Порошковая проволока для полуавтомата без газа в Уфе: 245-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Уфа
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Порошковая проволока для полуавтомата без газа
Сварочная проволока порошковая Edon FCW1. 0-5 (1,0 мм., 5,0 кг., D200)
0-5 (1,0 мм., 5,0 кг., D200)
В МАГАЗИНЕще цены и похожие товары
Сварочная проволока порошковая Edon FCW0.8-1 (0,8 мм., 1,0 кг., D100)
В МАГАЗИНЕще цены и похожие товары
863
1500
Сварочная проволока порошковая Edon FCW1.0-1 / для сварки полуавтоматом Тип: Сварочная проволока,
В МАГАЗИНЕще цены и похожие товары
870
3000
Сварочная порошковая проволока Edon FCW1.0-1 (1,0мм, 1 кг., D100)/ проволока/ для сварки Тип:
В МАГАЗИНЕще цены и похожие товары
2 340
4100
Сварочная проволока порошковая » Edon FCW1,0-5″ для сварки с флюсом d1 мм, 5 кг Тип: Сварочная
В МАГАЗИНЕще цены и похожие товары
1 390
1790
Проволока порошковая Flux 0. 8 мм/1кг Elitech 0606.01600 Тип: Сварочная проволока, Размер: Длина
8 мм/1кг Elitech 0606.01600 Тип: Сварочная проволока, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
2 660
4890
Сварочная проволока порошковая Edon FCW0.8-5 для сварки с флюсом d0,8 мм, 5 кг Тип: Сварочная
В МАГАЗИНЕще цены и похожие товары
690
870
Проволока сварочная порошковая E71T-GS 0,8 мм, 1 кг, D100, DEKA, самозащитная, без газа, флюсовая
В МАГАЗИНЕще цены и похожие товары
3 990
6990
Сварочная проволока порошковая для полуавтомата JONSER FCW0.8-5″ (0,8 мм., 5,0 кг., D200)/Для сварки без газа(FLUS)
В МАГАЗИНЕще цены и похожие товары
2 290
4500
Проволока порошковая самозащиная 0,8мм 5 кг JULI Тип: Сварочная проволока, Размер: Длина 25.000
В МАГАЗИНЕще цены и похожие товары
450
690
Проволока порошковая DEKA E71TGS 0,8мм по 0.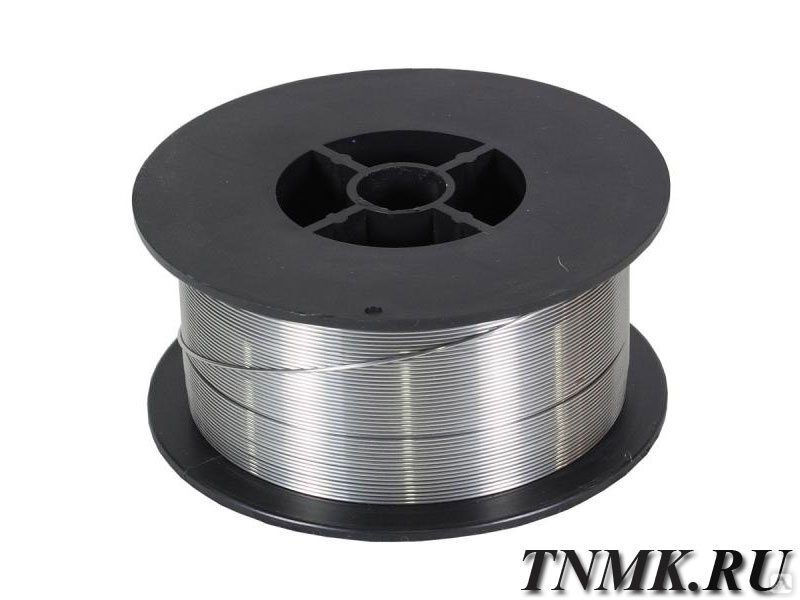 5 кг Тип: Сварочная проволока, Электроды для сварки,
5 кг Тип: Сварочная проволока, Электроды для сварки,
В МАГАЗИНЕще цены и похожие товары
1 340
3490
Сварочная проволока порошковая для полуавтомата JONSER FCW 1,0-1″ (1,0 мм., 1,0 кг., D100)/Для сварки без газа(FLUS)
В МАГАЗИНЕще цены и похожие товары
1 190
1825
Порошковая флюсовая сварочная проволока E71T-GS Sturm WW0801F Тип: Сварочная проволока, Размер:
В МАГАЗИНЕще цены и похожие товары
840
1050
Сварочная проволока самозащитная порошковая EDON FCW1.0-1 (БЕЗ ГАЗА) (1,0 мм 1,0 кг D100) Тип:
В МАГАЗИНЕще цены и похожие товары
1 590
2100
Проволока сварочная омеднённая WW0,8-5 Edon для сварки с газом d 0,8мм, 5 кг Тип: Сварочная
В МАГАЗИНЕще цены и похожие товары
790
790
Проволока порошковая E71T-GS (самозащитная) 0. 8 мм 0.9кг. СВАРИС Тип: Пруток присадочный для
8 мм 0.9кг. СВАРИС Тип: Пруток присадочный для
В МАГАЗИНЕще цены и похожие товары
555
888
Проволока сварочная порошковая самозащитная (Без газа) D-100, E71T-GS, д.0.8 мм, 1 кг. Тип:
В МАГАЗИНЕще цены и похожие товары
776
1377
Проволока самозащитная порошковая 0.8 мм, 1 кг Тип: Сварочная проволока, Размер: Длина 10.000
В МАГАЗИНЕще цены и похожие товары
620
863
Проволока сварочная порошковая Edon FCW 1.0-1 Тип: Сварочная проволока, Размер: Длина 18.000 Ширина
В МАГАЗИНЕще цены и похожие товары
535
1000
Сварочная порошковая проволока SELLER E71T-GS (без газа) d-0,8мм кат. 1 кг Тип: Сварочная
В МАГАЗИНЕще цены и похожие товары
610
900
Порошковая сварочная проволока EDON FCW-1 1,0мм 1кг Тип: Сварочная проволока, Размер: Длина 11. 000
000
В МАГАЗИНЕще цены и похожие товары
799
1599
Проволока сварочная порошковая самозащитная FoxWeld, E71T-GS Д.0.8ММ, 0,9КГ D100 Тип: Сварочная
В МАГАЗИНЕще цены и похожие товары
790
950
Самозащитная порошковая сварочная проволока SELLER E71T-GS (без газа) d-0,8мм кат. 1 кг Тип:
В МАГАЗИНЕще цены и похожие товары
801
890
Проволока сварочная порошковая Edon FCW 1.0мм-1кг / для сварки полуавтомат Тип: Сварочная
В МАГАЗИНЕще цены и похожие товары
2 861
5987
Самозащитная порошковая проволока для сварки без газа MAGMAWELD FCO 90 (D200 RND, VAC) 0.80 (mm) — 5 (Kg)
В МАГАЗИНЕще цены и похожие товары
1 490
1490
Проволока порошковая 0,8мм (1кг) MIG E71T-GS Тип: Сварочная проволока, Размер: Длина 10. 500 Ширина
500 Ширина
В МАГАЗИНЕще цены и похожие товары
555
888
Проволока сварочная порошковая самозащитная (Без газа)D-100, E71T-GS, д.0.8 мм, 0.9 кг. VERATA Тип:
В МАГАЗИНЕще цены и похожие товары
599
1299
Порошковая проволока самозащитная 0.8 мм 0.45 кг Тип: Сварочная проволока, Размер: Длина 4.000
В МАГАЗИНЕще цены и похожие товары
2 страница из 8
Сварка порошковой проволокой полуавтоматом | Сварка и сварщик
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом — FCAW (Flux Cored Arc Welding).
Содержание
- Что такое порошковая проволока?
- Функции порошка (флюса)
- Применение
- Достоинства
- Недостатки
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку из металла, заполненную порошком (флюсом).
Каждый тип порошковой проволоки имеет свой состав флюса. Через флюс можно изменять характеристики дуги и переноса электродного металла, а также металлургические особенности формирование сварного шва. Благодаря этому удалось преодолеть некоторые недостатки, свойственные процессу сварки MIG и MAG. Так, например, порошковая проволока позволяет вводить через флюс в металл шва легирующие элементы, что нельзя сделать в случае использования проволоки сплошного сечения, из-за ухудшения характера волочения.
Обычно газовая защита при сварке порошковой проволокой обеспечивается за счет газа, подаваемого из вне (Gas-shielded FCAW — FCAW-G). Однако, разработаны проволоки, в которых достаточный объем защитного газа производится при разложении флюса при нагреве — это так называемый процесс сварки самозащитной порошковой проволокой (Self-shielded FCAW — FCAW-S).
В действительности это всего лишь особая разновидность процесса полуавтоматической сварки. Поэтому для нее характерны те же особенности, что и для других процессов сварки в защитных газах, так как она также нуждается в эффективной газовой защите. Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки порошковой проволокой (FCAW). Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочного аппарата.
Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки порошковой проволокой (FCAW). Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочного аппарата.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства сварного шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
- формирование поверхности шва требуемого профиля
- удержание ванны расплавленного металла при сварке в вертикальном и потолочном положениях
- снижение скорости остывания металла сварочной ванны
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирование металла шва через флюс является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения. Вводить в сердечник порошковой проволоки легирующие компоненты технически проще и дешевле, чем изготавливать проволоку сплошного сечения из легированного металла. Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металл шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Порошковые проволоки типа металл–корд применяются для сварки полуавтоматом стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.
Применение сварки порошковой проволокой
В настоящее время сварка порошковой проволокой (FCAW) применяется там, где раньше использовались покрытые электроды, например, в кораблестроении и других отраслях тяжелого машиностроения применительно к толщинам более 1,5 мм изделий из обычных низкоуглеродистых, жаростойких, коррозионностойких и нержавеющих сталей.
Достоинства сварки порошковой проволокой
Сварка порошковой проволокой характеризуется следующими достоинствами:
- использование этого способа выгодно с экономической точки зрения. Он обеспечивает высокие скорости сварки и длительные интервалы горения дуги без перерывов (так как отсутствует необходимость в частой смене электродов)
- практически отсутствуют потери проволоки
- метод обеспечивает приемлемое качество при сварке металлов, характеризуемых низкой свариваемостью
- порошковые проволоки основного типа менее чувствительны к загрязнениям основного металла и обеспечивают получение плотного шва с низкой склонностью к трещинам
- сварка может выполняться во всех пространственных положениях
- дуга и сварочная ванна хорошо видимы
- после окончания сварки шов требует лишь незначительной обработки
- вероятность образования опасных дефектов сварного шва ниже по сравнению со сваркой сплошной проволокой.
Недостатки сварки порошковой проволоки
Некоторые из недостатков сварки порошковой проволокой представлены ниже:
- этот способ очень чувствителен к сквознякам (открытым дверям и окнам), потокам воздуха от вентиляционных систем и даже от воздушных систем охлаждения полуавтомата
- дополнительные расходы на сооружение укрытия места сварки при работе вне помещений
- в случае недостаточных знаний сварщика особенностей процесса и взаимосвязи между параметрами режима возможны такие серьезные дефекты сварного шва, как недостаточное проплавление
- требуются большие капитальные затраты на оборудование
- выделяется относительно большое количество дыма
особенности использования и эффективность применения
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Общие сведения
- Сердечник проволоки
- Эффективность применения
- Особенности использования
- Интересное видео
Порошковая сварочная проволока является удачным решением при использовании современных технологий.
Общие сведения
Порошковая проволока для сварки без газа внешне выглядит, как металлическая полая трубка. Внутри нее находится наполнитель, представляющий собой просто флюс или флюс, перемешанный с металлическим порошком. Под стальной оболочкой подразумевается холоднокатаная лента, изготовленная из мягкой стали, содержащей небольшое количество углерода. Размеры ленты выбираются в зависимости от того, какой диаметр должна иметь оболочка.
Такой тип проволоки находит применение при полуавтоматической сварке, во время которой не требуется защита с помощью газа. Самозащитная сварочная проволока может применяться без использования газового баллона, что служит несомненным преимуществом.
Внутри трубки содержатся мелкие фракции таких элементов, как железо, фосфор, хром. Это гарантирует такие обстоятельства:
- достижение подходящей температуры возле дуги и ванны и стабилизация ее;
- усиление перемешивания расплавленного металла;
- равномерное покрытие шва;
- отсутствие разбрызгивания металла;
- равномерность кипения расплавленного металла.
Также происходит увеличение скорости прохождения процесса. Имеется возможность осуществлять не только сварку, но и наплавку металлов. Порошковая проволока для полуавтоматической сварки находит широкое применение в автомобилестроении и ремонте различных металлических изделий. Особо следует отметить возможность потолочного вида сварочных работ.
