ТЕСТ Виды сварных швов
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Виды сварных швов
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Виды сварных швов.
Тест.
Каждый вопрос имеет один или несколько правильных ответов.
Сварным швом называется:
а) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла;
б) участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
в) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного клея.
Стыковым швом называется:
а) сварной шов таврового соединения;
б) сварной шов стыкового соединения;
в) сварной шов торцевого соединения.
Угловым швом называется:
а) сварной шов стыкового соединения;
б) сварной шов таврового соединения;
в) сварной шов углового, таврового, нахлесточного соединений.
Непрерывным швом называется:
а) сварной шов с равномерными промежутками по длине;
б) сварной шов без промежутков по длине;
в) сварной шов с неравномерными промежутками по длине
5. Прерывистым швом называется:
Прерывистым швом называется:
а) сварной шов с равномерными промежутками по дайне,
б) сварной шов с промежутками по длине;
в) сварной шов без промежутков по длине.
Какой шов называется шахматным прерывистым швом?
а) Односторонний прерывистый шов, у которого промежутки на одной стороне расположены против сваренных участков шва с другой стороны.
б) Двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
в) Двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой стороны.
Что называется валиком?
а) Металл сварного шва, наплавленный или переплавленный за один проход.
б) Металл сварного шва, наплавленный за один проход.
в) Металл сварного шва, переплавленный за два прохода.
Какой шов называется многослойным?
а) Сварной шов, поперечное сечение которого заварено в один слой.
б) Сварной шов, поперечное сечение которого заварено в два слоя.
в) Сварной шов, поперечное сечение которого заварено в три слоя.
Что называется корнем шва?
а) Часть сварного шва, расположенная на его лицевой поверхности.
б) Часть сварного шва, наиболее удаленная от его лицевой поверхности.
в) Часть сварного шва, расположенная в последнем выполненном слое.
10. Что называется прихваткой?
а) Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
б) Короткий сварной шов, выполненный в процессе сварки деталей.
в) Сварной шов большой протяженности для фиксации взаимного расположения подлежащих сварке деталей.
Эталон ответа:
вопрос
1
2
3
4
5
6
7
8
9
ответ
а
б
в
б
б
в
а
б, в
б
а
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Сварные соединения и швы — презентация онлайн
1.
 Приложение 4.2.6 МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами Сварныесоединения и швы
Приложение 4.2.6 МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами Сварныесоединения и швы2. Осваиваемые компетенции
ПК 2.1. Выполнять ручную дуговую сварку различных деталей изуглеродистых и конструкционных сталей во всех
пространственных положениях сварного шва.
цветных металлов и сплавов во всех пространственных
положениях сварного шва.
ПК 2.5. Выполнять ручную дуговую сварку покрытыми
электродами конструкций (оборудования, изделий, узлов,
трубопроводов, деталей) из углеродистых сталей,
предназначенных для работы под давлением, в различных
пространственных положениях сварного шва.
3. Цель: В результате обучения по данной теме обучающиеся получат знания о сварных соединениях и швах. Место проведения: кабинет
теоретическихоснов сварки и резки металлов
Форма урока : лекция
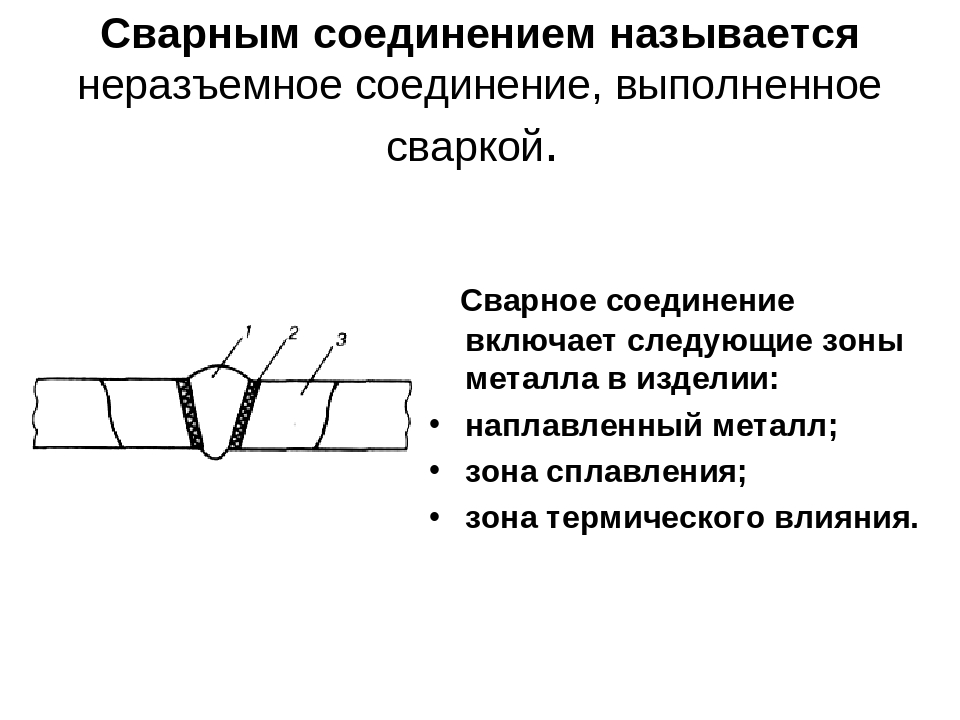
Сварное соединение состоит
из:
собственного сварного шва,
представляющего собой литой
сплав основного и присадочного
металлов;
околошовной зоны, представляющей
собой основной металл свариваемых
деталей;
основного металла свариваемых между
собой деталей
Сварное соединение — неразъемное соединение,
выполненное сваркой.

6. Сварное соединение — неразъемное соединение, выполненное сваркой.
Различают несколько типовсварных соединений
7. Различают несколько типов сварных соединений
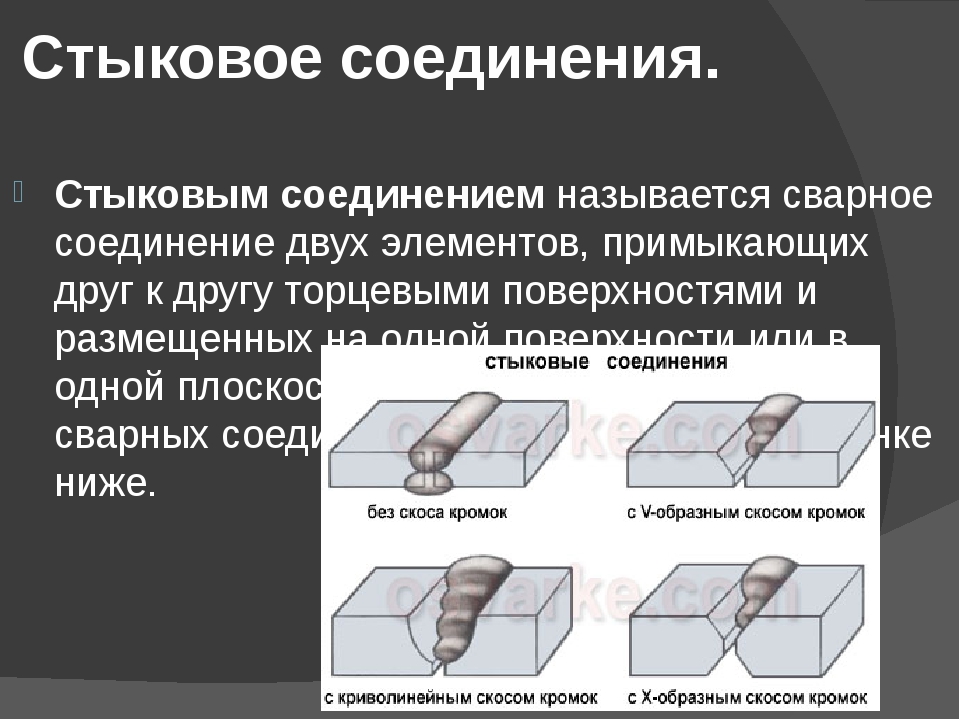
Стыковое соединение.Стыковое соединение — сварное
соединение двух плоских или трубных
элементов, примыкающих друг к другу
торцевыми поверхностями.
8. Стыковое соединение.
Нахлесточное соединениеНахлесточное соединение — сварное
соединение, в котором свариваемые
элементы расположены параллельно и
частично перекрывают друг друга.
9. Нахлесточное соединение
Угловое соединениеУгловое соединение — сварное соединение
двух элементов, расположенных под углом
друг к другу и сваренных в месте
примыкания их краев.
10. Угловое соединение
Тавровое соединениеТавровое соединение — сварное
соединение, в котором торец одного
элемента примыкает под углом к основной
поверхности другого элемента.
11.
 Тавровое соединение Торцевое соединение
Тавровое соединение Торцевое соединениеТорцевое соединение — сварное
соединение, в котором основные
поверхности элементов примыкают друг к
12. Торцевое соединение
1.Сварным соединением
называется:
а) неразъемное соединение, выполненное
сваркой;
б) разъемное соединение, выполненное сваркой;
в) неразъемное соединение, выполненное
пайкой.
2.
Стыковым соединением
называется:
а) сварное соединение двух элементов,
примыкающих друг к другу различными
поверхностями;
б) сварное соединение двух плоских или
трубных элементов, примыкающих друг к
другу торцевыми поверхностями;
в) сварное соединение двух элементов,
примыкающих друг к другу основной и
торцевой поверхностями
14. 1. Сварным соединением называется:
3. Угловым соединением называется:а) сварное соединение, в котором
основные поверхности
элементов примыкают друг к другу без
перекрытия торцов;
б) сварное соединение, в котором
свариваемые элементы расположены
параллельно и частично перекрывают друг
друга;
в) сварное соединение двух элементов,
15.
 2. Стыковым соединением называется: 4.
2. Стыковым соединением называется: 4.Нахлесточным соединением
называется :
а) сварное соединение, в котором
свариваемые элементы расположены
параллельно и частично перекрывают друг
друга;
б) сварное соединение, в котором
свариваемые элементы расположены под
углом друг к другу;
в) сварное соединение, в котором
свариваемые элементы расположены
16. 3. Угловым соединением называется:
5.Тавровым соединением
называется:
а) сварное соединение, в котором торцы
двух элементов примыкают под углом;
б) сварное соединение двух элементов,
расположенных
под углом друг к другу в месте примыкания
их краев;
в) сварное соединение, в котором торец
одного элемента примыкает под углом к
основной поверхности другого элемента.
17. 4. Нахлесточным соединением называется :
Виды сварных швов.Сварной шов (шов) — участок сварного
соединения,
образующийся
в
результате
кристаллизации расплавленного металла.

18. 5. Тавровым соединением называется:
Стыковой шов.Стыковой шов — сварной шов
стыкового соединения.
Угловой шов.
Угловой шов — сварной шов углового,
нахлесточного и таврового соединения.
20. Виды сварных швов.
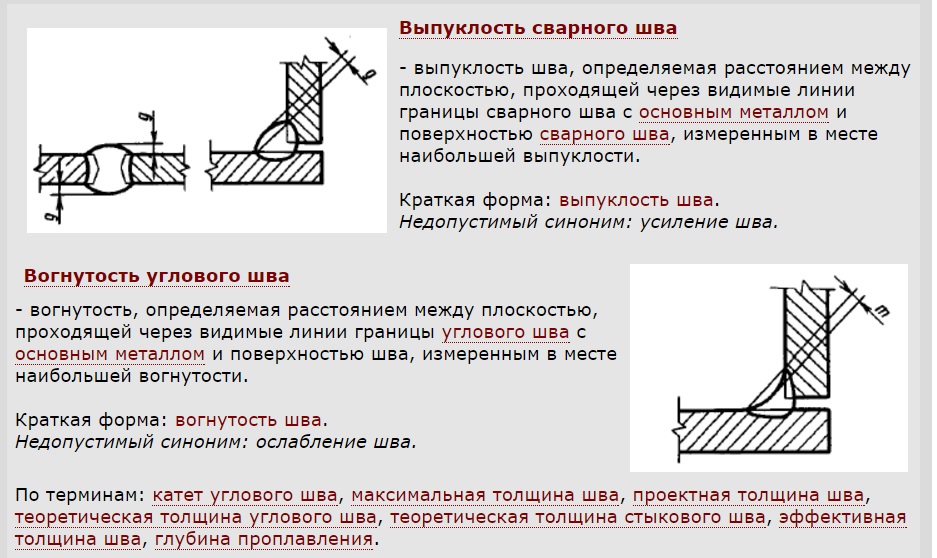
В соответствии сГОСТ 2601 — 84
основные параметры
формы стыкового
шва: е — ширина шва,
q — выпуклость шва,
т — вогнутость шва,
h — глубина
проплавления
(провара), для
угловых швов —
величина катета К
21. Стыковой шов.
Стыковой шов характеризуется:шириной шва (е), высотой усиления (g),
глубиной провара (h).
22. Угловой шов.
Угловой шов характеризуется:катетами (К1 К2) и высотой шва(d).
Различают односторонние и
двусторонние сварные
швы.
Односторонний шов — сварной шов,
выполняемый с одной стороны.
Двусторонний шов.
Двусторонний шов — сварной шов,
выполняемый с двух сторон.
25. Стыковой шов характеризуется:
По протяженности различают:Непрерывный шов — сварной
шов без промежутков
по длине.

26. Угловой шов характеризуется:
Прерывистый шов — сварнойшов с промежутками по длине.
Прерывистые швы могут быть
цепными и шахматными.
28. Различают односторонние и двусторонние сварные швы.
Цепной прерывистый шовЦепной прерывистый шов (цепной шов) —
двусторонний прерывистый шов, у которого
сваренные и несваренные участки
расположены по обеим сторонам стенки
один против другого.
29. Двусторонний шов.
Шахматный прерывистый шовШахматный прерывистый шов (шахматный шов) —
двусторонний прерывистый шов, у которого
несваренные участки на одной стороне стенки
расположенных против сваренных участков шва с
другой ее стороны.
30. По протяженности различают:
31. Прерывистый шов — сварной шов с промежутками по длине.
Валик.Валик — металл сварного шва, наплавленный или
переплавленный за один проход.
Проходом при сварке называется однократное
перемещение в одном направлении источника
тепла при сварке и (или) наплавке.

32. Прерывистые швы могут быть цепными и шахматными.
Слои сварного шваСлой сварного шва — часть металла
сварного шва, которая состоит из одного
или нескольких валиков, расположенных на
одном уровне поперечного сечения шва.
33. Цепной прерывистый шов
Многослойный шовМногослойный шов — сварной шов,
поперечное сечение которого заварено как
минимум в два слоя.
34. Шахматный прерывистый шов
По числу слоев сварные швы могут бытьоднослойными и многослойными
Корень шва
Корень шва — часть сварного шва, наиболее
удаленная от его лицевой поверхности.
36. Валик.
Основной шовОсновной шов — большая часть двустороннего
шва.
37. Слои сварного шва
Подварочныи шовПодварочный шов — меньшая часть двустороннего
шва, выполняемая предварительно для
предотвращения
прожогов при последующей сварке или
накладываемая в последнюю очередь в корень шва.
38.
 Многослойный шов Прихватка
Многослойный шов ПрихваткаПрихватка — короткий сварной шов для
фиксации взаимного расположения
подлежащих сварке деталей(как правило, до
25 мм).
Монтажный шов
Монтажный шов — сварной шов,
выполняемый при монтаже конструкции.
40. Корень шва
1.Сварным швом называется:
а) участок сварного соединения,
образовавшийся в результате
кристаллизации расплавленного металла;
б) участок сварного соединения,
образовавшийся в результате пластической
деформации присадочного металла;
в) участок сварного соединения,
образовавшийся в результате
кристаллизации расплавленного клея.
41. Основной шов
2.Стыковым швом называется:
а)
б)
в)
сварной шов таврового соединения;
сварной шов стыкового соединения;
сварной шов торцевого соединения.
42. Подварочныи шов
3.Угловым швом называется:
а) сварной шов стыкового соединения;
б) сварной шов таврового соединения;
в) сварной шов углового, таврового,
нахлесточного соединений.

43. Прихватка
4.Непрерывным швом
называется:
а) сварной шов с равномерными промежутками
по длине;
б) сварной шов без промежутков по длине;
в) сварной шов с неравномерными
промежутками по длине.
44. Монтажный шов
5.Прерывистым швом
называется:
а) сварной шов с равномерными промежутками
по длине;
б) сварной шов с промежутками по длине;
в) сварной шов без промежутков по длине.
6.
Какой шов называется шахматным
прерывистым
швом?
а) Односторонний прерывистый шов, у которого
промежутки на одной стороне расположены против
сваренных участков шва с другой стороны.
б) Двусторонний прерывистый шов, у которого
промежутки расположены по обеим сторонам
стенки один против другого.
в) Двусторонний прерывистый шов, у которого
промежутки на одной стороне стенки расположены
против сваренных участков шва с другой стороны.
46. 1. Сварным швом называется:
7. Что называется валиком?
Что называется валиком?а) Металл сварного шва, наплавленный или
переплавленный за один проход.
б) Металл сварного шва, наплавленный за один
проход.
в) Металл сварного шва, переплавленный за два
прохода.
47. 2. Стыковым швом называется:
8.Какой шов называется
многослойным?
а) Сварной шов, поперечное сечение которого
заварено в один слой.
б) Сварной шов, поперечное сечение которого
заварено в два слоя.
в) Сварной шов, поперечное сечение которого
заварено в три слоя.
48. 3. Угловым швом называется:
9. Что называется корнем шва?а) Часть сварного шва, расположенная на его
лицевой
поверхности.
б) Часть сварного шва, наиболее удаленная от
его лицевой поверхности.
в) Часть сварного шва, расположенная в
последнем выполненном слое.
49. 4. Непрерывным швом называется:
10. Что называется прихваткой?а) Короткий сварной шов для фиксации
взаимного расположения подлежащих
сварке деталей.

б) Короткий сварной шов, выполненный в
процессе
сварки деталей.
в) Сварной шов большой протяженности
для фиксации
взаимного расположения подлежащих
Типы сварных швов | КазЭкспертПром
Сварными соединениями называются элементы конструкций или участки изделия, которые сваркой соединяются из двух его частей в одну. Причем эти отдельные части могут быть как из двух одинаковых металлов, так и из разных металлов и сплавов.
Такое соединение и его характеристика являются важными параметрами. Они нужны для того, чтобы классифицировать и определить, какой метод сварки будет применен, и выбрать ее режим.
Типы сварных швов
Сварным швом называется место, где сплавляются разные заготовки одного изделия. В процессе сварки металл будет расплавляться, а затем остывать и кристаллизоваться. Так что швом можно назвать кристаллизовавшийся металл, находящийся во время сварки расплавленным. Это обеспечит шву прочность и герметичность.
Такие швы различаются по фигуре в сечении.
По этой характеристике сварные швы делятся на:
- Стыковые. Их отличительная особенность в том, что части изделия перед тем, как начать варить, приложены одна к другой на одной плоскости способом «встык».
- Угловые. Части детали соединяются друг с другом под нужным углом.
- Прорезные (электрозаклепочные). В этом случае устанавливается специальная сваренная заклепка. И с ее помощью отдельные заготовки соединяются друг с другом. При этом методе верхний элемент будет проплавлен полностью, а нижний – только частично.
Показатели швов при сварке должны соответствовать ГОСТам. Проверяется ширина, выпуклость, глубина проплавки (стыковой шов), катет (угловой шов), толщина детали.
Разновидности сварных соединений
Разновидности таких соединений зависят от сварочного шва в месте приваривания двух заготовок. Каждое отличается своими особенностями и сферой применения.
Они бывают:
- стыковыми;
- угловыми;
- тавровыми;
- нахлесточными;
- торцевыми.


Описание сварных соединений
Изучим подробнее характеристики соединений, приведенных выше.
Стыковые представляют собой сплав двух элементов конструкции, которые расположены на уровне одной плоскости, соединенные сваркой. При стыковом составляющие детали соединены друг с другом своими торцевыми сторонами.
Существуют такие подвиды стыкового соединения:
- кромка без скоса;
- скос кромки – криволинейная форма;
- скос кромки – V-образная форма;
- скос кромки – Х-образная форма.
Угловые представляют собой сплав составляющих изделия, которые располагаются под нужным углом между собой. Сварной шов находится в месте соприкосновения деталей.
Тавровые (в виде буквы «T») представляют собой сварку различных заготовок одной конструкции, в котором один элемент торцом соединен с боковой поверхностью другого.
Нахлесточные сварные – это сплавы разных частей изделия, которые располагаются на плоскостях параллельных друг другу и частично совмещены.
При торцовом между собой будут сварены боковые поверхности частей детали.
Надежность сварки находится в зависимости от вида используемого шва. Рекомендовано пользоваться ГОСТом 5264 — 80. В нем дана информация о сварочных швах и соединениях.
Каким соединением проводить сварочные работы, зависит от формы конечного изделия и от предъявляемых требований к соединению. Цель сварочных работ в получении изделия, пригодного для использования, которое будет адаптировано к большим нагрузкам, устойчиво к воздействиям внешней среды и не подвержено усталостной деформации.
Контроль сварных соединений
Контролировать качество соединения начинают визуально. Опытный специалист может при внешнем осмотре обнаружить не только наружные дефекты. К примеру, разница в высоте и ширине швов и неравномерные складки говорят о том, что дуга часто обрывалась. А это одновременно свидетельствует и о непроварах.
Существуют много методов осуществить контроль полученных сварных соединений. Какой способ выбрать, зависит от требуемой прочности конструкции и от оснащения организации. Иногда для этих работ заключают договор со сторонними лабораториями, которые специализируются на этом.
Какой способ выбрать, зависит от требуемой прочности конструкции и от оснащения организации. Иногда для этих работ заключают договор со сторонними лабораториями, которые специализируются на этом.
Качество сварного соединения и правильность выбора его типа влияет на долговечность получаемой конструкции. Вот почему этот этап работы очень ответственный. Необходимо учесть, где будет применяться изделие, и то, какой материал или сплав будет использоваться.
При этом и сварщик, и мастер-проектировщик сварных конструкций должны иметь высокую квалификацию.
23 Сварные соединения — СтудИзба
Лекция №22
Сварные соединения
Сварка – это технологический процесс соединения деталей, основанный на использовании сил молекулярного взаимодействия, которые проявляются в результате местного нагрева стыка до расплавления или до пластического состояния с последующим взаимным деформированием.
Затвердевающий после сварки металл, соединяющий сварные детали, называется сварным швом.
Высокая производительность сварочного процесса, часто легко поддающаяся автоматизации, и хорошее качество соединений обеспечили широкое распространение сварки в технике. Во многих случаях прочность сварного шва не лимитирует несущую способность деталей и разрушение её наступает вне соединения. Применение сварки вместо литья и клейки значительно снижает трудоемкость процесса изготовления детали, значительно экономит материал.
К недостаткам сварных конструкций относят:
1) появление остаточных напряжений в свариваемых элементах;
2) коробление;
Рекомендуемые файлы
3) плохое восприятие переменных и вибронагрузок;
4) сложность контроля качества сварки.
Виды сварки
Ручная дуговая сварка плавящимся электродом. Нагрев производится электрической дугой между изделием и электродом. Электрод, расплавляясь, служит присадочным материалом для образования сварного шва.
