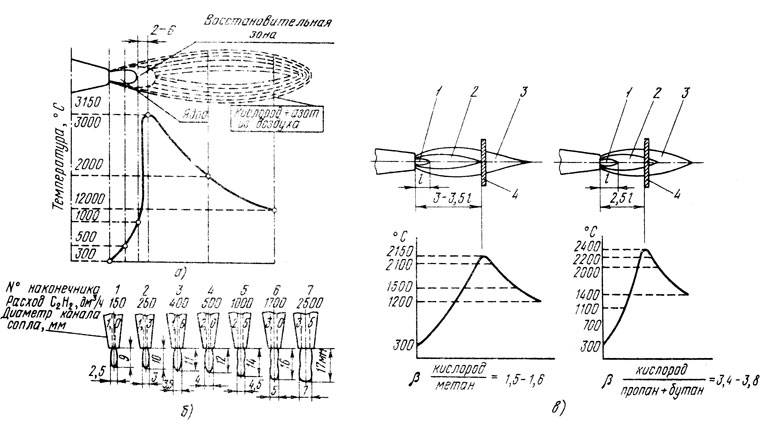
Восстанавливающее пламя легко определить. Он имеет три зоны: голубовато-белый внутренний конус, белое промежуточное перо и светло-голубую оболочку внешнего блика. Температура на конце внутреннего конуса составляет около 5700°F (3149°С).°С). Это пламя горит с шипящим звуком.
Не рекомендуется использовать для сварочных работ сильно восстановительное пламя. Он не только вводит углерод в металл сварного шва, но также вызывает кипение расплавленного металла. Это связано с тем, что углерод, поглощаемый металлом из пламени, выделяет тепло. Такой лужей непросто управлять и манипулировать. Металл сварного шва, содержащий избыток углерода, является хрупким и подвержен растрескиванию.
Как упоминалось выше, довольно редко это пламя также называют коксующимся пламенем.
Использование науглероживающего пламени
Слегка восстановительное пламя иногда используется для обратной сварки некоторых металлов. Это пламя используется для сварки высокоуглеродистой стали и сплавов цветных металлов, таких как никель, монель и т.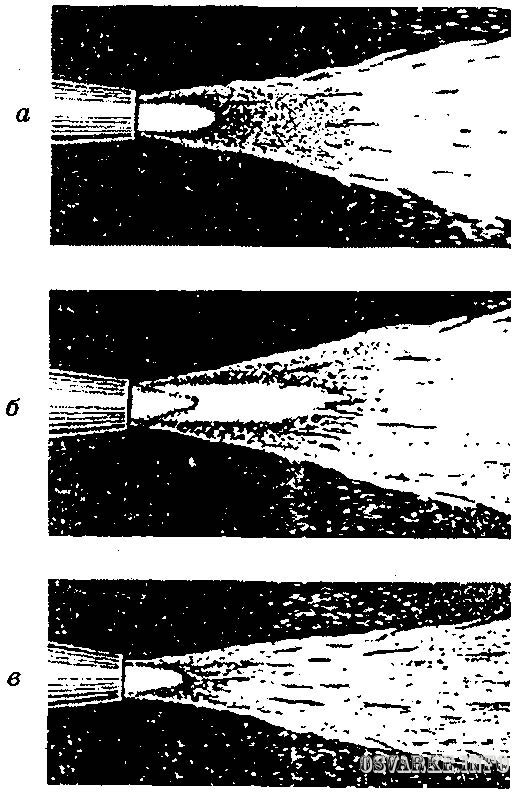 д.
д.
Оно также используется в операциях с серебряным и мягким припоем. Для этих операций используются только перо или лента и внешняя оболочка.
Окислительное пламя При кислородно-ацетиленовой сварке
Окислительное пламя возникает, когда доля кислорода выше по сравнению с ацетиленом. Чтобы получить этот тип пламени, сначала доведите пламя до нейтрального состояния. Затем медленно открывайте кислородный клапан на горелке, пока внутренний конус не укоротится на желаемую величину. Как правило, он укорачивается на десятую часть своей нейтральной длины.
Внутренний конус короткий и заостренный, слегка фиолетового цвета. Шипящий звук является характерным признаком окислительного пламени. Температура на кончике внутреннего конуса является самой высокой среди трех пламен и составляет 6300°F (3482°C).
Когда окислительное пламя используется для сварки стали, оно дает искры и вызывает вспенивание металла. Это свидетельствует о том, что происходит окисление металла. Из-за этого окислительное пламя не подходит для сварочных работ.
Из-за этого окислительное пламя не подходит для сварочных работ.
Использование окислительного пламени
Как упоминалось выше, окислительное пламя не подходит для сварочных работ, поскольку оно вызывает окисление металла. Полученный металл сварного шва будет иметь пористость и будет хрупким.
Слегка окисляющее пламя используется для пайки стали и чугуна. Он также используется для сварки латуни или бронзы. Обычно используемое отношение кислорода к ацетилену варьируется в пределах 1,1-1,2:1 для пайки стали. Правильное соотношение должно быть получено путем наблюдения за поведением пламени на металле сварного шва.
Газовое пламя MAPP
Различные топливные газы имеют разную теплотворную способность; и различные свойства теплопередачи в первичном и вторичном пламени. Газ MAPP имеет почти такое же свойство тепловыделения в первичном пламени, что и газообразный ацетилен, но гораздо более высокое свойство тепловыделения во вторичном пламени. В следующей таблице перечислены свойства тепловыделения обычно используемых топливных газов при кислородно-топливной сварке.
| Топливный газ | Flame temperature (°F) | Primary flame heat (BTU/cubic feet) | Secondary flame heat (BTU/cubic feet) | Total heat ( BTU/cubic feet) |
| MAPP gas | 5301 | 517 | 1889 | 2406 |
| Acetylene | 5589 | 507 | 963 | 1470 |
| Propane | 4579 | 255 | 2243 | 2498 |
| Natural gas | 4600 | 11 | 989 | 1000 |
| Propylene | 5193 | 433 | 1938 | 2371 |
Другим преимуществом газа MAPP является то, что расстояние связи между пламенем и работой не так важно, как для других газов.
Обратите внимание на теплоту сгорания газа MAPP в сравнении с кислородно-ацетиленовым пламенем в таблице выше. Видно, что средняя температура пламени газа МАПП несколько меньше, чем кислородно-ацетиленового пламени, но имеет большую теплотворную способность. Если мы используем газ пропан, температура пламени, полученная с оксипропаном, меньше, чем у газа MAPP и у ацетилена, однако его теплотворная способность выше, чем у обоих.
Более высокая теплотворная способность указывает на более плотно упакованные углеводороды в газе. Поэтому стехиометрическая потребность в кислороде для сжигания этих газов также выше.
Соотношение кислорода и ацетилена составляет 1,1-1,2:1 для нейтрального пламени. Это соотношение кислорода и ацетилена выгодно отличается от отношения кислорода к пропану, которое составляет около 4,3:1. Для газообразного пропилена это соотношение кислород/топливо составляет около 3,7:1. Для мэпп-газа мы увидим соотношение в следующем параграфе.
Сравнение температуры пламени, теплотворной способности и соотношения кислород/топливо для различных газов можно найти здесь.
Регулировка пламени газа MAPP
Подобно сварке с ацетиленом, при сварке с использованием газа MAPP также существует три типа пламени: окислительное, восстановительное и нейтральное пламя. На следующем рисунке показаны три типа пламени. Правильная регулировка пламени важна для качества металла сварного шва.
Науглероживающее пламя газа МАПП похоже на пламя ацетилена. На конце внутреннего конуса можно увидеть желтое перо. Это пламя получается, когда отношение кислорода к горючему газу составляет 2,2:1 или меньше. Слегка науглероживающее пламя используется для сварки или пайки металлов, которые легко окисляются. Одним из примеров является алюминий.
В нейтральном пламени перо топливного газа исчезает. Отношение кислорода к горючему газу для нейтрального пламени составляет примерно 2,3 – 2,5:1. Внутренний конус имеет ярко выраженный темно-синий цвет. Внутренний конус газового пламени MAPP почти в 1,5-2 раза длиннее внутреннего конуса ацетиленового пламени.
Нейтральное пламя является наиболее часто используемой настройкой.
По мере увеличения содержания кислорода синий цвет немного светлеет. От пламени исходит горящий шипящий звук. Это окислительное пламя.
Окислительное пламя, как правило, не применяют для сварочных работ, за исключением пайки меди и ее сплавов.
Итак, речь шла о различных типах пламени для кислородно-ацетиленовой сварки. Если у вас есть что добавить к этому, пожалуйста, не стесняйтесь упоминать об этом в разделе комментариев ниже.
См. также:
- Настройка оборудования для кислородно-ацетиленовой сварки
- Позиции для кислородно-топливной сварки
Подробное руководство по газокислородной (ацетиленовой) сварке
Вы можете сваривать или соединять два куска металла различными способами; однако газовая сварка, или, как ее еще называют, кислородно-топливная сварка или кислородно-ацетиленовая сварка, является одной из старейших форм тепловой сварки, и даже сегодня газовая сварка является единственным процессом, который можно использовать при отсутствии электричества.
В этой статье мы обсудим следующие темы: что такое газовая сварка и как она выполняется, газосварочный аппарат и его части, топливные газы, используемые при газовой сварке, отличие газовой сварочной горелки от газовой резак, преимущества и ограничения газовой сварки, применение и соображения безопасности.
Что такое газовая сварка?
Газокислородная сварка, более известная как кислородно-ацетиленовая сварка или газовая сварка, используется для газовой сварки и газовой резки. Сварка кислородно-ацетиленовым газом была впервые разработана и применена в 1903 году французскими инженерами Эдмоном Фуше и Шарлем Пикаром. Для увеличения температуры пламени вместо обычного воздуха использовался чистый кислород. До появления дуговой сварки стержнями с флюсовым покрытием газовая сварка была единственным процессом, доступным для сварки хорошего качества.
Вы можете определить газовую сварку как процесс сварки, при котором две металлические детали свариваются путем нагревания пламенем, образующимся при сгорании топливного газа с кислородом . Ацетилен является широко используемым топливным газом, и если в газовой сварочной горелке смешать правильные пропорции кислорода и ацетилена, вы получите горячее пламя около 3200º C. Вы можете варьировать соотношение ацетилена и кислорода, чтобы получить желаемый тип сварки. пламя. Газовая сварка может выполняться с использованием присадочного материала или без него.
Ацетилен является широко используемым топливным газом, и если в газовой сварочной горелке смешать правильные пропорции кислорода и ацетилена, вы получите горячее пламя около 3200º C. Вы можете варьировать соотношение ацетилена и кислорода, чтобы получить желаемый тип сварки. пламя. Газовая сварка может выполняться с использованием присадочного материала или без него.
Другие горючие газы, такие как пропан, водород и природный газ, можно использовать для сварки металлов с более низкой температурой плавления, таких как цветные металлы, пайки твердым припоем и серебряным припоем.
Типы пламени при газовой сварке
Существует три различных типа пламени, такие как нейтральное/естественное, окислительное и науглероживающее.
Нейтральное пламя – Газосварщики используют нейтральное пламя в качестве отправной точки. В нейтральном пламени газообразный ацетилен полностью сгорает в кислороде и окружающем воздухе. Нейтральное пламя химически нейтрально. Это пламя состоит из двух частей: светло-голубого внутреннего конуса и темно-синего (выцветающего до бесцветного) внешнего конуса. Наконечник внутреннего конуса — самая горячая часть, и именно здесь ацетилен и кислород соединяются и сгорают. Нейтральное пламя содержит кислород и ацетилен в равных пропорциях и обычно используется для сварки.
Нейтральное пламя химически нейтрально. Это пламя состоит из двух частей: светло-голубого внутреннего конуса и темно-синего (выцветающего до бесцветного) внешнего конуса. Наконечник внутреннего конуса — самая горячая часть, и именно здесь ацетилен и кислород соединяются и сгорают. Нейтральное пламя содержит кислород и ацетилен в равных пропорциях и обычно используется для сварки.
Пламя науглероживания – Добавление избытка ацетилена в нейтральное пламя создает пламя науглероживания. Науглероживающее пламя имеет три зоны: более горячий внутренний конус, раскаленную добела зону (ацетиленовое перо) и внешний конус синего цвета.
Окислительное пламя – Избыток кислорода, добавленный к нейтральному пламени, создает окислительное пламя. Окислительное пламя горячее двух других. Окислительное пламя обычно нежелательно, так как оно создает нежелательные оксиды на металлах. Внутренний конус окислительного пламени приобретает пурпурный оттенок, а звук пламени становится резким.
Как выполняется газовая сварка?
Газообразный кислород и ацетилен хранятся в баллонах высокого давления и имеют регуляторы давления для контроля оттока газа. На каждом цилиндре два манометра. Газовые баллоны подключаются к сварочной горелке через качественные газовые шланги. Смешивание газов (кислорода и ацетилена) происходит в сварочной горелке. Процесс газовой сварки испускает радиацию, поэтому необходимо носить сварочные очки.
