Сварочная дуга — что это такое, классификация
0
Опубликовано: 28.04.2017
Наличие мощного источника тока позволяет получить электрический разряд между двумя электрическими выходами вторичной обмотки трансформатора. Небольшой зазор позволяет сделать этот разряд управляемым и во время его действия возникает мощное световое излучение и выделение огромного количества тепловой энергии. Эта энергия позволяет расплавить металл, а управляемый процесс называется сварочной дугой, напряжение и сила тока которой даёт возможность достигать температуры, доходящей до 6000оС. Определение параметров этого явления и возможностей использования его на практике, открывает широкие перспективы для соединения различных металлов и сплавов.
Оглавление:
- Электрическая дуга и области её применения
- Виды электрической дуги
- Источники питания для электродугового метода
- Заключение
Электрическая дуга и области её применения
Когда был обнаружен эффект короткого замыкания источника тока и его возможность расплавлять металлы, это открыло огромные перспективы для использования в области сваривания самых разных материалов. С помощью плавящихся электродов, покрытых флюсом и присадками, управляемая сварочная дуга позволяет оперативно получить монолитное соединение самых разнообразных деталей. Высокая температура сварки дугой короткого замыкания даёт возможность варить любые материалы от броневых листов и строительных конструкций до тонкого металлопроката, алюминия и титана.
Чтобы понять значение электрической дуги и области её применения при сварке, необходимо знать, что она представляет собой разряд большой мощности в среде газов. Этот процесс сопровождается выделением тепловой и световой энергии с ультрафиолетовой и инфракрасной составляющей, которая требует защиты кожного покрова и органов зрения.
- в состоянии открытой дуги в воздушной, кислородной среде;
- закрытый разряд, действие которого происходит под флюсом с парами металла;
- в виде дуги, работающей в среде активных или инертных газов.
Кроме того, процесс может происходить с применением плавящихся электродов и проволоки или тугоплавкими вольфрамовыми электродами с ручной подачей присадочных материалов.
Виды электрической дуги
Для наилучшего понимания процесса необходима классификация сварочной дуги по различным признакам, поскольку параметры видов разряда и способы его запуска несколько отличаются в зависимости от ряда факторов. Например, тугоплавкий оксидный слой на поверхности металла или сплава вынуждает повышать значение тока во время возбуждения электрической дуги и соответственно увеличивать температуру в сварочной ванночке. При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, поскольку сопротивление между катодом и анодом близко к нулю. Это ведёт к моментальному разогреву металла и его испарению.
При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, поскольку сопротивление между катодом и анодом близко к нулю. Это ведёт к моментальному разогреву металла и его испарению.
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной или инертной среде, в которой присутствуют пары металла и флюса.
В условиях стабилизации появляется зона горения, состоящая из катодной области, столба разряда и анодной области. Классификация сварочных процессов происходит по следующим признакам:- материал электрода может быть неплавящимся вольфрамовым или плавящимся покрытым;
- по форме ток может быть импульсным, переменным и постоянным с прямой или обратной полярностью;
- среда может быть открытой воздушной, закрытой под флюсом и инертной;
- по принципу подключения электродов и воздействию на металл процесс может быть комбинированным, косвенным и прямым.
 youtube.com/embed/CYX6IjBHSlE?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/CYX6IjBHSlE?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> Примером комбинированного воздействия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а третья к соединяемым деталям. Косвенное воздействие производится между двумя близкорасположенными электродами и заготовкой, а прямое между деталями и одним электродом.
Источники питания для электродугового метода
С целью получения энергии для соединения металлов используется разнообразная профессиональная аппаратура, поскольку любая отрасль промышленности немыслима без этого оборудования. Такие источники питания сварочной дуги широко используются и в быту, при дачном строительстве и ремонте всевозможных изделий из сплавов и металлов. Характеристики современного оборудования дают неограниченные возможности для выполнения огромного спектра задач.
Мы рассмотрим основные виды используемых агрегатов, которые позволяют работать сварочной дугой с разными видами металлов и с применением электродов широкого назначения, а именно:
- понижающие трансформаторы переменного тока, а также понижающие выпрямители, работающие с применением покрытых электродов;
- инверторные аппараты ММА;
- инверторы MMA+TIG, которые могут варить как плавящимися электродами, так и тугоплавкими в среде защитных газов;
- полуавтоматическая аппаратура MIG/MAG, в которой вместо электродов используется специальная проволока, а работа производится в защитной среде;
- оборудование для точечной сварки как бытовое, так и промышленное.


Создаваемая этими приборами сварочная дуга, возникает благодаря переменному, постоянному или импульсному току с различными вольт-амперными характеристиками. Кроме того, современная аппаратура обладает возможностью регулировки параметров тока и напряжения в очень широких пределах, а также имеет режимы горячего старта и форсажа дуги. Имеется возможность использовать прямую и обратную полярность, а также импульсный ток, щадящий заготовки малой толщины. Общим для этих методов является то, что длина сварочной дуги не должна превышать 5−6 мм, иначе её действие приобретает нестабильный характер.
Заключение
Мы рассмотрели процесс возникновения сварочной дуги, её виды и использование при соединении металлов. Широкий ассортимент источников питания позволяет выбрать необходимый для работы аппарат с нужными характеристиками по управлению дугой короткого замыкания. Приобретение необходимых навыков сварки зависит от опыта и обучения, успешной работы.
 youtube.com/embed/gsgTD24VCZc?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/gsgTD24VCZc?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> Сергей Одинцов
tweet
Сварочная дуга
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Содержание страницы
- 1 Что такое сварочная дуга, ее определение
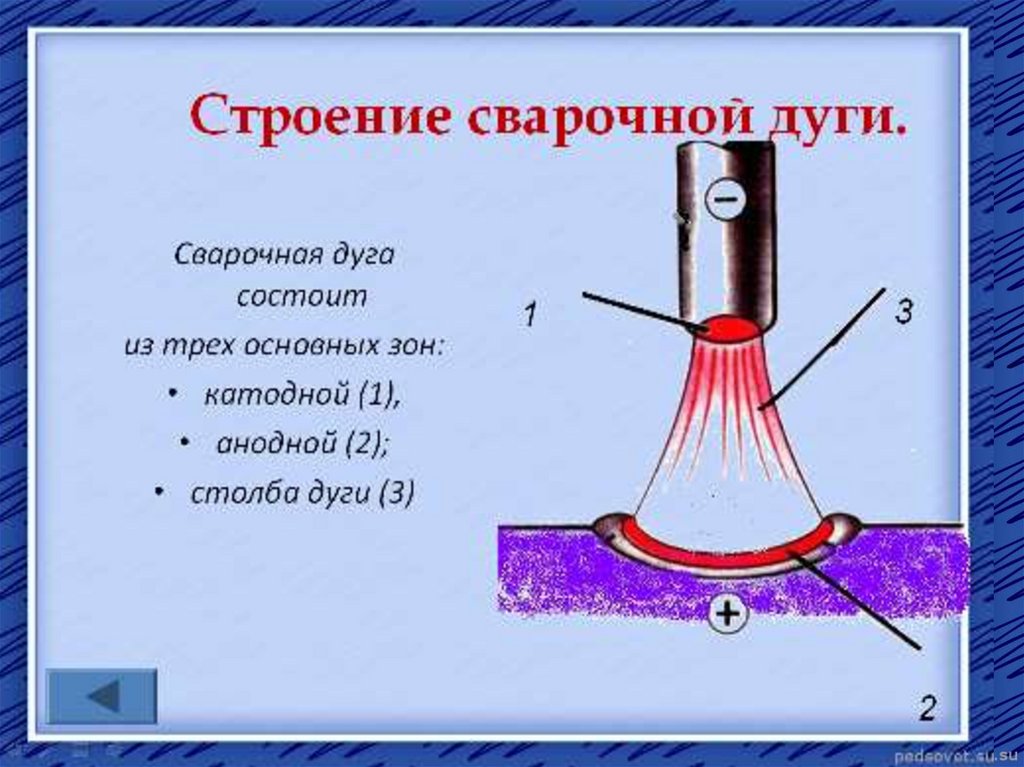
- 2 Природа и строение
- 3 Разновидности
- 4 Условия горения
- 5 Возникновение
- 6 Особенности
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
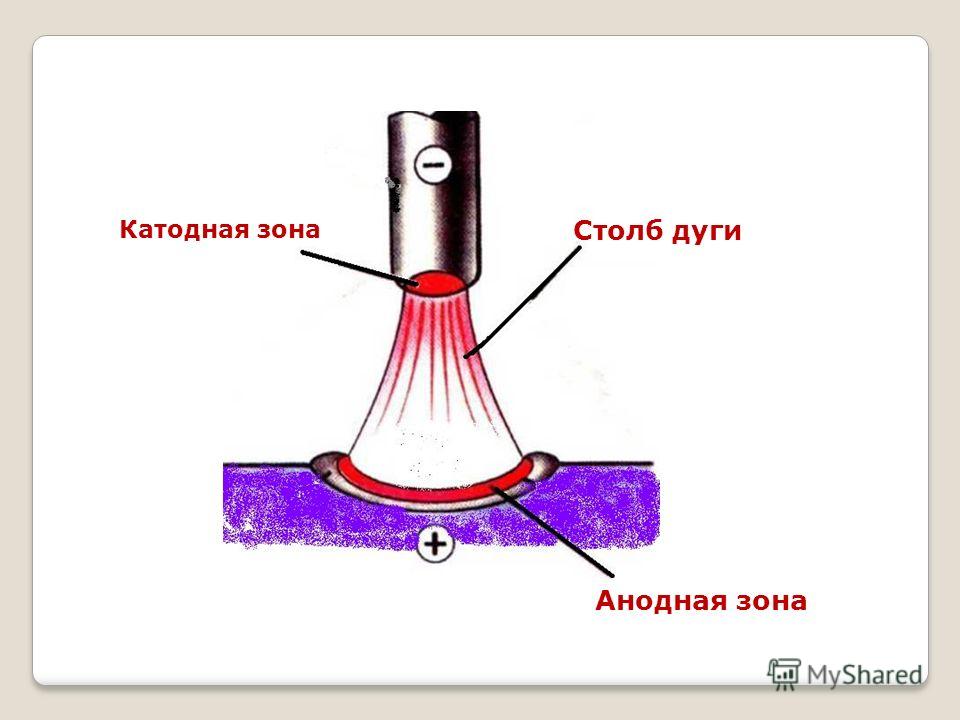
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
 Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом.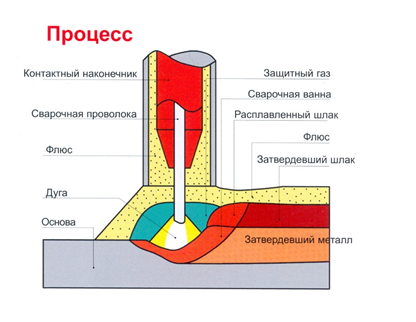 Таким образом, виды сварочных дуг разнообразны.
Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
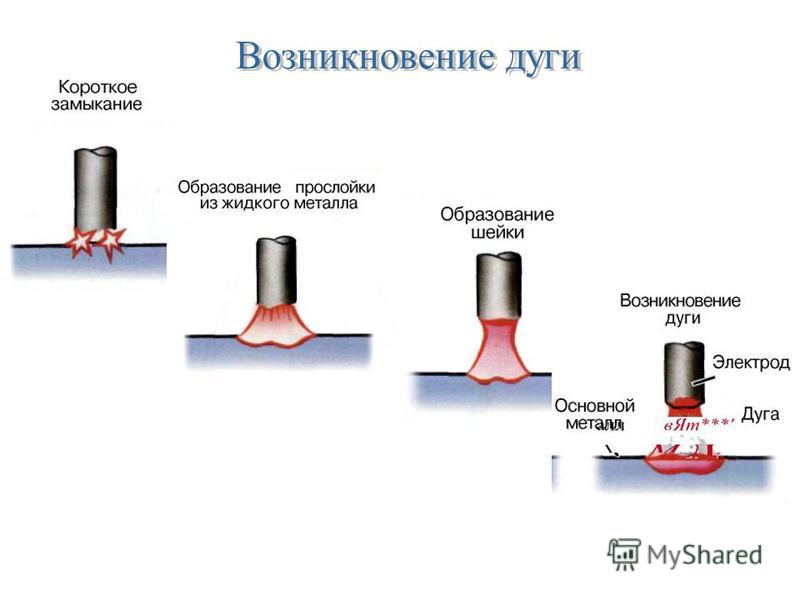
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
- Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
- Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
- Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
- С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.

Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения итретья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
Метод сварки используется людьми для герметичного соединения металлов уже больше века.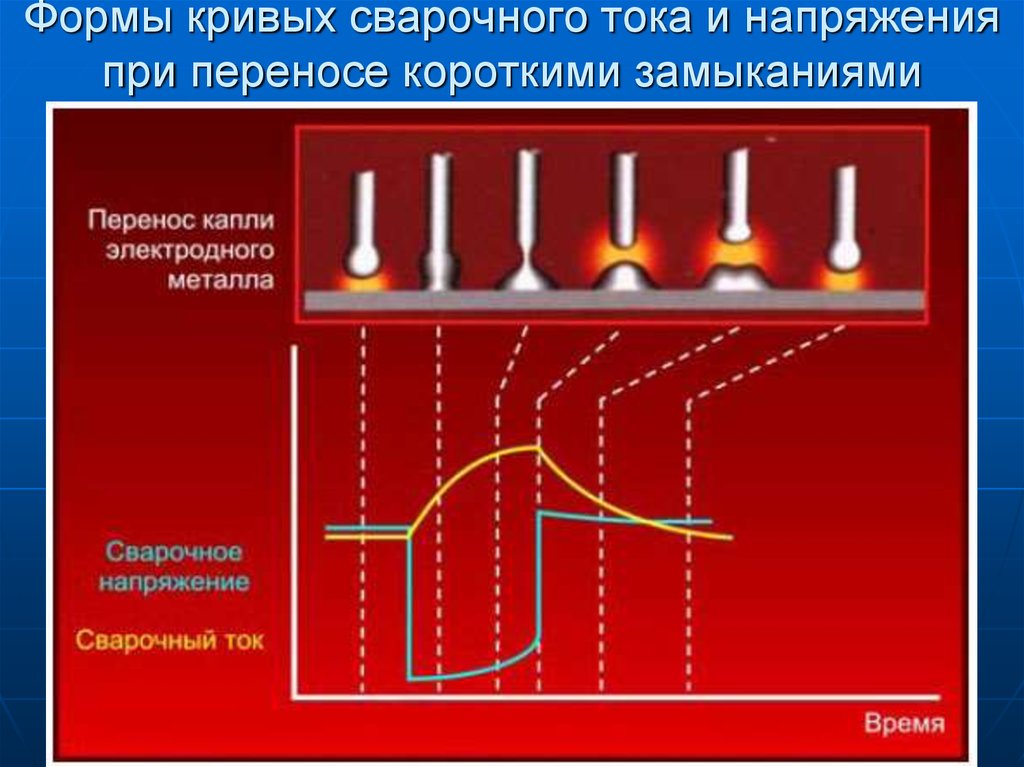 Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
СОДЕРЖАНИЕ
- Что такое сварочная дуга
- Строение и температура сварочной дуги
- Виды сварочной дуги
- Условия горения
- Как образуется электрическая дуга и причины ее возникновения
- Чем определяется мощность сварочной дуги
- Вольт-амперная характеристика сварочной дуги
- Особенности электрической дуги
Что такое сварочная дуга
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник.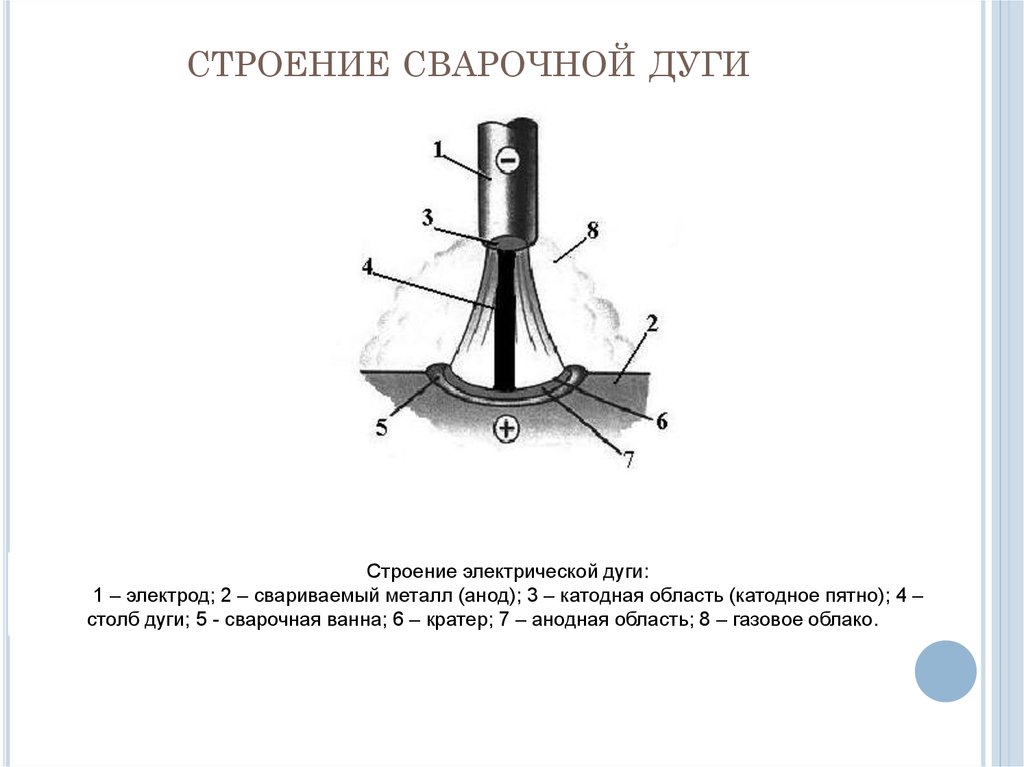 Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.

Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Читайте также: Маркировка электродов для ручной дуговой сварки
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов.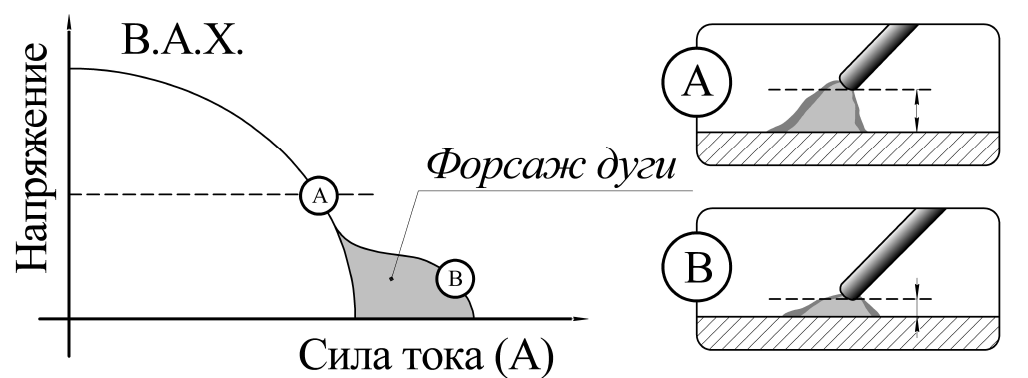 Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
 Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.

Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
определение, строение, свойства, длина, температура и мощность, какие зоны называются анодным и катодным пятнами, кто ее изобрел? – Дуговая сварка на Svarka.guru
Без сварочных работ невозможно представить себе возведение мостовых сооружений, решение производственных задач во многих отраслях промышленности. Чтобы ответить на вопрос, что такое сварочная дуга надо углубиться в описание физических процессов, происходящих в газовой среде между разноименно заряженными полюсами.
Электрическая дуга преобразует энергию вырабатываемого тока в тепло, мгновенно создается температурный режим, при котором плавятся все известные науки металлы.
Содержание
- 1 Краткое описание и история изобретения
- 2 Типы разрядов
- 3 Природа явления
- 4 Строение
- 5 Виды
- 6 Классификация
- 7 Момент возникновения
- 8 Условия горения
- 9 Особенности
- 10 Чем определяется мощность?
- 11 Продолжительность
- 12 Температурные зоны
- 13 Вольт-амперная характеристика
- 14 Инвертор для сварочных работ
- 15 Выводы
Краткое описание и история изобретения
Какая дуга называется сварочной? Это субстанция, несущая в себе мощь электрического разряда, протекающего среди паров плавящегося металла и присадок. Она обладает индивидуальными особенностями:
Она обладает индивидуальными особенностями:
- образование характеризуется большими выделениями тепла — температура достигает 6 тыс. градусов;
- при этом выделяется мощный световой поток, поэтому сварщику необходимо специальное снаряжение для защиты лица и органов зрения, плотная одежда и рукавицы;
- это отличный проводник тока высокой силы, поэтому представляет опасность для человека;
- лучший способ надежного соединения металлических конструкций разной сложности.
О первенстве в том кто ее изобрел и в первичном описании физического явления до сих пор идут споры среди ученых мужей — официально первооткрывателем считается британский химик, физик и геолог сэр Гемфри Дэви, описавший в 1808 году дугу электрического разряда. Русский ученый-изобретатель, профессор физики из медико-хирургической академии Санкт-Петербурга В. В. Петров открыл аналогичное явление и подробно его описал на 6 лет раньше англичанина.
Типы разрядов
Существуют несколько видов аналогичных разрядов:
- Тлеющий. Образуется при низком давлении, используется в люминесцентных источниках света.
- Искрового типа. Характеризуется прерывистой формой, возникает при нормальном давлении: например, разряды молнии или искрение свечи зажигания в двигателях.
- Не прерывистой формы электрическая дуга, возникающая при атмосферном давлении. Применяется для освещения или электродуговой сварки металлов.
- Коронный — самый интересный из всех видов, появляется в неоднородном поле, когда один из электродов во много раз больше другого. Применяется в промышленности для очистки используемых газов от посторонних вкраплений пыли.
 Образуется при низком давлении, используется в люминесцентных источниках света.
Образуется при низком давлении, используется в люминесцентных источниках света.Все разряды крайне опасны для живых организмов — при работе с ними надо строго выполнять правила безопасности.
Природа явления
Сварочной дугой называют электрический разряд, имеющий большую мощность и время воздействия, он возникает между разноименными полюсами, расположенными в смеси газов, при подаче на них напряжения. Она характеризуется ярким световым потоком, большой температурой, способной расплавлять металлы для их надежного соединения.
[stextbox id=’alert’]Важно! Электрод играет роль катода, а металлические заготовки — имеют противоположный заряд, поэтому между ними возникает электрический разряд.[/stextbox]
Чтобы световой поток не обжигал кожу и сетчатку глаз, применяется спецснаряжение для защиты исполнителя.
Строение
Какие зоны называются катодным и анодным пятнами? Катодное пятно — это источник электронов, разогревающийся до высокой температуры, чем обеспечивается плавление металлов. Здесь сосредоточено до 38% общей тепловой энергии, а также теряется 12—18 V напряжения.
Анодное пятно — характеризуется температурой до 26000C и выделением до 42% тепловой энергии. Потери напряжения до 11 V, из-за постоянной атаки электронов оно имеет форму кратера.
Столб дуги — это нейтральный участок, в нем содержится около 20% от общего тепла и максимальная температура, потери напряжения не более 12 V.
Благоприятная длина столба до 6 мм, при этом размере температура дуги устойчивая, что благотворно сказывается на прочности шва.
При ручной сварке или в механизированной среде плавящимися электродами в защитном газе и использовании источника постоянного тока, пользуются методом обратной и прямой полярности, например, при соединении толстостенных деталей, анод подключают к ним, чтобы обеспечить максимум тепла, а также достаточную глубину проварки.
Виды
- прямого воздействия, устойчиво горит между соединяемыми деталями и электродом;
- непрямого действия — ее создают два электрода, а конструкция, предназначенная к соединению воедино, не задействована в общей цепи;
- трехфазный вариант — к каждому участнику процесса подключается одна фаза;
- плазменная — столб сжимается защитными газами.
Для создания дуги при использовании трансформатора, надо прикоснуться электродом к соединяемым заготовкам, но современное оборудование для сварочных работ позволяет активировать дугу бесконтактным методом, для этого применяется осциллятор.
Классификация
Электрическая дуга имеет различные виды, что напрямую зависит от типа производимой сварки и среды, где она выполняется.
- Открытого типа. Сварка выполняется на открытом пространстве без применения газа, участвуют только пары плавящегося металла, обмазки электрода, а также молекулы воздуха.
- Закрытый вид. Для этого используется флюс, который защищает место сварки от воздействия окружающей среды.
- Дуговая сварка плавящимся электродом в защитном газе. Сварочные работы производятся при использовании инертного газа, подающегося под большим давлением.
Кроме этого, используется классификация по параметрам:
- ток;
- длительность горения;
- какие используются электроды;
- принцип работы.
Момент возникновения
Образование электрической дуги при сварке — это результат короткого замыкания между разноименными полюсами: от большой температуры металл начинает плавиться, появляется его полоска между соединяемыми деталями.
Затем вытягивается шейка длиною около 5 мм, нагрев поднимается до максимума, происходит ионизация молекул столба воздуха, которая необходима для стабилизации горения дуги, а сварная дуга прочно соединяет конструкции. Опытные сварщики постоянно удерживают электрод на одном расстоянии от поверхности заготовок. поэтому в результате шов получается ровный, без наплывов.
Опытные сварщики постоянно удерживают электрод на одном расстоянии от поверхности заготовок. поэтому в результате шов получается ровный, без наплывов.