Автоматическая дуговая сварка плавящимся электродом под флюсом.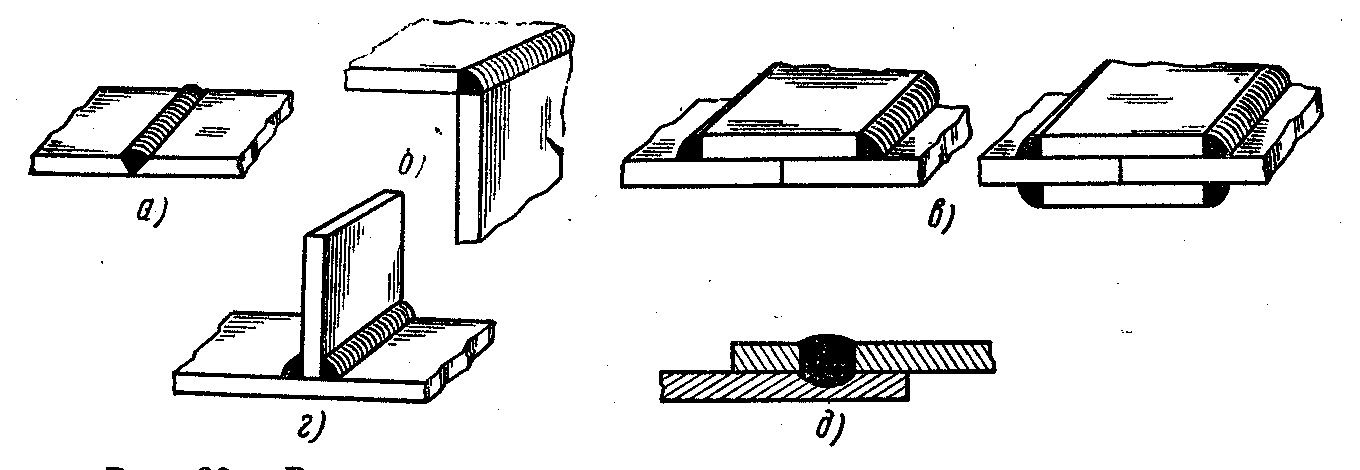 При сварке шов формируется в значительной степени за счет расплавленного основного металла, что значительно сокращает расход электродного материала.
При сварке шов формируется в значительной степени за счет расплавленного основного металла, что значительно сокращает расход электродного материала.
Электрошлаковая сварка – сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак. Применяется для сварки крупногабаритных деталей.
Контактная сварка — основана на использовании повышенного оммического сопротивления в стыках деталей и осуществляется несколькими способами:
1. Стыковая контактная сварка основана на нагреве стыкуемых торцов деталей теплотой, выделяющейся при прохождении электрического тока силой в несколько тысяч ампер. Нагрев торцов деталей производится либо до оплавления их (сварка плавлением), либо до пластического состояния с последующим сдавливанием деталей (сварка давлением).
2. Шовная контактная сварка, при которой соединение элементов выполняется внахлестку вращающимися дисковыми электродами в виде непрерывного или прерывного шва. Применяется для получения герметичных швов в тонколистовых конструкциях.
Применяется для получения герметичных швов в тонколистовых конструкциях.
3. Точечная контактная сварка, при которой соединение элементов происходит на участках, ограниченных площадью торцов электродов. Применяется в тонколистовых конструкциях, в которых не требуется герметичность швов.
В зависимости от расположения соединяемых деталей различают следующие виды сварных соединений:
I. Стыковые соединения (рис. 22.1) являются наиболее простыми и надежными.
В зависимости от толщины соединяемых элементов, соединение выполняют с обработкой или без обработки кромок, с подваркой или без подварки с другой стороны. Виды обработки кромок приведены на рис. 22.2
Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния.
Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагрева при сварке изменяются механические свойства металла. Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения деталей в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (рис. 22.3)
Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения деталей в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (рис. 22.3)
,
где l и δ – ширина и толщина деталей;
[s’]=j·[s] – допускаемое напряжение для сварных соединений;
j — коэффициент прочности сварного шва;
[s]– допускаемое напряжение основного металла.
II. Нахлесточные соединения выполняются с помощью угловых (валиковых) швов (рис. 22.4).
В зависимости от положения шва относительно линии действия силы F угловые швы называются лобовыми, фланговыми, косыми, комбинированными и кольцевыми.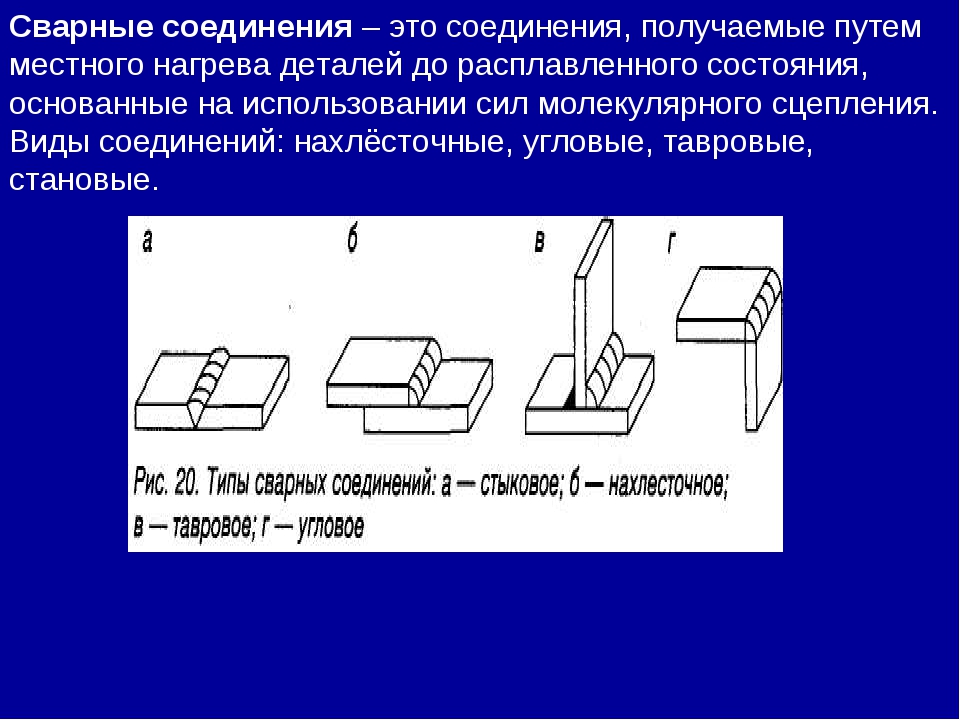
Рассмотрим формы поперечного сечения углового шва (рис. 22.5):
1. Нормальная (рис. 22.5,а), выполняемая в виде равнобедренного прямоугольного треугольника.
2. Выпуклая (рис. 22.5, б). Выпуклый шов образует резкое изменение формы сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений.
3. Специальная (рис. 22.5, в) с сечением в виде прямоугольного неравнобедренного треугольника с основанием, большем высоты.
4. Выгнутая (рис.22.5, г). Такой шов снижает концентрацию напряжений и рекомендуется при действии переменных нагрузок. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы.
Основные геометрические характеристики углового шва – катет k и высота h. Для нормального шва h = k·sin450 »0,7k.
Катет швов нахлесточных соединений при сварке тонких листов (менее 4 мм) делают равными по толщине листов d. Для деталей большей толщины катет шва определяют из соотношения
k = 0,4d + 2 мм (22.1)
При сварке деталей разной толщины катет шва делают равным толщине более тонкого материала, но не более, чем по формуле (22.1).
Расчет на прочность нахлестного соединения
1. Фланговый шов (рис. 22.6).
Основными напряжениями фалангового шва являются касательные напряжения t в сечении m-m. По длине шва касательные напряжения распределены неравномерно. На концах они больше, чем в середине. Это можно доказать следующими рассуждениями. Предположим, что деталь 2 абсолютно жесткая, а деталь 1 и швы податливые.
Тогда относительное перемещение точек b под действием силы F больше относительного перемещения точек а на значение удлинения детали 1 на участке ab. При этом деформация сдвига и напряжения в шве непрерывно уменьшается по всей длине шва справа налево. Если обе детали упругие, но жесткость их различна, то напряжение в шве распределяется по закону некоторой кривой. При одинаковой жесткости деталей эпюра напряжений симметрична. Неравномерность распределения напряжений возрастает с увеличением длины шва и разности податливостей деталей. На практике длину фланговых швов ограничивают условием l £ 50 к .
При этом деформация сдвига и напряжения в шве непрерывно уменьшается по всей длине шва справа налево. Если обе детали упругие, но жесткость их различна, то напряжение в шве распределяется по закону некоторой кривой. При одинаковой жесткости деталей эпюра напряжений симметрична. Неравномерность распределения напряжений возрастает с увеличением длины шва и разности податливостей деталей. На практике длину фланговых швов ограничивают условием l £ 50 к .
Расчет таких швов выполняют по среднему напряжению, а условие прочности записывают в виде
,
где 0,7k – толщина шва в сечении по биссектрисе m—m.
Если в нахлесточном соединении угловые швы не обеспечивают требуемой прочности, то дополнительно к угловым применяют пробочные (рис. 22.7, а), прорезные (рис. 22.7, б), и проплавленные швы (рис.22.7, в).
Пробочный шов получается путем заполнения расплавленным металлом отверстий круглой формы в одной или обеих соединяемых деталях.
 Прорези прорезных швов могут быть закрытыми или открытыми. Из-за высокой трудоёмкости изготовления, низкой прочности и негерметичности – это один из худших видов соединений. Проплавленные швы – более производительны.
Прорези прорезных швов могут быть закрытыми или открытыми. Из-за высокой трудоёмкости изготовления, низкой прочности и негерметичности – это один из худших видов соединений. Проплавленные швы – более производительны.Рассмотрим соединение деталей фланговыми швами различной длины.
В случае несимметричных угловых фланговых швов, посредством которых приваривают деталь несимметричного профиля, например уголок, каждый из этих швов рассчитывают по своей нагрузке (рис.22.8). Сила F проходит через центр тяжести сечения уголка. Силы F1 и F2 , действующие на швы, определяют так:
F1 + F2 =F l1 F1= l2 F2 | ; |
Очевидно, что длины швов в этом соединении при одинаковых сечениях должны быть пропорциональны нагрузкам
.
2. Лобовой шов (рис. 22.9).
Основными являются касательные напряжения t в плоскости стыка деталей и нормальные напряжения s в перпендикулярной плоскости. В инженерной практике лобовые швы рассчитывают только по касательным напряжениям. За расчетное сечение также принимают сечение m—m, что подтверждается экспериментально.
Условие прочности будет
.
Рассмотрим случай, когда лобовой шов нагружен моментом (рис. 22.10).
Касательные напряжения в сечении m—m определяются как ,
где- момент сопротивления сечения изгибу.
Тогда .
Остальные виды нахлесточных швов и их нагружение рассматривать не будем.
III. Тавровые соединения (рис. 22.11). В этом соединении детали расположены во взаимно перпендикулярных плоскостях.
Это соединение выполняют стыковым швом с разделкой кромок (рис. 22.11, а) и без разделки (рис. 22.11, б) кромок угловым швом.
22.11, а) и без разделки (рис. 22.11, б) кромок угловым швом.
Напряжения в соединении определяются по следующим зависимостям:
— для стыкового шва;
— для углового шва.
Существует множество других нагружений силами, изгибающими и крутящими моментами. Для каждого из случаев составляется свое условие прочности, которые в одной лекции охватить невозможно.
Допускаемые напряжения
Многообразие факторов, влияющих на прочность сварных соединений, а также приближенность и условность расчетных формул, вызывают необходимость экспериментального определения допускаемых напряжений. Принятые нормы допускаемых напряжений для сталей при статических нагрузках приведены в таблицах. Фактически там приводится значение j — коэффициента прочности сварного шва.
Если Вам понравилась эта лекция, то понравится и эта — 41 Система права, понятие, типы.
При переменных нагрузках расчет выполняют по максимальному напряжению цикла (smax и tmax ), а значения допускаемых напряжений снижают умножением на коэффициент
,
где ks – эффективный коэффициент концентрации напряжений;
a, b – константы; — коэффициент асимметрии цикла.
Верхние знаки в формуле применяют для растягивающих напряжений, нижние — для сжимающих.
Коэффициент прочности сварного шва — Энциклопедия по машиностроению XXL
Сварной шов имеет хорошую герметичность, но прочность его остается невысокой. Коэффициент прочности сварного шва в ряде случаев 0,5. [c.96]При расчете согласно [153] не учитывают коррозию материала и уменьшение коэффициента прочности сварного шва, а запас по числу циклов принимают равным 5. [c.220]
Коэффициент прочности сварного шва 520 [c.722]
Коэффициент прочности сварного шва Ф — Определяется согласно п. 1.2.2 [c.426]
Подогрев воды, кДж/кг температура воздуха (по смоченному термометру), С напряжение кручения, Па Па МПа время, ч Относительная влажность воздуха, коэффициент прочности сварного шва трубопровода (безразмерный) [c.315]
Здесь Qa — внешняя сила в осевом направлении / — площадь поперечного сечения стенки трубы — изгибающий момент от воздействия весовой нагрузки ф — коэффициент прочности сварного шва при изгибе [c.
 150]
150]Здесь рэ — эксплуатационное давление, с = 0,85. .. 0,95 — коэффициент прочности сварного шва Ов — предел прочности материала. [c.351]
Указание. Коэффициентом прочности сварного шва называется отношение прочности шва к прочности основного материала. [c.280]
| Таблица 10-32 Коэффициенты прочности сварного шва при работе его на растяжение |
Значение коэффициента прочности сварного шва при выполнении любым допущенным способом автоматической, полуавтоматической или ручной сварки, обеспечивающей полный провар по всей толщине, при условии проведения в необходимых случаях термической обработки после сварки и контроля качества шва неразрушающими методами по всей длине принимается наибольшим. Для углеродистых, низколегированных марганцовистых, хромомолибденовых и аустенитных сталей в этом случае ф1 ==1-Для хромомолибденованадиевой и высокохромистой сталей, сильнее подверженных разупрочнению в околошовной зоне, коэффициент прочности сварного шва снижают. При ручной и автоматической сварке под слоем флюса и расчетной температуре 530° С и более фн ==0,7, при температуре менее 510° С фш = 1,б. В интервале от 510 до 530° С коэффициент прочности сварного шва определяется методом линейной интерполяции. При электрошлаковой сварке принимают фа = 1,0.
[c.331]
Для углеродистых, низколегированных марганцовистых, хромомолибденовых и аустенитных сталей в этом случае ф1 ==1-Для хромомолибденованадиевой и высокохромистой сталей, сильнее подверженных разупрочнению в околошовной зоне, коэффициент прочности сварного шва снижают. При ручной и автоматической сварке под слоем флюса и расчетной температуре 530° С и более фн ==0,7, при температуре менее 510° С фш = 1,б. В интервале от 510 до 530° С коэффициент прочности сварного шва определяется методом линейной интерполяции. При электрошлаковой сварке принимают фа = 1,0.
[c.331]
Коэффициент прочности сварного соединения обозначается фщ. Причем учитывается в расчетах на прочность — угол между направлением сварного шва и расчетным сечением, в котором проверяется прочность при продольном расположении сварного шва и расчете трубы от внутреннего давления аш = 0° при поперечном расположении сварного шва и нагружении внутренним давлением принимается равной 90°. Расчетный коэффициент прочности сварного шва в зависимости от а представляется как аш (1 — 0,75 5т ак,) и в таком виде вводится в формулы расчета на прочность. [c.338]
[c.338]
При расчетах на прочность угловых сварных соединений приварки патрубков или штуцеров к барабанам и камерам коэффициент прочности сварного шва должен приниматься равным 0,8 в тех случаях, когда проводится 100% контроль по всему контуру приварки при помощи ультразвуковой дефектоскопии или радиографии. Если такой контроль отсутствует, то ф коэффициенты прочности должны приниматься и для тавровых сварных соединений. [c.342]
Коэффициент прочности сварного шва определяется таким же образом, как и для цилиндрических элементов. [c.353]
Здесь — коэффициент формы, принимаемый по рис. 5.11 (его величина определяется типом днища — А, В или С и отношением р[а]) ф—коэффициент прочности сварного шва (для днищ, изготовленных из заготовки без сварного шва [c.355]
Коэффициент прочности сварного шва принимают при автоматической сварке ф = 0,8 при ручной ф = 0,7. [c.119]
[c.119]
На рис. 35, а кривая 1 соответствует форме каплевидного резервуара высотой Я—2 м из винипласта толщиной 5 мм при допускаемом напряжении 6 МПа и коэффициенте прочности сварного шва ф=0,35. Плотность раствора 1050 кг/м . Построение рекомендуется выполнять на миллиметровой бумаге для последующего вычисления площади Р, необходимой для определения объема. В этом состоит недостаток расчета и проектирования, так как площадь определяют подбором. Для кривой / она составляет 9,1 м . Кривая 2 соответствует форме каплевидного резервуара из того же материала толщиной 7 мм, работающего при избыточном давлении 300 Па. Высота резервуара Я=2,08 м, площадь поперечного сечения 6,7 м . Как видно из сравнения, наличие постоянного газового давления приближает форму поперечного I сечения цилиндрического резервуара к круговой. [c.74]
Коэффициент прочности сварного шва труб и цилиндрической части барабана принимается в зависимости от способа и вида сварки. [c.99]
[c.99]
Пр,и любом расположении труб шаг в поперечном направлении берется по среднему диаметру барабана, а при переменных шагах и диаметрах отверстий вместо величин 5), 82 я Л в расчетную формулу подставляется их среднеарифметическое значение. Для камер с овальными отверстиями вместо диаметра отверстия подставляется размер овала в том направлении, в котором определяется коэффициент прочности. Если коэффициент прочности окажется меньше 0,3, то должны быть приняты меры к укреплению отверстий. Коэффициент прочности сечения, ослабленного трубами, сопоставляется с коэффициентом прочности сварного шва, указанным в табл. 4-39, и в расчетные формулы подставляется наименьшее из двух значений. [c.152]
Ф — коэффициент прочности сварного шва ф, определяемый по табл. 19.6. [c.543]
Коэффициент прочности сварного шва ф ъем газа =Р акс [c.335]
Избыточную над расчетной толщину стенки (з — С) — Зр можно получить округлением значения толщины стенки, например, до ближайшего четного значения или увеличением толщины стенки для уменьшения размера укрепляющего кольца. Избыточную толщину стенки получают также, если вырез сделан вне продольного шва, а коэффициент прочности сварного шва ф [c.78]
Избыточную толщину стенки получают также, если вырез сделан вне продольного шва, а коэффициент прочности сварного шва ф [c.78]
Если осуществим только частичный дефектоскопический контроль, то по разрешению Госгортехнадзора барабан может быть допущен к эксплуатации при сниженной величине коэффициента прочности. В этом случае при автоматической двусторонней сварке под флюсом, электрошлаковой сварке, контактной сварке, сварке с подкладной пленкой или с подваркой кория шва коэффициент прочности принимается равным 0,85. При Других видах электродуговой сварки и при газовой сварке коэффициент прочности сварного шва принимается равным 0,7. Усиление сварного шва не принимается в расчете во внимание. [c.396]
Толщину стенки труб больших диаметров с продольным сварным швом, подсчитанную по формулам (241а) и (2416), следует увеличить в отношении —, где коэффициент прочности сварного шва. [c.279]
Коэффициент прочности сечения, ослабленного трубами, сопоставляется с коэффициентам прочности сварного шва (табл. 10-32) и в формулы (10-176) и (10-176а) подставляется наименьшее из двух значений.
[c.517]
10-32) и в формулы (10-176) и (10-176а) подставляется наименьшее из двух значений.
[c.517]
Кодффициенты прочности. Коэффициенты прочности сварных швов радикально пересмотрены исходя из того, что качество сварных соединений котельных элементов во всех случаях должно быть высоким (обеспечивается технологией сварки и соответствующим контролем, в том числе стопроцентной проверкой шва неразрушающими методами). Для этих условий, включаемых в котельные правила как обязательные, коэффициент прочности сварного шва принят равным 1,0 (в соответствии со значением, принятым в международных правилах ИСО). [c.301]
Винипластовые трубы с внутренним диаметром более мм изготовляются из листов винипласта путем их изгиба и сварки. Определить необходимую толщину листа винипласта для изготовления трубопровода диаметром 0 = 250 мм для передачи жидкости, находящейся под давлением р = 0,2 Мн м ( 2 ати). Допускаемое напряжение винипласта [а] = 5 Мн1м (- 50 кГ/см ) и коэффициент прочности сварного шва ф = 0,75.
 Расчет вести по V теории прочности.
[c.280]
Расчет вести по V теории прочности.
[c.280]Относительная влажность воздуха, % Коэффициент прочности сварного шва трубо-. провода (безразмерный) [c.388]
Коэффициенты условий работы стенки т = 0,8, коэффициенты перегрузки жидкости 1 = 1,1, паров Пг=1,2. Коэффициент прочности сварного шва фш ==0,95 (стенка изготавливается методом рулони-рования). Нормативные давления, кгс/ж от кровли 41,4, снега 50, термоизоляции 25, вакуума 25 соответствующие коэффициенты перегрузки равны Пкр=1Л сн=1,4 Птерм =1,2 Пвак=1,2. [c.265]
Welds | IDEA StatiCa
Теоретические основы
Статья доступна на других языках:
Существует несколько вариантов численного моделирования сварных швов. Отказ от предположения малости перемещений и переход к большим деформациям значительно усложняют расчёты. Однако имеется возможность различного описания сетки КЭ, использования других кинематических вариаций и соответствующих моделей. Используемые в повседневной практике различные геометрические модели — 2D и 3D, имеют различную степень приближения к реальным результатам. Чаще всего используется пластическая модель материала, не зависящая от скорости нагружения, с критерием текучести по Фон-Мизесу. Ниже описывается два подхода для описания сварных швов. Остаточные напряжения, вызванные сваркой, расчётной моделью не учитываются.
Однако имеется возможность различного описания сетки КЭ, использования других кинематических вариаций и соответствующих моделей. Используемые в повседневной практике различные геометрические модели — 2D и 3D, имеют различную степень приближения к реальным результатам. Чаще всего используется пластическая модель материала, не зависящая от скорости нагружения, с критерием текучести по Фон-Мизесу. Ниже описывается два подхода для описания сварных швов. Остаточные напряжения, вызванные сваркой, расчётной моделью не учитываются.
Первый подход состоит в моделировании сварного шва между пластинами путём прямого объединения узлов сетки пластин в окрестностях шва. Нагрузка передаётся с одной пластины на другую через специальные ограничения, в основу которых заложена формулировка Лагранжа для усилий и деформаций. Это называется многоузловым объединением (multi point constraint — MPC), связывающим узлы сетки одной пластины с узлами другой. Но при этом узлы сеток не соединяются напрямую друг с другом. Преимуществом такого подхода является возможность стыковки несогласующихся сеток КЭ (разной крупности). Таким образом, данный способ позволяет замоделировать срединную поверхность присоединяемой пластины с небольшим смещением, с некоторым приближением к реальному положению сварного шва и его толщине. Передача нагрузки на сварной шов происходит через МРС, таким образом находятся напряжения в сечении сварного шва. Этому стоит уделять особое внимание при вычислении напряжений в пластине под сварным швом и при моделировании тавровых соединений.
Но при этом узлы сеток не соединяются напрямую друг с другом. Преимуществом такого подхода является возможность стыковки несогласующихся сеток КЭ (разной крупности). Таким образом, данный способ позволяет замоделировать срединную поверхность присоединяемой пластины с небольшим смещением, с некоторым приближением к реальному положению сварного шва и его толщине. Передача нагрузки на сварной шов происходит через МРС, таким образом находятся напряжения в сечении сварного шва. Этому стоит уделять особое внимание при вычислении напряжений в пластине под сварным швом и при моделировании тавровых соединений.
