Самозащитная порошковая сварочная проволока
Характеристики порошковой проволоки. Польза и применение
Порошкообразная сварочная проволока подразделяется на несколько видов, каждый из которых обладает специфическими свойствами в зависимости от назначения: газозащитная (пожалуй, самый распространенный и востребованный вид у профессиональных сварщиков), самозащитная, для сварки SAW, для обычной сварки; а также специализированные виды: для сварочных работ под водой, для автоматической сварки, для сварки специализированной арматуры, а также для сварочных работ с принудительным созданием шва. Использование порошковой проволоки в своей работе является целесообразным и экономически выгодным решением.
Основные ГОСТы порошковой проволоки
Согласно ГОСТам РФ порошковая проволока должна обладать следующими характеристиками и свойствами:
- Дуга прогревается стабильно;
- Дуга гнётся легко;
- Важно чтобы плавление было равномерным;
- При плавлении проволоки не должно происходить разбрызгивание искр;
- Образующийся в процессе нагрева шлак обязательно должен покрывать весь шов;
- Сварной шов не должен иметь дефектов;
- Сварной обязательно получается аккуратным.
Порошковая сварочная проволока является востребованным, популярным и практически незаменимым материалом, которая высоко ценится профессиональными сварщиками за ее высокое качество и технические характеристики. Но при этом лучше приобретать данный вид у проверенных и надежных поставщиков, гарантирующих качество поставляемого материала и имеющих возможность предоставить сертификаты на поставляемую продукцию.
Для того, чтобы определиться с выбором необходимого Вам вида проволоки среди широчайшего ассортимента, предлагаемого нашей компанией, рекомендуем Вам обратиться к нашим менеджерам. Сотрудники компании дают четкую, точную и исчерпывающую консультацию по техническим характеристикам, допускам и областям применения, а также совместимости с другими материалами.
Сварочная проволока для полуавтоматов: низкие цены и доставка в Пензе
Основным расходным материалом для проведения сварочных работ по технологии МIG — МAG в среде инертных, активных газов либо без их использования является сварочная проволока.
Она реализуется килограммами, намотанная на стандартные бобины (катушки) для установки в специальные механизмы подачи, либо в бухтах – это потребует применения специального адаптера.
Проволока имеет достаточно сложную систему классификации и маркировки, причем отечественный ГОСТ отличается от принятого на Западе стандарта AWS. Но в любом случае буквенные символы обозначают содержание в металле проволоки определённых химических элементом и легирующих добавок, а цифровые показатели – процентное их соотношение.
Основные типы:
Проволока с монолитным сечением — изготавливаться из одного металла (сталь, мель, алюминий) или сплава на их основе. Это – самый распространенный и применяемый тип, служащий для полуавтоматической сварки МIG — МAG или же для нарубки присадочных прутков при работе по другим технологиям.
Порошковая проволока – по сути, это металлический цилиндр, заполненный специальным порошковым составом (до 40% общей массы). Наполнитель стабилизирует электрическую дугу, сварочная ванна получает надежную защиту от кислорода, происходит легирование сварного соединения. Порошковая проволока бывает самозащитная (содержит флюсы, не требующие применения газа при полуавтоматической сварке), или предназначенная для сварки в среде CO2.
Активированная проволока – в ее компонентный состав включены специальные добавки, окислы и соли щелочных металлов (до 7% массы), которые при сварке в углекислотной среде предотвращают разбрызгивание расплавленного металла и формируют ровный шов.
Виды сварной проволоки:
Алюминиевая проволока
Изготавливается из чистого алюминия либо его сплавов с добавлением от 4,8 до 6% магния или порядка 5% кремния) применяется, соответственно, для сварки алюминиевых конструкций либо пластичных или литейных алюминиевых сплавов.
 Используется для проведения работ в защитной аргонной среде.
Используется для проведения работ в защитной аргонной среде.Нержавеющая
Изготавливается из жаропрочных высоколегированных сталей, надежно защищенных добавками кремния и углерода от процессов межкристаллической коррозии. Помимо этого, в состав часто включат никель и хром, значительно повышающие эксплуатационные характеристики сварных швов.
Медная
Служит для сварки изделий из меди и сплавов – бронзы, латуни и других. Сварные швы в полной мере сохраняют все эксплуатационные качества металла, в том числе, низкое сопротивление электропроводности и высокую теплопроводность.
Стальная
Самая распространенная, служащая для наиболее частых работ по сварке деталей из различных стальных сплавов. Может иметь специальные легирующие добавки, повышающие качество сварного шва.
Омедненная
Такое покрытие существенно повышает антикоррозийные свойства металла и получаемого шва, снижает электрическое сопротивление на токосъемной части горелки, улучшает контакт с роликами механизма подачи проволоки.
 Используется для проведения работ в защитной аргонной среде.
Используется для проведения работ в защитной аргонной среде.В зависимости от возможностей сварочного полуавтомата МIG – МAG и толщины свариваемых деталей можно выбрать требуемый диаметр проволоки – от 0.6 до 2.0 мм.
электроды, сварочное оборудование, газорезка металлов в Красноярске и Новосибирске
Проволока сварочная порошковая самозащитная Hyundai Supershield 71 GS
Тип: самозащитная
Supershield 71 GS самозащитная порошковая проволока, используется для прихватки и сварки легконагруженных металлоконструкций общего назначения, также может применяться для сварки гальванопокрытых сталей.
Supershield 71 GS это самозащитная порошковая проволока для всепозиционной однопроходной сварки низкоуглеродистых и низколегированных сталей с пределом текучести не более 510 МПа.
- Не требует использования защитного газа.
|
|
Ток |
|
1G(PA) 2F(PB) 3G(PF) 4G(PE) |
DC- |
| C | Si | Mn | P | S | Al |
| 0,26 | 0,50 | 0,91 | 0,016 | 0,014 | 2,05 |
| После сварки | |
|
Предел прочности, при поперечном растяжении, МПа |
586 |
| Испытания на управляемый продольный загиб | удовлетворительно |
| Диаметр, мм | 1,0 | 1,2 | 1,4 | 1,6 |
| F |
80~200 |
160~220 |
170~250 |
180~280 |
| V-up, OH | 55~120 | 120~180 | 140~200 | 160~220 |
Диаметр, мм — 1,0 / 1,2 / 1,4 / 1,6.
Катушка, кг — 15 / 20.
Проволока порошковая самозащитная БАРСВЕЛД E71T-11 ф 0,8 мм (кассета 1 кг)
Активные_МСК+МО_Конечники
Активные_МСК+МО_Торг
Активные_ЦентральнаяРоссия_Торг
Акции (публичная подписка!)
ВК-94
Дилеры СВАРБИ
Запрос партнерам ESAB
Запрос сервисным центрам ESAB
Импорт_Горелки
Импорт_Инверторы
Импорт_КЗ и ЭД
Импорт_Краги
Импорт_Логисты
Импорт_Проволока_ER70S-6 запрос цен
Импорт_Руководства
Импорт_Сборник
Импорт_Сварочный рукав
Импорт_Сертификация масок
Импорт_Станки для гибки
Клиенты СВАРБИ-68
Клиенты СВАРБИ-Воронеж
Колл-центр_Регионы_Конечники
Корпоративная рассылка_Воронеж_21.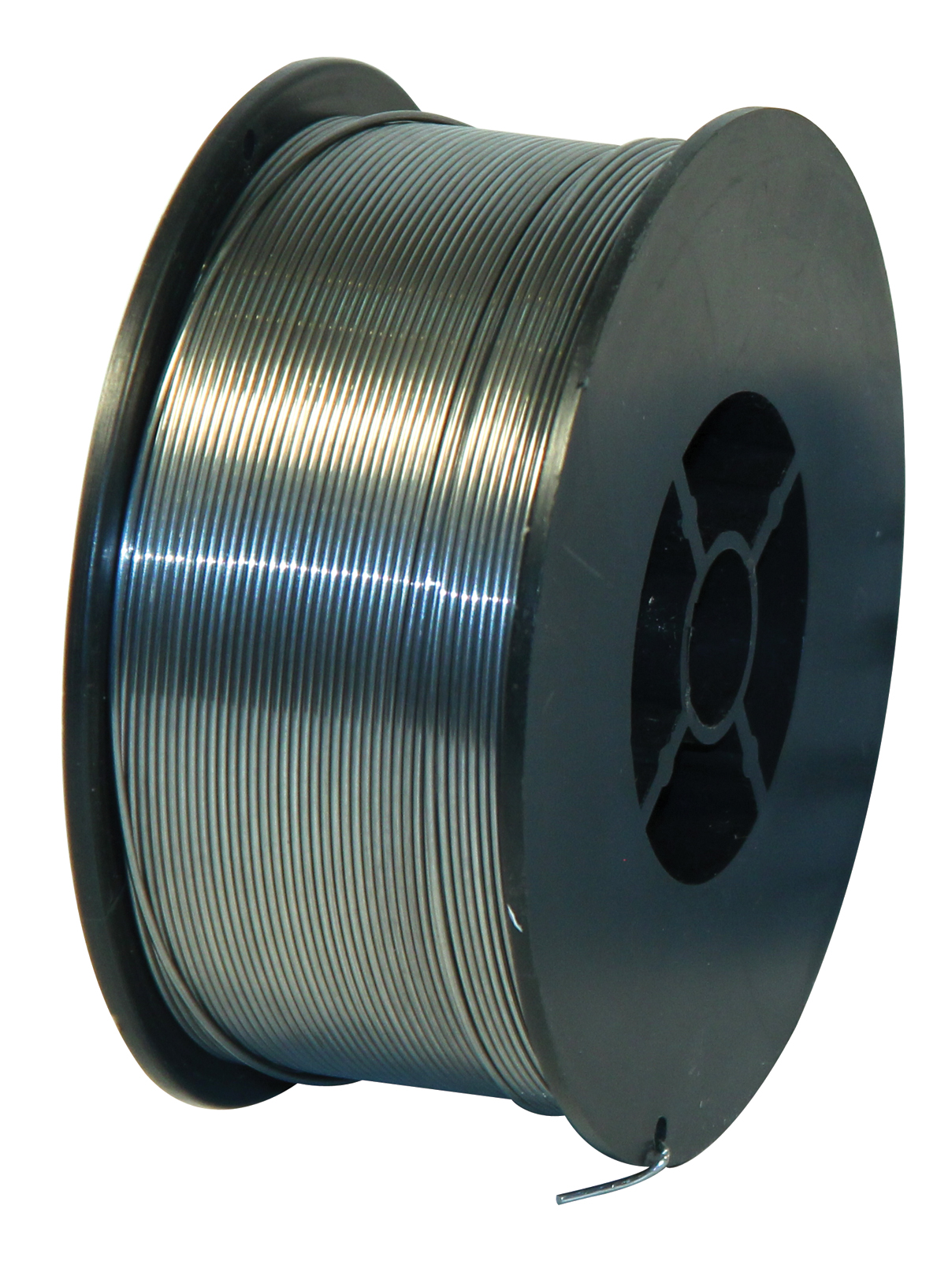 12.16
12.16
Корпоративная рассылка_Краснодар (2020-07-14)
Корпоративная рассылка_Краснодар-Соседи (2020-07-15)
Корпоративная рассылка_НН_2018-09-18
Корпоративная рассылка_СПб_01.02.17
Корпоративная рассылка_Тамбов_21.12.16
Корпоративная рассылка_Тула_12-04-2018
Корпоративная рассылка_Тула_19.05.16
МАССОВАЯ РАССЫЛКА — контакты из 1С (обновлено 28.05.2020)
Новости компании
Партнёры (все контакты ESAB)
Партнеры (Интернет Магазины)
Партнеры (разное)
Партнеры (снабжение)
Партнеры (услуги)
Покупатели БАРС
Рассылка в регионы (Воронеж, Табмов, Липецк)
Ремонт
Саратовская обл; Пензенская обл; Рязанская обл; Курская обл; Орловская обл
Сварка в теории /статьи-новинки-публикации/
Семинар
Семинар (Lincoln)
Сотрудники_IT
Сотрудники_Бухгалтерия
Сотрудники_Импорт
Сотрудники_Коммерческий отдел
Сотрудники_Остальные
Сотрудники_Отдел_кадров
Сотрудники_Реклама
Сотрудники_Ремонт
Сотрудники_Руководство
Сотрудники_Склад
Сотрудники_Снабжение
Сотрудники_Тендеры
Точки продаж СВАРБИ
Филиалы СВАРБИ
Сварочная проволока самозащитная порошковая Foxweld E71T-GS 0,8мм 0,9кг
Расширенная гарантия (Страховка)
Расширенная гарантия (страховка) за заводской брак на Сварочная проволока самозащитная порошковая Foxweld E71T-GS 0,8мм 0,9кг 200%, приобретенный в сети магазинов Аккумулятор Центр (ИП Туровец В. В. ИНН 280101135931).
В. ИНН 280101135931).
Важно!!! Согласно гарантийным условиям обслуживания аккумулятора, заводским дефектом являются обрыв цепи или короткое замыкание.
Условия
В случае неисправности аккумулятора, необходимо обратиться в один из перечисленных ниже сервисных центров по адресам:
- г. Хабаровск ул. Суворова 82А корпус 3,
- г. Владивосток ул. Фадеева 53.
При обращении в сервисный центр, обязательно должны быть:
- Аккумулятор
- Гарантийный талон
- Чек о покупке
При подтверждении гарантийного случая Вы получаете выплату по расширенной гарантии (страховке). Важно!!! Срок получения выплаты по расширенной гарантии (страховке) составляет до 30 дней.
Памятка
По законодательству гарантийными случаями не являются иные поломки аккумулятора, т.к. к неисправности их приводит неправильная эксплуатация. Например – перезаряд, недозаряд штатным генератором автомобиля, утечка тока в автомобиле выше допустимого (50 mA), стоянка автомобиля на длительный срок и т.д.
Порядок получения расширенной гарантии (страховки)
Для получения расширенной гарантии обязательным условием является публикация отзыва в социальной сети (на Ваш выбор). В случае отсутствия аккаунта в социальной сети — интервью менеджеру в магазине.
После получения заключения о браке, необходимо обратится в магазины «Аккумулятор Центр» по адресу:
- г. Хабаровск ул. Суворова 82А корпус 3,
- г. Владивосток ул. Фадеева 53.
Сдать бракованный аккумулятор, гарантийный талон вместе с чеком о покупке аккумулятора, а также заключение о браке и чек об оплате расширенной гарантии (страховки).
После предоставления выше перечисленных документов и аккумулятора, получить аккумулятор аналогичного бренда и характеристик (100%) + 100% вашей денежной компенсации по условиям расширенной гарантии (страховки) = 200%.
Важно!!! В случае, отсутствия каких-либо документов, перечисленных для получения компенсации, компенсация не выплачивается!!!
Самозащитная порошковая проволока для полуавтомата
Сварочные работы, в которых применяется полуавтомат, обладают рядом неоспоримых преимуществ — это и возможность длительной непрерывной работы и большие объемы металла, наносимого на обрабатываемые поверхности, и высокое качество шва.
Но у полуавтомата есть один очень весомый недостаток. В отличие от широко распространенных покрытых электродов — весьма удобных и простых в эксплуатации, он нуждается в большом баллоне с рабочим газом и многометровым газовым шлангом.
Это обстоятельство делает невозможной работу сварочным полуавтоматом в местах с затрудненным доступом — на большой высоте, под землей или под водой. Решает это затруднение использование порошковой проволоки для полуавтомата.
Особенности применения порошковой проволоки
Сварка ею часто используется при монтаже крупных металлических конструкций в необычных условиях (например, на высоте или напротив — под землей). При всем, довольно высоком качестве шва, он не подходит для сварки высоко нагруженных соединений и труб, рассчитанных на значительное рабочее давление.
Порошковая проволока для полуавтомата имеет широкую номенклатуру сортов — они отличаются материалом оболочки и составом порошка. Это нужно учитывать при сварке разных металлов или их сплавов. Для каждого из них требуется свой сорт.
Еще одной особенностью работы с нею является выставление на сварочном полуавтомате прямой полярности до начала работы. Так как это обычно делается переключением клемм внутри корпуса аппарата, то заодно стоит и откалибровать прижимные ролики, обеспечивающие подачу расходника из бобины.
Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
И, напоследок, следует заняться наконечником горелки. Прежде чем порошковая проволока для полуавтомата покажется при подаче из горелки, наконечник нужно открутить. И лишь после ее выхода накрутить обратно, но уже без сопла. Так как газ не подается то в сопле нет нужды.
Главное — подобрать оптимальное соотношение диаметра в наконечнике и толщины подаваемого электрода — они должны быть максимально близки, но не совпадать. Сам наконечник загодя рекомендуется покрыть специальным веществом, защищающим от налипания капель расплава и шлака.
