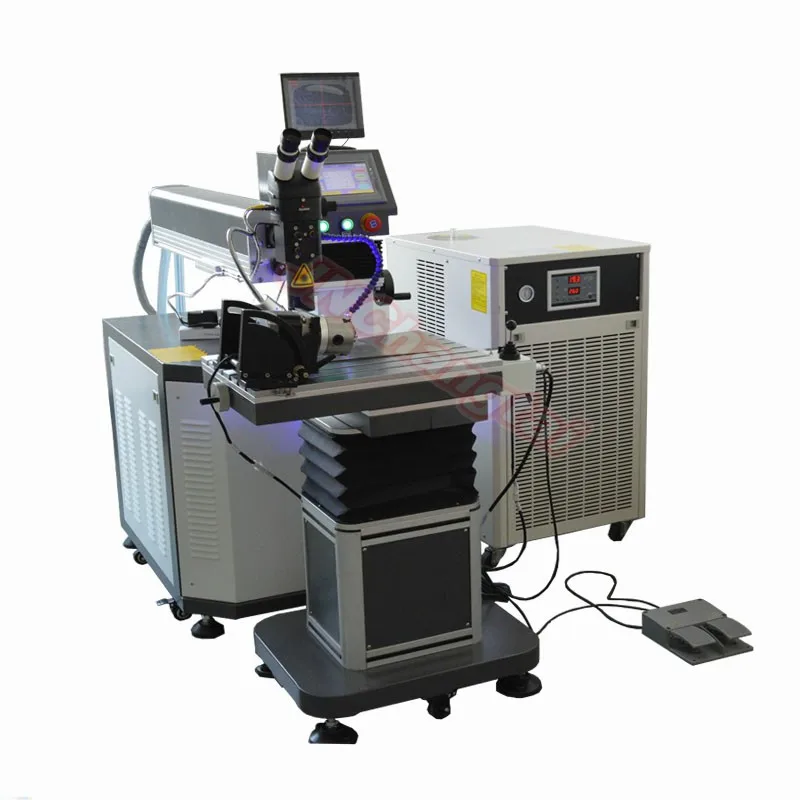
Система ручной лазерной сварки IPG LIGHTWELD 1500
- LightWeld значительно повышает скорость сварки, проще в освоении и эксплуатации и обеспечивает более качественные и стабильные результаты без деформаций, подрезов или прожогов для более широкого диапазона материалов и толщин, чем традиционные типы сварки MIG или TIG. Значительно сокращена зона термического влияния при сварке, а также, необходимость в традиционном шлифовании или полировке после обработки, что повышает производительность процесса сварки при уменьшении количества брака и более низкой стоимости детали.
Модель IPG LIGHTWELD 1500
Поставщик: IPG
Общая информация о лазерной сварке LIGHTWELD 1500
- Цеха металлообработки
- Автомастерские
- Обслуживание и ремонт
- Строительство и трубопроводы
- Транспортное машиностроение и авиакосмическая отрасль
Опции, описания
Высокая скорость
До 4-х раз быстрее, чем традиционные методы , что повышает производительность и снижает стоимость сварных деталей.
Высокое качество
Стабильный процесс сварки толстых, тонких и отражающих металлов без деформаций, подрезов и прожогов при минимальной зоне термического влияния.
Лёгкость в использовании
Простота настройки, освоения и эксплуатации при стабильно высоком качестве сварных швов.
Расширенная номенклатура металлов
Металлы с разной толщиной, ультратонкие детали, сварка меди, сплавы с низкой и высокой электропроводностью.
Сварка с оссцилированием луча (Wobble)
Дополнительное уширение сварного шва до 5 мм — расширяет возможности лазерной сварки и улучшает внешний вид шва.
Безопасность оператора
Обеспечивается многоуровневыми датчиками и блокировками системы безопасности.
|
Панель управления Мощность лазера до 1500 Вт легко регулируется для быстрого выбора оптимальных параметров сварки металлов различных толщин. |
|
|
Четко обозначенные коннекторы на задней стенке делают старт работы с Системой быстрым и легким. Лазерное волокно доставки, газ и управление инструментом объединены в 10-метровом кабеле. Просто подключите шнур питания и газовую магистраль, прикрепите клемму заземления к обрабатываемой детали и система готова к работе. Подключение к Ethernet обеспечивает дистанционное управление с возможностью точной настройки и сохранения параметров процесса. |
|
|
Ручной сварочный пистолет Ручной сварочный пистолет компактен, эргономичен и зарекомендовал себя как самый удобный, хорошо сбалансированный и простой в использовании. |
|
|
Безопасность при работе LightWeld это лазерная система класса IV, для безопасной эксплуатации которой предусмотрены необходимые меры предосторожности. ВСТРОЕННЫЕ ФУНКЦИИ БЕЗОПАСНОСТИ:
|
 Наличие 50 предустановленных и заданных пользова-телем технологических режимов позволяет легко обучить начи-нающих сварщиков в течение нескольких часов. Возможность выбора режимов с высокой пиковой мощностью до 2500 Вт ещё больше расширяют возможности сварки.
Наличие 50 предустановленных и заданных пользова-телем технологических режимов позволяет легко обучить начи-нающих сварщиков в течение нескольких часов. Возможность выбора режимов с высокой пиковой мощностью до 2500 Вт ещё больше расширяют возможности сварки. Небольшой вес и встроенная функция качания луча (Wobble) позволяет операторам варить высококачественные сварные швы в течении всей рабочей смены с безопасным включением лазера с помощью 2-ступенчатого выключателя.
Небольшой вес и встроенная функция качания луча (Wobble) позволяет операторам варить высококачественные сварные швы в течении всей рабочей смены с безопасным включением лазера с помощью 2-ступенчатого выключателя.
В КОМПЛЕКТЕ:
- Базовый блок с воздушным охлаждением
- Лазерный сварочный пистолет IPG с кабелем длиной 5 м (опция — 10 м)
- Клемма контакта с деталью
- Руководство по подключениюи эксплуатации
Технические характеристики лазерная сварка LIGHTWELD 1500
| |||||||||||||
Продажа лазерная сварка – пожалуйста, уточняйте наличие товара на складе. Информация о лазерной сварке размещенная на этом сайте не является публичной офертой.
Информация о лазерной сварке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 16.06.2021 11:13, дата последнего изменения 13.07.2021 15:22.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
преимущества и недостатки, резка своими руками, какие виды аппаратов и установок бывают? – Термическая сварка на Svarka.guru
В производстве очень важным процессом является сварка. Такой аппарат, где лазер используется как энергетический источник, называется лазерная сварка, которая применяется для соединения одинаковых и разнородных металлов. Это наиболее современный способ для сварки металлических частей, который в последние годы все больше привлекает к себе внимания.
Такая сварка была создана в 60-е годы ХХ века. Плюс излучения лазера – высокое скопление энергии. Это позволяет соединить различные металлы и сплавы толщиной от микрометра до одного сантиметра.
Плюс излучения лазера – высокое скопление энергии. Это позволяет соединить различные металлы и сплавы толщиной от микрометра до одного сантиметра.
Лазерное излучение создает сварной шов таким способом: наводится в фокусирующую систему, где преобразуется в меньший пучок, поглощает, нагревает и расплавляет свариваемые материалы. Для фокусировки энергии в сварке лазером используются направляющие зеркала.
Микросварка соединяет материал толщиной до 100 мкм, мини-сварка проплавляет на глубине от 0.1 до 1 мм, макросварка способна спаять детали толщиной более 1 мм. В зависимости от положения деталей и лазерного луча, схема спайки может быть:
- встык;
- внахлест;
- угловая;
- прочие варианты.
Технология лазерной сварки
Световой поток, генерируемый лазером, отличается монохромностью. Все волны потока, в отличие от солнечного спектра, имеют равные длины волн. Это облегчает управление потоком с помощью фокусировки линзами и отклонения призмами. В лазере возникает явление волнового резонанса, что многократно увеличивает мощность пуска.
В лазере возникает явление волнового резонанса, что многократно увеличивает мощность пуска.
Принцип действия лазерной сварки базируется на поглощении энергии пучка лазера металлом в рабочей зоне. При этом происходит сильный локальный нагрев.
Технология сварки лазером напоминает технологию газовой сварки. Подготовительные операции заключаются в механической обработке и химическом обезжиривании зоны соединения. Далее луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации.
Схема лазерной сварки
После кристаллизации шов проводится зачистка шва от окалины и шлаков.
Лазерная сварка позволяет получить однородный, прочный и долговечный шов.
Область применения
Наибольшая эффективность сварки наблюдается у изделий с толщиной до 10 мм. Метод не получил широкого распространения по экономическим причинам, поскольку стоимость установки и дополнительного оборудования находится на высоком уровне.
Такая обработка используется в тех случаях, когда другие виды сварки применить невозможно и требуется точное сохранение конструкции детали после всех манипуляций. Концентрированное воздействие энергетическим лучом гарантирует минимальное изменение свойств и геометрии изделия. Это отличное решение для соединения сложно свариваемых металлов , при этом присадки, вакуумные камеры и другие дополнительные элементы не нужны.
Условия и методы проведения процесса
Для достижения высокой мощности луча необходима его фокусировка. Она проводится в ходе серии последовательных отражений от переднего и заднего полусферических зеркал. Когда интенсивность пучка превышает пороговое значение, он проходит через центр переднего зеркала и далее, через систему направляющих призм, к рабочей зоне.
Лазерная сварка металлов может проводиться при различном взаиморасположении соединяемых заготовок. Глубину проплавления металла в рабочей зоне можно регулировать в широком диапазоне — от поверхностного до сквозного. Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Способ позволяет сваривать как детали из тонкого листового проката, так и сложные профили и детали большой толщины.
Различают следующие виды процесса:
- В стык. Проводится без присадочных материалов и флюсовых порошков в защитной газовой атмосфере.
- Внахлест. Свариваемые кромки накладываются одна на другую. Требуется обеспечить прижим заготовок друг к другу.
Лазерная сварка в стык
Компактные аппараты бытового класса позволяют проводить лазерную сварку своими руками.
Техническая особенность
Лазерная сварка возникла по разработкам Басова Н.Г., Таунса Х., Прохорова А.М. Специалистам удалось получить аппараты импульсного и постоянного действия. К их достоинствам относится повышенная концентрация энергетического луча.
Процесс плавления осуществляется на высокой мощности, что позволяет обрабатывать разнородные металлы толщиной до нескольких сантиметров.
Технические особенности:
- большая скорость плавления;
- сохранение свойств и геометрии;
- минимальный показатель остаточных напряжений;
- отсутствие необходимости в присадочных материалах и специальных камер с защищенной средой.
Точность лазерной сварки позволяет обрабатывать изделия сложной конфигурации.
Эти нюансы делают этот вид сварки одним из передовых на современных предприятиях. К недостаткам относится стоимость установки, для некоторых изготовителей покупка является нерентабельным.
Аппараты лазерной сварки металлов
Для проведения точечной или сплошной лазерной сварки необходимо:
- лазер с источником питания ;
- блок оптической фокусировки;
- механизм перемещения луча в рабочей зоне;
- приспособления для подачи инертных газов для защиты рабочей области.