Условия горения
Газообразные субстанции отличаются одной особенностью — при обычных условиях они не могут проводить ток, потому что их молекулы в этот момент нейтральны. Требуется ионизация, чтобы в зоне соединения появился электрический импульс.Второе условие — нужно постоянно поддерживать температуру катода на одном уровне, важную роль играет и аналогичное состояние окружающего воздуха.
Возникшая дуга должна устойчиво гореть, на это влияет сила тока — чем она мощнее, тем выше температура создается в зоне сварки, вплоть до максимума. Когда исполнитель соблюдает оговоренные условия, то с помощью сварки можно расплавить любой металл. Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения.
[stextbox id=’info’]В. А. Савченко, образование: Институт профессионального обучения промышленной безопасности, электрогазосварщик 5 разряда, опыт работы с 1999 года: «Опытный сварщик чувствует малейшее увеличение столба дуги, но это возможно только после многолетней профессиональной деятельности». [/stextbox]
[/stextbox]
Особенности
Это физическое явление имеет индивидуальные отличия:
- В столбе плотность достигает 10—20 А/мм2.
- Электрическое поле распределено неравномерно — малые величины в середине столба и огромные ближе к периферии.
- Из-за ее свойств в виде большой плотности газов в дуге концентрируется высокая температура, чем меньше длина столба, тем быстрее она достигает максимума.
- С помощью регулировки длины дуги получают и различия вольт-амперных характеристик.
Сварка заслуженно признается надежным способом соединения различных конструкций, не имеющей альтернативы. Она используется во всех сферах промышленности, но для получения высокого качества соединений нужно учитывать все параметры, влияющие на прочность и пластичность шва.
Чем определяется мощность?
Этот параметр зависит от множества причин: основа — длина столба, затем идет мощность и высокой силы ток, подающийся на электрод. При удлинении дуга не затухает, на мощность влияет только толщина столба, а также его плотность.
При удлинении дуга не затухает, на мощность влияет только толщина столба, а также его плотность.
Продолжительность
На практике чаще всего используется непрерывный режим, а импульсный — во время выполнения контактной сварки, когда соединение происходит не сплошным швом, а только в специально рассчитанных точках. Герметичность в таком режиме не обеспечивается, но соединение тонкостенных корпусов выполняется прочно.
Чтобы получить герметическое соединение, электродом становится ролик, передвигающийся по кромке свариваемого изделия. Импульс подается с малым промежутком, поэтому зоны оплавления металла частично перекрываются — в результате получается сплошной шов. Такая методика выполняется при автоматическом соединении трубопроводов.
Температурные зоны
Центральная часть столба дуги при любом варианте сварки имеет высокие температурные значения, а рядом с катодом или анодом она составляет только 60—70% от всей тепловой энергии. При подключении переменного тока полярность отсутствует, потому что расположение полюсов меняется с интервалом 50—60 колебаний за секунду.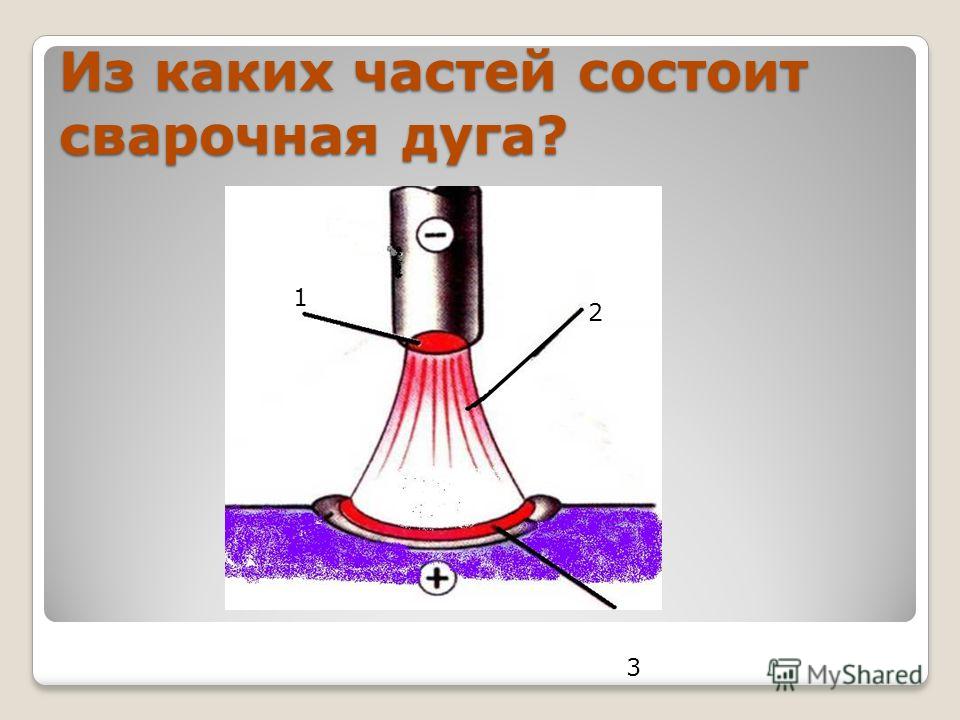
Сварочная дуга при таком режиме обладает намного меньшей устойчивостью, а температура её постоянно изменяется. Из преимуществ такого процесса соединения металлов отмечается простое и недорогое оборудование, а также полное отсутствие области негативного явления, называемого магнитное дутье.
Вольт-амперная характеристика
Известны три таких аналога внешних источников питания:
- падающая, когда напряжение снижается, а сила и плотность тока растет;
- жесткая — величина напряжения не зависит от силы тока;
- возрастающая, напряжение возрастает вместе с силой тока.
На графике хорошо видны красного цвета диаграмма, отображающая падение напряжения при образовании дуги, а далее во время устойчивого горения. Начинаются кривые от точки, которая указывает холостой ход трансформатора (около 50 V). В момент образования сварочной дуги напряжение довольно резко падает, но потом стабилизируется и становится постоянной величиной.
Инвертор для сварочных работ
Коротко отметим, что отличие инвертора от других аппаратов для сварки заключается в следующем:
- Потребляет в два раза меньше электроэнергии.
- Параметры тока позволяют быстрое образование дуги.
- Стабильность горения во время проведения сварки.
- Это сложная конструкция, способная изменять силу тока для максимальной стабильности дуги.
- Он преобразует переменный ток в постоянный, но уже с большей частотой и наоборот.
- У изделия имеется встроенный понижающий трансформатор.

Последняя фаза заключается в направлении постоянного тока высокой частоты к выпрямителю и далее на электрод.
Выводы
Мы выяснили природу возникновения электрической дуги, ее технические характеристики, классификацию, а также основные параметры. Для начинающего сварщика всё вышеописанное — это аксиома, чем больше теоретических знаний, тем быстрее молодой исполнитель научится правильно соединять различные металлы, приобретет необходимый опыт.
ее свойства, виды, принцип работы
Из этого материала вы узнаете:
- Определение сварочной дуги
- Ключевые особенности сварочной дуги
- Области применения сварочной дуги
- Природа и строение сварочной дуги
- Виды сварочных дуг
- Источники питания сварочной дуги
- Критерии, влияющие на мощность сварочной дуги
- Вольтамперная характеристика сварочной дуги
- Условия горения сварочной дуги
В условиях современных реалий промышленность не может обойтись без сварки. А она, в свою очередь, базируется на таком явлении, как сварочная дуга, над которой трудились в свое время передовые ученые. Благодаря ей создается высокая прочность, которая так необходима в процессе соединения изделий из металла, трансформируя их в одно целое. Однако при выполнении данной процедуры важны определенные нюансы, как, например, грамотно выбранный источник питания и условия горения, иначе шов может получиться кривым.
А она, в свою очередь, базируется на таком явлении, как сварочная дуга, над которой трудились в свое время передовые ученые. Благодаря ей создается высокая прочность, которая так необходима в процессе соединения изделий из металла, трансформируя их в одно целое. Однако при выполнении данной процедуры важны определенные нюансы, как, например, грамотно выбранный источник питания и условия горения, иначе шов может получиться кривым.
Далее подробно расскажем о природе и строении сварочной дуги, в каких сферах она применяется, каких видов бывает и как правильно используется. С этой информацией любой сварщик моментально углубит свои знания и упрочит позиции среди специалистов данной области.
Определение сварочной дуги
Сварочная дуга – это электрозаряд, расположенный между электродами, имеющий значительную длину и выделяющий большой объем энергии. Дуга характеризуется разницей потенциалов, возникающей в газовой среде.
За счет сварочной дуги температура металла с высокой плотностью электрического напряжения быстро повышается, материал приобретает пластичность и достигает состояния, подходящего для последующей плавки.
Предельная температура сварочной дуги составляет +7 000 °C. Данную степень нагрева используют при обработке металлов, которые способны плавиться лишь при достижении показателя свыше +3 000 °C. Говоря об особенностях данного электрического заряда, нужно понимать, что сварочная дуга представляет собой проводник, возникающий за счет ионизированного газа. Дуга состоит из нескольких зон, которые, пропуская ток, выделяют много тепловой энергии.
Поджиг дуги вызывает формирование гальванической цепи, в которую входят анод, катод и ионизированный газ. При этом используются два электрода. Протекание тока приводит к нагреванию дуги, появлению исходящего от нее света – последняя характеристика объясняется наличием фотонного излучения.
Ключевые особенности сварочной дуги
Если сравнивать с прочими электрическими зарядами, дуга отличается такими особенностями:
- Высокая плотность тока, вплоть до нескольких тысяч ампер на 1 см2, что обеспечивает высокую температуру.
- Неравномерное распределение электрического поля на отрезке между электродами: около них напряжение падает, значительно усиливаясь в столбе.
- Очень высокая температура, достигающая своего пика в столбе, что связано с большой плотностью тока. За счет увеличения длины столба можно снизить нагрев электрической сварочной дуги, тогда как уменьшение его размеров приводит к росту температуры.
- Виды нахлесточных сварных соединенийВозможность добиваться разных вольтамперных характеристик за счет зависимости напряжения от плотности тока при постоянной длине или непрерывном горении дуги. Сегодня принято говорить о трех вольтамперных характеристиках.

Области применения сварочной дуги
Дуга применяется при работе с такими видами сварки:
- Полуавтоматический. В основе данного подхода лежит использование тугоплавких вольфрамовых электродов, на дугу подают присадочную проволоку.
- Ручной. Данный метод является самым популярным ввиду своей простоты.
- Автоматический. Используется на производствах, упрощая выполнение объемных задач.
Если ведутся работы с открытой плазмой, предпочтение отдают жесткой дуге, тогда как при сварке под флюсом или в среде защитного газа необходима возрастающая дуга.
Природа и строение сварочной дуги
Понимая строение дуги, проще разобраться с ее принципом действия, ведь мощная электродуга позволяет за минимальный промежуток времени довести металл до температуры, при которой он начинает плавиться. Говоря о сварочной дуге и ее свойствах под последними понимают плотность тока и вольтамперные показатели. Столб дуги представляет собой светящийся ионизированный газовый проводник от катода к аноду, обладающий высоким сопротивлением.
VT-metall предлагает услуги:
В среднем, дуга равна 5 мм. Принято выделять такие основные зоны сварочной дуги:
- анодная – имеет размер до 10 микронов;
- катодная – в 10 раз меньше первой;
- столб – различимая глазом светящаяся полоса.
Температура сварочной дуги обеспечивается благодаря потоку свободных электронов, образуемых на катодном пятне. Причем последнее нагревается до 38 % от температуры плазмы. В столбе электроны направляются к аноду, а протоны – к катоду. Сам столб лишен заряда, поэтому на протяжении всех сварочных работ сохраняет нейтральность. Температура частиц доходит до+10 000 °C, металл в процессе сварки нагревается до +2 350 °C, тогда как расплав в ванне прогрет до +1 700 °С.
Стоит пояснить, что в схеме сварочной дуги анодным пятном принято называть место входа и нейтрализации электронов. Данный участок имеет на 4–6 % более высокую температуру, чем катодное пятно. Напряжение в обеих указанных зонах значительно снижается, из-за чего невозможно их свечение. Человеческий глаз видит лишь плазму, которая испускает ультрафиолетовое, инфракрасное и световое излучение. Нужно понимать, что последнее опасно для зрения и кожных покровов, поэтому специалисты не начинают работу без индивидуальных средств защиты.
Виды сварочных дуг
На данный момент сварщики пользуются несколькими классификациями сварочных дуг – они отличаются схемами подвода тока и средой, в которой ведется работа.
Рекомендуем статьи:
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Как варить швы: разбираемся в секретах техники сварки
- Как варить тонкий металл: руководство для начинающих и профессионалов
Принято выделять такие виды сварки дугой:
1. Прямого действия.
Аппарат размещают параллельно обрабатываемой металлической заготовке. Дуга находится под углом 90° относительно электродов и поверхности металла.
2. Косвенного действия.
Здесь два электрода устанавливаются под углом 50° к свариваемому изделию, причем сама дуга образуется между электродом и металлом заготовки.
