Схема сварочного инвертора. План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.
ИИСТ (инверторные источники сварочного тока) в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — 50-65 Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.
Содержание
- Появление сварочных инверторов
- Принципиальные и электрические схемы
- Виды сварочных инверторов и их схемы
Появление сварочных инверторов
Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
Сейчас они повсеместно используются:
- в дуговой сварке неплавящимися и штучными электродами;
- в сварке автоматической и полуавтоматической;
- в сварке алюминиевых деталей, плазменной резке и в иных видах электросварки.
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
Принципиальные и электрические схемы
Принципиальная схема сварочного инвертора основывается на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц.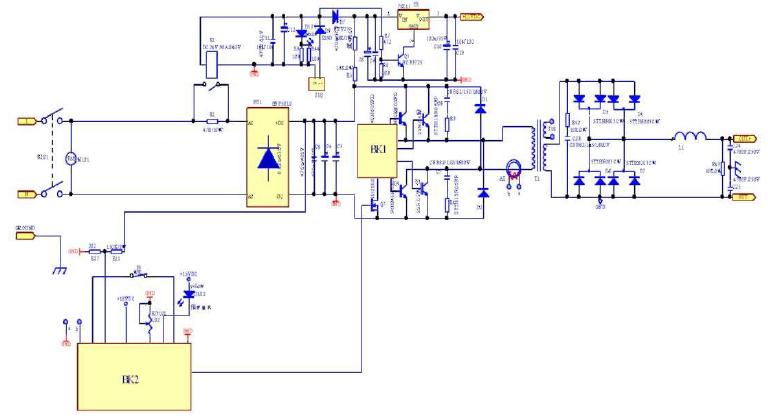
Эта электрическая схема сварочного инвертора работает как источник питания для транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80кГц, соответственно, понижающий трансформатор тоже будет работать на этой частоте. Соответственно, данный факт позволяет серьёзно уменьшить размеры трансформатора и всего сварочного инвертора. Как результат — сварочный аппарат становится намного меньше его классического собрата, но при этом сохраняет такую же мощность.
Итак, если рассмотреть принцип работы сварочного аппарата инверторного типа, то порядок действий, выполняемых устройством, будет следующий:
- Переменный ток 220В, получаемый из электросети выпрямляется диодным мостом.
 В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому.
В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому. - После этого ток выравнивается конденсаторами и поступает на транзисторный блок. Надо отметить, что на конденсаторах напряжение тока будет примерно в 1,5 раза выше, чем на выходе диодного моста.
- Постоянный ток направляется транзисторами через первичную обмотку понижающего трансформатора с частотой, кратно превышающей исходную. По факту, мы получаем высокочастотный переменный ток.
- Далее этот ток поступает в понижающий высокочастотный трансформатор, отличающийся большим сечением вторичной обмотки или же использованием других типов обмоточного материала.
- Трансформатор понижает ток до напряжения 50-70В. В это же время сила тока кратно вырастает и может превысить 130А. В кустарных сборках могут использоваться трансформаторы со вторичной обмоткой из медной жести толщиной 0.3 и шириной 40 мм. Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.
 В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому.
В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому. Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.
Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.После этого выпрямление полученного тока выходными диодами. Нюанс работы выходного диода в том, что ему приходится работать с высокочастотным током, а с этим справится не каждый диод. В данной ситуации необходимо использовать быстродействующие диоды со временем восстановления менее 50 наносекунд, поскольку обычные диоды просто не будут успевать срабатывать, учитывая частоту поступающего тока.
В итоге на выходе мы получаем необходимый для сварки постоянный ток низкого напряжения, но крайне высокой силы тока.
Такова принципиальная схема работы источника инверторного сварочного тока. В каждой конкретной модели присутствуют различия, заложенные производителем, дополнительные схемы, увеличивающие надёжность и безопасность устройства, например, блок термоконтроля, который защищает основные элементы агрегата от перегрева, а также управляет системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Виды сварочных инверторов и их схемы
В качестве примера можно посмотреть на отечественные сварочные инверторы Ресанта. Компания поставляет как стандартную линейку инверторов различной мощности, так и компактные версии инверторов, некоторые из которых могут поместиться в небольшой кейс. На этом же принципе работают плазменные резаки и аргонодуговые сварочные аппараты Ресанта.
Также на рынке есть и зарубежные производители, к примеру, немецкая компания FUBAG. Немцы предлагают крайне надёжные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие аппараты могут похвастаться большим количеством дополнительных функций. Это принудительное охлаждение, работа на пониженных мощностях, дополнительная подстраховка сварщика, микропроцессорное управление и многое другое.
Кроме того, при желании, можно собрать сварочный инвертор своими руками. Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Электрическая принципиальная схема инверторного сварочного аппарата
Главная » Статьи » Электрическая принципиальная схема инверторного сварочного аппарата
Описание схемы сварочного инвертора
- 28 декабря
- 57 просмотров
- 18 рейтинг
Оглавление: [скрыть]
- Описание некоторых деталей схемы инвертора
- Некоторые конструкционные особенности бытового инвертора для сварки
- Коротко в итоге
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Особенно это касается случаев ремонта оборудования дома.
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент — ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
expertsvarki.ru
Какова схема сварочного аппарата – разбор в деталях
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
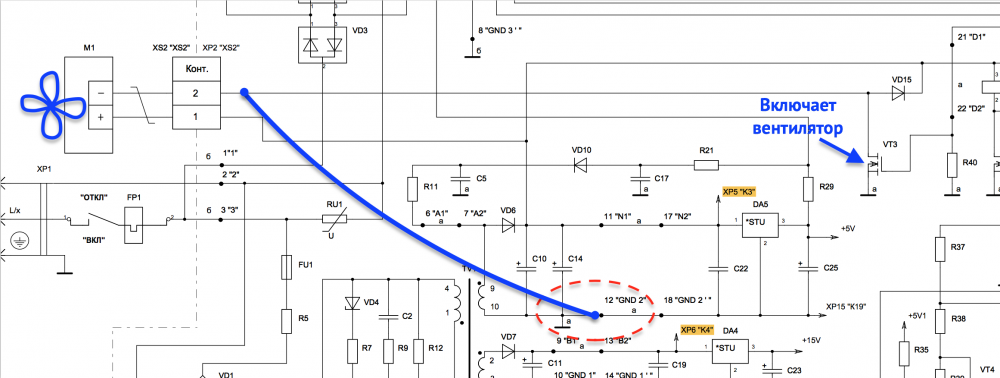
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.

Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
 Он преобразовывается в постоянный.
Он преобразовывается в постоянный.Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
tutmet.ru
Радиосхемы. — Инверторы сварочные
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160. …TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.
…TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех. обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
radio-uchebnik.ru
Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. Специалистом, который планирует использовать подобный агрегат, должна быть изучена принципиальная схема сварочного инвертора, чтобы иметь представление о его работе.
Существует много разных моделей таких инверторов, потому что каждый производитель старается создать такой агрегат, который способен выполнять все виды сварки с минимальными энергетическими потерями. Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Типы сварочных агрегатов
Данные инверторы применяются не только в промышленной сфере, но все больше их используют в быту. Если есть возможность, любой человек способен приобрести такое устройство и выполнять им сварку различной степени сложности. Он сможет:
- создавать металлические конструкции, сваривая места соединений,
- производить ремонт автомобиля,
- выполнять сваривание инженерных коммуникаций.
В данных устройствах используется широтно-импульсная модуляция. Если пользователь применяет дуговую ручную сварку ММА, то он может рассчитывать на высокие экономические показатели. Агрегат выгоден еще и тем, что он обладает сравнительно небольшим весом, так что сварщик способен свободно перемещать аппарат к месту проведения работ.
Для сварки алюминиевых конструкций применяется аргонодуговая сварка, причем используемый аппарат легко настраивается и регулируется для конкретных условий проведения работ. Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Полуавтоматические аппараты сконструированы таким образом, чтобы не происходило разбрызгивания металлов.