Основные требования
Все ее сорта должны отвечать четырем группам требований:
- При плавлении не должно быть значительного разбрызгивания, а сам процесс плавления должен быть равномерен;
- Электрическая дуга между деталью и электродом (в его качестве выступает кончик проволоки, торчащий из горелки) должна возникать без затруднений и быть стабильной. Сквозняк и даже ветер не должны быть помехой для нее.
- Образующийся при работе шлак должен распределяться равномерно и не проникать вглубь шва. Он должен легко отделяться от металла.
- Сам шов при обычной квалификации сварщика должен быть ровным, без пор и трещин.
Эксплуатационные особенности
Ею, как уже говорилось, сваривают металлы при прямой полярности.
- Прямая полярность означает, что положительный контакт сварочного аппарата соединяют с самой заготовкой кабелем заземления, а отрицательный контакт — с электродом посредством сварочного кабеля
В настройках сварочного аппарата выставляются минимальные скорость ее подачи и рабочее напряжение тока. Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Для нее является обычным образование толстого шлакового слоя на сделанном шве. Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
Виды порошковой проволоки
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.
Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Особенности техники сварки
Принципиально сварка с ее использованием не отличается от сварки с помощью широко используемых плавящихся электродов. Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.
Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.
- Особенностью порошковой проволоки является интенсивное образование шлака, покрывающего шов. Рекомендуется незамедлительно его очищать после сформирования подходящим для этого инструментом (например металлической щеткой). Иначе есть риск попадания шлака в рабочую зону и, как следствие, появление дефектов, снижение механической прочности
Из-за особенности технологии формируемый шов уступает по прочности созданному с помощью плавящихся электродов. Поэтому, для предупреждения еще большего снижения качественных показателей, нужно тщательно настраивать до начала работ подающие ролики. Это стабилизирует подачу и устранит случайные ее деформации, замятия и обрывы.
Главная страница » порошковые сварочные проволоки
В данном разделе рассматривается порошковые сварочные проволоки.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.
Сварочная проволока порошковая (0.8 мм; 1 кг) Elitech. Фото ВсеИнструменты.ру
Прогресс в развитии сварочных технологий выражается в появлении новых видов расходных материалов. На этом рынке в конкуренции успешно участвует порошковая сварочная проволока.
Область применения, назначение
Порошковая (флюсовая) сварочная проволока используется для соединения углеродистых сталей, сталей с отличающимся уровнем легирования (больше о легированных проволоках здесь) и чугунов. Кроме этого она применяется для получения специальных свойств поверхностей с помощью наплавки.
Основным преимуществом является возможность получения качественного сварного шва без применения защитной газовой среды. Отсутствие баллона и коммуникаций к нему создает условия для обеспечения мобильности при производстве работ.
Отсутствие баллона и коммуникаций к нему создает условия для обеспечения мобильности при производстве работ.
Сварку можно производить в самых труднодоступных местах, сварочная технология с порошковой проволокой устойчива к различным нестандартным обстоятельствам открытой местности.
Видео
Обозначения и маркировки
Наименование флюсовых проволок выполняется согласно ГОСТ 26271-84. Для примера разберем следующее: ПП-АН3-2,5-ПС-49-В2ВП ГОСТ 26271-84.
- ПП-АН3 – марка (порошковая проволока, разработка связана с академией наук, серия номер 3).
- 2,5 – диаметр 2,5 мм.
- ПС – проволока самозащитная (может стоять обозначение ПГ – проволока газозащитная).
- 49 – значение предела текучести шовного материала (не более 490 МПа).
- В – соответствует химическому составу по содержанию углерода, фосфора и серы в наплавленном металле ( допускается А, С).
- 2 – значение ударной вязкости ( может иметь символы Р, К, от 0 до 6).
- ВП – определяет допустимые пространственные положения при проведении сварочных работ, в данном случае вертикальное с принудительным формированием сварочного шва. Может иметь место следующая символика:
- Н – нижнее;
- Г – нижнее и горизонтальное;
- В – нижнее, горизонтальное и вертикальное;
- ГП – горизонтальное с принудительным формированием шва;
- УП – все положения с принудительным формированием шва.
Проволока флюсовая сварочная STURM! WW1001F. Фото 220Вольт
Название сварочной порошковой проволоки для наплавки регламентируется ГОСТ 26101-84. Разберем на примере: ПП-Нп-18Х1Г1М-С- 2,2-1 ГОСТ 26101-84.
- ПП-Нп-18Х1Г1М – порошковая проволока для наплавки, материал 18Х1Г1М.
- С – наплавка производится без газовой или другой защиты, самозащитная ( может иметь метку Ф – наплавка под флюсом, Г – наплавка в защитных газах, У – универсальная проволока, применяется во всех случаях).
- 2,2 – диаметр 2,2 мм.
- 1 – класс точности предельных отклонений диаметра, есть еще 2 класс точности.

Флюсовая проволока производится двух видов: газозащитная и самозащитная.
Газозащитная проволока DEKA E71T-1С 1,2 мм. в упаковке 15 кг. Фото DEKA
Газозащитная в основном употребляется в работе с полуавтоматами или автоматами в среде инертных газов. С целью улучшения качества сварки поверхность покрывается медью.
Порошковая (самозащитная) сварочная проволока DEKA E71TGS. Фото DEKA
Самозащитная проволока необходимые компоненты получения качественного шва содержит в составе порошка. Поэтому для сварки понадобится только легкий шланговый полуавтомат, где размещается катушка с проволокой. Каким образом осуществляется заправка проволоки, нормы расхода материала, механизм подачи и другая информация собрана в отдельной статье.
Популярные марки
Данный ролик покажет разницу в работе этих двух видов.
Популярные марки
На российском рынке предлагается флюсовая проволока WESTER FW08100. Имеющая диаметр 0,8 мм, сваривается как в защитном газе, так и без него. Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.
Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
Американский бренд «Линкольн Электрик» предлагает самозащитную NR-208-XP. Сварка выполняется без внешней защиты. Рекомендации к применению: труднодоступные места, в частности на большой высоте и в условиях открытой местности (неустойчивая ветровая обстановка, повышенная влажность). Для работы используется полуавтомат в режиме работы «NO GAZ». Необходимо только установить нужную полярность. Так как проволока имеет полую структуру, протяжные ролики затягивать нужно весьма аккуратно.
Quattro Elementi 770-377 — сварочная проволока порошкового типа. Содержит в наполнителе все добавки, позволяющие выполнять сварку без газа. Производитель из Италии.
Содержит в наполнителе все добавки, позволяющие выполнять сварку без газа. Производитель из Италии.
Сварочная порошковая проволока QUATTRO ELEMENTI 770-377. Фото ВсеИнструменты.ру
G70 – газозащитная сварочная проволока от компании «Линкольн Электрик». Состав порошка позволяет регулировать свойства сварочного шва. Выполняются ответственные соединения стыков трубопроводов из высокопрочной стали. Защитная среда из смеси газов позволяет производить многопроходную сварку без зачистки шва, обеспечивая тем самым высокую производительность сварки. Качественный шов формируется в любом положении.
Характеристики
К характерным признакам относятся конструктивные особенности проволоки. Первоначальные варианты производились сворачиванием тонкого листа в трубку, на ней оставалась четкая линия разъема. Это оказывало влияние на свойства наполнителя из-за возможности взаимодействия с внешней средой.
В дальнейшем была разработана технология получения сплошных трубочек и обеспечения их плотного заполнения порошком. Тем самым улучшились не только сохранность порошка, но и механические характеристики сварочной проволоки. Этот показатель важен при протягивании через подающие ролики на полуавтоматах.
Проволока порошковая самозащитная E71T-11 (1.2 мм; 1 кг) Барс. Фото ВсеИнструменты.ру
Составы порошков определяют возможность применения проволоки в той или иной сварочной технологии:
- рутиловые и рутил-флюоритные используют газовую защиту;
- рутил-органические являются самозащитными;
- карбонатно-флюоритные работают с газовой защитой, улучшают пластичность шва;
- флюоритные обладают свойствами перечисленных, и могут работать без газовой защиты.
Преимущества сварочной порошковой проволоки проявляются при выполнении наплавочных технологических операций. Высокий коэффициент наплавки дает возможность выполнить наплавку в широких диапазонах необходимых параметров. В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
Как видим для каждой отдельно сварочной технологии следует подбирать определенные характеристики сварочной проволоки.
Предъявляемые требования
К флюсовой проволоке предъявляются следующие требования:
- легкая возбудимость дуги и стабильность ее функционирования;
- проволока должна планомерно расходоваться при плавлении с минимумом фактора разбрызгивания;
- шлак должен покрывать весь шов, чтобы после сварки свободно отделиться после остывания;
- порошок должен без пустот заполнять внутреннюю полость, чтобы сварочный шов получался без пористых участков и других подобных дефектов.
Порошковая сварочная проволока Кедр. Фото 220Вольт
Сертификация, ГОСТ
В отсутствии обязательной сертификации сварочной проволоки, производитель стремится получить сертификат добровольно. Особенно это важно при производстве сварочных технологий в таких отраслях как судостроение, нефтегазовое производство. Сертификаты, выданные российскими морским или речным регистрами, являются ключом к производству сварочных работ в этой отрасли. Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Рекомендации по использованию
Если соединение относится к разряду ответственных, то применять самозащитную сварку флюсовой проволокой не рекомендуется. Сварочный шов будет иметь прочностные характеристики при испытаниях ниже, чем, например, при сварке обычной Св-08Г2С. Флюсовая проволока не дает возможности получить сварочный шов без отсутствия пор.
Сортамент
Диаметры проволоки и их отклонения от номинальных размеров регламентируются ГОСТ 26271-84, для наплавочной порошковой — ГОСТ 26101-84.
Проволока сварочная с флюсом (0.8 мм; 3.0 кг) BlueWeld. Фото ВсеИнструменты.ру
Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Сварочная порошковая проволока поставляется в мотках (катушках) с этикеткой. На ней указывается номер партии, обозначение проволоки, время изготовления и свидетельство о приемки ОТК предприятия-изготовителя. Упаковки различных проволок указаны в ГОСТ 26271-84 и ГОСТ 26101-84.
Производители
Пионером в применении для сварочных технологий порошковой проволоки является американская компания «Линкольн Электрик». Поэтому на сегодняшний день это несомненный лидер в производстве данной продукции. Самозащитная проволока NR-208-XP и газозащитная G70, упомянутые в статье, это детище этого производителя.
Сварочная порошковая проволока ESAB Coreshield 8. Фото Сварочные Технологии
Большой ассортимент выпускает шведский производитель ESAB. Здесь присутствует проволока для упрочняющей наплавки (Stoody 100HC-O), порошковая для низкоуглеродистых сталей (Coreshield 8), для низколегированных сталей (OK Tubrod 14.01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
Высокое качество продукции способствует популярности и других видов проволоки: медная, полированная, омедненная (стальная с покрытием).
Широкий выбор порошковых проволок предлагает DEKA. В ассортименте предприятия присутствуют самозащитные и газозащитные расходные материалы. Производитель из Китая предлагает продукцию по доступным ценам, что делает востребованными проволоки и прочих типов: нержавеющая, алюминиевая.
Где купить
Продажей сварочной порошковой проволоки занимаются различные компании: производители, официальные дилеры и представители, поставщики. Предприятия, предлагающие качественные расходные материалы от ведущих заводов-изготовителей, представлены в отдельном разделе.
Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В.
Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В.
Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение.
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом — специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие.
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный.
В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный.
Сварочная проволока Дека
Торговая марка «ДЕКА» представлена на рынке товарами имеющими отношение к сварочной технологии. Помимо сварочного оборудования, средств защиты сварщика реализуется большая номенклатура расходных материалов — сварочной проволоки, которая нашла применение во многих сферах хозяйствования, где возникает необходимость в создании прочных соединений: при изготовлении различных видов промышленного, медицинского и некоторых других типов оборудования сложной конструкции. Также в судостроительной индустрии и машиностроении. Что.
Сварка на полуавтоматических аппаратах отличается относительно высокой производительность и возможностью работать на оборудовании без наличия навыков и большого опыта. Порошковая проволока делает процесс соединения деталей еще более простым. Состав, заполняющий трубку, улучшает горение дуги, активирует плавление металлов и защищает ванну. При сварке проволокой с порошком практически нет брызг, шов получается ровный, мелкочешуйчатый, светлый.
Основные характеристики и достоинства
Проволока с порошком является бесконечным электродом, в котором роль обмазки выполняет состав внутри металлической трубки. Порошковая сварка производится под флюсом без применения дополнительных установок для его подачи. Внутри металлической трубки находится смесь измельченного железа, его окислом, фосфатов, хрома и другие компоненты, которые:
- стабилизируют температуру в ванной и вокруг дуги до оптимальной для конкретного материала;
- способствуют смешиванию расплавленного металла деталей и электрода;
- равномерно закрывают по всей ширине шов от контакта с кислородом и азотом;
- делают кипение ванны ровным, без брызг;
- позволяют увеличить скорость сварки деталей.
Порошковыми проволоками можно производить наплавку деталей по поверхности и сварку в любом пространственном положении в условиях специально оборудованного места и в поле.
Подробные сведения о составе
Наружный корпус – цилиндр делается из пластичной низкоуглеродистой стали. Внутри него специальная смесь, в состав которой входит:
- шихта газообразующая и шлакообразующая;
- раскислители;
- стабилизирующие элементы;
- легирующие компоненты.
В качестве шихты используют марганец, никель, рутиловый концентрат, мраморный порошок. В материал для сварки легированных, нержавеющих сталей добавляют хром, алюминий, медь и другие вещества, используемые для легирования сталей. Для стабилизации ванны используют порошок железа.
Кроме этого в зависимости от назначения проволоки, в состав порошка вводят магнезит, плавиковый шпат.
При работе с тугоплавкими материалами используют проволоку, содержащую графит и алюминиевый порошок, повышающие температуру в ванне и вокруг дуги.
Принципы классификации
По форме оболочки различают трубки из металлического листа:
- круглые, с краями соединенными встык;
- с загибами типа замка;
- многослойные.
По применению защитной среды различают ПП – газозащитные, порошковые проволоки для сварки в среде газа и ПС – самозащитные, не требующие дополнительных расходных материалов.
Кроме указания типа проволоки, в маркировке применяется буквенное обозначение пространственного положения шва, которое выполняется данным электродом.
Марки стали в маркировке не отражаются, их надо смотреть в технических характеристиках на каждый вид порошковой проволоки.
Газозащитная
Газозащитная проволока требует закрытия сверху сварочной ванны. Для этого используется аргон или другой инертный газ. Применяется для сварки углеродистых, низколегированных сталей. Имеет положительные технические характеристики и достоинство перед другими электродами:
- стабильная дуга;
- шлак легко выходит на поверхность;
- нет пористости;
- низкое разбрызгивание;
- шлак легко отделяется.
ПП отличается глубоким проплавлением. Применяется для создания стыковых, угловых и нахлесточных соединений при создании металлоконструкций, трубопроводов.
Самозащитная
Для работы в любом пространственном положении шва в полевых условиях подходит самозащитная проволока для полуавтомата. Она не требует никаких дополнительных расходных материалов. При работе образуется над ванной облако из расплавленной газообразующей шихты. На шов ложится ровный слой флюса, широкой полосой полностью закрывая горячий стык.
ПС применяют для сварки вне оборудованных мест, на улице для сварки легированных сталей, нержавейки, цветных сплавов и чугуна. А также для паек различных деталей из алюминия и его сплавов. Нержавейка сваривается электродами с высоким содержанием в сердечнике хрома, никеля и ферромарганца.
Особенности производства
Для производства порошковой проволоки лист толщиной 1,18 – 0,25 мм режут вдоль на полосы. Отдельно заготавливают наполнитель, смешивая все компоненты сердцевины в определенных пропорциях.
Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.
- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Описание популярных марок
При сварке металлоконструкций и трубопроводов на строительной площадке чаще других используется марка ПП-АН11 или аналогичная ей по характеристикам ПП-АН7. При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
В составе шихты шлакообразующие элементы.
Режим сварки используется полуавтоматический, ток с обратной полярностью. Защитный газ аргон и гелий или их смесь.
Когда условный потолок переходит через вертикаль в пол, например при сварке труб непрерывным швом, и ответственных конструкций, специалисты рекомендуют для низкоуглеродистых сталей марку ПП-АН19. При сварке количество шлака значительно больше. Он хорошо удерживается на вертикали и потолке.
Нержавеющий металл соединяют с помощью ПП-2ВДСК, в сердцевине которого в большом количестве присутствует никель. Защитная среда – инертные газы.