Сварочные дуги можно разделить на виды, исходя из атмосферы, в которой они появляются:
-
Открытая сфера.
Дуга горит на открытом пространстве, образуется газ, включающий в себя пар металла, электрода и поверхностей, обработанных сварочным инструментом.
-
Закрытая сфера.
Горение дуги происходит под защитой флюса, а газ состоит из пара материала заготовки, электродов и непосредственно флюсового слоя.
-
С использованием смеси газов.
В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ. Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ. Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
- классический – применяется для постоянной эксплуатации;
- импульсный – подходит для одноразового использования.
Либо возможна классификация сварочных дуг на основании материала электрода. Последний может быть плавящимся или неплавящимся, изготовленным из угля, вольфрама. Высокой популярностью среди сварщиков пользуется стальной, то есть плавящийся электрод. Но практика показывает, что сегодня большинство специалистов старается выбирать неплавящиеся расходники, так как типы данных элементов достаточно сильно отличаются друг от друга.
Источники питания сварочной дуги
Разряд может создаваться при помощи постоянного или переменного тока. Стоит оговориться, что постоянное напряжение обеспечивает более надежный сварной шов, а работа сопровождается меньшим разбрызгиванием металла.
Трансформатор использует ток из сети 220 B и преобразует его в 15–40 В.
Поскольку современное сварочное оборудование имеет небольшие размеры, в нем используется схема, включающая в себя следующие узлы:
- Входной выпрямитель.
- Инвертор, то есть управляемое микросхемой электронное устройство с транзисторами, отличающимися высокой скоростью переключения.
- Трансформатор.
- Трансформатор.
Благодаря инвертору постоянный ток преобразуется в переменный частотой до 80 кГц. Таким образом удается использовать трансформатор меньшего размера, увеличив КПД всего устройства.
При выборе источника питания сварочной дуги отталкиваются от способа, которым будет осуществляться обработка металла. Допустим, в процессе ручной сварки невозможно сохранение одинаковой длины дуги, а значит, следует взять аппарат с крутопадающей вольтамперной характеристикой. Из-за этого при растягивании дуги разряд не погаснет, а при укорачивании сила тока остается неизменной.
Сварка плавящимся электродом сопровождается стеканием капель горячего металла на изделие, из-за чего появляется ток короткого замыкания. Он имеет показатель, превышающий силу тока сварочной дуги на 20–50 %, и призван уничтожить образовавшийся металлический мостик, после чего происходит повторное формирование плазменного разряда. Подобные колебания совершаются мгновенно, поэтому источник должен быстро реагировать, чтобы стабилизировать разность потенциалов.
Он имеет показатель, превышающий силу тока сварочной дуги на 20–50 %, и призван уничтожить образовавшийся металлический мостик, после чего происходит повторное формирование плазменного разряда. Подобные колебания совершаются мгновенно, поэтому источник должен быстро реагировать, чтобы стабилизировать разность потенциалов.
Критерии, влияющие на мощность сварочной дуги
Мощность сварочной дуги зависит от следующих факторов:
- напряжение – повышение данного показателя вызывает рост мощности в небольшом диапазоне, кроме того, необходимо помнить об ограничениях по размеру электрода;
- сила тока – большой ампераж позволяет добиться стабильного горения дуги;
- величина напряжения плазмы – данный показатель пропорционален мощности.
Длина дуги определяется как расстояние между сварным кратером и концом электрода. Данная величина непосредственно влияет на то, какой объем тепла выделяется в процессе работы.
Отталкиваясь от мощности дуги, устанавливают скорость плавления металла изделия, а значит, и время, необходимое для завершения работы. Благодаря регулировке силы тока удается менять температуру в рабочей зоне. Нужно понимать, что даже при использовании длинного столба электродуга будет стабильно гореть при большом ампераже. Напряжение редко корректируют во время сварочных работ.
Благодаря регулировке силы тока удается менять температуру в рабочей зоне. Нужно понимать, что даже при использовании длинного столба электродуга будет стабильно гореть при большом ампераже. Напряжение редко корректируют во время сварочных работ.
Вольтамперная характеристика сварочной дуги
Вольтамперная характеристика (или ВАХ) энергетического электрозаряда представляет собой график, отображающий зависимость напряжения от смены тока. Данный показатель бывает:
- Нисходящим – падает из-за роста напряжения.
- Стабильным – остается неизменным при смене силы тока.
- Восходящим – повышается при увеличении силы тока. Этот вариант чаще всего применяется в процессе сварки автоматом.
ВАХ описывает зависимость токовых параметров, позволяя установить такие характеристики в работе сварочной дуги, как:
- мощность;
- время горения;
- условия гашения.
При ручной сварке с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ВАХ ограничивается двумя первыми областями, до третьей ампераж не доходит. Если речь идет о механизированной сварке с использованием флюсов, она осуществляется по графику областей II и III. А сварка плавящимся электродом в облаке защитной атмосферы происходит по графику области III.
Если речь идет о механизированной сварке с использованием флюсов, она осуществляется по графику областей II и III. А сварка плавящимся электродом в облаке защитной атмосферы происходит по графику области III.
При работе сварочным аппаратом, обеспечивающим переменный ток, сварочная дуга появляется в каждом полупериоде на пике зажигания. При переходе через ноль она затухает, при этом прекращается нагрев активных пятен. В составе покрытия электродов присутствуют активные щелочные металлы, призванные увеличить устойчивость ионизации. Из-за защитного облака осложняется розжиг дуги на переменном токе, однако обеспечивается стабильное горение при использовании постоянного тока. Это связано с тем, что между полюсами молекулы газа ионизируются.
Выбирая устройство для сварки, важно помнить, что вольтамперная характеристика электродуги зависит от аналогичного внешнего показателя. Работа аппарата рассматривается специалистами как наложение графиков. Так, при ручной сварке нужно использовать источники питания с падающими областями ВАХ или повышенным напряжением холостого хода. Тогда сварщик может варьировать длину дуги за счет изменения ампеража.
Тогда сварщик может варьировать длину дуги за счет изменения ампеража.
Немаловажно, что короткое замыкание, происходящее при падении капли с электрода на изделие, имеет силу тока на 20–50 % выше, чем у сварочной дуги. При использовании плавящихся электродов прибегают к дуге размыкания. Если осуществляется розжиг дуги вольфрамовым или угольным электродом, рекомендуется применять вспомогательный разряд.
Большая сила тока короткого замыкания чревата прожогом металла изделия. Падение капли влечет за собой замыкание, после чего ампераж повышается до величины тока короткого замыкания, появившийся мостик перегорает, а дуга загорается вновь. На изменение тока и напряжения в столбе уходят доли секунды, поэтому важно, чтобы оборудование быстро стабилизировало напряжение.
Условия горения сварочной дуги
При стандартных условиях, под которыми понимают температуру +25 °C и давление в 1 атмосферу, газы не проводят ток. Дуга может образоваться, если газы между электродами ионизированы – в их составе присутствуют заряженные частицы, такие как электроны или ионы/катионы или анионы.
Образование ионизированного газа обозначают как ионизация. Работа, затрачиваемая на отрыв электрона от атома с образованием электрона и иона, – это работа ионизации или потенциал ионизации, который измеряют в электрон-вольтах. На отрыв электрона требуется 3,5–25 эВ, причем конкретное количество необходимой энергии зависит от используемой газовой фазы.
Ниже всего потенциал ионизации у щелочных и щелочноземельных металлов, таких как калий, кальций и их химические соединения. Последние используют в качестве покрытия электродов, что позволяет обеспечить стабильное горение сварочной дуги.
Кроме того, чтобы дуга зажглась и могла гореть, нужно обеспечить постоянную температуру на катод. Конкретное значение подбирается под вид, диаметр, размер катода, температуру вокруг.
Важно, чтобы температура сварочной дуги была неизменной. За счет высокой силы тока она может доходить до +7 000 °C, поэтому сварка обеспечивает соединение совершенно любых материалов. Добиться стабильной температуры позволяет исправный источник питания. А так как он влияет на свойства сварочной дуги в процессе работы, выбор данного элемента при конструировании всего аппарата очень значим.
А так как он влияет на свойства сварочной дуги в процессе работы, выбор данного элемента при конструировании всего аппарата очень значим.
Получается, электродуга является лучшим и самым надежным способом соединения элементов из металла. Развитие сварки сильно повлияло на современную промышленность, ведь только при помощи высокой температуры сварочной дуги удается обрабатывать большую часть используемых сегодня металлов.
Чтобы сформировать действительно надежные швы, нужно помнить о характеристиках дуги, не упускать из внимания ключевые значения. Тогда вся работа займет немного времени, а результат окажется достойным. Кроме того, важно учитывать свойства дуги, такие как плотность тока, температура, напряжение.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.

При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
что это, температура и строение, особенности и характеристики
Современная промышленная сфера подразумевает под собой сварочные процессы, которые используются в разных направлениях.
Для того чтобы провести эту работу качественно, надежно, быстро и без затрат особых усилий, необходимо разобраться в понятии сварочная дуга – что это такое, каковы её особенности и другие моменты, пригодившиеся в работе.
Содержание
- Что собой представляет сварочная дуга?
- Природа и строение
- Разновидности
- Условия горения
- Итог
Что собой представляет сварочная дуга?
представляет собой электрический разряд с высокой мощностью и большой длительностью, проходящий между электродами под напряжением в газовых смесях.
Характеризуется рассматриваемый элемент для сварки повышенной температурой, плотностью тока, за счет чего механизм может расплавить любой металл с температурой плавления больше, чем 3000 градусов.
Способы зажигания сварочной дуги.Кроме этого данная деталь в сварочном инструменте выступает газовым проводником, c помощью которого преобразовывается тепловая энергия из электрической. Электрический заряд, в свою очередь, – это прохождение тока под напряжением сквозь газы.
Можно выделить несколько основных типов электрического заряда, при помощи которого происходит процесс горения:
- Тлеющий.
Можно возникнуть из-за низкого давления. Используется для процесса освещения в люминесцентной лампе и плазменного экрана. - Искровой.
Появляется, после того, как давление сравняется с атмосферным. Имеет прерывистую форму. Механизм действия можно сравнить с молнией. Эксплуатируется для розжига двигателя внутреннего сгорания. - Дуговой.
Используется во время сварочных работ либо для простого освещения. Имеет непрерывистую форму, появляется за счет атмосферного давления. - Коронный.
Появляется в случае, если электрод структурно шероховатый, неоднородный, дополнительного электрода нет, иными словами появляется струйка. Используются для очистки газовой смеси от грязи и других инородных предметов.
Природа и строение
Строение и параметры сварочной дуги.По своим особенностям, характеристика сварочной дуги и её природа достаточно легкие в понимании. Максимальная температура в электрическом рассматриваемом элементе для сварки может быть до 10 тысяч градусов.
Это получается за счет прохождения электрического тока через катоды, куда он попадает в ионизированный газ, а затем, после разряда с яркой вспышкой, дает возможность разогреться до необходимой температуры.
После ток попадает на металл, который подвергается сварке и дальнейшей обработке.
Поскольку температура достаточно большая, то данный элемент для сварки излучает инфракрасные и ультрафиолетовые лучи, которые является опасными для организма человека. От этого может нарушиться зрение, либо возникнуть сильный ожог на кожном покрове.
Чтобы защитить себя от негативных последствий необходимо изучить ее свойства, характеристики, а также обеспечить себя или мастера надежной защитой.
Ещё одним немаловажным аспектом является строение сварочной дуги. Вопрос о том, из скольких частей состоит сварочный элемент, достаточно интересный и познавательный. В первую очередь стоит отметить, что она обладает тремя главными зонами: анодной, катодной и столбом.
Когда горит механизм на катоде или аноде, появляются небольшого размера пятна – места, где температура имеет максимальное значение. Сквозь эти области и протекает электрический ток, а анодное и катодное места на поверхности подразумевают под собой пониженное действие напряжения.
Столб зачастую находится посреди этих локаций, и напряжение может незначительно спадать в нем. За счет этого элемент имеет длину, которая включает в себя все перечисленные области.
Самым оптимальным размером длины детали является 5 миллиметров, благодаря чему температура горения становиться постоянной, благоприятной и стабильной.
Разновидности
Существует несколько классификаций рассматриваемого элемента, которые имеют различные схемы подвода тока и среды, где он появляется.
дугой делится на следующие виды:
- С прямым действием.
В данном случае оборудование устанавливается в параллель изделию из металла, которое необходимо сварить. Дуга, в свою очередь, становится под прямым углом по направлению к электродам и металлической поверхности. - С косвенным действием.
Появляется при использовании двух электродов, которые находятся от свариваемого изделия под углом в 50 градусов. Дуга появляется между электродом и свариваемым материалом.
Помимо этого, можно поделить по принципу атмосферы, где появляется сварочная дуга:
- Открытая сфера.
Дуга может гореть на открытом пространстве с образованием газовой фазы, где содержится пар металла, электрода и поверхностей после обработки сварочным инструментом. - Закрытая сфера.