Особенности схемы
Стабильная работа дуги инверторных устройств создает оптимальные условия для выполнения качественной сварки. Когда работает плазменно-дуговая резка современного типа, то обеспечивается аккуратная и равномерная кромка.
Такая кромка соответствует эстетическим требованиям, и нет необходимости ее дополнительно обрабатывать. Существуют такие модели инверторов, которые автоматически ограничивают мощность, так что при грамотной настройке вы получите оптимальное качество соединения.
Инвертор имеет небольшие габариты, что позволяет свободно его транспортировать на разных видах транспорта. Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Схема сварочного агрегата
В инверторе основную роль выполняют транзисторы высокой частоты, так что входной ток коммутируется и обеспечивается необходимая мощность. На транзисторы электричество поступает после диодного моста, а когда ток выравнивается, то обеспечивается стабильное напряжение.
В качестве фильтрующего элемента применяется конденсатор с соответствующими параметрами. Нелинейная зарядная цепь, находящаяся в принципиальной схеме, создает условия для лимитирования электрического тока. В нелинейной цепи главные функции выполняют шунтирующий тиристор и сопротивление с такими параметрами, которые ограничивают ток.
Главная функция, которую выполняет принципиальная схема сварочного инвертора – это подача стабильного напряжения на транзисторный блок ИИСТ. Этот важнейший узел работает при частотном режиме 60-80 кГц, а значит, для обеспечения данной частоты необходим соответствующий трансформатор.
Преимущества инверторных аппаратов
Современные ИИСТ отличаются компактностью и стабильностью работы, так что пользователь может рассчитывать на постоянную мощность, которую при необходимости настраивают, на подходящий для выполнения конкретной работы режим.
Трансформаторные сварочные аппараты не всегда готовы обеспечивать стабильность, поэтому есть опасность получения швов низкого качества. Инверторные агрегаты обладают положительными качествами, которые подняли сварку на принципиально новый уровень.
Никакие внешние факторы не способны негативно сказаться на стабильном функционировании инверторного устройства. Если профессионально отнестись к настройке прибора, то есть все шансы для получения высокого качества. Все помехи оперативно устраняются, и инверторный прибор работает стабильно и эффективно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема и схема значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Содержание
- Классификация инверторов
- Схема инвертора для сварки
- Принцип работы схемы аппарата для сварки
- Достоинства и недостатки сварочных аппаратов инверторного типа
- Итог
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертораСхема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Принципиальная электрическая схема сварочного инвертора
Опубликовано: 10.05.2017
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Оглавление:
- Виды сварочных аппаратов
- Принципиальная схема аппаратов инверторного типа
- Отличия схемотехнических решений разных видов инверторов
- Возможные неисправности и способы их устранения
- Итог
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.

Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.

Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Сергей Одинцов
tweet
Схема сварочного инвертора и дополнительная информация
главная » ОБОРУДОВАНИЕ » Инвертор
Инвертор
На чтение 5 мин
Содержание
- Принципиальная схема сварочного аппарата
- Конструкция сварочного инвертора
- Процессы в электрической схеме
- Защитные элементы в системе
- Достоинства и недостатки оборудования
- Принципы сборки инвертора
Схема сварочного инвертора имеет ряд важных отличий от таковой у устаревшего образца – трансформаторного аппарата. Ранее в основе прибора лежало понижающее устройство, делающее его габаритным и тяжелым. Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Разбирающийся в электросхемах сварщик может собрать аппарат самостоятельно.
Принципиальная схема сварочного аппарата
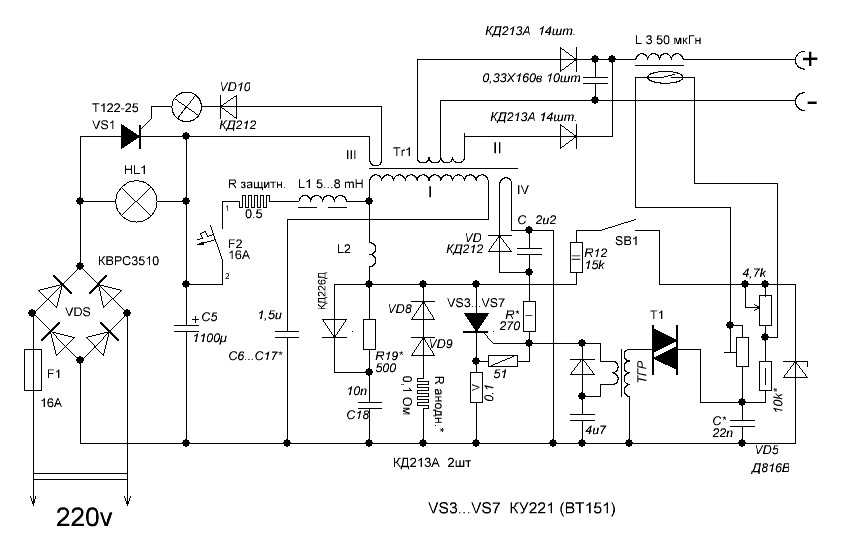
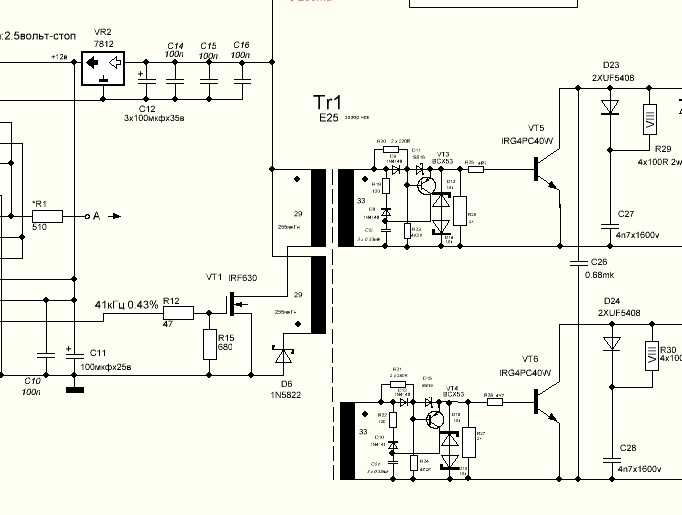
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы – дроссель L2 – делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.
 Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.Процессы в электрической схеме
Сварочный аппарат должен вырабатывать ток высокой силы, помогающий удерживать дугу. Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Принцип действия электрической схемы сварочного инвертора:
- Переменный электроток попадает в преобразователь. Здесь он превращается в постоянный и подвергается обработке, помогающей сгладить перепады напряжения. Для этого используется выходной выпрямитель.
- Постоянный электроток попадает в инвертор, где преобразуется в переменный. На этом же этапе наблюдается повышение частоты.
- На последнем этапе задействуется трансформатор, снижающий напряжение, сохраняя при этом силу и частоту тока. Это способствует усилению мощности электрической дуги.
 Для этого используется выходной выпрямитель.
Для этого используется выходной выпрямитель.Защитные элементы в системе
Для предотвращения выхода из строя основных компонентов оборудования используют такие средства:
- Радиаторы. Устанавливаются рядом с выпрямителем для снижения риска перегрева этой детали.
- Термореле. Размещается на диодном мосту. Предохранитель прекращает подачу электрической энергии при нагреве узла до +80…+90 °С.
- Электромагнитный фильтр. Используется для отсеивания высокочастотных помех, возникающих при работе сварочного агрегата. В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов. Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
- Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.
 Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.

Принципы сборки инвертора
Процесс создания сварочного аппарата своими руками включает следующие этапы:
- Сборка корпуса. Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм.
