Оборудование для производства с использованием сварки трением
В 70 и 80 годы по чертежам Конструкторско-технологического института автоматизации и механизации в автомобилестроении (КТИАМ) было изготовлено несколько серий станков сварки трением: ПСТМ-1,5; ПСТ-10; ПСТ-25; ПСТ-50; ПСТ-60; ПСТ-РШ, которые были внедрены на заводах Министерства автомобилестроения Советского Союза и предприятиях аэрокосмической отрасли.
Например, УКВЗ г. Усть-Катав, КамАЗ г. Набережные Челны, УАЗ г. Ульяновск, ЧТЗ г. Челябинск, ЧАМЗ г. Челябинск, УралАЗ г. Миасс, ЕрЗГА г. Ереван, СААЗ г. Скопин, ХЗКВ г. Харьков, НЗАС г. Нефтекамск и многих других. Большинство поставленного оборудования спустя даже 40 лет продолжает успешно выполнять свои функции.
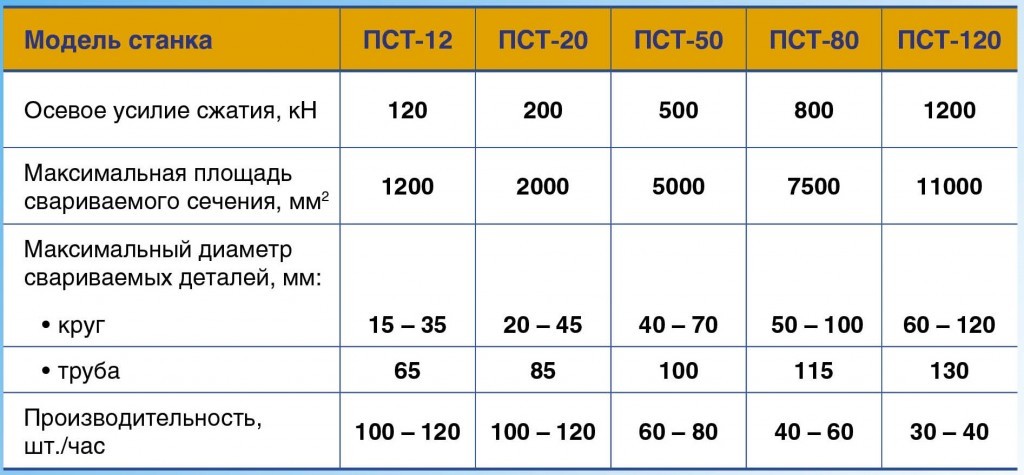
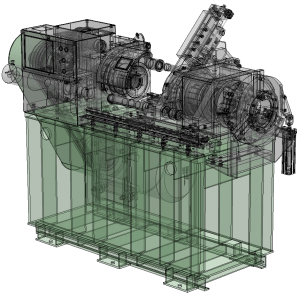
В настоящее время мы разработали серию станков нового поколения (ПСТ-20, ПСТ-50, ПСТ-80 и ПСТ-120) с целью их применения для производства труб нефтедобывающего и геологоразведочного сортамента, а также для изготовления турбин, сварки осевого инструмента, сварки арматурной стали и множества других применений.
В станках сварки трением нового поколения, изготавливаемых в ООО «КТИАМ», используются современные компоненты и элементная база. Они оснащаются программируемым контролером, частотным приводом, гидроаппаратурой с пропорциональным регулированием давления, сенсорным экраном для программирования и контроля цикла сварки. Станки надёжны, просты в обслуживании и наладке.