Модель с многоузловым объединением не учитывает жёсткость сварного шва, а напряжения вычисляются с большим запасом. Пики напряжений, возникающие на концах сварных швов, в углах и закруглениях, влияют на прочность всего сварного шва, хотя отдельные его участки могут быть менее нагруженными.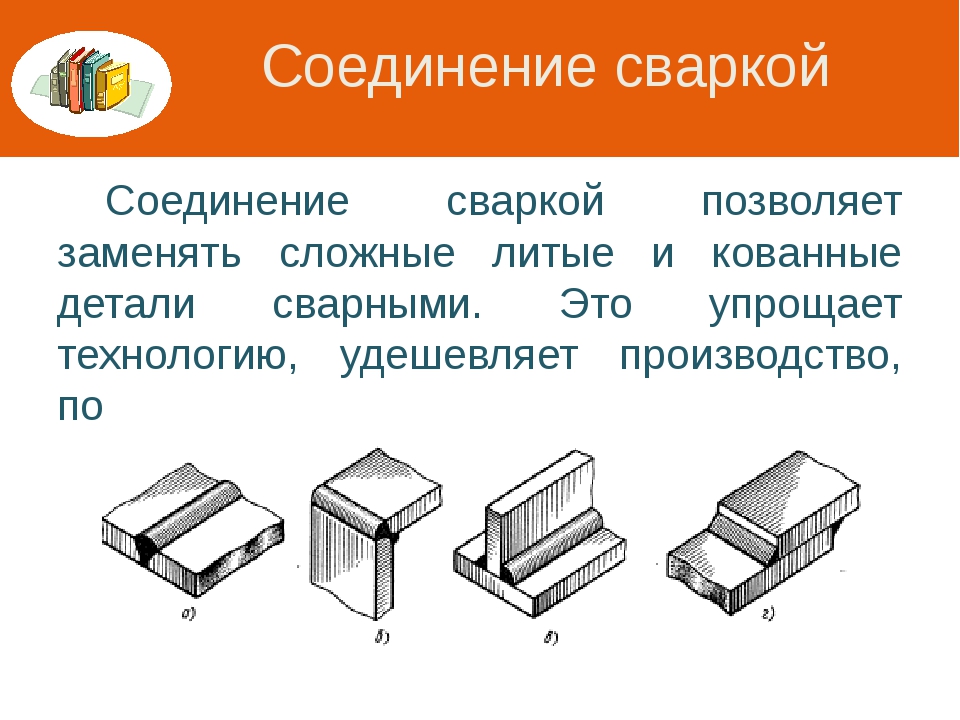 Для устранения этого эффекта была разработана улучшенная модель сварных швов. Суть её в том, что между пластинами добавляются специальные упругопластические элементы, учитывающие положение сварного шва, его ориентацию и толщину. Добавляемый эквивалентный объёмный КЭ сварного шва имеет размеры, соответствующие размеру сварного шва. Материал данного объёмного элемента работает нелинейно, поведение шва считается упругопластическим. Момент появления пластического течения при упруго-идеально-пластической работе отслеживается по величинам напряжений в сечении сварного шва. Пики напряжений перераспределяются вдоль большей части сварного шва.
Для устранения этого эффекта была разработана улучшенная модель сварных швов. Суть её в том, что между пластинами добавляются специальные упругопластические элементы, учитывающие положение сварного шва, его ориентацию и толщину. Добавляемый эквивалентный объёмный КЭ сварного шва имеет размеры, соответствующие размеру сварного шва. Материал данного объёмного элемента работает нелинейно, поведение шва считается упругопластическим. Момент появления пластического течения при упруго-идеально-пластической работе отслеживается по величинам напряжений в сечении сварного шва. Пики напряжений перераспределяются вдоль большей части сварного шва.
Оценка напряжений в сварном шве
Пластическая модель сварных швов даёт истинные значения напряжений, и необходимости в дальнейшей интерполяции результатов нет. Вычисленные значения напрямую используются для проверок. В этом случае больше нет необходимости занижать прочность сварных швов с ломаной осью, швов у неподкреплённых полок и длинных швов.
Ограничения между конечными элементами сварки и узлами сетки
Сварные швы общего вида, использующие пластическое распределение, могут быть непрерывными, частичными или прерывистыми. Непрерывные сварные швы устраиваются по всей заданной грани, частичный сварной шов задаётся так же, но со смещениями в начале и конце, а при задании прерывистых швов можно назначать длины привариваемых участков и зазоры между ними.
Сварные соединения и швы
Навигация:
Главная → Все категории → Каменные работы
Участок сварного соединения, образовавшийся в процессе сварки из расплавленного, а затем затвердевшего металла, называется сварным швом.
При монтаже систем вентиляции применяют следующие виды сварных соединений: стыковые, нахлесточные, тавровые, угловые.
Стыковое соединение служит для сварки деталей из листовой стали толщиной от 3 до 20 мм и более. Стыковое соединение прочно, дает наименьший расход основного и наплавленного металла, требует на сварку немного времени. Однако для него необходима тщательная подготовка кромок листов и точная пригонка свариваемых кромок. Электродами с тонким покрытием можно сваривать листовую сталь толщиной до 3 мм. В этом случае листы готовят без скоса кромок и делают одностороннюю сварку. При стыковом соединении зазор между листами должен быть постоянным по всей длине, т. е. кромки должны быть параллельны, что имеет большое значение для качества сварки.
Стыковое соединение прочно, дает наименьший расход основного и наплавленного металла, требует на сварку немного времени. Однако для него необходима тщательная подготовка кромок листов и точная пригонка свариваемых кромок. Электродами с тонким покрытием можно сваривать листовую сталь толщиной до 3 мм. В этом случае листы готовят без скоса кромок и делают одностороннюю сварку. При стыковом соединении зазор между листами должен быть постоянным по всей длине, т. е. кромки должны быть параллельны, что имеет большое значение для качества сварки.
Нахлесточное соединение, наиболее распространенное, применяют при сварке конструкций и деталей из тонколистовой стали. При такой сварке кромку специально не обрабатывают. Швы надо делать с одной и другой стороны соединения, так как в случае сварки с одной стороны в щель между листами с непроваренной стороны может попасть влага, что вызовет коррозию металла.
Рис. 1. Сварные соединения:
а – стыковые, б – нахлесточные, в – тавровые, г – угловые
При иахлесточном соединении отпадает необходимость в точном вырезании элемента детали, однако этот вид соединения требует большого количества и основного, и наплавленного металла. Ширина полос металла, накладываемых одна на другую, должна составлять не менее 3…5 толщин свариваемого металла. Нахлесточное соединение—основной вид шва, выполняемого шовной и точечной контактной сваркой.
Ширина полос металла, накладываемых одна на другую, должна составлять не менее 3…5 толщин свариваемого металла. Нахлесточное соединение—основной вид шва, выполняемого шовной и точечной контактной сваркой.
Тавровое соединение также выполняют дуговой сваркой, при этом кромки могут быть без скоса, с односторонним и двусторонним скосом.
Угловые соединения могут быть выполнены в разных вариантах, причем каждый вариант требует соответствующей подготовки кромки.
Рис. 2. Классификация швов:
а — в зависимости от положения свариваемых деталей, б — по направлению усилий, в — по длине, г — по степени усиления
В зависимости от положения свариваемых деталей швы бывают нижние, горизонтальные, вертикальные и потолочные. При сварке деталей систем вентиляции надо стремиться так организовать работу, чтобы максимальное количество сварных швов были нижние и лишь в необходимых случаях делать вертикальные и потолочные швы.
По направлению усилий, которые будут приложены к сварным швам в период работы сварной детали, швы делятся на фланговые, торцовые, или лобовые, комбинированные и косые.
По длине швы бывают непрерывные, прерывистые и прерывистые цепные. Прерывистые швы применяют в том случае, когда прочность шва нужна небольшая и не требуется герметичности соединения. Такой шов стоит дешевле, так как на него идет меньше металла, и его выполняют значительно быстрее. Прерывистый шов выполняют в виде отрезков длиной 50…150 мм, разрыв между которыми в 1,5…2,5 раза больше шва. Расстояние между началом двух соседних швов называют шагом шва.
По степени усиления швы разделяют на нормальные, выпуклые и вогнутые. Следует отметить, что большая выпуклость не создает заметного усиления шва. Кроме того, эти швы требуют значительного расхода направленного металла и электроэнергии, а также больших затрат времени на их производство.
—
При ручной дуговой сварке различают следующие виды сварных соединений: стыковые, внахлестку, тавровые и угловые.
В стыковых соединениях части свариваемых изделий соединяют торцами или кромками. Такие соединения являются наиболее распространенными, так как отличаются высокой прочностью и меньше подвержены сварочным напряжениям и деформациям.
Рис. 1. Сварные соединения
а — в стык, б — внахлестку, в — прорезные, г — с накладками, д — тавровые, е — угловые
Толщина свариваемых элементов, соединяемых в стык, почти не ограничена, но от этого зависит форма обработки кромок свариваемого металла.
Соединения внахлестку не требуют специальной обработки кромок под сварку. Швы накладывают с обеих сторон нахлестки; таким способом сваривают элементы толщиной не более 8 мм. Внахлестку соединяют также элементы конструкции, при этом часто применяют прорезные соединения в тех случаях, когда длина кромок соединяемых деталей меньше необходимой по расчету швов и вследствие этого простая нахлестка не может быть осуществлена.
Разновидностью соединения в нахлестку является соединение с накладками, показанное на рис. 220, г. Это соединение выполняют с одной или двумя накладками, которые служат как для соединения частей изделия, так и для усиления стыка.
Рис. 2. Виды сварных швов в зависимости от их расположения относительно направления действующих усилий
а — фланговый, б — лобовой или торцовый, в — комбинированный, г — косой
Рис. 3. Швы различной протяженности:
3. Швы различной протяженности:
а — двухсторонние непрерывные (сплошные), б — односторонние прерывистые, в — двухсторонние цепные, г — двухсторонние шахматные
В тавровых соединениях или угловых торец кромки листов можно не скашивать; для получения хорошего шва оставляют зазор между листами в 2—3 мм.
В тавровых соединениях угол между свариваемыми деталями обычно равен прямому, но может и отличаться от него. Угловые и тавровые соединения широко распространены во всех конструкциях, так как отличаются простотой исполнения, высокой прочностью и экономичностью.
По положению относительно действующего усилия швы разделяются на фланговые, расположенные параллельно действующему усилию, лобовые — перпендикулярно и косые — под углом.
По протяженности сварные швы могут быть непрерывны-м и (сплошными) и прерывистыми. Прерывистые швы применяют очень редко и только в неответственных соединениях — в случае приварки настила, ребер жесткости и пр.
Рис. 4. Сварные швы:
4. Сварные швы:
а — выпуклые, или усиленные, б — нормальные, в — вогнутые, или ослабленные
Рис. 5. Виды швов по положению их в пространстве:
а — нижние швы, б — горизонтальный шов, в — вертикальный шов, г — потолочные швы
По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные.
По внешней форме сварные швы бывают выпуклыми, нормальными изогнутыми.
Выпуклыми, или усиленными, называют швы, у которых действительная толщина больше расчетной. Обычно при ручной сварке делают высоту выпуклости (усиления) до 0,2 высоты сечения шва.
Нормальными называют швы, не имеющие усиления, например швы в форме равнобедренного треугольника.
Вогнутые, или ослабленные, швы при обычной сварке не допускаются. Качественными вогнутые швы могут считаться только в том случае, если они делаются с глубоким проплавлением основного металла свариваемых деталей.
Рабочая толщина шва при сварке в стык принимается равной толщине более тонкого стыкуемого элемента, при этом с обеих
сторон должны иметься усиления в виде наплывов плавного очертания высотой не менее 1 мм при толщине свариваемого металла от 4 до 20 мм и не менее 2 мм при большей толщине свариваемого металла. Толщина углового (валикового) шва, накладываемого в прямой угол, образованный соединяемыми элементами, измеряется по биссектрисе угла и принимается равной 0,7 меньшего катета. При этом высота валикового шва должна превышать на 1—2 мм расчетную (проектную) или быть равной ей. Минусовой допуск здесь не предусматривается нормами.
Толщина углового (валикового) шва, накладываемого в прямой угол, образованный соединяемыми элементами, измеряется по биссектрисе угла и принимается равной 0,7 меньшего катета. При этом высота валикового шва должна превышать на 1—2 мм расчетную (проектную) или быть равной ей. Минусовой допуск здесь не предусматривается нормами.
Похожие статьи:
Подготовка к возведению зданий и сооружений
Навигация:
Главная → Все категории → Каменные работы
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
Основные термины сварки
Ниже приведены мои нетехнические определения некоторых
основные сварочные условия. Они хороши для любителей дома и тех, кто только собирается
в сварочное поле. Большинство людей не хотят садиться и учиться сварке
словарный запас, и я их не виню, я тоже. Но если вы выучите это,
вы будете на голову выше большинства новичков.
Щелкните здесь, чтобы просмотреть наши сварочные печи, и на номер
узнайте о преимуществах правильного хранения сварочных материалов!
Arc Blow — дуга
ходить везде, куда вы НЕ ХОТИТЕ. Это происходит только в округе Колумбия, бывает
много вваривается в угол и, как полагают, каким-то образом вызвано магнетизмом.
Иногда помогает переместить рабочий зажим в другое положение на стали.
Это происходит только в округе Колумбия, бывает
много вваривается в угол и, как полагают, каким-то образом вызвано магнетизмом.
Иногда помогает переместить рабочий зажим в другое положение на стали.
Дуга Резка — может выполняться стержнем 6010 или 6011 на станке. до «warp 10». (очень горячие) Могут использоваться и другие стержни, но эти два лучший. Здесь вы прорезаете сталь, используя силу дуги. Это не сделает самый красивый разрез, но подойдет в крайнем случае, когда у вас нет фонарика.
Дуга Строжка — это когда сталь или металл разрезают дугой из углерода. электрод. Электрод представляет собой твердый углеродный слой, обернутый медью для обеспечения проводимости. В Stinger имеет сжатый воздух, и когда кнопка нажата, он выпускает воздух на расплавленный разрезаемый металл. Машина повернута на «деформацию 10», что означает, что вы используют ОЧЕНЬ много ампер (тепло).
Примером может служить то, что мы зашли в
работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти все сварные швы
провалить рентгеновское обследование. Мы выдолбили сварной шов снаружи, а затем снова сварили. Мы
затем выдолбил сварные швы изнутри и снова приварил к нашему предыдущему сварному шву.
Мы выдолбили сварной шов снаружи, а затем снова сварили. Мы
затем выдолбил сварные швы изнутри и снова приварил к нашему предыдущему сварному шву.
Толстый нержавеющую сталь нельзя резать горелкой, и даже если бы это было возможно, из-за тепла она деформация. Дуговая строжка сохраняет тепло в месте пропила.
Сплав — это элемент, добавленный к металлу. Примером может служить низкоуглеродистая сталь с добавлением хрома (резист ржавчина) и никель (делает его менее восприимчивым к окислению, которым является ржавчина), который делает форму из нержавеющей стали.(наиболее распространенная нержавеющая сталь 304)
Чередование Current — меняет направление с положительного на отрицательное по синусоиде. волна. Это приводит к нестабильной дуге при большинстве сварочных процессов, поэтому постоянный ток является предпочтительным.
Сила тока — измеряет ток электричества и то же, что и ток, который является вашим теплом.
Arc — это то, что между
конец электрода и основной металл. Сопротивление вызывает тепло.
Сопротивление вызывает тепло.
Автомат Сварка — это сварка, выполняемая таким оборудованием, как роботы.
Резервное копирование Полоса — это полоса или отрезок стали, стыкующийся до открытого зазора между два куска стали. Сварочные стержни 6010 можно использовать для открытой стыковой сварки, но 7018 не может и требует подкладочной полосы для обеспечения поверхности для электрода. чтобы приварить. Некоторые резервные планки обрезаются, а некоторые остаются на месте.
Бусина — наплавленный присадочный металл на и в рабочей поверхности, когда проволока или электрод плавится и вплавляется в сталь.Бусина стрингера — это узкая бусина, тянущее движение или легкие колебания, в то время как бусинка плетения шире и больше колебание.
Bevel — угловой срез или отшлифованный край заготовки чтобы обеспечить большее проплавление для более прочного сварного шва.
Взорвано — что вы
будет, если сварить или порезать емкости с испарениями. НИКОГДА не сваривайте и не резайте какие-либо
контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности!
Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными.
НИКОГДА не сваривайте и не резайте какие-либо
контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности!
Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными.
Щетка — сталь ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины, или колесная щетка для настольной шлифовальной машины. Они используются для очистки прокатной окалины, окисления, грязь, масло и т. д. со стальных поверхностей. Чистота имеет первостепенное значение на заготовку, чтобы убедиться в отсутствии дефектов сварного шва. Важно использовать нержавеющую стальную щетку и щетку из мягкой стали.
Build-Up Weld — здание
вверх по поверхности стальной детали, такой как зубья звездочки, поверхность
промежуточное колесо (удерживает гусеницу на гусеничном ходу, например, бульдозеры)
или краны), или ковш на фронтальном погрузчике.В большинстве случаев это намного дешевле
Сварщик собирает компонент, а не заменяет его.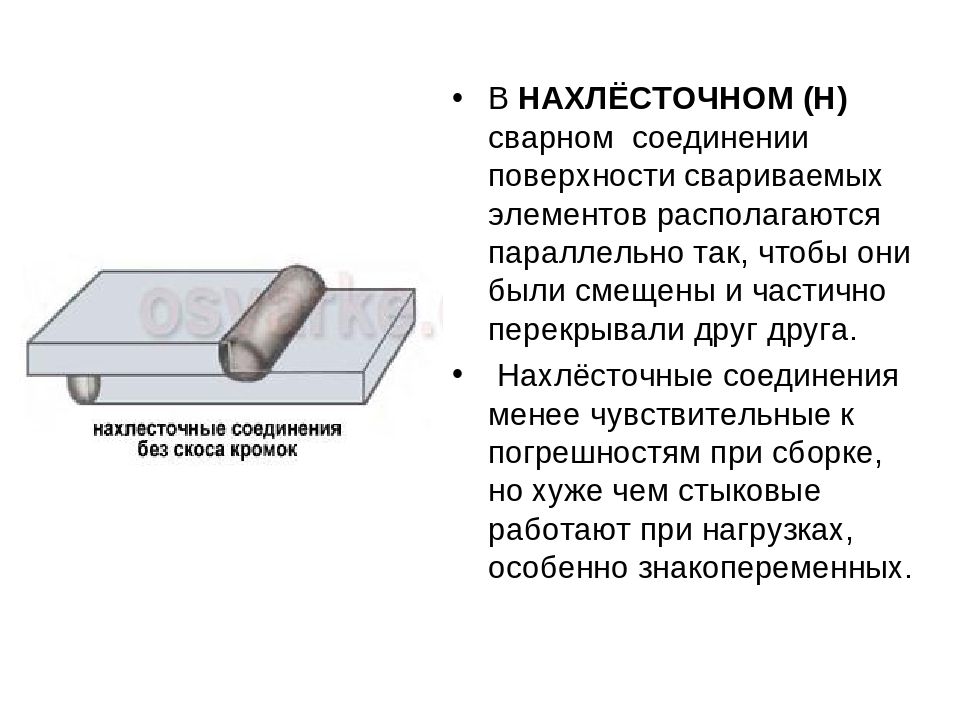 Наращивать
Сварные швы обычно выполняются электродами с твердой поверхностью.
Наращивать
Сварные швы обычно выполняются электродами с твердой поверхностью.
Это тоже хороший способ
чтобы новый студент-сварщик научился правильному повторному запуску и врезке.
Разорено Аут — невыполнение испытания сварного шва из-за дефектов сварных швов. «Он разорился на своих испытательных пластинах и не был принят на работу ».
Butt Joint — просто то, что это такое … две части столкнулись друг с другом.Только верх и нижняя поверхность может быть сварной. Без хорошего проплавления этот сварной шов не имеет прочность многопроходного углового шва или соединения со скосом.
Заглушка — последний валик шва с разделкой кромок, его можно сделать плетеным движением вперед и назад, или с бусинками, привязанными друг к другу.
Также то, что вам нужно надеть
на голове при сварке MIG в вертикальном положении или во время любого процесса над головой, чтобы не допустить образования горячих искр
с твоей головы. (см. Кассинг. ) Шляпы сварщика имеют маленький счет и такие высокие
им нужна сигнальная лампа, чтобы самолеты не врезались в них. Это так
их можно повернуть и натянуть на ухо при сварке трубы и головы
наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты
Вы можете буквально услышать его шипение, когда страдаете от ожога. Сварочные шапки могли
выиграть любой конкурс уродливых шляп со всеми безумными точками в горошек, узорами пейсли и прочими безумными
конструкции.
) Шляпы сварщика имеют маленький счет и такие высокие
им нужна сигнальная лампа, чтобы самолеты не врезались в них. Это так
их можно повернуть и натянуть на ухо при сварке трубы и головы
наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты
Вы можете буквально услышать его шипение, когда страдаете от ожога. Сварочные шапки могли
выиграть любой конкурс уродливых шляп со всеми безумными точками в горошек, узорами пейсли и прочими безумными
конструкции.
Cardinal Sin of Welding — см. Поднутрение.
Коалесценция — ах, это когда металл или сталь сплавлены (стыкованы) кузнечиком.
с покрытием
Электрод — это флюс на присадочном металле сварочного стержня. Они использовали
использовать неизолированные штанги только в горизонтальном положении. Кто-то заметил, что ржавый
стержень работал лучше, чем новый, поэтому они начали экспериментировать с разными
покрытия на разные стержни. Они обнаружили, что некоторые покрытия создают экранирование. газ, защищавший сварочную ванну от загрязнений в атмосфере.Загрязняющие вещества
вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов
был гладким и прочным и мог использоваться в разных положениях, а не просто
плоский. Я могу только представить, сколько раз эти голые стержни застревали!
газ, защищавший сварочную ванну от загрязнений в атмосфере.Загрязняющие вещества
вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов
был гладким и прочным и мог использоваться в разных положениях, а не просто
плоский. Я могу только представить, сколько раз эти голые стержни застревали!
Вогнутость — Это когда валик углового сварного шва провисает внутрь от корневой грани к корню.
Расходные материалы
Вставка — это место, где присадочная проволока или пруток находится в зазоре, и вы привариваете их к отверстию.
основной металл вместе с проволокой или прутком.Он становится единым целым с кузнечиком сварного шва.
Выпуклость — это когда валик углового сварного шва выступает наружу из корня.
к лицу.
Угловое соединение — Одно из пяти основных сварных соединений. Это
это когда края двух пластин стыкуются друг с другом под углом 90 градусов. Это
обычно имеет канавку для заполнения, обеспечивающую хорошее проникновение.
Защитное стекло или Защитная пластина — Прозрачные стеклянные или пластиковые линзы в бленде или очках для резки. защищает линзу № 5 (для резки) или № 10, 11, 12 (для сварки) от попадания брызги на них.Жалко меня, черт возьми, когда студент забывает положить его когда меняют линзу. Затем они сваривают его, и брызги портят # стекло, которое недешево! Вы должны часто менять накладки, так как они ограничивают ваш вид, когда они забрызганы или поцарапаны.
Трещина — Где сварной шов трескается или раскалывается. Хорошим примером может служить сварка чугуна. Если он не был предварительно нагрет и не подогрет должным образом, или если используется неправильный электрод, это взломает БОЛЬШОЕ ВРЕМЯ.Иногда трещина будет выходить прямо перед сварным швом. бассейны во время сварки.
Вы должны предварительно нагреть, пост-нагревать и спустить чугунную катанку,
который содержит никель. Уловка, чтобы предотвратить распространение трещины, — это просверлить
отверстие до и после трещины, которую вы собираетесь сваривать. Выполните сварку, а затем
заполнить дыры. Отверстия не дают трещине распространяться.
Выполните сварку, а затем
заполнить дыры. Отверстия не дают трещине распространяться.
Кратер — В конце сварного шва вы прожигаете сталь, не оставляя присадки. металл, оставляющий углубление в основном металле.При перезапуске вы хотите чтобы начать в конце трещины, приварите обратно к месту остановки сварного шва, а затем продолжайте движение в направлении сварки. Это предварительно нагревает и дает хорошее соединение. в бусинку, которую вы только что положили.
Критическая температура — Это когда основной металл переходит из состояния солидуса в состояние ликвидуса по мере его нагрева во время сварочный процесс. Это как раз в тот момент, когда оно перестает быть твердой массой, таять и становиться жидкостью.Это отличный термин для обсуждения за коктейлем вечеринка, чтобы заставить вас казаться умным, ОСОБЕННО, если ваша аудитория мало знает о сварка!
Ток — В электрической цепи ток является потоком
электричества. То, на что вы свариваете, сопротивляется потоку, и в результате образуется тепло. AMPS
являются мерой вашего тока. Чтобы получить немного более технический, ток отрицательно
заряженные электроны проходят через проводник, который обычно представляет собой проволоку.
AMPS
являются мерой вашего тока. Чтобы получить немного более технический, ток отрицательно
заряженные электроны проходят через проводник, который обычно представляет собой проволоку.
цилиндр r — В чем мы храним кислород и ацетилен для резки, и ЗАЩИТНЫЙ ГАЗ для Сварочные процессы MIG и TIG.Они бывают разных размеров, и вам нужно изучить перед покупкой. Если у вас слишком мало одного, вы действительно устанете заправлять это все время.
Дефект — Что-то не так со сварным швом. Основные дефекты: продольные трещины, пористость, шлаковые включения и «кардинальный» Грех «сварки… Подрезка.
Глубина расплавления — Насколько глубока ваша присадочный металл проникает в металл с поверхности.