По конструкции активного излучателя все аппараты лазерной сварки разделяют на два типа:
- газовые;
- твердотельные.


Аппарат для лазерной сварки ЛТА4-1
Аппарат для лазерной сварки ЛТСК435-20
Оба типа могут работать как в импульсном, так и в непрерывном режиме.
Как сделать лазерный резак для гаража
Многие интересуются, как сделать лазерную сварку самостоятельно? Поскольку оборудование достаточно дорогое и его может себе позволить не каждый можно попробовать самому изготовить простой режущий аппарат с использованием лазера. При помощи него можно будет вырезать разнообразные узоры на прочных сталях, разрезать металлические компоненты или соединять простые стальные изделия.
Для изготовления потребуется лазерная указка. Также будут нужны дополнительные компоненты:
- фонарик, который работает на батарейках;
- старый DVD-ROM, из которого нужно будет извлечь матрицу с лазерным приводом;
- паяльник и отвертки для закручивания.
На начальном этапе необходимо провести полную разборку привода старого дисковода для компьютера. Именно из него нужно извлечь прибор. Все следует делать осторожно и аккуратно, что не повредить основное устройство. Привод дисковода должен быть пишущим.
Все следует делать осторожно и аккуратно, что не повредить основное устройство. Привод дисковода должен быть пишущим.
После вынимается диод красного цвета, именно он прожигает диск во время записи информации на него. При помощи паяльника распаиваются крепления диода. Этот элемент очень чувствительный, его не нужно бросать.
Далее разбирается лазерная указка, как это делается можно посмотреть по видео в интернете. Диод из указки заменяется красной лампочкой из привода. Корпусная часть делается из фонарика. А аккумуляторные батарейки будут нужны для запитки лазерного резака.
Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.
Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.
За счет чего происходит сваривание лазером?
Лазерная сварка — это процесс расплавления кромок металла специальным лучом. Последний получается от источника света, в котором возбужденные атомы излучают фотоны — точные копии своих прототипов, не поглощая их. Разница энергии между уровнями этих атомов усиливает свет. Это явление называется индуцированное излучение.
Полученный узконаправленный поток преобразованного света отличается постоянной длинной волны и заданным колебанием векторов (поляризацией). Именно им возможно плавить кромки металлов. Такое свечение может подаваться в зону сварки импульсно, когда сила энергии достигает пика, или же постоянно, но с меньшей силой воздействия.
Именно им возможно плавить кромки металлов. Такое свечение может подаваться в зону сварки импульсно, когда сила энергии достигает пика, или же постоянно, но с меньшей силой воздействия.
Для концентрации и направления луча используется специальная оптика, состоящая из прозрачных и полупрозрачных зеркал. Сварка может происходить за счет расплавления кромок материала, либо с добавлением присадочной проволоки. В гибридных версиях сварки присадочный материал может создавать еще и электрическую дугу, плавящую кончик проволоки, которую сфокусированный пучок энергии лазера укладывает в шов. Защищает сварочную ванну инертный газ, которым в этом случае выступает гелий и его смеси с аргоном. На видео заметны все основные элементы процесса: источник излучения, канал для подачи проволоки с боку, сопло для продувки газом.
Аппараты с элементами на основе газовой среды
Установки с газообразным активным телом потребляют более высокое напряжение, и позволяет развивать большую мощность — до десятков киловатт. Лампа накачки облучает в таких приборах не твердотельный стержень, а газовую смесь в колбе. Для смеси используют углекислый газ, азот и гелий. Она находится под давлением в несколько атмосфер. Два (или более) электрода периодически инициируют электрический разряд в газовой смеси. Импульс так же усиливается многократным отражением от торцевых зеркал. Когда интенсивность достигает порогового значения, когерентный импульс проходит через полупроницаемое зеркало и сквозь оптическую систему направляется в рабочую зону.
Лампа накачки облучает в таких приборах не твердотельный стержень, а газовую смесь в колбе. Для смеси используют углекислый газ, азот и гелий. Она находится под давлением в несколько атмосфер. Два (или более) электрода периодически инициируют электрический разряд в газовой смеси. Импульс так же усиливается многократным отражением от торцевых зеркал. Когда интенсивность достигает порогового значения, когерентный импульс проходит через полупроницаемое зеркало и сквозь оптическую систему направляется в рабочую зону.
Схема аппарата с элементом на основе газовой среды
Газовые установки работают с длинами волны около 10 микрон. Практический коэффициент полезного действия доходит до 15%
Виды лазеров
Лазерная сварка алюминиевых сплавов, меди, нержавейки и других металлов, материалов может осуществляться разными лазерами. Устройства бывают твердотельного и газового вида. Каждый тип выбирается в соответствии с целью применения оборудования. Но при этом не стоит забывать про важные характеристики каждого вида.
Твердотельный
Лазерная сварка меди, алюминия, нержавейки, серебра, пластмассы и даже стекла осуществляется твердотельным лазером. Для нее необходим главный компонент — рубиновый стержень, также он может быть выполнен из стекла с неодимом. Обычно этот элемент находится внутри осветительной камеры.
В момент, когда в камеру с определенной частотой подается свет с большой мощностью, в кристалле в этот момент возникает возбуждение атомов. Все это приводит к излучению света, которое имеет волны с одинаковой длиной. Торцевые части стержневого элемента состоят их отражающих зеркал. Одно из них является частично прозрачным. Через него выходит энергия в виде лазерного излучения.
Стоит отметить! Лазеры твердотельного вида имеют небольшую мощность. Этот показатель может варьироваться от 1 до 6 кВт.
Газовый
Лазеры газового типа считаются более мощными и производительными устройствами, в который в качестве активного тела выступает газовая смесь. Однако лазерная сварка титана, меди, алюминия, нержавейки, которая проводится с использованием данных приборов, имеет важные особенности:
Однако лазерная сварка титана, меди, алюминия, нержавейки, которая проводится с использованием данных приборов, имеет важные особенности:
- Прокачивание газа из баллонов производится насосом. Для этого применяется газоразрядная труба.
- Между электродами возникает разряд электрического тока, который вызывает энергетическое возбуждение газовой смеси.
- В торцевых зонах газоразрядной трубы имеются специальные зеркала, через которые пропускаются лучи лазера.
- При выполнении лазерной сварки оправ, кузова автомобиля и других изделий электроды соединяются с источником питания.
- Процесс охлаждения лазерных устройств проводится водяной системой.
Но все же у газовых устройств имеется существенный недостаток — большие габариты. А вот лазерные агрегаты, имеющие поперечную прокачку газа, обладают небольшими размерами. Общие мощностные показатели оборудования начинаются от 20 кВт и выше. Благодаря этому может производиться сваривание металлов с толщиной до 2 см на скорости до 60 метров в час.
Лазерная сварка серебра, меди, алюминия, титана, нержавейки и других металлов производится в атмосферных условиях. Для нее необходим вакуум, но при этом должна быть защита расплавленного металла от влияния воздуха. Для этого используются газы, обычно аргон. В связи тем, что наблюдается высокая тепловая мощность луча на поверхности свариваемого элемента, происходит усиленное испарение металла. Пары ионизируются, в результате этого возникает рассеивание и экранизация лазерного луча.
Лазерная сварка стекла, пластмасс и изделий из разных металлов, во время которой применяются газовые смеси, характеризуется тем, что в область сваривания помимо защитного газа проникает плазмоподавляющий газ. В качестве него применяется гелий, который намного легче аргона, он не будет рассеивать лазерный луч. Для упрощения процесса многие опытные сварщики часто применяют комбинированные газовые смеси, которые обладают плазмоподавляющими и защитными свойствами.
Особенности газодинамических лазеров
Газодинамические агрегаты обладают высокими мощностными показателями. В качестве активного тела выступает окись углерода. Она нагревается до 3000 К и пропускается через сопло Лаваля. На выходе из сопла наблюдается быстрое снижение давления, и постепенное охлаждение газовой смеси.
В качестве активного тела выступает окись углерода. Она нагревается до 3000 К и пропускается через сопло Лаваля. На выходе из сопла наблюдается быстрое снижение давления, и постепенное охлаждение газовой смеси.
Особенности работы с тонкостенным металлом
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна. В импульсном режиме сокращают длительность импульса и повышают их скважность.
Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Возможные дефекты шва
На производствах часто проводятся тесты по лазерной сварке, которые позволяют предотвратить возможные дефекты швов. Но все же даже правильная подготовка не всегда защищает от деформаций, непроваров и других неприятных ситуаций.
Выделяют следующие дефекты лазерной сварки:
- Непроваривание шва.
- Образование пор и трещин.
- Наплывы, кратеры, сварные раковины.
- Посторонние включения.
- Прожоги.
Данные явления часто образуются при несоблюдении технологии. Сварщик обязательно должен правильно выставлять настройки в оборудовании в зависимости от свариваемого металла. Кроме этого он должен четко контролировать процесс и следить за движением лазерного луча по свариваемой области.
Лазерная сварочная технология — востребованный метод соединения разных металлов, а также изделий из стекла, пластика и драгметаллов, который позволяет получить качественное и прочное соединение. Но все же перед тем как к нему приступать, необходимо тщательно рассмотреть важные особенности, принципы технологии, от которых зависит итоговый результат. Кроме этого чтобы процесс был проведен правильно, обязательно нужно иметь опыт и навыки.
Но все же перед тем как к нему приступать, необходимо тщательно рассмотреть важные особенности, принципы технологии, от которых зависит итоговый результат. Кроме этого чтобы процесс был проведен правильно, обязательно нужно иметь опыт и навыки.
Различия в технологии для разных металлов
Существуют отличия в технологическом процессе для различных металлов и их сплавов.
При сваривании заготовок из стали требуется провести механическую зачистку от ржавчины и других загрязнений. Детали должны быть тщательно обезжирены и высушены. Присутствие в зоне шва влаги может привести к повышенной гидратации материала шва и снижению его прочности и долговечности.
Аналогичная механическая подготовка и обезжиривание требуется для большинства цветных металлов и сплавов.
Нержавеющие сплавы сваривать допускается только встык. Нахлест может привести к возникновению тепловых напряжений в материале.
Благодаря высокой скорости ведения луча в рабочей области не успевают образоваться окислы. Это позволяет сваривать нержавеющие и титановые сплавы без применения флюсовых порошков и атмосферы защитных газов. Эта уникальная способность делает лазерный метод незаменимым при сваривании особо ответственных конструкций атомной, аэрокосмической и оборонной индустрии.
Это позволяет сваривать нержавеющие и титановые сплавы без применения флюсовых порошков и атмосферы защитных газов. Эта уникальная способность делает лазерный метод незаменимым при сваривании особо ответственных конструкций атомной, аэрокосмической и оборонной индустрии.
Как можно усилить самодельный лазер?
Чтобы сделать своими руками более мощный лазерный резак для работы по металлу, нужно использовать приборы из следующего списка:
DVD-RW привод, нет разницы рабочий или нет;
100 пФ и мФ – конденсаторы;
2-5 Ом резистор;
3 шт. аккумуляторные батареи;
паяльник, провода;
коллиматор;
стальной фонарь на светодиодных элементах.
Сборка лазерного резака для ручной работы происходит по следующей схеме.