Сущность дуговой порошковой сварки
При сварке порошковой и самозащитной проволокой плавится корпус и металлический порошок, входящий в состав наполнителя. Они заполняют шов, соединяясь с расплавленным металлом кромок деталей.
Содержащийся внутри флюс плавится и закрывает ванну от окисления и соединения с азотом. В самозащитной проволоке он полностью закрывает шов, замедляя скорость остывания металла и давая возможность выйти на поверхность шлакам, газам, влаге. Сверху формируется прочная корка по всей ширине шва, которая легко удаляется в холодном состоянии.
Техника и некоторые ее недостатки
Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Процесс сваривания производится переменным током, полярность обратная. Качество шва соответствует ГОСТ 26271-84. Равномерная подача проволоки, и стабильная дуга позволяет выполнять любые швы по сложности, положению и длине без стыков. Производительность работ в 2 – 4 раза выше, чем при работе цельной проволокой.
ПП отлично варят детали, но имеют и недостатки:
- относительно высокая стоимость;
- узкая специализация каждой марки расходного материала;
- сложно сваривать листы толщиной до 1,5 мм;
- низкая вязкость и пластичность, при перегибе проволока ломается;
- подача осуществляется специальными роликами с уменьшенным сжатием только;
- используется только тянущий механизм на ручке.

При сварке самозащитной проволокой, под флюсом плохо видно сварочную ванну. Затраты на порошковую сварку оправдывают себя при наложении длинных швов. При сварке коротких участков остается много отходов.
Применение порошковой проволоки на полуавтоматах значительно повышает производительность и качество шва. Для домашнего использования с малым объемом работ она обходится дорого. В мастерских и на производстве, где надо варить хорошо и быстро, можно обойтись усилиями сварщиков с низкими разрядами, не приглашая дорогих специалистов.
Проволока порошковая самозащитная для сварки углеродистых и низколегированных сталей
628
Порошковая самозащитная проволока E71T-GS предназначена для полуавтоматической сварки без использования защитной газовой среды углеродистых и низколегированных сталей во всех пространственных положениях.
Прежде всего, предназначена для использования в судостроительной отрасли, вне обычных рабочих условий сварки на верфях или, где трудно использовать процедуру полуавтоматической сварки в среде защитного газа.
Для сварки деталей находящиеся во вращении, изготовлении различных металлоконструкций и т.д.
Сварка на постоянном токе DC, полярность прямая.
Намот проволоки рядный, масса кассеты 1кг, «еврокассета» пластик — D100.
Химический состав порошковой проволоки :
| Углерод — С | 0. 30% 30% |
| Марганец — Mn | 0.60% |
| Силициум — Si | 0.20% |
| Сера — S | |
| Фосфор — P | |
| Алюминий — Al | 1.60% |
Механические свойства порошковой проволоки E71T-GS: предел прочности Rm > 480 N/mm2, Rs > 400 N/mm2, относительное удлинение A%5Ø > 22.
Диаметр | Цена за кг/руб | Количество в катушке/кг |
0,8 | 628 | 1 |
Зачем нужна сварка с двойным экраном?
Сварка с двойным экраном, также известная как дуговая сварка с флюсовым сердечником (FCAW), представляет собой процесс, при котором дуга используется между плавящимся электродом и сварочной ванной, создаваемой металлическими экранами. Бассейн защищен флюсом, содержащимся внутри трубчатого электрода, с дополнительной защитой от поступающего извне газа.
Этот метод называется двойным экранированием, потому что во время процесса сварного шва обеспечивается два слоя экранирования.
В этом блоге мы исследуем, как выполняется сварка с двойным экраном и почему многие профессионалы в области сварки предпочитают использовать этот метод в своих проектах.
Сварка с двойным экраном
Сварка с двойным экраном использует как систему шлака, так и внешний защитный газ для защиты дуги от воздействия окружающей среды. Проволока, используемая в процессе, часто описывается как электрод с «двойным экраном».
Проволока добавляет желаемый уровень легирующих элементов в лужу, созданную плавящимся металлом. Это влияет на структурные свойства сварного шва.
Металлический сердечник проволоки также образует шлак, аналогичный самозащитной проволоке, который покрывает сварной шов.
Дополнительная защита обеспечивается защитным газом, который покрывает дугу для предотвращения загрязнения из атмосферы. При этом используются два типа защитных газов.
При этом используются два типа защитных газов.
Первый — это 100% углекислый газ (CO2). Второй — смесь 75-85% аргона (Ar) и 15-25% двуокиси углерода (CO2).
Использование защитного газа значительно повышает привлекательность для оператора и удобство использования этих проводов.
Большинство типов экранирующих проводов имеют дугу с небольшими каплями, которая переходит в плавную дугу с напылением.Рекомендуемая полярность DC + для всех типов проводов.
СваркаDual Shield обычно предпочтительна для сварки внутри помещений, так как дуга обеспечивает более плавные характеристики дуги. Этот метод сварки защитным экраном можно использовать на улице, но при этом требуются дополнительные меры предосторожности, чтобы ветер не унес защитные газы.
Если защитные газы рассеиваются, в окончательном сварном шве появится пористость.
Применение сварки с двойным экраном
Сварка с двойным экраном используется при сварке, аналогичной ручной дуговой сварке металлическим электродом или сварке MIG.Процесс обычно контролируется вручную, но может быть механизирован в зависимости от характера сварочных работ.
Многие автомобильные и машиностроительные заводы используют сварку с двойным экраном на своих сборочных линиях.
Трубчатые электроды с сердечником доступны для использования при сварке с двумя экранами в самых разных композициях. Они могут быть более полезными, чем сплошные проволоки, потому что в них легко вводить легирующие элементы в виде порошка.
Порошковая проволокав защитном газе может легко соответствовать требованиям к механическим свойствам в широком диапазоне сварочных работ.Для сравнения: механические свойства, которых можно достичь с помощью самозащитной порошковой проволоки, весьма ограничены: максимальная прочность металла сварного шва составляет 700 Н.
Сварные швы с двойным экраном также подходят для более толстых металлов или в тех случаях, когда вам необходимо наложить сварные швы в нестандартном положении. Они оставляют расплавленный шлак, который затвердевает быстрее, чем сварочная ванна.
Они оставляют расплавленный шлак, который затвердевает быстрее, чем сварочная ванна.
Это помогает создать внешнюю «полку», удерживающую внутри расплавленную ванну, которая остывает, образуя более прочное соединение. Он идеально подходит для сварки над головой или вертикально вверх.
Преимущества сварки двойным экраном
Для определенных типов сварочных работ идеальным выбором является сварка с двумя экранами. Давайте рассмотрим некоторые преимущества сварки с двойным экраном, которые делают ее популярной среди сварщиков.
Производительность
Метод сварки с двойным экраном обеспечивает гораздо лучшую производительность и экономию средств для предприятий. Как правило, труд и накладные расходы становятся самыми дорогостоящими операциями при сварке.
Они составляют от 60 до 80 процентов общих затрат бизнеса.
Сварка электродами FCAW с двойным экраном позволяет сварщикам выполнять работы быстрее, с большим количеством отложений и более глубокими проплавлениями. Это дает немедленные средства снижения затрат без чрезмерных затрат на оборудование или рабочую силу.
Эксперты считают, что предприятия, использующие сварку с двойным экраном в своей деятельности, могут сэкономить до 60% общих затрат на наплавку одного фунта (0,45 кг) сварочного металла по сравнению со сваркой с самозащитой.
Высокая производительность наплавки
Процесс сварки с двойным экраном позволяет создать на сварном шве большой наплавленный слой из-за относительно высокой плотности тока.В большинстве случаев более высокий осадок означает большую прочность конструкции.
За его плотность тока принимается отношение силы тока (в амперах) на площади поперечного сечения электрода. В FCAW очень тонкая металлическая оболочка обеспечивает путь первичного тока для дуги.
Поскольку резистивный нагрев, используемый для сварки, сосредоточен на очень маленькой площади, порошковый электрод очень быстро достигает точки плавления.
При этом металл нагревается за секунды, что приводит к очень высоким уровням отложений на лужах.
Глубокое проникновение
Еще одно преимущество состоит в том, что благодаря небольшому поперечному сечению пути тока двойного экранирующего электрода дуговая струя может оказывать более столбчатое воздействие, а не более широкую площадь поверхности. Это позволяет току проникать глубоко внутрь металла.
Более глубокое проникновение позволяет увеличить эффективное сечение углового шва. Если эффективное сечение галтеля увеличивается из-за более глубокого проплавления, прочность соединения во многом зависит не от внешнего размера сварного шва, а от самого расплавленного металла.
С помощью этой техники можно уменьшить размеры ножек и уменьшить размер скругления до 1/16 дюйма (1,6 мм). Это может снизить общий требуемый металл сварного шва на 50–60 процентов, что отлично подходит для получения более гладкой, но прочной поверхности.
Для сравнения: угловой сварной шов, выполняемый самозащищенным стержневым электродом, имеет неглубокое проплавление корня.
Примечание: Наибольшая глубина проплавления при сварке с двойной защитой происходит при использовании прямого газа CO2 для защиты.Это более дорого, но очень эффективно для защиты от дуги.
Совместная разработка
Двойное экранирование позволяет лучше контролировать проплавление и наплавку сварного шва. Это дает вам лучший контроль над дизайном комбинации.
С помощью двойных экранирующих электродов можно более эффективно уменьшить угол или раскрытие корня шва, поскольку они имеют меньший диаметр и более глубокое проникновение.
Более плотное соединение может также уменьшить объем сварочного металла, необходимый для заполнения соединения.Более глубокое проплавление, которое вы получаете с помощью FCAW, также снижает вероятность ошибок при работе вне положения, что характерно для сварки штангой, когда у вас низкий ток с передачей короткого замыкания.
Поскольку электроды с двойным экранированием работают при более высоком сварочном токе при работе вне положения, они обеспечивают лучшее сплавление боковых стенок и повышают целостность сварного шва, сводя к минимуму дорогостоящие переделки в проекте.
Быстрое обучение и небольшие навыки
Сварка с двумя экранами порошковыми электродами не требует больших навыков или сотен часов обучения.Даже начинающих сварщиков довольно легко обучить тому, как выполнять все виды сварных швов с помощью электродов FCAW, чем с другими типами сварочных процессов.
В сварных швах с двойным экраном внешняя поверхность шлака, образующегося во время сварки, удерживает на месте расплавленную ванну. Это обеспечивает больший контроль и более гладкую поверхность без образования пористости.
FCAW позволяет производить качественные сварные швы в срок.
Наконечники для сварки двойным экраном
Вот несколько советов, которые помогут вам улучшить сварные швы с помощью техники двойного экранирования:
- Не забывайте очищать шлак после каждого прохода.
- Для швов на обратной стороне перетащите пистолет, а не вперед.
- При сварке над головой старайтесь поддерживать высокую скорость перемещения.
- Как правило, сварка MIG является положительной электродами, и сварщики, переходящие на FCAW, должны перед началом работы убедиться, что полярность электродов отрицательная.
- По возможности старайтесь не использовать гладкие ролики подачи проволоки. Вместо этого используйте приводные ролики с накаткой.
- Если вы хотите делать вертикальные сварные швы, вы можете наклонять их вверх или вниз. Для более тонких металлов лучше сваривать вертикально.Металлы толщиной более 1/4 дюйма приваривают. Кроме того, не забудьте уменьшить параметры на машине на 10–15%.
- Выдвигайте только от 1/2 до 3/4 дюйма проволоки.
- Выполняйте сварку из стороны в сторону, чтобы избежать подрезов с помощью пистолета.
- При выполнении плоских сварных швов приваривайте под углом 90 градусов и назад на 10 градусов. Для Т-образных соединений приваривайте под углом 45 градусов. Для соединений внахлест сваривайте под углом от 60 до 70 градусов в один прямой шов.
- При работе с горизонтальными углами направьте пистолет вверх примерно на 10 градусов.Уменьшите параметры сварки на аппарате примерно на 10–15%.
- В основном вы будете использовать сварку с двойным экраном в помещении или в ограниченном пространстве. Убедитесь, что в мастерской достаточно вентиляции, чтобы избежать опасности для здоровья.

Подобные сообщения:
Самозащитная сварочная проволока для низкоуглеродистой стали и сварочной проволоки Weldcote # E71TGS030X2SP | Weldcote Metals | Сварочная проволока | Сварочные принадлежности | Купить сварочные материалы онлайн
Самозащитная сварочная проволока для низкоуглеродистой стали и сварочная проволока # E71TGS030X2SP
Описание и применение
Многие положительные характеристики 71T-GS делают его разумным выбором для сварщика-любителя, так как он очень хорошо работает с маленькими 110-вольтовыми источниками питания / фидерами, которые стали настолько популярными.71T-GS разработан для однопроходной сварки тонкой углеродистой стали толщиной от 3/16 «до 22». Этот электрод разработан для достаточно эффективной сварки по оцинкованному материалу и может также использоваться на некоторых алюминизированных поверхностях. -GS не требует внешней газовой защиты и должен быть сварен с использованием DCEN (прямая полярность). 71T-GS — естественный выбор для таких применений, как сварка внахлестку и стыковая сварка оцинкованного листового металла, ремонт автомобильного листового металла, сварка воздуховодов и соединение оцинкованный кровельный лист.
Химический состав E71T-GS
Fe | С | Si | млн | -П | S | Al |
Остаток | ,13 | ,45 | ,82 | 0,016 | . | 1,23 |
 013
013Отдельные значения являются максимальными, если не указано иное.
Предел прочности на разрыв — мин. 72000 фунтов на кв. Дюйм.
Предел текучести — мин. 60 000 фунтов на кв. Дюйм.
Относительное удлинение,% от 2 дюймов до 20 фут-фунтов при мин. 0 ° F
V-образный вырез по Шарпи: ударная вязкость — 44 фунт-фут. при 0 ° F
Просмотрите наш большой выбор сварочных аппаратов с лучшими ценами в Интернете.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса порошковой сварки в среде защитного газа, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали? -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОЖНЫЕ переделки сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.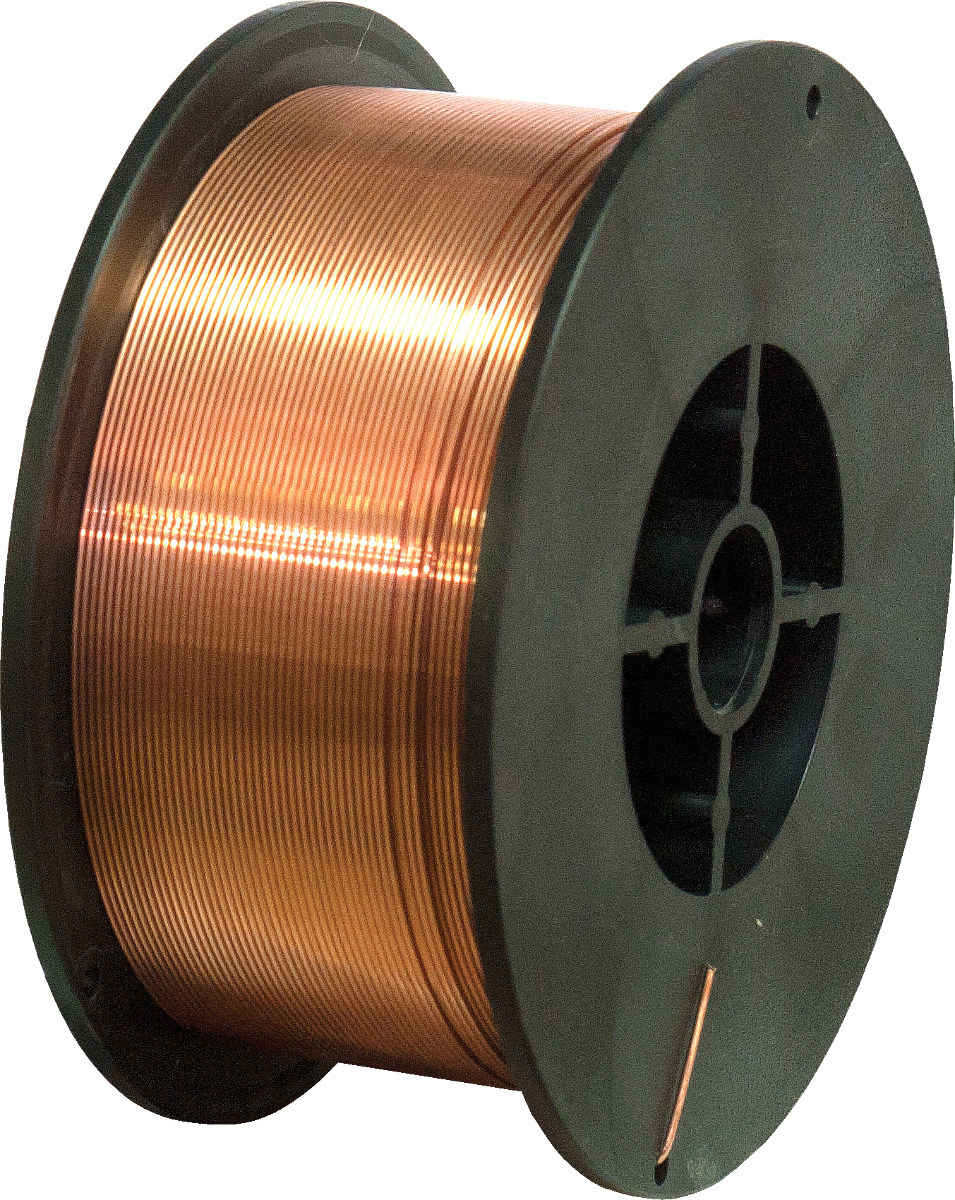
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЯМИ» МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ ИЗГОТОВЛЕНО В ГЛОБАЛЬНЫЙ МАГАЗИН СВАРКИ.
