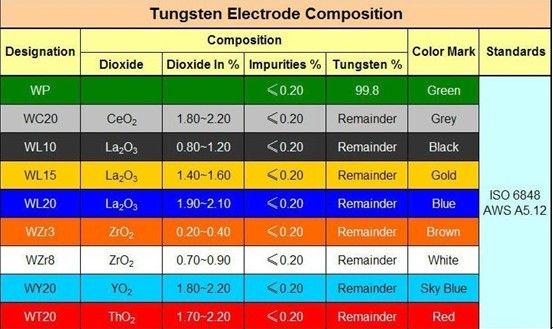
Классификация вольфрамовых электродов по цветам
Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
- WZ-8 (белый) — содержат 0,8% оксида циркония.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому нагрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
- WP (зеленый) — содержат 99,5% вольфрама.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
- WC-20 (серый) — содержат 2 % оксида церия.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WL-15 (золотистый), WL-20 (синий) — содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WY-20 (темно-синий) — содержат иттрий (1,8-2,2%).
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.
- WT-20 (красный) — содержат оксид тория.
Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий — радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу — достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое «брожение». Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Читайте также:
- Всё о вольфрамовых электродах
Классификация и маркировка прутков, изготовленных из вольфрама
Каждый специалист знает, что сварку аргоном необходимо производить, применяя вольфрамовые электроды, которые относятся к неплавящимся.
Они вызывают образование дуги и удерживают её. Существует много типов, отделить каждый помогает маркировка, которая наносится при производстве.
- Характеристика вольфрамовых прутков
- Сферы применения электродов
- WP с зелёным наконечником
- WZ-20 с серым наконечником
- WL с синим наконечником
- WZ с белым наконечником
- WT-20 с красным наконечником
- Критерии выбора вольфрамовых электродов
- Способы и особенности заточки
Характеристика вольфрамовых прутков
Вольфрамовыми электродами называют тугоплавкие стержни, с помощью которых формируется электродуга, необходимая для того, чтобы в процессе сварки расплавить кромки присадочного материала и соединяемых деталей. Применяются они преимущественно для аргоновой сварки. Ими сваривают разнообразные конструкции, включая и трубчатые. Для этих целей вольфрам выбран неслучайно. Он наиболее тугоплавкий металл из всех имеющихся в природе.
Применяются они преимущественно для аргоновой сварки. Ими сваривают разнообразные конструкции, включая и трубчатые. Для этих целей вольфрам выбран неслучайно. Он наиболее тугоплавкий металл из всех имеющихся в природе.
В ГОСТе оговорены все требования к маркировке стержней из вольфрама. Это позволяет отнести их к определённому типу (неважно в какой стране они произведены). Согласно требованиям, маркировка должна содержать в себе, кроме типа изделия, ещё и состав материала.
Такие электроды можно определить по первой букве «W», которая включена в обозначение. Большая часть этих прутков содержит малую долю легирующих добавок. Они позволяют повысить срок эксплуатации изделия и улучшить его технические характеристики. Вторая буква в маркировке говорит о виде легирующего вещества.
Легирующие добавки бывают следующих типов:
- «С» — оксид церия. Электроды из вольфрама, в состав которых входит эта добавка, являются универсальными.
 Применяются для сваривания любым током, даже при небольших значениях поддерживают стабильное горение дуги;
Применяются для сваривания любым током, даже при небольших значениях поддерживают стабильное горение дуги; - «Z» — оксид циркония. Электроды, в состав которых входит оксид циркония, применяются для сварки на переменном токе. Используя их, стоит следить за тем, чтобы в сварочной ванне не было ни капли загрязнений. Дуга, которая образуется такими прутками, отличается высокой мощностью и стабильностью. В сравнении с прочими изделиями, электроды из вольфрама, в состав которых входит оксид циркония, могут выдержать значительные токовые нагрузки;
- «L» — оксид лантана. Изделия с этой добавкой обеспечивают высокую устойчивость и лёгкий розжиг сварочной дуги, а также повторное быстрое зажигание. При их применении значительно увеличивается рабочий ток и понижается риск прожига соединяемых элементов. Такие электроды долговечны. По сравнению с изделиями, изготовленными из чистого вольфрама, сварочную ванну они загрязняют меньше;
- «Е» — оксид тория. Электроды с этой добавкой очень популярны. А всё из-за их достоинств. Такие изделия чаще всего применяют для соединения элементов из нержавеющей стали, которое осуществляется на постоянном токе. При заточке и сварке в помещении закрытого типа рабочее место стоит обеспечить вытяжной вентиляцией. А всё из-за того, что торий является металлом радиоактивным, пыль и пары которого могут отрицательно действовать на человеческий организм. А ещё при сварке элементов на переменном токе может скакать дуга по выступающим поверхностям. И этот фактор ухудшает качество соединения;
- «Y» — иттрий. Эти изделия наиболее прочные. Именно по этой причине их применяют для сваривания особо важных конструкций. Сварка производится на постоянном токе;
- «P» — чистый вольфрам. Если в маркировке присутствует эта буква, то это значит, что изделие на 99,5% выполнено из чистого вольфрама. Электроды из вольфрама без всяких добавок, обеспечивают дуговую устойчивость при сваривании на переменном токе. Именно их используют для аргоновой сварки алюминиевых элементов.
 Применяются для сваривания любым током, даже при небольших значениях поддерживают стабильное горение дуги;
Применяются для сваривания любым током, даже при небольших значениях поддерживают стабильное горение дуги; Электроды с этой добавкой очень популярны. А всё из-за их достоинств. Такие изделия чаще всего применяют для соединения элементов из нержавеющей стали, которое осуществляется на постоянном токе. При заточке и сварке в помещении закрытого типа рабочее место стоит обеспечить вытяжной вентиляцией. А всё из-за того, что торий является металлом радиоактивным, пыль и пары которого могут отрицательно действовать на человеческий организм. А ещё при сварке элементов на переменном токе может скакать дуга по выступающим поверхностям. И этот фактор ухудшает качество соединения;
Электроды с этой добавкой очень популярны. А всё из-за их достоинств. Такие изделия чаще всего применяют для соединения элементов из нержавеющей стали, которое осуществляется на постоянном токе. При заточке и сварке в помещении закрытого типа рабочее место стоит обеспечить вытяжной вентиляцией. А всё из-за того, что торий является металлом радиоактивным, пыль и пары которого могут отрицательно действовать на человеческий организм. А ещё при сварке элементов на переменном токе может скакать дуга по выступающим поверхностям. И этот фактор ухудшает качество соединения; Именно их используют для аргоновой сварки алюминиевых элементов.
Именно их используют для аргоновой сварки алюминиевых элементов.Для того, чтобы специалист получил более подробную информацию об электродах из вольфрама, в маркировке имеются и обозначения цифрами.
Первые цифры после букв указывают точное процентное содержание легирующей добавки. К примеру, цифра 15 обозначает, что в состав входит 1,5% легирующего вещества. Вторые цифры, которые от первых отделены дефисом, указывают длину изделия в миллиметрах.
Самая распространённая длина 175 миллиметров. Но длина электродов может быть и 50, 75 или же 150 миллиметров. Детали с различными геометрическими параметрами свариваются электродами из вольфрама разного сечения. Значение сечения может быть 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 миллиметров.
Для того чтобы можно было определить с первого взгляда, для чего применяется и к какому виду электрод относится, концы разных марок окрашивают в определённые цвета.
Значение цветов, в которые окрашивают электроды:
- Тёмно-синий. Электроды WY-20. В его состав входит 2% иттрия.
- Оранжевый WT-40. В составе содержит 4% оксида тория.
- Фиолетовый — марки WT-30, в составе 3% оксида тория.
