Свариваемость стали — общая информация
Сварка — один из методов создания неразъемных металлических конструкций. Прочность шва, образующегося в местах соединения составных частей, зависит от такой характеристики стали, как «свариваемость».
Классификация стали по степени ее свариваемости
Сталь представлена различными группами марок, обладающими своими физико-химическими свойствами. Вследствие этого, у металлических изделий неодинаковый показатель свариваемости. В зависимости от этого параметра железо-углеродистые сплавы подразделяется на четыре категории.
- Хорошая
При сварке получается качественный шов. Металл не требует предварительного нагрева для проведения работ, а сами они проходят в обычном режиме и с применением всех известных технологий. - Удовлетворительная
Чтобы создать качественное сварное соединение, стальные изделия необходимо подготовить, то есть разогреть. - Ограниченная
Перед сваркой металлические изделия сначала разогревают, а после их соединения подвергают еще и термической обработке.
- Плохая
Такая сталь характеризуется тем, что во время сварки (после нее) на поверхности образуются трещины, а также могут возникать «закалочные» структуры, снижающие прочность и надежность соединения, делающие его хрупким.
Методы расчета углеродного эквивалента
Свойства стали вообще зависят от присутствия в сплаве железа и углерода других металлов. Зная их содержание, с помощью эмпирической формулы не составляет труда рассчитать значение так называемого углеродного эквивалента (Сэ). Эта величина позволяет определить, каких результатов ждать от сварки металлических изделий.
В России для оценки сварных характеристик проката, идущего на создание конструкций, используют формулу, утвержденную ГОСТ ГОСТ 27772-88 :
Сэ=С+(Р/2)+(Сг/5)+(Mn/6)+(Cu/13)+(V/14)+(Si/24)+(Ni/40).
В Европе для расчетов применяется следующая зависимость:
Сэ=С+(Мп/6)+(Cr+Mo+V)/5 + (Ni+Cu)/15.
В Японии такая методика определения углеродного эквивалента:
Сэ=С+(Мо/4)+(Сг/5)+(Мп/6)+(Si/24)+(Ni/40),
где С, P, Cr, Mn, Cu, V, Si, Ni, Мо — массовые доли (в %) углерода, фосфора, хрома, марганца, меди, ванадия, кремния, никеля, молибдена.
Сталь считается не склонной к трещинообразованию, если значение углеродного эквивалента «С» меньше 0,45%. В противном случае, когда уже существует вероятность их появления, перед сваркой части, требующие соединения, необходимо прогреть.
Вычисление значения твердости в зоне термического влияния
Следующий параметр, на который следует обратить внимание, — твердость зоны термического влияния (ЗТВ). Так называют участок изделия, который расположен возле образовавшегося шва. В этой области под воздействием температуры происходят фазовые превращения с изменением внутренней структуры металла. Порой это чревато тем, что сталь становится хрупкой.
Твердость металла в этой зоне определяют по методу Виккерса. Если ее значения лежат в диапазоне 350-400 по специальной HV-шкале, то на участке ЗТВ точно находятся продукты распада аустенита (одна из модификаций железа и его сплавов), как раз и инициирующие образование холодных трещин.
Максимальное значение твердости углеродистой и низколегированной стали вычисляют, располагая данными о химическом составе металла, по этой формуле:
HVmax = 90+1050*С+75*Mn+47*Si+31*Cr+30*Ni,
где С, Mn, Si, Cr, Ni — массовые доли (в процентах) химических элементов.
Определение чувствительности стали к образованию холодных трещин
Холодные трещины образуются после сварки из-за растягивающих остаточных напряжений. Их сила зависит от жесткости получившейся конструкции и толщины шва. Определить ее значение позволяет коэффициент интенсивности жесткости — К. Он характеризует приложенное усилие, которое на 1 мм раскрывает зазор, оказавшийся в сварном соединении шириной так же 1 мм. Подсчитывается он так:
К = Kq*S,
где Kq — это константа, которую принято считать равной 69, S — толщина стального листа (в мм). Важно отметить, что соотношение справедливо только, если толщина листа не превышает 150 мм.
Насколько сталь может быть подвержена образованию холодных трещин, помогает узнать параметрическое уравнение:
Pw=Рш+(Н/60)+0,25*К/105,
где Рш — коэффициент «охрупчивания» (так называют процесс, когда из вязкого состояния металл переходит в хрупкое), Н — количество диффузионного водорода, К — коэффициент интенсивности жесткости.
Значение Рш находится при решении уравнения Бес-Сио:
Рси=С+5*В+Si/30+ Ni/60+(Mo+V)/15+(Mn+Cu+Cr)/20.
Результаты неоднократно проведенных исследований помогли установить порог значения, при котором проявляется чувствительности стали к образованию холодных трещин. Это случается, если значение Pw превышает 0,286.
Способы устранения холодных трещин при сварке
Образование трещин ухудшает поверхность металла и, соответственно, уменьшает прочность готовой конструкции. Предотвратить их появление поможет следующее:
- пересмотр (изменение) конструктивных решений, который позволит снизить жесткость в области сварного узла;
- тщательный контроль за ходом проведения сварки при оптимальном режиме поможет уменьшить содержание диффузионного водорода;
- проведение сварочных работ с соблюдением особых параметров, которые воспрепятствуют охрупчиванию металла и будут содействовать удалению из шва диффузионное водорода.
Из перечисленных способов, снижения вероятности появления холодных трещин при проведении сварочных работ, самый востребованный — последний.
К оглавлению справочника
Свариваемость металлов или сплавов | Теория сварочных процессов
При выборе материала для изготовления сварной конструкции конструктор в первую очередь базируется на свариваемости того или иного металла или сплава. Свариваемость является определяющим показателем и для инженера-технолога при разработке им технологии сварки заданной конструкции.
В соответствии с действующим стандартом на сварочную терминологию свариваемость это – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Следовательно, под свариваемостью металла (или сочетания металлов) следует понимать отношение металла (или двух свариваемых металлов) к совокупности физико-химических процессов, определяющих возможность получения сварного соединения без дефектов с требуемыми механическими и специальными свойствами. Другими словами, под свариваемостью понимают способность металла (сочетания металлов) образовывать в процессе сварки соединения, не уступающие по своим свойствам свариваемым материалам.
При рассмотрении свариваемости конкретного материала обычно решают следующие вопросы:
– какие дефекты возникают при сварке данного материала?
– какие причины их возникновения?
– какие меры нужно предпринять для их устранения?
В общем случае свариваемость материала есть комплексное свойство и оно тем выше, чем проще технология сварки, чем большее количество способов сварки может быть использовано для соединения материала, чем шире область параметров режимов, обеспечивающих заданные требования к свойствам соединения, чем шире номенклатура изделий, для которых могут быть использованы сварные соединения из данного материала.
Как и всякое комплексное свойство, свариваемость определяется химическим составом и физическими свойствами материала.
К факторам, наиболее сильно влияющим на свариваемость, следует отнести:
– химический состав материала, который определяет его металлургическую активность, температурный интервал кристаллизации, фазовый состав и структурные превращения на этапе нагрева и охлаждения;
– теплофизические свойства, которые определяют скорость процессов превращений, происходящих в материалах под воздействием сварочного цикла;
– механические свойства, которые определяют способность материала воспринимать механические воздействия (напряжения), возникающие за счет неравномерности нагрева и охлаждения, жесткости конструкций и других факторов, без разрушения;
– специальные физико-химические свойства, которые определяют активность физико-химических реакций, протекающих в сварочной ванне и зоне термического влияния.
Чем хуже свариваемость материала, тем сложнее технология сварки, тем больше мероприятий необходимо применять для получения качественного сварного соединения.
При сварке деталей из одного и того же материала процессы растворения, взаимной диффузии, образования твердых и жидких растворов, т.е. взаимной кристаллизации металла ничем не ограничены. Более сложная ситуация может возникать при сварке разнородных металлов. В этом случае предварительно приходится рассматривать физическую (или принципиальную) свариваемость свариваемых материалов.Если рассматривается возможность получения качественного сварного соединения деталей из одного и того же металла (или сплава), то в этом случае анализируется технологическая свариваемость данного материала.
Технологическая свариваемость – технико-экономический показатель. Она характеризует возможность получения сварного соединения требуемого качества, удовлетворяющего требованиям надёжности конструкции при эксплуатации, с применением существующего оборудования при наименьших затратах труда и времени.
Технологическая свариваемость определяется совокупностью свойств основного металла, характеризующих его реакцию на термодеформационный цикл сварки. Кроме того, она зависит от способа и режима сварки, свойств присадочного металла, применяемых флюсов, электродных покрытий и защитных газов, от конструктивных особенностей свариваемого изделия (его жесткость, наличие остаточных напряжений, концентраторов и т.д.) и условий его последующей эксплуатации.
Основные критерии технологической свариваемости следующие:
– окисляемость металла при сварке, зависящая от его химической активности;
– сопротивляемость образованию горячих трещин и трещин при повторных нагревах;
– сопротивляемость образованию холодных трещин и замедленному разрушению;
– чувствительность металла к тепловому воздействию сварки, характеризуемая его склонностью к росту зерна, структурными и фазовыми изменениями в шве и зоне термического влияния, изменением прочностных и пластических свойств;
– чувствительность к образованию пор;
– соответствие свойств сварного соединения эксплуатационным требованиям – прочности, пластичности, выносливости, ползучести, вязкости, жаростойкости и жаропрочности, коррозионной стойкости и др.
Следовательно, под хорошей свариваемостью сталей понимают возможность получения сварных соединений, равнопрочных с основным металлом, без трещин и снижения пластичности как в металле шва, так и в околошовной зоне при обычной технологии сварки, без применения специальных приемов (например, предварительного подогрева). При этом все зоны сварного соединения должны обладать стойкостью против перехода в хрупкое состояние при рабочих температурах наравне с основным металлом.
Если рассматривается свариваемость легированных сталей, предназначенных, например, для изготовления сварных конструкций, работающих в условиях контакта с агрессивной средой, то кроме вышеперечисленных требовании, необходимо, чтобы металл шва в зоне термического влияния обладал также и высокой коррозионной стойкостью. Лишь при обеспечении всех перечисленных требований, предъявляемых к сварному соединению при сварке по обычной технологии, данная сталь будет обладать хорошей свариваемостью.
Чем сложнее условия работы конструкции, тем большее число свойств должно учитываться при определении свариваемости.
Таким образом, разница между металлами, обладающими хорошей или плохой свариваемостью, состоит в том, что последние для получения сварных соединений с комплексом свойств, отвечающих условиям эксплуатации, должны свариваться по более сложной технологии, например, с предварительным и сопутствующим подогревом, с обязательной последующей термообработкой сварных изделий, в некоторых случаях в специальных камерах с контролируемой атмосферой или в вакууме, иногда с предварительной наплавкой кромок и термообработкой перед сваркой и т.д.
Значительное усложнение технологии изготовления того или иного изделия в некоторых случаях заставляет отказываться от данного материала и изыскивать другой, применение которого упростит технологию сварки при обеспечении требуемых свойств сварной конструкции.
Удовлетворительная свариваемость должна обеспечивать соответствие сварного соединения определенным технологическим требованиям. Поскольку такие требования весьма разнообразны, различными могут быть и показатели, применяемые для оценки свариваемости. В связи с этим существует ряд испытаний для оценки свариваемости. Из них наиболее часто применяются такие:
В связи с этим существует ряд испытаний для оценки свариваемости. Из них наиболее часто применяются такие:
1) определение стойкости металла шва к образованию горячих трещин;
2) определение стойкости металла шва и околошовной зоны к образованию холодных трещин;
3) в сопоставлении с основным металлом определение стойкости металла шва, околошовной зоны и сварного соединения в целом против перехода в хрупкое состояние;
4) проверка служебных характеристик металла шва и сварного соединения (механических свойств, стойкости против коррозии, износостойкости и т.д.).
Мерой количественной оценки свариваемости металлов служат численные значения показателей свариваемости, каждый из которых представляет выраженный в абсолютных или относительных величинах результат сравнения полученного при испытании и нормативного значений определяемого свойства сварного соединения (или его участка).
Если необходимо обеспечить равнопрочность сварного соединения и основного металла, то в качестве нормативного значения определяемого свойства сварного соединения принимают нормативное значение одноименного свойства основного металла в соответствующем состоянии – исходном или после термической обработки. При невозможности обеспечить одинаковые свойства соединения и основного металла нормативные значения ряда свойств сварного соединения устанавливают на основе опыта эксплуатации сварных конструкций или по результатам специальных испытаний. Такие испытания должны учитывать конструктивные особенности данных сварных соединений и моделировать условия их эксплуатации.
При невозможности обеспечить одинаковые свойства соединения и основного металла нормативные значения ряда свойств сварного соединения устанавливают на основе опыта эксплуатации сварных конструкций или по результатам специальных испытаний. Такие испытания должны учитывать конструктивные особенности данных сварных соединений и моделировать условия их эксплуатации.
В необходимую и достаточную совокупность показателей для оценки свариваемости металла следует включать те из них, которые в наибольшей степени обеспечивают технологическую и эксплуатационную надёжность заданных конструкций при изготовлении их из данного металла выбранным способом сварки.
Если хотя бы один показатель свариваемости не удовлетворяет предъявленным требованиям, металл считают обладающим плохой (неудовлетворительной) свариваемостью при выбранном способе и технологии сварки.
В зависимости от назначения испытания для оценки свариваемости металлов подразделяют на следующие группы.
Испытания исследовательские. В процессе этих испытаний исследуют основной металл и разные участки сварных соединений, полученных при различиях режимах и способах сварки. Условия испытаний должны соответствовать условиям эксплуатации сварных соединений. Результаты испытаний используют при разработке оптимального состава сплавов и основ рациональной технологии их производства, обеспечивающих получение металла с требуемыми свойствами и свариваемостью, а также при выборе способов и разработке технологии сварки типовых соединений. На основе результатов этих испытаний устанавливают:
В процессе этих испытаний исследуют основной металл и разные участки сварных соединений, полученных при различиях режимах и способах сварки. Условия испытаний должны соответствовать условиям эксплуатации сварных соединений. Результаты испытаний используют при разработке оптимального состава сплавов и основ рациональной технологии их производства, обеспечивающих получение металла с требуемыми свойствами и свариваемостью, а также при выборе способов и разработке технологии сварки типовых соединений. На основе результатов этих испытаний устанавливают:
а) нормативные значения свойств сварного соединения и отдельных его зон и участков;
б) пределы допускаемых при сварке параметров термического цикла, необходимые для расчетного определения режимов сварки;
в) типы и марки электродов, сварочной проволоки и прутков, флюсов, защитных газов и других сварочных материалов, обеспечивающих наиболее высокий уровень свойств сварных соединений;
г) методы испытаний данного материала, необходимые и достаточные для оценки его свариваемости применительно к типовым условиям эксплуатации сварных соединений.
Испытания технологические. Это ведомственные или межведомственные испытания, проводимые в научно-исследовательских лабораториях при разработке рациональной технологии сварки типовых конструкций определенного назначения с целью оценки пригодности металла данной марки для этих конструкций и установления ведомственных нормалей на свойства сварных соединений. Испытания этой группы выполняют по утвержденным нормалям и типовым программам ведомств-изготовителей сварных изделий. Кроме лабораторных стандартных образцов в этих испытаниях применяют натурные образцы сварных узлов и конструкций или их модели.
Испытания контрольные. Проводятся заводом-поставщиком металла для определения действительных значений свойств отдельных участков сварного соединения в целях подтверждения его кондиционности, а также заводом-потребителем в целях проверки соответствия показателей свариваемости металла требованиям технических условий на его поставку.
Примерную оценку технологической свариваемости сталей в части возможности образования холодных и горячих трещин при сварке можно сделать по известному химическому составу свариваемого металла .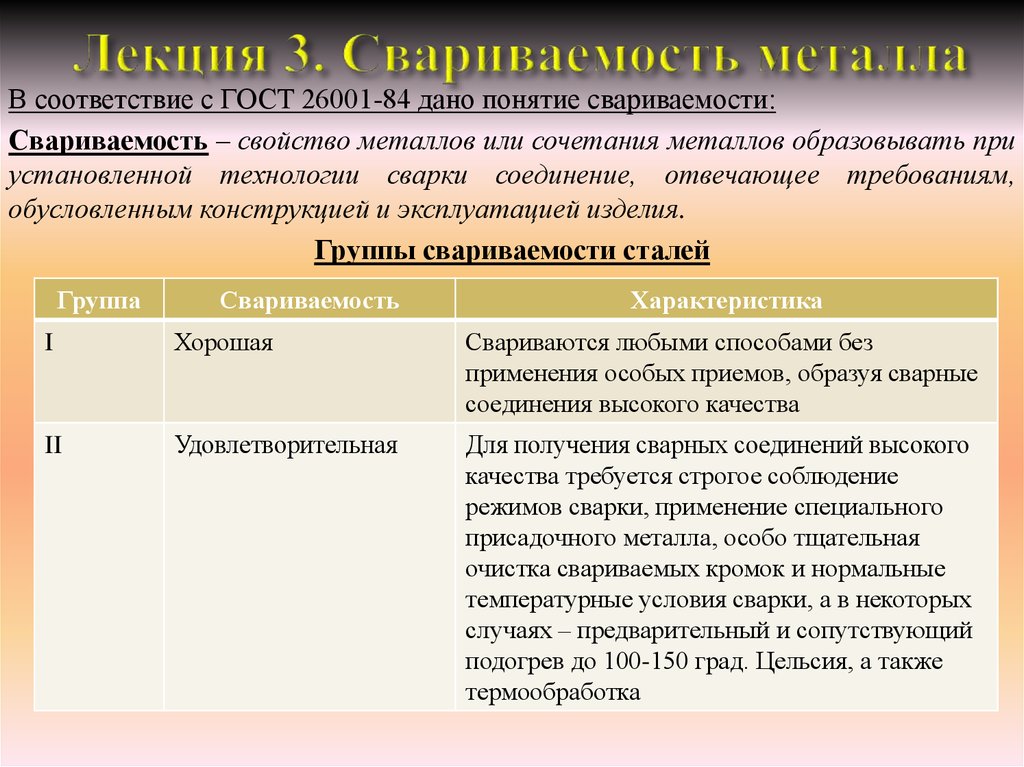
Классификация свариваемостей сталей и сплавов металлов
Говоря о свариваемости сталей, под этой характеристикой понимают способность материала в процессе сварки давать качественный сварной шов высокой прочности, не имеющий пор, каверн, трещин, посторонних включений и других дефектов. Существует специальный марочник сталей и сплавов. Собранные в этом справочнике материалы соответствуют действующим стандартам и имеют определённую маркировку. По этой маркировке можно точно определить их сорт и химический состав, узнать количественное содержание различных примесей.
Содержание страницы
- 1 Прямая зависимость
- 2 Польза и вред
- 3 Влияние, оказываемое различными веществами на свариваемость стали
- 4 Внешние враги
- 5 Деление по параметрам
- 6 Первая среди равных
Прямая зависимость
В процессе сварки в зоне наложения соединительного шва происходит нагрев металла выше критической температуре.
Польза и вред
Входящие в состав стали вещества можно условно разделить на две основные группы.
- Полезные, улучшающие её конструктивные качества или усиливающие определённые свойства. На самом деле, их полезность достаточно условна, поскольку во многом зависит от процентного содержания.
- Вредные, снижающие прочностные характеристики материала и серьёзно усложняющие процесс его обработки. Их присутствие даже в незначительном количестве приводит только к ухудшению характеристик стали.
 Их присутствие даже в незначительном количестве приводит только к ухудшению характеристик стали.
Их присутствие даже в незначительном количестве приводит только к ухудшению характеристик стали.Наличие тех или иных веществ обуславливается как химическим составом, использованным в процессе плавки руды, так и применением легирующих добавок, сознательно добавляемых при изготовлении материала.
Влияние, оказываемое различными веществами на свариваемость стали
Действующими стандартами нормируется содержание следующих химических элементов:
- Углерода (C). Расположенное в периодической таблице химических элементов под номером 6, это вещество оказывает значимое влияние на такие характеристики стали, как вязкость, прочность и закаливаемость. Со сваркой не будет проблем, если содержание углерода не превышает 0,25%. В противном случае в зоне сварного соединения резко усиливаются термические влияния, приводящие к образованию различных дефектов, вроде горячих и холодных трещин, каверн и т. п.
- Серы (S). Шестнадцатый элемент периодической таблицы считается однозначно вредным. Она охотно образует с железом легкоплавкие соединения, располагающиеся по границам зёрен основного металла. Это приводит к ослаблению связи между ними. В горячем состоянии в материале образуются трещины. Подобное явление принято называть красноломкостью металла. Избежать его удаётся, если содержание серы ниже 0,045%.
- Фосфор (P). Расположенный в таблице под номером 15, этот элемент, как и его соседка, сера, вреден для стали. Он ответственен за образование внутри материала хрупких структур. Это качество принято называть хладноломкостью, поскольку особенно сильно оно даёт знать о себе при низких температурах.
- Марганец (Mn), №25. В определённых пределах повышает упругость и прочность стали. Находясь в пределах 0,3 – 0,8% от общего количественного состава, не оказывает влияния на процесс сварки. Но если его содержание превысит 1,8%, то материал начнёт закаливаться, и избежать образования трещин и излишней хрупкости шва не удастся.
- Кремний (Si), №14. Так же, как и марганец, несколько увеличивает характеристики упругости и прочности. Если его общее количество остаётся в пределах 0,2 – 0,3%, проблем не возникает. Но результатом значительного, свыше 0,8%, станет образование его тугоплавких сплавов, повысится жидкотекучесть стали. Это приведёт к проблемам при наложении сварных швов.
- Хром (Cr), №24. Он придаёт стали не только высокую коррозионную стойкость, но также делает её прочной, упругой и твёрдой. Тем не менее, его содержание свыше 0,3% создаёт проблемы, поскольку в этом случае активно способствует образованию тугоплавких окислов и трещин, образующихся в результате резкого увеличения твёрдости материала в зоне термического нагрева. Из-за образования карбидов хрома в околошовной зоне коррозионная стойкость металла резко снижается.
- Молибден (Mo) №42. Делает кристаллы стали (зёрна) мельче, существенно повышая её прочность, стойкость к высоким температурам и ударным нагрузкам. Но в процессе сварки молибден активно выгорает и окисляется, способствуя появлению трещин. Особенно заметно это становится, когда его содержание превышает 1%.
- Ванадий (V), №23. Даже в малых количествах повышает закаливаемость стали, но тем самым создаёт проблемы при наложении сварных швов. При нагреве этот металл окисляется и выгорает. Это означает, что его присутствие в количестве более 1% для ответственных свариваемых деталей недопустимо.
- Вольфрам (W), №74. Отвечает за такие качества, как износостойкость, особенно при высоких температурах – такое свойство принято называть красностойкостью – и твёрдость. Но поскольку при наложении шва сильно окисляется, в свариваемых сталях его присутствие вовсе не допустимо.
- Никель (Ni), №28. Это друг сварщика. Он измельчает кристаллы металла, в результате чего шов становится более прочным и пластичным. Даже при его добавлении порядка 2 – 3% от общего состава даёт ощутимый результат. Для деталей, работающих под высокими нагрузками, рекомендовано использовать материалы, в которые добавлен никель в количестве 8 – 10 %. Но при сварке таких сталей приходится использовать различные технологические ухищрения, ограничивая поступление в зону нагрева кислорода. К тому же никель дорог, а это значит, что его использование должно быть экономически оправданным.
- Титан (Ti), №22. Он улучшает те же, что и никель, характеристики, и столь же требователен к технологическим особенностям процесса. Однако, несмотря на значительную стоимость, в особо ответственные детали добавляют и тот и другой металл, стараясь довести содержание титана до 4 – 5%.
 Она охотно образует с железом легкоплавкие соединения, располагающиеся по границам зёрен основного металла. Это приводит к ослаблению связи между ними. В горячем состоянии в материале образуются трещины. Подобное явление принято называть красноломкостью металла. Избежать его удаётся, если содержание серы ниже 0,045%.
Она охотно образует с железом легкоплавкие соединения, располагающиеся по границам зёрен основного металла. Это приводит к ослаблению связи между ними. В горячем состоянии в материале образуются трещины. Подобное явление принято называть красноломкостью металла. Избежать его удаётся, если содержание серы ниже 0,045%. Если его общее количество остаётся в пределах 0,2 – 0,3%, проблем не возникает. Но результатом значительного, свыше 0,8%, станет образование его тугоплавких сплавов, повысится жидкотекучесть стали. Это приведёт к проблемам при наложении сварных швов.
Если его общее количество остаётся в пределах 0,2 – 0,3%, проблем не возникает. Но результатом значительного, свыше 0,8%, станет образование его тугоплавких сплавов, повысится жидкотекучесть стали. Это приведёт к проблемам при наложении сварных швов.
 К тому же никель дорог, а это значит, что его использование должно быть экономически оправданным.
К тому же никель дорог, а это значит, что его использование должно быть экономически оправданным.Внешние враги
А ещё существуют химические вещества, не входящие в состав стали, но, тем не менее, оказывающие непосредственное влияние на её свариваемость.
- Кислород (O), №8. Его присутствие должно быть сведено к минимуму, а от воздействия кислорода приходится защищать зону сварки даже в том случае, когда он поступает туда вместе с атмосферным воздухом. Ведь это вещество – активный окислитель, ответственный за образование хрупких структур в расплавленном железе. Чтобы этого не случилось, к месту сварки подают углекислый газ, образующийся в процессе сгорания покрывающего электрод вещества или находящийся под давлением в специальных баллонах. При работе с нержавеющими сталями и цветными металлами этого оказывается недостаточно. В этом случае в качестве защиты приходится использовать благородные газы, такие как гелий или аргон.
- Водород (H), №1. Не входя в состав стали, он попадает к месту сварки из окружающего воздуха, оказывая разрушительное воздействие на структуру шва. Он вызывает пористость металла, снижает его прочность, становится причиной образования мелких трещин. Защищаются от него так же, как и от кислорода.
 При работе с нержавеющими сталями и цветными металлами этого оказывается недостаточно. В этом случае в качестве защиты приходится использовать благородные газы, такие как гелий или аргон.
При работе с нержавеющими сталями и цветными металлами этого оказывается недостаточно. В этом случае в качестве защиты приходится использовать благородные газы, такие как гелий или аргон.Зная марку стали заранее, удаётся сразу определиться с выбором процесса сварки. Но если по каким-то причинам эта информация отсутствует или существует сомнение в её достоверности остаётся только один путь – проведение натурных экспериментов, в ходе которых может быть подобрана оптимальная технология. Но если нет желания заниматься экспериментами, стоит заранее позаботиться о наличие справочной информации и документальных подтверждениях состава материала.
Деление по параметрам
При классификации сталей по свариваемости принято разделять их на четыре основные группы. Эти группы характеризуются способностью металлов к образованию сварных соединений с определёнными свойствами.
Эти группы характеризуются способностью металлов к образованию сварных соединений с определёнными свойствами.
- Первая группа. В неё входят низкоуглеродистые низко- и среднелегированные стали, вроде 11ЮА или 09Г2. Хорошо свариваясь, они образуют соединения высокого качества без применения особых технологических приёмов.
- Вторая группа. Сюда относят стали удовлетворительной свариваемости, такие как 30Л или 20Г2С. Они требуют тщательной очистки соединяемых кромок, использования и строгого соблюдения специальных технологических процессов.
- Третья группа. В неё попали склонные к образованию трещин и плохо свариваемые в обычных условиях стали. Как правило, это связано с высоким содержанием в них углерода, или большим количеством легирующих добавок. Чтобы обеспечить удовлетворительные характеристики шва, их требуется предварительно подогревать до температуры порядка 400 – 500 градусов Цельсия, а после окончания сварки проводить процедуру отжига. Как ни тяжело для многих это осознавать, но именно в эту группу входят популярные в машиностроении стали марок 30, 35 и 45.
- Четвёртая группа. Она содержит плохо свариваемые или практически не подлежащие сварке сорта стали. Из-за насыщенности углеродом и легирующими добавками, в местах соединения они образуют трещины, избавиться от которых полностью не помогают даже технологические ухищрения.

Первая среди равных
Разумеется, на конечный результат оказывают влияние и другие факторы, которые нельзя игнорировать.
- Толщина металла и общие габариты детали, поскольку с их возрастанием увеличиваются необходимые для выполнения работ энергозатраты.
- Температурные и климатические условия, в которых производится сварка. Ведь на сильном морозе или при значительных скачках влажности получить шов хорошего качества не получится.
- Характеристики оборудования, задействованного при проведении работ.
Но всё это придётся уже потом, когда известна свариваемость стали.
Если в домашних условиях при изготовлении не слишком ответственных деталей некоторыми параметрами можно пренебречь, то в серьёзном производстве такой подход недопустим. Обеспечить стабильные характеристики сварных соединений удастся лишь в том случае, если заранее разработать и правильно соблюдать технологический процесс. Ведь пролёты мостов и фюзеляжи самолётов, каркасы зданий и детали станков должны обладать расчетной прочностью. Это значит, что при их создании придётся учитывать свариваемость сталей и сплавов, для каждого материала выстраивая свою технологическую цепочку и точно понимая, чем отличаются стали 35 и 45.
Обеспечить стабильные характеристики сварных соединений удастся лишь в том случае, если заранее разработать и правильно соблюдать технологический процесс. Ведь пролёты мостов и фюзеляжи самолётов, каркасы зданий и детали станков должны обладать расчетной прочностью. Это значит, что при их создании придётся учитывать свариваемость сталей и сплавов, для каждого материала выстраивая свою технологическую цепочку и точно понимая, чем отличаются стали 35 и 45.