Горит смесь горючего газа (обычно ацетилена) и кислорода. Он производит пламя с температурой 3200ºC (приблизительно), и этой температуры достаточно, чтобы расплавить стальные заготовки и сплавить их между собой в прочное соединение. Как только пламя попадает на заготовку, высокая температура заставляет металл плавиться и образовывать сварочную ванну, и в этот момент металл можно сплавить вместе с добавлением присадочного металла или без него. Можно использовать наполнитель с флюсом, а флюс помогает предотвратить окисление.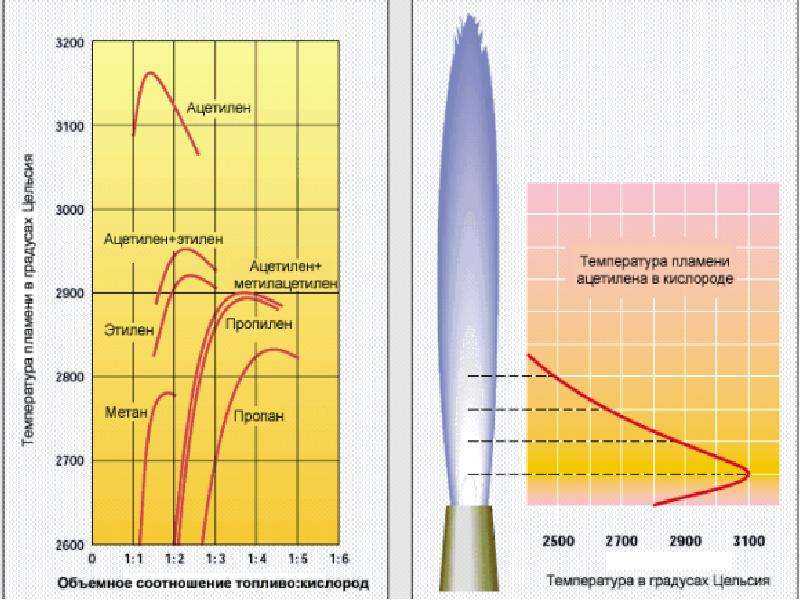
Зона сварочной ванны защищена от атмосферы внешней зоной пламени. Вы должны завершить сварку, медленно удаляя пламя от сварного шва, давая ему достаточно времени для затвердевания без окисления. Газовые сварочные дымы, образующиеся во время сварки, могут быть из рабочего материала, присадочного материала и флюсов. Температура, создаваемая при газовой сварке, намного ниже по сравнению с другими видами сварки, такими как дуговая сварка.
Газовая сварка обычно используется для сварки тонких листов, таких как кузова автомобилей, а первоначальная стоимость оборудования невысока и доступна. Газовая сварка не популярна для коммерческого использования или сварки толстых листов, поскольку качество сварки ниже по сравнению с другими типами сварки, такими как дуговая сварка.
Различные методы кислородно-ацетиленовой газовой сварки: сварка в прямом направлении, сварка в обратном направлении и вертикальная газовая сварка.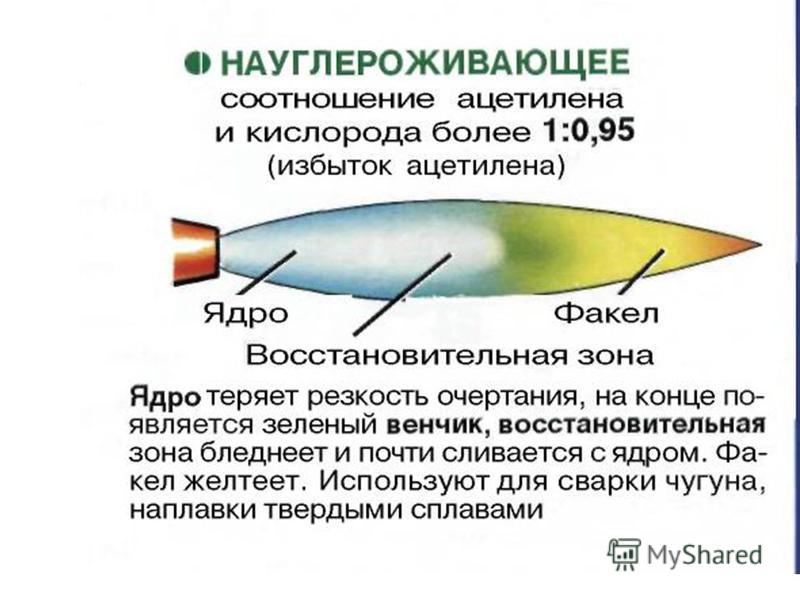
Газовая сварка в прямом направлении (также называемая газовой сваркой влево) — Вы, как газосварщик, держите сварочную горелку в правой руке, присадочный стержень в левой и выполняете сварку, начиная справа и двигаясь влево. Вы можете держать сварочную горелку и присадочную проволоку под удобными углами.
Газовая сварка в обратном направлении (также называемая газовой сваркой в правом направлении) — аналогична сварке в прямом направлении, с той лишь разницей, что вы начнете сварку слева и двигаетесь вправо. Вы можете держать сварочную горелку и присадочную проволоку под удобными углами.
Вертикальная сварка — При этом типе сварки вы держите сварочную горелку в правой руке, присадочную проволоку — в левой, а сварка идет снизу вверх. Присадочный стержень движется впереди пламени. Сварка в потолке и в вертикальном положении обычно выполняется медленнее, чем в горизонтальном.
Проволочная щетка используется для очистки зоны сварки до и после сварки, а отбойный молоток используется для снятия флюсового покрытия.
Различные горючие газы, такие как ацетилен, водород, бензин, пропилен и другие, используются в сочетании с кислородом для сварки или пайки. Каждый топливный газ имеет свои характеристики; некоторые горючие газы могут сгореть до высоких температур, а другие нет. Выбор топливного газа зависит от типа проекта и работы. Наиболее часто используемым топливным газом является ацетилен, и многие люди используют фразу кислородно-ацетиленовая сварка вместо газовой сварки.
Давление газа при газовой сварке устанавливается в соответствии с рекомендациями производителя газовой горелки. Хороший газосварщик изменяет скорость сварки, чтобы поддерживать одинаковый размер сварочного валика по всей длине сварного шва. Сварщик может регулировать воздействие газового пламени на поверхность металла шва, вызывая мягкую, жесткую или бурную реакцию (путем изменения подачи ацетилена и кислорода).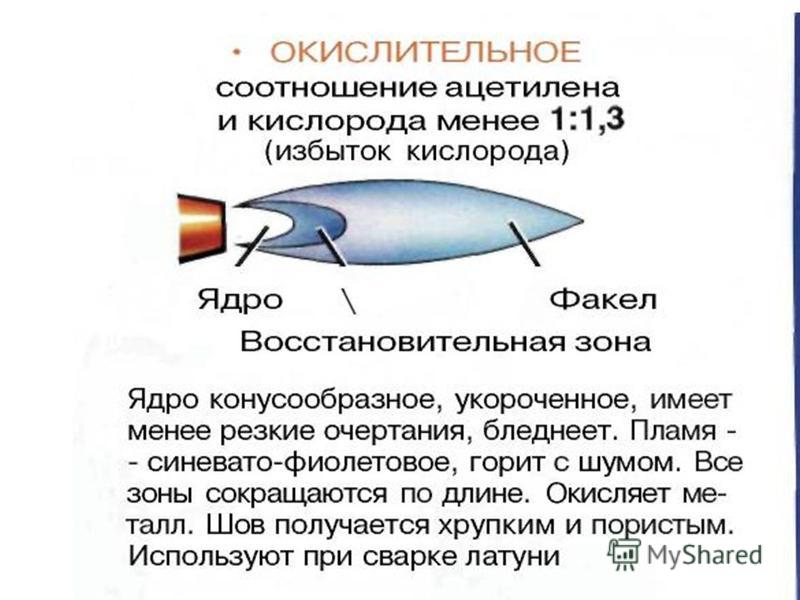 Однако существуют ограничения относительно того, какой тип пламени можно использовать для сварки. Резкое сильное пламя может выдуть расплавленный металл из сварочной ванны, а слишком мягкое пламя не будет стабильным.
Однако существуют ограничения относительно того, какой тип пламени можно использовать для сварки. Резкое сильное пламя может выдуть расплавленный металл из сварочной ванны, а слишком мягкое пламя не будет стабильным.
Газосварочный аппарат и его части
Полный комплект газосварочного оборудования состоит из кислорода и топливного газа, хранящихся в отдельных баллонах, двух регуляторов давления и двух напорных шлангов (по одному на каждый баллон), а также сварочная горелка. Два шланга соединяют два цилиндра со сварочной горелкой. Сварочную горелку можно также использовать для пайки и пайки, заменив насадки. Весь комплект оборудования размещен на тележке для удобства перемещения и переноски.
Различные части газосварочного оборудования:
Кислородный баллон (зеленого цвета) – Этот баллон содержит кислород, необходимый для горения. Кислородный баллон изготовлен из толстой стали, чтобы выдерживать давление. Баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.
Баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.
Баллон с топливным газом (красного цвета) — Баллон с топливным газом изготовлен из толстой стали и полностью герметизирован для предотвращения утечки сжатого топливного газа, хранящегося внутри баллона. Этот баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.
Регулирующие клапаны – И кислородный, и топливный газовые баллоны имеют собственные регулирующие клапаны. Регулирующие клапаны контролируют количество газа, выходящего из баллона, и с помощью регулирующих клапанов; можно контролировать соотношение топливного газа и кислородной смеси.
Манометры – На каждом баллоне установлены два манометра (кислородный и ацетиленовый). Один манометр показывает давление газа внутри баллона, а другой манометр показывает давление газа в шланге.
Шланги, соединяющие газовую сварочную горелку с газовыми баллонами – Шланги хорошего качества и выдерживают высокое давление. Шланг, соединяющий баллон с кислородом и сварочную горелку, имеет зеленый цвет, а шланг, соединяющий баллон с ацетиленом и сварочную горелку, — красный.
Смесительная камера – Смесительная камера является частью газовой сварочной горелки, и именно здесь топливный газ и кислород смешиваются вместе перед выходом через сопло газовой сварочной горелки. Шланги от топливного и кислородного баллонов соединяются с камерой смесителя. Кислород и ацетилен поступают в смесительную камеру по шлангам, а для подачи кислорода и ацетилена в смесительную камеру имеется по одному игольчатому клапану. Клапаны используются для точной настройки соотношения топливного газа и кислорода.
Газовая сварочная горелка — Газовая сварочная горелка представляет собой смесь топливного газа и кислорода перед сжиганием. Сварочная горелка имеет смесительную камеру на одном конце и сопло на другом конце.
Сварочная горелка имеет смесительную камеру на одном конце и сопло на другом конце.
Из сопла выходит смесь ацетилена и кислорода для воспламенения (сварщик использует зажигалку). На газовую сварочную горелку можно установить набор насадок для различных применений. Газовая сварочная горелка предназначена для использования с медными соплами различных размеров (типа «лебединая шея»), которые позволяют использовать надлежащую интенсивность пламени. Существует зависимость между толщиной свариваемого металла, размером сопла и скоростью сварки.
Пламегасители – Типичные пламегасители устанавливаются между шлангами и регулятором на цилиндре. Пламегаситель является защитным устройством и предотвращает попадание пламени, генерируемого «воспоминанием », в газовый баллон. Основными причинами воспламенения являются перегрев газовой сварочной горелки или отсутствие продувки шлангов.
Цветовой код – Шланги и газовые баллоны, используемые при газовой сварке, имеют цветовую маркировку для облегчения идентификации.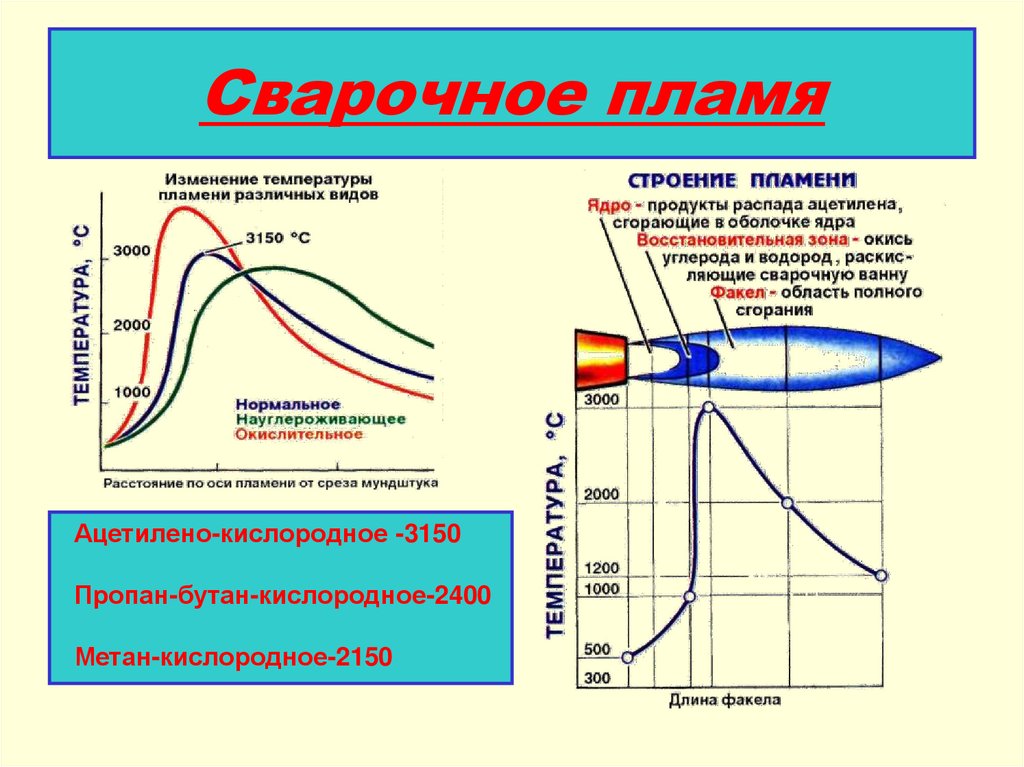 Ацетиленовый баллон и шланг, соединяющий ацетиленовый баллон и сварочную горелку, окрашены в красный цвет. Точно так же цвет кислородного баллона и шланга, соединяющего кислородный баллон и сварочную горелку, зеленый.
Ацетиленовый баллон и шланг, соединяющий ацетиленовый баллон и сварочную горелку, окрашены в красный цвет. Точно так же цвет кислородного баллона и шланга, соединяющего кислородный баллон и сварочную горелку, зеленый.