Постоянный ток — Сварка постоянным током — это самая плавная сварка с наименьшим количеством брызг.В
ток течет в одном направлении, от отрицательного к положительному. (От катода к аноду)
It
это похоже на то, когда вы включаете водяной шланг и вода вытекает. С DC
ток ВСЕГДА течет в одном направлении. Однако вы можете изменить сварку
приводит к изменению полярности.
С DC
ток ВСЕГДА течет в одном направлении. Однако вы можете изменить сварку
приводит к изменению полярности.
Электрод постоянного тока отрицательный — Электричество ВЫХОД ИЗ сварочного стержня или проволоки рассеивается в заготовке, поэтому дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3 тепла. на заготовке.Это то, что вы хотите использовать для тонких металлов.
Прямой Положительный токовый электрод — Электричество течет НА сварочный стержень или проволоку и, следовательно, больше нагревают стержень или конец проволоки. Это дает вам 2/3 тепла. на стержне и 1/3 на заготовке, что дает большее проникновение для толстых металл, потому что сила дуги проникает в сталь перед нанесением присадочного металла.
Пластичность — Металл изгибается и остается изогнутым, не ломаясь.
Рабочий цикл — Это сколько времени машина может проработать за десять минут до того, как он перегревается.
10% = 1 минута из каждых 10.
20% = 2 минуты из каждых 10.
Включено до 100%, при котором будет работать все время без остановки.
Для
машина на заводе или строительной площадке, вам нужен 100% рабочий цикл.
Для
ваша мастерская по хобби вы можете обойтись с 20 или 30%.
Даже в самом загруженном фабрика через десять минут выйдет из строя.Если вы сварка клеем, вы можете пробежать чуть больше минуты. Тогда ты собираешься поднять капюшон, проверить из того, что делают все остальные, подумай о том, что ты собираешься делать той ночью, Отколите шлак, почистите сварной шов, проверьте, сколько сейчас времени, замените стержни и НАКОНЕЦ возвращаемся к сварке.
Edge Joint — Внешний край двух пластин встали на 90 градусов параллельно друг другу.
Подготовка кромки — До
приваривая край плиты или трубы, следует позаботиться о том, чтобы сварной шов был качественным.Это
могут быть вырезаны резаком или скошены, обработаны шлифовальным станком, напильником или все три.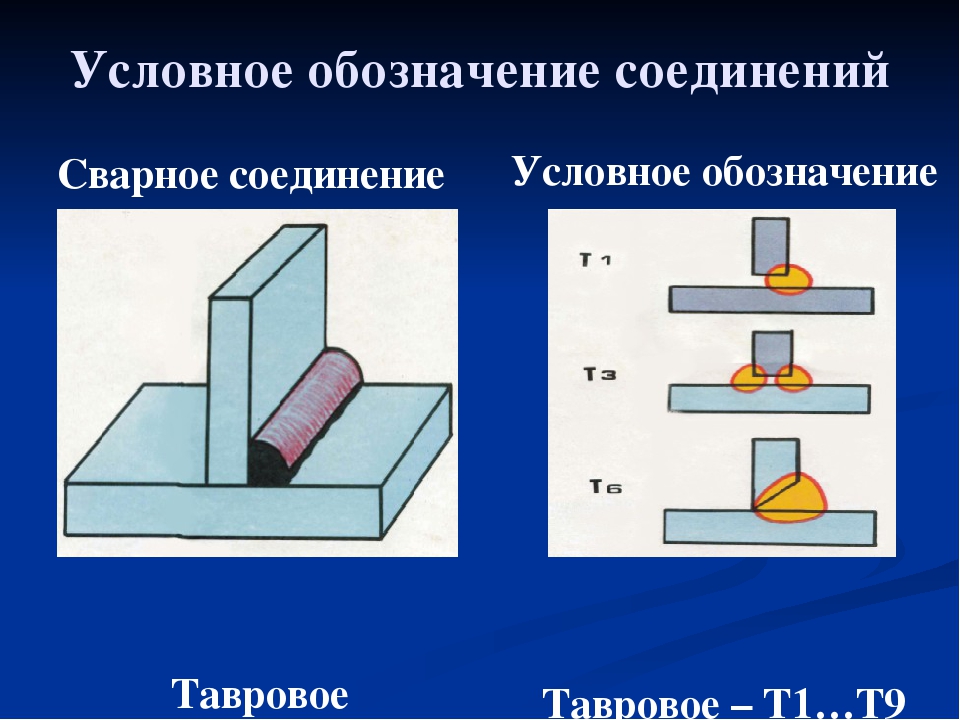
Электрод — Электроды либо покрыты флюсом, либо просто оголены. В области электрод называют стержнем при сварке штангой, а электродом — проволокой. Дуговая сварка MIG и порошковой проволокой.
Существует МНОГО разных типов электродов.
В Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Это было ОЧЕНЬ легко воткнуть эти стержни, и я могу только представить, как это должно быть неприятно. были использовать их.Однажды парень заметил, что подобранный им ржавый стержень приварен лучше, чем новенькие.
Эксперименты с разными типами покрытий как кремний и калий, было установлено, что флюс на стержне не только помогает он горит лучше, но производит защитный газ, защищающий сварочную ванну от атмосфера.
Держатель электрода — ручной зажим, удерживающий сварку
стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА,
или в стержень в ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА.
Лицевая — На пластине или сварка труб: ROOT PASS, HOT PASS, FILLER PASS и CAP. Корень проникает через заднюю часть пластины, колпачок находится на поверхности, которую вы сварочные, то есть торцевые.
Вентилятор : Сварочные аппараты имеют вентилятор для охлаждения машины и предотвращения ее перегрева. (см. ОБЯЗАТЕЛЬНЫЙ ЦИКЛ) Некоторые фанаты работают постоянно, в то время как другие запускаются «по запросу», что означает, что он включается при необходимости и отключается, когда не требуется.
(Хорошая идея взорвать отключать сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это сохраняет пыль от накопления и возможного нарушения внутренней электрической работы. На всех машинах есть вентиляционные прорези, и каждый из них должен быть продуван.)
Железо Металл — Железо получают из руды, добываемой на Земле. Смотри как Сталь сделана. Черный означает, что металл — это железо или железо со сплавами.
Наполнитель
Металл — металл, добавляемый в сварочную ванну.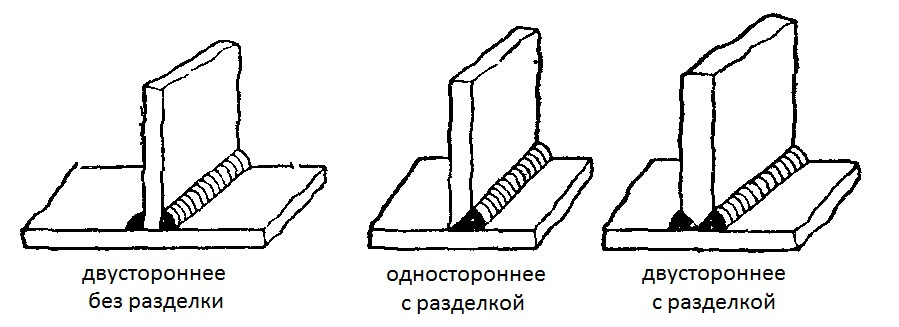 Сварной шов можно выполнять с
присадочный металл. Тонкий металл иногда сваривают путем плавления двух основных металлов.
вместе.
Сварной шов можно выполнять с
присадочный металл. Тонкий металл иногда сваривают путем плавления двух основных металлов.
вместе.
Flash Burn — Это ожог от радиации. от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может обжечь кожу, как к солнечным ожогам и даже волдырям на роговице. Вы не понимаете этого до нескольких часов спустя когда кажется, что кто-то втирает тебе горячий песок в глаза.
Два моих студенты сваривали слишком близко друг к другу, и я сказал им двигаться, но они сказал, что они были в порядке.Да, что я знаю? Я делал это только 30 долбаных лет по сравнению с их тремя или четырьмя месяцами!
Уэлп, в ту ночь они были в отделении неотложной помощи получают мазь для глаз и красивое отделение неотложной помощи за 300 долларов законопроект.
Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без
защитные линзы, даже если они не сбоку от глаз. В моем магазине
громко объявляем «СМОТРИТЕ В ГЛАЗА!» прежде чем зажигать дугу, чтобы предупредить
чтобы закрыть глаза.
Угловой шов — Король сварных швов, потому что он используется во многих приложениях, в основном на тройниковых соединениях. . (См. СОЕДИНЕНИЯ.)
Два куски металла стыкуются встык под углом 90 градусов, бусинка проходит на полпути в каждый кусок. В зависимости от толщины может понадобиться одна бусинка или несколько бусинок. ПРИВЯЗАНЫ друг к другу.
Поверхность углового сварного шва — Поверхность или верх сварной шов.
Ветвь углового сварного шва — От пересечения стыка до конец сварного шва.На каждую тарелку будет по ножке.
Угловой шов Носок — это конец сварного шва на конце ножки. Опять будет один за каждую тарелку.
Корень углового сварного шва — Место начала сварного шва на пересечении стыкованных пластин.
Горловина углового шва — Расстояние от корень к лицу.
Для приведенных выше определений FILLET WELD см. Miller’s Tig.
Страница сварки для хорошей иллюстрации…
http: // www. millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Поток Измеритель — Давление в баллоне ЗАЩИТНОГО ГАЗА может достигать 2400 фунтов. на дюйм. Расходомер снижает это значение до рабочего давления, обычно около 20-20 25 кубических футов в час.
Flux :
Очищает поверхность и при горении
делает ЗАЩИТНЫЙ ГАЗ, который защищает БАССЕЙН или ЛУЗУ от атмосферных воздействий.
загрязняющие вещества, вызывающие ДЕФЕКТЫ.
Дуговая сварка порошковой проволокой (FCAW) — Длинную тонкую плоскую полоску пропускают через серию штампов, пока она не начнет скручиваться. По сторонам.Затем добавляется ПОТОК, и он проходит через штампы, пока не будет свернутый в трубчатую проволоку.
Подобно ТВЕРДОЙ СТАЛЬНОЙ ПРОВОЛОКЕ, он катится и используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА. Когда проволока плавится и превращается в НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ, ПОТОК горит и образует ЗАЩИТНЫЙ ГАЗ.
Следовательно,
не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать на сквозняках или даже на ветру,
в отличии от его двоюродного брата МИГа.
Испытание на свободный изгиб — Также называется управляемым изгибом тест, это разрушительный тест.Из испытательной пластины вырезается купон, сварной шов шлифованный, затем купон (обычно 1 ½ дюйма шириной и 7 дюймов длиной) сгибается. в JIG. Затем он ВИЗУАЛЬНО ПРОВЕРЯЕТСЯ на предмет трещин и дефектов.
Это
это один из способов демонстрации КВАЛИФИКАЦИИ для получения сертификата. Сварка — это одно
из самых требовательных профессий, потому что сварщик всегда должен доказывать свою квалификацию.
У меня 30-летний опыт работы в цехе, профсоюзе металлургов и образовании,
но если бы я пошел работать, скажем, в электростанцию, со сварщиком, который
поля всего пару лет, я бы еще сдать тест с ними!
Критически для выполнения сложных работ требуется квалификация РЕНТГЕНОВ, которая не разрушает, но показывает все!
Дым — Квалифицированный ДЖУРНИР или НОВИЧК при резке и сварке всегда следует остерегаться испарений.
От GALVANIZED пары цинка, вызывающие тошноту, к более опасному газу фосгену, который может выделяться от УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ вокруг некоторых чистящих средств ДЫМ может быть опасным!
Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях!
Предохранитель — Если вы покупаете сварочный аппарат для домашнего использования, убедитесь, что у вас есть подходящие
предохранитель, чтобы вы не все взорвали. В старых домах убедитесь, что проводка
были обновлены, иначе вы можете вызвать пожар из-за их перегрева.
В старых домах убедитесь, что проводка
были обновлены, иначе вы можете вызвать пожар из-за их перегрева.
Fusion — Как сказано в COALESCENCE, слияние — это плавление и слияние с основой. металл или РОДИТЕЛЬСКИЙ МЕТАЛЛ вы свариваете кузнечика.
Это тоже слово за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал три рассказы. Хочет взять кусок моей бедренной кости и прикрепить его к лодыжке. Беда Бедро заживает дольше, чем болит лодыжка! Итак … этот маленький операции не будет.Черт возьми, мне все равно больно, когда я не сплю!
оцинковка — Электрохимический процесс, при котором низкоуглеродистую сталь погружают в жидкий цинк для
сделать его антикоррозийным. Я был удивлен, узнав, что это делается уже 150 лет!
Когда
вы свариваете оцинкованную сталь, вы должны сначала прожечь цинковое покрытие и
он производит ДЫМ, который может вызвать у вас тошноту, как будто вас ударили в
кишка.
Питье молока до, во время и после сварки должно помочь, но
правильная вентиляция и вообще не дышать ею — лучше всего.
Газовая металлическая дуга Сварка (GMAW) — см. «МИГ»
Газовая дуговая сварка вольфрамом — см. «TIG»
Сварка с разделкой кромок — Когда требуется очень прочный сварной шов, например, когда две колонны соединены вместе на высотном здании, важно чтобы получить максимальное проникновение и сплавление. Для этого нужно отрезать ФАСИК так, чтобы что вы можете приварить твердое тело от КОРНЯ к ЛИЦУ РОДИТЕЛЬСКОГО МЕТАЛЛА.
Тепло
Затронутая зона — кое-что, что многие сварщики не принимают во внимание, но должны.В любой момент
при сварке металла или стали вы нагреваете область рядом со сварным швом. После этого
нагревается, остывает с разной скоростью в зависимости от температуры в магазине
или поле.
На строительных объектах зимой это может происходить очень быстро.
И нагрев, и охлаждение могут повлиять на свойства в зависимости от того, какая основа
металл, на котором вы свариваете.
Зона термического влияния на низкоуглеродистую сталь обычно
ничего страшного. Однако, если вы свариваете чугун, например, без должной
предварительный нагрев и последующий нагрев, он треснет прямо у вас на глазах.
Однако, если вы свариваете чугун, например, без должной
предварительный нагрев и последующий нагрев, он треснет прямо у вас на глазах.
Инвертор — Относительно новые, впервые услышал о них лет 13 назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов. машины используют и, следовательно, гораздо меньшие по размеру единицы.
Когда я впервые начал сварку тридцать лет назад в магазине черного железа я использовал сварщика, который выглядел как большой атомная бомба с ящиком наверху. Он был не менее четырех футов в ширину, два фута глубокой и высотой около трех футов.
Сегодня у них есть машины, которые могут все
что можно, плюс еще несколько, и они размером с небольшой чемодан, а это много
удобнее для магазина и поля.
Iron Workers — Есть
здесь пара значений. Первый — это союз, к которому я принадлежу, Интернационал
Ассоциация рабочих мостов, строительного, декоративного и арматурного железа. В виде
Судя по названию, мы работаем над конструкциями, начиная от высотных офисных башен,
к плотинам, электростанциям и т. д.После трехлетнего обучения я стал структурным
сварщик. Существуют и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up
Банды и Разные Банды. Хотя я работал над ними всеми, я потратил большую часть
Я провела время в различных сварочных бригадах, так как сварка — моя настоящая любовь!
В виде
Судя по названию, мы работаем над конструкциями, начиная от высотных офисных башен,
к плотинам, электростанциям и т. д.После трехлетнего обучения я стал структурным
сварщик. Существуют и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up
Банды и Разные Банды. Хотя я работал над ними всеми, я потратил большую часть
Я провела время в различных сварочных бригадах, так как сварка — моя настоящая любовь!
Это также термин для машины, как ОГРОМНОЙ, так и достаточно маленькой, чтобы быть портативной. по вакансиям. Он может резать металл, резать углы и пробивать отверстия. Ты собираешься инвестировать минимум около пары тысяч за меньшую модель.Даже не хочу подумать, сколько стоят большие.
Прерывистая сварка: Очень распространенный
ошибка в сварке это слишком большая сварка! Многие сварщики, особенно
новичок в торговле: «чем больше шов, тем лучше он будет держаться».
Ну, это НЕ правда! Часто один или два дюйма сварного шва каждые пару дюймов
держится так же хорошо, как и сплошной сварной шов.
На большинстве работ, будь то в магазин или поле, сварные швы будут на чертеже, чтобы вы знали, что именно сделать.Инженеры определяют, какой вид сварного шва лучше всего подходит для данного соединения.
Есть два типа прерывистых сварных швов. Приведу пример из завод по производству черного чугуна, на котором я когда-то работал:
1) «Цепь» на При ширине двадцати футов мы найдем центр, скажем, в десяти футах. Отметим два дюймов, по одному дюйму с каждой стороны от центра. Затем из центра этого сварного шва мы сделаем отметку на расстоянии двенадцати дюймов. На этой отметке мы бы измерили один дюйм на каждом боковая сторона.Таким образом, мы измеряли расстояние от центра до центра каждого сварного шва. В большинстве конструкций почти все измеряется от центра.
По другую сторону луч, мы бы отразили следы первой стороны.
Очевидно, что концы
луч не выходил правильно по порядку, поэтому было важно, чтобы мы
и поставьте по два дюйма с каждого конца, даже если он был рядом с двумя другими
отметки, которые мы сделали.
2) «Staggard» После нанесения отметок на одном сторону балки, мы поместим другую сторону между отметками на первой боковая сторона.
Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их — это чрезмерно. эти стыки прочные. Когда сварщики переусердствуют, они лажают. несколькими способами…
- Они нагревают основной металл, который может измениться его свойства неблагоприятно.
- Они тратят ненужное время. В магазине и поле «Время — ДЕНЬГИ!»
- Они тратят материалы впустую, используя
стержни, которые с каждым годом стоят все больше и больше.
Приспособление — Приспособление
удерживайте металл или сталь, над которыми вы работаете, на месте во время изготовления.Они
может быть стальным зажимом с помощью тисков или С-образного хомута, болтов, приваренных прихваточным швом к столу, или
очень сложные кадры. Позиционеры в крупных производственных цехах удерживают заготовку, вращают,
вращать или вращать, чтобы можно было сваривать в плоском или горизонтальном положении.
Шарнир — Пересечение, где встречаются два разных раздела PARENT METAL. Быть в списке под СВАРНЫЕ СОЕДИНЕНИЯ. На электростанции спрашивали, сколько стыков мы сварили каждый день.
Было много разных типов, таких как балка к балке, балка к колонне, х подтяжки и т. д.Хотя это не был точный отчет, он дал бригадиру представление о том, что делалось.
Отличная глава о JOINTS принадлежит Миллеру
Tighandbook …
http://www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Keyhole — При сварке открытого стыкового шва или стыкового шва с открытыми канавками с помощью STICK, MIG или TIG, откроется «замочная скважина». Когда стороны тарелки выгорят на каждой На стороне СВАРОЧНОГО БАССЕЙНА образовано отверстие, обеспечивающее хорошее ЗАВЯЗКУ и ПРОНИКАНИЕ.
Замочная скважина не должна становиться слишком большой, иначе сварочный бассейн будет водопад из задней части сустава.
Если замочная скважина становится слишком большой, остановитесь
немедленно приступить к сварке, дать пластине остыть и произвести надлежащую регулировку, чтобы исправить
проблема. (Слишком много тепла, неправильный угол стержня или слишком долгое нахождение в луже
может быть причиной.)
(Слишком много тепла, неправильный угол стержня или слишком долгое нахождение в луже
может быть причиной.)
Профсоюзы — Хороший сайт со списком профсоюзов
http://www.trcp.org/unions.aspx.
В
мой опыт работы с железом, я бы сказал, что у вас больше всего шансов на сварку
в следующем…
Boilermakers
Iron Рабочие
Трубопроводчики
Трубопроводчики
Листовой металл
Рабочие
Leads — Это линии от станка до того, что вы свариваете по току. Это множество медных проводов, вплетенных в один для проведения электричества, затем покрытый непроводящей резиной или пластиком сворачивать.
Важно убедиться в отсутствии разрывов или разрывов на выводах. обнажая оголенный провод, который может вызвать дугу на заземленной поверхности. Помимо шока или пожароопасности, особенно плохо, если бы он вступил в контакт с находящимся под давлением газовый баллон!
Liquidis — Слово, которое заставляет вас казаться умным, когда вы
означают самую низкую температуру, при которой сталь или металл находятся в жидком состоянии.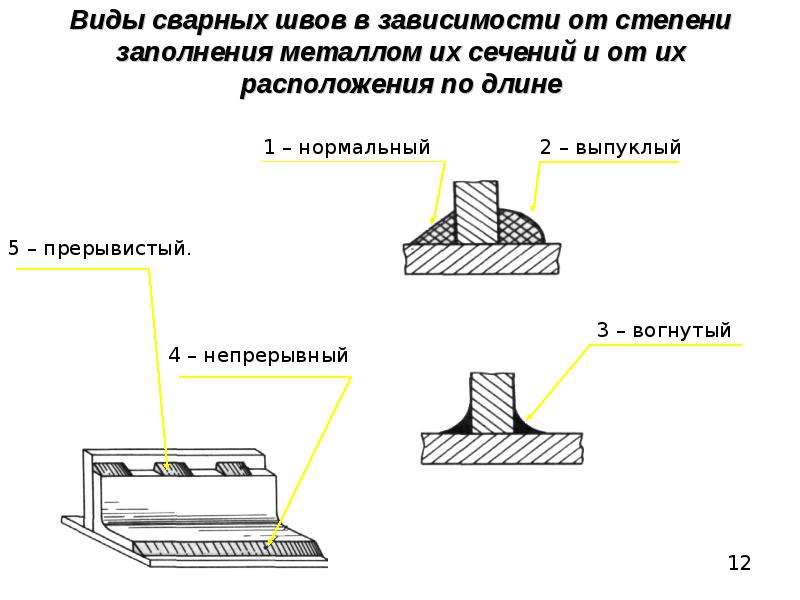 Угадайте, что такое «солидный»
называется? (См. SMART TALK)
Угадайте, что такое «солидный»
называется? (См. SMART TALK)
Сварочный аппарат — Оборудование работает сварочный шов, пока человек наблюдает, чтобы убедиться, что он работает правильно.Они также будут визуально осмотрите выполненный сварной шов. Будь то робототехника или машинная сварка, большинство компаний предпочитают тех, кто занимается сваркой в полевых условиях, потому что они «почувствовать» это.
Сварщики-подмастерье действительно чувствуют приварить TIE-IN к стали. Когда я ПРИКЛЮЧАЮ СВАРКУ с 7018, я буквально чувствую стержень слегка поддается, так как сливается со сталью.
Руководство Сварка — Сварку выполняет человек.В SMAW (палке) держат СИНГЕР и манипулируя СВАРОЧНЫМ ЭЛЕКТРОДОМ, чтобы управлять СВАРОЧНЫМ БАССЕЙНОМ. В МИГ они используют проволоку для подачи пистолета МИГ, чтобы сделать то же самое. В TIG они используют горелкой и ручной подачей присадочного прутка.
