правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.

Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина.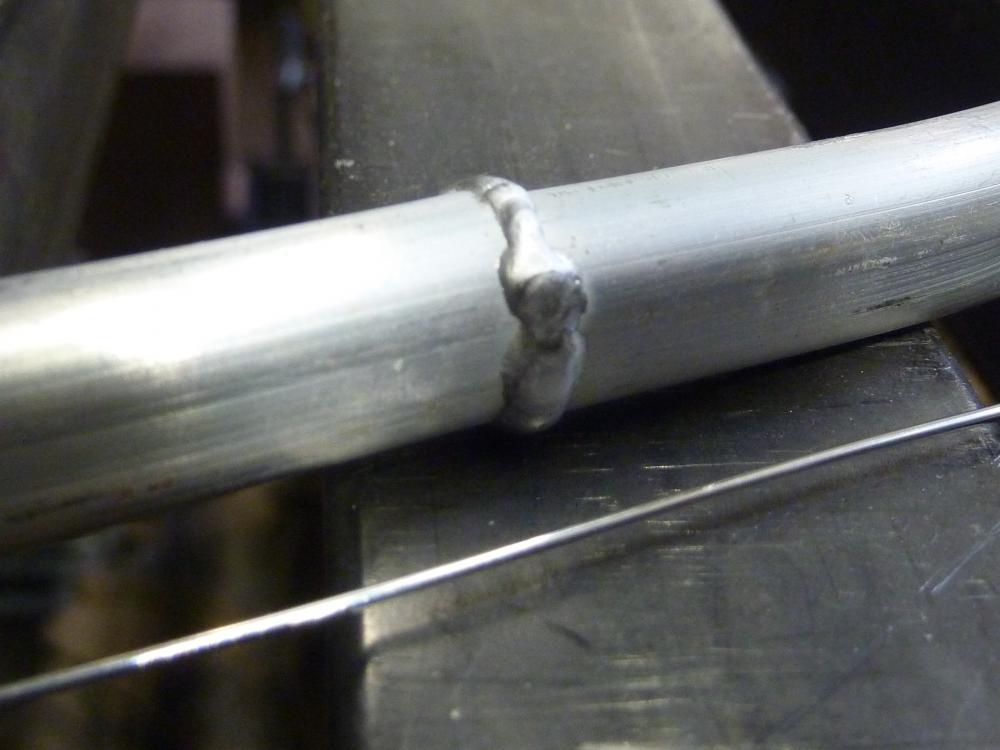 Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьи
- Пайка флюсом: что следует знать?
- Учимся паять самостоятельно
- Пайка нержавейки: важные особенности процедуры
- Учимся работать с паяльником правильно
Как паять алюминий оловом? » Изобретения и самоделки
Admin Электроника
Содержание
- Как запаять алюминиевые предметы обычным припоем
- Материалы:
- Как паять алюминий правильно
- Смотрите видео
- Как правильно паять алюминий
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Товары для изобретателей Ссылка на магазин.
Материалы:
- припой 60/40;
- минеральное масло или вазелин;
- спирт.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Электроника для самоделок вкитайском магазине.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
sdelaysam-svoimirukami.ru
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник
Пайка алюминия с медью своими руками в домашних условиях
Пайка алюминия всегда являлась достаточно сложным технологическим процессом, так как температура его плавления считается относительно низкой, а свойства соединения находятся на не самом высоком уровне. Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.
Пайка алюминия с медью своими руками
Пайка меди с алюминием требует особого подхода, так как тут даже стандартный припой для пайки алюминия окажется неэффективным. Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Пайка алюминия с медью своими руками в домашних условиях
Преимущества
- Позволяет сделать сложное соединение, которое требует технология эксплуатации;
- Существует несколько различных способов, как произвести процесс, которые заметно отличаются друг от друга;
- Дает мастеру большой опыт и возможность работы с любыми видами металла.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Пайка алюминия с медью
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.
Припой для сварки алюминия с медью
- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.

Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.

«Важно!
При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением.»
Таблица режимов
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Работа должна проводиться только в хорошо проветриваемых помещениях, так как испарения флюсов и припоев могут оказаться вредными для человека. При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
Как паять алюминий — ООО «УК Энерготехсервис»
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода.
Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится.
Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса.
В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть.
Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
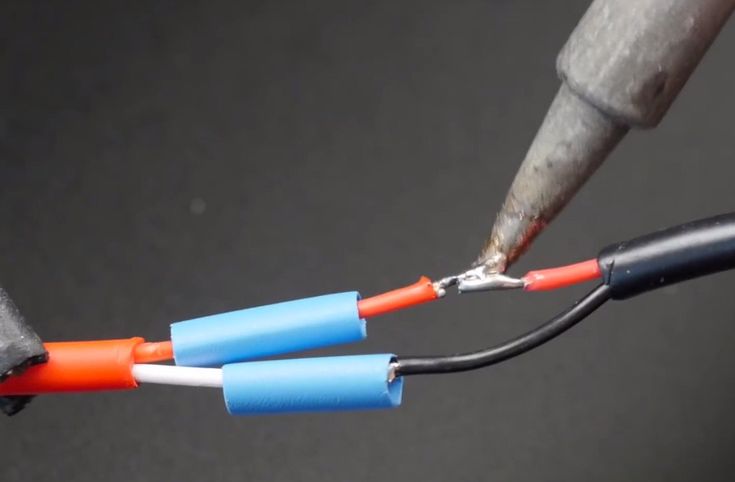
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца.
Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции.
К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм.
Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки.
То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Как паять алюминий без аргона
Если на вашей машине протек масляный радиатор охлаждения или нужно срочно спаять между собой две алюминиевые трубки, а аргонной сварки под рукой нет, то на этот случай имеется альтернативный вариант — пайка при помощи специализированного припоя.
Особенности пайки без аргона
Для качественной пайки алюминия в домашних условиях используется специализированный припой (это hts-2000 и кастолин 192), который представляет собой тонкую цинковую трубку, наполненную твердым порошком флюса.
Флюс нужен для того, чтобы растворять твердую оксидную пленку на поверхности алюминия — причем сама пайка происходит при температуре 480 градусов по Цельсию.
Чтобы быстро расплавить припой, можно применять обычную газовую горелку.
Обратите внимание, что маленькую горелку для этих целей лучше не использовать, поскольку пламя у нее узкое и не прогревает поверхность трубки, в результате чего припой собирается в шарики. Оптимальный вариант — это горелка-насадка на баллон. Пламя у нее широкое и позволяет прогревать область металла.
Как правильно паять алюминий
Сначала немного прогреваем трубку, а потом подносим припой — он сразу плавится и быстро растекается, заполняя отверстия или трещины в металле. Таким способом можно паять не только отверстия в алюминиевых трубках, но и качественно спаивать вместе изделия, изготовленные из листового алюминия.
Таким способом можно паять не только отверстия в алюминиевых трубках, но и качественно спаивать вместе изделия, изготовленные из листового алюминия.
Специализированный припой позволяет паять различные алюминиевые трубки и полоски из алюминия в домашних условиях, обеспечивая при этом высокую герметичность и прочность шва.
Оцените запись
Как паять алюминий
Несмотря на возникающие трудности паять алюминиевые изделия можно. Существует несколько способов пайки алюминия.
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов:
- две части цинка и восемь частей олова
- одна часть меди и 99 частей олова
- одна часть висмута и 30 частей олова
Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия с помощью специальных флюсов
Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности. Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями.
Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности. Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями.
Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например:
- Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди. После просушивания к этому месту можно приварить необходимые детали или провода обычным способом.
- В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.
- Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
 После просушивания к этому месту можно приварить необходимые детали или провода обычным способом.
После просушивания к этому месту можно приварить необходимые детали или провода обычным способом.Пайка алюминиевой посуды (без паяльника)
Определенным спросом у хозяек пользуется алюминиевая посуда, но иногда она выходит из строя, и чтобы не покупать новую (которая стоит немало), можно починить такие изделия с помощью пайки без паяльника. Нижеприведенный способ подходит для заделки небольших отверстий (до 7 мм в диаметре).
Нижеприведенный способ подходит для заделки небольших отверстий (до 7 мм в диаметре).
- Необходимо очистить место пайки до металлического блеска с помощью наждачной бумаги или напильника. Если посуда эмалированная, то вокруг заделываемого отверстия эмаль надо убрать в радиусе 5 миллиметров. Для этого легкими постукиваниями молотка с посуды отбивают эмаль. Затем обязательно металл надо зачистить.
- Место пайки смазывают паяльной кислотой или засыпается измельченной канифолью. С внутренней стороны на отверстие накладывается кусочек олова, а потом емкость нагревают над огнем кухонной плиты. Если посуда эмалированная, то ее лучше нагревать над спиртовкой – это дает более точечный нагрев, и потому остальная эмаль не потрескается от высокой температуры.
- При нагревании олово расплавляется и плотно закрывает отверстие в посуде. При этом помощь паяльника не понадобится.
Оценить способ изготовления:
(3
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно.
Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно.
Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве.
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара.
Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
 Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами.
Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева.
Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование.
Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк
Как паять алюминий мягким припоем
1
Если возможно, определите тип алюминиевого сплава. Чистый алюминий поддается пайке, хотя работать с ним непросто.
Однако многие предметы сделаны не из чистого металла, а из алюминиевых сплавов. Большинство сплавов можно паять так же, как и чистый алюминий, но некоторые из них трудно поддаются пайке, и в этом случае понадобится помощь профессионала.Если сплав обозначен буквами или цифрами, загляните в справочник, есть ли специальные требования к его пайке. К сожалению, немаркированные алюминиевые сплавы сложно отличить друг от друга, поскольку для этого требуются специальные методы, использование которых имеет смысл лишь в том случае, если вы занимаетесь этим профессионально.
[1] Если сплав не маркирован, просто испытайте свою удачу, и, возможно, у вас все получится.
- При соединении алюминия с другим металлом ограничивающим фактором, как правило, являются свойства самого алюминия, поэтому точное знание состава другого металла необязательно. Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудны для пайки, и в подобных случаях могут лучше подойти другие методы соединения.
- При соединении алюминия с другим металлом ограничивающим фактором, как правило, являются свойства самого алюминия, поэтому точное знание состава другого металла необязательно. Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудны для пайки, и в подобных случаях могут лучше подойти другие методы соединения.
2
Выберите низкотемпературный припой. Алюминий плавится при относительно низкой температуре (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможным использование обычных припоев.
Вам потребуется специальный припой с низкой температурой плавления, который можно заказать через Интернет.
Обычно в качестве такого припоя используют сплав алюминия, кремния и/или цинка, но на всякий случай проверьте, подходит ли данный припой для ваших целей, например, для соединения алюминий-алюминий или алюминий-медь.
- Формально материалы, температура плавления которых превышает 450ºC, относятся к классу твердых припоев. На практике же они часто продаются как мягкие припои, и процесс пайки такой же. Использование твердого припоя позволяет создать более прочное соединение, однако мягкий припой предпочтителен для соединения электрических цепей и других чувствительных материалов.
- По возможности не используйте припои, содержащие свинец.
3
Выберите флюс. Как и припой, флюс также должен быть специально предназначен для алюминия или используемой вами комбинации металлов.
Легче всего приобрести флюс там же, где и припой, поскольку они, как правило, предназначены для совместного использования. Рекомендуемая рабочая температура флюса должна быть близка к температуре плавления припоя.
Если температура выбранного вами припоя превышает 450ºC, найдите флюс для пайки твердым припоем.
- Некоторые флюсы для пайки твердым припоем не предназначены для нанесения на тонкие листы или проволоку из алюминия. В этом случае поищите флюс для «глубокой пайки».[2]
4
Выберите источник тепла. Для соединения алюминиевой проволоки можно использовать паяльник, однако для пайки более массивных деталей вам потребуется газовая горелка. Обычно используют низкотемпературную паяльную лампу, пламя которой имеет температуру 315–425ºC.
- Если ваше рабочее место не приспособлено для применения газовой горелки, используйте электрический паяльник мощностью 150 ватт.
- Если ваше рабочее место не приспособлено для применения газовой горелки, используйте электрический паяльник мощностью 150 ватт.
5
Подберите дополнительные материалы и инструменты. Если вы не чините одну деталь, а соединяете пайкой несколько фрагментов, вам понадобится струбцина.
Рекомендуется также использовать травильный раствор, представляющий собой специальную жидкость для очистки поверхности металла от окислов после пайки.
Для очистки поверхности от некоторых смолосодержащих флюсов понадобится также ацетон.