- Красный WT-20 содержит 20% оксида тория.
- Жёлтые WT-10 содержат 10% оксида тория.
- Белые WZ-8 имеют в своём составе 0,8% оксида циркония.
- Синие WL-20 имеют 2% оксида лантана.
- Чёрные WL-10. В их составе имеется 1% оксида лантана.
- Золотые электроды марки WL-15 обогащены 1,5% оксида лантана.
- Серые WC-20. В них содержится 2% оксида церия.
- Зелёным цветом обозначается чистый вольфрам. Он обозначается WP.
 Электроды WY-20. В его состав входит 2% иттрия.
Электроды WY-20. В его состав входит 2% иттрия.Сферы применения электродов
Отличительные характеристики вольфрамовых электродов определяют их область применения.
WP с зелёным наконечником
Эти электроды, которые изготовлены из чистого вольфрама, применяются для аргоновой сварки при переменном токе. Благодаря им производят аргонодуговую сварку элементов, изготовленных из никеля, магния и их сплавов, а также алюминиевой бронзы (медно-алюминиевый сплав) и чистого алюминия. Характерные особенности этих электродов таковы:
Характерные особенности этих электродов таковы:
- Для человеческого здоровья безопасны.
- Плохо переноситься значительная токовая нагрузка.
- Короткий срок эксплуатации.
- Плохо зажигается дуга.
WZ-20 с серым наконечником
Эти электроды тоже применяются в аргоновой сварке. Благодаря им можно сваривать детали из высоколегированной стали, высокоплавящихся металлов (тантал, молибден и прочие), титана, никеля, меди и их сплавов. Сваривание производится на токе постоянном, который подключают по прямой полярности.
Отличительными чертами являются:
- Безопасность для здоровья человека.
- Хорошо переносятся значительные токовые нагрузки.
- Срок эксплуатации продолжительный.
- Хорошая зажигаемость дуги.
WL с синим наконечником
Прутки марки WL-10, 15, 20 предназначаются для выполнения работ на постоянном или переменном токе. Ими можно осуществлять соединение элементов с малой толщиной, изготовленных из высоколегированных и обычных сталей, а также осуществляют плазменную сварку и напыление.
Ими можно осуществлять соединение элементов с малой толщиной, изготовленных из высоколегированных и обычных сталей, а также осуществляют плазменную сварку и напыление.
Характерные черты:
- Для человека безопасны.
- Токовые нагрузки переносятся хорошо.
- Срок эксплуатации продолжительный.
- Зажигаемость дуги удовлетворительная.
WZ с белым наконечником
Эти прутики применяются для сварки в среде аргона на переменном токе. С их применением осуществляют сварку аргонодуговую элементов, выполненных из никеля, магния и их сплавов, а также из медноалюминиевых сплавов и алюминия.
Отличительные черты:
- Для человека абсолютно безопасны.
- Токовые нагрузки переносят хорошо.
- Срок службы длительный.
- Сварочная дуга зажигается удовлетворительно.
WT-20 с красным наконечником
Изделия с такой маркировкой используют для сварки аргонодуговой на постоянном токе. Ими сваривают изделия из титана, никеля, меди и их сплавов, а также высокосплавляющихся металлов и высоколегированных сталей.
Ими сваривают изделия из титана, никеля, меди и их сплавов, а также высокосплавляющихся металлов и высоколегированных сталей.
Характерные особенности:
- Для здоровья опасны.
- Токовые значительные нагрузки переносятся отлично.
- Срок службы довольно длительный.
- Сварочная дуга зажигается хорошо.
К вольфрамовым электродам, в состав которых входит торий, относятся прутки марок WT-30 и WT-40. Но из-за того, что в их составе значительное количество радиоактивного элемента, применять его для работ не советуют. Их пары несут вред для здоровья человека и окружающей среды.
Критерии выбора вольфрамовых электродов
При выборе электродов вольфрамовых нужно ориентироваться на следующие параметры:
- Качество заточки.
- Геометрия острия, которая определяет многие характеристики процесса сварки.
- Диаметр, который влияет на толщину формируемого сварочного шва.
- Наличие легирующих добавок, химический состав и тип электрода.

Значительное влияние на выбор электрода той или иной марки оказывают характеристики соединяемых элементов: состав материала, размеры и прочие. При выборе можно обращаться к собственному опыту или справочным материалам.
Способы и особенности заточки
Важным параметром является заточка электродов из вольфрама. На неё необходимо обращать особое внимание. Такие важные характеристики, как распределение энергии, которую заточка передаёт металлу соединяемого элемента и давление сварочной дуги зависят от формы заточки направляющего электрода. По этой причине, от того, как электрод заточен, зависят ширина и глубина свариваемого шва, а также размеры зоны проплавления соединяемого материала.
В зависимости от параметров соединяемых элементов и от вида электрода, который выбран для сваривания элементов, подбирается форма заточки рабочего конца вольфрамового электрода.
Для электродов с марками WL-10, 15, 20 и WP применяют заточку сферической формы, так как на него не такая сильная тепловая нагрузка. А на конце электрода марки WT-20 делают небольшую выпуклость. Тип используемого тока для сварки также оказывает влияние на форму заточки.
А на конце электрода марки WT-20 делают небольшую выпуклость. Тип используемого тока для сварки также оказывает влияние на форму заточки.
Заточка электродов неплавящихся может производиться с помощью:
- Химических средств.
- Автоматизированного станка.
- Точильного настольного станка.
- Специальной машинки для затачивания электродов изготовленных из вольфрама.
Чтобы узнать длину заточки, необходимо диаметр прутка умножить на 2,5. Полученное в миллиметрах значение и является длиной участка, который следует заточить. Сложнее выдерживать оптимальный угол заточки. Исходя из ГОСТа необходимо затачивать вольфрамовые электроды таким образом, чтобы угол конуса был примерно 28−30 градусов.
По поводу оптимального угла заточки споры ведутся до сегодняшнего дня. Ведь если угол будет составлять 17 градусов, то можно получить качественный провар. А при работе с несущими конструкциями и толстым металлом это очень важно.
А вот угол в 60 градусов дугу стабилизирует. Процесс сваривания при этом проходит проще и быстрее, но провар при этом снижается.
Не очень сложным является процесс ручной заточки, но очень сложно при этом выдерживать ее значения в допустимых пределах. Самый точный результат получается в том случае, если пруток зажать в патрон дрели и точить на малых оборотах болгаркой или наждаком.
Для избежания погрешностей можно купить специальное точильное оборудование. С его помощью можно будет достичь идеальной заточки. Составными деталями такого оборудования являются: регулятор угла заточки и оборотов, алмазный диск и электродвигатель.
При ручной заточке могут возникать такие ошибки:
- Риски — дуговое блуждание.
- Тупой угол заточки. При этом понижается проварка шва.
- Сильно острый угол. Начинает быстро плавиться электрод, изготовленный из вольфрама.
- Заточка несимметричная. Передвижение сварочной дуги неконтролируемое.
- Ширина меньше или больше нормы. Понижается проплавление шва.
 Передвижение сварочной дуги неконтролируемое.
Передвижение сварочной дуги неконтролируемое.Как видно из вышесказанного, заточка оказывает влияние на многие сварочные факторы. Именно по этой причине её качеством пренебрегать не следует. Имеет смысл приобрести затачивающий станок, если вы много времени работаете с аргонодуговой сваркой. Если же вы не очень часто проводите сварочные работы, то заточку может провести специалист.
для чего используется, классификация, характеристики
Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов — вот для чего вольфрамовые производятся в огромных количествах и самых разных видов.
Современные сварочные технологии для новых сплавов — вот для чего вольфрамовые производятся в огромных количествах и самых разных видов.
Содержание
- При чем здесь волчьи сливки?