Наше оборудование
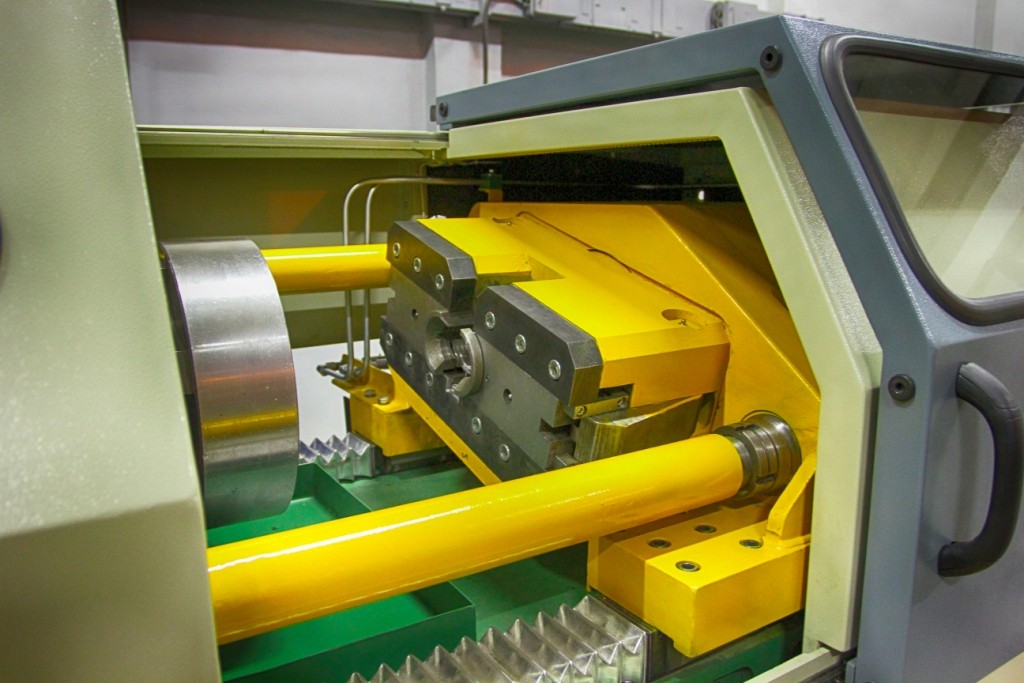
ПСТ-80
Так же были спроектированы, изготовлены и введены в эксплуатацию полуавтоматические линии по производству буровой трубы, включающие в себя:
- посты: сварки трением, нормализации сварного соединения, контроля соосности и качества сварного соединения
- рольганги перемещения;
- карманы накопители.
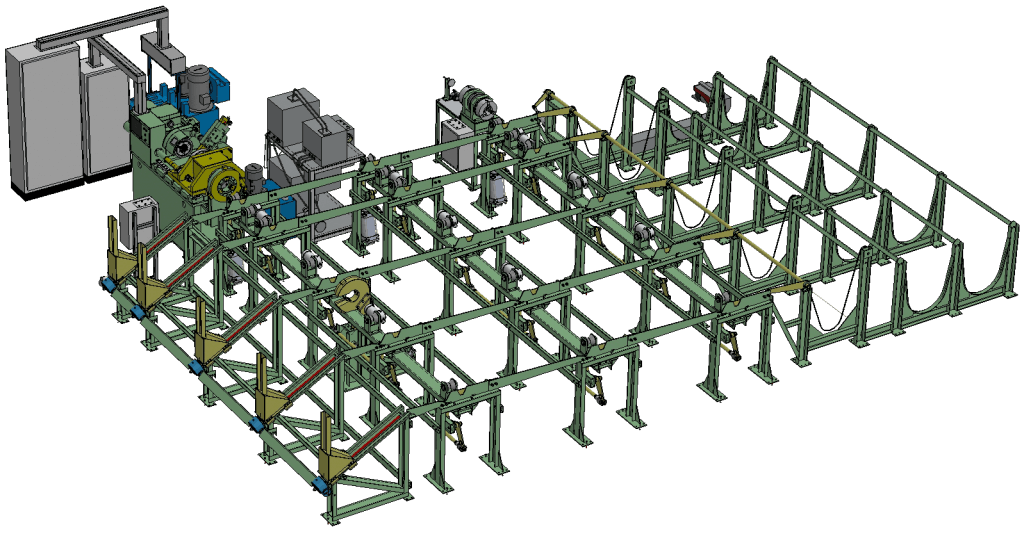
В основе данных линий использовались станки сварки трением ПСТ-20Т, ПСТ-50Т, ПСТ-80Т и ПСТ-120Т.
Машина для Сварки Трением, Китай Машина для Сварки Трением каталог продукции Сделано в Китае
Цена FOB для Справки:
10 000,00-20 000,00 $ / Комплект
MOQ:
1 Комплект
- контроль: автоматический
- Упаковка: at Customer’s Requrest
- Стандарт: export standard
- Торговая Марка: xinchang
- Происхождение: Ningbo China
- Код ТН ВЭД: 8515809090
-
Поставщики с проверенными бизнес-лицензиями
Поставщики, проверенные инспекционными службами
Ningbo Xinchang Machinery Co., Ltd. - провинция: Zhejiang, China
Станки для сварки трением — Справочник химика 21
На рис. ХП1-8 показан типичный случай сварки трением, при которолг большое число специально подготовленных вьщуклых дисков сваривается в целый стержень. Один диск устанавливают во вращающемся патроне токарного станка, а второй закрепляют [c.349]
В последнее время для сварки полиэтилена применяют ультразвуковой способ [46] и сварку трением. В некоторых случаях сварка трением осуществляется с помощью токарных и сверлильных станков. Этот метод сварки целесообразно применять для соединения труб. В СССР выпускается несколько типов мащин для сварки пластмасс трением (МСТ-1, МСТ-2 и др.). Машина МСТ-1 сваривает детали с максимальным диаметром 25 мм за 5—12 сек [96]. За рубежом методом фрикционной сварки приваривают днища пластмассовых бутылей к корпусам. [c.194]
Станки для сварки трением [c.756]
Подготовка арматуры для сборных железобетонных конструкций (не подвергаемых предварительному напряжению) заключается в изготовлении сварных каркасов и сеток. Процесс их изготовления включает следующие операции заготовку отдельных стержней гнутье хомутов, монтажных петель, крюков, сварку сеток и каркасов. Разматывание, правка и резка арматуры-катанки производятся с помощью станков-автоматов. Стыкование стержней, т. е. сращивание прутковой арматуры по длине, осуществляется контактной электросваркой или сваркой трением. Для сборки стержней арматуры в местах их пересечения при изготовлении арматурных сеток и каркасов применяется точечная контактная электросварка при помощи одноточечных или многоточечных машин. После сварки пересечений готовая сетка укладывается в штабель.