- Подготовка основания. Для установки трансформатора и других компонентов электрической цепи применяют лист гетинакса толщиной более 5 мм. Блоки удерживаются на основании за счет скоб. Крепежные элементы изготавливают из медной проволоки сечением 3 мм.
- Создание печатной платы. Деталь изготавливают из фольгированного текстолита толщиной 1 мм. При установке магнитопроводов необходимо оставлять достаточное расстояние – это обеспечивает циркуляцию воздуха, препятствующую перегреву.
- Установка контроллера. Этот элемент используется для управления инвертором, поддержания тока стабильной силы. От контроллера зависит напряжение подаваемого электричества.
 Толщина стенок должна составлять не менее 4 мм.
Толщина стенок должна составлять не менее 4 мм.Для удобства пользования аппарат снабжают управляющим блоком.
Он может иметь вид кнопки включения, ручки регулировки параметров, сигнального диода или зажима для кабеля.
Схема сварочного инвертора – принципиальная схема инверторной сварки
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Принцип работы
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
Схема сварочного инвертора
Важно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Сварочные работы
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.

Сварочные инверторы
Конструкция инверторного сварочного аппарата
Внутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой. К основным модулям силового блока приписывают следующее:
- выпрямитель напряжения,
- помеховый фильтр,
- преобразователь (он же инвертор),
- высокочастотный выпрямитель на выходе.
Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
Понижающий трансформатор
Важно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.

Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Электронная плата
Проблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
Правильное назначение
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
Допускаются различные типы заготовок.
Плазморезы
Интересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Аппараты аргонно-дуговой сварки
Как правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения. Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Положение электрода
Совет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила. Электродом разрешается сваривать углом вперёд либо назад. Надо контролировать уровень прогрева металла.
Схемы сварочного аппарата
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
Электросхема
Компоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2.702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата.
Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы.
Если посмотреть на чертеж, отображаются лишь основные узлы.
Принципиальная схема
Электрическая
Стандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
Выпрямитель на схеме
Важная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
Замыкания цепи
Также на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
Коммутация на обмотке
Интересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Конденсаторы на схеме
Принципиальная
Принципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Вторичный выпрямитель
Плюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления. От блока обратной связи сигнал может поступить непосредственно на инвертор.
От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
Источник: https://rusenergetics.ru/instrumenty/skhema-svarochnogo-invertora
Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
- Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
- Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
- Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.

Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.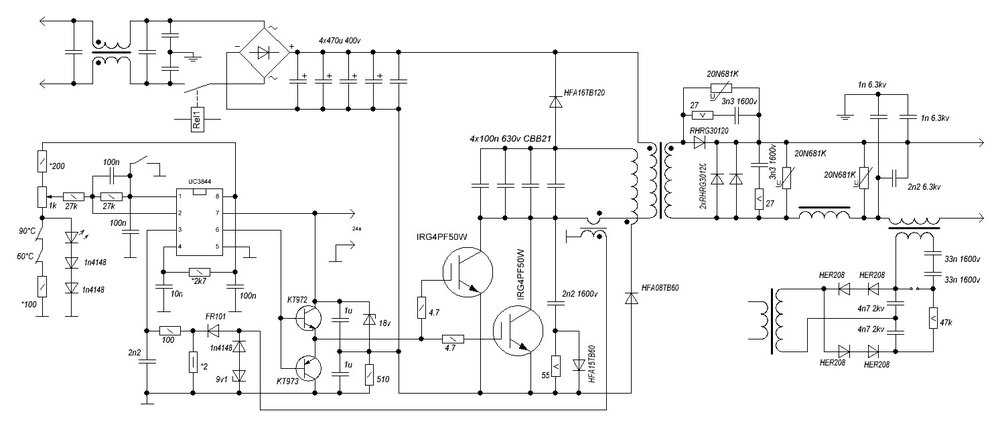
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.


У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Источник: https://tutsvarka.ru/oborudovanie/shema-svarochnogo-invertora
Схема инверторного сварочного аппарата
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей.
В наши дни используется преобразование сетевого напряжения по несколько иному принципу.
Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов.
Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое.
Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
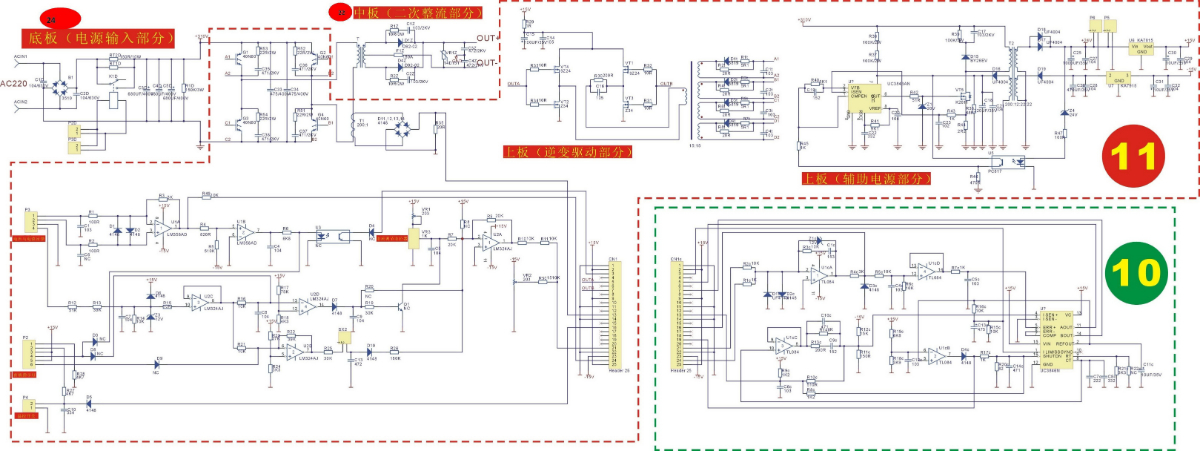
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре.
С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В.
Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки.
Только в этом случае удастся избежать неисправности силового блока инверторного аппарата.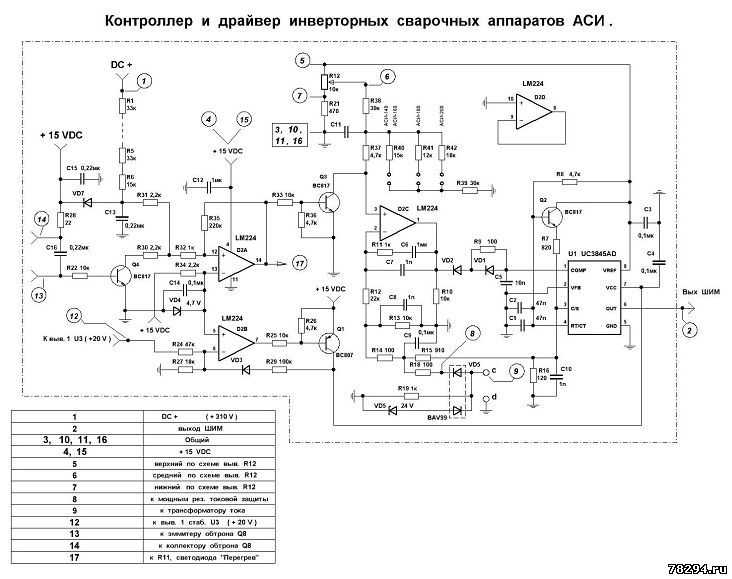 Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов.
Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов.
Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок.
Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва.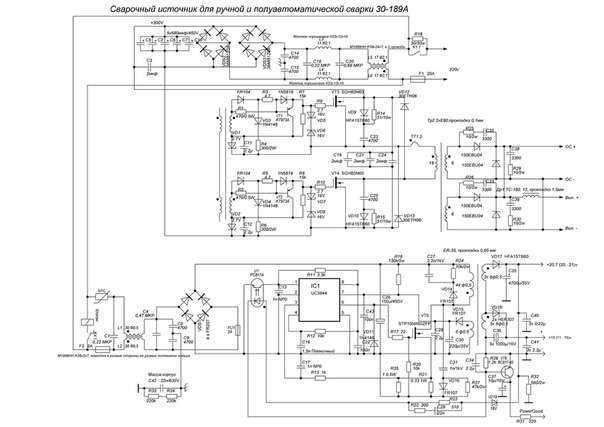 Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь.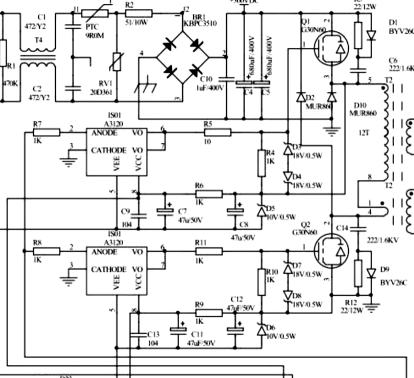 Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы.
Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий.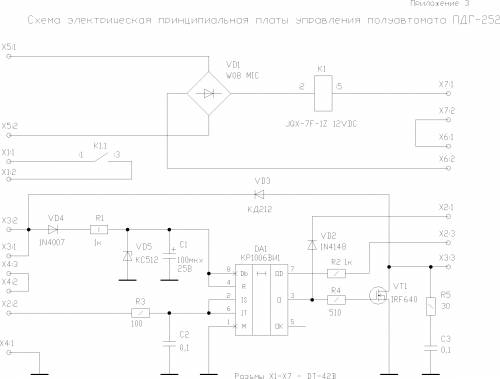 Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры.
Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты.
Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Источник: https://electrod.biz/apparat/shema-invertornogo-svarochnogo-apparata.html
Элементы электрической схемы сварочных инверторов
Аналогичную аппаратуру все чаще покупают домашние мастера для выполнения специфических работ в гараже или на даче. Схема инверторного сварочного аппарата без баллонов сложнее, но сам он намного компактнее устаревшего трансформатора, а о весе и говорить не приходится — некоторые модели удобно располагаются на плече и не мешают проведению работ.
Схема инверторного сварочного аппарата без баллонов сложнее, но сам он намного компактнее устаревшего трансформатора, а о весе и говорить не приходится — некоторые модели удобно располагаются на плече и не мешают проведению работ.
Современная аппаратура инверторного типа — это изделия, отличающиеся широким набором функциональных возможностей, потому что при их производстве использовались передовые технологии. Начинающие сварщики быстро становятся асами в проведении подобных работ на даче или в частном доме, потому что инвертор довольно прост в эксплуатации.
Виды источников тока
Импульсный преобразователь считается основным элементом электросхемы сварочных инверторов, потому что способен активно вырабатывать высокочастотные токи. Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Все источники сварочного тока имеют идентичную конструкцию и схема сварки у них одинаковая, разница только в каких вольт-амперных характеристиках переключает режимы аппарат. Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
Достоинства полуавтоматических аппаратов
- Малый вес — для любителей всего 5—6 кг.
- Дополнительные функции.
- Плавная регулировка напряжения.
- Хорошая внутренняя вентиляция, благодаря интегрирующему устройству.
- Точное настраивание тока, зависящее от материала соединяемых конструкций.
Инверторы имеют высокий КПД независимо от производителя.
Схемы сварочных аппаратов для полуавтоматической сварки интересны только специалистам, так как изобилуют техническими обозначениями понятными узкому контингенту.
Инверторы для плазменно-дуговой резки
Такие устройства отличаются небольшими размерами и потребляют немного электрической энергии, с их помощью производится соединение или резка черных, а также цветных металлов. Плазменный инвертор обладает большой многофункциональностью, поэтому используется на разных производствах:
- термическая обработка любых металлов;
- пайка, сварка или резка черных и цветных металлов;
- промышленное воронение стали;
- для разрезания керамической плитки, стеклянных заготовок, бетона и т. п.
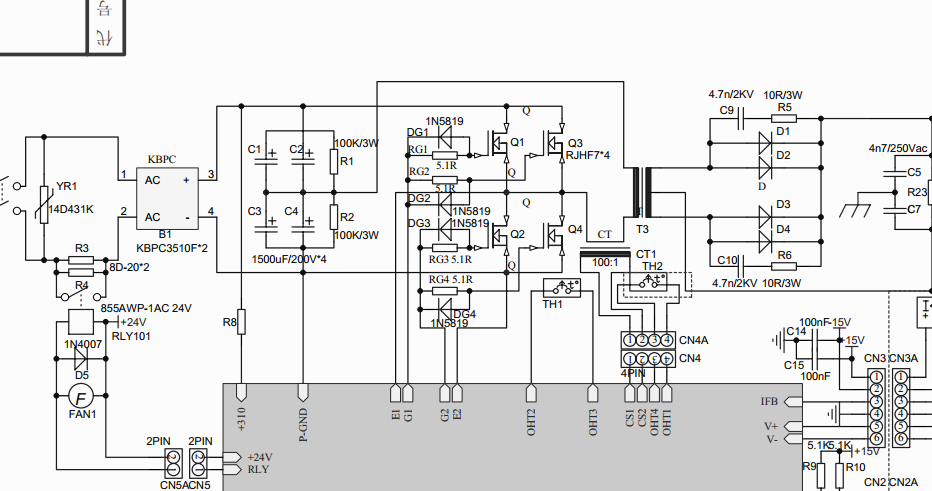 п.
п.К недостаткам можно отнести только высокую стоимость аналогичного оборудования.
Электрическая схема и ее нюансы
Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C.
Для сглаживания возникших импульсов стоит фильтр-выпрямитель, в котором присутствуют электролитические конденсаторы.
Для предотвращения перегрева диодов в цепи устанавливаются радиаторы охлаждения. Помехи высокой частоты могут проникнуть в общую электросеть, для исключения этого перед выпрямителем стоит фильтр, в конструкции которого используются дроссель и конденсаторы.
В результате нескольких преобразований и благодаря понижающему трансформатору на выход подается постоянный ток, имеющий силу, достаточную для выполнения намеченных сварочных работы.
Принцип работы, краткое описание
Схема сварочного инвертора разных моделей имеет чисто индивидуальные особенности, но принципиальная основа работы — неизменная. Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
- Выпрямление.
- Сглаживание амплитуды возникающих импульсов.
- Преобразование после прохождения выпрямителя.
- Понижается напряжения и увеличение сила тока до 250 А.
- Вторичное изменение на постоянный ток, подающийся на выход изделия.
Электронные составляющие инвертора выдают не только улучшенные характеристики, но и оригинальные функции, помогающие новичкам быстрее освоить премудрости сварки.
К дополнительным функциям относятся:
- Hotstart — сила тока многократно повышается при образовании дуги.
- Антизалипание — сведено к минимуму прилипание электрода к свариваемой конструкции.
- Arcforce — чтобы исключить затухание дуги, подается добавочная сила тока.
Конструкция
Примерная базовая схема:
- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
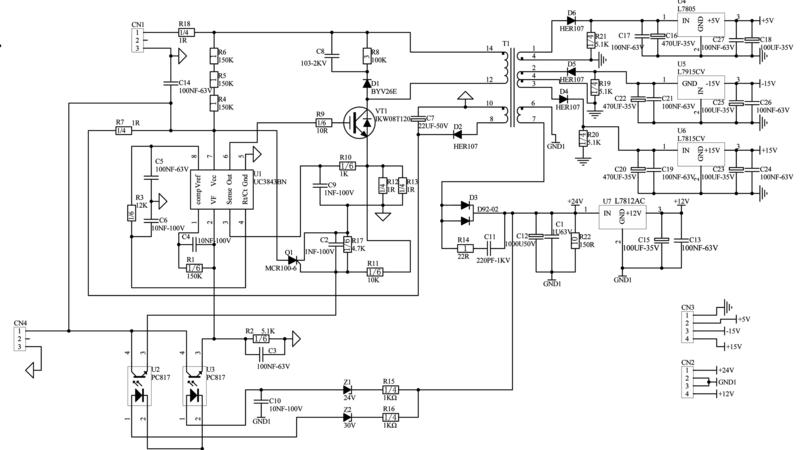
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
Как сделать инвертор?