Дуга горит под флюсом. В газовой фазе возле дуги попадает пар материала, электродов и самого флюсового слоя. - С подачей газовой смеси.
В дуге могут находиться сжатый газ, такой как гелий, углекислый газ, водород, аргон и иные примеси газовых веществ. Они необходимы, чтобы свариваемая поверхность изделия не подвергалась окислению. Благодаря их подаче среда восстанавливается либо становиться нейтральной к внешним факторам. В дугу попадает газ, который подается для работы, пар от свариваемого изделия и электродов.
Помимо перечисленных классификаций можно также выделить виды по длительности действия:
- классический используется для постоянной эксплуатации;
- импульсный – для одноразового использования.
Также можно выделить разновидности в зависимости от материала, применяемого электрода – уголь, вольфрам, плавящийся либо неплавящийся электрод соответственно.
Одним из самых востребованных деталей является стальной, т.е. плавящийся электрод. Однако на сегодняшний день большинство профессионалов отдают предпочтение неплавящемуся, из чего можно сделать вывод, что типы рассматриваемых элементов достаточно различны между собой.
Условия горения
Со стандартными условиями в столбе сварочной дуги достигает 7000 градусов, в максимальном своем значении. Используя катод, необходимо добиться постоянной температуры, при которой будет возникать и горечь дуга. В этом случае также учитываются такие факторы, как диаметр, размер и температура окружающей среды.
Важно следить за тем, чтобы значение не колебалось, благодаря чему можно сваривать абсолютно любой материал. Исправный источник питания — залог постоянного показателя температуры элемента, именно это дает влияние на свойство работы элемента.
Основные области сварочной дуги – это работа ионизированного газа, а также применение щелочной либо щелочно-земельной группы в виде калия или кальция, чтобы способствовать надежному и хорошему горению сварочной дуги. Вопрос, в какой среде может гореть сварочная дуга достаточно актуальный.
Необходимо учитывать много физических и химических факторов, уметь рассчитывать, сколько энергии затрачивается для отрыва электрона от атома, в зависимости от природы газового новообразования и т.д.
Итог
Исходя из всего сказанного, можно сделать вывод, что при сварке дуговой металлические конструкции скрепляются надежнее всего. Сварочные работы сильно влияют на промышленную сферу сегодняшнего дня, из-за возможности под высокой температурой сварочной дуги припаивать различные материалы друг к другу.
Чтобы получить качественный и надежный шов нужно задействовать силы, действующие в сварочной дуге, изучить всю её характеристику, понимать каждое значение плотности тока, температуры, напряжения, что даст возможность провести процедуру быстро и без трудностей.
Насколько горяча сварочная дуга? — Удивительные факты и советы по безопасности
Последнее обновление
Мы все знаем, что сварка включает в себя горячее тепло, но насколько на самом деле горяча сварочная дуга? В среднем температура сварочной дуги составляет от 6500 до 10 000˙F. Но плазменная дуга может иметь температуру до 50 000˙F!
Сварка — любопытное ремесло. В то время как работу, связанную с такими профессиями, как каменная кладка или столярное дело, можно рассматривать с одной точки зрения, сварку можно рассматривать с другой точки зрения. Существует своего рода барьер между миром видимого и невидимого, или тем, что видит сварщик под своим капюшоном, и тем, что видят окружающие сварщика. Никто другой не может видеть детали работы, пока она не будет завершена. А вот сварщик сам по себе вроде провидец .
Несмотря на дым и зеркала, сварщик в своем сварочном шлеме (или капюшоне) может сквозь чрезвычайно яркий ультрафиолетовый свет видеть расплавленную сварочную ванну. Но свет по-прежнему существует и виден окружающим. С этим светом выделяется большое количество тепла, которое в основном ощущает сварщик, но потенциально и окружающие его люди. Сварщик должен принять хотя бы одну меру предосторожности, то есть надеть сварочную маску для сварки. Но есть и другие вещи, которые он должен делать, чтобы защитить не только свои глаза.
Компоненты сварочной дуги
Сварочная дуга состоит из трех основных компонентов.
Электричество
Сварочная дуга генерируется электрическим током от источника питания. Ток протекает через заготовку, вызывая короткое замыкание, которое одновременно расплавляет основной металл и присадочный металл. Поскольку вы имеете дело с электричеством, важно соблюдать осторожность. Например, если вы свариваете под дождем, вам нужно помнить, что вода проводит электричество, и вы можете получить удар током, если подвергнетесь воздействию слишком большого количества воды.
Свет
Вопреки тому, что многие могут сказать, сварочная дуга не ярче солнца. Однако воздействие света сварочной дуги ярче, чем любое солнце, которое вы увидите под атмосферой. Дуга испускает ультрафиолетовый свет, который может обжечь ваши глаза и кожу.
Нагрев
Как указывалось ранее, средняя температура сварочной дуги составляет около 10 000˙F. Но плазменная дуга может иметь температуру до 50 000˙F. Говорят, что поверхность Солнца имеет температуру около 10 000˙F. Что делает сварку терпимой, так это то, что тепло в основном концентрируется в зоне сварки в точке дуги. Но тепло действительно излучается, так что вы должны соблюдать осторожность.
Изображение предоставлено: Christopher PB, Shutterstock
Защита от сварочной дуги
Поскольку мы говорим о защите от света, который ярче любого другого, который вы увидите, и от тепла, сравнимого с солнечным, само собой разумеется, что у вас есть свое остроумие о вас.
Электричество
Риск возрастает, когда вы подвергаетесь воздействию внешних факторов. Но вы всегда должны следить за тем, чтобы ваша одежда была максимально сухой. Условия не всегда идеальные, но на каждом этапе нужно стараться минимизировать попадание влаги в зону сварки и оставаться сухим.
Свет
Ультрафиолетовые лучи могут обжечь кожу так же, как солнечные ожоги. Но при сварке такие же ожоги, как в палящий солнечный день в середине июля в Фениксе, могут случиться в течение часа сварки без защиты. Если с этим ничего не делать, это может привести к долгосрочным проблемам со здоровьем, включая рак. Носите одежду соответствующего размера, не слишком тесную и не слишком свободную. Свет может проникнуть через щели в одежде и обжечь кожу даже за короткий промежуток времени.
Самое главное, убедитесь, что ваш сварочный колпак работает правильно. Это означает, что на вашем объективе нет трещин, нет зазоров по краям и т. д. Незначительная трещина в сварочном объективе может привести к ожогу вспышки. Это часто происходит при воздействии ультрафиолетового излучения даже на пару минут. Ультрафиолетовый свет обжигает роговицу, вызывая небольшое, но непоправимое повреждение глаз. Сначала вы этого не почувствуете. Обычно она наступает позже. Если вы просыпаетесь посреди ночи с головной болью и чувствуете, будто у вас песок в глазах, вероятно, у вас внезапный ожог. Боль обычно проходит через день или около того.
Изображение предоставлено Pixabay
Тепло
Сварочная дуга может быть такой же горячей, как поверхность солнца. При сварке вы можете почувствовать тепло, исходящее из центра дуги. Это может отвлекать и сжигать вас. Хороший сварной шов может быть испорчен из-за собственного дискомфорта из-за высокой температуры.
В то время как более плотная тканая одежда необходима для защиты кожи от вредных ультрафиолетовых лучей, она не обязательно защитит вас от жары. Правильное положение во время сварки может в некоторой степени защитить вас от тепла. Лучшей защитой может стать кожаная сварочная куртка или фартук. Это не только защитит вас от большей части радиации, но также поможет защитить вас от горячих искр, горячих кусков шлака и шлифовальной пыли.
Насколько горяча сварка MIG?
Приблизительно 3000°F, когда основной металл плавится и сплавляется с расплавленным присадочным металлом.
Насколько горяча сварка TIG?
Температура во время дуговой сварки может превышать 6000°F.
Заключение
В идеале вы не заметите ни один из трех компонентов сварочной дуги во время сварки. Все защитное оборудование разработано таким образом, чтобы вы могли сваривать максимально сосредоточенно, в своем собственном маленьком мире под капотом.
Featured Image Credit: vladee, Shutterstock
- Components of a Welding Arc
- Electricity
- Light
- Heat
- Protecting Yourself from the Welding Arc
- Electricity
- Light
- Heat
- How Hot сварка МИГ?
- Насколько горяча сварка TIG?
- Заключение
Сварочные дуги
Сварочные дуги являются источником интенсивного нагрева, который используется для расплавления основного металла и присадочного металла для получения сварного соединения. Дуга — это место, где происходит настоящее действие в ходе всех процессов дуговой сварки. В этой статье мы кратко обсудим функцию сварочной дуги и различные силы, действующие на дугу во время сварки.
Типы сварочных дуг
Функция сварочных дуг
Полярность дуги
Прямая полярность
Обратная полярность
Дуга в плазменной дуговой сварке
Углеродная дуга
Сварочные дуги с плавящимся электродом
Сила дуги сварочного электрода
Типы сварочных дуг
Существует два типа сварочных дуг: один используется с плавящимися электродами. Два, которые видны с неплавящимися электродами.
При использовании плавящихся электродов дуга образуется между электродом и основным металлом. Сам электрод выступает в роли присадочного металла. Таким образом, длина электрода во время сварки продолжает уменьшаться. Однако дуга остается зажженной, потому что электрод непрерывно подается в дугу вручную или с помощью механизированного устройства. Следует отметить, что перенос металла происходит 9От 0013 до дуга в этом типе.
Примерами таких процессов являются дуговая сварка металлическим электродом в защитных газах, дуговая сварка под флюсом, дуговая сварка порошковой проволокой, дуговая сварка металлическим газом и т. д. электрод, который не расходуется при сварке, а заготовка. Поэтому электрод должен быть изготовлен из материала, который не плавится из-за сильного нагрева дуги. Электрод должен сохранять свою форму во время сварки. Вольфрам отвечает всем требованиям, поэтому он используется в таких процессах, как газовая вольфрамовая дуговая сварка и плазменная дуговая сварка.
Другим процессом, при котором дуга зажигается между неплавящимся электродом, является дуговая сварка угольным электродом. В этом процессе электрод(ы) состоит из простого углерода.
Функция сварочной дуги
Основной функцией сварочной дуги является выделение интенсивного концентрированного тепла. Это тепло используется для плавления соединяемых металлов. Выделение тепла также неизбежно сопровождается яркими бликами и шумом. В некоторых случаях дуга также производит бомбардировку поверхности металла, которая удаляет присутствующий на поверхности оксидный слой.
Зазор между кончиком электрода и металлической поверхностью ионизируется из-за разницы потенциалов между электродом и металлом. Эта ионизированная среда действует как хороший проводник электричества. Внутреннее ядро дуги представляет собой столб плазмы, по которому проходит большая часть тока. Ядро окружено огненной оболочкой, которая нагревает металл.
Ток, проходящий через дугу, может изменяться в широких пределах. Он может быть от 5 ампер до 1500 ампер. Точно так же разница напряжений на дуге может составлять всего 10 вольт.
Форма дуги чем-то напоминает конус. Наконечник электрода действует как вершина конуса. От кончика электрода дуга распространяется к основному металлу.
Разница напряжений на дуге определяет, какой дуговой промежуток может поддерживаться. Если дуговой промежуток становится слишком большим, дуга больше не может поддерживаться и гаснет.
Точно так же необходим достаточный ток, чтобы поддерживать зажигание дуги. Сила тока должна быть достаточной для плавления кончика электрода. Для толстых основных металлов используемый ток немного выше, чем для малых толщин при том же диаметре электрода. Это связано с тем, что тепло быстро рассеивается в других областях металла в случае толстых металлов. Таким образом, для поддержания дуги необходимо больше тепла. Если ток сделать слишком низким, дуга погаснет.
Температура дуги может быть достаточно высокой. Температура обычной электрической дуги может варьироваться от 6500°F до 10000°F. Для некоторой мощной плазмы температура может достигать 50000°F. Температура дуги в основном зависит от количества электроэнергии, подаваемой на электрод. Большие токи означают более высокие температуры. Температура также зависит от типа защитного газа, типа металла и размера электрода.
Самая высокая температура в дуге находится в ее ядре. Внешнее пламя относительно холоднее.
Полярность дуги
Мы знаем, что ток — это поток электронов. Скорость потока электронов определяет силу тока. Электроны имеют отрицательный заряд; следовательно, они по понятным причинам притягиваются к положительному полюсу. Итак, по сварочной дуге электроны перетекают от катода к аноду. Катод и анод являются электрическими терминами для отрицательного полюса и положительного полюса соответственно.
Прямая полярность
Возьмем случай, когда сварочная цепь при дуговой сварке вольфрамовым электродом подключена с прямой полярностью.
Когда цепь подключена с прямой полярностью, электрод подключается к отрицательной клемме источника питания, а заготовка подключается к положительной клемме источника питания. Это показано на рисунке слева на рисунке 1 ниже. Прямая полярность также называется DCEN или отрицательной полярностью электрода постоянного тока.
