ПЛАСТМАССЫ Соединения сварные — Прочность
В книге изложены современные представления о механизме образования неразъемного соединения. Приведены основные сведения по оборудованию и технологии ультразвуковой сварки металлов и пластмасс. Рассмотрены методы стабилизации прочности сварных соединений и контроля качества соединений. Освещены вопросы технико-экономической эффективности применения ультразвуковой сварки. [c.2]Контроль качества сварного соединения. В связи с массовым характером производства и отсутствием простых и надежных методов неразрушающего контроля для сварных деталей из пластмасс особое значение приобретает надежность и стабильность технологического процесса сварки. Стабилизация условий сварки в производственных условиях представляется сложной задачей, поэтому для повышения стабильности свойств сварного соединения и получения соединения с максимальной прочностью режим сварки в каждом отдельном случае может меняться.
В связи с массовым характером производства и отсутствием простых и надежных методов неразрушающего контроля для сварных изделий из пластмасс особое значение приобретает надежность и стабильность технологического процесса сварки. Для повышения стабильности свойств сварного соединения и получения соединения с максимальной прочностью режим сварки в каждом отдельном случае может меняться. [c.63]
При проектировании сварных соединений коэффициент запаса прочности принимается равным 3—10 (в зависимости от типа пластмассы) из-за высокой ползучести термопластичных пластмасс. [c.51]
Сварные соединения являются наиболее совершенными неразъемными соединениями, так как лучше других приближают составные детали к целым и позволяют изготовлять детали неограниченных размеров. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, включая высоколегированные, цветных сплавов и пластмасс.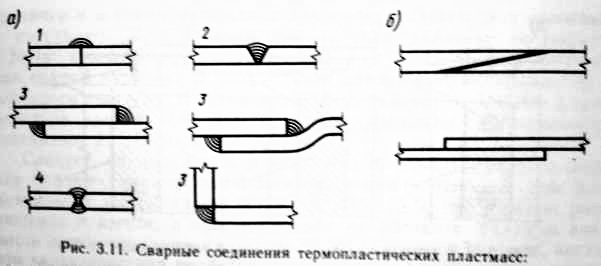
Сварка нагревательным элементом. Этот способ сварки применяют для герметических швов, преимуш,ественно для труб, сосудов, лопаток центробежных насосов и т. д. Прочность сварного шва зависит от способа нагрева, который может быть непосредственным (прямым) или косвенным. При косвенном нагреве и одновременном действии давления прочность соединения выше. Это можно объяснить тем, что при непосредственном нагреве возникают значительные внутренние напряжения. Прочность сварки нагревательными элементами для пластмасс характеризуется приведенными данными в табл. 2. [c.160]
Сварка пластмасс — прогрессивный технологический процесс, с помощью которого получают неразъемные соединения пластмассовых узлов и изделий. По сравнению с другими способами соединения (клепкой и склейкой), сварка имеет существенные преимущества. Важнейшие из них высокая производительность, низкая трудоемкость, большая прочность и плотность сварных соединений, экономичность, лучшие условия труда.
Режимы сварки и прочность сварных соединений, выполненных ультразвуком из некоторых пластмасс [c.339]
Режимы сварки и прочность сварных соединений для некоторых пластмасс приведены в табл. 10. [c.340]
При экспериментальной оценке свариваемости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работающего в конкретных условиях по сравнению с основным материалом. [c.106]
Коэффициент температурного расширения пластмасс в несколько раз больше, чем у металлов, поэтому в сварном шве могут возникнуть внутренние напряжения, которые снижают прочность таких соединений. [c.153]
Для большинства пластмасс прочность сварных соединений находится в пределах от 50 до 100% от прочности основного материала.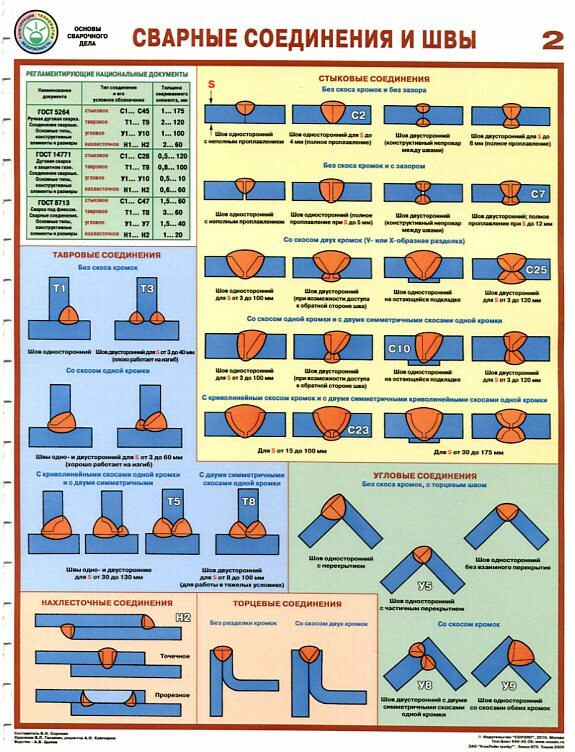 [c.34]
[c.34]
Как уже отмечалось выше, прочность швов, полученных методом индукционной сварки, хотя она и не столь высока, как прочность швов, сваренных другими более широко применяемыми методами, вполне удовлетворительна для многих видов сварных соединений пластмасс. Так например, с помощью индукционного вкладыша из проволочной сетки, помещаемого при сварке между плитами из разветвленного полиэтилена, свариваются швы, прочность которых на 50% выше, чем прочность основного материала. Столь же высокие результаты сварки с помощью индукционного нагрева были достигнуты и для соединений из акриловых пластмасс и, судя по всем показателям, с помощью данного метода можно получать швы высокой прочности при сварке почти всех видов термопластов.
Сварка полиметилметакрилата. Применяют те же способы сварки, что и для других пластмасс. В качестве теплоносителя используется воздух, температура которого должна быть 330—370°С. Для сварки берут сварочные прутки квадратного сечения размерами 4X4 или 5,5Х5,5 мм, изготовленные из того же материала. Количество воздуха, расходуемого одной горелкой, 0,8—1,5 лг ч. Наиболее часто применяют сварные швы X- и У-образного профиля. При этом угол развала сварного шва назначается равным 50°. Технология сварки аналогична сварке винипласта. Охлаждается шов в естественных условиях. После охлаждения сварное соединение можно сразу же нагружать. Прочность шва составляет 70% прочности основного материала.
[c.56]
Количество воздуха, расходуемого одной горелкой, 0,8—1,5 лг ч. Наиболее часто применяют сварные швы X- и У-образного профиля. При этом угол развала сварного шва назначается равным 50°. Технология сварки аналогична сварке винипласта. Охлаждается шов в естественных условиях. После охлаждения сварное соединение можно сразу же нагружать. Прочность шва составляет 70% прочности основного материала.
[c.56]
Помимо этих основных способов сварки, для соединения изделий из пластмасс в некоторых случаях могут использоваться способы оварки трением и ультразвуком. Сварка трением применяется для соединения в стык деталей круглого сечения. Этим способом можно сваривать стержни и трубы. Но, как показывают опытные данные, прочность сварного стыка даже при самом тщательном выполнении сварочных работ не превышает 50% прочности основного материала. Поэтому этот способ неприемлем для сварки трубопроводов, работающих под высоким давлением. [c.316]
Режим ультразвуковой сварки пластмасс и прочность сварных соединений (частота колебаний 20 кгц)
[c. 334]
334]
С помощью сварки соединяют между собой различные металлы, их сплавы, некоторые керамические материалы, пластмассы, стекла и разнородные материалы. Основное применение находит сварка металлов и их сплавов при сооружении новых конструкций, ремонте различных изделий, машин и механизмов, создании двухслойных материалов. Сваривать можно металлы любой толщины. Прочность сварного соединения в большинстве случаев не уступает прочности целого металла.
Анализ результатов испытаний образцов толщиной 1 мм, выполненных с шагом 75 мм, показал что прочность клеевой прослойки в клее-сварном соединении более высокая, чем в клее-заклепочном и клее-винтовом соединениях. Так, например, при шаге 75 мм прочность клеевой прослойки в клее-сварных соединениях оказывается настолько значительной, что обеспечивает восприятие сдвигающих усилий, возникающих в трехслойных конструкциях из пластмасс и алюминия, с трехкратным запасом. Пакет из трех толщин для клее-заклепочных и клее-винтовых соединений обладает достаточной жесткостью (большей, чем пакет с клее-сварными соединениями).
Сварные соединения являются наиболее совершенными неразъемными соединениями. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, включая высоколегированные, цветных сплавов и пластмасс. [c.34]
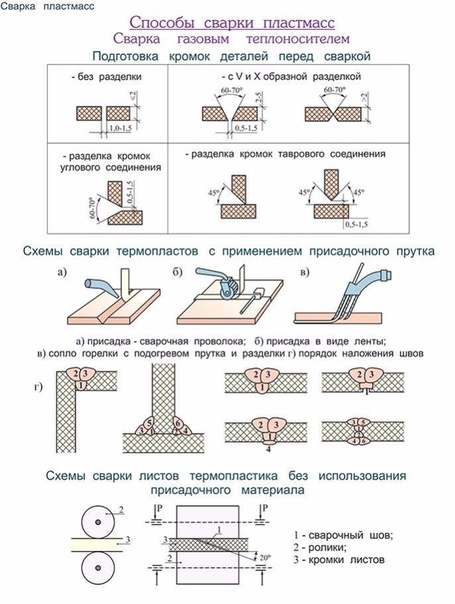
В строительстве широко распространена сварка пластмасс газовыми теплоносителями. Для сварки встык скос двух кромок деталей толщиной 2 — 6 мм делают под общим углом 55 — 60 (рис. 164, а). При толщине листов более 6 мм рекомендуется двусторонний шов с разделкой кромок под общим углом 55—90° (рис. 164, б). Такой шов обеспечивает более высокую прочность сварного соединения, чем односторонний.
В работе рассмотрен широкий круг вопросов, связанных с контролем качества сварных соединений из пластмасс и эффективным его применением в строительстве. Описаны свойства и характеристики пластмасс. Изложены основные методы контроля параметров режима сварки и качества сварных соединений. Рассмотрены дефекты сварных соединений, их образование и влияние на прочность шва. Подробно рассмотрены рентгенографический, ультразвуковой, капиллярный и другие методы контроля качества сварных соединений из пластмасс и примеры их практического применения.
[c.2]
Описаны свойства и характеристики пластмасс. Изложены основные методы контроля параметров режима сварки и качества сварных соединений. Рассмотрены дефекты сварных соединений, их образование и влияние на прочность шва. Подробно рассмотрены рентгенографический, ультразвуковой, капиллярный и другие методы контроля качества сварных соединений из пластмасс и примеры их практического применения.
[c.2]
Были проведены исследования по подбору режимов сварки и испытания на прочность сварных соединений из пластмассы СНП толщиной 2,2 мм и винипласта толщиной от 3 до 10 мм. На рис. 68 приведены результаты испытания прочности на отрыв стыковых образцов из СНП толщиной 2,2 мм (размеры образцов 2,2 X 10 X 120) в зависимости от времени сварки. Режим сварки амплитуда колебаний 35 мк частоты 20 кгц, давление на [c.103]
Ультразвуковой сваркой в лаборатории МВТУ были изготовлены некоторые детали и изделия из пластмасс. Опробована прессовая сварка крыльчаток из нейлона, применяемых для перекачки активных жидкостей.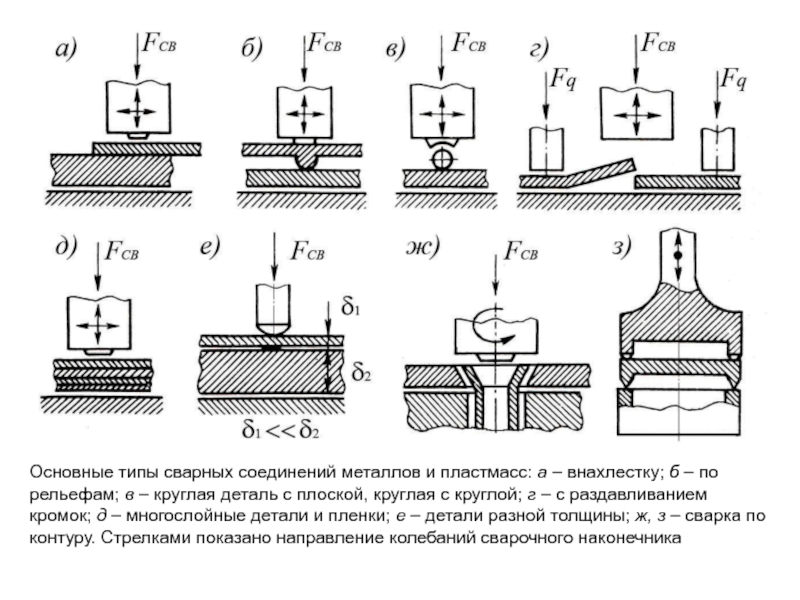 Общий вид крыльчатки приведен на рис, 73 в центре. Справа и слева показаны штампованные части крыльчатки, подлежащие соединению по выступам лопастей. В центре показана крыльчатка, сваренная ультразвуком. Для прессовой сварки крыльчатки применялся кольцевой наконечник волновода. Сварка осуществлялась по всей площади соприкосновения лопастей с верхним диском. Время сварки одной крыльчатки 5—6 сек. Прочность сварных крыльчаток проверялась путем разрезки крыльчаток на отдельные части с сваренной лопастью в каждом
Общий вид крыльчатки приведен на рис, 73 в центре. Справа и слева показаны штампованные части крыльчатки, подлежащие соединению по выступам лопастей. В центре показана крыльчатка, сваренная ультразвуком. Для прессовой сварки крыльчатки применялся кольцевой наконечник волновода. Сварка осуществлялась по всей площади соприкосновения лопастей с верхним диском. Время сварки одной крыльчатки 5—6 сек. Прочность сварных крыльчаток проверялась путем разрезки крыльчаток на отдельные части с сваренной лопастью в каждом
Термопластичные пластмассы переходят под действием тепла в пластическое текучее состояние, а при охлаждении снова отверждаются [38]. Циклы нагревания и охлаждения могут быть повторены многократно. Если нагрев невелик и продолжительность его мала, то пластмассы не претерпевают коренных химических изменений. Поэтому пластмассы хорошо свариваются тепловыми методами сварки. Процесс сварки происходит при температуре выше температуры размягчения, но ниже температуры разложения пластмасс при вязко-текучем состоянии под давлением. По сравнению с другими способами соединения (клепкой и склейкой) сварка имеет существенные преимущества высокую производительность, низкую трудоемкость, большую прочность и плотность сварных соединений, экономичность, улучшение условий труда, уменьшение производственных площадей.
[c.4]
По сравнению с другими способами соединения (клепкой и склейкой) сварка имеет существенные преимущества высокую производительность, низкую трудоемкость, большую прочность и плотность сварных соединений, экономичность, улучшение условий труда, уменьшение производственных площадей.
[c.4]
При выборе того или иного способа сварки необходимо учитывать специфику технологического процесса, производственные затраты и физико-механические свойства соединяемых пластмасс. Например, сварка нагретым газом и нагретым инструментом является наиболее экономичным процессом. Прочностные характеристики сварного соединения достаточно высоки. Но применение этих способов опасно при укупорке легковоспламеняющихся веществ. Загрязнение поверхностей свариваемых изделий значительно уменьшает прочность сварного соединения при применении этих способов сварки. [c.5]
При сварке лакотканей ФЛТ-42 и ФЛТ-26 поверхности материала, подлежащие сварке, следует предварительно промазывать лаками, обеспечивающими набухание пластмассы, в результате чего повышается подвижность макромолекул и увеличивается скорость сварки. Кроме этого, применение лаков несколько увеличивает интенсивность и повышает избирательность нагрева свариваемых поверхностей. Так, при сварке ФЛТ-42 без промазки максимальная прочность сварных соединений при расслаивании составляет 1,9 кгс/сж и достигается при напряженности поля в материале 900 в/мм. Применение промазки позволяет при напряженности в материале 600—700 в/мм получать сварные соединения с прочностью при расслаивании 4—5 кгс/см.
[c.47]
Кроме этого, применение лаков несколько увеличивает интенсивность и повышает избирательность нагрева свариваемых поверхностей. Так, при сварке ФЛТ-42 без промазки максимальная прочность сварных соединений при расслаивании составляет 1,9 кгс/сж и достигается при напряженности поля в материале 900 в/мм. Применение промазки позволяет при напряженности в материале 600—700 в/мм получать сварные соединения с прочностью при расслаивании 4—5 кгс/см.
[c.47]
Во всех случаях, когда указанные температуры на границе раздела пластмасс не достигались, сварка либо не происходила, либо прочность соединения была низкой. Так, при сварке тонких полиэтиленовых пленок толщиной менее 0,1 мм не удавалось нагреть границу раздела до температуры вязко-текучего состояния, вследствие большого теплоотвода в волновод и опору. Только введение теплоизоляционных прокладок или -подогрев волновода позволил получить надежное сварное соединение. [c.53]
Из зависимостей, представленных на рис. 40, следует, что существует оптимальное сварочное давление, соответствующее максимуму прочности. Низкая прочность сварных соединений при использовании малых давлений объясняется тем, что небольшие давления не обеспечивают достаточный акустический контакт, поэтому в пластмассу вводится сравнительно малая механическая энергия. Уменьшение прочности при сварке на больших давлениях объясняется нарушением резонансного
[c.65]
40, следует, что существует оптимальное сварочное давление, соответствующее максимуму прочности. Низкая прочность сварных соединений при использовании малых давлений объясняется тем, что небольшие давления не обеспечивают достаточный акустический контакт, поэтому в пластмассу вводится сравнительно малая механическая энергия. Уменьшение прочности при сварке на больших давлениях объясняется нарушением резонансного
[c.65]
При сварке синтетических тканей, состоящих из синтетических волокон, значительное влияние на прочность сварного соединения оказывает режим ультразвуковой сварки амплитуда и частота колебаний, величина сварочного давления и длительность ультразвукового импульса. Характер изменения прочности сварного соединения при изменении режима сварки аналогичен характеру изменения прочности пластмасс толщиной 200— 800 мкм. [c.81]
На рис. 68 представлены значения прочности сварных соединений, полученных при искусственной расстройке генератора и соответственно при разной продолжительности ультразвукового импульса.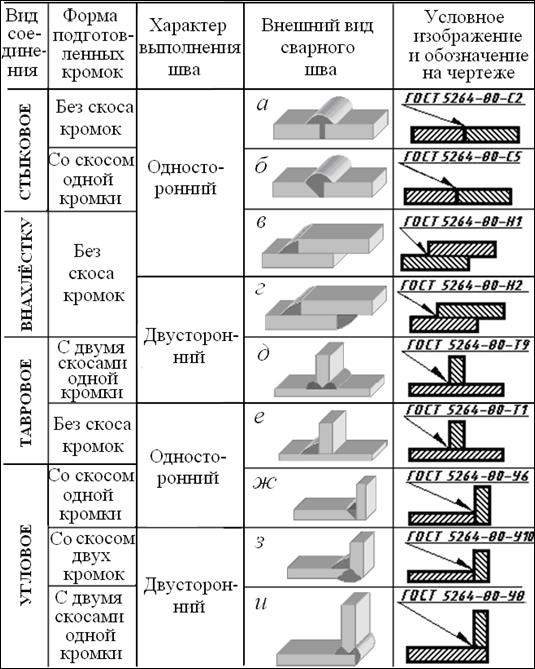 Изменение амплитуды колебаний волновода с 40 до 30 мкм в результате расстройки генератора вызвало увеличение продолжительности сварки почти в 3 раза, однако это не повлекло за собой ухудшения прочностных характеристик сварного соединения. Стабильность качества сварных соединений обеспечивается также при изменении исходных свойств пластмассы (разнотолщинности, загрязненности и др.).
[c.89]
Изменение амплитуды колебаний волновода с 40 до 30 мкм в результате расстройки генератора вызвало увеличение продолжительности сварки почти в 3 раза, однако это не повлекло за собой ухудшения прочностных характеристик сварного соединения. Стабильность качества сварных соединений обеспечивается также при изменении исходных свойств пластмассы (разнотолщинности, загрязненности и др.).
[c.89]
Освоение процессов сварки и склеивания пластмасс еще больше расширило область их применения. По сравнению с другими способами соединения пластмасс сварка имеет ряд существенных преимуществ, важнейшие из которых — экономия материала, меньшая трудоемкость и высокая прочность сварных соединений. [c.4]
Возможность контроля сварки по кинетической характеристике доказывается связью последней со следующими параметрами температурой в шве, величиной осадки, площадью сварной точки, прочностью сварного соединения, тепловыделением в образце (рис. 66). К моменту выхода сигнала датчика на минимальный уровень тш температура в шве максимальна и достигает температуры вязко-текучего состояния пластмассы, осадка минимальна и существенно не снижает прочности сварного соединения. Площадь сварной точки к этому моменту времени достигает 90—95% максимально возможной, а прочность сварного соединения максимальна. В этой же точке кинетической характеристики отмечается перелом в функции тепловыделения Л = ф( ). До момента сварки тепловыделение происходило как в массе пластмассы (по границам сферолитов и микронеоднородностей), так и по границе раздела свариваехмых элементов. Перелом в функции Л = ф( ) свидетельствует об исчезновении границы раздела как акустического сопротивления, т. е. об образовании монолитного соединения.
[c.88]
66). К моменту выхода сигнала датчика на минимальный уровень тш температура в шве максимальна и достигает температуры вязко-текучего состояния пластмассы, осадка минимальна и существенно не снижает прочности сварного соединения. Площадь сварной точки к этому моменту времени достигает 90—95% максимально возможной, а прочность сварного соединения максимальна. В этой же точке кинетической характеристики отмечается перелом в функции тепловыделения Л = ф( ). До момента сварки тепловыделение происходило как в массе пластмассы (по границам сферолитов и микронеоднородностей), так и по границе раздела свариваехмых элементов. Перелом в функции Л = ф( ) свидетельствует об исчезновении границы раздела как акустического сопротивления, т. е. об образовании монолитного соединения.
[c.88]
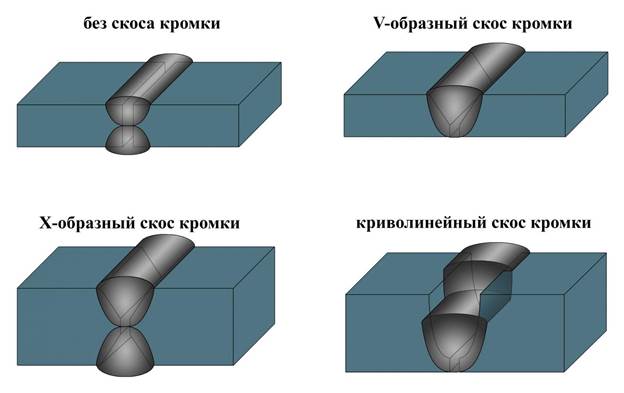
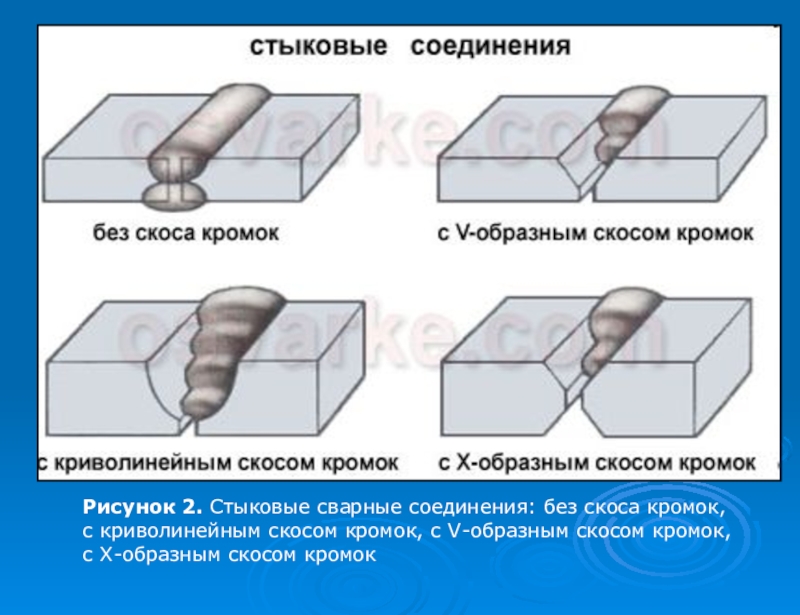
Сварку без скоса кромок применяют только в том случае, когда требуется соединить относительно тонкие листы материала — до 3 мм. Для того чтобы обеспечить провар, оставляют зазор шириной 0,5 мм. Как и при других видах стыковой сварки, две детали, которые должны быть сварены, надежно крепятся к плоской поверхности, чтобы не возникло их смещение в процессе сварки. Сварку без скоса кромок обычно выполняют в два прохода верхний шов и шов с обратной стороны. Такие швы могут применяться в случае, если конструкция предназначена для эксплуатации в условиях всех видов нагрузок. Однако при этом необходимо обеспечить полное сплавление кромок листа, в особенности в тех случаях, когда сварные соединения подвержены воздействию переменных нагрузок. У-образный стыковой шов применяют при сварке встык листов толщиной до 10 мм в тех случаях, когда обратная сторона листа недоступна для выполнения Х-образного шва. Кромка листа, подлежащая сварке, должна скашиваться под углом 60° с помощью напильника, рубанка и фуганка. Стыковые соединения с двусторонним скосом кромок (Х-образные швы) являются более прочными по сравнению с другими типами швов. При выполнении такого-шва кромка, разделенная под углом 60°, имеет два вида Х-образная неравносторонняя (для листов толщиной более 5 мм), применяемая в тех случаях, когда требуется абсолютная плотность сварного изделия, но, с одной стороны, сварка почему-либо затруднена Х-образная равносторонняя, дающая наилучшие результаты по плотности и прочности в стыковых соединениях.
Как и при других видах стыковой сварки, две детали, которые должны быть сварены, надежно крепятся к плоской поверхности, чтобы не возникло их смещение в процессе сварки. Сварку без скоса кромок обычно выполняют в два прохода верхний шов и шов с обратной стороны. Такие швы могут применяться в случае, если конструкция предназначена для эксплуатации в условиях всех видов нагрузок. Однако при этом необходимо обеспечить полное сплавление кромок листа, в особенности в тех случаях, когда сварные соединения подвержены воздействию переменных нагрузок. У-образный стыковой шов применяют при сварке встык листов толщиной до 10 мм в тех случаях, когда обратная сторона листа недоступна для выполнения Х-образного шва. Кромка листа, подлежащая сварке, должна скашиваться под углом 60° с помощью напильника, рубанка и фуганка. Стыковые соединения с двусторонним скосом кромок (Х-образные швы) являются более прочными по сравнению с другими типами швов. При выполнении такого-шва кромка, разделенная под углом 60°, имеет два вида Х-образная неравносторонняя (для листов толщиной более 5 мм), применяемая в тех случаях, когда требуется абсолютная плотность сварного изделия, но, с одной стороны, сварка почему-либо затруднена Х-образная равносторонняя, дающая наилучшие результаты по плотности и прочности в стыковых соединениях. При выполнении таких швов во избежание коробления направление присадки следует производить последовательно в двух противоположных направлениях, при этом вначале проход делается по одной стороне листа, а затем по другой. Торцовые соединения производятся путем образования У-образной выемки скашиванием одного или двух листов свариваемого материала под углом приблизительно 60°. Практика применения прихватки, которая производится при сварке металла, может быть использована также и для сварки пластмасс. Предварительную прихватку удобно применять для сварки фланцев квадрз1ТН0Г0 или круглого сечения на различив
[c.149]
При выполнении таких швов во избежание коробления направление присадки следует производить последовательно в двух противоположных направлениях, при этом вначале проход делается по одной стороне листа, а затем по другой. Торцовые соединения производятся путем образования У-образной выемки скашиванием одного или двух листов свариваемого материала под углом приблизительно 60°. Практика применения прихватки, которая производится при сварке металла, может быть использована также и для сварки пластмасс. Предварительную прихватку удобно применять для сварки фланцев квадрз1ТН0Г0 или круглого сечения на различив
[c.149]
После разделки и подготовки кромок к сварке листовой материал должен быть надежно прикреплен к деревянной поверхности. Применение металлических подкладок не рекомендуется, так как в процессе сварки они отводят тепло от основания (корня) шва, что вызывает ухудшение качества сварного соединения. Перед началом сварки устанавливают такую температуру газа-теплоносителя, которая требуется для сварки данной пластмассы. Например, при сварке винипласта скорость укладки сварочного прутка диаметром 3 мм равна 12— 15 м/ч. При меньшей скорости время нагрева увеличивается, вследствие чего сварочный пруток и материал перегреваются. Наоборот, при скорости укладки прутка более 15 м/ч сварочный пруток и материал не успевают разогреться до температуры сварки. И в том, и в другом случае резко снижается прочность сцепления сварочного прутка с основным материалом. Сварочный пруток должен подаваться под углом 90° к поверхности шва. При отклонении сварочного прутка назад (рис. 61,а) по стаошению к направлению сварки часть усилия тратится на вытягивание прутка (в пластическом состоянии). Поэтому при дальнейшем охлаждении
[c.150]
Например, при сварке винипласта скорость укладки сварочного прутка диаметром 3 мм равна 12— 15 м/ч. При меньшей скорости время нагрева увеличивается, вследствие чего сварочный пруток и материал перегреваются. Наоборот, при скорости укладки прутка более 15 м/ч сварочный пруток и материал не успевают разогреться до температуры сварки. И в том, и в другом случае резко снижается прочность сцепления сварочного прутка с основным материалом. Сварочный пруток должен подаваться под углом 90° к поверхности шва. При отклонении сварочного прутка назад (рис. 61,а) по стаошению к направлению сварки часть усилия тратится на вытягивание прутка (в пластическом состоянии). Поэтому при дальнейшем охлаждении
[c.150]
Ввиду низкой теплопроводности пластмасс разм ягчение их в месте сварки происходит быстро при небольшой затрате тепла. Это обстоятельство требует строгого соблюдения температурного режима, так как при недостаточной температуре нагрева резко снижается прочность соединения, а при избыточной температуре возникает опасность разложения пластмассы. Так, при сварке винипласта температура подогретого воздуха (смеси продуктов сгораш1я горючего газа и воздуха) в месте сварного шва должна составлять 200—240° С, поэтому на выходе из мундштука газовый теплоноситель должен иметь температуру 230—290° С. При более 7 1431
[c.97]
Так, при сварке винипласта температура подогретого воздуха (смеси продуктов сгораш1я горючего газа и воздуха) в месте сварного шва должна составлять 200—240° С, поэтому на выходе из мундштука газовый теплоноситель должен иметь температуру 230—290° С. При более 7 1431
[c.97]
К твердым пластмассам относятся винипласт, выпускаемый в виде листов толщиной от 2 до 20 мм, труб, полос и прутков. Винипласт обладает высокой механической прочностью, жесткостью и твердостью. Удельный вес его 1,38—1,4 г/сж , предел прочности 400 кПсм , относительное удлинение при разрыве не менее 20%, твердость НВ13. Из винипласта изготавливается оборудование гальванических цехов, вытяжные вентиляционные устройства, трубы и арматура для агрессивных жидкостей и газов. Винипласт сваривается с помощью нагревате.пьных элементов, трением, горячим воздухом, при помощи ультразвука и токами высокой частоты. Типы сварных соединений показаны на рис. 238, а. [c.364]
Пластмассы об. ладают высоким коэффициентом те.мпературпого расширения (в несколько раз больитим, че.м. металлы). Поэтому в сварном шве возникают собственные напряжения, которые могут снижать прочность сварных соединений.
[c.386]
ладают высоким коэффициентом те.мпературпого расширения (в несколько раз больитим, че.м. металлы). Поэтому в сварном шве возникают собственные напряжения, которые могут снижать прочность сварных соединений.
[c.386]
Как уже сообщалось выше, при необходимости сваривать трубы из пластмассы саран в полевых условиях инструмент может нагреваться газовой (ацетиленовой) горелкой. Однако более точное регулирование температуры нагрева возможно лишь при использовании портативных электронагреваемых инструментов. В процессе всех видов сварки пластмасс нагретым инструментом сварщик должен особенно внимательно следить за тем, чтобы не допустить перегревания свариваемых пластмасс, так как это значительно ослабляет прочность сварного соединения. [c.91]
Акриловые смолы с большим молекулярным весом лучше поддаются сварке трением, поскольку остаточный мономер обычно оказывается неустойчивым при повышенных температурах и имеет тенденцию превращаться в газ и испаряться, что способствует ослаблению шва. В связи с этим при сварке трением формованных и штампованных акриловых пластмасс обычно получаются лучшие швы, чем при сварке литых акриловых материалов. Фрере [25] произвел сравнение прочностных характеристик сваренных трением и склеенных соединений полиметилметакрилата (табл. 22). Соединения, полученные сваркой трением, имели равномерную и более высокую прочность, чем клеевые соединения. Исследования поверхности соединений, сваренных трением, после испытания их на удар показали, что сварные швы лишь смещаются, в то время как клеевые соединения при той же ударной нагрузке разрушаются по линии шва.
[c.105]
В связи с этим при сварке трением формованных и штампованных акриловых пластмасс обычно получаются лучшие швы, чем при сварке литых акриловых материалов. Фрере [25] произвел сравнение прочностных характеристик сваренных трением и склеенных соединений полиметилметакрилата (табл. 22). Соединения, полученные сваркой трением, имели равномерную и более высокую прочность, чем клеевые соединения. Исследования поверхности соединений, сваренных трением, после испытания их на удар показали, что сварные швы лишь смещаются, в то время как клеевые соединения при той же ударной нагрузке разрушаются по линии шва.
[c.105]
Окончательная проверка сварных соединений при сдаче покрытия в эксплуатацию осуществляется электроискровым дефектоскопом, а небольшие изделия — наливом водой. В специальных лабораториях по проверке пластмасс испытывают прочность сварного соединения на разрыв и на изгиб. Испытания производятся на образцах размером ЗОХЮО мм, вырезанных из деталей.
 [c.57]
[c.57]Оптимальный шаг для клее-сварных соединений (сварка по клею холодного отверждения) в трехслойных конструкциях из пластмасс с алюминиевыми обшивками сплава АМгб толщиной 1 —1,5 мм, работающими при статических нагрузках, составляет 75 мм. Предел прочности на сдвиг клеевого шва имеет трехкратный запас по сравнению с расчетными данными. [c.172]
Газ для нагрева свариваемого изделия выбирают в зависимости от свойств пластмассы. Так, для сварки поливинилхлорида можно применять воздух, азот, водород, углекислый газ и кислород, однако наиболее высокая прочность сварного соединения достигается при применении кислорода и воздуха. При сварке полиэтилена и других пластмасс, подверженных воздействию кислорода, в качестве газа-тенлоносителя применяют азот. Наиболее экономичным газом-теплоносителем является воздух [27]. [c.7]
Зависимость прочности сварных соединений от амплитуды смещения торца волновода выражается кривой с максимумом, соответствующим оптимальному значению амплитуды.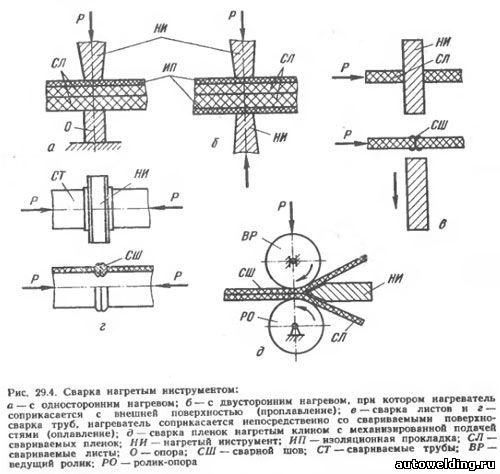 Увеличение амплитуды смещения относительно оптимального значения приводит к значительному разогреву пластмассы непосредственно под волноводом, что может сопровождаться деструкцией, появлением пузырьк01В, выпучиваний и выплесков размягченного материала. После окончания сварки поверхность шва оказывается неровной, пористой, имеет наплывы и другие дефекты, в результате чего прочность сварного соединения понижается. Уменьшение амплитуды смещения относительно оптимального значения также приводит к понижению прочности соединения. При этом или вводимая механическая энергия недостаточна для образования сварного соединения, или требуется значительное время сварки, что, как и в первом случае, приводит к разогре ву пластмассы под волноводом и понижению прочности.
