Сварка листового полипропилена — PLAST.RU
Благодаря своим уникальным свойствам листовой ПП пользуется все более растущим спросом у разных категорий потребителей.
Полипропиленовые листы используются для изготовления различных предметов для быта и промышленности как разнообразные емкости для пищевых и непищевых продуктов, чаши для бассейнов, на предприятиях разной направленности, таких как электронная, химическая, пищевая, радиотехническая, металлургическая и многое другое. Благодаря своим уникальным свойствам материал пользуется все возрастающим спросом у разных категорий потребителей.
Технология сварки листового полипропилена
Сварка листов – процедура соединения кромок деталей, которая выполняется путем нагрева материала до вязко-текучего состояния. Процедуру можно провести в специальных цехах, где есть необходимое автоматическое промышленное оборудование или в быту профессиональными или полупрофессиональными аппаратами.
Известны три способа сварки полипропилена:
- Экструдером;
- Феном;
- Полифузионным методом.
Экструзионная сварка
Небольшой компактный и эргономичный аппарат, который работает с использованием разноразмерных насадок. Идеален для соединения объемных элементов со сложной конструкцией, труб ПВХ или мембранной кровли.
Технология работы заключается в подаче горячего воздуха на кромку, которая при этом становится мягче и пластичнее. На шов обязательно подается сварочный пруток (полипропиленовая проволока), который может быть разных форм сечений, размеров и цветов. Проходя через насадку, пруток размягчается и перемешивается с основой, в результате чего получается однородное вещество. Таким образом, можно надежно соединять листы как большой толщины, так и тонкие.
Сварка феном
Аппарат, который используется при данной технологии, нагревает поток воздуха до 170-180оС. Применяется в случаях, когда толщина листов не превышает двух сантиметров, когда размер элементов не очень большой, а готовая конструкция не будет подвергаться повышенному давлению и нагрузкам.
Применяется в случаях, когда толщина листов не превышает двух сантиметров, когда размер элементов не очень большой, а готовая конструкция не будет подвергаться повышенному давлению и нагрузкам.
Фен, как и экструдер, работает с использованием полипропиленового прутка. Иногда для заполнения большого шва может понадобиться использовать несколько слоев прутка, которые укладываются поочередно.
Полифузионный метод
Заключается в использовании специального габаритного станка, который устанавливается на подвижные сварочные столы. С обеих сторон укладываются листы, которые надежно фиксируются прижимным устройством. Аппарат управляется мастером, который задает параметры длины и толщины полипропиленовых листов. Края листов прижимаются к нагревательному элементу, доведенного до заданной температуры, и потом прижимаются друг к другу. Полученный шов является очень качественным, прочным и долговечным.
Полифузный метод признан самым лучшим для сварки полипропиленовых листов разного размера и толщины.
Выбирать сварочный аппарат в ПЛАСТ.РУ нужно с учетом характера и интенсивности его использования. У нас большой выбор различных бытовых и промышленных моделей от ведущих мировых производителей, которые предлагаются с гарантией и быстрой доставкой во все регионы страны.
Сварка листового полипропилена — экструзионная сварка листового полипропилена
Производство листов из термопластичных полимерных материалов сделало возможным их использование для создания целого ряда изделий, которые когда-то были исключительно из металла, дерева или других материалов, не обладающих некоторыми важными свойствами, необходимыми потребителям.
В частности, из такого термопласта, как полипропилен сейчас производят: емкости различного назначения, трубы, бассейны, лодки и т.д. Для соединения используется сварка, в частности — экструзионная сварка.Технология экструзионной сварки листового полипропилена предполагает использование ручных сварочных экструдеров, а в качестве присадочного материала — прутка из полипропилена.
 Выбор экструдера для сварки полипропилена зависит от производственных задач, он происходит по следующим критериям: тип нагрева экструзионной камеры и производительность, т.е. максимальная свариваемая толщина листа. Тип нагрева экструзионной камеры:
Выбор экструдера для сварки полипропилена зависит от производственных задач, он происходит по следующим критериям: тип нагрева экструзионной камеры и производительность, т.е. максимальная свариваемая толщина листа. Тип нагрева экструзионной камеры:а) совместный нагрев экструзионной камеры и воздуха прогрева основного материала
б) отдельный нагрев экструзионной камеры и воздуха прогрева основного материала. Отдельный нагрев позволяет:
- провести дополнительный прогрев основного материала (например, при работах на открытом воздухе),
- а при работе со сложными материалами — более точно подобрать сварочные параметры.
Производительность: максимальная свариваемая толщина листа.
Сварочные насадки для экструдера подбираются под тип экструдера и толщину материала. Основные типы насадок:
Сам технологический процесс сварки можно разделить на несколько обязательных этапов:
- входной контроль качества соединяемых и присадочных материалов;
- подготовка свариваемых поверхностей;
- операционный контроль;
- подготовка (взаиморасположение) свариваемых поверхностей;
- операционный контроль – технологическое испытание;
- сварка;
- контроль качества сварного соединения.


Для каждого этапа есть свои требования, подробнее с ними можно познакомиться при прохождении обучения в специализированном Учебном центре
В УЦ Ольмакс можно пройти курс обучения по сварке листового полипропилена (ПП) и других листовых термопластов.
Курс обучения включает теоретическую подготовку, которая помогает учащимся получить базовые знания по теории и технологии сварки, научиться правильно готовить свариваемые поверхности, подбирать сварочные параметры, проверять качество сварных соединений.
На практической части под руководством мастера производственного обучения Вы сможете:
- получить навыки по выбору параметров и технике сварки;
- освоить процесс сварки полипропиленовых листов с оценкой качества шва и допущенных ошибок,
- изготовить контрольные образцы,
- получить ответы на заданные вопросы.
Сварка полипропилена листового, технология сварки полипропиленовых листов
Полипропилен листовой — является одним из наиболее востребованных полимерных материалов и сегодня широко применяется в разных областях.
Сварка листового пропилена с помощью сварочного аппарата — обеспечивает герметичное и надежное соединение края материалов, что очень необходимо при его использовании в различных сферах. Так, из листового полипропилена изготавливают емкости для предприятий пищевой, химической, металлургической, нефтяной и др.отраслей промышленности. Он получил широкое применение в устройстве бассейнов, для создания элементов декоративного дизайна.
Данный материал обладает особенными свойствами, что необходимо учитывать, проводя монтажные и сварочные работы. Наша компания реализует сварочное оборудование для осуществления сварки листов полипропилена, которое сможет обеспечить их надежное соединение. Данные аппараты отличаются компактными размерами, оборудованы встроенными прижимными роликами, обладают возможностью в автоматическим режиме поддерживать необходимую температуру плавления.
Технология сварки листов полипропилена
Для надежного соединения листов полипропилена используют три метода сварки:
- Полифузионная. Полифузионная сварка листов полипрпилена происходит путем их нагрева до необходимой температуры и последующего прижатия шва прижимными валиками. Этот метод позволяет получить герметичные и сверхпрочные швы.
- Экструдером. Сварка полипропилена экструдером — осуществляется при помощи нагрева присадочного материала, который наносят на края деталей. Этот способ сварки не так надежен, как полифузионная сварка, так как не обеспечивает как температуру плавления, так и равномерное давление.