Свариваемость металлов и сплавов — Развитие земельных и водных ресурсов
Способность металлов и сплавов образовывать надежные сварные соединения с заданными свойствами называется свариваемостью.
Не все металлы обладают способностью надежно свариваться обычными методами. Наилучшей свариваемостью обладают металлы, образующие друг с другом твердые растворы. Нельзя сваривать методом плавления металлы, не растворяемые друг в друге в твердом состоянии. Для их сварки вводят промежуточный металл, способный растворяться в обоих металлах, или используют сварку давлением.
Свариваемость стали. Основным показателем свариваемости сталей является их стойкость к образованию хрупких зон с мартенситной структурой и закалочных трещин. Ориентировочно оценивают свариваемость по химическому составу. Склонность стали к трещинообразованию устанавливают с помощью эквивалентного содержания углерода.
Принимают, что при С<0,45% сталь сваривается удовлетворительно, при больших же значениях Сследует применять предварительный подогрев до 600°С, чтобы предотвратить возникновение трещин.
Свариваемость чугуна. Сварка чугуна используется при ремонте (трещины, поломки деталей и др.). Качественно выполненное сварное соединение должно обладать механической прочностью, плотностью и легко обрабатываться режущим инструментом. Сварка чугуна затруднена по причинам: 1) образования цементита при быстром охлаждений шва; 2) появлением значительных собственных напряжений в металле шва и околошовной зоне, вызывающих появление трещин, ввиду малой прочности и пластичности чугунов; 3) появлением пор в шве из-за интенсивного газовыделения.
Повышенная жидкотекучесть чугунов позволяет сваривать его только в нижнем положении.
Наиболее эффективно предотвращает появление отбеленных участков металла, трещин и пористости подогрев чугуна и замедленное охлаждение его после сварки. К металлургическим средствам воздействия относят: 1) получение в сварном шве феррито — перлитной структуры, характерной для малоуглеродистой стали; 2) связывание углерода в дисперсные и более прочные карбиды, чем цементит, равномерно распределяющиеся в металле; 3) окисление избыточного углерода и его «выжигание» при помощи кислородсодержащих компонентов сварочных материалов; 4) получение в сварном шве структуры серого чугуна путем насыщения металла углеродом и другими графитообразующими элементами; 5) получение в сварном шве различных сплавов железа с цветными металлами, отличающихся высокой пластичностью.
Применяют горячую (с подогревом до 500—800°С) и холодную (без подогрева) сварку чугуна. В качестве присадочного металла при газовой сварке используют малоуглеродистую проволоку, латунь, чугунные прутки. Для удаления окислов из сварочной ванны применяют флюс, состоящий из 50% буры, 22% углекислого натрия, 28% поташа.
Для удаления окислов из сварочной ванны применяют флюс, состоящий из 50% буры, 22% углекислого натрия, 28% поташа.
При холодной электродуговой сварке чугуна важным является предупреждение чрезмерного местного перегрева металла. С этой целью сварку ведут вразброс, накладывая короткие участки шва в разных местах завариваемого дефектного участка. Широкое распространение получила сварка методом «отжигающего шва» стальным электродом. Этот метод применяют при заварке трещин. Прерывистый шов накладывают в стороне от трещины, далее вторым или третьим швом приближаются к трещине и заваривают ее. Окончательный «отжигающий шов» кладут для снижения закалочных напряжений и отбела чугуна.
При сварке чугуна используют медные электроды, монель-металл (30% меди, 70% никеля), железо-медные электроды марки ОЗЧ-1, аустенито-медные электроды марки АНЧ-1 (состоят из стального стержня, медной оболочки и фтористо-кальциевого покрытия). При горячей сварке чугуна, как правило, используются чугунные электродные стержни.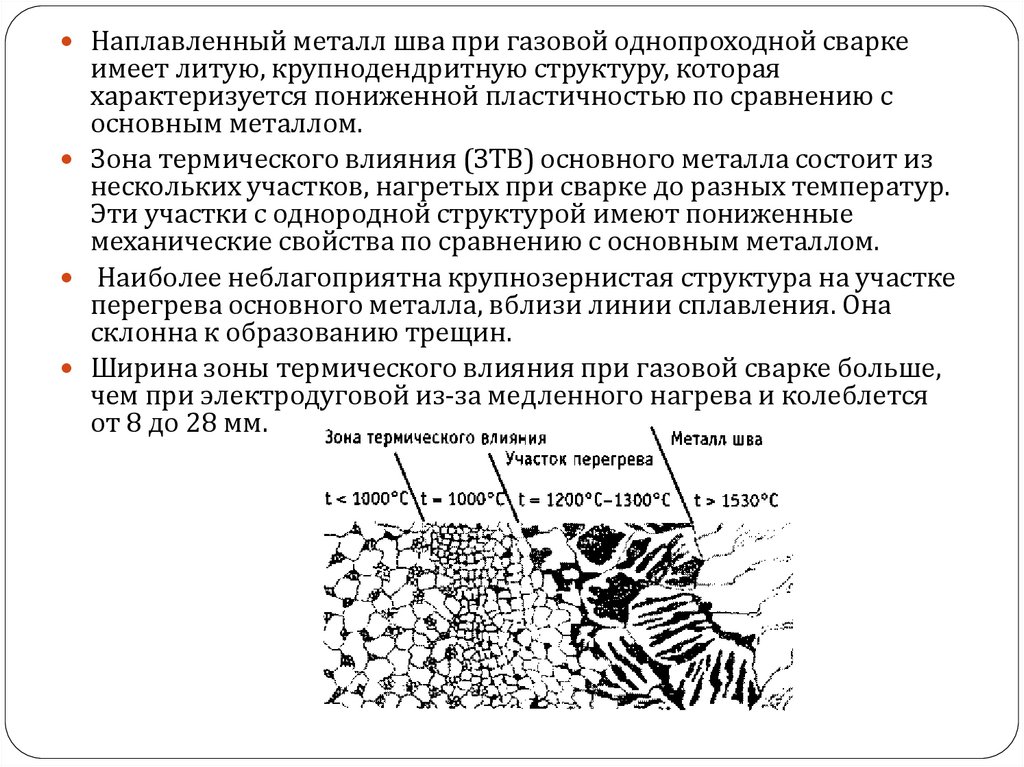
Свариваемость меди и ее сплавов. Трудность сварки меди заключается в ее высокой теплопроводности (почти в шесть раз больше, чем у стали), что требует более концентрированного нагрева, при этом значительное тепловое расширение меди приводит к существенным тепловым деформациям и напряжениям. Медь имеет пониженную стойкость к образованию кристаллизационных трещин и пор, что объясняется окислением меди при сварке, наличием в свариваемом металле растворенных газов (кислорода и водорода) и других примесей.
Для улучшения свариваемости меди следует: 1) эффективно защищать зону сварки от кислорода и водорода с помощью флюсов; 2) раскислять жидкий металл раскислителями — фосфором, цинком, марганцем, кремнием; 3) применять некоторые технологические приемы для уменьшения вредного действия окисных пленок, например проковка сварного соединения (при температуре ниже 200 или выше 600°С) для разрушения сплошности залегания окисных пленок. К основным нежелательным явлениям при сварке латуней относится значительная потеря цинка вследствие его испарения и поглощения газов жидким металлом. Испарение цинка связано с низкой температурой его кипения 906°С (температура плавления 417°С). Потери цинка при газовой сварке достигают 25%, при дуговой 40%. Уменьшение цинка в сварном шве может привести к пористости и понижению прочности, кроме того, выделяющиеся пары ядовиты. При сварке латуни необходимо через присадочный материал уравновесить содержание цинка в шве и основном металле.
Испарение цинка связано с низкой температурой его кипения 906°С (температура плавления 417°С). Потери цинка при газовой сварке достигают 25%, при дуговой 40%. Уменьшение цинка в сварном шве может привести к пористости и понижению прочности, кроме того, выделяющиеся пары ядовиты. При сварке латуни необходимо через присадочный материал уравновесить содержание цинка в шве и основном металле.
Свариваемость бронз в значительной степени зависит от их состава. Особые трудности вызывает сварка литейных оловянистых бронз, в которых при перегреве на границах зерен расплавляется избыточное олово, т. е. снижается прочность, что может привести к разрушению изделия даже под действием собственного веса.
Медь при газовой сварке сваривают горелкой увеличенной мощности. Процесс ведут быстро и в один проход. В качестве присадочного металла используют электролитическую медь. Для меди и ее сплавов попользуют флюс следующего состава: 60—70% буры, 10—20% борной кислоты, 20—30% хлористого натрия.
Латунь сваривают окислительным пламенем. В этом случае на поверхности образуется пленка окисла цинка, которая предохраняет цинк от дальнейшего окисления и испарения.
При электродуговой сварке медь и ее сплавы сваривают угольными или металлическими электродами. При сварке угольными электродами присадочный металл применяют того же состава, что и основной. Флюс состоит из буры и борной кислоты. Сварку ведут постоянным током прямой полярности и длинной дугой. При сварке металлическим, электродом стержни покрывают специальной обмазкой. Сварку необходимо вести без перерыва, быстро и короткой дугой.
Свариваемость алюминия и его сплавов. Основные трудности при сварке алюминия и его сплавов заключаются:
1) в появлении-тугоплавкой и плотной окисной пленки, которая препятствует сплавлению частиц металла и трудно удаляется из ванны;
2) в повышенной склонности металла к образованию пор;
3) в появлении кристаллизационных трещин.
Потеря прочности и вязкости алюминия и его сплавов при температурах, близких к плавлению, может привести к разрушению металла в зоне нагрева под действием собственного веса.
Удаление образовавшихся окислов с поверхности металла и защита от окисления жидкого металла — одна из важнейших задач при сварке алюминия и его сплавов. Это достигается особыми покрытиями и флюсами. При расплавлении таких покрытий и флюсов создается шлак, в котором происходит растворение окисной пленки и ее химическое связывание.
Для предотвращения пористости следует не допускать попадания влаги в область сварки. Для повышения стойкости алюминия и его сплавов к образованию кристаллизационных трещин необходимо стремиться к получению мелкозернистой структуры шва.
При газовой сварке следует стальным крючком периодически сдвигать пленку окиси алюминия со шва или использовать флюс следующего состава: 28% хлористого натрия, 50% хлористого калия, 8% фтористого натрия, 14% хлористого лития.
При дуговой сварке алюминий и его сплавы сваривают угольными или металлическими электродами. Присадочный металл и электродный стержень применяют того же состава, что и основной металл. Флюс и обмазка состоят из хлористого натрия, хлористого калия, хлористого лития, фтористого натрия. При сварке угольным электродом полярность тока выбирают прямую.
Флюс и обмазка состоят из хлористого натрия, хлористого калия, хлористого лития, фтористого натрия. При сварке угольным электродом полярность тока выбирают прямую.
Лекции по свариваемости металлов — документ, страница 9
Документ из архива «Лекции по свариваемости металлов», который расположен в категории «». Всё это находится в предмете «свариваемость металлов и сплавов» из раздела «», которые можно найти в файловом архиве РТУ МИРЭА. Не смотря на прямую связь этого архива с РТУ МИРЭА, его также можно найти и в других разделах. Архив можно найти в разделе «лекции и семинары», в предмете «свариваемость металлов и сплавов» в общих файлах.
Общие вопросы свариваемости [2] определяются влиянием термического цикла сварки на физические свойства металла: его прочность и пластичность. Для Си эти свойства будут зависеть от степени ее чистоты. Так, Си с повышенной концентрацией водорода может иметь провал пластичности в интервале температур 350—450°, который для чистой меди обычно не регистрируется.
Сварка чистой Си существенно отличается от сварки сталей в силу особенностей теплофизических свойств этих металлов. Большие тепло- и температуропроводности Си создают высокие градиенты температуры и скорости охлаждения, а также определяют малое время существования сварочной ванны, что требует применения повышенной погонной энергии или предварительного подогрева, а это является нежелательным осложнением технологии сварки. Значительный коэффициент линейного расширения и его зависимость от температуры вызывают необходимость сварки при жестком закреплении кромок или по прихваткам. При большой толщине металла следует регулировать величину зазора при сварке. Малое время существования сварочной ванны в жидком состоянии ограничивает возможности ее металлургической обработки. В частности, при раскислении меди требуются более активные раскислители, чем при сварке сталей.
1.1 Сопротивляемость горячим трещинам
Особенностью сварки Си и ее сплавов является склонность швов к образованию горячих трещин. Кислород, сурьма, висмут, сера и свинец образуют с медью легкоплавкие эвтектики, которые скапливаются по границам кристаллитов. Это требует ограничения содержания примесей в меди: О2 — до 0,03, Bi — до 0,003, Sb — до 0,005, РЬ —до 0,03% (по массе) [3]. Для ответственных конструкций содержание этих примесей должно быть еще ниже: O2<0,0J, Bi<0,0005, Pb<0,004 % [3]. Для особо ответственных изделий содержание Ог должно быть значительно ниже — менее 0,003% (по массе). Содержание S не должно превышать 0,1 % (по массе).
Кислород, сурьма, висмут, сера и свинец образуют с медью легкоплавкие эвтектики, которые скапливаются по границам кристаллитов. Это требует ограничения содержания примесей в меди: О2 — до 0,03, Bi — до 0,003, Sb — до 0,005, РЬ —до 0,03% (по массе) [3]. Для ответственных конструкций содержание этих примесей должно быть еще ниже: O2<0,0J, Bi<0,0005, Pb<0,004 % [3]. Для особо ответственных изделий содержание Ог должно быть значительно ниже — менее 0,003% (по массе). Содержание S не должно превышать 0,1 % (по массе).
1.2 Склонность к порообразованию
Медь и ее сплавы проявляют повышенную склонность к образованию пор в металле шва и околошовной зоне. Причиной образования пор является водород, водяные пары или образующийся углекислый газ при взаимодействии окиси углерода с закисью меди.
Высокие градиенты температуры способствуют развитию термической диффузии водорода в зоне термического влияния, что приводит к сегрегации водорода вблизи линии сплавления и увеличивает вероятность возникновения дефектов: пор, трещин [4]. Растворимость водорода в меди зависит от содержания в ней кислорода и легирующих компонентов.
Растворимость водорода в меди зависит от содержания в ней кислорода и легирующих компонентов.
При сварке латуней причиной пористости может стать испарение Zn, температура кипения которого ниже температуры плавления Си и составляет 907 °С. Испарение Zn уменьшает введение Mn или Si.
При сварке бронз выгорание легирующих примесей также может стать причиной появления пористости.
Для сварки меди и её сплавов применяют такие способы сварки как:газовая сварка; Ручная сварк,которая выполняется на постоянном токе обратной полярности; Автоматическая сварка под флюсом. Основным преимуществом автоматической сварки Си под флюсом является возможность получения стабильных высоких механических свойств без предварительного подогрева;
Другие способы сварки. Медь, как металл высокой пластичности, хорошо сваривается всеми видами сварки термомеханического* класса, кроме контактной сварки, так как медь обладает малым переходным электрическим сопротивлением. Для приварки выводов из тонких медных проволок в изделиях электронной техники используют термокомпрессионную сварку. Для более крупных изделий сложной конфигурации широко применяют диффузионную сварку в вакууме, позволяющую получать соединения меди не только с медью, но и с другими металлами и даже неметаллическими материалами.
Для более крупных изделий сложной конфигурации широко применяют диффузионную сварку в вакууме, позволяющую получать соединения меди не только с медью, но и с другими металлами и даже неметаллическими материалами.
Холодную сварку меди пластической деформацией сдвига или сдавливания используют для сварки медных шин в энергетических установках. В этом случае обеспечивается удовлетворительное электрическое сопротивление сварных соединений.
8.5 Свариваемость никеля и его сплавов
Характерной особенностью никеля является сохранение пластических свойств при высоких и низких температурах (табл. 28.1) [3].
Никель обладает высокой коррозионной стойкостью при обычной температуре и при нагревании. При обычной температуре воздух и вода не действуют на металлический никель. При нагревании Ni взаимодействует с О2, S, Se, Sb, Ρ, С, Si и В. Никель в твердом и расплавленном состоянии поглощает водород больше, чем медь.
2.1 Основные марки, структура и механические свойства
Никелевые сплавы, содержащие 55 % и более Ni, являются важнейшими конструкционными материалами благодаря их высокой коррозионной стойкости, жаростойкости и жаропрочности, достаточной пластичности. Наиболее распространены сплавы Ni с Си, Cr, Mo, Al, Fe, Ti, Be. Никелевые сплавы условно можно разделить на четыре группы: конструкционные, тер-моэлектродные, жаростойкие и сплавы с особыми свойствами. К первой группе относятся сплавы на медноникелевой основе (монель, мельхиор, нейзильбер и др.). Их химический состав определяется ГОСТ 492—73. Конструкционные сплавы отличаются повышенными механическими свойствами и высокой коррозионной стойкостью. Один из наиболее распространенных сплавов этой группы сплав монель НМЖМц-28-2,5-1,5 имеет структуру типа твердого раствора. Предел прочности этого сплава выше 440 МПа, относительное удлинение больше 25 %, он хорошо обрабатывается в холодном и горячем состоянии, удовлетворительно сваривается.
Наиболее распространены сплавы Ni с Си, Cr, Mo, Al, Fe, Ti, Be. Никелевые сплавы условно можно разделить на четыре группы: конструкционные, тер-моэлектродные, жаростойкие и сплавы с особыми свойствами. К первой группе относятся сплавы на медноникелевой основе (монель, мельхиор, нейзильбер и др.). Их химический состав определяется ГОСТ 492—73. Конструкционные сплавы отличаются повышенными механическими свойствами и высокой коррозионной стойкостью. Один из наиболее распространенных сплавов этой группы сплав монель НМЖМц-28-2,5-1,5 имеет структуру типа твердого раствора. Предел прочности этого сплава выше 440 МПа, относительное удлинение больше 25 %, он хорошо обрабатывается в холодном и горячем состоянии, удовлетворительно сваривается.
Ко второй группе относятся сплавы типа хромель, алюмель, копель, манганин, константан. Эти сплавы отличаются большой электродвижущей силой и высоким удельным сопротивлением при малом температурном коэффициенте электросопротивления. Применяются они для изготовления прецизионных приборов, термопар и компенсационных проводов. изменя-ющих свои линейные размеры в интервале температур —60ч-+100°С, или, наоборот, для создания термобиметаллов, состоящих из нескольких слоев металла или сплава с различными коэффициентами теплового расширения. Слои термобиметалла прочно соединяются между собой по всей поверхности сопротивления сваркой. При изготовлении термобиметаллических элементов к материалу предъявляются повышенные требования по свариваемости.
изменя-ющих свои линейные размеры в интервале температур —60ч-+100°С, или, наоборот, для создания термобиметаллов, состоящих из нескольких слоев металла или сплава с различными коэффициентами теплового расширения. Слои термобиметалла прочно соединяются между собой по всей поверхности сопротивления сваркой. При изготовлении термобиметаллических элементов к материалу предъявляются повышенные требования по свариваемости.
2.2 Сопротивляемость кристаллизационным трещинам
Сварка Ni и его сплавов затруднена вследствие высокой чувствительности к примесям. Наиболее отрицательное влияние на качество сварных швов оказывают С и S. Содержание С ограничивают до 0,15% (по массе), а в некоторых сплавах — до 0,05 % (по массе).
Сера обладает большим химическим сродством к никелю. Особенно это заметно при температурах выше 400 °С, когда в течение.короткого времени образуется сульфид никеля, дающий легкоплавкую эвтектику с никелем с температурой плавления 645 °С, которая располагается по границам зерен металла и может привести к появлению кристаллизационных трещин. Сульфид никеля может образоваться, если с никелем соприкасаются материалы, которые содержат даже небольшие количества серы, например горючие материалы, масла, краски и т. д. Количество серы в сплавах ограничивают 0,005%—0,03% (по массе). Введение в сплав небольшого количества лития [0,004—0,006% (по массе)] резко уменьшает влияние серы [8].
Сульфид никеля может образоваться, если с никелем соприкасаются материалы, которые содержат даже небольшие количества серы, например горючие материалы, масла, краски и т. д. Количество серы в сплавах ограничивают 0,005%—0,03% (по массе). Введение в сплав небольшого количества лития [0,004—0,006% (по массе)] резко уменьшает влияние серы [8].
Фосфор образует эвтектику №зР—Ni с температурой плавления 880 °С и также может привести к появлению кристаллизационных трещин, его содержание ограничивают 0,005 % (по массе). Свинец и висмут снижают технологические свойства никелевых сплавов, их содержание ограничивают 0,002— 0,005% (по массе).
2.3 Склонность к порообразованию
Никель и его сплавы проявляют большую склонность к образованию пор вследствие хорошей растворимости в расплавленном металле азота, водорода, кислорода и резкого снижения растворимости при затвердевании металла. Легирование шва Ti, Сг и V уменьшает пористость, а легирование Mn, С, Si, Fe увеличивает.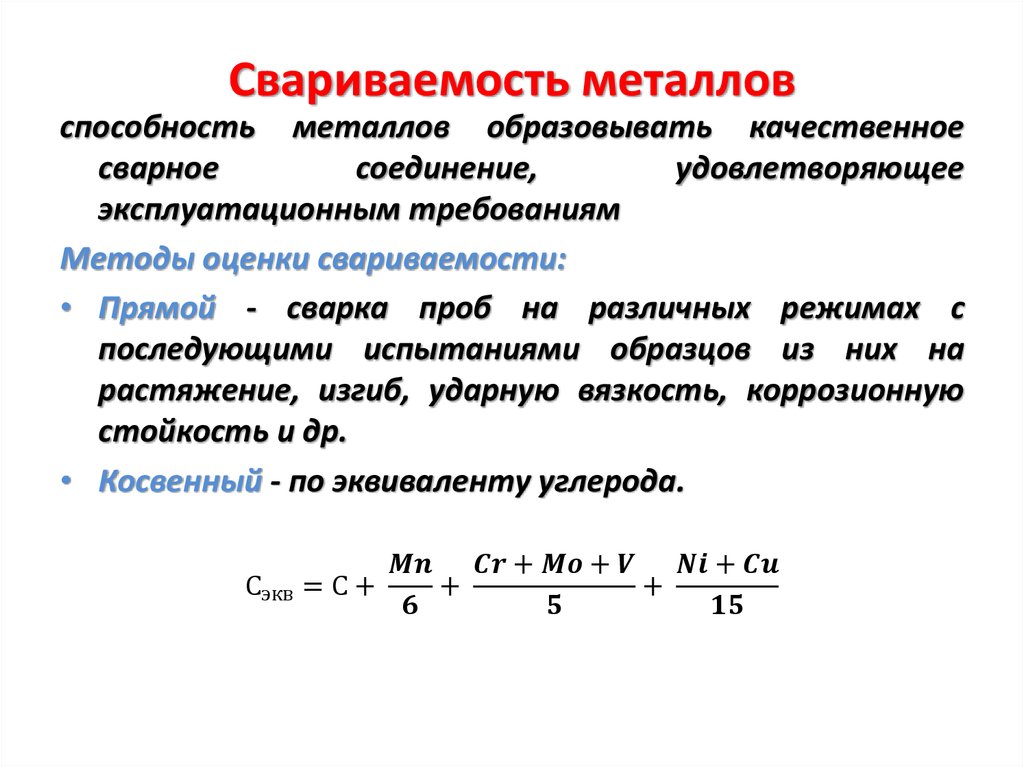 При аргонодуговой сварке вероятность образования пор уменьшается с повышением качества защиты зоны сварки.
При аргонодуговой сварке вероятность образования пор уменьшается с повышением качества защиты зоны сварки.
2.4 Физико-химические особенности
При сварке Ni и его сплавов, особенно с Си, основной металл не претерпевает структурных превращений, не закаливается, поэтому нет необходимости применять предварительный подогрев или последующую термообработку.
Некоторые сплавы Ni, особенно с Сг и Мо, проявляют склонность к межкристаллитной коррозии, для предотвращения которой сварное соединение подвергают отжигу. Сваривать такие
сплавы газовой сваркой нежелательно, так как длительное воздействие высокой температуры может привести к понижению коррозионной стойкости.
При сварке никеля и его сплавов для улучшения свариваемости приходится вводить в зону сварки легирующие компоненты, поэтому химический состав сварного шва отличается от основного металла.
В зависимости от способа сварки никеля могут быть применены различные методы легирования металла шва. Наиболее надежным методом легирования является применение электродной проволоки определенного состава в сочетании с пассивным нелегирующим электродным покрытием, с флюсом или использование сварки в инертных газах.
Наиболее надежным методом легирования является применение электродной проволоки определенного состава в сочетании с пассивным нелегирующим электродным покрытием, с флюсом или использование сварки в инертных газах.
2.5 Способы сварки. Преимуществом аргоно-дуговой сварки является возможность обеспечения качественной защиты инертным газом сварочной ванны от взаимодействия с компонентами воздуха СЬ, N2, Нг, в результате чего предупреждается порообразование, трещино-образование и другие дефекты. При недостаточной защите поверхность шва становится складчатой, и на рентгенограммах сварных соединений оксидные плены в складках шва могут расшифровываться как трещины.
Сборку деталей рекомендуется выполнять в зажимных приспособлениях без прихваток
При сварке никелевых сплавов с нержавеющей сталью 12Х18Н10Т в ряде случаев целесообразно смещать вольфрамовый или плавящийся электрод от стыка свариваемых кромок в сторону стали на величину, указанную в табл. 28.4, для симметричного формирования шва относительно стыка изделий.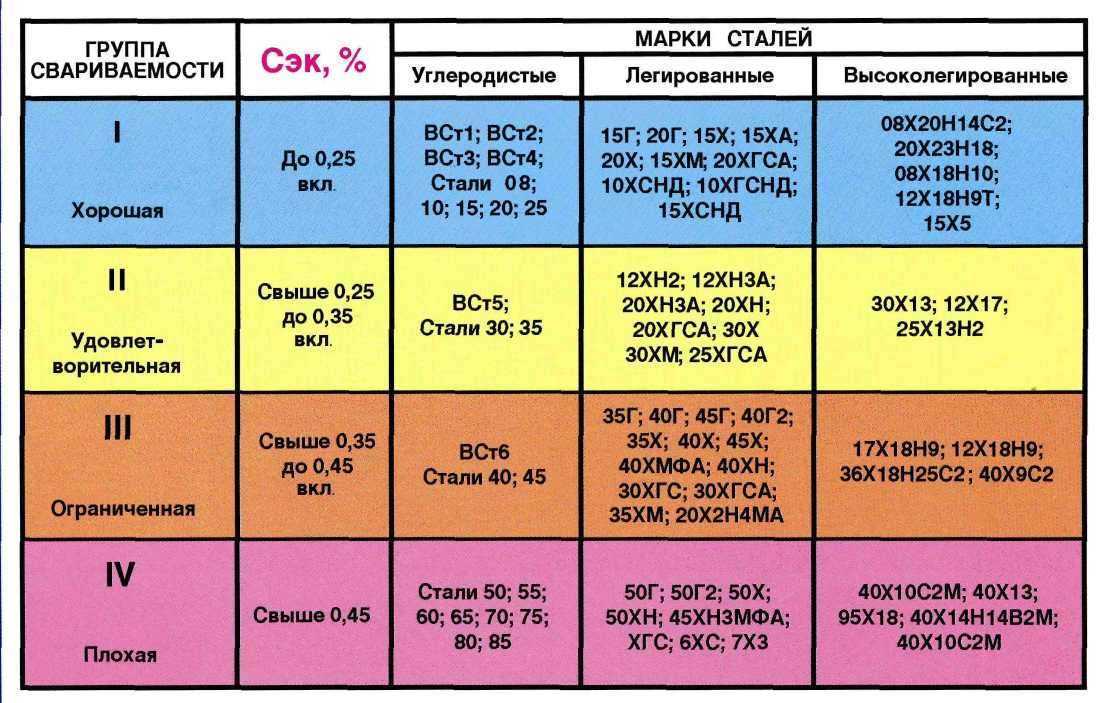
Для повышения стойкости сварных соединений жаропрочных дисперсионно-твердеющих» никелевых сплавов против растрескивания при нагревах необходимо заготовки деталей, подлежащих сварке, подвергать стабилизирующей термической обработке. Режимы стабилизации устанавливают в каждом конкретном случае при отработке технологии.
Сварные соединения, не подвергаемые упрочнению после сварки, а также соединения монтажные и другие, не допускающие термической обработки по своей конструкции, следует преимущественно выполнять с присадкой Св-06Х15Н60М15 по ГОСТ 2246—70.
С учетом склонности никелевых сплавов к образованию горячих трещин при сварке следует применять стыковые соединения или угловые и тавровые с полным проваром, как не имеющие концентратора напряжений в сравнении с другими типами соединений. При сварке никелевых сплавов с нержавеющей сталью 12Х18Н10Т в ряде случаев целесообразно смещать вольфрамовый или плавящийся электрод от стыка свариваемых кромок в сторону стали на величину, указанную в табл. 28.4, для симметричного формирования шва относительно стыка изделий.
28.4, для симметричного формирования шва относительно стыка изделий.
Для повышения стойкости сварных соединений жаропрочных дисперсионно-твердеющих» никелевых сплавов против растрескивания при нагревах необходимо заготовки деталей, подлежащих сварке, подвергать стабилизирующей термической обработке. Режимы стабилизации устанавливают в каждом конкретном случае при отработке технологии.
Сварные соединения, не подвергаемые упрочнению после сварки, а также соединения монтажные и другие, не допускающие термической обработки по своей конструкции, следует преимущественно выполнять с присадкой Св-06Х15Н60М15 по ГОСТ 2246—70.