ВАЖНО ЗНАТЬ: 2 способа заточки ножниц по металлу
С применением указанных приборов происходит сборка драйвера, впоследствии он посредством платы сможет обеспечивать лазерному резаку определенную мощность.
При этом к диоду ни в коем случае нельзя подсоединять электропитание напрямую, так как диод сгорит. Также нужно принять во внимание, что диод должен брать подпитку не от напряжения, а от тока.
В качестве коллиматора используется корпус, оснащенный оптической линзой, за счет которой будут скапливаться лучи.
Данную деталь легко отыскать в специальном магазине, главное, что в ней присутствует паз для установки диода лазера. Цена данного устройства небольшая, примерно составляет 3-7$.
Кстати, лазер собирается так же, как и вышерассмотренная модель резака.
В данном случае рекомендуется применять специальные браслеты, которые позволят убрать с диода статическое напряжение.
В качестве антистатического изделия также может применяться проволока, ею обматывают диод. После чего можно приступать к компоновке драйверного устройства.
После чего можно приступать к компоновке драйверного устройства.
Прежде чем перейти к полной ручной сборке лазерного резака, нужно проверить работоспособность драйвера.
Сила тока замеряется с помощью мультимера, для этого берут оставшийся диод и проводят измерения своими руками.
С учетом скорости тока, подбирают его мощность для лазерного резака. К примеру, у одних вариантов лазерных устройств сила тока может равняться 300-350 мА.
Видео:
У других, более интенсивных моделей, она составляет 500 мА, при условии использования другого драйверного устройства.
Чтобы самодельный лазер выглядел более эстетично, и им можно было удобно пользоваться, для него нужен корпус, в качестве которого вполне может использоваться стальной фонарик, функционирующий на светодиодах.
Как правило, упомянутый прибор наделен компактными размерами, которые позволят поместиться ему в кармане. Но во избежание загрязнений линзы, заранее нужно приобрести или сшить своими руками чехол.
Ручная сварка
Технический прогресс последних лет позволил создать компактный аппарат для ручной лазерной сварки. На рынке представлено множество моделей с различными параметрами и функциональностью.
Они позволяют провести:
- починку малогабаритных и миниатюрных конструкций;
- точечную сварку;
- наплавочные операции;
- ремонт небольших пресс-форм;
- пайку электронных компонентов;
- дезинфекцию медицинских изделий.
Ручная сварка
Стоимость таких аппаратов все еще значительная. Окупится он при условии большого объема работ.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.

В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Плюсы и минусы лазерной сварки
Основные достоинства метода следующие:
- ограниченная зона нагрева снижает риск коробления материала;
- при использовании гибких световодов возможна работа в узкостях и труднодоступных местах;
- сварочный аппарат без дополнительных модификаций применим для резки конструкций и раскроя листового металла;
- исключительное качество и долговечность швов;
- высокая производительность;
- отсутствие расходных материалов.
Минусы, как и у любой действующей технологии, также присутствуют:
- высокая стоимость аппарата;
- малый коэффициент полезного действия;
- высокие требования к образованию и опыту работника.
В конечном счете, сопоставляя преимущества и недостатки сварки лазером, все больше предприятий и даже небольших мастерских принимают решение о переходе на новую технологию.
Преимущества и недостатки
Актуальность данной методики заключается в наличии большого количества преимуществ. К ним относятся:
- Точная концентрация энергии, за счет чего удается получить изделия высокого качества, причем размер деталей может быть незначительным по радиусу.
- Высокопроизводительные газовые установки позволяют проплавлять узкие швы, что уменьшает область термического действия и уменьшает степень деформации и поверхностного напряжения.
- Сварочные работы проводятся лазером, расположенном на некотором расстоянии от рабочей зоны, что является экономически выгодным решением.
- Оптоволокно и система зеркал дает возможность корректировать положение, что позволяет выполнять сварочные работы любой сложности, например, для труб большого диаметра.
- Одновременно можно скреплять несколько деталей за счет расщепляющих призм.
К негативным качествам лазера относится высокая стоимость оборудования, поэтому такой вариант подходит исключительно для крупных предприятий.
Используемое оборудование
Несмотря на различные габариты и мощность, оборудование для лазерной сварки относится к одному из основных типов: с твердым или с газообразным рабочим телом. Они различаются лишь методом возбуждения светового излучения. С металлом оба типа станков лазерной сварки работают одинаково.
Твердотельные установки
Такие приборы чаще используются в режиме непрерывного излучения. Они характеризуются более высокими рабочими частотами и ограниченным КПД и мощностью. Твердотельные агрегаты чаще используют для сваривания малогабаритных и тонкостенных изделий.
Импульсный твердотельный лазер
Газовые аппараты
Если требуется соединять заготовки большой толщины, применяют устройства с газообразным рабочим телом. Излучение возбуждается в газовой среде электрическим разрядом. Такие аппараты сваривают детали до 20 миллиметров. Такой способ позволяет достичь высоких мощностей в луче и более высоких значений КПД. Однако устройство прибора более сложное, в нем используется хрупкая стеклянная колба.
Газовый лазер
Классификация по признакам
По энергетическим
Методы сварки лазером классифицируют по нескольким признакам. Разновидность отличаются по техническим характеристикам и экономическим аспектам. Эти особенности учитываются при выборе конкретной установки.
Каждый вид различается плотностью мощности. Проводится процесс при Е=1-10 МВт/см2. Если уменьшить этот показатель, то другой вид сварки будет более экономически пригодным, к одному из таких относится электродуговая. Применяют три главных режима, которые отличаются по нескольким параметрам:
- t>10-2 c, Е=1-10 МВт/см2. Данный режим подразумевает под собой применение лазеров непрерывного действия. Он подходит для обработки сталей конструкционного типа.
- t<10-3 c, Е=1-10 МВт/см2. Эта разновидность использует установки импульсно-периодического вида. Комбинация высокой мощности и продолжительности процесса действует на металлы с меньшим расходом энергии, в сравнении с предыдущим видом.
- t=10-3 -10-2 c, Е=1-10 МВт/см2. Для режима также применяется импульсно-периодическая установка, он подходит для обработки материала незначительной толщины.

Схема рабочей области включает в себя несколько важных элементов. Лазерный луч выходит из сопла, присадочная проволока обеспечивает усиление шва, а защитный газ противостоит негативным условиям окружающей среды.
Рациональный метод выбирается по конкретным условиям, что позволит получить желаемый результат с минимальными экономическими затратами.
Важно! Режимы сварки конструкционных сталей лазером выбираются индивидуально, это напрямую зависит от конкретных условий и поставленных задач.
По экономическим
Первым экономическим аспектом считается скорость сваривания. Он регулирует производительность. Использование лазерных установок непрерывного типа осуществляется на скоростных режимах, которые в 15 раз интенсивнее, чем у простых видов сварки.
Следующий экономический фактор – сокращение затрат металла. Например, обработку детали толщиной 30 мм реализуют за 1 проход без подготовительных мероприятий и использования присадок. Для сварки ручного вида требуется пару заходов.
Например, обработку детали толщиной 30 мм реализуют за 1 проход без подготовительных мероприятий и использования присадок. Для сварки ручного вида требуется пару заходов.
Концентрированный лазерный луч локального действия – это последний фактор. Благодаря такому действию есть возможность получить сварное закрепление в области с небольшой площадью и сложно доступных местах.
По технологическим
По первому сварка лазером разделяется на метод небольших толщин и обработку глубокого действия. Последнюю разновидность, как правило, используют без присадок, хотя для улучшения степени проплавления и повышения качества свариваемости в зону воздействия подают присадочный материал.
Глубокое проплавление реализуют в защищенной среде.
Объекты незначительной толщины сваривают установками непрерывного и импульсно-периодического типа. Первые хорошо себя зарекомендовали в шовной сварке, а вторые – для точечной.
Присадки и специальную среду использовать не обязательно, поскольку на проплавление малых толщин они не оказывают большого влияния. Обработку проводят в газовой среде, если нужно уменьшить вероятность окисления швов.
Обработку проводят в газовой среде, если нужно уменьшить вероятность окисления швов.
Аппарат лазерной сварки LBW Professional
Микроскоп наблюдения и позиционирования системы, увеличение в 10 раз.
Особенно подходит для ювелирной промышленности и производства зубных протезов, а также для ремонта головки гольфа.
Аппарат можно применять для сварки различных металлов, таких как титан, никель, олово, цинк, медь, алюминий, хром, висмут, золото, серебро и т. д., а также из одинаковых материалов из стали, кованого сплава и т.
 д.
д.Сварка между различными разнородными металлами, такими как медь-никель, никель-титан, медь-титан, латунь-медь, низкоуглеродистая сталь-медь.
Об оплате
Оплата производится за наличный и безналичный расчет. Размер предоплаты варьируется и зависит от выбранного оборудования и его характеристик. Окончательный расчет производится в момент поступления груза на склад транспортной компании в городе покупателя.
О доставке:
Доставка осуществляется транспортными компаниями на ваш выбор:
ПЭК, Деловые линии, Энергия и др.
Сроки и стоимость доставки рассчитываются индивидуально в зависимости от региона и выбранной ТК. Мы всегда предложим самый оптимальный и экономный вариант отправки груза. Оборудование помещается в жесткую упаковку и страхуется на всю стоимость груза на время транспортировки.
Пуско-наладка:
Наш инженер приедет на ваш объект для пуско-наладочных работ, либо поможет сделать это самостоятельно дистанционно
Тех. поддержка:
После оплаты Вы получаете техническую поддержку на весь срок службы станка
Эффективный чпу лазерной сварки для высочайшей точности Local After-Sales Service
Alibaba.com предлагает широкий выбор доменов. чпу лазерной сварки для удовлетворения любых производственных потребностей. Эти. чпу лазерной сварки значительно ускоряют традиционный процесс сварки, а также обеспечивают непревзойденную точность. Эти элементы идеально подходят для любых ремонтных работ, требующих концентрированного тепла, и отлично подходят для соединения металлов, в частности .. чпу лазерной сварки также имеют ряд специализированных применений, особенно в отраслях, требующих сложных работа, например, в ювелирной промышленности.чпу лазерной сварки, предлагаемые на Alibaba.com, могут быть ручными, полуавтоматическими или полностью автоматическими. Они идеально подходят для использования в крупных отраслях промышленности, где чрезвычайно важна чрезвычайно быстрая обработка. чпу лазерной сварки не вызывают каких-либо структурных повреждений или ослабления, поскольку тепло передается крайне локализованным образом. Они не вызывают каких-либо изменений в структурном составе металла, кроме тех, для которых они используются. В дальнейшем,. чпу лазерной сварки невероятно удобны для завершения процесса ремонта или создания, поскольку они сокращают потребность в дополнительных процессах для завершения продукта.
чпу лазерной сварки представляют собой универсальное решение, и их нужно применять только один раз, чтобы устранить проблему. чпу лазерной сварки доступны в различных вариантах в зависимости от масштаба, в котором они будут использоваться.
Выберите эти соблазнительные. чпу лазерной сварки с Alibaba.com и выведите свою работу на новый уровень. чпу лазерной сварки поставщики, скорее всего, захотят покупать оптом. Воспользуйтесь привлекательными предложениями и скидками на эти товары и ощутите высокую производительность.