[c.65]
Увеличение амплитуды смещения относительно оптимального значения приводит к значительному разогреву пластмассы непосредственно под волноводом, что может сопровождаться деструкцией, появлением пузырьк01В, выпучиваний и выплесков размягченного материала. После окончания сварки поверхность шва оказывается неровной, пористой, имеет наплывы и другие дефекты, в результате чего прочность сварного соединения понижается. Уменьшение амплитуды смещения относительно оптимального значения также приводит к понижению прочности соединения. При этом или вводимая механическая энергия недостаточна для образования сварного соединения, или требуется значительное время сварки, что, как и в первом случае, приводит к разогре ву пластмассы под волноводом и понижению прочности.
[c.65]
При сварке с прослойками из 60%-ного раствора соли, технического вазелина и спирта прочность сварных соединений уменьшилась на 3—8% по сравнению с прочностью соединений, выполненных по чистым поверхностям, а продолжительность сварки практически не изменилась. Прослойки в виде сажи и краски-эмали уменьшили прочность на 15—20%, а продолжительность сварки увеличилась на 0,5—1 сек. При сварке с прослойками из сыпучих веществ (мука, мел, цемент, зубной порошок и т. п.) прочность уменьшилась на 40% и получение соединения стало затруднительным. Порошкообразные прослойки собираются в комки, создавая очаги непроваров. При размягчении пластмассы под воздействием ультразвуковых колебаний часть поверхности очищается путем выталкивания посторонних включений за пределы шва, некоторая же часть прослойки остается и налипает на размягченную поверхность, препятствуя свариванию. Более высокая прочность сварных соединений при сварке по загрязненным поверхностям может быть достигнута при определенном сочетании давления и включения ультразвуковых колебаний (рис. 43, б).
[c.69]
Прослойки в виде сажи и краски-эмали уменьшили прочность на 15—20%, а продолжительность сварки увеличилась на 0,5—1 сек. При сварке с прослойками из сыпучих веществ (мука, мел, цемент, зубной порошок и т. п.) прочность уменьшилась на 40% и получение соединения стало затруднительным. Порошкообразные прослойки собираются в комки, создавая очаги непроваров. При размягчении пластмассы под воздействием ультразвуковых колебаний часть поверхности очищается путем выталкивания посторонних включений за пределы шва, некоторая же часть прослойки остается и налипает на размягченную поверхность, препятствуя свариванию. Более высокая прочность сварных соединений при сварке по загрязненным поверхностям может быть достигнута при определенном сочетании давления и включения ультразвуковых колебаний (рис. 43, б).
[c.69]
Сварные соединения из пластмасс — Справочник химика 21
До настоящего времени еще не разработаны единые условия механических испытаний сварных соединений пластмасс. Методы прочностных испытаний, принятые для металлов, не могут быть целиком перенесены на испытания пластмасс и их сварных соединений. Поэтому многие организации при разработке технологии сварки пластмасс разрабатывают также методику испытания качества сварных швов [16]. При подготовке образцов для испытаний на растяжение усиление шва снимают, плоскости тщательно обрабатывают и выравнивают. [c.214]
Методы прочностных испытаний, принятые для металлов, не могут быть целиком перенесены на испытания пластмасс и их сварных соединений. Поэтому многие организации при разработке технологии сварки пластмасс разрабатывают также методику испытания качества сварных швов [16]. При подготовке образцов для испытаний на растяжение усиление шва снимают, плоскости тщательно обрабатывают и выравнивают. [c.214]
В. Контроль качества сварных соединений пластмасс [c.190]
Дефекты сварных соединений пластмасс ухудшают физико-механическую, химическую стойкость и другие их свойства, нарушают непроницаемость и ухудшают внешний вид сварного изделия. [c.190]
Для рентгеновского контроля сварных соединений пластмасс применяют промышленные установки малого напряжения (12—120 кв) РУП-60-20-1, РУП-120-5-1 и РУП-150-10-1. Для съемки используют высококонтрастную рентгеновскую пленку РТ-1, РТ-4, РТ-5. [c.192]
Для контроля сварных соединений из пластмасс иногда используют иммерсионный способ ввода УЗК в материал и комбинированный преобразователь со срезанной призмой (см. рис. 5.52). При иммерсионном способе контроля в изделии будут возбуждены продольные и поперечные волны с достаточно большим углом ввода. Угол падения можно выбрать большим первого критического, так чтобы в ОК возбуждалась только поперечная волна. Часто УЗ-контроль сварных соединений из пластмасс в иммерсионном варианте осуществляют с помощью продольных волн, поскольку применение поперечных волн оказалось нецелесообразным ввиду их высокого затухания в полиэтилене. [c.621]
[c.192]
Для контроля сварных соединений из пластмасс иногда используют иммерсионный способ ввода УЗК в материал и комбинированный преобразователь со срезанной призмой (см. рис. 5.52). При иммерсионном способе контроля в изделии будут возбуждены продольные и поперечные волны с достаточно большим углом ввода. Угол падения можно выбрать большим первого критического, так чтобы в ОК возбуждалась только поперечная волна. Часто УЗ-контроль сварных соединений из пластмасс в иммерсионном варианте осуществляют с помощью продольных волн, поскольку применение поперечных волн оказалось нецелесообразным ввиду их высокого затухания в полиэтилене. [c.621]
Оптимальный путь решения задачи контроля сварных соединений из пластмасс, по мнению авторов, — применение для контроля пластмассовых трубопроводов, описанных выше, раздельно-совмещенных преобразователей хордового типа (см.
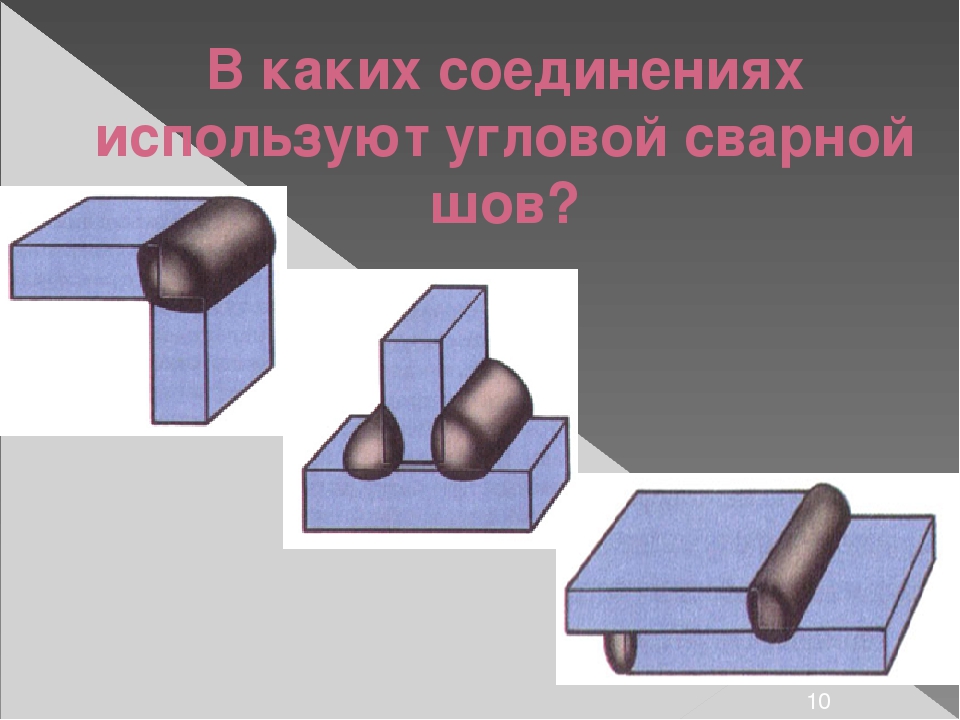 рис. 2.16) [79]. РС-хордовые преобразователи позволяют сформировать в рабочем сечении трубы акустическое поле продольных волн, параметры направленности которого обеспечивают эффективную выявляемость дефектов сварного шва и относительно низкий уровень сигналов от грата. [c.622]
рис. 2.16) [79]. РС-хордовые преобразователи позволяют сформировать в рабочем сечении трубы акустическое поле продольных волн, параметры направленности которого обеспечивают эффективную выявляемость дефектов сварного шва и относительно низкий уровень сигналов от грата. [c.622]В последнее время особое значение приобретает сварка пластмасс [403]. Разрушение сварных соединений представляет собой случай, промежуточный между адгезионным и когезионным разрушением. [c.136]
Паяные и сварные соединения, литье, поковки, штамповки и прочие изделия из металлов, их сплавов, пластмасс, керамики и т.п. [c.55]
Для выявления дефектов (трещин, расслоений, раковин, включений и др.) в металлических и неметаллических заготовках, а также деталях простой геометрической формы, проверки качества заклепочных и сварных соединений, а также контроля качества клееных соединений пластмасс на металлических и неметалличе- [c.188]
Сваркой называется процесс образования неразъемного соединения различных деталей друг с другом. Хорошо выполненное сварное соединение является прочным, плотным и долговечным. Оно не требует ремонта. При помощи сварки соединяются трубы и их детали из углеродистых и легированных сталей, цветных металлов и некоторых пластмасс. [c.233]
Хорошо выполненное сварное соединение является прочным, плотным и долговечным. Оно не требует ремонта. При помощи сварки соединяются трубы и их детали из углеродистых и легированных сталей, цветных металлов и некоторых пластмасс. [c.233]
Сварка пластмасс — прогрессивный технологический процесс, с помощью которого получают неразъемные соединения пластмассовых узлов и изделий. По сравнению с другими способами соединения (клепкой и склейкой), сварка имеет существенные преимущества. Важнейшие из них высокая производительность, низкая трудоемкость, большая прочность и плотность сварных соединений, экономичность, лучшие условия труда. При сварке требуются меньшие производственные площади, чем при склейке. [c.174]
Сварка пластмасс связана с нагревом в месте контакта. В ряде новых способов, помимо теплового воздействия, на образование сварного соединения влияют и другие процессы. По использованию источников нагрева все способы сварки пластмасс можно разделить на две группы.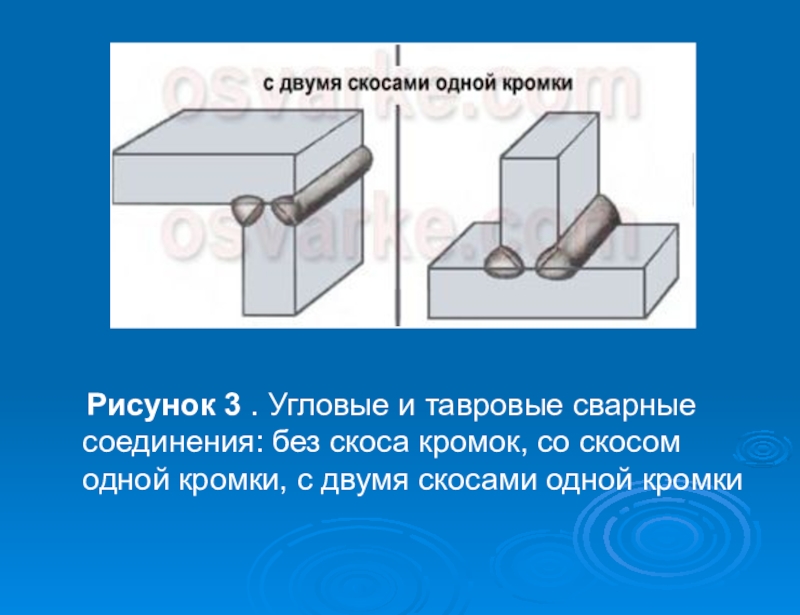 [c.174]
[c.174]
При сварке валиковых швов форма валика должна сохраняться постоянной по всей длине. По цвету поверхности валика и основного материала в зоне сварного соединения можно выявить, нарушается ли температурный режим сварки у натурально окрашенных пластмасс. Перегретые зоны отличаются значительным потемнением (от темно-коричневого до черного цвета). [c.214]
Цель работы, изучить сущность процесса сварки и методы оценки способности пластмасс свариваться, а также технологические параметры процесса, методику нахождения оптимальных режимов н контроль качества сварных соединений. [c.148]
При монтаже полиэтиленовых трубопроводов устанавливают неподвижные крепления между гнутыми участками и у разъемных соединений. Пластмассовые трубы крепят на опорах (кронштейнах, подвесках) скобами из пластмасс. Металлические скобы, применяемые для крепления, не должны иметь острых кромок и заусенцев. Между скобой и трубой устанавливают резиновую прокладку.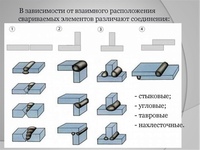 Разъемные соединения винипластовых труб устанавливают через 6—9 м. Крепежные скобы на вертикальных участках винипластовых трубопроводов располагают непосредственно по раструбам фасонной детали. Сварные соединения полиэтиленовых труб выполняют контактной сваркой (без применения присадочного материала), винипластовых труб — прутковой сваркой (с применением прутка из винипласта). [c.443]
Разъемные соединения винипластовых труб устанавливают через 6—9 м. Крепежные скобы на вертикальных участках винипластовых трубопроводов располагают непосредственно по раструбам фасонной детали. Сварные соединения полиэтиленовых труб выполняют контактной сваркой (без применения присадочного материала), винипластовых труб — прутковой сваркой (с применением прутка из винипласта). [c.443]
 При таком методе сварки ультразвуковые колебания вводятся непосредственно в жидкий металл сварочной ванны с помощью охлаждаемого акустического трансформатора, соединенного обычно с магнитострикционным излучателем. [c.166]
При таком методе сварки ультразвуковые колебания вводятся непосредственно в жидкий металл сварочной ванны с помощью охлаждаемого акустического трансформатора, соединенного обычно с магнитострикционным излучателем. [c.166]
В сварочной технике ультразвук используется в основном в двух направлениях для улучшения механических свойств сварных соединений при сварке плавлением и для создания сварных соединений без плавления металлов и неметаллических материалов (пластмасс) в виде точечной, шовной и стыковой сварки. [c.117]
При сварке пластмасс брак в большинстве случаев исправим, но это всегда связано с дополнительными затратами средств и времени. Поэтому легче предупредить брак в сварных соединениях, чем его исправ- л ять. [c.190]
Контроль качества сварных соединений из пластмасс на выявление перечисленных выше дефектов зависит от назначения сварной конст- [c. 190]
190]
СВАРНЫЕ СОЕДИНЕНИЯ ИЗ ПЛАСТМАСС [c.105]
СВАРНЫЕ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ИЗ ПЛАСТМАСС [c.117]
При сварке вращением в контакт приводят соосно закрепленные детали, одна из к-рых неподвижна, а другая вращается. После достижения необходимой темп-ры (обычно через 3—25 сек после начала вращения) деталь останавливают и охлаждают сварной шов под давлением. Иногда, в частности при С. длинных деталей, используют вращающийся промежуточный элемент (в этом случае обе соединяемые детали закрепляют неподвижно), к-рый м. б. изготовлен из металла, напр, алюминия, или из пластмассы. Элемент из пластмассы оставляют в сварном шве, а металлич. удаляют, после чего соединяемые детали приводят в контакт и охлаждают. Сваркой вращением соединяют стержни и трубы, а также присоединяют цилиндрич. детали к плоским и фасонным. Высокая скорость образования шва — основное достоинство этого метода. Прочность соединений, полученных при оптимальных режимах С.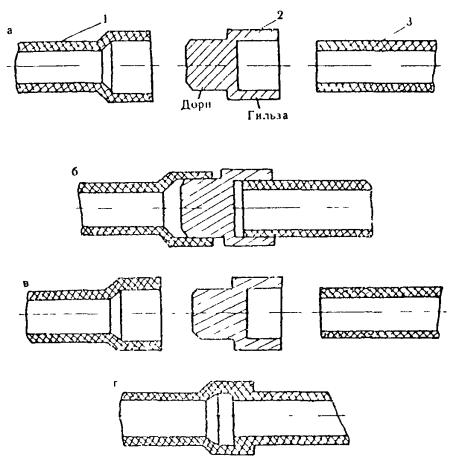 (табл. 3), близка к прочности свариваемого материала. Установки для [c.190]
(табл. 3), близка к прочности свариваемого материала. Установки для [c.190]
Ввиду малой вязкости и низкого поверхностного натяжения бороводороды легко проникают через неплотности. Необходимо применять поэтому только сварные и фланцевые соединения и тш,ательно следить за их исправностью. Важную роль играет выбор прокладочных материалов. Все пластмассы, кроме фторопластов, взаимодействуют с бороводородами поэтому прокладки должны быть изготовлены из фторопласта. Из металлических материалов почти все, за исключением некоторых алюминиевых и магниевых сплавов, устойчивы к действию бороводородов и их можно применять. [c.130]
Исследованиями установлено, что сварные швы соединений труб по качеству не уступают основному материалу. Производственный опыт показал, что сварка трением узлов конструкций из пластмасс является производительным и экономичным методом (потребляется незначительное количество электроэнергии). [c.199]
Широким фронтом проводятся работы по использованию лаков, эмалей и пластических масс для футеровки труб и защиты сварных швов и соединений от коррозии. Так, стальные трубы, футерованные пластмассами, могут продолжительное время работать в агрессивной среде при давлении до 16 кГ/см . [c.241]
Так, стальные трубы, футерованные пластмассами, могут продолжительное время работать в агрессивной среде при давлении до 16 кГ/см . [c.241]
Все наружные дефекты в сварных соединениях пластмасс проверяются внешним осмотром. Без выявления наружных дефектов нецелесообразно проводить проверку внутренних дефектов. Внутренние дефекты обнаруживаются следующими способами а) проверка на герметичность б) вакууми-рование сварных соединений в) электроискровая проверка г) рентгеновский контроль и др. [c.191]
Носов А. В. и Пр у с л и н В. 3. Способы сваркв пластмасс и методы контролй сварных соединений при производстве химической аппаратуры. — Неметаллические материалы [c.750]
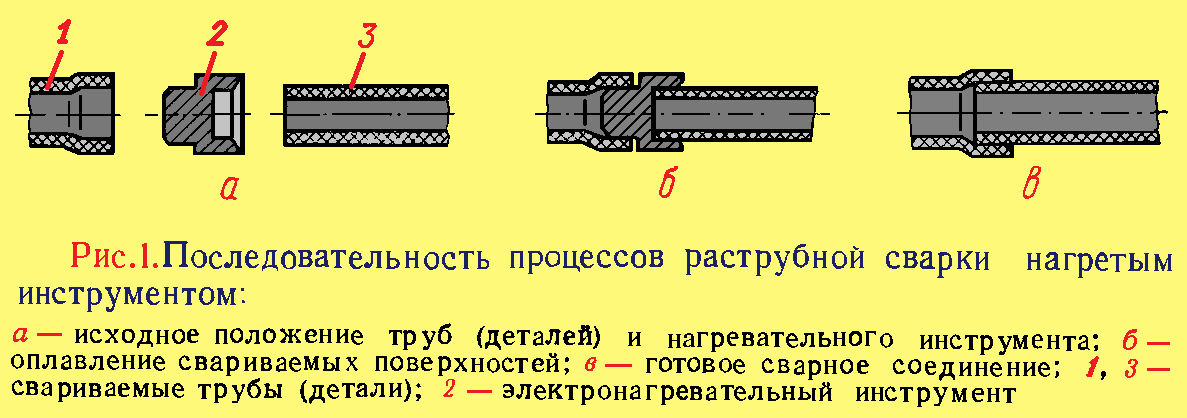
Рабочий должен иметь соответствуюшие знания и квалификацию для обеспечения высокого качества сварных соединений. Необходимо также, чтобы обучение происходило под контролем опытных инструкторов. Температура сплавления, необходимая для создания прочного соединения, зависит от выбранного типа пластмасс. Перегрев может вызвать коксование или гудронирование материала, а недостаточный нагрев не будет обеспечивать соответствующее размягчение материала. Должен быть определен температурный диапазон для каждого материала для выполнения правильного соединения. Следует обратиться к рекомендациям изготовителя, касающимся каждого материала. Необходимо также понимать требования технического обслуживания сварочного оборудования. Хорошие соединения не могут быть сделаны оборудованием, находящимся в плохом состоянии Чистота нагревающих поверхностей, соответствующая температура нагревателя, соосность и рабочее состояние сварочных машин являются очень важными факторами. В этом ру ководстве рассматриваются четыре метода сварки муфтой, встык, седловидными фитингом и электросплавлением. [c.576]
Перегрев может вызвать коксование или гудронирование материала, а недостаточный нагрев не будет обеспечивать соответствующее размягчение материала. Должен быть определен температурный диапазон для каждого материала для выполнения правильного соединения. Следует обратиться к рекомендациям изготовителя, касающимся каждого материала. Необходимо также понимать требования технического обслуживания сварочного оборудования. Хорошие соединения не могут быть сделаны оборудованием, находящимся в плохом состоянии Чистота нагревающих поверхностей, соответствующая температура нагревателя, соосность и рабочее состояние сварочных машин являются очень важными факторами. В этом ру ководстве рассматриваются четыре метода сварки муфтой, встык, седловидными фитингом и электросплавлением. [c.576]
К наружным и внутренним дефектам сварных соединений из пластмасс относятся нбпрО Вары, трещины, прожоги, выплески, разложение присадочного и основного материала, инородные включения и изменения цвета (рис. 47). [c.190]
47). [c.190]
Технологическими параметрами, определяющими эффективность УЗС, являются амплитуда колебаний сварочного наконечника мкм статическое усилие Рсч, Н контактное статическое давление p , Па резонансная частота колебательной системы /р, кГц прочность сварного соединения (разрывное усилие Па) время УЗСтр, с время выдержки под давлением после Y3 (для пластмасс и синтетических тканей) т , с стабильность прочности сварных соединений Аоц. Все эти параметры взаимосвязаны. Так, значение уменьшается при увеличении рст и уменьшении — мощности, подводимой к уль тразвуковому преобразователю на резонансной частоте Величина Од Связана с Л , и рст- Величину выбирают в зависимости от толщины свариваемых материалов (рис. 7.89, табл. 7.75). При использовании в сварочных машинах ППК и схем УЗГ со стабилизацией выходных параметров Рд падает почти в два раза. Стабильность АОд определяется 1) конструктивно-технологическими пара- [c.679]
Сварка термопластичных пластмасс возможна, если материал переходит в состояние вязкого расплава, если его температурный интервал вязкотекучести достаточно широк, а фадиент изменения вязкости в этом интервале минимальный, так как взаимодействие макромолекул в зоне контакта происходит по границе, обладающей одинаковой вязкостью.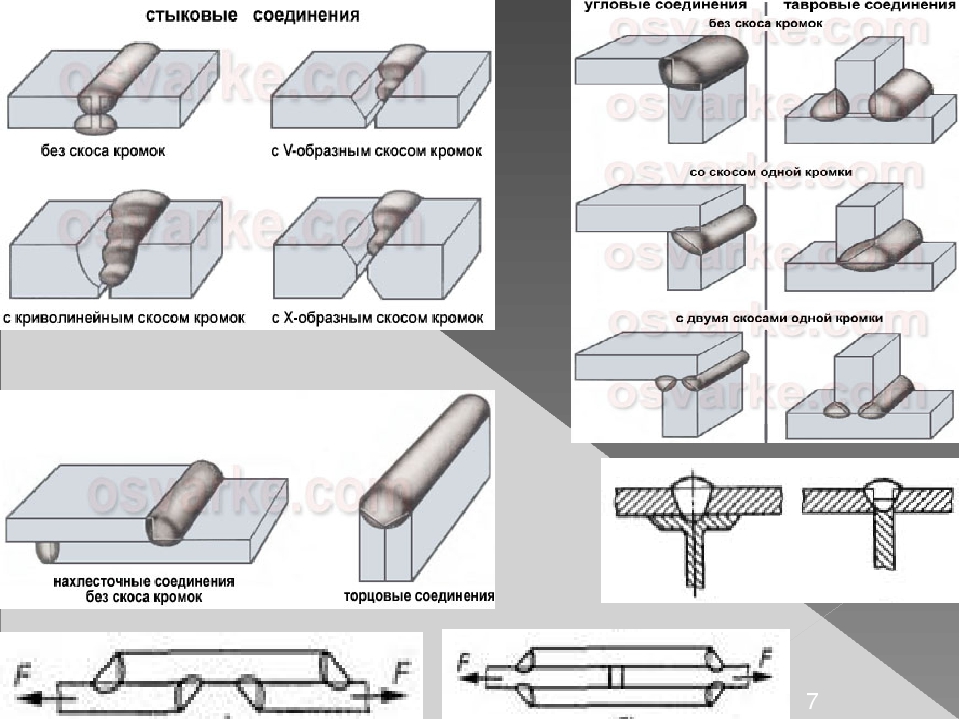 При эксиериментальной оценке сваривас-мости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работающего в конкретных условиях по сравнению с основным материалом [c.106]
При эксиериментальной оценке сваривас-мости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работающего в конкретных условиях по сравнению с основным материалом [c.106]
Наиболее насыщенными различными газами могут оказаться массы металла сварных и паяных щвов, резиновые и пластмассовые уплотнители, керамические изоляторы и вводы. По данным эксперимента, сварные швы насыщены водородом и частично другими газами. Паяные швы, особенно выполненные с применением флюсов, содержащих соляную кислоту и другие хлористые соединения (пайка мягкими припоями и твердая пайка алюминия), всегда обнаруживают следы флюса, а следовательно, могут выделять много газов. Резина, даже вакуумная, т. е. наименее пористая, богата содержанием различных газов. Резина, большая часть пластмасс и почти все виды керамики способны -поглощать определенные количества влаги. [c.8]
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта | ПластЭксперт
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта
Сварные соединения пластмасс часто применяются для строительных и ремонтных работ и для строительства трубопроводов. Для контроля данных соединений используется неразрушающий контроль сварных соединений.
Для контроля данных соединений используется неразрушающий контроль сварных соединений.
Сварные соединения и швы могут быть разных видов и конфигураций. Основные типы сварных соединений – стыковое, угловое, тавровое, нахлесточное и торцевое.
В зависимости от конфигурации, конструкция сварных соединений может быть плоской и сферической, на самом свариваемом изделии шов сварки может располагаться продольно и поперечно.
Виды сварных соединений бывают стыковыми, угловыми и прорезными.
Методы контроля сварных соединений различаются в зависимости от вида конструкции и делятся на обычный наружный осмотр, контроль швов дефектоскопом, если есть возможность, то производится испытание на прочность. Часто при ремонте уже устаревших трубопроводов нет возможности полностью сменить стальные трубы на более современные полимерные, поэтому используют неразъемное соединение полиэтилен-сталь, которое представляет собой переходник для этих материалов, сваренный из патрубков в заводских условиях. Настоящий ГОСТ Сварные соединения содержит раздел, где указываются все нормативы для соединения трубопроводов с помощью сварки. Согласно настоящему стандарту осуществляется контроль качества сварных соединений.
Настоящий ГОСТ Сварные соединения содержит раздел, где указываются все нормативы для соединения трубопроводов с помощью сварки. Согласно настоящему стандарту осуществляется контроль качества сварных соединений.ГОСТ 16310-80 СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ПОЛИЭТИЛЕНА, ПОЛИПРОПИЛЕНА И ВИНИПЛАСТА
Настоящий стандарт распространяется на соединения из полиэтилена, полипропилена и винипласта, выполненные сваркой нагретым газом с присадочным прутком или экструзионной сваркой и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на угловые и тавровые сварные соединения с углом между соединяемыми элементами отличным от 90° ± 5°, а также на соединения трубопроводов.
В стандарте приняты следующие обозначения способов сварки:
Г-сварка нагретым газом с присадочным прутком;
Э-сварка экструзионная.
Возврат к списку
2.
 Основные виды и особенности сварки пластмасс. Сварка пластмасс
Основные виды и особенности сварки пластмасс. Сварка пластмассПохожие главы из других работ:
Виды, режимы и особенности термообработки сплава АМц
2. Виды, режимы и особенности термообработки сплава Амц
Для цветных сплавов обычно в качестве термообработке проводят высокотемпературный отжиг, закалку, естественное или искусственное старение. При производстве полуфабрикатов может использоваться как промежуточная…
Общие принципы проектирования изделий из пластмасс
2. Особенности проектирования изделий из пластмасс
Конструкции многих изделий из пластмасс часто повторяют конструкции металлических изделий. Однако пластик требует учета особенностей присущих ему характеристик…
Особенности сварки стали 20Х12ВНМФ
2. Особенности сварки стали 20Х12ВНМФ
Главной и общей особенностью сварки высоколегированных аустенитных сталей и сплавов является склонность к образованию в шве и околошовной зоне горячих трещин, имеющих межкристаллитный характер. ..
..
Оценка ингредиентного состава пластмасс и его влияние на свойства
Раздел 1. Состав и основные свойства пластмасс
1.1 Состав пластмасс и влияние отдельных компонентов Пластмассы, как и синтетические каучуки и волокна, относятся к высокомолекулярным синтетическим материалам (полимерам)…
Пластмассы и их основные компоненты. Сварка металлов и ее назначение
1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы
…
Пластмассы и их основные компоненты. Сварка металлов и ее назначение
1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс
Среди новых конструкционных материалов видное место принадлежит пластическим массам (пластмассам) и синтетическим смолам. Пластическими массами называют неметаллические материалы, получаемые, на основе природных и синтетических полимеров…
Разработка технологии сварки плавлением
1.
 2 Трудности и особенности сварки сплава ВТ1-00
2 Трудности и особенности сварки сплава ВТ1-00Основные трудности при сварки титана. Титан обладает рядом ценных свойств (малая плотность, высокая прочность до температуры 450 … 500 °С, высокая коррозионная стойкость во многих агрессивны средах)…
Сварка полимеров. Виды сварки
1. СВАРКА ПОЛИМЕРОВ. ВИДЫ СВАРКИ
…
Системы водоснабжения
Технологические особенности дуговой сварки.
Влияние силы сварочного тока, напряжения дуги и скорости сварки на форму и размеры шва. С увеличением сварочного тока глубина провара увеличивается, ширина шва почти не изменяется (рис.5,а)…
Технология автоматической сварки под флюсом
1 Сущность и особенности сварки под флюсом
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. Под действием тепла дуги расплавляются электродная проволока и основной металл…
Технология конструкционных материалов
Особенности сварки меди
Сварка меди и медных сплавов, благодаря ее физическим свойствам, имеет ряд специфических особенностей, отличных от технологии сварки железа и его сплавов.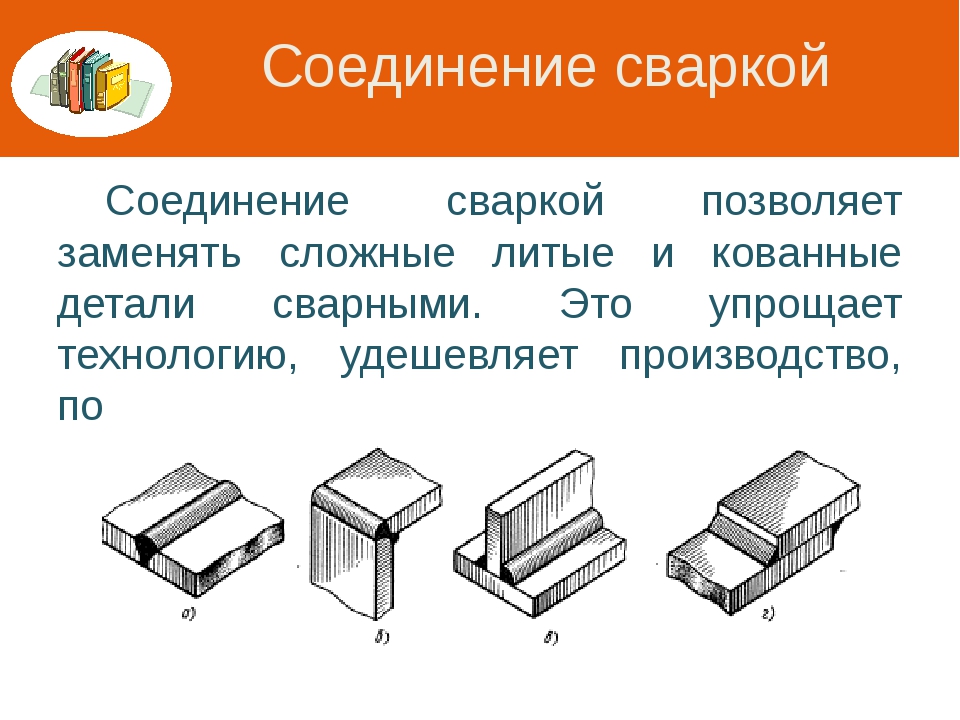 В меди встречаются примеси: кислород, висмут, свинец, сера, фосфор, сурьма и мышьяк…
В меди встречаются примеси: кислород, висмут, свинец, сера, фосфор, сурьма и мышьяк…
Технология монтажа наружных трубопроводов
Перспективные виды сварки.
…
Экономические основы технологии производства пластмасс
1. Основные сырьевые материалы для производства пластмасс
…
Экономические основы технологии производства пластмасс
2.1 Основные способы производства пластмасс
Литье под давлением Это наиболее популярная технология переработки термопластичных материалов. Производство деталей осуществляется путем впрыска расплава пластмассового сырья под давлением в пресс-форму с последующим охлаждением…
Электронно-лучевая сварка деталей гироскопа
1.2 Виды сварки деталей гироскопа
…
Сварка пластмасс
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.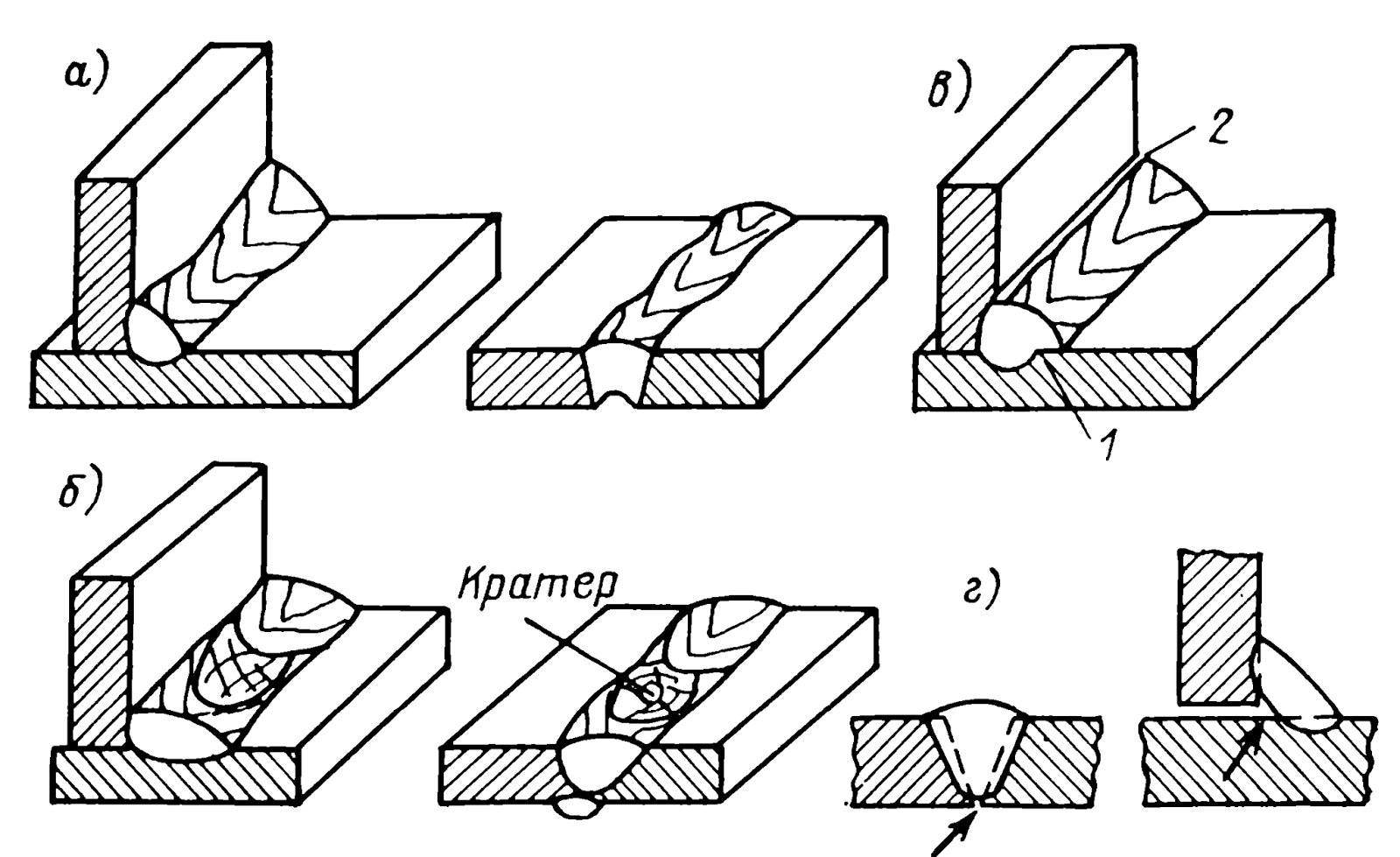
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварке подвергаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами: нагретым газом; контактной теплотой от нагревательных элементов; трением; ультразвуком. Рассмотрим способ сварки нагретым газом.