Сердечник проволоки
Сердечник проволоки представляет собой комбинацию из различных элементов, минералов, ферросплавов. Их совокупность гарантирует получение соединений с заданными эксплуатационными свойствами. Все добавки, входящие в сердечник, разделяются на следующие виды:
Их совокупность гарантирует получение соединений с заданными эксплуатационными свойствами. Все добавки, входящие в сердечник, разделяются на следующие виды:
- Раскисляющие. Входят активные компоненты.
- Стабилизирующие. Обеспечивают стабильность горения дуги.
- Газообразующие. Входят компоненты, помогающие образовывать газовое облако вокруг сварочной ванны.
- Легирующие. Содержат легирующие компоненты, придающие металлу нужные качества.
- Шлакообразующие.
- Специальные. Как правило — это железный порошок.
Наиболее часто применяется порошковая самозащитная сварочная проволока, относящаяся к группе «специальные».
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Особенности использования
Применение порошковой проволоки проводится приблизительно так же, как сварка обычными электродами с использованием флюса. Порошковую проволоку можно держать в руке и подавать ее самостоятельно в зону сварки. Также ее можно заправлять в полуавтомат, чтобы она двигалась с помощью подающего механизма оборудования.
Также ее можно заправлять в полуавтомат, чтобы она двигалась с помощью подающего механизма оборудования.
При работе с этим видом расходного элемента рекомендуется устанавливать постоянный ток, а полярность выставлять обратного типа. При работе необходимо следить за длиной вылета порошковой проволоки. Он должен составлять 1,5-2 сантиметра.
Перед началом сварки требуется прогрев проволоки в течение длительного времени. Рекомендуется предварительно делать пробный шов и в зависимости от результатов корректировать устанавливаемый режим.
Интересное видео
Рубрика статьи
Назад
Вперёд
Проволока порошковая для полуавтомата. Проволока для сварки
Технология сварочного процесса постоянно развивается и совершенствуется. Инженеры и ученые разрабатывают новые уникальные способы, чтобы улучшить качество и надежность сварочного процесса. Одним из таких достижений стало изобретение в середине прошлого столетия трубчатой порошковой проволоки для полуавтомата. Это значительно облегчило работу сварщикам. Проволока для сварки газозащитной модели появилась на рынке продукции для соединения металла в 1957 году, а уже в 1961 году была разработана и запущена в производство самозащитная порошковая проволока.
Одним из таких достижений стало изобретение в середине прошлого столетия трубчатой порошковой проволоки для полуавтомата. Это значительно облегчило работу сварщикам. Проволока для сварки газозащитной модели появилась на рынке продукции для соединения металла в 1957 году, а уже в 1961 году была разработана и запущена в производство самозащитная порошковая проволока.
Сказать, что конкретный вид сварки является самым лучшим — нельзя, каждый имеет свои преимущества и недостатки. Применение определенного вида сварки выбирается в зависимости от поставленной задачи проведения работы. Работа с порошковой проволокой является популярным видом сварки, позволяющим качественно соединять различные металлы.
Конструкция порошковой проволоки
Порошковая проволока для полуавтомата представляет собой электрод, который имеет стальную оболочку, заполненную деоксидирующими, защитными и шлакообразующими присадками. Основной составляющей материала является железный порошок, по содержанию которого определяется марка проволоки.
Выбор расходного материала производится в зависимости от количества присадочных компонентов, характеристики которых и область применения должны совпадать с показателями сварочного стержня, а также диаметром проволоки для сварки.
В плане повышения качества проволока с наполнителем отличается от обыкновенного прутка следующими критериями:
- эффективно уменьшает разбрызгивание металла;
- увеличивает скорость процесса сварки;
- предоставляет возможность проводить сварочный процесс в любом положении деталей;
- увеличивает качество металла сварочной ванны, сохраняя при это химический состав соединения.
Преимущества порошковой сварки
Этот вид сварки становится очень популярным среди мастеров, даже и не очень высокой квалификации. Обусловлено это рядом преимуществ по сравнению с другими видами. Так, при флюсовой сварке трудно точно направлять электрод к месту соединения. При стыковке металлов в среде защитного газа простой сквозняк затрудняет соединение, ослабляя защиту и разбрызгивая расплавленный метал. Такие неприятности исключены при использовании порошковой проволоки для полуавтомата.
Такие неприятности исключены при использовании порошковой проволоки для полуавтомата.
Основными преимуществами применения проволоки с присадками являются следующие:
- нет необходимости применять газовое оборудование для защиты сварочной ванны от вредного воздействия кислорода;
- простота ведения процесса сварки;
- низкая цена проволоки для сварки;
- соединение угловых деталей в один проход;
- возможность работы на открытом воздухе.
Недостатки сварочного процесса проволокой
Наряду с многими положительными моментами применения порошковой проволоки для полуавтомата есть и некоторые недостатки этого типа соединения, которые могут сказываться как в заводских, так и в домашних условиях работы.
К ним можно отнести:
- требовательность к соблюдению строгих параметров напряжения, силы тока, а также длины рабочей зоны электрода;
- повышенный уровень вредных выделяемых газов и веществ;
- в некоторых случаях необходимость создания дополнительной защиты.

Виды проволоки
Конструктивно сварочная проволока может быть:
- трубчатой;
- двухслойной;
- с загибами внешней оболочки.
Загибы создаются для увеличения жесткости готового материала и предотвращения высыпания наполнителя при сдавливании проволоки роликами сварочного аппарата.
По способу защиты материал разделяется на:
- порошковую проволоку для полуавтомата с использованием в среде защитного газа;
- электродную проволоку с самостоятельной защитой, без применения газа.
Работа с проволокой, имеющей самостоятельную защиту, значительно упрощает процесс соединения металлов, так как не требуется применение баллонов с газом.
Применение проволоки для сварки в облаке защитного газа намного повышает механические свойства сварного шва.
Марки порошковой проволоки
Существует множество специальных критериев, по которым производители изготавливают расходный материал. Марка проволоки для сварки чаще всего определяется по составу входящих в порошок компонентов.
Именно правильный выбор марки применяемого электрода и решает эффективное выполнение поставленной задачи:
- Порошковая проволока марки Е71Т-1 применяется для сварки сложных, ответственных изделий, так как она способствует быстрому застыванию шлака, покрывающего сварочную ванну. Это свойство материала увеличивает скорость выполнения операции, Производительность такой сварки на подъем равна 3 кг/ч, чем не может похвастаться другой вид соединения. Эта проволока выполнена с самостоятельной защитой.
- При сварке толстостенных изделий в нижнем положении часто используется проволока марки Е70Т-4. В этом положении показатель производительности составляет 18 кг/ч, что является самой быстрой сваркой. Этот материал также считается самозащитным.
- Газозащитная проволока Е70Т-1 позволяет показывать самую высокую производительность в своем классе оборудования — до 14 кг/ч. Сварка этим материалом позволяет поддерживать стабильную электрическую дугу, даже при работе с деталями, не прошедшими механическую очистку. Ими легко сваривать загрязненные или ржавые металлические конструкции.
- Марка Е70Т-5 очень практична при работе с трудно свариваемыми металлами, так как содержит шлакообразующий порошок, который удаляет с места сварки фосфор и серу.
- Швы в вертикальном положении рекомендуется делать электродами марок ПП-АН7 или ПП-АН11. Присадки, которые входят в состав этой проволоки, быстро кристаллизуют шлак, что исключает движение расплавленного металла вниз.
- Для соединения трубопроводов применяется проволока для сварки марки ППТ-7, в состав которой входит двуокись циркония. Этот компонент преграждает путь азоту в зону сварки.
 Ими легко сваривать загрязненные или ржавые металлические конструкции.
Ими легко сваривать загрязненные или ржавые металлические конструкции.Особенности порошковой сварки
Чаще всего проволока с присадками применяется для работы шлангового полуавтомата. Поэтому визуальный обзор сварочного шва имеет хорошую доступность. Сам процесс соединения мало чем отличается от ручной дуговой сварки плавящимся электродом.
Однако если сварка осуществляется в несколько слоев, то придется удалять шлак с предыдущего слоя. Не очень большая прочность порошковой проволоки требует применения автоматической системы подачи материала с регулируемым усилием сжатия. Выполнение операций стандартной проволокой для сварки, диаметром 2,6 мм, требует использования электрической дуги непрерывного горения.
Не очень большая прочность порошковой проволоки требует применения автоматической системы подачи материала с регулируемым усилием сжатия. Выполнение операций стандартной проволокой для сварки, диаметром 2,6 мм, требует использования электрической дуги непрерывного горения.
Для выполнения сварочных работ повышенного качества нужно прибегать к защите сварочной ванны углекислым газом.
Конечно, применение полуавтоматов в домашних условиях часто становится экономически невыгодным занятием, но существуют другие способы использования порошковой проволоки. Совпадение химических свойств металлов сварки и электродов позволяет применять этот метод для наплавки изношенных деталей.
Какая сварочная проволока лучше для полуавтомата
Главная » Статьи » Какая сварочная проволока лучше для полуавтомата
Обзор 3 видов лучшией сварочной проволоки для полуавтомата
Полуавтоматическая сварка является неотъемлемой частью обработки металла. Различные металлические конструкции соединяются с ее помощью в разных промышленных направлениях.
Полуавтоматическая сварка является универсальной и может справиться с металлом разной толщины. Возможна обработка цветных и черных металлов с помощью данного вида сварки.
Способ соединения металлической конструкции с помощью сварки был разработан в 1881 году Н. Г. Славяновым и Н. Н. Бенардосом.
Полуавтоматическая сварка является процессом сваривания, во время которого в зону сварки подается электродная проволока с переменной или постоянной скоростью с одновременным поступлением в ту же зону активного газа, инертного газа или газовой смеси, обеспечивающих защиту от вредного воздействия воздуха нагретого или расплавленного основного и электродного металла.
Подача защитного газа происходит через газовый редуктор из баллона. Помимо этого, сварка полуавтоматом обеспечивает качественный шов, облегчая поджиг дуги.
Благодаря тому что сварщик не должен менять электроды и зачищать швы от шлака, увеличивается скорость и повышается качество проделанной работы.
Рабочий агрегат состоит из:
- Основного блока, состоящего, в свою очередь, из трансформатора, подающего питание, и механизма, который подает электрод.
- Шланга или сварочного рукава для полуавтомата.
- Горелки, которая внутри оснащена электродом.
- Токопроводящего наконечника, имеющего название сопло.
- Системы, которая подает инертный газ.

Для качественной работы, перед началом сварки проволокой, необходимо выбрать нужную полярность тока для сварки. Если работа осуществляется с помощью флюсового электрода, то необходимо установить прямую полярность, а если используется газовая среда, то полярность должна быть обратной.
Классификация в зависимости от компонентов
В зависимости от компонентов, применяемых для полуавтоматической сварки, существуют следующие виды проволоки:
- активированная;
- сплошного сечения;
- порошковая.
Как выбрать проволоку для полуавтомата
Выбирать данное приспособление для сварки с помощью полуавтомата необходимо, исходя из того, какие материалы будут свариваться между собой.
Для цветных и тугоплавких металлов используется сварочная проволока, имеющая большое разнообразие видов, которые выбираются конкретно под каждый случай.
Главным критерием выбора является химический состав. В обозначении используются цифры и буквы, которые легко можно расшифровать, зная, что они означают.
Например, СВ-08Г2С расшифровывается как сварная проволока, которая имеет массовую долю легированных элементов – 0,8% углерода; Г означает, что в составе имеется 2% марганца; С означает, что в составе не более 1% кремния.
Читайте также: Автомобильный эндоскоп
На что нужно обращать внимание:
Выбирая данный товар, нужно обращать внимание на такие моменты:
- для чего планируется применять;
- подбор химического состава таким образом, чтобы он максимально совпадал с составом планируемого обрабатываемого участка;
- температура плавления должна быть такой же или чуть-чуть ниже температуры свариваемого металла;
- внешний вид должен быть без ржавчины, чистый, без следов загрязнения маслом или краской;
- качество. Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;
- упаковка товара. Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.
 Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.
Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.Желательно покупать проволоку сварочную, которая была изготовлена по ГОСТу. В таком случае можно быть уверенным, что технология и качество материалов не нарушены.
На что можно не обращать внимание:
Не являются главными показателями:
- Можно не обращать внимание на страну производства, так как это не главный фактор качества.
- Не всегда цена является показателем качества.
Лучшая активированная сварочная проволока
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.
СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.

ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
Плюсы: Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Читайте также: Обхор 11 лучших станочных тисков
Минусы: Недостатками данного вида являются:
- данный вид не предназначен для сварки без защитной газовой среды;
- использование технического газа для защиты ведет к дополнительным затратам и снижению производственных показателей.

За 25 лет в ХХ веке был сделан прорыв в улучшении электрода для сваривания. Разработка содержания, покрытия и методы их изготовления для дуговой сварки дали огромный толчок для дальнейшего усовершенствования данного приспособления.
Проволока сварочная порошковая характеризуется непрерывностью электрода, состоящего из шихты (порошковый сердечник) и металлической оболочки.
Осуществление непрерывного процесса плавления возможно благодаря металлической оболочке, которая удерживает сердечник и по поверхности которой проходит сварочный ток.
Расплавление высокой производительности, которое свойственно порошковой проволоке, осуществляется сварочным током большой плотности.
ПЛ-АН101
- выпускается в форме мотков по 75-175 кг;
- химический состав: С — до 2,71%; Mn — до 1,31%; Si –— до 3,3%; S — до 0,071%; P — до 0,081%; Cr — до 25%; Ni — до 4,01%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — 16,5 мм*3,8 мм;
- применение — сварка конструкций высокой прочности.

СВ-07Х25Н13
- выпускается в форме катушек по 1-15 кг;
- химический состав: С — до 0,09%; Mn — от 1,1% до 2,01%; Si — от 0,5% до 1,01%; S — до 0,018%; P — до 0,026%; Cr — от 23% до 26%; Ni — от 12% до 14%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 0,8 мм до 1,6 мм;
- применение — сварка конструкций из нержавеющей стали.
Плюсы: Преимуществами порошкового вида являются:
- благодаря тому что сварка происходит током высокой плотности, металлической оболочке обеспечивается дополнительный подогрев, что увеличивает объем поверхности, которая обрабатывается;
- данный вид расплавляется с высокой производительностью до 11 кг/ч;
- шихта может состоять из различного порошкообразного материала, благодаря чему существует возможность создания смесей, получение которых невозможно другим способом.
Минусы: Недостатками данного вида являются:
- имеет удовлетворительное ударное сопротивление;
- трубчатая конструкция электрода имеет малую жесткость, что приводит к необходимости использования механизма с ограниченностью усилий сжатия в подающих роликах;
- для работы требуются повышенные сварочные токи, что затрудняет работу в вертикальном положении.

Лучшая сварочная проволока сплошного сечения
Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Данный вид приспособления изготавливается из:
- сплавов и алюминия;
- сплавов и меди;
- стали.
Существуют следующие виды проволоки сплошного сечения:
- наплавочная;
- для сварки;
- омедненная для сварки.
Читайте также: Обзор 11 видов лучших гайковертов
НП- ЗОХГСА
- выпускается в форме мотков по 20-80 кг либо в бунтах — до 1000 кг;
- химический состав: С — до 0,12%; Mn — до 1,2%; Si — от 0,15 до 0,35%; S — до 0,012%; P — до 0,015%; Cr — до 0,20%; N2 — 0,015%; O2 — до 0,005%; Ni — от 0,9 до 1,2%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 1,6 мм до 5,0 мм;
- применение — сварка конструкций высокой прочности.
СВ-04Н2ГТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,6%; Si — до 0,21%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,051% до 0,12%; O2 — до 0,012%; Ni — от 2,1 до 2,4%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности.

СВ-04НЗГМТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,60%; Si — до 0,20%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,050% до 0,12%; O2 — от 0,20% до 0,30%; Ni — от 2,40% до 2,81%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности и изготовление электродов.
СВ-08
- выпускается в форме мотков 8-40 кг; бунты — до 1000 кг;
- химический состав: С — до 0,10%; Mn — от 0,35% до 0,61%; Si — до 0,031%; S — до 0,040%; P — до 0,040%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,6 мм до 6,0 мм;
- применение — обработка конструкций из стали низкоуглеродистых и углеродистых.
Плюсы: Достоинства проволоки сплошного сечения:
- дешевле, чем остальные виды;
- ее используют в качестве исходника для изготовления электродов и присадочных прутов.

Минусы: Недостатками проволоки сплошного сечения являются:
- не может производиться работа при низком сварочном токе;
- затраты времени на зачистку шва больше, чем в работе с другими видами.
Таким образом, в данной статье рассмотрена классификацию проволок и их характеристики, что дает возможность выбрать качественную и подходящую проволоку для необходимого способа применения.
stogear.pro
Сварочная проволока для полуавтомата – выбираем правильно рабочий инструмент
Правильно подобранная сварочная проволока для полуавтомата – залог качественного и надежного соединения. А чтобы не ошибиться в выборе, следует ознакомиться со всеми типами и характеристиками этого материала.
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.
Омедненные электроды для сварки стали
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
Этот тип пользуется огромной популярностью. Состоит такая проволока из металлической оболочки и порошкового наполнителя, откуда и пошло название. Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Наполнитель может иметь самый различный состав, в зависимости от которого порошковая проволока делится еще на 5 видов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Виды порошковой проволоки
Во время сварки происходит испарение флюса, которое способствует образованию газовых пузырей. Они, в свою очередь, и защищают сварочную ванну. Отдав предпочтение этому типу материала, не нужно дополнительно использовать защитный газ. А, значит, можно избавиться от массы неудобств, таких как хранение, аттестация и заправка громоздких газовых баллонов.
Благодаря этому свойству, порошковую проволоку называют еще самозащитой либо флюсовой. Используя ее, вы сможете работать даже при сильном ветре. При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия. Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления. Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия. Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.
Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Если необходимо добиться повышенной пластичности металла шва, нужно использовать карбонатно-флюоритный тип.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
Среди омедненных элементов наибольшей популярностью пользуется Св-08Г2С. Она отличается прекрасной устойчивостью к растяжению. Этот параметр находится в пределах от 900 до 1350 МПа. Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).
Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).
Омедненные элементы Св-08Г2С
Для работы с нержавеющими сталями чаще всего используют высоколегированные проволоки, среди которых особой популярностью пользуется Св01Х19Н9. Поставляется этот материал в бухтах либо на пластиковых кассетах, в последнем случае диаметр изделия не должен превышать 1,6 мм. Отлично подходит для проведения работ в инертной аргоновой среде. А вот наиболее яркими представителями порошковых материалов можно назвать ПП-АН11, ПП2ДС, ПП-АН8 и ПП-АН4. Отечественные сварочные электроды, производимые в соответствии с ГОСТ, несколько отличаются от зарубежных аналогов.
Многие используют оборудование импортного производства, поэтому скажем пару слов и о сварочной проволоке, выпускаемой за рубежом. Эта продукция имеет маркировку, соответствующую стандартам AWS. Например, аналогом наиболее распространенной проволоки Св-08Г2С выступает CITOFIL 1 или Linkolnweld L50, выпускаемые в США. Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
tutmet.ru
Сварочная проволока для полуавтомата
Аппараты для полуавтоматической сварки на пике популярности, т.к. используются практически в каждой отрасли промышленности. Соответственно, востребована и сварочная проволока для полуавтомата.
На сегодняшний день, существует четыре основные разновидности сварочной проволоки для полуавтоматической сварки – алюминиевая, нержавеющая, порошковая и омедненная.
Уточним, наибольшим спросом пользуются две последние разновидности — омедненная и порошковая, а вот алюминиевая используется крайне редко.
Омедненная сварочная проволока для полуавтомата дает ровный и по-настоящему качественный сварочный шов, экономя при этом расход металла на разбрызгивании .
Порошковый аналог позволяет повысить производительность, причем существенно.
Фото
А вот купить сварочную проволоку для полуавтомата сделанную из нержавейки, либо алюминия — довольно проблематично, ведь для полуавтоматов ее используют достаточно редко.
Рассмотрим, из каких же составляющих формируется цена сварочной проволоки для полуавтомата.
Как и со многими иными расходными материалами — здесь также очень многое зависит от производителя и качества.
Совет в данном случае прост — не стоит искать наиболее дешевые аналоги, лучше отдавать предпочтение среднему ценовому диапазону.
Далее разберемся с разновидностями данного материала.
Содержание:
- Виды сварочной проволоки
- Порошковая
- Нержавеющая
- Алюминиевая
Виды сварочной проволоки
Выделяют следующие виды проволоки:
- порошковая;
- нержавеющая;
- алюминиевая.
Порошковая
Сварочная порошковая проволока для полуавтомата, благодаря входящим в ее состав окислительным аналогам-порошкам — не нуждается в применении газа.
При этом, следует учитывать, что в случае деформации, она превращается в непригодный материал и требует замены.
Порошковый аналог представляет собой трубчатую проволочную конструкцию с порошкообразным наполнителем.
Видео:
Уточним, что ее конструкция может быть различной — и простой трубчатой, и с разными загибами оболочки, и даже двухслойной.
Загибы применяют для придания проволоке жесткости, а также для предотвращения высыпания порошка при сдавливании материала роликами (подающими) сварочного полуавтомата.
Как правило, порошкообразный наполнитель представлен смесью руд и минералов, ферросплавов и химикатов.
Его главная задача – защита металла от воздуха, стабилизация дугового разряда, раскисление, легирование, формирование шва, регулировка процесса переноса электродного металла и т.д.
Относительно состава, они разделяются на:
- рутиловые;
- рутил-органические;
- рутил-флюоритные;
- карбонатно-флюоритные;
- флюоритные.

По назначению их разделяют на:
- самозащитные, предназначение которых — в сварке без газовой дополнительной защиты;
- для сварки в углекислом газе.
Каждая из данных групп, в свою очередь, разделяется на общего и спецназначения.
Самозащитные проволоки упрощают процесс сварки, т.к. отпадает необходимость в применении баллонов с газом, что расширяет возможности применения полуавтоматической сварки, к примеру, в монтажных условиях.
Применение порошковых проволок при сварке в углекислом газе разрешает улучшить параметры процесса сварки в технологическом плане, а также механические характеристики шва, в сравнении с проволоками сплошного сечения.
Горение дуги, при применении подобных проволок — особенно стабильное и мягкое.
Нержавеющая
Нержавеющая сварочная проволока для полуавтоматов изготавливается по ГОСТ 18143-72 из высоколегированной антикоррозийной стали.
Срок ее эксплуатации несколько больше, чем у остальных видов. Наиболее распространена марка 12Х18Н10Т, т.к. она отличается жаропрочностью, коррозионной стойкостью, устойчивостью к агрессивным средам.
Наиболее распространена марка 12Х18Н10Т, т.к. она отличается жаропрочностью, коррозионной стойкостью, устойчивостью к агрессивным средам.
Подобную проволоку производят в специальных бухтах D-300 типа по 12 кг. Такое устройство позволяет подавать дозировано проволоку к месту сварки.
Сварочная проволока нержавейка для полуавтоматов обычно содержит в себе углерод, кремний, магний, хром, серу и никель, фосфор.
Многокомпонентность подобного сочетания значимо повышает качество сварного шва, но и цена ее соответствует качеству, хотя, по сравнению с проволокой из черных металлов — она не так уж и высока.
Алюминиевая
Алюминиевая сварочная проволока для полуавтоматов гарантирует высокие сварочно-технологические характеристики, а также стабильность механических свойств металлошва и надежность сварных соединений.
Алюминий намного мягче стали, потому обладает склонностью к образованию петли, если имеется незначительное сопротивление в рукаве.
Дабы этого не было, желательно обладать 4-роликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем в него, снижающим сопротивление трения.
Дабы этого не случилось, может быть использован наконечник чуть большего диаметра отверстия (к примеру, алюминиевая проволока с диаметром 0,8 мм предполагает наконечник для стальной проволоки диаметра 1,0 мм).
Алюминиевая проволока плавится быстрее стальной, потому — при сварке нужно обеспечивать необходимую скорость подачи, чуть более высокую, чем для стального аналога.
В противном случае — придется намного чаще менять наконечник, который раньше времени расплавится.
Какая бы проволока не использовалась, марка обязана соответствовать материалу.
Перед его приобретением, следует изучить информацию о разновидностях алюминиевых сплавов, для сварки которых она избрана.
Нехватка данных может быть компенсирована экспериментом, без коего — в любом случае не обойтись, если вы пытаетесь сваривать алюминий впервые.
rezhemmetall.ru
Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке.
Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
 Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура.
Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
 Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
овал;
квадрат;
шестигранник;
трапеция;
круг.
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
0
0
0
2
svarkalegko.com
Самозащитная сварка порошковой проволокой: выбор горелки самозащитной сварки порошковой проволокой, чтобы повысить производительность и получить конкурентное преимущество.
Сварка порошковой проволокой в самозащитной среде обеспечивает гораздо большую скорость перемещения и скорость наплавки по сравнению со сваркой электродами, а также устраняет частые остановки и запуски, необходимые для замены электродов.