6
Позаботьтесь о безопасности. Работайте в хорошо проветриваемом месте и защитите себя от токсичных испарений респиратором. Настоятельно рекомендуется использовать защитную маску или очки, а также перчатки из плотной кожи или натуральной ткани. Проследите, чтобы вокруг не было горючих материалов и запаситесь огнетушителем.
 Однако многие предметы сделаны не из чистого металла, а из алюминиевых сплавов. Большинство сплавов можно паять так же, как и чистый алюминий, но некоторые из них трудно поддаются пайке, и в этом случае понадобится помощь профессионала.
Однако многие предметы сделаны не из чистого металла, а из алюминиевых сплавов. Большинство сплавов можно паять так же, как и чистый алюминий, но некоторые из них трудно поддаются пайке, и в этом случае понадобится помощь профессионала.


Учимся паять алюминий самостоятельно
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированные марки.
В этой статье будет рассказано о том, как паять алюминий, и что для этого может понадобиться. Но сначала давайте разберемся, для каких целей проводится такая процедура.
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются.
Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом.
Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки.
Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий.
С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными.
Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов.
Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании.
Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%).
Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно.
Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя.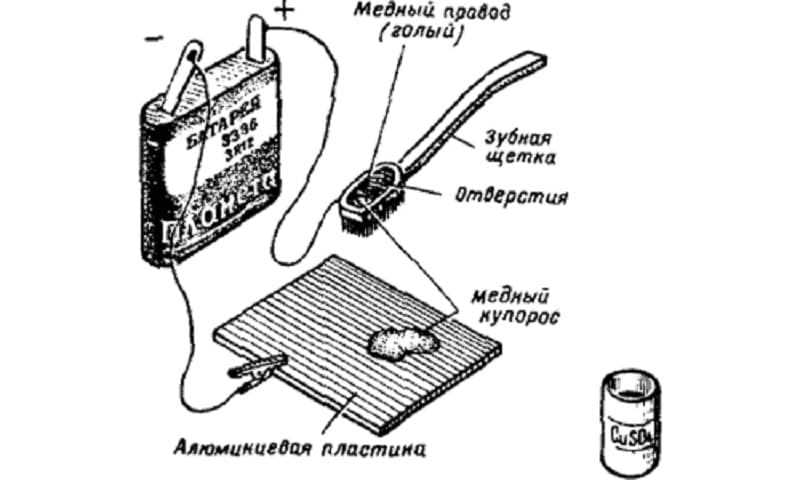 Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию.
Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию.
К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия.
 О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер.
О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер.Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов.
Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга.
Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.

Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения.
Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу.
При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба.
Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах.
При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др.
При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки.
Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить.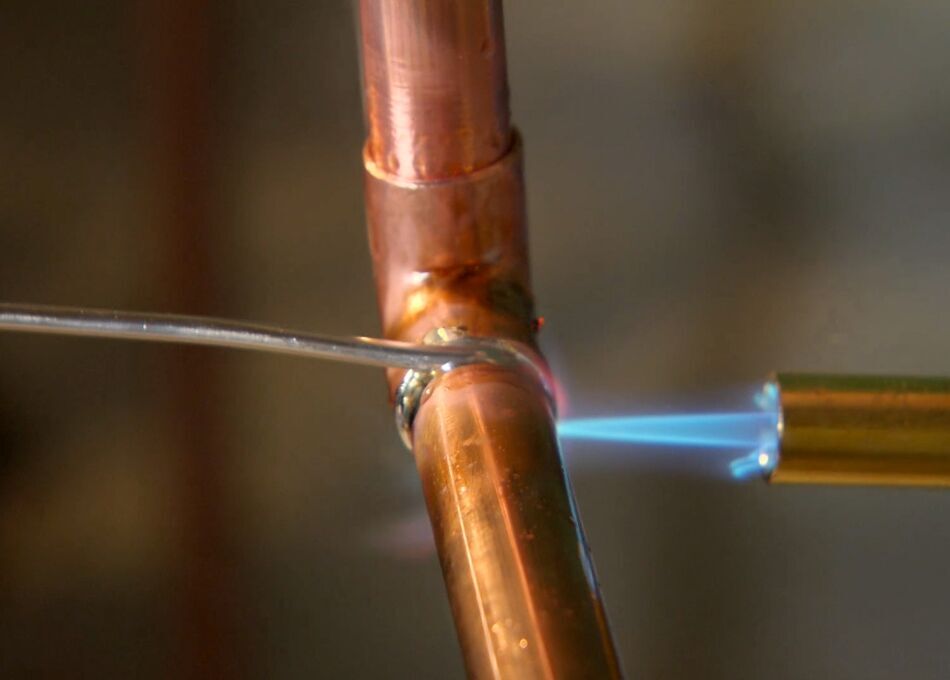 Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой.
Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой.
Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Можно ли спаять припоем Castolin192 FBK алюминий со сталью?
Здравствуйте! Подкинули интересную работенку, нужно сварить алюминий со сталью: АМц, АМг + черная сталь; АМг, АМц+ст.12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
И все-таки, может существует какой-то способ?
Сварка такого соединения, о котором вы говорите действительно невозможна. Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Для определения возможности получения качественного паянного биметаллического соединения «алюминиевый сплав-сталь» мы провели небольшую опытную работу, с результатами которой вы можете ознакомиться ниже.
Для проведения работы был приобретен припой Castolin 192 FBK, предназначенный для пайки алюминия и его сплавов, главным образом для сплавов АМг и АМц с максимальным содержанием легирующего компонента до 3%. Выбор припоя изначально был между НТS-2000 и Castolin 192 FBK. Про НТS-2000 очень много пишется в интернете, демонстрационных роликов на YouTube, которые показывают его преимущества тоже масса, но так как в описаниях данного припоя больше рекламы, которая часто развенчивается практикой, выбор все же был сделан в пользу компании Castolin, которая уже сто лет занимается материалами для пайки и делает это на самом деле действительно качественно. Castolin192 FBK представляет собой алюминиевый припой с флюсовым сердечником с добавлением цинка. Температура плавления: ликвидус – 380 оС, солидус — 440 оС. Предназначен он для пайки соединений Al+Al и Al+Сu. Сортамент: пруток длиной 500 мм, весом 8-9 грамм.
Castolin192 FBK представляет собой алюминиевый припой с флюсовым сердечником с добавлением цинка. Температура плавления: ликвидус – 380 оС, солидус — 440 оС. Предназначен он для пайки соединений Al+Al и Al+Сu. Сортамент: пруток длиной 500 мм, весом 8-9 грамм.
В качестве «подопытного металла» были взяты образцы размером ≈12,5х110, толщиной h≈2мм из алюминиевого сплава АМц, низкоуглеродистой стали (типа Ст.3, Ст.8кп и т.п.) и коррозионностойкой стали 12Х18Н10Т, которые впоследствии были спаяны в кислородно-пропановом пламени.
За эталонные образцы были взяты соединения «АМц+АМц». А качество пайки определялось путем сравнения разрывных усилий, прикладываемых к образцам «АМц- сталь» и эталонным образцам.
Образцы комплектовались следующим образом:
- АМц+АМц – 3 компл.
- АМц+низкоуглерод. сталь – 3 компл.
- АМц+ст.12Х18Н10Т – 3 компл.
Вид соединения – внахлёст (см. эскиз). Зазор ≈ 1 мм.
Пайка производилась кислородно-пропановой горелкой Minitherm.
На эскизе:
L- длина нахлестки;
В — минимальное значение ширины образцов;
hal — толщина алюминиевого образца;
Разрывная машина
hст – толщина стального образца.
Все спаянные образцы подверглись испытанию прочности при сдвиге на разрывной машине 2054-Р-5.
Результаты представлены в табл. 1
| № испытания | Соединение | hal мм | hст мм | В, мм | L, мм | Нагрузка Р при которой образец разрушился, КГС | Нагрузка Р среднее, КГС | Характер разру- шения |
| 1 | АМц+АМц (образец №1) | 1,95 | — | 12,25 | 17,1 | 259 | 255,5 | Разрыв не по пайке (порвался сам образец) |
| АМц+АМц (образец №2) | 1,95 | — | 12,5 | 15,9 | 264 | Разрыв не по пайке (порвался сам образец) | ||
| АМц+АМц (образец №3) | 1,95 | — | 12,5 | 17,8 | 243,5 | Разрыв не по пайке (порвался сам образец) | ||
| 2 | АМц — углеродистая сталь (образец №1)
| 1,90 | 2,20 | 13,60 | 13,15 | 265 | 249,3 | Разрыв не по пайке (порвался сам образец по алюминиевой части) |
| АМц — углеродистая сталь (образец №2) | 1,95 | 2,0 | 12,6 | 14,65 | 252 | Разрыв не по пайке (порвался сам образец по алюминиевой части) | ||
| АМц — углеродистая сталь (образец №3) | 1,95 | 2,1 | 13,0 | 17,45 | 231 | Разрыв по паянному шву | ||
| 3 | АМц -ст. 12Х18Н10Т 12Х18Н10Т(образец №1) | 1,95 | 2,2 | 12,15 | 16,75 | 136,5 | 133,3 | Разрыв по паянному шву |
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,2 | 18 | 107 | Разрыв по паянному шву | ||
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,5 | 15,7 | 156,5 | Разрыв по паянному шву |
Сравнение разрывных усилий, требуемых для разрушения образцов «АМц-АМц», взятых за эталон, и «АМц – низкоуглерод. сталь» показало, что прочность паяного соединения «АМц – низкоуглерод. сталь» не уступает по прочности соединению «АМц-АМц». В большинстве случаев разрушение происходило по алюминиевой части (АМц) образцов, а не по паяному шву.
Анализ разрывных усилий, требуемых для разрушения паяного соединения «АМц-ст.12Х18Н10Т» показал, что оно в 2 раза уступает по прочности соединению «АМц-АМц».
Пайка алюминия газовой горелкой в домашних условиях, как запаять алюминиевую трубку оловом, паяльником
Если стоит задача паять алюминий, то все что Вам потребуется Вы узнаете из нашей статьи. Мы подготовили и пошагово описали способы пайки, необходимые материалы и оборудование.
Содержание
- Почему возникают проблемы с пайкой алюминия
- Подготовка к пайке алюминиевых деталей
- Как удалить оксидную пленку
- Используемые в работе материалы
- Флюсы для пайки алюминия
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Припой для пайки алюминия и его сплавов
- Отечественные припои и их качество
- Сравнение припоев для пайки алюминия
- Порошковая проволока
- Как паять алюминий – источники нагрева
- Паяльник для пайки алюминия
- Горелка
- Как паять алюминий паяльником
- Доработка паяльника для пайки алюминия
- Пайка алюминия газовой горелкой
- Выбор горелки
- Пайка китайским прутком
- Способ с щеткой насадкой по металлу
- Видео пайка алюминия аргон не нужен
- Что лучше сварка или пайка
- Как заработать на пайке алюминия
Почему возникают проблемы с пайкой алюминия
Алюминий – легкий и гибкий материал, который имеет на своей поверхности слой оксида. Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Чтобы обойти свойства элемента и осуществить надежное скрепление деталей, используют различные приемы и вспомогательные материалы. Более того, есть возможность пайки даже к другим цветным металлам с помощью олова и паяльника. Чтобы пайка алюминия прошла быстро, качественно и без проблем, необходимо разобраться во всех тонкостях и особенностях процесса.
Подготовка к пайке алюминиевых деталей
Прежде, чем приступить к каким-либо работам, важно тщательно подготовить поверхности деталей. Только при точных и доскональных действиях можно спаять алюминий и дюральалюминий без последующих переделок.
На первом этапе необходимо аккуратно очистить деталь от загрязнений. Далее нужно удалить образованную на поверхности материала пленку оксида. Она образуется от контакта с кислородом в воздухе, тем самым не позволяя осуществить прочное соединение спаиваемых элементов.
Как удалить оксидную пленку
Выделяют два варианта:
- Химический метод предусматривает осаждение частиц цветных металлов методом электролиза. Процесс протекает благодаря электрохимическим реакциям на электродах, под действием постоянного электрического тока. Вследствие методу электролиза напыление из частиц металлов выпадает в осадок.
- Механический метод предусматривает удаление оксида при использовании синтетического масла. Главное, чтобы оно имело минимальное содержание воды. Для дополнительного обезвоживания масло нужно провести, прогрев до + 200°С. Термическая обработка позволит испарить воду. Важно! Необходимо тщательно следить за температурой, чтобы она не повышалась и жидкость не разбрызгивалась.