С учетом склонности никелевых сплавов к образованию горячих трещин при сварке следует применять стыковые соединения или угловые и тавровые с полным проваром, как не имеющие концентратора напряжений в сравнении с другими типами соединений.
Для повышения стойкости против горячих трещин предусматривают гарантированный зазор между свариваемыми кромками стыковых соединений для обеспечения свободной усадки металла. Величину зазора выбирают при отработке технологии.
Величину зазора выбирают при отработке технологии.
Для получения сварных швов с гарантированным проваром и с целью уменьшения пористости в сварных соединениях никелевых сплавов применяют способ аргонодуговой сварки с использованием активирующих флюсов (АФ). Способ обеспечивает получение более широкого проплава и более узкой лицевой стороны шва по сравнению с обычной аргонодуговой сваркой. В табл. 28.5 приведен химический состав флюса, рекомендуемый при сварке никелевых сплавов.
С целью предупреждения образования пор в металле шва наносить АФ рекомендуется непосредственно перед сваркой. Оставшийся на поверхности швов налет шлака АФ не оказывает отрицательного влияния на механические свойства и коррозионную стойкость соединений.
Понятие о свариваемости материалов
Свариваемость это свойство металла или сплава образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, конструкции и эксплуатации изделия.
Различают физическую и технологическую свариваемость.
Физическая свариваемость – свойство материалов образовывать монолитное соединение с межатомной связью. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами.
Технологическая свариваемость это характеристика металла, определяющая его реакцию на воздействие сварки и способность при этом образовывать сварное соединение с заданными эксплуатационными свойствами. Технологическая свариваемость зависит от физических и химических свойств материала, его кристаллической решетки, степени легирования, наличия примесей и пр.
Основные критерии технологической свариваемости являются:
— окисляемость металла при сварочном нагреве
— сопротивляемость образованию горячих и холодных трещин
— чувствительность металла к тепловому воздействию, характеризующаяся склонностью металла к росту зерна, структурным и фазовым изменениям в шве и зоне термического влияния, изменением прочностных и пластических свойств
— чувствительность к преобразованию
— соответствие свойств сварного соединения заданным эксплуатационным свойствам
— обеспечение качества формирования сварного шва
— удовлетворение требованиям минимальных (допустимых) напряжений и деформаций.
Свариваемость сталей зависит от степени легирования, структуры содержания примесей. Наибольшее влияние на свариваемость сталей оказывает углерод. С увеличением содержания углерода, а также ряда лигирующих элементов свариваемость сталей ухудшается.
Чем выше содержание углерода в стали, тем выше опасность образования холодных и горячих трещин. Ориентировочным количественным показателем свариваемости стали является эквивалентное содержание углерода, которое определяется по формуле Сефериана [1]
, (1)
где [C] — содержание углерода и легирующих элементов дается в процентах. Рассчитанные значения химического эквивалента углерода для углеродистых и низколегированных сталей перлитного класса позволяют классифицировать их по свариваемости в зависимости от химического состава на: хорошо, удовлетворительно, ограниченно и плохо свариваемые.
На количественное значение эквивалента углерода для каждой группы свариваемости существенное влияние оказывает толщина свариваемой стали, определяемая размерным эквивалентом углерода.
Размерный эквивалент углерода Ср равен
[C]р=0,005S[C]х , (2)
где S – толщина свариваемой стали в мм, 0,005 – коэффициент толщины, определенный экспериментально.
Конструкционные стали с повышенным содержанием углерода, легированные Cr, Mn, Ni и другими элементами склонны при сварке к образованию в зоне термического влияния неравновесной мартенситной структуры, интенсивность образования которой возрастает с увеличением содержания углерода и легирующих элементов. На образование закалочных структур в околошовной зоне влияют также выбранные режимы сварки, так как они определяют температуру нагрева и скорость охлаждения. Для снижения интенсивности образования мартенситных прослоек в зоне термического влияния, которые могут привести к образованию холодных трещин требуется применение специальных технологических мер. Наиболее эффективными из которых является снижение скорости охлаждения околошовной зоны путем предварительного подогрева.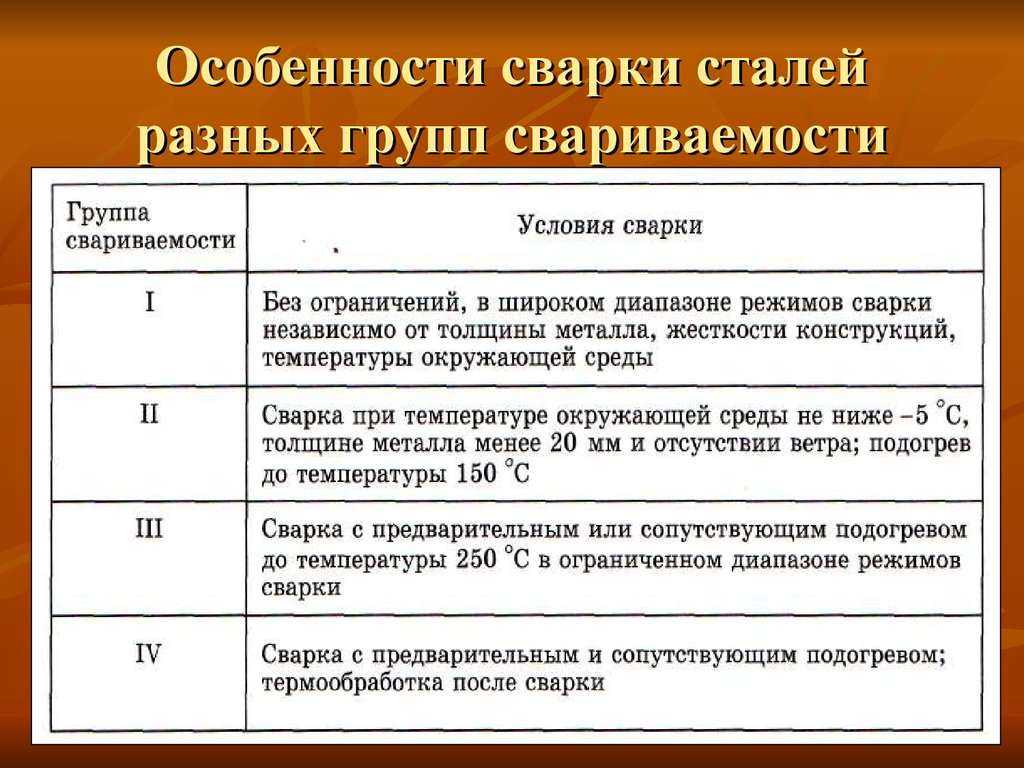 При выборе температуры предварительного подогрева закаливающихся сталей следует учитывать, что недостаточный подогрев приводит к повышению вероятности появления холодных трещин, а излишне высокий снижает пластичность и особенно ударную вязкость стали вследствие чрезмерного роста зерен аустенита (Ас3 + 100°С).
При выборе температуры предварительного подогрева закаливающихся сталей следует учитывать, что недостаточный подогрев приводит к повышению вероятности появления холодных трещин, а излишне высокий снижает пластичность и особенно ударную вязкость стали вследствие чрезмерного роста зерен аустенита (Ас3 + 100°С).
Определение необходимой температуры предварительного подогрева производится с учетом полного эквивалента углерода
[C] = [C]х + [C]р = [C]х (1 + 0,005S). (3)
Температура предварительного подогрева ровна
Тп = 350 , (4)
где 350 – температура в градусах Цельсия, принятая как наиболее характерная для конструкционных и теплоустойчивых сталей;
[C] –полный эквивалент углерода;
0,25 – определенное содержание углерода, при котором углеродистые стали не закаливаются и не возникает трещин в зоне термического влияния сварного соединения.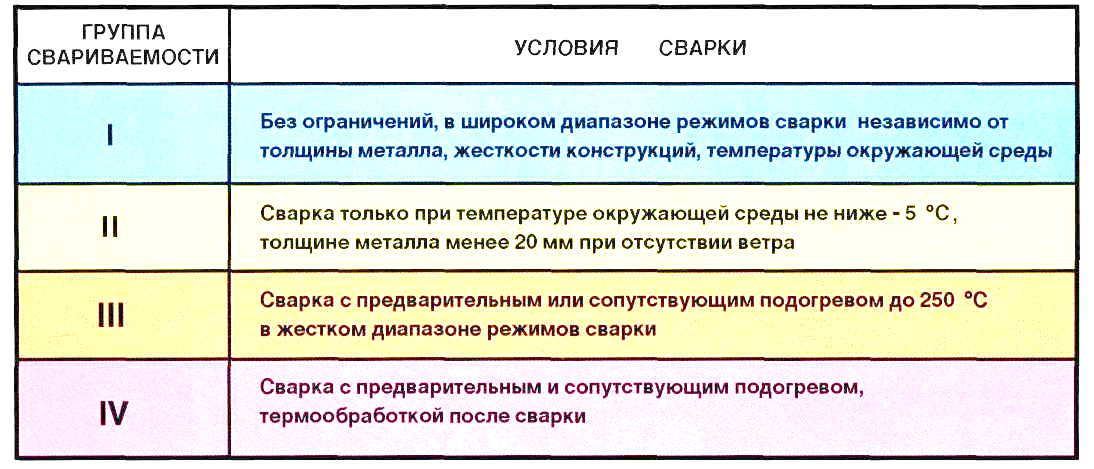
В некоторых случаях размерный коэффициент не учитывают. При этом эквивалент углерода определяют по выраженению [2].
. (5)
Температура предварительного подогрева в этом случае определяется по графику (рис.1).
Рис.1 Зависимость температуры предварительного подогрева от эквивалента углерода в стали
Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем…
Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? — задался я вопросом…
Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.)…
ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала…
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Металл сварного шва – обзор
ScienceDirectРегистрацияВход
Металл сварного шва (и обычно восприимчивая сталь), испытанный в диапазоне температур деформационного старения, показал более высокую прочность на растяжение и более низкую пластичность, чем при температуре окружающей среды.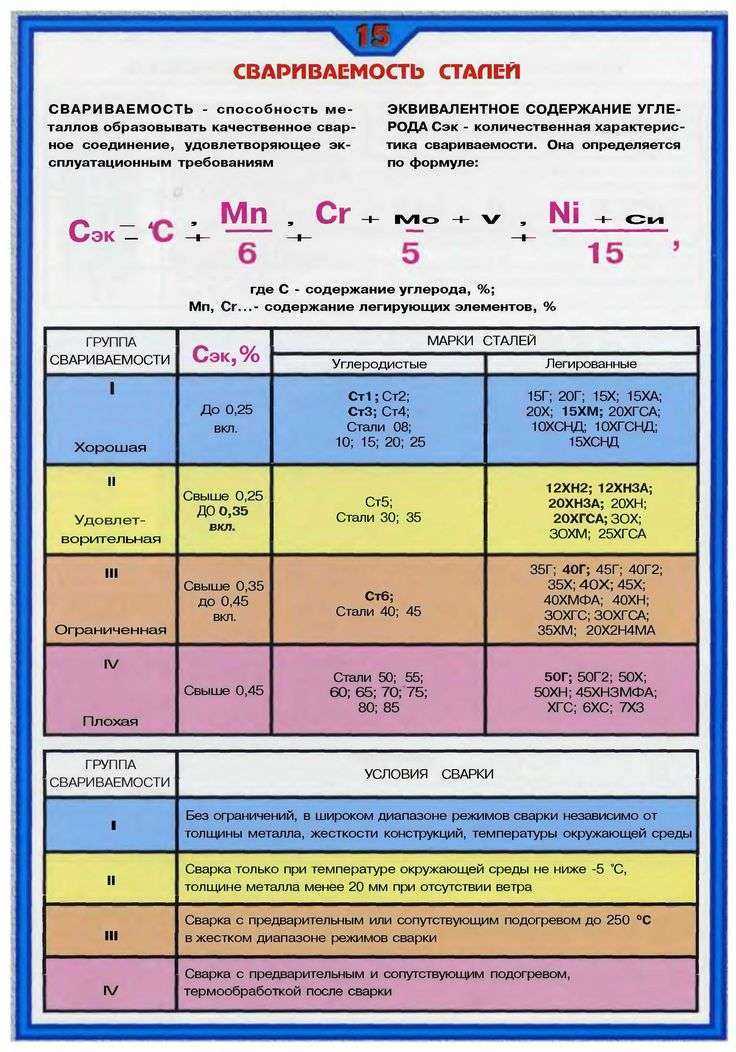
Из: Weldability of Ferritic Steels, 1994
PlusAdd to Mendeley John Hicks, in Welded Design, 2001
процесс сварки, а затем затвердевает. Обычно это смесь любого присадочного металла и основного металла, а также любых добавок из флюса в расходных материалах, и он будет иметь литейную металлургическую структуру. Эта структура не будет однородной, потому что она будет разбавлена большим количеством основного металла в сварных швах или проходах вблизи границы сплавления, чем вдали от нее. Эта литая структура и термическая предыстория требуют от производителя расходных материалов разработки составов, которые будут, насколько это возможно, воспроизводить или соответствовать свойствам деформируемого основного металла, но в литом металле. Это может означать, что состав металла сварного шва не может быть таким же, как у основного металла, что в некоторых средах может представлять проблему дифференциальной коррозии.
 Наряду с прочностью важным свойством металла шва является пластичность и ударная вязкость. Можно получить металлы сварки, соответствующие свойствам большинства исходных металлов, с которыми они будут использоваться.
Наряду с прочностью важным свойством металла шва является пластичность и ударная вязкость. Можно получить металлы сварки, соответствующие свойствам большинства исходных металлов, с которыми они будут использоваться.Просмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B9781855735378500067
Norman Bailey BMet. англ. ФИМ. FWeldI, в Weldability of Ferritic Steels, 1994
Механические свойства
Для металлов сварного шва существует приблизительное соотношение между CE IIW самого металла сварного шва (а не основной стали) и его прочностью, особенно при погружении в раствор. дуговые сварные швы. 19 Для металла однопроходного, двухпроходного и многопроходного шва разработаны несколько иные соотношения; наиболее полезными из них являются металл многопроходного шва в состоянии после сварки:
[1,9]σyam=670CEIIW+230
для металла многопроходного шва после ПТО:
[1,10]σysm=670CEIIW+200
для двухпроходного металл сварного шва после сварки:
[1. 11]σya2=720CEIIW+182
11]σya2=720CEIIW+182
Другие формулы для предела текучести и предела прочности при растяжении металла, сваренного под флюсом, приведены в ссылке. 19.
Эти уравнения должны , а не использоваться для металла сварного шва, который был нормализован или подвергнут закалке и отпуску, из-за потери прочности металла шва после термической обработки, включающей нагрев в пределах аустенитного диапазона, т.е. обычно выше примерно 750 °C . Это происходит в результате разрушения тонкой густой сети дислокаций, придающих металлу шва прочность в большей степени, чем можно было бы ожидать, исходя из их состава и размеров зерен. 10 Важно помнить об этой потере прочности, поскольку она требует специального выбора сварочных материалов, как правило, с таким же содержанием углерода, как и в основной стали. Ситуации, в которых это может произойти, включают литейный ремонт отливок перед их термической обработкой, горячую обработку частично изготовленных (сварных) компонентов в диапазоне аустенита и любой неожиданный или несанкционированный нагрев (например, при пожаре) до чрезмерно высоких температур.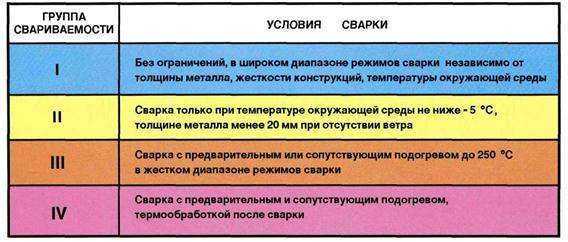
Также разработаны формулы для оценки предела текучести металлов шва и ЗТВ по их твердости. 20 , 21 Эти формулы предела текучести особенно важны, поскольку они позволяют выполнять механические расчеты устойчивости к дефектам конструкций, в которых может быть сохранено недостаточно материала для проведения испытания на растяжение.
Для металла шва:
[1,12]σywm=3,15HV-168
Для ЗТВ:
[1,13]σyHAZ=3,25HV-349
[1.12] дает достаточно точные результаты, имеется заметный разброс в значениях, полученных из уравнения. [1.13] из-за скудости данных, на которых она основывалась.
Оценка ударной вязкости по формулам углеродного эквивалента непроста из-за сложности различных микроструктур металла сварного шва и микроструктурного измельчения путем повторного нагрева при многопроходных сварных швах, а также того, как они влияют на то, что в противном случае было бы простой обратной линейной зависимостью между ударной вязкостью и прочностью ( или жесткость). Например, при отсутствии условий, благоприятствующих образованию игольчатого феррита, марганец вреден, так как повышает прочность при одновременном снижении ударной вязкости. Однако, если игольчатый феррит может образовываться, то марганец полезен до примерно 1,8% (при отсутствии других легирующих элементов), потому что он заменяет крупный первичный феррит тонким игольчатым ферритом и, таким образом, увеличивает как ударную вязкость, так и прочность. Однако была обнаружена прямая обратная зависимость между энергией верхнего шельфа Шарпи (( U ) (а также наклон переходной части кривой Шарпи) и содержание включений в металле шва ( I ) сварных швов под флюсом 19 , которое, в свою очередь, может быть рассчитано по составу металла шва:
Например, при отсутствии условий, благоприятствующих образованию игольчатого феррита, марганец вреден, так как повышает прочность при одновременном снижении ударной вязкости. Однако, если игольчатый феррит может образовываться, то марганец полезен до примерно 1,8% (при отсутствии других легирующих элементов), потому что он заменяет крупный первичный феррит тонким игольчатым ферритом и, таким образом, увеличивает как ударную вязкость, так и прочность. Однако была обнаружена прямая обратная зависимость между энергией верхнего шельфа Шарпи (( U ) (а также наклон переходной части кривой Шарпи) и содержание включений в металле шва ( I ) сварных швов под флюсом 19 , которое, в свою очередь, может быть рассчитано по составу металла шва:
[1,14]Uam=158−83I
[1,15]Usm=173−83I
[1,16]Ua2=138−83I
, где используются те же обозначения, что и в уравнении [1.9–1.11], дополнительные соотношения приведены в ссылке. 19.
Содержание включений I в виде объемной доли оценивается исходя из предположения, что кислород, содержащийся в металле сварного шва, сначала соединяется с Al с образованием Al 2 O 3 , затем с Ti с образованием TiO 2 и, наконец, с Mn и Si с образованием 2MnO. SiO 2 : S образует MnS. Коэффициенты отношения массы элемента к объему включений составляют 4,09 для Al. 3,67 для титана. 5.3 для Mn до MnS. 6.2 для оставшегося О до 2MnO·SiO: 1% кислорода эквивалентен 0,89% Al и 0,67% Ti. Эти отношения кажутся действительными для всех типов сварки плавлением.
SiO 2 : S образует MnS. Коэффициенты отношения массы элемента к объему включений составляют 4,09 для Al. 3,67 для титана. 5.3 для Mn до MnS. 6.2 для оставшегося О до 2MnO·SiO: 1% кислорода эквивалентен 0,89% Al и 0,67% Ti. Эти отношения кажутся действительными для всех типов сварки плавлением.
Посмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B9781855730005X
G. Madhusudhan Reddy, Amol A. Gokhale, in Aluminium-lithium Alloys, 2014
9.2 Пористость металла сварного шва Поэтому контроль пористости и минимизация ее неблагоприятного воздействия на свойства сварного шва представляют большой интерес. Пористость может быть связана с газом или быть результатом усадки при затвердевании. С точки зрения размера, формы и расположения пористость можно описать как междендритную пористость или объемную пористость (D’Annessa, 19).
67; Девлетиан и Вуд, 1983; Мартуканиц и Михнюк, 1982). Междендритная пористость возникает, когда пузырьки газа образуются или захватываются между ветвями дендритов в субструктуре затвердевания, тогда как объемная пористость представляет собой сферические поры, возникающие в результате пересыщения газами в сварочной ванне. Пористость зависит как от количества растворенных газов, так и от параметров процесса сварки. Водород является основной причиной газовой пористости алюминиевых сварных швов (Ерохин, Оботоров, 1971; ОльШанский, Дьяченчо, 19).77). Пустоты или пористость, которые обычно имеют сферическую форму, вызваны резким уменьшением растворимости водорода во время затвердевания: растворимость водорода в расплавленном алюминии более чем в 10 раз превышает растворимость в твердом металле (Mondolfo, 1979; Ransley and Neufeld, 1948). Легирующие добавки к алюминию влияют на формирование пористости, влияя на растворимость водорода в матрице. Добавки меди или кремния к алюминию снижают растворимость водорода в твердом состоянии и, таким образом, увеличивают склонность к образованию пор (Девлетиан и Вуд, 19). 83). Добавки магния значительно повышают растворимость водорода в твердом состоянии в алюминии и, следовательно, снижают склонность к порообразованию. Легирующие добавки также влияют на формирование пористости в алюминиевом металле сварного шва, влияя на диапазон затвердевания и характер затвердевания (Kou, 1987).
Наибольший опыт сварки литийсодержащих алюминиевых сплавов получен при сварке российского сплава Al–Li–Mg первого поколения 1420. Обзоры ряда работ показывают, что пористость металла шва представляет большую проблему для литийсодержащих сплавов, чем для обычных алюминиевые сплавы (Костривас и Липпольд, 1999; Пикенс, 1985, 1990). Пористость в основном связана с гигроскопичной сложной оксидной пленкой на свариваемых компонентах. Считается, что сложные оксиды Li, Mg и Al образуются при повышенных температурах во время горячей обработки или обработки на твердый раствор, и они впоследствии ответственны за пористость металла шва (Фридляндер, 1970). Если окисную пленку удалить механическим или химическим способом, пористость значительно снижается (Федосеев и др. , 1978; Рамулу и Рубберт, 1990; Мадхусудхан Редди и Гокхале, 19).93; Скиллингберг, 1986). Сочетание механической обработки и химического фрезерования с защитой аргоном при сварке дает наилучшие результаты (Gittos, 1987; Madhusudhan Reddy and Gokhale, 1993) (табл. 9.2), что соответствует второму поколению российских сплавов Al-Li-Cu-Mg. сплав 1441.
Таблица 9.2. Влияние подготовки поверхности и защиты на окисление и пористость в сварных швах из листового сплава 1441 Al–Li–Cu–Mg
| S.No | Состояние поверхности и защита | Качество сварки |
|---|---|---|
| 1 | As-received | Heavy oxidation |
| 2 | Wire brushed | Gross porosity |
| 3 | 0.1 mm machined | Gross porosity |
| 4 | 0,2 мм обработанная | Плотная мелкая пористость |
| 5 | 0,2 мм обработанная + аргоновая подложка | Мелкая пористость по линии сплавления + редкая мелкая пористость |
| 6 | 0,2 мм обработанный+химически очищенный+аргоновая основа | Самая низкая пористость |
Источник: Madhusudhan Reddy and Gokhale (1993).
Листы, сваренные в состоянии поставки или обработанные проволочной щеткой, имеют большую пористость, как показано на рис. 9.1. Толщина поверхностного слоя, который необходимо удалить для сварных швов с низкой пористостью, зависит от характера и степени предшествующей термической обработки, приводящей к окислению поверхности.
Рисунок 9.1. Влияние подготовки поверхности на пористость сварного шва в листе из сплава 1441 Al-Li-Cu-Mg, (A) в состоянии поставки и (B) в состоянии проволочной щетки (Madhusudhan Reddy and Gokhale, 1993).
При сварке алюминиевых сплавов обычно нет необходимости в подкладке инертным газом, но указанное в таблице 9.2 наблюдение пониженной пористости согласуется с результатами Ищенко и Чаюна (1977). Положительный эффект защиты от инертного газа, вероятно, является еще одним признаком высокой реакционной способности Li. Использование вакуумной термообработки для минимизации пористости зоны сварки в сплаве 1420 изучалось Мироненко и др. (1979а, 1979б). Вакуумную термообработку проводили в течение 12–24 ч и в интервале температур 450–500°С (Костривас, Липпольд, 1999). Эта предварительная обработка заметно уменьшила пористость зоны сварки как при сварке вольфрамовой дугой (GTA), так и при сварке электронным лучом (EB). Снижение пористости объясняется вакуумной термообработкой, удаляющей водород, захваченный в поверхностных слоях. Однако такая термическая обработка размягчит основной металл, а это означает, что для восстановления механических свойств потребуется старение после сварки. Кроме того, этот метод, как правило, нельзя использовать для крупных структурных элементов, и он является дорогостоящим.
Просмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B978012401698
94
G. Pimenta, R.A. Jarman, Shreir’s Corrosion, 2010
3.35.4.3.6 Состав присадочного металла
Состав металла сварного шва важен с точки зрения коррозии. Если металл сварного шва имеет более низкий потенциал, чем соединяемые материалы, он будет преимущественно корродировать. Кроме того, из-за меньшей площади поверхности плотность тока коррозии для процесса коррозии будет очень высокой. В случае автогенных сварных швов, в которых нет отдельного присадочного материала, состав сварного шва, , хотя не обязательно микроструктура, определяется соседним исходным материалом. Однако, если используется наполнитель, в идеале он должен быть более благородным, чем материал или соединяемые материалы. Кроме того, по возможности корень шва должен быть обращен к наиболее агрессивной жидкости, потому что при этом будет открыта меньшая площадь.
Просмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B9780444527875001219
H. Cerjak, P. Mayr, in Creep-Resistant Steels, 2008
17.
5.1 Трещины типа I, типа II ПВТ; реже трещины в металле шва могут быть связаны с повреждением ползучести при высокотемпературной эксплуатации. 28 , 29 Трещины в металле сварного шва в основном в поперечном направлении, хотя также сообщается о продольных разрушениях. Трещины, о которых сообщалось ранее, были почти межкристаллитными и проявлялись как горячие трещины, образовавшиеся во время затвердевания металла шва. Поскольку за последние несколько десятилетий улучшилось развитие металла шва и повысилась чистота наплавленного металла, значимость трещин затвердевания в ферритных сталях уменьшилась. Они по-прежнему вызывают большую озабоченность при сварке аустенитных и никелевых металлов сварного шва.
Как описано выше, наплавленный металл, полученный методом многослойной сварки с последующим докритическим отпуском, не имеет однородной микроструктуры. При многослойной сварке затвердевшие валики сварного шва под ними испытывают значительное термическое воздействие от последующих термических циклов сварки. Поэтому в многослойном металле шва развиваются аналогичные зоны по сравнению с зонами ЗТВ основного металла. Эти зоны в металле сварного шва могут определенно быть подвержены различным формам повреждения ползучести. В то время как крупнозернистые участки в наплавленном металле могут проявлять склонность к растрескиванию при повторном нагреве, мелкозернистые участки могут разрушаться из-за растрескивания типа IV с теми же механизмами, действующими, что и в аналогичной части ЗТВ основного металла. Оба механизма отказа будут описаны более подробно в следующих параграфах.
Просмотр книги Глава покупки
Читать полная глава
URL: https://www.sciendirect.com/science/article/pii/b97818456
в Duplex Stainless Steels, 1997
в Duplex Stainless Steels, 1997
в Duplex Stainless Steels, 1997
в Duplex Stainless, 1997
. Микроструктура металла сварного шва отличается от основного материала в результате различий в химическом составе и его общей термической истории. Термодинамически невозможно получить долю аустенита выше равновесного уровня отжига, хотя сообщалось о равновесном содержании аустенита в осадках с высоким содержанием азота и никеля. 19 На практике автогенный металл сварного шва может быть почти полностью ферритным, начиная с уровня после отжига около 50%, в то время как состав и скорость охлаждения большинства наплавок гарантируют, что равновесная доля аустенита не будет достигнута. Следовательно, химический состав металла шва имеет решающее значение. Сварочные материалы обычно имеют «более аустенитный» состав, чем основная сталь, для улучшения механических и коррозионных свойств. Сегодня наполнители обычно изготавливаются с содержанием никеля на 2–4% больше, чем в основном металле. ANSI/AWS A5.4 (SMAW) и A5.9(неизолированные электроды и стержни) классифицируют такие расходные материалы как E/ER 2209 для сварки сплавов с содержанием 22 % Cr (S32205/S31803), а код E/ER 2553 охватывает материалы с содержанием 25 % Cr, такие как S32550. Посмотреть главуКнига покупок Прочитать главу полностью URL: https://www.sciencedirect.com/science/article/pii/B978185573318350013X J.W. Martin, в Materials for Engineering (Third Edition), 2006 Металл сварного шва, по существу, представляет собой небольшую отливку, и основы его структуры можно оценить, обратившись к нашему предыдущему обсуждению механизма кристаллизации металлы и сплавы в главе 1. Столбчатые кристаллы с сердцевиной формируются на еще твердой поверхности компонента вдоль линии сплавления. Затем они растут в направлении наибольшего градиента температуры в сварочной ванне, как показано на рис. 3.31. Показаны рост столбчатых кристаллов в сварочной ванне. Просмотреть главуКнига покупок Прочитать всю главу URL: https://www.sciencedirect.com/science/article/pii/B97818456 В качестве альтернативы, код CEN для расходных материалов с 22% Cr — X22.9.3L, а для более высоколегированных марок существуют два кода, а именно: X25.9.3CuL и X25.9.4L, которые относятся к расходным материалам из супердуплекса (см. Приложение B). Металл сварного шва
3.31. Кристаллы, которые растут из расплава, изначально имеют ту же ориентацию, что и твердое тело, поэтому важно учитывать, происходит ли рост зерен в материале компонента, прилегающем к линии сплавления, поскольку это повлияет на размер зерна затвердевшего металла сварного шва. Фактически размер зерна в сварном шве определяется размером зерна на линии сплавления, поскольку границы зерен там будут общими для обоих. Область компонента, прилегающая к сварному шву, известна как зона термического влияния (ЗТВ).