При этой полярности электроны испускаются раскаленным докрасна электродом в направлении заготовки. Поскольку заготовка заряжена положительно, электроны притягиваются к заготовке. Таким образом, электроны проходят через дуговой промежуток и приближаются к нему с большой скоростью. Поток электронов от источника питания к электроду постоянно пополняет этот запас электронов. Эта эмиссия электронов, связанных с обрабатываемой деталью, из электрода называется термоэлектронной эмиссией.
Электроны бомбардируют поверхность неблагородных металлов с большой кинетической энергией. Эта энергия преобразуется в тепло при столкновении с основным металлом. Это тепло локализуется на небольшом участке; и из-за этого тепла основной металл расплавляется. Проникновение такой дуги глубокое, как показано на рисунке слева на рисунке 1. Это перемещение электронов составляет 99% потока электричества. Помимо потока электронов существует также поток положительных ионов.
Рассмотренные выше электроны сталкиваются с атомами защитного газа (помимо основного металла) и ионизируют атомы защитного газа. Эти положительно заряженные ионы движутся к отрицательно заряженному электроду. Эта бомбардировка сохраняет кончик электрода горячим.
Обратная полярность
Давайте снова рассмотрим случай, когда сварочный контур при газовой вольфрамовой дуговой сварке подключается с обратной полярностью, чтобы понять тему.
В этой полярности электрод подключается к положительной клемме источника питания, а основной металл подключается к отрицательной клемме. Поток электронов в этом случае идет от отрицательно заряженного основного металла к положительно заряженному электроду. Непрерывный поток высокоэнергетических электронов попадает на электрод.
Эта бомбардировка вызывает концентрацию тепла на электроде, а не на основном металле. Теперь, в случае с GTAW, это нежелательно, потому что электрод неплавящийся, и он не должен плавиться. Вольфрамовый электрод перегревается. Таким образом, обратная полярность обычно не используется при сварке GTAW. Если используется, размер вольфрамового электрода должен быть большим, чтобы перегрев не вызывал особых проблем.
С другой стороны, такая концентрация тепла на электроде весьма желательна в случае SMAW, SAW, GMAW, FCAW и т. д. Концентрация интенсивного тепла на электроде в этих процессах вызывает расплавление электрода и получение наносится на заготовку в виде металла шва. В этом процессе на основном металле выделяется меньше тепла. Следовательно, проникновение такой дуги неглубокое по сравнению с полярностью DCEN.
Поскольку электрод подключен к положительной клемме, эта полярность также называется DCEP или положительной полярностью электрода постоянного тока.
Еще одной особенностью DCEP является то, что он оказывает очищающее действие на основной металл, прилегающий к области дуги. Это происходит из-за бомбардировки основного металла положительными ионами. Поскольку это действие происходит на катоде (заряжается отрицательно), это действие также называют катодным травлением.
Это действие травления также происходит во время полупериода переменного тока, когда электрод имеет положительную полярность.
Дуга в плазменной дуговой сварке
При плазменной дуговой сварке дуга сжимается в узкий поток плазмы с помощью сужающего сопла. Сопло представляет собой сопло с водяным охлаждением, изготовленное из меди. Используется высокое напряжение, поэтому температура плазмы в PAW также значительно выше, чем у обычной дуги в обычных процессах дуговой сварки.
Помимо сопла, из факела также выходит оболочка из защитного газа, окружающая плазму. Этот столб защитного газа еще больше сжимает плазму. Плазма представляет собой струю частиц высокой энергии с высокой скоростью, которую можно использовать для резки металлов, сварки, напыления и т. д.
Углеродная дуга При угольной дуговой сварке стабильная и ровная дуга получается при использовании отрицательной полярности электрода постоянного тока. Угольный электрод подключается к отрицательной клемме, а заготовка подключается к положительной клемме. При этом 1/3 rd всего тепла выделяется на электроде, а 2/3 rd тепла выделяется на поверхности заготовки.
В процессах сварки, в которых электрод является расходуемым материалом, электрод расплавляется и проходит через дугу. Он наносится в виде металла шва на основной металл. Прекрасным примером этого процесса является дуговая сварка защитным металлом. Еще одним прекрасным примером является дуговая сварка под флюсом. В этих процессах скорость расхода электрода соответствует скорости подачи электрода в дугу. То есть расход электрода по мере того, как металл шва пополняется свежей длиной электрода; это делается вручную или с помощью механизированного устройства.
Например, подача электрода осуществляется вручную сварщиком. При дуговой сварке под флюсом подача проволоки осуществляется устройством подачи проволоки с приводом от двигателя.
Некоторые электроды SMAW изготавливаются для использования с обратной полярностью, в то время как некоторые электроды предназначены для использования с прямой полярностью. Состав покрывающего флюса на электроде изменен, чтобы сделать его пригодным для использования с предполагаемой полярностью.
Например, E6012 — это электрод из углеродистой стали, предназначенный для использования с полярностью DCEN или AC. При этом проникновение неглубокое, а скорость расплавления высокая.
Электрод E6010 предназначен только для использования с полярностью DCEP. Проникновение глубокое. При использовании переменного тока одинаковое количество тепла выделяется как на электроде, так и на основном металле.
Это показано на рисунке ниже.
Силы дуги сварочного электрода
На сварочную дугу действуют несколько сил. Эти силы обеспечивают отрыв капли расплавленного металла и перенос ее через дугу на поверхность основного металла. Эти силы одинаковы для всех процессов дуговой сварки.
Поперек дуги происходит несколько типов переноса металла, таких как струйный перенос, шаровидный перенос, перенос с коротким замыканием и т. д. Тип переноса определяет положение сварки, в котором может использоваться процесс, глубину проплавления сварного шва, стабильность дуги, внешний вид валика и потеря разбрызгивания.
Режим передачи, в свою очередь, определяется плотностью тока, полярностью цепи, составом экранирующей оболочки и составом электрода.
На сварочную дугу воздействуют различные силы: поверхностное натяжение, гравитация, плазменный нагрев и электромагнитные силы. Давайте очень кратко рассмотрим каждый из них.
Поверхностное натяжение — это сила, которая заставляет каплю иметь наименьшую возможную площадь поверхности. Эта сила удерживает каплю расплавленного металла на кончике электрода.
В центре дуги находится струя высокотемпературной плазмы, окруженная пламенем со всех сторон. Когда капля расплавленного металла отрывается от кончика электрода, она ускоряется по направлению к основному металлу благодаря этой плазменной струе.
Гравитация, самая простая для понимания из всех сил дуги, действует просто в направлении вниз. При сварке в плоском положении сила тяжести помогает капле расплавленного металла отделиться от кончика электрода и осадиться на поверхности основного металла. Так что гравитация благоприятна для сварщика в этом положении. В положении над головой сила тяжести действует в противоположном направлении. Гравитация предотвращает прилипание расплавленной капли к сварочной ванне. Следовательно, в этом положении – сила тяжести неблагоприятна для сварщика. Сила тяжести оказывает существенное влияние только при малых течениях. При больших течениях над гравитацией преобладают другие силы.
Мы знаем, что поток заряженных частиц создает вокруг носителя заряда магнитное поле. Эта сила этого поля прямо пропорциональна скорости потока заряженных частиц. На кончике электрода через дуговой промежуток протекает поток электронов и положительно заряженных ионов. Оба этих потока создают собственные магнитные поля.
Когда эти два поля взаимодействуют друг с другом, создается сила, стремящаяся зажать каплю расплавленного металла, висящего на конце электрода. Эта сила называется силой защемления, и она буквально сжимает расплавленную каплю металла. Сила защемления уменьшает площадь поперечного сечения на кончике электрода и, таким образом, способствует отделению наконечника.
На следующем рисунке показаны эти электромагнитные силы.
Итак, все дело в сварочных дугах. Пожалуйста, не стесняйтесь делиться своими мыслями/наблюдениями в разделе комментариев ниже.
Разбогатей: как производится сварочная дуга
Как производится сварочная дуга?
При сварке электрический ток проходит между электродом и землей, создавая дугу. Этот процесс похож на миниатюрную молнию. Цель дуги состоит в том, чтобы расплавить основные металлы вместе, сплавив их в связь. В результате часть металла расходуется; поэтому для заполнения этой пустоты необходим наполнитель.
Упрощение сварки в этих терминах звучит как простой процесс. Это совсем не то. Чтобы узнать больше о том, как сварщик производит сварочную дугу, продолжайте читать!
Изучение того, как производится сварочная дуга, поможет вам стать опытным сварщиком. Понимание того, как все это работает, позволит вам настроить процесс сварки и устранить неполадки, чтобы получить желаемые сварные швы.
Прежде чем мы слишком углубимся в компоненты сварочной дуги, давайте сначала обсудим идею полярности. Поскольку электричество течет между электродом и землей, задействованы как положительный, так и отрицательный элемент. Знание разницы между этими двумя типами потока имеет решающее значение для правильной техники сварки.
Отрицательный электрод Когда что-то считается «отрицательным электродом», это означает, что электрод получает питание через отрицательную клемму на сварочном аппарате/источнике питания, и электричество течет от электрода к земле и обратно к источнику питания. источник через положительный провод. «Отрицательный электрод (прямая полярность), — говорится в статье Lincoln Electric о понимании полярности, — приводит к более быстрому плавлению электрода и, следовательно, к более высокой скорости осаждения». Поскольку ток движется непосредственно в основной металл, тепло сначала передается рабочей поверхности, а затем рассеивается.
Как вы, возможно, уже поняли, термин «электрод-положительный» относится к электроду, питающемуся от положительной клеммы, и направлению электрического потока, идущего от отрицательной клеммы к заготовке и затем течет в электрод последним, прежде чем снова войти в источник питания. «За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению», — говорит Lincoln Electric.
Текущий поток Вы заметили, что когда мы говорили о полярности электрода, мы упоминали постоянный ток. Часто называемый «постоянным током», постоянный ток течет между электродом и землей и имеет постоянную полярность. Переменный ток, или «AC», с другой стороны, чередует полярность/поток тока на постоянной основе, то есть «120 раз в секунду с током 60 герц». Хотя вы можете использовать электроды как с положительным, так и с отрицательным электродом при работе с любым током, «выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла». Если вы думаете, что это сложно, просто подождите, пока вам не придется выбирать правильный материал присадочной проволоки или проволоки для вашего приложения. Помните, мы говорили, что сварка кажется простым процессом, но это гораздо больше, чем создание маленьких молний для расплавления металла.
Чтобы разобраться во всем этом, давайте рассмотрим наиболее распространенные виды сварки. Каждый тип имеет свой уникальный способ сварки материалов для более прочного соединения. Знание этих различий поможет вам выбрать тип сварки, необходимый для вашего проекта, и, следовательно, поможет вам добиться большего успеха в сварке.
Использование дуги: общие типы сварки Мы не можем вдаваться в подробности, но давайте рассмотрим каждый из распространенных типов сварки, с которыми вы столкнетесь в своем опыте. К концу статьи можно с уверенностью сказать, что у вас будет общее представление о том, что влечет за собой сварка. Мы надеемся, что вы продолжите свое обучение, попытавшись самостоятельно заняться сваркой!
Но сначала давайте заложим основу для всех будущих проектов.
Сварка с флюсовой проволокойВ отличие от многих других видов сварки, сварка с флюсовой проволокой не требует использования защитного газа. Вместо этого использование расходуемого проволочного электрода обеспечивает все необходимое для получения чистого сварного шва. Этот проволочный электрод имеет флюсовый сердечник (отсюда и название), который сплавляет металл в вашей заготовке.
Сварка электродомФлюс также играет важную роль при сварке электродом. Флюс покрывает расходуемый сварочный стержень, что обеспечивает более чистую сварочную среду. Это также означает, что вам не нужно использовать защитный газ при сварке стержня.
Сварка MIG Проволока, используемая при сварке MIG, также является расходуемой. Однако защитный газ необходим, чтобы создать наилучшие условия для прочного сварного шва. В зависимости от типа металла, который вы свариваете, и толщины этого металла (среди прочих факторов) вам потребуется отрегулировать скорость подачи проволоки, а также многие другие параметры.
И последнее, но не менее важное: для сварки ВИГ требуется газ, но не обязательно требуется присадочный материал для передачи электричества от сварщика к заготовке. Присадочный стержень добавляет материал, сгоревший в процессе сварки TIG; однако процесс сварки не является обязательным.
Теперь, когда вы знаете, какие существуют распространенные виды сварки, давайте применим эти знания к тому, как создается дуга. Мы будем ссылаться на каждый отдельный тип сварки в объяснении, поэтому при необходимости обращайтесь к разделам выше, когда вы читаете остальную часть статьи. В противном случае, давайте начнем!
Как создается сварочная дуга Если вы визуальный ученик, приостановите чтение этой статьи и щелкните следующую ссылку Института сварки. Прокрутите страницу вниз в разделе «Как это работает?» заголовок, и вы найдете упрощенный чертеж основных компонентов сварочного аппарата, которые играют важную роль в создании сварочной дуги.