Топливные газы, используемые при газовой сварке
Ацетилен является популярным топливным газом, используемым при газовой сварке, благодаря его благоприятным характеристикам пламени и высокой температуре. Другими используемыми топливными газами являются бензин, водород, пропан (СНГ) и т. д. Эти газы не обеспечивают достаточного количества тепла, необходимого для сварки; однако их можно использовать для пайки и пайки.
Ацетилен – ацетилен является популярным горючим газом, используемым для газовой сварки и газовой резки. Из-за популярности ацетилена люди часто используют фразы «ацетиленовая сварка» или «ацетиленовая резка» вместо газовой сварки или газовой резки. Однако ацетилен не стабилен для подводной сварки или резки. Водород предпочтителен для подводной сварки или резки.
Водород предпочтителен для подводной сварки или резки.
Бензин – Кислородно-бензиновые горелки работают очень хорошо. Это особенно полезно в местах, где топливный газ в баллонах недоступен. Эффективность резки кислородно-бензиновым пламенем эквивалентна или иногда лучше, чем у кислородно-ацетиленового пламени.
Водород – кислородно-водородное пламя подходит для сварки и резки алюминия. Можно получить температуру 2000°С для водорода, смешанного с воздухом при атмосферном давлении, и 2800°С, если водород смешать с чистым кислородом в соотношении 2:1. Из-за водородного охрупчивания водород не применяют для сварки стали и черных металлов. Водород можно использовать для подводной сварки и резки.
Пропан или СНГ (сжиженный нефтяной газ) – Окси-пропан обычно используется для резки металла. Окси-пропан не дает высокой температуры, как оксиацетилен, и поэтому обычно не используется для сварки. Однако оксипропан режет быстрее, чем оксиацетилен, а края реза намного чище. Окси-пропан предпочтителен для процессов нагрева и гибки. Пропан дешевле ацетилена и легко доступен; следовательно, оксипропан используется для резки металлолома. Для оксипропана можно использовать стандартную кислородно-ацетиленовую горелку; однако это не рекомендуется. Особый 9Обычно используется кислородно-пропановая горелка 0006 , которую гораздо легче зажечь и с меньшей вероятностью погасить, чем при использовании кислородно-ацетиленовых горелок.
Однако оксипропан режет быстрее, чем оксиацетилен, а края реза намного чище. Окси-пропан предпочтителен для процессов нагрева и гибки. Пропан дешевле ацетилена и легко доступен; следовательно, оксипропан используется для резки металлолома. Для оксипропана можно использовать стандартную кислородно-ацетиленовую горелку; однако это не рекомендуется. Особый 9Обычно используется кислородно-пропановая горелка 0006 , которую гораздо легче зажечь и с меньшей вероятностью погасить, чем при использовании кислородно-ацетиленовых горелок.
Другими используемыми топливными газами являются природный газ, бутан и пропилен.
Отличие газовой сварочной горелки от газовой горелки
Газовая сварочная горелка используется для газовой сварки и обычно осуществляется путем сжигания равного объема топливного газа (ацетилена) и кислорода. Конструкция газосварочной горелки имеет два игольчатых клапана, позволяющих оператору точно регулировать подачу ацетилена и кислорода в камеру смешения (для подачи ацетилена и кислорода в равном соотношении).
Пламя достигает температуры 3200ºC (приблизительно), что достаточно для плавления стали и других металлов. При необходимости добавляется присадочный металл.
(Газовая сварочная горелка)
Кислородно-ацетиленовая газовая горелка аналогична газовой сварочной горелке, имеет все ее характеристики, за исключением того, что в качестве насадки используется специальная режущая насадка. Это режущее сопло имеет внешнее кольцо отверстий, через которые проходит газообразный кислород-ацетилен, и отверстие в центре, через которое поступает дополнительный кислород. Рычаг управляет дополнительным потоком кислорода через отверстие в центре. Оператор может активировать уровень, чтобы обеспечить подачу дополнительного кислорода.
Этот рычаг (для кислорода) отсутствует на газовой сварочной горелке.
(газовый факел)
Во время резки газа металл нагревается до тех пор, пока он не станет горячим, и в этот момент поток кислорода увеличивается путем запуска рычага. Повышенное содержание кислорода вступает в реакцию с горячим металлом, вызывает окисление металла и выделение большего количества тепла, что способствует процессу резки.
Температура плавления оксида металла ниже температуры плавления разрезаемого металла (на 50 %). Когда металл нагревается, он превращается в расплавленный оксид металла и вытекает из зоны резания. Однако часть оксида металла прилипает к поверхности реза в виде шлака, который можно удалить отбойным молотком или шлифовкой.
Все углеродсодержащие стали могут быть окислены и, следовательно, могут быть разрезаны газовым резаком. Однако этот процесс газовой резки нельзя использовать для цветных металлов и нержавеющей стали.
Преимущества и ограничения газовой сварки
Преимущества
- Доступная начальная стоимость газосварочного оборудования. Газосварка экономически выгодна при ремонтно-строительных работах. Газосварочное оборудование
- очень компактно и имеет высокую мобильность, все оборудование помещается на тележке, и вы можете легко доставить его в нужное место.
- В отличие от других методов сварки, газовая сварка не требует электричества. Это делает его гибким, и вы можете использовать его даже в отдаленных районах, где нет сетевого питания.
- Газовая сварка может использоваться для сварки как черных, так и цветных металлов, а также для пайки, пайки и нагрева.
- Вы можете использовать газосварочное оборудование для газовой резки, просто используя другую горелку.
- Газовая сварка подходит для сварки в ограниченном пространстве, поскольку для нее требуются только защитные очки (в отличие от защитных касок, необходимых для дуговой сварки).
- Когда речь идет о сварке тонких листов, таких как детали кузова автомобиля, газовая сварка является более подходящей, чем другие методы сварки.
Ограничения
- Газовая сварка не подходит для сварки толстых профилей из-за ограничения максимальной температуры.
- Газовая сварка не подходит для сварки вязких сталей.
- Максимальная температура, достигаемая при газовой сварке, намного меньше по сравнению с дуговой сваркой.
- Присадочный материал для газовой сварки не имеет специального флюсового покрытия (как при дуговой сварке).
- Поверхностная обработка газовой сваркой неудовлетворительна и требует дополнительных операций отделки.
Применение газовой сварки
Газовая сварка находит свое применение во многих отраслях промышленности, и многие из общих применений перечислены ниже.
- Газовая сварка применяется в автомобильной промышленности для сварки кузовов автомобилей, деталей шасси и т. д.
- Газовая сварка применяется при сварке и соединении деталей из листового металла летательных аппаратов.
- Вы можете увидеть ремонт кузовных деталей автомобиля, ремонт выхлопной трубы, сделанный в вашем городском гараже с помощью газовой сварки. Газовая сварка
- подходит и экономична для сварки труб различного назначения.
- Газовая сварка может применяться для сварки черных и цветных металлов.
- Газовая сварка больше подходит для ремонта дефектов серого чугуна по сравнению с дуговой сваркой. Участок дефекта может быть отшлифован ручной грубой шлифовальной машиной, предварительно нагрет примерно до 600ºC с помощью газовой сварки, а затем произведен газовой сваркой с использованием чугунного стержня для наращивания участка.
- Миниатюрная газовая горелка и небольшие газовые баллоны находят свое применение в ювелирном деле.
Меры безопасности при газовой сварке
- Если газовые баллоны не используются, их следует хранить с закрытыми защитными колпачками.
- Не выполняйте газовую сварку или газовую резку в местах, где хранятся легковоспламеняющиеся предметы или товары, особенно легковоспламеняющиеся вещества, такие как нефть, газ, бензин, и другие легковоспламеняющиеся предметы, такие как дерево, бумага и т. д.
- Ацетилен под высоким давлением может быть опасен.
- Прежде чем приступить к газовой сварке, узнайте, как пользоваться оборудованием и как регулировать подачу горючего газа и кислорода в смесительную камеру сварочной горелки.
- Всегда надевайте защитное снаряжение, такое как защитные очки, обувь, фартук, защитный шлем и перчатки. Пламя газа и расплавленный металл излучают излучение, поэтому защита глаз очень важна.
- Баллоны с ацетиленом и кислородом должны быть правильно расположены на тележке и не должны опрокидываться. Опрокидывание газовых баллонов может быть очень опасным, поскольку они хранятся под высоким давлением, а поврежденный регулирующий клапан (из-за опрокидывания) может выпустить газ под высоким давлением.
- Дымы при газовой сварке не вредны для здоровья человека, а помещение для газовой сварки должно быть оборудовано хорошей системой вентиляции. При газовой сварке оцинкованных листов пары могут быть очень вредными.
- В зоне газовой сварки или газовой резки должно быть достаточное количество противопожарного оборудования.
- Прежде чем снять регулятор с клапана баллона, закройте клапан баллона и выпустите газ, оставшийся в регуляторе.
- Цилиндры и шланги должны иметь разные цвета, чтобы различать их. Цвет баллона со сжиженным нефтяным газом/ацетиленом и шланга — красный, а цвета кислородного баллона и шланга — зеленый. Форма цилиндра также может быть разной.
Заключение
Несмотря на множество современных сварочных процессов, кислородно-ацетиленовая сварка до сих пор популярна для сварки тонких стальных листов (толщиной до 5 мм), для предварительного нагрева детали, для горячей гибки, для пайки/пайки, а также для выполнения различных ремонтных работ. Низкая стоимость оборудования, мобильность и низкий уровень квалификации делают газовую сварку такой популярной.
Каталожные номера:
- ScienceDirect.
- Институт сварки (TWI Global).
- Энциклопедия Википедии.
Изготовление и характеристика наножидкостей на основе наноуглерода с использованием системы кислородно-ацетиленового пламенного синтеза
- Список журналов
- Наноразмер Res Lett
- т.11; 2016
- PMC4
8
Nanoscale Res Lett. 2016; 11: 288.
Опубликовано онлайн 2016 июня 13. DOI: 10.1186/S11671-016-1522-6
, , и
Информация о сообщении. была разработана система кислородно-ацетиленового пламенного синтеза для изготовления наножидкостей на основе наноуглерода (NCBNF) с помощью одностадийного метода синтеза. Измеряемое в литрах в минуту (л/мин), топливо пламени расходует кислород и ацетилен в четырех соотношениях: 1,5/2,5 (P1), 1,0/2,5 (P2), 0,5/2,5 (P3) и 0/2,5 (P4). Скорость потока охлаждающей воды (базовая жидкость) была зафиксирована на уровне 1,2 л/мин для производства различных материалов на основе наноуглерода (NCBM) и различных концентраций NCBNF. Были проведены тесты и анализы для определения морфологии NCBM, материала NCBM, оптических характеристик, производительности, характеристик суспензии, среднего размера частиц, дзета-потенциала и других соответствующих основных характеристик NCBNF, чтобы понять характеристики и материалы NCBNF, полученные с помощью различных методов. параметры процесса (P1–P4). Результаты показали, что NCBM в основном имели чешуйчатую и сферическую морфологию, а диаметр сферических NCBM составлял примерно 20–30 нм. Рентгеновская дифракция и рамановская спектроскопия показали, что NCBM содержали оксид графена (GO) и аморфный углерод (AC), когда скорость потока кислорода была ниже 1,0 л/мин. Кроме того, NCBM содержали восстановленный GO, кристаллический графит (графит-2H) и AC, когда скорость потока кислорода превышала 1,0 л/мин. Параметры процесса P1, P2, P3 и P4 привели к получению NCBM при концентрациях 0,010, 0,013, 0,040 и 0,023 мас.% соответственно в NCBNF. Все NCBNF проявляли неньютоновские и истончающие сдвиг реологические свойства. Соотношение P4 показало самую высокую скорость повышения теплопроводности для NCBNF, на 4,85 % выше, чем у воды.
Ключевые слова: Аморфный углерод (АУ), Оксид графена (ГО), Наножидкость на основе наноуглерода (НКНФ), Система кислородно-ацетиленового пламенного синтеза (ОСАСС), Теплопроводность
Наножидкости (НФ) получают добавлением наночастиц в обычные рабочие жидкости для образования устойчивых твердожидких суспензий [1]. NF могут использоваться во многих отраслях промышленности для повышения эффективности системы или для улучшения процессов. Поскольку НФ можно использовать для улучшения тепловых свойств рабочих жидкостей и эффективности теплопередачи теплообменников, многие исследователи глубоко исследовали НФ, изучая такие темы, как методы их изготовления, основные характеристики (например, теплопроводность, плотность, вязкость, удельная теплоемкость, суспензионная способность), характеристика теплопередачи (для труб и теплообменников с различной геометрией), характеристика переноса (например, перепад давления, мощность насоса и реологические свойства) и коэффициенты теплопередачи, используемые для повышения эффективности оборудования, такого как рассеивающие радиаторы, системы рекуперации тепла и солнечные коллекторы [2–6].
В предыдущих исследованиях наночастицы (НЧ), добавленные к НФ, в основном представляли собой НЧ металлов (например, Cu, Ag и Au) и НЧ оксидов (например, CuO, Al 2 O 3 , TiO 2 , SiO 2 и ZnO). Теплопроводность металлических НФ обычно выше, чем у оксидных НФ, но НЧ металлов в базовой жидкости легко окисляются; поэтому можно ожидать, что в скором времени металлические НФ будут преобразованы в оксидные НФ. Кроме того, большинство металлических НЧ дороги, поскольку их массовое производство затруднено, и они не используются в практическом оборудовании. Хотя оксидные НФ имеют достаточно стабильные характеристики, их теплопроводность низка и не может быть заметно повышена за счет повышения теплопроводности базовой жидкости. Однако большое удлинение НЧ увеличивает возмущение рабочей жидкости (микроконвекцию), что может повышать теплопроводность и теплоконвективные характеристики НФ [7, 8].