- Пистолетом с горячим воздухом. Соединение полипропилена пистолетом — приводит к получению среднего по своему качеству сварного шва. Аппарат содержит в себе элементы сварки экструдером и полифузионной сварки. В результате обеспечивается нагрев как детали, так и присадочного материала. Устройство данного сварочного прибора дает возможность поддерживать необходимую температуру нагрева края детали и контролировать скорость сварки.

рассказываю о методах и особенностях Александр Березин, блог Малоэтажная Страна
Прежде чем рассказать о таком методе, как сварка листов полипропилена, хочу упомянуть о его технических характеристиках. Этот полимер маркируется как PP-B, PP-C, PP-H и бывает толщиной от 3 мм до 30 мм. Если учесть такие показатели, как плотность, которая равна 0,92 г/см3 и режим эксплуатации в диапазоне от -20°C до +120°C, то это один из лучших защитных стройматериалов.
Методы сварки
Для сварки листов полипропилена в промышленности и на бытовом уровне на сегодняшний день применяются, как минимум, три метода. Это сварка:
- Строительным феном при помощи потока горячего воздуха и сварочного прутка.
- Ручным экструдером при помощи сварочного прутка.
- Станком на стационарном столе для сварки полимеров.
Сварочный пруток
Более точное название данной присадки не сварочный, а полипропиленовый пруток, и его изготавливают экструзионным способом. Пруток используют для соединения различных изделий из полипропилена: пленок и профилей. Благодаря тому, что присадка и соединяемый материал сделаны из одного и того же сырья, коэффициент качества шва стыка получается превосходным, кроме того, есть возможность подбора прутков по цвету полипропилена – широкая гамма позволяет сделать это по основному спектру, прозрачным и ахроматичным цветом.
Пруток используют для соединения различных изделий из полипропилена: пленок и профилей. Благодаря тому, что присадка и соединяемый материал сделаны из одного и того же сырья, коэффициент качества шва стыка получается превосходным, кроме того, есть возможность подбора прутков по цвету полипропилена – широкая гамма позволяет сделать это по основному спектру, прозрачным и ахроматичным цветом.
В розничной торговле для сварки экструдером полипропиленовых листов такую присадку можно приобрести в бухте по 5 или 10 кг. Очень важно обратить внимание на то, чтобы полиэтиленовая упаковка была в целостности, хотя бы в визуальном отношении. Дело в том, что осевшая на прутке пыль может быть не замечена вами при работе, а это гарантирует некачественный шов в эстетическом плане. Если у вас такая бухта или её остаток хранились в открытом состоянии продолжительное время, то материал обязательно придётся вымыть. Это несложно: просто наберите ведро воды и поступательно протирайте пруток мокрой тряпкой, постоянно ополаскивая её в чистой воде.
Работать можно исключительно с сухим прутком, иначе сварка листов из полипропилена получится некачественной. Для работы необходимо определить сечение присадки и, исходя из её размера, подобрать насадку.
Сварка строительным феном
Одной из основных сторон предпочтения того или иного метода работы является его стоимость или затраты на производство по отношению к результату. В настоящий момент самой простой и дешевой считается сварка листового полипропилена строительным феном. Как правило, метод применим для пленочного полимера малой толщины, поэтому очень часто используется не только на производстве, но и на бытовом уровне.
Технология соединения листового полипропилена подразумевает расплавку непосредственно самой присадки и размягчение краев обеих свариваемых фрагментов давлением горячего воздуха. Температура зависит от величины насадки, которая используется в процессе работы, точнее, от объема газа, производимого аппаратом. Ниже можно посмотреть эти параметры в таблице.
Ниже можно посмотреть эти параметры в таблице.
| Подача газа л/мин | Показатель в сопле форсунки C° | Скорость газового потока см/мин | |||
| Ø сечения форсунки, мм | Ø сечения скоростной форсунки, мм | ||||
| 3 | 4 | 3 | 4 | ||
| 60-70 | 280-320 | ≈10 | 50-60 | 40-50 | |
Сварка ручным экструдером
Сварка полипропилена листового ручным экструдером, как правило, производится либо в домашних условиях, либо на предприятиях, где нет необходимости в поточном производстве. Как бы там ни было, инструмент такого типа нужен для более толстых листов и получения шва высокого качества. Одним из главных преимуществ этой технологии также можно назвать компактность данного устройства и отсутствие необходимости в специально оборудованном помещении.
Как бы там ни было, инструмент такого типа нужен для более толстых листов и получения шва высокого качества. Одним из главных преимуществ этой технологии также можно назвать компактность данного устройства и отсутствие необходимости в специально оборудованном помещении.
Ручным экструдером может осуществляться сварка полипропиленовых листов любого размера. Самое основное требование к помещению больше сводится к тому, чтобы была возможность беспрерывного процесса при создании шва. В противном случае соединению грозит разрушение, деформация или, как минимум, неприглядный внешний вид. В комплекте со сварочным аппаратом идут насадки разного размера, от которых зависит объем подаваемого воздушного потока на место соединения.
Поток горячего воздуха, регулируемый насадками, достигает 270°C. Если говорить о прочности шва на разрыв, то ручной экструдер, конечно, не может соперничать со стационарным станком, но для непрофессионального использования на данный момент ничего лучше не придумали.
Важно: для сварки листов из полипропилена ручным экструдером необходимо использовать пруток и листы с одинаковым составом и классом (PP-B, PP-C, PP-H). В противном случае соединение будет непрочным и неравномерным.
Промышленный метод
Самой быстрой и надежной, вне сомнений, является сварка листов полипропилена на станочном (промышленном) оборудовании или сварочных столах. Для примера рассмотрим агрегат ССПЛ 2.0 (см. фото вверху), который предназначен для линейной, круговой и угловой (90°) сварки полимерных листов толщиной до 12 мм и шириной до 2000 мм. В данном случае устройство оснащено механическим приводом для ручного сведения/разведения кареток, фиксации листов и подачи нагревательного элемента в рабочую зону.
Благодаря подвижному механизму каретки, есть возможность параллельного равномерного перемещения листов в одной плоскости, а это означает, что шов получится высокого качества. Температура для сваривания швов регулируется с точностью до 1°C в режиме реального времени, то есть нагрев происходит только во время самого процесса. Станочная рама оснащена поворотным механизмом (колесами) для легкой подвижности в случае необходимости. Все механизмы вскрыты порошковой краской, которая никак не может перейти на поверхность полипропилена.
Станочная рама оснащена поворотным механизмом (колесами) для легкой подвижности в случае необходимости. Все механизмы вскрыты порошковой краской, которая никак не может перейти на поверхность полипропилена.
Для обслуживания такого или аналогичного станка достаточно только одного оператора. По сравнению с ручным экструдером производительность труда здесь больше в 2-2,5 раза! Но это не означает, что ускоряется само сваривание или остывание шва — при автоматизации процесса нет нужды вручную выполнять такие работы, как удаление оксидного слоя, снятие фасок т.п. Кроме того, на столе не придётся закреплять листы зажимами. А это все – существенная экономия времени.
Заключение
Я ознакомил вас с основными принципами работ, хотя сварка полипропиленовых листов в домашних условиях, как правило, делается строительным феном. А вот ручной экструдер больше можно встретить в небольших частных мастерских, занимающихся изготовлением и установкой натяжных потолков из поливинилхлорида (ПВХ). Тем не менее, освоить любой из этих инструментов (в том числе и станок) достаточно просто.
