Наименование параметра | Искра | МШ-2203 |
Номинальное напряжение питающей сети В, при частоте 50Гц | 380 | 380 |
Число фаз для подключения машины | 2 | 2 |
Наибольший вторичный ток, кА | 22 | 22 |
Номинальный длительный вторичный ток, кА | 11 | 9 |
Наибольшая мощность при коротком замыкании, кВА | 112 | 124 |
Наибольшая мощность при ПВ=50%, кВА | 65 | 62 |
Диапазон свариваемых толщин, мм | От 0,5+0,5 до 2,0+2,0 | От 0,5+0,5 до 1,5+1,5 |
Число ступеней регулирования | 4 | 4 |
Номинальное усилие сжатия при давлении воздуха 0,4 мПа, кгс | 500 | 400 |
Наибольшее усилие сжатия при давлении воздуха 0,5 мПа, кгс | 635 | 520 |
Наименьшее усилие сжатия при давлении воздуха 0,1 мПа, кгс | 170 | 80 |
Номинальный вылет, мм При продольной сварке При поперечной сварке | 400 400 | 500 500 500 |
Номинальный раствор, мм | 85 | |
Полный ход верхнего электрода, мм | 65 | 60 |
Номинальный диаметр верхнего приводного ролика, мм | 200 | 180 |
Линейная скорость сварки на роликовых электродах номинального диаметра, м/мин Наибольшая Наименьшая | 6 0,4 | 6 0,4 |
Расход охлаждающей воды, л/час не более | 680 | 680 |
Габаритные размеры, мм ДхШхВ | 1370х500х1810 | 1450х455х1580 |
Машины для шовной сварки
Машины для шовной сварки по устройству корпуса, расположению и конструкции трансформатора и нажимных устройств сходны с точечными машинами.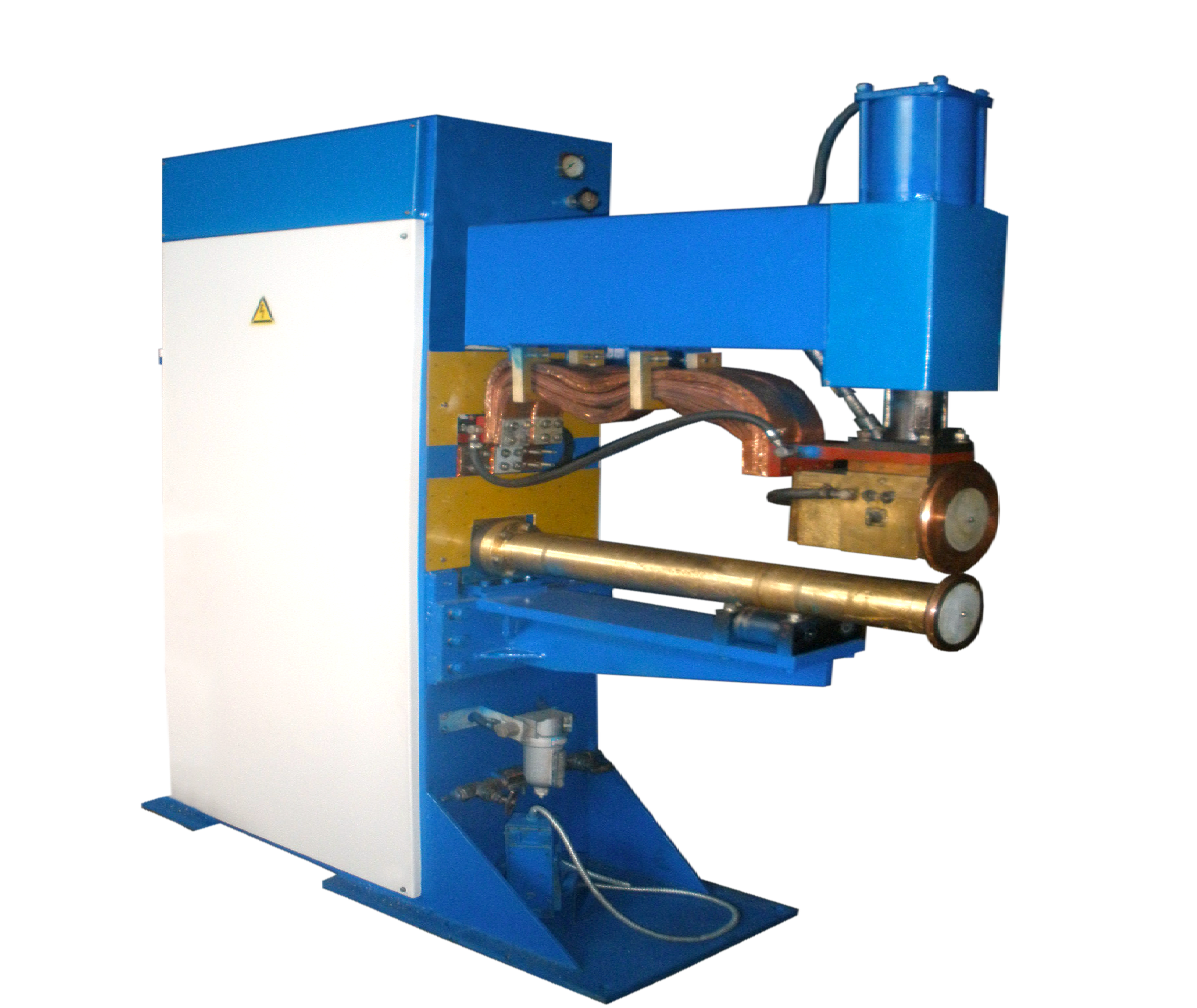
Машины для шовной сварки имеют следующие основные части: 1) станину; 2) механизм сжатия; 3) электроды в форме роликов с хоботами для их крепления; 4) механизм для вращения роликов; 5) трансформатор с переключателем ступеней и включающим устройством.
При сварке с периодическим включением тока машина снабжается прерывателем.
Станины шовных машин делаются литыми или сварными с расчетом установки их на полу. Шовные машины, как и точечные, выполняются с педальным, электромоторным или пневматическим механизмами сжатия. Некоторые машины изготовляются о комбинированным моторно-пневматическим механизмом сжатия. Механизм сжатия шовной машины должен обеспечить приложение усилия к свариваемым заготовкам в течение всего периода сварки, который иногда продолжается длительное время. Ввиду этого наиболее удобен для шовных машин пневматический, электромоторный или комбинированный механизм сжатия.
Электроды шовных машин обычно делают в форме роликов, приводимых во вращение электромотором через редуктор или другую систему передач. При шаговой роликовой сварке шовные машины снабжаются специальным механизмом, обеспечивающим периодическую остановку роликов, необходимую при шаговой сварке для пропускания тока через неподвижные заготовки.