Основные условия для получения качественного соединения пластмасс при сварке следующие.
1. Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.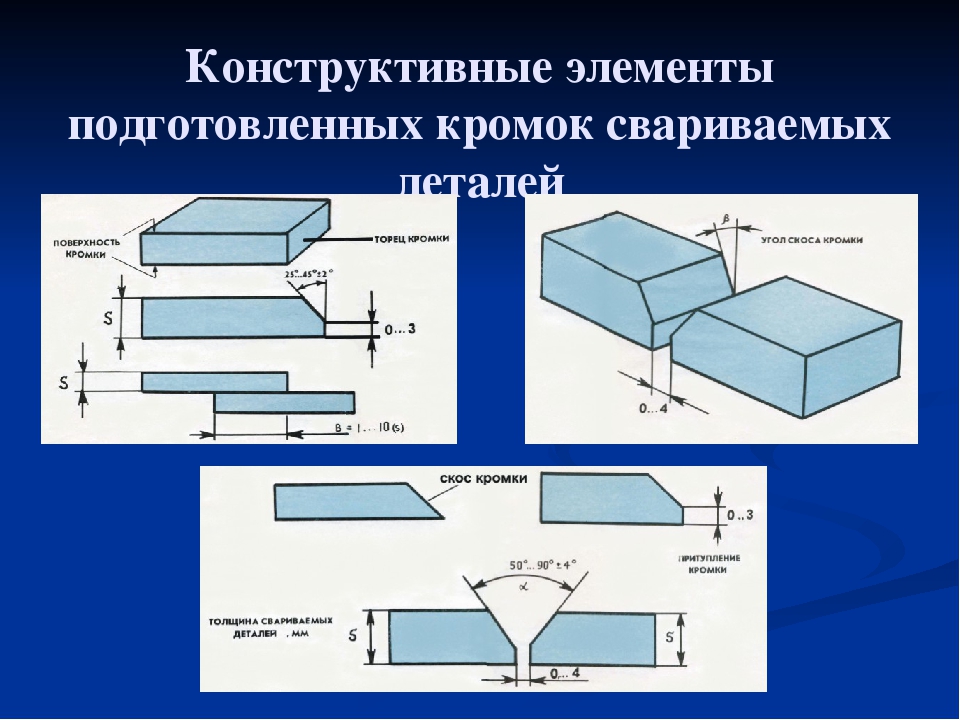
2. Сварку следует вести по возможности быстро во избежание термического разложения материала.
3. Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
Для сварки нагретым газом в качестве теплоносителя используют воздух, азот, углекислый газ. Наиболее широкое применение получил воздух, как более доступный газ. При сварке в азоте и углекислом газе, создающих инертную среду, вокруг места сварки, не происходит окисления и разрушения структуры свариваемого термопласта. Нагревание газа-теплоносителя происходит в специальных горелках, газовых или электрических. Сварка нагретым газом проста, не требует сложного оборудования, удобна в случае ремонтных работ; ее можно применять для изделий различных размеров и формы; она получила достаточно широкое применение в практике сварки пластмасс.
Для сварки можно использовать горелки ГГП-1-56 конструкции ВНИИАВТОГЕНа, в которых использован принцип прямого нагрева газа-теплоносителя. Температура нагретого газа в них регулируется в широких пределах изменением расхода горючего газа и газа-теплоносителя. Применяют также пропано-воздушные вихревые горелки ГГП-1-66 и горелки ГЭП-1А-67 с электроподогревом.
Температура нагретого газа в них регулируется в широких пределах изменением расхода горючего газа и газа-теплоносителя. Применяют также пропано-воздушные вихревые горелки ГГП-1-66 и горелки ГЭП-1А-67 с электроподогревом.
При сварке пластмасс применяют различные виды соединений: встык с односторонним и двусторонним скосом кромок под углом 35—45°; внахлестку; тавровые; угловые без скоса и со скосом кромок. Наиболее распространено соединение встык. Шов с двусторонней разделкой кромок обеспечивает более равномерное распределение теплоты и поэтому он прочнее шва с односторонней разделкой кромок. Шов внахлестку в несколько раз менее прочен, чем стыковой, и поэтому применяется лишь в отдельных случаях, например при сварке стыков труб с отбортовкой. Сварка термопластов основана на доведении прутка и свариваемого материала до температуры их размягчения, когда они в вязком состоянии способны склеиваться при небольшом усилии сжатия.
Сварщик должен подавать пруток под углом 90° к поверхности шва. Если этот угол более 90°, то пруток вытягивается и при охлаждении его происходят разрывы; при меньшем угле пруток нагревается быстрее на более длинном участке и не успевает привариваться к свариваемым кромкам или ранее уложенным пруткам.
Если этот угол более 90°, то пруток вытягивается и при охлаждении его происходят разрывы; при меньшем угле пруток нагревается быстрее на более длинном участке и не успевает привариваться к свариваемым кромкам или ранее уложенным пруткам.
Скорость укладки прутка диаметром 3 мм должна составлять 12—15 м/ч, для того чтобы происходило хорошее сваривание прутка и основного материала и обеспечивалась достаточная прочность соединения.
Угол между осью сопла горелки и прутком определяется толщиной свариваемого листа: при толщине до 5 мм этот угол равен 20—25°, при толщине 10—20 мм 30—45°. Расстояние между наконечником и поверхностью шва необходимо по возможности поддерживать постоянным (5—8 мм). При правильном положении горелки и необходимой температуре нагрева основной материал по обе стороны укладываемого прутка должен «закипать». Усилие давления на пруток необходимо стремиться создавать равным: для прутка диаметром 2—3 мм 1—1,6 кгс, диаметром 4—5 мм 2,2—3 кгс. После сварки изделие следует подвергать медленному охлаждению на воздухе. При быстром охлаждении возможно растрескивание соединения вследствие различной и неравномерной усадки основного материала и присадочного прутка. В зависимости от квалификации сварщика прочность сварного соединения винипласта может колебаться от 30 до 90% прочности основного материала.
При быстром охлаждении возможно растрескивание соединения вследствие различной и неравномерной усадки основного материала и присадочного прутка. В зависимости от квалификации сварщика прочность сварного соединения винипласта может колебаться от 30 до 90% прочности основного материала.
Применение прутков при сварке пластмасс снижает производительность процесса для газовой горелки до 15—20 м/ч, для электрической — до 10—12 м/ч. При этом данный метод имеет еще тот недостаток, что ударная вязкость шва и основного материала на границе сварного шва получается примерно в 12 раз ниже ударной вязкости основного материала и не превышает 1 МДж/м2 (10 кгс-м/см2).
Для повышения производительности процесса и прочности сварного соединения применяют беспрутковый метод сварки пластмассовых листов. Он состоит в том, что свариваемые листы срезают по кромкам под углом 20° и складывают внахлестку. Затем листы нагревают до температуры 250—300 °С воздухом, подогреваемым в электрической горелке, и сжимают валиками, облицованными слоем резины.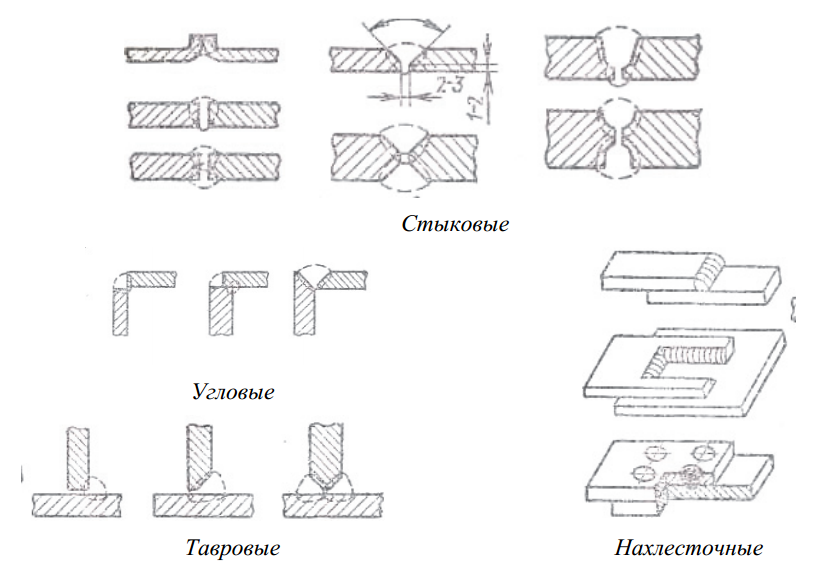 Струю воздуха направляют непрерывно на срезанные кромки листов и горелку перемещают впереди валиков вдоль свариваемых кромок. Скорость сварки для винипласта толщиной 3—12 мм составляет 120—200 м/ч. Листы равномерно нагреваются до температуры 60—70 °С на ширине 300—400 мм. Прочность сварного соединения при этом достигает 80—90% прочности основного материала, а производительность в 10—15 раз выше, чем при прутковом способе. Ударная вязкость, материала после сварки почти не снижается.
Струю воздуха направляют непрерывно на срезанные кромки листов и горелку перемещают впереди валиков вдоль свариваемых кромок. Скорость сварки для винипласта толщиной 3—12 мм составляет 120—200 м/ч. Листы равномерно нагреваются до температуры 60—70 °С на ширине 300—400 мм. Прочность сварного соединения при этом достигает 80—90% прочности основного материала, а производительность в 10—15 раз выше, чем при прутковом способе. Ударная вязкость, материала после сварки почти не снижается.
При сварке полиэтилена, полихлорвинила (так называемых мягких термопластов) пруток для повышения прочности соединения прикатывают специальным роликом. Качество сварки термопластов контролируют наружным осмотром. Полученный шов должен быть плотным, без разрывов и трещин. Плотность швов можно испытывать водой, сжатым воздухом или керосином. Для контроля качества швов используют также электролитный и электроискровой дефектоскопы.
Классификация способов сварки пластмасс
Классификация проводится по основным физическим, техническим и технологическим признакам.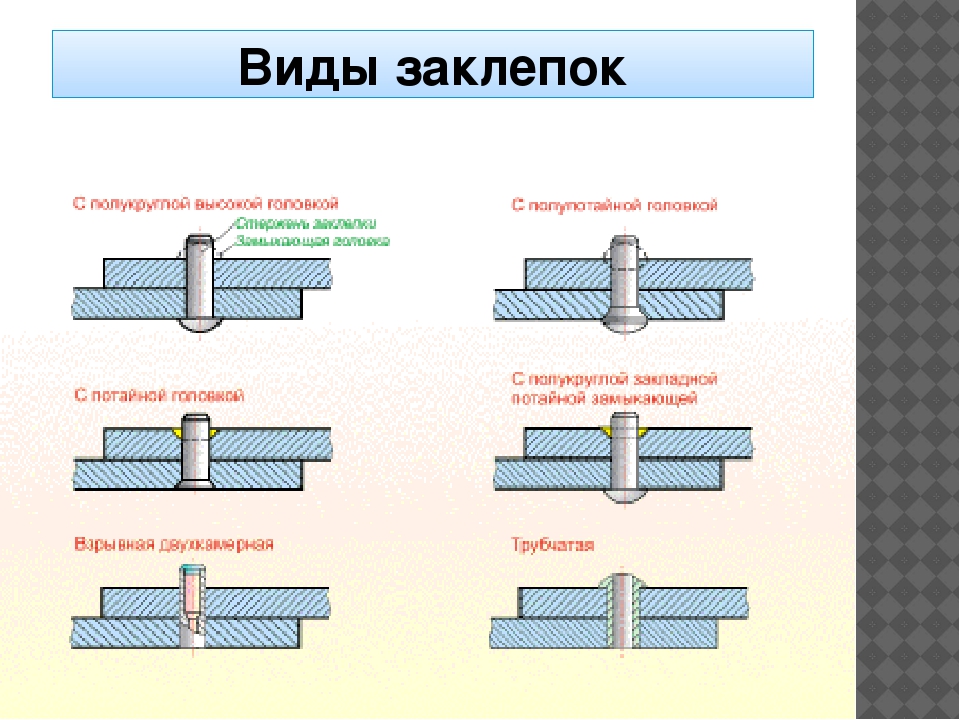 По физическим признакам сварка пластмасс делится на классы и виды.
По физическим признакам сварка пластмасс делится на классы и виды.
Деление на классы нужно проводить по форме энергии, используемой для сварки, т. е. подводимой к сварочным материалам. Все известные в настоящее время процессы сварки пластмасс осуществляются с использова нием тепловой, механической, электромагнитной энергии или различных комбинаций этих видов энергии. В связи с этим следует различать следующие классы сварки: термическая, механическая и электромагнитная. Кроме того, существуют методы термомеханической и электромагнитно-механической сварки.
К термическим относятся виды сварки, при которых давление не играет существенной роли в образовании сварного соединения, например сварка пламенем, нагретым газом или расплавом. Образование сварного соединения в этом случае определяется в основном количеством подводимой энергии
К термомеханическим относятся виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения статического давления.
При механических видах сварки тепловая энергия генерируется внутри свариваемых деталей за счет превращения механической энергии, подводимой извне, в тепловую. Это может быть: механическая энергия трения или вибротрения свариваемых поверхностей, превращающаяся в тепловую, которая вследствие малой теплопроводности пластмасс локализуется в сварочной зоне; механическая энергия упругих колебаний (ультразвуковая сварка).
При подводе электромагнитной энергии к свариваемым деталям тепловая энергия также генерируется в них либо за счет способности звеньев макромолекул полимеров поляризоваться при наложении внешнего электрического поля (высокочастотная сварка), либо за счет поглощения энергии электромагнитных колебаний (сварка инфракрасным излучением, сварка лазером).
Из всех существующих видов сварки пластмасс невозможно выделить единственный вид, который бы удовлетворял всем экономическим, технологическим и эксплуатационным требованиям. Вид применяемых источников сварочного нагрева, технологические принципы, положенные в основу процесса сварки, степень механизации и автоматизации в немалой степени зависят от той физической формы, в которой используются пластмассы как конструкционные материалы. По этому признаку можно выделить: монолитные изделия — условно трехмерные материалы, применяемые для изготовления деталей машин, емкостей, труб, профилей, плит, фасонных деталей; пленочные — условно двухмерные материалы, которые используются в качестве упаковки, покрытий, подложек, изолирующих конструкций и т. п.; волокна — условно одномерные материалы, которые используются для получения нетканых полотен, бытовых и технических тканей. Комбинацией последних двух физических форм являются волокнистые материалы, имеющие полимерное покрытие — искусственные кожи.
По этому признаку можно выделить: монолитные изделия — условно трехмерные материалы, применяемые для изготовления деталей машин, емкостей, труб, профилей, плит, фасонных деталей; пленочные — условно двухмерные материалы, которые используются в качестве упаковки, покрытий, подложек, изолирующих конструкций и т. п.; волокна — условно одномерные материалы, которые используются для получения нетканых полотен, бытовых и технических тканей. Комбинацией последних двух физических форм являются волокнистые материалы, имеющие полимерное покрытие — искусственные кожи.
Области применения видов сварки в зависимости от физической формы полимера и вида изделий приведены в табл. 29.1.
Каждый из видов сварки пластмасс имеет свои преимущества и недостатки, и в зависимости от физико-механических свойств материала, вида и назначения изделия, серийности выпуска и т. д. предпочтение может быть отдано тому или иному из перечисленных видов сварки. Например, сварка нагретым газом и нагретым инструментом являются наиболее простыми и экономичными способами, характеризующимися достаточно высокими прочностными характеристиками соединения. В последние годы эти виды сварки получили очень широкое распространение для сварки пластмассовых трубопроводов. Однако значительная зона разогрева препятствует применению этих способов для консервации легковоспламеняющихся веществ, пищевых продуктов и лекарственных препаратов, портящихся при повышенных температурах. Вследствие загрязнения поверхностей свариваемых изделий значительно уменьшается прочность сварных соединений в этих случаях.
В последние годы эти виды сварки получили очень широкое распространение для сварки пластмассовых трубопроводов. Однако значительная зона разогрева препятствует применению этих способов для консервации легковоспламеняющихся веществ, пищевых продуктов и лекарственных препаратов, портящихся при повышенных температурах. Вследствие загрязнения поверхностей свариваемых изделий значительно уменьшается прочность сварных соединений в этих случаях.
Высокочастотная сварка отличается высокой производительностью, но она неприменима для некоторых типов пластмасс (полиэтилена, полипропилена и т. д.). При сварке токами высокой частоты емкостей из поливинилхлорида, наполненных жидкостями, может происходить электрический пробой, приводящий к разрушению изделия.
Сварку расплавом целесообразно применять для получения швов большой протяженности при соединении материалов достаточно большой толщины и не всегда целесообразно для соединения пленочных материалов.
Ультразвуковая сварка может заменить механические методы соединения и склеивания целой группы полимеров, например полистирола, лавсана и капрона. Она широко применяется при изготовлении изделий пищевой и легкой промышленности, парфюмерии, радиоэлектроники и электротехники, товаров широкого потребления из пластмасс.
Она широко применяется при изготовлении изделий пищевой и легкой промышленности, парфюмерии, радиоэлектроники и электротехники, товаров широкого потребления из пластмасс.
Читать далее: Пластмассы — получение пластмасс, состав, свойства, свариваемость
Сварка пластмасс нагретым газом
Сварка пластмасс экструдируемой присадкой (расплавом)
Контактная тепловая сварка пластмасс
Сварка пластмасс ультразвуком
Сварка пластмасс трением и вибротрением
Сварка пластмасс токами высокой частоты
Сварка пластмасс ИК-излучением
Сварка пластмасс лучом лазера
Сварка пластмасс световым лучом
Комбинированные способы сварки полимеров
Евсеев Г. Б., Глизманенко Д. Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов
Сварка пластмасс
Сварка пластмасс по сравнению с другими способами соединения деталей и узлов является наиболее технологичным способом, позволяет механизировать процесс сборки, увеличить его производительность и улучшить качество соединения. С помощью сварки получают неразъемные соединения деталей, узлов, изделий и строительных конструкций.
С помощью сварки получают неразъемные соединения деталей, узлов, изделий и строительных конструкций.
Сейчас сварка является одним из ведущих технологических процессов в современном строительстве при изготовлении и монтаже изделий и конструкций из пластмасс и материалов, покрытых пластмассами, от степени развития и совершенствования которой во многом зависит уровень технологии в строительстве.
Сейчас разработаны и применяются самые различные способы сварки, с помощью которых обеспечивается соединение деталей из всех до сих пор известных термопластов.
Сварка изделий и конструкций из термопластов осуществляется взаимной диффузией макромолекул в зоне сварки деталей, в местах контактов которых материал нагрет до размягченного состояния. При сварке с присадочными прутками взаимная диффузия макромолекул осуществляется между материалом свариваемых детален и присадочных прутков, а при многослойной сварке также и между присадочными прутками.
Процесс сварки осуществляется в узких температурных границах — ниже температуры разложения, но выше температуры размягчения.
При всех способах сварки при правильно установленном технологическом процессе основной, а также присадочный материал в зоне сварки нагревают до вязко-текучего состояния.
Технологический процесс сварки термопластов осуществляется за два перехода: первый — нагрев деталей или деталей и сварочного прутка в зоне сварки, второй — приложение механического усилия (сварочного давления) в зоне сварки, под действием которого образуется сварное соединение (сварной шов).
Принципиально сварка термопластов и материалов, покрытых пластмассами, всеми до сих пор известными способами идентична контактной сварке металлов методом сопротивления.
В последнее время разработан способ сварки реактопластов, сущность которого заключается в продолжении химической реакции отверждения. В реакции принимает участие связующее соединяемых поверхностей деталей в зоне сварки.
Установлено, что природа сварки различных отвержденных пластиков в каждом отдельном случае обусловлена механизмом отверждения их связующего.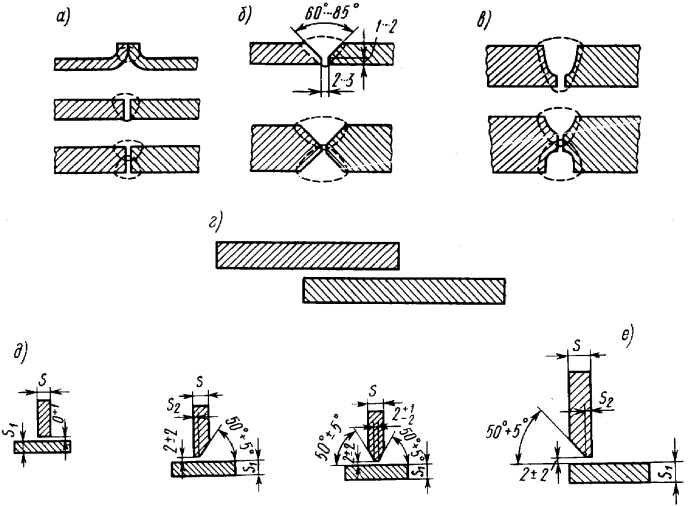 При конденсации отвержденных смол и на любом этапе отверждения в смоле сохраняется некоторое количество реакционно-способных функциональных групп, полное использование которых невозможно, так как поликонденсация является равновесным процессом (заканчивается как только в смоле установится равновесное состояние). Даже тепловая обработка готового изделия при высоких температурах не приводит к использованию всех функциональных групп.
При конденсации отвержденных смол и на любом этапе отверждения в смоле сохраняется некоторое количество реакционно-способных функциональных групп, полное использование которых невозможно, так как поликонденсация является равновесным процессом (заканчивается как только в смоле установится равновесное состояние). Даже тепловая обработка готового изделия при высоких температурах не приводит к использованию всех функциональных групп.
Классификация способов сварки, применяемых для соединения деталей, узлов и конструкций из термопластов
Выбор способа сварки зависит от свойств термопластов, типа изделий и конструкций, сортамента применяемых пластмасс и т. д. Как и при сварке металлов, механизированные процессы являются более экономичными при крупносерийном и массовом производстве. Для сварки реактопластов применяют высокочастотную и ультразвуковую сварку (по литературным данным «химическую сварку»).
Сварку пластмасс газообразными теплоносителями используют в строительстве сравнительно давно, в общем объеме производства сварных изделий и конструкций она занимает одно из первых мест.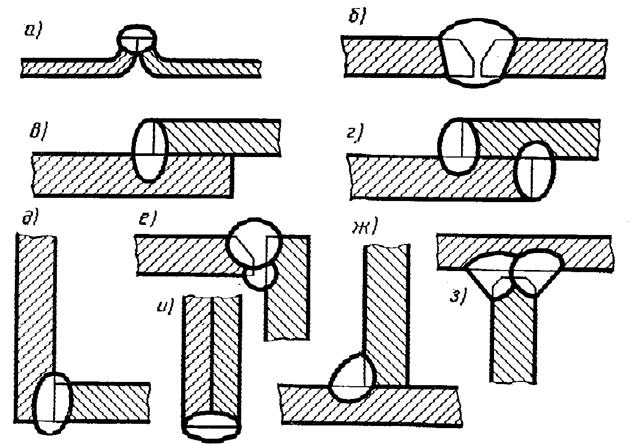 Этот способ наиболее универсален и маневрен, он нашел применение при изготовлении изделий и крупноразмерных заготовок в заводских условиях, а также в построечных условиях при монтаже сварных пластмассовых конструкций.
Этот способ наиболее универсален и маневрен, он нашел применение при изготовлении изделий и крупноразмерных заготовок в заводских условиях, а также в построечных условиях при монтаже сварных пластмассовых конструкций.
Сваркой газообразными теплоносителями выполняют все сварные соединения: встык, внахлестку, впритык (тавровые соединения), угловые, торцовые, с накладками, пробочные, отбортованные (совмещенные, стыковые, боковые), X-образные, V-образные, U-образные й др. Исходя из объемов производства сварных пластмассовых изделий и конструкций и их конструктивных особенностей, применяют те или иные виды сварки газообразными теплоносителями — ручную, полуавтоматическую, автоматическую с использованием приспособлений, способных эффективно работать с высокопроизводительным оборудованием. Сварные соединения чаще всего образуются за счет применения присадочных материалов. Беспрутковая сварка газообразными теплоносителями применяется для сварных конструкций из пленок. Для сварки пластмассовых листов этот способ пока не нашел большого практического применения. Хотя сварка газообразными теплоносителями по сравнению с другими способами менее производительна и экономична, она и в будущем будет применяться в строительстве в значительных масштабах там, где нельзя использовать более совершенные способы сварки: при изготовлении изделий из листовых пластмасс, выполнении потолочных и горизонтальных швов в монтажных условиях и т. д.
Хотя сварка газообразными теплоносителями по сравнению с другими способами менее производительна и экономична, она и в будущем будет применяться в строительстве в значительных масштабах там, где нельзя использовать более совершенные способы сварки: при изготовлении изделий из листовых пластмасс, выполнении потолочных и горизонтальных швов в монтажных условиях и т. д.
На второе место по масштабам применения в строительстве следует отнести контактную сварку, объем которой в выпуске сварных изделий и конструкций из пластмасс и материалов, покрытых пластмассами, довольно быстро увеличивается. В отличие от сварки газообразными теплоносителями при контактной сварке сварные швы образуются за счет соединения основного материала, в силу чего сварка выполняется без присадочных прутков и накладных полос.
Крупным преимуществом контактной сварки является также и то, что она легко поддается механизации и автоматизации.
При этом способе детали свариваются встык, внахлестку, вторец бесскосным соединением, при котором свариваемые кромки деталей в зоне сварки не скашиваются, т.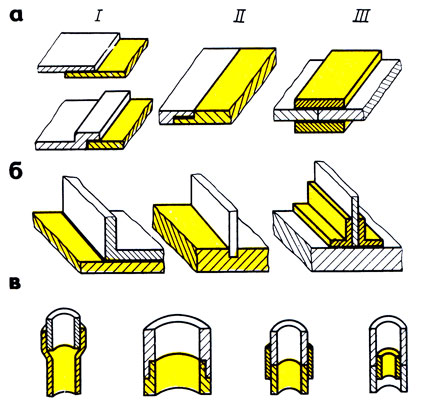 е. без разделки кромок под сварку, за счет чего снижаются трудозатраты на выпуск сварных изделий и конструкций.
е. без разделки кромок под сварку, за счет чего снижаются трудозатраты на выпуск сварных изделий и конструкций.
Разработка сварочных машин для термоимпульсной сварки значительно увеличила применение контактной сварки.
Высокочастотная сварка пластмасс и материалов, покрытых пластмассами, в общем выпуске сварных изделий и конструкций занимает третье место.
Этот способ сварки довольно широко применяется для нанесения на поверхности изделий букв, цифр, рисунков, орнаментов и т. д. Высокочастотная сварка — весьма эффективный способ изготовления изделий. При этом способе сварки обеспечивается быстрый нагрев деталей в зоне сварки и образование сварного шва с значительной скоростью.
При высокочастотной сварке, так же как и при контактной сварке, детали соединяются встык и внахлестку.
Ультразвуковую сварку, сварку трением и инфракрасным излучением применяют в строительстве в незначительных объемах. Наиболее перспективной является ультразвуковая сварка, которая обеспечивает при прочих равных условиях наиболее высокую производительность и сварку деталей малой толщины с деталями большой толщины.
Наиболее перспективной является ультразвуковая сварка, которая обеспечивает при прочих равных условиях наиболее высокую производительность и сварку деталей малой толщины с деталями большой толщины.
Также по теме:
Применение ультразвуковой сварки пластмасс
Задача: провести экспериментальные исследования сварки компасов ультразвуком двух разных диаметров. Сварной шов должен обеспечивать герметичность, соединенных деталей.
Получив образцы изделий компасов, была разработана и изготовлена специализированная ультразвуковая колебательная система с двумя сменными концентраторами-инструментами (рисунок 1) для обеспечения кольцевых швов двух типоразмеров (использовали один электронный генератор с перестройкой при изменении инструмента). В настоящий момент все технические решения реализованы в аппарате ультразвуковой сварки кольцевым швом серии «Гиминей-К» модель АУС-1/22-ОК-50 (вариант исполнения №1)Рисунок 1 – Ультразвуковая колебательная система (УЗКС) для создания кольцевых швов с разными диаметрами рабочих инструментов
Проведенные исследования в процессе разработки показали, что разработанная форма и конструкция концентраторов является оптимальной и должна обеспечивать равномерное распределение оптимальной амплитуды колебаний 40-50 мкм по всей рабочей поверхности концентратора.
 Разработанные инструменты имеют отличия по длине, для обеспечения близкой резонансной частоты для всей колебательной системы.
Разработанные инструменты имеют отличия по длине, для обеспечения близкой резонансной частоты для всей колебательной системы.Для обеспечения сварных соединений изделий был собран стенд, состоящий из штатива, с установленной на нем ультразвуковой колебательной системы, станины и специальной подложки (рисунок 2.). Конструкция штатива такова, что при обеспечении прижима с усилием 700-1500 Н происходит перекос и не обеспечивается параллельность рабочей поверхности УЗКС относительно свариваемых поверхностей. Это приводит к отсутствию акустического контакта и неравномерной сварке по всему кольцу. Эта проблема была устранена при использовании подложки, состоящей из резины, и алюминия, непосредственно на который укладывалось изделие.
Рисунок 2 – Испытательный стенд
Для осуществления операции сварки изделие укладывалось на подложку под штативом. Осуществлялся прижим рабочего инструмента с одновременным выравниванием ультразвуковой колебательной системы по месту получения сварного соединения, с усилием, задающим наилучший акустический контакт, в пределах 700-1500 Н.
 Затем выбирался уровень мощности, и интервал времени ультразвукового воздействия от 2 до 3 секунд, после чего производился пуск аппарата. По истечении времени сварки, аппарат автоматически отключался, прижим не ослаблялся для стабилизации и охлаждения сварного соединения в течение 1-3 секунд.
Затем выбирался уровень мощности, и интервал времени ультразвукового воздействия от 2 до 3 секунд, после чего производился пуск аппарата. По истечении времени сварки, аппарат автоматически отключался, прижим не ослаблялся для стабилизации и охлаждения сварного соединения в течение 1-3 секунд.После проведения серии сварок была проведена проверка на герметичность изделий. Для проведения проверки на герметичность, изделия полностью заливались водой, отверстия заклеивались, после чего проверка производилась путём сдавливания изделий с незначительным усилием.
Рисунок 3 – Образцы изделий
В результате сварки 15 изделий большего типоразмера при различных режимах сварки 5 составил брак, возникший в результате неоптимальной настройки (Нижний ряд на рисунок 3), 5 изделий имеют визуально качественное и по результатам испытаний герметичное сварное соединение, 5 изделий не полностью герметичны (в результате надавливания происходит образование капли в одном месте).
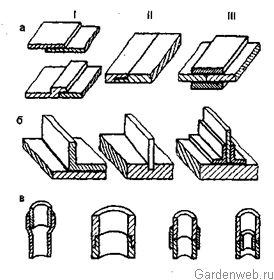
Необходимо заметить, что под воздействием ультразвуковых колебаний в 50-70 % случаев происходит выпадение из корпуса изделий большего типоразмера втулки под стрелку. Возможно, встанет необходимость вклеивания втулки, либо изменения прессформы. В результате формирования сварного соединения возможно образование незначительных наплывов внутри компаса в месте контакта свариваемых элементов изделий, не выходящих за внешние габариты и практически не влияющих на внешний вид изделия (рисунок 4).
Рисунок 4 – Образец сваренного изделия
Однако, как показали исследования, образование наплывов говорит о расплавлении материала изделия и формировании более герметичного шва. Скорее всего, это связано с тем, что необходимо производить дополнительный подбор параметров процесса сварки, таких как время и мощность ультразвукового воздействия и обеспечивать стабилизацию величины статического усилия прижима к свариваемым поверхностям (мы производили сварку на штативе вручную).

Мы провели исследования процесса сварки и установили, что для обеспечения хорошего акустического контакта, необходимо обеспечить параллельность свариваемых поверхностей, рабочей поверхности колебательной системы и станины с учетом величины статического усилия прижима, которая составляет 700-1500 Н. Для обеспечения кольцевого шва изделий большего типоразмера на передней панели аппарата устанавливался уровень мощности 55-60%, время ультразвукового воздействия составило 2 секунды (при сварке изделий меньшего типоразмера уровень мощности 100%, время сварки 3 секунды).
Получение большего количества качественных изделий обуславливает необходимость дальнейшей отработки технологии при обеспечении стабильных параметров давления прижима, влияющего на качество соединения.
Для этого мы рекомендуем использовать имеющуюся в наличии систему прижима, обеспечивающую стабильное давление. Предварительно проведенные исследования герметичности показали, что использование разработанного нами специализированного оборудования позволяет обеспечить качественное и герметичное сварное соединение.
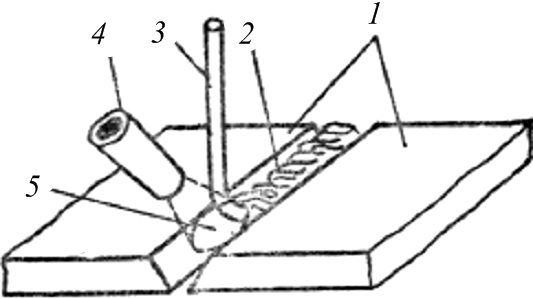
© 2021, ООО «Центр ультразвуковых технологий»
Любое использование материалов сайта возможно лишь с разрешения правообладателя и только при наличии ссылки на www.u-sonic.ru
Создание сайта — Mitra
Соединение пластмасс— знаете ли вы свои варианты?
Разработчики продукции и производители сталкиваются с постоянными проблемами при разработке и рентабельном производстве высококачественного медицинского оборудования и устройств для всего: от мониторинга до доставки лекарств, ежедневного ухода, ухода за ранами, хирургических и терапевтических применений.
Часто моя работа поддерживает их производственные операции, помогая им выводить на рынок новые конструкции продуктов.Он часто начинается с оценки концепций и идей — часто в форме прототипа — чтобы помочь производителям выбрать и внедрить процесс сборки/соединения, отвечающий целям производительности, качества, чистоты и стоимости продукта.
Хотя некоторые технологии соединения более популярны и широко используются, чем другие, мой подход всегда является «нейтральным к процессу». Это означает непредвзятый взгляд на всю проблему сборки продукта и рассмотрение возможностей и ограничений всех доступных процессов соединения.
Одной из самых популярных форм соединения пластмасс является сварка пластмасс, семейство методов соединения, сочетающих тепло (или тепло, создаваемое трением) и давление для создания прочных соединений. Методы сварки пластмасс идеальны для сборки, когда используемые пластмассы совместимы, а процесс ( см. таблицу в конце этой статьи ) и применение требуют постоянного соединения или уплотнения между компонентами. В отличие от механических и клеевых методов соединения, при сварке пластика не используются расходные материалы, такие как крепеж или клей.Как правило, единственные затраты на сварку пластмасс включают первоначальные капитальные вложения на покупку сварочного аппарата и создание инструментов для конкретных деталей, а также дополнительные затраты на электроэнергию для его запуска.
Технологии сварки пластмасс эволюционировали, чтобы удовлетворить целый ряд потребностей в сборке. В приблизительном порядке их популярности в области медицинских устройств эти технологии включают:
- Ультразвуковая сварка.
- Лазерная сварка.
- Сварка вращением.