- Не боимся китайских расходников
- Классификация и маркировка
- Как выбрать самый подходящий расходник
- Заточка и еще раз заточка
- Аргонодуговая сварка, советы
При чем здесь волчьи сливки?
Схематическая сварка вольфрамовым электродом.Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf — волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других .
Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других .
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Дальнейшая классификация основана исключительно на содержании конкретных легирующих добавок к вольфраму: какая добавка — такая и буква на втором месте в маркировочных аббревиатурах. А на первом месте, конечно же, буква W – вольфрам.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик. Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов. На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG — Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая в среде инертного защитного газа в трех вариантах — ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр , от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
При выборе расходника по составу свариваемых поверхностей и методу сварки лучше пользоваться справочниками.
Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Как затачивать вольфрамовые электроды.Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.

Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G—Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH — компактный ручной станок для заточки под углами от 0° до 90°.
Аргонодуговая сварка, советы
Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления.
 В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Вольфрамовый электрод — классификация, маркеировки, виды, характеристики, заточка
Сварка, выполняемая в среде защитного газа (гелия или аргона), требует наличия вольфрамовых электродов, которые относятся к категории неплавящихся. За счет своей тугоплавкости вольфрамовый электрод выдерживает большие температуры и длительный беспрерывный срок работы. В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.
В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.
Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» – это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» – диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» – диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» – оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» – оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
 Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Способы заточки вольфрамовых электродов
Заточка вольфрамовых электродов – наиважнейшая составляющая правильно проведенного сварочного процесса. Поэтому все сварщики, занимающиеся сваркой в среде аргона, очень тщательно проводят эту операцию. Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбирается от вида используемого электрода и от параметров двух свариваемых металлических заготовок.
- Рабочий конец электродов марки WP, WL – это сфера (шарик).
- На WT также делают выпуклость, но небольшого радиуса. Скорее, просто обозначают скругленность электрода.
- Остальные виды затачиваются под конус.
Когда варится алюминиевый стык, на электроде сфера образуется сама. Поэтому, проводя сварку алюминия, нет необходимости проводить заточку электрода.
Какие ошибки заточки к чему могут привести.
- Ширина заточки сильно отличается от нормы, то есть, может быть очень широкой или очень узкой. В этом случае вероятность непроплавления шва сильно увеличивается.
- Если проведена несимметричная заточка, то это гарантия отклонения сварочной дуги в одну из сторон.
- Угол заточки слишком острый – снижается срок эксплуатации электрода.
- Угол заточки слишком тупой – уменьшается глубина проплавки шва.
- Риски, оставленные от абразивного инструмента, расположены не вдоль оси прутка. Получите такой эффект, как блуждание дуги. То есть, нарушается стабильное и равномерное горение сварной дуги.
 В этом случае вероятность непроплавления шва сильно увеличивается.
В этом случае вероятность непроплавления шва сильно увеличивается.Кстати, существует простая формула, определяющая длину затачиваемого участка. Она равна диаметру прутка, умноженного на постоянный коэффициент – 2,5. Существует и таблица, в которой обозначается соотношение диаметра электродов с длиною затачиваемого конца.
Точить конец вольфрамового прутка надо поперек, как карандаш. Можно точить на электрическом наждаке или на болгарке. Чтобы добиться равномерного снятия металла по всей зоне заточки, можно закрепить пруток в патроне дрели. И вращать его на малых оборотах электроинструмента.
И вращать его на малых оборотах электроинструмента.
В настоящее время производители специального электрического оборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант сделать заточку качественной. В состав станка входит:
- Алмазный диск.
- Фильтр для сбора пыли.
- Настройка оборотов рабочего вала.
- Настройка угла заточки. Этот параметр варьируется в пределах 15-180°.
Исследования, найти оптимальный угол заточки, проводятся постоянно. В одном НИИ был проведен тест, где электрод из вольфрама марки WL проверялся на качество сварного шва путем его заточки под разные углы. Были выбраны сразу несколько угловых размеров: от 17 до 60°.
Были определены точные параметры сварочного процесса:
- Сваривались два металлических листа из коррозионностойкой стали толщиною 4 мм.
- Ток сварки – 120 ампер.
- Скорость – 10 м/ч.
- Положение сварки – нижнее.
- Расход инертного газа – 6 л/мин.

Результаты эксперимента таковы. Идеальный шов получился, когда использовался пруток с углом заточки в 30°. При угле в 17° форма шва была конусной. При этом сам процесс сварки проходил нестабильно. Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Как видите, угол заточки играет важную роль в сварочном процессе. И неважно, используются электроды по нержавейке, стали или меди. При любых вариантах нужно правильно заточить пруток, ведь последствия могут быть крайне отрицательными. Описание прутков по цветам и химическим характеристикам помогает правильно сделать выбор, а заодно и выбрать форму заточки.
Вольфрамовые электроды — экономичность и качество сварки
Редкий металл вольфрам имеет уникальную температуру плавления. Он является абсолютным лидером по тугоплавкости среди металлов, оставаясь твердым при супер высоких температурах. Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
Содержание
- 1 WolfRahm — волчьи сливки?
- 2 Условия применения
- 3 Классификация и маркировка
- 3.1 Марки
- 3.2 Правила выбора
- 4 Советы
WolfRahm — волчьи сливки?
Открытие металла состоялось еще в 18 веке. Именно тогда он получил странное (с точки зрения перевода на русский язык) название. Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Несмотря на то, что металл известен уже более двух веков, его массовое использование пришлось только на начало 20 столетия. Производителям сварочной техники стало понятно, что вольфрам и сварное дело — понятия неразделимые. Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Лидером по запасам и добыче вольфрама является Китай, поэтому не стоит переживать, если на упаковке вольфрамовых электродов в качестве страны происхождения указывается КНР.
Условия применения
Чтобы избежать появления окислов на соединительном шве, сварка вольфрамовыми электродами производится исключительно в защитной среде — газовой. Задача газа — защитить зону сваривания металлов от кислорода и воды. Обязательное условие — газ должен быть инертным, то есть не вступать в химическую реакцию с материалом. Чаще для этих целей используют аргон, чуть реже — гелий. Могут использоваться специальные смеси газов. Причина частого применения аргона — доступность и универсальность.
Отметим, что формирование защитной газовой среды в разных сварочных системах происходит по-разному. Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой.
Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.

Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
 Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый; Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол.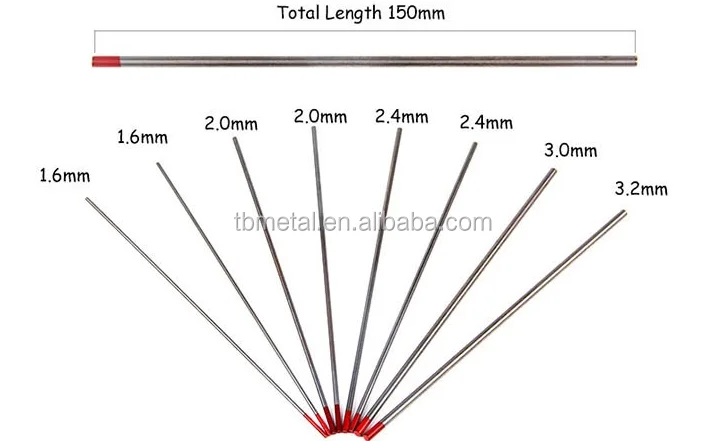 Правила выбора угла заточки:
Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности. Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
- В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
- Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
- Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
- Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
 Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка. Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна. Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Используемая литература и источники:
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Поделиться в социальных сетях
Вольфрамовые электроды для аргонодуговой сварки. По цветам
Екатерина
Время чтения: 5 минут
Вольфрамовые электроды широко применяются при сварке самых разнообразных металлов. Они изготавливаются из вольфрама — тугоплавкого материала, обеспечивающего стабильное горение дуги. Вольфрамовые электроды относятся к классу неплавящихся, поскольку они плавятся при крайне высоких температурах. При обычных условиях сварки такие температуры практически не используются. Поэтому расход у вольфрамовых электродов крайне невелик.