При шаговой роликовой сварке шовные машины снабжаются специальным механизмом, обеспечивающим периодическую остановку роликов, необходимую при шаговой сварке для пропускания тока через неподвижные заготовки.
Привод роликов осуществляется непосредственно через вал, па котором они закреплены, или шарошкой. В последнем случае шарошка одновременно калибрует раскатывающийся в процессе сварки ролик, сохраняя постоянство его формы.
При сварке продольных швов, расположенных перпендикулярно передней стенке машины, ведущим является обычно верхний ролик, нижний ролик при этом вращается за счет силы трения, возникающей между ним и заготовкой при сжатии. При сварке поперечных швов ведущим является чаще всего нижний ролик.
Выключающие устройства шовных машин делаются по типу выключающих устройств машин для точечной сварки. В первичную цепь шовных машин часто включают прерыватель, обеспечивающий импульсное включение тока. Прерыватель позволяет получить более качественное соединение в случае сварки стали и обеспечивает возможность сварки специальных сталей (типа нержавеющих), цветных металлов и их сплавов.
Сжатие заготовок при шовной сварке обычно производится путем перемещения верхнего ролика. При этом ролик перемещается или по дуге окружности (радиальный ход) или вертикально (вертикальный ход).
Фиг.153.Внешний вид машины МШМ-50-П
Фиг.154.Электрокинематическая схема машины Ш-50-1 (без прерывателя): 1—ролики; 2—верхняя головка; 3—стойка; 4—трансформатор; 5— электродвигатель; 6—выключатель; 7—болт заземления; 8—педаль
Станки шовной сварки от ООО «Вебер Комеханикс»
Производитель: CEA
Модели в наличии на складе: Машина шовной сварки CEA RL 81
Машины шовной сварки CEA серии RL, RT, RTL предназначены для шовной сварки продольных, поперечных, кольцевых швов, в том числе и герметичных.
Основные технические характеристики
| Модель | RT 80 | RT 802T | RT 81 | RL 81 | RT 1802T |
| Приводной ролик (A — нижний, В — верхний) | A | A+B | В | В | A+В |
| Привод (С — зубчатый ремень, D — кардан, E — дифференциал) | С | С | D | D | E |
| Напряжение питания при 50 Гц | 400 В | 400 В | 400 В | 400 В | 400 В |
| Номинальная мощность при 50% ПВ | 60 кВA | 60 кВA | 80 кВA | 80 кВA | 180 кВA |
| Потребляемая мощность | 60 кВA | 60 кВA | 80 кВA | 80 кВA | 150 кВA |
| Плавкий предохранитель с задержкой срабатывания на ток | 150 A | 150 A | 200 A | 200 A | 400 A |
| Напряжение вторичной обмотки | 5,1 В | 5,1 В | 6,7 В | 6,7 В | 9,5 В |
| Вылет электродов | 450 мм | 450 мм | 800 мм | 800 мм | 450 мм |
| Рабочий ход | 80 мм | 80 мм | 80 мм | 80 мм | 100 мм |
| Диапазон сварки по листовой низкоуглеродистой стали | 1,2+1,2 мм | 1,2+1,2 мм | 1,2+1,2 мм | 1,2+1,2 мм | 2+2 мм |
Диапазон сварки по листовой CrNi и нерж. стали стали |
1,5+1,5 мм | 1,5+1,5 мм | 1,5+1,5 мм | 1,5+1,5 мм | 3+3 мм |
| Усилие прижима (при 6 атм. в системе) | 470 даН | 470 даН | 470 даН | 470 даН | 1200 даН |
| Расход воды при 3 атм. | 6 л | 6 л | 6 л | 6 л | 7 л |
| Габариты | 1150x800x2020 мм | 1150x800x2020 мм | 1450x800x2100 мм | 1450x800x2100 мм | 1450x800x2100 мм |
| Вес | 800 кг | 900 кг | 900 кг | 1540 кг |
Конструктивные особенности
Компания «Вебер Комеханикс» предлагает машины шовной сварки известного мирового производителя СЕА для сварки продольных, поперечных и кольцевых швов.
Особенности станков:
- удобное управление;
- максимальная безопасность;
- прочная и жёсткая станина;
- долговечность в эксплуатации;
- универсальность в применении;
- точное позиционирование заготовок;
- вторичный контур водяного охлаждения одновременно включает ступицы роликов;
- сварка как непрерывным, так и прерывистым швом;
- зависимость вылета электродов от модели (варьируется в пределах 450–800 мм).
В отдельных случаях машины могут модифицироваться, что позволит выполнять сварку с помощью постоянного тока.
Отличие модификаций оборудования: RT — поперечное расположение роликов, RL — продольное расположение роликов, RLT — изменяемое расположение роликов.
Машины контактной шовной сварки
- Подробности
- Категория: Для сварки
Машины контактной шовной сварки МШ-1801; МШ-3208М1 это оборудование для низко затратной и высокопроизводительной сварки нахлесточных швов. Чаще всего это различные емкости: топливные баки, бочки, мембраны, сильфоны, бойлеры, кухонные мойки и др. Не стоит рассчитывать на хорошую экономическую отдачу от машины контактной шовной сварки если нет массовости производства однотипных изделий и не продумана экономика рабочего места и однотипность сборки деталей под шовную контактную сварку.
Чаще всего это различные емкости: топливные баки, бочки, мембраны, сильфоны, бойлеры, кухонные мойки и др. Не стоит рассчитывать на хорошую экономическую отдачу от машины контактной шовной сварки если нет массовости производства однотипных изделий и не продумана экономика рабочего места и однотипность сборки деталей под шовную контактную сварку.
Машины контактной шовной сварки находят применение в серином или массовом производстве – вторичный контур и его конфигурация подстраивается под тип выпускаемых изделий или свариваемых деталей.
Возможны конфигурации вторичного контура шовной машины МШ – с отклонением роликов для сварки по отбортовке, например при сварке топливных баков, комплектация пантографами для оснастки “под изделие” для сварки на небольших токах при затрудненном доступе к месту шва, сварки продольных швов, с двумя приводными роликами, для контактной шовной сварки обечаек малых диаметров с 2-х сторонним доступом.
Для правильного размещения плоскости нахлестки, однозначной сборки деталей и сварного соединения применяются кондукторы , пантографы и другие приспособления. Именно благодаря ним и правильно продуманной конструкции сварного узла и эргономики рабочего места можно реализовать все преимущества этого мало зависящего от сварщика оператора и скоростного метода сварки.
Во избежании образования хлопунов, особенно при шовной сварке замкнутых контуров в предварительной сборке часто используется “прихватка” точечной контактной сваркой последовательности (штампованные и вальцованные детали всегда имеют отклонения и необходимый зазор для сборки).