- Вибрация и «чистая» вибрационная сварка
- Термическая обработка
- Чистая инфракрасная технология
Давайте кратко рассмотрим каждый из них.
Ультразвуковая сварка
Ультразвуковая сварка — очень надежный и экономичный метод сборки. Через последовательность компонентов — источник питания, преобразователь, усилитель, звуковой сигнал и исполнительный механизм — он обеспечивает высокочастотную механическую вибрацию с относительно низкой амплитудой с направленной вниз силой. Это движение производит фрикционное тепло на границе раздела деталей, которое плавит пластик, в то время как прижимная сила сжимает соединение, создавая прочную связь. Ультразвуковая сварка описывает ряд продуктов, которые работают на частотах от 15 до 40 кГц, причем 20 кГц являются наиболее распространенными.Длина вибрации, известная как амплитуда, обычно определяется инженером-технологом в зависимости от свариваемых материалов.
Ультразвуковая сварка описывает ряд продуктов, которые работают на частотах от 15 до 40 кГц, причем 20 кГц являются наиболее распространенными.Длина вибрации, известная как амплитуда, обычно определяется инженером-технологом в зависимости от свариваемых материалов.
Ультразвуковая сварка, когда ее можно использовать, предлагает преимущества скорости (большинство циклов сварки завершается менее чем за секунду), возможность работы с небольшими или хрупкими деталями, отсутствие расходных материалов, отсутствие времени на настройку детали, низкое капитальное оборудование расходы и простая интеграция в автоматизированные производственные процессы. Ограничения процесса сосредоточены в первую очередь на относительно узком диапазоне материалов, которые не могут быть соединены, меньшем размере деталей и контурах/геометрии деталей.В медицинской промышленности ультразвуковая сварка часто используется для изготовления шприцев, катетеров и корпусов (например, глюкометров, измерителей мочи для катетеров).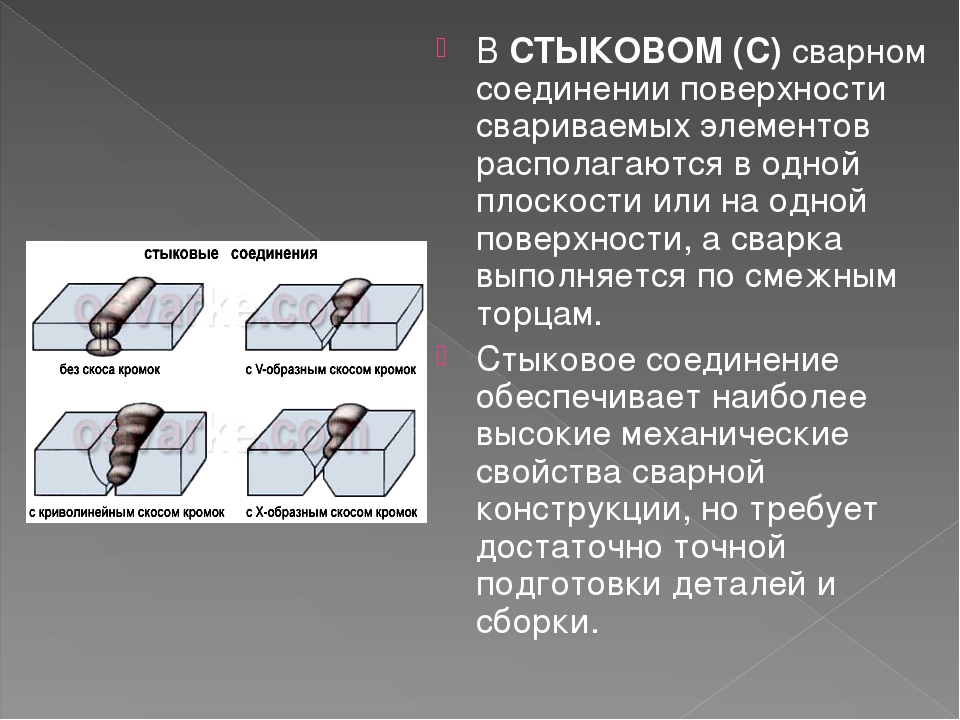
Для материалов, которые «легко» сваривать ультразвуком, таких как ABS, детали диаметром более 6 дюймов можно соединять с помощью ультразвукового сварочного аппарата с частотой 15 кГц. (Примечание: большие детали = более низкая частота). Когда детали изготовлены из материалов, которые труднее сваривать ультразвуком, таких как нейлон, размер свариваемой детали уменьшается примерно до 3.5 квадратных дюймов (или диаметр). Детали с глубокими контурами также могут оказаться трудными для сварки, поскольку эти особенности могут повлиять на диапазон и производительность ультразвукового процесса. ( См. сводку преимуществ и ограничений в таблице ниже. )
Лазерная сварка
Из-за более высокой начальной стоимости оборудования лазерная сварка обычно не является первым решением, которое выбирают производители. Но те, кому это нужно, быстро узнают, что эта технология, способная работать в чистых помещениях, удивительно универсальна и хорошо подходит для медицинских применений.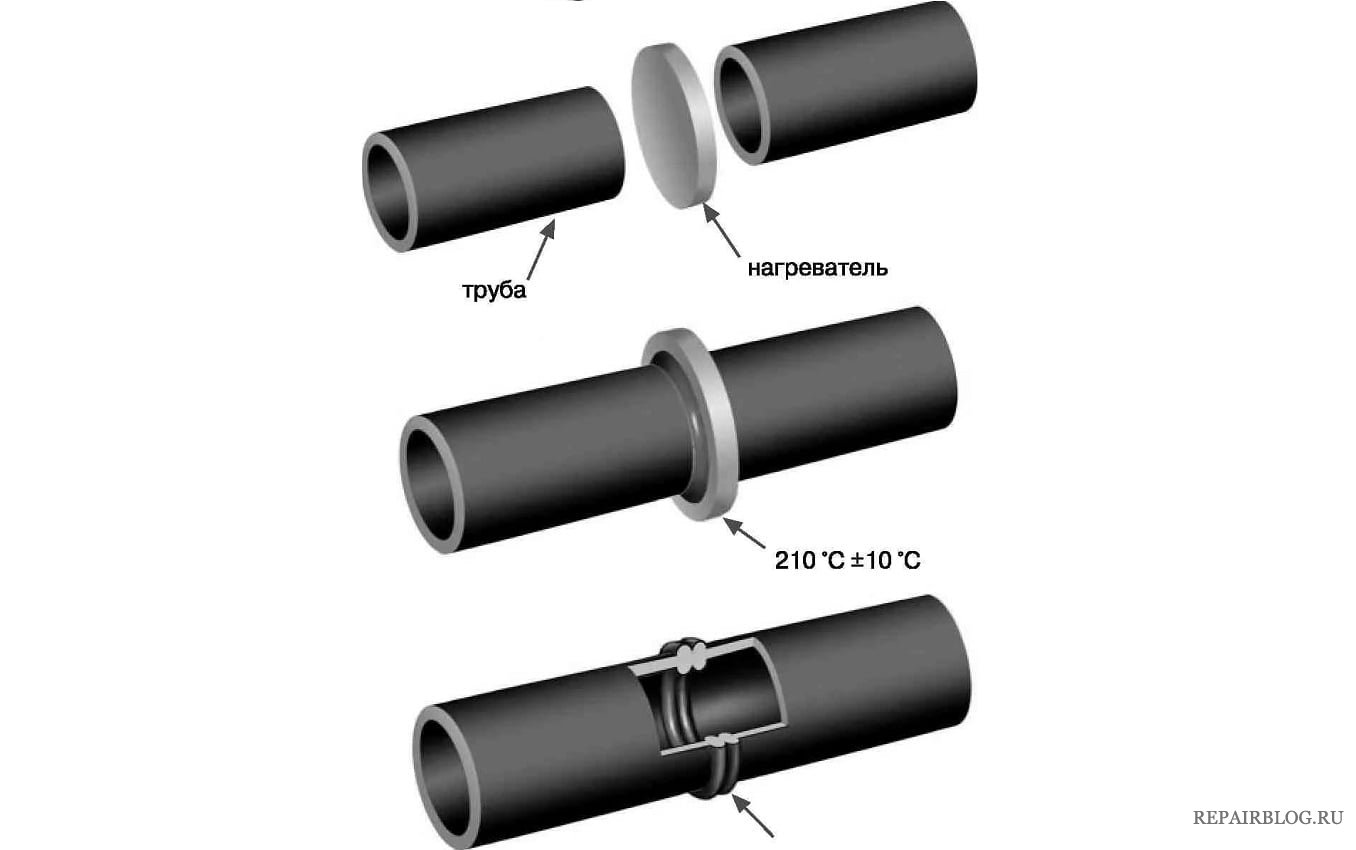 Он будет соединять детали, изготовленные из широкого спектра материалов, самых разных форм и размеров, при этом не образуя твердых частиц и вспышки.
Он будет соединять детали, изготовленные из широкого спектра материалов, самых разных форм и размеров, при этом не образуя твердых частиц и вспышки.
При лазерной сварке используется тепло, выделяемое источником лазерного излучения в диапазоне 780–980 нм. Этот свет концентрируется через волоконно-оптические пучки, подключенные к сварочному инструменту, затем распределяется по зоне сварки деталей в соответствии с требуемой плотностью нагрева. Поскольку он не требует вибрации или относительного перемещения между деталями, он соединяет тонкие детали и хрупкие компоненты без риска повреждения, обеспечивая при этом чрезвычайно точное выравнивание и уплотнение между деталями.Таким образом, он идеально подходит для сборки устройств для диагностики in vitro (IVD) и микрожидкостных устройств, но также может использоваться для более крупных и менее деликатных приложений.
По сравнению с ультразвуковой сваркой лазерная сварка соединяет гораздо более широкий спектр материалов. Есть только два требования к конструкции деталей: во-первых, каждая сборка должна иметь одну деталь, материал которой является «проницаемым» или «прозрачным» для используемой длины волны лазера, в то время как материал сопряженной детали является «поглощающим» или «черным» для этой длины волны.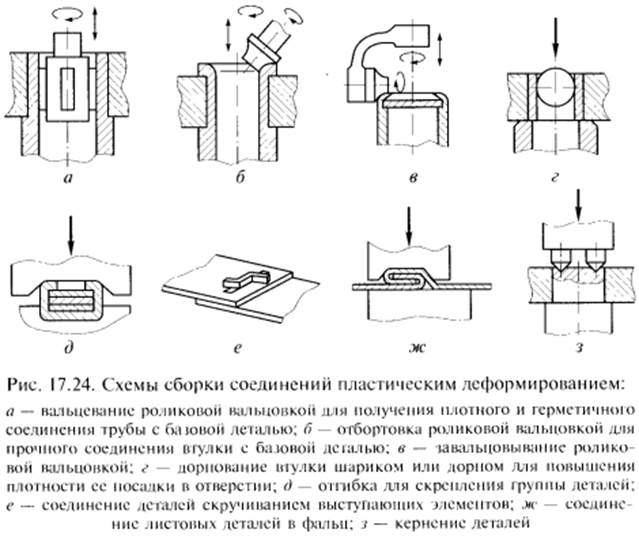 Во-вторых, геометрия детали и ее расположение должны обеспечивать прохождение лазерной энергии через пропускающую часть в зону сварки, где расплав происходит в верхней части поглощающей части.( См. рис. 1 ниже. )
Во-вторых, геометрия детали и ее расположение должны обеспечивать прохождение лазерной энергии через пропускающую часть в зону сварки, где расплав происходит в верхней части поглощающей части.( См. рис. 1 ниже. )
Выполнить эти требования к конструкции несложно. Существует много «прозрачных» пластиков, в том числе окрашенных материалов, которые легко пропускают лазерный свет, даже если они кажутся непрозрачными. То же самое относится и к впитывающим частям. Помимо сажи, существует ряд цветных пигментов, поглощающих лазерный свет. Чтобы убедиться, что комбинация цветов деталей и пигментов работает правильно, проконсультируйтесь с поставщиком сварочного оборудования. ( См. таблицу под рисунком для сводки преимуществ и ограничений. )
Вверху: Рисунок 1: Лазерный источник тепла, подключенный к сварочному инструменту, направляется через слой пропускающей части в слой поглощающей части, где происходит расплавление. Сила, направленная вниз от инструмента, завершает лазерную сварку.
Сварка вращением
Процесс сварки вращением, как и ультразвуковая сварка, является методом соединения трением. Сварные швы получаются путем вращения одной половины детали относительно второй, неподвижной половины, под действием зажимной нагрузки.Вращение создает тепло, необходимое для плавления материалов. Как только вращение прекращается, привод на короткое время продолжает давление вниз, чтобы затвердеть соединение, а затем отпускает деталь. Естественно, соединение между двумя свариваемыми компонентами должно быть круглым.
Этот процесс соединяет многие термопласты, в том числе детали, изготовленные в различных процессах формования (например, литье под давлением, экструдирование или выдувное формование), при условии, что температуры расплава и показатели текучести сопрягаемых материалов одинаковы.Сварка вращением также подходит для сварки в «дальней зоне» — сварки, в которых сопрягаемые поверхности сварных швов находятся относительно далеко (> ¼ дюйма) от контактной поверхности рупора, что является преимуществом по сравнению с ультразвуковой сваркой.
Сварка вращением обычно используется для относительно небольших круглых деталей, таких как колпачки шприцев, колпачки для цилиндрических фильтров и хирургические троакары, хотя также можно соединять детали большого диаметра. ( См. сводку преимуществ и ограничений в таблице ниже. )
Вибрация (и «Технология чистой вибрации») Сварка
Вибрационная сварка является близким родственником ультразвуковой сварки, хотя при этом используется возвратно-поступательное линейное движение , а не вертикальное движение, плюс давление вниз для соединения двух частей.Частоты, используемые при вибрационной сварке, значительно ниже, чем при ультразвуковой сварке, в диапазоне от 100 до 240 Гц, но амплитуда колебаний больше, в диапазоне от 0,030 до 0,160 дюйма. Таким образом, соединяемые детали обычно крупнее и прочнее. крепкий.
Вибрационная сварка достаточно универсальна. Он способен соединять практически все виды пластмасс и обрабатывать сложные формы и большие размеры. Процесс и его инструменты масштабируются, поэтому за один цикл можно сваривать несколько деталей.
Процесс и его инструменты масштабируются, поэтому за один цикл можно сваривать несколько деталей.
Достижения в области вибрационной сварки привели к недавней инновации, называемой технологией чистой вибрации (CVT). CVT использует инфракрасный источник тепла для точного предварительного нагрева свариваемых поверхностей перед их вибрационной сваркой. Предварительный нагрев снижает вибрацию, необходимую для расплавления, ограничивает образование вспышек и твердых частиц, а также значительно бережнее относится к сборкам, которые могут содержать печатные платы или другую чувствительную электронику. Хотя CVT по сути похож на вибрационную сварку с точки зрения загрузки деталей и обращения с ними, процесс предварительного нагрева увеличивает время цикла и увеличивает потребление энергии.В то время как цикл вибрационной сварки составляет 3-5 секунд, время цикла сварки CVT обычно составляет 25-40 секунд.
Технология вибрации или чистой вибрации обычно используется в медицинском производстве для более крупных систем, состоящих из двух частей, таких как мониторы пациента, инфузионные насосы или сосуды для сбора жидкости. ( См. сводку преимуществ и ограничений в таблице ниже. )
( См. сводку преимуществ и ограничений в таблице ниже. )
Термическая обработка
Термическая обработка — это еще один метод соединения, который часто используется в медицинских изделиях, требующих термофиксации: размещение металлических элементов в пластик.Нагрев — это процесс, используемый для крепления печатных плат, выводов батареи или других электрических компонентов к пластиковым компонентам или корпусам. В основном металлический компонент нагревается до температуры, а затем вдавливается в пластик, который плавится, а затем затвердевает, чтобы закрепить компонент. ( См. сводку преимуществ и ограничений в таблице ниже. )
Металлические компоненты с термостойкой необходимы для продуктов с батарейным питанием, таких как портативные или носимые счетчики или другие устройства.(Родственный термический процесс, сварка горячей пластиной, использует нагретую плиту для нагрева лицевых кромок двух деталей перед тем, как они будут спрессованы вместе. Однако этот процесс не является обычным для медицинского производства.)
Однако этот процесс не является обычным для медицинского производства.)
Чистая инфракрасная технология
Чистая инфракрасная технология позволяет сваривать детали любого размера, хотя чаще всего она используется для более крупных деталей и сборок. Облицовочные поверхности обогреваются контурными бесконтактными инфракрасными излучателями. После размягчения материала эмиттеры снимаются, а детали соединяются под давлением.В результате получается чистый, эстетически привлекательный шов, практически не содержащий частиц.
В дополнение к сварке широкого спектра материалов и геометрии деталей, чистая инфракрасная технология настолько щадящая, что может соединять сложные сборки, не повреждая предварительно собранные внутренние детали. Однако инфракрасные инструменты обычно сложнее и дороже в разработке, а циклы относительно продолжительны. Таким образом, технология чистого инфракрасного излучения избирательно используется в медицинских целях.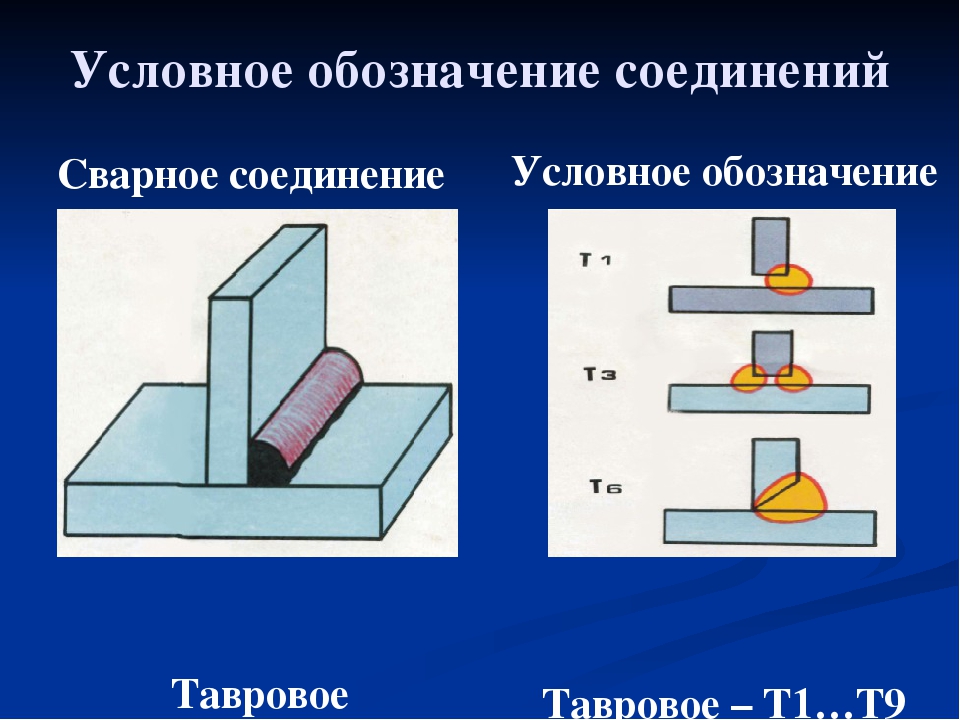 Одним из примеров являются фильтры крови.( См. сводку преимуществ и ограничений в таблице ниже. )
Одним из примеров являются фильтры крови.( См. сводку преимуществ и ограничений в таблице ниже. )
Итак, какой процесс подходит для вашего медицинского изделия?
Почти каждая сборка продукта имеет ключевые характеристики или требования к производительности, которые приводят к первоначальному рассмотрению одного или двух конкретных методов соединения. Кроме того, инженер может предпочесть конкретный процесс соединения, основываясь на прошлом опыте. Но независимо от того, как начнется процесс оценки и отбора, он должен будет охватывать целый ряд факторов:
- Материалы. Материал детали является основным фактором, поскольку он должен соответствовать требованиям процесса соединения. Всякий раз, когда продукт объединяет небольшие пластиковые детали, почти всегда рассматривается ультразвуковая сварка. Однако эффективность ультразвуковой сварки может быть ограничена, если детали изготовлены из олефиновых материалов (например, полипропилена или полиэтилена), сильно модифицированных материалов, стеклонаполненных материалов или композитов.
 Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком.Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали.
Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком.Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали. - Размер детали. В то время как вибрационная сварка и CVT подходят для крупных деталей, ультразвуковая сварка не подходит, учитывая ограничения ее акустически настроенного инструмента. Лазерная сварка, безусловно, способна соединять более крупные детали и производить чистые и эстетически привлекательные сборки, хотя производители часто ограничивают ее использование более мелкими деталями из-за ее относительно высокой стоимости.
Для небольших устройств, которые должны производиться в больших количествах, часто предпочтительной технологией является ультразвуковая сварка.Как правило, производители используют более высокие частоты/более низкие амплитуды (и меньшую прижимную силу) для сборки небольших хрупких деталей. Например, многие производители устройств могут использовать ультразвуковой сварочный аппарат с частотой 40 кГц с очень малой прижимной силой для успешной сборки устройств без изгиба, отклонения или даже растрескивания хрупких деталей. Ультразвуковая технология последнего поколения может регулировать прижимную силу (силу, необходимую для начала сварки) с гораздо большей чувствительностью и предвидением, чем когда-либо прежде. И поскольку для соединения требуется всего лишь доля секунды, циклы выполняются очень быстро и очень энергоэффективно.
По мере того, как детали становятся крупнее и прочнее (более толстые стенки, более длинные поверхности и т. д.), частота уменьшается, но увеличиваются амплитуда и прижимная сила, а также прижимная сила, используемая для удержания детали на месте. Таким образом, многие детали среднего размера могут быть сварены ультразвуком в диапазоне частот от 30 кГц до 20 кГц, опускаясь до 15 кГц, пока не будет достигнут предел размера этого процесса. Тогда для более крупных и прочных деталей логичным ответом будет вибрационная сварка или CVT, которые используют гораздо более низкую частоту и более высокую амплитуду. - Форма или геометрия детали. В любом процессе соединения, при котором выделяется тепло за счет трения (ультразвуковая, вибрационная или центрифужная сварка), детали должны иметь сравнительно прямые или плоские поверхности соединения, чтобы инструменты могли соприкасаться, а вибрационное движение могло передаваться через деталь. Для сварки вращением требуется круглая деталь с контуром или выемкой, которую можно использовать для захвата детали и приложения вращательного усилия.
Процессы, основанные на прямом нагреве, такие как CVT или инфракрасная сварка, более универсальны, поскольку их инструменты и поверхности теплопередачи могут быть профилированы практически для любого размера или геометрии детали. - Чистота/эстетика деталей. Очевидно, что к изделиям и изделиям медицинского назначения зачастую предъявляются высокие требования по чистоте и чистоте. Многие из них производятся и упаковываются в чистых помещениях, детали деталей и пути потока которых практически не допускают присутствия примесей, таких как вспышка и твердые частицы.
Когда чистота имеет первостепенное значение, лазерная сварка часто является ответом, особенно для медицинских устройств, которым требуется качество без твердых частиц. Однако, если сопрягаемые поверхности деталей могут быть спроектированы с элементами, которые содержат вспышки расплава и твердые частицы, ультразвуковая сварка, вибрационная сварка или CVT могут обеспечить еще более экономичный ответ.
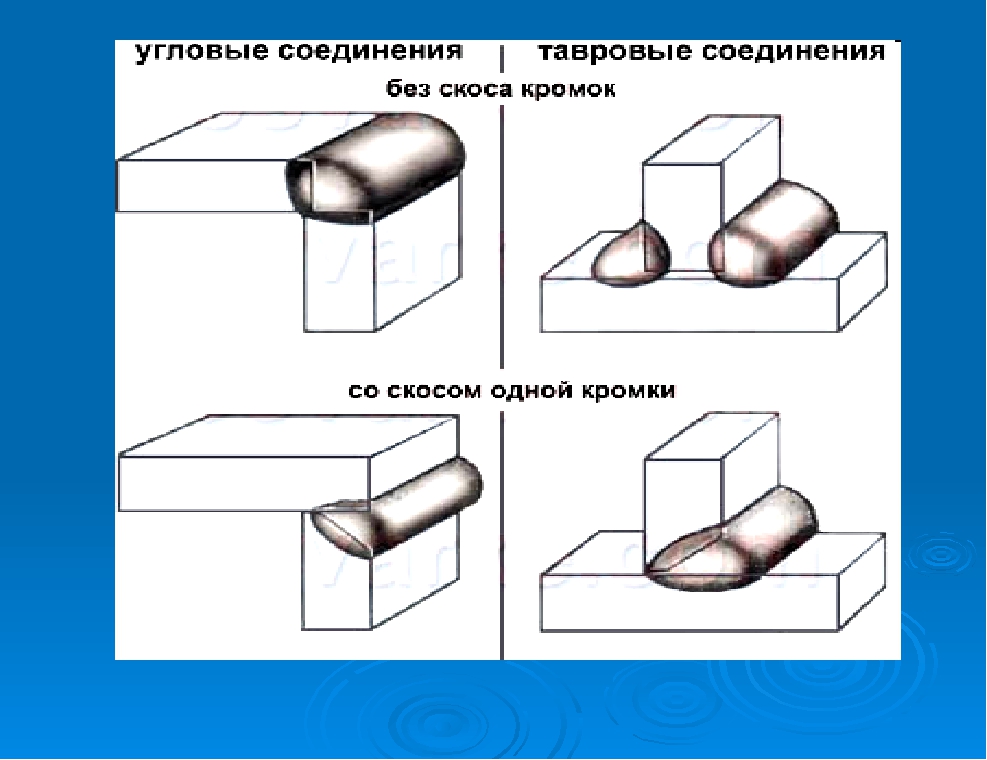 Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком.Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали.
Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком.Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали.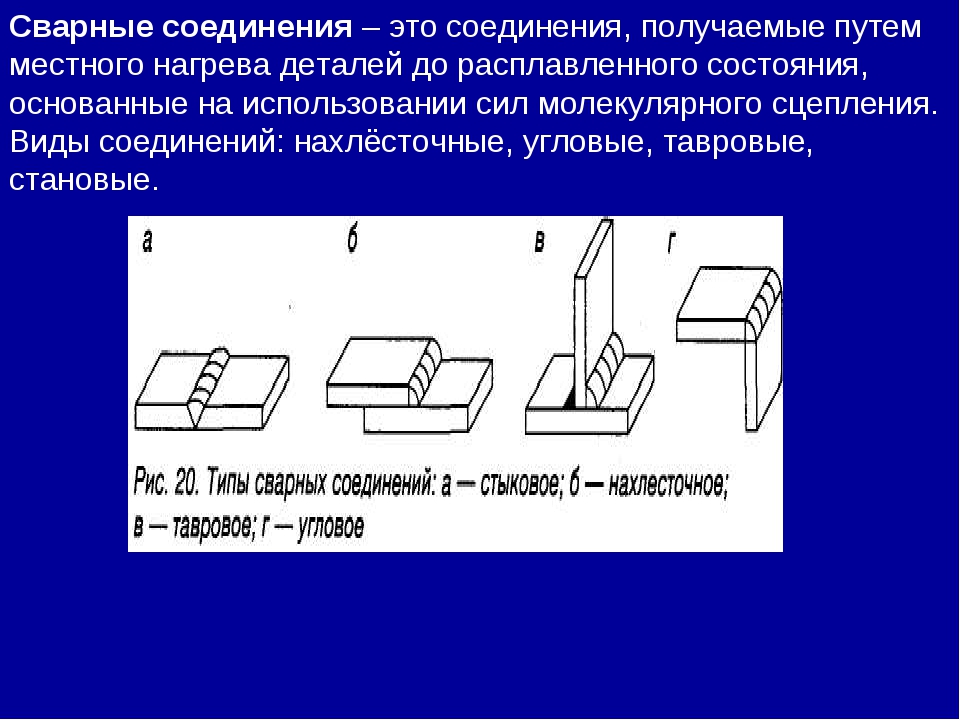 Ультразвуковая технология последнего поколения может регулировать прижимную силу (силу, необходимую для начала сварки) с гораздо большей чувствительностью и предвидением, чем когда-либо прежде. И поскольку для соединения требуется всего лишь доля секунды, циклы выполняются очень быстро и очень энергоэффективно.
Ультразвуковая технология последнего поколения может регулировать прижимную силу (силу, необходимую для начала сварки) с гораздо большей чувствительностью и предвидением, чем когда-либо прежде. И поскольку для соединения требуется всего лишь доля секунды, циклы выполняются очень быстро и очень энергоэффективно.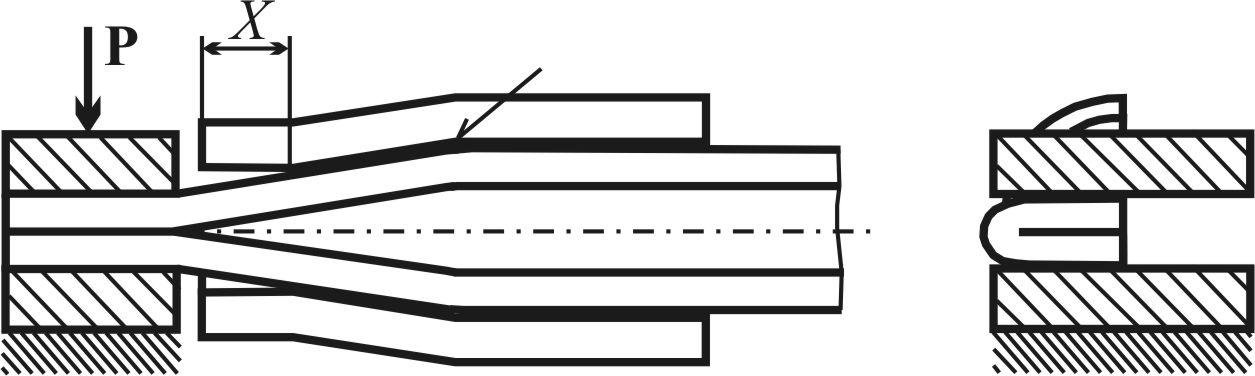 Для сварки вращением требуется круглая деталь с контуром или выемкой, которую можно использовать для захвата детали и приложения вращательного усилия.
Для сварки вращением требуется круглая деталь с контуром или выемкой, которую можно использовать для захвата детали и приложения вращательного усилия. 
Выше: На этой диаграмме показана вероятность хорошего результата соединения в зависимости от процесса, основанная на опыте Emerson с различными характеристиками деталей и материалов. Исключения случаются. Успех материалов и деталей с «ограниченной» вероятностью соединения часто зависит от конкретных факторов применения или материала. Проконсультируйтесь со специалистом по соединению пластмасс, чтобы узнать больше.
- Внутренние компоненты. Рынок диагностики in vitro и имплантируемых медицинских датчиков, анализаторов и устройств для доставки лекарств стремительно растет.Подобные приложения, в которых сборки содержат электронные компоненты, требуют щадящих методов соединения, поэтому вероятными кандидатами являются либо высокочастотная ультразвуковая сварка (40 кГц), либо лазерная сварка без вибрации. Лазерная сварка обеспечивает эстетически привлекательный вид соединения, не вызывая деформации сложных элементов или мелких деталей. Он также создает герметичные уплотнения между мелкими деталями, не образуя при этом минимального количества вспышек или твердых частиц, качество, необходимое для продуктов, требующих сборки и упаковки с качеством в чистых помещениях, и которым доверяют доставку точных доз инсулина, гормонов или лекарственных препаратов.А поскольку лазерная сварка не вызывает вибрации или механического движения между деталями, она обеспечивает исключительно точное выравнивание сварного шва и уплотнение между деталями. Сварные швы выполняются быстро, идеально чисто, без минимального количества частиц и без облоя.
- Скорость производства. С циклами сварки, измеряемыми долями секунды, нет процесса соединения быстрее, чем ультразвуковая сварка, поэтому он идеально подходит для массового производства медицинских изделий и устройств, которые соответствуют требованиям к размеру и материалу. Его двоюродные братья — сварка вращением и вибрационная сварка — также способны быстро соединять детали с типичными циклами от одной до нескольких секунд. Из методов соединения, при которых к деталям применяется прямой или непрямой нагрев, лазерная сварка является самой быстрой, за ней обычно следуют технология CVT и технология чистого инфракрасного излучения.
- Капитальные затраты. После того, как вы определились с высококачественным дизайном продукта и оптимальным методом соединения, вам следует окончательно решить фактическую стоимость соединительного оборудования.
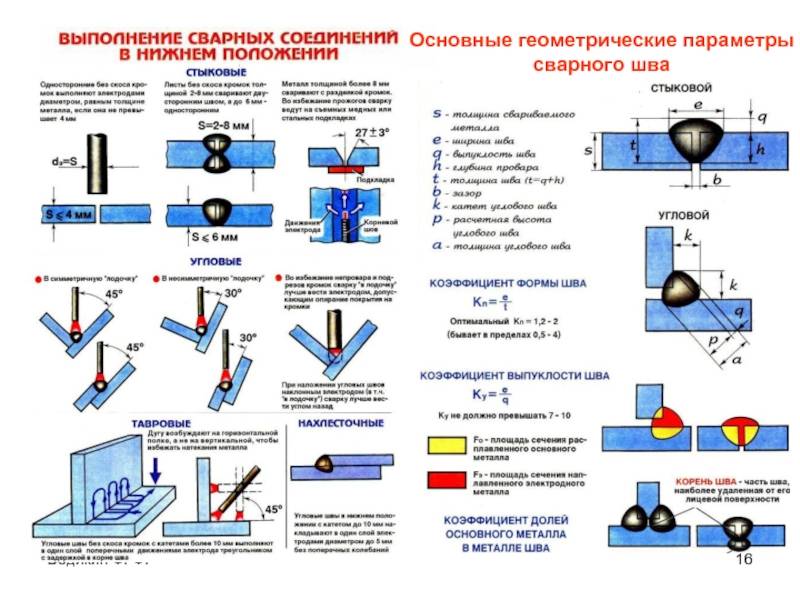 Он также создает герметичные уплотнения между мелкими деталями, не образуя при этом минимального количества вспышек или твердых частиц, качество, необходимое для продуктов, требующих сборки и упаковки с качеством в чистых помещениях, и которым доверяют доставку точных доз инсулина, гормонов или лекарственных препаратов.А поскольку лазерная сварка не вызывает вибрации или механического движения между деталями, она обеспечивает исключительно точное выравнивание сварного шва и уплотнение между деталями. Сварные швы выполняются быстро, идеально чисто, без минимального количества частиц и без облоя.
Он также создает герметичные уплотнения между мелкими деталями, не образуя при этом минимального количества вспышек или твердых частиц, качество, необходимое для продуктов, требующих сборки и упаковки с качеством в чистых помещениях, и которым доверяют доставку точных доз инсулина, гормонов или лекарственных препаратов.А поскольку лазерная сварка не вызывает вибрации или механического движения между деталями, она обеспечивает исключительно точное выравнивание сварного шва и уплотнение между деталями. Сварные швы выполняются быстро, идеально чисто, без минимального количества частиц и без облоя. Из методов соединения, при которых к деталям применяется прямой или непрямой нагрев, лазерная сварка является самой быстрой, за ней обычно следуют технология CVT и технология чистого инфракрасного излучения.
Из методов соединения, при которых к деталям применяется прямой или непрямой нагрев, лазерная сварка является самой быстрой, за ней обычно следуют технология CVT и технология чистого инфракрасного излучения.Наилучший вариант при выборе наиболее выгодной технологии для вашего приложения — непредвзято относиться к процессу принятия решений и быть «нейтральным к процессу».” Понимайте преимущества и ограничения каждого доступного процесса и тесно сотрудничайте с поставщиками оборудования/решений, чтобы разработать решение, которое лучше всего подходит для ваших производственных и прикладных требований.