Исследователи начали изучать технологию производства, характеристики и применение углеродных наноматериалов, таких как нанографиты (НГ), наноуглероды (НК), углеродные нанотрубки (УНТ) и графен, из-за их высокой теплопроводности [9–15] , высокий коэффициент теплопередачи, теплообменная способность в базовой жидкости [16–18], высокое удлинение и уникальные механические и физико-химические свойства [17–25]. Большинство тепловых свойств УНТ и графена превосходят свойства НГ и НК; поэтому можно ожидать, что НФ, приготовленные путем добавления УНТ и графена к базовой жидкости, будут демонстрировать отличные тепловые характеристики. Однако многие методы, используемые для производства УНТ и графена, требуют особой атмосферы или специального оборудования, что приводит к высоким производственным затратам или использованию многочисленных химикатов, что приводит к проблемам с обработкой отходов. Поэтому при рассмотрении вопроса об использовании УНТ и графена следует также учитывать сопутствующие требования, такие как стоимость производства, масштабы производства и экологичность производственного процесса.
В этом исследовании использовался кислородный (O 2 )-ацетиленовый (C 2 H 2 ) метод пламенного синтеза (OAFSM) для разработки системы пламенного синтеза O 2 –C 2 H 2 90 (OAFSS) для изготовления наножидкостей на основе наноуглерода (NCBNF). Этот метод применялся при четырех соотношениях расходов O 2 к C 2 H 2 . Морфология, структура, размер частиц, характеристики суспензии и другие основные характеристики материалов на основе наноуглерода (NCBM) и NCBNF были протестированы с использованием подходящих инструментов и методов испытаний, чтобы продемонстрировать характеристики NCBM и NCBNF и возможность производства NCBNF с помощью этого OAFSS. .
Подготовка NCBNF включала применение OAFSM, который представляет собой одностадийный метод синтеза. На рисунке показана схема OAFSS с OAFM для NCBNF. Источником углерода было пламя O 2 –C 2 H 2 . Были интегрированы распылитель, синтезатор, сборник проб, расходомер воды, регулирующий клапан, цифровой регулятор массового расхода (MFC), электромагнитная мешалка (PC420D, Corning, США) и горелка O 2 –C 2 H 2 . для завершения OAFSS. Как показано на рис. , отфильтрованная вода (водопроводная вода, отфильтрованная и очищенная с помощью 5-микронного фильтра) проходила через регулирующий клапан и расходомер для контроля состояния распыления и скорости потока распылителя. О 2 –C 2 H 2 горелка создавала пламя при различных расходах и соотношениях O 2 –C 2 H 2 , которые контролировались с помощью MFC. Пламя O 2 –C 2 H 2 сжигали в синтезаторе в качестве источника углерода; образовавшийся дым охлаждался и конденсировался водяным туманом с образованием NCBM. Когда смеси НХБМ и фильтрованной воды поступали в пробоотборник, смеси представляли собой НХБМ.
Открыть в отдельном окне
Схематическая схема OAFSS для NCBNF
Параметры производственного процесса OAFSS для NCBNF подробно описаны ниже. Скорость потока отфильтрованной воды регулировали на уровне 1,2 литра в минуту (л/мин), скорость потока C 2 H 2 фиксировали на уровне 2,5 л/мин при давлении 1,5 кг/см 2 , а скорость потока O 2 составляла 2,5 л/мин. Скорость потока контролировали на уровне 0–1,5 л/мин при давлении 3,0 кг/см 2 . Топливная комбинация O 2 /C 2 H 2 имела четыре конфигурации коэффициента расхода, обозначенные P1–P4 (P1 1,5/2,5, P2 1,0/2,5, P3 0,5/2,5, P4 0/2,5). Увеличение доли кислорода в O 2 –C 2 H 2 пламя должно производить более полное сгорание, меньше смога и меньше NCBM, и наоборот. Чтобы снизить риск перекрестного заражения, в этом исследовании сначала применялась конфигурация P1, а конфигурации от P1 до P4 выполнялись последовательно. Каждая конфигурация параметров процесса выполнялась в течение 3 минут, а общее количество рабочей жидкости составляло примерно 3,6 л. Однако в процессе сгорания часть воды испарялась; поэтому для каждой конфигурации собранное количество NCBNF было немного меньше 3,6 л.
Этапы производства NCBNF подробно описаны ниже. Сначала зажигали факел O 2 –C 2 H 2 , и соотношение O 2 –C 2 H 2 устанавливали на соответствующее значение (P1–P4). Затем горелку O 2 –C 2 H 2 подключали к синтезатору через порт горения, открывали регулирующий клапан и регулировали расход фильтрованной воды со скоростью 1,2 л/мин. В это время дым перемешивался, охлаждался и конденсировался водяным туманом. Смесь дыма и воды (НКНВ) поступала в сборник проб, который имел электромагнитную мешалку (PC420D, Corning, США), сконфигурированную для непрерывного перемешивания НКНВ со скоростью 450 об/мин; это поддерживало благоприятную приостановку и рассеивание NCBNF.
Наконец, чтобы улучшить характеристики суспендирования и диспергирования НЦБМ в базовой жидкости (воде), собранные НЦНФ перемешивали с помощью мешалки/горячей плиты (PC420D, Corning, США), работающей при 450 об/мин в течение 30 мин, гомогенизировали при 6000 об/мин в течение 20 мин с помощью гомогенизатора (YOM300D, Yotec, Тайвань), купания в ультразвуковой ванне (5510R-DTH, Branson, США) в течение 30 мин и подвергание прерывистым колебаниям (амплитуда 25 %, продолжительность включения/выключения составляла 10 /30 с) с использованием ультразвукового жидкостного процессора (Q700, Qsonica, США) в течение 20 мин. Трехкратное использование этих диспергирующих устройств эффективно предотвратило повышение температуры в диспергирующем оборудовании и НКНФ, за короткое время достигнув благоприятных характеристик диспергирования и суспензии для НКНФ. Были получены диспергированные НКНФ; они были подвергнуты серии исследований для определения их характеристик.
Морфология, кристаллизация и структурный анализ
Морфологию NCBM в NCBNF анализировали с использованием просвечивающего электронного микроскопа (TEM, H-7100, Hitachi, Japan). Определены формы и размеры НЦБМ. Кристаллизацию NCBM анализировали с помощью рентгеновского дифрактометра (XRD, D8 Advanced, Bruker, Германия) с излучением Cu Kα. Все пики, измеренные с помощью XRD, были присвоены путем сравнения их с пиками Объединенного комитета по стандартам порошковой дифракции (JCPDS) [26]. Спектроскопию комбинационного рассеяния (532,15 нм, NRS 4100, Jasco, Япония) использовали для обнаружения комбинационного сдвига пиков D и пиков G NCBM. NCBNF были нанесены на стеклянные листы (20 мм × 20 мм × 0,6 мм) и высушены с образованием углеродных пленок, которые будут использоваться в качестве тестовых образцов для измерений XRD и рамановской спектроскопии.
Анализ производительности
Производительность NCBM для каждой конфигурации параметров процесса была измерена для определения концентрации NCBM в NCBNF. Поскольку вес NCBM, содержащихся в исходных NCBNF, был низким, каждый из четырех типов NCBNF нагревали в печи и концентрировали примерно до одной четверти исходного веса для увеличения концентрации каждого NCBNF. Высушенные и концентрированные NCBM можно взвешивать с большей точностью. Для каждого из четырех типов НКНФ образец массой 30 г нагревали с использованием анализатора влажности (MX-50, A&D, Япония) для удаления влаги; затем оценивали концентрацию NCBM в образце NCBNF на основе остаточного веса (метод взвешивания). Поскольку максимальное разрешение анализатора влажности составляло 1,0 мг, для повышения точности мы использовали высокоточные электронные весы (0,01 мг/42 г, GR202, A&D, Япония) для взвешивания образцов до и после сушки. Всю процедуру взвешивания повторяли пять раз, получая 10 данных (каждая итерация процедуры давала одно значение, измеренное с помощью анализатора влажности, и другое значение, измеренное в соответствии с высокоточными электронными весами). Затем пять наиболее концентрированных данных усреднялись как масса, содержащая NCBM. Наконец, массовая концентрация каждого NCBNF была получена из массы, содержащей NCBM, массы испытуемого образца NCBNF и соотношения концентраций NCBNF в печи.
Анализ оптических характеристик и характеристик подвески
Спектрометр UV/VIS/NIR (V670, Jasco, Япония) использовали для измерения коэффициента пропускания и поглощения каждого NCBNF на длинах волн от 300 до 1200 нм для определения его оптических характеристик. Эти оптические характеристики полезны для определения возможных применений NCBNF.
Чтобы определить характеристики суспензии NCBNF, они были протестированы с использованием метода статического положения, спектрометра UV/VIS/NIR (V670, Jasco; фотометрическая точность ±0,3 % T) и анализатора размера частиц/дзета-потенциала (SZ -100, ХОРИБА, Япония). Для метода статического положения NCBNF помещали в прозрачные пробирки, и различия в осадке наблюдали невооруженным глазом через 24 часа. UV/VIS/NIR спектрометрию в сочетании со статическим позиционированием (2,5 мл NCBNF в прозрачной кювете) проводили для измерения разницы в абсорбции исходного (Ab i ) и статическое положение каждого NCBNF через 8 ч (Abs t ). Результаты были использованы для определения характеристик подвески, которые рассчитывались по уравнению (1). Большее отношение разницы в абсорбции ( R Abs ) представляет более выраженное седиментирование в NCBNF через 8 ч, и, наоборот, более низкое соотношение представляет более высокие характеристики суспензии для NCBNF.
R Abs = [(Abs i — Abs t )/Abs i ] × 100 %
1
), которые могут быть использованы для анализа размера частиц и анализа дзета-потенциала на основе динамического светорассеяния для одновременного измерения размера частиц и дзета-потенциала NCBM, диспергированных в базовой жидкости, с помощью дзета-ячейки для определения среднего размера частиц, распределения частиц по размерам и характеристик суспензии.
Измерение других основных характеристик
Реологические свойства НКНФ определяли с помощью реометра (DV3TLVCP, Брукфилд, США; точность ±1,0%) в конфигурации конуса и пластины (конусный шпиндель: CPA-40Z), а температуру образца поддерживали на уровне 25 °C. с помощью изотермической установки (HW401L, HILES, Тайвань; точность ±0,5 °C). Реологические свойства НКНФ исследовали с помощью реометра как при различных скоростях сдвига (112,5–450,0 с −1 /15–60 об/мин), так и при постоянной скорости сдвига (262,5 с −1 /35 об/мин в течение 260 с). Текучесть образцов в реометре поддерживала ламинарный поток для процедуры реологических измерений.
Удельную теплоемкость испытуемых образцов измеряли с помощью дифференциального сканирующего калориметра (DSC, Q20, TA, США) с механической системой охлаждения (RCS40, TA, США) в атмосфере азота высокой чистоты (5 N). Температурная и калориметрическая точности ДСК составляли ±0,1°C и ±1,0 % соответственно. Метод испытания на удельную теплоемкость является стандартным эталонным подходом, и эталонным стандартом была чистая вода [27]. Для получения данных о тепловом потоке в диапазоне температур 20–40 °С экспериментальный диапазон температур охватывал 10–60 °С, а скорость нагрева устанавливалась равной 10 °С/мин. Удельную теплоемкость рассчитывали с использованием данных о тепловом потоке и программного обеспечения DSC (Universal Analysis 2000, TA, USA). Для уменьшения погрешности измерений опыты по определению теплоемкости и реологических свойств проводили трехкратно для каждого НКНВ. Измеренные данные были усреднены для получения удельной теплоемкости и реологических свойств НКНФ.
Теплопроводность, плотность, рН и электропроводность НКНФ измеряли с помощью анализатора термических свойств (KD-2 Pro, Decagon Devices, США) с точностью ±5,0 %, измерителя плотности жидкости (DA-130N , KEM, Япония) с точностью ±0,001 г/мл, и измеритель pH/проводимости (sens ION+ MM374, Hack, США) с точностью ±0,1 pH и ±0,5 % соответственно в изотермической единице (P -20, YSC, Тайвань; точность ±0,5 °C) при 25 °C. Эксперименты были повторены 10 раз, и шесть ближайших значений были усреднены как тестовое значение, чтобы уменьшить экспериментальное отклонение.
Данные и анализ неопределенностей
Экспериментальные результаты могут быть представлены в виде коэффициента изменения ( R ), чтобы показать различия в экспериментальных результатах для воды и NCBNF; R can be expressed as
R = [( D NCBNFs − D w )/ D w ] × 100 %
2
Uncertainty анализ повлек за собой вычисление отклонений в измерениях. Диапазон неопределенности основных характеристик испытуемых образцов, таких как теплопроводность ( k ), плотность ( ρ ), pH, электропроводность ( E ), удельная теплоемкость ( c p ) и вязкость ( μ ), относятся к отклонениям от соответствующих измерений. приборы и регулятор температуры образца. Согласно стандартному анализу неопределенности [18], максимальный диапазон неопределенностей k , ρ , pH, E , c p и μ находится в пределах ±5,39, ±2,00, ±2,41, ±2,06, ±1,08 и ±2,24% соответственно.
На рисунке показано ПЭМ-изображение NCBM для конфигураций параметров процесса P1–P4. Как показано на этих ПЭМ-изображениях, высокие доли O 2 в OAFSS имеют тенденцию к образованию более чешуйчатых NCBM, а низкие доли O 2 в OAFSS имеют тенденцию к образованию более сферических NCBM (диаметр которых составляет примерно 20–30 мм). нм). Однако изображения ПЭМ показывают только локальную морфологию и размер частиц каждого образца; таким образом, продолжение этого исследования будет включать использование анализатора размера частиц / дзета-потенциала для подтверждения среднего размера частиц взвешенных NCBM. Кроме того, последующее наблюдение повлечет за собой проведение этих чешуйчатых материалов с помощью XRD и рамановской спектроскопии, чтобы определить, относятся ли они к графеновому ряду (графен, оксид графена (GO), восстановленный оксид графена (RGO)) или наноуглерод (NC).