 Хотя их можно использовать для тонкой работы, например для ювелирных изделий, требующих сварных швов с точностью до нескольких миллиметров, их также можно использовать на железных дорогах, где сварные швы могут покрывать несколько метров. чпу лазерной сварки создают точную геометрию и даже работать с материалами, на которых традиционная сварка невозможна.
Хотя их можно использовать для тонкой работы, например для ювелирных изделий, требующих сварных швов с точностью до нескольких миллиметров, их также можно использовать на железных дорогах, где сварные швы могут покрывать несколько метров. чпу лазерной сварки создают точную геометрию и даже работать с материалами, на которых традиционная сварка невозможна. Оборудование для сварки лазером GN H-1000W LASER
Ручной лазерный сварочный аппарат GN LASER оснащен новейшим волоконным генератором для лазерной сварки и оснащен независимой головкой для качающейся сварки R&D. Он обладает такими преимуществами, как высокая мобильность, простота эксплуатации, надежная сварка, высокая скорость и высокая эффективность. Этот аппарат имеет беспрецедентное преимущество перед сваркой нержавеющей стали, листового железа, оцинкованного листа, меди и алюминия, которые могут заменить традиционные методы сварки, такие как аргонодуговая сварка и электросварка.
Этот аппарат имеет беспрецедентное преимущество перед сваркой нержавеющей стали, листового железа, оцинкованного листа, меди и алюминия, которые могут заменить традиционные методы сварки, такие как аргонодуговая сварка и электросварка.
Материалы для обработки:
Нержавеющая сталь, углеродистая сталь, оцинкованный лист, медь, алюминий и другие металлические материалы.
Применимые отрасли:
Кухонный шкаф, лестница и лифт, полка, духовка, окна и перила из нержавеющей стали, шасси, шкаф, мебель из нержавеющей стали, рекламные щиты и промышленность, освещение оборудования и другие отрасли. Применимы все виды сложных и нестандартных сварочных процедур.
Метод сварки: стыковое, угловое, внахлест.
ПРЕИМУЩЕСТВА ЛАЗЕРНОЙ СВАРОЧНОЙ МАШИНЫ
Интегрированный промышленный дизайн, небольшой размер, гибкий и легкий, и может использоваться на большие расстояния.
Простое управление, не требуются профессиональные сварщики, простое управление благодаря простому обучению.
Он имеет более высокую скорость работы и более высокую эффективность, чем традиционный метод сварки, что значительно снижает затраты на рабочую силу. Низкие затраты на техническое обслуживание, низкий расход расходных материалов, длительный срок службы, безопаснее и экологичнее.
Автономная функция лазерной блокировки безопасности обеспечивает безопасное использование оператора.
Большой цветной экране, настройка параметров более интуитивно понятна и удобна.
Ручная сварочная головка легкая и гибкая, проста в эксплуатации и подходит для сварки под разными углами и формами.
Ручная сварочная головка имеет конструкцию с водяным охлаждением, что обеспечивает длительную непрерывную работу.
Профессиональный лазерный сварочный волоконный генератор.
Станок лазерной сварки – XTLASER
Аппарат для лазерной сварки как новая промышленная технология завоевывает все большую популярность во всех отраслях промышленности. Являясь лидером в лазерной индустрии, XT LASER (Jinan Xintian Technology Co. , Ltd.), преданная новаторству и инновациям, была лидером в области лазерной сварки. 2014 г. компания XT LASER создала научно-исследовательскую базу сварочного аппарата в Шэньчжэне. За годы непрерывного развития сварочный аппарат XT LASER предоставил оборудование и технологии для тысяч отечественных и зарубежных предприятий.
, Ltd.), преданная новаторству и инновациям, была лидером в области лазерной сварки. 2014 г. компания XT LASER создала научно-исследовательскую базу сварочного аппарата в Шэньчжэне. За годы непрерывного развития сварочный аппарат XT LASER предоставил оборудование и технологии для тысяч отечественных и зарубежных предприятий.
В зависимости от области применения есть несколько категорий аппаратов для лазерной сварки, детали будут перечислены следующим образом:
1: ручной лазерный сварочный аппарат
Параметр машины
| лазер | Raycus ◆ IPG | ||
| сварочная головка | Качающаяся сварочная голова * Обычная сварочная головка | ||
| частота излучения лазера | 50Hz-5000Hz | ||
| регулируемая мощность | 5 to 100% | ||
| качество луча | 1. 1 1 | ||
| проектное напряжение | 380V 50Hz | ||
| длина волны | 1070±5nm | ||
| расходная часть | Защитная линза, фокусная линза, сопло | ||
| длина волокна | 15 мм стандарт | ||
| метод охлаждения | водоохлаждение | ||
| размер | 930×600×800mm | ||
| общий вес | 200kg | ||
2: Ювелирный лазерный сварочный аппарат — настольный тип, все в одном типе и отдельный тип
3: Установка для лазерной сварки пресс-форм
4: Лазерный сварочный аппарат AD Words
5: Роботизированный лазерный сварочный аппарат
6.Сканер для волоконно-лазерной сварки.
7: Универсальный аппарат непрерывной лазерной сварки
Вы можете видеть, что лазерный сварочный аппарат может охватывать практически все промышленные применения, возможно, некоторые образцы будут более понятными для вас.
Станок лазерной сварки (6 режимов шва) |
Модель: QD — 1000BT
— Станок позволяет сваривать металлы при помощи луча и если есть неровности стыков то можно использовать проволоку (стальную, нержавеющую, алюминиевую), которая при нагреве будет заполнять пустоты тем самым образую ровный и прочный шов.
Можно производить сварку под разными углами.
— Удобен для сварки и прост в обслуживании.
Галерея
Технические характеристики:
Модель | QD-1000BT | QD-1500BT | QD-2000BT |
Мощность излучатель | 1000W
| 1500W | 2000W |
Марка излучатель | Maxphotonics, Raycus. | ||
Тип лазера | Волоконный | ||
Ширина сварки | <4mm | ||
Диаметр пятна сварки | 1.0-2.5 mm | ||
Длина волны | 1064 nm | ||
Скорость сварки | 1-120 mm/s | ||
Толщина сварки | ≤3MM | ||
Система охлаждения | Водяное охлаждение (чиллер) | ||
Частота лазера | 50Hz-5000Hz | ||
Питание | 380В/50Гц±5% | ||
Непрерывная сварка | Да | ||
Защитный газ | Азот/воздух | ||
Оптимальная работа | Температура 10-35 ° С, влажность 20% -80% | ||
Размеры упаковки | 1320mm*710mm*1530mm | ||
Вес нетто/бутто | 300 кг. | ||
Гарантия | 24 Месяца | ||
Сферы применения: | Судостроение, автомастерские, производство металлоконструкции и т.д. | ||
Опция: | Автоматическая подача проволоки | ||

 /340кг.
/340кг.LightWELD 1500 XC Handheld Laser Welding & Cleaning System — 5-метровый кабель
Light
WELD TM Ручная лазерная сварка проста в освоении , проста и быстра в настройке и обеспечивает единообразных высококачественных результатов для широкого диапазона материалов и толщинСборная стальная конструкция, включающая лазерный генератор, системный контроллер, панельные дисплеи и интерфейсную электронику
- W 316 мм, D 641 мм, H 534 мм (12.5 x 25,2 x 21 дюйм)
- Встроенный шлангокабель длиной 10 метров (~ 32 фута) для ручной лазерной сварочной головки
- Ручки для удобной переноски
Лазерный генератор 1500 Вт CW с воздушным охлаждением, иттербиевая волоконная лазерная система, размещенная в базовом блоке
- Волокно диаметром 50 микрон с доставкой волокна 10 м (~ 32 фута) к головке
- Мощность регулируется от 10% до 100% максимальной выходной мощности
- Коллинеарная красная направляющая балка класса 1
Контроллер промышленного класса в базовом блоке
- Обеспечивает контроль всех функций системы, параметров лазера, расхода газа и контроль цепей защитной блокировки.
- Интерфейс через элементы управления на передней панели и графический интерфейс веб-страницы порта Ethernet с выбором программ

Органы управления на передней панели
- Поворотная ручка управляет и отображает мощность лазера, длину и частоту колебаний
- Сенсорная кнопка для доступа к 70 ячейкам памяти режима сохраненного процесса
- Индикаторы состояния системы
- Переключатель включения системы.
- Кнопка аварийного отключения (EMO)
Ручная лазерная сварочная головка
- Оптическая конфигурация для доставки на цель луча диаметром 150 мкм (0.006 ins)
- Фокусное расстояние 120 мм
- Осевая красная направляющая балка
- Функция колебания: линейное сканирование луча. Длина 0-5 мм, частота 0-300 Гц
- 2-позиционный триггер
- Встроенный датчик защиты от прикосновения к сварочной части
- Интегрированная подача технологического газа (поток регулируется базовым блоком)
- Сменное сопло для прецизионной сварки
Разъемы на задней панели
- Питание переменного тока: 220 В, 1 фаза, 50/60 Гц, <20 А.
- Сварочная головка I / O:
- Цепь зажима заготовки:
- Шланг ½ ”ввода технологического газа — Ответственность клиента
- Выход технологического газа. (В комплекте с шлангокабелем сварочной головки)
- Защитная блокировка и ввод / вывод. — Ответственность клиента
- RJ-45 Ethernet-соединение — конфигурация и порт состояния клиента

Принадлежности в комплекте
- Базовый блок с воздушным охлаждением
- Пистолет для лазерной сварки IPG, 10 м (32 фута)
- Зажим для заготовки 10 м (32 фута)
- (4) Наконечники сварочного сопла
- (5) покровные стекла
- Сварочная маска с ИК-экраном
- Очки лазерные защитные OD 6+
- Кабель Ethernet CAT 6 длиной 3 м (10 футов)
- Руководство по началу работы
- Высокочастотный импульсный лазерный режим, максимальная мощность 2500 Вт
- Широкое (15 мм) поле сканирования для высокоскоростного охвата
- Приспособление для очистки сопел сварочной головки с 3 наконечниками
- Программное обеспечение для предустановленных режимов очистки
* Разъем питания, 30A 2P3W IP44 6H
- На систему, описанную в этом предложении, распространяется гарантия сроком на один год, если не указано иное. Это предложение также включает неограниченную поддержку по телефону и через Интернет после истечения гарантийного срока.
 Это предложение также включает неограниченную поддержку по телефону и через Интернет после истечения гарантийного срока.
Это предложение также включает неограниченную поддержку по телефону и через Интернет после истечения гарантийного срока.Покупка данной системы означает согласие клиента со Стандартными положениями и условиями продажи IPG.
Гарантия на продукцию — один год.
Инкотермс EXW Мальборо, Массачусетс.
Традиционная сварка по сравнению с лазерной сваркой
Лазерная и традиционная сварка все еще конкурируют с
С гораздо более высокой скоростью обработки и более высоким качеством можно подумать, что лазерная сварка быстро захватит сферу применения.Но традиционная сварка сохраняется. И в зависимости от того, кого вы спросите и какие приложения вы рассматриваете, он может никогда не исчезнуть. Итак, каковы плюсы и минусы каждого метода, которые продолжают приводить к смешанному рынку?