Метод очень прост. Практически сварка трением может быть выполнена почти на любом токарном станке, а также на некоторых видах сверлильных станков (например, ДИП-200, винторезном 1А-62 и др.). [c.198]
Сварка теплом трения. Этот метод применяют для сварки прутьев и трубок. Одну деталь укрепляют в самоцен-трирующемся зажиме токарного станка, другая — остается неподвижной. В момент запуска токарного станка на обеих трущихся поверхностях деталей начинается вы- [c.87]
Затем одну из соединяемых деталей 2 закрепляют в патрон токарного станка /, а другую деталь 5 прижимают вращающимся центром бабки щпинделя 5 к первой. После этого токарный станок приводят в действие. В результате трения, возникающего между прижатыми друг к другу деталями, соприкасающиеся поверхности нагреваются до температуры сварки. В этот момент привод токарного станка выключают, резко затормаживают вращающиеся части и оставляют детали прижатыми одна к другой до полного их остывания (рис. 126, б). [c.262]
Данный процесс основан на использовании тепла, выделяющегося в результате трения соединяемых деталей, имеющих форму тел вращения. Он применяется в основном для сварки по горцам труб, одна из которых приводится во вращательное движение (с этой целью ее можно закрепить, например, в головке токарного станка), а другая остается неподвижной, После оплавления торцов соединяемые поверхности прижимают друг к другу и дают им остыть. Прочность шва достигает 90% от прочности основного материала. [c.289]
При механической резке труб получается ровный и чистый рез, и обработка концов труб под сварку не требуется. Снятие фасок с кромок под сварку при резке на трубоотрезных станках производится одновременно с резкой трубы. После газопламенной резки и резки на пилах трения для труб из углеродистых сталей требуется зачистка кромок, а для труб из низколегированных и легированных сталей необходимо снять слой металла толщиной 2—4 мм, поврежденного огневой резкой.
Тепло, генерирующееся в результате трения, оплавляет лишь свариваемые поверхности, в то время как температура остального материала практически не меняется. Во многих случаях перед сваркой не требуется специальной обработки поверхностей. Грубо отпиленные детали можно сваривать так же, как и детали, обработанные на станке. [c.603]
Совмещение осей шпинделя станка при монтаже и применение муфты Ольдгейма обеспечивают симметричное расположение нижних шаров относительно верхнего, так что при касании нх под нагрузкой верхнего шара нагрузка равномерно распределяется на нижние шары. Рукоятка гтанка заменена рычагом, который соединяется с
Оборудование для сварки трением с перемешиванием
Производитель: Ningbo Jinfeng Welding and Cutting Machinery Manufacture Co., Ltd.
Сварка трением с перемешиванием (СТП) представляет собой процесс соединения материалов в твердой фазе и является эффективным способом получения высококачественных соединений конструкций различной геометрии, включая листовые материалы, пространственные профильные конструкции в авиастроении, автомобилестроении и других отраслях. Во время этого процесса постоянно вращающийся специальный инструмент погружается между двумя противолежащими заготовками. Теплота трения, выделяемая при движении и трении инструмента и свариваемого материала, вызывает нагрев материала до пластифицированного состояния. Затем, по окончании процесса сварки, инструмент вынимается и пластифицированный материал затвердевает.
Особенности сварки тернием с перемешиванием:
сварка в твердой фазе;
высокие прочностные свойства сварного шва;
мелкозернистая рекристаллизованная структура сварного шва;
отсутствие газовых пузырей;
отсутствие усадочных трещин;
высокая скорость сварки;
не требуется дополнительная термическая обработка шва;
низкие деформации свариваемых изделий;
высокая размерная стабильность и повторяемость процесса;
отсутствует «выгорание» легирующих элементов;
широкая номенклатура свариваемых материалов;
Требования к сварным конструкциям и предварительной очистке не высокие, сварка может производиться в любом положении;
Не оказывает вредного воздействия на окружающую среду;
Нет повреждений от дуги, дыма и брызг;
Нет вредного ультрафиолетового излучения и электромагнитной радиации;
Низкое потребление энергии;
Процесс обработки практически бесшумный.