Подрядчикам, рассматривающим возможность этого преобразования, следует помнить о некоторых ключевых факторах, которые помогут выбрать правильный самозащитный сварочный пистолет с флюсовой проволокой для работы, а также правильно его использовать и обслуживать. Опции горелки, такие как теплозащитные экраны, регулируемые горлышки и регулируемая длина кабеля, могут помочь улучшить качество сварки, эффективность и комфорт оператора при сварке самозащитной порошковой проволокой.
Сварка самозащитной порошковой проволокойСварка самозащитной порошковой проволокой становится все более распространенной на стройплощадках по нескольким причинам. В дополнение к более высокой производительности и скорости наплавки в этом процессе также не требуется защитный газ для защиты сварочной ванны, что устраняет проблемы и затраты на покупку и хранение газовых баллонов на строительной площадке.
Отсутствие защитного газа также избавляет от необходимости устанавливать палатки или ветрозащитные экраны для защиты сварного шва от элементов, а также от необходимости использовать специальные сопла для управления потоком газа, как это обычно бывает при порошковой проволоке в среде защитного газа.
Для сварщиков, привыкших к сварке электродов, может потребоваться некоторая подготовка. Различная эргономика самозащитного порошкового пистолета по сравнению со стержневым электрододержателем требует подхода к сварному шву под разными углами и использования разных углов перемещения и давления.
При сварке электродом оператор обычно начинает с того, что электрод (и, следовательно, его или ее тело) находится дальше от сварного шва. По мере того как стержень укорачивается во время сварки, сварщик физически приближается к сварному шву, оказывая давление на стержневой электрод, когда он плавится в сварочной ванне. При сварке самозащитной порошковой проволокой сварщик остается на одном месте, сохраняя постоянное расстояние между контактным наконечником и сварочной ванной. Надлежащее расстояние от контактного наконечника до рабочей поверхности зависит от приложения, но не менее 1/2 дюйма является хорошим практическим правилом.
При сварке самозащитной порошковой проволокой могут образовываться шлаковые включения, если не соблюдается надлежащая технология. Регулярно проверяйте контактный наконечник, чтобы убедиться, что на нем нет брызг и мусора, что помогает обеспечить плавную подачу проволоки. Тщательно очищайте сварной шов между проходами.
Регулярно проверяйте контактный наконечник, чтобы убедиться, что на нем нет брызг и мусора, что помогает обеспечить плавную подачу проволоки. Тщательно очищайте сварной шов между проходами.
Чтобы посмотреть это видео, примите настройки, статистику и маркетинговые файлы cookie.
Jolson Welding рассказывает о многих преимуществах самозащитного пистолета для порошковой проволоки Bernard Dura-Flux. Варианты самозащитного порошкового пистолетаСварочные горелки для самозащитной порошковой проволоки доступны в различных конфигурациях. Выбор правильного пистолета может помочь подрядчикам адаптировать его к своим конкретным потребностям и задачам. Обратите внимание на следующие особенности:
Теплозащитный экран: Одной из наиболее распространенных функций самозащитных сварочных горелок с флюсовой проволокой является защитный кожух для рук или теплозащитный экран, который доступен в различных размерах. В тех случаях, когда требуется доступ к угловому соединению, выбор защитного кожуха меньшего размера повышает маневренность и обеспечивает больший доступ. Когда сварщикам необходимо работать при более высоком напряжении и наносить больше присадочного металла в сварной шов, использование защитного кожуха большего размера помогает отклонить более высокую температуру.
В тех случаях, когда требуется доступ к угловому соединению, выбор защитного кожуха меньшего размера повышает маневренность и обеспечивает больший доступ. Когда сварщикам необходимо работать при более высоком напряжении и наносить больше присадочного металла в сварной шов, использование защитного кожуха большего размера помогает отклонить более высокую температуру.
Длина шейки и изгибы: Шейки для пистолетов доступны с различной длиной и углами изгиба. Более тонкая горловина обеспечивает лучший обзор сварочной ванны и, например, улучшенный доступ к труднодоступным местам. Более короткая шея обычно обеспечивает больший контроль по сравнению с более длинной шеей. Легкие вращающиеся шейки также снижают утомляемость оператора и улучшают видимость сварного шва.
Сменный или фиксированный кабельный канал: Некоторые модели самозащитных пистолетов для порошковой проволоки доступны со сменным кабельным каналом или фиксированным кабельным каналом. Сменный кабельный ввод дает преимущества в суровых и сложных условиях, поскольку самозащитная сварка с флюсовой проволокой может негативно сказаться на оборудовании и расходных материалах. Сменные вкладыши для силовых кабелей обеспечивают быстрое и простое техническое обслуживание кабеля и могут продлить срок службы изделия, поскольку сварщики могут заменять компоненты, подверженные сильному износу. Кроме того, выбор сменного кабельного вкладыша с внутренними пусковыми выводами означает отсутствие внешнего пускового шнура, который может зацепиться за окружающие предметы. И наоборот, фиксированные кабельные вводы имеют тенденцию быть больше, что может быть проблемой при сварке в углах или ограниченном пространстве.
Сменный кабельный ввод дает преимущества в суровых и сложных условиях, поскольку самозащитная сварка с флюсовой проволокой может негативно сказаться на оборудовании и расходных материалах. Сменные вкладыши для силовых кабелей обеспечивают быстрое и простое техническое обслуживание кабеля и могут продлить срок службы изделия, поскольку сварщики могут заменять компоненты, подверженные сильному износу. Кроме того, выбор сменного кабельного вкладыша с внутренними пусковыми выводами означает отсутствие внешнего пускового шнура, который может зацепиться за окружающие предметы. И наоборот, фиксированные кабельные вводы имеют тенденцию быть больше, что может быть проблемой при сварке в углах или ограниченном пространстве.

Двойной переключатель расписания: Самозащитный сварочный пистолет с дополнительным двойным переключателем расписания позволяет регулировать скорость подачи проволоки во время сварки. В некоторых пистолетах этот переключатель встроен в рукоятку для защиты от брызг. Возможность легкого переключения между параметрами сварки — без остановки сварки и изменения настроек — экономит время и повышает производительность.
Надлежащее техническое обслуживание, чистка и техникаСуществуют способы продлить срок службы пистолета и расходных материалов. Необходимая частота технического обслуживания пистолета и расходных материалов зависит от области применения и условий сварки.
Проводите плановые проверки, чтобы убедиться, что передние расходные детали находятся в хорошем состоянии и все соединения затянуты. Это помогает поддерживать низкую теплостойкость и обеспечивает надлежащую электропроводность, благодаря чему пистолет и расходные материалы служат дольше. Рассмотрите возможность использования вращающейся шейки пистолета с цанговым соединением, что облегчает опускание шейки и ее затягивание. Расходные материалы, в которых используются компрессионные фитинги, также обеспечивают более эффективную передачу энергии и меньший перегрев, что помогает продлить срок службы изделия.
Рассмотрите возможность использования вращающейся шейки пистолета с цанговым соединением, что облегчает опускание шейки и ее затягивание. Расходные материалы, в которых используются компрессионные фитинги, также обеспечивают более эффективную передачу энергии и меньший перегрев, что помогает продлить срок службы изделия.
Следите за тем, чтобы на контактном наконечнике не было скопившихся брызг, и осмотрите наконечник на предмет признаков износа или заломов, а также осмотрите кабель на наличие повреждений или зазубрин.
Хотя самозащитная порошковая проволока позволяет сваривать материал с грязью, маслом или прокатной окалиной, помните, что лучшая подготовка поверхности обеспечивает лучшие результаты при любом применении сварки. Правильная очистка основного материала поможет получить более качественные сварные швы.
Поскольку при сварке порошковой проволокой образуется шлак и брызги, необходимо также удалять шлак между проходами и выполнять послесварочную очистку. Имейте в виду, что углы перемещения свыше 20 или 25 градусов могут увеличить разбрызгивание и нестабильность дуги. При сварке порошковой проволокой рекомендуется использовать метод протяжки с углом прохода от 5 до 15 градусов.
Имейте в виду, что углы перемещения свыше 20 или 25 градусов могут увеличить разбрызгивание и нестабильность дуги. При сварке порошковой проволокой рекомендуется использовать метод протяжки с углом прохода от 5 до 15 градусов.
По мере того, как все больше подрядчиков ищут способы повышения производительности и эффективности на стройплощадке, использование самозащитной сварки порошковой проволокой растет. Выбор сварочной проволоки, предназначенной для улучшения химического состава сварного шва или скорости наплавки, может дать еще больше преимуществ.
Самозащитная порошковая проволока может быть хорошей альтернативой электродуговой сварке во многих случаях наружного применения, повышая производительность и снижая затраты.
Опубликовано в блоге Amperage, Статья
Поиск нашего блога
Расходы
Видео
Связанные продукты
Связанные статьи
Дополнительные ресурсы
What Flux-Crower ARC Welld (FCAW)? — Полное руководство
от Jignesh Sabhadiya
Что такое дуговая сварка порошковой проволокой (FCAW или FCA)?Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой полуавтоматический или автоматический процесс дуговой сварки. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс, и источник постоянного напряжения или, реже, источник сварочного тока постоянного тока.
Иногда используется внешний защитный газ, но часто сам флюс обеспечивает необходимую защиту от атмосферы, создавая как газообразную защиту, так и жидкий шлак, защищающий сварной шов. Этот процесс широко используется в строительстве из-за его высокой скорости сварки и портативности.
Дуговая сварка с флюсовой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, аналогичный сварке металлическим активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
Этот процесс был впервые разработан в 1950-х годах как альтернатива ручной дуговой сварке металлическим электродом (ММА), которую также называют сваркой стержнем. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Она более производительна, чем сварка MAG.
Как работает дуговая сварка под флюсом? Дуговая сварка с флюсовой проволокой использует тепло, выделяемое электрической дугой, для сплавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником, при этом проволока и металлическая заготовка сплавляются вместе, образуя сварное соединение.
Аналогичен сварке MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод. Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, этот процесс неофициально известен как сварка с двойным экраном и был разработан в первую очередь для сварки конструкционных сталей.
Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод с двойным экраном предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении.
Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем при процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошная проволока или стержневые электроды.
Однако метод в среде защитного газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.
Второй вариант этого процесса не использует внешний защитный газ, а вместо этого полагается на защиту, обеспечиваемую самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.
Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, выделяющие защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа.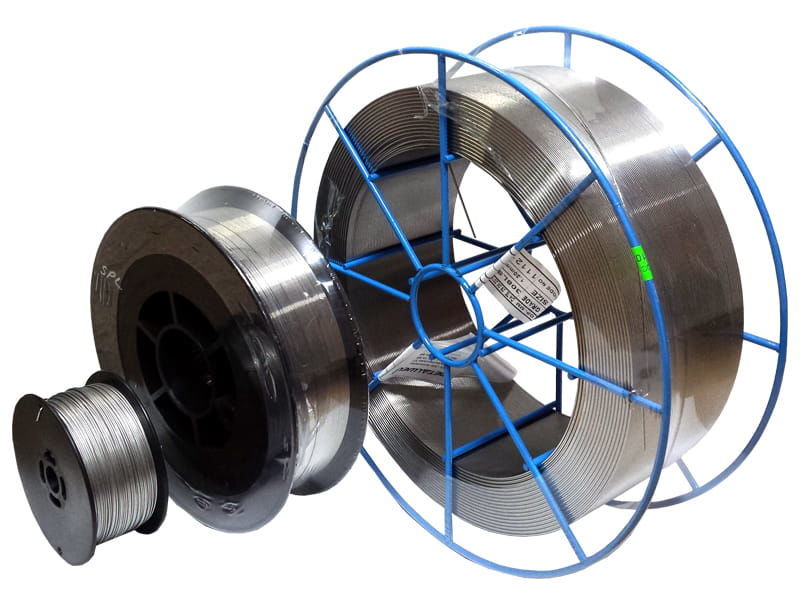 Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Ниже приведены области применения FCAW:
- Этот процесс дуговой сварки приобретает важное значение в судостроительной промышленности, поскольку он позволяет значительно сократить трудозатраты.
- Он также используется во многих строительных отраслях в аспекте сварки.
- Широко применяется в машиностроении.
- FCAW можно использовать для обработки простых углеродистых, легированных, нержавеющих и дуплексных сталей.
- Используется для наплавки и наплавки.