Открыть в отдельном окне. П1–П4. Как показано на рентгенограммах, дифракционный пик (0 0 1) располагался при 2 θ ⋍ 11,6°, а от регионального поднятия от 15° до 20° для P4 (доля O 2 в минимуме в OAFSS), большая часть НЦБМ принадлежала ГО [28]. Как доля O 2 (от P4 до P1), дифракционный пик (0 0 2) при 2 θ ⋍ 26,5° постепенно увеличивался, а состав НЦБМ постепенно содержал меньше ОГ и больше ВОГ [29, 30]. Это явление объясняется главным образом температурой пламени, которая была ниже 800 °C при сжигании газа C 2 H 2 в атмосфере без дополнительной подачи O 2 (P4). Конфигурации с дополнительным O 2 также повысили температуру пламени. NCBM, генерируемые более высокими температурами, вызывали различную степень термического восстановления с водяным туманом, в результате чего гидроксильные, эпоксидные и карбоксильные группы во внутренних слоях GO постепенно исчезали; таким образом, GO постепенно сокращался до RGO [29, 30]. Исследования выявили относительно широкий диапазон дифракционных пиков XRD для GO и RGO. На рисунке показано, что эти пики значительно различаются, с резким выступом на 2 θ ⋍ 11,6° и 26,5° [30]. Резко выступающие дифракционные пики при 26,5° представляют собой NCBM, которые все еще содержат гексагональный графит-2H (PDF № 897213) [26]. Данные JCPDS показывают только два характерных пика углеродных материалов. NCBM в настоящем исследовании также должны содержать аморфный углерод (AC), потому что их дифрактограммы XRD были присвоены после сравнения пиков JCPDS с общей морфологией. NCBM, произведенные с различными конфигурациями параметров процесса, содержали различные пропорции GO, RGO, графита-2H и AC; эти различия заметны в результатах измерений TEM и XRD.
Открыть в отдельном окне
Рентгенограммы NCBM для различных конфигураций параметров процесса
На рисунке показаны спектры комбинационного рассеяния NCBM, изготовленные в конфигурациях P1–P4; на рисунке показаны только спектры комбинационного рассеяния одной контрольной точки, хотя на тестовом образце было доступно пять контрольных точек. В таблице показаны усредненные данные спектров комбинационного рассеяния, первоначально измеренных в пяти точках на образец, для NCBM, изготовленных по конфигурациям P1–P4. Пики D и G являются преобладающими особенностями в спектрах КР, расположенными примерно в 1324–1346 и 149°. 0–1691 см –1 соответственно [30–32]. Только чистый графит обычно имеет заметный пик G на 1584,5 см -1 , что соответствует рассеянию первого порядка моды E 2g в зоне Бриллюэна, что указывает на то, что структура графита очень регулярна [32, 33]. . В спектрах КР ГО уширяется пик G и становится заметным пик D; это указывает на разрушение двойных связей С=С в графитовых слоях после окисления и изменение многочисленных атомов углерода с sp 2 — к сп 3 -гибридизированный углерод. Интенсивность I D / I G (интенсивность D-пика/интенсивность G-пика) представляет собой отношение sp 3 -гибридизированного углерода и sp 2 -гибридизированного углерода; в RGO пониженные значения I D / I G указывают на повышенный гибридизованный sp 2 и пониженный гибридизированный sp 3 . Теоретически I D / I G должны снижаться при восстановлении GO до RGO, а более низкий I D / I G показывает более полное восстановление GO до RGO [30, 34].
Открыть в отдельном окне
Рамановские спектры НЦБМ для различных конфигураций параметров процесса
Таблица 1
1248 Номер параметра процесса 16Open in a separate window
As shown in Fig. , the intensity of I D / I G увеличивается с долей O 2 ; увеличение доли O 2 повышает температуру пламени. Снижение ГО должно уменьшить интенсивность I D / I G [30, 34]. То, что увеличение доли O 2 имеет тенденцию способствовать восстановлению GO до RGO, является неожиданным. Это явление напоминает результаты восстановления ОГ до ВОГ методом химического восстановления [35–38]. Станкович и др. [35] обнаружили, что восстановление увеличивает количество малых ароматических доменов в RGO, что приводит к увеличению I D / I G соотношение. Однако, одновременно рассматривая аналитические результаты спектров КР и рентгенограмм, можно сделать вывод, что GO должен постепенно преобразовываться в RGO по мере изменения конфигурации от P4 до P1. Восстановительная температура пламени увеличивается при подаче O 2 ; атомы кислорода не могут быть эффективно удалены за счет образования двойной связи в слоях GO; таким образом, I D / I G увеличивается. Обобщенные данные спектров комбинационного рассеяния света, приведенные в таблице, показывают, что OAFSS может производить NCBM, содержащие больше GO, когда скорость потока O 2 ниже 1,0 л/мин, и NCBM, содержащие больше RGO, когда скорость потока O 2 выше 1,0 л/мин. . Кроме того, I 2D / I G спектров комбинационного рассеяния света для каждого испытуемого образца были низкими, показывая, что многослойные стопы и агломерация существовали для каждого испытуемого образца. NCBM, произведенные OAFSS с различными конфигурациями параметров процесса, содержали различные пропорции GO, RGO, графита-2H и AC. Однако в настоящем исследовании не удалось определить пропорцию каждого элемента выборки; следовательно, количественный анализ требует дальнейшего изучения в этом отношении.
На рисунке показаны концентрации НКМ в НКНФ для конфигураций П1–П4, измеренные методом взвешивания. Конфигурации P1, P2, P3 и P4 давали концентрации NCBM 0,010, 0,013, 0,040 и 0,023 мас.% соответственно в NCBNF. Результаты показали, что, помимо P4, скорость производства (концентрация) NCBM и скорость потока O 2 имеют обратно пропорциональную тенденцию. Кроме того, P4 производил наибольшее количество черного дыма в процессе приготовления и должен был демонстрировать самую высокую скорость производства NCBM, но P4 производил темные пары, выходящие из выхлопной трубы, а водяной туман не улавливал химические вещества, которые затемняли эти дым. Таким образом, производительность P4 была ниже, чем у P3, поскольку водяной туман был неэффективным. Процесс P4 производил дым C 2 H 2 сжигание с O 2 ; затем дым резко поднимался в синтезаторе, не смешивался с туманом и терялся. Эффективность сбора OAFSS можно повысить за счет увеличения расхода воды, диапазона распыления и формы распыления.
Открыть в отдельном окне
Концентрации НКНФ для различных конфигураций параметров процесса
На рисунке показаны кривые пропускания и поглощения НКНФ для конфигураций P1–P4. Для каждого образца кривые пропускания и поглощения, полученные при разных длинах волн, демонстрировали сходные тенденции длины волны выше 600 нм, но с разными значениями. NCBNF P4 был почти непроницаемым (максимальное поглощение спектрометра равно 10) при длинах волн менее 600 нм; поэтому кривые пропускания и поглощения различных NCBNF не подходят для сравнения ниже 600 нм. Низкий О 2 скорость потока в OAFSS может привести к высоким концентрациям NCBNF в соответствии с изменением коэффициента пропускания и поглощения NCBNF. Однако результаты концентрации, полученные в результате спектрального анализа и метода взвешивания, отличались. Это несоответствие произошло из-за того, что разные соотношения C 2 H 2 и O 2 могут давать разные материалы или размеры частиц; Таким образом, произведенные NCBM имеют отличные оптические характеристики. Поэтому в данном исследовании для определения количественных концентраций использовался метод взвешивания.
Открыть в отдельном окне. P1–P4 после 24 ч статического позиционирования. Как показано на рисунке, у P3 были худшие характеристики подвески, за ними следуют P4, P2 и P1. Однако концентрации P1 и P2 были низкими; невооруженным глазом не видно различий до и после статического позиционирования; поэтому для подтверждения разницы в характеристиках суспензии между P1 и P2 необходимо было использовать спектрометр.
Открыть в отдельном окне
Фотография результатов экспериментов, полученных с использованием метода статического положения
На рисунке показаны R Abs NCBNF, созданные P1–P4 на длине волны 800 нм. Образцы были статически помещены в течение 8 часов для анализа характеристик суспензии NCBNF с использованием уравнения (1). High R Abs представляет более сильное осаждение; и наоборот, низкий уровень R Abs представляет большую суспензию. Как показано на рисунке, результаты теста производительности подвески на рис. продемонстрировали ту же тенденцию, что и у модели 9.0212 R Abs результаты. После 24 часов метода статического положения невооруженным глазом было видно (рис.), что у P3 были худшие характеристики подвески, за которыми следовали P4, P2 и P1. Однако концентрация P3 была самой высокой для всех образцов; таким образом, у P3 было больше всего взвешенных NCBM и самая высокая вероятность агломерации частиц, что вызвало плохие характеристики суспензии P3. R Abs сравнивали с концентрацией каждого образца; это сравнение продемонстрировало обратную зависимость между эффективностью суспензии и концентрацией.
Открыть в отдельном окне
Коэффициенты разности абсорбции для метода статического положения, примененного к НФНВ из различных конфигураций параметров процесса 112,5–450 с −1 ) для температуры образца 25 °С на рис. Как показано на рисунке, вязкость воды оставалась почти постоянной с увеличением скорости сдвига, что указывает на ньютоновское поведение, а вязкость всех NCBNF уменьшалась с увеличением скорости сдвига, что указывает на неньютоновское и истончение при сдвиге. . Это явление в основном связано с индивидуальной агрегацией NCBM в NCBNF; скопления NCBM в NCBNF начинают распадаться, и NCBM выравниваются в направлении сдвигового потока по мере увеличения скорости сдвига; следовательно, вязкость уменьшается. Таким образом, NCBNFs проявляют истончение при сдвиге. Вязкости P2 и P3 заметно уменьшаются со скоростью сдвига до 262,5 с −1 , а P1 и P4 остаются без изменений. Это явление в основном связано с размером и структурой агрегации NCBM в NCBNF. Большие скопления NCBM или скопления NCBM с более рыхлой структурой в NCBNF, вероятно, разрушаются, что приводит к значительному снижению вязкости при увеличении скорости сдвига.
Открыть в отдельном окне
Вязкость НКНФ для различных скоростей сдвига и конфигураций параметров процесса
Чем выше концентрация НКБМ, тем больше вязкость и более интенсивные характеристики разжижения при сдвиге. Когда концентрации NCBM в NCBNF увеличивались, NCBNF становились все более неупорядоченными по мере образования большего количества агрегатов и повышения вязкости [39]. , 40]. Кроме того, способ взаимодействия NCBNF с водой, размер частиц и морфология NCBM также влияют на вязкость NCBNF. Следовательно, хотя концентрация P4 была выше, чем у P2, вязкость P4 была ниже, чем у P2, и P4 демонстрировал меньшее разжижение при сдвиге. На рис. Вязкость каждого NCBNF имела постоянное значение при скорости сдвига 262,5 с −1 . Вязкость P4 была ниже, чем у P2, из-за различий в характеристиках поверхности раздела, размере частиц и морфологии NCBM. Изображения ПЭМ показывают, что NCBM P4 были в основном сферическими NCBM размером примерно 30 нм, а несколько NCBM P4 были чешуйчатыми. Однако у P2 было больше чешуйчатых NCBM и меньше сферических NCBM. Поскольку NCBM одинакового размера имеют меньшее трение и из-за сопротивления потоку между NCBM и NCBM или между NCBM и молекулами воды, вязкость P4 была ниже, чем у P2, несмотря на то, что концентрация P4 была выше, чем у P2. Вязкости Р1, Р2, Р3 и Р4 были выше, чем у воды на 2,22, 5,56, 10,00 и 4,44 % соответственно.
Открыть в отдельном окне
Вязкость НКНФ при скорости сдвига 262,5 с −1 для различных конфигураций параметров процесса электропроводность, удельная теплоемкость и вязкость НКНФ, полученных с различными конфигурациями технологических параметров. Средний размер частиц NCBM измеряли 10 раз, и в качестве результата теста усредняли пять ближайших данных испытаний. Экспериментальные результаты показали, что средний размер частиц NCBM для P3 составлял до 793 нм, что может соответствовать характеристикам подвески P3 (рис. и ). Это может подтвердить, что у P3 были худшие характеристики подвески NCBM. Кроме того, вероятность агрегации может быть относительно высокой при высокой концентрации NCBM в NCBNF. Это может привести к образованию крупных частиц NCBM в суспензии. P1 дал самую маленькую среднюю частицу, за ней следуют P4, P2 и P3. Однако после многих циклов измерения размеров частиц распределение частиц по размерам оказалось бимодальным. Более высокая доля кислорода в OAFSS соответствовала более высокой вероятности бимодального распределения. Это явление согласуется с результатами испытаний ПЭМ. Большое количество кислорода привело к образованию множества хлопьевидных NCBM. Когда эти чешуйчатые NCBM были измерены с использованием метода DLS, результаты показали, что частицы были большими и что распределение частиц по размерам было бимодальным. Высококонцентрированные NCBNF, полученные с использованием конфигураций P3 и P4, проявляли меньшую бимодальность. Пики распределения для мелких и крупных частиц в основном обусловлены сферическими частицами и чешуйчатыми NCBM соответственно. 9Таблица 2 R (%)
52 95 90 56Открыть в отдельном окне
Значения дзета-потенциала ( В z ), далекие от нуля (высокое абсолютное значение), указывают на то, что NCBNF обладают отличными характеристиками подвески. Самым высоким значением V z был P4, за которым следуют P2, P1 и P3, как показано в таблице . P3 дал самую большую среднюю частицу, самую низкую V z и наихудшие характеристики подвески, результат, который соответствовал результату, полученному с использованием метода статического положения. Тем не менее, V z значения других образцов (P1, P2 и P4) для работы подвески имели определенные отличия от результатов, полученных методом статического положения. Это явление было в основном связано с различными методами испытаний и отклонениями измерений. Значение V z NF обычно находится в диапазоне от ± 10 до ± 30 мВ, что означает, что NF проявляет начальную нестабильность. Если значение V z NF находится в диапазоне от ± 30 до ± 40 мВ, это означает, что NF демонстрирует умеренную стабильность. Если V z значение NF находится в диапазоне от ±40 до ±60 мВ, это означает, что NF демонстрирует благоприятную стабильность. Когда V z NF превышает ±60 мВ, этот NF демонстрирует превосходную стабильность [41, 42]. Значения V z НКНФ при различных параметрах процесса ОАФСС находились в диапазоне от -18 до -26 мВ; таким образом, продукты OAFSS проявляли начальную нестабильность. Таким образом, характеристики суспензии этих NCBNF должны быть надлежащим образом усилены диспергирующим веществом, поверхностно-активным веществом или агентом для регулирования значения pH. Такое увеличение может улучшить характеристики суспензии при использовании НКНФ в системах теплообмена с долговременной стабильностью.