Сварка трением — технология и этапы выполнения
Сварочное соединение при сварке трением получается вследствие тепла, которое образуется в зоне подвижного фрикционного контакта на поверхности заготовок.
В основу большинства технологических процессов, используемых для сварки изделий, положен принцип внешнего тепла, которое выделяется каким-либо высокоэнергетическим источником, например, дуговым разрядом. Однако генерация тепла в зоне сварки может быть выполнена и иначе. К числу таких методов относится сварка трением. Известны, в частности, сварка трением труб, плоских поверхностей, а также деталей конгруэнтной (полностью совпадающей) конфигурации.
Основы процессов сварки трением
Сварочное соединение в рассматриваемом случае получается вследствие тепла, которое образуется в зоне подвижного фрикционного контакта на поверхности заготовок. При этом заготовки должны вращаться с различными угловыми скоростями или (что на практике реализуется чаще) во взаимно противоположных направлениях. К обеим соединяемым деталям прикладывается определенное осевое усилие сжатия, значение которого во времени непостоянно.
В сопоставлении с обычными сварочными технологиями (например, стыковой электросварки) сварка трением отличается следующими эксплуатационными преимуществами:
- Энергоемкость процесса соединения существенно уменьшается.
- Надежностью сварного стыка всегда постоянна и зависит только от теплофизических характеристик металла свариваемых изделий.
- Нет необходимости в предварительной подготовке соединяемого стыка (за исключением его тщательной очистки от ржавчины, жировых пятен и смазки).
- Высокое качество соединения образуется даже при возможной непараллельности смежных поверхностей заготовок до углов 5-70.
- При сварке трением отсутствуют такие негативные факторы, как интенсивное ультрафиолетовое излучение и вредные выделения газов — продуктов сварочных реакций.
- Технологическая оснастка для сварки трением проста, допускает свое легкое регламентное обслуживание и легко поддается механизации и автоматизации.
Считается, что прочность сварного стыка после выполнения подобной обработки равнопрочна с исходным металлом, механические характеристики которого являются ниже материала другой, соединяемой таким способом детали.
Технология операций и определение нагрузок
Сварка трением производится на специальном оборудовании. Его настройку выполняют в зависимости от габаритных размеров и теплофизических характеристик свариваемых деталей. При настройке устанавливается:
- Значение рабочего давления, при котором происходит оптимальный разогрев стыкуемых изделий.
- Время основных стадий процесса.
- Расчетное усилие на исполнительном прижимающем механизме.
Кинематика процесса такова. Соединяемые детали подводятся друг к другу, после чего включается привод их вращения в противоположных направлениях.

Станок для сварки трением
По мере разогрева поверхностей последовательно наступают две стадии соединения: нагрева, при котором увеличивается пластичность металла, и осадки, в течение которой происходит деформирующее сжатие, вплоть до сплошного оплавления кромок и получения неразъемного соединения.
Суммарное усилие машины для сварки трением учитывает удельные нагрузки от обеих стадий, а также размеры площади поперечного сечения соединяемых заготовок.
Сам процесс сварки трением происходит так. Заготовку устанавливают в шпиндель станка, либо в подвижный суппорт (все зависит от вида стали, например, заготовки из быстрорежущих стали, теплофизические параметры которых выше, устанавливают именно в шпиндель, угловая скорость вращения которого выше). Установку полуфабриката производят таким образом, чтобы вылет заготовки на несколько миллиметров превышал уровень осадки. Для быстрорежущих сталей вылет принимают на 3-5 мм больше, чем для изделий из конструкционных или нелегированных сталей. Для ограничения и контроля величины вылета используются регулируемые упоры.
В процессе осадки происходит неконтролируемое увеличение поперечного сечения заготовок, поэтому заготовки размещают в специальной закрытой матрице из материала с более высокими показателями теплостойкости (например, из сталей типа 5ХНМ, которые применяют для изготовления штампов горячей объемной штамповки). Применение матрицы исключает появление сварочного грата, а также обеспечивает более равномерный прогрев заготовок, поскольку в этом случае генерируется два встречных тепловых поля.
Последовательность выполнения сварки
После начала осадки нагретых заготовок выполняется их частичная проковка. Эта стадия операции машиной для соединения трением производится автоматически. В более дешевых, полуавтоматических машинах приходится управлять процессом сварки по показаниям приборов, в частности, силоизмерителя и манометра.

После того, как процесс завершен, с установки снимают матрицу, извлекают соединенную заготовку из зажимов и сразу же помещают ее в термостат. Такой переход необходим для того, чтобы произвести оперативный отжиг места сварного соединения. Для того, чтобы предохранить заготовку от теплового удара, вызванного значительным температурным перепадом. Это особенно важно для сталей, которые склонны к отпускной хрупкости — нержавеющих, высокоуглеродистых и высоколегированных.