Тем не менее, освоить любой из этих инструментов (в том числе и станок) достаточно просто.
обзор ручных моделей для сварки пластика, устройство экструдеров для листового полипропилена, советы по выбору
Сегодня на рынке сварочного оборудования реализуется широкий ассортимент оборудования. Среди агрегатов для сваривания материалов особое место отведено экструдеру.
Особенности и назначение
На производстве, где происходит упаковка всевозможных товаров, при прокладывании труб из пластика довольно сложно обойтись без приспособления, которое могло бы с высокой надежностью соединять поверхности предметов, что могут плавиться только при низких температурных показателях. Работа с данными материалами сводится к использованию сварочного экструдера. Он необходим для сварки пластика, листового полипропилена, ПНД, листов полиэтилена.
Ручным сварочным экструдером принято считать термомеханический вид устройств, что поочередно выполняет две важных задачи:
- нагревает легко плавящийся пластик до вязкости;
- выдавливает вещество на поверхность стыкового участка.
Таким образом, после застывания легко плавящихся пластических масс получается сварочный шов с высокой прочностью. Наиболее комфортным в использовании считается ручной пистолет. В схеме устройства сварочного экструдера имеются такие компоненты:
- электрический мотор;
- питатель;
- камера экструзионного типа;
- шнековое устройство для дробления;
- камера, где плавится пластик;
- термонагреватель;
- сопло;
- оборудование по управлению прибором.
Принцип функционирования термомеханического устройства довольно прост. После подачи нагретого воздуха из сопла агрегата происходит нагревание пространства, а именно сварочной канавки и стыка между поверхностями изделий.
В ходе работы получается пластическая масса.
Приоритетность использования данных термомеханических устройств связана со следующими моментами:
- возможностью приваривать толстые поверхности;
- высокой скоростью процесса сваривания;
- сведением к минимуму использование человеческого труда – при этой работе нет необходимости отслеживать и контролировать правильность выведения шлака;
- возможностью применения людьми, у которых в сварке нет опыта.
Разновидности
Ручные агрегаты для сваривания могут быть нескольких разновидностей. Каждой модели свойственны определенные характеристики и функциональные возможности.
Каждой модели свойственны определенные характеристики и функциональные возможности.
Шнековые
Во время проведения процедуры происходит расплавка присадочного материала, который расположен в экструзионном отделе, и его последующее выдавливание шнеком наружу. В данном случае присадочным материалом служат пруты либо гранулы, которые определяют в шнековый отдел. В этом же месте осуществляется воздействие высокой температурой на материал. В результате получается однородная масса, что готова к применению.
Безшнековые
Второй разновидностью экструдера является безшнековое оборудование. В плунжерном приспособлении пруты нагреваются электронагревателем около обрабатываемого участка. Задачей тыльной твердой доли присадочных материалов является замена поршня для более вязкой массы, расположенной спереди.
Комбинированные
Экструдеры комбинированного типа сочетают в себе характеристики двух вышеперечисленных видов термомеханического устройства.
Лучшие производители
Зачастую потребители покупают ручные виды сварочных экструдеров известных брендов.
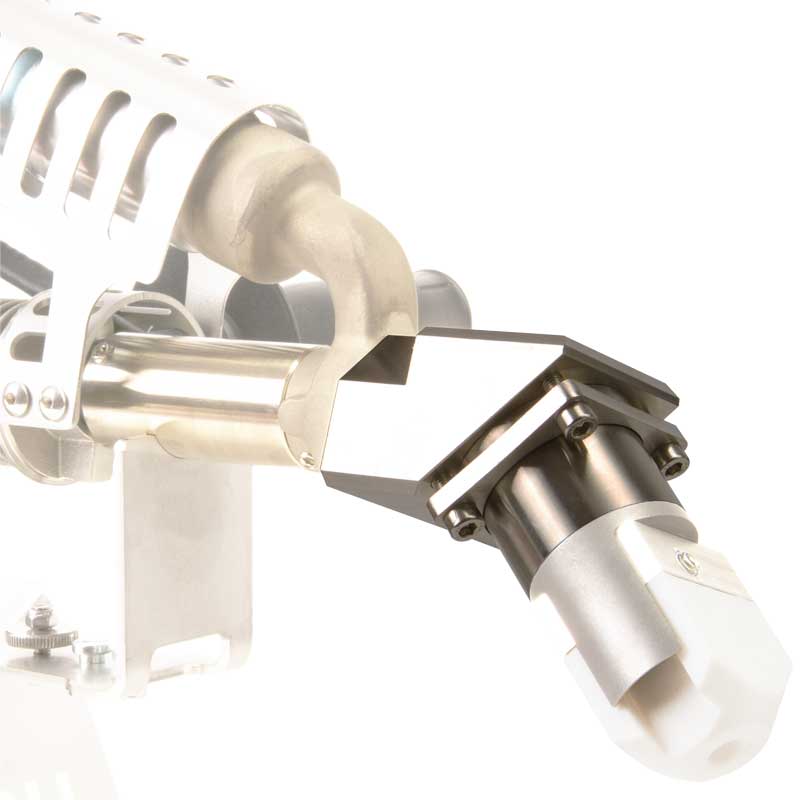
- Munsch. Приспособление изготавливают в Германии. Особенностью данного устройства считается удобство крепежа рабочих узлов. Экструдер данной модели ремонтопригодный и может применяться для работы с присадочным типом материалов разного вида. Благодаря раздельности нагрева применение прибора возможно в морозную погоду на открытом участке. Также потребители отмечают высокое качество сборки, продуманность управления и множество насадок.
- Leister. Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.
 Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.
Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.- Dohle. Экструдер немецкого производства характеризуется компактностью, хорошим качеством работы. Отличительной чертой приспособления считается наличие двигателя от стороннего производителя.
- Stargun. Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.
 Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.
Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.- РСЭ. Это российский производитель ручных экструдеров. Его характеристики и функциональные возможности аналогичны вышеперечисленным моделям.
На стоимость сварочного экструдера оказывает прямое влияние его функциональность, а также производительность.
 Как показано на практике, агрегаты от российского производителя стоят намного дешевле зарубежных.
Как показано на практике, агрегаты от российского производителя стоят намного дешевле зарубежных.Советы по выбору
Такой аппарат, как экструдер, имеет свои функциональные особенности, поэтому к его выбору стоит подойти с максимальной ответственностью. При покупке данного вида оборудования стоит руководствоваться рядом параметров.
- Мощность. Этот показатель считается главным для каждого инструмента. Благодаря заданной мощности определяется работа шнекового винта, измельчается и подается пластик, а также функционирует деталь для нагрева. Мощность экструдера оказывает непосредственное влияние на производительность устройства, то есть таким образом определяется, насколько быстро экструдер сможет создать максимально качественный сварочный шов. Чтобы работа устройства была комфортной и быстрой, стоит выбирать товар с большей мощностью. На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
- Толщина соединяемого изделия. Этот показатель напрямую зависит от мощности устройства, то есть чем мощнее агрегат, тем большую толщину поверхности он способен обработать. Наименьшим показателем считается 1,5 миллиметра.