На место, где будет совершаться непосредственная пайка, наносят обезвоженное масло и натирают наждачной бумагой, что позволяет удалить оксидный слой с алюминия. Вместо наждачки можно провести очистку мелкой железной стружкой, острием паяльника или любым другим острым инструментом. Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Полезная статья: Что такое режим сварки
Используемые в работе материалы
Пайка алюминия своими руками может быть выполнена на высоком уровне при условии правильного подбора расходников. Рассмотрим детальнее, чем паять этот цветной металл.
Флюсы для пайки алюминия
Флюс – высокоактивный компонент, который не позволяет появиться пленке оксида во время пайки. Кроме того, вещество обеспечивает дополнительное смачивание при использовании жидкого припоя. Это увеличивает прочность сцепления различных методов паек.
Масло, используемое для трансформаторов может заменить флюс, если последний отсутствует. Изначально поверхности зачищают наждачной бумагой. Такие манипуляции существенно замедлят процесс появления естественной пленки и улучшат лужение алюминия.
Важно! Поскольку флюсы – активные вещества, то их поверхность после пайки необходимо промывать раствором щелочи с водой.
Канифоль
Колофонская камедь, она же канифоль – распространенный вариант среди всех флюсов. Это не идеальный способ, поскольку она работает только в среде без кислорода, а это довольно проблематично выполнить дома.
Порошковый флюс
Прочная пайка алюминия выполняется горелкой, при использовании порошковых флюсов. Желательно не использовать кислород, чтобы не снизить эффективность соединения.
Типы флюса для горелки:
- Флюс Ф-34А – популярный присадочный вариант флюса. Основной компонентный состав: (K) калий и (Li) литий. В качестве дополнительных компонентов выступает фтористый натрий и хлористый цинк. Отличительная черта флюса – хорошая способность образовывать однородные системы, а также способность поглощать и отдавать влагу.
- Бура – еще один порошок. Рабочая температура 700°С. Легко смывается с поверхности лимонной кислотой.
- Аспирин. Неплохой вариант флюса, но имеет опасность для человека. При нагревании выделяет вредные вещества, которые могут обжечь глаза и слизистые оболочки.
- Паяльный жир. Позволяет достичь отличного сцепления деталей при пайке алюминия своими руками. Максимальная прочность достигается за счет предварительного прогрева швов. Обязательно после пайки, паяльный жир нужно смыть, в противном случае начнутся коррозийные процессы.

Каждый из описанных вариантов позволяет припаять алюминий или дюраль с высокой прочностью соединения. Но при использовании определенного типа обязательно следует изучить его особенности и преимущества.
Жидкий флюс
Удобный и эффективный вариант надежной фиксации деталей. Вещество наносят непосредственно на точки скрепления. Работая с жидким типом флюса, необходимо быть крайне аккуратным, поскольку в процессе могут выделяться потенциально опасные пары. Распространенные модели:
- Ф-64. Вещество позволяет разрушать оксид на металле. Возможна работа с большими деталями.
- Ф-61 – популярная модификация, которая широко применяется при лужении алюминия. Оптимальная рабочая температура не выше 250°С.
- Кастолин – еще один жидкий флюс. Для максимального эффекта температурный режим должен быть свыше 160°С.
 Возможна работа с большими деталями.
Возможна работа с большими деталями.Вышеперечисленные методы позволяют эффективно паять алюминий в домашних условиях.
Читайте также: Наиболее правильно определение сварочной дуги
Припой для пайки алюминия и его сплавов
Материал создается на базе цветных соединений металлов. Современные модификации имеют дополнительные примеси, что позволяет упростить работу.
Варианты:
- Высокоточный американский HTS-2000 – известный разрекламированный вариант припоя в форме стержней. Согласно отзывам пользователей, на практике материал не соответствует заявленному качеству, поскольку спаянные детали имеют низкую герметичность. Применять возможно только в комбинации с флюсом.
- Французская вариация Castolin – импортный тип припоя. Отлично помогает заварить небольшие отверстия и трещины.
- Офлюсованный припой типа Aluminium – рабочая температура превышает 640°С. Имеет форму прутков.
- Оловянно-цинковый состав ЦОП-40 используется для горячей пайки. Характеризуется высокой эффективностью.

Отечественные припои и их качество
Спаять алюминиевые детали в домашних условиях можно только с применением проверенного припоя. Высоким спросом пользуются отечественные модели. На практике не уступают иностранным образцам, при этом ценник существенно ниже.
Варианты:
- Новинка SUPER A+ – альтернативный припой, который был создан в Новосибирске. По составу и принципу действия является аналогом американского варианта HTS-2000.
- ПОС-61 – относительно устаревший, но по-прежнему востребованный тип, позволяющий работать с тонкостенным материалом.
- Марка А – цинково-оловянно-медный состав позволяет работать при 425 °С. Доступный и надежный материал.
- 34А – отличный вариант для работы в печи, горелкой или в растопленных солях алюминия.
 Доступный и надежный материал.
Доступный и надежный материал.Сравнение припоев для пайки алюминия
Опытные специалисты, которые в своей практике работали с американскими, французскими и отечественными моделями отмечают, что последний вариант имеет отличные характеристики.
Процесс лужения алюминия не уступает по качеству более дорогим типам материалов. Чтобы на выходе получить изделия высокой прочности, работы по спайке необходимо проводить в печи.
Более того, независимо от обширной рекламы американского припоя HTS-2000, он имеет огромное количество отрицательных отзывов от пользователей. Основная проблема – тягучесть консистенции, которая затрудняет разравнивание на поверхности.
Что касается Castolyn 192FBK, то он излишне текуч. Это хорошая альтернатива для пайки небольших трещин и отверстий. При этом вещество практически бесполезно для того, чтобы сварить больше детали.
Полезная статья: Осциллятор для сварки
Порошковая проволока
Еще одна разновидность материала, который представляет собой тонкую металлическую проволоку, заполненную порошком-наполнителем. Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Нужно отметить, что это контрастно разные варианты соединений. При использовании сварочной проволоки, процедура сцепления алюминиевых конструкций происходит без использования газа.
Как паять алюминий – источники нагрева
Для пайки принято использовать такие традиционные устройства:
- Паяльник
- Горелка.
Разберемся детальнее, как запаять алюминий с помощью данных приборов.
Паяльник для пайки алюминия
Наиболее простым и распространённым методом, который используется для работ своими руками считается пайка алюминия паяльником. При работе с данным девайсом важно учитывать габариты деталей, которые будут соединяться.
Это важно, поскольку количество тепла от источника рассеивается, что значительно снижает эффективность. Для качественного выполнения работ потребуются мощные паяльники на 90-100 ВТ. Окончательная интенсивность и нагрузка зависит от размера, места соединения и типа припоя.
Горелка
Чтобы паять алюминиевые листы большой толщины лучше использовать устройства, которые смешивают газообразное топливо с кислородом. Характерная черта газовых горелок – бесконтактная передача тепла от источника к материалу. Горелки обеспечивают максимальную скорость нагрева.
Читайте также: Для чего служит сварочный трансформатор
Как паять алюминий паяльником
Металлы из класса цветные, к которым относится алюминий, имеют высокую теплопроводность. Для хорошего нагрева элементов из меди или алюминия требуется мощный инструмент. К примеру, для пайки 1 м², мощность прибора должна составлять порядка 60 Вт.
При соединении и прогреве двух или больше деталей потребуется инструмент до 100 Вт. Что касается жала, то желательно выбирать широкие варианты. На кончике можно сделать зазубрины, с их помощью легче удалить оксидный слой и тем самым улучшить результативность от пайки алюминия припоем.
 Простой способ паять алюминий.» src=»https://www.youtube.com/embed/LSB2GlejLGU?start=36&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Простой способ паять алюминий.» src=»https://www.youtube.com/embed/LSB2GlejLGU?start=36&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Доработка паяльника для пайки алюминия
Для пайки алюминия своими руками в домашних условиях рекомендовано использовать горелку. Это ускорит работу и повысит качество сцепления. Все же из-за технических причин приходиться работать паяльником, но желательно провести предварительную небольшую доработку прибора.
Пошаговая инструкция как доработать паяльник:
- Изначально нужно приобрести новое жало с диаметром в 8,5 миллиметров.
- От начала жала нужно отступить 8 миллиметров и просверлить отверстие сверлом на 2 миллиметра.
- На кончике пилкой по металлу делают продольные надрезы с глубиной в 10 миллиметров.
- Далее нужно взять полотно от ручной пилки отрезать кусок на 13 миллиметров.
- В полотне проделать отверстие в 3 миллиметра.
- Жало согнуть под прямым углом.
- После этого ввинчиваем усовершенствованное полотно в пропилы и зажимаем болтом.

Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей. Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка. Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.
Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться. Оптимальный температурный режим для пайки горелкой 500°С.
Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом. Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.
Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.
Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.
Полезная статья — Сварочный выпрямитель
Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Видео пайка алюминия аргон не нужен
Что лучше сварка или пайка
Четкого ответа на данный вопрос не существует. Результат зависит от подготовки мастера и дальнейшего предназначения детали. Конечно же, сварка дюралюминия и алюминия – надежный вариант. Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
К примеру, для ремонта автомобильного радиатора лучшим решением будет пайка. Это быстро, удобно и дешево. Если речь идет о массивных конструкциях, на который возложена серьезная задача, то лучше использовать сварку.
Бесспорно, пайку дюралюминия и алюминия в домашних условиях выполнить можно, но это сложный процесс. Прогрессивные материалы, которые представлены на рынке, позволяют выполнить прочное соединение с минимальными знаниями и навыками.
А вы знаете какое давление в кислородном баллоне? Подробно по ссылке.
Как заработать на пайке алюминия
Всем известно, что сварка алюминия недешевое удовольствие, поскольку для этого используется специальное оборудование. При этом существует альтернатива – пайка.
Часто в пользователей возникает вопрос – а можно ли этим заработать? Ответ неоднозначный, поскольку все зависит от навыков, профессионализма и спроса. Конечно, можно запаять алюминиевую кастрюлю, флягу, канистру или алюминиевые трубки соседу и немного заработать, а можно поставить подобные услуги на поток и открыть собственную мастерскую.
Да
77.94%
Нет
22.06%
Проголосовало: 68
Задавайте свои вопросы в комментариях мы Вам поможем в их решении.
Как паять алюминий — Обсуждение украшений
laura1
#1
Как ведет себя алюминий в солдатской среде? Это работает нормально? Подойдет ли припой Silver
?
Заранее спасибо
Лора
Andrea_Streicher
#2
Нет! Не пытайтесь использовать серебряный припой. У вас получится бардак!
Я не уверен в альтернативе.
С уважением,
Андреа Штрайхер
510-528-1911
Dan_Wellman
#3
Основной проблемой алюминия является оксидное покрытие (AlO2 ?), которое
плавится при более высокой температуре. чем металл под ним. Он также имеет очень небольшое изменение цвета при нагревании, из-за чего трудно сказать, собирается ли он
течь. Существуют специальные методики, флюсы и припои до
работа Алюминий. Может ли кто-нибудь из химиков-резидентов прокомментировать Оксид?
ДЭВИД_ПОФАМ
#4
Вот что я, кажется, узнал о пайке. Припой представляет собой присадочный металл
. Он работает, создавая электростатическую связь
между собой, а затем с основными металлами, когда он находится в жидком состоянии (он
«смачивает» металл). Эта связь не может произойти, если металл грязный или
окислен. Оксиды алюминия очень легко поддаются нагреванию. На самом деле он окисляет
даже без нагревания, оксидный слой настолько прочен, что защищает поверхность
.
Так что, если вы не профессионал, который может обеспечить бескислородную среду,
вам может просто не повезти. Почему бы не использовать холодное соединение (заклепки,
язычков и скобы) как часть конструкции?
Легамин
John_Cynthia_MidLife
#5
Насколько мне известно, алюминий не паяется свинцовым (мягким) или серебряным (жестким) припоем
. Доступны некоторые специальные стержни, которые соединяют
алюминий, как припоем, и его можно сваривать с помощью специального стержня и газовой горелки
или сваривать TIG.
Специальные стержни для пайки часто можно найти в сельскохозяйственных
ирригационных магазинах, сельскохозяйственных товарах, магазинах сельскохозяйственного оборудования, сварочных
торговых точках и магазинах лодочных принадлежностей (chandleries… правописание). Эти
— это поставщики глубоководных лодок, а не магазины спортивных лодок. У меня
есть стержень (алюминий), которым можно «заварить» отверстие в банке пива/газировки
, и если вы попытаетесь удалить сварку, вы разрушите банку
до того, как сварка ослабнет. Этот материал стоил около 2 долларов за 12-дюймовый аобур
диаметром 1/4 дюйма.