Сборка пластмасс в медицинских устройствах
Сборка пластмасс может производиться различными способами: механическими средствами, сваркой и склеиванием.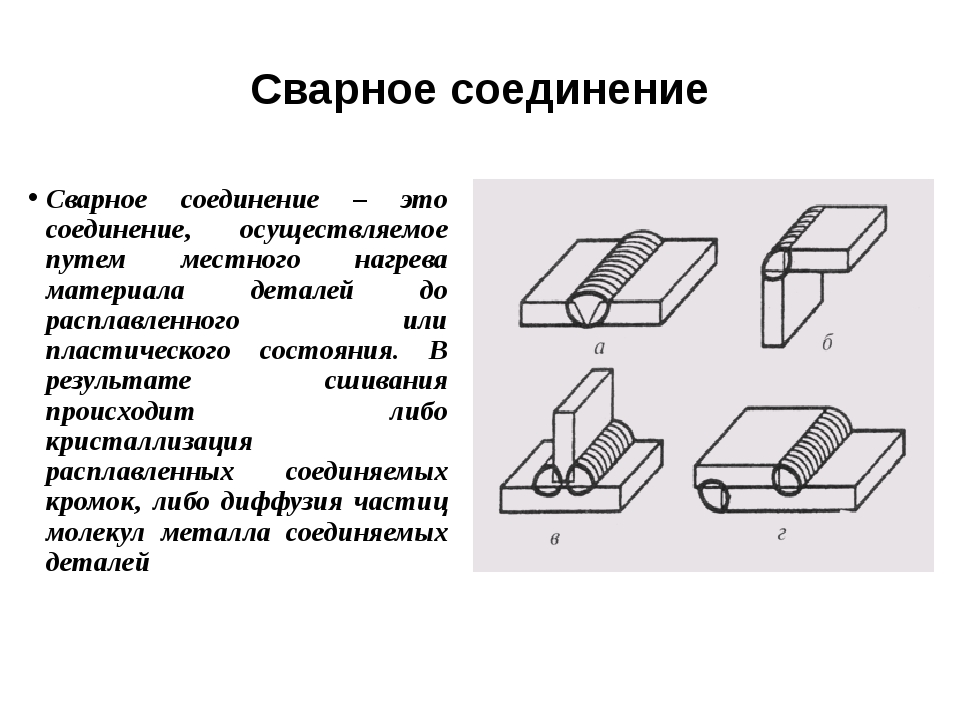 Здесь мы поговорим об этих методах и приведем примеры каждого.
Здесь мы поговорим об этих методах и приведем примеры каждого.
Механические соединения
Механическое соединение деталей включает запрессовку, защелку и механическое крепление. При запрессовке деталь вставляется в отверстие несколько меньших размеров, в результате чего возникают сжимающие усилия во вставляемой детали и растягивающие усилия в сопрягаемой детали. Шестерни и колеса обычно устанавливаются на валах с помощью прессовой посадки.
Соединения с защелкой включают в себя элементы, отлитые непосредственно в детали, такие как карабины или балки, кольцевые или кольцевые защелки, защелки с шаровыми и гнездовыми защелками или торсионные защелкивающиеся соединения.Особенности конструкции некоторых защелкивающихся соединений описаны здесь: https://www.smlease.com/entries/plastic-design/how-to-design-snap-fit-joints-in-plastic-parts/. Защелкивающиеся соединения могут быть разъемными и неразъемными. Разъемные соединения используются, когда продукт должен быть разобран в какой-то момент в течение его срока службы, например, крышка аккумуляторного отсека.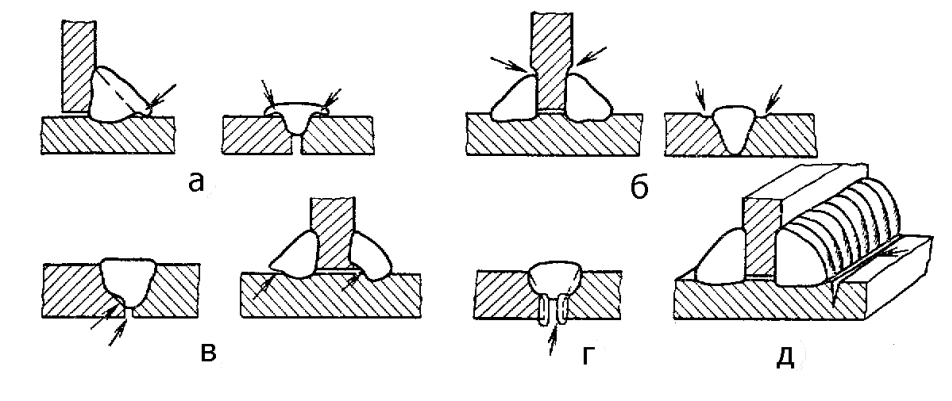 Неразъемные соединения используются, когда нет необходимости разбирать продукт или когда это опасно из-за возможности поражения электрическим током, например, с электроприбором.
Неразъемные соединения используются, когда нет необходимости разбирать продукт или когда это опасно из-за возможности поражения электрическим током, например, с электроприбором.
Механические застежки используются, когда соединения с защелкой невозможны или неуместны, и включают в себя винты, металлические вставки, вставные застежки, зажимы и гайки, заклепки, шпильки, скобы и петли. Типы винтов включают крепежные винты/гайки/шайбы и саморезы. Вставные застежки имеют зазубрины, которые позволяют вставлять застежку, но не дают ей вывернуться. Скоростные зажимы и гайки нажимаются, но не снимаются. Одним из потенциальных недостатков механического крепления является использование отверстий или точечных мест приложения усилий, которые приводят к возникновению областей концентрации напряжений в пластике.
Сварные соединения
При сварке пластиковых деталей получаются неразъемные соединения. Типы сварки включают ультразвуковую, вибрационную, вращательную, сварку горячим инструментом, индукционную, контактную, сварку горячим газом и экструзионную сварку.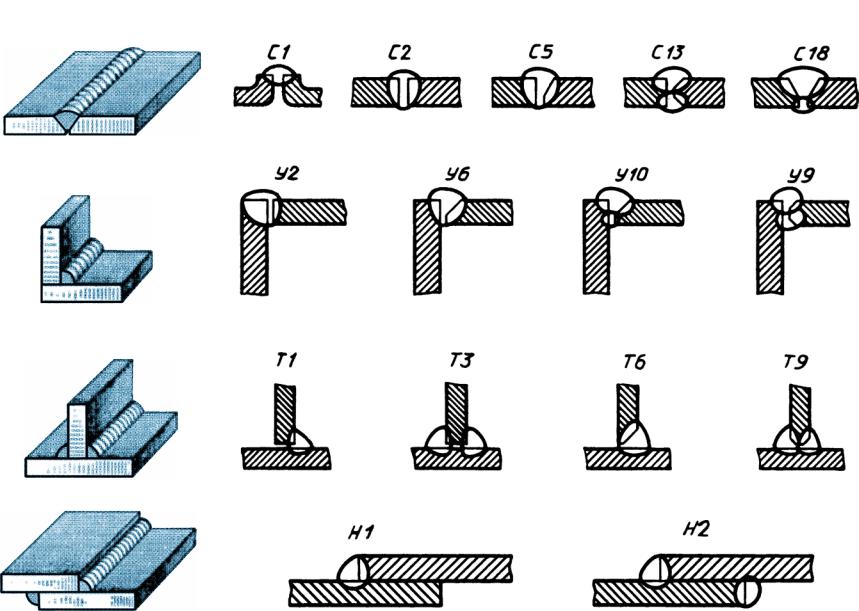
Ультразвуковая сварка широко используется в автомобильной, бытовой, медицинской и игрушечной промышленности. Низкоамплитудная (0,025-0,125 мм), высокочастотная (15-40 кГц) вибрационная энергия создает межмолекулярное трение и тепло для расплавления деталей.Направляющие энергии отлиты непосредственно в сопрягаемую поверхность детали, контактирующей с рупором сварщика США, чтобы помочь сфокусировать энергию и создать локальное соединение. Чтобы получить дополнительную информацию об ультразвуковой сварке, перейдите сюда: https://www.emerson.com/en-us/automation/welding-assembly-cleaning/ultrasonic-plastic-welding, а также хорошее объяснение ультразвуковой и вибрационной сварки: https: //www.extolinc.com/blog/2017/12/26/vibration-vs-ultrasonic/
Вибрационная сварка используется для деталей среднего и крупного размера, а также деталей с большими зазорами в направлении вибрации.Детали притирают друг к другу с низкой частотой (120-240 Гц) и высокой амплитудой (0,4-4 мм) под давлением до расплавления соприкасающихся поверхностей, затем детали выдерживают под давлением до затвердевания и остывания шва. Подробнее о вибрационной сварке можно узнать здесь: http://www.emabond.com/vibrationwelding.html#:~:text=With%20vibration%20welding%20the%20plastics%20parts%20to%20be,out%20of%20the% 20 зона сварки% 20 дает% 20 подъем% 20 до% 20 вспышка.
Подробнее о вибрационной сварке можно узнать здесь: http://www.emabond.com/vibrationwelding.html#:~:text=With%20vibration%20welding%20the%20plastics%20parts%20to%20be,out%20of%20the% 20 зона сварки% 20 дает% 20 подъем% 20 до% 20 вспышка.
https://www.emerson.com/en-us/automation/welding-assembly-cleaning/plastic-vibration-welding
Сварка вращением/вращением используется для соединения круглых деталей, малых и больших (диаметром до 24 дюймов).Одна часть удерживается неподвижно, в то время как сопрягаемая часть вращается под давлением относительно неподвижной части. Соприкасающиеся поверхности плавятся под действием возникающей силы трения, а детали удерживаются вместе под давлением, в то время как сварной шов остывает и затвердевает. Подробнее о спиновой сварке можно узнать здесь: https://www.extolinc.com/learning/spin-welding/?_vsrefdom=adwords&utm_source=bing&utm_medium=cpc&utm_campaign=**LP%20Extol%20-%20General%20Terms%20-% 20A&utm_term=spin%20welding&utm_content=Spin%20Welding
Сварка горячим инструментом предполагает использование нагретого инструмента для расплавления соединяемых поверхностей, затем приложение давления к двум соединяемым частям, пока сварной шов остывает и затвердевает. Дополнительную информацию о сварке горячим инструментом или горячей пластиной можно найти здесь: https://www.extolinc.com/learning/hot-plate-welding/?_vsrefdom=adwords&hsa_acc=5200127316&hsa_cam=611339896&hsa_grp=1207264185095360&hsa_ad=&hsa_src=o&hsa_tgt2:28355-3at2 loc-190&hsa_kw=горячая сварка&hsa_mt=b&hsa_net=adwords&hsa_ver=3&utm_source=bing&utm_medium=cpc&utm_campaign=**LP%20DSA&utm_term=горячая сварка&utm_content=горячая сварка
Дополнительную информацию о сварке горячим инструментом или горячей пластиной можно найти здесь: https://www.extolinc.com/learning/hot-plate-welding/?_vsrefdom=adwords&hsa_acc=5200127316&hsa_cam=611339896&hsa_grp=1207264185095360&hsa_ad=&hsa_src=o&hsa_tgt2:28355-3at2 loc-190&hsa_kw=горячая сварка&hsa_mt=b&hsa_net=adwords&hsa_ver=3&utm_source=bing&utm_medium=cpc&utm_campaign=**LP%20DSA&utm_term=горячая сварка&utm_content=горячая сварка
Индукционная/электромагнитная сварка предполагает использование электромагнитной энергии для расплавления прокладки или предварительно отформованного магнитного материала между соединяемыми частями.Магнитный материал состоит из базового полимера, совместимого с полимером соединяемых деталей, и мелкодисперсных микронных частиц железа, оксида железа, нержавеющей стали или других магнитных материалов. Подробнее об индукционной сварке можно узнать здесь: https://www.sciencedirect.com/science/article/pii/B9780815515814500135
Сварка сопротивлением использует тепло, выделяемое электрическим током, проходящим через проволоку, для нагрева и расплавления соединяемых поверхностей. После соединения поверхностей к двум компонентам прикладывается давление, пока сварной шов остывает и затвердевает.Для получения дополнительной информации о контактной сварке в целом перейдите сюда: https://weldguru.com/resistance-welding/#:~:text=Resistance%20welding%20is%20a%20group%20of%20thermo-electric%20processes,applied%20to %20%20два%20перекрывающиеся%20листы%
После соединения поверхностей к двум компонентам прикладывается давление, пока сварной шов остывает и затвердевает.Для получения дополнительной информации о контактной сварке в целом перейдите сюда: https://weldguru.com/resistance-welding/#:~:text=Resistance%20welding%20is%20a%20group%20of%20thermo-electric%20processes,applied%20to %20%20два%20перекрывающиеся%20листы%
20Being%20joined.
Сварка горячим газом использует нагретый воздух или азот для расплавления свариваемых поверхностей, а также пластиковый сварочный стержень, который вставляется в соединение, которое имеет канавку или v-образную форму для размещения расплавленного сварочного материала.Затем к сварному шву прикладывается давление по мере его охлаждения и затвердевания. Подробнее о сварке горячим газом можно узнать здесь: https://www.twi-global.com/technical-knowledge/job-knowledge/hot-gas-welding-of-plastics-part-1-the-basics-056
Экструзионная сварка похожа на сварку горячим газом, за исключением того, что наполнитель сварного шва размягчается посредством экструзии.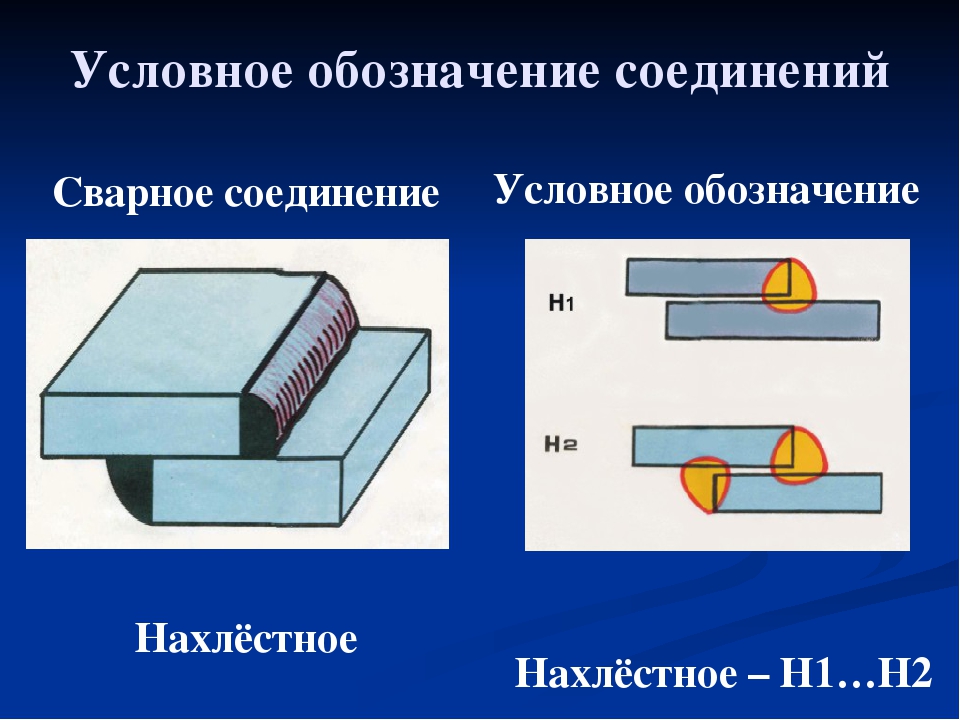 После того, как заполняющий материал нанесен в канавку или «V» соединения, к сварному шву прикладывается давление до тех пор, пока он не остынет и не затвердеет.https://www.emcoplastics.com/plastic-welding/
После того, как заполняющий материал нанесен в канавку или «V» соединения, к сварному шву прикладывается давление до тех пор, пока он не остынет и не затвердеет.https://www.emcoplastics.com/plastic-welding/
Клеевое соединение
Склеивание пластиковых деталей с помощью клеев означает создание межмолекулярных связей между пластмассовыми деталями и клеящим веществом или между самими пластмассовыми деталями. Таким образом можно склеивать разнородные материалы, а склеенные детали, как правило, неразделимы. Одним из преимуществ склеенных деталей является то, что может быть образована водонепроницаемая герметизация.
Склеивание жидким клеем включает дозирование жидкого клея между деталями и его отверждение со временем.Время отверждения варьируется от минут до часов.
УФ-склейка включает в себя дозирование жидкого клея между деталями и полимеризацию клея с помощью УФ-излучения. Детали должны быть прозрачными для прохождения УФ-излучения, а время отверждения короткое, от 1 до 5 секунд.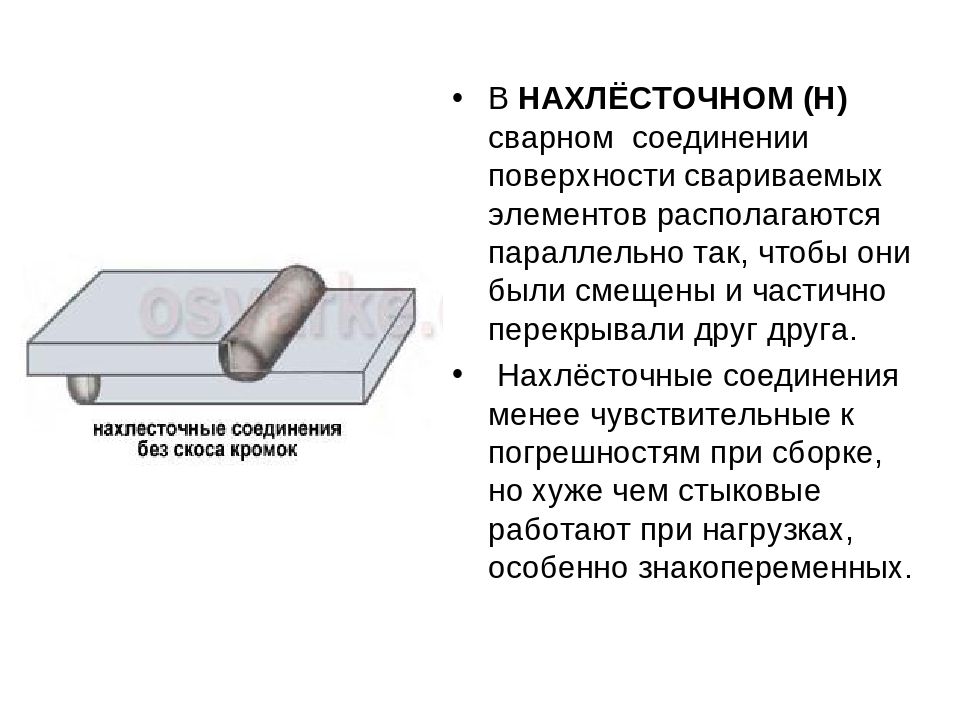
Склеивание растворителем включает дозирование жидкого растворителя между деталями, фиксацию их вместе, чтобы они не могли двигаться, и предоставление растворителю возможности испариться. Растворитель вступает в химическую реакцию с поверхностью каждой детали, создавая межмолекулярную связь между поверхностями.Время отверждения обычно находится в диапазоне от минут до часов.
Следующая ссылка предлагает отличный подход к выбору метода сборки пластмасс: https://www.ptonline.com/articles/how-to-select-a-plastics-assembly-process
Пожалуйста, свяжитесь с нами для помощи с вашим текущим пластиковым дизайном! http://www.zewskicorp.com/
Gale Apps — Технические трудности
Технические трудности
Приложение, к которому вы пытаетесь получить доступ, в настоящее время недоступно.Приносим свои извинения за доставленные неудобства. Повторите попытку через несколько секунд.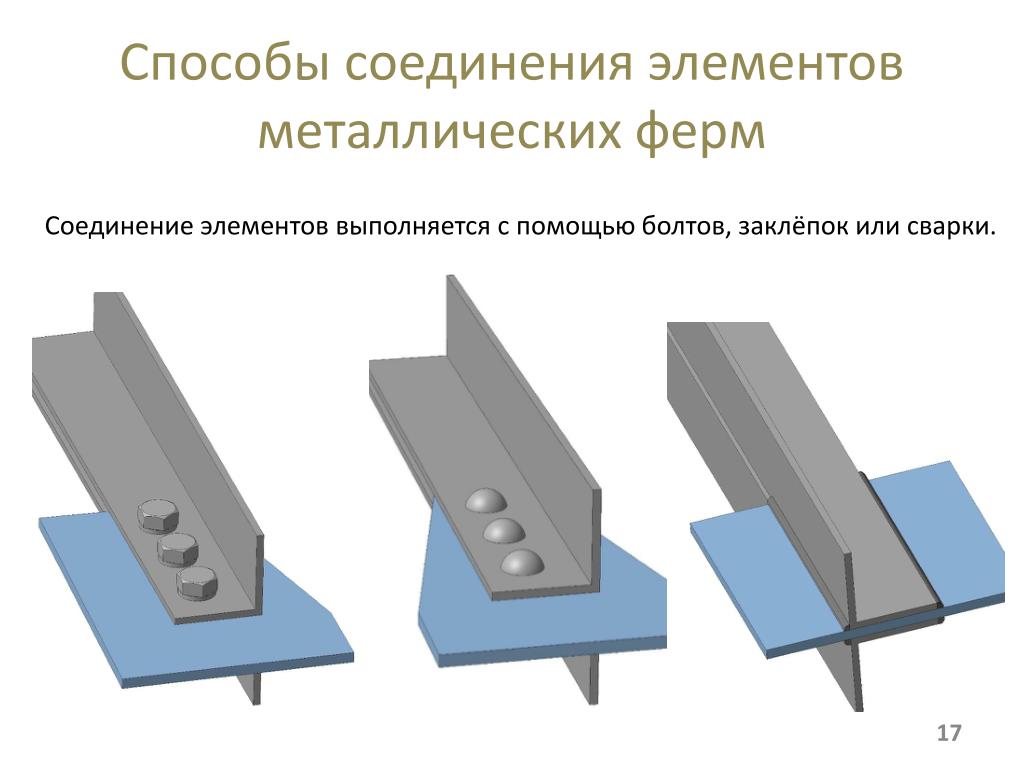
Если проблемы с доступом сохраняются, обратитесь за помощью в наш отдел технической поддержки по телефону 1-800-877-4253. Еще раз спасибо, что выбрали Gale, обучающую компанию Cengage.
org.springframework.remoting.RemoteAccessException: невозможно получить доступ к удаленной службе [authorizationService@theBLISAuthorizationService]; вложенным исключением является Ice.Неизвестное исключение
unknown = «java.lang.IndexOutOfBoundsException: индекс 0 выходит за границы для длины 0
в java.base/jdk.internal.util.Preconditions.outOfBounds(Preconditions.java:64)
в java.base/jdk.internal.util.Preconditions.outOfBoundsCheckIndex(Preconditions.java:70)
в java.base/jdk.internal.util.Preconditions.checkIndex(Preconditions.java:248)
в java.base/java.util.Objects.checkIndex(Objects.java:372)
на Яве.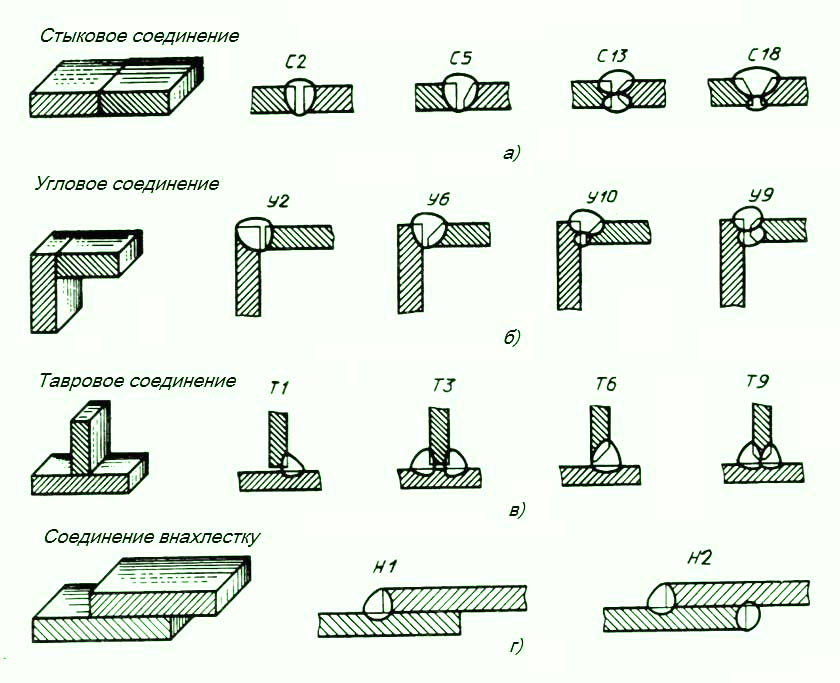 база/java.util.ArrayList.get(ArrayList.java:458)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.populateSessionProperties(LazyUserSessionDataLoaderStoredProcedure.java:60)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.reQuery(LazyUserSessionDataLoaderStoredProcedure.java:53)
в com.gale.blis.data.model.session.UserGroupEntitlementsManager.reinitializeUserGroupEntitlements(UserGroupEntitlementsManager.ява:30)
в com.gale.blis.data.model.session.UserGroupSessionManager.getUserGroupEntitlements(UserGroupSessionManager.java:17)
в com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:244)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.
база/java.util.ArrayList.get(ArrayList.java:458)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.populateSessionProperties(LazyUserSessionDataLoaderStoredProcedure.java:60)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.reQuery(LazyUserSessionDataLoaderStoredProcedure.java:53)
в com.gale.blis.data.model.session.UserGroupEntitlementsManager.reinitializeUserGroupEntitlements(UserGroupEntitlementsManager.ява:30)
в com.gale.blis.data.model.session.UserGroupSessionManager.getUserGroupEntitlements(UserGroupSessionManager.java:17)
в com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:244)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.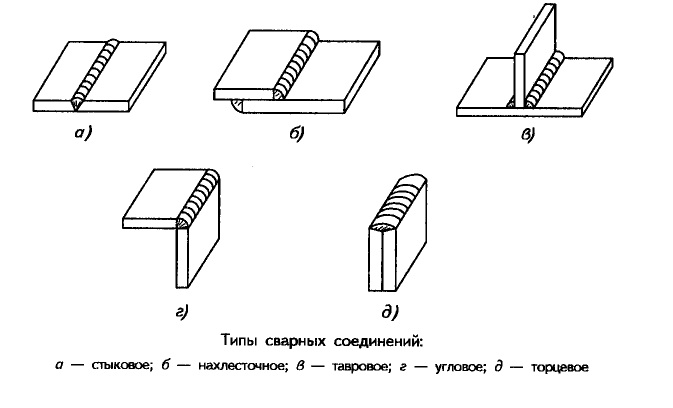 ява:71)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getAvailableContentModulesForProduct(CrossSearchProductContentModuleFetcher.java:52)
на com.gale.blis.api.authorize.strategy.productentry.strategy.AbstractProductEntryAuthorizer.getContentModules(AbstractProductEntryAuthorizer.java:130)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.isAuthorized(CrossSearchProductEntryAuthorizer.ява:82)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.authorizeProductEntry(CrossSearchProductEntryAuthorizer.java:44)
на com.gale.blis.api.authorize.strategy.ProductEntryAuthorizer.authorize(ProductEntryAuthorizer.java:31)
в com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody0(BLISAuthorizationServiceImpl.java:57)
на com.gale.blis.api.BLISAuthorizationServiceImpl.
ява:71)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getAvailableContentModulesForProduct(CrossSearchProductContentModuleFetcher.java:52)
на com.gale.blis.api.authorize.strategy.productentry.strategy.AbstractProductEntryAuthorizer.getContentModules(AbstractProductEntryAuthorizer.java:130)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.isAuthorized(CrossSearchProductEntryAuthorizer.ява:82)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.authorizeProductEntry(CrossSearchProductEntryAuthorizer.java:44)
на com.gale.blis.api.authorize.strategy.ProductEntryAuthorizer.authorize(ProductEntryAuthorizer.java:31)
в com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody0(BLISAuthorizationServiceImpl.java:57)
на com.gale.blis.api.BLISAuthorizationServiceImpl.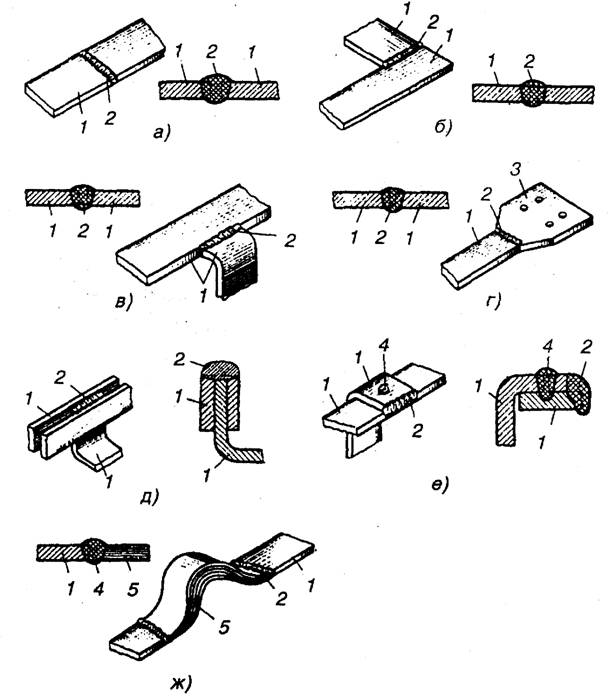 authorize_aroundBody1$advice(BLISAuthorizationServiceImpl.ява: 61)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize(BLISAuthorizationServiceImpl.java:1)
на com.gale.blis.auth._AuthorizationServiceDisp._iceD_authorize(_AuthorizationServiceDisp.java:141)
в com.gale.blis.auth._AuthorizationServiceDisp._iceDispatch(_AuthorizationServiceDisp.java:359)
в IceInternal.Incoming.invoke(Incoming.java:209)
в Ice.ConnectionI.invokeAll(ConnectionI.java:2800)
на льду.ConnectionI.dispatch(ConnectionI.java:1385)
в Ice.ConnectionI.message(ConnectionI.java:1296)
в IceInternal.ThreadPool.run(ThreadPool.java:396)
в IceInternal.ThreadPool.access$500(ThreadPool.java:7)
в IceInternal.ThreadPool$EventHandlerThread.run(ThreadPool.java:765)
в java.base/java.lang.Thread.run(Thread.java:834)
»
org.
authorize_aroundBody1$advice(BLISAuthorizationServiceImpl.ява: 61)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize(BLISAuthorizationServiceImpl.java:1)
на com.gale.blis.auth._AuthorizationServiceDisp._iceD_authorize(_AuthorizationServiceDisp.java:141)
в com.gale.blis.auth._AuthorizationServiceDisp._iceDispatch(_AuthorizationServiceDisp.java:359)
в IceInternal.Incoming.invoke(Incoming.java:209)
в Ice.ConnectionI.invokeAll(ConnectionI.java:2800)
на льду.ConnectionI.dispatch(ConnectionI.java:1385)
в Ice.ConnectionI.message(ConnectionI.java:1296)
в IceInternal.ThreadPool.run(ThreadPool.java:396)
в IceInternal.ThreadPool.access$500(ThreadPool.java:7)
в IceInternal.ThreadPool$EventHandlerThread.run(ThreadPool.java:765)
в java.base/java.lang.Thread.run(Thread.java:834)
»
org.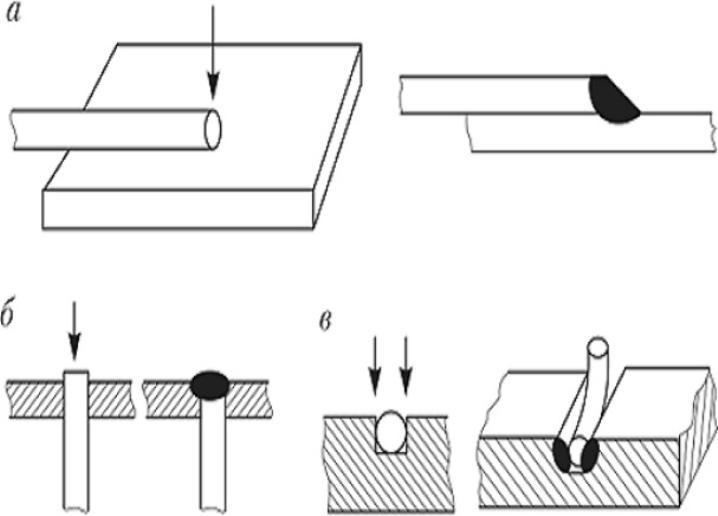 springframework.remoting.ice.IceClientInterceptor.convertIceAccessException(IceClientInterceptor.java:365) org.springframework.remoting.ice.IceClientInterceptor.invoke(IceClientInterceptor.java:327) org.springframework.remoting.ice.MonitoringIceProxyFactoryBean.invoke(MonitoringIceProxyFactoryBean.java:71) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:186) org.springframework.aop.framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:212) com.sun.proxy.$Proxy130.authorize(Неизвестный источник) com.gale.auth.service.BlisService.getAuthorizationResponse(BlisService.java:61) com.gale.apps.service.impl.MetadataResolverService.resolveMetadata(MetadataResolverService.java:65) com.gale.apps.controllers.DiscoveryController.resolveDocument(DiscoveryController.java:57) ком.gale.apps.controllers.DocumentController.redirectToDocument(DocumentController.java:22) jdk.internal.reflect.GeneratedMethodAccessor303.invoke (неизвестный источник) java.
springframework.remoting.ice.IceClientInterceptor.convertIceAccessException(IceClientInterceptor.java:365) org.springframework.remoting.ice.IceClientInterceptor.invoke(IceClientInterceptor.java:327) org.springframework.remoting.ice.MonitoringIceProxyFactoryBean.invoke(MonitoringIceProxyFactoryBean.java:71) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:186) org.springframework.aop.framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:212) com.sun.proxy.$Proxy130.authorize(Неизвестный источник) com.gale.auth.service.BlisService.getAuthorizationResponse(BlisService.java:61) com.gale.apps.service.impl.MetadataResolverService.resolveMetadata(MetadataResolverService.java:65) com.gale.apps.controllers.DiscoveryController.resolveDocument(DiscoveryController.java:57) ком.gale.apps.controllers.DocumentController.redirectToDocument(DocumentController.java:22) jdk.internal.reflect.GeneratedMethodAccessor303.invoke (неизвестный источник) java.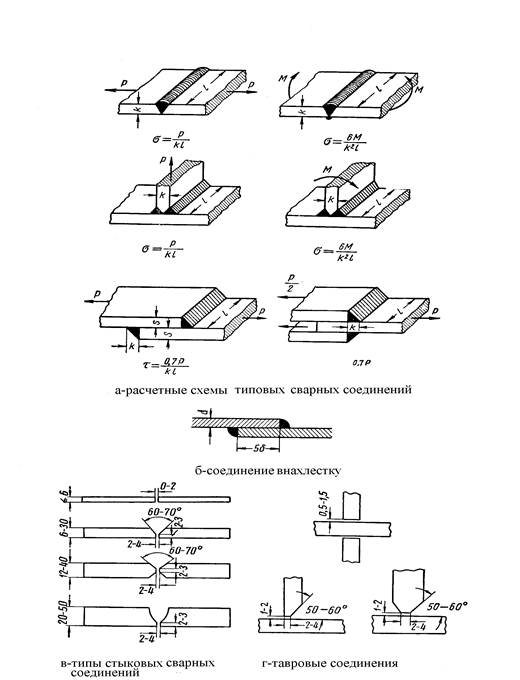 base/jdk.internal.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:43) java.base/java.lang.reflect.Method.invoke(Method.java:566) org.springframework.web.method.support.InvocableHandlerMethod.doInvoke(InvocableHandlerMethod.ява: 215) org.springframework.web.method.support.InvocableHandlerMethod.invokeForRequest(InvocableHandlerMethod.java:142) org.springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:102) org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895) org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:800) org.springframework.web.servlet.mvc.method.AbstractHandlerMethodAdapter.handle(AbstractHandlerMethodAdapter.java:87) org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1038) org.