- Диаметр прута. Более профессиональные агрегаты работают с диаметром прута в 5–6 миллиметров. Наиболее компактные модели прибора работают с 3-миллиметровыми прутками.
- Тип подаваемого материала, который может быть в виде гранул или присадочного прута. Более распространенным и удобным считается второй вариант.
- Производительность. Данный показатель определяет, какое количество пластической массы за единицу времени обрабатывает экструдер. Устройство с высокой производительностью лучше использовать в промышленных масштабах. Приборы, реализуемые в настоящее время, имеют производительность от 0,5 до 3 килограммов за час.
- Органы управления. У простого экструдера присутствует несколько механических переключателей в виде рукояток с делениями. Они помогают регулировать температуру и скорость подачи пластмассы.
 На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
Использование
Важным этапом в экструзионной сварке считается подготовительный. Даже небольшое загрязнение может повлечь за собой изготовление низкого качества швов. Под влиянием воздушных масс многие термопласты окисляются. По этой причине чистка кромок должна проводиться перед процессом сваривания. Если поверхность очистить более чем за 20 минут до проведения процедуры, она может загрязниться, в результате чего потребуется повторная уборка.
Если экструдером пользовались ранее, то в первую очередь стоит ликвидировать старый присадочный материал. Даже если последний имеет аналогичный состав с тем, что будет использоваться, его применять не стоит, так как это может стать причиной снижения прочности материала. Непосредственно перед сваркой снимают блокировку на холодном пуске, агрегат со сварочным башмаком нагревают до нужной температуры.
Непосредственно перед сваркой снимают блокировку на холодном пуске, агрегат со сварочным башмаком нагревают до нужной температуры.
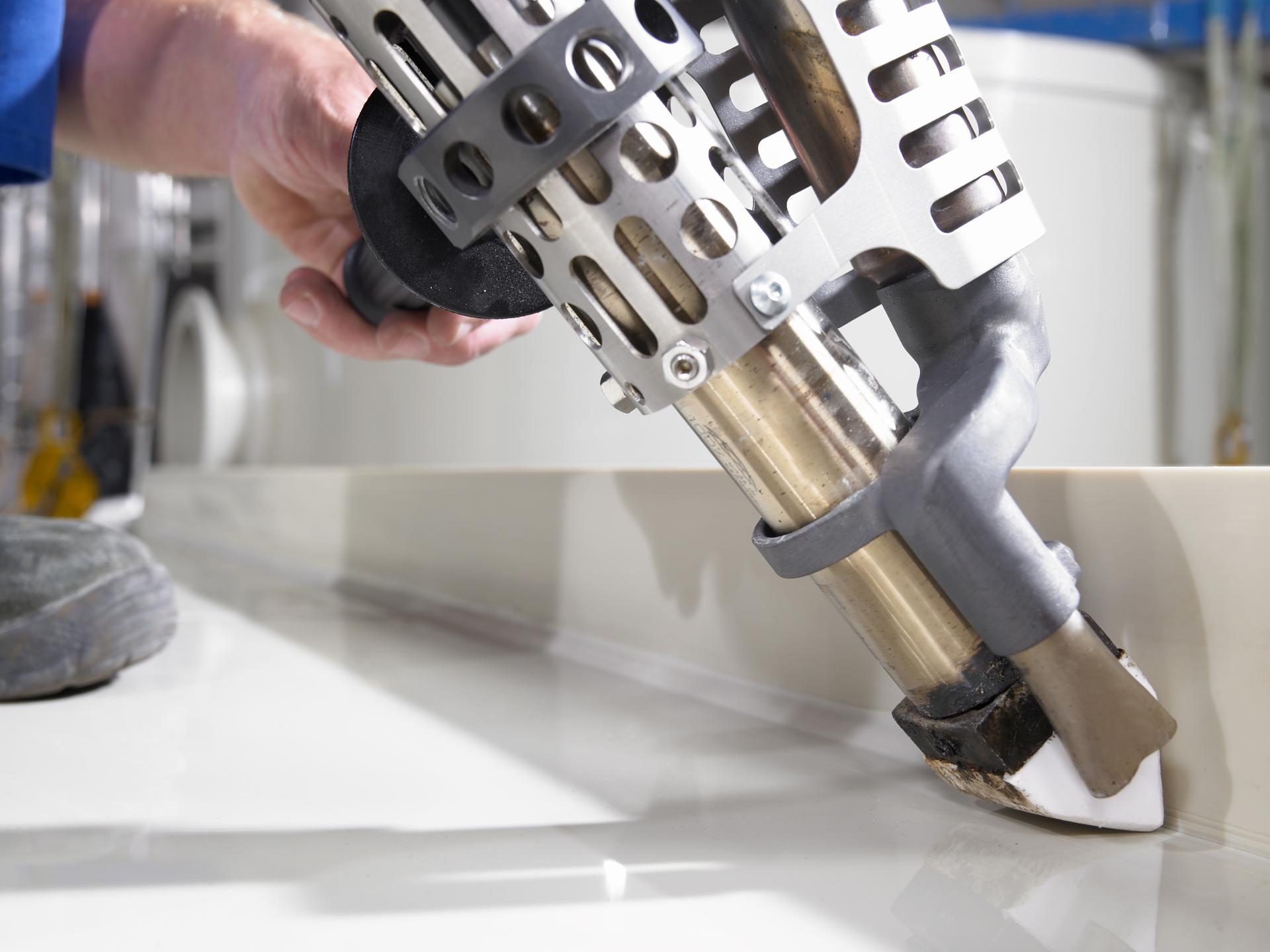
В самом процессе работы стоит придерживаться заданного угла наклона. При необходимости на время прервать работу стоит поставить экструдер на предназначенную для него подставку.
При необходимости в длительном перерыве специалисты рекомендуют сделать температурный режим меньше на 40 или 50 градусов. Благодаря такому понижению температуры восстановление рабочего процесса будет быстрым.
Перед каждым началом работы стоит делать проверку:
- прямолинейной подачи прута во втулке аппарата;
- эффективности температурного режима нагревания прута до того момента, пока его состояние не станет вязким;
- надежности прижатия сопла к поверхности соединения, в частности к тем, что имеют сложную конфигурацию;
- возможности плавки соединения от тепла, что передается термонагревателем.

Сварка при помощи ручного экструдера – это один из самых простых вариантов ее выполнения. Для того чтобы пользоваться данным приспособление, не нужно иметь профессиональных навыков. Главное, о чем должен помнить мастер при работе, – это соблюдение мер предосторожности, а также инструкции по использованию экструдера.
О том, как работать сварочным экструдером, смотрите в следующем видео.
Сварка листов из полипропилена и ПНД
Конструкции из листового полипропилена (емкости из полипропилена)? Это просто!Наша компания изготавливает монолитные и облегченные композитные листы и плиты, сварочный пруток из блок-сополимеров, а также профильные трубы. Мы предлагаем изделия из полимеров, емкости из полипропилена, ударопрочный полистирол, АБС-пластик.
Мы предлагаем изделия из полимеров, емкости из полипропилена, ударопрочный полистирол, АБС-пластик.
Высокое качество продукции достигается за счет использования передовой технологии экструзии и нового способа подвспенивания центрального слоя полипропиленового листа. На производстве работают экструзионные линии из Италии. Для изготовления продукции применяются морозостойкие, ударопрочные марки сополимеров из Германии.