Вольфрамовые электроды относятся к классу неплавящихся, поскольку они плавятся при крайне высоких температурах. При обычных условиях сварки такие температуры практически не используются. Поэтому расход у вольфрамовых электродов крайне невелик.
Все электроды для сварки имеют свою маркировку. На каких-то она указана в виде буквенных или числовых отметок. А в случае с вольфрамовыми стержнями марка указывается с помощью цвета. Конец электрода окрашивается в тот или иной цвет, в котором зашифрована марка. В этой статье мы подробно расскажем, что скрывается за каждым из цветов и как читать буквенные обозначения.
Содержание статьи
- Общая информация
- Маркировка по цветам
- Буквенные обозначения
- Вместо заключения
Общая информация
Классификация вольфрамовых электродов по цветовому индикатору принята в большинстве стран мира. Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Маркировка по цветам
Итак, мы теперь знаем, что такое цветовая индикация и зачем она нужна. Теперь пора узнать, что обозначает каждый цвет по отдельности. Но сначала разберемся, какая именно информация таится за цветовой индикацией.
За каждым цветом зашифрован размер сварочного стержня, его химический состав и основные характеристики. Если вы запомните всю информацию, зашифрованную в цветах, то сможете за секунды определять, какой электрод вам необходим.
Ниже таблица с кратким перечнем цветов. Из нее вы узнаете, что значат электроды зеленого цвета, синие электроды, красные и т.д.
В таблице видно, что у каждого цвета есть буквенная и числовая расшифровка. Вне зависимости от цвета маркировка всегда начинается с буквы W. Следующая буква обозначает, какой еще металл есть в составе, помимо вольфрама. Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
А теперь давайте более подробно разберем, что значит каждая буква.
Буквенные обозначенияЦветовая маркировка вольфрамовых электродов не обходится без правильной расшифровки. Недостаточно просто запомнить цвет. Важно понимать, какая марка кроется за цветовой индикацией.
Итак, буквы WP в марке обозначают, что электрод состоит из чистого вольфрама и не содержит примесей. По факту примеси все же могут быть, но их количество не превышает 0.5%. Такие электроды используются крайне редко. Поскольку чистый вольфрам обладает довольно специфичными свойствами и часто нуждается в разбавлении своего состава иными металлами.
Далее идут буквы, обозначающие металлы, подмешанные к вольфраму.
Буква С обозначает, что в составе есть примеси церия. Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Ими можно варить с применением разного сварочного оборудования.
Буквой Т обозначается наличие диоксида тория в составе. Для маркировки данного типа электродов применяется красный цвет. Электроды WT так же часто используются. Их применяют для сварки цветных металлов и различных сталей, в том числе нержавеющих. Но не зря эти электроды обозначаются ярко-красным цветом, чтобы привлечь ваше внимание. Ведь диоксид тория в их составе обладает выраженными радиоактивными свойствами. Так что соблюдайте технику безопасности при работе с WT.
Буквой Z обозначают наличие циркония в составе электрода. Электроды маркируются белым цветом. Стержни WZ используются преимущественно для сварки меди или алюминия. Данные металлы довольно трудно варить, то электроды WZ упрощают эту задачу. При их использовании отмечается очень стабильное горение дуги.
Читайте также: Все, что вы хотели знать о вольфрамовых электродах
Буква Y обозначает, что в составе присутствует иттрий. Для маркировки используется темно-синий цвет. Это узкоспециализированные электроды. Они предназначены для сварки сложных металлоконструкций, которые должны выдерживать высокие нагрузки. Подходят для работы с медью, титаном и некоторыми типами стали.
Для маркировки используется темно-синий цвет. Это узкоспециализированные электроды. Они предназначены для сварки сложных металлоконструкций, которые должны выдерживать высокие нагрузки. Подходят для работы с медью, титаном и некоторыми типами стали.
И последнее обозначение — буква L. Означает, что в составе есть лантан. Такие электроды могут маркироваться любым другим цветом, отличным от описанных выше. Чаще всего используется синий или золотистый оттенок. Можно варить как на переменном, так и на постоянном токе. Такие электроды устойчивы к высокотемпературной сварке и могут применяться во многих сварочных работах.
Это все, что вам нужно знать о маркировке вольфрамовых электродов. Информации немного, поэтому просто выучите ее и постарайтесь применить на практике. Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Вместо заключения
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой. На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Ведь внешне вольфрамовые стержни никак не отличаются между собой. На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Похожие публикации
Какой из них подходит именно вам?
Типы вольфрамовых сварочных электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от других металлов. Кроме того, у него есть еще одна замечательная способность: не быть мягкой, когда жарко. Добавление легирующих компонентов (например, тория, циркония и др.) расширяет возможности использования этих продуктов.
При сварке TIG (GTAW) выбор подходящего неплавящегося электродного материала ограничен необходимостью соблюдения некоторых жестких условий сварки. Выбранный материал электрода должен удовлетворять следующим требованиям:
- high electrical conductivity
- high thermal conductivity
- high melting point
- good emissivity
- good термоусталостные свойства
- ограниченная эрозия
Материалы, которые обладают некоторыми из этих свойств; углерод, тантал и вольфрам, но вольфрам, имеющий температуру плавления 3410°C, обеспечивает наиболее удовлетворительный компромисс между стоимостью и производительностью. Углерод имеет плохую механическую прочность и низкую эрозионную стойкость, а тантал слишком дорог.
Углерод имеет плохую механическую прочность и низкую эрозионную стойкость, а тантал слишком дорог.
GET THE BEST PRICE FOR 2% THORIATED TUNGSTEN ROD
| Image | Product | Details | Price |
|---|---|---|---|
| 2% Thoriated Tungsten Electrodes for Сварка TIG 7 дюймов, 10 шт. в упаковке | Размер: 0,04 дюйма, 1/8 дюйма, 1/16 дюйма, 3/16 дюйма, 3/32 дюйма, 5/32 дюйма Цветовой код: КРАСНЫЙ Высшее качество стержни | Проверить цену | |
| Вольфрамовые электроды с содержанием лантана 2% Сварка ВИГ 7 дюймов, 10 шт. в упаковке | Размер: 0,04 дюйма, 1/8 дюйма, 1/16 дюйма, 3/16 дюйма, 3/32 дюйма, 5/ 32 ” Цветовой код: Blue Стержни высокого качества | Проверка цена | |
| Бестс TIG TIG TIG WELDING ELECTROD /16”, 3/16”, 3/32”, 5/32” Цветовой код: Серый Стержни высшего качества | Проверить цену | ||
Вольфрамовый электрод для сварки TIG Чистый вольфрам 7″ (зеленый, EWP) 10 шт. 16”, 3/32”, 5/32” 16”, 3/32”, 5/32” Цветовой код: Зеленый | Проверить цену |
Чистый вольфрам (W) обладает ценными свойствами (например, высокой температурой плавления, высокой плотностью и легкостью легирования). с другими элементами), что делает его наиболее важным элементом электродов для сварки TIG и плазмы.
Кроме того, при добавлении других легирующих элементов, таких как церий (Ce), торий (Th) и многих других, эти свойства улучшаются до более высокого уровня. Для сварки TIG (GTAW) углеродистой стали, алюминия, нержавеющей стали и других реактивных металлов вольфрамовые электроды классифицируются в AWS A5.12-Спецификации для вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки.
Электроды вольфрамовые делятся на две группы: для работы на постоянном и переменном токе. Они также классифицируются и маркируются в соответствии с международным стандартом EN 26848.