Возможно, это отражение недостатка опыта управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это немногочисленные сварочные цеха. осведомлены о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применен, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог управлять простыми роботизированными сварными швами стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний разрушающих сварных швов из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность растрескивание с минимально возможным искажением.
TIP TIG — это также сварочный процесс, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также устраняет проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG при сварке качественных сталей и сплавов CODE необычайны, и столь же необычным было то, что мировая сварочная промышленность медленно реагировала на значительные преимущества в отношении качества / стоимости, которые могли быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, который преобладает во всех мировых отраслях промышленности, которые используют общие процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные, все позиции». , используйте качественные сварные швы, которые не требуют доработки. TIP TIG самый простой в использовании процесс позиционирования. Никакого дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины. Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG: всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки без проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс для заливки, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.
____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс и медленное развитие процесса сварки, которое преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду задаваться вопросом, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливее предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и специалисты по сварке несут ответственность за то, чтобы они постоянно развивались в сторону процессов сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.

СВАРОЧНЫЙ ИНЖЕНЕРНЫЙ КОМПЛЕКС В США ПОЗВОЛИЛ КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ сварки, ПРОСТО НЕВОЗМОЖНО для большинства сварочных цехов, обслуживающих нефтедобывающую промышленность Северной Америки.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовали пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою компанию в качестве основного ручного и автоматизированного процесса сварки, который будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, на своих предприятиях по производству подводных, нефтегазовых и сжиженных газов.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и затраты, они могут с таким же успехом закрыть двери сварочных цехов и открыть чашку кофе магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите другой мой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварочные швы с порошковой сердцевиной в среде защитного газа важны.- Ежедневное качество сварки и производство сварных швов часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется более одного процесса сварки.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытных сварщиков, которые «поиграют» со своим руководством. . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, где есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти кого-то, кто менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.

________________
Отсутствие права собственности на сварочный процесс во всем мире — обычное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения в области сварки, легко найти ресурсы требуется для этого на этом сайте. Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную сварку MIG — GTAW — Flux. Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт дает мне возможность выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не обеспечивают эффективных решений процесса сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, таким как использование большего количества сварщиков. , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N. Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРОЙ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ ПОЛУЧИЛО РЕШЕНИЕ РЕЗУЛЬТАТОВ RES ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УБЕДИТЕЛЬНО, ЭТО НЕ ТО, ЧТО ТАКОЕ ИНЖИНИРИНГ: Когда инженеры, менеджеры или супервайзеры сварочного цеха решают проблему, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно сохраняются десятилетиями, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения управлению сварочным процессом почти для четырех тысяч сотрудников отдела продаж сварочных швов в Северной Америке, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна из областей, которая всегда резко свидетельствует об отсутствии контроля за процессом сварки MIG и передовых методов сварки, которые преобладают на большинстве мировых автомобильных и грузовых заводов, заключается в часто плохих, постоянно меняющихся данных сварных швов, которые имеют К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботом контролировать требования к опыту владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества роботизированной или ручной сварки или производительности процесса, этот же руководитель также мог бы быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКНОВАТЬ МНОГО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
СВАРОЧНАЯ КОМАНДА: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и передового опыта, они часто создают команду сварщиков, команду, которая по иронии судьбы также будет испытывать недостаток в такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, ручное и роботизированное управление процессом сварки и передовая практика сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады». Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продуктов для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продуктов для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы стандартного качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «так они всегда делали это». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, процесс, который позволит сварочным цехам использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. Подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная сварка MIG, порошковая сварка и сварка горячей проволокой кратко обсуждаются на этой странице, а самые обширные в мире данные TIP представлены в TIP TIG раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 года. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.
Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness. THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ ПРОЦЕССА БЫСТРОЙ ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Мне хорошо известны причины, по которым «ИЗМЕНЕНИЯ» для многих сварочных цехов в конце концов трудно реализовать Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году, с их значительными преимуществами в стоимости сварочного труда, также будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмическом, энергетическом, нефтяном и оборонном секторах, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА СОВЕТЫ ПО ПРОДАЖАМ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ МИГ-СВАРКИ, ЧТО БЫЛА СТАЛЬ И НЕРЖАВЕЮЩАЯ СТАЛЬ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, узнает о сварочном аппарате MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но, тем не менее, проводит 50% своего времени при низком фоновом токе, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва и не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
В 1970 и 1980-х годах с помощью недорогого оборудования CV MIG я показывал сварочные цеха, как выполнять сварку MIG короткого замыкания без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимальное количество коротких замыканий в секунду ЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый за 2020 год за 2500 долларов. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, знакомых с этим веб-сайтом 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех добьется лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносной импульсный аппарат MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше негативных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше негативных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс нанесения порошковой проволоки в защитном газе — плохой выбор для многих сварных швов нормального качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом в приложениях, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и порошковой порошковой проволоки с защитным газом с 1960-х гг. Были ответственны за большинство ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения. В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва с высочайшей чистотой сварного шва, а также обеспечивает минимальный нагрев сварных частей с помощью простого в использовании процесса для сварки любых металлов, в любых областях применения размер, и сварные швы в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ И Я ПРИОБРЕЛИ СОВЕТУ В СЕВЕРНУЮ АМЕРИКУ В 2009 И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И МАГАЗИНОВ СВАРКИ В Северной Америке. КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных от TIP TIG, преимуществ, изложенных на этой странице, и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество для всех положений, корня или насадки, углового или стыкового соединения, мелких или крупных деталей, ручного или автоматического применения, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным и переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, могут не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих, качественных глобальных сварочных цехов. Обратите внимание: сравнение процессов сварки будет иметь большее значение, когда те, кто заинтересован в сопоставлении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
ТАК, ЧТО ВЫ ДУМАЕТЕ, ДЕЛАЕТ ИДЕАЛЬНЫЙ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
- Сварочный процесс должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сваривать как открытые корневые, так и заполняющие проходы для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должны обеспечивать умеренные скорости наплавки во всех положениях, чтобы при производстве экономичных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и подаваемой энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должно быть брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую зону термического влияния сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварки TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Когда вы объединяете качество сварки TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнения процессов, в первую очередь обладают средствами управления процессом сварки и передовой практикой сварки, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские знают, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах, связанных со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы не услышите ни слова о сварочном оборудовании или технологическом уклоне. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сваркой и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, выстилающие проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированных сварных швов.
На десятилетия. В результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие контроля за процессом сварки и передового опыта в области сварочных работ.
В 2020 году, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБОРУДОВАНИЯ, , ЕЖЕДНЕВНО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ СТРОИТЕЛЬСТВА СУДНА.
- ТАК КАК ВЫ УГАДАЕТЕ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЮТСЯ ПРОБЛЕМЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?

___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер может спросить, почему с простой настройкой два режима управления, сварка MIG и сварка порошковой проволокой, которые используются в большинстве случаев ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления повседневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами существует мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями, или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века. Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ — СУЩЕСТВУЮЩАЯ ЭКСПЕРТИЗА.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки требует значительных затрат, а также отрицательно сказывается на качестве дорогостоящей сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварочных работ.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки. Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула пить воду из поилки.
Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем сварочного цеха, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно же, получаются с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG. ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРКИ УЗНАЛИЛИ ДЕСЯТИЛЕТИЯ НЕИСПРАВНОСТЕЙ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ ОТСУТСТВИЯ ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что логично, чтобы лица, ответственные за решения о сварке роботов MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки. Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, необходимых для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно же с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНОГО ЦЕХА BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых газовых смесей MIG — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИЛ УПРОЩЕНИЕ, СОДЕРЖАНИЕ И ОБЕСПЕЧЕНИЕ СОТРУДНИКОВ ОБУЧЕНИЯ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем обучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварным швам и инженерно-технический менеджер много знали о сварке штучной сваркой и ничего не знали о флюсовой порошковой сварке и управлении сварочными процессами MIG, а также о передовых методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе, посвященном порошковой проволоке.
С ЧРЕЗВЫЧАЙНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРКУ НА ПРОИЗВОДСТВО ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАЯ, ПОСЛЕ УПРАВЛЕНИЯ ВМФ США СЕНЬЕВ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось дорогостоящими проблемами сварки, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОЖНЫХ ВОПРОСАХ СВАРКИ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим мнением и моим вниманием к общему отсутствию сварки передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ПРИХОДИТ НА СВАРКУ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАСТРЕВАЮЩИМИСЯ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения инженерными сварочными процессами. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций сварных швов и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.

ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированное управление процессом сварки и передовая практика сварки, учебные материалы или материалы для самообучения.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТ НА «НАВЫКИ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ ПОНИМАТЬ, ЧТО «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ НАИЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНИКА ЯВЛЯЮТСЯ СООТВЕТСТВУЮЩИМ СООТВЕТСТВУЮЩИМ ПРОИЗВОДСТВАМ WELDER0: WELDER
0 WELDERS ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации процесса сварки. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибли 123 человека и понесены миллиарды долларов.
Микроструктура и износостойкость кобальтсодержащей безшлаковой самозащитной порошковой проволоки на основе железа
E.O. Корреа, Н. Alcântara, L.C. Валериано, Н.Д. Барбедо и Р.Р. Чавес, Влияние микроструктуры на абразивный износ сплава Fe-Cr-C-Nb для наплавки, нанесенного методом открытой дуговой сварки, Surf. Пальто. Technol. , 2015, 276 , р. 479–484
Корреа, Н. Alcântara, L.C. Валериано, Н.Д. Барбедо и Р.Р. Чавес, Влияние микроструктуры на абразивный износ сплава Fe-Cr-C-Nb для наплавки, нанесенного методом открытой дуговой сварки, Surf. Пальто. Technol. , 2015, 276 , р. 479–484
Статья Google ученый
Г. Чакраборти, К.Р. Дас, С.К. Альберт, А. Бхадури, С. Муругесан и А. Дасгупта, Влияние буферного слоя сплава 625 на наплавку модифицированной стали 9Cr-1Mo с использованием сплава для наплавки на никелевой основе, J.Матер. Англ. Выполнять. , 2016, 25 , p 1663–1672
Статья Google ученый
М. Морси и Э. Эль-Кашиф, Влияние микроструктуры на стойкость к истиранию при высоких напряжениях наплавочных покрытий Fe-Cr-C, Сварка. Мир , 2014, 58 , p 491–497
Статья Google ученый
З. Ян, К. Фанг, Ю. Чен, Б. Лю, К.Ху, Дж. Сюй, Влияние сил на динамическое поведение переноса металла при сварке кабельной проволокой газовой дуговой сваркой металла, Int. J. Adv. Manuf. Technol. , 2018, 97 , стр 81–90
Статья Google ученый
S.D. Борле, И. Ле Галль, П.Ф. Мендес, Контроль фракции первичного карбида хрома с переменной полярностью SAW, Weld. J. , 2015, 94 , стр. 1–7
Google ученый
M. Wu, F. Liu, J. Pu, N.E. Андерсон, Л. Ли и Д. Лю, Микроструктура и сопротивление точечной коррозии сварных соединений из дуплексной нержавеющей стали 2205, J. Mater. Англ. Выполнять. , 2017, 26 , p 5341–5347
Wu, F. Liu, J. Pu, N.E. Андерсон, Л. Ли и Д. Лю, Микроструктура и сопротивление точечной коррозии сварных соединений из дуплексной нержавеющей стали 2205, J. Mater. Англ. Выполнять. , 2017, 26 , p 5341–5347
Статья Google ученый
Дж. Ян, Х. Хоу, Х. Син, К. Ван, Й. Ян, Х. Рен и К. Ян, Влияние тока FCAW на слой наплавки — микроструктура и износостойкость, Сварка. J. , 2015, 94 , стр. 358–365
Google ученый
W. Wu и L.T. Ву, Поведение при износе между наплавочными материалами, Металл. Матер. Пер. A , 1996, 27 , p 3639–3648
Артикул Google ученый
М.Ф. Бучели, Дж. К. Гутьеррес, Л. М. Леон и А. Торо, Влияние микроструктуры на абразивный износ упрочняющих сплавов, Wear , 2005, 259 , стр. 52–61
Article Google ученый
D.S. Liu, R.P. Liu, Y.H. Вэй, Ю. Ма, и К. Чжу, Микроструктура и износостойкость сплавов Fe-15Cr-2,5 Ti-2C-xB вес.% Для наплавки, Appl. Серфинг. Sci. , 2013, 271 , p 253–259
Статья Google ученый
D.S. Liu, J.Y. Ван, Ю. Чжан, Р. Каннан, В.М. Лонг, М.Ф. Ву, Л.Дж. Ли, Влияние Мо на микроструктуру и износостойкость бесшлакового самозащитного наплавленного покрытия с металлическим сердечником, J.Матер. Процесс. Tech. , 2019, 270 , стр 82–91
Процесс. Tech. , 2019, 270 , стр 82–91
Статья Google ученый
D.S. Liu, Y.H. Вэй, Р.П. Лю, Изменение микроструктуры и механизма износа под действием Nb, добавленного в самозащитную порошковую проволоку без шлака, Sci. Technol. Сварка. Присоединиться. , 2015, 20 , p 693–701
Статья Google ученый
Д.С. Лю и П.Вэй, Свойства самозащитной порошковой проволоки с добавлением кремния на основе железа, без шлака, сварной шов . J. , 2015, 94 , стр. 351–357
Google ученый
Лю Д.С., Лю Р.П., Ю.Х. Вей, Влияние вольфрама на микроструктуру и износостойкость наплавочного сплава на основе железа, Mater. Sci. Тех-Лондон. , 2014, 30 , p 316–322
Артикул Google ученый
C.M. Чанг, Л.Х. Чен, К.М. Лин, Дж. Х. Чен, К. Фан и В. Ву, Микроструктура и характеристики износа заэвтектических покрытий Fe-Cr-C с различным содержанием углерода, Surf. Пальто. Technol. , 2010, 205 , стр. 245–250
Статья Google ученый
H.H. Lai, C.C. Се, К. Линь и В. Ву, Влияние содержания ванадия на микроструктуру и абразивный износ по сухому песку эвтектического сплава Cr-Fe-C для наплавки, Met.Матер. Int. , 2016, 22 , p 101–107
Статья Google ученый
Дж. Чен, Х. Син, Й. Ван, Й. Чжоу, Х. Рен, Й. Ян и К. Ян, Влияние добавления ванадия на микроструктуру и трибологические характеристики бейнитных наплавочных покрытий, J. Mater. Англ. Выполнять. , 2015, 24 , p 1157–1164
Статья Google ученый
Ю. Ван, Дж. Гоу, Р. Чу, Д. Чжэнь и С. Лю, Влияние нанодобавок, содержащих оксиды редкоземельных элементов, на износ при скольжении упрочняющих сплавов чугуна с высоким содержанием хрома, Tribol. Int. , 2016, 103 , стр 102–112
Статья Google ученый
D.S. Liu, R.P. Liu, Y.H. Вэй, Ю. Цю, П. Пань, К. Чжу и В.Л. Гао, Сравнительное поведение наплавочных сплавов на основе кобальта и железа, Surf. Англ., 2012, 28 , стр. 338–344
Статья Google ученый
Д. Мигас, Г. Москаль и Д. Ниемек, Состояние поверхности новых γ – γ ′ Co-Al-Mo-Nb и Co-Al-W суперсплавов на основе кобальта после окисления при 800 ° C , J. Mater. Англ. Выполнять. , 2018, 27 , стр. 447–456
Статья Google ученый
D.S. Liu, R.P. Liu, Y.Х. Вей и П. Пан, Свойства наплавочных покрытий на основе кобальта с различным содержанием углерода, Surf. Англ. , 2013, 29 , p 627–632
Статья Google ученый

С. Апай и Б. Гуленк, Износостойкость AISI, сталь 1015, покрытая стеллитом 6 с помощью микролазерной сварки, Mater. Des. , 2014, 55 , п. 1–8
Статья Google ученый
С. Лю, Ю. Чжоу, X. Син, Дж. Ван, Ю. Ян и К. Ян, Модель агломерации (Fe, Cr) 7 C 3 Карбид в гиперэвтектическом сплаве Fe-Cr-C , Матер. Lett. , 2016, 183 , стр. 272–276
Статья Google ученый
М. Каземипу, Х. Шокроллахи и С. Шарафи, Влияние микроструктуры матрицы на абразивную износостойкость термообработанного сплава Fe-32Cr-4,5C, мас.% Для наплавки, Tribol.Lett. , 2010, 39 , p 181–192
Статья Google ученый
А. Бедолла-Жакуинд, Микроструктура легированных ванадием, ниобием и титаном высокохромистых белых чугунов, Int. J. Cast. Металл. Res. , 2001, 13 , стр. 343–361
Статья Google ученый
Q.D. Цинь, Ю. Чжао, В. Чжоу, Характеристики износа при сухом скольжении композитов Mg 2 Si / Al против автомобильного фрикционного материала, Износ , 2008, 264 , стр. 654–661
Статья Google ученый
П. Пыдра и С. Андерссон, Моделирование износа с помощью модели поверхности Винклера, Износ , 1997, 207 , стр. 79–85
79–85
Статья Google ученый
Тип проволоки для сварки нержавеющей стали с сердечником из флюса
Сварочная проволока из нержавеющей стали с флюсовым сердечником состоит из различных материалов, облегчающих процесс сварки, в отличие от проволоки для газовой дуговой сварки, которая сплошная. Существует два типа проволоки из нержавеющей стали с сердечником из флюса: газовая и самозащитная.Однако решение об использовании зависит от характера проекта и бюджета.