Машины шовной сварки серии МШ для поперечных швов на изделиях типа патрубков малого диаметра (например вентиляционные и дымовые трубы или подобные изделия). Мощность машины, усилие сжатия и вылет и диаметр электродов а так же вылет проставок под них подбирается по мере возможности, исходя из ожидаемых режимов сварки.
Доступны версии машин для шовной контактной сварки и в исполнении со среднечастотными трансформаторами (MF) c вытекающими преимуществами по низкому пиковому энергопотреблению, отсутствию необходимости компенсации реактивной мощности и повышению стабильности качества сварки.
Эта серия машин может комплектоваться и контроллерами с программируемой конфигурацией импульса сварки и использоваться для работы с материалами и на соединениях с ограниченной свариваемостью.
Машина шовной сварки МШ-2203 — Урал-Пром
Главная » Каталог » Контактные шовные машины » Машина шовной сварки МШ-2203Артикул:
Цена:
Реальные цены просим уточнять у нашего оператора!
Машины контактной сварки МШ – 2203 используются в производстве для шовной сварки различных изделий. Имеют отличные рабочие характеристики и экономичное энергопотребление при максимальной производительности. В Екатеринбурге на производстве и продаже данных моделей по выгодным ценам специализируется Завод электросварочного оборудования «Искра».
Предназначена для шовной сварки изделий из низкоуглеродистых и легированных сталей без покрытий как при повторно-кратковременном режим, так и при непрерывном прохождении сварочного тока.
Машина переменного тока, стационарная, прессового типа.
Обеспечивает сварку как продольных, так и поперечных швов, плавное регулирование давления между сварочными роликами, фазовое и ступенчатое регулирование скорости сварки в диапазоне от 0,4 – 6 м/мин приводом постоянного тока. Пневматический привод опускания верхнего ролика, водяное охлаждение.
Выпускается по заказу в двух исполнениях:
- Вылет хобота на 400 мм.
- Вылет хобота на 700 мм.
МШ — 2203 предназначена для работы в следующих условиях: температура окружающей среды от плюс 1° С до плюс 35 ° С, влажность окружающей среды до 80% при температуре 25 ° С, атмосферное- давление от 84,0 кПа (630 мм рт. ст.) до 106,7 кПа (800 мм рт. ст.).
Категория 4 предусматривает эксплуатацию машины в закрытых отапливаемых (охлаждаемых) и вентилируемых помещениях.
Технические характеристики:
| Номинальное напряжение питающей сети (В), при частоте 50 Гц | 380 |
| Число фаз для подключения машины | 2 |
| Наибольший вторичный ток (кА) | 22±2,2 |
| Номинальный длительный вторичный ток (кА) | 11 |
| Наибольшая мощность при коротком замыкании (кВА), не более | 112 |
| Удельное энергопотребление, кВА/кА кН м м/мин. | 1,02 |
| Номинальный режим работы при ПВ (%) | 50 |
| Номинальная мощность при ПВ=50% (кВА) | 65 |
| Диапазон толщин свариваемых деталей (мм) | От 0,5+0,5 до 2,0+2,0 |
| Число ступеней регулирования | 4 |
| Номинальное усилие сжатия электродов при давлении сжатого воздуха 380 кПа (Н) | 5000 |
| Наибольшее усилие сжатия электродов при давлении сжатого воздуха 490 кПа (Н) | 6350±510 |
| Наименьшее усилие сжатия электродов при давлении сжатого воздуха 98 кПа (Н) | 1650±130 |
| Номинальный вылет (мм) | 4000 |
| Номинальный раствор (мм) | 85 |
| Полный ход верхнего электрода (мм) | 65 |
| Номинальный диаметр верхнего приводного ролика (мм) | 200 |
| Линейная скорость сварки на роликовых электродах
номинального диаметра (м/мин) наибольшая, не менее наименьшая, не более |
6,0 0,4 |
| Максимальная кратковременная производительность при сварке низкоуглеродистой стали толщиной 0,8мм+0,8мм (м/мин) | 6 |
| Максимальная длительная производительность при сварке низкоуглеродистой стали толщиной 0,8мм+0,8мм (м/мин) | 2,3 |
| Производительность при сварке минимальной толщины (м/ч), не менее | 137 |
| Расход охлаждающей воды (л/ч), не более | 680 |
| Система контроля и управления или степень оснащения системами контроля и управления | На интегральных схемах |
| Габаритные размеры (мм), ДхШхВ | 1370х500х1810 |
В конструкции машины предусмотрено:
- Плавное регулирование давления между сварочными роликами
- Постоянное давление независимо от износа роликов и колебаний сжатого воздуха в питающей сети
- Плавное опускание верхнего сварочного ролика
- Регулирование сварочного тока изменением вторичного напряжения сварочного трансформатора
- Фазовое регулирование сварочного тока изменением момента включения тиристоров
- Регулирование длительности импульсов сварочного тока и длительности пауз между ними
- Плавное регулирование скорости сварки
Машины для сварки шовной — Энциклопедия по машиностроению XXL
Глава 1 КОНТАКТНЫЕ МАШИНЫ ДЛЯ ТОЧЕЧНОЙ, ШОВНОЙ И РЕЛЬЕФНОЙ СВАРКИ [c. 166]
166]В электротехнической промышленности нашли применение шовные ультразвуковые машины, которые могут рассматриваться как специальные, хотя со временем, по мере увеличения объемов производства и расширения ассортимента свариваемых материалов они могут перейти в класс универсальных. Разработаны три типоразмера машин для сварки металлической фольги (табл. 5.6). На них можно сваривать фольгу из меди, никеля, алюминия, ниобия, титана и других металлов. [c.240]
Вылет т о ч е ч н ы х или шовных машин— расстояние от осевой линии электродов до корпуса машины или до других выступающих частей. У машин для сварки рельефных заготовок вылет ра вен расстоянию от передней стенки до оси ползуна. [c.14]
Машины для роликовой (шовной) сварка [c.347]
МАШИНЫ ДЛЯ РОЛИКОВОЙ (ШОВНОЙ) СВАРКИ [c.347]
Шовные машины для сварки легких сплавов 12,5 20 Шовные машины и трубосварочные станы. ……………..50 100
[c.327]
……………..50 100
[c.327]
С помощью автоматических и полуавтоматических линий производится также изготовление велосипедных ободьев. Обычно такие автоматические линии включают в себя стыковую сварочную машину Для сварки полос, станок для обрезки стальной полосы непрерывной длины и требуемой ширины, станок для подачи заготовки и формирования профиля ободьев, шовную сварочную машину для роликовой сварки продольного стыка, вальцовочный станок для гибки сформованной. полосы в кольцо и рубки ободьев, стыковую сварочную машину для сварки стыков колец, станок для снятия грата после сварки, пневматический станок для калибровки свальцованных и сваренных колец и проколки отверстий под спицы. [c.106]
Машина для продольной шовной сварки типа МШП отличается от рассмотренной машнны для поперечной сварки конструктивным исполнением консолей и приводом электродов. Привод сделан к верхнему роликовому электроду. [c.408]
Машины для роликовой (шовной) сварки
[c. 410]
410]
Машины для контактной шовной сварки. [c.4]
МАШИНЫ ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ [c.67]
ШАГОВАЯ МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНО-ТОЧЕЧНОЙ СВАРКИ [c.68]
Динамометры предназначены для измерения статического усилия на электродах контактных машин для точечной, шовной и рельефной сварки. [c.98]
Контактные машины для точечной, шовной, стыковой и рельефной сварки имеют много близких по конструкции электрических и механических узлов, которые целесообразно изучить предварительно. [c.123]Машины для шовной сварки (МШ-1001, МШ-1601, МШ-2001 и др.) в отличие от точечной снабжены механизмом привода роликовых электродов и особым скользящим токоподводом. Шовные машины выпускают мощностью 25—200 кВ-А. [c.