Ниже приведены преимущества FCAW:
- Различные способы подачи защитного газа
- Может применяться для всех видов сварки положение
- Защитный газ не требуется для некоторых проводов подходит для ветреных условий
- Обладает высокой скоростью осаждения
- Вероятность пористости очень мала
- Меньше очистки основного металла
Несмотря на большие преимущества FCAW, некоторые недостатки все же имеют место. Ниже приведены ограничения дуговой сварки с флюсовой проволокой в различных областях применения.
Ниже приведены ограничения дуговой сварки с флюсовой проволокой в различных областях применения.
- Образует шлак, который необходимо удалить после сварки
- Образует больше дыма, опасного для сварщика
- Стоимость применяемой проволоки дуговая сварка порошковой проволокой Видео Категории Производство Метки Сварка
Все о сварке с флюсовым сердечником
Независимо от того, ремонтируете ли вы что-то или изготавливаете что-то новое, скорее всего, вам понадобится сварочный аппарат для того же самого. Если у вас нет сварочного аппарата, то настоятельно рекомендуется сразу его обзавестись. Хотя вы можете запутаться, поскольку существует множество сварочных аппаратов.
В то время как некоторые из них предназначены для небольших сварных швов и основного использования, другие могут подходить для тяжелых условий эксплуатации и промышленного использования в зависимости от типа сварочного аппарата, который вы приобрели.
Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.Краткое описание
Основы дуговой сварки с флюсовой проволокойПрежде чем перейти к подробной информации, касающейся сварки с флюсовой проволокой, вы должны знать ее основы и почему она считается одним из лучших вариантов.
Если вы не знакомы с этим, дуговая сварка с флюсовым сердечником или FCAW — это простой в использовании процесс сварки, поскольку он не только является полуавтоматическим, но и очень похож на сварку MAG, которая также очень популярен для тяжелых условий эксплуатации. Для работы сварочного аппарата с флюсовой проволокой электрод с непрерывной подачей проволоки сочетается с источником сварочного тока постоянного напряжения.
Почему сварка под флюсом? Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.Помимо того, что она идеально подходит для тяжелых условий эксплуатации, сварка с флюсовой проволокой также достаточно универсальна, поскольку ее можно оптимизировать в соответствии с вашими потребностями. В то время как для некоторых сварочных работ может потребоваться защитный газ, другие можно выполнять без него. Если вы не используете защитный газ, он идеально подходит для использования на открытом воздухе, когда ветер может сдуть защитный газ. Но основная причина использования дуговой сварки с флюсовой сердцевиной заключается в том, что она обеспечивает высокую скорость сварки, что делает ее идеальной для тяжелых условий эксплуатации.
Преимущества сварки с флюсовым сердечникомНесмотря на то, что мы более подробно и подробно рассмотрим все преимущества и недостатки сварки с флюсовым сердечником, понимаем ее преимущества, чтобы понять, почему ее можно предпочесть другим типам сварочных процессов.
Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.Так как он также может работать без защитного газа, вы можете использовать его во многих случаях, когда газ может сдуться. Если вы хотите выполнять высокоточные и детализированные сварные швы с помощью сварочного аппарата, то сварочный аппарат с флюсовой проволокой может стать отличным вариантом, так как его электрод подается автоматически.
Как работает дуговая сварка с флюсом?Теперь, когда вы знаете больше о дуговой сварке с флюсовой сердцевиной и ее основных преимуществах по сравнению с другими типами сварочных процессов, вам следует больше узнать о ее функционировании. Зная, как работает ваш сварочный аппарат, вы сможете использовать его более эффективно, а также устранять небольшие проблемы, с которыми вы можете столкнуться при его использовании.
Ключевой принцип работы аппарата для дуговой сварки с флюсовой сердцевиной включает использование высокотемпературной электрической дуги для сплавления сварочного материала вместе со свариваемым материалом.
Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.В то время как некоторые из вас могут использовать внешний защитный газ во время сварки, другие могут предпочесть использовать его без газа. Помимо защитного газа, флюс, присутствующий внутри сердечника, также плавится для защиты свариваемого металла, что приводит к двойному экранированию. В результате вы можете легко сваривать более толстые металлы, если используете смесь защитного газа из аргона и углекислого газа.
Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.Идеально, если дует сильный ветер и защитный газ не может защитить свариваемый металл. Такая способность к самозащите достигается за счет электродов, заполненных флюсом, которые при нагревании образуют собственный защитный газ. Помимо того, что этот тип самозащитной сварки является отличным вариантом для использования на открытом воздухе, он также отлично подходит для портативного использования, поскольку вам не нужно носить с собой баллоны с защитным газом.
Советы по сварке с флюсовым сердечникомЕсли у вас уже есть сварочный аппарат с флюсовой проволокой в вашей мастерской или вы планируете приобрести новый, он будет достаточно эффективен для вас только тогда, когда вы знаете, как с ним работать в совершенстве. Хотя основные принципы сварки остаются теми же и для сварочных аппаратов с флюсовой проволокой, есть несколько советов, которые вы должны иметь в виду, включая следующие:
- При использовании сварочного аппарата с флюсовой проволокой необходимо убедиться, что полярность электрода установлена на отрицательную, а не на положительную.
- Очень важно поддерживать его в прохладном месте с помощью надлежащей вентиляции.
- Во время сварочного процесса вы всегда должны очищать весь шлак после каждого прохода, чтобы получить чистые сварные швы.
- Если вы хотите сделать плоские сварные швы, вы должны сваривать под углом 90 градусов и 10 градусов назад. С другой стороны, тавровые соединения должны выполняться под углом 45 градусов, а соединения внахлестку под углом 60-70 градусов в пределах одного сварного шва.
- Для горизонтального угла сварочный пистолет необходимо переместить вверх на 10 градусов. А для вертикального угла вам нужно переместить его вниз для более тонких металлов и вверх для металлов толще ¼ дюйма.
- В большинстве случаев параметры вашего сварочного аппарата следует уменьшить на 10-15% для достижения наилучших результатов.
Прежде чем приступить к использованию сварочного аппарата с флюсовой проволокой в мастерской или любом другом удаленном месте, убедитесь, что вы используете его только с подходящими совместимыми металлами.
Для чего используется сварка с флюсовым сердечником? К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.Тем из вас, кто все еще не понимает, что такое сварочные аппараты с флюсовой проволокой, по сравнению с другими, может быть интересно узнать еще больше. Всякий раз, когда вы покупаете какой-либо инструмент или оборудование для своей мастерской, было бы неплохо рассмотреть его преимущества и недостатки. Точно так же, прежде чем выбрать аппарат для дуговой сварки с флюсовым сердечником, обязательно рассмотрите следующие преимущества и недостатки:
Преимущества- Благодаря характеристике двойной защиты аппарата для сварки флюсовой проволокой его можно использовать не только для сварки толстых металлов, но и вне помещений, где использование защитного газа может оказаться нецелесообразным.
- Если вы не используете защитный газ в сварочном аппарате с флюсовой проволокой, то он также является отличным переносным вариантом, так как не требует газового баллона.
- Поскольку сварочные аппараты с флюсовой проволокой полагаются на электроды с непрерывной подачей, их общая скорость сварки намного выше и более целесообразна для крупномасштабных операций.
- Вы можете использовать свой аппарат для дуговой сварки с флюсовой сердцевиной для выполнения сварных швов практически под любыми углами и положениями с почти одинаковыми результатами, если вы используете его правильно.
- Если вы правильно используете сварочный аппарат с флюсовой проволокой, вероятность возникновения проблем с пористостью очень мала.
- Подобно многим другим типам сварочных процессов, сварка с флюсовой сердцевиной также может производить ядовитый дым, который в долгосрочной перспективе вреден для вашего здоровья.
- В некоторых случаях вы даже можете столкнуться с пористостью, если защитный газ не сможет выйти до того, как металл сварки схватится.
- Поскольку при сварке с флюсовой проволокой для сварки используются полые электроды, необходимо соблюдать особую осторожность при их хранении и транспортировке.
- Если вы не подаете электрод непрерывно при использовании сварочного аппарата с флюсовой проволокой, вы можете столкнуться со многими проблемами.
- Как упоминалось ранее в советах по сварке с флюсовым сердечником, шлак необходимо удалять при каждом сварочном проходе, что для многих может быть довольно утомительным.
После проверки всех различных подробностей, касающихся дуговой сварки с флюсовой проволокой и аппаратов для сварки с флюсовой проволокой, указанных выше, вы должны знать большую часть деталей, касающихся этого типа процесса сварки. Это может быть удобно для выбора дуговой сварки под флюсом среди других типов сварочных процессов. Вы также можете узнать, как получить максимальную отдачу от вашего сварочного аппарата с флюсовой проволокой, благодаря различным советам, изложенным выше.
Если вы ознакомились со всеми этими деталями сварки с флюсовым сердечником, обязательно поделитесь своими мыслями в разделе комментариев. Вы также можете задать любые вопросы вниз, если они у вас есть!Оборудование для дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой — это разновидность дуговой сварки металлическим электродом в среде защитного газа (GMAW). Фактически, единственная особенность, которая отличает его от GMAW, — это порошковая проволока, которая используется как наполнитель, а также как электрод. Как следует из названия, порошковая проволока имеет сердечник с флюсом. Это трубчатый электрод с металлической оболочкой, окружающей столб флюса по всей длине проволоки.
Присутствие флюса улучшает действие дуги, улучшает эффективность наплавки, внешний вид валика и механические свойства сварного шва. Кроме того, при высоких токах дуга более ровная и стабильная по сравнению с использованием присадочной проволоки большого диаметра в GMAW.
Однако из-за наличия флюса образуются дым и брызги, а на поверхности затвердевшего металла шва образуется слой шлака, который должен быть удален сварщиком.Флюс обеспечивает защиту от электрической дуги. Иногда в дополнение к защите от флюса также используется внешний защитный газ.
На приведенной ниже диаграмме показан процесс сварки FCAW.
Проволока непрерывно подается с помощью механизированного устройства подачи проволоки в FCAW. Общее оборудование для FCAW просто по конструкции и понятно. В этой статье рассматриваются некоторые компоненты оборудования FCAW.
Оборудование
Источник питания
Устройство подачи проволоки
Сварочный пистолет
Кабели для дуговой сварки с флюсовой сердцевиной
Смотрите также:
Оборудование
Основная компоновка оборудования, используемого для дуговой сварки порошковой проволокой, такая же, как и для дуговой сварки металлическим газом.
Основными компонентами оборудования являются источник питания, устройство подачи проволоки, сварочная горелка, сварочные кабели для подачи тока от машины к горелке и элементы управления для фиксации параметров сварки.Как упоминалось выше, иногда в дополнение к защите от флюса используется защитный газ. В этом случае также необходимо предусмотреть меры по газовой защите. В этом случае используются газовые баллоны и дополнительные сварочные кабели для подачи газа. Сварочный пистолет также отличается при использовании защитного газа.
Базовое оборудование в FCAW описано выше. При машинной сварке и автоматической сварке добавляются многие аксессуары, такие как повторители шва, устройства движения и т. д.
На следующем рисунке показано расположение различных компонентов оборудования для дуговой сварки с флюсовой проволокой. Это цифра для полуавтоматического режима сварки.
Источник питания
Источник питания подает электроэнергию для сварки. Амперметр и вольтметр на машине отображают ток и напряжение, подаваемые машиной.
Источник питания может работать от однофазного или трехфазного ввода с частотой питания 50 или 60 Гц. Рабочий цикл варьируется от бренда к бренду. Большинство машин имеют рабочий цикл 60%. Это означает, что машина может непрерывно сваривать каждые 6 минут из 10.Сила тока источников питания FCAW обычно выше, чем у источников питания GMAW. Это связано с тем, что fcaw иногда выполняется с более высокими сварочными токами. Помимо этого, мало что отличает источник питания gmaw-машины от fcaw-машины.
Для FCAW обычно рекомендуются источники питания постоянного тока постоянного напряжения. Используются как трансформаторно-выпрямительные, так и генераторные источники питания.
Тип генератора обычно используется в полевых условиях. Мощность вырабатывается двигателем внутреннего сгорания, работающим на дизельном или бензиновом топливе. Эти машины обеспечивают более стабильную дугу. Но поскольку на машине имеется много движущихся частей, работа более шумная, неэкономичная, помимо загрязнения окружающей среды двигателем внутреннего сгорания.
Кроме того, такие источники питания требуют большего обслуживания.Машины FCAW обычно используют постоянный ток. Используются как DCEP (положительный электрод постоянного тока), так и DCEN (отрицательный электрод постоянного тока). DCEP чаще используется для процесса FCAW в среде защитного газа.
Устройство подачи проволоки
Устройство подачи проволоки вытягивает проволоку из катушки, установленной на барабане, и подает ее к сварочному пистолету. Механизм подачи проволоки приводится в движение двигателем, который получает питание от источника питания. Как правило, для FCAW используются механизмы подачи проволоки с постоянной скоростью, хотя также используются механизмы подачи проволоки с регулируемой скоростью. Выбор зависит от приложения.