Начальная температура внутри термостата устанавливается не ниже 150-1800С. В термостате выполняется медленное охлаждение места стыка до момента, когда температуры снизится до 500С. После этого соединение можно подвергнуть либо отжигу, либо использовать непосредственно.
Рассматриваемый процесс можно применять и для заготовок, которые имеют два стыка. Для этого вначале вышеописанным способом получают первый из стыков, затем помещают полуфабрикат в термостат с температурой 750-800 0С и выдерживают его там не менее 2.5-3 ч. Далее выполняется очистка полученного стыка от макродефектов сварки. Очищенную заготовку без торцевания второго стыка закрепляют в шпинделе или в суппорте и сваривают второй стык. Последующие переходы не отличаются от технологии одностыковой сварки трением.
Соединение с использованием трения может использоваться не только для сталей. Например, сварка алюминия трением считается особенно малозатратным способом получения неразъемного соединения, поскольку алюминий имеет хорошую теплопроводность и нагревается значительно быстрее стальных заготовок.
В условиях ремонтных мастерских, а также в быту, под сварку трением можно успешно приспосабливать обычные токарные станки. Предварительно следует произвести расчет допускаемого осевого усилия на шпиндель и соотнести полученное значение с требуемым.
Технологические параметры некоторых, наиболее распространенных машин отечественного производства, на которых выполняется соединение изделий трением, приведены в таблице:

Последовательность выполнения стыкового соединения деталей трением можно увидеть на демонстрационном видео:
Области применения сварки трением — ООО «КТИАМ»

Практикой установлено, что сварку трением целесообразно применять в следующих случаях:
- взамен электродуговой и других способов сварки плавлением;
- взамен контактной сварки;
- взамен пайки и клёпки;
- взамен разъёмных соединений деталей;
- при изготовлении деталей из сложных поковок и штамповок путём их расчленения на более простые заготовки с последующей сваркой;
- при соединении деталей с окончательно механически обработанными поверхностями;
- при создании новых рациональных конструкций деталей, оптимально отвечающих условиям эксплуатации;
- при ремонте деталей и инструмента.
Отсутствие брызг металла при сварке и высокая точность соединения позволяет применять этот метод для сварки деталей, прошедших окончательную механическую обработку, в том числе, шлифовку и полировку. Наличие антикоррозионных и упрочняющих покрытий на деталях также не является препятствием для сварки, поскольку получаемая относительно небольшая зона термического влияния сохраняет покрытие вблизи соединения. Эта же особенность процесса обеспечивает возможность сварки закалённых деталей. Сварку трением целесообразно применять для восстановления закалённых деталей, особенно металлорежущего концевого инструмента. При этом могут использоваться как бывшие в употреблении части деталей, так и вновь изготовленные. При ремонте инструмента затраты при использовании сварки трением составляют обычно менее 50% по сравнению с другими способами восстановления, а качество — значительно выше.