AWS A 5.12 Tungsten electrode classification system Following are the main type of tungsten rods used in TIG Welding as per the AWS A 5. 12 Specification:
12 Specification:
- Pure tungsten, (designation as EWP)
- 1% Thorium Tungsten, ( Обозначение как EWTH-1)
- 2% Траймстен Торий, ( Обозначение как EWTH-2) ) )0014
- 1/4% to 1/2% zirconium tungsten, ( designation as EWZr)
- 2% Cerium tungsten, ( designation as EWCe-2)
- 1% Lanthanum tungsten, ( designation as EWLa-1)
- Alloy not specified, ( designation as EWG)
Types, Color Coding, ISO 6848 & AWSA5.
 12 Designations of Tungsten electrodes for TIG Welding
12 Designations of Tungsten electrodes for TIG WeldingTungsten Electrodes for TIG/ Plasma Welding are classified and designated according to стандарт AWS A5.12 и ISO 6848. Краткое описание обозначения вольфрамового электрода, типа оксида и цвета наконечника приведено на рисунке ниже для справки. Типы
, цветовая маркировка, ISO 6848 и AWSA5.12 Обозначения вольфрамовых электродов для сварки TIGТорированный вольфрам, EWTh-1 и EWTh-2
Оксид тория (ThO 2 ) добавляют к торированным вольфрамовым электродам. В электроды добавляют от 1,7 до 2,2 % ThO 2 для улучшения токопроводящей способности и эмиссии электронов (это помогает выдерживать на 20 % больше сварочного тока). Добавление оксида тория (ThO2) также увеличивает срок службы вольфрамового электрода (он может выдерживать высокие температуры и ток) во время сварки по сравнению с электродом из чистого вольфрама. Оксид тория (ThO2) очень хорошо работает с прямой полярностью (DCEN) и используется для сварки углеродистой стали, нержавеющей стали, алюминия, медных сплавов и других материалов.
Купить Вольфрамовые электроды для сварки TIG с 2% торированием
Типы вольфрамовых электродов: Какие…
Пожалуйста, включите JavaScript
Типы вольфрамовых электродов: Какой из них подходит именно вам?
Торированные вольфрамовые электроды не подходят для полярности переменного тока (AC). Причина в том, что в случае переменного тока вольфрамовый стержень должен иметь закругленный конец, а в случае с торированием его трудно обслуживать.
Чистый вольфрам, сварочный электрод EWP
Электрод для сварки TIG из чистого вольфрама имеет очень низкую термостойкость и свойства эмиссии электронов по сравнению со всеми другими типами вольфрамовых электродов. Это ограничивает использование электродов из чистого вольфрама только для сварки алюминиевых и магниевых сплавов, где целесообразно удалить твердый оксидный слой путем очистки. Срок службы электродов из чистого вольфрама короткий.
Купить онлайн Вольфрамовый электрод для сварки TIG Чистый вольфрам по лучшей цене
Лантановый вольфрам, EWLa-1.
 5 и 2
5 и 2Оксид лантана (La 2 O 3 ) в концентрации около 1%-2% добавляется к вольфрамовым электродам. Оксид вольфрама лантана не радиоактивен и, следовательно, безопасен в использовании в соответствии с требованиями безопасности. Их токопроводящие свойства аналогичны ториевым вольфрамовым электродам, за исключением того, что они имеют несколько более высокое напряжение дуги, чем ториевые и цериевые вольфрамовые.
Купить онлайн Вольфрамовые электроды для сварки TIG 2% лантана по лучшей цене
Церий-вольфрам, EWCe-2
Добавление оксида церия (CeO2) в количестве 2% к вольфраму увеличивает токонесущую способность аналогично торированному электроду. Вольфрамовые электроды с церием разработаны вместо ториевых электродов в качестве безопасной альтернативы. Они обеспечивают лучшую стабильность дуги и хорошее зажигание дуги. Срок службы цериевых электродов также больше, чем у торированных вольфрамовых электродов. Эти вольфрамовые электроды можно использовать для полярности DCEP, DCEN и переменного тока.
Цирконий Вольфрам, EWZr-8
Оксид циркония (ZrO 2 ) добавляют к вольфраму для изготовления циркониевого вольфрамового электрода. Оксид циркония (ZrO2) помогает вольфраму свободно испускать электроны. Оксид циркония (ZrO 2 ) оказывает такое же действие, как и торий, но в меньшей степени. Поскольку циркониевый вольфрам легче плавится, чем ториевый вольфрам, электроды ZrO2 можно использовать как с переменным, так и с постоянным током. Из-за сложности получения желаемого закругленного конца на ториевом и циркониевом вольфраме цирконированный электрод используется для сварки на переменном токе алюминиевых и магниевых сплавов.
Купить Вольфрамовые электроды для сварки вольфрамовым электродом в среде инертного газа 0,8% Цирконирование онлайн по лучшей цене
Сплав не указан, EWG
Классификация EWG для вольфрамовых электродов означает, что производитель может изготовить свой собственный электрод с измененным процентным содержанием легирующих элементов. Вы можете считать их похожими на сварочную проволоку ER70S-G, где производители проволоки могут выбирать химический состав проволоки. Электроды, обозначенные EWG, редко используются при сварке TIG.
Вы можете считать их похожими на сварочную проволоку ER70S-G, где производители проволоки могут выбирать химический состав проволоки. Электроды, обозначенные EWG, редко используются при сварке TIG.
Диапазон тока для различных типов вольфрамовых электродов
Допустимая нагрузка по току вольфрамового электрода зависит от:
- Типов вольфрамовых электродов.
- Тип защитного газа.
- Тип полярности сварки.
- Тип оборудования.
На приведенном ниже рисунке показаны различные типы вольфрамовых электродов и их допустимая нагрузка по току.
Характеристики вольфрамовых электродов и цветовая кодировка вольфрамовых электродов
Цветовые коды вольфрамовых электродов показаны на рисунке ниже.
Здесь зеленый цвет для сварки TIG с чистым вольфрамовым электродом, серый для вольфрамового стержня с 2% церия для сварки TIG, красный для сварки TIG с вольфрамовым электродом с 2% тория, золотой и синий для сварки TIG с вольфрамовым электродом с лантанатом, а белый для вольфрамового электрода с цирконием Сварка TIG, как показано ниже.
Применение вольфрамовых сварочных электродов
Знание областей применения определенных типов вольфрамовых электродов, а также их характеристик поможет вам сделать правильный выбор в отношении качественной сварки TIG.
Каждый вид вольфрамовых сварочных электродов создается с определенной целью, определяющей виды производственной сварки, в которых они используются:
- Электроды без легирования (зеленый цвет) применяются для сварки никеля, алюминия. Электроды
- EWCe-2 (цериированные) используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электроды с маркировкой EWLa-2 (лантанированные) могут использоваться для напыления и плазменной сварки обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электроды EWZr-8 (цирконированные) могут сваривать никель, алюминий, магний и их сплавы в аргоне.
- EWTh-2 (Торированные) Электроды с красным наконечником необходимы для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и длительным сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.

Преимущества вольфрамовых сварочных электродов
Неплавящийся вольфрамовый электрод имеет следующие преимущества:
- стабильная сварочная дуга;
- наличие в широком ассортименте с разными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Похожие сообщения:
- Что такое технология Scratch-Start, Lift Arc и HF Ignition при сварке TIG?
- Как правильно заточить вольфрамовый электрод для сварки TIG
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Типы сварочной проволоки MIG-TIG
Вольфрамовые электроды
В любом случае сварщику нельзя сказать, какой вольфрам лучше всего подходит для его применения. Сварщики используют разные источники питания с разными типами пускателей дуги. В каждом сварочном приложении используются разные газы и конфигурации наконечников электродов. Также различается свариваемый материал.