Результаты испытаний на теплопроводность для этих NCBNF показали, что P4 имеет самую высокую теплопроводность, за которой следуют P3, P2 и P1, как показано в таблице . Темпы повышения теплопроводности для P1, P2, P3 и P4 были соответственно на 0,68, 3,34, 3,71 и 4,85 % выше, чем у воды. Увеличение концентрации наночастиц в НФ обычно повышает теплопроводность этой наножидкости. Однако материал, средний размер частиц и морфология NCBM в этих четырех образцах (P1–P4) были разными; следовательно, скорость повышения теплопроводности не обязательно увеличивалась с увеличением концентрации NCBM. Концентрация NCBM в P4 была примерно в 2,3 раза больше, чем в P1; скорость повышения теплопроводности для P4 была примерно в 7,1 раза больше, чем для P1. Концентрация NCBM в P4 была примерно в 1,8 раза больше, чем в P2; скорость повышения теплопроводности P4 была примерно в 1,5 раза выше, чем у P2. Концентрация P4 в NCBM была примерно в 0,6 раза выше, чем у P3; скорость повышения теплопроводности P4 была примерно в 1,3 раза выше, чем у P3. P2 — лучший вариант, если нужно оптимизировать концентрацию NCBM и скорость повышения теплопроводности. Тем не менее, P4 является лучшим вариантом для оптимизации времени процесса, стоимости топлива и скорости повышения теплопроводности. Хотя ни один образец не имел высокой степени повышения теплопроводности, все эти НКНФ имели чрезвычайно низкие концентрации НКММ; таким образом, их уровень производительности был замечательным.
Результаты испытаний плотности для NCBNF показали, что плотность увеличивалась с концентрацией NCBM. Разница в плотности для P1–P4 была незначительной в пределах диапазона отклонений прибора, поскольку концентрация NCBM была низкой. Степень увеличения плотности для P1, P2, P3 и P4 была соответственно на 0,01, 0,02, 0,03 и 0,03 % выше, чем у воды.
Результаты теста pH для NCBNF показали, что значения pH были ниже, чем у воды, потому что в процессе горения CO 2 растворяется в воде с образованием угольной кислоты, которая немного снижает рН NCBNF. Различия в pH были незначительными среди флюидов, добытых через P1–P4, но диапазон pH находился в пределах 7,5 ± 0,15. Таким образом, значения рН P1–P4 существенно не различались. Скорость снижения pH для P1, P2, P3 и P4 была соответственно на 0,55, 2,65, 1,11 и 2,65 % выше, чем у воды.
Высокая концентрация твердых частиц в НФ, как правило, увеличивает электропроводность этого НФ, но разные НКНФ имеют разные НКСМ. В этом исследовании скорость повышения электропроводности не увеличивалась с концентрацией NCBM. Однако можно обнаружить взаимосвязь между тенденцией электропроводности и результатами XRD и рамановского теста. Если О 9Соотношение 0220 2 в пламени O 2 –C 2 H 2 высокое, большинство NCBM представляют собой RGO и кристаллический графит. Если соотношение O 2 в пламени O 2 –C 2 H 2 низкое, большинство NCBM являются GO и AC. Электропроводность ВОГ и кристаллического графита высокая, тогда как у ВОГ и АУ низкая; следовательно, электропроводность каждого NCBNF относительно различна. Кроме того, концентрация NCBM, размер частиц и характеристики суспензии влияют на электропроводность NCBNF. Скорость улучшения электропроводности для P1, P2, P3 и P4 составила соответственно 30,79. , 7,71, 4,85 и 0,58 % ниже, чем у воды.
Удельная теплотворная способность NCBM была значительно ниже, чем у воды. Следовательно, удельная теплоемкость НКНФ уменьшается с увеличением концентрации НКБМ. Различия в удельной теплоемкости для P1–P4 были незначительными, поскольку концентрации NCBM были низкими. Темпы снижения удельной теплоемкости для P1, P2, P3 и P4 были соответственно на 0,32, 1,08, 1,91 и 1,89 % выше, чем у воды. Вязкости, указанные в таблице , являются средними значениями результатов испытаний, показанных на рис. .
В этом исследовании OAFSS использовали для изготовления NCBNF в одностадийном процессе синтеза. НКНФ были изготовлены путем сжигания O 2 –C 2 H 2 при различных соотношениях расходов O 2 /C 2 H 2 (P1–P4) и постоянной скорости охлаждения. вода. Характеристики NCBNF и приостановленных NCBM были исследованы с использованием подходящих инструментов и методов испытаний. Результаты этого исследования резюмируются следующим образом:
Морфология NCBM NCBNF была в основном чешуйчатой и сферической, а диаметр сферических NCBM составлял примерно 20–30 нм.
NCBM, которые содержали GO и AC, были результатом O 2 скорости потока ниже 1,0 л/мин, а NCBM, которые содержали RGO, графит-2H и AC, были результатом O 2 скорости потока выше 1,0 л/мин в эта учеба.
Конфигурации параметров процесса P1, P2, P3 и P4 дали концентрации NCBM 0,010, 0,013, 0,040 и 0,023% масс., соответственно, в NCBNF.
Реологические свойства всех NCBNF продемонстрировали неньютоновское и истончение при сдвиге.
Степень повышения теплопроводности для P1, P2, P3 и P4 была соответственно на 0,68, 3,34, 3,71 и 4,85 % выше, чем у воды. Темпы повышения теплопроводности для этих NCBNF следует считать превосходными, учитывая чрезвычайно низкие концентрации NCBM в этих NCBNF.
Авторы выражают благодарность Министерству науки и технологий Китайской Республики (Тайвань) за финансовую поддержку данного исследования по контракту №. МОСТ 103-2221-Е-003-021- и МОСТ 104-2221-Е-003-019-MY2.
Конкурирующие интересы
Авторы заявляют об отсутствии конкурирующих интересов.
Вклад авторов
Компания ТПТ разработала систему кислородно-ацетиленового пламенного синтеза (ОСАСС). TPT, YCH и WPW разработали экспериментальную процедуру. ТРТ, WPW и YCH изготовили образцы и провели измерения. TPT и WPW проанализировали измерения. TPT написал статью. Все авторы прочитали и одобрили окончательный вариант рукописи.
1. Цой СУС. Повышение теплопроводности жидкостей с помощью наночастиц, под редакцией: Сигинер Д.А., Ван Х.П.: Развитие и применение неньютоновских течений. АСМЭ ФЭД. 1995; 231: 99–105. [Google Scholar]
2. Барбер Дж., Брутин Д., Тадрист Л. Обзор улучшения теплопередачи при кипении с помощью наножидкостей. Nanoscale Res Letts. 2011;6:280. doi: 10.1186/1556-276X-6-280. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
3. Ву Дж. М., Чжао Дж. Обзор теплопередачи наножидкостей и повышения критического теплового потока — разрыв между исследованиями и инженерными приложениями. Прог Ядерная Энергия. 2013;66:13–24. doi: 10.1016/j.pnucene.2013.03.009. [CrossRef] [Google Scholar]
4. Mahian O, Kianifar A, Kalogirou SA, Pop I, Wongwises S. Обзор применения наножидкостей в солнечной энергетике. Int J Тепломассоперенос. 2013; 57: 582–594. doi: 10.1016/j.ijheatmasstransfer.2012.10.037. [CrossRef] [Google Scholar]
5. Хаддад З., Абид С., Озтоп Х.Ф., Матауи А. Обзор того, как исследователи готовят свои наножидкости. Int J Therm Sci. 2014;76:168–189. doi: 10.1016/j.ijthermalsci.2013.08.010. [CrossRef] [Академия Google]
6. Аднан М.Х., Шарма К.В., Бакар Р.А., Кадиргама К. Обзор улучшения теплопередачи с принудительной конвекцией и гидродинамических характеристик наножидкости. Renew Sustain Energy Rev. 2014; 29:734–743. doi: 10.1016/j.rser.2013.08.014. [CrossRef] [Google Scholar]
7. Murshed SMS, Leong KC, Yang C. Повышенная теплопроводность наножидкостей на водной основе TiO 2 . Int J Therm Sci. 2005; 44: 367–373. doi: 10.1016/j. ijthermalsci.2004.12.005. [CrossRef] [Google Scholar]
8. Jwo CS, Teng TP, Chang H. Простая модель для оценки теплопроводности жидкости с игольчатыми наночастицами. J Сплав Compd. 2007;434-435:569–71. doi: 10.1016/j.jallcom.2006.08.229. [CrossRef] [Google Scholar]
9. Meibodi ME, Vafaie-Sefti M, Rashidi AM, Amrollahi A, Tabasi M, Kalal HS. Роль различных параметров на стабильность и теплопроводность наножидкостей углеродные нанотрубки/вода. Межобщинный тепломассоперенос. 2010; 37: 319–323. doi: 10.1016/j.icheatmasstransfer.2009.10.004. [CrossRef] [Google Scholar]
10. Phuoc TX, Massoudi M, Chen RH. Вязкость и теплопроводность наножидкостей, содержащих многостенные углеродные нанотрубки, стабилизированные хитозаном. Int J Therm Sci. 2011;50:12–18. doi: 10.1016/j.ijthermalsci.2010.09.008. [CrossRef] [Google Scholar]
11. Harish S, Ishikawa K, Einarsson E, Aikawa S, Chiashi S, Shiomi J. Повышенная теплопроводность этиленгликоля с включениями одностенных углеродных нанотрубок. Int J Тепломассообмен. 2012;55:3885–3890. doi: 10.1016/j.ijheatmasstransfer.2012.03.001. [CrossRef] [Google Scholar]
12. Li FC, Yang JC, Zhou WW, He YR, Huang YM, Jiang BC. Экспериментальное исследование характеристик теплопроводности и сдвиговой вязкости наножидкостей на основе вязкоупругих жидкостей, содержащих многослойные углеродные нанотрубки. Термохим Акта. 2013; 556:47–53. doi: 10.1016/j.tca.2013.01.023. [Перекрестная ссылка] [Академия Google]
13. Агарвал Д.К., Вайдьянатан А., Кумар С.С. Экспериментальное исследование тепловых характеристик керосин-графеновой наножидкости. Exp Therm Fluid Sci. 2016;71:126–137. doi: 10.1016/j.expthermflusci.2015.10.028. [CrossRef] [Google Scholar]
14. Yu W, Xie H, Bao D. Повышенная теплопроводность наножидкостей, содержащих нанолисты оксида графена. Нанотехнологии. 2010;21:055705. doi: 10.1088/0957-4484/21/5/055705. [PubMed] [CrossRef] [Google Scholar]
15. Yu W, Xie X, Wang X, Wang X. Значительное повышение теплопроводности наножидкостей, содержащих графеновые нанолисты. Phys Lett A. 2011;375:1323–1328. doi: 10.1016/j.physleta.2011.01.040. [Перекрестная ссылка] [Академия Google]
16. Камали Р., Бинеш А.Р. Численное исследование улучшения теплопередачи с использованием неньютоновских наножидкостей на основе углеродных нанотрубок. Межобщинный тепломассоперенос. 2010;37:1153–1157. doi: 10.1016/j.icheatmasstransfer.2010.06.001. [CrossRef] [Google Scholar]
17. Maré T, Halelfadl S, Sow O, Estellé P, Duret S, Bazantay F. Сравнение тепловых характеристик двух наножидкостей при низкой температуре в пластинчатом теплообменнике. Exp Therm Fluid Sci. 2011; 35:1535–1543. doi: 10.1016/j.expthermflusci.2011.07.004. [Перекрестная ссылка] [Академия Google]
18. Тэн Т.П., Ю.К.С. Характеристики теплоотвода нано-охлаждающей жидкости МУНТ для транспортных средств. Exp Therm Fluid Sci. 2013;49:22–30. doi: 10.1016/j.expthermflusci.2013.03.007. [CrossRef] [Google Scholar]
19. Kang Z, Wang E, Gao L, Lian S, Jiang M, Hu C, Xu L. Одностадийный гидроактивный синтез высококачественных углеродных нанотрубок непосредственно из графита. J Am Chem Soc. 2003; 125:13652–13653. дои: 10.1021/ja037399m. [PubMed] [CrossRef] [Google Scholar]
20. Тонгпул В., Асанити П., Лимсуван П. Синтез углеродных частиц с помощью лазерной абляции в этаноле. проц инж. 2012;32:1054–1060. doi: 10.1016/j.proeng.2012.02.054. [Перекрестная ссылка] [Академия Google]
21. Souier T, Santos S, Ghaferi AA, Stefancich M, Chiesa M. Улучшенные электрические свойства вертикально ориентированных углеродных нанотрубок-эпоксидных нанокомпозитов с высокой плотностью упаковки. Nanoscale Res Letts. 2012;7:630. doi: 10.1186/1556-276X-7-630. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
22. Лю В.В., Чай С.П., Мохамед А.Р., Хашим У. Синтез и характеристика графена и углеродных нанотрубок: обзор прошлых и недавних разработок. J Ind Eng Chem. 2014;20:1171–1185. doi: 10.1016/j.jiec.2013.08.028. [Перекрестная ссылка] [Академия Google]
23. Сохел Муршед С.М., де Кастро К.А. Н. Превосходные тепловые характеристики наножидкостей на основе углеродных нанотрубок — обзор. Renew Sustain Energy Rev. 2014; 37:155–167. doi: 10.1016/j.rser.2014.05.017. [CrossRef] [Google Scholar]
24. Арора Н., Шарма Н.Н. Синтез углеродных нанотрубок в дуговом разряде: всесторонний обзор. Диам Релат Мат. 2014;50:135–150. doi: 10.1016/j.diamond.2014.10.001. [CrossRef] [Google Scholar]
25. Lee MS, Kim J, Park J, Park JU. Исследования механической растяжимости прозрачной проводящей пленки на основе структур графен-металл нанопроволоки. Nanoscale Res Letts. 2015;10:27. doi: 10.1186/s11671-015-0748-z. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
26. JCPDS-ICDD (2003) PCPDFWIN 2.4. Международный центр дифракционных данных® (ICDD®), США