Эффективность применения сварки трением зависит от следующих факторов:
• конструкции и технологии базового варианта детали;
• материала детали и составляющих его заготовок;
• размеров и массы детали;
• рационального выбора конструкции заготовок, типа сварного соединения и технологии изготовления детали с использованием сварки трением.
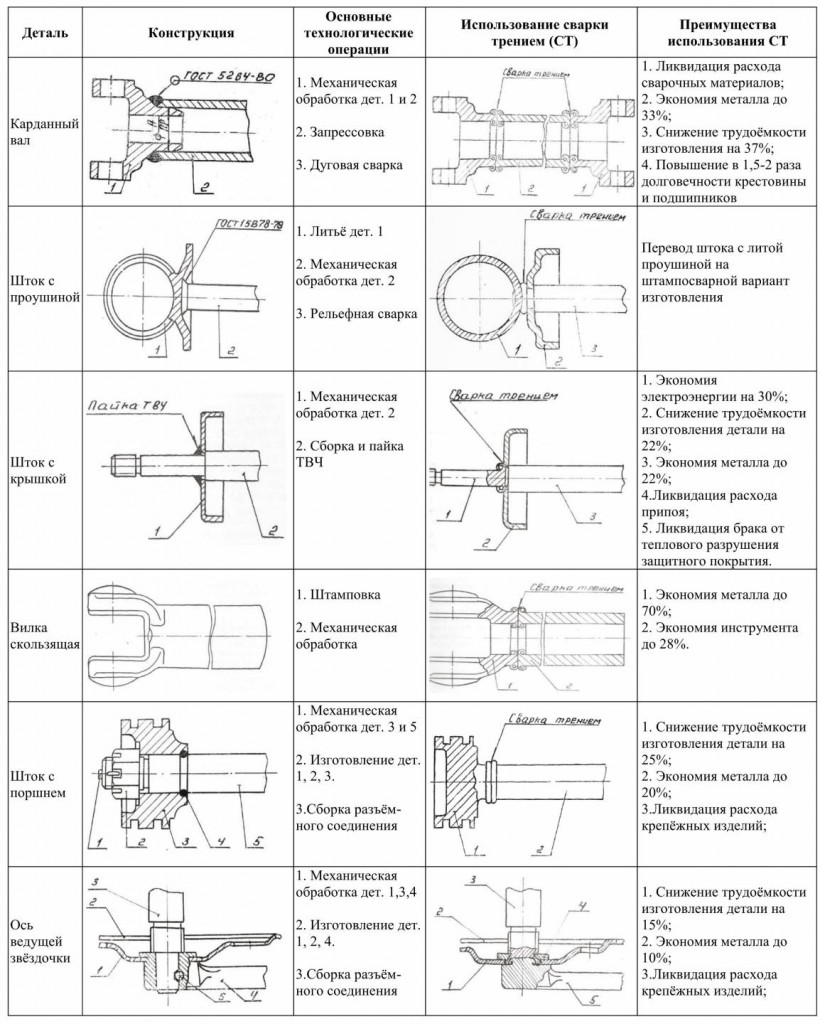
В зависимости от конструкции заготовок и технологии изготовления детали источники экономии от использования сварки трением различны (см. табл.).
При замене контактной стыковой сварки основную экономию дают снижение трудоёмкости, уменьшение расхода основного металла и электроэнергии, а в отдельных случаях – значительное снижение потерь от брака по сварке. При этом трудоёмкость снижается преимущественно на подготовительных операциях (исключается зачистка поверхностей деталей при обеспечении токоподвода), за счёт ликвидации операций термообработки и правки детали после сварки. Экономия основного металла достигается за счёт значительного уменьшения припусков на сварку, особенно дорогостоящих высоколегированных сталей, в отдельных случаях за счёт уменьшения припусков на механическую обработку после сварки, что становится возможным вследствие повышения соосности деталей.
При замене электродуговой сварки и пайки отпадает необходимость использования сварочных материалов, сокращается расход основного металла и инструмента, снижается трудоёмкость и потери электроэнергии. Существенное снижение трудоёмкости даёт характерное для сварки трением повышение производительности процесса.
При изготовлении штампосварных деталей основную экономию получают за счёт выбора рациональной конструкции соединяемых заготовок. Аналогичные экономические показатели даёт применение сварки трением в производстве ступенчатых деталей (например, валов) из заготовок наиболее подходящего профиля проката. В отдельных случаях при использовании сварки трением получают значительный экономический эффект в результате замены материала части детали. При этом не ухудшаются эксплуатационные характеристики детали и обеспечиваются новые технологические преимущества (улучшение условий для механической и термической обработки и др.).
В отдельных случаях при использовании сварки трением получают значительный экономический эффект в результате замены материала части детали. При этом не ухудшаются эксплуатационные характеристики детали и обеспечиваются новые технологические преимущества (улучшение условий для механической и термической обработки и др.).
Эффективность применения сварки трением растёт с увеличением размеров и программы выпуска деталей. Затраты на амортизацию оборудования для сварки трением часто выше, чем по базовому варианту, из-за высокой стоимости индивидуального и мелкосерийного производства станков сварки трением. Но даже при этом срок окупаемости оборудования не превышает полутора лет.