base/jdk.internal.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:43) java.base/java.lang.reflect.Method.invoke(Method.java:566) org.springframework.web.method.support.InvocableHandlerMethod.doInvoke(InvocableHandlerMethod.ява: 215) org.springframework.web.method.support.InvocableHandlerMethod.invokeForRequest(InvocableHandlerMethod.java:142) org.springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:102) org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895) org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:800) org.springframework.web.servlet.mvc.method.AbstractHandlerMethodAdapter.handle(AbstractHandlerMethodAdapter.java:87) org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1038) org.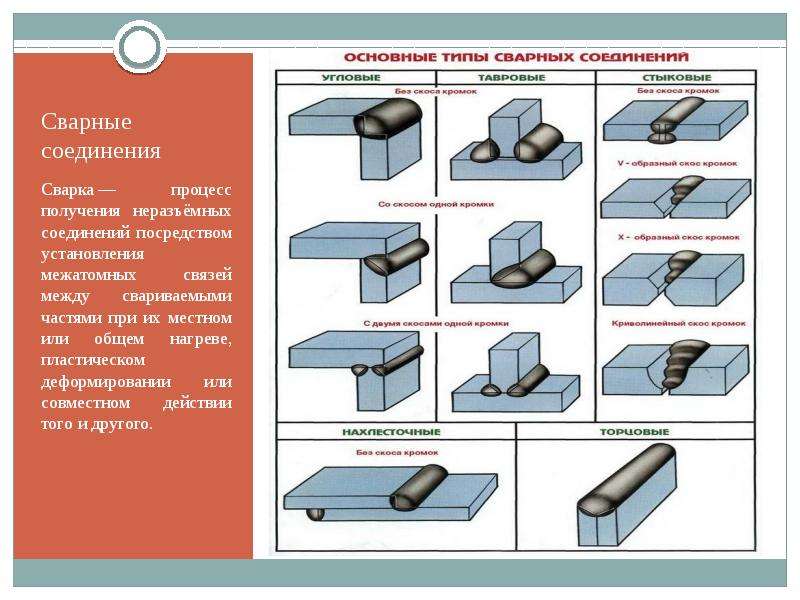 springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:942) орг.springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:998) org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:890) javax.servlet.http.HttpServlet.service(HttpServlet.java:626) org.springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:875) javax.servlet.http.HttpServlet.service(HttpServlet.java:733) орг.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:227) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.apache.tomcat.websocket.server.WsFilter.doFilter(WsFilter.java:53) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.ява: 162) org.apache.catalina.filters.HttpHeaderSecurityFilter.doFilter(HttpHeaderSecurityFilter.
springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:942) орг.springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:998) org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:890) javax.servlet.http.HttpServlet.service(HttpServlet.java:626) org.springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:875) javax.servlet.http.HttpServlet.service(HttpServlet.java:733) орг.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:227) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.apache.tomcat.websocket.server.WsFilter.doFilter(WsFilter.java:53) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.ява: 162) org.apache.catalina.filters.HttpHeaderSecurityFilter.doFilter(HttpHeaderSecurityFilter.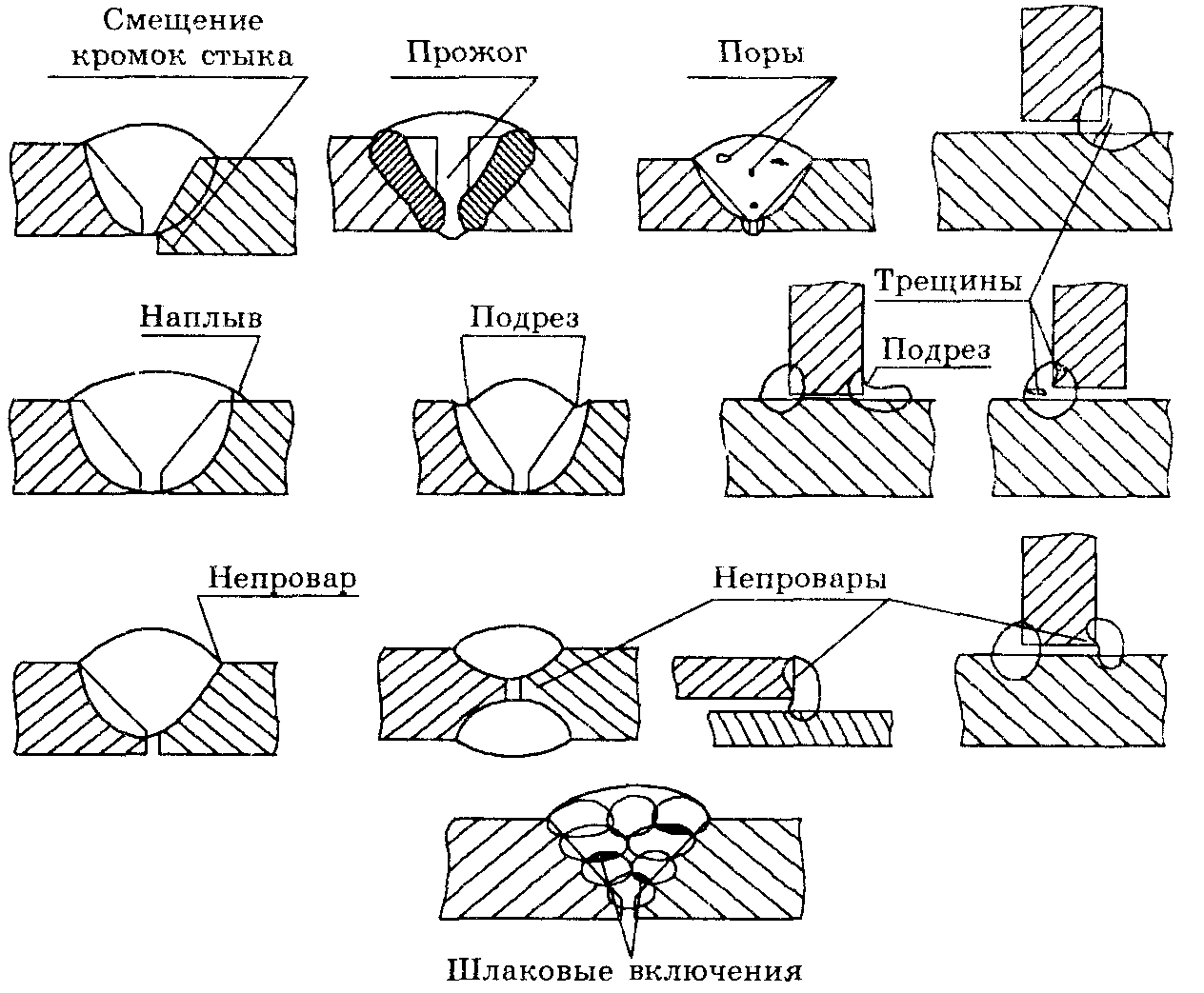 java:126) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.servlet.resource.ResourceUrlEncodingFilter.doFilter(ResourceUrlEncodingFilter.java:63) орг.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:101) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:101) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.
java:126) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.servlet.resource.ResourceUrlEncodingFilter.doFilter(ResourceUrlEncodingFilter.java:63) орг.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:101) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:101) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core. ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:101) орг.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:130) org.springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:66) org.springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:105) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:123) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.
ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:101) орг.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:130) org.springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:66) org.springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:105) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:123) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.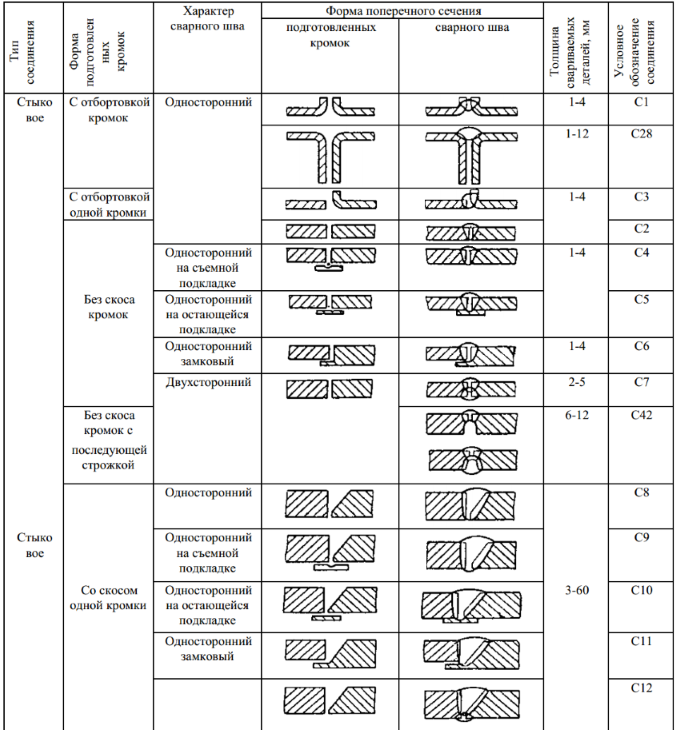 ява: 162) org.springframework.boot.actuate.web.trace.servlet.HttpTraceFilter.doFilterInternal(HttpTraceFilter.java:90) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) орг.springframework.web.filter.RequestContextFilter.doFilterInternal (RequestContextFilter.java: 99) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java: 92) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.
ява: 162) org.springframework.boot.actuate.web.trace.servlet.HttpTraceFilter.doFilterInternal(HttpTraceFilter.java:90) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) орг.springframework.web.filter.RequestContextFilter.doFilterInternal (RequestContextFilter.java: 99) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java: 92) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core. ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.HiddenHttpMethodFilter.doFilterInternal (HiddenHttpMethodFilter.ява:93) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.filterAndRecordMetrics(WebMvcMetricsFilter.java:154) орг.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.filterAndRecordMetrics(WebMvcMetricsFilter.java:122) org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.doFilterInternal(WebMvcMetricsFilter.java:107) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.
ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.HiddenHttpMethodFilter.doFilterInternal (HiddenHttpMethodFilter.ява:93) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.filterAndRecordMetrics(WebMvcMetricsFilter.java:154) орг.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.filterAndRecordMetrics(WebMvcMetricsFilter.java:122) org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.doFilterInternal(WebMvcMetricsFilter.java:107) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter. java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) орг.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.CharacterEncodingFilter.doFilterInternal (CharacterEncodingFilter.java:200) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202) org.apache.catalina.core.StandardContextValve.invoke(StandardContextValve.java:97) org.apache.catalina.authenticator.AuthenticatorBase.invoke(AuthenticatorBase.java:542) org.apache.catalina.core.StandardHostValve.invoke(StandardHostValve.java:143) org.apache.каталина.клапаны.ErrorReportValve.invoke(ErrorReportValve.java:92) org.
java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) орг.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.springframework.web.filter.CharacterEncodingFilter.doFilterInternal (CharacterEncodingFilter.java:200) org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:107) org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189) org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162) org.apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202) org.apache.catalina.core.StandardContextValve.invoke(StandardContextValve.java:97) org.apache.catalina.authenticator.AuthenticatorBase.invoke(AuthenticatorBase.java:542) org.apache.catalina.core.StandardHostValve.invoke(StandardHostValve.java:143) org.apache.каталина.клапаны.ErrorReportValve.invoke(ErrorReportValve.java:92) org. apache.catalina.valves.AbstractAccessLogValve.invoke(AbstractAccessLogValve.java:687) org.apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78) org.apache.catalina.connector.CoyoteAdapter.service(CoyoteAdapter.java:357) org.apache.coyote.http11.Http11Processor.service(Http11Processor.java:374) орг.apache.койот.AbstractProcessorLight.process(AbstractProcessorLight.java:65) org.apache.coyote.AbstractProtocol$ConnectionHandler.process(AbstractProtocol.java:893) org.apache.tomcat.util.net.NioEndpoint$SocketProcessor.doRun(NioEndpoint.java:1707) org.apache.tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49) java.base/java.util.concurrent.ThreadPoolExecutor.runWorker(ThreadPoolExecutor.java:1128) Ява.base/java.util.concurrent.ThreadPoolExecutor$Worker.run(ThreadPoolExecutor.java:628) org.apache.tomcat.util.threads.TaskThread$WrappingRunnable.run(TaskThread.java:61) java.base/java.lang.Thread.run(Thread.java:834)
apache.catalina.valves.AbstractAccessLogValve.invoke(AbstractAccessLogValve.java:687) org.apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78) org.apache.catalina.connector.CoyoteAdapter.service(CoyoteAdapter.java:357) org.apache.coyote.http11.Http11Processor.service(Http11Processor.java:374) орг.apache.койот.AbstractProcessorLight.process(AbstractProcessorLight.java:65) org.apache.coyote.AbstractProtocol$ConnectionHandler.process(AbstractProtocol.java:893) org.apache.tomcat.util.net.NioEndpoint$SocketProcessor.doRun(NioEndpoint.java:1707) org.apache.tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49) java.base/java.util.concurrent.ThreadPoolExecutor.runWorker(ThreadPoolExecutor.java:1128) Ява.base/java.util.concurrent.ThreadPoolExecutor$Worker.run(ThreadPoolExecutor.java:628) org.apache.tomcat.util.threads.TaskThread$WrappingRunnable.run(TaskThread.java:61) java.base/java.lang.Thread.run(Thread.java:834)
5 типов сварных соединений и их применение – полное руководство
Вас может удивить, как много отраслей промышленности нуждаются в использовании сварных соединений.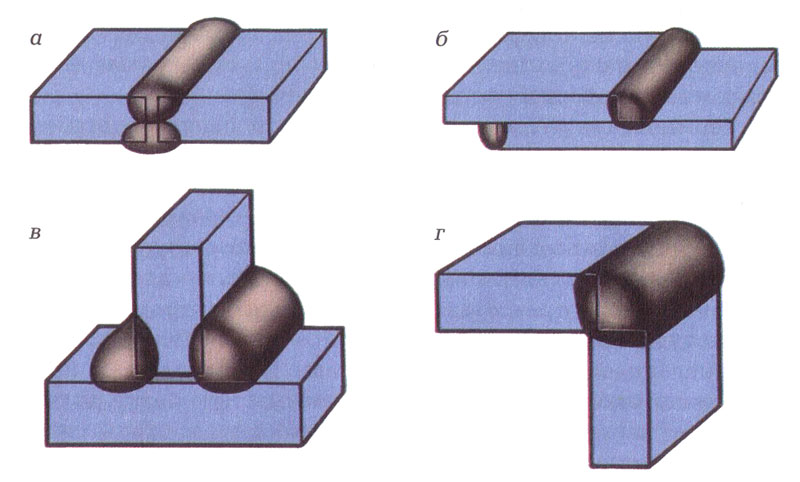 Существует довольно безграничное количество приложений от домашних проектов до производства автомобилей и многого другого.
Существует довольно безграничное количество приложений от домашних проектов до производства автомобилей и многого другого.
Хотя в каком-то смысле все это замечательно, вам нужно знать, какие сварочные соединения типа использовать для какой работы. Это может доставить много хлопот (особенно начинающим сварщикам).
К счастью, вы наткнулись на нас! Мы собираемся предоставить вам все информацию, необходимую вам, чтобы стать экспертом в области сварных соединений и их применения.
Сколько основных типов соединений существует при сварке? Всего 5 основных сварных швов. Однако их можно использовать в комбинациях. В списке ниже вы можете найти их:
- Тройник или Т-образное соединение
- Краевое соединение
- Угловое соединение
- Соединение внахлестку
- Стыковое соединение
Что такое сварные соединения?
Итак, что на самом деле представляют собой сварные швы? Хотя это кажется довольно очевидным — и, по правде говоря, это так — мы собираемся углубиться в детали.
Что такое сварные соединения? Сварочные швы — это процедура соединения пары металлических (или пластиковых) деталей на кромке или в точке.
Здесь играют роль многочисленные факторы, включая форму материалов, и , определенные геометрические аспекты.
Еще одно важное соображение, которое необходимо учитывать перед выполнением сварки для сплавления деталей, — это способ сварки. Плюс, какой тип стыка нужен.
Каждый тип соединения может быть соединен различными типами сварных швов. На рисунке ниже представлены наиболее распространенные типы сварных соединений, выполненных
. Различные типы сварных соединенийЗная все это, вы, наконец, сможете создать сварное соединение.
Хорошо, теперь перейдем к видам сварных соединений. Мы знаем, что вам не терпится начать!
5 типов сварных соединений
Мы кратко упомянули, что одним из факторов, которые необходимо учитывать перед фактической сваркой соединения, является соединение типа . Это именно то, что мы собираемся обсудить сейчас, так что пристегнитесь! Это будет интересно.
Это именно то, что мы собираемся обсудить сейчас, так что пристегнитесь! Это будет интересно.
На рисунке ниже показаны пять основных сварных соединений.
5 Основные сварные соединения1. Тройниковая сварка
Как вы, наверное, уже догадались, желаемый результат — это Т-образная форма. Это достигается за счет того, что две металлические детали пересекаются под углом 90 градусов. Следовательно, края компонентов сойдутся в центре пластины или образца.
Иногда тройники или Т-образные соединения могут быть образованы трубой, которую приваривают к опорной плите.
Сварное Т-образное соединениеКогда вы будете использовать тройник?
Этот тип сварного соединения обычно используется, когда вам нужно прикрепить что-то (например, трубу ) к опорной плите (как мы упоминали выше).
При использовании их в реальных приложениях вы должны быть осторожны, чтобы обеспечить надлежащее проникновение в материал дна.
Для изготовления тройникового соединения можно использовать следующий способ сварки:
- Пробковый шов
- Угловой шов
- Сварной шов с разделкой кромок
- Сварной шов с развальцовкой
- Сварной шов с J-образной канавкой
- Сварной шов проплавлением
- Сварной шов с пазами
Поскольку мы еще не обсуждали стили сварки, рассмотрим каждый из них по очереди. Таким образом, вы будете полностью осведомлены, когда вам в следующий раз придется заняться сваркой стыков.
Сварка пробкой
Сварка штекерным соединением используется, когда точечная сварка невозможна.В большинстве случаев производители раллийных автомобилей любят использовать это, поскольку точечная сварка не может вписаться в щели.
Итак, как это сделано?
Давайте поговорим о процессе. Если вы уже занимались точечной сваркой, вам это не понадобится так сильно, как новичкам, поэтому не стесняйтесь пропустить.
Если вы уже занимались точечной сваркой, вам это не понадобится так сильно, как новичкам, поэтому не стесняйтесь пропустить.
- Просверлите отверстия диаметром 7,5 мм в верхней металлической части. Разместите их примерно на расстоянии 25–40 мм друг от друга. Если вы работаете с толстым металлом, вам нужно будет просверлить отверстия большего размера. Но это то, над чем вы можете работать.
- Прикрепите этот лист к заднему листу.
- Установите сварочную горелку на место. Проволока должна находиться в центре отверстия, касаясь заднего листа.
- Дуга против заднего листа.
- Направьте резак прямо в отверстие.
- Начать сварку.
- Не делайте , а не , перемещайте сварочный аппарат до тех пор, пока отверстие не будет почти полностью заполнено.
- Достигнув этой точки, перемещайте сварочный аппарат круговыми движениями наружу, пока он не завершится.
Хотя вам не обязательно нужен специальный сварочный зажим, он невероятно полезен.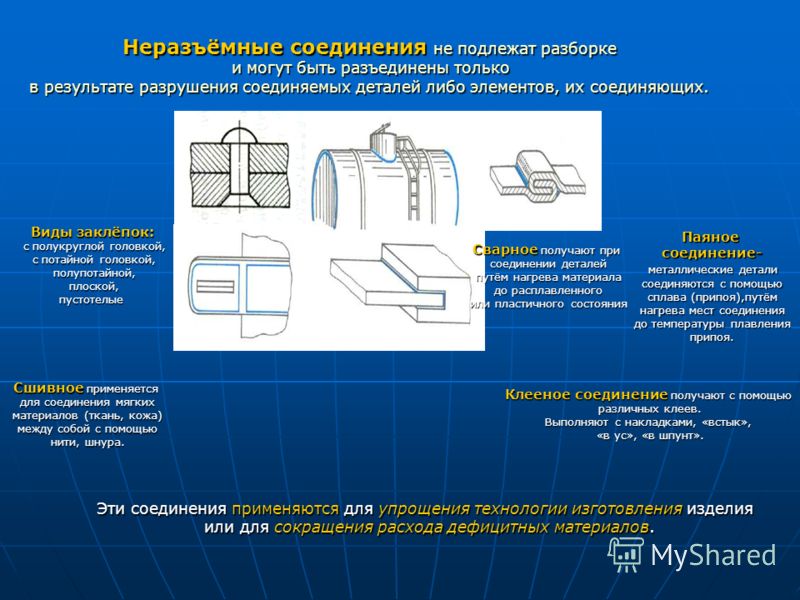 Он удерживает две металлические пластины вместе, но при этом позволяет фонарику работать продуктивно.
Он удерживает две металлические пластины вместе, но при этом позволяет фонарику работать продуктивно.
Это особенно применимо, когда вы выполняете тройниковое соединение с помощью этой техники.
Читать дальше: Да, можно сваривать паяльной лампой! — Вот как!
Угловой сварной шов
Тройники с угловой сваркой используются в основном в зданиях и мостах. Обычно они включают пластинчатые балки, ребра жесткости, торцевые пластины и соединения раскосов.
Поскольку они являются наиболее распространенным стилем (в дуговой сварке), используемым при выполнении тройникового соединения, вы, возможно, проделывали его сотни раз, даже не подозревая об этом.
Пример угловых швовСварной шов с конической канавкой
Это может быть легко создано при попытке тройникового соединения. Но зачем вам заморачиваться сварным швом со скошенной кромкой? Разве это не дополнительная работа?
В некотором смысле да . Тем не менее, стиль канавки со скошенной кромкой обеспечивает невероятную прочность тройникового соединения.
Тем не менее, стиль канавки со скошенной кромкой обеспечивает невероятную прочность тройникового соединения.
Итак, как это работает?
Вертикальная пластина (то есть «стержень» Т-образной формы) будет скошена либо с правой, либо с левой стороны.Если вы все сделаете правильно, вы должны увидеть диагонально восходящий зазор от базовой пластины до вертикальной пластины.
Благодаря этому соединение становится удивительно прочным и с меньшей вероятностью растрескивается под давлением.
Раструбный сварной шов со скошенной кромкой
Раструбный сварной шов со скошенной кромкой, как правило, используется, когда вы пытаетесь создать угловое соединение (о котором мы поговорим позже). Сказав это, они также используются для тройниковых соединений, особенно когда вы прикрепляете круглый стержень к плоской опорной плите.
Итак, как это работает?
Когда вы поместите круглый стержень на опорную пластину, вы увидите, что между двумя материалами есть определенные зазоры.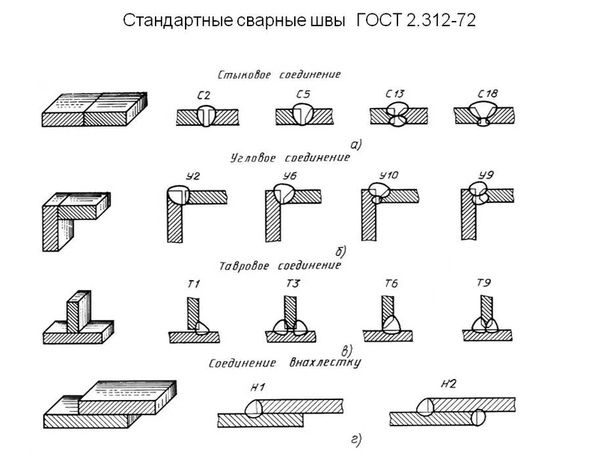
В общих чертах, выполнение сварного шва с разделкой кромок под углом означает заполнение этих двух зазоров. Почему? Для прочного соединения двух частей.
J-образный сварной шов
Вы помните, как мы обсуждали сварные швы с разделкой кромок? Что ж, сварной шов с J-образной канавкой невероятно похож на .
Итак, как это работает?
Как и в случае со сварным швом с разделкой кромок, вертикальная деталь будет иметь форму. В этом случае вышеупомянутая форма должна быть изогнутой.
Помните, что когда вы выполняете сварные швы с разделкой кромок, скос представляет собой прямую линию и диагональную линию . Однако J-образные канавки требуют изгиба ближе к концу прямой диагональной линии.
Затем вы должны заполнить диагональный зазор странной формы.
Сварка проплавлением
Этот способ сварки заметно укрепляет корень сварного соединения (в данном случае тройникового соединения). Здесь металл сварного шва должен пройти за заднюю пластину, а также быть сваренным с нижней стороны.
Здесь металл сварного шва должен пройти за заднюю пластину, а также быть сваренным с нижней стороны.
Итак, как это работает?
Когда вы выполняете этот метод на тройнике, вы проварите заднюю часть, чтобы металл вплавился в вертикальную пластину.
Сварной шов
Для швов с пазами в тавровых соединениях опорная пластина является областью, с которой манипулируют.У него будет вырез, который немного больше, чем вертикальная пластина.
Итак, как это работает?
После того, как опорная пластина будет подготовлена, вставьте в нее вертикальную пластину.
Затем вы заполняете промежутки аналогично тому, как формируется сварной шов. Однако не всегда придется заполнять его полностью — это прорабатывается в индивидуальном порядке.
Итак, теперь вы готовы заняться сваркой второго типа? Фантастика! Тогда давайте потренируемся.
Сколько основных типов соединений существует при сварке? Как сварить соединение? >> Посмотрите видео ниже :
 youtube.com/embed/Vl51i8DoPg8?start=3&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Vl51i8DoPg8?start=3&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
2. Сварка кромок
Кромочные соединения обычно используются, когда два куска листового металла имеют фланцевые кромки . Другие приложения, как правило, используются в местах, где сварка является единственным способом соединения деталей, расположенных рядом друг с другом.
Как правило, металлические детали располагаются рядом, а затем привариваются к одной кромке.
Краевой сварной шовЭто не очень прочное соединение, потому что металл сварного шва не проходит через все соединение.
Когда следует использовать кромочное соединение?
Из-за вышеупомянутой слабости краевые соединения используются только в глушителях или для соединения тонких деталей из листового металла.
Сварка кромок Вы можете добавить присадочный металл для увеличения прочности, но есть и другие соединения, которые можно использовать, когда вам нужны сверхпрочные соединения.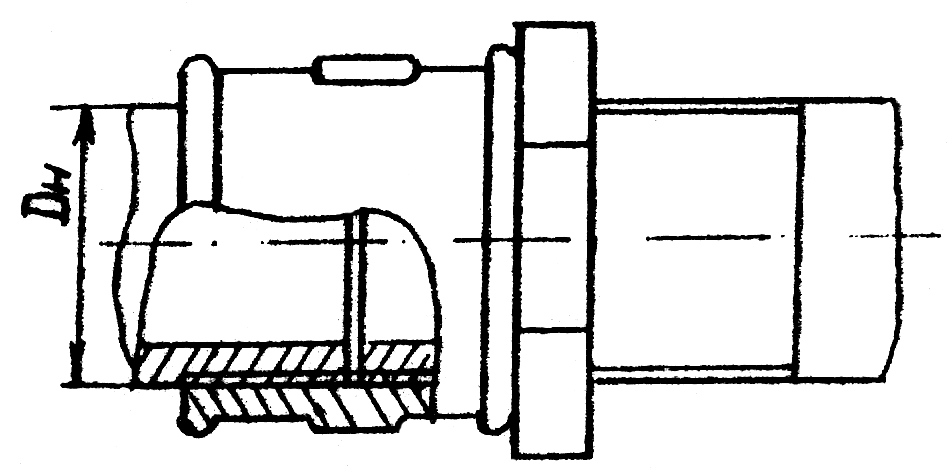
Существует 7 стилей сварки, которые можно использовать для создания кромочного соединения. Конкретно:
- Сварной шов с канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с кромкой фланца
- Сварной шов с U-образной канавкой
- Сварной шов с угловой кромкой 9016 9015 Стили сварки с J-образной канавкой в тройнике. Итак, мы кратко коснемся остальных.
- Firet Weld
- кромки сварки
- SPORT WELD
- Угловой фланцевый сварки
- квадратная канавка сварки
- V-Groove Weld
- U-Groove Weld
- J-Groove Weld
- Bechal-Groove Weld
- Изготовление временной рамы
- Изготовление шкафа (для создания рамы)
- Изготовление стола
- И подобные работы
- Точечный шов
- Сварной шов с разделкой кромок
- Сварной шов с J-образными канавками
- Сварной шов с фаской с разделкой кромок
- Сварной шов пробкой
- Сварной шов с пазами
- Сварной шов с разделкой кромок
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с V-образной канавкой раструбный сварной шов с V-образной канавкой, поскольку мы еще не обсуждали это.
- Используя сварочный пистолет и сварочный стержень, вы сначала начнете с очистки пластика.
- Затем вы будете использовать свой сварочный пистолет, чтобы расплавить концы ваших пластиковых деталей, чтобы вы могли соединить их вместе.
- После того, как ваш пластик будет соединен вместе, вам нужно будет сгладить сварной шов и убедиться, что пластик имеет прочную поверхность.
- С полиэтиленом вы заметите отсутствие дыма при горении. Также пламя должно быть голубоватого тона, а запах будет напоминать вам о горящей свече.
- С полипропиленом у вас также не будет много дыма. Однако пламя будет оранжевого оттенка, а запах будет очень легким.
- При использовании акрилонитрил-бутадиен-стирола дым будет черным и сажистым, как у камина. Вы также почувствуете сладкий запах, когда он сгорит.
- С поливинилхлоридом, вы не должны получить пламя. Этот тип пластика является самозатухающим.
- При использовании полиуретана вы заметите черный дым, а пламя будет выглядеть так, как будто оно трещит.
- Полипропилен следует сваривать при температуре 575 градусов по Фаренгейту.
- Полиэтилен следует сваривать при температуре 550 градусов по Фаренгейту.
- Поливинилхлорид следует сваривать при 525 градусов по Фаренгейту.
- Полиуретан следует сваривать при 575 градусов по Фаренгейту. .
При проверке производства температуры нагрейте сварочный стержень. Если у вас есть материал сварочного стержня при правильной температуре, он станет мягким и липким.
Однако, если ваш сварочный пруток превращается в жидкость, вам нужно уменьшить температуру на ступеньку ниже.
10 способов сварки пластика
Теперь, когда вы знаете, как проверить и настроить сварку пластика, мы рассмотрим десять различных методов сварки, которые можно использовать для сварки пластика.
В то время как наши пошаговые инструкции, приведенные ниже, представляют собой способ выполнения базовой сварки пластика, для более опытных сварщиков мы также хотели предоставить варианты.
Итак, когда вы впервые научитесь сваривать пластик, вы сможете использовать любой из перечисленных ниже методов сварки для завершения своего проекта.
#1: Сварка трением
При сварке трением вы используете быстрые угловые колебания с нагревом при соединении двух пластиковых деталей.
Сварка трением аналогична сварке вращением и обычно хорошо работает, когда пластиковые детали не симметричны. Имейте в виду, что вам придется запрограммировать свое оборудование на остановку при соединении сварных швов.
#2 Сварка экструдированным валиком (экструзионная сварка)
При этом типе сварки вы будете использовать валик, сделанный из того же термопластичного материала, который вы свариваете.
Вы используете этот валик между двумя свариваемыми пластиковыми деталями, а затем прижимаете их друг к другу. Тепло от экструдированной гранулы расплавит соединение.
#3 Высокочастотная сварка
При высокочастотной сварке вы будете сваривать пластиковые детали, нагревая их электродами электрического генератора с высокой частотой.
#4 Сварка горячей пластиной или горячим инструментом
Если вы решите использовать горячую пластину или сварку горячим инструментом, вы будете прикладывать пластиковые детали к нагретой металлической поверхности, которая должна быть защищена ПТФЭ, чтобы ваш пластик не палка.
После того, как поверхность расплавится, вы соединяете кусочки и помещаете их под небольшое давление, пока они не начнут остывать.
#5 Сварка горячим газом
При сварке горячим газом вы будете использовать пластиковый сварочный пистолет с камерой с газовым нагревом, через которую проходит газ для облегчения сварки.Используемые газы представляют собой сухой воздух или азот.
Затем газ нагревается и используется для сварки. В то же время вам нужно будет использовать стержень из того же термопластичного материала, который применяется к горячей части сварного шва.
#6 Лазерная сварка
При использовании лазерной сварки вы помещаете две детали из термопластика под небольшое давление и используете лазер вдоль линии, которую хотите создать.
Луч попадает на первую деталь, а затем поглощается второй деталью, что позволяет размягчить материал и создать сварной шов.
#7 Индукционная сварка
Вы также можете использовать индукционную сварку при соединении двух пластиковых деталей.
При индукционной сварке вы будете использовать проводящую металлическую вставку в том месте, где вы хотите соединить две пластиковые детали.Вам нужно будет приложить усилие, чтобы скрепить детали, а затем нагреть металлическую вставку. Вы бы нагрели металлическую вставку с помощью высокочастотного генератора.
Затем термопласт размягчается и соединяется вместе, когда соединение начинает остывать.
#8 Сварка растворителем
При использовании сварки растворителем вы наносите растворитель, который может уменьшить ваши пластиковые поверхности, чтобы вы могли прижать их и соединить вместе.
Когда растворитель испаряется, он впитывается в материалы и помогает соединить пластиковые детали вместе.
#9 Ультразвуковая сварка
При ультразвуковой сварке для нагрева используется вибрационное механическое давление, которое осуществляется ультразвуковыми частотами.
При этом энергия превращается в ультразвуковые колебания, а затем передается на свариваемые детали с помощью рога.
После этого вы будете использовать тепло от трения волн, чтобы соединить пластиковые детали вместе.#10 Сварка вращением
При сварке вращением вы будете вращать пластиковые детали и прикладывать одну деталь к другой до тех пор, пока тепло, создаваемое трением, не начнет плавить ваши детали.
Когда детали плавятся, они снова становятся стабильными под давлением, когда вы прекращаете вращение. Вы также можете сделать это вручную с помощью сверлильного станка и нескольких патронов, чтобы удерживать детали.
Теперь, когда вы знаете различные типы сварочных процессов, которые вы можете использовать при сварке пластиковых деталей, мы дадим вам пошаговый обзор того, как вы можете сплавить две пластиковые детали вместе.
Пошаговое руководство по сварке пластика с пластиком
Всякий раз, когда вы хотите соединить два пластиковых элемента или починить треснувший кусок пластика, сварка — отличный способ выполнить эту работу.
Для выполнения шагов, которые мы даем вам ниже, все, что вам нужно, это электросварочная горелка и правильный сварочный пруток.
Мы рассмотрим сварку пластика в три этапа.Во-первых, мы расскажем, как чистить пластик, и убедимся, что вы его идентифицируете. Во-вторых, мы расскажем, как вы можете использовать свой пистолет для сварки пластика.Наконец, мы расскажем, как вы можете завершить сварку и сгладить ее для получения прочного сварного шва.
Этап I: Очистка пластика и настройка
На первом этапе мы опишем несколько шагов, чтобы вы поняли, как настроить сварку и очистить пластик. Мы рассмотрим каждый шаг более подробно ниже.
Шаг № 1. Создайте рабочее пространство
Сначала вам нужно сосредоточиться на настройке рабочего пространства. Вы должны использовать проветриваемое помещение, чтобы не вдыхать ничего вредного (ознакомьтесь с нашим рекомендуемым респираторным оборудованием здесь).
Имейте в виду, что есть несколько вопросов безопасности, которые вам необходимо изучить перед началом любой сварки.
Если возможно, старайтесь работать на улице или, по крайней мере, убедитесь, что вокруг вас есть система звуковой вентиляции.
Кроме того, откройте все близлежащие двери и окна и поставьте вокруг себя несколько вентиляторов, чтобы отводить пары от рабочего места.Вам также потребуется надеть респиратор и несколько сварочных очков (или прочных сварочных очков) или сварочный шлем, когда вы начнете очистку пластика.
Обязательно сообщите другим людям, чтобы они не приближались к вам во время сварки. Вы хотите, чтобы во время сварки вас окружало как можно меньше проблем, и особенно вы хотите убедиться, что вы не подвергаете опасности других людей.
#2 Оденьтесь в термостойкие перчатки и защитную одежду
Далее вам необходимо обеспечить свою безопасность, надев термостойкие перчатки и одежду с длинными рукавами или сварочную куртку для защиты тела.
Ознакомьтесь с рекомендуемыми сварочными перчатками здесь.
Термостойкие перчатки обычно изготавливаются из кожи и защищают вас от ожогов. Вы также должны убедиться, что у вас есть рубашка с длинными рукавами или сварочная куртка, брюки и закрытые рабочие ботинки.
Защитите свое лицо сварочным козырьком.Для сварки этих термопластов вам не нужно носить полную сварочную маску, если вы предпочитаете ее избегать. Сварка пластика не излучает вредного света, в отличие от сварки металлов (или смотрения на солнце).