M. Encyclopedia of Technology, 0031, Encyclopedia of Science, 0031
4 Межфазная граничная энергия включений с ферритом и аустенитом
Сообщалось, что в металлах сварного шва параметр планарного несоответствия, среднее несовпадений вдоль трех плотноупакованных направлений в плоскостях с низким показателем преломления, хорошо коррелирует с величиной переохлаждения при котором началось зарождение δ-феррита (Брэмфит 1970, Охаши и др. . 1976). Этот параметр широко варьируется в металлах сварного шва. Напротив, способность включений к зародышеобразованию феррита из аустенита оказывается чувствительной к небольшим изменениям несоответствия включений ферриту и/или аустениту. Howell и Honeycomb (1981) предположили, что несоответствие карбидов и нитридов ферритному ядру является ключевым фактором, контролирующим зародышеобразование. Ориентация этих соединений с ферритом кубическая, за исключением сульфида марганца. Несоответствие с ферритом по [110] α колеблется от 0,015 для нитрида ванадия до 0,16 для нитрида ниобия. Следовательно, это предложение согласуется с сообщениями о высокой эффективности нитрида ванадия в отношении стимуляции внутризеренного зародышеобразования феррита (Ishikawa et al. 1994, Zhang et al. 1996). Однако не было сообщено о четкой корреляции способности нуклеации с несоответствием для других соединений.
Эти нарушения корреляции позволяют предположить, что структура и энергия не только границ раздела ядро:включение, но и границ раздела включение:матрица влияют на способность включения к зародышеобразованию, как того требует теория гетерогенного зародышеобразования. Многие из этих соединений имеют кубо-кубическую ориентацию с аустенитом. Несоответствие колеблется от 0,15 до 0,25 и, таким образом, близко к значению, выше которого интерфейсы считаются некогерентными. Несмотря на это, HRTEM показал, что границы между включениями и аустенитом являются полукогерентными, как показано на рис. 4. Несоответствие представляет собой так называемую структурную часть межфазной граничной энергии. Химическая часть, вероятно, вносит значительный вклад в межфазную энергию, потому что, в отличие от границ раздела металл-металл, границы включения: железо состоят из связей между металлическими и неметаллическими атомами. Этот вопрос также нуждается в тщательном изучении (Mizuno и др. . 1998).
Рис. 4. HRTEM-изображение границы раздела карбида ванадия в высокомарганцовистой заэвтектоидной стали, содержащей ванадий. Стрелки указывают дислокации несоответствия (воспроизведено с разрешения Японского института металлов из Furuhara et al. . 1996).
Просмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B0080431526011311
Norman Bailey BMet. англ. ФИМ. FWeldI, Свариваемость ферритных сталей, 1994
Другие аспекты поведения водорода в ферритных сталях
Ниже обсуждаются некоторые аспекты поведения водорода в сталях, в основном для того, чтобы показать, как такое поведение связано с водородным растрескиванием во время сварки. Наиболее опасным аспектом является то, что необнаруженная водородная трещина может легко инициировать либо хрупкое разрушение, как на рис. 5.15, либо усталостную трещину. Более подробная информация о некоторых из этих проблем приведена в главе 10.
Рыбий глаз является наиболее необычным проявлением водородной хрупкости и ограничивается поверхностями излома металла сварного шва. Как видно из иллюстрации на обложке и (более подробно) на рис. 5.22, каждый «рыбий глаз» состоит из центральной области (зрачка глаза) и окружающей области (радужной оболочки). Центральная область представляет собой небольшое несовершенство — то ли пору, то ли включение, — которое локально было богато водородом, когда формировался «рыбий глаз».
5.22. Рыбий глаз на поверхности излома, как видно на СЭМ, показывающий центральную пору и окружающий хрупкий излом.
Когда металл сварного шва подвергается напряжению выше предела текучести при относительно низкой скорости деформации и начинается образование шейки, водород в порах (или сконцентрированный вокруг включения) локально охрупчивает окружающую сталь, так что дальнейшее натяжение приводит к хрупкому разрушению под действием водорода – обычно квазисколотого типа. Этот перелом продолжается на короткое время, а затем прекращается по двум причинам. Во-первых, пластическая деформация нагревает сталь, во-вторых, увеличивается скорость локальной деформации в вершине трещины*. Оба этих эффекта уменьшают способность водорода охрупчивать сталь до такой степени, что прекращается хрупкое (под действием водорода) разрушение. Дальнейшая деформация приводит к разрушению в результате пластического процесса (слияния микропустот) в обычном порядке. Следует понимать, что единственным «дефектом» «рыбий глаз» является центральный «зрачок», который обычно не намного больше миллиметра или около того в поперечнике. Это , а не весь рыбий глаз.
Рыбий глаз обычно не наблюдается по двум причинам: во-первых, испытания цельносварных металлических образцов, которые проводятся производителями расходных материалов для контроля качества, всегда проводятся на образцах, прошедших термообработку (обычно около 16 часов). при 250 °С) для удаления водорода; 4 , во-вторых, поскольку металл сварного шва из ферритной стали обычно превосходит по прочности основную сталь, разрушение при испытании на растяжение поперечного сварного шва обычно происходит в основной стали. Кроме того, испытания металла сварного шва, подвергнутого PWHT, не покажут рыбий глаз, потому что термообработка удалит достаточное количество водорода, чтобы избежать проблемы.
Единственный случай, когда рыбий глаз вероятен, это когда металл сварного шва не превосходит основную сталь. Это может произойти, если основная сталь прочнее (или металл сварного шва слабее), чем должен быть. Рыбий глаз также возможен, если проводятся испытания для определения прочности мягкого металла шва, используемого для смазки высокопрочной стали (даже если металл шва может иметь очень низкий уровень содержания водорода).
В случаях, описанных в предыдущем абзаце, не разрешается применять термообработку для удаления водорода. Если испытуемый образец показал адекватные значения прочности (и, если требуется, пластичности), наличие «рыбьих глаз» является , а не причиной для браковки, за исключением случаев, когда поры или частицы в зрачках зрачков «рыбий глаз» неприемлемы. Если уровни пластичности неблагоприятно затронуты, лучший совет состоит в том, чтобы извлечь дополнительные образцы для испытаний задолго до того, как они будут испытаны, и дать им постоять в теплой части испытательной камеры как можно дольше, чтобы могло выйти как можно больше водорода. . Однако известно, что образцы, извлеченные из сварного шва толстого сечения через несколько месяцев после наплавки, обнаруживают «рыбий глаз» при испытании.
Водородное отслаивание может происходить в тяжелых поковочных заготовках, когда они были охлаждены от температур литья со слишком высоким содержанием водорода. Чешуйки представляют собой небольшие трещины внутри стальной заготовки, вызванные остаточными напряжениями, возникающими при охлаждении и воздействующими на охрупченную водородом сталь. Поэтому они очень похожи на водородные трещины, возникающие после сварки. Обычно сталь для таких тяжелых поковок должна быть с низким содержанием водорода: если этого не добиться, то единственным способом предотвращения растрескивания или отслаивания стали является длительная термическая обработка стали в интервале температур отпуска (скажем, 600–700 °С). ) для снижения содержания водорода перед охлаждением до температуры окружающей среды.
Сталь, которая подвергается горячей прокатке в виде толстого листа и профилей, обычно не имеет достаточной толщины для удерживания достаточного количества водорода, что создает проблему, хотя в первые дни непрерывной разливки иногда обнаруживались трещины в центральных сегрегациях, которые были достаточно обогащены в легирующих элементах, которые легко охрупчиваются.
Проблема является напоминанием о том, что сталь, особенно если она легированная и имеет среднее или высокое содержание углерода, может содержать достаточное количество водорода, вызывающего проблемы при сварке. Таким примером является тяжелая поковка, расточенная и сваренная внутри отверстия (без какой-либо предварительной обработки отпуском) с очень низким содержанием водорода в процессе сварки и, следовательно, с низким уровнем предварительного нагрева. Предпочтительным решением является черновая обработка отверстия, отпуск стали и только после этого сварка.
Водород высокого давления обычно хранится в баллонах из высокопрочной стали при температуре окружающей среды, несмотря на хорошо известное охрупчивающее действие водорода на высокопрочные стали. Хотя существуют ограничения на прочность сталей, которые можно использовать для таких целей, основным фактором предотвращения растрескивания является то, что молекулярный водород не может проникнуть в сталь, на поверхности которой есть даже тонкое оксидное покрытие (ржавчина). Если стальной сосуд, содержащий водород, подвергается напряжению, превышающему его предел упругости, оксид склонен к растрескиванию, и тогда водород может попасть на атомарно чистые стальные поверхности, представленные таким образом. В очень высокопрочных сталях оксид может треснуть до того, как сталь достигнет своего предела упругости; тогда водород может попасть в сталь, сделать ее хрупкой и вызвать растрескивание без предварительной пластической деформации.
Аналогичным образом, когда сталь содержит молекулярный водород, захваченный в пустотах, этот водород не может повторно войти в решетку стали при температуре ниже примерно 250 °C; такой захваченный водород отвечает за некоторое количество остаточного водорода, измеренное при анализе водорода в металле сварного шва, а также за снижение скорости диффузии водорода, измеренное при температуре, близкой к температуре окружающей среды (рис. 5.3).
Воздействие водорода или повреждение водородом возникает, когда сталь, содержащая водород, подвергается воздействию высоких температур. Атака происходит из-за того, что водород соединяется с углеродом в карбидах стали (рис. 5.23) с образованием метана. Это разрушение карбидов снижает прочность стали, а метан может образовывать внутренние пузыри. Атака наиболее вероятна, когда сталь используется (например, на нефтехимическом заводе) для содержания газов с высоким содержанием водорода при высоких температурах и давлениях.
5.23. Водородная атака: (а) вблизи поверхности стали C:Mo. СЭМ-микрофотография, белые области — пластинки карбида в перлите, черные области — полости, где карбиды были разрушены: (b) пузыри в мягкой стали, оптическая микрофотография.
Присутствие хрома в стали повышает ее устойчивость к воздействию водорода, и доступны кривые («диаграмма Нельсона»), показывающие, какие стали можно безопасно использовать при различных температурах и парциальных давлениях водорода. 5
Сталь, которая использовалась в таких водородных условиях при температуре выше примерно 200 °C, будет содержать высокие уровни водорода, и установка обычно охлаждается медленно, чтобы дать достаточному количеству этого водорода диффундировать наружу и избежать растрескивания, когда сосуд остынет до температуры окружающей среды. Однако он все еще может содержать достаточно водорода, чтобы вызвать проблемы с растрескиванием, если сосуд необходимо сварить для ремонта или модификации; в таких случаях может потребоваться повторный нагрев для диффузии части этого водорода или другие меры предосторожности.
Кислородная среда — это описание использования трубопроводов и т.п. для жидкостей (часто слабокислых), содержащих сероводород (H 2 S) в растворе. Его значение заключается в том, что молекулярный водород не может проникать в стали при температуре окружающей среды или близкой к ней, поскольку оксид на поверхности препятствует реакции железа с молекулярным водородом с образованием атомарного водорода. Присутствие H 2 S позволяет образовываться атомарному водороду и поступать в решетку стали в концентрациях, значительно превышающих равновесную растворимость водорода в стали при давлении 1 бар. Этот водород может привести к серьезным проблемам с растрескиванием и вздутием, которые описаны в следующих нескольких параграфах.
Вздутие водорода происходит в двух случаях. Один из них (описанный выше) — когда стали используются в водородной среде выше безопасных пределов для такой службы. Водород, попавший в сталь, реагирует с углеродом в стали с образованием метана, который может образовывать довольно большие пузыри, особенно в мягкой стали (как на рис. 5.23(b)). Появление пузырей, похожее по внешнему виду, также может происходить при температуре окружающей среды и вблизи нее, если сталь с неблагоприятными типами включений (обычно прокатанный MnS и силикаты марганца) подвергается эксплуатации в серой среде. Шаровидные или компактные включения (например, полученные путем контроля формы включения с помощью кальция или редкоземельных металлов) или использование сталей с очень низким содержанием серы (т.е. <0,002% S) позволяют избежать этой проблемы.
Водородное коррозионное растрескивание под напряжением и HIC (водородное растрескивание) оба возникают в сероводородной среде. HIC связан с условиями, аналогичными тем, которые вызывают образование пузырей в кислой среде, где образование пузырей и растрескивание связано с прожилками включений и, в тяжелых случаях, как на рис. 5.24, может распространяться от одной плоскости включения к другой, скорее как ламеллярные разрывы (глава 4).
5.24. Водородный крекинг (h2C) после испытаний в растворе, содержащем H 2 S: (a) чувствительная трубная сталь толщиной 5 мм; (b) валик на пластине на чувствительной стали.
Это растрескивание является типом коррозионного растрескивания под напряжением (SCC), которое наиболее вероятно в областях с высоким растягивающим напряжением, особенно с остаточными напряжениями, связанными со сварными швами. Трещины напоминают водородные трещины, возникающие при сварке. Там, где кислые условия эксплуатации являются тяжелыми, следует следовать рекомендациям NACE 6 . К ним относятся максимальная твердость по Роквеллу 22 HRC (примерно эквивалентная 248 HV) и обязательная PWHT для сварных швов из легированных сталей. Помимо их применения к нефтехимическим заводам, эти требования часто предъявляются к работе в трубопроводах и связанной с ними арматуре и другом оборудовании на нефтяных и газовых месторождениях, если месторождение, вероятно, станет кислым позже в его существовании.
Водород при термообработке часто добавляют в атмосферу печи в той или иной форме (например, экзотермический газ с ~ 15% H 2 или крекинг-аммиак с содержанием H до 75% 2 ) для защиты стальных поверхностей от окисление. Когда обработка включает нагрев в диапазоне аустенита, то есть во время отжига, нормализации или закалки, сталь будет поглощать водород пропорционально ее парциальному давлению в атмосфере печи, примерно 4 частей на миллион (~ 4 мл/100 г). путем нагревания в чистом водороде примерно при 800 °C. При термообработке с медленным охлаждением большая часть этого водорода успевает диффундировать во время охлаждения и не создает дополнительных проблем. Однако, если обработка включает закалку, некоторое количество водорода будет сохраняться и, помимо того, что является вероятной причиной закалочных трещин, может создать проблемы, если сталь будет свариваться без отпуска, особенно в условиях, описанных для сварки в отверстиях тяжелых поковок. изложено в разделе о водородном отслаивании выше.
Водород при сварке оказывает иное воздействие, чем образование трещин. Во время сварки он может быть источником пористости (глава 7), хотя его идентификация затруднена, поскольку он может реагировать, пока еще горячий, с углеродом в стали, оставляя в порах метан, а не водород.
Водород в атмосфере дуги также увеличивает проникновение сварочной дуги. Наиболее ярко это проявляется при сварке целлюлозными электродами (целлюлоза которых разлагается в дуге с образованием водорода) и при мокрой подводной сварке. Однако его влияние можно заметить при более нормальном уровне содержания водорода, особенно если процедура, включающая двустороннюю сварку, которая требует межпроходного проплавления, впоследствии используется для расходных материалов, высушенных до более низкого уровня влажности. Поэтому всегда важно проверять этот аспект, когда процедуры модифицируются для использования расходных материалов с более низким водородным потенциалом. Ламеллярный разрыв может усугубляться при использовании расходных материалов с более высоким содержанием водорода, как описано в главе 4.
Просмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B97818557300097
М. Эномото, Справочные модули по материаловедению 20 и
4 Межфазная энергия включений с ферритом и аустенитом
В металлах сварного шва параметр планарной невязки, среднее несоответствий вдоль трех плотноупакованных направлений в плоскостях с низким показателем преломления, хорошо коррелирует со степенью переохлаждения, при которой d-феррит начала происходить зародышеобразование (Брэмфитт, 1970; Охаси и др. , 1976). В конструкционных сталях способность включений к зародышеобразованию феррита из аустенита оказывается чувствительной к небольшим изменениям несоответствия включений ферриту и/или аустениту. Howell и Honeycomb (1982) предположили, что несоответствие карбидов и нитридов типа B1 (каменная соль) ферритному ядру является ключевым фактором, контролирующим зародышеобразование. Несоответствие между [110] и этих соединений, имеющих взаимосвязь ориентации куба на ребре с ферритом, колеблется от 0,015 для нитрида ванадия до 0,16 для нитрида ниобия. Это хорошо объясняет сообщаемую высокую эффективность нитрида ванадия в отношении внутризеренного зародышеобразования феррита (Ishikawa и др. ., 1994; Чжан и др. , 1996).
Отсутствие корреляции между потенциалом зародышеобразования и несоответствием решетки для других включений предполагает, что энергии не только границ раздела ядро:включение, но и включение:матрица влияют на потенциал зародышеобразования, как того требует теория гетерогенного зародышеобразования. Кроме того, энергия межфазной границы состоит из так называемой структурной и химической частей. Структурная часть представляет собой энергию деформации дислокаций несоответствия, которые периодически распределяются вдоль границы раздела. На рис. 5 показано изображение дислокаций несоответствия на поверхности карбида ванадия в заэвтектоидной стали с высоким содержанием марганца (Фурухара 9), полученное с помощью просвечивающей электронной микроскопии высокого разрешения.0051 и др. , 1996). С другой стороны, химическая часть возникает из-за разницы энергий связи на границе раздела и в матрице. Вероятно, он вносит значительный вклад в межфазную энергию, потому что интерфейсы включения:железо состоят из связей между металлическими и неметаллическими атомами (Янг и Эномото, 2002; Мизуно и др. , 1998).
Рис. 5. HRTEM-изображение границы раздела карбида ванадия в высокомарганцовистой заэвтектоидной стали, содержащей ванадий. Стрелками указаны дислокации несоответствия
(Воспроизведено с разрешения Японского института металлов из Furuhara et al. , 1996). Включения часто присутствуют в виде многофазных частиц. Считается, что они более эффективны для стимуляции зародышеобразования, чем однофазные частицы, поскольку одновременно могут действовать более одного механизма. Например, обедненная марганцем зона и низкоэнергетическое ядро: граница включения могут стимулировать зародышеобразование феррита на композитной частице сульфида марганца и нитрида ванадия (Фурухара 9).0051 и др. , 2003).
Просмотреть книгу Глава покупки
Читать полная глава
URL: https://www.sciendirect.com/science/article/pii/b9780128035818032379
. Помещали авторы
7772728...... 8. 8. 8. 8. 8. 8. 8. 8. 8. 8..
28.. -Universität Erlangen-Nürnberg, Erlangen, Germany
- Цитаты
- 8,406
- h -index 2 7 3 974
- Publications
- 107
79
Shanghai Jiao Tong University, Shanghai, China
- Citations
- 3,327
- h -index
- 32
- Публикации
- 120
Лулео технический университет, Лулео, Швеция
- Citations
- 2,937
- h -index
- 25
- Publications
- 76
Lanzhou University of Technology, Lanzhou, China
- СИТАЦИЯ
- 2 712
- H -NDEX
- 28 9000
- 28 9000
- 28 9000
- 28 9000
- 0475
- 55
Что такое сварка металлов? Сварка – это способ соединения двух металлических блоков.
Сварка – это метод соединения двух металлических блоков. Свариваемость металлов – это способность металлических материалов приспосабливаться к процессу сварки. При определенных условиях процесса сварки, может ли он получить высококачественные сварные соединения и могут ли сварные соединения безопасно работать в условиях использования, является стандартом оценки.
Что такое сварка металлов?
Свариваемость металла относится к приспособляемости металлического материала к процессу сварки, в основном относится к сложности получения качественных сварных соединений при определенных условиях процесса сварки. Вообще говоря, понятие «свариваемость» также включает в себя «доступность» и «надежность». Свариваемость зависит от характеристик материала и используемых условий процесса. Свариваемость металлических материалов не статична, а развивается, например, для материалов, которые изначально считались плохой свариваемостью, с развитием науки и техники стали легче сваривать новые методы сварки, то есть свариваемость стало лучше. Поэтому мы не можем оставить условия процесса, чтобы говорить о свариваемости.
Способность к сварке включает в себя два аспекта: один — это характеристики соединения, то есть чувствительность к образованию дефектов сварки при определенных условиях процесса сварки; второй — практическая эффективность, т. е. приспособление сварного соединения к требованиям использования при определенных условиях процесса сварки.
Общие методы сварки металлов:
Сварка металлов относится к методу соединения двух отдельных металлических объектов (одинаковых или разнородных металлов) посредством атомных или межмолекулярных соединений с помощью соответствующих средств. В настоящее время большинство металлов можно сваривать одним или несколькими способами сварки. Свариваемая толщина металлов с хорошей свариваемостью очень широка. От самой тонкой пластины до самой толстой пластины они могут быть сварены. Сварка в любом положении; некоторые металлы не могут быть соединены никаким методом сварки. Свойства различных металлических материалов (такие как температура плавления, плотность, теплопроводность, предел прочности при растяжении, пластичность и т. д.) можно использовать для измерения сложности сварки металлических материалов.
Среди всех металлических материалов обычная углеродистая сталь является наиболее широко используемой и в наибольшем количестве; второй – чугун, но большая часть чугунных материалов не используется для сварки конструкций, а также есть потребности в сварке или сварочном ремонте; другой — легированная сталь, различные легированные стали (например, низколегированная высокопрочная сталь, термообработанная сталь, сверхвысокопрочная сталь и т. Д.) Необходимо сваривать с использованием различных сварочных процессов; алюминий и его сплавы находят все более широкое применение благодаря большим резервам, особенно в приложениях, требующих легкого веса. Алюминиевые сплавы имеют разные свойства и требуют различных сварочных процессов; медь и ее сплавы в основном используются в приложениях, где требуется электропроводность, коррозионная стойкость или теплопроводность; Процессы сварки нержавеющей стали и литой стали аналогичны по составу. Прокатная сталь, разные нержавеющие стали имеют большие различия в производительности и разные процессы сварки; хотя никель и его сплавы широко не используются и их количество невелико, они очень важны, потому что никелевые сплавы являются лучшим выбором в определенных условиях применения; магний и его сплав являются наименее часто используемым металлом. Она также очень важна, поскольку является самой легкой среди обычно используемых металлов. Этот материал в основном используется в сварных конструкциях.
Классификация по семейству методов: Методы сварки можно разделить на три категории: сварка плавлением, сварка в твердой фазе и пайка. Сварка плавлением подразделяется на источники энергии: дуговая сварка, газовая сварка, термитная сварка, электрошлаковая сварка и др.
- Дуговая сварка
Дуговая сварка использует горящую дугу между электродом и заготовкой в качестве источника тепла. В настоящее время это самый распространенный метод сварки.
Башня включает в себя: электродуговую сварку, дуговую сварку под флюсом, сварку вольфрамовым электродом в среде защитного газа, плазменную дуговую сварку и сварку в среде защитного газа с расплавленным электродом.- Дуговая сварка электродом
При этом используется электрод, покрытый снаружи краской, в качестве электрода и присадочного металла, а дуга горит между концом электрода и поверхностью свариваемой детали. Роль покрытия под дугой: с одной стороны, оно может генерировать газ для защиты дуги, с другой стороны, оно может образовывать шлак, покрывающий поверхность расплавленной ванны, чтобы предотвратить взаимодействие расплавленного металла с окружающим газом. . Более важная роль шлака заключается в добавлении элементов сплава в ванну расплава для улучшения характеристик металла сварного шва. В настоящее время это самый распространенный метод сварки. 905:00 - Дуговая сварка под флюсом
При дуговой сварке под флюсом в качестве электрода и присадочного металла используется непрерывная подача проволоки. Во время сварки в зоне сварки покрывается слой гранулированного флюса. Дуга горит под слоем флюса, расплавляя конец проволоки и местный основной металл, образуя сварной шов.
Дуговая сварка под флюсом может использовать больший сварочный ток, ее самым большим преимуществом является высокая скорость сварки, хорошее качество сварки, особенно подходящее для сварки большого шва с прямым швом и кольцевым швом. 905:00 - Сварка в среде защитного газа с вольфрамовым электродом
Он относится к дуговой сварке в среде защитного газа с плавким электродом, при которой используется дуга между вольфрамовой проволокой и заготовкой для плавления металла с образованием сварного шва. Во время сварки вольфрамовая проволока не плавится, работает только электрод. В то же время сопло электросварочной горелки подает аргон или гелий для защиты дуги и сварочной ванны. Вы также можете добавить присадочный металл по мере необходимости. На международном уровне это называется сваркой TIG.
Сварка вольфрамовым электродом в среде защитного газа является отличным методом сварки тонколистового металла и нижней сварки, поскольку он может очень хорошо контролировать тепловложение. - Плазменная дуговая сварка
Относится к дуговой сварке плавким электродом. Он использует сжатую дугу между электродом и заготовкой для достижения сварки. Электрод обычно представляет собой вольфрамовый электрод, который генерирует плазменный газ плазменной дуги. Сварка может быть выполнена с металлом или без него.
Плазменная дуга прямая, плотность энергии большая, а способность дуги проникать сильно. Эффект небольшого отверстия, возникающий во время сварки, можно использовать для стыковки металла определенной толщины, при этом эффективность производства высока, а качество сварки хорошее. 905:00 - Плавящийся электрод для дуговой сварки в среде защитного газа
Он использует горящую дугу между непрерывно подаваемой проволокой и заготовкой в качестве источника питания и использует газ, распыляемый из сопла горелки для точечной сварки, для защиты дуги при сварке.
Преимущества дуговой сварки плавящимся электродом в среде защитных газов: она удобна для сварки в различных положениях и имеет преимущества высокой скорости сварки и высокой скорости наплавки. - Дуговая сварка порошковой проволокой
Относится к типу газовой дуговой сварки с плавящимся полюсом. Сердцевина сварочной проволоки оснащена различными порошками, а добавленный газ в основном представляет собой углекислый газ. Порошок разлагается и плавится под действием тепла с образованием газа, шлака, защитной ванны расплава, легирования и стабилизации дуги.
Дуговая сварка порошковой проволокой называется самозащитной дуговой сваркой порошковой проволокой без дополнительного защитного газа.
- Дуговая сварка электродом
- Сварка сопротивлением
Тепло сопротивления является источником энергии и делится на электросварочный шлак и сварку сопротивлением. В основном сварка, шовная сварка, выступающая сварка и стыковая сварка. 905:00 - Сварка высокоэнергетическим лучом
- Электронно-лучевая сварка
- Лазерная сварка
- Пайка
Для пайки используется металл с температурой плавления ниже температуры плавления свариваемого материала. Нагреваемый материал плавится, а капиллярное действие всасывает материал в зазор контактной поверхности соединения, смачивает поверхность металла и рассеивает твердую и жидкую фазы, образуя сварной шов. 905:00 - Прочие методы сварки
Электрошлаковая сварка, высокочастотная сварка, газовая сварка, сварка давлением воздуха, сварка взрывом, сварка трением, сварка холодным давлением, ультразвуковая сварка, диффузионная сварка и т. д.
Сварочные свойства металлических материалов
Сварочные свойства металлических материалов
2019-11-04
- Новости отрасли
- Новости
Свариваемость металлических материалов относится к способности металлических материалов получать превосходные сварные соединения при определенных условиях сварки, включая методы сварки, сварочные материалы, спецификации сварки и формы сварных конструкций. Если металл может получить отличное сварное соединение с помощью более распространенных и простых процессов сварки, свариваемость металлического материала с хорошими характеристиками сварки можно в целом разделить на два аспекта: свариваемость процессом и свариваемость при использовании.
Свариваемость процессом: относится к способности получать отличные и бездефектные сварные соединения при определенных условиях процесса сварки. Это не неотъемлемое свойство металла, а оценка, основанная на определенном методе сварки и конкретных технологических мерах. Поэтому технологическая свариваемость металлических материалов тесно связана с процессом сварки.
Свариваемость при использовании: относится к степени соответствия сварного соединения или всей конструкции характеристикам использования, указанным в технических условиях продукта. Производительность зависит от условий работы сварочной конструкции и технических требований, выдвигаемых при проектировании. Как правило, он включает в себя механические свойства, низкотемпературную вязкость, сопротивление хрупкому разрушению, высокотемпературную ползучесть, усталостную прочность, износостойкость, коррозионную стойкость и износостойкость. Например, обычно используемые нержавеющие стали s30403 и s31603 обладают отличной коррозионной стойкостью, а 16MnDR и 09Низкотемпературные стали MnNiDR также обладают хорошей низкотемпературной ударной вязкостью.
Состав:
- 1. Факторы влияния на сварочные свойства металлических материалов
- 1.1 Коэффициент материала
- 1.2 Факторы процесса
- 1.3 Структурные факторы
- 1.4 Условия эксплуатации
- 2. Идентификация и оценка показателей свариваемости металлических материалов
- 3. Метод оценки и испытаний свариваемости металлических материалов 905:00
- 3.1 Метод косвенной оценки технологической свариваемости
- 3.2 Метод прямой оценки технологической свариваемости
- 4. Характеристики сварки обычных металлических материалов
- 4.1 Сварка углеродистой стали
- 4.2 Сварка низколегированной высокопрочной стали
- 4.3 Сварка нержавеющей стали
1. Фактор материала
Материалы включают основной металл и сварочные материалы. При одинаковых условиях сварки основным фактором, определяющим свариваемость основного металла, являются его физические свойства и химический состав.