Таблица: Примеры внедрения сварки трением
Машины для ротационной сварки трением | KUKA AG
- Главная
- Отрасли
- Отрасли
- Примеры из практики
- Автоматизированная индустрия
- Автоматизированная индустрия
- Электромобильность
- Электронная коммерция и розничная логистика
- Электронная промышленность
- Энергия
- Энергия
- Ядерный вывод из эксплуатации
- Здравоохранение
- Здравоохранение
- Роботы в медицинской промышленности
- Роботы в медицинской промышленности
- LBR Med
- Медицинская робототехника для высоких нагрузок
- Загрузки
- Команда и сервис
- Текущие темы
- Партнеры и ссылки
- Исследовательские проекты
- Swisslog Healthcare
- Загрузки
- Промышленность потребительских товаров
- Промышленность потребительских товаров
- Роботы KUKA в пищевой промышленности
- Металлургическая промышленность
- Металлургическая промышленность
- Литейная и кузнечная промышленность
- Литейная и кузнечная промышленность
- Роботы для литейного производства KUKA
- Станки
- Точечная сварка
- Роботы KUKA для дуговой сварки
- Другие отрасли
- Другие отрасли
- Индустрия развлечений
- Индустрия развлечений
- Аттракционы
- Аттракционы
- KR пассажир
- KUKA Coaster
- КУКА.ready2_animate
- Сервисные приложения как шоу-акт
- Демонстрация действия с роботами KUKA
- Демонстрация действия с роботами KUKA
- Сценическая и событийная техника
- Киноиндустрия
- Пластмассовая промышленность
- Партнеры KUKA
- Продукты
- Продукты
- Робототехнические системы
- Робототехнические системы
- Промышленные роботы
- KUKA ready2_use
- KUKA ready2_use
- KUKA ready2_arc
- KUKA ready2_educate
- KUKA ready2_fasten_micro
- KUKA ready2_pilot
- KUKA ready2_rivet
- KUKA ready2_spot
- KUKA ready2_spray
- KUKA OccuBot
- Готовые наборы KUKA
- Программного обеспечения
- Программного обеспечения
- Программное обеспечение
- Программное обеспечение
- Приложение KUKA HRC Guide
- КУКА.ArcTech
- KUKA.HMI
- KUKA.PerceptionTech
- KUKA.PickControl
- KUKA.ConveyorTech
- KUKA.CNC
- KUKA.CNC Sinumerik
- КУКА.EqualizingTech
- KUKA.FlexPal
- KUKA.ForceTorqueControl
- KUKA.Gripper и SpotTech
- KUKA.LaserTech
- КУКАРобоШпин
- KUKA.SeamTech
- КУКА.Сервопистолет
- KUKA.TouchSense
- KUKA.TRACC TCP
- KUKA.VisionTech
- Хабовые технологии
- Хабовые технологии
- КУКА.ПЛК mxAutomation
- KUKA.SafeOperation
- KUKA.RoboTeam
- Планирование, проектирование, сервис и безопасность
- Планирование, проектирование, сервис и безопасность
- КУКА.Сим
- KUKA.OfficeLite
- Программное обеспечение
- Программное обеспечение
- KUKA.SystemПрограммное обеспечение
- KUKA.SystemПрограммное обеспечение
- КУКА.WorkVisual
- KUKA Sunrise.OS
- Облачное программное обеспечение
- Облачное программное обеспечение
- KUKA Xpert
- KUKA Connect
- Контроллеры роботов
- Контроллеры роботов
- KR C5
- KR C5 микро
- KR C4
- Шкаф KUKA Sunrise
- KUKA smartPAD
- KRC ROBOTstar
- микука
- Периферия робота
- Периферия робота
- Позиционеры
- Позиционеры
- КП1-Н
- KP1-HC
- КП1-МБ
- КП1 МС
- КП1-МД
- КП1-МДЦ
- КП1-В
- KP2-HV HW
- КП2-ХВ
- DKP
- КП2-СВ
- КП3-х3Н
- КП3-В2Н
- КП3-В2МД
- Позиционеры, ориентированные на клиента
- Линейные единицы
- Линейные единицы
- KL 100
- KL 250-3
- KL 1000-2
- KL 3000
- KL 4000
- Системы энергоснабжения
- Портал для лазерной резки KR70 LP
- KUKA Education
- Производственные машины
- Производственные машины
- Контрактное производство
- Литейные машины
- Литейные машины
- Машина для литья под давлением
- Охлаждающие бассейны
- Столб пресс
- Пресс с раздвижным / наклонным столом
- Пятнистая пресса
- Машины для ротационной сварки трением
- Машины для ротационной сварки трением
- KUKA Genius
- Томпсон
- Магнитно-дуговые сварочные аппараты
- Магнитно-дуговые сварочные аппараты
- МагнитАр
- Производственные системы
- Производственные системы
- Разработка автомобильных систем
- Разработка автомобильных систем
- Тело в белом производстве
- Магазин краски
- Сборка
- Производственные ячейки: производство KUKA cell4
- Производственные ячейки: производство KUKA cell4
- KUKA cell4_arc
- KUKA cell4_die-casting
- KUKA cell4_cleaner / грунтовка
- KUKA cell4_FSW
- KUKA cell4_loading modular
- KUKA cell4_screwsetting
- KUKA cell4_spot
- KUKA cell4_premachining
- KUKA cell4_uswelding
- Технологический консалтинг
- Технологический консалтинг