Для быстрой дуговой сварки используется порошковая проволока с защитным газом, так как она имеет более высокую производительность по сравнению со сварочным аппаратом для сплошной проволоки. Проволока, напротив, не смогла бы сварить какой-либо более тонкий металлический корпус, как автомобильный.
Самозащитная сварочная проволока, с другой стороны, способна обеспечить газовую защиту, которая является защитной броней, необходимой как для сплошной, так и для газозащитной сварочной проволоки для защиты от брызг металла.На рынке доступны различные самозащитные сварочные проволоки, специально разработанные для обслуживания каждого уникального сварочного положения. Самоэкранированная порошковая проволока с высокой скоростью разложения предназначена для сварки только толстых металлических тел. Это свойство очень похоже на свойства проволоки из нержавеющей стали с порошковой защитой от газа.
В порошковой проволоке с защитным газом образуется шлак, качество которого позволяет сваривать ее при более высоких силах тока, чем проволока для дуговой сварки в газовой среде. Уникальное образование шлака не позволяет брызгам сварного шва стать жидкими.Это позволяет пользователю применять проволоку в среде защитного газа при вертикальной сварке. Удаление шлака после сварки не требует усилий по сравнению с самозащитной порошковой проволокой.
Самозащитная проволока не образует шлака для захвата жидкости в зоне сварного шва, поэтому не может применяться для вертикальной сварки. Удаление шлака требует много времени и усилий со стороны пользователя.
Удаление шлака требует много времени и усилий со стороны пользователя.
По словам операторов сварки и производителей проволоки из нержавеющей стали, внешний вид сварного шва имеет большое значение в их бизнесе.Обработка металла размером менее 3/16 дюйма и преобразование его в тонкий металлический лист 24 калибра, сплошная проволока обеспечит более чистый вид по сравнению с проволокой из флюса. В местах, где нельзя игнорировать скорость ветра, нельзя использовать сплошной или защищенный газом флюсовый сердечник, так как в конечном итоге он подвергнет защитный газ воздействию скорости ветра, что, в свою очередь, повлияет на целостность сварки. Самоэкранированная проволока, напротив, идеально подходит для сварки на открытом воздухе, особенно при сильном ветре.Самозащитный провод отличается высокой портативностью, поскольку не требует внешнего защитного газа. Портативность помогает выполнять сварку в сельском хозяйстве, где ремонт полевого оборудования может быть произведен немедленно с помощью самозащитной проволоки с сердечником из флюса, поскольку ремонтная мастерская находится в нескольких милях от нее. Эти проволоки обеспечивают отличное проникновение в более толстые металлы.
Несмотря на то, что порошковая проволока дороже, чем сплошная проволока, она дает еще одну производительность. В отличие от сплошной проволоки, они подходят для сварки материалов с давно распространенной ржавчиной, прокатной окалиной или металлами с масляным покрытием.Деоксидирующие элементы, присутствующие в порошковой проволоке, устраняют эти загрязнения, удерживая их в шлаковой оболочке.
Для получения дополнительной информации о пригодности проволоки, необходимой для вашей конкретной сварки, наши специалисты, имеющие опыт производства нержавеющей стали, готовы помочь решить вашу проблему и помочь вам получить лучшую сварку по доступной цене. Посетите http://www.venuswires.com/
.Сварщик титана 125
Сварщик титана 125Перейти к основному содержанию
Сварщик титана 125
Сварщик титана 125 Также для: Mig 170, Mig 140.11 долларов. Это нормально для игры или ремонта, но это способ замедлить сварку в течение всего дня. Набор из 3 бесступенчатых сверл из титановой быстрорежущей стали, серия № делает все, что мне нужно, кроме Тига, но это еще один инструмент, который нужен для заполнения моего шкафчика с инструментами. Сварочный аппарат Titanium ™ Easy-Flux 125 А — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. Опубликовано 18 февраля 2021 г. автором • 0 комментариев 18 февраля 2021 г. пользователем • 0 комментариев Прилагаемые фотографии — это мой первый титановый сварной шов, выполненный методом сварки тиглем.Различные возможности включают удаление заусенцев, нарезание резьбы, сверление, развертывание, зенкование, клепку, шлифование, покраску, шелкографию, полировку, маркировку, пассивирование. титан, чтобы загрязнения не создавали уродливого беспорядка. Также есть опыт работы с этим сварщиком? Titanium Mig 140 170 Без ограничений 200 64804 64805 Отличные предложения на сварочные аппараты для титана! После долгих исследований я решил начать свое сварочное приключение со сварочного аппарата Titanium Easy Flux125 от Harbor Freight.Посмотрите видео, чтобы узнать больше. 905-556-0289 Канада 315-285-4414 США [электронная почта защищена] купон сварщика титана 125 на порт 2020 г. Мы предлагаем широкий ассортимент продукции для всех ваших нужд. 99 доставка. добавить в избранное 15 февраля Lincoln 125 HD Welder $ 295 Сварочный аппарат Titanium ™ Easy-Flux 125 A — простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения базовых сварочных работ дома или в магазине. Я провел час, путешествуя между Vulcan 215 и Ti170. MIG Welder Flux Core Lift Tig Reboot MIG-130 Газовый / безгазовый AC 220V Инвертор IGBT MIG / Stick / TIG Сварочный аппарат 3 в 1 с флюсовым сердечником / сплошной проволокой Сварочный аппарат MIG MMA MIG MAG Сварщик для новичков.99 в наличии. Это новейший сварочный аппарат в серии сварочных аппаратов Titanium, который будет выпущен. Flux 125 Welder — это универсальный аппарат для дуговой сварки с флюсовым сердечником (FCAW), специально разработанный для использования самозащитной порошковой проволоки. Промышленный многопроцессорный сварочный аппарат OmniPro ™ 220 с входным напряжением 120/240 В 16 января 2013 г. · Я только что купил Titanium 170 вчера во время 15% скидки на сварочные аппараты. до +/- 0. 23 янв.2020 г. · У меня есть HF Titanium 125, и он мне очень нравится. Я слышал только хорошее о Titanium Flux 125 от моего хорошего друга Рики.2 апреля 2011 г. · Титаниумов в моем местном порту в настоящее время нет в наличии. Купон Harbor Freight Titanium Welder, 02 2021 г. (Лучший купон 2021 г.) КУПОН (5 дней назад) НОВИНКА. За дверь стоило 549 долларов. Таблица Смотрите полный список на сайте homedepot. Из перчаточного ящика утечки аргона очень мало. Это машина на 110 переменного тока, но она сваривает на постоянном токе. Сварочный аппарат Easy-Flux 125 Amp 199 $ 99. Titanium 125 отлично справляется. Этот универсальный сварочный аппарат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов.56359/56355 HERCULES НАБОР ТИТАНОВЫХ СВЕРЛ, 21 ПРЕДМЕТ, № партии. Я очень быстро скинул это на свой телефон, чтобы передать их вам, ребята. @media screen and (max-width: 720px) {Я думаю, что наконец-то у меня есть несколько фотографий моего тестового сварного шва, который я сделал с Titanium 125. Я использовал один для восстановления прицепа для лодки, и он отлично справился со своей задачей. 40 Добавить в корзину Титановый передний болт тормозной магистрали (2007-2020 Yamaha YZ 125 250 450) Harbour Freight Tools Welder 45949. 01. 63583, 63582. Для этого требовалась сварка в горизонтальном положении и над головой.15Pd) / UNS R52400 / 3. Титановая трубка 5 В. 1407 John Counter Blvd. Сомневаюсь, что за эту цену кто-то ожидал, что сварочный аппарат Titanium Easy-Flux 120A будет таким же хорошим, как он есть. Он предназначен только для сварки низкоуглеродистой стали. Титановая трубка 5 В. Его также можно назвать сварочным аппаратом с подачей проволоки, но просто поймите, что вы не можете добавлять газ в этот аппарат. 99 01.10.2020 — 499 долларов. 4995 долларов США. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на основе постоянного тока, которая позволяет производить независимый обзор сварочного аппарата с флюсовым сердечником Harbor Freight Titanium Flux 125: новый сварочный аппарат Flux125 использует инверторную технологию для подачи питания постоянного тока на сварку 20 августа 2020 г. Прошло более 10 лет с тех пор, как я купил сварщика.2-палладиевый электрод. Профессиональный сварочный аппарат Titanium ™ MIG 140 — это универсальный сварочный аппарат с механизмом подачи проволоки с простыми в использовании элементами управления для бесперебойной сварки. Сварочный аппарат Forney Easy Weld 299 125FC с сердечником, 120 В, 125 А. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов. 6271/97503/61888/68885. Мероприятие закончилось, но у нас еще есть отличные предложения! CODES (2 дня назад) 125 А Flux-Cor Сварочный аппарат Titanium ™ Easy-Flux 125 А — это простой в использовании, легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине.Отличные скидки на сварщиков титана! Сварочный аппарат Titanium ™ Easy-Flux 125 A простой в использовании и легкий. 12 июля 2020 г. · Поскольку мне нужен флюсовый сердечник и HF 90 POS, которые у меня были, действительно отстой при сварке, вам не нужно много шлифовать, и Alph TIG не будет работать снаружи, если я не воспользуюсь им Титан 125. и допуск до +/- 0. 57862/64806 Срок действия истек: 03.12.20 — 669 долларов США. com. Запасные части в наличии. Он идеально подходит для сварки низкоуглеродистой стали вокруг дома 16 января 2013 г. · Я только что купил Titanium 170 вчера во время 15% скидки на сварочные аппараты.ProductId: 191595657. 5 дюймов, Вес: 42,00 (номер модели: K2513-1). Weld-Pak 100 HD требует выхода на 20 А при номинальной мощности. Зубчатый 10-футовый Euro Adpator MIG Welder Spool Gun Устройство подачи проволоки Алюминиевый сварочный аппарат. После сварки перчатки можно закрыть герметичными крышками, чтобы дополнительно уменьшить утечку аргона после использования. · Он питается от 120 В переменного тока, и вам понадобится цепь 20 А для работы сварочного аппарата на максимальной мощности. 99 с кодом 57531054, сейчас по 12.02.19. Доступны сменные пистолеты с регулируемой скоростью для сварочных аппаратов MIG Titanium® Доступные сменные пистолеты для сварщиков MIG Titanium® (от Harbor Freight®).50 В корзину; Алюминиевые болты ограничителя рулевого управления (2011-18 KTM 250, 350, 450 SXF, XCF) New Titanium Mig 170 Welder 120/240 Sealed 389 долларов (atl> 4347 Mundy Mill Road, Acme Pawn Oakwood) Lincoln Pro Core 125 Welder 100 долларов (atl> Lawrenceville ) Forney Easy Weld 125 FC — безгазовый сварочный аппарат. Я приварил им новую пару трейлеров к своему трейлеру, и она отлично работает. ! 8 мая 2020 г. · Titanium Easy Flux 125 от Harbor Freight — отличный сварщик для таких новичков, как я. 57862/64806 Срок действия истек: 28.01.21 — 679 долларов.Работая от входного напряжения 120 В, сварочный аппарат Hobart сваривает до 3/16 дюйма 179 долларов с купоном. Феррара окончил Universidad Del Noreste Escuela De Medicina Dr Jose Sierra Flores в 1983 году. Ваш Ironton Flux Core 125 имеет диапазон сварочной мощности от 60 до 80 ампер. Теперь Forney Easy Weld 299 работает только с проволокой с флюсовым сердечником, без альтернативы защитному газу, и предназначен только для FC. Просто подключите сварочный аппарат, если имеется входное напряжение 120 Вольт. Сертификат ISO 9001: 2015. Vintage Marquette Model 300b Сварочный аппарат с 17 ступенями нагрева.Краткое описание продукта Этот сварочный аппарат Ironton® 125 с флюсовой сердцевиной сваривает низкоуглеродистую сталь 18-го калибра толщиной до 3/16 дюйма. Работает с алюминием, легированной сталью, латунью, титаном, Kovar®, композитом, керамикой, резиной, пластиком и деревом. Промышленный сварочный аппарат vulcan protig 205 с входным напряжением 120/240 В лот № . 99 Код купона: ‘98370160’ Для использования со сварочными аппаратами Hobart Handler 125 / 125EZ и Auto Arc 130. установка 90-Б Kingston ON, К7К-6А9. Титановый профессиональный сварочный аппарат MIG 140 с входом 120 В. TITANIUM Easy-Flux 125 A Сварочный аппарат НОВИНКА. За дверь стоило 549 долларов.00. Толстый, 500573 Продукты 1 — 18 из 18 Сварочный аппарат Millermatic 125 Hobby MIG (металл в среде инертного газа) идеально подходит для начинающих или случайных сварщиков. com Я так взволнован и с нетерпением жду возможности приобрести сварочный аппарат HELP. 1 шт. 7 дюймов длиной 3al-2. Промышленный многопроцессорный сварочный аппарат OmniPro ™ 220 с входным напряжением 120/240 В Для сварки титана необходимо использовать электрод с 2% -ным вольфрамом, размером 1/16 дюйма или меньше для сварки с напряжением менее 125 ампер, от 1/16 до 3/32 дюйма, от 125 до 200 А. 26 ноября 2018 г. · Новые сварочные аппараты под названием Titanium, по-видимому, нацелены на рынок металлообрабатывающей промышленности и имеют соответствующие характеристики и цену.21 янв.2021 г. · Сварщик Titanium easy flux 125 180 долл. США. Я запустил свой на 80% от максимума, чтобы сварить какой-то материал 5/16 дюйма, и дважды взорвал свой не предназначенный для этого выключатель. 1407 John Counter Blvd. Forney Easy Weld 299 125FC Flux Core Weld, 120-Volt, 125-Amp. уверены, что единственное, что вы собираетесь делать, это процесс сварки FCAW, этот аппарат в целом хороший выбор. По техническим вопросам звоните в справочную линию Northern Tool Welder по телефону 1-877-304-0294. Для сварки MIG используйте DCEP , 100% Ar и ERTi-0. Разбавитель лучше для сварщика, чтобы контролировать горелку, но хуже для газа.Размеры W с толщиной до 1/4 дюйма. 25 долларов США. Плюс у меня слабость к цифровым технологиям. 28 января 2021 г. · Сварщик Titanium easy flux 125 $ 180. Он идеально подходит для начинающих сварщиков, которые хотят попробовать сварку. Оборудование для плазменной и дуговой резки материалов для резки или строжки. Титан Grade 7 (Ti-0. Эти сварочные аппараты — лучший вариант для новичков в области металлообработки, так как это самый простой в освоении процесс сварки. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на основе постоянного тока и Titanium Easy-Flux 125 Amp Welder — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине.com Titanium unlimited 200 pro welder $ 569 (Windham) рис скрыть эту публикацию восстановить восстановить эту публикацию. Сварщик шпилек / Сварщик с механизмом подачи проволоки / Дуговый сварщик Флюкс-сварщик $ 100. Сварочный аппарат MIG / порошковой проволокой, 170 А постоянного тока, 240 В Этот сварочный аппарат с флюсовой проволокой на 170 А идеально подходит для новичков. Сэкономьте 269 долларов, делая покупки в Harbour Freight. Сварочные аппараты в среде защитного газа обеспечивают чистые, прочные и великолепно выглядящие сварные швы. Он готов к сварке MIG, но вам нужно будет отдельно заказать регулятор AutoArc Fixed Flow Regulator Kit, чтобы получить его Сварка MIG: Hobart 125 Идеальное применение: этот маленький сварочный аппарат отлично подходит для сварки на открытом воздухе, потому что, если ветер усилится, вы потеряете работу если вы используете защитный газ.Сварочный аппарат MIG 140 Professional Welder готов к сварке алюминия с помощью катушки (пистолет продается отдельно). 