Для сборки аналогичного изделия надо знать, что схемы инверторов сварки рассчитаны на потребление напряжения 220 V с силой тока 32 А. После проведения преобразований внутри инвертора, на выходе получается около 250 ампер, что достаточно для создания прочного сварного шва.
Чтобы собрать конструкцию, нужны такие составляющие:
- Трансформатор с ферритовым сердечником.
- Первичная и три варианта вторичной обмотки.
Надо приобрести и такие компоненты:
- провода с медными жилами;
- стеклоткань, чтобы обеспечить надежную изоляцию обмоток;
- небольшой лист текстолита с печатными платами;
- сталь для электротехнических работ;
- хлопчатобумажную ткань.
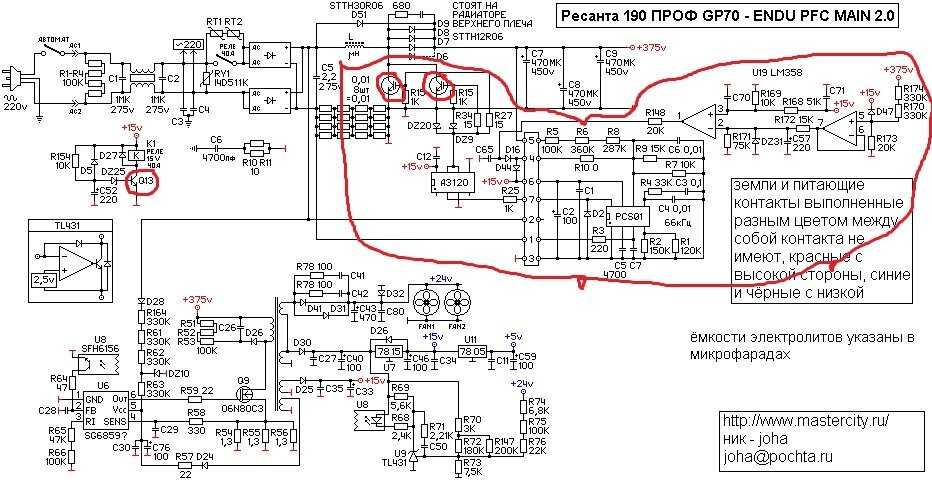
После закупки всего необходимого смело приступайте к сборке изделия по схеме, которую легко найти в интернете.
Защитные элементы
В общую электрическую цепь специально встроены элементы, которые исключают возникновение негативных факторов нормальной работы сложного электронного устройства.
От воздействия высоких температур транзисторы защищают демпфирующие цепи с обозначением латинскими литерами RC.
Ко всем элементам, функционирующим при больших нагрузках, подключены термодатчики, отключающие ток во время повышения температуры до критического значения.
Для управления всеми элементами электрической цепи установлен широтно-импульсный модулятор, получающий сигналы от системы электронного управления изделием. Далее, сигналы от него поступают на:
- полевой транзистор;
- трансформатор с двумя обмотками на выходе;
- силовые диоды;
- транзисторы, расположенные в инверторном блоке.
Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
Выводы
Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением 220 V и без опасения проводить сварочные работы. Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/skhema-invertora.html
Принципиальные электрические схемы сварочных инверторов
Инвертор Интерскол ISA 209 9.4
Инвертор EUROLUX IWM 190
Инвертор BestWeld Globus 210
Инвертора SD-MASTER Technic 200 WELD
Инвертор Радуга 180
Инвертор Дніпро-М САБ-250
Инвертор REDVERG RDMMA 220 K
Инвертор ETALON WMM 250
Инвертора DEFORT DWI-200N
Инвертор BRIMA ARC-200
Инвертор KEDR MMA 200
Инвертор FOXWELD MASTER 202
Инвертор PATRIOT MAXWELDER DC 180C
Инвертор FORSAZH 200
Инвертор Ресанта САИ 140
Инвертор PROFHELPER PRESTIGE 210A
Инвертор ELITECH IS 200 M
Инвертор BESTWELD TIGER 210
Инвертор KEDR MMA 220 F
Инвертор PROTON 180
Источник: https://trigenn. ru/skachat-sxemy-invertorov/
ru/skachat-sxemy-invertorov/
сварка%20инвертор%20контур%20схема спецификация и примечания по применению
 78125-1СА2И
78125-1СА2Исварка%20инвертор%20контур%20схема Листы данных Context Search
| Каталог Лист данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
1999 — Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 — ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, дуговая сварка, сварка инвертором, инверторная сварка, инвертор mig mag 200, сварка mig, IGBT для сварки, управление инвертором, сварка mig, сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка дуговая сварка схема сварочного инвертора сварочный инвертор миг маг 200 миг сварка IGBT для сварочного инвертора контрольная сварка сварка | |
2014 — Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
инвертор для дуговой сварки Реферат: Контроллер робота FANUC r-30ia, управляемый сотовым телефоном, робот дуговой сварки, схема INVERTER ARC WELDING R30I FANUC r-30ia IN ARC 200 INVERTER WELDER, схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Р30И FANUC р-30иа IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 — AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 — Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка «примечание по применению» | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки ультразвуковая сварка схема сварки сварка «примечание по применению» сварка сопротивлением фазовому сдвигу аргон газ для сварки схема сварки J-STD-002 J-STD-020D | Оригинал | GL000017
001EN
001EN. D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
сварка
сварка «примечание по применению»
контактная сварка с фазовым сдвигом
аргон для сварки
схема сварки
J-STD-002
J-STD-020D D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
сварка
сварка «примечание по применению»
контактная сварка с фазовым сдвигом
аргон для сварки
схема сварки
J-STD-002
J-STD-020D | |
2007 — Хьюз mcw 550 Реферат: Hughes Welder mcw-550 Сварщик Hughes с конденсаторной разрядкой VTA90 Сварщик Hughes mcw 550 с разрядной конденсаторной сваркой вольфрамовыми электродами HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 разрядная конденсаторная сварка вольфрамовые электроды Хьюз МАКСИ90 | |
2013 — NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 — Схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема сварочного аппарата на основе igbt свободная схема сварочный аппарат sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки сварочный аппарат на основе igbt бесплатная схема сварочного аппарата SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 — AWG22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 — AXP464618 Резюме: AXP450618 AXP440618 AXP434618 AXP430618 AXP426618 AXP420618 AXP416618 AXP414618 AXP410618 | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
2008 — AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20305 AXY20303 AXY20302 AXY20301 AXY20205 AXY20203 AXY20202 AXY20201 AXY20101 | Оригинал | ||
2002 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 — AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 — Схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 — робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
МиГ сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
2008 — AXY20202 Аннотация: AXY20 | Оригинал | ||
2006 — паспорт сварки стали Резюме: нет абстрактного текста | Оригинал | PR10153EN паспорт сварки стали | |
2015 — Плата инверторного сварочного аппарата Реферат: Инструкция по эксплуатации инверторного IGBT-сварщика Схема IGBT-сварщика схема изменения мощности для дуговой сварки инверторная схема дуговой сварки схема инверторного сварочного аппарата IGBT-дуговая сварка сварочный аппарат FERRITE TRANSFORMER design | Оригинал | АН4638 DocID027309 плата инверторного сварочного аппарата инструкция по эксплуатации сварочного инвертора igbt Схема сварщика IGBT схема изменения мощности для дуговой сварки схема инверторной дуговой сварки схема инверторного сварочного аппарата дуговой сварщик igbt сварщик FERRITE TRANSFORMER дизайн | |
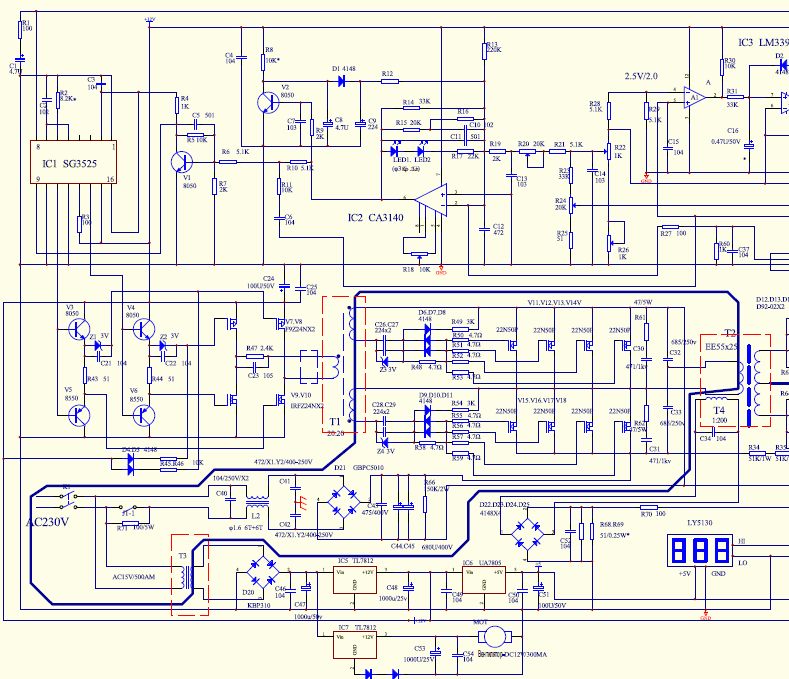 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> Предыдущий
1
2
3
. ..