27. ASHRAE (2009) Глава 30 Теплофизические свойства хладагентов, в: 2009 ASHRAE Handbook-Fundamentals (SI), ASHRAE Inc, USA
28. Hummers WS, Оффеман РЕ. Получение оксида графита. J Am Chem Soc. 1958; 80:1339. doi: 10.1021/ja01539a017. [CrossRef] [Google Scholar]
29. Shin BHJ, Kim KK, Benayad A, Yoon SM, Park HK, Jung IS, Jin MH, Jeong HK, Kim JM. Эффективное восстановление оксида графита боргидридом натрия и его влияние на электрическую проводимость. Adv Funct Mater. 2009 г.;19:1987–1992. doi: 10.1002/adfm.2007. [CrossRef] [Google Scholar]
30. Mei X, Meng X, Wu F. Гидротермальный метод производства восстановленного оксида графена. Phys E. 2015;68:81–86. doi: 10.1016/j.physe.2014.12.011. [CrossRef] [Google Scholar]
31. Wang HB, Maiyalagan T, Wang X. Обзор последних достижений в области легированного азотом графена: синтез, характеристика и его потенциальные применения. Катал. 2012;2:781–794. doi: 10.1021/cs200652y. [Перекрестная ссылка] [Академия Google]
32. Томмазини СКК. Рамановская спектроскопия неупорядоченных и наноструктурированных углеродных материалов: молекулярный подход. Опция Pura Apl. 2007; 40: 169–174. [Google Scholar]
33. Туинстра Ф., Кениг Дж.Л. Рамановский спектр графита. J Chem Phys. 1970; 53: 1126–1130. дои: 10.1063/1.1674108. [CrossRef] [Google Scholar]
34. Chen W, Yan L, Bangal PR. Получение графена путем быстрого и мягкого термического восстановления оксида графена, вызванного микроволнами. Углерод. 2010;48:1146–1152. doi: 10.1016/j.carbon.2009.11.037. [CrossRef] [Google Scholar]
35. Станкович С., Дикин Д.А., Пинер Р.Д., Кольхаас К.А., Клейнхаммес А., Цзя И., Ву И., Нгуен С.Т., Руофф Р.С. Синтез нанолистов на основе графена путем химического восстановления эксфолиированного оксида графита. Углерод. 2007; 45: 1558–1565. doi: 10.1016/j.carbon.2007.02.034. [CrossRef] [Google Scholar]
36. Tung VC, Allen MJ, Yang Y, Kaner RB. Высокопроизводительная обработка крупномасштабных графем. Природа Нанотехнологии. 2009; 4:25–29. doi: 10.1038/nnano.2008.329. [PubMed] [CrossRef] [Google Scholar]
37. Paredes JI, Villar-Rodil S, Solís-Fernández P, Martinez-Alonso A, Tascón JMD. Атомно-силовая и сканирующая туннельная микроскопия изображений графеновых нанолистов, полученных из оксида графита. Ленгмюр. 2009; 25: 5957–5968. doi: 10.1021/la804216z. [PubMed] [CrossRef] [Google Scholar]
38. Вильяр-Родил С., Паредес Д.И., Мартинес-Алонсо А., Таскон Д.М.Д. Получение графеновой дисперсии и графен-полимерных композитов в органических средах. J Mater Chem. 2009 г.;19:3591–3593. doi: 10.1039/b
5e. [CrossRef] [Google Scholar]
39. Хададиан М., Гохаршади Э.К., Юссефи А. Электропроводность, теплопроводность и реологические свойства наножидкостей на основе оксида графена. Дж Нанопарт Рез. 2014;16:2788. doi: 10.1007/s11051-014-2788-1. [CrossRef] [Google Scholar]
40. Halelfadl S, Estellé P, Aladag B, Doner N, Maré T. Вязкость углеродных нанотрубок наножидкостей на водной основе: влияние концентрации и температуры. Int J Therm Sci. 2013;71:111–117. doi: 10.1016/j.ijthermalsci.2013.04.013. [Перекрестная ссылка] [Академия Google]
41. Гринвуд Р., Кендалл К. Выбор подходящих диспергаторов для водных суспензий порошков диоксида циркония и диоксида титана с использованием акустофореза. J Eur Ceram Soc. 1999; 19: 479–488. doi: 10.1016/S0955-2219(98)00208-8. [CrossRef] [Google Scholar]
42. Ханаор Д., Микелацци М., Леонелли С., Соррелл С.С. Влияние карбоновых кислот на водную дисперсию и электрофоретическое осаждение ZrO 2 . J Eur Ceram Soc. 2012; 32: 235–244. doi: 10.1016/j.jeurceramsoc.2011.08.015. [Перекрестная ссылка] [Академия Google]
Письма о наноразмерных исследованиях предоставлены здесь любезно предоставлено Springer
курсов PDH онлайн. PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов HVAC; не только экологические курсы или курсы по энергосбережению
.»
Рассел Бейли, ЧП
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам
для разоблачения меня новым источникам
Информации. «
Стивен Дер Дедук, P.E.
New Jersey
. Я многому научился, и они очень быстро отвечали на вопросы.
Это было на высшем уровне. Буду использовать
снова. Спасибо.»
Блэр Хейворд, ЧП
Альберта, Канада
«Веб-сайт прост в использовании. Хорошо организован. Я действительно буду пользоваться вашими услугами снова.
Рой Пфлейдерер, ЧП
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, особенно потому, что я думал, что уже знаком
С детализацией аварии Канзаса
City Hyatt Apparking. «
Майкл Морган, P.E.
Texas
12″ I действительно, как и вам. Мне нравится, что я могу просмотреть текст перед покупкой. Я нашел класс
информативным и полезным
в моей работе.0003 «У вас отличный выбор курсов и очень информативные статьи. — лучшее, что я нашел.» Рассел Смит, ЧП Pennsylvania «Я считаю, что такой подход позволяет работающему инженеру легко заработать PDH, предоставляя время для просмотра материала». Хесус Сьерра, ЧП Калифорния «Спасибо, что разрешили мне просматривать неправильные ответы. На самом деле, человек узнает больше из неудач.» Джон Скондрас, ЧП Пенсильвания «Курс был хорошо составлен, и использование тематических исследований является эффективным способом обучения.» Джек Лундберг, ЧП Висконсин «Я очень впечатлен тем, как вы представляете курсы; т.е. разрешение Студент для рассмотрения курса Material перед платежом и Вы
2222
2 . »
Арвин Свангер, ЧП
Вирджиния
«Спасибо, что предложили все эти замечательные курсы.0213
enjoyed a lot.»
Mehdi Rahimi, P.E.
New York
«I am very pleased with the course offerings, the quality of material content, and the ease о местонахождении и
Взявшись в онлайн
Курсы. «
William Valerioti, P.E.
Texas
обсуждаемые темы. Необходимый 1 кредит в этике и обнаружил его здесь. «
Геральд Нотт, P.E.
Нью -Джерси
» Это было мое первое онлайн -опыт в полученных моментах. было
информативно, выгодно и экономично.
Я настоятельно рекомендую его
всем инженерам. «
Джеймс Шурелл, P.E.
OHIO
12″ I PARET «I PARET». практика, и
не основаны на каком-то неясном разделе
законов, которые не применяются
до «обычная» практика». Я многому научился вернуться к своему медицинскому устройству
Организация. «
Иван Харлан, P.E.
Tennessee
12″ Materal Mather -Content, Not Not Doopemate, Not Not Doopemetate, Not Not DoopeTATIATIATITEST, NOT HOO DO DO DO DO DO DO DIEMATETATIATIATIATIATIATATIATATATIor, но не был MatandAtation Tennessee
«. хороший акцент на практическое применение технологии».
Юджин Бойл, ЧП
California
»Это был очень приятный опыт. Тема была интересной и хорошо представленной,
, а онлайн -формат был очень
, и легкий до
. Благодарность.»
Патрисия Адамс, ЧП
Канзас
«Отличный способ добиться соответствия непрерывному обучению физкультуры в рамках временных ограничений лицензиата».
Джозеф Фриссора, ЧП
Нью-Джерси
«Должен признаться, я действительно многому научился. Это помогает иметь
обзор текстового материала. предоставлены
фактические случаи.»
Жаклин Брукс, ЧП
Флорида
«Общие ошибки ADA в проектировании объектов очень полезны. Исследование
требовало Исследования в
Документ Но .
Гарольд Катлер, ЧП
Массачусетс
«Это было эффективное использование моего времени. Спасибо за разнообразие выбора
в инженерии дорожного движения, который мне нужен
, чтобы выполнить требования
Сертификация PTOE. способ заработать CEU для моих требований PG в штате Делавэр. До сих пор все курсы, которые я посещал, были отличными.
Надеюсь увидеть больше 40%
Дисконтированные курсы ».
Кристина Николас, с.е. дополнительные
курсы. Процесс прост, и
намного эффективнее, чем
необходимость путешествовать.0213
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для
инженеров-профессионалов в получении единиц PDH
в любое время. Очень удобно.»
Пол Абелла, ЧП
Аризона
«Пока все было отлично! Поскольку я постоянно работаю матерью двоих детей, у меня не так много
времени, чтобы исследовать, где
получить мои кредиты от.»
Кристен Фаррелл, P.E.
Висконсин
2 90 «Это было очень познавательно и познавательно. Легко понять с иллюстрациями и графиками; определенно облегчает
усвоение всех
теорий.»
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов полупроводника. Мне понравилось пройти курс по телефону
. .»
Клиффорд Гринблатт, ЧП
Мэриленд
«Просто найти интересные курсы, скачать документы и получить
викторина. I would highly recommend
you to any PE needing
CE units.»
Mark Hardcastle, P.E.
Missouri
«Very good selection
Randall Dreiling, P.E.0213
«У меня есть повторные работы, которые я забыл. на 40%.» Конрадо Касем, ЧП Теннесси «Отличный курс по разумной цене. Буду пользоваться вашими услугами в будущем.» Чарльз Флейшер, ЧП Нью-Йорк «Это был хороший тест, и я фактически проверил, что я прочитал кодексы профессиональной этики и правила Нью-Мексико ». Брун Гильберт, П.Е. Калифорния «Мне очень понравились занятия. Они стоили времени и усилий.» Дэвид Рейнольдс, ЧП Канзас «Очень доволен качеством тестовых документов. Будет использовать CEDengineerng , когда потребуется дополнительная сертификация .» Томас Каппеллин, ЧП Иллинойс «У меня истек срок действия курса, но вы все равно выполнили обязательство и поставили ME, за что я заплатил — много Оцените! для инженера». Хорошо расположено. « Глен Шварц, P.E. New Jersey » Вопросы были подходящими для Lessons, а также уроки «Вопросы. И СЛУЖБА. для дизайна дерева.» Bryan Adams, P.E. Миннесота «Отличный телефонный звонок помог мне получить консультацию.»0213 Роберт Велнер, ЧП Нью -Йорк «Я имел большой опыт, занимая прибрежную конструкцию — проектирование . Денис Солано, ЧП Флорида «Очень понятный, хорошо организованный веб-сайт. Материалы курса этики штата Нью-Джерси были очень хорошо подготовлено. Мне нравится возможность загрузить учебный материал на Обзор, где бы ни был и ВСЕГДА ». Уильям Бараттино, ЧП Вирджиния «Процесс прямой, никакой чепухи. Хороший опыт.» Тайрон Бааш, ЧП Иллинойс «Вопросы на экзамене были наводящими и демонстрировали понимание материала. Тщательный and comprehensive.» Michael Tobin, P.E. Arizona «This is my second course and I liked what the course offered to me that would help in моя линия работы. Я обязательно воспользуюсь этим сайтом снова.» Анджела Уотсон, ЧП Монтана «Простота в исполнении. Никакой путаницы при подходе к сдаче теста или записи сертификата. Кеннет Пейдж, ЧП Мэриленд «Это был отличный источник информации о нагревании воды с помощью солнечной энергии. Луан Мане, ЧП Conneticut «Мне нравится подход, позволяющий зарегистрироваться и иметь возможность читать материалы в автономном режиме, а затем вернуться, чтобы пройти тест.» Алекс Млсна, ЧП Индиана «Я оценил количество информации, предоставленной для класса. Я знаю Это вся информация, которую я могу ИСПОЛЬЗОВАНИЕ В реальных Жизненные ситуации ». Natalie Deringer, P.E. South Dakota 2 9000 2 . курс.»0213 «Website is easy to use, you can download the material to study, then come back and take the quiz. convenient and on my own schedule .» Майкл Гладд, ЧП Грузия «Спасибо за хорошие курсы на протяжении многих лет.» Деннис Фундзак, ЧП Огайо «Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать сертификат PDH . Спасибо, что сделали этот процесс простым.» Фред Шайбе, ЧП Висконсин «Положительный опыт. Быстро нашел курс, который соответствует моим потребностям, и закончил один час PDH за Один час. « Стив Торкильдсон, P.E. South Carolina » I Lide Teal Supply для загрузки документов для рассмотрения . наличие для оплаты материалов . Richard Wymelenberg, P.E.0003 «Это хорошее пособие по ЭЭ для инженеров, не являющихся электриками.» Дуглас Стаффорд, ЧП Техас «Всегда есть возможности для улучшения, но я не могу придумать ничего в вашем процессе, который нуждается в улучшении». Томас Сталкап, ЧП Арканзас «Мне очень нравится удобство прохождения онлайн-викторины и немедленного получения сертификата .» Марлен Делани, ЧП Иллинойс «Обучающие модули CEDengineering — это очень удобный способ доступа к информации по многим различным техническим областям Я также рад получить . 0213 Сохраняйте широкий выбор тем на выбор». » Very »
Приходится путешествовать ».