Скорость плавления — Сколько
стержня (электрода), проволоки или стержня TIG плавится за определенное время.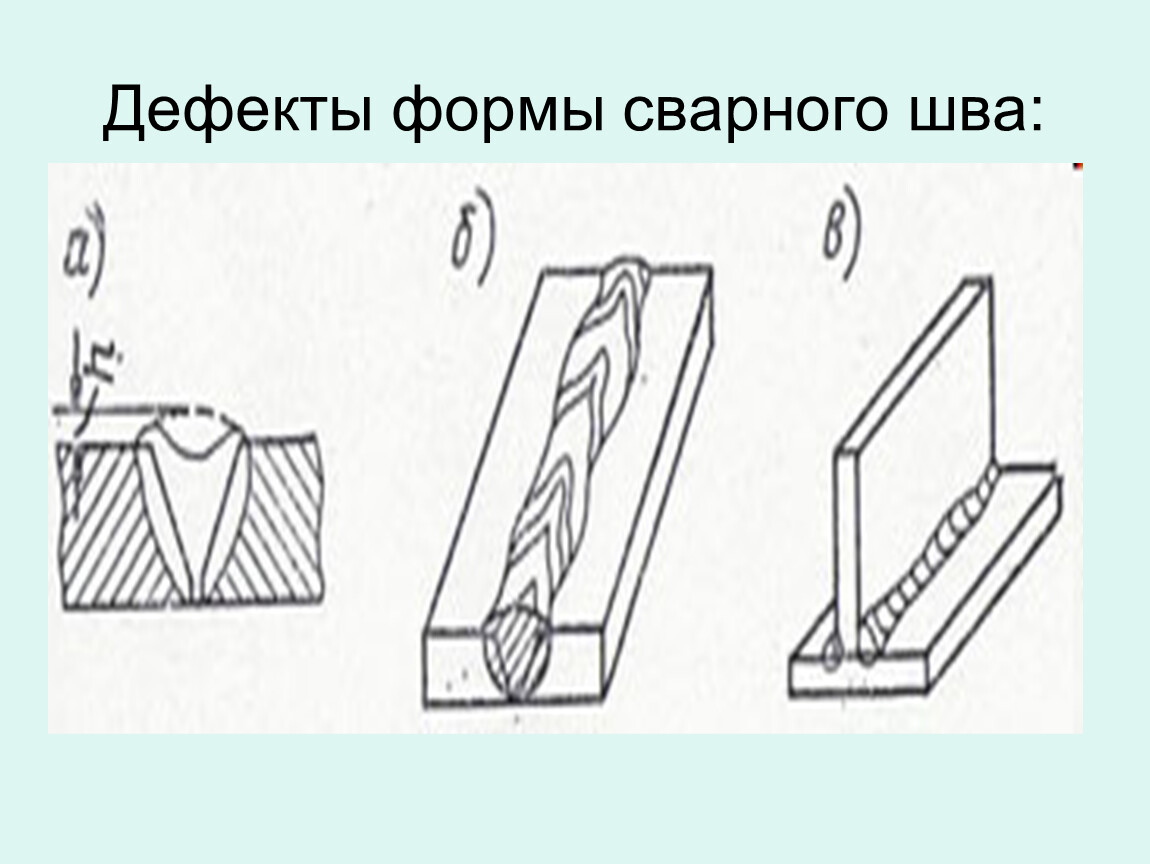
Точка плавления — Аааа, кузнечик, вот куда идет металл
от SOLIDUS к LIQUIDUS.См. УМНЫЙ РАЗГОВОР.
MIG (GMAW или газовый металл Дуговая сварка) — Технически это может называться GMAW, но в магазине и на местах все, что я когда-либо слышал, было Миг.
При сварке МИГ используется намотанная сплошная стальная проволока. на катушке и подается через сварочный провод с вкладышем в нем. Водители толкают, тянут или оба, чтобы пропустить проволоку через провод к СВАРКУ.
Использует несколько разные смеси, но чаще всего я использовал либо плотный углекислый газ, либо или смесь инертного газа аргона и CO2 (обычно 75/25.75% аргона, 25% CO2) для защиты ЛУЧИ сварочного шва от атмосферы.
Стр. 2 — Основные термины сварки
Это Список условий сварки представлен вам компанией Keen Ovens, лидером в области сварочного хранения. Духовки.
Терминология сварки Определения и сокращения
А — С
А
АЦЕТОН:
Легковоспламеняющаяся летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.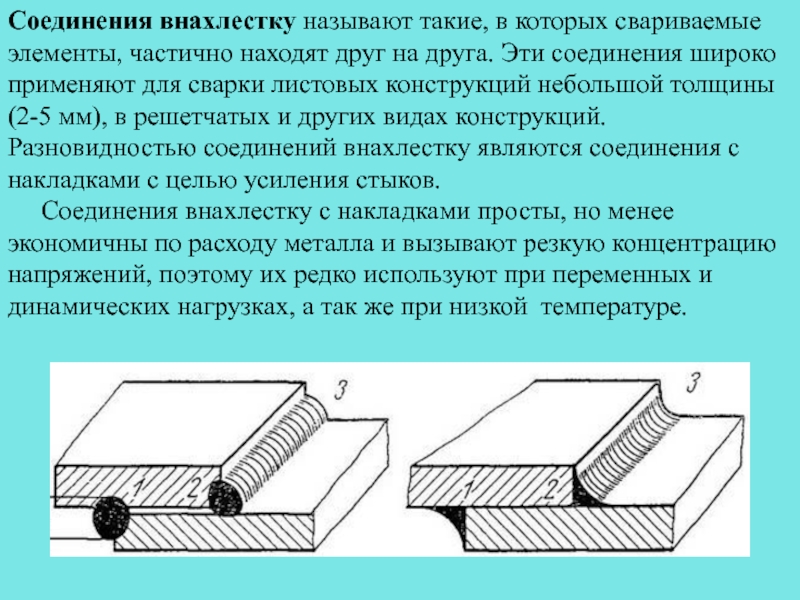
АЦЕТИЛЕН:
Легковоспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве топливного газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКОЕ ГОРЛО:
См. ГОРЛО ФИЛЕЙНОЙ СВАРКИ.
AIR-ACETYLENE:
Низкотемпературный факел, получаемый путем сжигания ацетилена с воздухом вместо кислорода.
ДУГОВАЯ РЕЗКА:
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, меняющий направление на противоположное через регулярно повторяющиеся интервалы.
АММЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, активируемого движением катушки в магнитном поле или продольным расширением провода, по которому проходит ток.
ОТЖИГ:
Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
Термин отжиг обычно подразумевает относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
ARC BLOW:
Отклонение электрической дуги от нормального пути из-за магнитных сил.
ARC BRAZING:
Процесс пайки, при котором тепло получается от электрической дуги, образованной между основным металлом и электродом или между двумя электродами.
ДУГОВАЯ РЕЗКА:
Группа процессов резки, в которых резка металлов осуществляется плавлением с теплотой дуги между электродом и основным металлом. См. УГЛЕРОДУГОВУЮ РЕЗКУ, ДУГОВУЮ РЕЗКУ, ДУГОВУЮ РЕЗКУ И ДУГОВУЮ РЕЗКУ.
См. УГЛЕРОДУГОВУЮ РЕЗКУ, ДУГОВУЮ РЕЗКУ, ДУГОВУЮ РЕЗКУ И ДУГОВУЮ РЕЗКУ.
ДЛИНА ДУГИ:
Расстояние между концом электрода и сварочной ванной.
ДУГОВАЯ КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов путем химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение на сварочной дуге.
ДУГОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление достигается путем нагрева электрической дугой или дугой с использованием или без использования присадочного металла.
AS WELDED:
Состояние сварного металла, сварных соединений и сварных соединений после сварки и до любых последующих термических, механических или химических обработок.
СВАРКА АТОМНЫМ ВОДОРОДОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагревания дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Можно использовать или не использовать напорный металл и / или присадочный металл.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой гранецентрированной кубической решетки.Он производится путем нагрева стали выше верхней критической температуры и имеет высокую растворимость в твердых веществах для углерода и легирующих элементов.
ОСЬ ШВА:
Линия, проходящая по длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Б
BACK FIRE:
Кратковременное горение пламени в острие, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
BACK PASS:
Шаг для нанесения обратного шва.
BACK UP:
При сварке оплавлением и осадкой локатор, используемый для передачи всей или части силы осадки на заготовки.
BACK WELD:
Сварной шов, нанесенный на обратную сторону сварного шва с одной кромкой.
ЗАДНЯЯ СВАРКА:
Метод сварки, при котором пламя направлено на готовый шов.
ОПОРНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла в основании сварного шва и / или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
BACKING WELD:
Сварной валик, прикладываемый к основанию соединения с одной канавкой, для обеспечения полного проплавления корня.
BACKSTEP:
Последовательность, в которой приращения сварного шва наносятся в направлении, противоположном направлению продвижения.
ГОЛЫЙ ЭЛЕКТРОД:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме покрытия, нанесенного при волочении проволоки.
ДУГОВАЯ СВАРКА ГОЛЫМ МЕТАЛЛОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагрева неэкранированной дугой между неизолированным или слегка покрытым электродом и изделием.Давление не используется, и присадочный металл получают из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей степени.
СВАРНЫЙ ШОВ:
Тип сварного шва, состоящий из одной или нескольких ниток или переплетений, нанесенных на непрерывную поверхность.
ШИРОК:
См.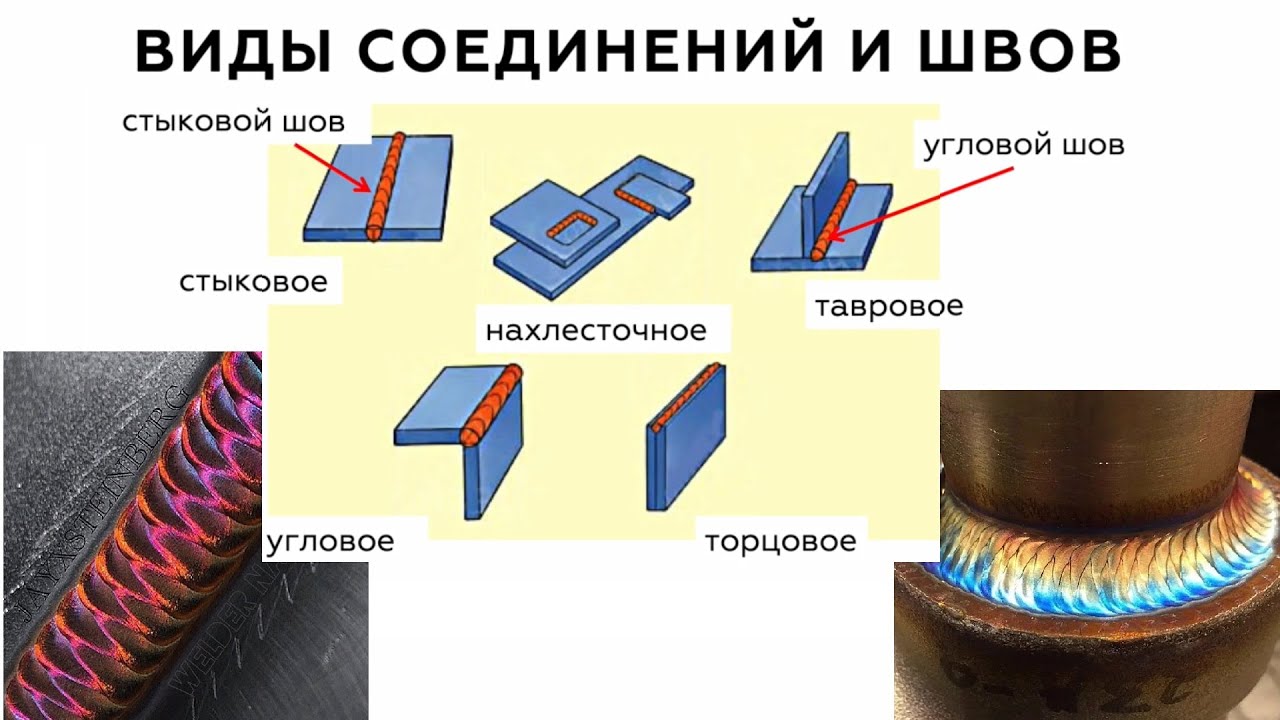 СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНОМ.
СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНОМ.
УГОЛ СКУСА:
Угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной его поверхности.
КУЗОВА СВАРКА:
См. КУЗОВНУЮ СВАРКУ.
BLOCK BRAZING:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного от нагретых блоков, приложенных к соединяемым деталям, и цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Наполнитель распределяется в стыке за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Построение последовательности непрерывных многопроходных сварных швов, в которых отдельные отрезки сварного шва полностью или частично наращиваются перед наплавкой промежуточных отрезков.См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
BOND:
Место соединения сварочного металла и основного металла.
BOXING:
Операция продолжения углового шва вокруг угла элемента в качестве продолжения основного сварного шва.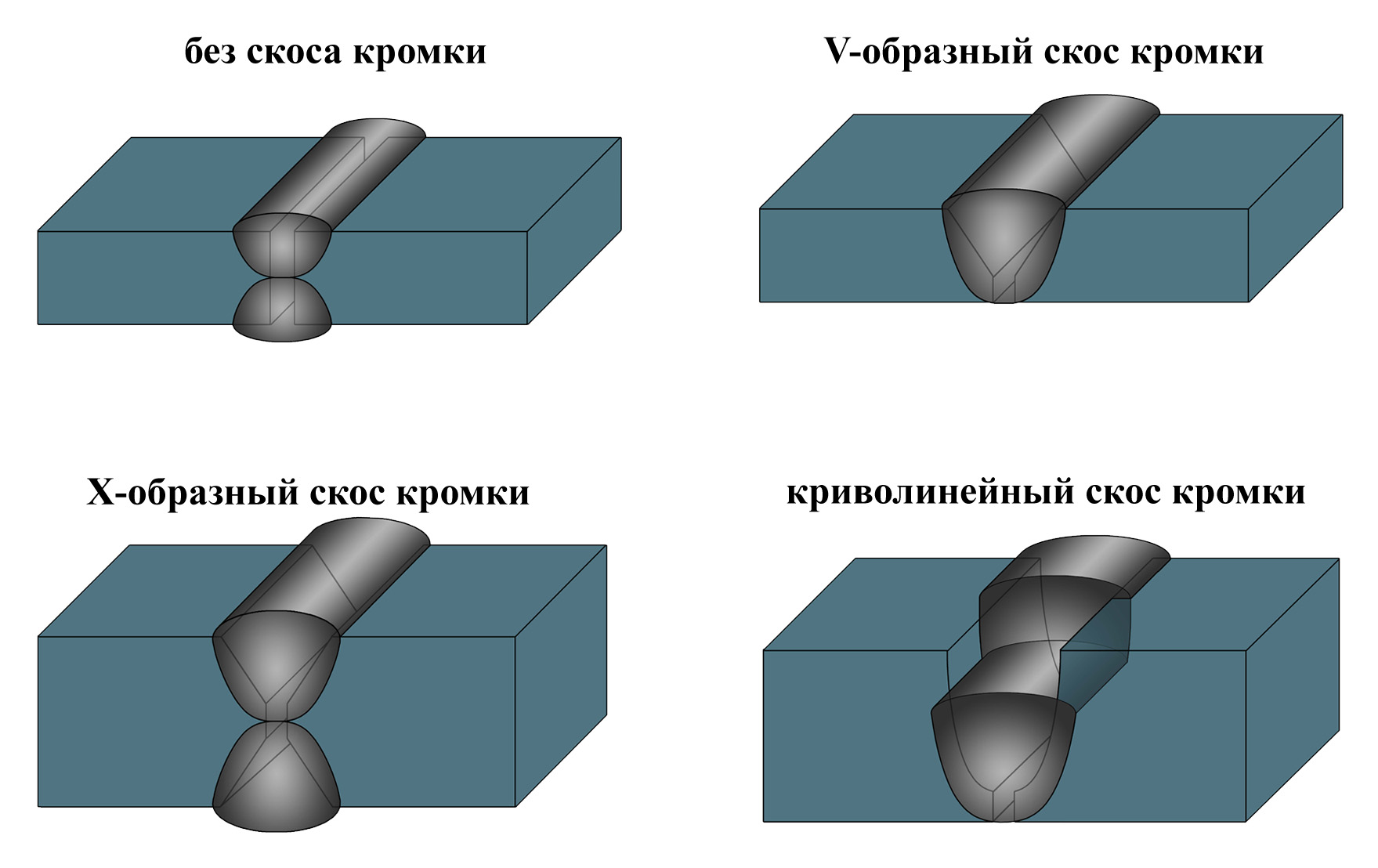
ТОПКА:
Группа сварочных процессов, при которых соединение паза, углового соединения, внахлестку или фланца соединяется с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов.Присадочный металл распределяется в шве за счет капиллярного притяжения.
ПАРНАЯ СВАРКА:
Метод сварки с использованием присадочного металла, который разжижается при температуре выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
МОСТ:
Дефект сварки, вызванный плохим проваром. Пустота в основании сварного шва перекрывается металлом сварного шва.
ИЗГОТОВЛЕНИЕ:
Искажение, вызванное нагревом в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЕК:
Порядок, в котором наплавляются валики многопроходного сварного шва по отношению к поперечному сечению стыка. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
ШАГОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя деталями таким образом, что сварной шов, соединяющий детали, находится между плоскостями поверхности обеих соединяемых деталей.
BUTT WELD:
Сварка стыкового соединения.
BUTTER WELD:
Сварной шов, образованный одной или несколькими нитями или валиками, уложенными на непрерывную поверхность для получения желаемых свойств или размеров.
К
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основными металлами вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями паяемого соединения.
ОСАЖДЕНИЕ КАРБИДА:
Состояние, возникающее в аустенитной нержавеющей стали, содержащей углерод в перенасыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки вызывает выпадение в осадок излишков углерода в растворе. Этот эффект также называется распадом сварного шва.
Этот эффект также называется распадом сварного шва.
УГЛЕРОДНО-ДУГОВАЯ РЕЗКА:
Процесс резки металлов теплом дуги между углеродным электродом и деталью.
УГЛЕРОДНАЯ СВАРКА:
Процесс сварки, при котором плавление осуществляется дугой между углеродным электродом и изделием. Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
ПЛАМЯ НАГРЕЖДЕНИЯ:
Пламя оксиацетилена, в котором имеется избыток ацетилена.Также называется избытком ацетилена или уменьшением пламени.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие шарики останавливаются на коротком расстоянии от предыдущей, создавая каскадный эффект.
УПЛОТНЕНИЕ КОРПУСА:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа путем диффузии внутрь из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, нитроцементация и азотирование.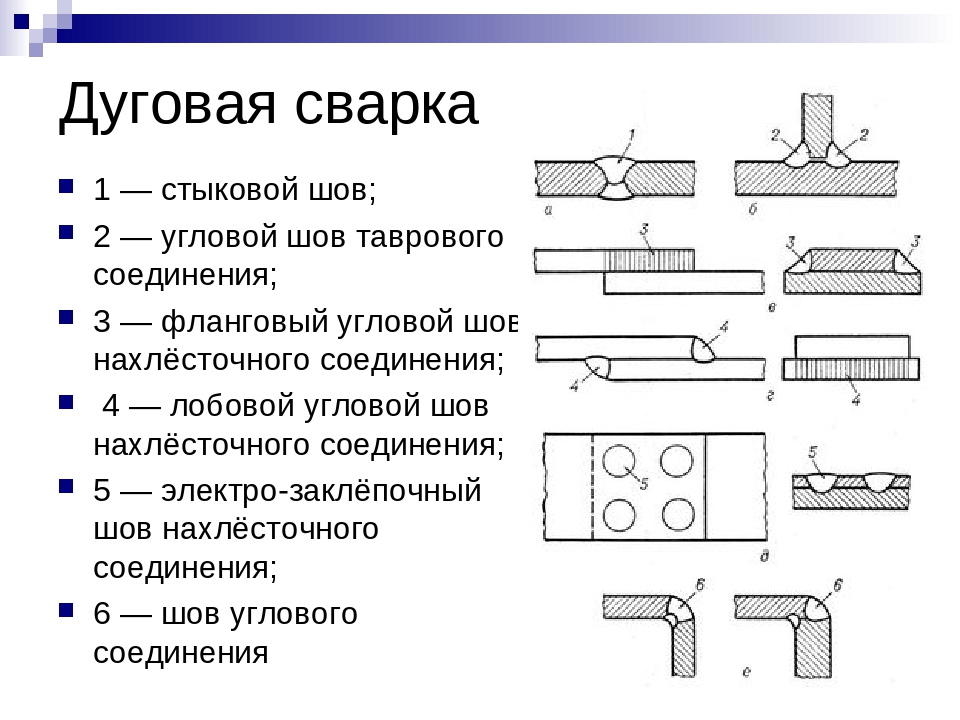
ЦЕПНЫЕ ПРЕРЫВНЫЕ СОЕДИНЕНИЯ:
Две линии прерывистых угловых сварных швов в Т-образном соединении или соединении внахлест, в котором сварные швы в одной линии приблизительно противоположны швам в другой линии.
ФАСКА:
Подготовка сварного контура, кроме сварного шва с квадратной канавкой, на краю соединительного элемента.
COALESCENCE:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс путем погружения, распыления, окраски или других подобных методов. При горении покрытие выделяет газ, охватывающий дугу.
СВАРКА С ОБЩИМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, при которых несколько электродов, одновременно контактирующих с изделием, постепенно функционируют под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Присадочный металлический электрод, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически.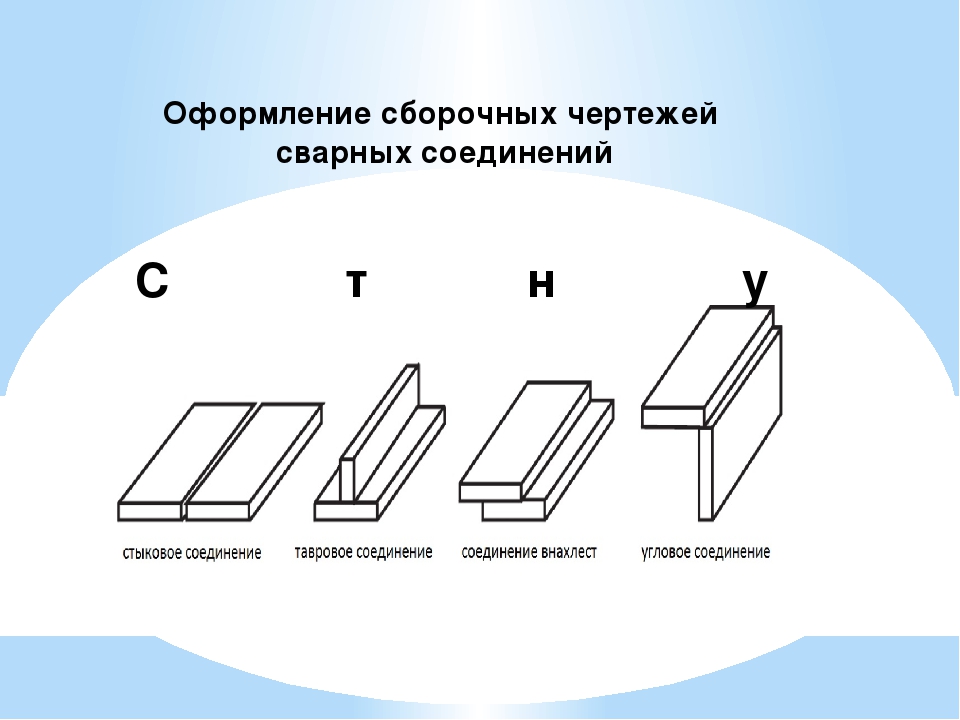 Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором термический и механический процесс используются для соединения основных металлических частей.
Вогнутость:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей пальцы шва.
ПОСТОЯННЫЙ НАГРЕВ:
Дополнительное тепло, прикладываемое к конструкции во время сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДНЫЙ ВСТАВКА:
Предварительно нанесенный присадочный металл, который полностью вплавлен в основание соединения и становится частью сварного шва.
ВЫПУСКНОСТЬ:
Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей пальцы шва.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме L.
ПОКРЫТИЕ СТЕКЛА:
Прозрачное стекло, используемое в защитных очках, щитках для рук и шлемах для защиты стекла фильтра от разбрызгивания материала.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Металлический электрод с покрытием, которое стабилизирует дугу и улучшает свойства сварочного металла. Материал может представлять собой внешнюю обертку из бумаги, асбеста и других материалов или покрытие из флюса.
ТРЕЩИНА:
Разрыв типа трещины, характеризующийся острой вершиной и большим отношением длины и ширины к смещению раскрытия.
КРАТЕР:
Углубление в конце дугового шва.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
Ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально приспособленный для резки.
РЕЗКА:
Устройство, используемое при газовой резке для управления газами, используемыми для предварительного нагрева, и кислородом, используемым для резки металла
ЦИЛИНДР:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
D — F
Д
ДЕФЕКТ:
Непрерывность или неоднородность, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или продукт неспособными соответствовать минимальным применимым стандартам или спецификациям приемки. Этот термин обозначает отклоняемость. О типичных дефектах сварки читайте здесь.
РАЗРАБОТАННЫЙ МЕТАЛЛ:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПЛАВЛЕНИЯ:
Отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов.
ГЛУБИНА СПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой плавление прекращается во время операции сварки.
УМЕР:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
г. Кузнечная сварка. Устройство, используемое при кузнечной сварке в первую очередь для формирования изделия в горячем состоянии и приложения необходимого давления.
ПЛАСТИННАЯ СВАРКА:
Процесс кузнечной сварки, при котором плавление осуществляется путем нагревания в печи и приложения давления с помощью штампов.