23
24
25
Next
..
23
24
25
Next
ARC-180, Китай IGBT инверторные сварочные аппараты постоянного тока с электрической схемой инверторный сварочный аппарат Производитель и поставщик Цена на условиях FOB 60,0-90,0 долларов США/шт.
Почему стоит выбрать SONSCN? 1. 2. Строго контролируйте весь производственный процесс и гарантируйте своевременную доставку. 3. Мы предоставим вам хорошее предпродажное, послепродажное и послепродажное обслуживание. 4. Ваш запрос, связанный с нашими продуктами и ценами, будет дан ответ в течение 24 часов. 5. 6. 7. Мы можем принимать заказы OEM. 8. 9. Если вы разместите большой заказ, мы можем предложить вам конкурентоспособную цену.  Поставка вам высококачественной продукции с конкурентоспособной ценой на том же уровне качества, различные продукты в соответствии с вашими различными требованиями рынка.
Поставка вам высококачественной продукции с конкурентоспособной ценой на том же уровне качества, различные продукты в соответствии с вашими различными требованиями рынка.  Проверяйте каждый из наших продуктов один за другим перед упаковкой, чтобы гарантировать качество.
Проверяйте каждый из наших продуктов один за другим перед упаковкой, чтобы гарантировать качество.  Мы не только рабочие партнеры, но и друзья и семья.
Мы не только рабочие партнеры, но и друзья и семья.  Наше преимущество: а. Конкурентоспособная цена по прейскуранту завода-изготовителя б. Стабильное качество в. Своевременная доставка г. Запуск новой модели ежегодно д. Собственное производство строго контролируется.
Наше преимущество: а. Конкурентоспособная цена по прейскуранту завода-изготовителя б. Стабильное качество в. Своевременная доставка г. Запуск новой модели ежегодно д. Собственное производство строго контролируется. 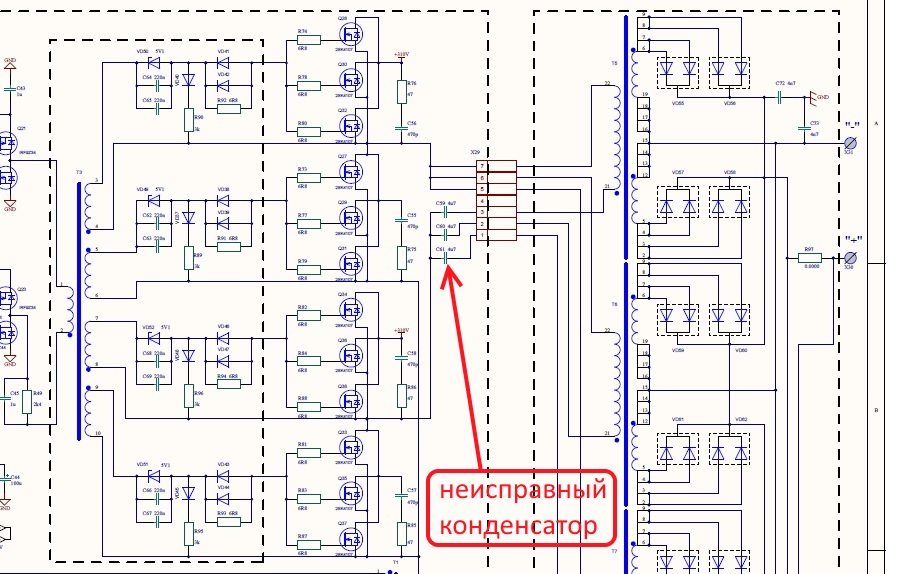 Мы можем напечатать ваш логотип на продуктах или цветной коробке.
Мы можем напечатать ваш логотип на продуктах или цветной коробке. 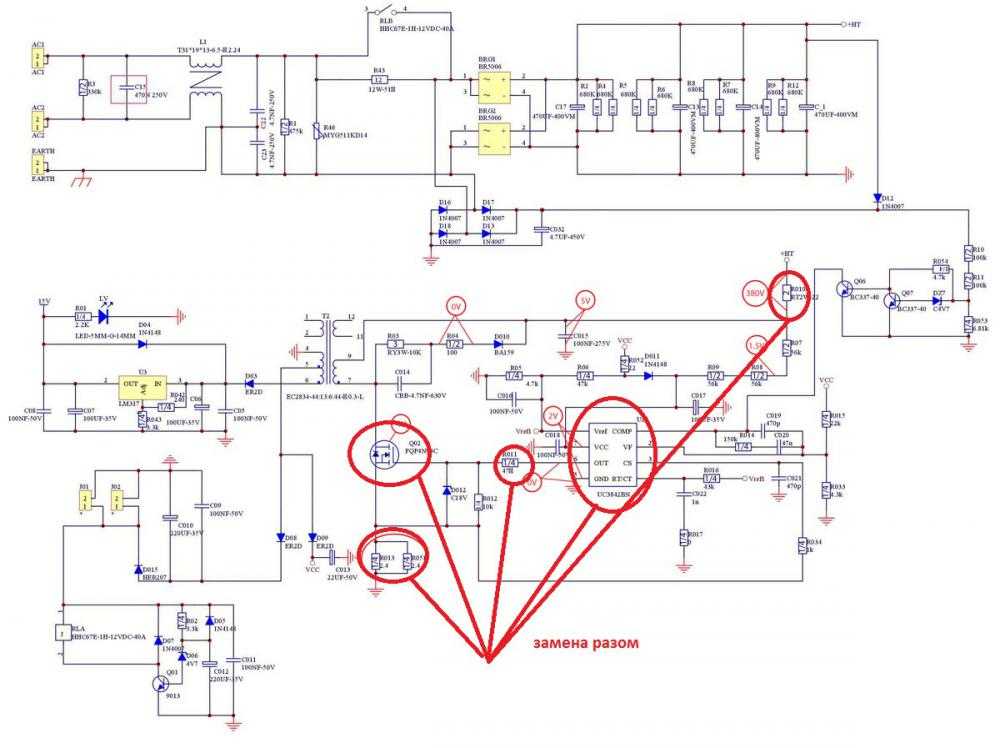 Мы можем подобрать соответствующие детали для вас.