Надеюсь, это поможет…
John Dach
MidLife Crisis Enterprises
C.T. Проекты
Скульптуры Cynthias находятся по адресу: http://www.mlce.net
Maiden Metals,
Небольшой бронзолитейный завод, веб-сайта пока нет!!
Peter_W_Rowe
#6
Как ведет себя алюминий в солдатской среде? Это работает нормально? Уилл Сильвер Паяльная работа?
Laura,
Алюминий — металл, сильно отличающийся от серебра. Одно ключевое отличие
состоит в том, что он имеет чрезвычайное сродство к кислороду. Любая открытая поверхность алюминия
мгновенно образует непроницаемый оксидный слой, который затем предотвращает
препятствует проникновению кислорода на поверхность, поэтому металл
сохраняет свою металлическую природу. Но этот оксидный слой препятствует нормальной пайке
Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. На самом деле,
многие из них плавятся при более высокой температуре, чем сам алюминий, и
не принесет вам особой пользы.
однако существуют припои, предназначенные для алюминия. Как правило, это
, представляющий собой комбинацию довольно твердого стержня припоя и специально разработанного флюса
. При использовании вы «втираете» припой в соединение,
, который механически помогает флюсу сместить этот очень прочный оксидный слой
настолько, чтобы припой прилипал. Припои ведут себя гораздо больше, чем припои на основе олова
, которые мы, ювелиры, называем «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил вашего крыльца
, а не для изготовления ювелирных изделий. Если вы думаете
о том, чтобы аккуратно поместить маленькие емкости с алюминиевым припоем вокруг алюминиевого безеля
, пока вы припаиваете его к алюминиевому кольцу, у вас нет
удачи. Вы, вероятно, не заставите это работать … Обратите внимание, что
Вы, вероятно, не заставите это работать … Обратите внимание, что
, как правило, эти припои предназначены для соединения алюминия с алюминием.
Не алюминий для других металлов.
Алюминий обычно крепится с использованием так называемых методов «холодного склеивания»
, таких как заклепки, винты, механически формованные соединения и т.п. Одним из методов, который действительно сплавляет металлы, является сварка плавлением
, для которой требуется специальная машина. Обычно это используется для
вещей, таких как штифты для серег или аналогичные находки, прикрепленные к 9.0009 алюминий. Они сделаны специально для этого использования, с крошечным «пером» из металла
, выступающим из области, предназначенной для соединения с алюминием
. Машина помещает электрический заряд между находкой
и деталью, к которой нужно приклеить, и сталкивает их вместе. Когда этот маленький наконечник
просто касается другого куска металла, он вызывает скачок искры.
Искра действует на этот кончик как на предохранитель, перегорает. В сущности
он делает то же самое, что и та отвертка, которую вы случайно
один раз задел провод под напряжением. Запомнить? испарилась половина острия отвертки
, когда она зажглась? Уилл, это контролируется, но
этот маленький «перо» металла испаряется, как только две большие поверхности соединяются
. Это создает очень горячую плазму на мгновение
между металлами, которая не только отгоняет весь атмосферный газ,
включая кислород, но также расплавляет поверхности настолько, что они могут смешивать
и соединяться, когда они контактируют друг с другом.
Сварка плавлением, как я уже отметил, обычно используется для установки штифтов для серег и
другие выводы по. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо склеенный стержень для серьги можно также
рассматривать как заклепку, готовую для вставки через отверстие в другом куске металла
и зачистки… Получение любого идеи?
Машины, начните с маленьких «искровых» аппаратов для сварки плавлением, которые продаются за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
есть также методы сварки, предназначенные для алюминия. Обычно они
Обычно они
требуют некоторой газовой защиты зоны сварки, например, при сварке TIG
или MIG. Опять же, обычно это не ювелирные весы, но кто знает
…
Надеюсь, это поможет.
Питер Роу
CGrunewald
#7
Алоха, Есть продукт под названием Durafix, я использовал его для ремонта
сломанных деталей (серьезных и крупных) на рыбацкой лодке. это действительно
удивительные вещи. Их веб-сайт:
http://www.pagebiz.com/durafix/index.html. Вам понравится этот продукт
, и вы можете использовать фонарик. Веселиться!
С наилучшими пожеланиями,
Кристиан Грюневальд
Precision Modelmaking Technologies
Hawaii
(808) 622-9005
brookhol
#8
Единственные жизнеспособные методы соединения алюминиевых деталей либо холодные соединения
(заклепки и т. д.) или TIG-сварка, которая сама по себе
является довольно усовершенствованным навыком.
Хэнк Пейнтер
Brook Hollow Studio
@brookhol
John_Burgess2
#9
Нет! Не пытайтесь использовать серебряный припой. Вы закончите с беспорядком! Я не уверен в альтернативе.
Добрый день; Я полностью согласен с вышесказанным. Тем не менее, я знаю
очень хорошая альтернатива соединению двух кусков алюминия. Вы
идете к своему дружелюбному поставщику сварки по соседству и просите
алюминиевый пруток для пайки. Обычно он продается в виде тонкой проволоки длиной около 16
Обычно он продается в виде тонкой проволоки длиной около 16
дюймов и толщиной 1/16 дюйма. Это алюминиевый сплав. НЕ латунь! В то же время за
вы должны купить специальный флюс для сварки / пайки алюминия
. Стержни очень дешевые. ; флюс относительно дорог. Я
сделал все наши москитные сетки из алюминиевой полосы толщиной 1/8 и шириной 5/8.0009 Поскольку материал экрана должен был быть зажат между двумя моими алюминиевыми рамами
, на каждое открывающееся окно
приходилось по две одинаковых рамы — куча стыков. Я сделал приспособление для резки 45 углов и еще
для надежного удержания двух соединяемых деталей.
На каждой соединительной кромке были напилены довольно большие фаски, поэтому два
вместе образовали V-образный паз. Маленькая кислородно-пропановая горелка использовалась в качестве
пропанового воздуха, хотя и достаточно горячего, чтобы расплавить сам алюминий, но не
.0009 достаточно концентрированный, так как тепло отводится по алюминию очень
подобно серебру. Один нагревает конец стержня, погружает его во флюс
Один нагревает конец стержня, погружает его во флюс
и прикладывает его к горячему соединению, чтобы соединение было только покрыто. Момент
, когда белый флюс очищается, — это момент, когда нужно применить стержень, чтобы заполнить
V-образную форму алюминиевым припоем, аналогично газовой сварке или пайке.
Так как алюминий плавится при температуре лишь немногим выше температуры стержня
, нужно быть осторожным. После практики на нескольких битах
лом вы готовы к работе. На самом деле, это довольно легко и просто. Но не пытайтесь использовать
так же, как серебряный припой:
не сработает. Эти наши рамы были сделаны 17 лет назад, и мне на
за это время пришлось отремонтировать только 3 сустава. (12 экранов, 24 рамы
! Мы, конечно, не могли позволить себе купить оконные сетки в то время
) Конечно, действительно профессиональный способ соединения алюминиевых деталей
— это сварка с использованием очень горячего пламени в аргоновой оболочке, или есть
Доступна система сварки MIG для алюминия. Оба метода требуют реального опыта
Оба метода требуют реального опыта
. Существует метод соединения алюминия с использованием алюминиевого припоя с очень низкой температурой плавления
и обычного паяльника.
Я никогда не получал от этого особого удовольствия, и результаты, которые я видел у
других людей, тоже, на мой взгляд, были не очень хорошими. Если бы вы не были в
за 13 000 миль, я бы дал вам демо! И если вам интересно,
ALUMINIUM — правильное британское произношение! И цвет, труд,
сера, фантазия, томАХто… О, давай бросим все это.
(песня британского военного времени, когда американские солдаты везли
британских девушек домой!)
Джон Берджесс; @John_Burgess2 из Мапуа Нельсон, Новая Зеландия
laura1
#10
Всем, кто так любезно ответил на мои вопросы по этому поводу, СПАСИБО
ВАМ!
Я решил попробовать некоторые заклепки и другие методы, но не пробовал
пайка…
Возможно, позже в будущем я попробую… это было
очень интересное чтение!
А теперь еще один вопрос… Я наткнулся на лист олова… Я
знаю, что олово очень мягкое и очень легко плавится, можно ли это
паять? Я не пробовал и не буду, пока не получу одобрение…
Еще раз всем спасибо!
Лора
Хелен_Фетцер
#11
Лаура, вы используете висмут для пайки олова, но если вы используете горелку,
вы должны быть очень осторожны, иначе вы расплавитесь. Я обнаружил, что использовать мощный электрический паяльник
было намного проще, но, как и во всех вещах
, сначала потренируйтесь на металлоломе.
Счет с Лонг-Айленда
Martin_Niemeijer
#12
Здравствуйте. Есть полный набор для ремонта и пайки алюминия. это
очень просто делать при низких температурах… И часто используется
при реставрации старых алюминиевых деталей мотоциклов. Вы используете палочки из алюминиевого сплава бария
. Каждая деталь, которую необходимо припаять, нагревается до 380
град. Цельсия и покрытые сплавом. Вы процарапываете поверхность штифтом из нержавеющей стали
Цельсия и покрытые сплавом. Вы процарапываете поверхность штифтом из нержавеющей стали
, чтобы проникнуть в сплав через слой оксида алюминия
. Если обе части покрыты тонким слоем сплава
, то их можно расплавить вместе. Это очень сильная связь ок. 325
Н/мм2. Это прочнее, чем низколегированный алюминий. Теперь вопрос
где можно купить. В Германии для меня. Но я думаю, что
должен быть доступен в каждой стране. Под названием «Techno Weld» В противном случае Телефон
или факс: A. Braeckman-Breidbentenstrasse 22- D52080 Aachen- Тел. +49
241 554719 факс +49 241 552079
Martin Niemeier
David_L_Huff2man 9030 2 апреля 2000 г., 9:29
№13
Привет, Лора; Мой отец был оловянным мастером в Гринфилд-Виллидж (исторический парк
). Мои первые ювелирные эксперименты были с оловом.
Однако я не особо в этом разбираюсь. Я не помню
Я не помню
, если Фред Фенстер написал книгу о методах, но вы можете получить
экземпляр книги Оппи Унтрахта «Металлические методы для мастеров» и посмотреть его главу
по ней.
Олово раньше содержало свинец. Вещество, которое сейчас называют оловянным, на самом деле представляет собой британский металл
, сплав олова и сурьмы. Это конечно
можно паять, но требуется легкое прикосновение, так как он начинает плавиться
при температуре около 475 градусов по Фаренгейту (471 по Фаренгейту в солидусе, 563 по Фаренгейту в ликвидусе). Есть
припоев для олова, но я не знаю источника. Я уверен, что мои
собратьев-орхидеев придумают их, верно?
Я проплавлял свои швы, как это делали ранние американские оловянные мастера в некоторых случаях
. Для поддержки можно использовать льняную прокладку, так как металл
начинает провисать при температуре плавления. На старых поррингерах можно
все еще видим «льняной след» в том месте, где расплавленный металл оседал на ткань
. Лен имеет более высокую температуру воспламенения, чем другие волокна, поэтому
Лен имеет более высокую температуру воспламенения, чем другие волокна, поэтому
не пытайтесь использовать что-то еще. В качестве флюса обычно используют смесь
глицерина и соляной кислоты. Пожалуйста, не используйте свинецсодержащие припои
для швов, если изделие будет использоваться для еды или напитков
или носиться на коже. Лучше плавить или использовать чистое олово
(плавится при температуре около 450 F) для припоя. Олово трудно потускнеть,
, так что через некоторое время он обычно показывает шов, что означает, что есть случаи
, когда вы не хотите его использовать, например, для шва цилиндра для сосуда.
Для получения реальной исторической перспективы попробуйте использовать паяльную трубку и спиртовку
. (Хорошо, масляная лампа для хардкорщиков).
С ним очень весело работать, просто убедитесь, что вы не загрязняете
области, где работаете с золотом или серебром, оловянными опилками или обрезками. Вероятно, разумно использовать и отдельные баффы. это будет
это будет
проедают дыры в более твердых металлах, когда их нагревают, как и свинец.
Дэвид Л. Хаффман
Припаять сталь к алюминию?
- Форум
- Общий форум
- Общее обсуждение
- Припаять сталь к алюминию?
- Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта. Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
- Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, и главный источник информации и знаний в области HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х. В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
Чтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; для бесплатно счет. Как зарегистрированный гость вы сможете:
- Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
- Размещайте фотографии, отвечайте на опросы и получайте доступ к другим специальным функциям
- Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.
Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo. Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
 В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений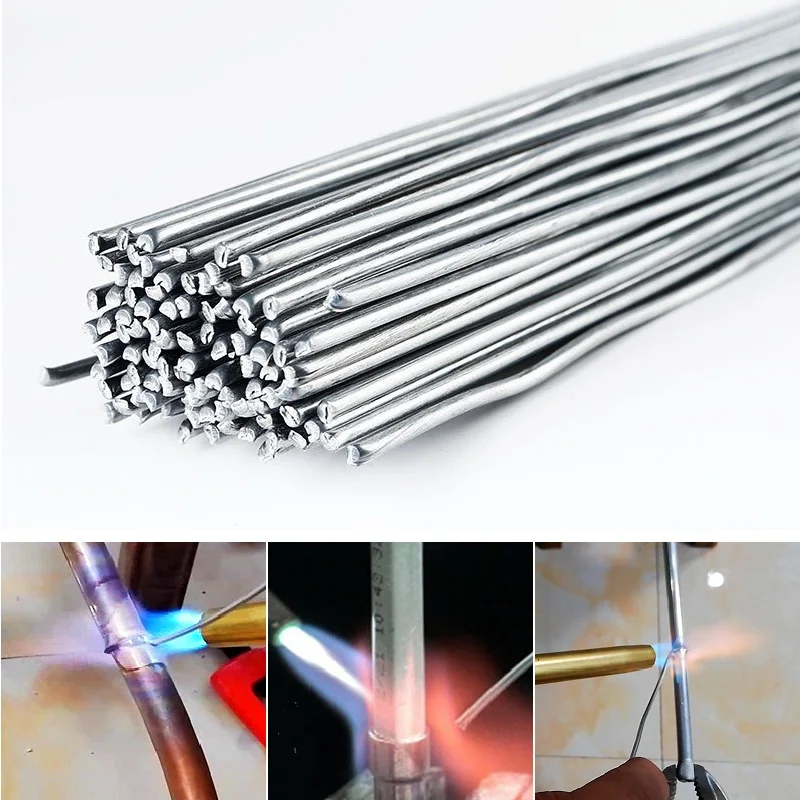
04.01.2017, 11:47 #1
Можно ли это сделать?
Если вы можете увернуться от гаечного ключа, вы можете увернуться от мяча
Ответить с цитатой
04.
01.2017, 12:08
#2Эпоксидка наверное….
Ответить с цитатой
04.01.2017, 14:03 #3
Я бы рассмотрел это
Есть хорошие вещи?Ответить с цитатой
04.
01.2017, 14:22
#4к пивным банкам да—@ демонстрационный счетчик запасных частей шланга Да— Реальный мир………НЕТ
Ответить с цитатой
06.01.2017, 21:58 #5
Первоначально Послано lkapigian
к пивным банкам да—@ демонстрационный счетчик запасных частей шланга Да—Реальный мир.
……….НЕТ
Вы заставили меня задуматься. Что, если материал для припоя/пайки был уложен первым? Я думаю о том, откуда мы знаем, что латунь предпочитает флюс буры перед стержнем, и когда штокам компрессора Carlyle
понравилось 45% серебра (медь к стали). Ну, мне интересно, было ли сначала сделано что-то нормальное с алюминием или сталью.
Я уверен, что все компании, проводящие это исследование, прошли этот путь, но, возможно, не было достаточных оснований идти по нему.Дайте мне реле с достаточно большими контактами, и я буду править миром!
Ты можешь быть кем захочешь……Пока это тебе не хреново.
Если человек хочет создать машину, которая с большей вероятностью выйдет из строя… Усложняйте.
ВВС США 98 Бомбардировочное крыло 1960-66 SMW Lu49
Ответить с цитатой
06.
01.2017, 22:26
#6Лужение……………
…………….Хммм………
Ответить с цитатой
09.01.2017, 18:46 #7
Механическое соединение исключено?
Ответить с цитатой
09.
01.2017, 19:22
#8Можно СВАРИТЬ алюминий с высокопрочной сталью. Но я догадываюсь, что вам нужен метод, который не требует ничего, кроме горелки, ЭТОГО не произойдет
Либо Mercedes, либо Honda (я забыл, какая) изобрели сварочный процесс, называемый «сварка капельным методом холодного плавления». капельная сварка плавлением. во всяком случае это называется как-то так.
Так уже давно делают в автомобильной промышленности. Мой лучший друг работает в компании I-car (она как-то связана с автомобильным/страховым бизнесом) и обучает этому процессу.
На самом деле, он должен завладеть сварочным аппаратом нового типа с инверторной подачей проволоки (MIG) в этот четверг.
Раньше я был сертифицированным сварщиком TIG, MIG и 9 палочками. Но это было 35-40 лет назад. LOL
Проблема в том, что сварочный аппарат очень дорогой, и это механизм подачи проволоки… так что в ближайшее время вы не увидите его на кузове грузовика.
Правда не защитит от дурака
Решимость поверить лжи
Марк Твен
Ответить с цитатой
09.01.2017, 19:59 #9
Я не могу припомнить, чтобы производители холодильного оборудования делали что-то подобное.
Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент.Ответить с цитатой
09.01.2017, 20:10 #10
Первоначально Послано joeysmith
Механическое соединение не может быть и речи?
Последнее средствоОтветить с цитатой
09.
01.2017, 20:20
#11Первоначально написал VTP99
Я не могу припомнить, чтобы производители холодильного оборудования делали что-то подобное. Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент.
Медь в нержавеющую сталь, которую я сделал с помощью Staybrite 8, делая охлаждающие пластины
совсем не сложноОтветить с цитатой
09.
01.2017, 20:55
#12Пайка алюминия со сталью была очень распространена в 1930-х и 1940-х годах. По сути, вы «лужите» сталь серебряным припоем (я использую 55%), а затем используете алюминиевый припой (4047) и его флюс, чтобы припаять «луженую» сталь к алюминию. Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0413 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим.
Ответить с цитатой
09.
01.2017, 21:02
№13Первоначальное сообщение от itsiceman
Медь к нержавеющей стали, которую я сделал с Staybrite 8, делая охлаждающие пластины
Соединение, которое у меня было, было прямо рядом с фитингом из ПВХ в начале водяного теплообменника.
Совсем не сложно
Но расскажи мне еще о сварке холодных листов.Ответить с цитатой
01-09-2017, 21:14 №14
Автор: itsiceman
Можно ли это сделать?
НЕТ !!Ответить с цитатой
09.
01.2017, 21:59
№15Первоначально Послано VTP99
Но расскажите мне больше о сварке холодных пластин.
Для нестандартных пластин и ячеек мы используем ⅜ и прикрепляем их с помощью № 8 каждый фут или около того с помощью паяльника и жидкого флюса. После прикрепления на него наносится термопаста.Ответить с цитатой
01-09-2017, 22:04 №16
Автор: itsiceman
Для нестандартных тарелок и ячеек мы используем ⅜ и прикрепляем их с помощью #8 каждый фут или около того с помощью паяльника и жидкого флюса.
Могу ли я отремонтировать пластину испарителя Hoshizaki с помощью этого метода? После прикрепления на него наносится термопаста.Ответить с цитатой
01-09-2017, 22:23 # 17
Автор: joeysmith
Пайка алюминия со сталью была очень распространена в 1930-х и 1940-х годах. По сути, вы «лужите» сталь серебряным припоем (я использую 55%), а затем используете алюминиевый припой (4047) и его флюс, чтобы припаять «луженую» сталь к алюминию.
Я ПОПРОБУЮ НЕ СОГЛАСИТЬСЯ с этим объяснением, НО мне всегда интересно увидеть научное доказательство? Могу я увидеть, что Радует? PS, Сварка, куплет соединение, т.е. склейка, типа JB сварка, это 2 разные вещи. Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0413 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим.Ответить с цитатой
01-09-2017, 22:38 # 18
Я ПРОШУ РАЗНОСИТЬСЯ с этим объяснением, НО мне всегда интересно увидеть научное доказательство? Это всего лишь некоторые вещи, которые я нашел с помощью быстрого поиска в Google.
Думаю, одним из них был веб-сайт Harris. У меня нет опыта их пайки. Извините, если я намекнул, что сделал.Ответить с цитатой
09.01.2017, 22:40 # 19
Первоначально Послано lzenglish
Я ПРОШУ РАЗНИЦАТЬСЯ с этим объяснением, НО мне всегда интересно увидеть научное доказательство? Могу я увидеть, что Радует? PS, Сварка, куплет соединение, т.е. склейка, типа JB сварка, это 2 разные вещи.
Все еще жду Джоуи!Ответить с цитатой
09.
01.2017, 22:44
#20Зайди на ютуб…
Ответить с цитатой
 01.2017, 12:08
#2
01.2017, 12:08
#2 01.2017, 14:22
#4
01.2017, 14:22
#4 ……….НЕТ
……….НЕТ 01.2017, 22:26
#6
01.2017, 22:26
#6 01.2017, 19:22
#8
01.2017, 19:22
#8
 Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент.
Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент. 01.2017, 20:20
#11
01.2017, 20:20
#11 01.2017, 20:55
#12
01.2017, 20:55
#12 01.2017, 21:02
№13
01.2017, 21:02
№13 01.2017, 21:59
№15
01.2017, 21:59
№15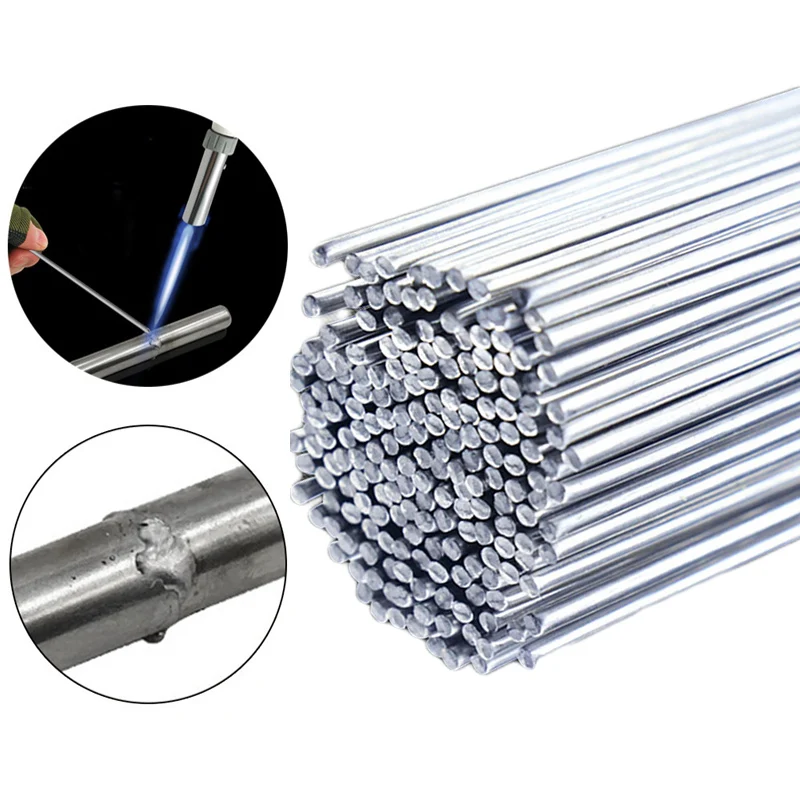 После прикрепления на него наносится термопаста.
После прикрепления на него наносится термопаста. Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0413 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим.
Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0413 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим. Думаю, одним из них был веб-сайт Harris. У меня нет опыта их пайки. Извините, если я намекнул, что сделал.
Думаю, одним из них был веб-сайт Harris. У меня нет опыта их пайки. Извините, если я намекнул, что сделал. 01.2017, 22:44
#20
01.2017, 22:44
#20« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Соединение алюминия и меди в системах ОВКВ
Соединение меди и алюминия с целостностью
Производители систем ОВКВ, оценивающие использование алюминиевых компонентов, должны рассмотреть наилучший метод соединения деталей, таких как змеевики испарителя и конденсатора, с вторичными медными линиями или сборками. . Можно использовать несколько методов соединения, в том числе: клеи, механическое соединение, ультразвуковое соединение, пайку и пайку.
. Можно использовать несколько методов соединения, в том числе: клеи, механическое соединение, ультразвуковое соединение, пайку и пайку.