 114]
114]Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
Контактную точечную и шовную сварку применяют для соединения листов и профильного проката преимущественно из деформируемых сплавов. Контактную стыковую сварку выполняют преимущественно методом оплавления. Так как алюминий и его сплавы отличаются высокой тепло- и электропроводностью, то необходимо при электроконтактной сварке, особенно точечной, применение больших токов и мощных машин, для повышения эффективности нагрева целесообразно сваривать при малой длительности импульсов тока. [c.135]
Первые машины для контактной сварки были созданы в СССР заводом Электрик в 1927 г. Количество выпущенных машин быстро росло, что видно из следующих данных. К 1934 г. было выпущено сварочных машин точечных 2534 шт., шовных —70 шт., стыковых —1036 шт. при этом из года в год происходил не только
[c.119]
Количество выпущенных машин быстро росло, что видно из следующих данных. К 1934 г. было выпущено сварочных машин точечных 2534 шт., шовных —70 шт., стыковых —1036 шт. при этом из года в год происходил не только
[c.119]
Сборка сильфонов начинается сваркой пары мембран (секций) по внутренним окружностям. Перед этим поверхности мембран промываются авиационным бензином. Затем секция устанавливается Б специальное поворотное приспособление и производится ее сварка. Для сварки используется шовная сварочная машина типа МШП-150. Ширина контактной поверхности роликов 2,8 мм с допуском на увеличение ширины +0,5 мм. Давление на роликах при сварке 250 20 кгс. Скорость сварки 0,6 м мин. Шов должен располагаться [c.81]
Конструкция роликов и их охлаждение. Конструкция роликов должна обеспечивать удобную их смену, простое изготовление, хорошее охлаждение и малый износ. Ролики применяются как с внутренним, так и с внешним водяным охлаждением. Типовые конструкции оснащения шовных машин даны на фиг. 191. На фиг. 191, а показан верхний рукав машины АШ-50 для поперечной сварки. Ролик I крепится на болтах и не имеет непосредственного водяного охлаждения. На фиг. 191, б ролик I американской конструкции для верхнего рукава машины мощностью 150/гай имеет внутреннее водяное охлаждение и крепится на валу 2 для вращения ролика служит шестерня 3. Благодаря уширенному профилю ролик этого типа обладает высокой стойкостью. Неудобство этой конструкции ролика — трудность устранения утечки воды. На фиг. 191, а показана нормальная конструкция нижнего ролика У для продольной сварки. В рукаве имеются узкий канал 2, по которому поступает охлаждающая вода, и канал 3 большого диаметра для стока воды. Ролик имеет внешнее охлаждение. На фиг. 191, г изображён нижний рукав специальной конструкции для сварки полых изделий малого диаметра. Минимальный диаметр ролика—65—70 мм, что определяет размер внутреннего диаметра свариваемого изделия. Для охлаждения ролика и рукава
[c.383]
191. На фиг. 191, а показан верхний рукав машины АШ-50 для поперечной сварки. Ролик I крепится на болтах и не имеет непосредственного водяного охлаждения. На фиг. 191, б ролик I американской конструкции для верхнего рукава машины мощностью 150/гай имеет внутреннее водяное охлаждение и крепится на валу 2 для вращения ролика служит шестерня 3. Благодаря уширенному профилю ролик этого типа обладает высокой стойкостью. Неудобство этой конструкции ролика — трудность устранения утечки воды. На фиг. 191, а показана нормальная конструкция нижнего ролика У для продольной сварки. В рукаве имеются узкий канал 2, по которому поступает охлаждающая вода, и канал 3 большого диаметра для стока воды. Ролик имеет внешнее охлаждение. На фиг. 191, г изображён нижний рукав специальной конструкции для сварки полых изделий малого диаметра. Минимальный диаметр ролика—65—70 мм, что определяет размер внутреннего диаметра свариваемого изделия. Для охлаждения ролика и рукава
[c.383]
 Изготовляются машины для сварки плоскосворачиваемых тонкостенных труб диаметром 75—100 мм и длиной 200—300 м. Производительность такой установки 40—120 м труб в час.
[c.104]
Изготовляются машины для сварки плоскосворачиваемых тонкостенных труб диаметром 75—100 мм и длиной 200—300 м. Производительность такой установки 40—120 м труб в час.