Композитные листы и плиты, сварочный пруток, профильные трубы, большой выбор изделий из полимеров, емкостей из полипропилена в Москве по приемлемым ценам.
Изделия из полимеров
Листовой полипропилен ЛЕГКО обрабатывается, не давая сколов и расщепов.
- Пилится ручной ножовкой, электропилой по дереву, циркулярной пилой.
- Из него выпиливается любой, даже очень сложный, контур ручным или электролобзиком.
- Сверлится сверлом любого диаметра, на любую глубину.
- Строгается вручную или электрорубанком, режется ножом.
- Сваривается промышленным феном или ручным экструдером.
- Изгибается упруго (без нагрева) или сохраняет приданную форму (при нагревании ).

Для изготовления конструкций лист удобно комбинируется с прямоугольной полипропиленовой трубой.
Во многих применениях полипропиленовый лист заменяет: фанеру, МДФ, листовую сталь и латунь, текстолит, винипласт.
Низкая (пока!) применяемость данного материала объясняется только слабой информированностью потенциальных потребителей.
Пример №1 успешной замены традиционных материалов — изготовление емкостей.
Ниже перечислены недостатки классических материалов, благодаря которым листовой полипропилен применяется для изготовления емкостей во все возрастающих количествах.
Недостатки металла.
-Низкая коррозионная стойкость (особенно — в кислых средах) Необходимость коррозионной защиты удорожает изделия.
-Высокий удельный вес (низкая жесткость листа равной массы).
-Трудно (с большими усилиями) обрабатывается ручным инструментом.
-Для вторичной переработки обычно приходится перевозить на большие расстояния.
-Высокая теплопроводность и жесткость — лист сильно «ведет» при сварке.
- Низкая коррозионная стойкость (особенно — в кислых средах) Необходимость коррозионной защиты удорожает изделия.
- Высокий удельный вес (низкая жесткость листа равной массы).
- Трудно (с большими усилиями) обрабатывается ручным инструментом.
- Для вторичной переработки обычно приходится перевозить на большие расстояния.
- Высокая теплопроводность и жесткость — лист сильно «ведет» при сварке.
Недостатки древесины и ее производных (фанера, МДФ и другие плиты).
-низкая водостойкость и стойкость к многим жидкостям (пористость)
-плохая ремонтопригодность конструкций
-низкая биостойкость
-физическое ограничение ширины (для натуральной доски)
-большое количество неперерабатываемых отходов
- низкая водостойкость и стойкость к многим жидкостям (пористость)
- плохая ремонтопригодность конструкций
- низкая биостойкость
- физическое ограничение ширины (для натуральной доски)
- большое количество неперерабатываемых отходов
Недостатки железобетона.
-хрупкость
-большой вес (удельная прочность ниже, чем у стали, древесины, полипропилена)
-невозможность сделать тонкую и прочную стенку
-коррозия стальной арматуры
-высокая влагопроницаемость
-полная неремонтопригодность
-нерентабельность вторичной переработки
- хрупкость
- большой вес (удельная прочность ниже, чем у стали, древесины, полипропилена)
- невозможность сделать тонкую и прочную стенку
- коррозия стальной арматуры
- высокая влагопроницаемость
- полная неремонтопригодность
- нерентабельность вторичной переработки
Эти недостатки классических конструкционных материалов делают применение листов из облегченного полипропилена очень перспективным для изготовления емкостей.
Но для полного успеха такого применения нужно учитывать ряд особенностей:
- Высокая, но не абсолютная морозостойкость.
Вся продукция производится только из специальных блоксополимеров полипропилена, которые имеют повышенную ударную прочность (ударную вязкость) при низких температурах. Но, для абсолютной уверенности в надежности емкости, ее необходимо предохранять от ударов и (или) низких температур (например — закапывая в землю). - Светостойкость.
Для уличного применения мы выпускаем специальные — светостабилизированные изделия. Все части емкости, подверженные действию ультрафиолета, должны изготавливаться только из таких листов. - Стойкость к нефтепродуктам.
Полипропилен умеренно стоек к нефтепродуктам. Применять его для таких емкостей следует с осторожностью, проведя соответствующие испытания. - Склонность к электризации.
Как и все диэлектрики, полипропилен склонен к накоплению статического электричества, что нужно особенно учитывать в пожаро- и взрывоопасных условиях. Трение диэлектрической жидкости также может создавать статический заряд. Для уменьшения накопления статического заряда мы можем изготовить специальные листы. - Линейное термическое расширение.
Полимер имеет линейный коэффициент термического расширения КЛТР около 1,2*10-4, это нужно учитывать при сопряжении в конструкции различных материалов. - Горючесть.
Для специальных применений возможно применение листов с пониженной горючестью. - Для ремонта емкости нужно применять тот же материал, что и при изготовлении.

 Для уменьшения накопления статического заряда мы можем изготовить специальные листы.
Для уменьшения накопления статического заряда мы можем изготовить специальные листы.Пример №2 успешного применения листового полипропилена — устройство гидроизоляции.
Недостатки классических гидроизоляционных материалов, благодаря которым листовой полипропилен очень перспективен для устройства гидроизоляции (погребов, подвалов, смотровых ям гаражей, тоннелей.):
Недостатки стали.
-Очень высокая цена, так как из-за низкой корозионной стойкости приходится использовать толстый лист.
-Низкая коррозионная стойкость (особенно- в кислых средах) Необходимость коррозионной защиты удорожает гидроизоляцию.
-Трудно (с большими усилиями) обрабатывается ручным инструментом (особенно — в полевых условиях).
-Для вторичной переработки обычно приходится перевозить на большие расстояния.
-Высокая теплопроводность и жесткость — лист сильно «ведет» при сварке.
- Очень высокая цена, так как из-за низкой корозионной стойкости приходится использовать толстый лист.
- Низкая коррозионная стойкость (особенно- в кислых средах) Необходимость коррозионной защиты удорожает гидроизоляцию.
- Трудно (с большими усилиями) обрабатывается ручным инструментом (особенно — в полевых условиях).
- Для вторичной переработки обычно приходится перевозить на большие расстояния.
- Высокая теплопроводность и жесткость — лист сильно «ведет» при сварке.
Недостатки бетона (со специальными добавками типа Кальматрон).
-хрупкость
-большой вес
-невозможность сделать тонкую и прочную стенку
-высокая влагопроницаемость (больше, чем у стали и полипропилена)
-полная неремонтопригодность
-нерентабельность вторичной переработки
- хрупкость
- большой вес
- невозможность сделать тонкую и прочную стенку
- высокая влагопроницаемость (больше, чем у стали и полипропилена)
- полная неремонтопригодность
- нерентабельность вторичной переработки
Недостатки рулонных наплавляемых материалов.
-Низкая прочность.
-Отсутствие формоустойчивости — такая гидроизоляция надежно работает только будучи зажата между двумя ровными поверхностями.
-Невозможность монтажа гидроизоляции крупными сборками.
- Низкая прочность.
- Отсутствие формоустойчивости — такая гидроизоляция надежно работает только будучи зажата между двумя ровными поверхностями.
- Невозможность монтажа гидроизоляции крупными сборками.

Недостатки полиэтиленовой пленки.