Сварщики используют разные источники питания с разными типами пускателей дуги. В каждом сварочном приложении используются разные газы и конфигурации наконечников электродов. Также различается свариваемый материал.
Другие факторы, такие как скорость сварки, пульсация, количество пусков дуги и способ заточки вольфрама, влияют на срок службы вольфрама. Перед запуском в производство рекомендуется протестировать вольфрам.
Вольфрамовый электрод – типичные диапазоны тока Таблица:
Вольфрамовые электроды классифицируются на основе их химического состава:
E означает электрод, который используется для одной клеммы цепи дуговой сварки
Вт обозначает химический символ вольфрама
Последние буквы обозначают легирующий элемент (оксидные добавки):
P обозначает электрод из чистого вольфрама без легирующих элементов
Zr для циркониевых
Th для торированных
Ce для цериированных
La для лантансодержащих
Цифрами указан номинальный легирующий состав (в весовых процентах).
Таким образом, EWTh-2 представляет собой торированный вольфрамовый электрод, содержащий номинально 2 мас.% тория.
Запросите у PWS бесплатный образец вольфрамового электрода для проведения собственного теста!
Все вольфрамовые электроды упакованы в коробки по 10 штук длиной 7 дюймов.
Для получения информации о стоимости и доставке обращайтесь в отдел продаж по телефону 615.793.7020 по специальным диаметрам и длинам.
Приблизительные диапазоны тока для вольфрамовых электродов для GTAW:
| Прямой | Реверс | |||||
Электрод | Прямая полярность | Полярность Прямая | Несбалансированный | Несбалансированный | Сбалансированный | Сбалансированный |
ЭРП | ЭРП | ЭРП | EWCe-2 | ЭРП | EWCe-1 | |
EWCe-2 | EWCe-2 | ЭВЛа-1 | ЭВЛа-1 | |||
ЭВЛа-1 | ЭВЛа-1 | EWTh-1 | EWTh-1 | |||
EWTh-1 | EWTh-1 | EWTh-2 | EWTh-2 | |||
EWTh-2 | EWTh-2 | ЭВЗр-1 | ЭВЗр-1 | |||
| 0,010 | До 15 | Н/Д | До 15 | До 15 | До 15 | До 15 |
| 0,020 | 5-20 | Н/Д | 5-15 | 5-20 | 10-20 | 5-20 |
| 0,040 | 15-80 | Н/Д | 10-60 | 15-80 | 20-30 | 20-60 |
| 0,060 | 70-150 | 10-20 | 50-100 | 70-150 | 30-80 | 60-120 |
| 0,093 | 150-250 | 15-30 | 100-160 | 140-235 | 60-130 | 100-180 |
| 0,125 | 250-400 | 25-40 | 150-210 | 225-325 | 100-180 | 160-250 |
| 0,156 | 400-500 | 40-55 | 200-275 | 300-400 | 160-240 | 200-320 |
| 0,187 | 500-750 | 55-80 | 250-350 | 400-500 | 190-300 | 290-390 |
| 0,250 | 750-1000 | 80-125 | 325-450 | 500-630 | 250-400 | 340-325 |
Какие типы вольфрамовых электродов наиболее распространены?
Как правильно выбрать вольфрамовый электрод? Отличный вопрос! В ShopWeldingSupplies. com мы знаем, что выбор правильного типа вольфрама имеет решающее значение для успеха сварки TIG. При выборе вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, толщины материала и типа свариваемого материала. Мы знаем, что существует множество различных типов вольфрамовых электродов, поэтому знание того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки и сэкономить ваше время и деньги.
com мы знаем, что выбор правильного типа вольфрама имеет решающее значение для успеха сварки TIG. При выборе вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, толщины материала и типа свариваемого материала. Мы знаем, что существует множество различных типов вольфрамовых электродов, поэтому знание того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки и сэкономить ваше время и деньги.
Мы составили список наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG на постоянном токе, TIG-AC и плазменной сварки. У нас есть некоторые из них в ShopWeldingSupplies, и ссылки будут предоставлены для удобства покупок.
2% ТОРИЙ
Классификация AWS: EWTh-2/WT20
Основной оксид: 1,7–2,2% оксид тория
Документ безопасности SDS перед его использованием. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, сплавах титана, сплавах никеля, сплавах меди. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
Лучше всего подходит для использования на коррозионностойких сталях, сплавах титана, сплавах никеля, сплавах меди. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8 % ЦИРКОНИЙ
Классификация AWS: EWZr-8/WZ8
Основной оксид: 0,7– 0,9 % оксид циркония , WHITE № радиоактивных Этот тип вольфрама никогда не должен использоваться для сварки постоянным током. Для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНИРОВАННЫЙ
Классификация AWS: EWLa-1.5/WL15
Основной оксид: 1,3–1,7% лантана оксид
 Лучше всего подходит для коррозионностойких сталей, титановых, никелевых и медных сплавов. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
Лучше всего подходит для коррозионностойких сталей, титановых, никелевых и медных сплавов. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания. Магазин примерно 457 1,5% вольфрамового вольвара с лантанал Оранжевый)
Нерадиоактивный. 2% Ceriated Tungsten лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ ВОЛЬФРАМ
Классификация AWS: EWP/WP
Основной оксид: Нет
Цвет: ЗЕЛЕНЫЙ
Нерадиоактивный. Чистый вольфрам содержит 99,50% вольфрама. Он отлично подходит для использования с переменным током (a/c) для алюминиевых сплавов и сплавов магния в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока (CC). Шарики из чистого вольфрама просты, но имеют тенденцию плеваться при более высоких силах тока. Большинство согласны с тем, что этот вольфрам используется для некритических сварочных работ.
Чистый вольфрам содержит 99,50% вольфрама. Он отлично подходит для использования с переменным током (a/c) для алюминиевых сплавов и сплавов магния в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока (CC). Шарики из чистого вольфрама просты, но имеют тенденцию плеваться при более высоких силах тока. Большинство согласны с тем, что этот вольфрам используется для некритических сварочных работ.
2% Lanthanted
Классификация AWS: EWLA-2/WL20
Основной оксид: 1,8-2,2% оксид Lanthanum
Цвет: Blue
2% Lathanated Tungsten. Лучший электрод общего назначения как для переменного тока (a/c), так и для постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Идите вперед и попробуйте 2% лантана, если вас беспокоит радиоактивность 2% торированного вольфрама. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых, магниевых, титановых, а также никелевых и медных сплавов. Хорошее начало и стабильность дуги, средний и высокий диапазон силы тока и низкая скорость эрозии.
Хорошее начало и стабильность дуги, средний и высокий диапазон силы тока и низкая скорость эрозии.
———————————————— ————————————————————
Это не не претендует на роль всеобъемлющего руководства по выбору правильного вольфрамового электрода для конкретного применения. Если вы не знаете, что использовать, существует множество доступных ресурсов, которые помогут вам, и наша специальная служба поддержки клиентов готова с 7:30 до 16:30 по центральному времени с понедельника по пятницу, чтобы помочь через нашу функцию живого чата. Мы будем рады обсудить ваш проект и помочь вам решить, что лучше всего подходит для вас.
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам — это редкий металлический элемент, используемый для изготовления электродов TIG (или GTAW). Процесс TIG основан на твердости вольфрама и стойкости к высоким температурам для подачи сварочного тока на дугу, поскольку он имеет самую высокую температуру плавления среди всех металлов (3410°C).
Эти нерасходуемые электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из смеси вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для процесса TIG зависит от типа и толщины основного материала, а также от того, свариваете ли вы на переменном или постоянном токе.