DIP BRAZING:
Процесс пайки, в котором соединение осуществляется путем нагревания в ванне расплавленного химического вещества или металла и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения. Когда используется металлическая ванна, она обеспечивает присадочный металл.
ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEP):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
DISCONTINUITY:
Нарушение типичной структуры сварного изделия, например отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Нарушение непрерывности не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода режущего потока кислорода.
ЭЛЕКТРОПРОВОДИМОСТЬ:
Свойство металла, которое позволяет ему постоянно деформироваться при растяжении до окончательного разрушения. Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным образцом для испытаний.
DUTY CYCLE:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать с номинальной мощностью без перегрузки.
E
КРАЕВОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРАЯ:
Контур, подготовленный на кромке соединительного элемента под сварку
ЭФФЕКТИВНАЯ ДЛИНА ШВА:
Длина сварного шва, на которой выходит правильно подобранное поперечное сечение.
ЭЛЕКТРИЧЕСКАЯ ДУГА:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- сварка под флюсом
- приварка шпильки
- плазменно-дуговая сварка
- электрогазовая сварка
- атомно-водородная сварка
- дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а.Металл-дуга. Присадочный металл в виде проволоки или прутка, голый или покрытый, через который проходит ток между электрододержателем и дугой.
г. Углерод-дуга. Углеродный или графитовый стержень, по которому ток проходит между электрододержателем и дугой.
c. Атомный Hydroqen. Один из двух вольфрамовых стержней, между точками которого поддерживается дуга.
г. Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
e. Сварка сопротивлением. Деталь или части аппарата для контактной сварки, через которые сварочный ток и давление прикладываются непосредственно к изделию.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и выступающей сварке — сила (фунты) между электродами во время фактического сварочного цикла.
г. Теоретический. При точечной, шовной и выступающей сварке сила, не считая трения и инерции, прилагаемая к электродам машины для контактной сварки благодаря начальному приложению силы и теоретическому механическому преимуществу системы.
г. Статический. При точечной, шовной и выступающей сварке — сила между электродами в условиях сварки, но при отсутствии тока и движения в сварочном аппарате.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удерживания электрода и подачи к нему тока.
ELECTRODE SKID:
Скольжение электрода по поверхности изделия при точечной, шовной или выступающей сварке.
ВЫТИСНЕНИЕ:
Подъем или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
Факс
ЛИЦЕВОЕ УСИЛЕНИЕ:
Усиление сварного шва со стороны стыка, с которого производилась сварка.
ЛИЦЕВАЯ СВАРКА:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой производилась сварка.
FAYING SURFACE:
Та поверхность элемента, которая контактирует с другим элементом, к которому он присоединен.
FERRITE:
Практически чистая форма железа, существующая ниже более низкой критической температуры и характеризующаяся кристаллической структурой объемно-центрированной кубической решетки. Он магнитный и имеет очень небольшую твердую растворимость углерода.
НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ:
Металл, добавляемый при сварке.
FILLET WELD:
Сварной шов приблизительно треугольного поперечного сечения, используемый при соединении внахлест, соединяющий две поверхности примерно под прямым углом друг к другу.
ФИЛЬТР СТЕКЛО:
Цветное стекло, используемое в защитных очках, шлемах и щитах для защиты от вредных световых лучей.
ПЛАМЕННАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.
ЗАЖАЖКА ПЛАМЕНЕМ:
См. КИСЛОРОДНАЯ ЗАЖАЖКА.
ПЛАМЕННАЯ ЗАКАЛКА:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
МЯГЧЕНИЕ ПЛАМЕНИ:
Метод размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид вытеснены из стыка, выполненного методом контактной сварки.
ВСПЫШНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления току между двумя поверхностями и приложения давления после нагрева, практически завершен. Прошивка сопровождается вытеснением металла из стыка.
Прошивка сопровождается вытеснением металла из стыка.
ВОСПРОИЗВЕДЕНИЕ:
Горение газов внутри резака или за его пределами в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, в котором сварка выполняется с верхней стороны соединения и лицевой стороны сварного шва, приблизительно горизонтально.
ПЛЕНКА:
Процесс, в котором соединение производится путем нагревания расплавленным цветным присадочным металлом, наливаемым на соединение, до тех пор, пока не будет достигнута температура пайки.Наполнитель распределяется в стыке за счет капиллярного притяжения. Смотрите BRAZING.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
FLOW WELDING:
Процесс, в котором плавление осуществляется путем нагрева расплавленным присадочным металлом, наливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлен требуемый присадочный металл. Присадочный металл не распределяется в стыке за счет капиллярного притяжения.
Присадочный металл не распределяется в стыке за счет капиллярного притяжения.
FLUX:
Чистящее средство, используемое для растворения оксидов, выделения захваченных газов и шлака, а также для очистки металлов при сварке, пайке и пайке.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором факел направляется на основной металл перед завершенным сварным швом.
КУЗОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева в кузнице или печи и приложения давления или ударов.
ИСПЫТАНИЕ НА БЕСПЛАТНЫЙ изгиб:
Метод испытания образцов сварных швов без использования направляющей.
ПОЛНЫЙ ФИЛЕЙНЫЙ ШОВ:
Угловой сварной шов, размер которого равен толщине соединенного более тонкого элемента.
ТОПКА ПЕЧИ:
Процесс, в котором соединение осуществляется нагревом печи и цветным присадочным металлом, имеющим точку плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения.
FUSION:
Тщательное и полное перемешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
г — я
г
ГАЗОВАЯ УГЛЕРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева с помощью электрической дуги между угольным электродом и изделием. Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВАЯ СВАРКА МЕТАЛЛА (МИГ) (GMAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием.Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВЫЙ КАРМАН:
Сварочная полость, образованная улавливанием газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ СВАРКА Вольфрамовым электродом вольфрамовым электродом (TIG) (GTAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между вольфрамовым электродом и изделием, в то время как инертный газ образуется вокруг области сварного шва для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором тепло при сварке получается из газового пламени.
МИРОВОЙ ПЕРЕНОС (ДУГОВАЯ СВАРКА):
Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
GMAW:
Газовая дуговая сварка металлическим электродом (также известная как MIG, дуговая сварка порошковой проволокой, дуговая сварка со струйной дугой и сварка коротким замыканием) используется для 70% сварочных работ сегодня. Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В этом процессе используется электродная проволока с непрерывной подачей и защитный газ.
В этом процессе используется электродная проволока с непрерывной подачей и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающими глаза от вредного излучения во время сварки и резки.
КАНАВ:
Отверстие между двумя элементами, которое должно быть соединено сваркой с разделкой кромок.
УГОЛ КАНАВКИ:
Общий угол наклона канавки между деталями, соединяемыми сварным швом с канавкой.
ПЕРЕДНЯЯ ЧАСТЬ:
Эта поверхность элемента, входящая в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
СВАРОЧНЫЙ ШОВ:
Сварной шов, выполненный путем наплавки присадочного металла в канавку между двумя соединяемыми элементами.
ПОДКЛЮЧЕНИЕ НА ЗЕМЛЮ:
Подключение рабочего участка к работе.
GTAW:
Сварка с использованием электрической дуги и неплавящегося вольфрамового электрода в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью зажимного приспособления.
H
МОЛОТНАЯ СВАРКА:
Процесс кузнечной сварки.
РУЧНОЙ ЩИТ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен стеклянной линзой с фильтром и предназначен для того, чтобы его можно было держать в руке.
ЖЕСТКАЯ ОБЛИЦОВКА:
Особая форма наплавки, при которой покрытие или оболочка наносится на поверхность с основной целью уменьшения износа или потерь материала в результате истирания, ударов, эрозии, истирания и кавитации.
ЖЕСТКАЯ ПОВЕРХНОСТЬ:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛКА:
а. Нагрев и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью получения твердости, превышающей твердость, получаемую, когда сплав не закаливается. Этот термин обычно ограничивается образованием мартенсита.
г. Любой процесс увеличения твердости металла подходящей обработкой, обычно включающий нагрев и охлаждение.
ТЕПЛОЗАЩИТНАЯ ЗОНА:
Та часть основного металла, структура или свойства которой были изменены теплом сварки или резки.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕПЛОВАЯ ОБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Отопление и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНЫЕ ВОРОТА:
Отверстие в термитной форме, через которое свариваемые детали предварительно нагреваются.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого давление поддерживается на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА:
Процесс сварки валиком или встык, при котором его линейное направление горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые части расположены вертикально или приблизительно вертикально.
HORN:
Держатель электрода машины для точечной контактной сварки.
РАСПОЛОЖЕНИЕ РОГОВ:
В аппарате для контактной сварки — свободный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
HOT SHORT:
Состояние, которое возникает, когда металл нагревается до этой точки перед плавлением, когда вся прочность теряется, но форма все еще сохраняется.
ВОДОРОДНАЯ Пайка:
Метод пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ.
ГИГРОСКОПИЧЕСКИЙ:
Легко впитывает и удерживает влагу.
I
ИСПЫТАНИЕ НА УДАР:
Испытание, при котором по образцу внезапно наносятся один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛА НА ПРОПИТКЕ
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием. Экранирование достигается за счет разложения пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПРАЙКА:
Процесс, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже что из неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, в котором плавление осуществляется за счет тепла, полученного в результате сопротивления работы потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
В многопроходном сварном шве самая низкая температура наплавленного металла шва перед началом следующего прохода.
Дж — М
Дж
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина, на которую сварной шов проходит от поверхности до стыка, без учета армирования.
К
KERF:
Пространство, из которого был удален металл в процессе резки.
л
LAP JOINT:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла шва, состоящий из одного или нескольких валиков сварного шва.
НОЖКА ФИЛЕЙНОГО ШВА:
Расстояние от основания стыка до носка углового сварного шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав становятся полностью жидкими.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ ОБОГРЕВ:
Предварительный нагрев определенной части конструкции.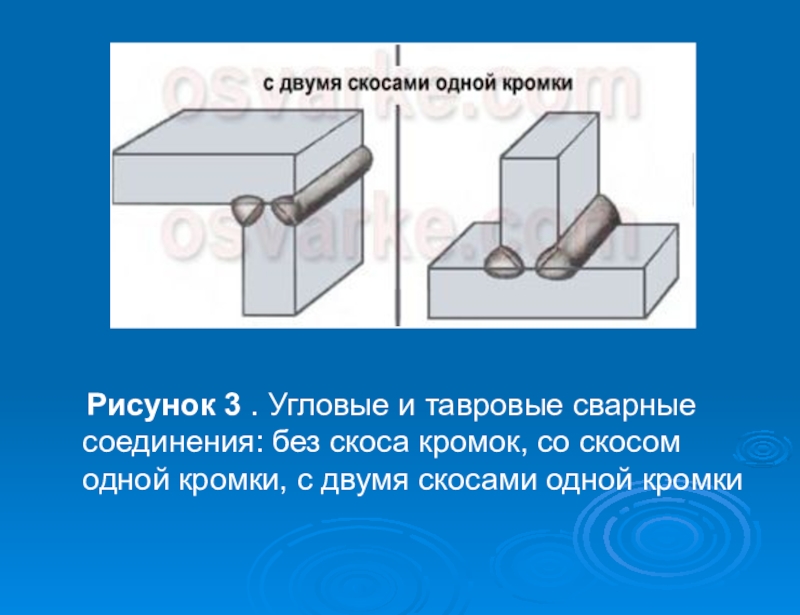
МЕСТНОЕ СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжения определенной части конструкции.
м
КОЛЛЕКТОР:
Множественный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит — это микрокомпонент или структура в закаленной стали, характеризующаяся игольчатым или игольчатым рисунком на поверхности полировки. Он имеет максимальную твердость по сравнению с любой структурой, образованной продуктами разложения аустенита.
ЗАМЯСНАЯ СВАРКА:
Шовный сварной шов, выполненный внахлестку, при которой толщина внахлестку уменьшается приблизительно до толщины одного из нахлестанных соединений путем приложения давления, когда металл находится в пластичном состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВЛЕНИЯ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, плавящегося за единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с использованием тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛА:
Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, что тепло дуги плавит электрод и изделие с образованием сварного шва.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или склеивания металла для ремонта изношенных деталей.
МИГ:
Газовая дуговая сварка металлическим электродом. Также называется MIG для инертного газа металла. Пистолет держит электрод, который совпадает с присадочным стержнем. Заполняющий стержень подается с катушки, что избавляет от необходимости останавливаться и запускаться. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Та часть сварочной горелки или резака, в которой смешиваются газы для сгорания.
МУЛЬТИИМПУЛЬСНАЯ СВАРКА:
Выполнение точечной, выпуклой и высаженной сварки более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из части цикла или числа циклов.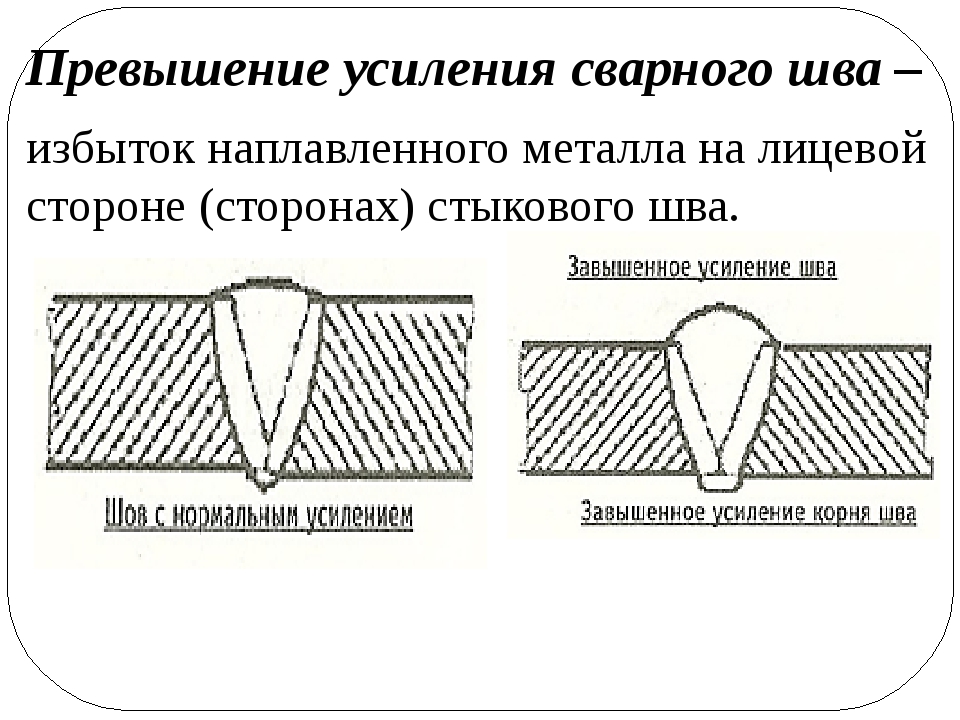
MULTIPASS WELDS:
Когда несколько сварных швов применяются в одном проекте.
N — P
№
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором уравновешиваются объемы кислорода и ацетилена и оба газа полностью сгорают.
NICK BREAK TEST:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим резким ударом молотка по образцу для разрыва сварного шва от зазубрины до зазубрины.Визуальный осмотр покажет любые дефекты сварного шва.
ЦВЕТНЫЕ:
Металлы, не содержащие железа. Алюминий, латунь, бронза, медь, свинец, никель и титан — цветные металлы.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического диапазона температур с последующим охлаждением ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона плавленого металла контактной сварки.
O
OFW: Сокращенное обозначение газокислородной сварки. В оксигруппу входят три процесса, включая ацетилен, кислородно-кислородную сварку и газовую сварку под давлением.
В оксигруппу входят три процесса, включая ацетилен, кислородно-кислородную сварку и газовую сварку под давлением.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ:
Напряжение между клеммами сварочного источника при отсутствии тока в сварочной цепи.
ПОЛОЖЕНИЕ НАБЛЮДЕНИЯ:
Положение, в котором сварка выполняется с нижней стороны стыка и лицевой стороны сварного шва, приблизительно горизонтально.
НАКЛАДКА:
Выступ металла сварного шва за пределы соединения на носке сварного шва.
ОКИСЛЯЮЩЕЕ ПЛАМЯ:
Оксиацетиленовое пламя с избытком кислорода. Несгоревший избыток имеет тенденцию окислять металл шва.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
СВАРКА ОКСИАЦЕТИЛЕНА:
Процесс сварки, при котором требуемая температура достигается за счет пламени, полученного при сгорании ацетилена с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
OXY-CITY GAS CUTTING:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов путем химического воздействия кислорода на элементы основного металла при повышенных температурах.
КИСЛОРОДНАЯ СТРОЖКА:
Применение кислородной резки, при котором образуется фаска или канавка.
КИСЛОРОДНО-ВОДОРОДНАЯ РЕЗКА:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНО-ВОДОРОДНАЯ СВАРКА:
Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, образующегося при сгорании водорода с кислородом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании природного газа с кислородом.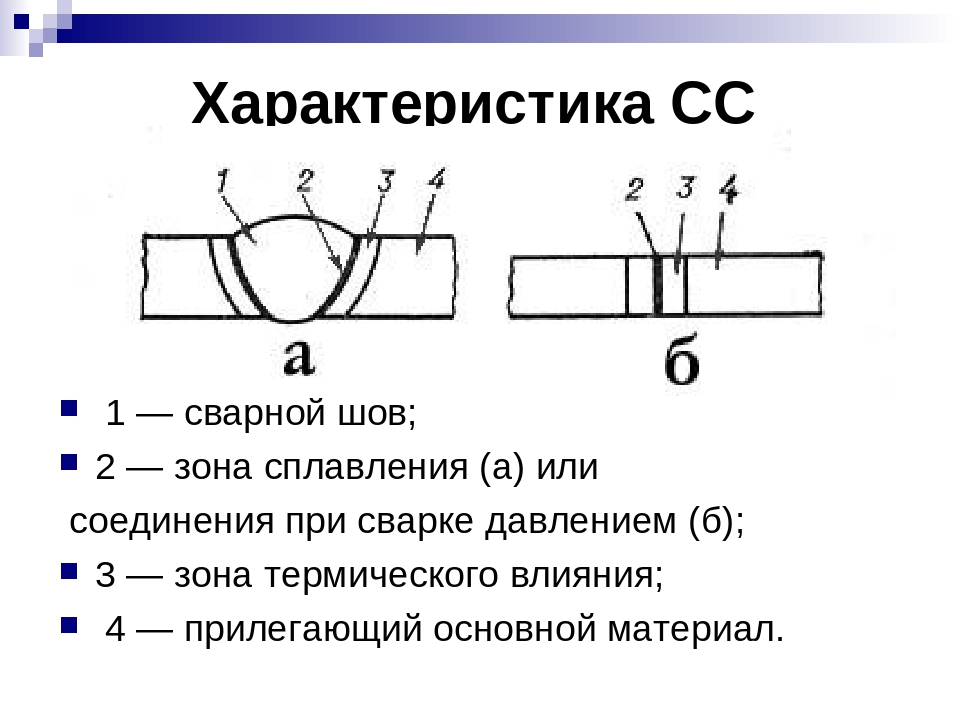
КИСЛОРОПРОПАНОВАЯ РЕЗКА:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
п.
PASS:
Наплавленный металл наплавлен за одну общую последовательность вдоль оси сварного шва.
ОБРАБОТКА:
Механическая обработка металлов ударами молотка. Упрочнение имеет тенденцию к растяжению поверхности холодного металла, тем самым снимая напряжения сжатия.
ВНИМАТЕЛЬНАЯ ИНСПЕКЦИЯ:
a. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие отверстия на поверхности за счет капиллярного действия. Под воздействием черного света краситель флуоресцирует.
г. Краситель. Процесс, включающий использование трех некоррозионных жидкостей. Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и дается постоять не менее 5 минут. После выдержки пенетрант удаляется более бедным раствором и наносится проявитель.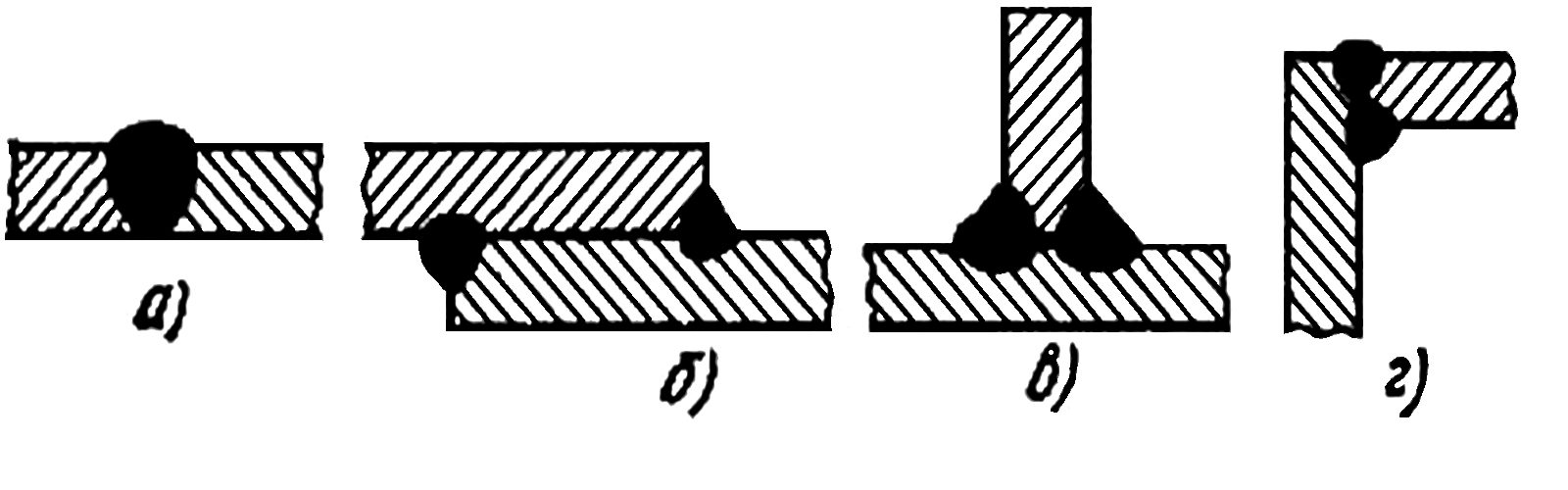 Пенетрант красителя, который остался в неоднородности поверхности, будет вытянут проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
Пенетрант красителя, который остался в неоднородности поверхности, будет вытянут проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
УПОРНАЯ СВАРКА:
Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или при котором электрический разряд происходит незадолго до приложения давления.
ПЕРЛИТ:
Перлит — это пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние между центрами сварных швов.
ПРИВАРНАЯ ЗАГЛУШКА:
Сварной шов выполняется в отверстии в одном элементе соединения внахлест, соединяя этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Стенки отверстия могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс точечной сварки, при котором давление вручную прикладывается к одному электроду. Другой электрод прижимается к любой части металла почти так же, как заземление при дуговой сварке.
Другой электрод прижимается к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений при сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоском, горизонтальном, потолочном и вертикальном. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или канавочным.
POSTHEATING:
Нагревание узла после сварки, пайки, пайки, термического напыления или резки.
ИНТЕРВАЛ ПОСЛЕ СВАРКИ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки.В течение этого интервала сварной шов подвергают механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Нагревание основного металла перед операцией сварки или резки.
СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов работают постепенно под контролем устройства контроля давления.
СВАРКА ПОД ДАВЛЕНИЕМ:
Любой сварочный процесс или метод, в котором давление используется для завершения сварки.
ИНТЕРВАЛ ПРЕДВАРИТЕЛЬНОЙ СВАРКИ:
При точечной, выступающей сварке и сварке с осадкой — время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные с помощью определенной процедуры, могут соответствовать установленным стандартам.
ПРОЕКЦИОННАЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого.Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛЧНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, в которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛКОВАЯ СВАРКА:
Выполнение точечной или выступающей сварки, при которой сила прикладывается вручную к одному электроду, а заготовка или опорный стержень заменяет другой электрод.
Q — S
Q
QUENCHING:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
R
РЕАКЦИОННОЕ НАПРЯЖЕНИЕ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения с другими частями конструкции.
ПОНИЖЕНИЕ ПЛАМЕНИ:
См. ПЛАМЯ КАРБЮРИРОВАНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для понижения давления в баллоне до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Наплавленный металл, образовавшийся над поверхностью двух прилегающих друг к другу листов или пластин, превышает то, что требуется для указанного размера сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.