#3 Очистка пластика
Теперь вам нужно очистить пластик, используя мыло и теплую воду.С помощью губки удалите весь мусор, который сможете.
Если этого недостаточно, вы также можете помыть пластик средством для мытья посуды. Избавьтесь от грязи, жира или других частиц, которые могут ослабить сварной шов, когда будете чистить пластик.
После очистки пластика возьмите безворсовую ткань и высушите детали.
#4 Выберите подходящий сварочный электрод
Вам необходимо знать тип пластика, который вы свариваете. На некоторых пластиках есть буквы, которые помогают определить, что они из себя представляют, например, PE для полиэтилена или PVC для поливинилхлорида.
Вам нужно выбрать стержень, соответствующий пластику, который вы свариваете.
#5 Проверьте свой пластик, если вы не можете его идентифицировать
Если вы все еще не можете определить, какой тип пластика у вас есть, вы можете использовать описанное выше «испытание на сжигание» или набор для проверки сварочного стержня.
#6 Удаление краски наждачной бумагой
Используя наждачную бумагу с зернистостью 80, вы захотите удалить краску с пластика. Если вы видите, что область пластика, которую вы хотите сварить, все еще имеет цвет, вам нужно избавиться от цвета с помощью наждачной бумаги.
Возможно, вам придется некоторое время шлифовать пластик, прежде чем вы увидите голый пластик под абажуром.
Если у вас есть шлифовальный круг и дрель или абразивный диск, вы также можете использовать любой из этих процессов для достижения того же эффекта.
Или вы можете использовать скребок для краски, если вам так проще. Какой бы инструмент вы ни использовали, убедитесь, что вы не поцарапаете пластик под краской, пока чистите его.
#7 Скрепите пластиковые детали вместе
Теперь вам нужно сжать, а также, возможно, заклеить скотчем пластиковые детали вместе, чтобы соединение оставалось на месте.
Перед запуском горелки убедитесь, что вы сформировали косяк. Затем положите пластиковые детали на скамейку и поместите их очень близко друг к другу. Возьмите С-образные зажимы и прижмите детали к столу.
Используйте ленту из фольги, чтобы соединить детали очень близко друг к другу, но убедитесь, что вы не закрываете зону сварки.
Теперь, когда вы знаете, как очистить пластик и обустроить рабочее место, мы перейдем ко второму этапу, который заключается в объединении кусочков пластика.
Этап 2. Соединение пластиковых деталей вместе
После того, как вы закончите уборку и подготовку рабочего места, вы будете готовы соединить пластиковые детали.Ниже мы рассмотрим шаги, чтобы вы могли соединить свои пластиковые детали.
#1: Предварительный нагрев сварочной горелки
При предварительном нагреве сварочной горелки необходимо оставить ее включенной не менее чем на две минуты.
Однако, в зависимости от типа пластика, который вы свариваете, вам необходимо установить соответствующую температуру.Большинство пластиков плавятся при температуре от 392 до 572 градусов по Фаренгейту.
Если вы не уверены, на какую температуру установить сварочный пистолет, ознакомьтесь с информацией, которую мы предоставили вам выше.
#2 Прихватка пластиковых концов
Вам нужно закрепить пластик и прихватить концы пластика. Однако не стоит сразу переходить к сварке.
Сначала вам нужно будет закрепить свободные части пластика, расплавив концы соединения. Возьмите насадку для прихватки и добавьте ее к сварочному пистолету. Тогда вам понадобится немного тепла.
Как только пластик начнет плавиться, вы можете соединить детали вместе. Теперь пластик не будет двигаться, пока вы продолжаете.
#3 Обрежьте конец сварочного стержня с помощью плоскогубцев для угловых кусачек
Обрезать стержень очень просто.Возьмите плоскогубцы и наклоните их по диагонали, когда вы смотрите на конец стержня.
Обрежьте это до точки.Вы также можете использовать обрезной нож, чтобы создать точку, если вы не можете найти плоскогубцы.
Помните, что вы должны направить конец стержня так, чтобы получился гладкий сварной шов и не осталось пластиковых пузырей в том месте, где вы начали.
#4 Вставьте сварочный стержень в скоростное сопло сварочной горелки
Вы найдете отверстие для размещения сварочного стержня, пока будете плавить соединение в скоростном сопле.Если вы заметили, что не получили его при покупке тепловой пушки, вы можете купить ее отдельно.
После того, как вы установите насадку на сварочный пистолет, вам нужно будет вставить стержень во второе верхнее отверстие. Помните, сначала начните с обрезанного конца.
При этом не прикасайтесь к насадке для клея, если она все еще нагрета. Вам нужно либо подождать, пока эта насадка остынет, либо заменить ее и использовать другую насадку.
#5 Медленно используйте наконечник сварочного пистолета
Используйте наконечник сварочного пистолета и медленно наведите на пластик для сварки.
Начните с верхней части треснутой области пластика, если вы ее чините, или с области, которую вы соединяете.Наклоните пистолет вниз под углом 45 градусов и прикоснитесь краем сопла к пластику. После этого нагрейте пластик, пока он не начнет плавиться.
Затем подтолкните сварочную горелку к стыку и другой рукой начните подавать сварочный пруток.
Помните, что вам нужно оставаться последовательным во время сварки, если вы хотите получить отличные детали. Если вы двигаетесь в определенном темпе, вы должны быть в состоянии успешно расплавить пластик и сварочный стержень, чтобы вы могли объединить их и не сжечь.
Однако, если пластик начнет гореть или начнет менять свой цвет, вам нужно будет двигаться быстрее с фонариком. Помните, не задерживайтесь слишком долго в одном конкретном месте, иначе вы приложите слишком много тепла и, возможно, сожжете часть пластика.
#6 Имитация маятниковой сварки
Теперь вам нужно перемещать сварочный пистолет из стороны в сторону, как если бы вы выполняли маятниковую сварку.
При этом держите сопло примерно на один дюйм выше области свариваемой трещины.При этом наклоните сварочный пистолет под углом 45 градусов в противоположную сторону.
Удерживая стержень на месте, несколько раз проведите по нему соплом, чтобы расплавить его. Затем двигайтесь вниз по остальной части, чтобы закончить пластиковый сварной шов.
Если у вас нет пластикового пистолета с скоростной насадкой, вам может помочь маятниковая сварка.
Это связано с тем, что маятниковую сварку можно выполнить с помощью пропановой горелки. Вы также можете использовать маятниковую сварку в любое время, когда хотите заполнить проблемный шов, с которым ваша скоростная насадка не может справиться или дотянуться.
Помните, однако, что вам нужно будет одновременно управлять горелкой и сварочным электродом, поэтому иногда этот шаг требует некоторой практики.
Имейте в виду, что вы должны двигаться последовательно, чтобы пластик не сгорел.
Теперь, когда вы знаете, как сваривать две пластиковые детали, мы рассмотрим третий этап сварки пластика с пластиком, который завершает сварку.
Часть 3: Завершение сварки
Когда вы будете готовы закончить свою форму, вы должны начать с того, что сначала дайте пластику, с которым вы работали, остыть.Вам нужно подождать пять минут, возможно, больше, чтобы это произошло.
Шаг № 1. Закрепите пластик, если необходимо, затем охладите пластик.
Прежде чем закончить сварку, подождите, пока пластик вернется к комнатной температуре. Вы сразу заметите, что сваренный пластик остывает гораздо быстрее, чем сварной сплав.
Тем не менее, вы можете ждать столько, сколько считаете нужным. Обязательно проверьте, чтобы пластик стал твердым. Кроме того, помашите руками вокруг него, чтобы убедиться, что от пластика больше не исходит тепло, прежде чем начать.
Кроме того, если вам нужно исправить часть сварного шва, вы должны сделать это до того, как пластик остынет.
Убедитесь, что ваши сварные швы выглядят хорошо и гладко. Вам нужно будет добавить больше сварочного стержня или использовать пистолет, чтобы разгладить пластик, прежде чем дать ему остыть.
Теперь можно убрать сварочный пистолет. Убедитесь, что вы храните его в безопасном месте, пока он не остынет.
#2 Отшлифуйте сварное соединение
Начните шлифовать сварное соединение наждачной бумагой с зернистостью 120.С помощью наждачной бумаги сгладьте любые шероховатые участки сварного шва, чтобы все выглядело гладко и однородно.
При этом слегка надавите и проведите наждачной бумагой вверх и вниз по пластиковой детали. Сделайте все возможное, чтобы сварной шов выглядел таким же ровным, как и другие части пластика, окружающие его.
Однако при этом будьте осторожны, чтобы не поцарапать пластик. Вы также можете использовать шлифовальный круг на роторе, если он у вас есть.
#3 Завершите изделие
Теперь вам также понадобится наждачная бумага с зернистостью 180 и 320.Начните использовать более мелкую наждачную бумагу, чтобы сварной шов выглядел как можно более гладким.
Помните, хотя эта наждачная бумага менее абразивна, чем та, которую мы только что использовали, вы все равно можете поцарапать пластик, если не будете внимательно следить.
Заключительные мысли
Теперь, когда вы знаете, как сваривать пластик с пластиком, вы сможете создавать красивые пластиковые сварные швы в кратчайшие сроки! Итак, идите и начните сваривать пластик сегодня!
Ультразвуковая сварка пластиковых деталей: рекомендации по проектированию
Никаких крепежных деталей, никаких клеев, меньшее количество компонентов и упрощенная сборка — в этом прелесть ультразвуковой сварки.Проверенный метод соединения пластиковых деталей, быстрый, экономичный и надежный. Однако, как и в любом производственном процессе, получение от него наилучшего означает правильное проектирование.
В следующих параграфах мы поделимся некоторыми советами по ультразвуковой сварке пластиковых деталей. Примите во внимание эти рекомендации по проектированию пластиковых деталей для ультразвуковой сварки.
Основы ультразвуковой сваркиУльтразвуковая сварка использует трение для нагрева пластмасс до температуры, достаточно высокой, чтобы они соединились друг с другом.
Это тепло трения применяется посредством высокоскоростной вибрации, генерируемой сонотродом и доставляемой сварочным «рупором».Аппараты для ультразвуковой сварки похожи на аппараты для точечной или контактной сварки. Рог давит на соединяемые части, применяя давление и энергию, пока они не сольются вместе. С современными промышленными средствами управления это быстрый и воспроизводимый процесс.
Когда и зачем использовать ультразвуковую сваркуРассмотрите возможность ультразвуковой сварки всякий раз, когда конструкция требует соединения отдельных пластиковых деталей.Одна из распространенных причин заключается в том, что невозможно отлить части как одну единую деталь. Другой заключается в том, что части должны быть собраны вокруг другой части или частей. (Подумайте о корпусах двигателей или корпусах.)
Ультразвуковая сварка может упростить проектирование деталей. Нет необходимости в больших плоских участках или отверстиях, и можно создавать герметичные корпуса.
Конструкция детали для ультразвуковой сварки За счет отказа от крепежа уменьшается количество деталей и вес, что экономит время, деньги и производственные площади. Он также чище, чем клей, и не требует смешивания, хранения и дозирования.Использование ультразвуковой сварки при сборке пластмассовых деталей должно быть соответствующим образом спроектировано. Это означает рассмотрение как материалов, так и конструкции соединения.
Загрузить Руководство по материалам для ультразвуковой сварки
Ознакомьтесь с распространенными материалами и их эффективностью в различных применениях ультразвуковой сварки с помощью этого бесплатного руководства.
МатериалыУльтразвуковая сварка лучше всего подходит для пластмасс, которые постепенно размягчаются в диапазоне температур.Обычно это термопластичные материалы с аморфной структурой. Их поведение при плавлении характеризуется «температурой стеклования» или Tg.
Среди пластиков, которые легче всего сваривать ультразвуком, — полифениленоксид (PPO) и акрилонитрил-бутадиен-стирол (ABS). Напротив, полукристаллическая структура затрудняет получение материалов из поливинилхлорида (ПВХ), ацетата целлюлозы (CA/B/P) и полиолефинов.
Разнородные пластмассыСамая простая ситуация, когда соединяемые детали отлиты из одного и того же материала.На другом конце спектра находятся сборки, в которых составные части отлиты из пластмасс с разными свойствами. (Обратите внимание, что полукристаллические пластмассы обычно можно сваривать только друг с другом.)
Оценка свариваемости разнородных термопластичных материалов требует учета Tg, химической совместимости и индекса текучести расплава (MFI).
Как правило, для успешного сплавления Tg двух разнородных пластиков должна быть в пределах 40°F.
Химическая совместимость — сложный вопрос, который сводится к соотношению радикалов в полимерах.
Индекс текучести расплава Совместимость существует, когда эти значения одинаковы для двух материалов.— это показатель того, насколько легко пластик течет при переходе в жидкое состояние. Для любого данного материала MFI можно найти в литературе производителей, и он указывается в виде единого числа. Для достижения наилучших результатов соединяемые пластики должны иметь одинаковые значения MFI.
Конструкция шарнираПри ультразвуковой сварке важно сосредоточить энергию в как можно меньшей области.Это означает включение «энергетического директора» в конструкцию ультразвуковой сварки пластика.
Директор энергии представляет собой приподнятую область с треугольным поперечным сечением. Треугольный наконечник прижимается к сопрягаемой пластиковой детали и подается ультразвуковая энергия. При трении, происходящем на очень небольшой площади, локальная температура быстро повышается. По мере прохождения Tg начинается плавление, и пластиковые компоненты соединяются вместе.
Конструкция с направляющей энергии используется почти со всеми конструкциями пластиковых деталей для ультразвуковой сварки, за исключением случаев, когда материалы являются полукристаллическими.Поскольку они имеют узкий диапазон температур стеклования, они имеют тенденцию быстро переходить в жидкое состояние, а не в «липкое», типичное для аморфных пластиков. Чтобы решить эту проблему, такие детали разработаны со сдвиговыми соединениями. Сдвиговые соединения образуются, когда боковые стенки противоположных частей сталкиваются друг с другом.
Общие типы конструкций Energy Director
Основные типы конструкций энергодиректоров:
1. Стыковое соединение
Здесь одна поверхность плоская, а другая имеет треугольную форму.Максимально острая точка треугольника максимизирует передачу энергии.
2. Ступенчатое соединение
Сопрягаемые поверхности имеют ступенчатую форму, которая сводит к минимуму боковое смещение, в то время как треугольная точка прижимается к плоской поверхности.
(Это упрощает расположение деталей для сборки.)3. Шпунт и канавка
Направитель энергии находится на приподнятом язычке, который входит в канавку в ответной части. Это обеспечивает хорошее выравнивание двух частей и минимизирует засветку.
4. Крест-накрест
Обе поверхности имеют направляющие энергии, но выровнены перпендикулярно друг другу. Это дает более прочные сварные швы, но также может привести к большому облою. Для достижения воздухонепроницаемого уплотнения сконфигурируйте направляющие энергии пересечения в виде пилообразной формы.
5. Текстурированная поверхность
Текстурирование поверхности неэнергетического директора является эффективным способом повышения прочности сварного шва.
6. Перпендикуляр
В этой конструкции направляющие энергии проходят перпендикулярно, а не параллельно поверхностям соединения.Это уменьшает вспышку.
7. Прервано
Здесь энергодиректоров не хватает.
Это снижает энергию, необходимую для сварки.8. Долото
Разновидность ступенчатого соединения, за счет размещения направляющей энергии вдоль сопрягаемой стенки, что позволяет сваривать более тонкие секции.
Рекомендации по использованию регуляторов энергии
Меньшая начальная площадь контакта снижает потребность в энергии, поэтому размещайте направляющие энергии только там, где это необходимо. Исключение составляют случаи, когда требуется герметизация, и в этом случае требуется направляющая энергии на всю сопрягаемую поверхность.
Детали должны быть выровнены перед сваркой. Для этого могут пригодиться ступенчатые или шпунтовые соединения.
Соображения по соединению при сдвиге
Соединения на сдвиг требуют боковых стенок с натягом, а их прочность пропорциональна вертикальному направлению нахлеста. Они лучше работают с правильными/симметричными деталями, чем с неправильными формами.
Проект процессаДля многих пластиковых узлов ультразвуковая сварка является лучшим методом соединения, чем крепеж или клей.
Это обеспечивает прочное соединение, избегая беспорядка или дополнительных компонентов. Ключом к успешной ультразвуковой сварке является правильный выбор материала и конструкции детали. Используйте эти рекомендации по проектированию пластиковых деталей в качестве отправной точки, но не стесняйтесь обращаться к специалисту за более подробной консультацией.Нажмите ниже, чтобы посмотреть нашу демонстрацию ультразвуковой сварки!
Загрузить Руководство по материалам для ультразвуковой сварки
Ознакомьтесь с распространенными материалами и их эффективностью в различных применениях ультразвуковой сварки с помощью этого бесплатного руководства.
Сварной шов с квадратной канавкой
Сварной шов с квадратной разделкой прост.Кроме того, он обеспечивает дополнительную прочность (но это не особо заметно при использовании в качестве кромочного соединения).
Здесь нет зазора между деталями, и он чаще используется при газовой или дуговой сварке.
Конечно, можно поиграться с толщиной шва. Но, если вы ищете довольно бесшовный край, вы не можете зайти слишком далеко с этим.
V-образный сварной шов
Если обе кромки вашей детали скошены с каждой стороны, вам придется выполнить сварку с V-образной канавкой.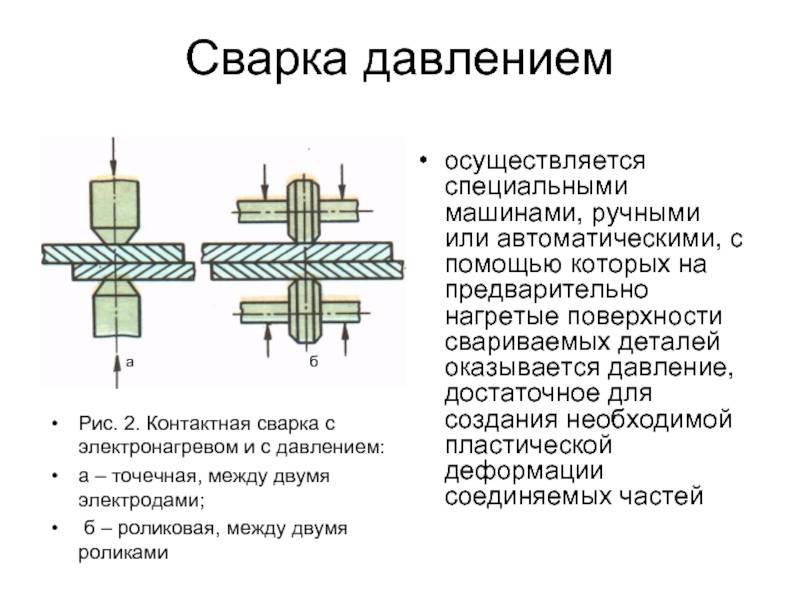
Что мы имеем в виду?
Когда ваш материал стоит на своей основе, он похож на дом с остроконечной крышей? Да? Затем, когда вы помещаете кончик «крыши» на конец крыши второго куска, единственный способ соединить их — выполнить сварку с V-образной канавкой.
Здесь вам нужно будет заполнить верхние и нижние, чтобы закрепить детали.
Приварка кромки фланца
Если обе металлические детали, которые вы планируете стыковать по кромке, имеют фланцы, то кромочный сварной шов станет вашим новым лучшим другом.
Просто соедините две прямые кромки вместе (с выступающими фланцами с обеих сторон) и сварите соединение.
Это было легко, не так ли?
U-образный сварной шов
Вспомните V-образную канавку. У вас были части с остроконечными крышами, верно? Что ж, представьте, что диагональные стороны были вдавлены внутрь, и когда две части соединяются вместе, образуются полукруги. Это U-образная канавка.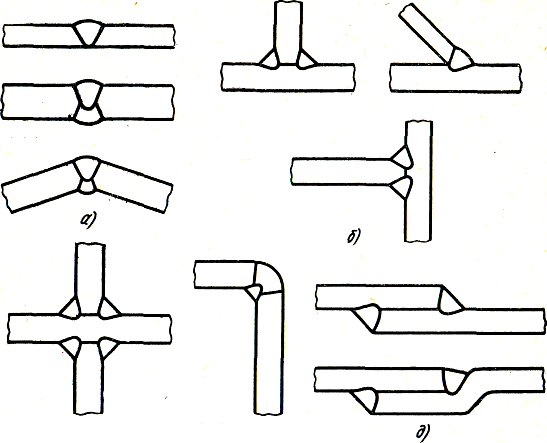
Как и в случае с вышеупомянутой V-образной канавкой, вам нужно будет сварить верхнюю и нижнюю части, чтобы закрепить ее.
Угловой сварной шов
Угловой сварной шов с фланцем должен использоваться, когда одна деталь представляет собой прямоугольник (т. е. нет краев, которые граничат с фланцем), а одна деталь имеет фланцевую кромку.
Здесь вы должны соединить прямую сторону фланца с плоским металлом, чтобы верхние части были выровнены. Затем вы приварите углы, чтобы скрепить два листа.
3. Сварка угловых соединений
Сектор листового металла любит этот тип соединения.
Применяется при сварке снаружи прилегающих металлических деталей.Если вы правильно расположили детали (под прямым углом), готовое изделие будет иметь форму буквы L.
Сварка угловых соединенийКогда следует использовать угловое соединение?
Обычно этот тип соединения используется при изготовлении прямоугольных рам или строительных коробов.
Для сварки угловых соединений можно использовать следующие 9 стилей:
Мы уже рассмотрели все это, так что ознакомьтесь с нашим предыдущим разговором, если вам нужно освежить в памяти.
4. Сварка внахлестку
Если вам нужно соединить два куска металла разной толщины, вам подойдет соединение внахлестку. Как вы могли догадаться по названию, металлические детали накладываются друг на друга, образуя соединение внахлестку.
Соединение внахлестку СваркаВы можете выбрать сварку с одной стороны или с обеих, в зависимости от того, насколько прочным должно быть соединение.
Когда вы бы использовали шарнир внахлестку?
Этот тип сварного соединения обычно используется в следующих случаях:
Вы можете использовать любой из следующих 6 стилей для изготовления соединения внахлестку:
Да, мы рассмотрели все эти вопросы! Вы можете найти все, что вам нужно знать, в разделе тройника или кромочного соединения.
5. Стыковая сварка
Для стыковой сварки две детали должны быть установлены рядом друг с другом в параллельном положении. Это наиболее признанная форма сварки для многих бытовых и промышленных применений.
Стыковое соединение сваркаКогда вы будете использовать стыковое соединение?
Как правило, этот вид сварного соединения используется при соединении фланцев, клапанов, определенного оборудования, труб, труб и других фитингов.
Горизонтальное соединение встыкСуществует 7 стилей на выбор при выполнении соединений встык.Посмотрите ниже:

Раструбный сварной шов с V-образной канавкой
Это просто раструбный сварной шов со скошенной кромкой, но когда обе детали имеют цилиндрическую форму. Здесь детали располагаются вдоль друг над другом, и вы будете сваривать их с обеих сторон, чтобы усилить соединение.
Недавно я написал статью о 4 основных положениях сварки, посмотрите ее.
Как проверить различные типы сварных соединений?
Время от времени вам может понадобиться проверить надежность и прочность сварных соединений. Это может быть более заметно в таких отраслях, как производство автомобилей , но это не всегда так. Убедитесь, что вы производите высококачественный товар, не ограничиваясь определенными секторами.
Связанное чтение: Физические испытания сварных швов – Полное руководство: Разрушающий и неразрушающий контроль
Существует множество способов проверки сварных соединений; некоторые легче, чем другие. Поскольку мы не хотим вас утомлять, сегодня мы поговорим только о четырех основных.
Поскольку мы не хотим вас утомлять, сегодня мы поговорим только о четырех основных.
Давайте углубимся в детали.
Испытания на изгиб
Это самый популярный тест, который используется для проверки навыков и добросовестности сварщика. По правде говоря, это распространено, потому что это быстро и просто сделать. Никаких дополнительных инструментов не требуется, поэтому практически любой сварщик может выполнить испытание на изгиб.
Какая теория стоит за этим? Ну, это работает на философии, согласно которой сварное соединение должно выдерживать определенное давление, прежде чем оно сломается или треснет.
Существуют различные варианты испытаний на изгиб: управляемый изгиб, обратный изгиб и свободный изгиб. Мы рассмотрим каждый из них по очереди.
Управляемое испытание на изгиб
Эта версия используется для проверки качества корня и поверхности сварного соединения. Как правило, ваш кусок будет согнут на 180 градусов.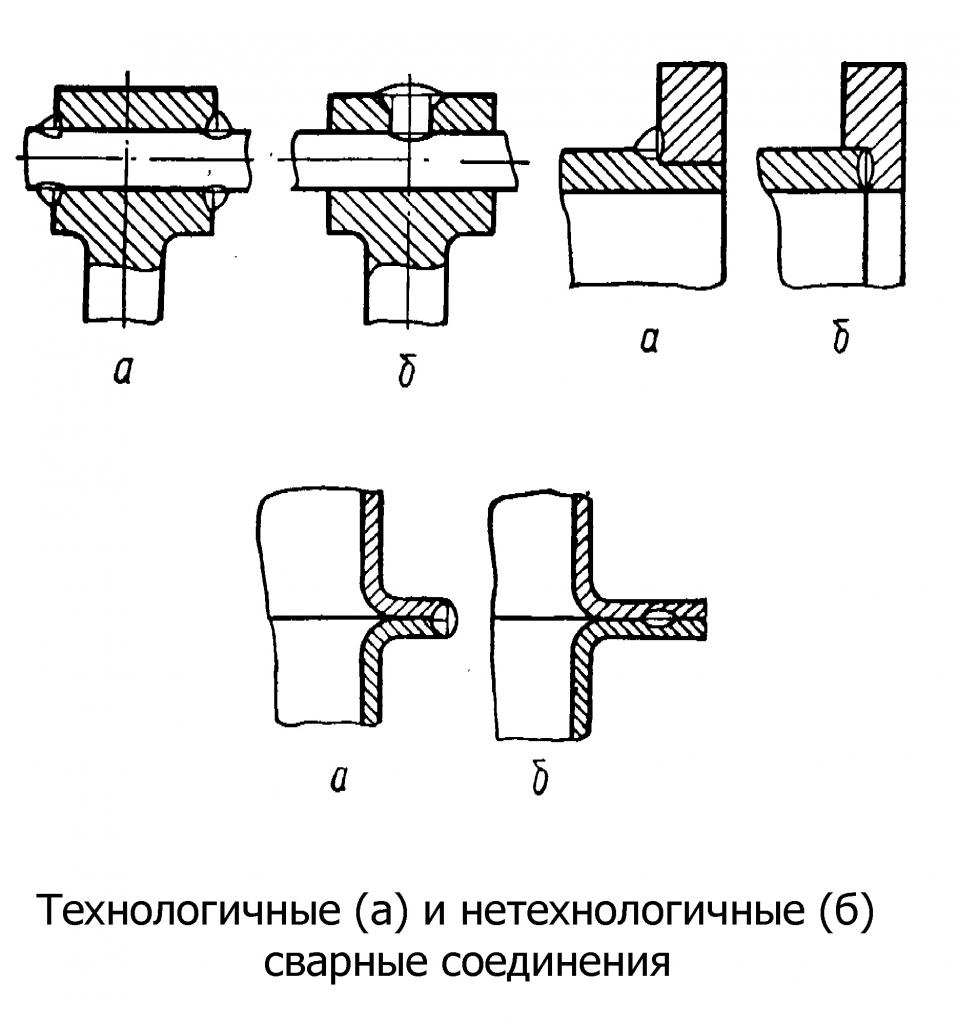
В зависимости от того, изучаете ли вы лицо или корень, деталь будет удерживаться в разных точках.
Для правильного выполнения управляемого теста на изгиб вам потребуется приспособление.
Испытание на изгиб назад
Опция испытания на обратный изгиб определяет качество используемого металла и степень проникновения в стыковое соединение.
Используемые элементы аналогичны тем, которые используются в бесплатном тесте, который вы можете найти ниже, если вы не знакомы со всем, что там есть.
Чтобы выполнить это требование, ваш кусок должен быть согнут ровно на 90 градусов, не ломаясь. Тем не менее, вы не увидите, чтобы многие люди выполняли это, так как это было превзойдено управляемым тестом на изгиб.
Свободное испытание на изгиб
Этот тип испытания на изгиб был изобретен для проверки пластичности металла в сварном соединении.
Чтобы сделать это правильно, вам нужно будет держать и сгибать кусок через определенные промежутки времени.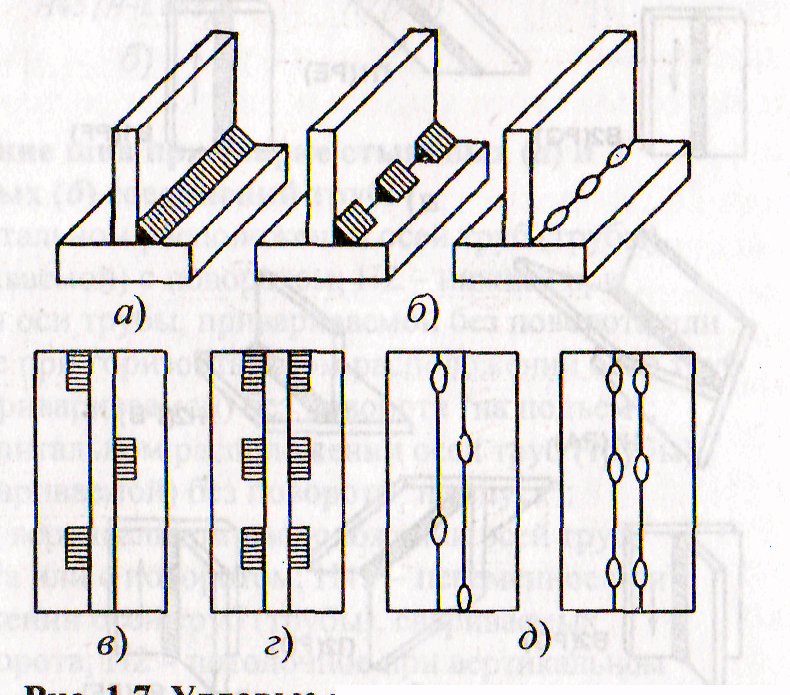 Концы будут согнуты примерно на 30 градусов, на треть пути к середине. Это гарантирует, что все изгибы происходят внутри сварного шва.
Концы будут согнуты примерно на 30 градусов, на треть пути к середине. Это гарантирует, что все изгибы происходят внутри сварного шва.
Затем вы поместите свою деталь в специальную машину, которая приложит к ней большое сжимающее усилие.Он не остановится, пока не появятся трещины. Вот когда вы знаете, насколько пластичен ваш сварной шов.
Ник Брейк Тесты
Чтобы провести испытание на разрыв, вам нужно будет разорвать сварное соединение и посмотреть на части, которые треснули. Что вы можете получить от этого, мы слышим, как вы спрашиваете? Ну, вы можете установить, сколько там газовых карманов, пористость и степень плавления.
Вы должны поместить изделие между двумя опорными системами, которые затем оказывают давление. После этого вам понадобится молоток, чтобы нанести по нему короткий резкий удар.Несомненно, это сломает ваш кусок. После этого остается только осмотреть детали на наличие дефектов.
Связанное чтение: 11 распространенных дефектов сварки и способы их предотвращения
Испытания на кислотное травление
Этот тип теста поможет вам определить надежность сварного шва.
Во-первых, вам придется вырезать поперечное сечение сустава. Эта вырезанная часть будет помещена в раствор для травления.
Под травильным раствором мы подразумеваем йод, йодид калия или азотную кислоту.
Раствор в конечном итоге вступит в реакцию с металлом, чтобы показать вам, в чем заключаются недостатки детали. Кроме того, это позволит вам увидеть, где проходит граница между основным и сварным металлом.
Неразрушающие испытания сварных швов
До сих пор все тесты, которые мы рассматривали, были разрушительными. Другими словами, ваша часть сломана к концу экзамена. Тем не менее, , этот последний гарантирует, что ваш образец останется неповрежденным постфактум.
Это просто проверит целостность материала, который вы использовали.
К сожалению, это очень технический, продвинутый тип тестирования, для которого требуется исключительно специальное оборудование. Методы этого включают рентгенографию, визуальные тесты, контроль проникновения жидкости, магнитопорошковый контроль и многое другое.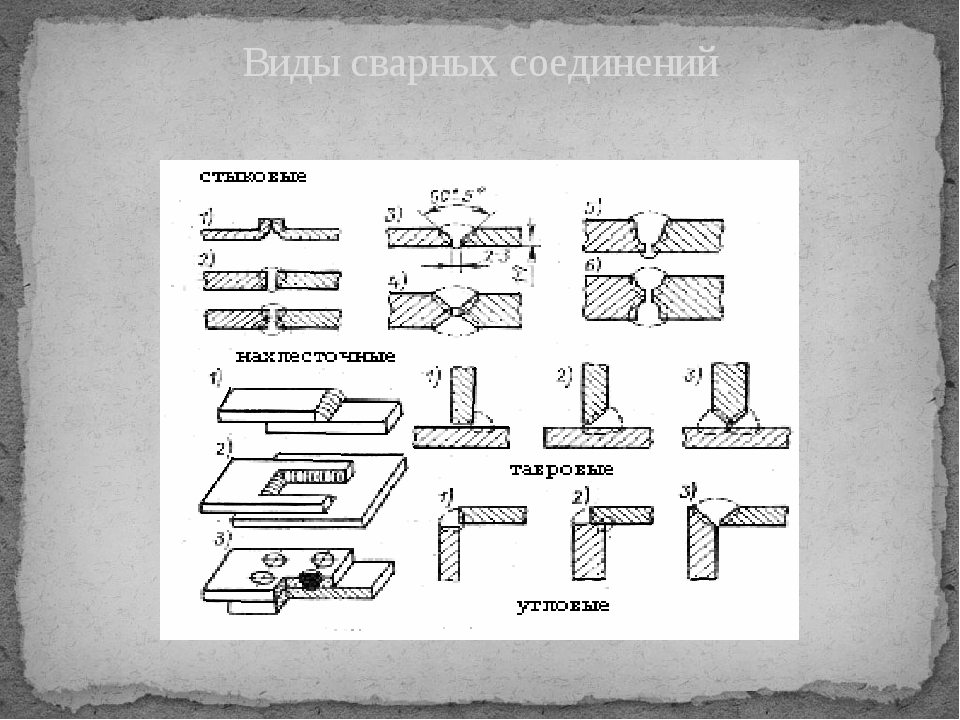
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о типах сварных соединений:
Являются ли сварные соединения постоянными?
Являются ли сварные соединения постоянными? Да, когда вы сделаете сварной шов, он будет там постоянно.
Поскольку металлы плавятся при такой высокой температуре, заполняются для создания сварочной ванны, а затем охлаждаются, практически невозможно разорвать соединение.
Хотя следует отметить, что соединение будет гораздо менее прочным, чем соединенные с ним неповрежденные детали. Имеет ли это смысл? Отлично!
Какие сварные соединения самые прочные?
Какие сварочные соединения самые прочные? профессиональные сварщики скажут, что тройниковые или угловые соединения являются самыми прочными из-за надлежащего провара при использовании дуговой сварки .
Однако на самом деле все зависит от материалов, но мы предполагаем, что вы используете довольно прочный материал. Так что, если это так, вам нужно использовать открытый сварной угловой шов.
Здесь L-образная форма будет достигнута путем размещения частей рядом друг с другом с небольшим зазором между ними. Сварка используется для заполнения угла и зазора.
Какой металл труднее всего сваривать?
Специально для новичков алюминий считается самым трудным для сварки металлом.
Очень сложно определить температуру плавления алюминия, поскольку он смешивается со многими другими металлами.
Подробнее о том, как сваривать алюминий, читайте в этой статье.
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Итог
Сварка может оказаться сложной задачей, если вы позволите всей этой информации перегрузить вас. Но так не должно быть! Продолжайте возвращаться сюда, когда вам нужно освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным соединениям и многим другим.
Но так не должно быть! Продолжайте возвращаться сюда, когда вам нужно освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным соединениям и многим другим.
Всем безопасной и счастливой сварки!