[c.104]Контактная сварка (за рубежом принят термин сварка сопротивлением ) — наиболее старый и распространенный процесс получения неразъемных соединений металлов. В первой четверти XX в. контактная сварка получила широкое распространение за рубежом (США). В СССР первые машины для контактной сварки были изготовлены в 1928 г. на Ленинградском заводе Электрик . Советские инженеры и ученые внесли большой вклад в разработку новых технологических процессов контактной сварки. А. М. Игнатьев изобрел оригинальный метод сварки сопротивлением, Н. В. Гевелинг предложил применять при точечной сварке термическую обработку непосредственно в электродах машины, Г. И. Бабат изобрел сварку с использованием разряда конденсаторов. Были созданы машины для всех основных видов контактной сварки мощностью до 600 кВ-А (стационарные, подвесные точечные, шовные, стыковые, а также специальные машины для сварки труб, ободьев автомобильных и велосипедных колес). [c.3]
[c.3]
Магниевые силйвы 26, 39, 40, 102, 109 Магнитопровод трансформатора 46 Манипулятор 88 Машины для сварки рельефной 72 стыковой 73—75 точечной 66, 68, 75—81, 84 шовной 67, 69, 70, 80, 8 Г Машины сварочные [c.173]
МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ и МЕМБРАН ТИП МШПС-50-3 [c.196]
Сварочные устройства представляют собой пли ручные сварочные пистолеты для шовной сварки, или стационарные машины для сварки по контуру прерывистым или непрерывным швом. Прп т. н. дистанционной С. пользуются стержневыми инструментами слояшой формы. УЗ-вые сварочные инструменты выполняются из малотеплопроводных материалов с высокой механич. добротностью. [c.313]
На рис. 9 показана схема контактного электронагревателя детали 1, имеющей форму стержня, в вакуумной камере 2. Деталь жестко закреплена в зажимах 3 и 4. Зажим 3 неподвижно установлен на электроде 5, а зажим 4 присоединен к токопроводящему электроду 6 через гибкую медную шину 7, необходимую для предотвращения деформации детали при объемных изменениях в процессах нагрева и охлаждения, и медную накладку 8. Электроды 5 и 5 обычно изготовляют полыми и охлаждаемыми проточной водой изнутри. Места ввода их в вакуумную камеру хорошо герметизируют и уплотняют. Этот способ нагрева наиболее рационально осуществлять при помощи трансформаторов электроконтактньих машин, машин для точечной, шовной и рельефной сварки. Такие машины и аппараты состоят из специального трансформатора, ко вторичной цепи которого подключены электроды, соединенные с сжимающими устройствами, включаемыл и вручную или автоматически. Электроды могут быть медными, охлаждаемыми при сварке проточной водой. В этом случае разогрев места соединения происходит за счет большого переходного электросопротивления, зависящего при одном и том же токе и одинаковом времени нагрева от величины давления, т.
Деталь жестко закреплена в зажимах 3 и 4. Зажим 3 неподвижно установлен на электроде 5, а зажим 4 присоединен к токопроводящему электроду 6 через гибкую медную шину 7, необходимую для предотвращения деформации детали при объемных изменениях в процессах нагрева и охлаждения, и медную накладку 8. Электроды 5 и 5 обычно изготовляют полыми и охлаждаемыми проточной водой изнутри. Места ввода их в вакуумную камеру хорошо герметизируют и уплотняют. Этот способ нагрева наиболее рационально осуществлять при помощи трансформаторов электроконтактньих машин, машин для точечной, шовной и рельефной сварки. Такие машины и аппараты состоят из специального трансформатора, ко вторичной цепи которого подключены электроды, соединенные с сжимающими устройствами, включаемыл и вручную или автоматически. Электроды могут быть медными, охлаждаемыми при сварке проточной водой. В этом случае разогрев места соединения происходит за счет большого переходного электросопротивления, зависящего при одном и том же токе и одинаковом времени нагрева от величины давления, т. е. от площади и плотности электроконтактов. После образования соединения переходное сопротивление резко уменьшается, и дальнейшей нагрев происходит за счет электрического сопротивления детали, увеличивающегося с повышением температуры.
[c.88]
е. от площади и плотности электроконтактов. После образования соединения переходное сопротивление резко уменьшается, и дальнейшей нагрев происходит за счет электрического сопротивления детали, увеличивающегося с повышением температуры.
[c.88]Машины для шовной сварки по конструктивному оформлению близки к машинам для точечной сварки и отличаются от них формой электродов, выполненных в виде роликов. Шовные машины выпускают мощностью 25—200 кВ-А. В зависимости от способа hjobhoh сварки (непрерывное или прерывистое включение тока) их снабжают механическими или электронными прерывателями тока. [c.220]
Для дуговой сварки на переменном токе изготовлялись сварочные трансформаторы мощностью от 15 доЗОкйа.на ток до 500 а. Сварочные трансформаторы были самым распространенным видом сварочного аппарата. За период с 1926 по 1934 г. завод Электрик выпустил свыше 18 тыс. сварочных трансформаторов. Он изготовил также машины для контактной сварки. Машины для точечной контактной сварки выпускались мощностью от 2,6 до 70 та, для шовной сварки — от 13,5 до 100 та и для стыковой сварки — от 0,5 до 150 ква. [c.98]
[c.98]
Значительные успехи получены в развитии механизированных методов контактной сварки. Этому способствовало совершенствование оборудования для этого вида сварки. Промышленность СССР выпускает различные типы универсальных и специальных машин для всех видов контактной сварки, которые находят широкое применение в первую очередь в автомобильной и авиационной промышленности. Но и в других отраслях промышленности, например в вагоностроении, использование контактной сварки быстро возрастало. Калининский вагоностроительный завод построил поточную линию для многоточечной сварки цельнометаллических железнодорожных вагонов. Прочные позиции завоевала контактная сварка в котлострое-нии (при сварке аустенитных и перлитных сталей на стыках труб, приварке шипов к экранам труб и т. д.), а также в строительстве, особенно при изготовлении арматуры для железобетонных конструкций, арматурных сеток и т. д. При этом применяются оригинальные отечественные машины. Значительно расширилось использование контактной сварки на заводах сельскохозяйственного машиностроения. Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д.
[c.128]
Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д.
[c.128]
Машина для шовной сварки — повышение рентабельности и эффективности
Машина для сварки швов — полное руководствоМашины для сварки швов пользуются спросом в сварочной промышленности. Многие компании в различных секторах используют его для улучшения своего бизнеса.
Сварка и металлообработка — не единственные отрасли, в которых вы можете их использовать. Если вам нужны сложные процедуры сварки металлов, вы можете найти их полезными.
Сегодня мы расскажем вам все о машинах для сварки швов и сварочных аппаратов.
Что такое шовная сварка?Шовная сварка, по сути, представляет собой процесс сварки, в котором используются моторные колеса, а не стержни.
Подобно обычному процессу сварки, его цель — сплавить две (2) или более заготовки вместе.
Что такое процесс шовной сварки?Чаще всего сваривают металлические листы и плоские детали в процессе шовной сварки.
Процесс начинается с подготовки деталей или компонентов к сварке.
- Заготовка помещается между двумя (2) колесными электродами.
- Когда электрический ток проходит по колесам, он сильно нагревает заготовку.
- Сплав заготовок происходит и происходит, когда тепло проходит через материал.
- В процессе остаются самородки и, таким образом, создается сплав
Наггетсы следы расплавленного металла. Обычно это след, обозначающий слияние двух деталей или материалов.
Для чего используется шовная сварка?Вы можете использовать шовную сварку, если хотите создать жидкие или газовые соединения; или если листы, с которыми вы работаете, должны выдерживать большое давление или удары.
Шовная сварка используется из-за ее прочности, сопротивления и общей долговечности.
Строчная сварка — это то же самое, что и шовная сварка?Поскольку оба термина используются в тканевой или текстильной промышленности, многие люди ошибаются.
Сварка стежком и шовная сварка — это два (2) разных процесса. Хотя может показаться, что они одинаковые, на самом деле это не так.