Физические свойства: например, температура плавления, теплопроводность, коэффициент линейного расширения, плотность, теплоемкость и другие факторы металла влияют на термический цикл, плавление, кристаллизацию, фазовое превращение и другие процессы, тем самым влияя на свариваемость. Нержавеющая сталь и другие материалы с низкой теплопроводностью имеют большой температурный градиент, высокие остаточные напряжения и большую деформацию при сварке. Более того, из-за длительного пребывания при высокой температуре и роста зерен в зоне термического влияния характеристики соединения неудовлетворительны. Аустенитная нержавеющая сталь имеет большой коэффициент линейного расширения, серьезную деформацию и напряжение соединения.
С точки зрения химического состава наиболее влиятельным элементом является углерод, то есть количество углерода, содержащегося в металле, определяет его свариваемость. Большинство других легирующих элементов в стали не способствуют сварке, но их влияние, как правило, намного меньше, чем влияние углерода. С увеличением содержания углерода в стали увеличивается склонность к закалке, при этом снижается пластичность, что легко приводит к образованию сварочных трещин. В целом в качестве основных показателей для оценки свариваемости материалов принимают чувствительность металлических материалов к образованию трещин и изменение механических свойств в зоне сварного соединения. Таким образом, чем выше содержание углерода, тем хуже свариваемость. Низкоуглеродистая сталь и низколегированная сталь с содержанием углерода менее 0,25% обладают отличной пластичностью и ударной вязкостью, пластичность и ударная вязкость сварного соединения после сварки также очень хорошие. Процесс сварки легко контролировать, поэтому он обладает хорошей свариваемостью.
Кроме того, состояние плавления и прокатки, состояние термической обработки и состояние микроструктуры стали в разной степени влияют на свариваемость. Свариваемость стали можно улучшить за счет рафинирования или измельчения зерна и контролируемого процесса прокатки.
Сварочные материалы непосредственно участвуют в ряде химико-металлургических реакций в процессе сварки, которые определяют состав, структуру, характеристики и дефектообразование металла шва. Если сварочный материал выбран неправильно и не соответствует основному металлу, это не только не позволит получить соединение, отвечающее требованиям использования, но и приведет к возникновению дефектов, таких как трещины, изменение структуры и свойств. Поэтому правильный выбор сварочных материалов является важным фактором обеспечения качества сварных соединений.
2. Факторы процесса
Факторы процесса включают метод сварки, параметры процесса сварки, последовательность сварки, предварительный нагрев, последующую термообработку и термообработку после сварки. Метод сварки оказывает большое влияние на свариваемость, главным образом в двух аспектах: характеристики источника тепла и условия защиты.
Различные методы сварки имеют разные источники тепла по мощности, плотности энергии, максимальной температуре нагрева и так далее. Когда металл сваривается под разными источниками тепла, он проявляет разные сварочные свойства. Например, мощность электрошлаковой сварки очень велика, но плотность энергии очень мала, максимальная температура нагрева невысока, нагрев при сварке медленный, время удержания высокой температуры велико, что делает зерно в тепле зона поражения грубее, а ударная вязкость значительно снижена, улучшить которую можно только нормализующей обработкой. Напротив, электронно-лучевая сварка, лазерная сварка и другие методы имеют низкую мощность, высокую плотность энергии и быстрый нагрев. Время пребывания при высокой температуре короткое, зона термического влияния очень узкая, опасность роста зерен отсутствует.
Регулировка параметров процесса сварки, предварительный нагрев, последующий нагрев, многослойная сварка и контроль межслойной температуры, а также другие технологические меры могут регулировать и контролировать тепловой цикл сварки, тем самым изменяя свариваемость металла. При применении предварительного подогрева перед сваркой или термической обработки после сварки можно получить сварные соединения без дефектов трещин и отвечающие требованиям эксплуатационных характеристик.
3. Конструктивные факторы
В основном это относится к форме конструкции сварной конструкции и сварному соединению, таким как влияние формы конструкции, размера, толщины, формы канавки соединения, расположения сварного шва и формы сечения на свариваемость. Его влияние в основном проявляется в теплообмене и силовом состоянии. Направление и скорость теплопередачи различны для пластин разной толщины, формы соединения или формы канавки, что влияет на направление кристаллизации и рост зерен расплавленной ванны. Структурный переключатель, толщина листа и расположение сварных швов определяют жесткость и ограничение соединения и влияют на напряженное состояние соединения. Плохая морфология кристаллов, серьезная концентрация напряжений и чрезмерное напряжение при сварке являются основными условиями образования сварочных трещин. При проектировании это важная мера для снижения жесткости соединения, поперечного сварного шва и концентрации напряжений.
4. Условия эксплуатации
Относится к рабочей температуре, условиям нагрузки и рабочей среде сварочной конструкции в процессе эксплуатации. Эти рабочие условия и условия эксплуатации требуют, чтобы сварочная конструкция имела соответствующие характеристики. Например, сварочная конструкция, работающая при низкой температуре, должна обладать стойкостью к хрупкому разрушению; конструкция, работающая при высокой температуре, должна обладать сопротивлением ползучести; конструкция, работающая при знакопеременной нагрузке, обладает хорошей устойчивостью к усталости; сварочная емкость, работающая в кислой, щелочной или солевой среде, должна обладать высокой коррозионной стойкостью и т. д. Одним словом, чем тяжелее условия эксплуатации, тем выше требования к качеству сварных соединений и тем хуже свариваемость изделия. материалы должны быть гарантированы.
В процессе сварки изделия подвергаются воздействию сварочного теплового процесса, металлургической реакции, сварочных напряжений и деформаций, что приводит к изменению химического состава, металлографической структуры, размера и формы, а также делает характеристики сварного соединения часто отличными от характеристик основного металла, иногда даже не отвечающими требованиям использования. Для многих активных или тугоплавких металлов для получения высококачественных соединений следует использовать специальные методы сварки, такие как электронно-лучевая сварка или лазерная сварка. Чем меньше оборудования и меньше трудностей требуется для выполнения хорошего сварного соединения, тем лучше свариваемость материала; напротив, необходимы сложные и дорогие способы сварки, специальные сварочные материалы и технологические мероприятия, что свидетельствует о плохой свариваемости этого материала.
При изготовлении продукции в первую очередь необходимо оценить свариваемость используемых материалов, чтобы определить, подходят ли выбранные конструкционные материалы, сварочные материалы и методы сварки. Существует множество методов оценки свариваемости материалов. Каждый метод может описать только один аспект свариваемости, поэтому его необходимо протестировать, прежде чем можно будет полностью определить свариваемость. Метод испытаний можно разделить на тип моделирования и экспериментальный тип. Первый имитирует характеристики нагрева и охлаждения при сварке, а второй проверяется в соответствии с реальными условиями сварки. Основным содержанием испытаний является определение химического состава, металлографической структуры, механических свойств и дефектов сварки основного металла и металла сварного шва, а также определение низкотемпературных характеристик, высокотемпературных характеристик, коррозионной стойкости и трещиностойкости сварного соединения. .
1. Метод косвенной оценки технологической свариваемости
Поскольку влияние углерода наиболее очевидно, влияние других элементов может быть преобразовано во влияние углерода поэтому углеродный эквивалент используется для оценки свариваемости.
Формула расчета углеродного эквивалента углеродистой стали и низколегированной конструкционной стали:
Когда CE < 0,4%, пластичность стали хорошая, тенденция к закалке не очевидна, а свариваемость хорошая. В общих условиях технологии сварки сварное соединение не дает трещин, но для толстых и крупных деталей следует предусмотреть предварительный подогрев или сварку при низкой температуре;
Когда CE составляет от 0,4% до 0,6%, пластичность стали снижается, склонность к закалке постепенно увеличивается, а свариваемость ухудшается. Заготовка должна быть предварительно нагрета перед сваркой, а после сварки следует обратить внимание на медленное охлаждение, чтобы предотвратить появление трещин;
При CE > 0,6% пластичность стали низкая. Тенденция к закалке и склонность к образованию холодных трещин велики, а свариваемость хуже. Заготовку необходимо предварительно нагреть до более высокой температуры. Должны быть приняты технические меры для снижения сварочного напряжения и предотвращения растрескивания. После сварки следует провести соответствующую термическую обработку.
Чем больше значение углеродного эквивалента, полученное по результатам расчета, тем выше тенденция к упрочнению свариваемой стали, и в зоне термического влияния легче возникают холодные трещины. Поэтому при КЭ > 0,5 % сталь легко закаливается, и предотвратить появление трещин можно только предварительным подогревом при сварке. С увеличением толщины листа и КЭ соответственно должна увеличиваться и температура предварительного нагрева.
2. Метод прямой оценки технологической свариваемости
Метод испытания на растрескивание при сварке можно разделить на горячую трещину, холодную трещину, трещину при повторном нагреве, коррозию под напряжением, пластинчатый разрыв и так далее.
- (1) Метод испытания на трещинообразование при сварке таврового соединения, который в основном используется для оценки чувствительности к горячим трещинам углового шва из углеродистой и низколегированной стали, а также для определения влияния сварочного стержня и параметров сварки на чувствительность к горячим трещинам.
- (2) Метод испытания на трещины при сварке встык при прессовании плиты, который в основном используется для оценки чувствительности к горячим трещинам углеродистой стали, низколегированной стали, электрода из аустенитной нержавеющей стали и сварного шва. Благодаря установке испытательного образца в испытательном устройстве FISCO регулировка размера зазора канавки оказывает большое влияние на образование трещин. С увеличением зазора увеличивается чувствительность к трещинам. 905:00
- (3) Метод испытаний на жесткую стыковую трещину, который в основном используется для определения горячих трещин и холодных трещин в зоне сварного шва, а также для определения холодной трещины в зоне термического влияния. Окружение испытательного образца должно быть приварено к опорной плите с большой жесткостью, сначала с помощью позиционирующего шва. Во время испытания сварной шов должен быть испытан в соответствии с фактическими параметрами строительной сварки, в основном используемой для электродуговой сварки. После сварки образец должен быть помещен на 24 часа при комнатной температуре, и сначала должна быть осмотрена поверхность сварного шва, а затем отрезана шлифовальная часть образца, чтобы проверить, нет ли трещины. Как правило, критерием оценки являются трещины и отсутствие трещин, и при каждом условии свариваются два образца для испытаний. 905:00
1. Сварка углеродистой стали
(1) сварка низкоуглеродистой стали
Низкоуглеродистая сталь имеет низкое содержание углерода и низкое содержание марганца и кремния, что не вызывает серьезное структурное упрочнение или закалка структуры из-за сварки. Пластичность и ударная вязкость стали отличные, а пластичность и прочность сварного соединения также очень хорошие. Как правило, при сварке не требуется предварительный и последующий подогрев, а также не требуются специальные технологические мероприятия для получения сварных соединений удовлетворительного качества. Следовательно, низкоуглеродистая сталь имеет отличные сварочные характеристики и является лучшей сталью из всех сталей.
(2) сварка среднеуглеродистой стали
Содержание углерода в среднеуглеродистой стали выше, а ее свариваемость хуже, чем у низкоуглеродистой стали. Когда CE близок к нижнему пределу (0,25%), свариваемость хорошая. С увеличением содержания углерода склонность к закалке увеличивается, и в зоне термического влияния легко получить мартенситную структуру с низкой пластичностью. Когда жесткость сварного соединения велика или выбор сварочных материалов и параметров процесса неверен, легко возникают холодные трещины. Когда первый слой шва сваривается многослойной сваркой, из-за большой доли сплавления основного металла в шов увеличивается содержание углерода, серы и фосфора, и легко образуются горячие трещины. Кроме того, при высоком содержании углерода повышается чувствительность устьиц.
(3) сварка высокоуглеродистой стали
Высокоуглеродистая сталь с CE более 0,6% обладает высокой прокаливаемостью и легко производит твердый и хрупкий высокоуглеродистый мартенсит. Легко дает трещины в сварном шве и зоне термического влияния и трудно поддается сварке. Поэтому этот вид стали, как правило, используется не для изготовления сварочных конструкций, а для изготовления компонентов или деталей с высокой твердостью или износостойкостью. Большая часть их сварки – это ремонтная сварка поврежденных деталей. Перед ремонтом этих деталей должен быть проведен отжиг для уменьшения сварочных трещин, а после сварки повторно должна быть проведена термическая обработка.
2. Сварка низколегированной высокопрочной стали
Содержание углерода в низколегированной высокопрочной стали обычно составляет менее 0,20%, а общее количество легирующих элементов обычно составляет менее 5%. Именно потому, что низколегированная высокопрочная сталь содержит определенное количество легирующих элементов, ее характеристики сварки отличаются от характеристик сварки углеродистой стали
(1) сварная трещина сварного соединения
Из-за таких элементов, как C, Mn, V и Nb, которые укрепляют сталь, низколегированная высокопрочная сталь с холодной трещиной легко упрочняется во время сварки, и эти упрочняющие структуры очень чувствительны. Таким образом, в случае высокой жесткости или сильного ограничивающего напряжения, если процесс сварки выполнен ненадлежащим образом, легко получить холодную трещину. И такой крэк имеет некоторую задержку, что очень вредно.
Трещины повторного нагрева (ПП) Трещины повторного нагрева представляют собой межкристаллитные трещины вблизи крупнозернистой зоны линии сплавления в процессе послесварочной термической обработки для снятия напряжений или длительной эксплуатации при высокой температуре. Принято считать, что образование карбидов связано с твердым раствором карбидов V, Nb, Cr, Mo и других вблизи ЗТВ в аустените при высокой температуре сварки, которые выделяются во время охлаждения после сварки, но диспергируется в PWHT, тем самым укрепляя внутризеренную структуру и концентрируя деформацию ползучести при релаксации напряжения на границе зерна.
В сварных соединениях высокопрочных низколегированных сталей нелегко получить трещины повторного нагрева, таких как 16МнР, 15МнВР и т. д. Однако для мн-мо-нб и мн-мо-в низколегированных высокопрочных сталей, таких как 07MnCrMoVR, Nb, V и Mo являются элементами, повышающими чувствительность трещин при повторном нагреве. Следовательно, этот тип стали должен избегать чувствительной температурной области трещин повторного нагрева во время термической обработки после сварки, чтобы предотвратить появление трещин повторного нагрева.
(2) охрупчивание и размягчение сварных соединений
Перед сваркой сварное соединение, связанное с деформационным старением и охрупчиванием, должно подвергаться различным холодным процессам (вырубка сдвига, цилиндрическая прокатка и т. д.), и сталь будет производить пластическую деформацию. Если область нагрета до 200-450 ℃, будет вызвано деформационное старение. Охрупчивание при деформационном старении снизит пластичность стали и повысит температуру хрупкого перехода, что приведет к хрупкому разрушению оборудования. Термическая обработка после сварки может устранить деформационное старение сварной конструкции и восстановить ударную вязкость.
Охрупчивающая сварка шва и ЗТВ представляет собой неравномерный процесс нагрева и охлаждения, в результате чего образуется неоднородная структура. Температура хрупкого перехода шва (ШМ) и зоны термического влияния (ЗТВ) выше, чем у основного металла, являющегося слабым звеном в соединении. Энергия линии сварки оказывает существенное влияние на свойства ТС и ЗТВ низколегированной высокопрочной стали. Низколегированная высокопрочная сталь легко закаливается, и если энергия линии слишком мала, в ЗТВ появится мартенсит, вызывающий трещины; если энергия линии слишком велика, крупные зерна WM и HAZ вызовут совместное охрупчивание. Тенденция к охрупчиванию в ЗТВ низкоуглеродистой закаленной и отпущенной стали более серьезна, чем у горячекатаной и нормализованной стали. Поэтому при сварке энергия линии должна быть ограничена определенным диапазоном.
Размягчение ЗТВ сварного соединения обусловлено тепловым воздействием сварки. При нагреве ЗТВ низкоуглеродистой закаленной и отпущенной стали до температуры выше температуры отпуска, особенно области вблизи АС1, образуется полоса размягчения с пониженной прочностью. Размягчение зоны ЗТВ усугубляется увеличением энергии линии сварки и температуры предварительного нагрева, но, как правило, предел прочности на растяжение зоны ЗТВ все еще выше, чем нижний предел, требуемый стандартным значением основного металла, поэтому до тех пор, пока процесс является правильным, размягчение зоны ЗТВ этой стали не повлияет на эксплуатационные характеристики ее соединения.
3. Сварка нержавеющей стали
Нержавеющую сталь можно разделить на четыре категории в зависимости от ее структуры: аустенитная нержавеющая сталь, ферритная нержавеющая сталь, мартенситная нержавеющая сталь и аустенитно-ферритная дуплексная нержавеющая сталь. Далее в основном анализируются сварочные характеристики аустенитной нержавеющей стали и двунаправленной нержавеющей стали.
(1) сварка аустенитной нержавеющей стали
Аустенитная нержавеющая сталь сваривается легче, чем другие нержавеющие стали. Он нечувствителен к водородному охрупчиванию и обладает хорошей пластичностью и ударной вязкостью в сварных соединениях аустенитной нержавеющей стали. Основными проблемами сварки являются: сварка горячих трещин, охрупчивание, межкристаллитная коррозия и коррозия под напряжением. Кроме того, из-за плохой теплопроводности, большого коэффициента линейного расширения, больших сварочных напряжений и деформаций. При сварке следует максимально использовать малую погонную энергию сварки, не допускать предварительного нагрева и снижать межслойную температуру. Межслойная температура должна контролироваться ниже 60 ℃, а сварные швы должны располагаться в шахматном порядке друг с другом. Для снижения тепловложения не следует чрезмерно увеличивать скорость сварки, но следует уменьшать сварочный ток.
(2) сварка аустенитно-ферритной дуплексной нержавеющей стали
Аустенитно-ферритная дуплексная нержавеющая сталь представляет собой дуплексную нержавеющую сталь, состоящую из аустенита и феррита. Он сочетает в себе преимущества аустенитной стали и ферритной стали, поэтому обладает характеристиками высокой прочности, хорошей коррозионной стойкости и легкости сварки. В настоящее время существует в основном три типа дуплексной нержавеющей стали Cr18, Cr21 и Cr25. Основные характеристики этого вида сварки стали: она имеет более низкую термическую склонность, чем аустенитная нержавеющая сталь; она имеет более низкую тенденцию к охрупчиванию, чем чистая ферритная нержавеющая сталь после сварки, и степень ферритного укрупнения в зоне термического влияния сварки также ниже, поэтому свариваемость лучше.
Благодаря хорошим сварочным характеристикам этого вида стали во время сварки не требуется предварительный и последующий нагрев. Сварку ВИГ следует использовать для тонких листов, а электродуговую сварку можно использовать для средних и толстых листов. Для электродуговой сварки следует использовать специальный электрод с составом, близким к основному металлу, или аустенитный электрод с низким содержанием углерода. Электрод из сплава на основе никеля также можно использовать для двухфазной стали Cr25.
В двухфазной стали содержится большая доля феррита, но присущая ферритной стали тенденция к охрупчиванию, такая как охрупчивание при температуре 475 ℃, охрупчивание в фазе σ и крупное зерно, все еще существует. Только из-за уравновешивающего эффекта аустенита его можно до некоторой степени облегчить. Во время сварки следует соблюдать осторожность. При сварке дуплексной нержавеющей стали без никеля или с низким содержанием никеля наблюдается тенденция к укрупнению однофазного феррита и зерен в зоне термического влияния. В это время необходимо контролировать тепловложение при сварке и пытаться использовать слабый ток, высокую скорость сварки, узкопроходную сварку и многопроходную сварку, чтобы предотвратить укрупнение зерна и образование однофазного феррита в зоне термического влияния. Межслойная температура не должна быть слишком высокой. Следующий проход лучше сваривать после остывания.
Источник: Китайский производитель фитингов — Yaang Pipe Industry (www. steeljrv.com)
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, нержавеющие Стальные фитинги, трубы из нержавеющей стали.Продукты Yaang широко используются в судостроении, атомной энергетике, морской технике, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, природном газе и сосудах под давлением и других отраслях промышленности.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали:
- Данные о материалах трубной арматуры
- Перспективы производства стали в Китае тормозят фьючерсы на сырье
- Оптимизация ассортимента автомобильных креплений и материало-термическая обработка
- Что означает твердость материала 905:00
Какой металл используется при сварке?
Сварку можно использовать для сварки стали, железа, алюминия, меди и никеля.
Как сварка влияет на свойства материала?
Металл шва сравнительно прочнее, а свойства соединения определяются химическим составом и микроструктурой металла шва. Элементы, образующие сильные карбиды/нитриды, такие как Nb, Ti, V и т. д., имеют очень ограниченную растворимость в феррите и аустените, и обычно выделения действуют как тонкая дисперсия карбидов, нитридов и/или карбонитридов и вносят свой вклад в прочность благодаря осаждению. закалка. Это может быть причиной того, что предел текучести всех соединений увеличивается по сравнению с пределом текучести основного металла. Удлинение предела текучести объясняется взаимодействием атомов растворенного вещества и движущихся дислокаций. Это может быть причиной того, что предел текучести всех соединений увеличивается по сравнению с пределом текучести основного металла.
Какие материалы можно сваривать?
По свариваемости обычно используемые материалы можно разделить на следующие типы: Стали
.
Нержавеющая сталь.
Алюминий и его сплавы.
Никель и его сплавы.
Медь и ее сплавы.
Титан и его сплавы.
Чугун.
Какой металл труднее всего сваривать?
В то время как самым твердым из известных минералов во Вселенной является алмаз, честь самого твердого металла достается хрому. Хром используется в известной легированной нержавеющей стали, чтобы сделать ее более твердой.
Как углерод влияет на качество стали, свариваемость и твердость
Углеродистая сталь представляет собой сплав железа и углерода. Низколегированная сталь включает углерод и небольшие добавки других легирующих элементов, таких как хром, марганец, молибден и т. д., до максимального общего содержания легирующих добавок 5%.
Что происходит, когда увеличивается содержание углерода? Твердость повышена. Но твердость металла необходимо контролировать, потому что он может стать хрупким. В зависимости от применения хрупкость может быть критическим фактором. Подумайте о сверле, которое вы использовали, и оно сломалось, когда вы находитесь в середине операции. Этот неисправный инструмент мог сломаться, потому что в нем было высокое содержание углерода, и он стал довольно хрупким. Повышенная концентрация углерода влияет не только на хрупкость, предел текучести, прочность на растяжение и коррозию.
Повышение содержания углерода также снижает свариваемость, особенно при содержании углерода более ~25%. Пластичность и пластичность одинаковы. Представьте себе кузнеца, который стучит по лезвию ножа. Если углерода слишком много, металл может сломаться, и его нельзя будет сформировать или превратить в конечный продукт. Если товар не ломается, это не обязательно означает, что он хорошего качества. Более высокое содержание углерода также снижает стойкость к воздушной коррозии, что вызывает ржавление. Ржавчина, конечно, может вызвать проблемы позже.
Неправильный уровень углерода также может привести к разрушению сварного шва и разрушению под действием напряжения ползучести. Вот диаграмма, показывающая, как углерод может воздействовать на сталь:
ASM International проделала огромную работу, дав базовое представление о коррозии сварных швов, включая разрушение сварных швов. Вот выдержка: «При сварке нержавеющих сталей часто образуются локальные сенсибилизированные зоны (т. е. области, подверженные коррозии). Сенсибилизация происходит из-за образования карбида хрома по границам зерен, что приводит к истощению хрома в области, прилегающей к границе зерен…. Это истощение хрома приводит к очень локализованным гальваническим элементам. Если это истощение снизит содержание хрома ниже необходимых 12 мас.%, необходимых для поддержания защитной пассивной пленки, область станет чувствительной к коррозии, что приведет к межкристаллитному разрушению. …Межкристаллитная коррозия вызывает потерю металла в области, параллельной наплавленному металлу… Такое коррозионное поведение называется распадом сварного шва».
Национальный совет инспекторов по котлам и сосудам, работающим под давлением, опубликовал документ о «ползучести и нарушениях ползучести», в котором ползучесть определяется как «деформация, зависящая от времени, при повышенной температуре и постоянном напряжении. Из этого следует, что разрушение из-за такого состояния называется разрушением при ползучести или, иногда, разрывом под напряжением. Температура, при которой начинается ползучесть, зависит от состава сплава… Ползучие разрушения характеризуются:
- вздутиями или вздутиями на трубе 905:00
- трещины с толстыми краями, часто с очень малой пластичностью
- продольные «трещины под напряжением» по одной или обеим шкалам внутреннего и наружного диаметра оксида
- внешняя или внутренняя толщина окалины, которая предполагает более высокие, чем ожидалось, температуры
- межкристаллитные пустоты и трещины в микроструктуре»
Подумайте о ползучести так же, как о том, как холод может повлиять на окна. Если вы посмотрите на нижнюю часть окна через много-много лет, то увидите, что они немного толще, чем вверху. Это ползучесть. То же самое происходит и со сплавами.
Поскольку сварка может быть решающим фактором во многих промышленных применениях, необходимо рассчитать углеродный эквивалент. Этот результат не только дает нам представление о твердости и других качествах, но и сообщает нам о зоне термического воздействия, на которую мы воздействуем. Это позволяет нам предсказать, будут ли они совместимы при соединении двух металлов. Он также сообщает нам, нужно ли нам принимать меры предосторожности. Меры предосторожности включают предписанную термообработку с использованием электродов с низким содержанием водорода и контроль тепловложения, что имеет решающее значение для квалифицированной сварки.
Так как же избежать ползучести и разрушения сварного шва? Хорошим началом будет анализ металла, в том числе на содержание углерода.
Чтобы гарантировать качество и целостность продукта, для подтверждения содержания элементов в металле используются портативные рентгенофлуоресцентные анализаторы. Рентгеновская флуоресценция (РФ) — это проверенная технология элементного анализа специальных сплавов, позволяющая убедиться, что правильные сплавы объединены в правильных пропорциях, а готовый материал соответствует точным производственным спецификациям. Это имеет решающее значение для контроля качества и обеспечения качества (QA/QC) входящих материалов и исходящей готовой продукции. Однако, несмотря на то, что анализатор XRF с функцией легких элементов является отличным инструментом для измерения всех легирующих элементов, LIBS является лучшим решением для анализа углеродистых сталей.
Лазерная спектроскопия пробоя (LIBS) – это аналитический метод, использующий высокофокусный лазер для определения химического состава материалов. Этот метод доступен в портативном портативном анализаторе и позволяет измерять элементы, включая углерод, в полевых условиях для идентификации материала. LIBS использует высокофокусный лазер, который абляции поверхности материала, а затем формирует плазму, в которой материал разбивается на отдельные элементы. Большинство, если не все производители лезвий, хотели бы избежать подготовки образца и зажигания дуги на готовом лезвии. Поэтому, если углерод важен для конечного продукта, LIBS следует использовать до формирования самого лезвия.
Вы можете узнать больше о важности углерода в сталях, посмотрев наш бесплатный веб-семинар Почему важен анализ содержания углерода? Наши эксперты обсуждают основные категории стали, влияние углерода на сталь, разницу между марками стали и важность проверки.
Вы можете бесплатно скачать запись в любое время. Фактически, вы можете зарегистрироваться, чтобы получить к нему доступ прямо сейчас:
Смотреть Почему важен анализ углерода?
Ослабляет ли сварка сталь? Вот что вам нужно знать
Один из самых важных моментов, о котором следует помнить при сварке, — не станет ли используемый металл слабее при соединении его с другим металлом.
Так сварка ослабляет сталь? Сварка может ослабить сталь, особенно в околошовной зоне (или ЗТВ) при сварке при высоких температурах. Ослабление при сварке наиболее характерно для холоднокатаной стали.
При соединении различных металлов используются три основных метода:
- Пайка
- Сварка
- Пайка
Каждый метод используется для соединения металлических предметов. Они также могут использоваться для заполнения зазоров в металлических деталях. Когда используется сварка, два металла должны быть одинаковыми. Например, вы не можете приварить медь к стали. Здесь мы рассмотрим некоторые факты о том, ослабляет ли сварка сталь.
Как применяется сварка при соединении двух металлических деталей?
Этот процесс требует использования высоких температур, которые расплавят металлические детали, чтобы их можно было соединить. Обычно вместе с ним используется присадочный металл. Когда процесс выполнен должным образом, конечный продукт будет таким же прочным, как и другой металл. Неопытный сварщик может использовать слишком мало тепла, что может изменить свойства металла и привести к его ослаблению.
Могут применяться различные виды сварки, такие как электронно-лучевая сварка, MIG, сварка инертным металлическим газом, трение с перемешиванием и лазерная сварка. Другой способ сварки может использоваться для разделения двух больших металлических конструкций с использованием высокой температуры для их разрезания. Одним из наиболее важных факторов в этом процессе и в том, ослабляет ли он сталь, является правильное или неправильное использование тепла.
Эффекты сварки и методы закалки
Единственная область стали, на которую может положительно или отрицательно повлиять сварка, известна как зона термического влияния или ЗТВ. Это единственная часть металла, которая будет иметь какое-либо влияние, при условии, что в качестве наполнителя используется правильный металл. Присадочный металл не подвергается рекристаллизации и поэтому остается таким же прочным, как и основной металл. Именно из-за этих факторов единственная вероятная область отказа будет находиться в зоне термического влияния.
Это обычно происходит с холоднокатаной сталью. Если кто-то работает с этим материалом, то конструкция соединений имеет решающее значение, и необходимо учитывать уровень нагрузки, которую деталь будет испытывать во время эксплуатации. При сварке всегда важно помнить, что чем выше используемая температура, тем быстрее металл может ослабнуть. Возможно, в некоторых случаях послесварка с соответствующей термической обработкой может исправить ошибку.
Каковы преимущества термической обработки для предотвращения ослабления стали?