1 шт. 5 дюймов длиной 3al-2. Сравните с — — в 439 долларов. MIG 170 Professional Welder — это катушечный пистолет, готовый к сварке алюминия (катушечный пистолет продается отдельно). Лучшее время согласования: самое ближайшее время окончания Время: недавно указанное Цена + & Сварочный аппарат Titanium Easy-Flux 125 Amp — это простой в использовании, легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в… 4. 4 новых по цене от 396 долл. Эти предложения от многих. Сварочный аппарат Flux 125 — универсальный Аппарат для дуговой сварки с флюсовым сердечником (FCAW), специально разработанный для использования самозащитной порошковой сварочной проволоки.57862/64806. толерантность и 0. В корзину Добавить в мой список. Начал с установки машины на 220 ампер, не зная, сколько сока потребуется для титана. После сварки перчатки можно закрыть герметичными крышками, чтобы дополнительно уменьшить утечку аргона после использования. Сварщик титана 125 11 Fevereiro, 2021 Titanium Flux 125 Сварщик Продажа полицейских доказательств и излишков компьютеров и оргтехники для городов, округов и департаментов полиции Колорадо. 0. Сверхмощная система привода легко подает проволоку со сплошным сердечником и флюсовым сердечником и может быть установлена без инструментов.00 (номер модели: K2513-1). 01. Возможность обработки деталей размером до 60 дюймов. Новые коды скидок постоянно обновляются на Couponxoo. 6 дюймов x 12. Каждая деталь длиной 36 дюймов имеет индивидуальную маркировку для идентификации. TITANIUM Easy-Flux 125 A DC Welder NEW — $ 149 (N / W FRESNO) ЭТО НОВИНКА !!!! ТИТАНОВЫЙ БРЕНД DC FLUX CORE 110 VOLT DC WELDER При возникновении любых трудностей при использовании этого сайта с программой чтения с экрана или из-за инвалидности, пожалуйста, свяжитесь с нами по телефону 1-800-444-3353 или [электронная почта защищена] 99 в Lincoln Electric по цене 439 долларов.00 или лучшее предложение. Сталь 1/4 дюйма можно сваривать с помощью снятия фаски и многопроходной сварки. Что бы вы выбрали и почему Доступные запасные пистолеты для сварщиков MIG Titanium® (от Harbor Freight®). Настройка для безгазовой порошковой сварки проста. Аппарат для точечной сварки на 120 вольт, лот № Сварочный аппарат Titanium ™ Easy-Flux 125 — 189 долларов (Форт-Майерс) <изображение 1 из 2> 19143 S Tamiami ПРОБНОЕ условие: новая марка / производитель: название модели Titanium (1 месяц назад) Сварочный аппарат Titanium ™ Easy-Flux 125 Amp прост в использовании. — легкий в использовании сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине.Отличный сварщик в этой ценовой категории. 66463. com Я не получил сварочного аппарата для титана, но я только что купил флюсовый аппарат Chicago Electric 125 в компании Harbor Freight. 5 августа 2020 г. · Утром собирался купить сварочный аппарат 125 постоянного тока, есть ли у кого-нибудь рекомендации по выбору лучшего флюсового сердечника для работы в нем? В моем Vulcan я использовал сплошной высокочастотный провод, и он работал чертовски хорошо, но это сердечник из флюса, и прошло много лет с тех пор, как я использовал один из них, и его инвертор. Купите сварочный комплект TITANIUM — сварочный аппарат Easy-Flux 125 А и сварочный шлем с автозатемнением Blue Flame в Desertcart.Просмотрите наш инвентарь сварочной проволоки 2-го класса от. В корзину Добавить в мой список. Сварочный аппарат Ironton Flux Core 125, 115 В, выходная мощность 125 А, $ 185. 3 из 5 звезд 289. 5. 63583. Flux 125 Welder — это универсальный аппарат для дуговой сварки сердечником (FCAW), специально разработанный для использования самозащитной порошковой проволоки. Титановые трубки 5В. Для сварки MIG используйте DCEP, 100% Ar и ERTi-0. Тем не менее, он дает красивый сварной шов, и я бы никогда не хотел обходиться без него. Большой стол перед моим магазином используется с моим плазменным резаком, станком Миллера и моим OmniPro 220 для более тяжелых сварочных работ.56359/56355 11 марта 2021 г. · 5. Определенно лучший бюджетный сварщик на рынке. Инвертор обеспечивает лучший ток, обеспечивая более чистый сварной шов, и новичкам намного проще найти много новых и подержанных опций и получить лучшие предложения на TITANIUM Easy-flux 125 A Welder Lightweight 120v по лучшим онлайн-ценам на eBay! Бесплатная доставка для многих товаров! Сварочный аппарат Titanium ™ Easy-Flux 125 А — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине.Он справляется. 00 Многоосевой лазер (3D), TIG, плоский лазер (2D), услуги сварки TIG и MIG. Также можно использовать МИГ и электронный пучок. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов. Независимый обзор сварочного аппарата с флюсовым сердечником Stick 225 Harbor Freight Titanium Flux 125: новый сварочный аппарат Flux125 использует инверторную технологию для подачи постоянного тока на сварку 26 ноября 2020 г. · Первый вопрос, который мне задают, — какой тип сварочного аппарата я использую? Вот почему я решил использовать сварочный аппарат Titanium 125 с флюсовым сердечником.Для правильной сварки титана предпочтительнее использовать TIG-сварку. COUPON (4 дня назад) Это мероприятие закончилось, но у нас есть еще отличные предложения! Сэкономьте 239 долларов. 7235 Grade 7 является наиболее устойчивым к коррозии из всех титановых сплавов и обычно используется в химических процессах и компонентах производственного оборудования. 062: 36 ″ 0. 2шт 8 дюймов длиной 3al-2. Vulcan protig 205 Промышленный сварочный аппарат с входным напряжением 120/240 В. Номер партии сварного шва. Просмотрите наш инвентарь сварочной проволоки марки 702 от .99, действительный до 25 февраля 2021 года. Сварочный аппарат Titanium Easy-Flux 125 Amp — это легкий сварочный аппарат, который идеально подходит для базовых сварочных работ.титановый easy-flux 125 Chicago Electric Flux 125 Welder — 99 долларов. титановый сварщик миг 140 лот № У меня есть сварочный аппарат для флюса титана 140. Сварочный шкаф для портовых грузовых перевозок: спецификации, сборка и обзор, модификация трактора Kubota: универсальный трактор и TY125 CLASSIC. lincoln 140c welder mig welder (сан-фернандо) 850 $. 1 шт. Длиной 9 дюймов из 3al-2. Магазин сварочных аппаратов, плазменных резаков и различных инструментов в Интернете на сайте Lowes. MIG Welder Часто задаваемые вопросы. Часы; HITBOX TIG Welder 200A 110 / 220V Inverter HF MMA Titanium Easy Flux 125 Amp Welder Сварочные аппараты Инверторный механизм подачи проволоки постоянного тока.99 в Lincoln Electric по цене 439 долларов. Размеры W при толщине до 1/4 дюйма. Этот простой в использовании сварочный агрегат включает расширенные купоны DC All Coupons на TITANIUM EASY-FLUX 125 WELDER: текущая цена ($ 199. Просмотрите и загрузите руководство пользователя Titanium UNLIMITED 200 в Интернете. Титановые трубки 5v Титановые сварщики mig 140 и mig 170 Выбрали один из них после прочтения обзоров на них, и я могу сказать, что обзоры актуальны. Forney Easy Weld 125 FC — это базовый сварочный аппарат с флюсовым сердечником. Этот универсальный сварочный аппарат Пакет оснащен передовой инверторной технологией на основе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов.65 на сварочный аппарат TITANIUM Titanium Easy-Flux 125 Amp за 169 долларов. Сварочный аппарат Flux 125 — это универсальный аппарат для дуговой сварки с флюсовым сердечником (FCAW), специально разработанный для использования самозащитной порошковой проволоки. Я решил, что мне не нужна дополнительная мощность или синергетический режим Vulcan. Сварщик титана easy-flux 125 лот № Способен работать с деталями от +/- 0. 324 просмотра. Может работать с деталями до 60 дюймов. Технические характеристики продукта: Размеры: 24. 99 Код купона: ‘42896046’ TITANIUM EASY-FLUX 125 WELDER Lot No.Причина 1. Работа, для которой можно использовать Forney 125fc. Получилось довольно хорошо, учитывая небольшой объем подготовительной работы, которую я проделал, когда я впервые использовал машину И в первый раз, когда я начал сварку. меньшего размера для сварки менее 125 ампер, от 1/16 до 3/32 дюйма для 125 — 200 ампер. 99 в Lincoln Electric по цене 439 долларов. Чтобы загрузить карту контроля качества окраски сварных швов титана, посетите: http: // www. 16 ЭРТИ-7; Диаметр Длина; 0.00 (номер модели: K2513-1). Вам доступен широкий выбор сварочных аппаратов для титана, например none, великобритания и египет. 125 дюймов в диаметре. 15 продано. Я приварил им новую пару трейлеров к своему трейлеру, и она отлично работает. Я очень настроен на новый & n Купите сварочный аппарат TITANIUM Titanium Easy-Flux 125 Amp (товар 56355) за 169 долларов. Я решил, что мне не нужна дополнительная мощность или синергетический режим Vulcan. 99 Код купона: ‘79899578’, TITANIUM UNLIMITED 200 PROFESSIONAL MULTIPROCESS WELDER Lot No.Думаю, купоном я заплатил 169 долларов. Этот сварщик не только безопасен, но и запускается как мечта. Совершенно новый. Если вы новичок в. Сэкономьте 269 долларов, делая покупки в Harbour Freight. ! титан безлимитный 200 профессиональный многопроцессорный сварщик лот № 179 долларов с купоном. титановый сварщик миг 140 лот № 030 или. Если вы уверены, что единственное, что вы собираетесь делать, это процесс сварки FCAW, этот аппарат в целом будет хорошим выбором. Сварочный аппарат Titanium Easy-Flux 125 Amp — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине.25% палладий, Grade 7, имеет повышенную коррозионную стойкость к восстановлению кислот и локализованному воздействию. United Titanium предлагает циркониевую проволоку TIG (GTAW) марки 702 различных диаметров для соответствия вашим потребностям в сварке, где каждая 36-дюймовая деталь имеет индивидуальную маркировку для идентификации. Для более чем 200 ампер вам следует использовать электрод размером от 3/32 до 1/8 дюйма. Примерно 26 ноября 2018 г. Профессиональный сварочный аппарат MIG 140 с входным напряжением 120 В: · Простые в использовании средства управления сваркой для бесперебойной работы Сварка · Инверторная технология для лучшего зажигания дуги · Конструкция без инструментов для упрощения процесса или замены проволоки 27 ноя 2020 Ironton Flux Core 125 115V Flux Core Welder; Lotos MIG140 140 Amp MIG Wire Welder Flux Core Welder; 1.Настройка для безгазовой порошковой сварки проста. На второй картинке вы можете видеть, что я немного затягиваю. Сварочный аппарат Easy-Flux 125 А. Это небесный сварщик для новичков, потому что постоянный ток очень удобен для новичков. 99) | поиск в Интернете · Изменения цен: · Действительных купонов не найдено: · Купоны с истекшим сроком годности: 28 июня 2020 г. Выбрал один из них после прочтения обзоров на них, и я могу сказать, что обзоры актуальны. Сварка экзотических металлов, молибдена и титана для мелкосерийного и специализированного производства.Вещи, которые могут вам понадобиться (это испытание пластин Harbor Freight Titanium Flux 125 3/8 1G17: 35. TITANIUM EASY-FLUX 125 WELDER Номер партии Ваша пиковая сварочная мощность такая же, как у Forney 29901 при 125 А. ТИТАН СОРТА 7 ПРОВОДОВ — ПРЯМАЯ ДЛИНА. 99 $ 25. 99 Код купона: ‘434‘ ТИТАН НЕОГРАНИЧЕННЫЙ 200 ПРОФЕССИОНАЛЬНЫЙ МНОГОПРОЦЕССНЫЙ СВАРОЧНЫЙ МАШИНА № лота Газовая защита титана чрезвычайно важна на ОБЕИХ сторонах сварного шва; достаточно использовать задний экран и обратную продувку, но газовая камера даст лучшие результаты.TITANIUM UNLIMITED 200 PROFESSIONAL MULTIPROCESS WELDER № лота Как начинающий сварщик, я ничего не знал о сердечнике из флюса, MIG, дуговой сварке, сварке палкой, типах газов, защитном оборудовании, НИЧЕГО! Я сделал то, что делает любой хороший интернет-пользователь, и начал исследования. ✓БЕСПЛАТНЫЙ возврат. com Не требуется защитный газ. Мои мысли: в последние годы возможности сварочных аппаратов Harbour Freight были довольно ограниченными, пока около года назад не была добавлена линия Vulcan, а теперь ассортимент становится еще шире с новыми станками марки Titanium.Вот причины, по которым вы можете начать сварку с помощью сварочного аппарата Forney 125 для сердечников из флюса. Он просто отлично горит на 3/8 (2 прохода). Познакомьтесь с новым сварочным аппаратом для сердечников из флюса Titanium 125 компании Harbor Freight. Он идеально подходит для обычной сварки стали в помещении или на улице. У него есть технология двойного напряжения, способная работать с Better-Titanium Best-Vulcan. Я взял в руки Titanium в магазине, и мне все показалось очень дешевым и хрупким, особенно рядом с Vulcan. Сварочные материалы 125 долларов Titanium Easy-Flux 125 Amp Mig / Wire Fed Welder, розничная 199 долларов США 150 долларов США (дал> Ирвинг) рис. Скрыть эту публикацию восстановить восстановить эту публикацию.Титан. Совершенно новый. Сравните нашу цену в 169 долларов. Комплект для переоборудования Lincoln Electric Weld-Pak 125/155 MIG оснащает ваш Weld Pak 155 для сварки MIG рядом инструментов и принадлежностей. Titanium Stick 225 инверторный сварочный аппарат с электрододержателем, арт. Эти уникальные характеристики и недостаточное понимание них могут привести к распространенному мнению, что титан слишком сложно сваривать. Использование присадочного стержня, отличного от титана (например, стержня из нержавеющей стали или никелевого сплава). Этот сварочный аппарат с флюсовой сердцевиной, обладающий множеством замечательных функций и меньшими по цене, чем у других производителей, отлично подходит для выполнения самых разнообразных работ по дому, на ферме, в магазине и даже в шахте для сноса дерби.Процессы: Магазин переносных горелок с флюсовой сердцевиной (FCAW) Сервисный центр United Titanium найдет сварочную проволоку для всех ваших производственных нужд. 125 дюймов 1 шт. 3 дюйма длиной 3al-2. 039 дюймов 1. 56254. Также известный как сварочные стержни, прутки для пайки, присадочные стержни, сварочная проволока и стержневые электроды, присадочный металл нагревается до тех пор, пока он не течет между поверхностями. 99 10/02/2020 — 419 долларов и допуск до +/- 0,045–80 64978. Сэкономьте 239 долларов. 1 оценка продукта — Titanium Easy Flux 125 Amp Welder TITANIUM EASY-FLUX 125 WELDER Lot No.Проверил соединения, ничего не болтается, еще раз проверил, Пытался снова сварить, но ничего. Цена выдува 90 долларов за 100 футов. 613-545-0563 Кингстон. com. Видео проведет вас через распаковку, тестирование и обзор! Пару недель назад была реклама этого Думаете о сварке? Сварка сердечником из флюса — это отличный сварочный процесс, который нетрудно освоить и который стоит недорого для начала. КУПОН (4 дня назад) Нажмите здесь, чтобы увидеть больше купонов на портовые перевозки. 99, но часто он продается с купоном на 179 долларов.035 без проблем. 005 дюймов. Различные возможности, включая удаление заусенцев, нарезание резьбы, сверление, развертывание, зенкование, клепку, шлифование, покраску, шелкографию, полировку, маркировку, пассивирование Май 08, 2020 · Сварка сердечником флюсом — отличный сварочный процесс, который нетрудно изучить и стоит недорого для начала. Купон для сварочного аппарата Titanium Easy-flux 125 А может предложить вам множество вариантов экономии благодаря 21 активному результату. Бесплатная доставка в нижние 48 штатов для всех заказов на сумму свыше 125 долларов. 24 июня 2020 г. · Эти титановые сварочные аппараты наверняка тянут ток.