-Низкая прочность — легко повреждается, требует надежной механической защиты.
-Ненадежность соединения краев в полевых условиях.
- Низкая прочность — легко повреждается, требует надежной механической защиты.
- Ненадежность соединения краев в полевых условиях.
Другие применения, в которых листовой полипропилен захватывает «место под солнцем»:
- водо- и химстойкие настилы, лотки, короба, столешницы.
- детали мебели
- столешницы для кухонь ресторанов и мясных цехов
- бассейны
- очистные сооружения, септики
- емкости для водоподготовки
- вентиляционные воздуховоды для химических производств
- гальванические ванны
- элементы строительных конструкций
- детали рекламных конструкций
Купить полипропилен в Москве
Экструдеры для пластика от LEISTER для установки для экструзионной сварки
Экструдеры: использование экструзионной сварки, а также преимущества и преимущества Экструзия — это популярный вариант сварки, когда дело доходит до соединения и сварки пластмасс в любой требуемой отрасли.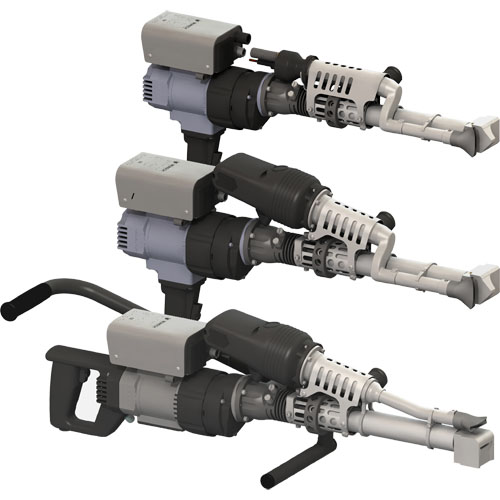 Вот все, что вам нужно знать об использовании экструзионной сварки, а также о ее преимуществах.
Вот все, что вам нужно знать об использовании экструзионной сварки, а также о ее преимуществах.
Экструзия — это коммерческий вариант соединения пластмасс, а именно сварка полипропилена и полиэтилена высокой плотности.Это один из вариантов сварки термопластов и композитных материалов. Впервые он был разработан в 1960-х годах как усовершенствование сварки горячим газом.
Процесс экструзионной сварки включает ручную работу квалифицированного сварщика, хотя можно установить автоматический процесс экструзионной сварки, если требуется непрерывная сварка, например, из-за большого объема.
Во время сварки экструзией расплавленный термопласт формируется и экструдируется в тот же материал, что и свариваемые детали.Он подготовлен как соответствующий стык между этими частями. Этот процесс достигается с помощью пистолета-экструдера для пластика, который имеет сварочную головку с соплом, используемым для горячего воздуха, и экструдер, который выталкивает присадочный материал.
Затем соединяемые поверхности нагревают и соединяют с помощью расплавленного или пластичного наполнителя.
Где можно использовать сварку экструзией?Примерами использования экструдеров при сварке пластмасс являются резервуары и секции труб, в основном при производстве крупных изделий из термопластов.Это связано с тем, что такие конструкции требуют сварного шва большого объема за один проход, чего можно добиться с помощью экструзионной сварки.
Экструдерытакже могут использоваться в экологических приложениях. В частности, это может быть соединение облицовки из различных материалов, например кровельного покрытия или материала, используемого при строительстве свалок.
Сварка экструдером становится все более популярной в сельском хозяйстве и водном хозяйстве, особенно в системах дренажа земель и отстойниках.
Каковы преимущества экструдера?Сварка экструдером имеет ряд преимуществ. К ним относятся:
- Достижение высокой скорости наплавки при сварке сварного шва присадочного материала. Это означает, что затраченное время значительно сокращается. По сравнению с альтернативой сварке горячим газом, экструзионная сварка на самом деле как минимум в пять раз быстрее.
- Прочные сварные швы плавлением. Участки, на которых производится сварка экструзией, могут быть прочнее, чем другие части изготовленной полимерной детали.
- Сварные швы высокого качества. Благодаря использованию на сварочном аппарате предварительных настроек для регулирования параметров сварки, стабильные высококачественные сварные швы могут быть выполнены с высокой скоростью.
- При экструзионной сварке используется непрерывный сварной шов. Это означает, что сварка может выполняться за один проход по сравнению со сваркой горячим газом, при которой используется более одного прохода. Это делает его более быстрым и удобным.
- Время изготовления намного меньше, чем при сварке горячим газом. Это связано с увеличением количества материалов, которые распределяются во время прохода при экструзионной сварке.
- Максимальная прочность сварного шва выше. По сравнению со сваркой горячим газом, экструзионная сварка обеспечивает более точный и прямой контроль параметров внутри сварки, что означает, что она может сваривать с большей мощностью.
 Это означает, что затраченное время значительно сокращается. По сравнению с альтернативой сварке горячим газом, экструзионная сварка на самом деле как минимум в пять раз быстрее.
Это означает, что затраченное время значительно сокращается. По сравнению с альтернативой сварке горячим газом, экструзионная сварка на самом деле как минимум в пять раз быстрее.
Сварочный аппарат для экструзии Pro-X
Высокопроизводительный экструзионный сварочный аппарат для производственной сварки геомембран и жестких термопластов.
Высокопроизводительный экструзионный сварочный аппарат Pro-X модели 600-0100 / PRT / A, производимый DEMTECH Services, Inc., является стандартом промышленного экструзионного сварочного аппарата для производственной сварки термопластичных футеровок, труб, жестких листов, а также многие другие приложения для сварки пластмасс. Опираясь на многолетний опыт работы в индустрии сварки пластмасс, мы разработали особенности и функции в его конструкции, чтобы удовлетворить потребности самых требовательных сварщиков.
Pro-X Model 600-0100 / PRT / A Характеристики:
- Мощный приводной двигатель с «пуленепробиваемой» коробкой передач, арматурой и обмотками, изготовленными по индивидуальному заказу, с расширенной гарантией.
- Эксклюзивные высокоточные редукторы (взаимозаменяемые с существующими узлами) для бесшумной работы и увеличения срока службы приводного двигателя. ГАРАНТИРОВАНО!
- Большой блок управления упрощает диагностику и ремонт электронных компонентов.
- Крышка блока управления закрывает органы управления и переключатели, защищая их от прямых солнечных лучей и случайного прикосновения.
- Раздельное измерение и контроль температуры предварительного нагрева и температуры цилиндра с электронной защитой от «холодного пуска».
- Надежный блок предварительного нагрева воздуха Demtech поддерживает точную температуру и высокий воздушный поток.
- Эргономичная средняя ручка с мягкой рукояткой легко регулируется в разные положения для работы правой или левой рукой.
- Ручка служит одновременно подставкой, что делает практически невозможным опрокидывание сварочного аппарата, предотвращая прожигание отверстия в материале гильзы предварительно нагретым воздухом.
- Закаленные винт и цилиндр обеспечивают высокий расход при минимальной нагрузке на приводной двигатель.
- Конструкция устройства подачи стержня без скручивания упрощает управление сварочным стержнем. Работает со стержнем 4 или 5 мм. Нагреватель для бочек
- Custom мощностью 1200 Вт обеспечивает жесткий контроль температуры.