Устройство подачи с постоянной скоростью, как ясно из названия, подает проволоку с постоянной скоростью. Этот тип используется для источников питания постоянного напряжения. В фидерах с регулируемой скоростью датчик определяет изменение длины дуги.
Датчики влияют на изменение скорости подачи проволоки в зависимости от изменения длины дуги.На следующем рисунке показано устройство подачи проволоки в оборудовании fcaw.
Сварочный пистолет
Сварочный пистолет держится сварщиком в руке (при полуавтоматической сварке). С одного конца пушки он получает ток, проволоку и защитный газ. Контактный наконечник в пистолете передает ток на провод. На другом конце из пушки выходит провод под напряжением и защитный газ.
Пистолет нагревается из-за тепла дуги. Поэтому его необходимо охлаждать либо воздухом, либо водой. В пушках с воздушным охлаждением охлаждение обеспечивается окружающим воздухом. Защитный газ, проходящий через пистолет, также обеспечивает некоторый охлаждающий эффект. Эти горелки подходят для использования при относительно низких сварочных токах (< 500 ампер). С пистолетами с воздушным охлаждением легче обращаться и манипулировать, так как они легче по сравнению с пистолетами с водяным охлаждением.
Пистолеты с водяным охлаждением необходимы при высоком сварочном токе (> 500 ампер) и быстром нагреве горелки. В этих пистолетах вокруг пистолета предусмотрены водоводы, по которым циркулирует охлаждающая вода, поддерживающая охлаждение пистолета.
Кабели для дуговой сварки с флюсовой проволокой
Сварочные кабели передают ток от источника питания к сварочной горелке. Внутри кабели имеют толстые медные жилы, намотанные вместе, как проводник тока. Эти нити состоят из сотен тонких медных проволок, намотанных друг на друга. Медь используется из-за ее превосходной электропроводности.
Медные жилы заключены в изолированный кожух из резины. Резиновый корпус может быть изготовлен из натурального каучука или синтетического каучука.
Один из кабелей начинается от источника питания и подходит к сварочному пистолету. Этот кабель подает питание на пистолет, поэтому его также называют электродным проводом. При полуавтоматической сварке по этому кабелю также подается защитный газ и присадочная проволока.
Итак, по общему трубопроводу к пистолету передаются три вещи: присадочная проволока, защитный газ и электрический ток. При машинной или автоматической сварке провод электрода обычно отделен от подачи проволоки и защитного газа.Другой кабель соединяет источник питания непосредственно с заготовкой. Этот кабель также называется заземляющим проводом и подключается к заготовке через зажимы.
Кабели для процесса сварки FCAW бывают разных размеров в зависимости от рабочего цикла, мощности аппарата и расстояния между заготовкой и источником питания. Важно использовать правильный размер кабеля. Если используется кабель меньшего размера, чем требуется, кабель может перегреться во время сварки и расплавиться.
Размеры кабелей указаны в цифрах AWG (американский калибр проводов). Эти размеры варьируются от номера AWG 8 (наименьший) до номера AWG 4/0. В следующей таблице показаны размеры сварочных кабелей (в рейтинге AWG) для различной длины от детали до станка и для различных сварочных токов.
Немного об оборудовании для дуговой сварки с флюсовой проволокой. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
См. также:
- Электроды для дуговой сварки с флюсовой проволокой
Дуговая сварка с флюсовой проволокой — Австралийский институт сварки альтернатива дуговой сварке металлическим электродом в среде защитного газа (SMAW). Преимущество FCAW перед SMAW заключается в том, что использование стержневых электродов, используемых в SMAW, не требуется. Это помогло FCAW преодолеть многие ограничения, связанные с SMAW. Технически введение этого процесса не было чем-то новым. Это был просто новый тип электрода, который можно использовать на сварочном аппарате GMAW. Дуговая сварка с флюсовой проволокой — это процесс, аналогичный сварке GMAW. Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата GMAW — это одна и та же машина. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой полуавтоматический или автоматический процесс дуговой сварки. FCAW требует расходуемого трубчатого электрода с непрерывной подачей, содержащего флюс, и постоянного напряжения или, реже, источника сварочного тока постоянного тока. Иногда используется защитный газ, подаваемый извне, но часто сам флюс обеспечивает необходимую защиту от атмосферы, создавая как газообразную защиту, так и жидкий шлак, защищающий сварной шов. Этот процесс широко используется в строительстве из-за его высокой скорости сварки и портативности, а также возможности использования в полевых условиях. Основное различие между дуговой сваркой с флюсовой проволокой и сваркой GMAW заключается в том, как электрод защищен от воздуха. Дуговая сварка с флюсовой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, как следует из названия, «флюсовый сердечник».
ТипыОдин тип FCAW не требует защитного газа.
Это стало возможным благодаря флюсовому сердечнику в трубчатом плавящемся электроде. Однако эта сердцевина содержит больше, чем просто флюс, она также содержит различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги. Этот тип FCAW привлекателен тем, что он портативный и обычно имеет хорошее проникновение в основной металл. Кроме того, не следует учитывать ветреные условия. Некоторые недостатки заключаются в том, что этот процесс может производить чрезмерное количество ядовитого дыма (что затрудняет видимость сварочной ванны).Электрод FCAW в разрезе. 1. Металлическая оболочка электрода 2. Сердечник из флюса 3. Защитный газ, создаваемый флюсом 4. Сварочная ванна, 5. Заготовка 6. Металл сварного шва 7. Флюсовое покрытие
питается от внешнего источника. Это неофициально известно как сварка с двойным экраном. Этот тип FCAW был разработан в первую очередь для сварки конструкционных сталей. Фактически, поскольку в нем используется как электрод с флюсовой проволокой, так и внешний защитный газ, он представляет собой комбинацию сварки металлическим газом (GMAW) и дуговой сварки с флюсовой проволокой (FCAW).
Этот особый стиль FCAW предпочтителен для сварки более толстых и неудобных металлов. Шлак, созданный флюсом, также легко удаляется. Основные преимущества этого процесса заключаются в том, что в условиях закрытого цеха он, как правило, дает сварные швы с лучшими и более стабильными механическими свойствами, с меньшим количеством дефектов сварки, чем в процессах SMAW или GMAW. На практике это также позволяет повысить производительность, поскольку оператору не нужно периодически останавливаться, чтобы взять новый электрод, как в случае с SMAW.Однако, как и GMAW, его нельзя использовать в ветреной среде, так как потеря защитного газа из-за потока воздуха приведет к пористости сварного шва.
Как и во всех сварочных процессах, необходимо выбрать соответствующий электрод для получения требуемых механических свойств. Квалификация оператора является важным фактором, поскольку неправильное обращение с электродом или настройка машины могут вызвать пористость.
Сравнение FCAW и GMAWFCAW является наиболее продуктивным из процессов ручной сварки.
Переменные процесса Сварщик GMAW обычно может производить 2–3,6 кг сварного шва в час, по сравнению со сварщиком FCAW, который должен иметь возможность укладывать 10 кг сварного шва в час. Кроме того, сварка под флюсом позволяет сваривать листы толщиной 12 мм за один проход с полным проплавлением с обеих сторон. FCAW в основном используется в тяжелой промышленности и судостроении.- Скорость подачи проволоки (и ток)
- Напряжение дуги
- Удлинитель электрода
- Скорость и угол перемещения
- Уголки электродов и тип проволоки
- Состав защитного газа (при необходимости)
- Обратная полярность (положительный электрод) используется для проводов с защитой от газа FCAW, прямая полярность (отрицательный электрод) используется для самоэкранированных проводов FCAW
- FCAW может быть «всепозиционным» процессом с правильными присадочными металлами (расходуемый электрод)
- Для некоторых проводов защитный газ не требуется, что делает его пригодным для сварки на открытом воздухе и/или в ветреную погоду
- Процесс с высокой скоростью наплавки (скорость нанесения присадочного металла) в 1G/1F/2F
- Некоторые «высокоскоростные» (например, автомобильные) приложения
- По сравнению с SMAW и GTAW от операторов требуется меньше навыков.
- Требуется меньше предварительной очистки металла
- Металлургические выгоды от флюса, такого как металл сварного шва, первоначально защищенный от внешних факторов до тех пор, пока не будет удален шлак
- Вероятность пористости очень мала
Используется для следующих сплавов:
- Мягкие и низколегированные стали
- Нержавеющие стали и некоторые сплавы с высоким содержанием никеля
- Некоторые износостойкие/наплавочные сплавы
Конечно, все обычные проблемы, возникающие при сварке, могут возникать при FCAW, например, неполное сплавление между основными металлами, шлаковые включения (неметаллические включения) и трещины в сварных швах. Но есть несколько проблем, связанных с FCAW, на которые стоит обратить особое внимание:
- Расплавленный контактный наконечник – когда контактный наконечник фактически соприкасается с основным металлом, расплавляя их и расплавляя отверстие на конце
- Неравномерная подача проволоки – обычно механическая проблема
- Пористость – газы (в частности, из флюсовой сердцевины) не выходят из зоны сварки до затвердевания металла, оставляя отверстия в свариваемом металле
- Более дорогой присадочный материал/проволока по сравнению с GMAW
- Оборудование менее мобильно и более дорого по сравнению с SMAW или GTAW.
- Количество образующегося дыма может намного превышать количество SMAW, GMAW или GTAW.
- Замена присадочного металла требует замены всей катушки. Это может быть медленным и трудным по сравнению с заменой присадочного металла для SMAW или GTAW.
- Выделяет больше дыма, чем SMAW.
FCAW поставляется с двумя типами экранирования. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре. С технической точки зрения это называется самозащитой или иногда фирменной внутренней защитой.
Для двойного экрана в дополнение к экрану из флюсового сердечника требуется газовая крышка. В случае двойной защиты у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварки.
Тип напряжения FCAW – Полярность сварки – Источник питанияFCAW и GMAW используют один и тот же источник питания, т.
е. подвод тепла и ток. Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. Изменение силы тока, необходимой для сварки, достигается за счет скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.Тип напряжения для FCAW — это постоянный ток постоянного тока, аналогичный типу тока, создаваемого аккумуляторной батареей. Полярность, используемая в промышленных FCAW, обычно является положительной (+) электродом постоянного тока. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Защитные газы для FCAWВ случае использования двойного экранирования с порошковым электродом выбор защитных газов ограничен.
Возможны следующие варианты:
- CO 2 – Углекислый газ
- Аргон – Аргон
- CO 2 / Ar – смесь двух
- Ar/O 2 – Смесь двух
CO 2 сам по себе обеспечивает самый глубокий провар, но имеет некоторые ограничения:
- Механические свойства сварного шва не являются максимально достижимыми
- Возможно образование большого количества брызг
- Может страдать нестабильностью.
Газообразный аргон также используется с FCAW, но может иметь те же проблемы, что и с CO 2 . Смесь Ar с CO 2 может дать сварной шов хорошего качества. Наиболее популярен 25% CO 2 с 75% Ar. Этот защитный газ создает стабильную дугу с меньшим разбрызгиванием и обеспечивает больший режим переноса струи на электрод.
Другой часто используемой смесью является Ar / O 2 . Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном счете, при использовании двойного экрана всегда рекомендуется следовать рекомендациям производителей электродов по комбинациям электрод/газ.
Типы электродов FCAWFCAW поставляются стандартных размеров. Некоторые из них имеют такой же размер, как и большинство сварочной проволоки GMAW, но другие сравнимы с толщиной сварочного электрода. Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
- 9
- 2
- 6
Как и для большинства электродов, на катушке имеется стандартный классификационный код или код обозначения.
Чтобы лучше понять классификации, важно знать некоторые основы того, чем отличаются коды классификации.Наиболее распространенным сварочным электродом с флюсовой сердцевиной является E71T – 1. Как и у всех электродов, цифры и буквы что-то означают. Там отождествления следующие.
- E – Стойки для электродов.
- 7 – Минимальная прочность на растяжение. В данном случае это 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва. Это число получается путем прибавления к нему четырех нулей.
- 1– Обозначает положение, в котором можно приваривать этот электрод. Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
- T – Стойки для трубчатого электрода. Когда используется «T», всегда предполагается, что это электрод с флюсовой сердцевиной.
- 1 – Последнее обозначение типа защитного флюса.
Обратите внимание: все электроды с флюсовой сердцевиной необходимо хранить в соответствии с инструкциями производителя, в противном случае они могут впитывать влагу, что приведет к серьезным дефектам сварки.