Использование методов после сварки и термической обработки является эффективным способом упрочнения сварного соединения. Это достигается за счет закалки бейнита, который может образоваться в околошовной зоне. Это освободит области, которые в противном случае могли бы со временем растрескаться под воздействием нагрузки.
Использование термической обработки, если все сделано правильно, может фактически изменить размер зерна, ударную вязкость, твердость и предел прочности при растяжении. Это может улучшить эластичность, снять стресс и улучшить электрические и магнитные свойства.
Необходимо понимать, как правильно проводить термообработку, чтобы получить максимальную пользу. Это больше, чем просто использование горелки на стали, а затем дать материалу остыть. Факторы, которые необходимо понимать и правильно применять, включают температуру используемого тепла, время его применения и скорость охлаждения. Также будет необходимо понять, какие окружающие материалы используются и как они будут влиять на общую эффективность.
Важно понимать, что это можно сделать несколькими способами. Некоторые примеры включают индукционный нагрев, ванну с расплавленным металлом или электрически нагретую соль, топливно-воздушные или кислородно-топливные горелки и природный газ. Некоторые из методов контролируемого охлаждения могут состоять из вентиляторного или водяного охлаждения, охлаждения металла в песке, использования неподвижного воздуха и даже печного охлаждения. Управление процессом нагрева и охлаждения является наиболее важным для получения желаемого результата.
Эти факторы будут играть наиболее важную роль в определении того, ослабит или укрепит сварка сталь. Если его нагревать или охлаждать слишком медленно или слишком быстро или при слишком высокой температуре, то желаемый результат не достигается. Когда сталь полностью насыщается теплом, а затем медленно охлаждается, металл легко обрабатывается.
Что такое нормализация?
Так называется процесс, когда человек хочет подготовить сталь к будущим термообработкам. Это фактически помогает реструктурировать внутренние аспекты металла, поэтому помогает уменьшить влияние внутренних напряжений. Этот процесс может немного смягчить металл, но в конечном итоге он предотвращает его размягчение настолько, насколько это могло бы быть без этого процесса.
При использовании термических методов нагревается область, которая может испытывать стресс. Затем он медленно охлаждает его, поэтому он меняет металл, чтобы смягчить воздействующие на него факторы стресса. При выполнении этого процесса для стали обычно используется температура около 1100 градусов по Фаренгейту. Иногда температура может достигать 1150 градусов по Фаренгейту. Эксперты обнаружили, что температура может уменьшить ущерб, причиняемый стрессом, на целых 80%.
Низкоуглеродистые стали и использование дуговой сварки металлическим газом
Этот метод использовался в нескольких отраслях, но прежде всего в автомобильной промышленности. Промышленность использует эту технику с кузовами и шасси автомобилей. Это то, что используется в течение десятилетий и более в настоящее время, это то, что используется при роботизированной сварке стальных соединений. Было проведено несколько исследований, чтобы понять влияние сварки на такой металл, как сталь.
Некоторые из этих исследований были проведены при соединении роботизированных суставов. Основное внимание в этих исследованиях уделяется влиянию тепла, напряжения и тока и результатам, которые они дают. В некоторых исследованиях изучалось влияние атмосферы при дуговой сварке углеродистой стали металлическим электродом.
В этой отрасли стальные листы толщиной 25 мм имели большое значение и поэтому были исследованы. Целью исследований было выяснить, что можно сделать для уменьшения количества дефектов в зонах сварки. Было обнаружено, что при увеличении напряжения дуги твердость металла уменьшалась. Это похоже на другие методы сварки, где более высокая температура приводит к более мягкому металлу.
Некоторые исследования показали, что увеличение скорости сварки этим методом может привести к улучшению качества свариваемого металла. Когда напряжение дуги увеличивается или скорость сварки уменьшается, общее тепловложение увеличивается. Иногда это приводит к ослаблению стали. Эти факторы могут снизить твердость и прочность свариваемого металла. Это также может увеличить вероятность дефектов в металле. Это просто означает, что при увеличении скорости сварки тепловложение будет уменьшаться, и это снижает вероятность возникновения ошибок.
Влияние сварки высокопрочной низколегированной стали
HSLA представляет собой тип стали, хорошо приспособленный для сварки. Наиболее распространенным способом работы с этой сталью является сварка плавлением. Использование этого метода сварки иногда ослабляет эту сталь. Использование метода, известного как сварка трением с перемешиванием, позволяет избежать проблем с деформацией и остаточным напряжением, которые в противном случае могут иметь место при использовании этой стали.
Высокопрочная низколегированная сталь была изготовлена для замены низкоуглеродистой стали в первую очередь в автомобильной промышленности. Это было сделано для снижения веса и повышения общей прочности металла. Эта сталь может образовывать более упрочненный сварной участок в околошовной зоне, чем ее предшественница. Эта недавно разработанная сталь обладает более высокой прочностью и свариваемостью. И поскольку он используется в автомобильной промышленности, он также считается незаменимым при строительстве больших кораблей и морских нефтяных платформ.
Этот тип стали и используемые методы сварки считаются обязательными, прежде всего, при использовании в автомобилях, круизных лайнерах и даже военных кораблях. Он используется в этих отраслях из-за его чрезвычайной прочности и высокой прочности. Было обнаружено, что сварка плавлением лучше всего устраняет любую возможность структурной слабости.
Похожие вопросы
Почему сварные швы рвутся? Сварные швы разрываются из-за накопленного напряжения, которое накапливается при быстром охлаждении нагретого металла. Трещины — это типичный дефект, возникающий в сварных швах и представляющий собой своего рода ослабление напряжения, которое происходит за счет повторного нагрева сварного шва до более низкой температуры, а затем его естественного остывания.
При сварке скачки напряжения дуги и сварочного тока могут вызвать повышение уровня прочности и снижение долговечности. Это также может повлиять на пластическую прочность и ударную вязкость. Увеличивая скорость сварки, вы можете увидеть увеличение твердости сварных швов.
Свариваемость металлов
Свариваемость материала, также называемая соединяемостью, представляет его способность к сварке. Некоторые металлы и термопласты можно сваривать, однако многие свариваются легче, чем другие. Свариваемость материала требуется для определения метода сварки, а также для сравнения конечного качества сварки с другими материалами.
Свариваемость обычно сложно определить количественно, поэтому большинство стандартов определяют ее качественно. Например, Международная организация по стандартизации (ИСО) определяет свариваемость в стандарте ИСО 581-1980 следующим образом:
«Металлический материал считается восприимчивым к сварке в установленной степени с заданными процессами и для заданных целей, когда сварка обеспечивает получение металла. целостность соответствующим технологическим процессом, при котором сварные детали удовлетворяют техническим требованиям как по своим качествам, так и по влиянию на образуемую ими конструкцию».
Одной из основных целей сварки является получение соединения без трещин, способного выдерживать воздействующие на него напряжения. Если для металла можно использовать практически любой вид сварочного процесса и для получения качественного сварного шва требуются минимальные усилия, говорят, что металл обладает «хорошей свариваемостью» . В ситуациях, когда сварщик может выбирать только из ограниченного числа сварочных процессов и дополнительно должен тщательно подготовить соединение и выполнить процедуру сварки для получения прочного сварного шва, считается, что металл имеет «плохая свариваемость» .
Свариваемость определяется как простота выполнения удовлетворительного сварного соединения и может определяться качеством сварного соединения, усилиями и затратами, необходимыми для выполнения сварного соединения. С другой стороны, качество сварного соединения может определяться несколькими факторами, хотя сварной шов должен удовлетворять эксплуатационным требованиям. К характеристикам металла, определяющим качество сварного соединения, относятся предрасположенность к растрескиванию, упрочнение и разупрочнение зоны термического влияния (ЗТВ), окисление, испарение, структурное изменение и сродство к газам. В то время как усилия, необходимые для получения прочного сварного соединения, обычно определяются свойствами металлической системы с учетом, в частности, температуры плавления, коэффициента теплового расширения, тепло- и электропроводности, дефектов, присущих основному металлу, и состояния поверхности. Каждый из факторов, отрицательно влияющих на качество сварного шва и увеличивающих усилия и навыки, необходимые для получения удовлетворительного сварного соединения, будет, следовательно, снижать свариваемость металла.
Принимая во внимание ранее упомянутое, можно утверждать, что свариваемость металла не является неотъемлемым свойством, учитывая, что на него влияют,
- Все этапы, связанные с процедурой сварки
- Назначение сварных соединений
- Условия изготовления и т. д.
Сварка металла с использованием определенного процесса может иметь плохую свариваемость, например, при сварке алюминия с использованием процесса сварки SMA, и хорошую свариваемость, когда тот же металл сваривается с использованием другого типа сварки, например сварки алюминия с использованием сварки TIG/MIG. . Кроме того, стальной сварной шов может хорошо работать в нормальных атмосферных условиях и может демонстрировать очень плохую ударную вязкость и пластичность в условиях очень низкой температуры. Этапы процедуры сварки, особенно подготовка поверхности и кромки, предварительный нагрев, процесс сварки, параметры сварки, послесварочная обработка, включая снятие остаточных напряжений, могут заметно повлиять на свариваемость металла. Следовательно, свариваемость, связанная с металлом, рассматривается как относительное понятие.
Факторы, влияющие на свариваемость
Существуют различные факторы, влияющие на свариваемость металлов. Здесь перечислены некоторые из наиболее значимых из них.
- Металлургия – Наука о нагревании или манипулировании металлами для придания им желаемых свойств или формы.
- Сварочный процесс — Существует более 67 сварочных процессов. Их отличает множество факторов: способ применения тепла и давления, количество применяемого тепла и давления, а также тип используемого оборудования.
- Расчет соединения – Сочетание размеров, необходимых для сварного соединения, с геометрией соединения.
- Подготовка к сварке – Подготовка к сварке представляет собой набор методов, которые необходимо выполнить перед сваркой, чтобы предотвратить появление дефектов в сварном шве. Например, один из процессов заключается в очистке основного металла перед сваркой.
- Температура плавления – Температура, которая должна быть достигнута для плавления или плавления твердого вещества. Всякий раз, когда металл имеет среднюю температуру плавления, он лучше сваривается.
- Электрическое сопротивление – Противодействие или сопротивление металла потоку электрического тока. Металлы с высоким электрическим сопротивлением требуют больше тепловой энергии для сварки, что делает их плохо свариваемыми.
Улучшение свариваемости
Циклы нагрева и охлаждения, присущие большинству видов сварки, могут вызывать деформации и напряжения в сварном шве. Кроме того, они влияют на физические, химические и металлургические изменения в металле. Когда такого рода изменения делают металл плохо свариваемым, обычно вносятся коррективы для улучшения качества сварного шва.
- Защитный газ — Для некоторых типов металлов, включая медь и алюминий, требуется газ для защиты от атмосферных загрязнений во время сварки. Выбор подходящего защитного газа в правильном количестве сведет к минимуму вероятность возникновения дефектов сварки.
- Сварочный процесс – Сварочные диаграммы можно использовать в качестве справочного материала для выбора процесса для металла.
- Присадочный металл – Выбор неправильного присадочного металла может привести к дефектам сварного шва, включая трещины и пористость. Эффективный общий принцип заключается в выборе присадочного металла, который является более прочным по сравнению с основным металлом.
- Предварительный и последующий нагрев – Хрупкие металлы подвержены растрескиванию во время сварки. Нагрев металла перед сваркой и дополнительно после нее может решить эту проблему.
- Процедура сварки – Качество сварки может зависеть от количества сварных швов, их длины, а также размера сварного шва. Несколько небольших сварных швов могут быть более эффективными по сравнению с несколькими большими сварными швами.
Хотя все металлы можно сваривать, некоторые сплавляются легче, чем другие. Тем не менее, понимание факторов, влияющих на свариваемость, и методов ее улучшения поможет сварщику постоянно получать прочные и надежные сварные швы.
Факторы процесса
Хотя свариваемость обычно определяется для различных материалов, некоторые процессы сварки более эффективны для конкретного материала по сравнению с другими. Даже в рамках конкретного процесса качество сварного шва может значительно различаться в зависимости от таких параметров, как материал электрода, защитные газы, скорость сварки и скорость охлаждения.
| Материал | Дуговая сварка | Кислородно-ацетиленовая сварка | Electron beam welding | Resistance welding | Brazing | Soldering | Adhesive bonding |
|---|---|---|---|---|---|---|---|
| Cast iron | C | R | N | S | D | N | C |
| Углеродистая и низколегированная сталь | R | R | C | R | R | D | C |
| R | C | C | R | R | C | C | |
| Aluminum and magnesium | C | C | C | C | C | S | R |
| Copper and copper alloys | C | C | C | C | R | R | C |
| Nickel and nickel alloys | R | C | C | R | R | C | C |
| Titanium | C | N | C | C | D | S | C |
| Lead and zinc | C | C | N | D | N | R | R |
| Thermoplastic † | N | N | N | N | N | N | C |
| Thermosets | N | N | N | N | N | N | C |
| Elastomers | N | N | N | N | N | N | R |
| Ceramics | N | S | C | N | N | N | R |
| Dissimilar metals | D | D | C | D | D/C | R | R | 9003 Горячий газ = R; Индукция = C Код: C = Обычно используется; R = рекомендуется; Д = сложно; S = Редко; N = Не используется |
Свариваемость алюминия
Алюминий и его сплавы являются широко используемыми металлами из-за их малого веса, хорошей коррозионной стойкости и свариваемости. Несмотря на то, что в целом они обладают низкой прочностью, некоторые сплавы могут иметь механические свойства, сравнимые со сталями. Алюминиевые сплавы можно соединять разными способами. Однако они дополнительно обладают несколькими свойствами, которые требуют понимания в зависимости от того, какой метод используется.
Алюминиевые сплавы
Чистый алюминий — сравнительно мягкий металл. Однако в сочетании с легирующими элементами он может давать широкий спектр механических свойств. Сплавы такого типа подразделяются на семейства в соответствии с основными легирующими элементами с использованием четырехзначной системы идентификации.
| Серия сплавов | Основные легирующие элементы |
|---|---|
| Серия 1000 | Чистый алюминий |
| Серия 2000 | Алюминий и медь. (Высокопрочный алюминий, используемый в аэрокосмической промышленности) |
| Серия 3000 | Алюминий и марганец. (Сплавы с низкой и средней прочностью, примерами продуктов, в которых используются эти сплавы, являются банки для напитков и холодильные трубки) |
| Серия 4000 | Алюминий и кремний. (Большинство сплавов этой серии предназначены либо для сварки, либо для пайки твердым припоем) |
| Серия 5000 | Алюминий и магний. (Эти сплавы используются в основном для конструкционных применений в листовом или листовом металле — все сплавы серии 5000 пригодны для сварки) |
| Серия 6000 | Алюминий, магний и кремний. (Эти сплавы поддаются термообработке и обычно используются для экструзии, листового и толстолистового проката — все они поддаются сварке, но могут быть чувствительными к растрескиванию. Никогда не пытайтесь сваривать эти сплавы без использования присадочного металла) |
| Серия 7000 | Алюминий и цинк. (Это высокопрочные аэрокосмические сплавы, в которые могут быть добавлены другие легирующие элементы) |
Ниже приводится обзор распространенных семейств алюминиевых сплавов и характеристик их свариваемости в сочетании с обычными присадочными металлами:
Сплавы серии 1000:
Почти чистый алюминий, 99 % с микроэлементами, составляющими остальное . Это конкретное семейство используется для передачи электрического тока или для защиты от коррозии в определенных условиях. Алюминиевые сплавы серии 1000 удобно сваривать с присадочным металлом 1100.
Сплавы серии 2000:
Это семейство высокопрочных аэрокосмических сплавов. Они чрезвычайно восприимчивы к горячему растрескиванию и, как правило, являются наименее свариваемыми алюминиевыми сплавами. В частности, 2024 является наименее поддающимся сварке. Тем не менее, есть несколько исключений, 2219 и 2519, которые можно легко сваривать с присадочным металлом 2319 или 4043.
Сплавы серии 3000:
Коллекция алюминиевых сплавов средней прочности. Они чрезвычайно пластичны, поэтому обычно используются для теплообменников и кондиционеров. Алюминиевые сплавы серии 3000 удобно сваривать с присадочным металлом 4043 или 5356.
Сплавы серии 4000:
Они обычно используются в качестве присадочных сплавов для сварки или пайки вместо основных материалов. Однако, когда они используются в качестве основных материалов, алюминиевые сплавы серии 4000 легко свариваются с присадочным металлом 4043.
Сплавы серии 5000:
Семейство высокопрочных сплавов для листового и толстолистового проката. Алюминиевые сплавы серии 5000 удобно сваривать с присадочным металлом 5356. Тем не менее, с более прочными сплавами, такими как 5083, 5183 или 5556, необходимо использовать присадочные металлы.
Сплавы серии 6000:
Алюминиевые сплавы серии 6000 плохо поддаются сварке, поскольку они подвержены растрескиванию. Тем не менее, при соблюдении надлежащих технологий их можно удобно сваривать с использованием присадочных металлов 4043 или 5356.
Сплавы серии 7000:
Еще одна группа высокопрочных авиакосмических сплавов. Эти сплавы в первую очередь непригодны для сварки из-за их склонности к горячему растрескиванию и коррозии под напряжением. 7075 особенно восприимчив. Исключения составляют 7003, 7005 и 7039., которые удобно сваривать с наполнителем 5356. Сплавы, как правило, дополнительно классифицируются в зависимости от того, являются ли они нетермообрабатываемыми или термообрабатываемыми сплавами.
Свариваемость алюминиевых сплавов
TIG (вольфрамовый инертный газ), MIG (металлический инертный газ) и кислородно-топливные процессы подходят для сварки плавлением подавляющего большинства кованых марок серий 1XXX, 3XXX, 5XXX и 6XXX; сплавы 5XXX особенно хорошо свариваются. Подобные процессы также подходят для сплавов средней прочности серии 7XXX. Сварка плавлением не рекомендуется для высокопрочных сплавов, таких как 7010, 7050 и большинства сплавов 2XXX, поскольку они склонны к кристаллизации и затвердеванию. Техника сварки трением с перемешиванием особенно подходит для получения прочных сварных швов алюминиевых сплавов. Этот метод является эффективным вариантом для термообрабатываемых сплавов, которые подвержены горячему растрескиванию.
Ниже приведена практическая разбивка свариваемости алюминиевых сплавов в термообрабатываемых и нетермообрабатываемых вариантах, а также с какими наполнителями лучше всего сочетаются основные металлы:
Алюминиевые сплавы без термообработки
Для нетермических -обрабатываемые сплавы, прочность материала сплавов зависит от эффекта деформационного упрочнения и упрочнения твердого раствора легирующих элементов, включая магний и марганец. Обычно они встречаются в алюминиевых сплавах серий 1000, 3000 и 5000. При сварке такие сплавы могут терять эффект деформационного упрочнения и вызывать разупрочнение зоны термического влияния, примыкающей к сварному шву.
| Aluminium Alloy | Gas | Arc with Flux | Arc with Inert Gas | Resistance | Pressure | Brazing | Soldering with Flux |
|---|---|---|---|---|---|---|---|
| 1060 | А | А | А | Б | А | А | A |
| 1100 | A | A | A | A | A | A | A |
| 1350 | A | A | A | B | A | А | А |
| 3003 | А | А | А | А | А | А | 0140 A|
| 3004 | B | A | A | A | B | B | B |
| 5005 | A | A | A | A | A | Б | Б |
| 5050 | А | А | А | А | А | Б | 0140 B|
| 5052, 5652 | A | A | A | A | B | C | C |
| 5083 | C | C | A | A | C | Х | Х |
| 5086 | С | С | А | А | 1 В 10140 X | ||
| 5154, 5254 | B | B | A | A | B | X | X |
| 5454 | B | B | A | A | B | Х | Х |
| 5456 | С | С | А | Х | С 1 10140 X | ||
| |||||||
Термообрабатываемые алюминиевые сплавы
Твердость и прочность термически обрабатываемых сплавов определяются их составом и термической обработкой. Основные легирующие элементы для материалов этого типа определены в алюминиевых сплавах серий 2000, 6000 и 7000. Заметим, что при сварке плавлением термообрабатываемых сплавов упрочняющие составляющие в зоне термического влияния (ЗТВ) перераспределяются и приводят к снижению прочности материала внутри локальной зоны.
| Aluminium Alloy | Gas | Arc with Flux | Arc with Inert Gas | Resistance | Pressure | Brazing | Soldering with Flux |
|---|---|---|---|---|---|---|---|
| 2014 | X | C | C | B | C | X | C |
| 2017 | X | C | C | B | C | X | C |
| 2024 | X | C | C | B | C | X | C |
| 2036 | X | C | B | B | C | X | C |
| 2090 | X | X | B | B | C | X | C |
| 2218 | X | C | C | B | C | X | C |
| 2219 | X | C | A | Б | С | Х | С |
| 2519 | Х | С | Б | ББ0140 X | C | ||
| 2618 | X | C | C | B | C | X | C |
| 6005 | A | A | A | A | B | A | B |
| 6009 | C | C | B | B | B | X | C |
| 6010 | C | C | B | B | B | X | C |
| 6013 | C | C | B | A | B | X | С |
| 6061 | А | А | А | А | Б | А | A | A | A | A | B | A | B |
| 6070 | C | C | B | B | B | X | C |
| 6101 | A | A | A | A | A | A | A |
| 6262 | C | C | B | A | B | B | B |
| 6351 | A | A | A | A | B | A | B |
| 6951 | A | A | A | A | A | A | A |
| 7004 | X | X | A | A | B | B | B |
| 7005 | X | X | A | A | B | B | B |
| 7039 | X | X | A | A | B | C | B |
| 7075 | X | C 914 X | 0140 B | C | X | C | |
| 7079 | X | X | C | B | C | X | C |
| 7178 | X | X | C | B | C | X | C |
| |||||||
Руководство по выбору присадочного металла для сварки алюминия
| Основной металл | 201,0 206,9 224,0 | 319,0, 333,0, 354,0, 3554, C355,0 | 356,0, A356,0, 357,0, A3570, 413,0, 443,0, A444,0 | 1102 511,0, 413,0, 443,0, A444,01102 511,0, 413,0, 443,0, A3544.011025 511,0, 413,0, 443,0, A356,011025 511,0, 413,0, 443,0, а356,0, 357,0. , 7005, 7039, 701.0, 712.06009 6010 6070 | 6005, 6061, 6063, 6101, 6151, 6201, 6351, 6951 | 5456 | 5454 | ||
|---|---|---|---|---|---|---|---|---|---|
| 1016, 1070, 1080, 1350 | ER4145 | ER4145 | ER4043 | ER5356 | ER5356 | ER4045 | ER4043 | ER5356 | ER4043 | ER4145 | ER4145 | ER4043 | ER5356 | ER5356 | ER4043 | ER4043 | ER5356 | ER4043 |
| 2014, 2036 | ER4145 | ER4145 | ER4145 | — | — | ER4145 | ER4145 | — | — |
| 2219 | ER2319 | ER4145 | ER4145 | ER4043 | ER4043 | ER4043 | ER4043 | — | ER4043 |
| 3004, Алк. 3004 | — | ER4043 | ER4043 | ER5356 | ER5356 | ER4013 | ER4043 | ER5356 | ER5356 |
| 5005, 5050 | — | ER4043 | ER4043 | ER5356 | ER5356 | ER4043 | ER4043 | ER5356 | ER5356 |
| 5052, 5652 | — | ER4043 | ER4043 | ER5356 | ER5356 | ER4043 | ER5356 | ER5356 | ER5356 |
| 5083 | — | — | ER5356 | ER5356 | ER5183 | — | ER5356 | ER5183 | ER5356 |
| 5086 | — | — | ER5356 | ER5356 | ER5356 | — | ER5356 | ER5356 | ER5356 |
| 5154, 5254 | — | — | ER4043 | ER5356 | ER5356 | — | ER5356 | ER5356 | ER5356 |
| 5454 | — | ER4043 | ER4043 | ER5356 | ER5356 | ER4043 | ER53561 | ER5356 | ER5554 |
| 5456 | — | — | ER5356 | ER5356 | ER5356 | — | ER5356 | ER5556 | — |
| 6025, 6061, 6063, 6101, 6151, 6201, 6351, 6951 | ER4145 | ER4145 | ER4043 | ER5356 | ER5356 | ER4004 | ER4043 | — | — |
| 6009, 6010, 6070 | ER4145 | ER4145 | ER4043 | ER4043 | ER4043 | ER4043 | — | — | — |
| 7004, 7005, 7039, 710. 0, 712.0 | — | ER4043 | ER4043 | ER5356 | ER5356 | — | — | — | — |
| 511.0, 512.0, 513.0, 514.0, 535.0 | — | — | ER4043 | ER5356 | — | — | — | — | — |
| 356.0, A356.0, 357.0, A357.0, 413.0, 443.0, A444.0 | ER4145 | ER4145 | ER4043 | — | — | — | — | — | — |
| 319.0, 333.0, 354.0, 355.0, C355.0 | ER4145 | ER4145 | — | — | — | — | — | — | — |
| 201.0, 206.0, 224.0 | ER2319 | — | — | — | — | — | — | — | — |
| 5086 | 5083 | 5052, 5652 | 5005, 5050 | 3004, Алк. 3004 | 2219 | 2014, 2036 | 1100, 3003, Алк. 3003 | 1060, 1070. 1080, 1350 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 1016, 1070, 1080, 1350 | ER5356 | ER5356 | ER5356 | ER4043 | ER1100 | ER4043 | ER4145 | ER4145 | ER1100 | ER1188 |
| 1100, 3003, Алк. 3003 | ER5356 | ER5356 | ER5356 | ER4043 | ER1100 | ER4043 | ER4145 | ER4145 | ER1100 | — |
| 2014, 2036 | — | — | — | — | ER4145 | ER4145 | ER4145 | ER4145 | — | — |
| 2219 | ER4043 | — | — | ER4043 | ER4043 | ER4043 | ER2319 | — | — | — |
| 3004, Алк. 3004 | ER5356 | ER5356 | ER5356 | ER5356 | ER5356 | ER5356 | —— | — | — | |
| 5005, 5050 | ER5356 | ER5356 | ER5356 | ER5356 | ER5356 | — | — | — | — | — |
| 5052 , 5652 | ER5356 | ER5356 | ER5356 | ER5654 | — | — | — | 1 —0 — | — | |
| 5083 | ER5356 | ER5356 | ER5183 | — | — | — | — | — | — | — |
| 5086 | ER5356 | ER5356 | — | — | — | — | — | — | — | — |
| 5154, 5254 | ER5654 | — | — | — | — | — | — | — | — | — |
Weldability of Steel
Steel is among the most prevalent материалов в мире. Он широко используется из-за его высокой прочности на растяжение и беспрецедентной универсальности. Сталь используется во всем, от структурного строительства до комплексного эстетического дизайна, и поставляется в широком диапазоне марок. Каждый сорт имеет свои сильные стороны и оптимизирован для определенного типа проекта.
Свариваемость марок стали в основном зависит от ее твердости. Следовательно, это зависит от химического состава материала, особенно от содержания в нем углерода. Другие легирующие элементы, оказывающие меньшее влияние на твердость стали, включают марганец, молибден, хром, ванадий, никель и кремний. Соответственно, для успешной сварки этого универсального материала важно понимать различные типы сталей и их свойства.
Типы стали
По данным Американского института чугуна и стали (AISI), сталь поставляется в четырех основных группах в зависимости от химического состава. Каждая группа отличается содержанием углерода и по этой причине обладает разной свариваемостью. Четыре группы: углеродистая сталь, легированная сталь, нержавеющая сталь и инструментальная сталь.
Углеродистая сталь
Легкость сварки углеродистой стали в первую очередь зависит от количества присутствующего углерода. С увеличением содержания углерода свариваемость имеет тенденцию к снижению. По той причине, что увеличение твердости делает сталь более склонной к растрескиванию. Тем не менее, большинство углеродистых сталей по-прежнему пригодны для сварки.
Низкоуглеродистая сталь (мягкая сталь)
Эти стали обычно содержат менее 0,3% углерода и до 0,4% марганца. Низкоуглеродистые стали с содержанием углерода 0,15-0,3% и марганца до 0,9% обладают хорошей свариваемостью. Как правило, наиболее подходящими являются те, которые содержат менее 0,2% углерода.
При условии, что содержание примесей поддерживается на низком уровне, эти металлы редко вызывают осложнения в процессе сварки. Стали с содержанием углерода более 0,25% в некоторых случаях подвержены растрескиванию. Напротив, стали с содержанием углерода менее 0,12% могут быть подвержены пористости. Любую низкоуглеродистую сталь можно сваривать любым из обычных способов сварки. Но стали с большим содержанием углерода лучше всего сваривать с использованием процесса с низким содержанием водорода или с использованием присадок с низким содержанием водорода.
Среднеуглеродистая сталь
Среднеуглеродистая сталь содержит 0,30–0,60 % углерода и 0,60–1,65 % марганца. Они прочнее по сравнению с низкоуглеродистой сталью, но их сложнее сваривать. Это связано с тем, что они более подвержены растрескиванию. Среднеуглеродистые стали всегда должны быть сварены с использованием процесса сварки с низким содержанием водорода или контролируемых водородных наполнителей.
Высокоуглеродистая сталь (углеродистая инструментальная сталь)
Высокоуглеродистые стали содержат 0,60–1,0% углерода и 0,30–0,90% марганца. Они очень твердые и прочные, но вдобавок обладают плохой свариваемостью и, как правило, их сложно сваривать без образования трещин.
После термической обработки они становятся чрезвычайно твердыми и хрупкими. При сварке высокоуглеродистых сталей требуется предварительный нагрев, тщательный контроль температуры между проходами и дополнительное снятие напряжений после сварки. Процессы с низким содержанием водорода для присадок с низким содержанием водорода необходимы при сварке таких сталей.