- Управление проектом
- Инжиниринг и виртуальный ввод в эксплуатацию
- Развитие технологий
- Стандартные продукты для автоматизации
- Стандартные продукты для автоматизации
- CO2-лазерные роботы
- KS FlexRoller
- Лазерная оптика
- Пьедесталы для роботов KS
- KUKA LaserSpy
- Системы растений
- Системы растений
- KS БОЛТ
- KS QuadroSpin
- Подъемно-транспортный челнок KS
- Очиститель сопел KS
- KS Framer
- КС ИМПУЛЬС
- KS TurnFlex
Машины для сварки трением Thompson | KUKA AG
- Главная
- Отрасли
- Отрасли
- Примеры из практики
- Автоматизированная индустрия
- Автоматизированная индустрия
- Электромобильность
- Электронная коммерция и розничная логистика
- Электронная промышленность
- Энергия
- Энергия
- Ядерный вывод из эксплуатации
- Здравоохранение
- Здравоохранение
- Роботы в медицинской промышленности
- Роботы в медицинской промышленности
- LBR Med
- Медицинская робототехника для высоких нагрузок
- Загрузки
- Команда и сервис
- Текущие темы
- Партнеры и ссылки
- Исследовательские проекты
- Swisslog Healthcare
- Загрузки
- Промышленность потребительских товаров
- Промышленность потребительских товаров
- Роботы KUKA в пищевой промышленности
- Металлургическая промышленность
- Металлургическая промышленность
- Литейная и кузнечная промышленность
- Литейная и кузнечная промышленность
- Роботы для литейного производства KUKA
- Станки
- Точечная сварка
- Роботы KUKA для дуговой сварки
- Другие отрасли
- Другие отрасли
- Индустрия развлечений
- Индустрия развлечений
- Аттракционы
- Аттракционы
- KR пассажир
- KUKA Coaster
- КУКА.ready2_animate
- Сервисные приложения как шоу-акт
- Демонстрация действия с роботами KUKA
- Пластмассовая промышленность
- Партнеры KUKA
- Продукция и Услуги
- Продукция и Услуги
- Системы роботов
- Системы роботов
- Промышленные роботы
- KUKA ready2_use
- KUKA ready2_use
- KUKA ready2_arc
- KUKA ready2_educate
- KUKA ready2_fasten_micro
- KUKA ready2_pilot
- KUKA ready2_rivet
- KUKA ready2_spot
- KUKA ready2_spray
- KUKA OccuBot
- Готовые наборы KUKA
- Программного обеспечения
- Программного обеспечения
- Программное обеспечение
- Программное обеспечение
- Приложение KUKA HRC Guide
- КУКА.ArcTech
- KUKA.HMI
- KUKA.PerceptionTech
- KUKA.PickControl
- KUKA.ConveyorTech
- KUKA.CNC
- KUKA.CNC Sinumerik
- КУКА.EqualizingTech
- KUKA.FlexPal
- KUKA.ForceTorqueControl
- KUKA.Gripper и SpotTech
- KUKA.LaserTech
- КУКАРобоШпин
- KUKA.SeamTech
- КУКА.Сервопистолет
- KUKA.TouchSense
- KUKA.TRACC TCP
- KUKA.VisionTech
- Хабовые технологии
- Хабовые технологии
- КУКА.ПЛК mxAutomation
- KUKA.SafeOperation
- KUKA.RoboTeam
- Планирование, проектирование, сервис и безопасность
- Планирование, проектирование, сервис и безопасность
- КУКА.Сим
- KUKA.OfficeLite
- Программное обеспечение
- Программное обеспечение
- KUKA.SystemПрограммное обеспечение
- KUKA.SystemПрограммное обеспечение
- КУКА.WorkVisual
- KUKA Sunrise.OS
- Облачное программное обеспечение
- Облачное программное обеспечение
- KUKA Xpert
- KUKA Connect
- Контроллеры роботов
- Контроллеры роботов
- KR C5
- KR C5 микро
- KR C4
- Шкаф KUKA Sunrise
- KUKA smartPAD
- KRC ROBOTstar
- микука
- Периферия роботов
- Периферия роботов
- Позиционеры
- Позиционеры
- КП1-Н
- KP1-HC
- КП1-МБ
- КП1 МС
- КП1-МД
- КП1-МДЦ
- КП1-В
- KP2-HV HW
- КП2-ХВ
- DKP
- КП2-СВ
- КП3-х3Н
- КП3-В2Н
- КП3-В2МД
- Позиционеры, ориентированные на клиента
- Линейные единицы
- Линейные единицы
- KL 100
- KL 250-3
- KL 1000-2
- KL 3000
- KL 4000
- Системы энергоснабжения
- Портал для лазерной резки KR70 LP
- KUKA Education
- Производственные машины
- Производственные машины
- Контрактное производство
- Литейные машины
- Литейные машины
- Машина для литья под давлением
- Охлаждающие бассейны
- Столб пресс
- Пресс с раздвижным / наклонным столом
- Пятнистая пресса
- Машины для ротационной сварки трением
- Машины для ротационной сварки трением
- KUKA Genius
- Томпсон
- Субподрядная сварка трением
- Магнитно-дуговые сварочные аппараты
- Магнитно-дуговые сварочные аппараты
- МагнитАр
- Производственные системы
- Производственные системы
- Разработка автомобильных систем
- Разработка автомобильных систем
- Тело в белом производстве
- Магазин краски
- Сборка
- Производственные ячейки