При пайке или пайке необходимо контролировать несколько параметров, чтобы обеспечить надлежащую целостность соединения:
- Конструкция соединения (зазор соединения, глубина сдвига и ориентация меди и алюминия)
- Расходные материалы для пайки или пайки (сплав и флюс)
Отраслевые стандарты в настоящее время недоступны, и рекомендации различаются. Чтобы помочь производителям в решении этой проблемы, компания Lucas-Milhaupt провела тесты, в которых изучалось влияние различных конструкций соединений и типов расходных материалов для пайки/пайки на общее качество переходных соединений медь-алюминий.
Процесс испытаний
Ряд образцов с различными зазорами в стыках были спаяны с помощью горелки/пайки с использованием сплавов Al/Si и Zn/Al с неагрессивными флюсами. Затем образцы подвергались механическим испытаниям и испытаниям под давлением для определения качества получаемого соединения. Металлургическое исследование было выполнено, чтобы охарактеризовать качество пайки/припоя для каждого семейства соединений.
Металлургическое исследование было выполнено, чтобы охарактеризовать качество пайки/припоя для каждого семейства соединений.
В таблице 1 показаны комбинации сплав/флюс в форме флюсового сердечника, которые были оценены в ходе этого исследования.
Таблица 1. Общие сплавы, используемые для соединения меди с алюминием
Переходные муфты медь-алюминий часто используются для соединения полностью алюминиевых компонентов со вспомогательными медными линиями. Из-за рабочего давления до 35 бар (500 фунтов на кв. дюйм) прочные герметичные соединения являются основным фактором при выборе конструкции соединения, метода соединения и расходных материалов. Для сплавов, показанных в Таблице 1, были проведены испытания на растяжение, сдвиг и давление для соединений пайкой/припоем с различными зазорами в соединениях.
Зазоры в соединениях и результирующая прочность
Для оценки влияния выбора сплава и зазоров в соединениях на результирующую прочность соединения меди с алюминием было проведено два отдельных испытания на прочность:
1. В первом испытании использовался AWS C3. 2 Стандарт в качестве руководства для оценки прочности пайки/пайки. Сборки нагревали кислородно-ацетиленовым пламенем до тех пор, пока оба основных металла не достигали температуры пайки, а затем на поверхность соединения наносили припой/припой.
В первом испытании использовался AWS C3. 2 Стандарт в качестве руководства для оценки прочности пайки/пайки. Сборки нагревали кислородно-ацетиленовым пламенем до тех пор, пока оба основных металла не достигали температуры пайки, а затем на поверхность соединения наносили припой/припой.
После того, как сборки были спаяны и подготовлены к испытаниям, четыре образца для растяжения для каждого набора зазоров в соединениях и используемых расходных материалов были испытаны на растяжение. Значения разрывной нагрузки для каждого набора образцов были записаны и использованы для расчета результирующего напряжения сдвига в присадочном металле. Данные были собраны для зазоров в стыках 0 мм (0,000 дюйма), 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения напряжения сдвига, полученные для всех испытанных комплектов образцов, показаны на рис. 1.9.0005
Рис. 1. Средняя прочность на сдвиг в зависимости от типа сплава и толщины шва
Результаты показывают, что наибольшая прочность на сдвиг была достигнута при использовании сплава 98Zn/2Al для каждого из трех протестированных зазоров в стыке.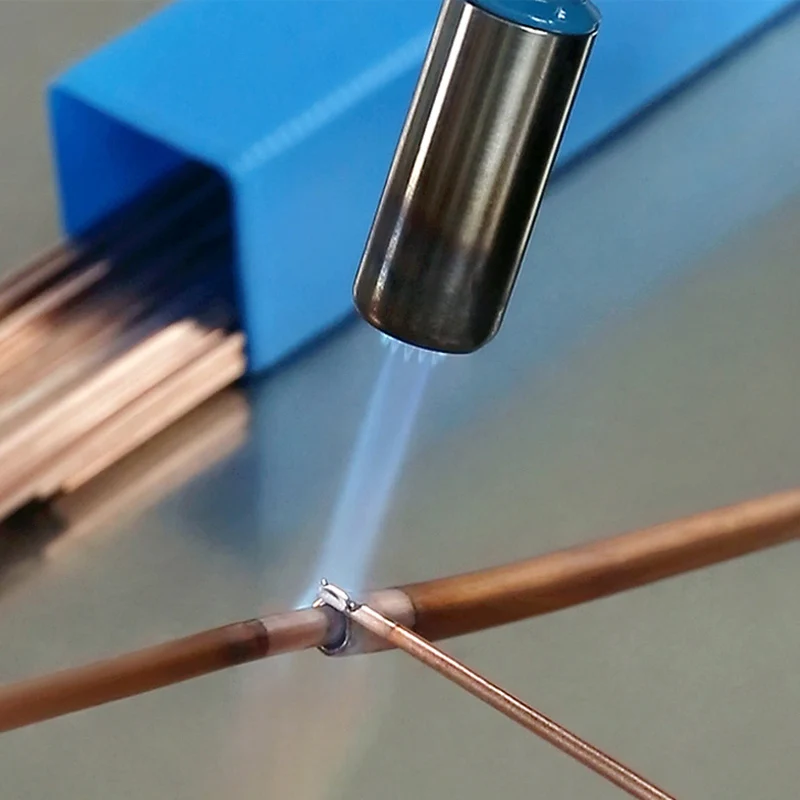 Разница в прочности, наблюдаемая между этим сплавом и сплавами с более высоким содержанием алюминия, может быть связана с возможностью образования хрупких интерметаллидов между припоями с более высоким содержанием алюминия и медным основным материалом, как указано Berlanga-Labari et al. Среди испытанных зазоров в соединениях зазоры 0,08 мм и 0,15 мм дали наиболее стабильное качество и прочность соединения. Небольшой зазор в соединении или его полное отсутствие привело к избыточным пустотам под флюсом и ограниченному наполнению сплавом, что, в свою очередь, снизило целостность и прочность соединения.
Разница в прочности, наблюдаемая между этим сплавом и сплавами с более высоким содержанием алюминия, может быть связана с возможностью образования хрупких интерметаллидов между припоями с более высоким содержанием алюминия и медным основным материалом, как указано Berlanga-Labari et al. Среди испытанных зазоров в соединениях зазоры 0,08 мм и 0,15 мм дали наиболее стабильное качество и прочность соединения. Небольшой зазор в соединении или его полное отсутствие привело к избыточным пустотам под флюсом и ограниченному наполнению сплавом, что, в свою очередь, снизило целостность и прочность соединения.
2. Во втором испытании на прочность оценивались паяные/паяные сборки труба к трубе, соединенные с использованием различных комбинаций сплавов и зазоров в стыках. Это испытание считалось более репрезентативным для промышленных переходных соединений медь-алюминий. Совместные зазоры 0,08 мм (0,003 дюйма) или 0,15 мм (0,006 дюйма) были выбраны в результате испытаний на прочность при сдвиге выше. Сборки нагревали пламенем природного газа/кислорода до тех пор, пока оба основных металла не достигали температуры пайки, а затем на поверхность соединения наносили припой/припой.
Сборки нагревали пламенем природного газа/кислорода до тех пор, пока оба основных металла не достигали температуры пайки, а затем на поверхность соединения наносили припой/припой.
После соединения четыре образца трубок для каждого набора соединительных зазоров и расходных материалов были испытаны на растяжение с помощью универсального прибора для испытаний на растяжение с нагрузкой 60К. Паяные/паяные узлы тянули до отказа. Отказ для всех наборов образцов произошел в образцах из алюминиевого сплава. Хотя всегда в материале на алюминиевой основе, место отказа варьировалось в зависимости от типа сплава, используемого для соединения. Все образцы, припаянные сплавом 98Zn/2Al, разрушились примерно на 12–25 мм (0,5–1 дюйм) над стыком, в то время как образцы, припаянные сплавом 88Al/12Si, разрушились в алюминии непосредственно над местом пайки. Разница в месте разрушения, вероятно, связана с более высокой температурой и повышенным взаимодействием сплава (эрозией), наблюдаемым в сплаве 88Al/12Si. Образцы, соединенные сплавом 78Zn/22Al, продемонстрировали разрушение смеси алюминия, основного материала и материала над паяным соединением и непосредственно рядом с припоем.
Образцы, соединенные сплавом 78Zn/22Al, продемонстрировали разрушение смеси алюминия, основного материала и материала над паяным соединением и непосредственно рядом с припоем.
Значения разрывной нагрузки для каждого набора были записаны и использованы для расчета результирующего растягивающего напряжения в алюминиевом основном металле при разрушении. Данные были собраны для зазоров в стыках 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения растягивающего напряжения, полученные для всех наборов испытанных образцов, показаны и нанесены на график на Рисунке 2.
Рисунок 2. Средн. Результаты испытаний на растяжение для сборок труба-труба
Результаты показывают, что самая высокая прочность на растяжение сборки для зазора 0,08 мм была достигнута при 98Zn/2Al, в то время как самая высокая прочность на разрыв для зазора 0,15 мм была получена при использовании сплава 78Zn/22Al.
Зазоры в соединениях и устойчивость к давлению
Компоненты HVAC часто представляют собой закрытые системы, требующие герметичных, герметичных соединений. Это относится к переходным соединениям алюминий-медь, которые обычно используются для соединения змеевиков испарителя и конденсатора с медными жидкостными и всасывающими линиями. Рабочее давление для этих систем варьируется в зависимости от типа используемого хладагента, но обычно составляет от 20 до 35 бар (290-500 фунтов на квадратный дюйм). Имея в виду этот диапазон, была подготовлена серия образцов, проведены контрольные испытания и выдержано давление до разрушения. Подготовленные и соединенные трубчатые образцы имели те же основные материалы и размеры, что и используемые для испытаний на растяжение трубной сборки.
Это относится к переходным соединениям алюминий-медь, которые обычно используются для соединения змеевиков испарителя и конденсатора с медными жидкостными и всасывающими линиями. Рабочее давление для этих систем варьируется в зависимости от типа используемого хладагента, но обычно составляет от 20 до 35 бар (290-500 фунтов на квадратный дюйм). Имея в виду этот диапазон, была подготовлена серия образцов, проведены контрольные испытания и выдержано давление до разрушения. Подготовленные и соединенные трубчатые образцы имели те же основные материалы и размеры, что и используемые для испытаний на растяжение трубной сборки.
Таблица 2. Сводка результатов испытаний под давлением
Примечание 1. Образец для испытаний не выдержал испытания в галтели при 131 бар (1900 фунтов на кв. дюйм)
Примечание 2. Образец для испытаний не выдержал испытание в галтелях под давлением 138 бар (2000 фунтов на кв. дюйм)
Примечание 3: Образец для испытаний не прошел испытания в алюминиевом основном металле при давлении 164 бар (2384 фунта на кв. дюйм)
дюйм)
Как видно из Таблицы 2, давление разрыва, превышающее 173 бар (2500 фунтов на кв. дюйм), было реализовано в большинстве протестированных паяных/паяных узлов. Разрушения при этих давлениях происходили как в алюминиевом основном металле, так и в стыковой галтели для сборок, соединенных со сплавами 88Al/12Si и 98Zn/2Al, тогда как сборки, спаянные со сплавом 78Zn/22Al, разрушились только в основном алюминиевом материале. Многие производители считают давление разрыва 138–173 бар (2000–2500 фунтов на кв. дюйм) приемлемым минимумом для выхода из строя полностью алюминиевых компонентов. Все переходные соединения, протестированные в ходе этого исследования, за исключением одного, соответствовали этому диапазону или превышали его. Один образец, вышедший из строя при давлении ниже 173 бар (2000 фунтов на кв. дюйм), был соединен сплавом 88Al/12Si с номинальным зазором 0,006 дюйма с каждой стороны.
Сравнение качества соединения
Срезы паяных/паяных образцов на сдвиг и растяжение были сохранены и подготовлены для металлургического исследования для наблюдения за качеством соединения для различных конфигураций сплава и соединения.
Общее качество соединения было наиболее стабильным для соединений, припаянных с помощью 98Zn/2Al. Эти соединения показали наименьшую пористость, наряду с ограниченным взаимодействием наполнителя и основного металла. Для 98Zn/2Al наблюдалось полное проваривание шва с некоторой газовой пористостью. Все зазоры соединений, припаянные сплавом 78Zn/22Al, имели значительную сферическую и неравномерную пористость, что обычно свидетельствует о захвате газа или флюса и усадочных пустотах соответственно. Сочетание этих двух пустот может увеличить вероятность того, что путь утечки будет открыт во время работы под давлением.