Шовная сварка использует непрерывный сварной шов для образования стыка на швах. Обычно вам понадобится сварной шов, если вы соединяете или соединяете пересекающиеся материалы.
Сварка стежком не имеет непрерывного шва. Вместо этого он состоит из разбитых промежутков в зазорах между сварными швами, что создает видимость «сшивания». Более того, он известен как «разновидность» шовной сварки.
Оба процесса используются для соединений, но они различаются способом сварки.
 youtube.com/embed/m9qEHhDtUC8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/m9qEHhDtUC8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Существуют разные виды шовной сварки, и их можно разделить на следующие категории:
Стандартная сварка швовЭто тип шовной сварки, которую вы можете выполнять, если хотите получить герметичные и непрерывные сварные швы.
Это также самый обычный вид сварки швов.
Шов непрерывного движенияТакже известный как заторный шов, это тип шва, выполняемого с помощью вращающихся электродов.
Его отличие от стандартного шва состоит в том, что вам нужно сначала определить скорость вращателей, создавая импульсы, которые приводят к перекрывающемуся шву.
Прерывистая сварка швовУже по термину вы уже знаете, что это такое. Это также широко известно как сварка стежком и непостоянные импульсы, которые колеса обеспечивают соединение или сплавление деталей.
Это также широко известно как сварка стежком и непостоянные импульсы, которые колеса обеспечивают соединение или сплавление деталей.
Это может сделать сварной шов похожим на шов.
Где можно применить сварку швов?Вы можете использовать шовную сварку в широком спектре применений.
В основном вы можете использовать его в приложениях, где будут использоваться листы, где будут использоваться или удерживаться жидкости и газ.
Ниже приведены наиболее распространенные области, в которых можно применять шовную сварку:
- Бочки пивоварни
- Трубки и трубопроводы
- Стальные топливные баки (бензобаки)
- Радиаторы
- Трансформеры
- Танки для самолетов
- И многое другое
Это машины, которые помогут вам в процессе сварки швов.
Наиболее распространенные части и компоненты этого оборудования:
- Колесный электрод (вверх и вниз)
- Горло
- Колесо привода трения
- Мотор
- Источник питания
Конечно, у других производителей могут быть другие детали, которые они добавили. Но это лишь некоторые из основных основных компонентов машин для сварки швов.
Но это лишь некоторые из основных основных компонентов машин для сварки швов.
Большинство производимых сегодня машин для шовной сварки автоматические. Однако есть и полуавтоматические, и ручные.
Его система управления будет зависеть от производителя, а также от самой машины. Вы можете найти широкий ассортимент оборудования от производителей сварочных материалов и сварочных компаний.
Что такое машина для сварки продольных швов?Машины для сварки продольных швов — это оборудование, используемое для создания продольных швов. По сути, это сварной шов, идущий сверху вниз.
Вы захотите сделать это, если будете сваривать два металла вместе встык.
Аппараты для сварки кольцевых швов — это аппараты, с помощью которых можно сваривать два круглых объекта.
Вместо того, чтобы приваривать концы, вы можете создать сварной шов по их окружности.
Что такое машина для сварки угловых швов?Это шовный сварочный аппарат, с помощью которого можно сваривать края металлических листов друг с другом.
Где найти лучшую компанию по сварке швов?Подавляющее большинство сварочных компаний могут помочь вам со сваркой швов. Однако найти лучший может быть непросто.
Но здесь, в Waldun, мы более чем рады тому, что вы станете частью нашего бизнеса. Мы можем помочь вам с широким спектром процедур сварки швов; а также машины и оборудование для шовной сварки.
Кто может предоставить вам лучшие машины и оборудование для сварки швов?Здесь, в Waldun, вы можете получить лучшее и наиболее функциональное оборудование для сварки швов.
Когда речь идет о сварке швов, нам доверяют и пользуются наибольшим спросом. Вы никогда не пожалеете, что выбрали нас!
Если вам нужно оборудование для кольцевой, продольной или любой другой сварки швов, вы можете рассчитывать на нас!
Оборудование для шовной сварки | Новые и восстановленные Сейчас в наличии
У нас имеется широкий ассортимент новых, бывших в употреблении или полностью отремонтированных шовных сварочных аппаратов для продольной, кольцевой и контактной шовной сварки.
Аппараты для сварки швов повышают производительность и производительность вашей автоматизированной процедуры сварки. Мы можем сделать каждый сварочный аппарат для линейных швов индивидуальным, добавив новое или бывшее в употреблении сварочное оборудование в зависимости от вашего проекта и бюджета.
Когда необходим длинный последовательный шов, лучше всего подойдет шовная сварка.Шовная сварка образует сварной шов постепенно по мере его продвижения от одного конца к другому, и сварной шов создается непрерывно.
Шовная сварка часто используется на стальных трубах и идеально подходит, когда требуется бесшовный сварной шов.
Зачем нужны шовные сварщики?
Шовные сварщики создают очень прочные и долговечные сварные швы, которые выглядят ровными благодаря равномерному движению шовного сварщика. Обычно он автоматический, что обеспечивает более равномерный шов.
Этот ровный шов делает готовый шов более чистым, что улучшает общий вид объекта.Это идеально, когда сварной шов должен быть хорошо виден.
Типы шовных сварочных аппаратов, которые вы будете использовать, в зависимости от вашей работы, продольные и кольцевые, и используются вместе с источником питания MIG, TIG или плазменной сварки, в зависимости от выбранного процесса сварки.
Машины для сварки швов используются для изготовления цилиндрических изделий, таких как выхлопы, дымоходы и вентиляционные отверстия.
В наличии имеются различные машины для сварки продольных и кольцевых швов с различной длиной зажима и диапазоном диаметров.
См. демонстрационный видеоролик выше с использованием нового аппарата для шовной сварки ProArc LS — образцы сварки TIG с банками из нержавеющей стали 0,5/1,0 мм. Аппарат для сварки продольных швов LS-15 с комплектом для сварки Tweco Arcmaster 301TS DC TIG и механизированной горелкой.
Аппараты для шовной сваркипоставляются для сварки широкого спектра применений, включая MIG/MAG, TIG, субдуговую и плазменную сварку во внешнем шве.
Мы покупаем и продаем бренды, которым мы доверяем. ProArc поставляет наш ассортимент новых закаточных машин уже более 15 лет.Другие ведущие бренды включают Jetline, Bode, Gullco, Sciaky и Bug-o
. Westermans может поставить машину для сварки швов отдельно или предложить индивидуальное решение с любым выбором сварочного применения, которое требует заказчик или требует работа.
Преимущество использования шовного сварочного аппарата позволяет легко соединить две плоские пластины или продольный шов трубчатой трубы без прихватки. Сварочный аппарат для продольного шва дает оператору сварки повторяемость одним нажатием кнопки, когда сварочная тележка перемещается по длине заготовки.Шовный сварочный аппарат может использоваться для сварки как внутри, так и снаружи.