Типы переноса для сварки порошковой проволокойИспользуются два типа переноса металла. Типы переноса: перенос распылением и шаровидный. Перенос распылением является наиболее распространенным. Что отличает два типа передачи, так это настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Дуговая сварка с флюсовой проволокой Подготовка шваПодготовка шва под флюсовую проволоку не так критична, как при сварке GMAW. FCAW обычно может прожигать прокатную окалину и незначительную ржавчину. Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. В дополнение к простоте подготовки шва V-образные швы со скосом могут быть более узкими для металлов толщиной 12 мм и менее, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Керамическая подкладочная лентаВо многих отраслях промышленности соединения свариваются с одной стороны с использованием керамической подкладочной ленты.
Настройка машины FCAW Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением корневой стороны сварного шва. После сварки керамическая лента просто снимается и выбрасывается.Основные настройки машины для сварки FCAW такие же, как и для сварки GMAW. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения его определяют два фактора: размер электрода и толщина металла.
Скорость подачи проволоки, задающая силу тока и, следовательно, тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. При использовании FCAW в верхнем положении (4G/4F) скорость подачи проволоки должна быть установлена так, чтобы обеспечить перенос распылением
Иногда для FCAW с электродом с двойным экраном требуется третья настройка.
Расход газа для защитного газа, который может варьироваться и зависит от размера используемой проволоки, размера сопла и преобладающих ветровых условий.Если станок GMAW будет использоваться для FCAW, необходимо заменить приводные ролики на правильный размер. Это важно, иначе трубчатая проволока может раздавиться роликами и вызвать проблемы со сваркой. Настройки натяжения роликов также не должны быть слишком тугими. .
При регулировке натяжения роликов они должны быть достаточно ослаблены, чтобы ролики могли легко проскальзывать при остановке проволоки, но должны быть достаточно натянуты, чтобы проволока продолжала поступать к контактному наконечнику горелки без нарушения скорости подачи проволоки . Правильная подача проволоки обеспечивает большую стабильность дуги.
Методы сварки FCAWПрежде чем приступить к сварке электродом FCAW, необходимо определить обозначение на этикетке. Электроды FCAW имеют два обозначения положения. Первый равен 0 и используется ТОЛЬКО для плоской и горизонтальной сварки.
Второе обозначение — 1, что означает сварку во всех положениях.FCAW очень похож на сварку GMAW, когда речь идет о методах сварки, и может использоваться как в направлении слева, так и справа, и любой метод может использоваться в любом положении.
Техника удара слева распространена для FCAW в плоском (1G/1F) и горизонтальном положениях (2G/2F). Единственный другой раз, когда вы можете захотеть рассмотреть технику обратной руки, — это сварка в положении 4G. Недостатком сварки наотмашь является то, что сварочную ванну немного сложнее увидеть.
Метод прямой сварки обычно используется для более тонких металлов, вертикально вверх (3G/3F) и для потолочных угловых швов (4F). Передний метод также хорошо работает в плоском (1G/1F) и горизонтальном положениях (2G/2F) и позволяет лучше видеть как сварочную ванну, так и сварной шов. Недостатком этого метода является то, что брызги иногда могут стать чрезмерными, если угол перемещения неправильный.
Для FCAW требуется большее удлинение или «вылет» электрода, чем для GMAW.
Как правило, GMAW требует, чтобы удлинение электрода составляло 15-20 мм. FCAW с самозащитным электродом, удлинение должно быть в пределах 20-25 мм, в зависимости от типа и размера электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод, что может помочь высушить флюс и предотвратить загрязнение сварного шва влагой, которая могла быть поглощена флюсом при хранении.Двойной экран FCAW, в большинстве случаев сварки следует использовать удлинение электрода примерно на 15-20 мм или менее.
Большинство электродов FCAW, как правило, предназначены для сварки стрингеров.
Рынок порошковой сварочной проволоки в 2022 году: отраслевой сценарий, стратегии, факторы роста и прогноз до 2028 года | Отчет на 121 странице
Новостной отдел MarketWatch не участвовал в создании этого контента.
Отчет, история и прогноз на 2015-2028 гг., данные в разбивке по компаниям, ключевым регионам, типам и применению
27 сентября 2022 г.
(Expresswire) —
Дуговая сварка порошковой проволокой (FCAW или FCA) представляет собой полуавтоматический или автоматический процесс дуговой сварки. FCAW требует расходуемого трубчатого электрода с непрерывной подачей, содержащего флюс, и постоянного напряжения или, реже, источника сварочного тока постоянного тока.ITW была крупнейшей мировой компанией в отрасли порошковой сварочной проволоки с долей рынка 11% в 2018 году, за ней следуют Lincoln Electric, Kiswel, Voestalpine, Kobelco, Hyundai, TASETO, Tianjin Golden Bridge, Tianjin Bridge, Weld Atlantic, Jinglei Welding, Beijing Jinwei, Shandong Solid Solider, ATandM.
Объем отчета о рынке порошковой сварочной проволоки:
Мировой рынок порошковой сварочной проволоки оценивается в 1546,1 млн долларов США в 2020 году. Ожидается, что к концу 2026 года он достигнет 2169,2 млн долларов США, увеличившись в среднем на 4,9% в течение 2021-2026 гг.
Этот отчет посвящен порошковой сварочной проволоке на мировом рынке, особенно в Северной Америке, Европе и Азиатско-Тихоокеанском регионе, Южной Америке, на Ближнем Востоке и в Африке.
В этом отчете рынок классифицируется по производителям, регионам, типу и применению.Получить образец отчета в формате PDF – https://www.360researchreports.com/enquiry/request-sample/15076290
Объем отчета и сегментация:
Покрытие отчета
Детали
Упомянутые компании
ITW, Lincoln Electric, Kiswel, Voestalpine, Kobelco, Hyundai, TASETO, Tianjin Golden Bridge, Tianjin Bridge, Weld Atlantic, Jinglei Welding, Beijing Jinwei, Shandong Solid Solider, ATandM
По типу
Газозащитный, Самозащитный
По приложениям
Машиностроение, изготовление конструкций, судостроение, мосты
Прогноз стоимости
Миллионы долларов США к 2028 году
Скорость роста
Впечатляющий среднегодовой темп роста с 2022 по 2028 год
Прогнозный период
с 2022 по 2028 год
Количество страниц
121
Базовый год
2021
Охваченные сегменты
По типу, по применению, по географическому положению
Получить образец отчета о порошковой сварочной проволоке за 2022 год
Рынок порошковой сварочной проволоки далее классифицируется по регионам следующим образом: )
● Европа (Германия, Великобритания, Франция, Италия, Россия, Турция и т.
д.)● Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Индия, Австралия, Индонезия, Таиланд, Филиппины, Малайзия и Вьетнам)
● Южная Америка (Бразилия, Аргентина, Колумбия и т. д.)
● Ближний Восток и Африка (Саудовская Аравия, ОАЭ, Египет, Нигерия и Южная Африка)
Этот отчет об исследовании рынка порошковой сварочной проволоки содержит ответы на ваши следующие вопросы
● Каковы мировые тенденции на рынке порошковой сварочной проволоки? Будет ли рынок свидетелем увеличения или уменьшения спроса в ближайшие годы?
● Каков предполагаемый спрос на различные виды продукции из порошковой сварочной проволоки? Каковы предстоящие отраслевые приложения и тенденции рынка Порошковая сварочная проволока?
● Каковы прогнозы мировой индустрии порошковой сварочной проволоки с учетом мощности, производства и стоимости продукции? Какой будет оценка затрат и прибыли? Какой будет доля рынка, предложение и потребление? Что насчет импорта и экспорта?
● Куда приведут отрасль стратегические разработки в среднесрочной и долгосрочной перспективе?
● Какие факторы влияют на окончательную цену порошковой сварочной проволоки? Какое сырье используется для производства порошковой сварочной проволоки?
● Насколько велики возможности рынка порошковой сварочной проволоки? Как все более широкое применение порошковой сварочной проволоки для горнодобывающей промышленности повлияет на темпы роста рынка в целом?
● Сколько стоит мировой рынок Порошковая сварочная проволока? Какова была стоимость рынка в 2020 году?
● Кто является основными игроками на рынке порошковой сварочной проволоки? Какие компании лидируют?
● Какие последние отраслевые тенденции можно внедрить для получения дополнительных доходов?
● Какими должны быть стратегии входа, меры противодействия экономическому воздействию и каналы сбыта для индустрии Порошковая сварочная проволока?
Настройка отчета
Наши аналитики помогут вам получить индивидуальные данные для вашего отчета, которые могут быть изменены с точки зрения конкретного региона, приложения или любых статистических данных.
Кроме того, мы всегда готовы выполнить исследование, которое триангулировано с вашими собственными данными, чтобы сделать исследование рынка более всесторонним с вашей точки зрения. Запросите дополнительную информацию и задайте вопросы, если таковые имеются, до покупки в этом отчете по адресу: https://www.360researchreports.com/enquiry/pre-order-enquiry/15076290
Подробное оглавление Global Flux Cored Анализ рынка сварочной проволоки и прогноз до 2028 г.0933 1.3 Рынок по приложениям
1.3.1 Объем мирового рынка порошковой сварочной проволоки по приложениям, 2017 г. VS 2022 г. VS 2028 г.1.4 Цели исследования
1,5 года рассмотренияПроизводственные мощности проволоки (2017-2028 гг.)
2.2 Мировое производство порошковой сварочной проволоки по регионам: 2017 VS 2022 VS 2028
2.3 Мировое производство порошковой сварочной проволоки по регионам
2.3.1 Мировое производство порошковой сварочной проволоки по регионам (2017- 2022)
2. 3.2 Прогноз производства порошковой сварочной проволоки по регионам (2023-2028)
2.4 Северная Америка
2.5 Европа
2.6 Китай
2.7 Япония3.1 Глобальные оценки и прогнозы продаж порошковой сварочной проволоки на 2017-2028 гг.
3.2 Глобальные оценки и прогнозы доходов от порошковой сварочной проволоки на 2017-2028 гг.0933 3.4 Глобальные продажи порошковой сварочной проволоки по регионам
3.4.1 Глобальные продажи порошковой сварочной проволоки по регионам (2017-2022 гг.)
3.4.2 Глобальные продажи порошковой сварочной проволоки по регионам (2023-2028 гг.)
3.5 Глобальные продажи порошковой сварочной проволоки Доход от проволоки по регионам
3.5.1 Мировой доход от порошковой сварочной проволоки по регионам (2017-2022 гг.)
3.5.2 Мировой доход от порошковой сварочной проволоки по регионам (2023-2028 гг.)
3,6 Северная Америка
3,7 Европа
3,8 Азиатско-Тихоокеанский регион
3,9 Латинская Америка
3,10 Ближний Восток и Африка4 Конкуренция по производителям
4. 1 Глобальные производственные мощности Порошковая сварочная проволока по производителям
4.2 Глобальные продажи Порошковая сварочная проволока по производителям
4.2.1 Глобальные продажи Порошковая сварочная проволока по производителям (2017-2022)
4.2.2 Доля рынка порошковой сварочной проволоки в мире по производителям (2017-2022 гг.)
4.2.3 Топ-10 и топ-5 крупнейших производителей порошковой сварочной проволоки в мире в 2022 г.
4.3 Мировая выручка от порошковой сварочной проволоки по производителям
4.3.1 Мировой доход от порошковой сварочной проволоки по производителям (2017-2022 гг.)
4.3.2 Мировой доход от порошковой сварочной проволоки Выручка от сварочной проволоки в 2022 году
4.4 Мировая цена продажи порошковой сварочной проволоки по производителям
4.5 Анализ конкурентной среды
4.5.1 Коэффициент концентрации рынка производителей (CR5 и HHI)
4.5.2 Доля мирового рынка порошковой сварочной проволоки по типу компании ( Уровень 1, Уровень 2 и Уровень 3)
4. 5.3 Глобальное географическое распределение производителей порошковой сварочной проволоки
4.6 Слияния и поглощения, планы расширенияПолучить образец копии отчета о рынке порошковой сварочной проволоки за 2022 год
5 Глобальный размер рынка по типам
Продажи порошковой сварочной проволоки по типам
5.1.1 Мировые продажи порошковой сварочной проволоки Исторические данные по типам (2017-2022 гг.)
5.1.2 Мировые продажи порошковой сварочной проволоки Прогнозируемые продажи по типам (2023-2028 гг.)
5.1.3 Глобальные порошковые сварочные проволоки Доля рынка продаж проволоки по типу (2017–2028 гг.)
5.2 Мировой доход от порошковой сварочной проволоки по типу
5.2.1 Мировой доход от порошковой сварочной проволоки Исторический доход по типу (2017-2022 гг.)
5.2.2 Глобальный прогнозируемый доход от порошковой сварочной проволоки по типу (2023-2028 гг.)