ГЕКТОР ГЕРЕРО, П.Е. методов газовой сварки, я предположил, что горелка просто производит горячее пламя для сварки деталей.Хотя горелка действительно производит горячее пламя, существует три основных типа пламени.Я также быстро обнаружил, что у каждого типа есть свои преимущества, недостатки, и предполагаемое использование
Итак, какие существуют типы пламени для газовой сварки? Три основных пламени, используемых для газовой сварки, включают нейтральное, науглероживающее и окислительное. Нейтральное пламя горит чисто и используется в большинстве сварочных работ. Науглероживающее пламя холоднее и часто используется при работе со сталью или железом. Окислительное пламя является самым горячим и наименее используемым из-за окисления основного материала.
Использование правильного типа пламени может повлиять на качество сварочных работ. Если вам нужны бесшовные сварные швы с минимальным образованием сажи или окисления, я рекомендую узнать больше о характеристиках каждого пламени. Вот более пристальный взгляд на типы пламени газовой сварки.
Содержание
Что такое пламя при газовой сварке?Чтобы узнать больше о пламени, я изучил основы работы газовой сварки. Этот метод сварки требует использования горелки, которая производит пламя. T Пламя используется для нагревания металлов или термопластов, плавления их при охлаждении.
В большинстве процессов газовой сварки используется кислородная сварка. Это один из старейших сварочных процессов, впервые разработанный в 1903 году.
Для кислородно-кислородной сварки, которую также называют кислородно-ацетиленовой сваркой, требуется жидкое топливо или газ, например ацетилен. Газ смешивается с кислородом для повышения температуры пламени.
Резак имеет шланги, которые соединяются с газовыми баллонами. Когда я готов начать сварку, я открываю вентили и поджигаю газ на выходе из горелки. Затем я могу отрегулировать клапаны, чтобы отрегулировать поток каждого газа, изменяя соотношение газов.
Каждое пламя также имеет несколько зон, называемых конусами. Внутренний конус — самая горячая часть пламени. Здесь смешиваются ацетилен и кислород.
Внешний конус холоднее, так как он получает больше кислорода из окружающего воздуха. Его также обычно называют внешней оболочкой или оболочкой.
Насколько горячим может быть пламя газовой сварки? В зависимости от соотношения кислорода и ацетилена пламя может достигать температуры около 6300 градусов по Фаренгейту.
Сколько существует типов пламени для газовой сварки?Существует три основных типа пламени газовой сварки:
- Нейтральное: сбалансированное
- Науглероживание: избыток ацетилена
- Окисление: избыток кислорода
Названия видов пламени основаны на химическом воздействии на свариваемый материал. Например, окислительное пламя производит окисление, а науглероживающее пламя производит карбид железа.
Нейтральное пламя имеет сбалансированное соотношение газов и не оказывает негативного воздействия на материал . Благодаря этим характеристикам нейтральное пламя является наиболее часто используемым вариантом газовой сварки, но не всегда лучшим выбором.
Поскольку каждое пламя имеет разную температуру и химический эффект, правильный выбор зависит от материалов, с которыми вы работаете.
Нейтральное пламя для газовой сваркиНейтральное пламя является отправной точкой для других пламен. Он имеет соотношение кислорода и ацетилена один к одному. Сжигание всего доступного газа дает чистое пламя.
Внутренний конус часто голубовато-белый с кончиком, который может достигать температуры около 5850 градусов по Фаренгейту. Внешний конус или оболочка прозрачная или светло-голубая и имеет температуру около 2300 градусов по Фаренгейту.
Наконечник внутреннего конуса используется для нагрева свариваемых деталей. Это самая горячая часть пламени. Когда металлы остывают, они соединяются путем плавления.
Использование равных пропорций ацетилена и кислорода создает покрытие, предотвращающее окисление. Это также производит углекислый газ, который защищает металлические поверхности.
Когда следует использовать нейтральное пламя?Нейтральное пламя используется в большинстве проектов газовой сварки, особенно при работе с легко окисляющимися металлами. Если вы свариваете любой из следующих металлов, начните с нейтрального пламени:
- Медь
- Чугун
- Нержавеющая сталь
- Мягкая сталь
- Алюминий
Нейтральное пламя работает как с цветными, так и с черными металлами. Нейтральный химический эффект означает, что он не способствует окислению или науглероживанию.
Науглероживающее пламя для газовой сварки Чтобы создать науглероживающее пламя, я сначала добиваюсь нейтрального пламени. Затем я медленно открываю ацетиленовый клапан, чтобы увеличить соотношение ацетилена и кислорода. По мере увеличения соотношения из внутреннего конуса выходит белая струя.
Пламя науглероживания имеет три отдельные зоны пламени . Внутренний конус все еще голубовато-белый и достигает температуры около 5700 градусов по Фаренгейту. Струя ацетилена, или перо, раскалена добела. Внешняя оболочка светло-синяя.
Ацетиленовое перо образуется из-за того, что кислород не полностью сжигает газ. Неполное сгорание также производит избыток углерода, который изолирует пламя и снижает температуру внутреннего конуса.
Когда следует использовать науглероживающее пламя?Пламя науглероживания производит эффект науглероживания, что делает его пригодным для следующих металлов:
- Углеродистая сталь
- Свинец
- Алюминиевые сплавы
- Бескислородная медь
Науглероживающее пламя лучше всего подходит для работы с легко окисляющимися материалами, такими как бескислородная медь и алюминиевые сплавы. Это также предпочтительный выбор для работы со свинцовыми и высокоуглеродистыми сталями, требующими закалки поверхности.
Использование пламени науглероживания удаляет кислород и добавляет углерод. Он также может образовывать карбид, который упрочняет поверхность. Это делает металл более хрупким и склонным к растрескиванию.
При работе с железом или сталью эффект науглероживания может ограничивать их способность изгибаться или растягиваться. Избегайте использования этого пламени с мягкой сталью или железом.
Окислительное пламя для газовой сваркиОкислительное пламя содержит меньше ацетилена и больше кислорода. Избыток кислорода позволяет газу быстро сгорать. Поскольку ему не нужно перемещаться так далеко, внутренний конус может нагреваться до более высоких температур.
При использовании окислительного пламени вы получаете небольшой внутренний конус, который становится слегка пурпурным при повышении температуры . Внешняя оболочка маленькая и узкая.
Окислительное пламя также издает отчетливый шипящий звук, когда вы открываете кислородный клапан. При правильной настройке внутренний конус может достигать 6300 градусов по Фаренгейту, что делает окислительное пламя самым горячим пламенем для газовой сварки.
При настройке нейтрального пламени для создания окислительного пламени поток кислорода увеличивается до тех пор, пока внутренний конус не станет примерно на одну десятую своего первоначального размера.
Когда следует использовать окислительное пламя?Короткое горячее пламя окисляет некоторые металлы, что делает его непригодным для многих видов сварки. Когда горячее пламя достигает стали, оно плавит металл и оказывает окислительное действие. Металл также становится более пористым и хрупким, что может привести к его легкому разрушению.
Я обнаружил, что окислительное пламя по-прежнему полезно для работы с некоторыми металлами, включая:
- Чугун
- Марганцевая сталь
- Медь
- Цинк
- Бронза
- Латунь
Избегайте использования окислительного пламени с металлами, содержащими железо, так как железо быстро окисляется. Медь, бронза, латунь и цинк содержат мало или совсем не содержат железа.
Хотя железо легко окисляется, окислительное пламя все еще работает для чугуна. В отличие от других металлов с высоким содержанием железа, чугун устойчив к окислению.
Какой тип газа следует использовать для идеального пламени?Ацетилен является наиболее часто используемым газом для получения обсуждаемых типов пламени для газовой сварки , но это не единственный вариант. MAPP и водород часто упоминаются как альтернативы ацетилену.
Ацетилен имеет «тройную связь», которая уникальным образом связывает атомы углерода. Когда другие газы достигают своей температуры воспламенения, связь разрывается. Затем газы поглощают энергию. При разрыве связи в ацетилене выделяется энергия. Это позволяет ацетилену достигать более высоких температур.
По сравнению с другими газами ацетилен также обладает меньшими окислительными свойствами. Однако он также легко воспламеняется. MAPP был создан как более безопасный вариант.
Газ MAPP представляет собой сжиженный нефтяной газ в сочетании с пропаном и ацетиленом. Его можно перевозить в емкостях меньшего размера по сравнению со стандартным ацетиленом, он имеет более высокую температуру воспламенения и работает при гораздо более высоких давлениях.
Недостатком MAPP является температура. Пламя, полученное с использованием MAPP, достигает более низких температур по сравнению с пламенем ацетилена. Он не подходит для использования с большинством сталей, но может хорошо работать с алюминием.
Водород — еще один газ, который легко сваривает алюминий. Как и в случае MAPP, водородное пламя достигает более низких температур и работает при более высоких давлениях.
Если вы не планируете плавить алюминий, используйте ацетилен. Низкая температура и скорость извлечения не позволяют MAPP и водороду должным образом сплавлять более твердые металлы.
Хотя MAPP и водород не являются лучшим выбором для газовой сварки, они стали популярными вариантами для газовой резки. При использовании с горелкой высокого давления MAPP и водород обеспечивают более чистую резку.
Низкие температуры также делают MAPP и водород обычным выбором для нагрева, гибки и пайки.
Общие соотношения для получения оксиацетиленового пламениНейтральное газовое пламя для сварки имеет равную смесь кислорода и газа. Науглероживающее пламя содержит меньше кислорода, тогда как окислительное пламя содержит больше кислорода. Так как же определить соотношение?
Независимо от проекта, начните с нейтрального пламени. Науглероживающее пламя и окислительное пламя создаются за счет увеличения выделения ацетилена или кислорода после достижения нейтрального пламени.
Я составил следующий список, чтобы разбить типичное соотношение кислорода к ацетилену для каждого пламени:
- Пламя науглероживания: от 0,8 до 1,0
- Нейтральное пламя: 0
- Окислительное пламя: от 1,0 до 2,5
При увеличении подачи ацетилена отчетливое перо начинает выходить из внутреннего конуса. Перо должно примерно в два-три раза превышать длину внутреннего конуса. Предотвращение полного сгорания газа также снижает его температуру.
Если вам нужно окислительное пламя, вы увеличиваете подачу кислорода вместо увеличения подачи ацетилена. Дополнительный кислород производит окислительный эффект и позволяет газу сгорать быстрее, что приводит к более высоким температурам.
Как создать нейтральное пламя для газовой сварки?Поскольку нейтральное пламя является отправной точкой для создания других языков пламени, это первое пламя, которое я научился создавать. Начните с регулировки регуляторов.
Баллон с кислородом и баллон с ацетиленом имеют регулятор с двумя манометрами. Один манометр показывает оставшееся давление, а другой отображает рабочее давление.
Регулировочный винт на регуляторе регулирует рабочее давление, позволяя увеличивать или уменьшать подачу кислорода или газа.
Прежде чем зажечь горелку, отойдите от передней части регуляторов и медленно откройте кислородный баллон, а затем ацетиленовый баллон. Поверните винты регулятора, чтобы отрегулировать настройки давления.
Установив давление на регуляторы, вы можете зажечь и отрегулировать фонарик. Откройте ацетиленовый клапан на четверть оборота и зажгите горелку. Медленно открывайте кислородный клапан, пока не увидите три отчетливые зоны.
Вы должны увидеть внутренний конус, ацетиленовый конус в форме пера и внешнюю оболочку. Продолжайте медленно открывать кислородный клапан, пока перо не исчезнет во внутреннем конусе. Теперь у вас есть нейтральное пламя.
Чтобы создать науглероживающее пламя, медленно открывайте клапан на ацетиленовом баллоне, пока длина пера не станет в два-три раза больше длины внутреннего конуса . Чтобы создать окислительное пламя, увеличивайте поток кислорода до тех пор, пока внутренний конус не станет примерно на четверть своего первоначального размера. Вы также должны услышать отчетливый шипящий звук.
Заключение: типы газовой сварки пламенем Газовая сварка не является предпочтительным методом сварки для промышленного применения, поскольку дуговая сварка обеспечивает большую эффективность и меньшее окисление. Однако газовая сварка по-прежнему остается популярным выбором для небольших гаражей и любителей.
Оборудование для газовой сварки значительно дешевле и портативнее по сравнению с оборудованием для дуговой сварки. Это более старая техника, но до сих пор надежный способ сплавления металлов.
Если вы заинтересованы в использовании более старой техники сварки, вам необходимо знать основные типы пламени для газовой сварки: нейтральное, науглероживающее и окислительное.
Здесь вы можете найти статью с нашего сайта о том, сколько времени нужно, чтобы научиться сварке?
Нейтральное пламя не оказывает никакого химического воздействия на металл, кроме сплавления деталей. Науглероживающее пламя оказывает науглероживающее действие, упрочняя металл. Окислительное пламя вызывает окисление.
В конце концов, , когда вы не уверены, какой тип пламени использовать для своего проекта, начните с нейтрального пламени .