Углеродисто-марганцевые стали
Углеродисто-марганцевые стали содержат 0,15-0,5% углерода и 1,0-1,7% марганца. Обычно эти стали поддаются сварке, однако для некоторых сталей требуется контроль предварительного нагрева и подводимого тепла. При сварке углеродисто-марганцевых сталей с повышенным содержанием углерода рекомендуется использовать процессы сварки с низким содержанием водорода или контролируемые водородные наполнители.
По сравнению с другими углеродистыми сталями некоторые низколегированные стали пригодны для сварки. Однако их свариваемость снова зависит от содержания углерода. В частности, свариваемость легированных сталей зависит от углеродного эквивалента легирующих в них включений: марганца, хрома, молибдена, ванадия и никеля.
Легированная сталь
Эта категория включает широкий спектр металлов. Это углеродистые стали, которые впоследствии сильно легируются другими элементами, обычно хромом, кобальтом, марганцем, молибденом, никелем, вольфрамом, ванадием и хром-ванадием.
Легированные стали часто имеют превосходную твердость, более высокую коррозионную стойкость, но плохую свариваемость. Они подвержены растрескиванию при сварке, если не уделять особого внимания предварительному нагреву, температуре между проходами, скорости охлаждения и обработке после сварки. Как и в случае с другими закаливаемыми сталями, для снижения риска растрескивания рекомендуются процессы с низким содержанием водорода или наполнитель с контролируемым содержанием водорода.
Никелированная сталь
Никелированная сталь — это особый тип легированной стали, достаточно необычный, чтобы получить уникальную запись. Сплавы, содержащие 1-3% никеля, можно с осторожностью сваривать сваркой с низким содержанием водорода. С увеличением содержания никеля твердость стали увеличивается. Подобно углероду, он указывает на ухудшение свариваемости этих сталей. Стали, содержащие 5-9% никеля обладают плохой свариваемостью. Они слишком тверды, чтобы их можно было сваривать без риска растрескивания.
При сварке никелевой стали крайне важно использовать процесс с низким содержанием водорода или наполнители с контролируемым содержанием водорода.
Нержавеющая сталь
Нержавеющая сталь относится к категории высоколегированных сталей, содержащих не менее 10,5% хрома. Их широко предпочитают за их эффективность даже в самых агрессивных средах. Нержавеющие стали обычно легируют рядом других элементов для повышения жаростойкости, улучшения механических свойств и/или характеристик изготовления, а также для повышения коррозионной стойкости. Эти легирующие элементы дополнительно влияют на их свариваемость.
Инструментальная сталь
Как и в случае с углеродистыми сталями, свариваемость сталей с содержанием углерода более 0,2% считается плохой. Это связано с их твердостью и риском растрескивания при сварке. Инструментальные стали, которые содержат 0,3–2,5% углерода, соответственно, сложны для сварки, и многие производители стали настоятельно не рекомендуют это делать. Тем не менее, с развитием сварочного оборудования, методов, процедур, инструментальной стали и наполнителей это возможно.
Класс стали
Классификация марок стали
Углеродистые стали и легированные стали обозначаются четырехзначным числом, где первая цифра указывает на основной легирующий элемент (элементы), вторая цифра указывает на элемент (элементы) TG (высший класс), а последняя две цифры указывают количество углерода в сотых долях процента (базисных пунктах) по весу. Например, сталь 1060 представляет собой обыкновенную углеродистую сталь, содержащую 0,60 мас.% углерода. Суффикс «Н» может быть добавлен к любому обозначению, чтобы обозначить прокаливаемость как основное требование. Химические требования ослаблены, но значения твердости определены для различных расстояний по тесту Джомини.
| SAE designation | Type, and composition by weight | |
|---|---|---|
| Carbon steels | ||
| 10xx | Plain carbon (Mn 1.00% max.) | |
| 11xx | Резульнизованный | |
| 12xx | Резульнизованный и рефоформированные | |
| 15xx | Простая углерод (Mn 1,00–1,65% Max.) | .0131 |
| 13xx | Mn 1.75% | |
| Nickel steels | ||
| 23xx | Ni 3.50% | |
| 25xx | Ni 5.00% | |
| Nickel-chromium steels | ||
| 31xx | Ni 1,25%; Cr 0,65% или 0,80% | |
| 32xx | Ni 1,75%; Cr 1,07% | |
| 33xx | Ni 3,50%; Cr 1,50 % или 1,57 % | |
| 34xx | Ni 3,00%; Cr 0. 77% | |
| Molybdenum steels | ||
| 40xx | Mo 0.20%, 0.25%, or Mo 0.25% and S 0.042% | |
| 44xx | Mo 0.40%, or 0.52% | |
| Chromium -молибденовые (хромомолибденовые) стали | ||
| 41xx | Cr 0,50%, 0,80% или 0,95%; Mo 0,12 %, 0,20 %, 0,25 % или 0,30 % | |
| Никель-хромомолибденовые стали | ||
| 43xx | Ni 1,82%; Cr 0,50–0,80 %; Mo 0,25% | |
| 43BVxx | Ni 1,82%; хром 0,50%; Mo 0,12% или 0,35%; V 0,03% мин. | |
| 47xx | Ni 1,05%; хром 0,45%; Mo 0,20% или 0,35% | |
| 81xx | Ni 0,30%; хром 0,40%; Mo 0,12% | |
| 81Bxx | Ni 0,30%; хром 0,45%; Мо 0,12%; и добавленный бор | |
| 86xx | Ni 0,55%; хром 0,50%; Mo 0,20% | |
| 87xx | Ni 0,55%; хром 0,50%; Mo 0,25% | |
| 88xx | Ni 0,55%; хром 0,50%; Mo 0,35% | |
| 93xx | Ni 3,25%; Cr 1,20%; Mo 0,12% | |
| 94xx | Ni 0,45%; хром 0,40%; Mo 0,12% | |
| 97xx | Ni 0,55%; хром 0,20%; Mo 0,20% | |
| 98xx | Ni 1,00%; хром 0,80%; Mo 0,25% | |
| Никель-молибденовые стали | ||
| 46xx | Ni 0,85% или 1,82%; Mo 0,20% или 0,25% | |
| 48xx | Ni 3,50%; Mo 0. 25% | |
| Chromium steels | ||
| 50xx | Cr 0.27%, 0.40%, 0.50%, or 0.65% | |
| 50xxx | Cr 0.50%; C 1,00% мин. | |
| 50Bxx | Cr 0,28% или 0,50%; и добавленный бор | |
| 51xx | Cr 0,80%, 0,87%, 0,92%, 1,00% или 1,05% | |
| 51xxx | Cr 1,02%; С 1,00% мин. | |
| 51Bxx | Cr 0,80%; и добавленный бор | |
| 52xxx | Cr 1,45%; С 1,00% мин. | |
| Хромованадиевые стали | ||
| 61xx | Cr 0,60%, 0,80%, 0,95%; V 0,10% или 0,15% мин. | |
| Вольфрамо-хромовые стали | ||
| 72xx | W 1,75%; Cr 0,75% | |
| Кремний-марганцевые стали | ||
| 92xx | Si 1,40% или 2,00%; Mn 0,65%, 0,82% или 0,85%; Cr 0. 00%, or 0.65% | |
| High-strength low-alloy steels | ||
| 9xx | Various SAE grades | |
| xxBxx | Boron steels | |
| xxLxx | Leaded steels | |
Классификация свариваемости на основе углеродного эквивалента
Концепция эквивалентного содержания углерода используется для черных металлов, обычно стали и чугуна, для определения различных свойств сплава, когда в качестве сплава используется не только углерод, что часто бывает. Идея заключается в преобразовании процентного содержания легирующих элементов, за исключением углерода, в эквивалентное процентное содержание углерода, учитывая, что фазы железо-углерод лучше изучены по сравнению с другими фазами сплава железа. Обычно эта концепция используется при сварке, однако она также применяется при термообработке и литье чугуна.
При сварке эквивалентное содержание углерода (C. E) необходимо для понимания того, как различные легирующие элементы влияют на твердость свариваемой стали. Затем это напрямую связано с холодным растрескиванием, вызванным водородом, которое является наиболее распространенным дефектом сварного шва для стали, поэтому оно чаще всего используется для определения свариваемости. AWS утверждает, что при эквивалентном содержании углерода выше 0,40% существует вероятность образования трещин в зоне термического влияния (ЗТВ) на кромках факельной резки и сварных швах.
Классификация сталей на основе свариваемости представлена ниже:
| Стальная группа | Сварка | . СваркаПеред сваркой | Во время сварки | |||
|---|---|---|---|---|---|---|
| 1 | Хорошо | < 0,20 | — | — | — | Desirable |
| 2 | Satisfactory | 0.20 — 0.35 | Necessary | — | Desirable | Necessary |
| 3 | Limited | 0. 35 — 0.45 | Необходимое | Желательное | Необходимое | Необходимое |
| 4 | Плохое | > 0.45 | Necessary | Necessary | Necessary | Necessary |
Welding of Various Steel Grades
Low-Carbon Steels and Low-alloy Steels
Low-carbon steels include those in the AISI серии С-1008 по С-1025. Углерод колеблется от 0,10 до 0,25%, марганец — от 0,25 до 1,5%, фосфор — максимум 0,4% и сера — максимум 0,5%. Стали этого диапазона наиболее широко используются в промышленном производстве и строительстве. Эти стали обычно легко свариваются с помощью любого из процессов дуговой, газовой и контактной сварки.
Низколегированные высокопрочные стали составляют большинство остальных сталей в системе обозначений AISI. Эти стали сваривают покрытыми электродами классов Э-80ХХ, Э-90ХХ, Э-100ХХ. Дополнительно для этих типов сталей используется суффикс к классификационному номеру электрода. Эти стали включают стали с низким содержанием марганца, стали с низким и средним содержанием никеля, стали с низким содержанием никеля и хрома, стали с молибденом, стали с содержанием хрома и молибдена и стали с содержанием никеля, хрома и молибдена. Эти сплавы входят в серию AISI 2315, 2515 и 2517. Содержание углерода колеблется от 0,12 до 0,30%, марганца от 0,40 до 0,60%, кремния от 0,20 до 0,45% и никеля от 3,25 до 5,25%. Если содержание углерода не превышает 0,15%, предварительный нагрев не требуется, за исключением очень тяжелых секций. Если содержание углерода превышает 0,15%, требуется предварительный нагрев до 260°C, в зависимости от толщины.
Для процесса дуговой сварки защищенным металлом внимание было направлено на выбор класса покрытых электродов, определяемый факторами их пригодности. Все электроды, описанные в спецификации AWS A5.1, применимы к мягким и низколегированным сталям. Классы электродов E-60XX и E-70XX обеспечивают достаточную прочность для получения 100% сварных соединений в сталях. Предел текучести электродов этих классов превышает предел текучести мягких и низколегированных сталей. Класс E-60XX следует использовать для сталей с пределом текучести ниже 350 МПа, а класс E-70XX следует использовать для сварки сталей с пределом текучести ниже 420 МПа. При сварке более тяжелых материалов или ограниченных соединений следует использовать электроды с низким содержанием водорода, а предварительный нагрев рекомендуется. Следует выбирать электрод, обеспечивающий желаемые рабочие характеристики.
При сварке низколегированных высокопрочных сталей эксплуатационные характеристики электрода не учитывают, учитывая, что Э-80ХХ и более высокопрочные электроды все являются низководородными. Существует особое исключение, которым является класс E-XX10. Они показаны в спецификации AWS для электродов для дуговой сварки с покрытием из низколегированной стали, AWS 5.5. Эта спецификация является более сложной по сравнению со спецификацией для электродов из мягкой стали, несмотря на то, что существует только два основных класса на каждом уровне прочности. Более низкий уровень прочности включает в себя классы E-8010, E-XX15, E-XX16 и более популярные E-XX18.
Это позволяет подобрать электрод с покрытием, который не только соответствует механическим свойствам основного металла, но дополнительно приблизительно соответствует составу основного металла. Состав основного металла и механические свойства должны быть известны, чтобы выбрать правильный электрод с покрытием для использования. Единственными электродами E-80XX или более высокой прочности, которые не имеют покрытия с низким содержанием водорода, являются электроды типа E-8010, которые разработаны специально для сварки труб.
Эти высокопрочные покрытые целлюлозой электроды подбираются к определенному сплаву стальных труб. Благодаря характеристикам глубокого проплавления электродов с целлюлозным покрытием они хорошо подходят для сварки труб повышенной проходимости. Теория и практика таковы, что труба из легированной стали сравнительно тонкая и сваривается электродами с целлюлозным покрытием при относительно высоких токах. Кроме того, каждый сварочный проход очень тонкий, а металл сварного шва подвергается старению в течение значительного периода времени перед вводом трубопровода в эксплуатацию. Это позволяет водороду, который может быть поглощен, выходить из металла и не оказывать вредного влияния на срок службы трубопровода.
Среднеуглеродистые стали
К среднеуглеродистым сталям относятся стали AISI серии от C-1020 до C-1050. Состав сравним с низкоуглеродистыми сталями, за исключением того, что содержание углерода составляет от 0,25 до 0,50 %, а марганца — от 0,60 до 1,65 %.
Для электродов с высоким содержанием углерода и марганца рекомендуются электроды с низким содержанием водорода, особенно в более толстых секциях. Возможно, потребуется предварительный нагрев, который должен находиться в диапазоне 150-260°C. Последующий нагрев часто назначают для снятия напряжения и уменьшения твердости, которая могла быть вызвана быстрым охлаждением. Среднеуглеродистые стали легко свариваются при соблюдении вышеуказанных мер предосторожности.
Эти стали можно сваривать всеми способами.
Высокоуглеродистая сталь
Высокоуглеродистая сталь включает стали серии AISI от C-1050 до C-1095. Состав сравним со среднеуглеродистыми сталями, за исключением того, что содержание углерода составляет от 0,30 до 1,00%.
При сварке сталей этих классов рекомендуется соблюдать особые меры предосторожности. Необходимо использовать электроды с низким содержанием водорода и необходим предварительный нагрев от 300 до 320°С, особенно при сварке более тяжелых профилей. Обычно предусматривается послетермическая обработка, либо для снятия напряжений, либо для отжига.
Высокоуглеродистые стали можно сваривать всеми теми же процессами, упомянутыми ранее.
Хромистые стали с низким содержанием никеля
Стали этой группы включают AISI 3120, 3135, 3140, 3310 и 3316. В этих сталях содержание углерода колеблется от 0,14 до 0,34 %, марганца от 0,40 до 0,90 %, кремния от 0,20 до 0,35%, никель от 1,10-3,75% и хром от 0,55-0,75%.
Тонкие секции из этих сталей с низким содержанием углерода можно сваривать без предварительного нагрева. Предварительный нагрев до 100-150°C необходим для углерода в диапазоне 0,20%, а дополнительно для более высокого содержания углерода необходимо использовать предварительный нагрев до 320°C. После сварки необходимо снять напряжение или отжечь сварной шов.
Стали с низким содержанием марганца
В эту группу входят марки AISI типа 1320, 1330, 1335, 1340 и 1345. В этих сталях содержание углерода колеблется от 0,18 до 0,48%, марганца от 1,60 до 1,90% и кремния от 0,20 до 0,35%.
Предварительный подогрев не требуется при низком уровне содержания углерода и марганца. Предварительный нагрев до 120-150°C рекомендуется, поскольку содержание углерода приближается к 0,25%, и обязателен при более высоких значениях марганца. Более толстые секции должны быть предварительно нагреты, чтобы удвоить указанную выше цифру. Рекомендуется послетермическая обработка для снятия стресса.
Низколегированные хромистые стали
В эту группу входят стали AISI от 5015 до 5160 и стали для электропечей 50100, 51100 и 52100. хром от 0,20 до 1,60% и кремний от 0,20 до 0,30%. Когда углерод находится в нижней части диапазона, эти стали можно сваривать без особых мер предосторожности. По мере увеличения содержания углерода и содержания хрома достигается высокая прокаливаемость и требуется предварительный нагрев до 400 °C, особенно для тяжелых профилей.
При использовании процесса сварки под флюсом дополнительно рекомендуется согласовать состав электрода с составом основного металла. Необходимо использовать флюс, который не отвлекает и не добавляет элементы к металлу сварного шва. Как правило, предварительный нагрев может быть уменьшен для дуговой сварки под флюсом из-за более высокого подвода тепла и более низкой скорости охлаждения. Чтобы гарантировать, что нагар под флюсом имеет низкое содержание водорода, флюс должен быть сухим, а электрод и основной металл должны быть чистыми.
При использовании процесса дуговой сварки металлическим электродом необходимо выбирать электрод, соответствующий основному металлу, а защитный газ следует выбирать таким образом, чтобы избежать чрезмерного окисления металла сварного шва. Предварительный нагрев при дуговой сварке металлическим электродом в среде защитного газа (GMAW) должен осуществляться в том же порядке, что и при дуговой сварке металлическим электродом в среде защитного газа (SMAW), учитывая, что подвод тепла сравним.
При использовании процесса дуговой сварки с флюсовой проволокой наплавленный металл шва, создаваемый электродом с флюсовой проволокой, должен соответствовать свариваемому основному металлу. Требования к предварительному нагреву сравнимы с требованиями дуговой сварки металлическим газом.
При сварке низколегированных высокопрочных сталей с менее прочными сталями электрод необходимо выбирать в соответствии с прочностью менее прочной стали. Процедура сварки, то есть предварительный нагрев и т. д., должна подходить для высокопрочной стали.
Свариваемость нержавеющей стали
Нержавеющая сталь, известная своей коррозионной стойкостью и широким спектром применения в пищевой промышленности, столовых приборах и некоторых других областях, является одним из наиболее широко используемых металлов в настоящее время. Широкий выбор вариантов сплава делает сварку нержавеющей стали более сложной по сравнению со сваркой традиционной углеродистой стали. Тем не менее, в то время как нержавеющие сплавы когда-то считались серьезной проблемой для сварки, в настоящее время их называют «другими», а не «сложными».
Нержавеющие стали — это высоколегированные стали, содержащие не менее 10,5% хрома. Они также обычно сплавляются с другими элементами для повышения термостойкости, механических свойств и характеристик изготовления. Эти легирующие элементы дополнительно модифицируют и влияют на свариваемость нержавеющей стали.
Для эффективной сварки нержавеющей стали рекомендуется полностью разбираться в различных типах нержавеющей стали и их свойствах. Они делятся на пять основных типов: ферритные, мартенситные, дисперсионно-твердеющие, дуплексные и аустенитные.
Типы нержавеющей стали
Аустенитная нержавеющая сталь
Этот класс нержавеющей стали отличается высокой коррозионной стойкостью, прочностью и высокой пластичностью. Однако он дополнительно подвержен растрескиванию под напряжением. Обычно они считаются наиболее легко свариваемыми из нержавеющих сталей. Предварительная или послесварочная термообработка не требуется.
Аустенитные сплавы обычно свариваются с использованием присадок, состав которых соответствует основному материалу. Тем не менее, есть некоторые исключения; Наполнитель 308 используется для сплавов 302 и 304, а наполнитель типа 347 используется для сплава 321.
Ферритная нержавеющая сталь
Все ферритные сплавы относятся к семейству 400, но не все сплавы 400 являются ферритными. Они имеют более низкую пластичность, более хрупкие, подвержены горячему растрескиванию и обладают меньшей коррозионной стойкостью по сравнению с аустенитными марками. Тем не менее, они обладают более высокой устойчивостью к коррозионному растрескиванию под напряжением. Обычно считается, что этот тип обладает плохой свариваемостью, учитывая, что при высоких температурах в нем происходит быстрый рост зерна. Это приводит к хрупким зонам термического влияния.
Если свариваются ферритные сплавы, то толщина их срезов не превышает 6 мм. Любая потеря прочности для такой тонкой детали незначительна. При сварке ферритной нержавеющей стали необходимо использовать присадочные металлы, которые соответствуют или превышают уровень хрома в основном сплаве. 409 и 430 обычно используются в качестве наполнителей, а аустенитные марки 309 и 312 — для разнородных соединений.
Мартенситная нержавеющая сталь
Серии 400 и 500 включают мартенситные марки. Эти сплавы обладают более высокой прочностью, износостойкостью и сопротивлением усталости, чем аустенитные и ферритные марки. Однако они менее устойчивы к коррозии. Этот сорт становится твердым и хрупким при охлаждении, что делает его отличным материалом с точки зрения износостойкости, но его сложнее сваривать, учитывая, что он имеет тенденцию к растрескиванию при сварке при охлаждении.
Однако мартенситную нержавеющую сталь можно сваривать, соблюдая меры предосторожности. Присадочные металлы обычно должны соответствовать содержанию хрома и углерода в основном мартенситном металле. Присадочный материал типа 410 используется для сварки сталей типов 402, 410, 414 и 420. Аустенитные марки 308, 309 и 310 также используются для сварки мартенситных сталей друг с другом или с разнородными металлами.
Дисперсионно-твердеющая нержавеющая сталь
Дисперсионно-твердеющая нержавеющая сталь содержит как хром, так и никель. Эти металлы обеспечивают сочетание свойств мартенситных и аустенитных марок. Они могут быть закалены путем термической обработки до уровней, сравнимых с мартенситными сталями, при этом они дополнительно обладают коррозионной стойкостью, как аустенитные стали.
Стали P-H можно легко сваривать с использованием процедур, сравнимых с процедурами для нержавеющих сталей серии 300. Марка 17-4 часто сваривается с присадкой 17-7 и может быть сварена без предварительного подогрева. Как и для многих других сплавов, для сталей P-H трудно добиться механических свойств сварного шва, аналогичных свойствам основного материала. Независимо от того, используется ли подходящий наполнитель, он требует определенной тщательной подготовки. Термическая обработка после сварки может быть использована для достижения сходства сварного шва с основным металлом.
Дуплексная нержавеющая сталь
Дуплексные нержавеющие стали являются «дуплексными», поскольку они обладают двухфазной микроструктурой. Он содержит зерна как ферритной, так и аустенитной нержавеющей стали. Эти стали обладают значительно улучшенной ударной вязкостью и пластичностью по сравнению с ферритными сортами. Тем не менее, они не достигают превосходных показателей аустенитных марок. Однако они обладают сопоставимой коррозионной стойкостью с аустенитными сталями.
Современные дуплексные стали легко свариваются. Но порядок поддержания диапазона подводимой теплоты должен строго соблюдаться. Из-за сложного химического состава материала чрезмерное количество тепла также неблагоприятно влияет на дуплексные нержавеющие стали. Точно так же выбор присадочного металла немного сложнее. Различные типы дуплексных нержавеющих основных металлов недоступны в качестве присадочных металлов из-за того, что присадочный металл остывает намного быстрее по сравнению с основным металлом.
Сварка нержавеющей стали
Как и при любом виде сварки, перед сваркой нержавеющую сталь необходимо очистить. Что не обязательно очевидно, так это то, насколько чувствителен сварной шов из нержавеющей стали к присутствию любой углеродистой стали. Убедитесь, что любые инструменты, используемые для очистки нержавеющей стали, используются только для очистки нержавеющей стали. Например, если вы используете щетку из нержавеющей стали для очистки углеродистой стали, не используйте ее снова для любой нержавеющей стали. То же самое относится и к молоткам и зажимам из нержавеющей стали.
Следовые количества углеродистой стали могут переходить на нержавеющую сталь, вызывая ее ржавчину. Точно так же шлифовка углеродистой стали рядом с нержавеющей сталью может привести к осложнениям. Пыль из углеродистой стали, взвешенная в воздухе, вполне может попасть на соседнюю нержавеющую сталь и вызвать ржавчину. По этим причинам рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали.
Процедура сварки нержавеющей стали не сильно отличается от сварки мягкой стали. Большинство всех нержавеющих сталей можно соединять с помощью различных видов сварки. Чтобы помочь найти лучший вариант для данного материала, здесь приводится разбивка рейтингов свариваемости нержавеющей стали и других производственных свойств для каждого типа нержавеющей стали.
| Property | Austenitic | Ferritic | Martensitic | Precipitation Hardening | Duplex |
|---|---|---|---|---|---|
| Magnetic Response 1 | Generally No | Yes | Да | Да | Да |
| Свариваемость | Очень высокая | Низкая | Низкая | Высокая | Высокая |
| Высокотемпературная. Сопротивление | Очень высокое | Высокое | Низкое | Низкое | Низкое |
| Низкотемпературное. Прочность 2 | Очень высокая | Низкая | Низкая | Низкая | Средняя |
| Средняя | 4 Очень высокая | 141 | Low | Medium | Medium |
| Work Hardening Rate | Very High | Medium | Medium | Medium | Medium |
| Hardenable | By Cold Work | No | Quench & Temper | Старение | Нет |
| Коррозионная стойкость 3 | Высокая | Средняя | Средний | Средний | Очень высокий |
| |||||
Свариваемость меди и ее сплавов
Широко используются медь и ее сплавы из латуни и бронзы. Бронзы обычно представляют собой медь с оловом в качестве основного легирующего элемента, а латунь содержит цинк в качестве легирующего элемента. Благодаря превосходной коррозионной стойкости и способности к упрочнению они чрезвычайно универсальны и используются в различных средах. Кроме того, медь обладает исключительной электро- и теплопроводностью.
При сварке меди и ее сплавов целесообразно поддерживать желаемую коррозионную стойкость, механические свойства и избегать появления дефектов в сварных швах.
Типы медных сплавов
Сплавы на основе меди подразделяются на семейства в зависимости от их химического состава. На основании этого UNS присваивает номерное обозначение. Эти числа варьируются от 10000 до 99999. Также такие сплавы часто имеют букву C в своем названии, например, C11000. Кованые металлы находятся в диапазоне от 10000 до 7999. Литые металлы находятся в диапазоне от 80000 до 99999.
Эти числа часто стилизованы путем удаления двух последних нулей. Такой подход облегчает чтение и занимает меньше места при написании. Например, Copper C10100 указан просто как Copper 101.
Кованые от 101 до 130 | Литье: от 801 до 812
Эти сплавы представляют собой функционально чистую медь. Следовательно, они мягкие и хорошо свариваются. Бескислородные меди, например 101, легко свариваются. Однако кислородсодержащую медь нельзя сваривать, так как высокие температуры резко снижают прочность и пластичность металла.
Сварка плавлением не рекомендуется для свободной обработки меди, так как она подвержена растрескиванию. Он также не рекомендуется для дисперсионно-твердеющих медных сплавов. Высокие температуры ослабят зону термического влияния.
Обычно свариваемая медь обычно сочетается с присадочным металлом Cu 1897 и Cu 1898.
Типы латунных сплавов
Ковка: от 205 до 28580 | Литье: от 833 до 858
Все латуни пригодны для сварки, за исключением сплавов, содержащих свинец. Тем не менее, чем ниже содержание цинка, тем легче он сваривается. Низкоцинковые латуни с содержанием цинка менее 20 % обладают хорошей свариваемостью. Для сравнения, латуни с высоким содержанием цинка (более 20%) обладают лишь удовлетворительной свариваемостью. Наконец, литые латуни свариваются лишь незначительно.
Рекомендуемые наполнители для латуни с низким содержанием цинка: Cu 6328 и Cu 6560.
Деформируемый: от 404 до 486 | Литье: от 833 до 848 «Оловянная латунь»
Неэтилированные сплавы оловянной латуни обладают удовлетворительной свариваемостью. Тем не менее, они подвержены горячему растрескиванию и образованию оксидной пленки на сварочной ванне. Следовательно, следует избегать высоких тепловложений при сварке, сильного предварительного нагрева и медленных скоростей охлаждения. Сплавы латуни со свинцом и оловом обычно считаются несвариваемыми.
Типы бронзовых сплавов
Кованые: от 501 до 524 | Литье: от 902 до 917 «Фосфорная бронза»
Сплавы неэтилированной фосфорной бронзы обладают хорошей свариваемостью. Однако в напряженных условиях они подвержены горячему растрескиванию. Следовательно, как и в случае с оловянной латунью, следует избегать высоких тепловложений, сильного предварительного нагрева и медленных скоростей охлаждения. Можно тщательно сварить освинцованную фосфорную бронзу с помощью SMAW. Учтите, что с увеличением содержания свинца снижается свариваемость медных сплавов.
Наиболее часто используемый сплав фосфористой бронзы лучше всего подходит для присадочного металла Cu 5180.
Ковка: от 608 до 64210 | Литье: от 952 до 959 «Алюминиевая бронза»
Эти металлы обладают низкой электро- и теплопроводностью, что улучшает свариваемость. С другой стороны, важно ли удалить весь оксид алюминия с поверхности материала перед сваркой?
Для алюминиевых сплавов бронзы с содержанием алюминия менее 7,8% Cu 6240 и Cu 6100 являются наиболее подходящими присадочными металлами. В то время как сплавы с содержанием алюминия более 7,8% больше подходят для Cu 6180 и Cu 6100. 642 Алюминий Кремниевая бронза лучше всего сочетается с Cu 6100.
Ковка: с 647 по 661 | Литье: от 870 до 87999 «Кремниевая бронза»
Это, безусловно, самая легкая из всех бронз для сварки. В отличие от некоторых других медных сплавов, их теплопроводность сравнительно низкая, и можно использовать высокие скорости сварки. Сплавы кремниевой бронзы должны быть сняты с напряжения или отожжены перед сваркой. После этого их необходимо медленно и постепенно нагревать до нужной температуры. Затем быстро охлаждают до критического интервала температур.
Кремниевые бронзы удобно сваривать с присадочным металлом Cu 6560.