СОПРОТИВЛЕНИЕ ПЕЧИ:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и с использованием цветного присадочного металла с температурой плавления выше 800 ºF. (427 ºC), но ниже, чем у неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
РЕЗИСТЕНТНАЯ СВАРКА:
Группа процессов контактной сварки, при которой сварка выполняется одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ (RSW):
Использует электрический ток, который проходит через металл. Не требует присадочного стержня. Процесс легко автоматизировать и требует небольшого тепловложения.
СОПРОТИВЛЕНИЕ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ:
В этом испытании прибор измеряет твердость, определяя глубину проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратором может быть стальной шарик или алмазный сферокон.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРЯ.
КОРЕНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в основании сварного шва.
КОРНЕВАЯ КРАЯ:
Кромка свариваемой детали, примыкающая к корню.
КОРНЕВАЯ ЛИЦА:
Часть подготовленной кромки элемента, которая должна быть соединена сварным швом с разделкой кромок, который не имеет фаски или бороздки.
КОРЕНЬ СОЕДИНЕНИЯ:
Та часть свариваемого соединения, где элементы подходят ближе всего друг к другу.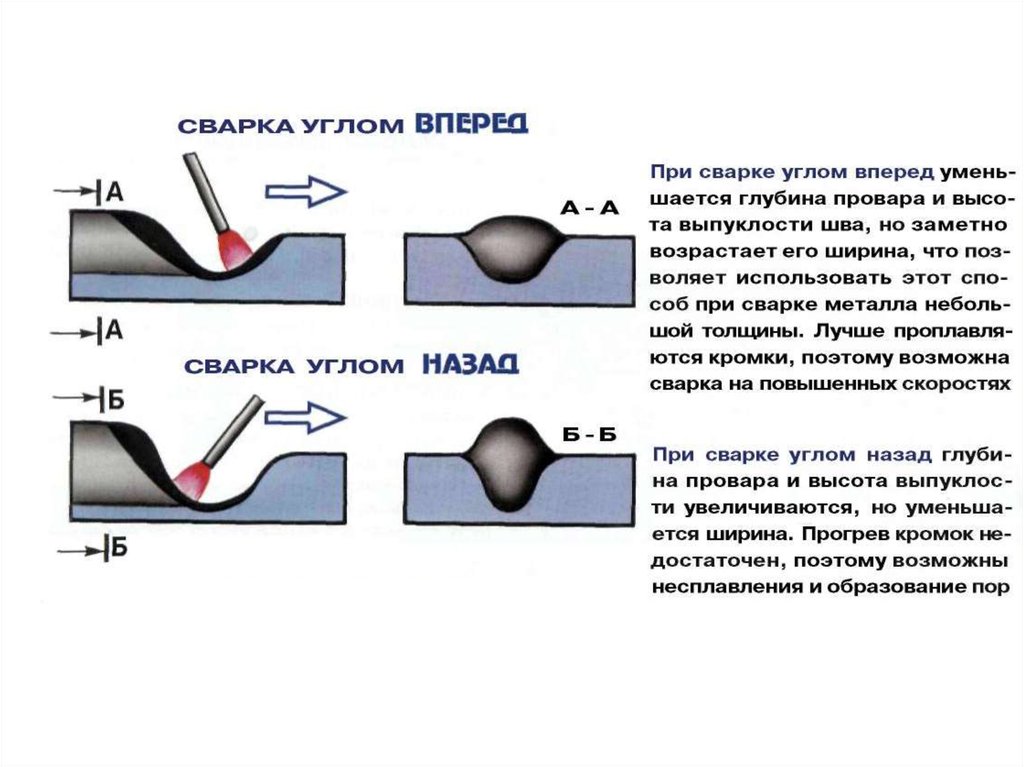 В поперечном сечении основание соединения может быть точкой, линией или областью.
В поперечном сечении основание соединения может быть точкой, линией или областью.
КОРЕНЬ ШВА:
Точки, как показано в поперечном сечении, в которых основание сварного шва пересекает поверхности основного металла.
ОТКРЫТИЕ КОРНЯ:
Разделение между элементами, которые должны быть соединены в основании стыка.
ПРОНИКНОВЕНИЕ КОРНЯ:
Глубина, на которую сварной шов с канавкой доходит до основания стыка, измеряется по средней линии поперечного сечения корневого шва.
S
ШАРФ:
Скошенная поверхность стыка.
SCARFING:
Процесс удаления дефектов и проверок, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для снятия швов.
SEAL WELD:
Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечки.
СВАРКА ШВА:
Сварка продольного шва листового металла путем стыковки или перекрытия стыков.
ВЫБОРНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Последовательность блоков, в которой последовательные блоки завершаются в определенном порядке, выбранном для создания заданного образца напряжения.
:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно с помощью одного сварочного трансформатора с полным током, проходящим через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТА:
При точечной, шовной и выступающей сварке — зазор вокруг сварного шва между стыковочными поверхностями после сварки.
ЗАЩИТНАЯ СВАРКА:
Процесс дуговой сварки, при котором защита от атмосферы обеспечивается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. КОРНЕВАЯ ЛИЦА.
НАПРЯЖЕНИЕ НА УСАДКУ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
СВАРКА ОДИНАРНЫМ ИМПУЛЬСОМ:
Выполнение точечной, выпуклой и высаженной сварки одиночным импульсом тока.Когда используется переменный ток, импульс может состоять из части цикла или количества циклов.
РАЗМЕР ШВА:
а. Пазовый сварной шов. Проникновение в шов (глубина снятия фаски плюс врезание корня, если указано).
г. Угловые швы равнополочные. Длина участка наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
г. Угловые швы с неравномерной опорой. Длина участка наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового сварного шва.
г. Фланец под приварку. Толщина металла шва, измеренная в основании сварного шва.
ПРОПУСТИТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕДАЧИ.
ВКЛЮЧЕНИЕ ШЛАКА:
Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом.
СВАРКА СО СЛОТОМ:
Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва. (Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
(Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
ЗАГЛУШКА:
Добавление отдельного элемента или частей материала в соединение до или во время сварки с получением сварного соединения, которое не соответствует требованиям чертежа или спецификации.
SMAW: При дуговой сварке защищенным металлом (стержнем) используется плавящийся электрод с твердым металлическим стержнем в сердечнике. Стержень и электрод плавятся и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЙКА:
Группа сварочных процессов, при которых происходит слияние материалов путем их нагрева до подходящей температуры и использования присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав становится полностью твердым.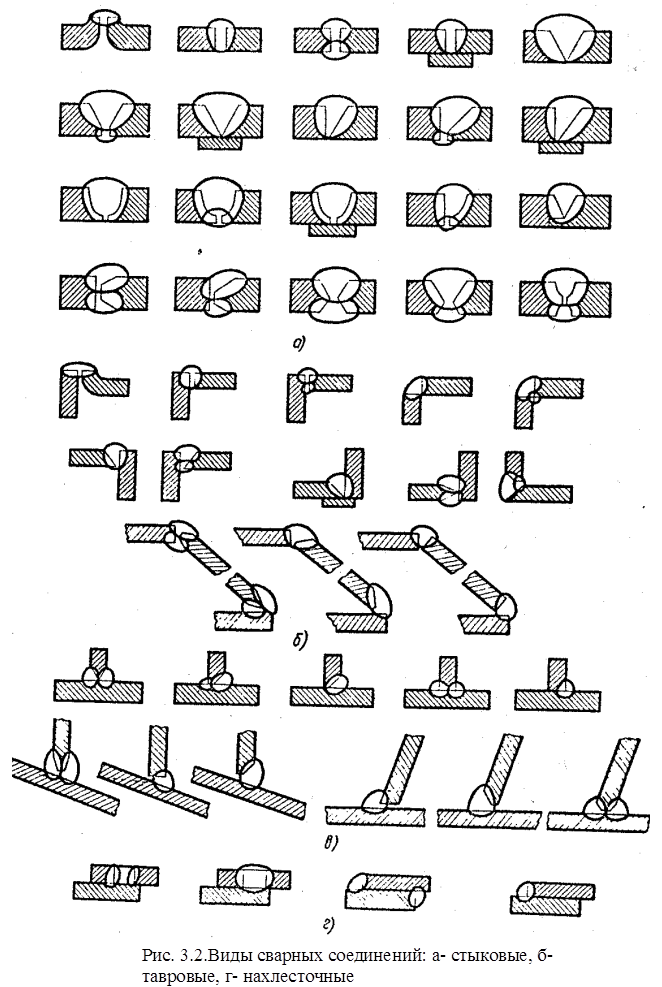
РАСПОРНАЯ ПОЛОСА:
Металлическая полоса или стержень, вставляемая в основание соединения, подготовленное для сварного шва с разделкой кромок, чтобы служить в качестве основы и поддерживать отверстие в корне во время сварки.
SPALL:
Небольшие сколы или фрагменты, которые иногда выделяются электродами во время сварочных работ. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, не являющиеся частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока через детали, удерживаемые вместе под давлением электродами.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
РАСПЫЛЕНИЕ:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу маленькими каплями.
СВАРКА РАСПЫЛЕНИЕМ: другой термин для дуговой сварки распылением или GMAW.
ШАГОВАЯ ПЕРЕДАЧА ФИЛЕЙНОЙ СВАРКИ:
Две линии прерывистой сварки на стыке, таком как тройник, при этом приращения скругления в одной линии смещены относительно таковых на другой линии.
СВАРКА НА СОХРАНЕНИИ ЭНЕРГИИ:
Выполнение сварного шва с использованием электрической энергии, аккумулируемой электростатическим, электронно-магнитным или электрохимическим способом с относительно низкой скоростью и доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагрева до подходящей температуры и выдержки в течение определенного времени при этой температуре.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУННАЯ СВАРКА:
Метод дуговой сварки металла деталей толщиной 3/4 дюйма (19 мм) или более, при котором наплавленный металл наплавляется слоями, состоящими из цепочек валиков, наносимых непосредственно на поверхность скоса.
СТАНДАРТНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между металлической шпилькой или подобной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не нагреются должным образом.Их объединяют под давлением.
ДУГОВАЯ СВАРКА ПОД ФУНКЦИЕЙ:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Сварка защищена слоем гранулированного легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
Т — Я
т
ПРИЕМНИК:
Сварной шов, предназначенный для удержания частей сварной конструкции в правильном совмещении до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме T.
ТЕМПЕР ЦВЕТА:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ТЕМП.Ток может быть одно- или многоимпульсным, с различными интервалами нагрева и охлаждения.
ЗАПУСК:
Повторный нагрев закаленной стали до некоторой температуры ниже нижней критической температуры с последующим охлаждением с желаемой скоростью. Целью отпуска стали, закаленной закалкой, является снятие возникающих напряжений, восстановление части ее пластичности и повышение ударной вязкости путем регулирования или корректировки охрупченных структурных компонентов металла. Температурные условия отпуска могут быть выбраны для данного состава стали, чтобы получить практически любую желаемую комбинацию свойств.
ПРОЧНОСТЬ НА РАЗРЫВ:
Максимальная нагрузка на единицу исходной площади поперечного сечения, которую выдерживает материал во время испытания на растяжение.
ИСПЫТАНИЕ НА НАПРЯЖЕНИЕ:
Испытание, при котором образец ломается путем приложения возрастающей нагрузки к обоим концам. В ходе испытания определяются упругие свойства и предел прочности материала. После разрыва сломанный образец можно измерить на удлинение и уменьшение площади.
THERMIT CRUCIBLE:
Сосуд, в котором происходит реакция термита.
THERMIT MIXTURE:
Смесь оксида металла и мелкодисперсного алюминия с добавлением легирующих металлов по мере необходимости.
THERMIT MOLD:
Форма, формируемая вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИЧЕСКАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИТНАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева перегретым жидким металлом и шлаком в результате химической реакции между оксидом металла и алюминием с приложением давления или без него.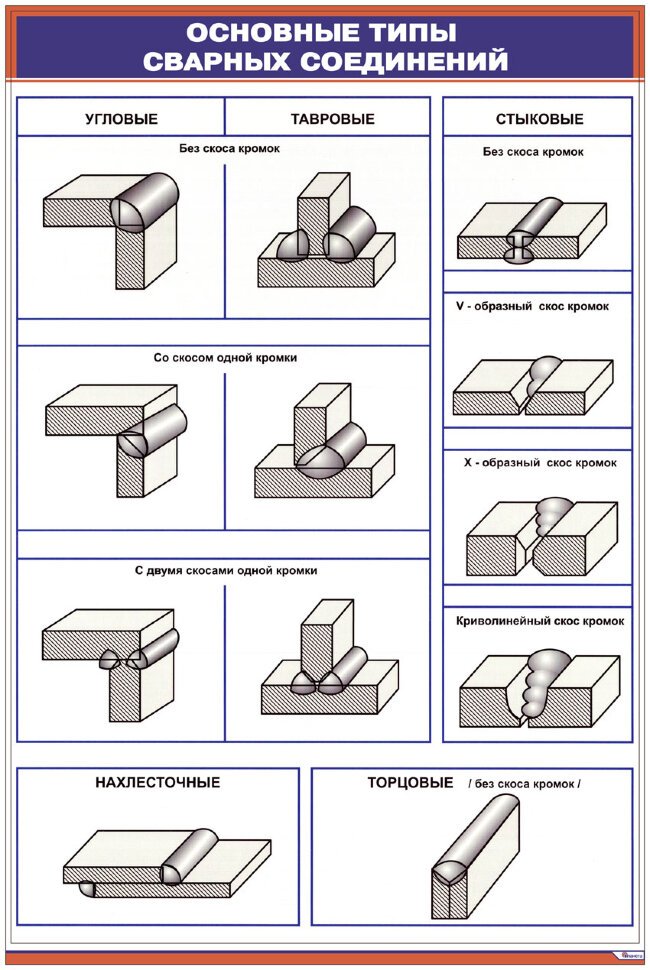 Присадочный металл получают из жидкого металла.
Присадочный металл получают из жидкого металла.
ГЛУБИНА:
В аппарате для контактной сварки — расстояние от центральной линии электродов или валиков до ближайшей точки столкновения для плоских поверхностей или листов. В машине для шовной сварки с универсальной головкой глубина горловины измеряется на машине, предназначенной для поперечной сварки.
ГОРЛО ФИЛЕЙНОЙ СВАРКИ:
а. Теоретический. Расстояние от начала корня стыка, перпендикулярного гипотенузе наибольшего прямоугольного треугольника, которое может быть вписано в поперечное сечение углового шва.
г. Действительный. Расстояние от корня углового шва до центра его грани.
TIG:
TIG — это еще одно название GTAW (газовая дуговая сварка вольфрамом). В этом процессе используются неплавящийся вольфрамовый электрод и горелка с воздушным или водяным охлаждением. В процессе используется электрическая дуга для выработки тепла, он стоит дороже, чем другие процессы, но значительно чище.
ТРЕЩИНА НОСКА:
Трещина в основном металле, возникающая у носка сварного шва.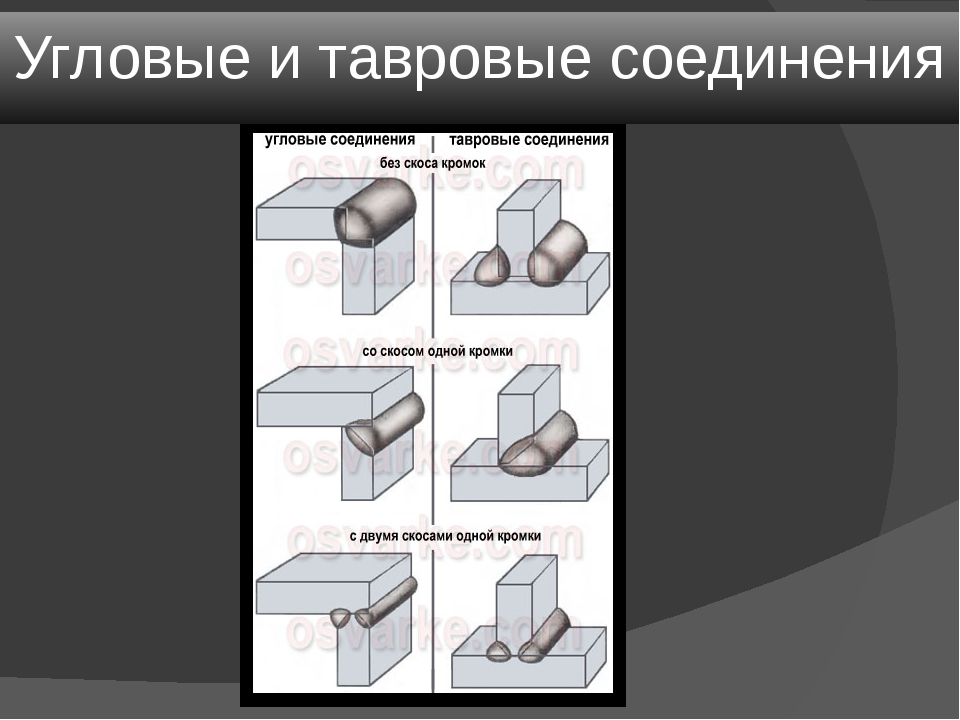
НОС ШВА:
Место стыка между лицевой стороной сварного шва и основным металлом.
ФАКЕЛ:
См. РЕЗКАЛЬНЫЙ ФАКЕЛ или СВАРОЧНЫЙ ФАКЕЛ.
РЕЗЕРВНАЯ Пайка:
Процесс пайки, при котором склеивание осуществляется путем нагрева газовым пламенем и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
ПОПЕРЕЧНАЯ СВАРКА:
Выполнение сварного шва в направлении, по существу, перпендикулярном глубине горловины сварочного аппарата.
Вольфрамовый электрод:
Неполный металлический электрод, используемый при дуговой сварке или резке, в основном из вольфрама.
U
ПОДЗЕМНАЯ ТРЕЩИНА:
Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
UNDERCUT:
Канавка, вплавленная в основной металл, прилегающая к носку или основанию сварного шва и оставленная незаполненной металлом сварного шва.
ОБРЕЗАНИЕ:
Нежелательная кратер на краю сварного шва, вызванный неправильной техникой плетения или чрезмерной скоростью сварки.
UPSET:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА НА ПЕРЕДАЧЕ:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного в результате сопротивления прохождению электрического тока через область соприкосновения этих поверхностей. Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева.
СИЛА РАЗГОНА:
Сила, действующая на свариваемые поверхности при оплавлении или сварке с осаждением.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
Вт
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА ПЕРЕДАЧИ:
Последовательность сварки блоков, в которой последовательные блоки сварки завершаются случайным образом после завершения нескольких блоков запуска.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕДАЧИ:
Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВЫЙ ИЗОБРАЖЕНИЕ:
Восковое формование вокруг свариваемых деталей методом термитной сварки до формы, необходимой для готового шва.
WEAVE BEAD:
Тип сварного шва с поперечным колебанием.
WEAVING:
Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруглым движением дуги вправо и влево от направления сварки.Плетение служит для увеличения ширины отложения, уменьшения нахлеста и способствует образованию шлака.
WELD:
Локальное сплавление металлов путем нагрева до подходящей температуры. Можно использовать или не использовать напорный металл и / или присадочный металл. Наплавочный металл имеет температуру плавления примерно такую же или ниже, чем у основных металлов, но всегда выше 800 ºF (427 ºC).
Наплавочный металл имеет температуру плавления примерно такую же или ниже, чем у основных металлов, но всегда выше 800 ºF (427 ºC).
СВАРНЫЙ ШЛАН:
Наплавленный шов в результате прохода.
СВАРОЧНЫЙ МАНОМЕТР:
Устройство, предназначенное для проверки формы и размера сварных швов.
СВАРНЫЙ МЕТАЛЛ:
Та часть сварного шва, которая была расплавлена во время сварки.
СИМВОЛ СВАРЯ:
Изображение, используемое для обозначения желаемого типа сварного шва.
СВАРОЧНОСТЬ:
Способность материала образовывать прочную связь под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРОЧНИКА:
Письменное свидетельство о том, что сварщик произвел сварные швы, соответствующие установленным стандартам.
КВАЛИФИКАЦИЯ СПОСОБОВ СВАРОЧНИКА:
Демонстрация способности сварщика выполнять сварные швы, соответствующие установленным стандартам.
СВАРКИ:
а. Электродный вывод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
г. Ведущий к работе. Электрический проводник между источником тока дуговой сварки и деталью.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Есть четыре положения сварки, включая плоское, горизонтальное, потолочное и вертикальное.
ДАВЛЕНИЕ СВАРКИ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробные методы и приемы, включая все процедуры сварки стыков, используемые при производстве сварного изделия.
ПАТРУБКА:
Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: контрольная линия, стрелка, основные символы сварного шва, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть, спецификация, процесс или другие ссылки.
ТЕХНИКА СВАРКИ:
Подробные сведения о ручной, машинной или полуавтоматической сварке, которые, в пределах ограничений предписанной процедуры сварки стыков, контролируются сварщиком или оператором сварки.
НАКОНЕЧНИК ПО СВАРКЕ:
Наконечник газовой горелки, специально приспособленный для сварки.
СВАРОЧНЫЙ ГОРЕЛ:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
ТРАНСФОРМАТОР СВАРОЧНЫЙ:
Устройство для подачи тока с заданным напряжением.
СВАРКА:
Узел, составные части которого изготовлены сваркой.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ:
Скорость в мин / сек или дюйм / мин, при которой присадочный металл расходуется при дуговой сварке или термическом напылении.
РАБОЧИЙ ПРОВОД:
Электрический провод (кабель) между источником тока дуговой сварки и деталью.
х
РЕНТГЕНОВСКИЙ:
Метод радиографического контроля, используемый для обнаружения внутренних дефектов сварного шва
Y
Предел текучести:
Предел текучести — это нагрузка на единицу площади, при которой происходит заметное увеличение деформации образца с небольшим увеличением нагрузки или без нее; Другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации с незначительным увеличением напряжения или без него.
от Дональда Окампо
Геном знаний Brainscape
TMПросмотрите более 1 миллиона классов, созданных лучшими студентами, профессорами, издателями и экспертами.