Линия Fusion Line от Trumpf оснащена лазером с проволокой для придания большей массы сварному шву, перекрывая зазоры шириной до 1 мм. Традиционные методы сварки остаются популярными. Вообще говоря, в промышленности используются три типа традиционной сварки: MIG (металлический инертный газ), TIG (вольфрамовый инертный газ) и точечная сварка.При контактной точечной сварке два электрода прижимают детали, которые необходимо соединить между собой, через это пятно пропускается большой ток, а электрическое сопротивление материала детали генерирует тепло, которое сваривает детали вместе. Это быстрый метод, и, по словам Эрика Миллера, менеджера по развитию лазерной группы Miller Electric Mfg LLC в Эпплтоне, штат Висконсин, это основной метод, используемый в автомобилестроении, особенно для кузовов. Но, добавил он, самый большой рынок для лазерной сварки — это замена точечной контактной сварки.И наоборот, Миллер не видел «какой-либо лавины» в использовании лазеров, заменяющих TIG или MIG. И даже в группе автоматизации компании около 90 процентов проектов осуществляются в MIG.
Вообще говоря, в промышленности используются три типа традиционной сварки: MIG (металлический инертный газ), TIG (вольфрамовый инертный газ) и точечная сварка.При контактной точечной сварке два электрода прижимают детали, которые необходимо соединить между собой, через это пятно пропускается большой ток, а электрическое сопротивление материала детали генерирует тепло, которое сваривает детали вместе. Это быстрый метод, и, по словам Эрика Миллера, менеджера по развитию лазерной группы Miller Electric Mfg LLC в Эпплтоне, штат Висконсин, это основной метод, используемый в автомобилестроении, особенно для кузовов. Но, добавил он, самый большой рынок для лазерной сварки — это замена точечной контактной сварки.И наоборот, Миллер не видел «какой-либо лавины» в использовании лазеров, заменяющих TIG или MIG. И даже в группе автоматизации компании около 90 процентов проектов осуществляются в MIG.
Большой на МИГ
Чем объясняется непреходящая популярность MIG? «Расходный материал — это проволока с непрерывной подачей», — сказал Миллер. «Таким образом, он добавляет материал и усиливает сварной шов, что делает его идеальным для углового шва [в котором детали перпендикулярны]». Аутогенный лазер объединяет два основных материала вместе.По словам Миллера, лазер может выполнять угловой шов, но точность деталей и всего остального должна быть на порядок выше.
«Таким образом, он добавляет материал и усиливает сварной шов, что делает его идеальным для углового шва [в котором детали перпендикулярны]». Аутогенный лазер объединяет два основных материала вместе.По словам Миллера, лазер может выполнять угловой шов, но точность деталей и всего остального должна быть на порядок выше.
«При сварке MIG на угловом соединении допуск составляет не менее плюс-минус половина диаметра проволоки, а в целом даже больше», — сказал он. Точно так же технологическое окно MIG для других типов сварных швов намного больше, чем у лазера. Другими словами, детали не должны быть такими точными, а приспособления не должны обеспечивать почти идеальную посадку, как в случае с аутогенным лазером.
Темная область под сварным швом слева показывает глубокое проплавление и полное сплавление хорошего сварного шва MIG. На изображении справа показан лазерный сварной шов с полным сплавлением, но с очень неглубоким проплавлением, что уменьшает смешивание наполнителя и основы. Сварку
СваркуMIG также проще автоматизировать. По словам Миллера, единственными факторами, которые вам нужно контролировать, являются скорость движения, напряжение, сила тока, угол резака и рабочий угол, и «если вы сделаете пять из десяти вещей правильно, вы все равно получите хороший сварной шов». Для автоматизации лазерной сварки требуется робот с превосходной точностью траектории и повторяемостью, а в процессе сварки нужно контролировать больше факторов.В этом отношении TIG аналогичен.
Нельзя сказать, что автоматизировать сварку MIG настолько просто, что это может сделать каждый. По-прежнему требуется эксперт для программирования и диагностики проблем. Эд Хансен, директор по глобальному управлению продуктами и гибкой автоматизации ESAB Welding & Cutting Products, Дентон, Техас, сказал, что это еще один плюс для MIG.
«После многих лет эмпирических и научных данных традиционная сварка стала хорошо изучена. Мы знаем, что нужно, чтобы получить предсказуемый результат, обеспечивающий соединение, которое требуется конструкции. И даже несмотря на то, что мы говорим о нехватке квалифицированной рабочей силы, что является реальной проблемой для отрасли, все еще существует большой пул опытных сварщиков, техников и инженеров, которые все знакомы с управлением этими традиционными процессами ». Для большинства продуктов это простое и недорогое решение, обеспечивающее приемлемые результаты.
И даже несмотря на то, что мы говорим о нехватке квалифицированной рабочей силы, что является реальной проблемой для отрасли, все еще существует большой пул опытных сварщиков, техников и инженеров, которые все знакомы с управлением этими традиционными процессами ». Для большинства продуктов это простое и недорогое решение, обеспечивающее приемлемые результаты.
Это случай, когда первоначальная стоимость системы MIG или TIG меньше, чем стоимость лазерной системы. Однако стоимость лазеров снижается и будет продолжать снижаться. «Стоимость лазера составляет от трети до половины стоимости системы лазерной сварки, — сказал Хансен, — а стоимость в зависимости от возможностей сварки снижается на 10-15 процентов в год».
Миллер также отметил, что «лазерная технологическая головка дороже, чем традиционные головки, волокно доставки стоит дороже, и защита лазерной ячейки также дороже.Например, лазерная ячейка должна быть «светонепроницаемой» со стенками толщиной 4 дюйма (101,6 мм), чтобы выдерживать прямое попадание в течение 10 минут без прожига. (Лазер не будет в фокусе более 4 дюймов [101,6 мм]. ] на большую глубину.) Системы TIG и MIG могут быть экранированы недорогим листовым металлом, который оставляет зазоры.
С другой стороны, если учесть разницу в производительности и стоимости детали, лазер, как мы увидим, часто выигрывает. Это особенно верно для TIG, который является очень медленным процессом, требующим высокого уровня навыков, что делает его дорогостоящим в использовании.По этой причине Миллер сказал, что TIG в значительной степени ограничивается производством промышленного пищевого оборудования и бытовой техники, а также некоторыми прецизионными компонентами. «Люди выбирают TIG для пищевого оборудования, потому что сварной шов не имеет пористой поверхности — он очень гладкий», — сказал он. Но если эти детали необходимо производить в больших объемах, рентабельность инвестиций в лазерную систему «взорвет двери» TIG, поэтому, естественно, в таких случаях она берет верх.
Но если эти детали необходимо производить в больших объемах, рентабельность инвестиций в лазерную систему «взорвет двери» TIG, поэтому, естественно, в таких случаях она берет верх.
Масуд Харуни, менеджер по продукции по лазерной сварке компании Trumpf Inc., Хоффман Эстейтс, Иллинойс, сказал, что даже TIG не может обеспечить полностью удовлетворительную поверхность для пищевой промышленности и других приложений, где внешний вид имеет решающее значение.«Это не так плохо, как MIG, но поверхность TIG определенно требует постобработки, в которой нет необходимости при использовании лазера», — сказал Харуни. «Кроме того, скорость лазерной сварки видимых швов в два-три раза выше, чем у TIG. Если вы видите хороший радиус на холодильнике или аналогичной детали, значит, он был отшлифован или сварен лазером ».
Последний голос за традиционную сварку: за исключением нескольких специализированных случаев, лазерная сварка должна быть автоматизирована из соображений безопасности. И это оставляет много работы сварщикам, как объяснил Хансен. «Робот не может взбираться на леса или залезать в трюм корабля. Мы можем мечтать о таких супер-роботах, но с практической точки зрения в ближайшем будущем их здесь не будет ».
«Робот не может взбираться на леса или залезать в трюм корабля. Мы можем мечтать о таких супер-роботах, но с практической точки зрения в ближайшем будущем их здесь не будет ».
Тенденции принятия лазерных решений
По мнению Миллера, производство в США обычно консервативно, и «если нет проблемы, которую нужно решить, будет выбрано самое дешевое, надежное и проверенное решение. Таким образом, люди начинают смотреть в сторону лазера только тогда, когда сварка MIG не работает или сварка TIG идет слишком медленно.”
Объемная сварка TIG либо уже переехала за границу, либо была заменена лазером, так где же лазер может бросить вызов MIG?
Одной из основных проблем является повреждение — металлургическое или конструктивное — потенциально вызванное относительно длительной и широко распространенной передачей тепла MIG в деталь с последующим длительным циклом охлаждения. И наоборот, лазер передает тепловую энергию очень маленьким лучом, плавя только локализованную область. Общее количество подводимого тепла намного меньше, чем при сварке MIG, и деталь остывает очень быстро, что сводит к минимуму деформацию и металлургические эффекты.
Общее количество подводимого тепла намного меньше, чем при сварке MIG, и деталь остывает очень быстро, что сводит к минимуму деформацию и металлургические эффекты.
Харуни предложил полезную аналогию: «Представьте себе бутылку воды на песчаном пляже в сравнении с иглой. Если вы положите на бутылку пятифунтовую гирю, она не пробьет песок. Но если вы нанесете на иглу всего несколько унций, это произойдет. Думайте о весе, который вы прикладываете, как о нагреве, о бутылке как о MIG, а об игле как о лазере ».
Хансен изESAB сказал, что лазер снижает тепловложение примерно на 85 процентов по сравнению с MIG, и «остаточное напряжение в сварном шве прямо пропорционально тепловложению.Чем больше тепла вы поместите в него, тем больше остаточного напряжения вы создадите. А это означает коробление, деформацию, усадку и все эти вещи, которые вызывают кошмар, когда вы берете эту деталь и делаете из нее сборку или вставляете ее в конструкцию или транспортное средство ».
Чем больше деталь, тем больше мелких индивидуальных остаточных напряжений становятся макро-прогибами, которые очень дорого исправить, и их трудно исправить позже, добавил он. И это главное соображение для клиентов, которые пытаются «облегчить» свою продукцию.Более того, по его словам, «некоторые сплавы расслаиваются или меняют свойства при нагревании, или структура зерен растет нежелательным образом. У многих из этих материалов зернистая структура и микроструктура будут другими, если сварной шов расплавить, а затем охладить ».
И это главное соображение для клиентов, которые пытаются «облегчить» свою продукцию.Более того, по его словам, «некоторые сплавы расслаиваются или меняют свойства при нагревании, или структура зерен растет нежелательным образом. У многих из этих материалов зернистая структура и микроструктура будут другими, если сварной шов расплавить, а затем охладить ».
Миллер из Miller Electric отметил, что последнее поколение высокопрочных сталей «приобретает большую прочность за счет сложных процессов термообработки.Когда вы расплавляете и затвердеваете при низкой скорости охлаждения (как при сварке MIG), все эти сильные стороны исчезают. Лазер может помочь сохранить исходную прочность материала ».