Каждый из этих компонентов — сварочный аппарат, электрододержатель, сам электрод, рабочий кабель и электродный кабель — работают вместе, чтобы возникла дуга. Помните об этом изображении, когда мы обсуждаем процесс создания дуги и ссылки, когда вам это нужно.
Источник питания: СварщикИмпульс для сварочной дуги начинается со сварщика. В конце концов, основной источник энергии создает электричество, необходимое как для плавления рабочего металла (металлов), так и для электрода. Сварочные аппараты могут быть сконфигурированы для производства переменного или постоянного тока, или того и другого, в зависимости от модели. Именно этот ток приносит мощность и тепло сварщика к заготовке.
Носитель тока: электродный кабель и электрод Электрический ток, вырабатываемый сварщиком, проходит по электродному кабелю и направляется к заготовке через электрод. Как мы упоминали выше, определение электрода отличается от одного типа сварки к другому. Тем не менее, основная задача электрода — заменить мощность сварочного аппарата на тепло и обеспечить достаточную температуру, чтобы заготовка расплавилась. Чаще всего у вас будет электрододержатель, который обеспечит буфер между сварочным аппаратом и током, проходящим через электрод.
Технически дуга является следующей в процессе между сварочным аппаратом и заготовкой. Однако, чтобы понять, почему дуга может перемещаться между сварочным аппаратом и заготовкой через электрод, необходимо знать назначение рабочего кабеля.
О молниях мы упоминали в самом начале этой статьи, а сейчас вернемся к этому природному явлению. Молния возникает, когда заряженные частицы в небе соединяются с противоположно заряженными частицами на земле. Когда они соединяются — и ударяет молния — энергия, создаваемая противоположными зарядами, «заземляется». Это означает, что заряд становится нейтральным и энергия высвобождается.
Думайте о кабеле электрода как о заряженных частицах в облаках. Рабочий трос представляет собой противоположно заряженные частицы на земле. Между сварщиком и заготовкой должен перемещаться постоянный контрастный заряд. Вот что создает молнию или дугу. Даже когда мощность «заземляется» в заготовке, внутри сварочного аппарата должно накапливаться больше энергии, готовой к разряду в заготовку, когда это потребуется.
Грубая сила в форме света: дугаЛадно, называть это «грубой силой» может быть несколько драматично. Но, учитывая количество электричества, проходящего через дугу (отсюда и ослепляющий свет, требующий темного экрана), на конце сварочного электрода находится гораздо больше энергии, чем вы могли подумать на первый взгляд.
Дуга в основном содержит энергию, которая перемещается между сварочным аппаратом и обрабатываемой деталью, которая заземляет ее. Это физическое проявление встречи заряженных частиц в сварщике с частицами с противоположным зарядом в изделии. Это линейный процесс, который происходит каждую секунду, когда вы свариваете, и это то, что позволяет вам сплавлять металлы, не обладая сверхспособностями.
Подводя итог: сварщик создает большой заряд частиц, который ищет противоположно заряженные частицы в изделии. Эти две группы частиц встречаются и разряжают свою энергию через дугу. Затем дуга рассеивается в заготовке. Чтобы поддерживать дугу, сварщик и заготовка создают цепь через заземляющий или рабочий кабель. Пока сварочный аппарат производит заряд, дуга поддерживается.
Распространенные проблемы, связанные со сварочной дугой (и способы их устранения) Если у вас возникли проблемы с созданием дуги между сварочным аппаратом и заготовкой, вот несколько шагов по устранению неполадок, которые вы можете предпринять. Иногда сварка просто требует проб и ошибок, но мы надеемся, что приведенные ниже советы и предложения устранят разочарование и сделают сварку веселым и полезным времяпрепровождением, которое большинство находит.
- Дуга без зажигания. Невозгорание дуги может быть вызвано многими причинами, большинство из которых легко вычеркнуть из списка при быстром просмотре вашего оборудования. Во-первых, проверьте блок питания. Убедитесь, что вы все еще подключены к сети и соединение защищено. Вы также можете проверить, что заземление установлено и все другие кабели надежно подключены.
- Дуга загорается, но редко. Не можете заставить дугу работать достаточно долго, чтобы расплавить любой металл? Проверьте напряжение и электрод. Возможно, напряжение слишком низкое или ваш электрод настроен неправильно.
- Дуга не полностью проникает в заготовку. Это распространенная проблема, с которой сталкивается большинство людей, когда они впервые начинают сваривать. Вообще говоря, неполный провар требует изменения одного или нескольких факторов в вашей сварочной установке. Например, вам может понадобиться более низкая скорость движения. Существует множество факторов, которые могут повлиять на глубину проникновения. Используйте свой сварочный аппарат в качестве руководства или при необходимости поищите рекомендации в Интернете.
Это лишь несколько примеров проблем, с которыми вы можете столкнуться при сварке. Просто помните, что дуга в значительной степени отвечает за создание успешного сварного шва. Чем больше вы можете сделать для продвижения дуги, тем лучше.
Полный цикл: самостоятельное создание сварочной дугиМы надеемся, что вы много узнали о том, как производится сварочная дуга. Там довольно много технических знаний, чтобы впитать. Понимание процесса сварки — один из лучших способов превратить начинающего сварщика в ученика. Потому что независимо от того, учитесь ли вы у мастера или нет, ключ к сварке заключается в настойчивости.
Лучшие методы сварки требуют времени и терпения, так что следите за новыми полезными советами, хитростями, советами, предложениями и интересными знаниями. А пока удачной сварки!
Насколько яркая сварочная дуга по сравнению с солнцем?
Сварочная дуга может быть невероятно горячей и яркой. На самом деле, они такие горячие, что вы не можете не задаться вопросом, похоже ли это на адский огонь.
Ни один сварщик не может справиться с дугой без серьезного защитного снаряжения, особенно для глаз. Сварочная дуга (особенно ночью) может выглядеть яркой, как солнце, но так ли это?
Насколько яркая сварочная дуга по сравнению с солнцем? Сварочная дуга , а не ярче солнца, какой бы яркой она вам ни казалась.
Сварочная дуга яркая и выделяет много тепла. Сварка производит около 3400 К тепла, тогда как солнце выделяет 5800 К.
Если бы мы измеряли яркость по излучаемому теплу, то солнце было бы бесспорным победителем в этой битве. Излучаемое тепло прямо пропорционально четвертой степени абсолютной температуры объекта, поэтому солнце примерно в 8,4 раза ярче.
Помните, что солнце далеко от нас. Он намного больше Земли и, к счастью, намного дальше.
Из-за расстояния нам легче смотреть на него (хотя никогда нельзя смотреть прямо на солнце).
Светимость солнца
Светимость — это количество света, излучаемого объектом в единицу времени. Это абсолютное измерение. Это не зависит от расстояния наблюдателя от объекта.
Светимость солнца 3,846 x 1026 Вт. Это настолько ярко, что астрономы даже измеряют светимость других объектов с точки зрения светимости Солнца.
Излучение при дуговой сварке из-за яркости (и риски, о которых следует знать)
Итак, мы знаем, что сварочная дуга далеко не такая яркая, как солнце.
Однако сварочная дуга невероятно яркая. Они даже производят вредное УФ-излучение, поэтому необходима защита.
Сварочная дуга испускает значительное количество УФ-излучения. Сварка металла в среде инертного газа с использованием гелия при силе тока 300 А обычно дает около 5 Вт·м -2 УФВ- и УФС-излучения на расстоянии одного метра.
Солнце в полдень, по сравнению с ним, производит меньше излучения.
Что такое излучение UVC, UVB и UVA?
Сварочная дуга испускает УФ-излучение, видимый свет и инфракрасное излучение. Существует три типа УФ-лучей в зависимости от их длины волны: УФ-А (от 315 до 400 нм), УФ-В (от 280 до 315 нм) и УФ-С (от 100 до 280 нм).
UVC – это коротковолновое излучение. Это самое вредное ультрафиолетовое излучение, излучаемое солнцем.
Фильтруется через атмосферу и не достигает Земли. Однако УФ-излучение, возникающее при сварке, может причинить значительный вред.
UVB – УФ-излучение средней длины волны. Он очень активен, но не может проникнуть через слои кожи.
Вызывает множество вредных эффектов, таких как старение кожи, замедленный загар и жжение. Он также способствует развитию рака кожи, что делает его очень опасной формой радиации.
Атмосфера блокирует большую часть ультрафиолетового излучения Солнца. Однако УФ-В излучение, создаваемое сваркой, может достигать людей и воздействовать на них.
Около 95% УФ-излучения, достигающего Земли, составляют УФА-излучения. Он имеет относительно большую длину волны и может проникать глубоко в кожу.
УФА-излучение вызывает загар кожи и способствует ее старению и образованию морщин. Недавние исследования также показали, что лучи UVA могут способствовать развитию рака кожи.
УФА-излучение также проходит через роговицу и может поглощаться хрусталиком глаза.
Что такое дуговой глаз?
УФ-излучение сварочного оборудования может повредить поверхность и слизистую оболочку глаза. Повреждение называется «глазом дуги», «глазом сварщика» или «вспышкой дуги».
Другим распространенным названием глазной дуги является конъюнктивит, который представляет собой воспаление слизистой оболочки глаза.
Симптомы «дугообразного глаза» включают:
- Боль в глазу
- Слезотечение и покраснение глаза и оболочек, окружающих глаз
- Ощущение, будто в глаз попал песок
- Чувствительность к свету
- Фотофобия
Интенсивность УФ-излучения, расстояние от сварочной дуги, угол, под которым излучение попадает в глаза, и тип защиты глаз — все это существенно влияет на время, необходимое человеку для получения дуги. глаз.
Длительное УФ-излучение нагревает хрусталик глаза. Перегрев этого хрусталика может вызвать катаракту.
Видимый свет сварочной дуги может вызвать временное ослепление и усталость глаз. Испускаемый свет настолько ярок, что радужная оболочка глаза не успевает закрыться и ограничить попадание света на сетчатку. Со временем это может создать серьезные проблемы для сварщика.
Опасность для кожи из-за УФ-излучения
Дуговая сварка создает полный спектр УФ-излучения. Небольшого расстояния между сварщиком и сварочной дугой недостаточно для защиты кожи.
УФВ и УФС излучение может проникать через кожу, подвергая сварщика серьезному риску развития рака кожи.
Кроме того, открытые участки кожи подвержены загару и ожогам вблизи сварочной дуги. Большинство сварщиков считают защитную одежду препятствием в процессе сварки.
Несмотря на то, что они являются подготовленными специалистами, они иногда пренебрегают требованиями безопасности.
Рекомендации по безопасности для предотвращения УФ-излучения при сварке
- Носите солнцезащитный крем полного спектра, защищающий от всех форм УФ-излучения
- Всегда носите защитные очки, обувь, перчатки, шлемы и кожаную одежду
- Убедитесь, что все средства защиты, особенно головные уборы, защищены от УФ-излучения
- Установите экраны или занавески для защиты окружающих
- Все находящиеся рядом должны также носить защитные очки
- Сварщики должны проходить регулярную подготовку по дерматологическим опасностям
УФ-излучение является известным фактором риска развития рака кожи. В некоторых профессиях, таких как сварка, рабочие подвергаются воздействию несолнечных источников УФ-излучения. Воздействие приводит к повышенному риску рака кожи.
Ультрафиолетовое излучение от сварки увеличивает меланому глаза. Сварщики и рабочие, подвергавшиеся воздействию УФ-излучения в анамнезе, должны регулярно посещать своего офтальмолога для осмотра.
Типы сварочных масок для защиты от УФ-излучения
Различные типы сварочных процессов требуют разных типов шлемов. Для сварки MIG требуются маски с затемнением линз №10, а для сварки TIG требуется затемнение линз №11.
Вот некоторые другие каски, обеспечивающие защиту от УФ-излучения для сварщиков.
Пассивные сварочные маски
Пассивные сварочные маски представляют собой наиболее распространенную форму сварочных масок. У него не так много причудливых функций, но он хорошо собран.
Защищает пользователя от ультрафиолетовых лучей, летящих предметов и чрезмерного нагрева во время сварки. Это отличный бюджетный вариант.
Проверьте цену электрического шлема Miller на Amazon
Автоматически затемняющиеся сварочные шлемы
Во время сварки линзу необходимо отрегулировать в соответствии с количеством излучаемого света. В пассивном шлеме сварщику приходится делать это вручную, что может сильно отвлекать.
В шлеме с автоматическим затемнением линза определяет количество получаемого света и автоматически переключается вверх или вниз.
Проверьте цены на шлем Antra Wide Shade Range на Amazon
Шлем с линзой на солнечной энергии
Некоторые шлемы с автоматическим затемнением работают от солнечной батареи.
Солнечные каски очень экономичны, так как батарея только запускает каску. Солнечная энергия питает остальные функции.
Недостатком этого шлема является то, что он не готов к использованию. Его нужно поместить на солнце за 24 часа до проекта.