Машина для сварки швов идеально подходит для использования на производственной линии, где важны качество сварки и отделки. Закаточные машины можно найти в самых разных областях: от судостроения, медных цилиндров, котлов и резервуаров до бытовых мусорных ведер из нержавеющей стали.
Сварка швом сопротивлением, стыковая сварка и точечная сварка также могут быть известны как шовная сварка. Шовная сварка — это процесс сварки продольного шва листового металла либо встык, либо внахлест.Шовная сварка обычно используется при производстве круглых или прямоугольных стальных труб.
 youtube.com/embed/KD0OlPb-PDc?start=5″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/KD0OlPb-PDc?start=5″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Аппараты для точечной, шовной, микросварки и др.
Аппараты для точечной, шовной, микросварки и др. | проспотAs New — сварочный аппарат British Federal мощностью 32 кВА
9 500,00 фунтов стерлингов +НДСAs New — Аппарат линейной точечной/проекционной сварки British Federal мощностью 50 кВА
9855 фунтов стерлингов.00 + НДСAs New — British Federal MFDC HD Compact
15 250,00 фунтов стерлингов +НДСКак новый — MSP100 с Serratron 1B
12 888,00 фунтов стерлингов +НДСBritish Federal – Аккумуляторный микроточечный сварочный аппарат APM-10K AC
Цена по запросуBritish Federal – Аккумуляторные микросварочные аппараты – DPM10K DC
Цена по запросуBritish Federal – компактный аппарат для точечной сварки 40/63
Цена по запросуBritish Federal — сварочный аппарат для тяжелых условий эксплуатации — 400 PA3 / 600 PA3
Цена по запросуBritish Federal — Аппарат для рельефной сварки — PA2 150PA2 / 250PA2 / 300PA2 / 250 кВА MFDC
Цена по запросуBritish Federal — Аппарат для точечной сварки коромысла — Тип 117 / Тип 125
Цена по запросуBritish Federal – Seam Welder Stronghold 80kva
Цена по запросуБританский федеральный — Сварщик проекции крепости — 75 Stronghold / 100 Stronghold / 150 Stronghold
Цена по запросуBritish Federal — Stronghold Spot-Welder — 75 Stronghold / 100 Stronghold / 150 Stronghold
Цена по запросуBritish Federal — сварочные пистолеты M230F
Цена по запросуБританская федеральная сдвоенная головка
Цена по запросуCEA – Автоматы для стыковой сварки
Цена по запросуCEA — BSW Сварочные аппараты для точечной и проекционной сварки с вертикальным ходом — BSW25 / BSW50 / BSW100
Цена по запросуCEA – Ручной аппарат для стыковой сварки – Серия N
Цена по запросуCEA — Аппараты линейной точечной и рельефной сварки PPN — PPN63 / PPN83 / PPN103 / PPN153 / PPN253
Цена по запросуCEA – Аппараты линейной точечной сварки PPS PPS35 / PPS60 / PPS125
Цена по запросуCEA – Машина для сварки швов – cea/rt/rl
Цена по запросуCEA — Сварочный пистолет — x-gun-c-gun
Цена по запросуEME – Аппарат для точечной сварки с коромыслом SM с педальным управлением | SP Пневматический подъемник SM30 / SP20 / SP30 / SP30 HI-LIFT
Цена по запросуEME – сварочные пистолеты
Цена по запросуMeritus – Микросварочные аппараты
Цена по запросуMeritus – Микросварочный аппарат
Цена по запросуMeritus – сварочные аппараты серии RAS и AS
Цена по запросуMeritus – Машина для точечной и шовной сварки
Цена по запросуMeritus – Машина для точечной и шовной сварки с водяным охлаждением
Цена по запросуНовинка – Автомат для стыковой сварки CEA SRT11
9 118 фунтов стерлингов. 00 + НДС
00 + НДС Новый — 25 кВА CEA KP28 Hi-Lift Machine
£4 950,00 +НДСNew- CEA Точечный сварочный аппарат с коромыслом NKLT28 25kVA
с педалью 3 557,00 фунтов стерлингов +НДСНовинка — Аппарат точечной сварки ZT18 15kVA
с коромыслом CEA с педалью 2 200,00 фунтов стерлингов +НДСНовинка — Аппарат для точечной сварки с коромыслом EME SM20 20 кВА
2600,00 фунтов стерлингов +НДСНовый сварочный пистолет Meritus MPW10 с водяным охлаждением, 10 кВА
4890 фунтов стерлингов.00 + НДСНовый пинцет Meritus PW500/CT2
2 950,00 фунтов стерлингов +НДСАппарат для точечной сварки с коромыслом K & KP
Цена по запросуАппарат для точечной сварки с коромыслом Z & ZP
Цена по запросуSerra – Аппарат для точечной сварки Alfa 209
Цена по запросуSerra – Аппарат для точечной сварки Alfa 314
Цена по запросуSerra – сварочный аппарат Alpha In Line Projection
Цена по запросуSerra – сварочный аппарат Beta 214
Цена по запросуSerra – сварочный аппарат Beta 323
Цена по запросуSerra – Микросварка – Настольные сварочные аппараты MS