В другом примере Миллер сказал, что сварка титана методом MIG затруднена из-за «проблемы с плавающим катодом». Дуга нестабильна. Так что лазер — идеальный выбор ». С алюминием серии 6000 проблема заключается в горячем растрескивании. «Горячее растрескивание — это функция силицида магния, мигрирующего к границе зерен. Поэтому, если вы можете нагреть материал, расплавить его и охладить до того, как силицид магния переместится, тогда вы сможете создать сварной шов без трещин », — сказал он.«Лазер может сделать это, используя новейшие методы сканирования, при которых мы перемещаем луч вперед и назад с помощью зеркала».
Дуга нестабильна. Так что лазер — идеальный выбор ». С алюминием серии 6000 проблема заключается в горячем растрескивании. «Горячее растрескивание — это функция силицида магния, мигрирующего к границе зерен. Поэтому, если вы можете нагреть материал, расплавить его и охладить до того, как силицид магния переместится, тогда вы сможете создать сварной шов без трещин », — сказал он.«Лазер может сделать это, используя новейшие методы сканирования, при которых мы перемещаем луч вперед и назад с помощью зеркала».
Laser
По мнению Миллера, большинство применений лазера связано с трудносвариваемыми материалами. С точки зрения Харуни, лазер настолько быстрее, что даже проекты из листового металла переходят на лазер. Насколько быстрее? Харуни из Trumpf сказал, что сварка MIG обычно происходит со скоростью 20-30 дюймов (508-762 мм) в минуту — максимум 40 дюймов (1016 мм) в минуту.Лазер, по словам Харуни, может сваривать со скоростью почти 200 дюймов (508 см) в минуту, поэтому сам процесс соединения уже намного быстрее. Второе преимущество — сокращение постобработки. Харуни заметил, что если внешний вид сварного шва ухудшится. Важно то, что после сварки MIG вам потребуется длительный цикл шлифовки, в котором нет необходимости после лазерной сварки.
Второе преимущество — сокращение постобработки. Харуни заметил, что если внешний вид сварного шва ухудшится. Важно то, что после сварки MIG вам потребуется длительный цикл шлифовки, в котором нет необходимости после лазерной сварки.
«Вот почему, — добавил он, — обычно случается, что деталь, изготовленная с помощью сварки MIG по цене 25 долларов, будет стоить всего 15 долларов за лазерную сварку, даже с учетом более высоких первоначальных вложений в лазерную сварку.Например, Харуни рассказал о недавнем проекте, в котором Трампф сократил время цикла сварки большой двери с десяти часов до 35 минут. Другой заказчик столкнулся с трудностями при сварке MIG алюминиевого электрического корпуса. Соблазны были частой проблемой, и общее время цикла составляло четыре часа. Харуни сказал, что Trumpf сократил это время до 18 минут с помощью лазерной сварки.
Хансен добавил, что способность лазера глубоко проникать в материал многократно увеличивает его преимущество перед традиционной сваркой. Поскольку лазер не только в три-десять раз быстрее, чем MIG (и даже быстрее по сравнению с TIG), он может сваривать относительно толстые швы, которые потребуют нескольких проходов с помощью MIG или TIG.
Поскольку лазер не только в три-десять раз быстрее, чем MIG (и даже быстрее по сравнению с TIG), он может сваривать относительно толстые швы, которые потребуют нескольких проходов с помощью MIG или TIG.
«Традиционные методы также требуют очистки и шлифования между проходами, что еще больше увеличивает общее время цикла», — пояснил Хансен. «Лазер может выполнять однопроходную сварку на глубину примерно полдюйма по сравнению с примерно пятью проходами для сварки MIG, в зависимости от используемого вами процессора. Более полудюйма для лазерной сварки потребуется предварительно вырезать или отшлифовать скос до кромки, но это гораздо меньший скос, чем фаски всего соединения, необходимые для сварки MIG ».
Таким образом, для материала толщиной в полдюйма лазерная сварка будет в 15-50 раз быстрее, чем MIG, только по скорости сварки — и даже быстрее, если учесть дополнительную постобработку, необходимую для MIG.
Сравнение методов: несварное соединение внизу, сварка MAG чуть выше, сварка Trumpf Fusion Line (которая сочетает в себе проволоку и лазер) выше, и вверху автогенная лазерная сварка после перепроектирования соединения для этого процесса.
Конечно, при такой высокой производительности вам потребуется много сварочных работ, чтобы обеспечить питание лазерной системы и максимизировать рентабельность инвестиций. По словам Хансена, «обычно с помощью лазера можно произвести от трех до пяти систем дуговой сварки, например, при сварке листов. Чтобы запитать пять систем дополнительной дуги, потребуется много работы.”
Новые технологии в сочетании со старыми
Поскольку для автогенной лазерной сварки требуется плотная посадка между соединяемыми деталями, во многих случаях лучше всего изменить расположение стыков, чтобы представить лазеру перекрывающиеся поверхности (чтобы использовать его прокалывающую способность). Все больше производителей готовы вкладывать средства в более совершенные процессы и инструменты для разведки и добычи, чтобы воспользоваться преимуществами более высокой производительности лазера.
Но для тех, кто устойчив к таким изменениям или в ситуациях, когда промежутки неизбежны, существуют гибридные системы, сочетающие в себе технологию лазера и подачи проволоки, а также другие новые разработки, расширяющие область применения лазера. Одна простая концепция (упомянутая ранее в отношении решения проблемы горячего растрескивания) — это раскачивание лазерного пятна. Миллер сказал, что это старая концепция, которая в последнее время стала намного более экономичной. Он предложил пример перемещения пятна диаметром 1,2 мм вперед и назад по площади 3 мм с высокой скоростью, эффективно захватывая большую площадь и при этом обеспечивая хороший сварной шов.
Одна простая концепция (упомянутая ранее в отношении решения проблемы горячего растрескивания) — это раскачивание лазерного пятна. Миллер сказал, что это старая концепция, которая в последнее время стала намного более экономичной. Он предложил пример перемещения пятна диаметром 1,2 мм вперед и назад по площади 3 мм с высокой скоростью, эффективно захватывая большую площадь и при этом обеспечивая хороший сварной шов.
Хансен сказал, что гибридные системы сочетают в себе процесс MIG и лазерный луч. «Мы действительно используем лазер для проникновения.Обычно, если вы хотите повлиять на проплавление сварного шва MIG, вам необходимо увеличить силу тока. Используя лазер для проплавления, мы можем уменьшить силу тока на MIG и использовать сварной шов наименьшего диаметра, который позволяет наша конструкция для инженерных целей. Таким образом, лазер позволяет нам оптимизировать MIG ». Также существует синергия между процессами благодаря стабилизации дуги лазерным лучом. «Мы можем путешествовать по дуге намного быстрее, чем если бы у нас не было лазерного луча. Вот почему мы можем так быстро реализовать гибридный процесс », — сказал он.
Вот почему мы можем так быстро реализовать гибридный процесс », — сказал он.
Trumpf, которую Харуни описал как «технологический лазер с использованием проволоки для введения большей массы в зазоры», может перекрывать зазоры шириной до 1 мм.
Со своей стороны ЭСАБ разработал адаптивную технологию сварки, которая определяет состояние деталей и изменяет параметры процесса в соответствии с ними. В системе используется камера, которая «рисует лазерную полосу на детали, а затем смотрит на нее под углом параллакса, чтобы увидеть форму сустава, примерно на 20-40 мм впереди процесса», — сказал Хансен.Лазерная когерентная визуализация используется для измерения замочной скважины, прорезаемой лазером в металле. «Мы можем измерить глубину проникновения и форму замочной скважины и использовать эту информацию либо в качестве меры качества, либо в замкнутом контуре для управления процессом», — сказал он.
Система автоматически регулирует проникновение лазера, мощность лазера, параметры газовой металлической дуги, скорость подачи проволоки, напряжение, поток газа и скорость перемещения по мере того, как сварочная головка обрабатывает деталь. Гол, которым руководил У.Требования S. Navy заключаются в том, чтобы обеспечить преимущества лазерной сварки с низким тепловложением «деталей, подготовленных традиционным способом» (то есть деталей, которые не были подвергнуты механической обработке с жесткими допусками для стандартной лазерной сварки). Хансен сообщил, что это расширяет технологическое окно для гибридной сварки в пять раз по сравнению с тем, что было бы возможно при стационарном управлении.
Лазерная сварка остается относительно новой для многих пользователей, и Харуни подчеркнул приверженность Trumpf обучению и поддержке с самого начала, а также преимущества автономного программирования их систем после установки.
Trumpf также предлагает TeachLine, новую сенсорную систему на основе камеры, которая определяет местоположение свариваемого шва. «Заказчики не хотят прерывать производство для программирования новой детали или вносить изменения в свое программирование, поэтому они могут использовать это автономное программирование и загрузить деталь, запрограммировать ее и доставить в ячейку. С TeachLine им не нужно настраивать его. TeachLine увидит деталь и настроит программу, которую вы создали в автономном режиме. Сочетание автономного программирования и TeachLine помогает нашим клиентам быстро вносить изменения в производство.”
«Заказчики не хотят прерывать производство для программирования новой детали или вносить изменения в свое программирование, поэтому они могут использовать это автономное программирование и загрузить деталь, запрограммировать ее и доставить в ячейку. С TeachLine им не нужно настраивать его. TeachLine увидит деталь и настроит программу, которую вы создали в автономном режиме. Сочетание автономного программирования и TeachLine помогает нашим клиентам быстро вносить изменения в производство.”
ESAB также внедряет новый пакет «цифровых решений», который объединяет огромное количество информации, охватывающей весь процесс сварки, включая присадочный материал, основной материал и газ, чтобы упростить использование систем. Как сказал Хансен: «Сложную систему легко создать. Очень сложно сделать сложную систему простой. И вот к чему мы идем с нашими цифровыми решениями. Мы используем наши знания о процессе, чтобы принимать разумные решения по управлению процессом, чтобы оператору не нужно было быть таким же опытным или знающим, как в прошлом. ”
”
ЭСАБ также работает над тем, чтобы сделать свое оборудование способным оценивать качество производимого сварного шва и, в идеале, предотвратить возникновение дефектов или разрывов.
Наконец, традиционная сварка также претерпела улучшения, такие как усовершенствованные формы волны и концепция ActiveWire от Miller Electric, которая непрерывно подает проволоку MIG вперед и назад, чтобы уменьшить разбрызгивание и тепловложение. Такой подход расширяет возможности автоматизации сварки MIG и делает MIG жизнеспособным решением даже для сварки некоторых сверхтонких материалов.
Лазерные сварочные аппараты | Оборудование для лазерной сварки
С помощью лазерного сварочного аппарата можно выполнить три типа сварных швов: кондуктивная, переходная / замочная скважина и проплав или полная замочная скважина. Электропроводящие швы выполняются на малой мощности, что приводит к получению широких неглубоких сварных швов. Переходные сварные швы / швы с замочной скважиной используют среднюю удельную мощность и приводят к более глубокому сварному шву, обычно с отношением ширины к глубине около 1. Проникновение или полные швы с замочной скважиной являются результатом прямой подачи энергии в материал через замочную скважину, что приводит к получению глубоких узких швов с Соотношение ширины к глубине обычно составляет от 3 до 10.
Проникновение или полные швы с замочной скважиной являются результатом прямой подачи энергии в материал через замочную скважину, что приводит к получению глубоких узких швов с Соотношение ширины к глубине обычно составляет от 3 до 10.