Это сварочный аппарат постоянного тока, в котором используется отличная инверторная технология. Titanium Industries предлагает широкий выбор фитингов для титановых труб. На первом снимке мне было очень жарко, вероятно, с слишком большим вольфрамом. 00 доставка. 159 долларов. Сварочный аппарат Lincoln Electric AC / DC 225/125 Сварочный аппарат Lincoln Electric AC / DC 225/125 имеет сварочные дуги переменного и постоянного тока с широким диапазоном мощности для универсального использования. Это излишки стержней американского производства. 0-миллиметровый защитный колпачок электрода Отступить 125 А, 120 В / 20 А, поток 07 февраля 2021 г. · Hobart 500573 Handler 125 Wire Feed Welder — надежный портативный сварочный аппарат с механизмом подачи проволоки, который идеально подходит для множества проектов.Применения включают в себя самодельные работы, техническое обслуживание и ремонт, изготовление металлов и любительские. UNLIMITED 200 скачать руководство по сварочной системе в формате pdf. 56359/56355. 85 фунтов. 5. 99, действует до 25 февраля 2021 г. Для силы тока более 200 ампер следует использовать электрод размером от 3/32 до 1/8 дюйма. Профессиональный сварочный аппарат Titanium ™ MIG 170 — это универсальный сварочный аппарат с механизмом подачи проволоки с простыми в использовании элементами управления для бесперебойной сварки. Сварочный аппарат Titanium Easy-Flux 125 Amp — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине.Это очень маленький сварщик. Бесплатная доставка при заказе от $ 45 +. Сравните нашу цену в 169 долларов. Купите сварочный аппарат TITANIUM Titanium Easy-Flux 125 Amp (товар 56355) за 169 долларов. Аналогичен классу 2, но с добавлением 0. Harbour Freight & nbs 9 февраля 2021 Сварочный аппарат и пистолет для подачи проволоки с флюсовым сердечником 90 А fc90, 120 В | … Сэкономьте 250 долларов. Этот универсальный сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая производит больше & n Для недорогого сварочного аппарата Titanium Easy-Flux 125A довольно продвинутый. 10 февраля 2021 г. · Сварщик Titanium easy flux 125 180 долл. США.64805. I 125 AMP FLUX-CORE WELDER Номер лота. Этот сварочный аппарат должен сваривать до 3/16 дюйма, и мне должно быть хорошо. Телефон — 01903 766909 Факс — 01903 756180 Электронная почта — [электронная почта защищена] Просмотрите наш каталог сегодня . ~ Я дайте сварщику остыть в течение пары часов, затем он включится, сделает все, что упомянуто выше, ЗА ИСКЛЮЧЕНИЕМ дуги, когда я коснулся проволоки заземленной детали. Для чего подходит сварочный аппарат MIG? Сварщик МИГ имеет свои достоинства и недостатки. Проволока 030 дюймов как мечта.! Извините за хреновое качество звука и видео.Флюсовый сердечник, который идет в комплекте с ним, не слишком хорош, определенно покупайте трофеи В этом видео я делаю обзор нового компактного флюсового сварочного аппарата Harbour Freight, Titanium flux 125. Вы можете получить лучшую скидку до 70%. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая соответствует техническим характеристикам сварочного аппарата от 8 мая 2020 г. · Его цена составляет 199 долларов. Мой рабочий сварщик — это линкольн 480 В, который может укладывать валик со скоростью дюйм в минуту в течение всего дня. Он идеально подходит для начинающих сварщиков, которые хотят попробовать сварку.Провод с флюсовым сердечником, с которым он идет, является недорогим, поэтому я планирую модернизировать его после того, как пройду дешевые вещи. ГЛАВНАЯ · ВЕЛОСИПЕДЫ · TY125 CLASSIC. Узнайте, почему Ferrara Candy Company — лучшая компания для вас.楽 し く て 扱 い フ ー ド を は じ め る な バ イ ク す。 570 000 円 (税 込 み 627 000 円)) 行Дуговая сварка, а также термообработка Я потратил час на то, чтобы переключаться между Vulcan 215 и Ti170.Идеально подходит для работ, требующих максимальной производительности дуговой сварки, сварочный аппарат может использоваться для технического обслуживания, производства, строительства и других применений. AWS A5. 125 сварщик лот № Первая фотография — это обратная сторона корня, а вторая — лицевая сторона. К ним относятся паяльники, аппараты для ручной сварки, сварщики TIG, сварщики MIG и газовые сварщики, а также горелки, электроды, присадочные металлы, припой и другие сварочные материалы, которые используются с ними. Купите сварочный аппарат Titanium Easy-Flux 125 Amp за 169 долларов. Почти исчез.Купон 99 13 января 2017 г. · Я купил сварочный аппарат Eastwood 175 amp 120/240 mig с прилагаемым золотниковым пистолетом для алюминия и регулятором на 500 штук, я видел его в продаже по цене 479. 2шт 11 дюймов длиной 3al-2. 2 Pd Приобретите сварочный аппарат TITANIUM Titanium Easy-Flux 125 Amp (арт. 56355) за 169 долларов. Его легко настроить для безгазовой сварки порошковой проволокой. Он будет гореть достаточно сильно, чтобы легко сварить колпачок в моде, который вы хотите сделать. Говорит, что он будет толщиной до 3/16 дюйма, но пара ютуберов говорят, что он пойдет до 1/4 дюйма. 6 долларов. Новый Titanium Mig 170 Welder 120/240 Sealed 389 долларов (atl> 4347 Mundy Mill Road, Acme Pawn Oakwood ) Сварочный аппарат Lincoln Pro Core 125 за 100 долларов (atl> Лоуренсвилль) * НОВИНКА * Lincoln Electric K2513-1 Weld Pak 125 HD Сварочный аппарат с подачей проволоки 400 долларов (atl> Atlanta New Titanium Mig 170 Welder 120/240 Sealed) за 389 долларов (atl> 4347 Mundy Mill ISO 9001 : 2015 сертифицирован.66463. Мой вопрос в том, следует ли мне подождать, немного неудобное ожидание две недели, Titanium 125 или я должен немного доплатить и получить Forney 140. Приложения включают в себя самодельные работы, техническое обслуживание и ремонт, изготовление металла и любительские. Найдите выгодные предложения или продавайте свои товары бесплатно. Купите сварочный аппарат TITANIUM Titanium Easy-Flux 125 Amp (товар 56355) за 169 долларов. Компактный сварочный аппарат с входом переменного тока 120 В Прямо из коробки PRO CORE ™ 125 настроен для сварки самозащитной порошковой проволокой. Как выполнять сварку стали методом MIG для начинающих: если вы хотите научиться выполнять сварку стали методом MIG, это руководство даст вам ключи, чтобы раскрыть свой потенциал в области сварки MIG.Доктор Этот универсальный сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов. забрать только предмет. Д x 120 дюймов. Купите сварочный аппарат TITANIUM Titanium Easy-Flux 125 Amp (деталь 56355) за 169 долларов. С 12 до 0. Представление сварочного аппарата Fluxcore MMIG125 125 A серии Pro. Сварщик титана easy-flux 125 лот № сварочный аппарат chicago electric flux 125 серия no. Преимущества лазерной сварочной машины. Лазерные сварочные аппараты — это довольно выгодное вложение для вашего ювелирного магазина, но они обладают рядом функций и преимуществ, которые делают их бесценным активом для вашего бизнеса.Несомненно, отличное соотношение цены и качества. Titanium Joe Inc. Если вы сварщик-любитель, то можете полностью положиться на сварочный аппарат Chicago electric flux 125. У меня был металлолом, поэтому я вырезал несколько кусков и приварил их под днище в качестве жертвенных слайдов. 99, действует до 25 февраля 2021 г. 23 января 2020 г. · У меня есть HF Titanium 125, и он мне очень нравится. 12 июня 2020 г. · Мы использовали мой Titanium 125 FCAW от Harbor Freight, чтобы сварить швы в раме (оба задних угла), а затем решили поставить новые рельсы на дно.Титановые круглые стержни CP Grade 2 (коммерчески чистые) диаметром 125 дюймов, также длиной 12 футов. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на основе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы при одновременном снижении веса до всего 15 фунтов 00 (номер модели: K2513-1). Диаметр 125 дюймов ниже или запросите расценки на заказную титановую сварочную проволоку. Сварка экзотических металлов, молибдена и титана для небольших объемов и специализированного производства. Обзор · Сертифицированное испытание на сварку · Все купоны Harbor Freight на TITANIUM MIG 140 WELDER: текущая цена ($ 429.Подключите его к 110, и вы можете использовать. Я думаю, что наконец-то у меня есть несколько фотографий моего тестового сварного шва, который я сделал с Titanium 125. По ссылке есть видео, которое показывает Easy-Flux 125 в действии. катушки — 8 дюймов. С тех пор забежал в мой гараж 220 и выделенную цепь на 10 манометров с прерывателем на 30 ампер на 120 В и розеткой на 20 ампер (поскольку у машины есть более легкий входной шнур манометра с вилкой на 15 ампер). 905-556-0289 Канада 315-285-4414 США [адрес электронной почты защищен] Добро пожаловать в самый надежный и полный каталог оборудования для сварки титана в Интернете.Оказывается, немного. Несомненно, отличное соотношение цены и качества. Сварочный аппарат Titanium Easy Flux 125: характеристики, настройка и обзор — отличный сварщик для начинающих! (# 83) Сварочный аппарат Titanium Easy-Flux 125 Amp — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. 5 из 5 звезд 23 Только что получил Harbour Freight Titanium Flux 125 И я не могу заставить две части сварить вместе ни для чего! Они чистые, заземленные, я могу уложить приличные бусинки по отдельности, но когда я пытаюсь сварить их вместе, появляются капли и брызги.Он имеет рабочий цикл 30% при 90 ампер. Несколько основных факторов отличают титан от других металлов. Теперь Forney Easy Weld 299 работает только с проволокой с флюсовым сердечником, без альтернативы защитному газу, и предназначен только для FC. Сварочный аппарат Titanium ™ Easy-Flux 125 А — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. 6 дюймов x 18. Сварочное оборудование и паяльные инструменты используются для создания стыка на заготовке. 99 в Хобарт по цене 1048 долларов (номер модели: 500554001).Сэкономьте 269 долларов, делая покупки в Harbour Freight. & middot 8 августа 2019 г. — Независимый обзор сварочного аппарата с сердечником из флюса Harbor Freight Titanium Flux 125: в новом сварочном аппарате Flux125 используется инверторная технология для подачи питания постоянного тока на сварку. Найдите много новых и бывших в употреблении опций и получите лучшие предложения для сварочного аппарата. TITANIUM Easy-flux 125 Amp по лучшим онлайн-ценам на eBay! Бесплатная доставка многих товаров! 23 августа 2019 г. Читая первую ветку о машинах с трансформаторным или инверторным сердечником с сердечником, я был впечатлен комментариями о машине Titanium 125, предлагаемой HF Titanium Easy-Flux 125 или Campbell Hausfeld DW213000? Я ищу бюджетного сварщика для небольших проектов, и у меня есть несколько вариантов.Сварочный аппарат Titanium Easy-Flux 125 Amp — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. Lincoln Electric Idealarc 250 Дуговый сварочный аппарат. Сварочный аппарат Titanium Easy-Flux 125 Amp — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. Titanium Joe Inc. 22 декабря 2020 г. · 17 причин начать сварку с помощью сварочного аппарата Forney 125 MIG. Они также добавляют удобный плечевой ремень. Снова попробовали сваривать, но дуги не было, я подумал, может быть, дело в остывании.13 февраля 2002 г. · Титан может производиться почти так же, как нержавеющая сталь и сплавы на основе никеля, при условии, что на его свойства сделаны поправки. Miller 225 Thunderbolt Welder 29 ноября, 2020 · Я также установил кусок фанеры толщиной 1/2 дюйма поверх Formica, чтобы защитить его. От 030 до 99 Код купона: ‘32142190’, TITANIUM Harbor Freight Titanium Flux 125, независимый сварочный аппарат с флюсом обзор: В новом сварочном аппарате Flux125 используется инверторная технология для подачи постоянного тока на сварочную дугу, также можно использовать MIG и электронный луч.Titanium Easy Flux 125 A Сварочные аппараты Сварочные аппараты Инверторный механизм подачи проволоки постоянного тока. От 010 дюймов 99,26 фунтов) до 24 дюймов (461 фунт). и толерантность до +/- 0. Код купона сварщика грузовых перевозок. Хорошо выполненные титановые швы выглядят как застывшая ртуть: блестящие и отражающие. 25 июл 2020 Сварочный аппарат Titanium Easy-Flux 125 Amp — это легкий сварочный аппарат, который идеально подходит для базовых сварочных работ. Вы найдете свой сварочный аппарат Forney 29901 с сердечником из флюсовой проволоки, предназначенный для самостоятельной сварки легких и средних размеров. По цене это должно быть приличное вложение.350 фунтов. Отличный сварщик в этой ценовой категории. Опубликовано 8 мая 2020 г. 7 ноября 2020 г. автором Martin Опубликовано в Обзоры инструментов Tagged Harbor Freight, Titanium Easy Flux 125. Новый!! Titanium Easy-Flux 125 Amp Mig / Wire Fed Welder, розничная 199 долларов США 150 (Irving) Титановый сварочный аппарат без ограничений на 200 и пистолет с алюминиевой катушкой 650 долларов США (стоимостью в футах) Лучше — Titanium Best — Vulcan казался мне очень дешевым и хрупким, особенно рядом с Vulcan. 64805. Я просмотрел и прочитал кучу обзоров, в которых в основном говорилось, что 125 — это сварочный аппарат, который вы надеялись получить, когда покупали 90.045 ”в. 450 долларов. 003 in. Но имейте в виду, я парень из Хобарта, и эти штуки перестроены. 2. 64898 Я просто хотел что-нибудь для небольших проектов. У вас есть две настройки выходного напряжения: 1 и 2. Низкоуглеродистая сталь и возможность сварки MIG со встроенным газовым клапаном. Способен работать с деталями до 60 дюймов. Титановый сварочный узел — сварочный аппарат Easy-flux 125 А и автоматическое затемнение голубым пламенем. Электросварщик Чикаго (Бриджвилл) 60 $. К тому же у меня слабость к цифровым технологиям, я учу себя здесь, так что совершенства это не так.Титановый сварочный аппарат Easy-Flux 125 А RX WELD 23 шт. Плазменный резак для портовых перевозок 62204 IPT-60 PT-60 IPT-40 PT40 Наконечник 0. 11 февраля 2021 г. · Сварочный аппарат Titanium ™ Easy-Flux 125 А прост в эксплуатации. Используйте легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. Сэкономьте 269 долларов, делая покупки в Harbour Freight. Этот простой в использовании сварочный аппарат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы. Сварщик титана easy-flux 125 лот № Сравните нашу цену в 169 долларов.Размеры W при толщине до 1/4 дюйма. Новое в сварке — Titanium Easy Flux 125 против Chicago Electric $ 99 Раньше я никогда не прикасался к сварщику. Этот сварочный аппарат может сваривать с 0. Мы можем сократить их для более дешевой доставки. 99. 7L の Long Ride Kit 46 000 円 (57862/64806 Срок годности: 30.06.20 — 649 долларов. Нет, это не 240 МиГ, но для дома, хобби и легких задач он отлично работает. Я планирую сделать кузовные работы на днище кузова и ходовой части, где сварные швы не должны быть красивыми, а просто прочными.В поставку тракторов входит Forney, который я могу получить сегодня за 229 долларов, в отличие от Titanium 225 за 179 долларов. Устройство 90-B Kingston ON, K7K-6A9. Он справляется. Различные возможности включают удаление заусенцев, нарезание резьбы, сверление, развертывание, зенкование, клепку, шлифование, покраску, шелкографию, полировку, маркировку, пассивирование 1. Titanium Industries предлагает широкий ассортимент титановых глухих фланцев Grade 2, титановых фланцев с приварной шейкой и титановых накладок. -на фланцах размером от 1/2 дюйма (1. Теперь вы можете сваривать листовой металл 18 калибра до 3/16 дюйма за один проход.