Вступительные экзамены
Экзамены уровня A
Экзамены AP
Экзамены GCSE
Вступительные экзамены в магистратуру
Экзамены IGCSE
Международный бакалавриат
5 национальных экзаменов
Вступительные экзамены в университет
Профессиональные сертификаты
Бар экзамен
Водители Эд
Финансовые экзамены
Сертификаты управления
Медицинские и медсестринские сертификаты
Военные экзамены
MPRE
Прочие сертификаты
Сертификаты технологий
TOEFL
Вино и спиртные напитки
Иностранные языки
арабский
китайский язык
Французский
Немецкий
иврит
Итальянский
японский язык
корейский язык
Лингвистика
Другие иностранные языки
португальский
русский
испанский язык
TOEFL
Наука
Анатомия
Астрономия
Биохимия
Биология
Клеточная биология
Химия
наука о планете Земля
Наука об окружающей среде
Генетика
Геология
Наука о жизни
Морская биология
Метеорология
Микробиология
Молекулярная биология
Естественные науки
Океанография
Органическая химия
Периодическая таблица
Физическая наука
Физика
Физиология
Растениеводство
Класс науки
Зоология
Английский
Американская литература
Британская литература
Классические романы
Писательское творчество
английский
Английская грамматика
Вымысел
Высший английский
Литература
Средневековая литература
Акустика
Поэзия
Пословицы и идиомы
Шекспир
Написание
Vocab Builder
Гуманитарные и социальные исследования
Антропология
Гражданство
Гражданское
Классика
Связь
Консультации
Уголовное правосудие
География
История
Философия
Политическая наука
Психология
Религия и Библия
Социальные исследования
Социальная работа
Социология
Математика
Алгебра
Алгебра II
Арифметика
Исчисление
Геометрия
Линейная алгебра
Математика
Таблицы умножения
Precalculus
Вероятность
Статистические методы
Статистика
Тригонометрия
Медицина и сестринское дело
Анатомия
Системы тела
Стоматология
Медицинские курсы и предметные области
Медицинские осмотры
Медицинские специальности
Медицинская терминология
Разные темы здравоохранения
Курсы медсестер и предметные области
Сестринское дело по специальностям
Другие области здравоохранения
Фармакология
Физиология
Радиология и диагностическая визуализация
Ветеринарная
Профессии
ASVAB
Автомобильная промышленность
Авиация
Парикмахерская
Катание на лодках
Косметология
Бриллианты
Электрические
Электрик
Пожаротушение
Садоводство
Домашняя экономика
Садоводство
HVAC
Дизайн интерьера
Ландшафтная архитектура
Массажная терапия
Металлургия
Военный
Борьба с вредителями
Сантехника
Полицейская
Сточные Воды
Сварка
Закон
Закон Австралии
Банкротство
Бар экзамен
Предпринимательское право
Экзамен в адвокатуру Калифорнии
Экзамен CIPP
Гражданский процесс
Конституционное право
Договорное право
Корпоративное право
Уголовное право
Свидетельство
Семейное право
Экзамен в адвокатуру Флориды
Закон о страховании
Интеллектуальная собственность
Международный закон
Закон
Закон и этика
Правовые исследования
Судебные разбирательства
MBE
MPRE
Закон о аптеках
Право собственности
Закон о недвижимости
Экзамен в адвокатуре Техаса
Проступки
Трасты и Имущество
Здоровье и фитнес
Альтернативная медицина
Класс здоровья и фитнеса
Здоровье и человеческое развитие
Урок здоровья
Наука о здоровье
Развитие человека
Человеческий рост и развитие
Душевное здоровье
Здравоохранение
NASM CPT
Спорт и кинезиология
Йога
Тренер по здоровью ACE
Бизнес и финансы
Бухгалтерский учет
Бизнес
Экономика
Финансы
Управление
Маркетинг
Недвижимость
Технологии и машиностроение
Архитектура
Биотехнологии
Компьютерное программирование
Информатика
Инженерное дело
Графический дизайн
Информационной безопасности
Информационные технологии
Информационные системы управления
Еда и напитки
Бармен
Готовка
Кулинарное искусство
Гостеприимство
Питание
Вино и спиртные напитки
Изобразительное искусство
Искусство
История искусства
Танец
Музыка
Другое изобразительное искусство
Случайное знание
Астрология
Блэк Джек
Культурная грамотность
Знание реабилитации
Мифология
Национальные столицы
Люди, которых вы должны знать
Покер
Чаша для викторины
Спортивные викторины
Карты Таро
См.
 Полный индекс
Полный индекс1.6: Обозначения угловых сварных швов — рабочая сила LibreTexts
Угловые швы — один из наиболее распространенных типов сварных швов в отрасли. Этот сварной шов используется, когда соединение состоит из двух элементов, соединяющихся вместе, чтобы образовать пересечение под углом 90 градусов. Эти сварные швы можно наносить под разными углами, но это будет наиболее заметным.
Обозначение углового сварного шва может использоваться со стороной стрелки (под контрольной линией), другой стороной (над контрольной линией) или с обеих сторон (по обе стороны от контрольной линии).) Если угловой шов требуется по обе стороны от контрольной линии, он называется двойным угловым швом. Вертикальная ножка символа всегда будет располагаться слева, независимо от того, в какую сторону указывает стрелка.
Угловые швы могут иметь связанный с ними размер. Этот размер указывается слева от символа перед вертикальной стороной. Размер указывает длину участка сварного шва. Если указан единый размер, это означает, что сварной шов должен иметь равные размеры плеч.Если это угловой сварной шов с равными полками, размер его на отпечатке не принято, как показано ниже, в демонстрационных целях.
Если указан единый размер, это означает, что сварной шов должен иметь равные размеры плеч.Если это угловой сварной шов с равными полками, размер его на отпечатке не принято, как показано ниже, в демонстрационных целях.
Если вызывается двойной угловой сварной шов, размер будет показан для обеих сторон соединения, в зависимости от детали эти сварные швы могут различаться по размеру, поэтому необходимо предоставить эту информацию.
Бывают случаи, когда вызывается угловой шов с неравной полкой. В этой ситуации размер детали должен быть определен таким образом, чтобы правильно свариваемый элемент соответствовал правильному размеру ножки.Это может включать только одну из двух длин ног. Если бы не было указаний на то, какая ножка к какой части, можно было бы неправильно сварить.
Иногда угловые сварные швы не отображаются с указанием размера, а вместо них в конце символа отображается пометка, которая дает необходимую информацию о размере. Это обычное явление, когда угловые швы имеют одинаковый размер.
В случае длины сварного шва она может иметь или не иметь связанный с ней размер. Если сварной шов не имеет размера, сварным швом будет непрерывная длина соединения.Независимо от того, имеет ли деталь длину 2 дюйма или 60 дюймов, если у нее нет размеров, сварной шов будет проходить по всей длине соединения. Сварной шов можно наносить только на определенную длину стыка. Это должно быть показано на символе сварного шва для передачи информации между людьми. Длина сварного шва указывается справа от символа углового шва.
На этом рисунке показан угловой сварной шов диаметром 6 дюймов, который должен быть нанесен со стороны стрелки.
Могут быть случаи, когда на детали указывается длина, а расположение сварного шва указывается с размером, чтобы обеспечить правильное расположение.
Линии штриховки могут использоваться для обозначения длины сварного шва вместо использования размера на самом обозначении сварного шва.
Бывают случаи, когда сварной шов может изменить направление из-за геометрии детали. Если это произойдет, он будет вызываться с помощью нескольких стрелок на одной опорной линии.
Если это произойдет, он будет вызываться с помощью нескольких стрелок на одной опорной линии.
Если не требуется, чтобы сварной шов был непрерывным, обычно применяют прерывистый сварной шов. Это означает, что между окончанием одного сварного шва и началом следующего есть промежутки.Они называются сварными сегментами. В промышленности они обычно называются пропущенными сварными швами.
При использовании прерывистой сварки указывается длина сварного шва, а также шаг, который должен быть применен. Когда это отображается с правой стороны символа и называется длиной сегмента дефисом, а затем шагом сварных швов. Шаг сварного шва измеряется от центра к центру следующего сегмента. (Пример 1-2)
Иногда, когда на обеих сторонах соединения есть сварные швы, и они прерывистые, теперь это становится цепной прерывистой сваркой.Это можно увидеть на длинных участках тройникового соединения, которые не подвергаются большим нагрузкам.
Если прерывистый угловой шов не является цепным сварным швом, он будет вызываться как прерывистый угловой шов в шахматном порядке.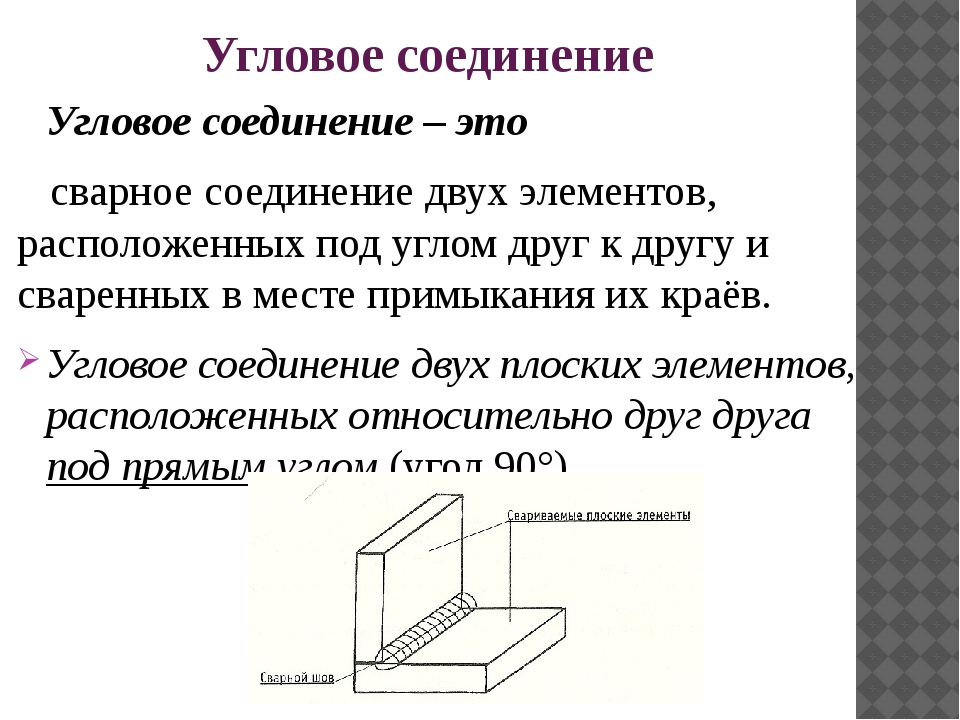 Сварные швы будут размещены с обеих сторон стыка, но они будут смещены друг относительно друга. Это смещение также отображается на опорной линии. Он может быть смещен в любом направлении на контрольной линии. Размеры этих сварных швов должны быть указаны по обе стороны от контрольной линии.
Сварные швы будут размещены с обеих сторон стыка, но они будут смещены друг относительно друга. Это смещение также отображается на опорной линии. Он может быть смещен в любом направлении на контрольной линии. Размеры этих сварных швов должны быть указаны по обе стороны от контрольной линии.
Если сварной шов должен быть прерывистым с одной стороны, а непрерывный — с другой, размер символа должен быть рассчитан индивидуально.
Не все поля будут одинаковыми или обязательно общее пространство. Вы должны уметь рассчитать интервал между ограничителями и началом сварки, чтобы применить правильные сварные швы в соответствии со спецификацией. Самый простой способ найти это расстояние — просто вычесть шаг из длины (сегмента) сварного шва.
7 дюймов (шаг) — 3 дюйма (длина сегмента) = 4 дюйма (расстояние между сварными швами)
Иногда будет как непрерывная, так и прерывистая сварка.В этом случае расстояние между этими сегментами будет одинаковым.
Если встречается такая комбинация, символы сварки должны указывать непрерывную и прерывистую на одной стороне соединения. Они также часто имеют размеры.
Они также часто имеют размеры.
Тест на угловой сварной шов
Запишите соответствующую информацию с каждой буквой и укажите, что это такое.
Что такое сварка? — Определение, виды сварочного процесса
Что такое сварка?
Сварка — это процесс изготовления, при котором две или более детали соединяются вместе с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения.Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение может называться сварной конструкцией.
Сварка отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не плавят основной металл.
Соединяемые детали называются исходным материалом. Материал, добавленный для образования соединения, называется наполнителем или расходным материалом. По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
Д.
Расходные материалы обычно выбираются так, чтобы они были аналогичны по составу основному материалу, таким образом, образуя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется наполнитель с совершенно другим составом и, следовательно, свойствами. . Эти сварные швы называют неоднородными. Готовое сварное соединение может называться сварной конструкцией.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя (химическое), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук.
Хотя сварка часто является промышленным процессом, ее можно выполнять в самых разных средах, в том числе на открытом воздухе, под водой и в открытом космосе. Сварка — опасное занятие, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров и воздействия интенсивного ультрафиолетового излучения.
Определение сварки
Сварка — это производственный процесс, при котором две или более детали соединяются вместе с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей.Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение может называться сварной конструкцией.
Как работает сварка?Сварочные работы путем соединения двух материалов без использования отдельного связующего материала. В отличие от пайки и пайки, в которых используется связующее с более низкой температурой плавления, сварка соединяет две детали напрямую друг с другом.
Большинство сварочных работ сегодня можно разделить на две категории: дуговая сварка и сварка горелкой.
Дуговая сварка использует электрическую дугу для плавления рабочих материалов, а также в качестве присадочного материала (иногда называемого сварочным стержнем) для сварных швов. Дуговая сварка включает прикрепление заземляющего провода к сварочному материалу или другой металлической поверхности.
Дуговая сварка включает прикрепление заземляющего провода к сварочному материалу или другой металлической поверхности.
Другой провод, известный как электродный вывод, помещается на свариваемый материал. Как только этот вывод оторван от материала, возникает электрическая дуга. Это немного похоже на искры, которые вы видите, когда отсоединяете соединительные кабели от автомобильного аккумулятора.Затем дуга плавит детали вместе с присадочным материалом, который помогает соединить детали.
Для подачи присадки в сварной шов нужны твердые руки и внимание к деталям. По мере того как стержень плавится, сварщик должен непрерывно подавать присадку в стык небольшими ровными возвратно-поступательными движениями. Эти движения придают сварным швам характерный вид. Слишком быстрое или медленное движение или удерживание дуги слишком близко или далеко от материала может привести к плохим сварным швам.
Дуговая сварка металлическим электродом в защитных оболочках (SMAW или сварка штучной сваркой) , дуговая сварка металлическим электродом в газовой среде (более известная как сварка в среде инертного газа, или сварка MIG) и дуговая сварка вольфрамовым электродом (часто называемая сваркой в инертном газе вольфрамом или TIG) ) Все примеры дуговой сварки.
Каждый из этих трех общих методов имеет уникальные преимущества и недостатки. Например, сварка палкой недорога и проста в освоении. Кроме того, он медленнее и менее универсален, чем некоторые другие методы. Напротив, сварка TIG сложна для изучения и требует сложного сварочного оборудования. Однако сварка TIG позволяет получать высококачественные сварные швы и сваривать материалы, недоступные другими методами.
Сварка горелкой представляет собой еще один популярный метод сварки. В этом процессе обычно используется кислородно-ацетиленовая горелка для плавления рабочего материала и сварочного стержня.Сварщик управляет горелкой и стержнем одновременно, что дает ему или ей возможность полностью контролировать сварку. Хотя сварка горелкой стала менее распространенной в промышленности, она все еще часто используется для технического обслуживания и ремонта, а также для изготовления скульптур.
Типы сварки
Существует четыре основных типа сварки. MIG — газовая дуговая сварка металла (GMAW), TIG — газовая дуговая сварка вольфрамом (GTAW), дуговая сварка стержнем — экранированным металлом (SMAW) и порошковая порошковая сварка (FCAW).Здесь мы подробнее рассмотрим каждый вид сварки.
1. MIG — газовая дуговая сварка металла (GMAW)
Сварка MIG используется в автомобильной промышленности для ремонта выхлопных газов автомобилей, а также при строительстве домов и зданий. Это один из самых распространенных видов сварки. Это тип дуговой сварки, в которой используется непрерывная проволока, называемая электродом. Вы также будете использовать защитный газ, который проходит через сварочный пистолет и защищает от загрязнения.
2. TIG — газовая дуговая сварка вольфрамом (GTAW)
При сварке TIG также используется электрическая дуга, такая как MIG.При сварке TIG вы используете электрод из вольфрама. Вольфрам — один из самых твердых металлических материалов. Он не растворяется и не сгорает. Сварку можно производить с помощью процесса, известного как сплавление, с использованием или без использования присадочного металла. TIG также использует внешний источник газа, такого как аргон или гелий.
Аэрокосмическая промышленность и автомобилестроение также используют сварку TIG, как и другие промышленные рынки. Это также отличный вид сварки для Айовы, поскольку фермерам может быть очень полезно использовать сварочные рамы вагонов, кранцы и другое важное оборудование.
3. Дуговая сварка металла с защитным электродом (SMAW)
Хотите взять сварку с собой? Одним из больших преимуществ сварки палкой является то, что она портативна. Сварка штучной сваркой применяется в строительстве, обслуживании и ремонте подводных трубопроводов и в промышленном производстве.
Для этого типа сварки вы будете использовать художественную сварку защищенным металлом или, более известную как сварку палкой. Вы будете использовать расходный и защищенный электрод или палку. Палочка смягчает и объединяет металлы за счет нагрева дугой между покрытым металлическим электродом и основной металлической заготовкой.
По мере плавления стержня его защитный кожух также плавится и защищает зону сварки от кислорода и других газов, которые могут находиться в воздухе.
4. Дуговая сварка порошковой порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой аналогична сварке MIG, поскольку в ней используется непрерывная проволока и источники питания. Вы совместите сплошной электрод с основным металлом. Электрод представляет собой полую трубку, заполненную флюсом, который подается через сварочный пистолет в сварочную ванну.
При сварке на открытом воздухе экран из флюса обеспечивает защиту от атмосферных воздействий.Этот вид сварки используется для сварки металлов большой толщины и применяется в обрабатывающей промышленности.
5. Лазерная сварка
Этот тип сварки может использоваться для металлов или термопластов. Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать для обработки углеродистой стали, нержавеющей стали, стали HSLA, титана и алюминия.
Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.Для получения дополнительной информации прочтите, что такое лазерная сварка?
6. Электронно-лучевая сварка
Это тип сварки, при котором высокоскоростной пучок электронов создает тепло за счет кинетической энергии, сваривая два материала вместе. Это очень сложная форма сварки, которая выполняется с помощью аппарата, как правило, в вакууме. Для получения дополнительной информации прочтите, что такое электронно-лучевая сварка?
7. Плазменно-дуговая сварка
Плазменно-дуговая сварка похожа на GTAW, но при этом используется дуга меньшего размера, что увеличивает точность сварки.Он также использует другую горелку, позволяющую достичь гораздо более высоких температур. Газ сжимается внутри трубки, образуя плазму.
Затем плазма ионизируется, что делает ее электропроводной. Это позволяет создавать дугу, создавая невероятно высокие температуры, способные плавить основные металлы. Это позволяет выполнять плазменную сварку без присадочного металла, что является еще одним сходством со сваркой TIG.
Этот тип сварки позволяет производить глубокий провар узких швов, создавая эстетичный вид сварных швов, а также высокий уровень прочности.Кроме того, возможны также высокие скорости сварки.
8. Сварка атомарным водородом
Сварка атомарным водородом — это высокотемпературная сварка, известная как дуговая атомная сварка. Этот тип сварки включает использование газообразного водорода для защиты двух электродов из вольфрама.
Он может достигать температуры выше, чем у ацетиленовой горелки, и может выполняться с присадочным металлом или без него. Это более старый вид сварки, который в последние годы был заменен сваркой MIG.
9. Электрошлак
Это усовершенствованный процесс сварки, который используется для вертикального соединения тонких кромок двух металлических пластин. Вместо того, чтобы наносить сварной шов снаружи стыка, он будет проходить между краями двух пластин.
Проволока медного электрода проходит через направляющую трубку из расходуемого металла, которая выполняет роль присадочного металла. Когда вводится электричество, создается дуга, и сварной шов начинается в нижней части шва и медленно продвигается вверх, создавая сварной шов на месте шва по мере его продвижения.Это автоматизированный процесс, выполняемый машиной.
Преимущества сварки- Сварное соединение имеет высокую прочность, иногда превышающую прочность основного металла.
- Можно сваривать различные материалы.
- Сварку можно выполнять в любом месте, зазоры не требуются.
- Они придают гладкий внешний вид и простоту дизайна.
- Их можно делать любой формы и любого направления.
- Можно автоматизировать.
- Обеспечивает полное жесткое соединение.
- Добавление и модификация существующих конструкций просты.
Недостаток сварки
- Элементы могут деформироваться из-за неравномерного нагрева и охлаждения во время сварки.
- Они неразъемные, для демонтажа надо сломать сварной шов.
- Высокие начальные вложения.
Применение сварки
Сварка широко используется для изготовления сосудов высокого давления, мостов, строительных конструкций, самолетов и космических кораблей, железнодорожных вагонов и других применений, помимо судостроения, автомобилестроения, электротехнической, электронной и оборонной промышленности, прокладки трубопроводов и железнодорожных путей, а также ядерных установок.
- Производство листового металла.
- Автомобильная и авиационная промышленность.
- Соединение черных и цветных металлов.
- Соединение тонких металлов.
Часто задаваемые вопросы.
Что такое сварка?Сварка — это процесс изготовления, при котором две или более детали соединяются вместе с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение может называться сварной конструкцией.
Как работает сварка?Сварочные работы путем соединения двух материалов без использования отдельного связующего материала. В отличие от пайки и пайки, в которых используется связующее с более низкой температурой плавления, сварка соединяет две детали напрямую друг с другом.
Какие бывают типы сварки?Существует четыре основных типа сварки. MIG — газовая дуговая сварка металла (GMAW), TIG — газовая вольфрамовая дуговая сварка (GTAW), дуговая сварка стержнем — экранированным металлом (SMAW) и порошковая порошковая сварка (FCAW).
СВЯЗАННЫЕ ЗАПИСИ Срок
| Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Клемма
| Определение
| ||
Условие
| Определение
| ||
Условие
| Определение | ||
Условие
| Определение | ||
| Срок | Определение | ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Клемма
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Условие
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Клемма
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
| Срок | Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Клемма
| Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение | ||
Условие
| Определение
| ||
Срок действия
| Определение
| ||
Срок
| Определение
| ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Клемма
| Определение | ||
Условие
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
| Срок | Определение | ||
Основы сварки — производственные вопросы и ответы
Этот набор вопросов и ответов для производственного инжиниринга с множественным выбором (MCQ) посвящен теме «Основы сварки-1».
1. Пинч-эффект при сварке является результатом?
a) Электромагнитные силы
b) Электростатические силы
c) Магнитные силы
d) Электрические силы
Посмотреть ответ
Ответ: a
Объяснение: Эффект защемления при сварке дает узкое и длинное пламя, которое концентрируется на нужной части и достигается индукционной катушкой, что приводит к возникновению электромагнитных сил.
2. Место стыка поверхности шва и основного металла обозначается как?
a) Горло
b) Носок
c) Корень
d) Лужа
Посмотреть ответ
Ответ: b
Пояснение: Место соединения поверхности сварного шва и основного металла называется «носком». Для более качественного шва соединение должно быть как можно меньше по размеру.
3. Место стыка двух заготовок и поверхности шва обозначается как?
a) Горловина
b) Носок
c) Корень
d) Лужа
Посмотреть ответ
Ответ: a
Пояснение: Горловина сварного шва — это расстояние от центра поверхности до корня сварного шва.Обычно глубина горловины должна быть не меньше толщины свариваемого металла.
4. Называется участок, на котором две детали находятся на ближайшем расстоянии?
a) Горло
b) Носок
c) Корень
d) Лужа
Просмотр Ответ
Ответ: c
Пояснение: Корень сварного шва — это точка, в которой обратная сторона сварного шва пересекается с поверхностями основного металла. Он определяет проплавление и сплавление для образования жесткого соединения.
5. Часть сварного шва, плавящаяся от тепла плавления, называется ______________
a) горловина
b) выступ
c) корень
d) лужа
Посмотреть ответ
Ответ: d
Пояснение: точка дуги или сварочный шов «лужа» начинается при попадании дуги на поверхность настила, в результате чего в настиле образуется отверстие. Затем операция сварки продолжается путем нанесения электродного материала на балку или балку и позволяет расплавленной «луже» зацепиться за пропитанный настил.
Подписаться на информационный бюллетень производственных процессов I
6.Небольшой сварной шов, используемый для временного удержания двух частей, называется ______________
a) кратер
b) основной металл
c) прихваточный шов
d) проплав
Посмотреть ответ
Ответ: c
Пояснение: Прихваточные швы по сути являются временными сварными швами, которые помогают чтобы удерживать два металла на месте. Основная цель прихваточного шва — удерживать две части металла на месте, пока мы выполняем окончательный сварной шов.
7. Для чего нужен фонарик?
a) Он контролирует расход топлива
b) Он смешивает топливо и кислород и контролирует подачу
c) Он контролирует расход кислорода
d) Он смешивает топливо и водород
Посмотреть ответ
Ответ: b
Пояснение: Горелка смешивает топливо и кислород и контролирует доставку.Он имеет два регулирующих клапана, один для регулирования потока ацетилена, а другой — кислорода, которые входят в камеру, называемую смесительной камерой, где два газа смешиваются в правильной пропорции.
8. Глубина смешения присадочного материала с основным металлом называется?
a) Отложение
b) Армирование
c) Проникновение
d) Глубина проплавления
Посмотреть ответ
Ответ: c
Пояснение: Глубина, до которой наполнитель смешивается с основным металлом, называется проникновением.Проникновение можно увеличить, увеличив температуру и соответствующий флюс.
9. Сварочный проход связан с движением __________
a) горелки
b) металла
c) флюса
d) электрода
Посмотреть ответ
Ответ: a
Объяснение: Однократная сварка или наплавка вдоль стыка или субстрат. Результатом прохода является сварной шов.
10. Выпуклый слой основного металла при сварке известен как __________
a) наплавка
b) глубина проплавления
c) проплавление
d) армирование
Посмотреть ответ
Ответ: d
Пояснение: сваривать металл сверх количество, необходимое для заполнения стыка.