5.2.3 Мировая выручка Порошковая сварочная проволока Доля рынка по типу (2017-2028 гг. )
5.3 Глобальная Порошковая сварочная проволока Цена по типу
5.3.1 Глобальная Порошковая сварочная проволока Цена по типу (2017-2022 гг.)
5.3.2 Мировая Порошковая сварка Прогноз цен на проволоку по типу (2023-2028 гг.)6 Размер рынка по приложениям
6.1 Глобальные продажи Порошковая сварочная проволока по приложениям
6.1.1 Глобальные Порошковые сварочные проволоки Исторические продажи по приложениям (2017-2022)
6.1.2 Глобальные Порошковые сварочные проволоки Прогноз продаж по приложениям (2023-2028)
6.1.3 Доля рынка продаж Порошковая сварочная проволока по приложениям (2017-2028 гг.)
6.2 Глобальная выручка Порошковая сварочная проволока по приложениям
6.2.1 Глобальная Порошковая сварочная проволока Историческая выручка по применению (2017-2028 гг.) 2022)
6.2.2 Прогнозируемый доход от порошковой сварочной проволоки в мире по приложениям (2023-2028 гг.)
6.2.3 Глобальный доход от порошковой сварочной проволоки 1 Глобальная цена на порошковую сварочную проволоку по приложениям (2017-2022)
6. 3.2 Глобальный прогноз цен на порошковую сварочную проволоку по приложениям (2023-2028)7 Потребление порошковой сварочной проволоки по регионам
7.1 Глобальная порошковая сварка Потребление проволоки по регионам
7.1.1 Мировое потребление порошковой сварочной проволоки по регионам
7.1.2 Мировое потребление порошковой сварочной проволоки Доля рынка по регионамПолучить образец отчета в формате PDF -https://www.360researchreports.com/enquiry/request- sample/15076290
8.1 Северная Америка
8.1.1 Потребление порошковой сварочной проволоки в Северной Америке по применению
8.1.2 Потребление порошковой сварочной проволоки в Северной Америке по странам9.2 США
9.2.1 Канада
9.2.2 Мексика10.1 Европа
10.1.1 Потребление порошковой сварочной проволоки в Европе по применению
10.1.2 Потребление порошковой сварочной проволоки в Европе по странам
10. 0933 Германия 19.1.3 Франция
10.1.5 Великобритания
10.1.6 Италия
10.1.7 Россия11.1 Азиатско-Тихоокеанский регион
11.1.1 Потребление Азиатско-Тихоокеанского региона Порошковая сварочная проволока по применению
11.9.2 Потребление Азиатско-Тихоокеанского региона Порошковая сварочная проволока по странам0933 11.1.3 Китай
11.1.4 Япония
11.1.5 Южная Корея
11.1.6 Индия
11.1.7 Австралия
11.1.8 Индонезия
11.1.9 Таиланд
11.1.10 Малайзия
11.1.13 Филиппины 1290.31 Вьетнам12.1 Центральная и Южная Америка
12.1.1 Центральная и Южная Америка Потребление порошковой сварочной проволоки по применению
12.1.2 Центральная и Южная Америка Потребление порошковой сварочной проволоки по странам
12.1.3 Бразилия3 Средний 13.1.3 Восток и Африка
13.1.1 Ближний Восток и Африка Потребление порошковой сварочной проволоки по применению
13. 1.2 Ближний Восток и Африка Потребление порошковой сварочной проволоки по странам
13.1.3 Турция
13.1.4 Страны Персидского залива
13.1.7 Египет
13.1. 6 Южная Африка14 Корпоративные профили
14.1.1 Информация о корпорации
14.1.2 Обзор
14.1.3 Продажи порошковой сварочной проволоки, цена, выручка и валовая прибыль (2017-2022)
x 14.1.4 Сварочная порошковая проволока Номера моделей проводов, изображения, описания и технические характеристики
14.1.7 Последние разработки15 Анализ отраслевых цепочек и каналов продаж
15.1 Порошковая сварочная проволока Анализ отраслевой цепочки
15.2 Порошковая сварочная проволока Основные сырьевые материалы
15.2.1 Основные сырьевые материалы
15.2.2s Основные поставщики сырья
15.3 Способ производства порошковой сварочной проволоки и процесс усиления
15.4 Продажи и маркетинг порошковой сварочной проволоки
15.4.1 Каналы продаж порошковой сварочной проволоки
15. 4.2 Дистрибьюторы порошковой сварочной проволоки
15.7 Порошковая сварочная проволока Клиенты16 Анализ факторов рынка, возможностей, проблем и факторов риска
16.1 Порошковая сварочная проволока. Ограничения рынка сварочной проволоки17 Основные результаты глобального исследования порошковой сварочной проволоки
18 Приложение
18.1 Методология исследования
18.1.1 Методология/подход к исследованию
18.1.2 Источник данных
18.2 Сведения об авторе
18.3 Отказ от ответственностиПриобрести этот отчет (Цена 2900 долларов США за однопользовательскую лицензию) — https://www.360researchreports.com/purchase /15076290
О нас:
360 Research Reports — это надежный источник информации о рынке, который поможет вам определить потребности вашего бизнеса. В 360 Research Reports наша цель — предоставить платформу для многих первоклассных исследовательских фирм по всему миру для публикации своих отчетов об исследованиях, а также помочь лицам, принимающим решения, найти наиболее подходящие решения для исследования рынка под одной крышей.
Наша цель – предоставить наилучшее решение, которое точно соответствует требованиям заказчика. Это побуждает нас предоставлять вам специальные или синдицированные исследовательские отчеты.Свяжитесь с нами:
Веб: https: //360researchReports.com/
Электронная почта: [email protected]
Организация: 360 Исследования отчетов
. Другие отчеты:Рост целевого рынка титанового напыления в 2022 г.: динамика по ключевым результатам, влияние на отрасль, последний анализ тенденций, состояние прогресса, ожидаемый доход до 2028 г. | Отчет на 125 страницах
Анализ рынка ингредиентов для выпечки: динамика отрасли, новые технологии и прогноз до 2028 года | 149Pages Report
Рынок графических калькуляторов Подробный анализ текущего сценария с прогнозами роста до 2028 года | Отчет на 106 страницах
Пресс-релиз, распространенный The Express Wire
Чтобы просмотреть оригинальную версию на The Express Wire, посетите рынок порошковой сварочной проволоки в 2022 году: отраслевой сценарий, стратегии, факторы роста и прогноз до 2028 года | Отчет на 121 странице
COMTEX_415427999/2598/2022-09-27T21:33:40
Проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу editorial@comtex.
- При использовании сварочного аппарата с флюсовой проволокой необходимо убедиться, что полярность электрода установлена на отрицательную, а не на положительную.
 Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой. Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.
Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде. Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.
Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами. Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете. Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
 К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.

 Если вы ознакомились со всеми этими деталями сварки с флюсовым сердечником, обязательно поделитесь своими мыслями в разделе комментариев. Вы также можете задать любые вопросы вниз, если они у вас есть!
Если вы ознакомились со всеми этими деталями сварки с флюсовым сердечником, обязательно поделитесь своими мыслями в разделе комментариев. Вы также можете задать любые вопросы вниз, если они у вас есть! Однако из-за наличия флюса образуются дым и брызги, а на поверхности затвердевшего металла шва образуется слой шлака, который должен быть удален сварщиком.
Однако из-за наличия флюса образуются дым и брызги, а на поверхности затвердевшего металла шва образуется слой шлака, который должен быть удален сварщиком. Основными компонентами оборудования являются источник питания, устройство подачи проволоки, сварочная горелка, сварочные кабели для подачи тока от машины к горелке и элементы управления для фиксации параметров сварки.
Основными компонентами оборудования являются источник питания, устройство подачи проволоки, сварочная горелка, сварочные кабели для подачи тока от машины к горелке и элементы управления для фиксации параметров сварки. Источник питания может работать от однофазного или трехфазного ввода с частотой питания 50 или 60 Гц. Рабочий цикл варьируется от бренда к бренду. Большинство машин имеют рабочий цикл 60%. Это означает, что машина может непрерывно сваривать каждые 6 минут из 10.
Источник питания может работать от однофазного или трехфазного ввода с частотой питания 50 или 60 Гц. Рабочий цикл варьируется от бренда к бренду. Большинство машин имеют рабочий цикл 60%. Это означает, что машина может непрерывно сваривать каждые 6 минут из 10. Кроме того, такие источники питания требуют большего обслуживания.
Кроме того, такие источники питания требуют большего обслуживания. Датчики влияют на изменение скорости подачи проволоки в зависимости от изменения длины дуги.
Датчики влияют на изменение скорости подачи проволоки в зависимости от изменения длины дуги.
 Итак, по общему трубопроводу к пистолету передаются три вещи: присадочная проволока, защитный газ и электрический ток. При машинной или автоматической сварке провод электрода обычно отделен от подачи проволоки и защитного газа.
Итак, по общему трубопроводу к пистолету передаются три вещи: присадочная проволока, защитный газ и электрический ток. При машинной или автоматической сварке провод электрода обычно отделен от подачи проволоки и защитного газа.

 Это стало возможным благодаря флюсовому сердечнику в трубчатом плавящемся электроде. Однако эта сердцевина содержит больше, чем просто флюс, она также содержит различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги. Этот тип FCAW привлекателен тем, что он портативный и обычно имеет хорошее проникновение в основной металл. Кроме того, не следует учитывать ветреные условия. Некоторые недостатки заключаются в том, что этот процесс может производить чрезмерное количество ядовитого дыма (что затрудняет видимость сварочной ванны).
Это стало возможным благодаря флюсовому сердечнику в трубчатом плавящемся электроде. Однако эта сердцевина содержит больше, чем просто флюс, она также содержит различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги. Этот тип FCAW привлекателен тем, что он портативный и обычно имеет хорошее проникновение в основной металл. Кроме того, не следует учитывать ветреные условия. Некоторые недостатки заключаются в том, что этот процесс может производить чрезмерное количество ядовитого дыма (что затрудняет видимость сварочной ванны). Этот особый стиль FCAW предпочтителен для сварки более толстых и неудобных металлов. Шлак, созданный флюсом, также легко удаляется. Основные преимущества этого процесса заключаются в том, что в условиях закрытого цеха он, как правило, дает сварные швы с лучшими и более стабильными механическими свойствами, с меньшим количеством дефектов сварки, чем в процессах SMAW или GMAW. На практике это также позволяет повысить производительность, поскольку оператору не нужно периодически останавливаться, чтобы взять новый электрод, как в случае с SMAW.
Этот особый стиль FCAW предпочтителен для сварки более толстых и неудобных металлов. Шлак, созданный флюсом, также легко удаляется. Основные преимущества этого процесса заключаются в том, что в условиях закрытого цеха он, как правило, дает сварные швы с лучшими и более стабильными механическими свойствами, с меньшим количеством дефектов сварки, чем в процессах SMAW или GMAW. На практике это также позволяет повысить производительность, поскольку оператору не нужно периодически останавливаться, чтобы взять новый электрод, как в случае с SMAW. Сварщик GMAW обычно может производить 2–3,6 кг сварного шва в час, по сравнению со сварщиком FCAW, который должен иметь возможность укладывать 10 кг сварного шва в час. Кроме того, сварка под флюсом позволяет сваривать листы толщиной 12 мм за один проход с полным проплавлением с обеих сторон. FCAW в основном используется в тяжелой промышленности и судостроении.
Сварщик GMAW обычно может производить 2–3,6 кг сварного шва в час, по сравнению со сварщиком FCAW, который должен иметь возможность укладывать 10 кг сварного шва в час. Кроме того, сварка под флюсом позволяет сваривать листы толщиной 12 мм за один проход с полным проплавлением с обеих сторон. FCAW в основном используется в тяжелой промышленности и судостроении.

 е. подвод тепла и ток. Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. Изменение силы тока, необходимой для сварки, достигается за счет скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.
е. подвод тепла и ток. Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. Изменение силы тока, необходимой для сварки, достигается за счет скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.
 Чтобы лучше понять классификации, важно знать некоторые основы того, чем отличаются коды классификации.
Чтобы лучше понять классификации, важно знать некоторые основы того, чем отличаются коды классификации.
 Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением корневой стороны сварного шва. После сварки керамическая лента просто снимается и выбрасывается.
Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением корневой стороны сварного шва. После сварки керамическая лента просто снимается и выбрасывается. Расход газа для защитного газа, который может варьироваться и зависит от размера используемой проволоки, размера сопла и преобладающих ветровых условий.
Расход газа для защитного газа, который может варьироваться и зависит от размера используемой проволоки, размера сопла и преобладающих ветровых условий.