В этой статье описываются варианты вольфрама, как выбрать лучший для вашего применения и как правильно подготовить вольфрам.
Чистый вольфрам (цветовой код: зеленый)
Примечание. Каждый электрод имеет «цветовую маркировку», чтобы исключить путаницу с его типом. Цвет появляется на кончике каждого электрода.
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50 % вольфрама, имеют самый высокий расход из всех электродов и, как правило, дешевле, чем «легированные» аналоги.
Эти электроды образуют чистый закругленный кончик при нагревании и обеспечивают хорошую стабильность дуги при сварке на переменном токе со сбалансированной формой волны. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно алюминия и магния, но не используется для сварки постоянным током (он не обеспечивает такого сильного зажигания дуги, как торированные или цериевые электроды).
Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно алюминия и магния, но не используется для сварки постоянным током (он не обеспечивает такого сильного зажигания дуги, как торированные или цериевые электроды).
2%-торированные вольфрамовые электроды (цветовой код: красный)
2%-торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и сводит к минимуму блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
Эти электроды можно использовать для сварки на переменном токе, и они являются исключительными для электродов с отрицательным электродом постоянного тока (прямая полярность) при сварке углеродистой и нержавеющей стали, никеля и титана.
В процессе производства торий равномерно распределяется по всему электроду. Эта ровность позволяет электроду сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали. Однако заточку кончика электрода следует выполнять с большой осторожностью. Торированный вольфрам содержит низкий уровень радиоактивности. Поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
2 % церия (цветовой код: оранжевый)
Вольфрамовые электроды с 2 % церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия. Эти электроды лучше всего работают при сварке постоянным током, но могут успешно использоваться в процессах переменного или постоянного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как производство орбитальных труб и труб, обработка тонкого листового металла или работы, при которых свариваются мелкие и хрупкие детали. Как и торий, его лучше всего использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой электродам с 2%-ным содержанием тория. Электрические характеристики цериевого вольфрама немного отличаются от электрических характеристик тория, но большинство операторов не смогут заметить разницу.
Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как производство орбитальных труб и труб, обработка тонкого листового металла или работы, при которых свариваются мелкие и хрупкие детали. Как и торий, его лучше всего использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой электродам с 2%-ным содержанием тория. Электрические характеристики цериевого вольфрама немного отличаются от электрических характеристик тория, но большинство операторов не смогут заметить разницу.
Новые методы сварки алюминия на переменном токе включают использование заостренного вольфрама с церием. Этот вольфрам, если его заострить, заводится очень хорошо, обеспечивая на 30-40% большую пропускную способность по току, чем чистый вольфрам того же диаметра, и не содержит никаких радиоактивных материалов
1,5% лантансодержащие (цветовой код: золото)
1,5% лантансодержащие вольфрамовые электроды ( Классификация AWS EWLa-1. 5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Электроды с 1,5%-м содержанием лантана также очень близки по характеристикам проводимости к 2%-ному торированному вольфраму, а это означает, что в некоторых случаях они могут заменить 2%-ное содержание лантана без внесения значительных изменений в программу сварки.
5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Электроды с 1,5%-м содержанием лантана также очень близки по характеристикам проводимости к 2%-ному торированному вольфраму, а это означает, что в некоторых случаях они могут заменить 2%-ное содержание лантана без внесения значительных изменений в программу сварки.
[цитата]
Вольфрамовые электроды с содержанием лантана 1,5 % идеальны, если вы хотите оптимизировать свои сварочные возможности. Лантансодержащие электроды хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скруглить для использования с источниками питания синусоидальной волны переменного тока. Лантана равномерно распределяется по всей длине электрода во время изготовления. Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях переменного тока. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную несущую способность примерно на 50% для электрода данного размера.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10 % вольфрама и от 0,15 до 0,40 % циркония. Цирконированный вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, так как сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токовая несущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельный металл (цветовой код: серый)
Рис. 1: Типичные диапазоны тока для электродов с аргоновой защитой. |
Вольфрамовые электроды из редкоземельных элементов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. В зависимости от добавок желаемые результаты могут включать: стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать вольфрам меньшего диаметра для той же работы, использование более высокого тока для вольфрама аналогичного размера и меньше вольфрамового плевка.
Заготовка из вольфрама – круглая, заостренная или усеченная?
Скругленный наконечник обычно используется на электроде из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто примените силу переменного тока, рекомендуемую для данного диаметра электрода (см. рис. 1), и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
Чтобы правильно скруглить конец вольфрама, просто примените силу переменного тока, рекомендуемую для данного диаметра электрода (см. рис. 1), и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
Рис. 2: Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с источниками питания с волнообразователем. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (во избежание загрязнения), а также круг из боразона или алмаза (чтобы противостоять твердости вольфрама). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете адекватную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете адекватную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Зашлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. рис. 2), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, с электродом 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/). 16 дюймов в длину). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке с более низким током более тонких материалов (от 0,005 до 0,040 дюйма) вольфрам лучше всего отшлифовать до острия. Заостренный вольфрам позволяет сварочному току передаваться по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий. Следует отметить, что использование заостренных вольфрамовых электродов для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть кончик вольфрамового электрода и вызвать загрязнение сварочной ванны.
Заостренный вольфрам позволяет сварочному току передаваться по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий. Следует отметить, что использование заостренных вольфрамовых электродов для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть кончик вольфрамового электрода и вызвать загрязнение сварочной ванны.
Вместо этого, для приложений с более высоким током, лучше отшлифовать вольфрам до усеченного наконечника. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте до 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу и/или слипание.
Заключение
В любом случае тип и форма используемого вольфрама помогают определить качество дуги и характеристики сварки, которых вы достигнете. Каждый из шести типов вольфрама, обсуждаемых здесь, имеет свои преимущества и недостатки. Вот почему, независимо от типа материала, который вы свариваете методом TIG или используете процесс переменного или постоянного тока, всегда важно разумно выбирать вольфрам для каждого применения. Это может максимизировать успех сварки TIG и является одним из лучших способов защиты от загрязнения и переделок. Для получения дополнительной информации посетите сайт Weldcraft по адресу www.weldcraft.com.
Вот почему, независимо от типа материала, который вы свариваете методом TIG или используете процесс переменного или постоянного тока, всегда важно разумно выбирать вольфрам для каждого применения. Это может максимизировать успех сварки TIG и является одним из лучших способов защиты от загрязнения и переделок. Для получения дополнительной информации посетите сайт Weldcraft по адресу www.weldcraft.com.
7.6 Вольфрамовые электроды — Halverson CTS
7.6 Вольфрамовые электроды
Электроды, используемые для дуговой сварки вольфрамовым электродом, могут быть одного из следующих типов:
- Чистый вольфрам.
- Вольфрам с 1% или 2% тория (оксид тория).
- Вольфрам с содержанием циркония от 0,15% до 0,40% (оксид циркония).
- Вольфрам с 2% церия (оксид церия).
- Вольфрам с 1% лантана (оксид лантана).
Химический состав вольфрамовых электродов согласно спецификации AWS A5. 12 показан на Рисунке 7-24. Буквы и цифры, используемые в классификации вольфрамовых электродов, интерпретируются следующим образом:
12 показан на Рисунке 7-24. Буквы и цифры, используемые в классификации вольфрамовых электродов, интерпретируются следующим образом:
- E —electrode
- W —tungsten
- P —pure
- Ce —ceria
- La —lanthana
- Th —thoria
- Zr —zirconia
Electrodes are referred to as follows:
- EWP —Pure tungsten
- EWTh —Thoriated tungsten
- EWZ —Zirconiated tungsten
- EWCe — Вольфрам с церием
- EWLa — Лантан-вольфрам
Вольфрамовые электроды, не включенные в предыдущий список, обозначаются EWG.