- Сварочные башмаки доступны в предварительно обработанном исполнении Demtech или в виде «заготовок».
- Легкий… Высокая производительность… Надежный… Доступный


Сравнить Экструзионные сварочные аппараты
Как сваривать пластик — naiad of NH inc
В 1998 году мы осознали необходимость обучения сварке пластмасс в США и Канаде. Сварщики пластмасс обычно учатся, следуя примеру других сварщиков, которые занимаются этим бизнесом в течение многих лет, или просто учатся самостоятельно после покупки инструмента для сварки пластмасс.В США и Канаде не существует стандартов сварки пластмасс, которым должны следовать производители. Школа сварки пластмасс обнаружила потребность в официальной программе обучения сварке пластмасс.
Школа сварки пластмасс обнаружила потребность в официальной программе обучения сварке пластмасс.
КУРСЫ «НА ДОМУ»
Для начинающих или опытных производителей пластмасс мы предлагаем начальные курсы или курсы повышения квалификации. Стандартные курсы изготовления пластмасс, включая сварку горячим газом и экструзионную сварку полипропилена и листов ПВХ.Могут быть добавлены или заменены другие материалы. Мы также предлагаем обучение по стыковой и раструбной сварке труб плавлением и сварке термопластичных футеровок. Обучение сварке пластмасс будет проводиться на базе заказчика. Дополнительное сварочное оборудование может быть добавлено к оборудованию заказчика для проведения занятия. Обучение также может быть адаптировано к индивидуальным потребностям вашей компании.
Обучение изготовлению пластмасс предлагает сертификат о прохождении обучения сварке термопластов. Также доступны справочные материалы для сварки пластмасс и ремонта пластмасс, включая программное обеспечение для проектирования пластиковых резервуаров, консультации и услуги свидетелей.
ПРОГРАММА ОБУЧЕНИЯ ПО ИЗГОТОВЛЕНИЮ ПЛАСТМАССЫ НА ЧЕТЫРЕ ДНЯ КУРС ПО СВАРКЕ НА МЕСТЕ
ЧЕТЫРЕХ ДНЕВНЫЕ СЕССИИ:
Понедельник Утро будет посвящено теории пластика и Теории сварки пластмасс. Понедельник
6
. будет заниматься сваркой пластика с помощью инструментов для сварки горячим газом, сваркой полипропилена. Мы начнем изучать, «как выглядит и выглядит хороший сварной шов». Мы проведем сварку пластиковых валиков на плоском листе, а затем выполним простой одиночный V-образный шов с использованием нескольких проходов и угловой шов на полипропилене.Вторник Мы продолжим сварку полипропиленовых швов, сваривая еще один одиночный V-образный шов и угловой шов, а затем перейдем к сварке двойного V-образного шва на полипропилене. Мы проведем полевые испытания на изгиб сингла «V» и двойного «X» в последний день урока.
вторник днем мы выполним те же сварочные швы на ПВХ или на другом пластиковом материале, выбранном заказчиком.
Среда мы продолжим ПВХ или второй пластик.Либо только полипропилен, либо оба пластика будут сварены горячим газом, чтобы продемонстрировать технологии изготовления углов, а также ремонт. Затем следует визуальный осмотр всех сварных швов, выполненных во время занятия. Повторная сварка производится для любых сварных швов, не прошедших визуальный контроль. Если позволит время, мы подготовим образцы сварных швов экструзией, которые будут включать сварку горячим газом наших образцов, которые будут свариваться экструзией. Мы будем использовать экструдер для выполнения как «стыковых швов», так и «угловых швов».
В четверг мы закончим экструзионные сварные швы и имеют теоретический обзор последних трех дней.Подготовим образцы сварных швов для теоретических испытаний на изгиб.
Для тех клиентов, которые используют HDPE: мы можем заменить часть PP или PVC на HDPE time.
Для тех клиентов, у которых есть особые потребности, такие как акрил и т. Д., Мы покроем это в среду / четверг.
Д., Мы покроем это в среду / четверг.
Мы не используем фторполимеры на этом занятии, так как класс не оборудован специальной вентиляцией, необходимой для сварки этих материалов.
Специальные одно- и двухдневные курсы повышения квалификации могут проводиться на территории клиента либо в четверг / пятницу перед занятием, либо в понедельник / вторник после занятий.Эти специальные сеансы могут быть как горячим газом, так и экструзией. Или, по желанию заказчика, мы можем пройти обучение по специальным проектам или фторполимерам. Эти внутренние классы могут быть организованы для 6 сотрудников и могут быть практическими или практическими плюс теория во время проведения практических занятий по сварке. Специальные цены будут согласованы и должны быть оплачены заранее. Также может быть предоставлено оборудование. Заказчик несет ответственность за сварочный стержень, мощность, оборудование и свариваемые материалы.Если для этого курса требуется что-то одно, необходимо заранее договориться о том, чтобы материалы были в доме. Ларри обычно путешествует со своим оборудованием.
Ларри обычно путешествует со своим оборудованием.
Основные сборы Ларри за внутреннее обучение составляют:
Комиссионные: 1 доллар за милю (обычно эта стоимость распределяется пропорционально между всеми присутствующими клиентами в любой поездке) или фактическими расходами на авиабилеты.
Суточная ставка Ларри: 75 долларов США, включая дни в пути.
Стоимость проживания: около 150 долларов в день (Ларри получит расчет в отеле)
Взнос за студента: 75 долларов за студента (менеджеры, супервайзеры, QA / QC освобождаются от платы за студента.
Эта плата взимается только с любого студента, получившего «Сертификат обучения»)
В день на сайте $ 1,250 / день Специальные цены на специальные проекты всегда могут быть предметом переговоров.
Использование оборудования Ларри входит в стоимость дневного обучения и командировочные расходы.
Для получения дополнительной информации позвоните Ларри по следующему номеру: (630) -319-3480 или
Chip по телефону (603) 848-7153.
Сварочный аппарат для экструзии пластмасс, экструдер
Описание продукта
Mini HSK10 Экструзионный сварочный аппарат с чемоданом
BASIC EXTRUDER
- Экструзионная сварка ПЭ, ПП, ПВХ
- Датчик температуры, расположенный в плавильной камере
- Подача штанги, без дополнительной передачи
- Блоки управления фактической / заданной температурой массы
- Защита от холодного пуска
- Диаметр стержня 3 мм (1/8 дюйма) и 4 мм (5/32 дюйма)
- Включена 1 заглушка сопла
- Стенд машины и чемодан в комплекте
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Выход | 2. 0 фунтов / час (0,9 кг / час) (со стержнем из полиэтилена высокой плотности 4 мм) 0 фунтов / час (0,9 кг / час) (со стержнем из полиэтилена высокой плотности 4 мм) |
| Нагревательный экструдер | 300 Вт / воздух 1300 Вт |
| Привод | 460 Вт |
| Напряжение | 110 В / 50/60 Гц или 230 В / 50 Гц |
| Масса | 3,2 кг (прибл. 7 фунтов) |
| Гарантия | винт и цилиндр 24 месяца |
HSK08 DE С ГОРЯЧИМ ВОЗДУХОМ
- Работает как основной экструдер, без подачи внешнего воздуха
- Регулируемый вентилятор горячего воздуха (расход воздуха 300 л / мин)
- Нагреватель горячего воздуха 1300Вт
|
|
Поставляется с 1 пустым сварочным башмаком
Munsch Kunststoff-Schweißtechnik: Экструдеры для сварки пластмасс
Munsch Kunststoff-Schweißtechnik расширил ассортимент экструдеров для сварки пластмасс. Компания представила новую серию экструдеров гранулята. Новые модели подходят для контейнерного строительства и строительства полигонов. Новшеством является промежуточный фланцевый редуктор, который позволяет использовать приводы с большим количеством переменных скоростей. Эта новая конфигурация приводит к уменьшению размеров и компактности конструкции. Другой новый продукт — развертываемое на стройплощадке устройство для испытания на изгиб.