Лазерная точечная сварка
Лазерная точечная сварка — это процесс, в котором лазерный сварочный аппарат создает единую точку сварного шва для соединения металлов вместе. Лазерные сварочные аппараты способны излучать точный световой импульс с точной, повторяемой мощностью, энергией и продолжительностью. Когда лазерный импульс фокусируется в одном месте — небольшом пятне — (регулируется в любом месте от 0,02 до 1,0 мм (0,001–0,040 дюйма) в диаметре) на детали, удельной мощности достаточно, чтобы вызвать быстрое плавление для создания сварного шва. .Высокая плотность мощности обеспечивает эффективное поглощение лазера за счет создания «эффекта замочной скважины». По окончании импульса жидкий металл снова затвердевает и образует небольшой точечный сварной шов. Весь этот процесс происходит всего за несколько миллисекунд.
Весь этот процесс происходит всего за несколько миллисекунд.
Лазерная сварка швов
При лазерной шовной сварке свариваемая деталь перемещается или вращается под фокусирующей головкой, что позволяет лазерным точечным сварным швам перекрывать друг друга, или для непрерывного волоконного лазера обеспечивается достаточное проплавление. Ключевыми параметрами импульсной лазерной шовной сварки являются частота следования импульсов, измеряемая в импульсах в секунду (Гц), а также линейная скорость перемещения детали или скорость сварки и диаметр сфокусированного пятна.Для непрерывных волоконных лазеров ключевыми параметрами являются мощность, размер пятна и положение фокуса. С каждым из лазеров эти параметры точно контролируются, чтобы обеспечить точный сварной шов, будь то механическая прочность или уровень герметичности.
Сварочные аппараты с импульсным Nd: YAG, волоконным и волоконным лазером могут соединять широкий спектр металлов, включая низкоуглеродистую и нержавеющую сталь, никель и никелевые сплавы, титан, алюминий, а также медь и медные сплавы. Сварка разнородных металлов также возможна между рядом этих материалов.
Сварка разнородных металлов также возможна между рядом этих материалов.
Эффективный портативный лазерный сварочный аппарат для высокоточного местного послепродажного обслуживания
Alibaba.com предлагает широкий ассортимент портативных лазерных сварочных аппаратов для удовлетворения любых производственных потребностей. Этот портативный лазерный сварочный аппарат значительно ускоряет традиционный процесс сварки, а также обеспечивает непревзойденную точность. Эти изделия идеально подходят для любых ремонтных работ, требующих концентрированного тепла, и, в частности, отлично подходят для соединения металлов.Портативный лазерный сварочный аппарат также имеет ряд специализированных применений, особенно в отраслях, требующих сложной работы, например, в ювелирной промышленности. Портативный лазерный сварочный аппарат , предлагаемый на Alibaba.com, может быть ручным, полуавтоматическим или полностью автоматическим. Они идеально подходят для использования в крупных отраслях промышленности, где чрезвычайно важна высокая скорость обработки. Портативный лазерный сварочный аппарат не вызывает каких-либо повреждений или ослабления конструкции, так как тепло передается крайне локализованным образом.Они не вызывают каких-либо изменений в структурном составе металла, кроме целей, для которых они используются. Кроме того, портативный лазерный сварочный аппарат невероятно удобен для завершения процесса ремонта или создания, поскольку он снижает потребность в дополнительных процессах для отделки продукта.
Они идеально подходят для использования в крупных отраслях промышленности, где чрезвычайно важна высокая скорость обработки. Портативный лазерный сварочный аппарат не вызывает каких-либо повреждений или ослабления конструкции, так как тепло передается крайне локализованным образом.Они не вызывают каких-либо изменений в структурном составе металла, кроме целей, для которых они используются. Кроме того, портативный лазерный сварочный аппарат невероятно удобен для завершения процесса ремонта или создания, поскольку он снижает потребность в дополнительных процессах для отделки продукта.
Портативный лазерный сварочный аппарат — это универсальное решение, которое необходимо применить только один раз, чтобы устранить проблему. Портативный лазерный сварочный аппарат доступен в различных вариантах в зависимости от масштаба, в котором они будут использоваться.Хотя их можно использовать для тонкой работы, например, для ювелирных изделий, требующих сварных швов с точностью до нескольких миллиметров, их также можно использовать на железных дорогах, где сварные швы могут покрывать несколько метров. Переносной лазерный сварочный аппарат создает точную геометрию и даже работает с материалами, с которыми традиционная сварка не справляется.
Переносной лазерный сварочный аппарат создает точную геометрию и даже работает с материалами, с которыми традиционная сварка не справляется.
Выберите этот очаровательный портативный лазерный сварочный аппарат с Alibaba.com и выведите свою работу на новый уровень. портативный лазерный сварочный аппарат поставщиков, вероятно, захотят закупить оптом.Воспользуйтесь привлекательными предложениями и скидками на эти товары и ощутите высокую производительность.
Система импульсной лазерной сварки Nd: YAG
1. Многофункциональный Аппарат лазерной сварки
W серии импульсных систем лазерной сварки Nd: YAG подходят для широкого диапазон прецизионных точечной и герметичной сварки и резки в рынки электроники, медицины, автомобилестроения и точной механики.Типичный приложения включают:
Сварка из нержавеющей стали, алюминиевого сплава и других металлов
Сварка электронных пушек, конденсаторы титановые
Место сварка частей оптоволоконного соединителя
Сварка контейнеров
Тюлень сварка литиевых батарей
Лазер сварка имеет ряд преимуществ перед обычными методами в том числе:
низкий тепловложение
уменьшенный искажение
нет механические силы
нет износ инструмента и, следовательно,
последовательный проплавление шва
Серия W
В системах лазерной сварки используется доставка оптического луча. Вспомогательное газовое сопло
также предоставляется. Система управления ЧПУ обеспечивает удобное программирование
от скорости сварки / резки, шаблона, включения / выключения лазерного луча, включения / выключения газа.
Мощность лазера регулируется установкой длительности лазерного импульса, импульса
частота повторения и рабочий ток лампы.
Вспомогательное газовое сопло
также предоставляется. Система управления ЧПУ обеспечивает удобное программирование
от скорости сварки / резки, шаблона, включения / выключения лазерного луча, включения / выключения газа.
Мощность лазера регулируется установкой длительности лазерного импульса, импульса
частота повторения и рабочий ток лампы.
Лазер сварочная система обычно состоит из лазерной головки, импульсного источника питания, Система управления ЧПУ, доставка луча, XY-ступень с электроприводом и охладитель.
Модель | W-xxx 1) |
Тип лазера | Импульсный Nd: YAG-лазер с ламповой накачкой |
Длина волны лазера | 1064 нм |
Мощность лазера | 50 до 400 Вт в зависимости от модели |
Диаметр лазерного луча | 5-8 мм в зависимости от модели |
Максимум. | 30-100J в зависимости от модели |
Ширина импульса | 0,1-10 мс, регулируется |
Частота следования импульсов | 1-200 Гц, регулируемый |
Диаметр сфокусированного луча | <0.2 мм |
Доставка луча | Подача оптического луча с газовым соплом |
Внутреннее охлаждение | Закрытое водяное охлаждение с чиллером |
Стол | Стол XY с электроприводом и диапазоном перемещения 200×200 мм 2) |
Требования к питанию | 380 В переменного тока, 3 фазы, 50 Гц |
 энергия лазера
энергия лазера Замечание: 1)
W-xxx: xxx означает мощность лазера в ваттах. Это от 50 до 500Вт.
Это от 50 до 500Вт.
2) Другое системы лазерной сварки доступны по запросу.
Опции:
л Микроскоп
l Монитор с камерой CCD
l OEM доступны конфигурации (индивидуальная лазерная головка с доставкой луча, источник питания лазера и т. д.).
l Корпус
2. Плесень Аппарат для лазерной точечной сварки
В
многоцелевая система лазерной сварки (также называемая устройством для лазерной сварки пресс-форм,
ремонт пресс-формы)
специально разработан для производства пресс-форм и используется при ремонте
прецизионные пресс-формы, такие как производство пресс-форм для цифровых продуктов, мобильные
телефонная, игрушечная, автомобильная и мотоциклетная, а также формовочная промышленность. Через
ремонт форм, можно повторно использовать формы, сохранить
стоимость производства и значительно повысить эффективность работы.Этот
технология также может быть использована для изменения конструкции или размера пресс-форм, чтобы
сократить период разработки.
Характеристики
Рабочий Принцип этой системы лазерной наплавки заключается в использовании лазера высокой тепловая энергия и технология плавления на месте для процесса сварки и ремонт мелких деталей. Это восполняет нехватку традиционных водородная дуговая сварка при ремонте прецизионных поверхностей позволяет избежать двух трудности термической деформации и доочистки, а также сохраняет Срок изготовления пресс-формы.
Преимущества
это специально разработан для производства пресс-форм, а технология импортируется из Германии. Обладая уникальной структурой, он подходит для ремонта больших, средних и малых форм.
1. Керамика сходящаяся полость импортирована из Великобритании. Это коррозия устойчивы к высоким температурам и имеют срок службы 8-10 лет жизнь.Срок службы ксеноновой лампы составляет более 8 миллионов раз.
2. Использовать
самая передовая система защиты от света для устранения раздражения глаз
светом во время работы.
3. Лазер Головка и часть оптики могут вращаться на 360, подъем вверх / вниз и толкание вперед / назад, подходит для ремонта больших, средних и маленькие формочки.
4. В параметры контролируются интеллектуальным пультом дистанционного управления, который просто и удобно.
5. Работа скамейку можно поднимать и перемещать в трех измерениях, размер света пятно можно отрегулировать.
Подходящие материалы
В материалы, которые можно сваривать, обширны: легированная сталь для холодной обработки, горячая рабочая легированная сталь, никелевая инструментальная сталь, высококачественная сталь, стальной сплав, высокий прочность алюминиевого сплава и т. д.
Технический данные
Модель | WY180 |
3-х осевой ход рабочего стола | X = 300 мм, Y = 200 мм (X, Y можно регулировать вручную, а ось Z может
быть моторизованным вручную для подъема максимум на 250 мм. |
Подшипник рабочего стола | ≤200 кг |
Вес устройства | 300 кг |
Блок питания | 220 В 10% / 50 Гц или 380 В 10% / 50 Гц |
Параметры лазера | Параметры лазера |
Тип лазера | Nd: YAG импульс |
Диапазон регулировки светового пятна | 0.1-0,3 мм |
Размер светового пятна | 0,2-3,0 мм |
Длина волны лазера | 1064 нм |
Ширина импульса | ≤20 мс |
Максимальная мощность лазера | 180 Вт / 200 Вт |
Частота следования импульсов | ≤15 Гц |
Длина фокусировки лазерного выхода | 50 мм / 100 мм / 120 мм (опционально) |
Лазерное охлаждение | Водяное охлаждение |
Система наблюдений | Микроскоп (регулируемый на 360) |
Защитный газ | Один линейка (ксенон) |
Сварочная проволока диаметром | 0. |
 )
) 1 мм-0,6 мм
1 мм-0,6 ммОпции:
л Микроскоп
l Монитор с камерой CCD
l OEM доступны конфигурации (индивидуальная лазерная головка с доставкой луча, источник питания лазера и т. д.).
l Корпус
Этот лазерный сварочный аппарат использует метод сканирования гальванометра,
отличается высокой скоростью сварки, высокой точностью и хорошим режимом светового луча,
и подходит для прецизионной точечной лазерной сварки различных деталей.При точечной сварке эффективность работы в 4-10 раз выше.