Паяные соединения, выполненные из сплава 88Al/12Si, во время этих испытаний показали только сферическую пористость, которая чаще всего встречалась на границе раздела медь/наполнитель. Эта тестовая группа также продемонстрировала наибольшее взаимодействие или эрозию наполнителя/основного металла среди тестовой группы. Это взаимодействие усиливается, когда используются чрезмерные температуры пайки, что часто можно увидеть при более высокой температуре ликвидуса этого сплава. Несмотря на то, что герметичность этого сплава все еще может быть хорошей, целостность/прочность основного металла может быть нарушена из-за этой эрозии.
Как и в образцах для испытаний на сдвиг, сходные характеристики взаимодействия сплавов, газовой пористости и усадочных пустот также наблюдались в сборках труба-труба, спаянных припоем. В целом, несоблюдение постоянных зазоров в соединениях с каждой стороны приводило к несоответствиям в величине протягивания сплава и взаимодействия основного металла.
Выводы
На основании данных и визуальных наблюдений, описанных выше, в Таблице 3 представлена качественная оценка переходных соединений медь-алюминий, изготовленных с использованием трех различных протестированных присадочных материалов.
Таблица 3. Качественный рейтинг протестированных систем из сплавов
Мы надеемся, что это исследование поможет вам оценить конструкции соединений и расходные материалы для пайки/пайки при соединении меди с алюминием для компонентов систем отопления, вентиляции и кондиционирования воздуха.
Вопросы? Эксперты по пайке Lucas-Milhaupt помогут вам решить проблемы, связанные со сваркой алюминия. Для получения дополнительной информации о пайке алюминия, пайке алюминия с медью, пайке теплообменников HVAC и связанных с ними процессах, пожалуйста, свяжитесь с нами. Для получения информации о продуктах Lucas-Milhaupt Handy One® для пайки и пайки алюминия нажмите здесь.
______
[i] AWS C3.2:2001 Стандартный метод оценки прочности паяных соединений, Американское общество сварщиков (AWS).
Полные результаты этого тестирования были представлены на IBSC 2012. Этот отчет можно приобрести в ASM International.
Можно ли припаять алюминий к меди? (Важные факты)
Соединение разнородных материалов может оказаться непростой задачей. Соединение алюминия и меди можно использовать для электронных устройств или лепки из металла. Возникает вопрос — Можно ли припаять алюминий к меди?
Мы найдем ответ на этот вопрос в этом руководстве. Вы узнаете, какие металлы лучше всего подходят для пайки алюминиевой или медной проволоки и как можно паять алюминий и медь.
Мы также поделимся некоторыми советами, которые помогут вам паять алюминий и медь, и обсудим, нужно ли вам использовать флюс для пайки меди. Без лишних слов, давайте начнем!
Какой припой прилипнет к алюминию?
Ассортимент припоев и флюсов, которые вы можете использовать, сведен к минимуму при работе с алюминием. Вы не можете использовать все типы припоя для алюминия. Для работы с алюминием флюс должен содержать флорид цинка.
Что касается солдатиков, то они должны иметь высокое содержание олова. Оловянно-свинцовые припои хорошо работают с алюминием. Он хорошо работает с суперсплавом и алюминиевым сплавом.
Оловянно-свинцовый припой, такой как Indalloy 121 или большинство сплавов SAC, хорошо работает с алюминиевой фольгой. Чем выше содержание интерметаллида олово-алюминий, тем прочнее паяное соединение.
Вы умеете паять медь?
Медь можно паять, так как она имеет высокую температуру плавления. Свинцовые солдатики лучше всего работают с медью. Тем не менее, вы также можете использовать алюминиевые припои или припои Zinc Floride для пайки меди.
Как и любой другой металл, процесс пайки достаточно прост. Убедитесь, что медная трубка или трубка и припой чистые. Медь очень легко паять, так как она не плавится быстро.
Можно ли паять алюминий?
Можно паять алюминий. Но это немного сложнее, чем другие металлы. Алюминиевые сплавы имеют покрытие из оксида алюминия, которое реагирует на окружающую среду. Это усложняет работу с алюминием.
Вам нужен паяльник, способный работать с алюминием. Процесс пайки должен проходить быстро, чтобы не образовался слой оксида алюминия. Если алюминий сильно окислен, для его очистки может потребоваться ацетон или пескоструйная обработка.
Как припаять алюминий к медному проводу?
Возможна пайка алюминия медной проволокой. Медная проволока имеет гораздо более высокую температуру плавления, чем алюминий. Таким образом, вы можете поднять температуру паяльника так, чтобы он мог быстро расплавить алюминиевый припой, не повреждая медную проволоку.
Алюминий необходимо сначала очистить абразивным материалом, чтобы удалить окисление. После этого алюминий паять так же легко, как и любой другой металл.
Советы по пайке алюминия с медью
Следуйте этим советам, чтобы получить наилучшие результаты при пайке алюминия и меди.
Удалить окисление
Оба элемента должны быть чистыми, прежде чем пытаться их припаять. Вы должны удалить окисление металлов, чтобы устранить все частицы пыли, присутствующие в элементе.
Для пайки металлов используется абразивный металл. Если очистка не будет тщательной, паяное соединение будет непрочным и может сломаться.
Предварительный нагрев металлов
Алюминий имеет гораздо более низкую температуру плавления, чем медь. Приложите больше тепла к медной части, поскольку она сохраняет больше тепла, и немного тепла к алюминиевой части, поскольку она быстро плавится. Это позволит быстро нагреть оба металла до рабочей температуры.
Вы можете использовать пропановую горелку, чтобы сначала нагреть металлы перед тем, как приступить к паяльнику. Это даст вам лучший результат.
Нанесите флюс
Флюс помогает в процессе окисления и действует как очищающее средство. Он также течет в виде жидкости и позволяет легко паять металлы. Нанесите немного флюса на металлы, когда ваш паяльник нагреется и будет готов.
Обратите внимание, чтобы флюс не почернел во время работы. Почернение является признаком того, что вы применили избыточное тепло.
Охлаждение после пайки
Дайте достаточное время остыть паяному соединению и проверьте давление после того, как оно станет фантастическим. Если вы хорошо поработали, пайка будет существенной.
Вам нужен флюс для пайки алюминия?
Для пайки алюминия вам понадобится флюс. Но нужен правильный флюс. На рынке доступны специальные флюсы для пайки алюминия, предназначенные для пайки алюминиевых проводов.
Флюс, который работает на нержавеющей стали, не обязательно будет работать на алюминиевой пластине. Флюс для алюминиевого припоя обычно доступен в виде жидкости, геля или паяльной пасты.
Однако важно свести к минимуму использование флюса, когда вы припаиваете алюминий к электронике. Флюс также может вызывать коррозию и образовывать слабое паяное соединение. Механические свойства сплава отличаются от большинства других металлов.
Можно ли паять медь без флюса?
Медь можно паять без флюса. Но флюс всегда полезен, так как он очищает припой и увеличивает его текучесть. Отсутствие флюса затруднит припайку любого металла к меди.
Но поскольку у меди такая высокая температура плавления, вы можете установить высокую температуру в паяльнике при работе с медью. Вы всегда будете иметь лучший опыт работы с потоком, поскольку у вас будет больше контроля при его использовании.
Вы также сможете работать быстрее с флюсом. Однако нет необходимости использовать флюс при пайке меди. Без этого вполне можно обойтись.
Заключительные слова
Сварка и пайка раньше были решением при работе с алюминием. Но это уже не так. Пайка упростила работу с любым разнородным металлом.
При работе с любой металлической поверхностью убедитесь, что присадочный металл чистый. Независимо от того, работаете ли вы с серебряным припоем, драгоценными металлами, чугуном или даже нержавеющей сталью, это верно.
Мы надеемся, что советы, которыми мы поделились, помогут вам в дальнейшем работать с алюминием и медью.
Полное руководство. Преимущества перед сваркой
Пайка алюминия — популярный метод соединения металлов, который имеет ряд преимуществ по сравнению с другими видами сварки. Пайка — это форма факельной обработки, при которой два куска металла соединяются флюсом из цветных металлов с использованием газа, нагретого примерно до восьмисот градусов по Фаренгейту.
Почему пайка алюминия предпочтительнее сварки? Есть много преимуществ пайки алюминия, которые делают его лучшим выбором, чем сварка. The advantages of brazing include the following:
- Low cost of entry
- Novice metalworking skill required
- Relatively safe
- Works on a variety of alloys
- Portable and convenient
- Быстрый ремонт
- Универсальность
Если вы никогда не рассматривали пайку алюминия как метод металлообработки, у него есть много превосходных характеристик, которые делают его полезным навыком. Читайте дальше, чтобы узнать больше о том, как работает пайка алюминия и о ее преимуществах перед сваркой.
Содержание
Преимущества пайки алюминия
Пайка алюминия имеет много преимуществ по сравнению со сваркой и другими видами металлообработки. Вот некоторые преимущества пайки алюминия по сравнению со сваркой:
| №. | Benefits of Aluminum brazing |
| 1 | Low cost |
| 2 | Easy to use |
| 3 | Safe practice |
| 4 | works on multiple alloys |
| 5 | плавный процесс |
| 6 | быстрый ремонт |
- Низкая стоимость: Для сварки требуется много расходных материалов, таких как защитный газ, присадочная проволока и электричество, которые не нужны для пайки алюминия горелкой. В конечном итоге это приводит к гораздо более дешевому опыту металлообработки, поскольку стоимость защитных газов, таких как аргон и гелий, не является дешевой в зависимости от поставок.
- Простота использования: В отличие от установок для сварки TIG, которые могут быть несколько сложными для слесарей, поскольку они связаны с манипулированием расплавленной сварочной ванной, пайка горелкой является относительно несложным процессом. Это делает его отличным начальным навыком металлообработки по сравнению со сваркой MIG или TIG.
- Безопасная практика: В то время как пайка алюминия по-прежнему связана с высокой температурой, которая может привести к ожогу, пайка алюминия с помощью газовой горелки не требует работы с электричеством высокого напряжения. Это может сделать его фантастическим методом для слесарей, которым неудобно манипулировать напряжением на горелке TIG.
- Работает с несколькими сплавами: Пайка алюминия работает с любым сплавом алюминия или алюминиевым литьем, что делает этот метод полезным выбором для многих различных видов алюминиевых проектов.
- Гладкое, красивое соединение: В отличие от сварки (которая может оставить забрызганный или неровный сварочный шов, если ее выполняет начинающий сварщик), с пайкой, как правило, легче справиться, и в результате получается более ровное соединение с меньшим количеством точечной коррозии или неровностей.
- Быстрый ремонт: Пайка алюминия — это гораздо более быстрый метод соединения металлов, чем сварка TIG и другие виды сварки. Поскольку он имеет эквивалентную прочность этим другим навыкам металлообработки, это делает пайку алюминия хорошим вариантом для металлообрабатывающих работ, которые должны выполняться быстро или как часть сборочной линии.
Поскольку для начала работы требуется немного расходных материалов и обеспечивается качественное соединение при небольшой практике, пайка алюминия может стать отличной отправной точкой для начинающих слесарей, которые сначала увлекаются хобби , прежде чем они перейдут к покупке более дорогих материалов. Сварочное оборудование.
Обучение безопасной работе с горячим металлообрабатывающим оборудованием, таким как паяльная горелка, также может повысить уверенность в себе новых слесарей и стать отличным стимулом для использования более сложных методов металлообработки в будущих проектах.
Постоянное соединение
Существенным преимуществом пайки алюминия является то, что, как и сварка плавлением, пайка является отличным выбором для обеспечения постоянного соединения двух металлических деталей. Если пайка выполнена правильно, соединение должно быть таким же прочным, как два соединяемых куска металла.
Поскольку пайка пайкой может обеспечить прочное сплавление между частями металла так же быстро, как и сварка, она является популярным методом металлообработки, когда необходимо соединить две детали без потери прочности на растяжение в месте соединения.
Лучшие типы соединений для пайки алюминия
Некоторые типы соединений лучше подходят для пайки алюминия, чем сварка TIG и другие методы металлообработки, из-за конструкции соединения. The following joints are the best types for aluminum brazing:
- Lap
- Flange
- Tee
- Lock seam
Aluminum brazing is not typically recommended для шарфа или стыковых соединений. Это связано с тем, что между двумя соединениями недостаточно перекрытия, чтобы обеспечить прочную связь. Соединение внахлестку является наиболее распространенной формой паяного соединения алюминия .
Подходящие проекты для пайки алюминия
Основным преимуществом пайки алюминия является его универсальность , особенно в проектах домашних мастерских, где нельзя использовать более сложное, дорогое или высоковольтное оборудование, такое как сварочные аппараты TIG. Алюминиевая пайка особенно подходит для ремонта автомобилей или изготовления на заказ.