Компания представила новую серию экструдеров гранулята. Новые модели подходят для контейнерного строительства и строительства полигонов. Новшеством является промежуточный фланцевый редуктор, который позволяет использовать приводы с большим количеством переменных скоростей. Эта новая конфигурация приводит к уменьшению размеров и компактности конструкции. Другой новый продукт — развертываемое на стройплощадке устройство для испытания на изгиб.
Две модели экструдеров для контейнерного производства оснащены бесщеточными приводами и бесщеточными воздуходувками.Они подходят для обработки ПП / ПЭ / ПВДФ. Производительность в час составляет 4 и 6,2 кг соответственно, в зависимости от типа гранулята. Их вес составляет 10,5 кг при длине 680 мм и 11,4 кг при длине 780 мм.
Две модели экструдеров для строительства полигонов оснащены щеточными приводами и бесщеточными воздуходувками. Они подходят для обработки ПП / ПЭ / ПВДФ. В зависимости от типа гранулята часовая производительность составляет 4,2 и 6,5 кг соответственно. Вес моделей 12.8 и 13,8 кг и 830 и 930 мм в длину.
Вес моделей 12.8 и 13,8 кг и 830 и 930 мм в длину.
Еще одна новинка, представленная на выставке, — это развертываемое устройство для испытания на изгиб на стройплощадке. Благодаря компактной конструкции и транспортному кейсу, входящему в комплект поставки, он хорошо подходит для использования на стройплощадках. Устройство используется для испытания обрывов сварных швов в соответствии с DVS 2203-5 при толщине стенки материала до 15 мм. По запросу данные измерений могут быть переданы в компьютер через карту памяти.
www.munschwelding.com
Экструдер для сварки пластмасс с промежуточным фланцевым зацеплением (фото: Munsch)
Необходима помощь в сварке полипропилена и звуковой сварке
«образование .
 .. алоха … веселье»
.. алоха … веселье» Сегодня среда, 22 января, и ваши вопросы и ответы приветствуются.
Звоните прямо! (сайт «без регистрации»)
2003 г.
В. ПОЖАЛУЙСТА, ПОМОГИТЕ, если можете … Последующий вопрос к письму 6696 —
Мы собираем игрушку, и у нас возникли проблемы с ультразвуковой сваркой литого колпачка с экструдированной трубкой / трубой с внешним диаметром 1 1/2 дюйма и толщиной 3/32 дюйма. Обе части изготовлены из полипропилена.
Вот что происходит …
Я пытался сварить детали PolyPro ультразвуком и нашел следующие находки:
1) Детали из полипропилена, полученные литьем под давлением.Нет проблем при звуковой сварке.
2) Экструзионные полипропиленовые трубы с полипропиленовыми крышками, выточенные из цельного стержня. Не удалось слиться вместе, распределитель энергии на крышке расплавился, но между деталями не образовалось соединение.
3) Экструзионные полипропиленовые трубы с крышками, вывернутые из той же самой полипропиленовой трубы.
2003 г.
А.Привет, Джо,
Что меня озадачивает, так это то, что исходный запрос исходил от человека, живущего в другом штате!
Так или иначе, к делу.
Вы упоминаете, что пытаетесь сварить ПП материал толщиной 3/32 дюйма. Гм. Я не уверен, но думаю, что требования к мощности для такой «большой» толщины будут чрезмерными … поскольку я считаю / думаю, что только очень , очень тонкие материалы можно сваривать ультразвуком.
Ваше решение «наварить» колпачок на кусок трубы должно быть простым! Вам понадобится инструмент для сварки плавлением, который будет состоять из ручки, удлинителя и металлической Т-образной вершины.Верх должен состоять из раструба и патрубка. Гнездо на волос меньше размера трубы, а втулка на волос больше, чем колпачок.
Источником тепла в Ye Olden Days было открытое пламя. И если бы вы спросили дистрибьютора компании Georg Fischer (полипропиленовых труб и фитингов) об их сварочных инструментах, вы бы лучше понимали, что можно сделать, я имею в виду с точки зрения нагрева.
Фактическая работа с такой небольшой деталью, как ваша, должна занять 10 или секунд, чтобы соединить их вместе, но, возможно, 20 секунд «в предварительно нагретом инструменте».
2003 г.
А. Привет,
Я не знаю, какой у вас аппарат ультразвуковой сварки, раз уж вы об этом не упомянули … Но частота работы сварочного аппарата имеет большое значение. то есть 10 кГц, 15 кГц, 20 кГц. Также огромное значение имеет цвет или увеличение вашего усилителя: золотой, серебряный, черный и т. Д. И т. Д. Опять же, я не знаю, какое оборудование вы используете, так что это сильно повлияет на ваши результаты. Мне кажется, что у вас нет нужного оборудования. Полипропилен, в отличие от нейлона, поглощает энергию.
31 января 2008 г.
A. Hi,
По нашему опыту, ультразвуковая сварка PP не рентабельна. Если вам необходимо использовать полипропилен (он, как правило, более устойчив к коррозии, чем АБС), вы можете подумать о применении клея с растворителем, сначала нанесенного на пластик, чтобы его вскрыть, или вращательной сварки. С другой стороны, если вам подходит АБС, то звуковая сварка подойдет. Звуковая сварка очень хорошо работает с АБС и ПК (оба аморфных пластика) — вы даже можете сварить ПК и АБС вместе. С другой стороны, он вообще плохо работает с кристаллическими пластиками, такими как полипропилен и нейлон.
С другой стороны, если вам подходит АБС, то звуковая сварка подойдет. Звуковая сварка очень хорошо работает с АБС и ПК (оба аморфных пластика) — вы даже можете сварить ПК и АБС вместе. С другой стороны, он вообще плохо работает с кристаллическими пластиками, такими как полипропилен и нейлон.
finish.com стало возможным благодаря …
этот текст заменен на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, относящуюся к отделке металлов, пожалуйста, посетите эти каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, Нью-Джерси, США
3400 Вт HDPE / PE / PP / листовой пластиковый сварочный ручной экструдер — Купить Пластиковый сварочный аппарат для экструзии в ru.
 made-in-china.com
made-in-china.com RIYANG EXTRUSION WELDER RYh4400A
Этот сварочный аппарат для экструзии пластика имеет функции автономных систем нагрева, цифрового контроллера дисплея, вращающейся на 360 градусов сварочной головки, защиты двигателя от холодного пуска, которая применима для сварки PE, PP, PVDF и других термоплавких материалов. .
 5 кг. — воздуховыпускное отверстие из нержавеющей стали (верх)
5 кг. — воздуховыпускное отверстие из нержавеющей стали (верх)