Проверить цены на сварочную маску DEKOPRO на Amazon
Каски с батарейным питанием
В этих масках используется литиевая батарея, которую можно заряжать или заменять. Сварщики часто выбирают автоматические сварочные маски, готовые к использованию, так как замена линзы вручную доставляет немало хлопот.
Проверьте цены на Tanox ADF-206U на Amazon
Сварочная маска с фиксированным затемнением
Шлем с фиксированным затемнением поставляется с установленным уровнем затемнения линзы — обычно он установлен на 10. Каски с фиксированным затемнением не регулируются в соответствии с яркостью дуги. .
Если шлем не обеспечивает оптимальную защиту от дуги, шансы сварщика на получение дугового разряда увеличиваются.
Этот шлем идеально подходит для сварщиков-любителей. Это отличный выбор для небольших сварочных работ, таких как фиксация железных перил дома.
Это не идеальный выбор для профессиональных сварочных работ, когда яркость дуги может значительно увеличиться.
Проверить цены на сварочную маску Jackson Safety Welding Helmet на Amazon
Сварочная маска с регулируемым затемнением
Этот шлем предпочитают сварщики, работающие над различными проектами. В отличие от шлемов с фиксированными линзами, линза в этом шлеме адаптируется к различным уровням яркости дуги и настраивается соответствующим образом.
Большинство шлемов с регулируемым затемнением имеют степень затемнения от 9 до 13.
Если вы используете разные процессы сварки (Stick, MIG и TIG) или разную силу тока, яркость дуги будет меняться. Шлемы с переменными линзами являются оптимальным выбором для таких процедур.
Проверить цены на сварочный шлем JSungo на Amazon
Вопросы по теме
Сварка горячее солнца?
На ощупь да, сварка жарче солнца. Однако это только потому, что сварщик находится в такой непосредственной близости от источника тепла.
Если бы параметры оценки для обоих этих вопросов были справедливыми, и тепло, выделяемое ими, оценивалось с одинакового расстояния, тепло солнца выдуло бы тепло, выделяемое при сварке, прямо из воды!
Сварочная дуга ярче солнца?
Несмотря на то, что сварочная дуга не ярче солнца, она достаточно яркая, чтобы причинить значительный вред зрению из-за того, что она находится близко к глазам сварщика. Если бы вы были так близко к солнцу, вы бы сгорели дотла задолго до того, как вам пришлось бы беспокоиться о повреждении глаз.
Сварочная дуга также производит много излучения и вредна для кожи. Итак, давайте пропустим часть «, насколько яркой является сварочная дуга » и сосредоточимся на том, чтобы оставаться в безопасности, несмотря ни на что.
Если сварочная дуга ярче солнца, почему мы не используем сварочные каски для наблюдения за солнечными затмениями?
Есть разные отзывы об использовании сварочных шлемов для наблюдения затмений. Согласно некоторым источникам, НАСА одобряет использование линз с затемнением 14 для затмений.
Какой бы шлем вы ни выбрали, убедитесь, что он соответствует стандартам ANSZI Z87.1 – 2003 (также известному как ANSI Z87+). Стандарт ANSI свидетельствует о том, что шлем прошел независимое тестирование на предмет мер безопасности.
Их оценивают по их способности защищать от летающих на высокой скорости объектов, а также от УФ-излучения.
Все каски, прошедшие этот стандарт, обеспечивают 100% фильтрацию ультрафиолетового и инфракрасного излучения независимо от настроек затемнения. Стандарт также проверяет, обеспечивает ли шлем заявленную скорость переключения при низких и высоких температурах, поскольку некоторым шлемам требуется время для переключения оттенков при низких температурах.
Pro-Fusion: процессы точной дуговой сварки
Pro-Fusion: процессы точной дуговой сварки Сварка мелких деталей не означает бегства к лазерному сварочному оборудованию
хранить.
Двумя наиболее популярными методами прецизионного соединения являются TIG и Plasma. сварочные процессы. Достижения в области источников питания, методов сварки и управления технологическими процессами позволили повысить точность сварки, и теперь этот процесс используется даже более точные приложения. | |||
| Вернуться к началу | |||
О Pro-Fusion | Copyright 2003-2015 Pro-Fusion by Elderfield & Hall. | ||
Процедуры, методы и оборудование для обеспечения безопасности дуговой сварки
Дуговая сварка, также известная как сварка электродом, успешно применяется практически для всех типов металлов. В этом посте рассматриваются процедуры, которые могут применяться для сварки плавлением стального листа, и приводятся основные этапы и процедуры, необходимые для получения приемлемого дугового сварного шва. Дополнительные инструкции и информацию по дуговой сварке других металлов можно получить в учебных заведениях и у различных производителей сварочного оборудования.
Первым шагом в подготовке к дуговой сварке является проверка наличия необходимого оборудования и правильность подключения сварочного аппарата и его исправность. Особое внимание следует уделить заземлению, так как плохое соединение приводит к колеблющейся дуге, которую трудно контролировать.
При использовании экранированного электрода оголенный конец электрода следует зажать в держателе под углом 90° к губкам. (Некоторые держатели позволяют вставлять электрод под углом 45°, когда это необходимо для различных положений сварки.)
Перед началом сварки необходимо проверить следующий типовой список предметов:
- Используются ли надлежащие средства индивидуальной защиты, включая сварочный шлем, сварочные перчатки, защитную одежду и обувь; если нет, то в хорошо проветриваемом помещении, соответствующем дыхательном оборудовании?
- Правильно ли выполнено заземляющее соединение с заготовкой и обеспечивает ли оно хорошее соединение?
- Правильно ли выбран электрод типа и размера для работы?
- Правильно ли закреплен электрод в держателе?
- Совпадает ли полярность машины с полярностью электрода?
- Машина находится в хорошем рабочем состоянии и отрегулирована ли она для обеспечения необходимого тока для работы?
Сварочная дуга зажигается при прикосновении электрода к основной металлической пластине и немедленном отведении его на небольшое расстояние. В тот момент, когда электрод касается пластины, через точку контакта протекает ток. При извлечении электрода образуется электрическая дуга, расплавляющая пятно на пластине и на конце электрода.
Чтобы правильно зажечь дугу, нужна практика. Основная трудность, с которой сталкивается новичок в розжиге дуги, – это прилипание электрода к работе. Если электрод не вынимается сразу после контакта с металлом, высокая сила тока проходит через электрод, вызывая его прилипание или примерзание к пластине, что практически приводит к короткому замыканию сварочного аппарата. Быстрый поворот запястья вправо или влево обычно отрывает электрод от заготовки. Если это не помогло, быстро отсоедините держатель от электрода и выключите аппарат. Небольшое долото и молоток освобождают электрод от металла, чтобы его можно было снова зажать в держателе. После этого сварочный аппарат можно снова включить.
Существует два практически одинаковых метода зажигания дуги. Одним из них является метод касания или постукивания. При использовании этого метода электрод следует держать в вертикальном положении и опускать до тех пор, пока он не окажется на дюйм или около того выше точки, в которой должна зажечься дуга. Затем электродом слегка постукивают по заготовке и сразу же поднимают, чтобы образовалась дуга длиной примерно ¼ дюйма. [Рис. 1]
| Рис. 1. Сенсорный метод запуска дуги |
Второй (и, как правило, более простой для освоения) метод — метод царапанья или подметания. Для зажигания дуги методом царапанья электрод держат непосредственно над пластиной под углом 20°–25°. Дуга должна зажигаться, проводя электродом движением запястья и слегка царапая пластину. Затем электрод немедленно поднимают, чтобы образовалась дуга. [Рисунок 2]
| 0605 |
Любой метод требует некоторой практики, но со временем и опытом он становится простым. Ключ в том, чтобы быстро поднять электрод, но только примерно на ¼ дюйма от основания, иначе дуга пропадет. Если его поднимать слишком медленно, электрод прилипает к пластине.
Для формирования однородного валика электрод необходимо перемещать вдоль пластины с постоянной скоростью в дополнение к подаче электрода вниз. Если скорость продвижения слишком медленная, образуется широкий перекрывающийся валик без сплавления по краям. Если скорость слишком высока, валик слишком узкий и почти или совсем не плавится на пластине.
Правильную длину дуги нельзя определить, глядя на нее. Вместо этого полагайтесь на звук, который издает короткая дуга. Это резкий треск, и он должен быть слышен во время перемещения дуги вниз к поверхности пластины и вдоль нее.
Хороший сварной шов на плоской пластине должен иметь следующие характеристики:
- Небольшое количество брызг на поверхности пластины или их отсутствие.
- Дуговой кратер в валике диаметром примерно 1⁄16 дюйма после разрыва дуги.
- Бортик должен быть слегка наращен, без металлического нахлеста на верхней поверхности.
- Буртик должен хорошо проникать в основной металл примерно на 1/16 дюйма.
На рис. 3 приведены примеры техники оператора и настроек сварочного аппарата.
| Рис. 3. Примеры хороших и плохих сварных швов электродом |
При подаче электрода его следует держать под углом от 20° до 25° в направлении движения из готовой бусины. [Рисунок 4]
| Рис. 4. Угол наклона электрода |
Это показывает глубину проплавления или плавления сварного шва. Кратер образуется за счет давления газов на кончике электрода, прижимающего металл сварного шва к краям кратера. Если электрод удаляют медленно, кратер заполняется.
Если вам нужно перезапустить дугу прерванного валика, начните сразу перед кратером предыдущего сварного валика, как показано в позиции 1, рис. 5. Затем электрод следует вернуть к задней кромке кратера ( шаг 2). С этого момента сварку можно продолжить путем сварки прямо через кратер и вниз по линии сварки, как планировалось изначально (шаг 3).
| Рисунок 5. Повторный запуск дуги |
После образования валика необходимо удалить каждую частицу шлака из области кратера перед повторным запуском дуги. Это достигается с помощью отбойного молотка и проволочной щетки и предотвращает попадание шлака в сварной шов.
Многопроходная сварка
Для сварки кромок и угловых швов тяжелых металлов часто требуется наложение нескольких валиков для завершения сварного шва. Важно, чтобы валики наносились в заранее определенной последовательности, чтобы получить наиболее прочные сварные швы с наилучшими пропорциями. Количество валиков определяется толщиной свариваемого металла.
Листы размером от 1⁄8 до ¼ дюйма можно сваривать за один проход, но их следует прихватывать через определенные промежутки времени, чтобы обеспечить их выравнивание. Любой сварной шов на листе толщиной более ¼ дюйма должен иметь скошенные кромки и выполняться в несколько проходов.
Последовательность наплавки валика определяется типом соединения и положением металла. Весь шлак должен быть удален с каждого валика до того, как будет нанесен другой валик.
Типовая многопроходная разделочная сварка стыковых соединений показана на рис. 6. при изменении положения сварного соединения или типа соединения может возникнуть необходимость изменить любое одно из следующих условий или их комбинацию:
- Значение тока
- Электрод
- Полярность
- Длина дуги
- Техника сварки
Значения тока определяются размером электрода, а также положением сварки. Размер электрода зависит от толщины металла и подготовки шва. Тип электрода определяется положением сварки. Производители указывают полярность для каждого электрода. Длина дуги регулируется комбинацией размера электрода, положения сварки и сварочного тока.
Поскольку нецелесообразно указывать все возможные варианты, вызванные различными условиями сварки, здесь обсуждается только информация, необходимая для часто используемых положений и сварных швов.
Сварка в плоском положении
При сварке в плоском положении обычно используются четыре типа сварных швов: валик, паз, угловой шов и соединение внахлестку. Каждый тип обсуждается отдельно в следующих параграфах.
Сварка валиком
Сварка валиком использует тот же метод, что и при наплавке валика на плоскую металлическую поверхность. [Рисунок 7] Единственное отличие состоит в том, что наплавленный валик находится на стыке двух стальных пластин, сплавляя их вместе. Квадратные стыковые соединения могут быть сварены в один или несколько проходов. Если толщина металла такова, что при сварке с одной стороны невозможно получить полное сплавление, стык необходимо сваривать с двух сторон. Большинство соединений должны быть сначала сварены прихваточным швом, чтобы обеспечить выравнивание и уменьшить деформацию.
| Рис. 7. Надлежащий сварной шов |
Сварка с разделкой кромок
Сварка с разделкой кромок может выполняться на стыковом соединении или внешнем угловом соединении. Сварные швы с разделкой кромок выполняются на стыковых соединениях, где толщина свариваемого металла составляет ¼ дюйма или более. Стыковое соединение может быть выполнено с использованием одинарного или двойного паза в зависимости от толщины пластины. Количество проходов, необходимых для завершения сварки, определяется толщиной свариваемого металла и размером используемого электрода.
Любой шов с разделкой кромок, выполненный более чем за один проход, должен быть тщательно удален со всех предыдущих сварочных отложений шлака, брызг и оксида перед сваркой поверх них. Некоторые из распространенных типов сварных швов с разделкой кромок, выполняемых на стыковых соединениях в горизонтальном положении, показаны на рис. 8.