Ковка: от 701 до 72950 | Литье: от 962 до 969 «Медно-никелевый сплав»
Эти сплавы обычно используются в сварных конструкциях. Уровни фосфора и серы должны быть менее 0,02% для обеспечения хороших сварных швов. Большинство медно-никелевых сплавов никогда не содержат раскислителей. Следовательно, сварка плавлением требует включения дезоксидированного присадочного металла. Такой подход снижает риск образования пор в сварном шве.
Для никелевой меди с содержанием никеля 10% рекомендуются наполнители Cu 7071 или Cu 7158. Для медно-никелевого состава с содержанием никеля 30% рекомендуется наполнитель Cu 7158.
Типы никель-серебряных сплавов
Никель Серебро не является ни никелем, ни серебром. По сути, это латунный сплав. Однако из-за того, что люди обычно называют никелевое серебро уникальной категорией, то же самое делается и здесь.
Ковка: от 735 до 799 | Литье: от 973 до 978 «нейзильбер»
Эти сплавы обладают свариваемостью, сравнимой с другими латунями. Кроме того, качество сварки ухудшается, если присутствует свинец. Неэтилированные никелево-серебряные сплавы считаются подходящими для сварки. Однако свинцовые сплавы — нет. Кроме того, как и другие латуни, сплавы с более низким содержанием цинка обладают лучшей свариваемостью.
Эти сплавы с низким содержанием цинка легко свариваются с присадочными металлами Cu 6328 и Cu 6560.
Сварка меди, латуни и бронзовых сплавов
Медь и ее сплавы можно соединять различными методами сварки, пайки и пайки. Чтобы найти правильный метод, здесь приводится разбивка рейтингов свариваемости и свойств изготовления для наиболее распространенных сплавов меди, латуни и бронзы.
| Fabrication Process | C10100 | C11000 | C12200 | C14500 | C14700 | C18200 | ||
|---|---|---|---|---|---|---|---|---|
| Brazing | E | G | E | G | E | G | ||
| Пайка | E | E | E | E | E | G | ||
| Welding | Oxyacetylene | F | NR | G | F | NR | NR | |
| Gas Shielded Arc | G | F | E | F | NR | G | ||
| Металлическая дуга с покрытием | NR | NR | NR | 1 NR40 NR | NR | |||
| Spot | NR | NR | NR | NR | NR | NR | ||
| Seam | NR | NR | NR | NR | NR | NR | ||
| Торец | G | G | G | F | G | F | ||
| E | E | E | G | G | E | |||
| Capacity for Being Hot Fanned | E | E | E | G | E | G | ||
| Forgeability Рейтинг | 65 | 65 | 65 | 65 | 65 | 80 | ||
| Рейтинг обрабатываемости | 0141 | 20 | 20 | 85 | 85 | 20 | ||
| КЛЮЧ = | 30 E | G = Хорошо | F = Удовлетворительно | NR = Не рекомендуется | – = Информация недоступна||||||||
| Процесс изготовления | C23000 | C26000 | C27000 | C27200 | C28000 | C31400 | C33000 | C35300 | C36000 | C38000 | C38500 | C46400 | C48500 | C77000 | C79200 | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Brazing | Е | Е | Е | — | Е | Г | Г | Г | G | — | G | E | G | E | — | ||||||||||||||||||||
| Soldering | E | E | E | — | E | E | E | E | E | — | E | E | E | E | — | ||||||||||||||||||||
| Сварка Оксилен0131 | G | G | G | — | G | NR | F | NR | NR | — | NR | G | NR | G | — | ||||||||||||||||||||
| Gas Экранированная дуга | G | G | F | — | F | NR | F | NR | — | 1 NR | 141 | NR | F | NR | F | — | |||||||||||||||||||
| Coated Metal Arc | NR | NR | NR | — | NR | NR | NR | NR | NR | — | NR | NR | NR | NR | — | ||||||||||||||||||||
| Spot | F | F0141 | — | G | NR | F | NR | NR | — | NR | G | NR | G | — | |||||||||||||||||||||
| Seam | NR | NR | NR | — | NR | NR | NR | NR | NR | — | NR 10 NR | F0140 F | — | ||||||||||||||||||||||
| Butt | G | G | G | — | G | F | F | F | F | — | F | G | F | G | — | ||||||||||||||||||||
| Способность к холодной обработке | E | E | E | — | F | G0140 E | F | F | — | P | F | P | G | — | |||||||||||||||||||||
| Capacity for Being Hot Formed | G | F | P | — | E | П | П | П | Ф | — | Е | Е | Г | П | 1 — | 1 — | 1 | Forgeability Rating | — | — | — | — | 90 | — | — | — | — | — | — | 90 | 90 | — | — | ||
| Класс обрабатываемости | 30 | 30 | 30 | — | 40 | 80 | 9 10141 | 100 | — | 90 | 30 | 70 | 30 | — | |||||||||||||||||||||
| KEY: | E = Excellent | G = Хорошо | F = Удовлетворительно | P = Плохо | NR = Не рекомендуется | – = Информация недоступна | ||||||||||||||||||||||||||||||||||
| Fabrication Process | C22000 | C51000 | C54400 | C63000 | C64200 | C65500 | C67300 | C86300 | C | C | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Brazing | E | E | G | F | E | — | — | G | G | |||||
| Soldering | E | E | E | F | NR | G | — | — | E | G | ||||
| Welding | Oxyacetylene | G | F | NR | NR | NR | G | — | — | NR | NR | |||
| Газозащитная дуга | G | G | NR | G | F | E | — | — | NR | G | ||||
| Coated Metal Arc | NR | F | NR | G | F | F | — | — | NR | G | ||||
| Spot | NR | NR | 1 NR | 0140 GF | E | — | — | — | — | |||||
| Seam | NR | F | NR | G | F | E | — | — | — | |||||
| Стык | Г | Е | Ж | Г | Ж | Е | —1 — | 10141 | — | — | ||||
| Capacity for Being Cold Worked | E | E | G | P | P | E | — | — | — | — | ||||
| Capacity для горячей штамповки | G | P | — | G | E | E | — | — | —0140 — | |||||
| Forgeability Rating | — | — | — | 75 | 80 | 40 | — | — | — | — | ||||
| Machinability Rating | 20 | 20 | 80 | 30 | 60 | 30 | 70 | — | 70 | 79 8 10136158 | ||||
| КЛЮЧ: | E = Отлично | G = Хорошо | F = Удовлетворительно | P = Плохо | NR = Не рекомендуется | — = Информация отсутствует | |||||||||||||
Свариваемость титана и титановых сплавов
Титан, вероятно, является одним из самых привлекательных металлов. По прочности сравнима со сталью, но на 45% легче. Кроме того, он сохраняет свои механические свойства в широком диапазоне температур. Титан будет продолжать работать при отрицательных температурах, не теряя своей прочности. Кроме того, он устойчив к ползучести и окислению при температурах до 600°C.
Титан на самом деле является химически активным металлом и образует на своей поверхности тонкий слой диоксида титана. Этот оксидный слой обеспечивает превосходную коррозионную стойкость и выдерживает неопределенное время в кислых, хлоридных и соленых средах. Несмотря на то, что изначально он был дорогим, стоимость срока службы титана на самом деле довольно низкая из-за его длительного срока службы и сниженных (или даже отсутствующих) затрат на техническое обслуживание и ремонт.
Типы титана
Существует 31 сорт титана на основе механических и химических свойств. Эти сорта делятся на четыре класса: коммерчески чистый (CP или нелегированный), альфа, альфа-бета и бета.
Элементы титана определяют кристаллическую структуру материала. Кислород, азот и алюминий поддерживают альфа-структуру. В противоположность этому ванадий, молибден и кремний действуют как бета-стабилизаторы. Включение других элементов в сплав будет точно контролировать кристаллическую структуру. Таким образом, можно контролировать свойства сплава и его свариваемость.
Следовательно, первым шагом к успешной сварке титана должно быть понимание различных сплавов, их свойств и вопросов, которые следует учитывать при выборе присадочного металла для каждого из них.
Коммерчески чистый
Коммерчески чистый титан содержит 98-99,5% титана. Небольшие добавки кислорода, азота, углерода и железа повышают прочность. Сплавы CP обладают лучшей свариваемостью среди титановых марок. Это связано с их комбинацией, обеспечивающей превосходную коррозионную стойкость, хорошую пластичность и отличную свариваемость.
Наиболее распространенными марками ХП являются марки 1, 2, 3 и 4. Разница между ними заключается в количестве легированного кислорода и железа. 1 класс – самый чистый, а также самый слабый. Помните тот факт, что механические свойства увеличиваются с номером сорта. Марки с большим содержанием кислорода и железа обладают более высокой прочностью, но меньшей пластичностью и свариваемостью.
При сварке титана CP следует использовать присадку, прочность которой на один или два класса PSI ниже, чем у основного металла. Разбавление шва вместе с основным металлом увеличивает прочность металла шва.
Альфа-сплавы
Альфа-титановые сплавы обычно содержат алюминий, олово и следовые количества кислорода, азота и углерода. Кроме того, они также имеют среднюю прочность по сравнению с другими титановыми сплавами. Кроме того, они обладают достаточно хорошей пластичностью и отличными механическими свойствами при криогенных температурах. И, наконец, они чрезвычайно свариваемы и всегда свариваются в отожженном состоянии.
Альфа-сплавы не поддаются термообработке. Тем не менее, они могут быть усилены холодной обработкой. В дополнение к маркам титана CP сплавы Alpha обладают самой высокой коррозионной стойкостью из групп титана.
Сплавы Alpha-Beta
Как видно из названия, титановые сплавы Alpha-Beta содержат обе кристаллические структуры. Они образуются за счет добавления менее 6% алюминия и различного количества бета-образующих элементов. Сюда входят ванадий, хром и молибден.
Эти сплавы обладают прочностью от средней до низкой по сравнению с другими марками титана. В отличие от сплавов CP и Alpha, которые можно упрочнить только холодной обработкой, сплавы Alpha-Beta поддаются термообработке. Следовательно, эти марки могут подвергаться механической обработке, пока материал еще пластичен. Затем их можно подвергнуть термической обработке, чтобы еще больше укрепить материал.
Альфа-бета сплавы обычно поддаются сварке. Тем не менее, их свариваемость зависит от количества присутствующего бета. Чем выше бета-элементы, тем ниже свариваемость титановых марок. Более того, чем выше бета-элементы, тем более хрупкими становятся сварные швы. Марки High-Beta чрезвычайно прочны и редко свариваются.
Сплавы Alpha-Beta можно сваривать с различными присадочными металлами. Довольно часто используется присадочный металл эквивалентного класса, особенно для низколегированных материалов. Дополнительный выбор — на один класс ниже, чтобы гарантировать хорошую прочность сварного шва и пластичность.
Бета-сплавы
Бета-сплавы титана представляют собой наименьшую группу титановых сплавов. Они отличаются высокой прочностью, малым весом и высокой коррозионной стойкостью. Бета-сплавы полностью поддаются термообработке, обладают хорошей прокаливаемостью и, как правило, поддаются сварке.
Бета-сплавы немного плотнее по сравнению с другими титановыми сплавами. Однако они обладают высочайшей прочностью и хорошим сопротивлением ползучести. Эти марки свариваются в отожженном или термообработанном состоянии. При сварке соединение имеет низкую прочность, но пластично. После этого они подвергаются холодной обработке, последующей обработке на твердый раствор и старению. Такой подход увеличивает прочность, но позволяет избежать охрупчивания.
Эти сплавы свариваются с использованием присадочной проволоки соответствующего состава. Однако при сварке высокопрочных титановых сплавов иногда используются наполнители с более низкой прочностью для поддержания пластичности металла шва.
Процессы сварки титана
Титан и большинство титановых сплавов легко свариваются при использовании нескольких сварочных процессов. Правильно выполненные сварные швы в состоянии после сварки пластичны и, кроме того, в большинстве сред обладают такой же коррозионной стойкостью, как и основной металл. Напротив, неправильные сварные швы могут стать хрупкими и менее устойчивыми к коррозии по сравнению с основным металлом.
Методы и оборудование, используемые для сварки титана, аналогичны тем, которые необходимы для других материалов с высокими эксплуатационными характеристиками, включая нержавеющие стали или сплавы на основе никеля. Титан, с другой стороны, требует большего внимания к чистоте и использованию вспомогательной защиты от инертного газа по сравнению с этими материалами. Расплавленный титановый металл шва должен быть полностью защищен от загрязнения воздухом. Кроме того, горячие зоны термического влияния и корневая сторона титановых сварных швов должны быть защищены до тех пор, пока температура не упадет ниже 800°F (427°C).
Титан легко вступает в реакцию с воздухом, влагой, жиром, грязью, огнеупорами и большинством других металлов с образованием хрупких соединений. Реакция титана с газами и флюсами делает непригодными стандартные процессы сварки, включая газовую сварку, дуговую сварку в среде защитного металла, дуговую сварку с флюсовой сердцевиной и дуговую сварку под флюсом. Точно так же сварка титана с большинством разнородных металлов невозможна, учитывая, что титан образует с большинством металлов хрупкие соединения; тем не менее, титан можно сваривать с цирконием, танталом и ниобием.
Независимо от предосторожностей, которые должны быть приняты, многие изготовители обычно и экономично сваривают титан, производя прочные, пластичные сварные швы со скоростью, сравнимой со многими другими материалами с высокими эксплуатационными характеристиками. Среди существенных преимуществ сварки технически чистых сортов титана является то, что они содержат более 99% чистого титана, и, кроме того, нет проблем с сегрегацией. Точно то же самое относится и к сварочной проволоке или катанке технически чистых сортов.
Вследствие различной свариваемости титановых сплавов их можно сваривать различными способами.
- Дуговая сварка вольфрамовым электродом является наиболее распространенным способом соединения титана. Тем не менее, его ни в коем случае нельзя использовать при сварке деталей с толстыми сечениями. Соединения могут быть сварены без необходимости использования присадочного металла в основных металлах толщиной до 2,5 мм. Для более толстых основных металлов становится необходимым присадочный металл, плюс соединение должно иметь канавки. Очень важно, чтобы сварочная ванна была надлежащим образом защищена от атмосферы, чтобы избежать загрязнения кислородом, азотом и углеродом, которое может привести к охрупчиванию.
- Лазерная сварка становится все более предпочтительной для соединения титана и титановых сплавов. Этот метод не предполагает использования вакуумных камер, хотя потребуется газовая защита. Этот метод более ограничен по сравнению с некоторыми другими, поскольку толщина основного металла обычно не может превышать 13 мм.
- Дуговая сварка металлическим газом применяется для соединения титана и титановых сплавов толщиной более 3 мм импульсным током или в режиме напыления. Этот метод менее затратен по сравнению с GTAW, особенно при значительной толщине основного металла (> 13 мм).
- Плазменно-дуговая сварка является альтернативным возможным методом соединения титана и титановых сплавов. Это быстрее по сравнению с GTAW и, кроме того, сравнимо с дуговой сваркой металлическим газом, его также можно использовать на более толстых участках.
- Сварка трением удобна при соединении титановых труб, труб или стержней, поскольку чистота соединения может быть достигнута без необходимости экранирования.
- Сварка сопротивлением используется для соединения листов титана и титановых сплавов либо точечной сваркой, либо непрерывной шовной сваркой. Несмотря на то, что это не рекомендуется, этот метод дополнительно используется для сварки титанового листа с разнородными металлами, в том числе с пластинами из углеродистой или нержавеющей стали.
Присадочные сплавы
Обычно используемые присадочные сплавы перечислены в таблице ниже вместе с соответствующей маркой ASTM, международно признанным обозначением.
| ASTM Grade | Composition | UTS (min) Mpa | Filler | Comments |
1 | Ti-0.15O | 240 | ERTi-1 | Commercially pure |
2 | Ti-0. | 340 | ERTi-2 | , |
4 | Ti-0.35O | 550 | ERTi-4 | , |
7 | Ti-0.20O -0.2Pd | 340 | ERTi-7 | , |
9 | Ti-3Al-2.5V | 615 | ERTi-9 | Tube components |
5 | Ti-6Al-4V | 900 | ERTi-5 | ‘Workhorse’ alloy |
23 | Ti-6Al-4V ELI | 900 | ERTi-5ELI | Low interstitials |
25 | Ti-6Al-4V-0.06Pd | 900 | ЭРТи-25 | Коррозионностойкая марка |
Присадочный материал и его сплавы составы показаны в спецификации AWS A5. 16-2004 Американского общества сварщиков. Рекомендуемые присадочные проволоки для часто используемых титановых сплавов также представлены в таблице выше.
При сварке высокопрочных титановых сплавов иногда используются наполнители с более низкой прочностью для достижения приемлемой пластичности металла шва. Например, нелегированный присадочный материал ERTi-2 можно использовать для сварки сплавов Ti-6Al-4V и Ti-5Al-2,5Sn, чтобы сбалансировать требования к свариваемости, прочности и формуемости.
Свариваемость никеля и никелевых сплавов
Никель является относительно простым металлом. Он имеет гранецентрированную кубическую форму и не претерпевает фазовых изменений при охлаждении от точки плавления до комнатной температуры; сравнимо с нержавейкой. Следовательно, никель и его сплавы не могут быть упрочнены путем закалки, следовательно, скорость охлаждения менее значительна, чем, например, для углеродистой стали, и предварительный нагрев, если температура окружающей среды превышает 5°C, почти никогда не требуется. Никель и его сплавы широко используются в очень широком диапазоне применений — от высокотемпературного окисления и сопротивления ползучести до агрессивных коррозионных сред и очень низкотемпературных криогенных применений. Никель также можно использовать в чистом виде, хотя обычно его чаще комбинируют с другими элементами для получения двух семейств сплавов — сплавов, упрочненных твердым раствором, и сплавов, упрочненных дисперсионным твердением.
Соединение никеля и никелевых сплавов может последовательно выполняться с помощью различных методов сварки. Ковкий и упрочненный на твердый раствор никель и его сплавы могут поддаваться сварке, и, в частности, они обычно подходят для всех типов сварочных процедур. Сварка этих сплавов проста, и они, как правило, не требуют нагрева до и после процесса, а контроль температуры между проходами во время сварки не имеет большого значения. Дисперсионно-твердеющие сплавы вряд ли будут поддаваться сварке, и вследствие наличия основной гамма-упрочняющей фазы они становятся восприимчивыми к растрескиванию при старении. Они обычно свариваются в условиях отжига или отжига на твердый раствор и, как правило, подвергаются термообработке после сварки для осаждения первичной гамма-фазы в качестве конечной или почти конечной стадии формирования. Дисперсионно-твердеющие сплавы также обычно сваривают пайкой.
| Wrought alloys | Wrought alloys | Cast alloys ASTM A494 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy | UNS No. | Alloy | UNS No. | Alloy | UNS No. | ||||||
| Group I — Nickel and nickel-copper solid solution alloys | |||||||||||
| 200 | N02200 | 400 | N04400 | CZ-100 | N02100 | ||||||
| 201 | N02201 | R-405 | N04405 | M-35-1 | N24135 | ||||||
| Group II — Chromium-bearing solid solution alloys | |||||||||||
| 825 | N08825 | 59 | N06059 | CW-6MC | N26625 | ||||||
| G-3 | N06985 | 2000 | N06200 | CY-40 | N06040 | ||||||
| G-30 | N06030 | C-22/622 | N06022 | CW-2M | N26455 | ||||||
| 600 | N06600 | C-4 | N06455 | CX-2MW | N26022 | ||||||
| 690 | N06690 | C-276 | N10276 | ||||||||
| 625 | N06625 | 33 | R20033 | ||||||||
| 686 | N06686 | ||||||||||
| Group III — Nickel-molybdenum alloys | |||||||||||
| B-2 | N10665 | B-4 | N10629 | N-7M | J30007 | ||||||
| B -3 | N10675 | N-3M | J30003 | ||||||||
| Группа IV-осадки Alloys | 136IV-осадки | IV-осадки | 99| . | 0141 N07725 | 625 PLUS | N07716 | 718 | N07718 | | ||
The physical properties of solid solution nickel alloys, Groups I, II, and III, are fairly сопоставимы с аустенитными нержавеющими сталями серии 300. Твердорастворные никелевые сплавы нельзя упрочнять термической обработкой, только наклепом. Сплавы группы IV, никелевые сплавы с дисперсионным твердением, упрочняются специальными термообработками, сравнимыми с таковыми для нержавеющих сталей с дисперсионным твердением (PH). Хотя сплавы на твердом растворе групп I, II и III в основном предназначены для коррозионно-стойких применений, сплавы группы IV используются там, где требуется более высокая прочность, тем не менее, как правило, с некоторой незначительной потерей коррозионной стойкости.
Для сварки никеля и его сплавов можно использовать все обычные сварочные процессы, и можно приобрести соответствующие сварочные материалы. Как упоминалось ранее, никель и его сплавы во многих аспектах сравнимы с аустенитными нержавеющими сталями; процедуры сварки точно так же одинаково похожи. Никель, тем не менее, обладает более низким коэффициентом теплового расширения, чем у нержавеющей стали, поэтому меры по борьбе с деформацией и деформацией напоминают таковые для углеродистой стали.
Никелевые сплавы могут быть сварены с использованием всех традиционных процессов дуговой сварки и сварки с помощью энергетического луча, наиболее типичными методами являются TIG или MIG вместе с чистым аргоном, смесями аргона/водорода или аргона/гелия в качестве защитных газов и ММА везде, где применяются основные флюсовые покрытия лучшие свойства. Почти все никелевые сплавы лучше всего свариваются в отожженном состоянии или в состоянии обработки на твердый раствор, особенно когда сплавы уже прошли холодную обработку.
Тем не менее, если используются смеси аргона и гелия, только при содержании гелия более 40% будут заметны какие-либо существенные преимущества в отношении проникновения и улучшенного синтеза. Дуговая сварка под флюсом ограничивается сваркой сплавов в твердом растворе с использованием основных флюсов. Подходящие сварочные материалы доступны для большинства никелевых сплавов.
| Base metal | Bare electrode and rod | Shielded metal arc electrode | Flux-cored electrode | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy | UNS | AWS A5.11 | UNS | AWS A5.14 | UNS | AWS A5.34 | UNS | ||||||||||||||
| 200 | N02200 | ERNi-1 | N02061 | ENi-1 | W82141 | ||||||||||||||||
| 201 | N02201 | ERNi-1 | N02061 | ENi-1 | W82141 | ||||||||||||||||
| 400 | N04400 | ERNiCu-7 | N04060 | ENiCu-7 | W84190 | ||||||||||||||||
| R-405 | N04405 | Note 1 | ENiCu-7 | W84190 | |||||||||||||||||
| 825 | N08825 | ERNiCrMo-3 | N06625 | ENiCrMo-3 | W86112 | ENiCrMo3Tx-y | W86625 | ||||||||||||||
| G -3 | N06985 | ERNiCrMo-9 | N06985 | ENiCrMo-9 | W86985 | ||||||||||||||||
| G-30 | N06030 | ERNiCrMo-11 | N06030 | ENiCrMo-11 | W86030 | ||||||||||||||||
| 33 | R20033 | AWS A5. 9 ER33-31 | R20033 | ||||||||||||||||||
| 600 | N06600 | ERNICR-3 | N06082 | ENICRFE-3 | W86182 | 0141 | W86182 | 0141-Y | W86182 | 141 | W86182 | -Y | W86182 | W86182 | .0N06690 | ERNiCrFe-7A | N06054 | ENiCrFe-7 | W86152 | ||
| 625 | N06625 | ERNiCrMo-3 | N06625 | ENiCrMo-3 | W86112 | ||||||||||||||||
| C-22/622 | N06022 | ERNiCrMo-10 | N06022 | ENiCrMo-10 | W86022 | ENiCrMo10Tx-y | W86022 | ||||||||||||||
| C-4 | N06455 | ERNiCrMo-7 | N06455 | ENiCrMo-7 | W86455 | ||||||||||||||||
| C-276 | N10276 | ERNiCrMo-4 | N10276 | ENiCrMo-4 | W80276 | ENiCrMo4Tx-y | W80276 | ||||||||||||||
| 59 | N06059 | ERNiCrMo-13 | N06059 | ENiCrMo-13 | W86059 | ||||||||||||||||
| 686 | N06686 | ERNiCrMo-14 | N06686 | ENiCrMo-14 | W86686 | ||||||||||||||||
| 2000 | N06200 | ERNiCrMo-17 | N06200 | ENiCrMo-17 | W86200 | ||||||||||||||||
| B-2 | N05500 | ERNiMo-7 | N10665 | ENiMo-7 | W80665 | ||||||||||||||||
| B-3 | N10675 | ERNiMo-10 | N10675 | ENiMo-10 | W80675 | ||||||||||||||||
| B-4 | N10629 | ERNIMO-11 | N10629 | ||||||||||||||||||
Для большинства сплавов тепловложение должно регулироваться до умеренного уровня (скажем, максимум 2 кДж/мм), чтобы ограничить рост зерна и размер ЗТВ даже хотя для некоторых сплавов 718, C22 и C276, например, рекомендуется максимальная тепловая мощность 1 кДж/мм.
В качестве альтернативы, если для поддержания низкого тепловложения используется очень высокая скорость перемещения, это может привести к образованию узкого сварного шва, чувствительного к растрескиванию по центральной линии. В ходе разработки технологии сварки необходимо проводить достаточные испытания для оптимизации диапазона подходящих параметров сварки.
Сплавы на твердом растворе, включая Alloy 200 или Alloy 625, не требуют термообработки после сварки для сохранения коррозионной стойкости, хотя могут быть восприимчивы к PWHT либо для снижения риска коррозионного растрескивания под напряжением в случае, если сплав будет использоваться с едким натром, либо в контакте с фторсиликатами или для обеспечения стабильности размеров.
Широко распространенной обработкой для снятия напряжения может быть 700°C в течение ½ часа для Alloy 200; 790°C в течение четырех часов для сплавов с более высоким содержанием хрома, включая Alloy 600 или 625.
Никель-молибденовые сплавы обозначаются префиксом B, таким как B1, B2 и т. д., и используются в восстановительных средах, включая газообразный хлористый водород и серную, уксусную и фосфорную кислоты. Сплав B2 является наиболее часто используемым сплавом, и для него доступны соответствующие присадочные металлы. В отличие от сплава В1, сплав В2 не образует карбидных выделений по границам зерен в зоне термического влияния сварного шва, поэтому его можно использовать практически в большинстве применений в состоянии после сварки.
Сплав 400, сплав 70Ni-30Cu, обеспечивает превосходную коррозионную стойкость при воздействии плавиковой кислоты, сильных щелочных растворов и морской воды. Доступен соответствующий присадочный металл, сплав 190, хотя он может стать анодным в растворах солей, что приведет к гальванической коррозии, поэтому рекомендуется использовать один из присадок из сплава Ni-Cr, включая сплав 600 или 625, в такой среде.
Стареющий сплав К-500 не имеет соответствующего присадочного металла и обычно сваривается с использованием сплава 190, при этом снижение прочности учитывается на этапе проектирования.
Сплавы дисперсионного твердения лучше всего сваривать в обработанном на твердый раствор состоянии; сварка таких сплавов в дисперсионно-упрочненном состоянии, вероятно, вызовет растрескивание ЗТВ. Процесс старения в сплавах протекает достаточно медленно, чтобы компоненты можно было сваривать в состоянии обработки на твердый раствор, а затем подвергать старению при температуре приблизительно 750°C без ухудшения механических свойств. Обработка на твердый раствор сварной детали, сопровождаемая старением, обеспечивает наивысшую прочность на растяжение.
Чувствительность дисперсионно-упрочненного сплава к растрескиванию приводит к осложнениям при попытках ремонта изделий, особенно когда они находились в эксплуатации при высоких температурах и образовались дополнительные отложения на границах зерен.
Мало что можно преодолеть, кроме термообработки полного раствора, однако это часто нереально для полностью изготовленного компонента. Если предполагается ремонт, рекомендуется использовать небольшие сварные швы и контролируемые сварные швы с низкой тепловложением.
Если позволяет конструкция, для снижения риска можно использовать присадочный металл с низкой прочностью, например сплав 200 или 600. Нанесение масла на поверхности ремонтной подготовки под сварку, иногда в сочетании с операцией наклепа, оказалось эффективным.
Многие присадочные металлы из никелевых сплавов обычно используются для изготовления соединений из разнородных металлов с превосходными результатами; разжижение при сварке соединений ферритных, нержавеющих и дуплексных сталей менее значительное, чем при работе с типом 309наполнитель из нержавеющей стали.
Никель также имеет коэффициент теплового расширения между коэффициентом теплового расширения ферритных и аустенитных сталей и по этой причине менее подвержен термической усталости при термическом циклировании высокотемпературной установки. Сплав 625 является обычным выбором, предел прочности при растяжении сварного шва соответствует или превышает предел прочности основного металла. У этого конкретного подхода есть ограничения, и требуется дополнительная осторожность при выборе подходящего наполнителя. Например, сплав 625 широко используется для сварки разнородных соединений аустенитных и дуплексных сталей.
Использование этого конкретного присадочного металла привело к образованию богатых ниобием осадков рядом с линией сплавления, и его использование уже давно прекращено. Присадочные металлы из сплава 59 или C22 заменили сплав 625 в качестве предпочтительного наполнителя.
Кэри, Ховард Б.; Хельцер, Скотт С. (2005). Современные технологии сварки. Река Аппер-Сэдл, Нью-Джерси: Pearson Education. ISBN 0-13-113029-3.
Веман, Клас (2003). Справочник по сварочным процессам. Нью-Йорк, штат Нью-Йорк: CRC Press LLC. ISBN 0–8493-1773-8.