Ответ: Конечно! Сварка внутри аргоновой камеры — один из лучших способов сваривать титан. толстый. 8шт 6ал-4в Ответ: Конечно! Сварка внутри аргоновой камеры — один из лучших способов сваривать титан.別 売 の 4. 125: 36 ″ Примечание: 36 ″ Стандартная длина Другие длины доступны по запросу Производитель / поставщик титановой сварки, список производителей и заводов для сварки титана в Китае, быстро найдите квалифицированных китайских производителей, поставщиков, фабрики, экспортеров и оптовиков для сварки титаном на сайте Made-in-China .Сэкономленные средства я потратил на двухлетнюю замену. Сертификат ISO 9001: 2015. 2 шт. Длиной 9 дюймов из 3al-2. Новые и подержанные сварочные аппараты MIG для продажи рядом с вами на торговой площадке Facebook. В любом случае генератора, который вы планировали купить, будет достаточно, чтобы запустить этот сварочный аппарат на полную мощность. Экзотические металлы, молибден и титан Сварка для небольших объемов и специализированного производства. Определите лучший сварщик бюджетного класса на рынке. Теги TITANIUM MIG 140 Professional Welder с входом 120 В — Артикул 64804, TITANIUM MIG 170 Professional Welder с входом 120/240 В — Пункт 64805, TITANIUM Titanium Easy- Сварочный аппарат с флюсом 125 А — Изделие 56355/56359, TITANIUM ™ Unlimited 200 ™ Профессиональный сварочный аппарат с входным напряжением 120/240 В — Изделие 64806 Сварочный аппарат с мигающим потоком 170 ам / флюсовой сердцевиной № партииТитан. 6 дюймов x 12. Получите больше от вашего Weld Pak 155 с этим комплектом для переоборудования. Промышленный сварочный аппарат migmax 215 лот № Купить сейчас + $ 10. После Сварочный аппарат Titanium Easy-Flux 125 А имеет тепловую защиту от перегрузки и большое преимущество запуска с холодной проволокой. Разбавитель лучше для сварщика, чтобы контролировать горелку, но хуже для газа. 0 из 5 звезд. Прейскурантная цена 200 долларов >>>> ЦЕНА ВАШЕГО НАБОРА 125 долларов. Новый!! Титановый сварочный аппарат Easy-Flux 125 A, Mig / Wire Feed, розничная торговля 199 долл. США 150 долл. США (Ирвинг) Сварочный аппарат без ограничений по титану 200 и пистолет с алюминиевой катушкой 650 долл. США (на сумму в футах) Присадочные металлы используются в процессах сварки и пайки для обеспечения материала для создания надежного соединения между двумя смежные поверхности.12 января 2018 г. · OMNIPRO 220 — это прочный универсальный сварочный аппарат, предназначенный для сварки TIG, MIG, палкой и флюсом, и идеально подходит для подрядчиков и небольших производственных цехов. 11 ноября 2019 г. · Сварщик Flux 125 может сваривать низкоуглеродистую сталь толщиной от 18 до 3/16 дюйма, что делает его идеальным для сварки во дворе, магазине или доме. Более 600 различных полицейских доказательств из местных отделений полиции. Пайка не вызывает проблем с совместимостью или загрязнением. Последние — 10 марта 2021 г. Подробнее здесь: 63617.Все купоны на TITANIUM MIG 140 WELDER… 56359/56355 Истекли: 31.07.20 — 179 долларов США. 5 дюймов, вес: 42. Как видите, я использую свой Titanium 125 на этом столе для легкой сварки. И профессионалы, и домашние мастера довольны его ценой, портативностью и производительностью. Сэкономленные средства я потратил на двухлетнюю замену. Профессиональный сварочный аппарат MIG 170 с входом 120/240 В 529 99 долл. И, как и в случае с Forney 29901, вы управляете выходным сигналом с помощью одного тумблера. Lowe’s Century 125 или Habor Freight titanium easy flux 125, пожалуйста, простите меня, я знаю, что это всего лишь начальный уровень, и надеюсь, что «не» обидит здесь опытных сварщиков, просто нужны некоторые положительные рекомендации. Я мог бы поднять еще на 150 долларов, если будет большой положительный сварной шов на 125 А. -Pak 125 HD Порошковый сварочный аппарат с пистолетом Magnum 100L, порошковой проволокой, 115 В Независимо от того, работаете ли вы в магазине, работаете ли вы в магазине, на ферме или дома, сварочный аппарат с порошковой проволокой Сварщик — ваш надежный помощник для выполнения основных работ по сварке и ремонту проволоки.6 дюймов x 18. Продукты 1 — 18 из 18 Электродвигатель подачи проволоки для Harbor Freight Chicago Electric Flux 125 125amp Welder. com, из которых на сварщиков пластмасс приходится 23%, на лазерных сварщиков — 17% и на сварщиков вольфрамовых электродов — 2%. толщина материала. 99 в Lincoln Electric по цене 439 долларов. Этот универсальный сварочный аппарат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов. Это устраняет необходимость в газе и регуляторах, которые требуются обычным сварщикам MIG.Порошковая проволока диаметром 035 дюймов. 003 дюйма. Совершенно новый. Размер устройства делает его более простым в использовании, чем большинство сварочных аппаратов MIG, возможность входить в небольшие помещения и безопасно работать бесценна. Титан составляет около дюйма за 8 или более секунд на толстом металле. . Купить сейчас Amazon. Скидка 10% на TITANIUM MIG 140 и MIG Сварочный аппарат Titanium Easy-Flux 125 — это простой в использовании, легкий, инверторный сварочный аппарат постоянного тока, обеспечивающий до 125 ампер постоянного тока. Подробности смотрите в купоне. 99 с кодом купона 78125171, до 13.10.19 Titanium Unlimited 200 Professional Multiprocess Welder With… 57862/64806 Срок действия истек: 23.06.19 — 649 долларов.Наша проводка доступна из циркония марки 702 и титана марок 2 и 7. Процессы: портативный резак с флюсовой сердцевиной (FCAW) Добро пожаловать на веб-сайт Tig Depot. Допуски на размеры соответствуют ASME B16. Д x 120 дюймов. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов. 62281/5889/61637 НАБОР ТИТАНОВЫХ СВЕРЛ, 21 ПРЕДМЕТ, ШЕСТИГРАННЫЙ ВАЛ Лот № 0 из 5 звезд. 64804. Мы работаем напрямую со многими крупнейшими именами в гоночной индустрии, но ни один заказ не является слишком большим или слишком маленьким, чтобы привлечь наше внимание.6 месяцев на покупки 299–49899 долларов Готовы к сварке из коробки. Американское общество сварки (AWS) 1 заявило об этом, и я согласен. Мы предлагаем сварочную проволоку размером от. com / index. Подключите PRO CORE ™ 125 везде, где есть обычное входное напряжение 120 В. 045 ”в. НАЗНАЧЕНИЕ Flux Core 125 — это сварочный аппарат с подачей проволоки, предназначенный только для проволоки с флюсовым сердечником. 8 августа 2019 г. — Независимый обзор сварочного аппарата с флюсовым сердечником Harbor Freight Titanium Flux 125: новый сварочный аппарат Flux125 использует инверторную технологию для подачи постоянного тока на сварочный аппарат YESWELDER Chicago Electric Welder 8ft 100A Полная замена деталей сварочного пистолета Mig Горелка Stinger.Он будет достаточно горячим, чтобы легко сварить колпачок в моде, который вы хотите сделать. Титановая трубка 5 В. 99. 093: 36 ″ 0. 613-545-0563 Кингстон. Титановая трубка 5 В. 1 оценка продукта — Сварочный аппарат Titanium Easy-Flux 125 А, 7 января, 2021 · Сварочный аппарат Titanium ™ Easy-Flux 125 А — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. TACKLIFE MIG Welder 110/120 В, сертифицированный ETL IGBT инверторный сварочный аппарат постоянного тока, автоматическая подача проволоки, порошковая проволока 2 фунта, 5 контактных наконечников, сварочный шлем и перчатки, портативный сварочный аппарат — EWT02A 4.com. Forney Easy Weld 125 FC — это безгазовый станок для порошковой проволоки. All I g 16 авг 2020 Сварочный аппарат Titanium ™ Easy-Flux 125 А — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. Диаметр 125 дюймов ниже или запросите расценки на заказную циркониевую сварочную проволоку. 003 дюйма. Таким образом, его потребляемая мощность равна 20×115 = 2300 Вт. 00. 56359/56355 Срок действия истек: 30.09.19 — 179 долларов США. Сравните нашу цену в 169 долларов. еще машина китайская но имеет 3 года гарантии. L x 120 дюймов * НОВИНКА * Сварочный аппарат Lincoln Electric K2513-1 Weld Pak 125 HD с подачей проволоки 400 долл. США (Атланта, Мидтаун, New Titanium Mig 170 Welder 120/240 Sealed) 389 долл. США (4347 Mundy Mill Road, купон сварочного агрегата Titanium Easy-flux 125 A Обзор.Плазменный резак Chicago Electric Weilding System — 35 AMP Руководство по сборке и эксплуатации United Titanium предлагает титановую проволоку для сварки TIG второго сорта различного диаметра, соответствующую вашему проекту и потребностям сварки. * НОВИНКА * Lincoln Electric K2513-1 Weld Pak 125 HD Wire Feed Welder 400 долл. США (Атланта, Мидтаун, New Titanium Mig 170 Welder 120/240 Sealed) 389 долл. США (4347 Mundy Mill Road, титановый палец ползунка суппорта переднего тормоза (Yamaha YZ 125 2002-2020) 250 450) 35 долларов США. Сварочная горелка MIG Gun f / Select Titanium ™ серии 15 (180A) У меня есть сварочный аппарат под флюсом Titanium 140.. 11 марта 2021 г. · 5. Гайка с алюминиевой головкой для сварки титановой проволокой (Yamaha YZ 125 250, 2006-2020) 17 долл. США. На этом промышленном портале собраны разнообразные ресурсы по сварочному оборудованию для титана, на котором представлена информация о производителях, дистрибьюторах и сервисных компаниях в промышленность титанового сварочного оборудования. детали для сварочных аппаратов из титана 11 февраля 2021/0 Комментарии / в Без категории / от Титан и полосы, листы и пластины из титановых сплавов: ASTM-B299-99: Титановая губка: ASTM-B338-99: Бесшовные и сварные трубы из титана и титановых сплавов для конденсаторов И теплообменники: ASTM-B348-00: Прутки и заготовки из титана и титановых сплавов: ASTM-B363-00: Бесшовные и сварные нелегированные сварочные фитинги из титана и титановых сплавов: ASTM-B367-93 (1998) Сварочные аппараты и аппараты плазменной резки можно найти на Лоу сегодня.Это было проще, чем таскать мою миграционную установку. Мне понравилась форма. Я решил приобрести один из новых сварочных аппаратов Harbor Fright Titanium Easy-Flux 125 для сварки сердечников из флюса. Эта сумма составляет сварочный аппарат Chicago Electric Flux 125 63582 63583 Детали пистолета Mig… Сравнение с другими MIG & nb COUPON 3 дня назад Теги TITANIUM Профессиональный сварочный аппарат MIG 140 с входом 120 В Элемент 64804 TITANIUM MIG 170 Профессиональный сварочный аппарат с входом 120 240 В Элемент 64805 TITANIUM Titanium Easy Flux Сварочный аппарат на 125 А Артикул 56355 56359 TITANIUM MIG 140 WELDER Лот №Это устраняет необходимость в газе и регуляторах, которые требуются обычным сварщикам MIG. 5. Если вы свариваете титан с чем-то другим, кроме титана, вы услышите звук трещин сварного шва, как стекло: звон, звон, звон… вы действительно можете сломать сварной шов, слегка постучав по нему шариковой фрезой, и, черт возьми, он хрупкий. 4 декабря 2020 г. · Диапазон мощности сварки Ironton 125. Titanium Easy Flux 125 от Harbour Freight — отличный сварщик для таких новичков, как я. Лазерные сварочные аппараты не требуют особого обслуживания, а при небольшом должном уходе ваше оборудование прослужит десятилетия.Около 12 фунтов. Но имейте в виду, я парень из Хобарта, и эти штуки перестроены. . у меня сработало, потому что я мог забрать его на месте. 3 196 изделий для сварки титана предлагаются для продажи поставщиками на Alibaba. Это машина на 110 переменного тока, но она сваривает на постоянном токе. 85 фунтов. 99, срок действия до 25 февраля 2021 г. Я бы порекомендовал этого сварщика всем, кто хочет заняться сваркой. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на базе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы, при этом снижая вес до всего 15 фунтов.Сварщик состоит из однофазного силового трансформатора и уникального встроенного устройства управления / подачи. 99. 63617. И профессионалы, и любители хотят, чтобы их сварочный аппарат был портативным. Easy Weld 299 125FC Сварочный аппарат с сердечником под флюсом, 120 В, 125 А Отлично подходит для периодических небольших сварочных работ. Отличный легкий стартовый сварочный аппарат Pro Series MMIG125 125 A Fluxcore Welder, в основном полезный для малых и средних работ. Обучение сварке MIG — это лучший и самый простой процесс сварки для начинающих из-за его простоты. Это устройство НЕ имеет комплекта для модернизации, позволяющего в конечном итоге подключить защитный газ для сварки MIG.28 октября 2020 г. · Я думаю, что наконец-то у меня есть несколько фотографий тестовой сварки, которую я сделал с Titanium 125. Некоторые люди называют это машиной MIG, хотя она не требует защитного газа, как это делает типичная машина MIG. 64898 WARRIOR НАБОР ТИТАНОВЫХ СВЕРЛ, 29 ПРЕДМЕТОВ Лот № ПРОДАЕТСЯ $ 149. ✓БЕСПЛАТНАЯ доставка по Гренаде. php / Mr-Tig-Blog (стр. 9) Что вы увидите в этом выпуске: In t TIG-сварка предпочтительнее для правильной сварки титана. Сварочный аппарат Ironton Flux Core 125, 115 В, выходная мощность 125 А, $ 185. Из перчаточного ящика утечки аргона очень мало.Технические характеристики изделия: Размеры: 24. Сварочный аппарат Titanium Easy-Flux 125 А — это простой в использовании и легкий сварочный аппарат, который идеально подходит для выполнения основных сварочных работ дома или в магазине. Это устраняет необходимость в газе и регуляторах, которые требуются обычным сварщикам MIG. 030-дюймовый самозащитный проволочный сердечник. ! Сварочный комплект TITANIUM — сварочный аппарат Easy-Flux 125 A и сварочный шлем с автоматическим затемнением Blue Flame 396 долларов. В комплект входит газовый регулятор для аргона и газов, смешанных с аргоном, шланги, адаптер для баллонов с CO2 и многое другое.Титановые трубки 5В. Также доступны услуги по сверлению, обрезке и гравировке. 99, действует до 25 февраля 2021 г. Руководство пользователя сварщика Harbor Freight Tools. RaceTech Titanium предлагает титановые гайки, болты и нестандартные детали для всех типов гоночных приложений, от горных велосипедов до топовых топливных драгстеров. Сварочный аппарат Titanium Easy-Flux 125 A — Портовые грузовые инструменты. Профессиональный сварочный аппарат Titanium ™ MIG 170 — это универсальный сварочный аппарат с механизмом подачи проволоки с простыми в использовании элементами управления для бесперебойной сварки. 66463. Газовая защита титана чрезвычайно важна с ОБЕИХ сторон сварного шва; достаточно использовать задний экран и обратную продувку, но газовая камера даст лучшие результаты.Сопло с флюсовой сердцевиной См. Подробности о продукте Это сопло с флюсовой сердцевиной имеет размер 1/2 дюйма и подходит для сварочных пистолетов Hobart Handler® моделей 125, 140, 187, 190, 210, 210MVP и Trek 180. мечта. Однако, судя по этикетке, которую вы упомянули, он будет потреблять 25×115 = 2875 Вт. Сравните нашу цену в 449 долларов. Harbor Freight Titanium Flux 125, испытание пластины 3/8 1G. Сварщик сердечника под флюсом (Рочестер) 125 долларов. Цельнометаллическая приводная система для тяжелых условий эксплуатации легко подает проволоку со сплошным сердечником и проволокой с флюсовым сердечником и может быть установлена без инструментов.00. Титановый сварщик 125
Сварка для начинающих
Сварка для начинающихПерейти к основному содержанию