Цена по запросуSerra – Серия гамма-шовной сварки
Цена по запросуСерра – серия Sigma
Цена по запросу
 00 + НДС
00 + НДС
| ||||||||||||
| ||||||||||||
Мощность: В диапазоне от 25 кВА до 325 кВА Глубина горловины: от 30 см до 105 смВсе модели поставляются для индивидуального применения заказчиком и оснащены новейшими электронными и программируемыми элементами управления. Удобная конструкция обеспечивает высокую производительность, низкие эксплуатационные расходы и бесперебойную работу. Поставки подкреплены быстрым послепродажным обслуживанием. ТАКЖЕ ПРЕДЛАГАЮТСЯ МОДЕЛИ SPM. Удобная конструкция обеспечивает высокую производительность, низкие эксплуатационные расходы и бесперебойную работу. Поставки подкреплены быстрым послепродажным обслуживанием. ТАКЖЕ ПРЕДЛАГАЮТСЯ МОДЕЛИ SPM. | ||||||||||||
| ||||||||||||
| 9002 9002 | ||||||||||||
Продольные сварочные машины
РОЛЛЫ
AHS4 РОЛИКОВЫЕ ПЛАСТИНЫ AHK
3-ВАЛКОВАЯ ГИБКА ПЛИТЫ AHV
3 ИЗМЕНЯЕМАЯ ГЕОМЕТРИЯ
ВАЛКИ AS – ASM – ASM-S
3 РОЛИКА ПЕРВОНАЧАЛЬНАЯ ЗАТЯЖКА
ПЛИТНЫЕ РУЛОНЫ HCB – MCB – EHCB
СИСТЕМЫ С КОЛОННОЙ СТРЕЛОЙ SAR
САМОЦЕНТРИРУЮЩИЕСЯ РОТАТОРЫ УСТАНОВИТЕ РОТАТОРЫ
CR
ОБЫЧНЫЕ РОТАТОРЫ
УГЛОВЫЕ РОЛИКИ
APK ТЯЖЕЛАЯ СЕРИЯУГЛОВЫЕ РОЛИКИ APK СРЕДНЯЯ СЕРИЯ
УГЛОВЫЕ РОЛИКИ APK МАЛАЯ СЕРИЯ
УГЛОВЫЕ РОЛИКИ
ДИСКОВЫЕ ПРЕССЫ ФЛАНЦЕВЫЕ МАШИНЫ
BMB-PПОСУДОМОЕЧНЫЕ МАШИНЫ BMB
ФЛАНЦЕВЫЕ МАШИНЫ
БАЛОЧНЫЕ БУРОВЫЕ ЛИНИИ
3 ADM10 ОСИ ТРЕХШПИНДЕЛЬ
СВЕРЛИЛЬНЫЕ ЛИНИИ С ЧПУ 3 ADM ECO
7-ОСЕВАЯ ТРЕХШПИНДЕЛЬНАЯ СВЕРЛИЛЬНАЯ ЛИНИЯ С ЧПУ METEOR 1200
ОДНОШПИНДЕЛЬНАЯ БУРОВАЯ ЛИНИЯ АСТ
ЛЕНТОЧНАЯ ПИЛА HBW
МАШИНА ДЛЯ СВАРКИ ДВУХБАЛОЧНЫХ БАЛОК BPS
МАШИНА ДЛЯ ПРАВИЛЬНОЙ БАЛКИ APD
МАШИНЫ ДЛЯ СВЕРЛЕНИЯ ПЛИТЫ AFD
СВЕРЛИЛЬНЫЕ СТАНКИ HR
КАНАТНЫЕ РОТАТОРЫ ZR
ЦЕПНЫЕ РОТАТОРЫ AKD
ЛИНИИ УГЛОВОЙ ПРОБИВКИ APP
ПРОБИВНЫЕ МАШИНЫ ДЛЯ ПЛАСТИН
ПРОЦЕССОР ПЛАСТИН
ARTOSПОРТАЛЬНЫЕ ФРЕЗЕРНЫЕ СТАНКИ С ЧПУ ADOP
КОМБИНИРОВАННЫЕ СТАНКИ ДЛЯ СВЕРЛЕНИЯ И
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ/ПЛАЗМЕННОЙ РЕЗКИ
APD
МАШИНЫ ДЛЯ СВЕРЛЕНИЯ ПЛИТЫ AFD
СВЕРЛИЛЬНЫЕ СТАНКИ APL
СТАНКИ ПЛАЗМЕННОЙ РЕЗКИ АПМ-Т
СТАНКИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ ТРУБ И ПРОФИЛЕЙ
ЛИНИИ УГЛОВОЙ ПРОБИВКИ
AKDЛИНИИ УГЛОВОЙ ПРОБИВКИ APP
ПРОБИВНЫЕ МАШИНЫ ДЛЯ ПЛАСТИН
ТРУБОГИБОЧНЫЕ МАШИНЫ
ABM 76 CNC 3ТРУБОГИБОЧНЫЕ СТАНКИ ABM 76 CNC 1
ТРУБОГИБОЧНЫЕ СТАНКИ ABM 76 CNC
ТРУБОГИБОЧНЫЕ СТАНКИ ABM 50 CNC
ТРУБОГИБОЧНЫЕ СТАНКИ ABM 38 CNC
ТРУБОГИБОЧНЫЕ СТАНКИ ABM E-25
ВСЕ ЭЛЕКТРИЧЕСКИЕ ТРУБОГИБОЧНЫЕ СТАНКИ
СВАРОЧНЫЕ РЕШЕНИЯ
МАШИНЫ ДЛЯ ПРОДОЛЬНОЙ СВАРКИПРАВИЛЬНЫЕ МАШИНЫ
APSMМАШИНЫ ДЛЯ ПРАВИЛЬНОЙ ПЛИТЫ BPS-H BEAM
ПРАВИЛЬНЫЕ МАШИНЫ
НОВЫЕ ПРОДУКТЫ
AHS 20-254 РОЛИКОВЫЕ ПЛАСТИНЫ METEOR 1200
ОДНОШПИНДЕЛЬНАЯ БУРОВАЯ ЛИНИЯ APK 1000
УГЛОВЫЕ РОЛИКИ ТЯЖЕЛОЙ СЕРИИ AHS 10500×10/12
4 РУЛОНА AHV 610
3 РОЛИКА ИЗМЕНЯЕМОЙ ГЕОМЕТРИИ РОЛИКОВ APLG 3060 — ПОРТАЛЬНЫЙ СТАНОК
ДЛЯ БУРИЛЬНОЙ И ПЛАЗМЕННО-КИСЛОРОДНОЙ РЕЗКИ
НОВЫЕ ПРОДУКТЫ
AHS 10500×10/124 РУЛОНА APK 105
УГЛОВЫЕ РОЛИКИ LR 800
ПОДЪЕМНЫЙ РОТАТОР Машина для сварки продольных швов
| Сварочный аппарат TIG
Аппарат для сварки продольных швов, TIG Welder
Машина для продольной сварки
Эти сварочные аппараты широко используются производителями резервуаров и баллонов в качестве автономных сварочных аппаратов или в производственных линиях.
Эти автоматические сварочные аппараты для продольной сварки TIG в основном предназначены для наружной сварки круглых резервуаров или цилиндрических металлических деталей.
Сварочный аппарат TIGимеет ряд особенностей, таких как более гладкие сварные швы и простое управление рабочей высотой. С помощью процесса сварки TIG можно эффективно обрабатывать металлические детали, поддерживая их высоту в соответствии с шириной сварного шва.
Еще одной характеристикой аппарата для сварки TIG является более высокая скорость обработки по сравнению с другими методами сварки, которая обычно достигает 350-500 мм/мин.
По сравнению с аппаратом для плазменной дуговой сварки, аппарат для сварки продольных швов TIG представляет большую ценность для клиента, который хочет получить коммерческое качество и простой в эксплуатации сварочный аппарат по разумной цене.
- Свариваемый материал: нержавеющая сталь, углеродистая сталь, оцинкованная сталь
- Применение: Трубы, цилиндры, средние и большие криогенные резервуары для хранения
- Диапазон сварки: Толщина материала 1. 2-8 мм
 2-8 мм
2-8 ммТехнические характеристики