Каталожные номера
https://en.wikipedia.org/wiki/Welding_joint#Square_butt_joints
https://www.weldersuniverse.com/welding_joints.html
https://www.steelconstruction.info/Сварка
https://www.thefabricator.com/glossary/guided-bend-test
https://www.mig-welding.co.uk/plug-weld.htm
Сварные соединения: соединение уголков под углом 90 градусов с помощью простого соединительного соединения >> Посмотрите видео ниже:
Как сваривать пластмассы.
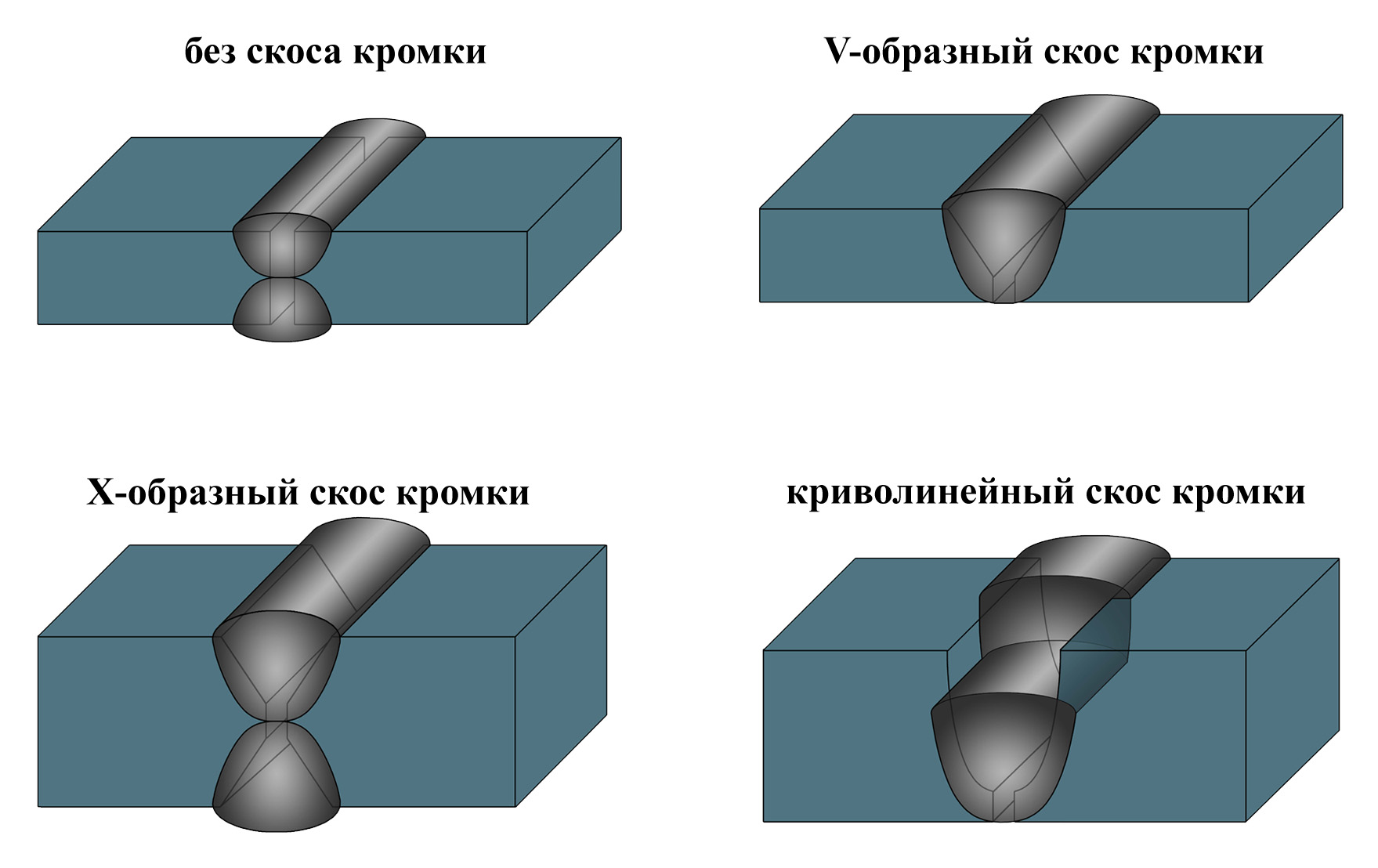 Руководство для начинающих
Руководство для начинающихСварка пластмасс — это сварка полуфабрикатов пластмасс. Это процесс соединения размягченных поверхностей материалов, как правило, при нагревании (кроме сварки растворителем).Для соединения пластмасс разработаны многочисленные методы сварки. В зависимости от механизма тепловыделения на границе сварки методы сварки можно разделить на методы внешнего и внутреннего нагрева. Хорошее качество сварного шва зависит от методов сварки и свариваемости основных материалов. В этой статье объясняется, как сваривать пластмассы, путем рассмотрения различных методов сварки и различных пластмасс, которые можно сваривать.
Изображение предоставлено Shutterstock.ком/драса
Различные методы сварки
Для сварки изделий из термопластов используется множество различных технологий.
Сварка горячим газом
Сварка горячим газом также известна как сварка горячим воздухом. Это метод сварки пластика с использованием тепла. Тепловая пушка специальной конструкции направляет горячий воздух для смягчения обеих соединяемых деталей вместе с пластиковым наполнителем, все из которых должны быть из одного или очень похожего пластика. Сварка горячим газом является распространенным методом изготовления небольших химических, водяных, теплообменников и водопроводной арматуры.
Тепловая пушка специальной конструкции направляет горячий воздух для смягчения обеих соединяемых деталей вместе с пластиковым наполнителем, все из которых должны быть из одного или очень похожего пластика. Сварка горячим газом является распространенным методом изготовления небольших химических, водяных, теплообменников и водопроводной арматуры.
Сварочная проволока
Пластмассовый сварочный стержень, также называемый термопластичным сварочным стержнем, имеет круглое или треугольное поперечное сечение, которое используется для соединения двух кусков пластика. Стержни доступны в разных цветах, чтобы соответствовать цвету основного пластика. Намотанный на катушку пластиковый сварочный стержень известен как «сплайн».
Термосварка
При термосварке используются тепло и давление. В методе термосваривания с прямым контактом используется постоянно нагретая матрица или запаивающий стержень для подачи тепла на определенную контактную область или путь для сварки термопластов вместе. Он используется для многих применений, таких как соединители с термосваркой, термически активируемые клеи и запечатывание пленкой или фольгой.
Он используется для многих применений, таких как соединители с термосваркой, термически активируемые клеи и запечатывание пленкой или фольгой.
Сварочный наконечник для скоростной сварки
При скоростной сварке сварочный аппарат для пластмасс, похожий на паяльник, имеет подающую трубку для пластикового сварочного стержня. Пластмассовый сварочный аппарат нагревает стержень и подложку, одновременно прижимая расплавленный сварочный стержень к нужному месту. В стык помещается валик из размягченного пластика, и детали и сварочный стержень сплавляются. Метод быстрой сварки наконечником является гораздо более быстрой техникой сварки и может использоваться в крутых углах с практикой.Вариант «пистолета» со скоростным наконечником представляет собой паяльник с широким плоским наконечником, который может расплавить сварной шов и присадочный материал для создания соединения.
Ручная сварка
При ручной сварке струя горячего воздуха от сварочного аппарата направляется одновременно на область сварки и на кончик сварочного стержня. Когда пластиковый стержень размягчается, он вдавливается в сустав и сплавляется. Этот процесс медленнее, чем некоторые другие, описанные здесь, но его можно использовать практически в любой ситуации.
Когда пластиковый стержень размягчается, он вдавливается в сустав и сплавляется. Этот процесс медленнее, чем некоторые другие, описанные здесь, но его можно использовать практически в любой ситуации.
Экструзионная сварка
Экструзионная сварка позволяет выполнять больше сварных швов за один проход. Это идеальный метод для соединения материалов толщиной более шести мм. Сварочный стержень втягивается в крошечный ручной пластиковый экструдер, пластифицируется и выталкивается из экструдера к соединенным частям, которые размягчаются струей горячего воздуха для обеспечения соединения.
Контактная сварка
В этом методе используется тепло, поступающее за счет теплопроводности наконечников зажимов, вместо электропроводности, используемой при точечной сварке.Две части скрепляются нагретыми наконечниками, которые плавятся и соединяются.
Сварка горячей пластиной
Этот метод аналогичен контактной сварке и используется для сварки крупных деталей или деталей со сложной геометрией сварного шва.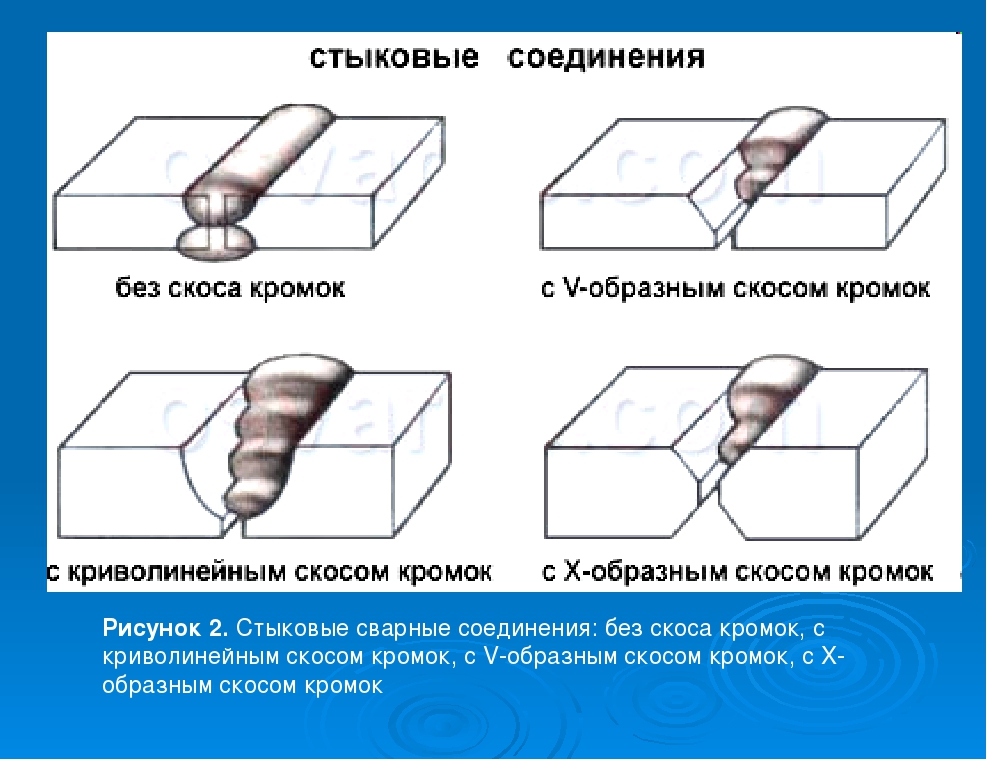 Две свариваемые детали помещаются в оснастку, прикрепленную к двум противоположным плитам пресса. Затем горячая пластина, форма которой соответствует геометрии сварного шва свариваемых деталей, перемещается в положение между двумя деталями. Две противоположные пластины перемещают детали в контакте с горячей пластиной до тех пор, пока тепло не размягчит поверхности до точки плавления пластика.Когда это условие достигнуто, горячая пластина удаляется, а детали прижимаются друг к другу и удерживаются до тех пор, пока сварной шов не остынет и не затвердеет, чтобы создать прочную связь.
Две свариваемые детали помещаются в оснастку, прикрепленную к двум противоположным плитам пресса. Затем горячая пластина, форма которой соответствует геометрии сварного шва свариваемых деталей, перемещается в положение между двумя деталями. Две противоположные пластины перемещают детали в контакте с горячей пластиной до тех пор, пока тепло не размягчит поверхности до точки плавления пластика.Когда это условие достигнуто, горячая пластина удаляется, а детали прижимаются друг к другу и удерживаются до тех пор, пока сварной шов не остынет и не затвердеет, чтобы создать прочную связь.
Сварочное оборудование с горячей пластиной обычно управляется пневматически, гидравлически или электрически с помощью серводвигателей.
Высокочастотная сварка
Высокочастотная сварка также известна как диэлектрическая герметизация или радиочастотная сварка (РЧ). Высокочастотные электромагнитные волны в диапазоне радиочастот могут нагревать полимеры, чтобы смягчить пластмассы для соединения.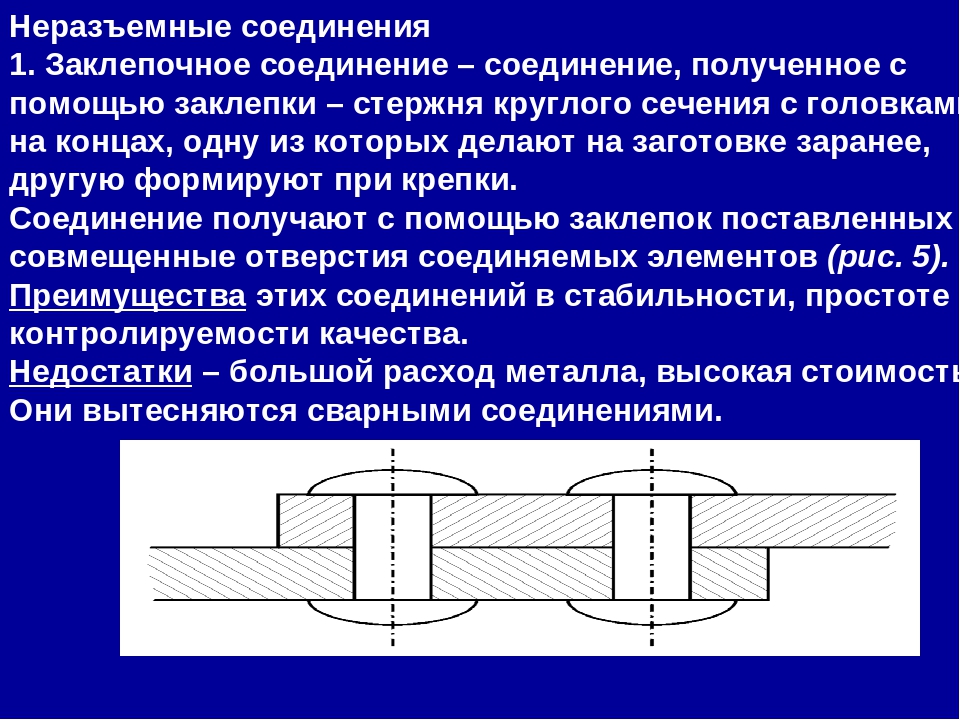 Быстрая переориентация некоторых химических диполей полимера приводит к выделению тепла, что означает локализацию тепла, и процесс может быть непрерывным.
Быстрая переориентация некоторых химических диполей полимера приводит к выделению тепла, что означает локализацию тепла, и процесс может быть непрерывным.
Настольный пресс оказывает давление на поверхности двух кусков материала. Плашки руководят процессом сварки. Когда пресс смыкается, высокочастотные волны проходят через небольшой участок между матрицей и столом, где происходит сварка. Эта высокая частота нагревает пластик, который сваривается под давлением и принимает форму штампа.
Ультразвуковая сварка
При ультразвуковой сварке высокочастотная вибрация с низкой амплитудой создает тепло за счет трения. Граница двух частей специально разработана для концентрации энергии для максимальной прочности сварного шва. Ультразвуковая сварка может использоваться практически для всех пластиков. Это самая быстрая технология сварки пластмасс.
Лазерная сварка
Для этого метода требуется, чтобы одна часть пропускала лазерный луч. Другая часть должна быть абсорбирующей или иметь абсорбирующее покрытие на границе раздела. Давление прикладывается к двум частям, в то время как лазерный луч перемещается вдоль линии соединения. Луч проходит через первую пластиковую часть и поглощается другой, чтобы произвести достаточно тепла, чтобы смягчить поверхность раздела и создать прочный сварной шов.
Давление прикладывается к двум частям, в то время как лазерный луч перемещается вдоль линии соединения. Луч проходит через первую пластиковую часть и поглощается другой, чтобы произвести достаточно тепла, чтобы смягчить поверхность раздела и создать прочный сварной шов.
Применения лазерной сварки включают запечатывание пакетов катетеров, медицинских контейнеров, автомобильных ключей дистанционного управления, соединений шприцев с защитой от несанкционированного вскрытия, корпусов кардиостимуляторов, фар или задних фонарей в сборе, корпусов насосов и деталей сотовых телефонов.
Сварка растворителем
При сварке растворителем растворитель применяется для временного растворения полимера при комнатной температуре.Когда это происходит, полимерные цепи могут свободно перемещаться в жидкости и смешиваться с другими столь же растворенными цепями в другом компоненте. Со временем растворитель проникает в полимер так, что цепи теряют свою подвижность. Остается твердая масса перепутанных полимерных цепей, которая создает сварной шов.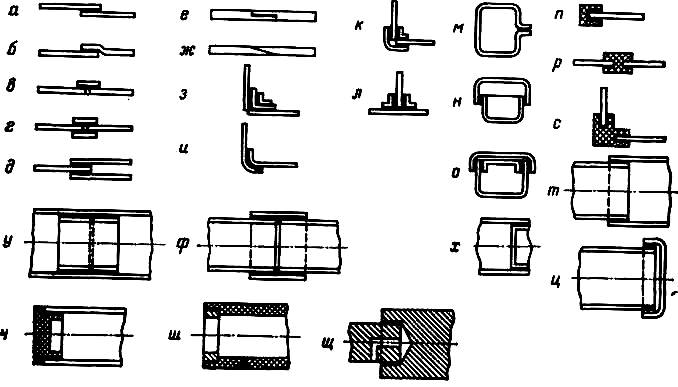 Этот метод часто используется для соединения труб из ПВХ и АБС, используемых в бытовой сантехнике.
Этот метод часто используется для соединения труб из ПВХ и АБС, используемых в бытовой сантехнике.
Типы сварки пластмасс
Пластмассы можно разделить на два типа: термореактивные и термопластичные.Термореактивные материалы можно формовать только один раз. После первого плавления они затвердевают навсегда. Термопластик можно плавить много раз, и форма пластика может меняться. Сваривать можно только термопласты.
Разница между двумя типами пластика заключается в том, как макромолекулы связываются друг с другом на атомном уровне. Молекулы термореактивных материалов запускаются под действием тепла, чтобы вступить в химическую реакцию и соединиться. Молекулы термопластов химически не связаны.
Наиболее распространенными термопластичными материалами, пригодными для сварки, являются HPDE (полиэтилен высокой плотности), PP (полипропилен), CPVC (хлорированный поливинилхлорид), PVC (поливинилхлорид), PVDF (поливинилфторид) и ABS (акрилонитрилбутадиен-стирол).
Выводы
Выше мы объяснили, как работает сварка пластика, а также различные методы и используемые пластики. Мы надеемся, что эта информация была вам полезна. Чтобы узнать больше о других промышленных процессах, найти поставщиков или составить собственный список поставщиков, посетите сайт Thomas Supplier Discovery, где есть информация о других аналогичных продуктах.
Источники
Связанные статьи
Другие товары от Изготовление и изготовление на заказ
10 методов и этапов сварки – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Всякий раз, когда вам нужно отремонтировать кусок пластика или соединить пластиковые детали, сварка предлагает простой способ решения проблемы. Обучение сварке может потребовать времени и практики, но это не сложный процесс.Это, безусловно, верно, когда речь идет о сварке пластика, потому что пластик мягкий и гибкий. Хотя есть несколько различных методов, которые вы можете использовать для сварки пластика, все, что вам нужно, это сварочный пистолет и необходимый сварочный пруток.
Обучение сварке может потребовать времени и практики, но это не сложный процесс.Это, безусловно, верно, когда речь идет о сварке пластика, потому что пластик мягкий и гибкий. Хотя есть несколько различных методов, которые вы можете использовать для сварки пластика, все, что вам нужно, это сварочный пистолет и необходимый сварочный пруток.
Итак, как сварить пластик с пластиком?
В этой статье мы дадим вам краткий обзор сварки пластика, различных методов, которые вы можете использовать для сварки пластика, а затем рассмотрим пошаговый процесс сварки пластика. После того, как вы прочитаете эту статью, вы должны быть уверены в своем следующем проекте по сварке пластика!
После того, как вы прочитаете эту статью, вы должны быть уверены в своем следующем проекте по сварке пластика!
Сварка пластмасс
Рекламные ссылки Любой пластик, который можно сваривать, называется «термопласт».«Это потому, что этот пластик расплавится, когда вы нагреете его до высокой температуры, а это означает, что вы также можете сплавить пластик.
Пластмассы, которые обычно используются для сварки, представляют собой термопласты, такие как полипропилен, полиэтилен, полиуретан, поливинилхлорид, также известный как ПВХ, и акрилонитрил-бутадиен-стирол (АБС).
Если вы собираетесь использовать сварку горячим воздухом для соединения пластмасс, то вы получите лучший сварной шов, если материал толще 1/16 дюйма.
Поскольку вы хотите создавать прочные сварные швы, вы сосредоточитесь на создании сварных швов, которые равны или прочнее, чем соединение исходных пластиков.Мы рекомендуем, прежде чем приступать к каким-либо проектам по сварке пластика, попрактиковаться на небольшом количестве пластиковых отходов, чтобы вы некоторое время испытали сварку пластика, прежде чем приступить к реальному проекту.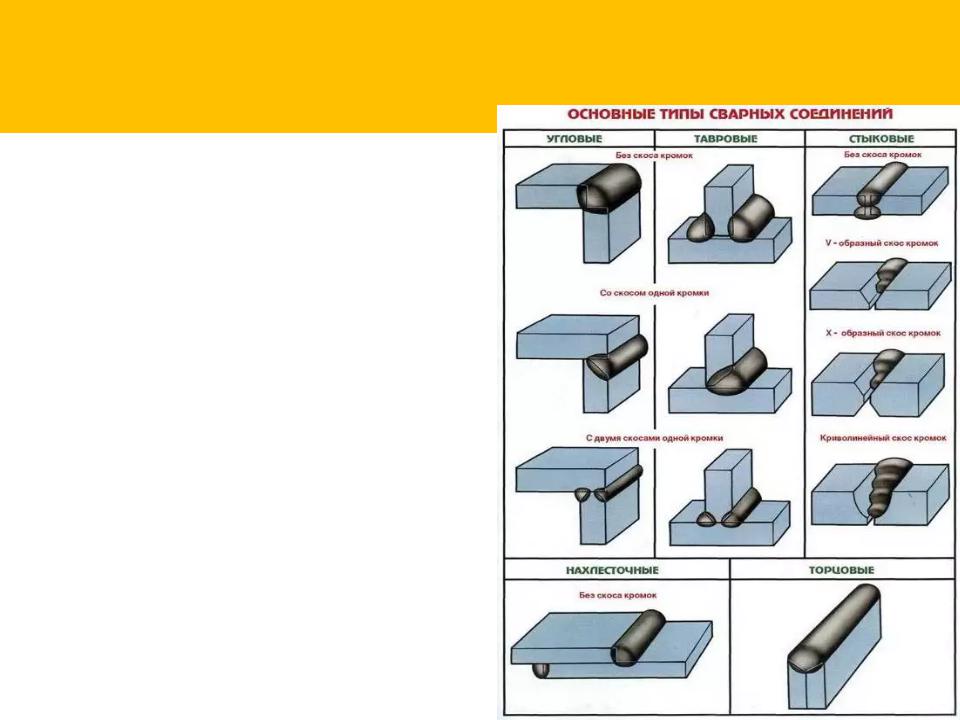
Подобно сварке металлов, обучение сварке пластика требует определенного опыта и обучения.
Вам придется несколько раз поэкспериментировать с пластиком, даже если у вас есть опыт сварки металлических деталей. Это связано с тем, что сварка пластиковых материалов сильно отличается от сварки металлических материалов.
Сварочные материалы и ваш сварочный электрод
Ознакомьтесь с рекомендуемыми инструментами для сварки пластика здесь.
AdvertisementsКогда речь идет о сварке пластика, все еще применяются обычные правила сварки. Ваш сварочный пруток всегда должен использовать то же вещество, что и свариваемый предмет.
Иногда вы можете вычислить точные уравнения для контента, над которым работаете, если у вас есть эта информация, предоставленная производителем продукта. Однако в других случаях вы, к сожалению, не будете знать точного состава свариваемых материалов.
«Тест на горение» — как определить, какой вид пластика вы собираетесь сваривать
К счастью, при работе с пластиком есть метод, который можно использовать для определения типа пластика, с которым вы работаете.
Используя «тест на горение», вы можете просто поджечь пластик и наблюдать, как он горит. Принимая во внимание цвет пламени, то, как горит огонь и как пахнет предмет, когда он горит, вы обычно можете понять, из чего состоит ваш пластик.
Чтобы провести испытание на сжигание, нужно использовать лишь небольшое количество пластика.
Итак, как определить, с каким типом пластика вы работаете, проведя тест на сжигание? Ниже мы привели несколько кратких описаний того, как каждый вид пластика горит.

После того, как вы определите пластик, с которым будете выполнять сварку, вы сможете получить нужный сварочный пруток, используя тот же материал.
Вот отличное видео, в котором подробно рассказывается о тесте на сжигание.
Определение температуры сварки
Если вы собираетесь выполнить эффективную сварку, вам нужно знать правильную температуру для вашего воздушного потока.
Воздушный поток, исходящий от термофена при правильной температуре, всегда обеспечивает наилучшие сварные швы. Однако, если у вас недостаточно тепла или у вас его избыток, вы получите слабые, плохие сварные швы.
Итак, мы не можем не подчеркнуть важность знания правильной температуры сварки.
Ниже приведены температуры сварки, которые следует использовать в зависимости от свариваемого термопластика:



 При индукционной сварке вы будете использовать проводящую металлическую вставку в том месте, где вы хотите соединить две пластиковые детали.
При индукционной сварке вы будете использовать проводящую металлическую вставку в том месте, где вы хотите соединить две пластиковые детали. После этого вы будете использовать тепло от трения волн, чтобы соединить пластиковые детали вместе.
После этого вы будете использовать тепло от трения волн, чтобы соединить пластиковые детали вместе.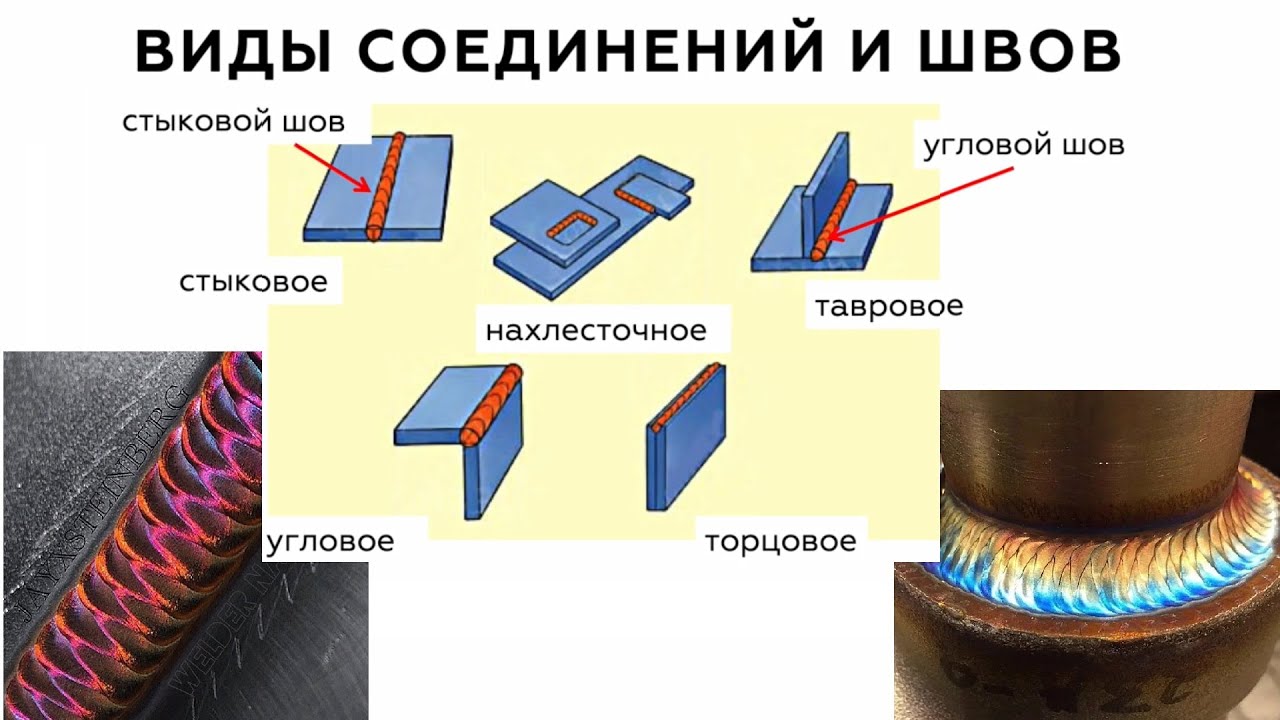 Мы рассмотрим сварку пластика в три этапа.
Мы рассмотрим сварку пластика в три этапа.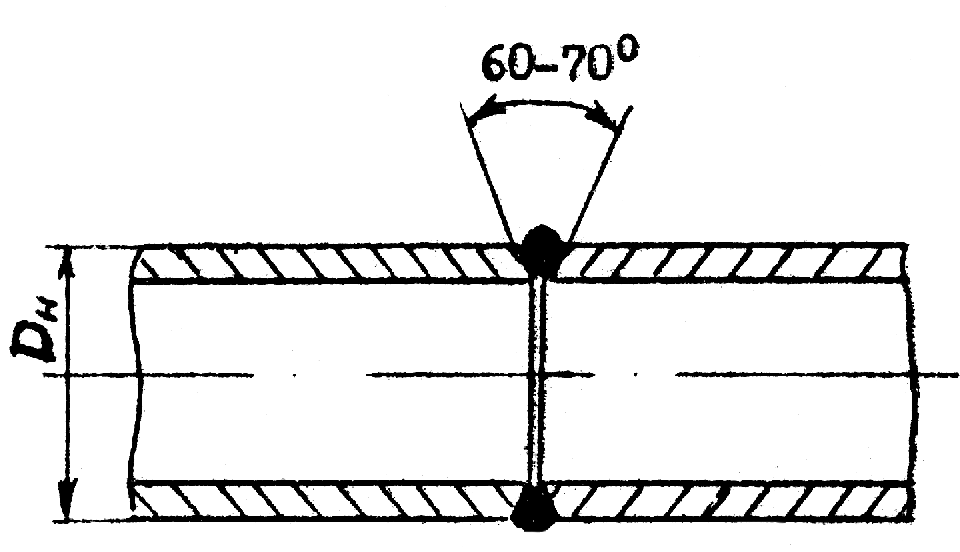 Кроме того, откройте все близлежащие двери и окна и поставьте вокруг себя несколько вентиляторов, чтобы отводить пары от рабочего места.
Кроме того, откройте все близлежащие двери и окна и поставьте вокруг себя несколько вентиляторов, чтобы отводить пары от рабочего места. Защитите свое лицо сварочным козырьком.
Защитите свое лицо сварочным козырьком.
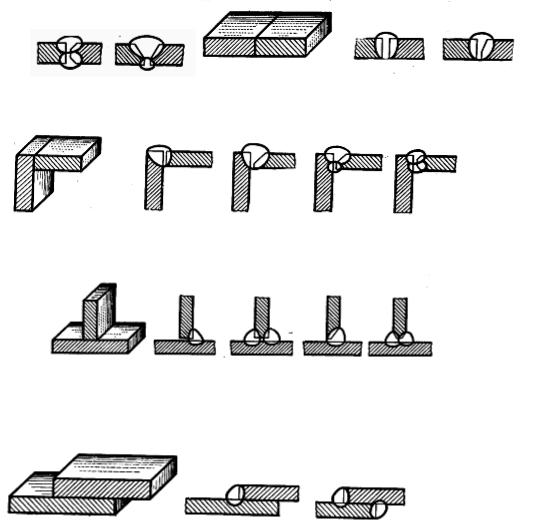
 Однако, в зависимости от типа пластика, который вы свариваете, вам необходимо установить соответствующую температуру.
Однако, в зависимости от типа пластика, который вы свариваете, вам необходимо установить соответствующую температуру. Обрежьте это до точки.
Обрежьте это до точки.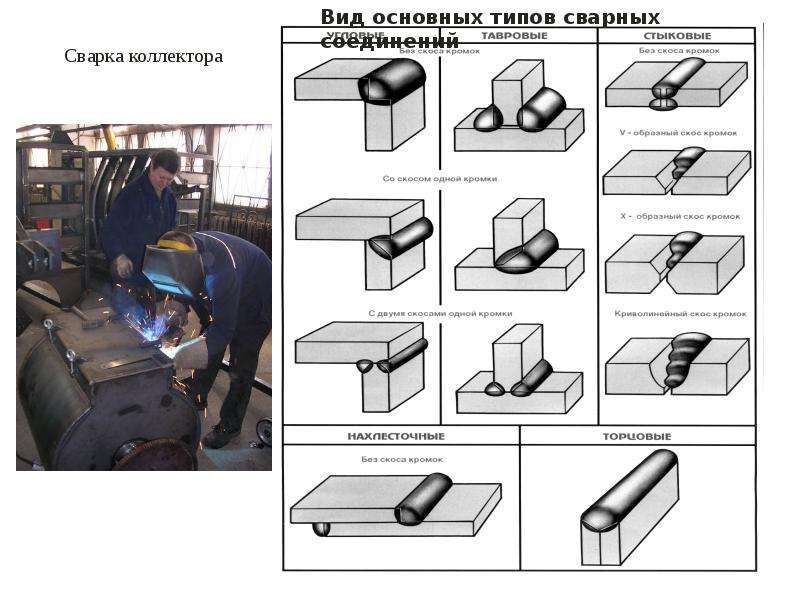 Начните с верхней части треснутой области пластика, если вы ее чините, или с области, которую вы соединяете.
Начните с верхней части треснутой области пластика, если вы ее чините, или с области, которую вы соединяете.



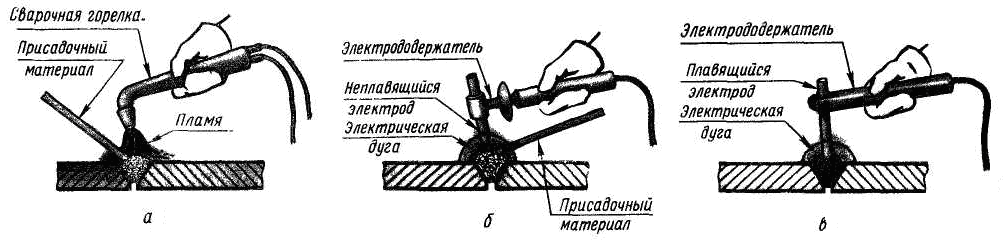 Это тепло трения применяется посредством высокоскоростной вибрации, генерируемой сонотродом и доставляемой сварочным «рупором».
Это тепло трения применяется посредством высокоскоростной вибрации, генерируемой сонотродом и доставляемой сварочным «рупором». За счет отказа от крепежа уменьшается количество деталей и вес, что экономит время, деньги и производственные площади. Он также чище, чем клей, и не требует смешивания, хранения и дозирования.
За счет отказа от крепежа уменьшается количество деталей и вес, что экономит время, деньги и производственные площади. Он также чище, чем клей, и не требует смешивания, хранения и дозирования.
 Совместимость существует, когда эти значения одинаковы для двух материалов.
Совместимость существует, когда эти значения одинаковы для двух материалов.
 (Это упрощает расположение деталей для сборки.)
(Это упрощает расположение деталей для сборки.) Это снижает энергию, необходимую для сварки.
Это снижает энергию, необходимую для сварки. Это обеспечивает прочное соединение, избегая беспорядка или дополнительных компонентов. Ключом к успешной ультразвуковой сварке является правильный выбор материала и конструкции детали. Используйте эти рекомендации по проектированию пластиковых деталей в качестве отправной точки, но не стесняйтесь обращаться к специалисту за более подробной консультацией.
Это обеспечивает прочное соединение, избегая беспорядка или дополнительных компонентов. Ключом к успешной ультразвуковой сварке является правильный выбор материала и конструкции детали. Используйте эти рекомендации по проектированию пластиковых деталей в качестве отправной точки, но не стесняйтесь обращаться к специалисту за более подробной консультацией.