чем обычная лазерная точечная сварка, потому что время позиционирования холостого хода
значительно снижается. Сканирующий лазерный сварочный аппарат состоит из YAG
твердотельный лазер, источник питания для лазера, система оптического сканирования, регулировка в 3D
рабочий стол, система промышленного ПК, система охлаждения, лазерная индикация
система и операционный шкаф.
Этот сварочный аппарат имеет специальное программное обеспечение для лазерной сварки. на платформе Windows.Сварные точки или графики можно импортировать. и редактировались в специальном программном обеспечении или редактировались в другом программном обеспечении, например как AutoCAD и CorelDraw, а затем обрабатываются в специальном программном обеспечении. Этот сварочный аппарат отличается стабильным качеством, удобством в эксплуатации и простотой поддержание.
Применение:
Этот сварочный аппарат в основном используется в высокоэффективном лазерном пятне. сварка или сварка защитного кожуха мобильного телефона, мобильного телефона металлический корпус, металлический корпус конденсатора, металлическая экранирующая сетка в компьютере, лезвие бритвы, электронный разъем и другие электронные продукты.
Модель | WG100 / 200 |
Тип лазера | Nd: YAG |
Длина волны лазера | 1064 нм |
Максимальная мощность лазера | 100 Вт / 200 Вт |
Ширина импульса | ≤20 мс |
Частота следования импульсов | ≤50 Гц |
Скорость точечной сварки | ≤15 точек / с |
Размер светового пятна | 0. |
Диапазон регулировки светового пятна | 0,1-0,3 мм |
Максимальная скорость позиционирования | ≤7000 мм / с |
Разрешение | 0.001 мм |
Точность повторения | 0,002 мм |
Охлаждение | Водяное охлаждение |
Размеры мастер-блока | 1600 * 800 * 1500 мм |
 2-3,0 мм
2-3,0 мм5.Сварные образцы
iWeld Аппараты для лазерной сварки (твердотельные сварочные аппараты) | ||||||||
| | ||||||||
Промышленный сварочный аппарат серии 900W iWeld | 980 Серия | 990 Серия | 980 Серия | |||||
| 960 Series iWeld Benchtop Съемная камера | 970 Series iWeld Professional Ювелирный лазерный сварочный аппарат | 9609 900W Съемная камера | ||||||
| | ||||||||
LaserStar 9038 | ||||||||
7000 Series | Серия 1900 | Серия 1900 XL | 1900 XL серии | |||||
Серия 7700 | 35 9002 Шаблон 7800 Серия | |||||||
Лучшее руководство по покупке лазерного сварочного аппарата
В промышленном процессе лазерная сварка используется чаще, чем традиционная сварка, поскольку она применяется более широко. Ожидается, что в прогнозируемые годы, то есть в 2016-2027 гг., Мировой рынок аппаратов для лазерной сварки будет иметь многообещающий рост при умеренном среднегодовом темпе роста. Аппараты для лазерной сварки пользуются большим спросом в сфере развлекательной электроники, медицинской техники и фотоэлектрических устройств.
Ожидается, что в прогнозируемые годы, то есть в 2016-2027 гг., Мировой рынок аппаратов для лазерной сварки будет иметь многообещающий рост при умеренном среднегодовом темпе роста. Аппараты для лазерной сварки пользуются большим спросом в сфере развлекательной электроники, медицинской техники и фотоэлектрических устройств.
A) Почему следует выбирать аппарат для лазерной сварки, а не традиционные формы?
По сравнению с традиционными формами сварки, передача тепла детали намного меньше, металлургическая структура меньше страдает, а качество сварного шва намного выше при лазерной сварке.Это приводит к сокращению площадей для повторной полировки, что улучшает характеристики пресс-формы, сокращает время простоя и увеличивает прибыльность. Основные преимущества лазерной сварки по сравнению с традиционными методами сварки: простота автоматизации, глубокие узкие сварные швы и минимальное искажение, экологичность, прочность и надежность, экономичность, высокая производительность и меньшее количество отходов сырья.
Преимущества лазерной сварки:
- Обогреваемая зона — Нагретая зона сварного шва не распространяется на остальной материал, а благодаря быстрому охлаждению с материалом можно работать практически мгновенно после завершения работы.
- Деформация — Материал имеет минимальную деформацию и усадку из-за процесса, используемого для лазерной сварки.
- Прочность сварного шва — Поскольку лазерная сварка узкая и имеет отличное соотношение глубины и ширины, прочность сварного шва действительно лучше, чем при сварке вольфрамовым инертным газом (TIG) и металлом в инертном газе (MIG).
- Металлы — Можно сваривать целый ряд металлов, таких как углеродистая сталь, нержавеющая сталь, титан, высокопрочная сталь, титан, драгоценные металлы и алюминий.
- Односторонняя — Точечная сварка (для которой требуется доступ к обеим сторонам материала) может быть заменена лазерной сваркой, так как для нее требуется доступ только с одной стороны.
- Precision — По сравнению со сваркой TIG и MIG, лазерная сварка обеспечивает гораздо более точную сварку. Вам будет сложно подобрать сварной шов с такой точностью, которую мы можем получить от лазера, то есть 0,025 мм. Более того, для лазерной сварки не требуются навыки, чем для обычной сварки, и она работает от компьютера, в отличие от обычной, которая требует, чтобы кто-то управлял аппаратом.
- Лом — Благодаря высокой точности при лазерной сварке образуется меньше брака, так как ошибки возникают редко.

B) Какой лазер выбрать для лазерного сварочного аппарата?
Аппарат для лазерной сварки может работать с одним из следующих двух типов лазеров — импульсным или непрерывным. Выбор одного из них зависит от толщины одного над другим. Давайте посмотрим на преимущества обоих ниже.
Преимущества импульсного лазера:
- Листовой металл, звенья цепи золотых украшений, титановые кардиостимуляторы, бритвенные лезвия используются для импульсной лазерной сварки.
- Этот тип лазера предотвращает плавление или деформацию металла.
- Подходит для тонких и легких металлов.

Преимущества непрерывного лазера:
- По сравнению с импульсным лазером это дороже. Это также снижает эксплуатационные расходы.
- В основном эффективен для тугоплавких металлов.
- Рекомендуется для сварки толстых деталей.
- Может вызвать проблемы при работе с металлом или слишком тонкими деталями. В таких случаях лазер может повредить, расплавить или деформировать деталь.
C) Как выбрать источник лазерного луча?
При лазерной сварке наиболее часто используются три типа источников лазерного луча: твердотельные (nd: YAG) лазеры, в которых используется твердотельная усиливающая среда; газовые (CO2) лазеры, в которых в качестве активной среды используются такие газы, как диоксид углерода; и волоконных лазеров, в которых в качестве усиливающей среды используется оптическое волокно, усиленное редкоземельными элементами. Выбор источника лазерного луча зависит от типа выбранного вами лазера, т. Е. Импульсного или непрерывного.
Выбор источника лазерного луча зависит от типа выбранного вами лазера, т. Е. Импульсного или непрерывного.
1) Твердотельные (nd: YAG) лазеры — Твердотельные (nd: YAG) лазеры вырабатывают дискретные импульсы контролируемой энергии, которые могут быть сформированы для создания идеального сварного шва. Подходит для выполнения больших точечных швов, а также швов и глубоких точечных швов.
2) Газовые (CO2) лазеры — Как следует из названия, это тип газового лазера. Электричество проходит через заполненную газом трубку, излучающую в этом устройстве свет.Еще одна интересная особенность этого типа лазеров — это зеркала на концах трубки, одно из которых полностью отражает, а другое пропускает свет. Обычно в состав газовой смеси входят азот, диоксид углерода, водород и гелий.
3) Волоконные лазеры — недорогой способ получения высококачественных точечных сварных швов, поскольку волоконные лазеры универсальны. Их можно использовать в самых разных сферах — от сварки очень мелких деталей, обычно используемых производственными предприятиями в медицинской, инженерной и электронной промышленности, до сварки более толстых материалов в аэрокосмической и автомобильной промышленности.
Г) Какие параметры следует учитывать?
Перед использованием лазерного сварочного аппарата необходимо учесть несколько параметров. Вот некоторые из них:
1) Частота лазерных импульсов — Частота лазерного импульса — это в основном способность отражать, сколько импульсов может быть произведено за секунду. Единица измерения — Герцы (Гц). Сварочный металл — это энергия лазера в случае сварки металла. Чем выше частота, тем меньше мощность каждого лазера в случае постоянной мощности лазера.Следовательно, нам необходимо убедиться, что энергии лазера достаточно для расплавления металла, а скорость обработки может учитываться для определения выходной частоты лазера.
2) Форма волны лазерного импульса — Это важная проблема при проверке лазерного сварочного аппарата, особенно для сварки пластин. Когда высокоинтенсивный луч проецируется на поверхность материала, поверхность металла будет отражаться и теряться примерно на 60-98% лазерной энергии, а коэффициент отражения будет меняться с температурой поверхности. Отражательная способность металла сильно изменяется во время лазерного импульса.
Отражательная способность металла сильно изменяется во время лазерного импульса.
3) Плотность мощности — важный параметр при лазерной сварке устройства для лазерной сварки. Благодаря высокой плотности мощности поверхностный слой может быть нагрет до точки кипения в микросекундном временном диапазоне, что приводит к большому испарению. Следовательно, высокая удельная мощность полезна для удаления материала, такого как резка, штамповка и резьба. Тогда как при низкой плотности мощности температура поверхности достигает точки кипения за несколько миллисекунд.Перед поверхностным испарением нижний слой достигает точки плавления и легко образует хорошую сварку плавлением. Следовательно, при кондукционной лазерной сварке плотность мощности находится в диапазоне 104-106 Вт / см2.
4) Ширина импульса лазера — Еще один важный параметр аппарата импульсной лазерной сварки. Это не только жизненно важный параметр, который отличается от снятия и плавления материала, но и основной параметр, определяющий объем и стоимость технологического оборудования.
E) Какую конфигурацию выбрать для сварочного аппарата?
Для сварочных аппаратов доступны три типа конфигураций. Их-
• Руководство
• Полуавтомат и
• Автомат
Однако выбор конфигурации зависит от вашего производства, будь то мелкое или крупное, и от расположения вашей рабочей станции.
Ручные сварочные аппараты:
Они требуют значительных навыков и ловкости и более компактны по сравнению с полуавтоматическими и автоматическими машинами.Имеют ручные / автоматические двери, и оператор должен следить за последовательностью свариваемых деталей. Лучше всего подходит для мелкосерийного производства.
Полуавтоматические аппараты для лазерной сварки:
Оператор вручную загружает детали в сварочную арматуру полуавтоматического лазерного сварочного аппарата. Они больше, чем ручные сварочные аппараты, и оснащены поворотными столами. Идеально подходит для среднего и крупного производства.