Вот некоторые области применения, которые хорошо подходят для пайки алюминия:
- Aluminum or cast-iron automotive cylinder heads (engine)
- Lines on automotive A/C systems
- Metal benches
- Automotive fuel tanks
- Automotive wheels/rims
- Aluminum boats
- Bicycle repair
Пайка алюминия имеет достаточно потенциальных применений дома и в мастерской, поэтому стоит инвестировать в навыки, даже если вы не изучаете какие-либо другие методы сварки. От ремонта сломанной металлической мебели для террасы до создания металлических скульптур — есть множество вещей, которые вы сможете делать, когда научитесь паять алюминий.
Является ли пайка алюминия такой же прочной, как сварка?
Пайка алюминия обычно такая же прочная или прочная, как сварные соединения, по нескольким причинам. Вот некоторые из причин, по которым пайка алюминия потенциально может обеспечить более прочное соединение, чем сварной шов:
- Более низкие температуры: Основные металлы при пайке алюминия поддерживаются при более низкой температуре, чем основные металлы, сплавляемые при сварке. , что позволяет им сохранять прочность на растяжение исходного материала, а не подвергаться неблагоприятному воздействию теплового повреждения.
- Меньше окисления: Поскольку алюминий можно паять при более низкой температуре, чем его можно сваривать, он менее подвержен высокотемпературному окислению, проблемам пористости и другим дефектам соединения, которые могут возникнуть в результате высокотемпературного сварка.
- Нет проблем с распределением тепла: Неравномерное нагревание алюминиевого сварного шва может повлиять на прочность получаемого соединения. Поскольку при пайке алюминия тепло не применяется к основному металлу, эта проблема с нагревом окружающей среды не является проблемой проектирования.
Хотя распространено заблуждение, что пайка не обеспечивает такое прочное соединение, как сварка, это заблуждение является мифом. Правда в том, что пайка обеспечивает соединение, по меньшей мере столь же прочное, как и основные металлы, а в некоторых конструкциях даже более прочное.
Пайка/сварка алюминия для начинающих >> Посмотрите видео ниже
Пайка алюминия против.
СваркаЕсть несколько уникальных свойств пайки, которые делают ее отличным навыком для слесаря. Вот способы, которыми пайка алюминия может быть предпочтительной сваркой:
- Можно соединять разнородные металлы: Пайка является оптимальным выбором для металлообработки при соединении двух металлов с очень разными температурами плавления. Основные металлы с разными точками плавления трудно плавятся из-за этого свойства, поэтому пайка твердым припоем решает проблему, исключая основные металлы из уравнения.
- Пайка алюминия может соединять металлы и керамику: Из-за относительно низкой температуры пайка алюминия является одним из способов включения керамики в металлические скульптуры или другие металлообрабатывающие изделия без повреждения керамики.
- Пайка сохраняет размеры готового изделия: В то время как сварка часто искажает размеры готовой сборки из-за сварного шва, пайка позволяет ввести наполнитель в шов, чтобы обеспечить гладкую поверхность и свести к минимуму искажение размеров. Для сборок, требующих точности до одной десятой миллиметра для инженерного успеха, такая точность имеет решающее значение.
- Пайка может использоваться для соединения тонкого металла с толстым: Высокое тепло, возникающее при сварке, трудно использовать при сварке листового металла, потому что сварщик может случайно прожечь основной материал. Пайка алюминия обеспечивает эффективное решение этой инженерной проблемы.
Металлообработка в основном связана с выяснением того, какие материалы можно успешно склеить без какой-либо потери прочности на растяжение в полученном соединении. Несмотря на привередливую химическую природу алюминия, другие его благоприятные свойства как металла делают его одним из лучших материалов для прикладной металлообработки.
Флюс для пайки алюминия
Флюс необходим для пайки алюминия, так же как и для сварки алюминия. Это связано с тем, что, хотя алюминий в твердом состоянии легкий и обладает сильными антикоррозионными свойствами, он сильно подвержен окислению при расплавлении в процессе пайки. Это может привести к превращению поверхностного алюминия в оксид алюминия и нитрид алюминия.
Для предотвращения этого окисления и загрязнения от поглощения атмосферного водорода, 9Алюминиевые присадочные стержни 0380 погружаются в флюс для пайки , который действует как химическая защита алюминия при его нагревании горелкой для пайки.
Флюс, используемый при пайке алюминия, обычно представляет собой смесь хлоридов натрия и калия. Уменьшение окисления и атмосферного загрязнения припоя имеет важное значение для предотвращения физических дефектов или проблем с прочностью соединения.
Методы пайки алюминия
Существует несколько различных способов использования алюминия для пайки. Вот некоторые из методов, используемых при пайке алюминия:
- Пайка алюминия с горелкой: Пайка с горелкой — это тип пайки алюминия, который чаще всего используется отдельными слесарями, и этот тип пайки наиболее легко используется любители и домашние мастера.
- Пайка алюминия в печи: Пайка в печи — это процесс пайки, который чаще используется в сложных производственных сборках, поскольку он позволяет одновременно соединять несколько соединений на металлической сборке для равномерного распределения тепла.
- Вакуумная пайка алюминия (бесфлюсовая пайка) загрязнение окружающей среды и приводит к чрезвычайно воспроизводимой сборке.
Тот факт, что пайка алюминия может использоваться как в домашних мастерских, так и на производственных предприятиях, делает ее одной из самых универсальных форм металлообработки в мире.
Принадлежности для пайки алюминия
По сравнению с другими видами сварки вам потребуется относительно немного материалов, чтобы начать пайку алюминия горелкой. Here are the supplies you’ll need:
- Base metal pieces
- Aluminum-specific brazing flux
- Aluminum brazing strips
- A brazing torch
- Welding helmet
- Welding gloves
- Welding apron
Наряду с необходимыми материалами вам также понадобится подходящая мастерская для проведения пайки. Лучшим вариантом является заземленный металлический сварочный стол в помещении мастерской, где нет легковоспламеняющихся или горючих материалов.
Узнайте больше о безопасности сварщиков — Здесь вы можете найти статью с нашего веб-сайта о средствах индивидуальной защиты для сварщиков — СИЗ | Список и требования
При выборе флюса и наполнителя обязательно прочитайте инструкции к вашим химикатам и убедитесь, что у вас есть подходящие материалы для работы. Замена неподходящего наполнителя или флюса из-за того, что вы не можете найти правильный, — верный способ испортить сустав. Помните, что в металлургии химические свойства имеют решающее значение для успешного результата.
Советы
Пайка алюминия является одним из самых простых операций по металлообработке, которым вы можете заняться, но есть еще несколько приемов, которые вы можете использовать, чтобы убедиться, что ваш проект по пайке алюминия получился именно таким, как вы задумали.
Следуйте этим советам для успешной пайки алюминия:
- Обеспечьте чистую поверхность без оксидов для пайки. Алюминий очень подвержен окислению и загрязнению из атмосферы. Это приводит к образованию покрытия из оксида алюминия на поверхности неблагородных металлов, которое необходимо счистить (вручную или химическим способом) перед выполнением пайки. Это связано с тем, что температура плавления оксида алюминия значительно выше, чем у чистого алюминия.
- Очистите соединенный узел после пайки, чтобы удалить флюс для пайки. Остаточный флюс для пайки может сделать окончательную сборку более подверженной коррозии, поэтому не забудьте охладить соединение в кипящей воде, как только пайка будет завершена. Другим вариантом очистки готовых паяльных узлов, кроме кипящей воды, является использование смеси азотной и плавиковой кислот.
- Держите горелку на низком уровне. Алюминий имеет низкую температуру плавления, поэтому небольшое количество тепла имеет большое значение. Не направляйте тепло горелки непосредственно на соединение — вместо этого позвольте естественному капиллярному действию наполнителя проникать в соединение в результате окружающего тепла горелки для пайки.
- Уменьшить зазор между основными металлами. Чем плотнее будет наполнитель между двумя частями основного металла, которые вы пытаетесь спаять, тем прочнее будет полученное соединение.
- Нанесите равномерный нагрев с помощью горелки для пайки. Чтобы обеспечить успешную пайку, важно убедиться, что оба куска основного металла нагреваются примерно с одинаковой скоростью, чтобы создать прочное соединение между ними.
Пайка алюминия требует некоторой практики, но чем более последовательно вы будете применять эффективные методы пайки, тем лучше будут получаться ваши соединения. Как и большинство технических навыков, работа с металлом — это то, в чем вы становитесь все более опытным, чем больше вы его применяете.
Безопасность
Пайка обычно считается безопасной формой металлообработки, но при использовании этого метода следует учитывать несколько рисков безопасности. Соображения безопасности имеют решающее значение не только для предотвращения травм при металлообработке, они также важны на производственном уровне для предотвращения потери производительности, штрафов OSHA и требований о компенсации работникам.
Несколько советов по безопасности при работе с паяным алюминием:
- Всегда используйте средства индивидуальной защиты (СИЗ): Для металлообрабатывающих работ, таких как пайка, это означает сварочные очки, сварочный шлем и сварочные перчатки. Хотя паяные изделия для металлообработки не имеют тенденции к разбрызгиванию, как при сварке, они по-прежнему связаны с температурами, которые могут сильно обжечь незащищенную кожу.
- Всегда помните о химических свойствах ваших материалов: Знание того, с какими металлами вы работаете, поможет вам лучше понять, какие вредные пары могут выделяться в результате воздействия высокотемпературного тепла. Убедитесь, что все детали из недрагоценных металлов абсолютно чистые, чтобы исключить неизвестные загрязняющие вещества, которые могут быть токсичными при вдыхании в виде аэрозоля.
- Всегда работайте в хорошо проветриваемом помещении: Существенным риском для здоровья слесарей, помимо ожогов, является поражение дыхательных путей опасными парами, которые являются побочным продуктом методов металлообработки. Обязательное выполнение пайки с вентиляцией может предотвратить вдыхание этих паров.
- Всегда устанавливайте датчики дыма и угарного газа: Независимо от того, какие ремесленные работы проводятся в вашей мастерской, вы должны убедиться, что мастерская защищена от возгорания или потенциального электрического пожара.
Пайка требует гораздо более низких температур, чем другие виды сварки, и не требует высокого напряжения. Это делает этот метод гораздо более безопасным для металлообработки, чем сварка TIG.
Однако не означает, что вы можете быть спокойны при работе с проектом пайки. Шестьсот градусов все равно шестьсот градусов, а ожог третьей степени причиняет такую же боль, независимо от того, получили ли вы его газовой горелкой или горелкой TIG.
Заключение
Пайка алюминия может быть отличным выбором для широкого круга проектов по металлообработке. Поскольку алюминий очень чувствителен к более высоким температурам, использование с ним техники низкотемпературной металлообработки может предотвратить многие проблемы, связанные с металлообработкой алюминия, такие как окисление и деформация.
Если вы новичок в металлообработке, изучение пайки алюминия может стать отличным способом окунуться в мир металлообработки.
Источники:
app.aws.org/wj/2000/09/0015/
californiabrazing.com/vacuum-aluminum-brazing-what-matters-most/
Superiorflux.com/aluminum-flux/
Рекомендуемая литература
Можно ли приваривать припой? 4 причины, почему вы не должны
В чем разница между пайкой пайкой и сваркой? | Когда использовать?
Ремкомплект для пайки алюминия Solderweld | МакКомбс Поставка Ко
69,75 долларов США 69,75 долларов США
- Артикул:
- SW-ACRTC
- СКП:
- 859574007379
Товар Описание
SolderWeld Артикул SW-ACRTC
Все, что вам нужно для пайки алюминия с алюминием и алюминия с медью, в одном удобном для переноски и удобном для хранения техническом чехле.
Включает:
- Чистящая тряпка Алюминиевые ремонтные стержни Alloy Sol
- . 5 палочек X.09Диаметр 3 дюйма, длина 8 дюймов
- Флюс Alloy Sol для пайки алюминия
- Al-Cop Braze (прутки для пайки алюминия и меди). 5 палочек диаметром X.093 дюйма x длиной 8 дюймов
- Проволочная щетка
- Камуфляжная сумка
Достаточно места для добавления инструментов, необходимых для быстрого выполнения работы
Товар Отзывы 908:00
Будь первым, кто напишет обзор!
SolderWeld
SolderWeld SW-ACRTC Техническая сумка для ремонта алюминиевой катушки, камуфляж
Рейтинг Обязательно Выберите рейтинг5 звезд (лучший)4 звезды3 звезды (средний)2 звезды1 звезда (худший)
Имя
Эл.