Электроды из чистого вольфрама являются наименее дорогими. Однако они проводят меньший ток, чем легированные электроды. Электроды из чистого вольфрама обычно используются только при сварке на переменном токе. Электроды из чистого вольфрама могут расколоться или сломаться и вызвать включения (вольфрам) в сварном шве, если они используются с чрезмерным током.
Электроды из чистого вольфрама обычно используются только при сварке на переменном токе. Электроды из чистого вольфрама могут расколоться или сломаться и вызвать включения (вольфрам) в сварном шве, если они используются с чрезмерным током.
Электроды с добавлением тория проводят больший ток, чем электроды из чистого вольфрама или циркония. Зажечь дугу и поддерживать стабильную дугу легче с ториевыми электродами. Эти электроды обладают большей стойкостью к загрязнению сварного шва. Электроды с добавлением тория обычно используются только при постоянном токе.
Цирконий, добавленный к вольфрамовым электродам, придает электродам качества, которые находятся где-то между чистым вольфрамом и вольфрамом с добавлением тория. Вольфрамовые электроды с диоксидом циркония лучше всего подходят для сварки алюминия или магния на переменном токе. Они не вызывают включений, как электроды из чистого вольфрама. По этой причине вольфрамовые электроды с диоксидом циркония используются для высококачественных применений.
Электроды с церием или лантаном очень похожи на электроды с торием. Они могут использоваться с переменным или постоянным током. Они обеспечивают стабильную дугу и легкий запуск дуги.
Поскольку эти электроды идентичны по внешнему виду, для идентификации типа электрода используется утвержденный цветовой код. Цвет представляет собой окрашенную полосу возле одного конца электрода или цвет, окрашенный на конце электрода. Цветовые коды AWS перечислены на Рис. 7-25.
Вольфрамовые электроды доступны диаметром 0,010″, 0,020″, 0,040″, 1/16″, 3/32″, 1/8″, 5/32″, 3/16″ и 1/4″ ( 0,25, 0,51, 1,02, 1,59, 2,38, 3,18, 3,97, 4,76 и 6,35 мм). Электроды бывают длиной 3″, 6″, 7″, 12″, 18″ или 24″ (76, 152, 178, 305, 457 или 610 мм). При покупке поверхность вольфрамового электрода либо шлифуется, либо химически очищается.
7.6.1 Уход за вольфрамовыми электродами
Вольфрамовый электрод должен быть прямым. Если она деформирована или смещена от центра сопла, дуга может отклоняться в сторону и производить неравномерное проникновение. Также может произойти загрязнение сварного шва. Убедитесь, что электрод прямой и правильно подготовлен. Если электрод деформирован, его необходимо заменить.
Также может произойти загрязнение сварного шва. Убедитесь, что электрод прямой и правильно подготовлен. Если электрод деформирован, его необходимо заменить.
Иногда электрод контактирует с расплавленной сварочной ванной. Это загрязняет вольфрамовый электрод. Конец такого электрода необходимо удалить, чтобы сформировать новый чистый конец. Плоскогубцами можно отломить грязный конец электрода. Другой метод заключается в том, чтобы использовать шлифовальный круг, чтобы надрезать электрод сразу за загрязнением, а затем сломать электрод с помощью плоскогубцев или специального приспособления. См. Рисунок 7-26B. Этот метод надрезания электрода показан на Рисунке 7-26A.
Вольфрамовые электроды должны быть чистыми и иметь хороший электрический контакт с цанги. Вольфрам следует отрегулировать так, чтобы он выступал примерно на 1/8″–1/4″ (1,6–3,2 мм) за пределы сопла.
Чрезвычайно важно, чтобы защитный газ всегда защищал электрод и зону сварки. Соединения шлангов защитного газа должны быть герметичными, чтобы воздух или влага не смешивались с защитным газом и не вступали в контакт с электродом. Такое загрязнение защитного газа может нанести вред сварному шву и электроду.
Такое загрязнение защитного газа может нанести вред сварному шву и электроду.
Подготовка конца электрода к сварке очень важна. Информацию о выборе и подготовке вольфрамового электрода для сварки см. в Главе 8.
Рис. 7-24. ANSI/AWS A5.12/A5.12M:2009, Таблица 1, Химический состав вольфрамовых электродов, воспроизведена с разрешения Американского общества сварщиков, Майами, Флорида. | Рис. 7-25. ANSI/AWS A5.12/A5.12M:2009, Таблица 3, Требования к идентификации электродов, воспроизведена с разрешения Американского общества сварщиков, Майами, Флорида. |
Рис. 7-26. Для подготовки вольфрамового электрода к сварке требуется три этапа. A— Надрез на электроде перед поломкой. Б — Разрыв электрода в специальном приспособлении. C—Заточка электрода на специальной шлифовальной машине. (Intercon Enterprises, Inc.)
Как правильно выбрать вольфрам для сварки TIG и что — Baker’s Gas & Welding Supplies, Inc.
 проектов, получите максимальную отдачу от своих сварных швов, выбрав правильный вольфрам для сварки TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding. *Щелкните по таблице, чтобы загрузить PDF-файл для печати Выбор правильного цвета вольфрама для сварки TIG
проектов, получите максимальную отдачу от своих сварных швов, выбрав правильный вольфрам для сварки TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding. *Щелкните по таблице, чтобы загрузить PDF-файл для печати Выбор правильного цвета вольфрама для сварки TIG Каждый электрод для сварки TIG имеет определенную цветовую классификацию, которая облегчает его идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
Зеленые электроды для сварки TIG изготовлены из чистого вольфрама и используются для сварки переменным током, часто для алюминия и магния. Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Зачем использовать зеленые электроды из чистого вольфрама? Они хорошо работают при синусоидальной сварке переменным током и образуют сплошной шарообразный наконечник, обеспечивающий стабильную дугу. Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Красные торированные электроды для сварки TIG являются одними из наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Переключение между сваркой переменным и постоянным током с использованием торированных электродов. Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики с осторожностью относятся к использованию этих электродов.
Оранжевые электроды с церием для сварки TIG содержат около 2% церия и идеально подходят для сварки на постоянном токе и слаботочных процессов. Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Ceriated не рекомендуется использовать для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Золотые лантанированные электроды для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), поскольку их можно затачивать или скруглять, соответственно, в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Из-за долговечности и универсальности некоторые сварщики используют лантанаты вместо тория, так как в металле нет радиоактивных элементов.
Коричневые циркониевые электроды для сварки TIG содержат минимальное количество циркония и лучше всего подходят для сварки переменным током. Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.
Серые редкоземельные электроды обычно указывают, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварки на переменном и постоянном токе, но сварщики должны внимательно прочитать информацию о каждом металле, указанную на упаковке. В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.
Не можете решить, какой электрод купить? Попробуйте новый Weldporn Five Flavors Assorted Tungsten. Было доказано, что эти электроды обеспечивают стабильность и постоянство при каждом сварном шве. В комплект входит по два электрода каждого типа.
Варианты электродов 3/32” включают:
- Торированный 2%
- 2% цериат
- 2% лантана
- Мультимикс
- Чистый вольфрам
Фиолетовый электрод
Фиолетовый вольфрамовый электрод E3 Если вы ищете безопасную альтернативу ториевым электродам и более долговечную версию чистого вольфрама, то вы можете рассмотреть вольфрамовый электрод E3, в котором смешаны три оксида. вместе. У него лучше скорость воспламенения, он работает холоднее и не излучает. По сравнению с ториевым, он может даже поддерживать более быстрое зажигание и более стабильную дугу с течением времени.
Вольфрам E3 предназначен для лучшего зажигания дуги и увеличения срока службы электрода по сравнению с чистым вольфрамом.