Мы можем подобрать соответствующие детали для вас. 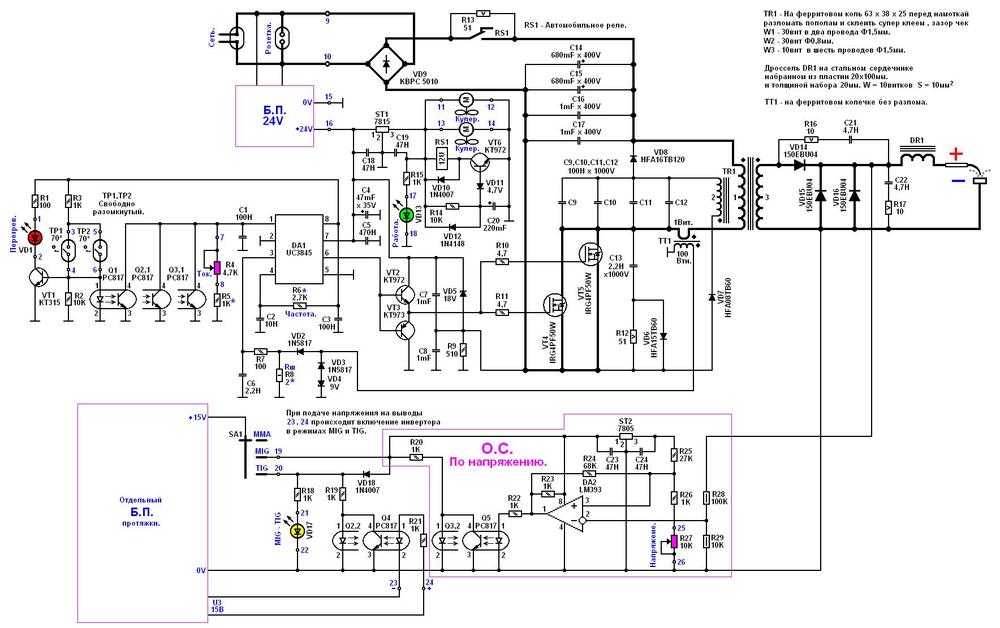 3333px;»>
3333px;»>
10. Возможен небольшой заказ.
Product Description
 3333px;»> 1.Picture display
3333px;»> 1.Picture display
 6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;»>
6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;»>
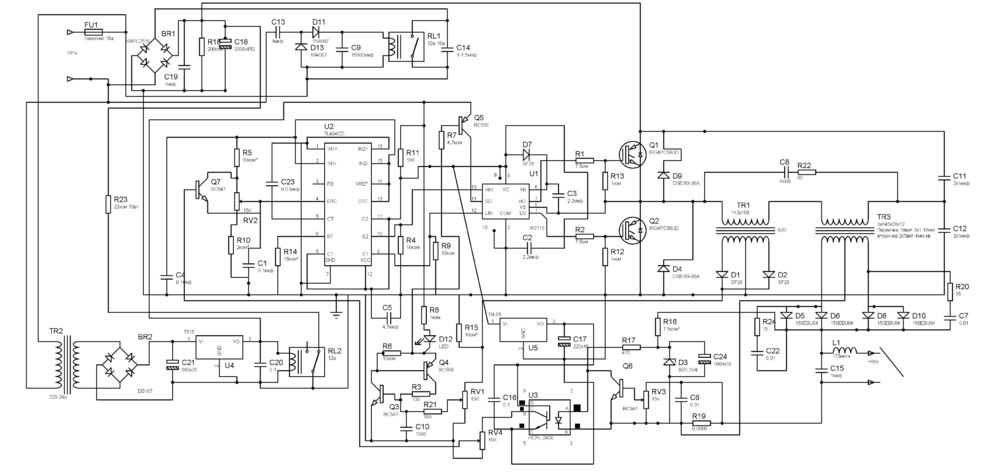 6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;»> 2.Detail picture
6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;»> 2.Detail picture
3. Parameter
Parameter
| Model | ARC250 | ARC180 | ARC160 | ARC140 | ||||
| Входное напряжение | 50/60HZ | 50/60HZ | 88 80/60HZ | 90988888 50/60HZ | .0529 | 50/60hz | ||
| 1~230V±10% | 1~230V±10% | 1~230V±10% | 1~230V±10% | 1~230V±10% | ||||
| input current | Max.42A | Макс. 36,8 А | Макс. 30 А | Max.24A | ||||
| No-load voltage | 80V | 80V | 80V | 80V | ||||
| Efficiency | 85% | 85% | 85% | 85% | 85% | |||
| Max.9kw | Max.6.6kw | Max.5.8kw | Max.4.1kw | Max.3.4kw | ||||
| Current range | 10-200A | 10-180A | 10-160A | 10-120A | ||||
| Duty cycle | 35%@250A | 35%@180A | 35%@160A | 35%@140A | ||||
| 60%@180A | 60%@160A | 60%@140A | 60%@110A | 60%@100A | ||||
| Welding rod | 1.5-5mm | 1.5-4mm | 1.5- 4 мм | 1,5-3,2 мм |
 2pt solid #000000; background: #d9d9d9;»> ARC200
2pt solid #000000; background: #d9d9d9;»> ARC200  2pt solid #000000; background: #d9d9d9;»> ARC120
2pt solid #000000; background: #d9d9d9;»> ARC120  2pt solid #000000;»> 50/60HZ 9098 888888888. 50/60HZ
2pt solid #000000;»> 50/60HZ 9098 888888888. 50/60HZ  2pt solid #000000;»> 50/60hz
2pt solid #000000;»> 50/60hz  2pt solid #000000; background: #d9d9d9;»> 1~230V±10%
2pt solid #000000; background: #d9d9d9;»> 1~230V±10%  2pt solid #000000;»> Max.46A
2pt solid #000000;»> Max.46A 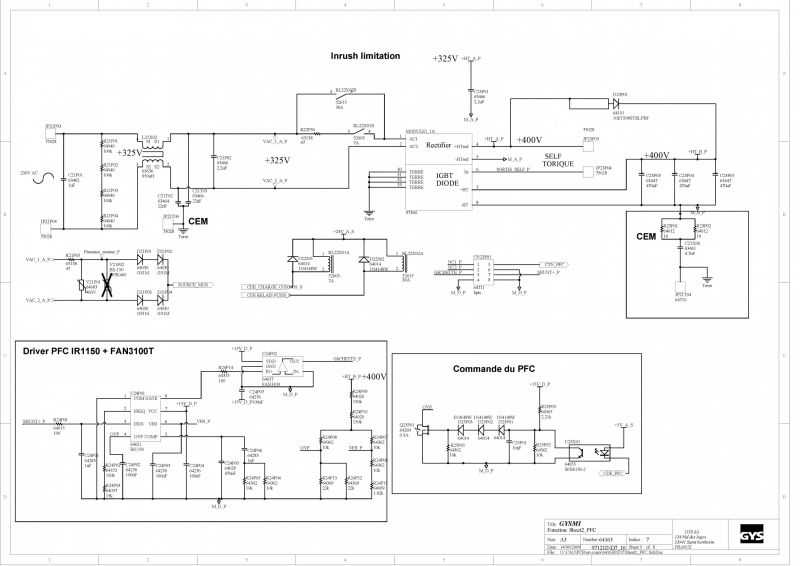 2pt solid #000000;»> Max.26.8A
2pt solid #000000;»> Max.26.8A  2pt solid #000000; background: #d9d9d9;»> 80V
2pt solid #000000; background: #d9d9d9;»> 80V  2pt solid #000000; background: #d9d9d9;»> 80V
2pt solid #000000; background: #d9d9d9;»> 80V 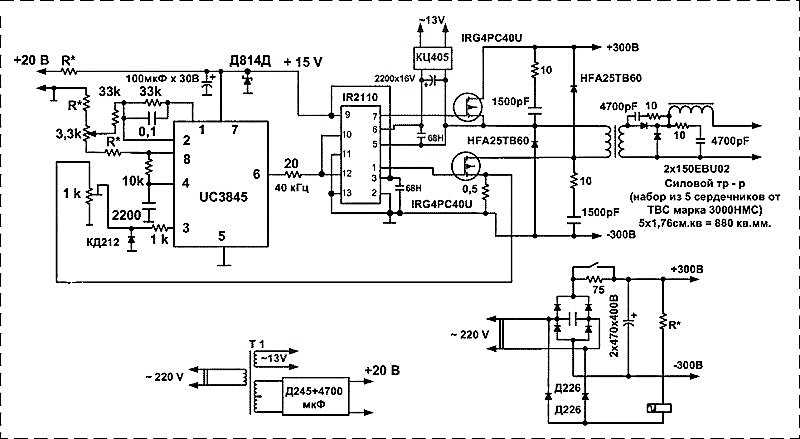 2pt solid #000000;»> 85%
2pt solid #000000;»> 85%  2pt solid #000000; background: #f2f2f2;»> Input power
2pt solid #000000; background: #f2f2f2;»> Input power  2pt solid #000000; background: #d9d9d9;»> Max.5kw
2pt solid #000000; background: #d9d9d9;»> Max.5kw  2pt solid #000000;»> 10-250A
2pt solid #000000;»> 10-250A  2pt solid #000000;»> 10-140A
2pt solid #000000;»> 10-140A  2pt solid #000000;»> 35%@200A
2pt solid #000000;»> 35%@200A  2pt solid #000000;»> 35%@120A
2pt solid #000000;»> 35%@120A  2pt solid #000000;»> 60% при 120 А
2pt solid #000000;»> 60% при 120 А
4. PRODCTS. Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,5 кг), а также гарантирует высокую эффективность использования мощности.
2. Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивки. промышленность, большая высота, работа в полевых условиях, ремонт и домашний мастер.
3. Горячий старт: Обеспечивает легкое и идеальное зажигание дуги.
4. Охлаждение вентилятором: двойной вентилятор сводит к минимуму всасывание частиц, улучшает рабочий цикл , производительность сварки и продлевает срок службы.
5. Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
низкого напряжения, перегрузки по току, перегрева; безопасно и надежно.
6. Подходит для всех видов основных сварочных стержней, включая электроды с кислотным, щелочным и целлюлозным покрытием .
7. Подходит для углеродистой стали, нержавеющей стали, легированной стали и других материалов.
Упаковка и транспортировка
5. Упаковка
Обычно имеется 2 способа упаковки аппарата для дуговой сварки на переменном токе . 9 .
1. Одна машина и аксессуары помещаются в 1 цветную коробку или 1 картонную коробку
Затем 2 коробки помещаются в одну стандартную коробку.
2. Один станок и аксессуары помещаются в 1 пластиковый ящик для инструментов.
Затем 2 ящика для инструментов помещаются в одну стандартную коробку.
1. Картонная/цветная коробка Упаковка | 2. | ||
Box size | 36.5x15x28cm | Tool box size | 43x15x37cm |
Carton size | 38x33x31cm | Размер коробки | 43,5×31,5×39 см |
G.W/CTN | 16kgs | G.W/CTN | 18kgs |
20 FT’S | 1470pcs/ 735ctns | 20 FT’S (pcs) | 1040pcs/520ctns |
6. Аксессуары
Существуют стандартные аксессуары и дополнительные аксессуары на ваш выбор.
Стандартные аксессуары: 1. Разъем
2. Держатель электрода с кабелем.
Дополнительные принадлежности: 1. Проволочная щетка
0529 3. Пластиковый ящик для инструментов
Информация о компании
7.Мастерская
Имеется 5 мастерских. При изготовлении машины для дуговой сварки на переменном токе , t компоненты вставляются в доски на машине, все доски производственного цеха сварщиков, сборочного цеха, цеха покраски и испытательного цеха. Каждая машина проходит 5 этапов проверки перед поставкой.
| Work shop | Worker | Machine | Quantity/day | Work time | ||
| Components insert in board | 10 | 3 | 1000pcs | 10hours | ||
| Boards work shop | 40 | 10 | 1000pcs | 10hours | ||
| Assemble workshop | 40 | 10 | 1000pcs | 10hours | ||
| Printing workshop | 5 | 3 | 1000 шт. 1259 10 | 10 | 1000pcs | 10hours |
Every year we attend twice Canton Fair , You can see all наши немецкие сварочные аппараты на выставке и проверьте качество продукции. H Добро пожаловать на нашу фабрику после выставки. Давайте поговорим с глазу на глаз.
9.Certification
Our ac arc welding machine applied for CCC,GMC,CE etc.
Q:Where is your factory?
A: город Юнкан, провинция Чжэцзян, Китай.
В: Какой у вас сертификат?
A: CE и CCC. Все виды сертификатов могут быть предоставлены на основе большого количества закупок.
В: Сколько времени займет запрос образцов?
A: Вообще говоря, через 3 рабочих дня после получения платежа.
В: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу?
A: Это около 25-35 дней после получения предоплаты.
В: Каковы ваши условия оплаты?
A: T/T, наличными, Western Union или L/C.
В: Каков охват вашего рынка в регионе?
A: Наши рынки по всему миру в каждом уголке, у нас есть 8 лет опыта во внешней торговле.
В: Какова ваша основная линейка продуктов?
A: В основном мы производим инверторные дуговые сварщики, сварочные аппараты TIG, сварочные аппараты MIG Стартер перемычек и ИБП. и т.д.
В: Как нам сохранить наши цены конкурентоспособными?
О: У нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов, чтобы постоянно экономить ваши затраты, соответствовать вашему графику разработки. удовлетворить ваши потребности в прототипировании или массовом производстве.
В: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
В: Какова ваша гарантия?
О: 12 месяцев. Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
КОНСТРУКЦИЯ И КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА ИНВЕРТОРА 3 кВА, 50 ГЦ
КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА ИНВЕРТОРА 3 кВА, 50 ГЦ Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 931
ISSN 2229-5518
Проектирование и конструкция инверторного типа
3 кВА, 50 Гц, однофазная дуговая сварка
Машина
Инж. Овбиагеле У; инж. Obaitan B
Abstract: Сварка служит множеству целей в разных областях. Производство машин и оборудования, сварка трубопроводов и коллекторов, сварка конструкций, морская сварка и декоративная сварка — вот примеры сварки, которые имеют место в бизнесе и промышленности. Сварочное оборудование стало одним из наиболее важных инструментов, которыми может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке.
Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ——————————
Сварка — это метод соединения металлов, при котором тепло и/или давление воздействуют на область контакта между двумя компонентами ; присадочный металл может быть добавлен в соединение в зависимости от процесса сварки [1].
Существует множество видов сварки, включая дуговую сварку, контактную сварку, газовую сварку и другие. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель этой конструкции. При дуговой сварке электрическая дуга возникает между основным металлом и электродом. Тепло дуги расплавляет основной металл и сварочный материал с получением металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем сварщика, называется сварочным аппаратом. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо разработать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем питание 50 Гц или 60 Гц для трансформатора, используемого при сварке. Таким образом, трансформатор гораздо меньшей массы используется для обеспечения гораздо большей выходной мощности. Выбор рабочей частоты выше человеческого слуха снижает шум сварки, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления силовым выключателем на высокой частоте. Силовой ключ на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен отказам, чем силовой ключ на МОП-транзисторах.
Вес и размер трансформатора обычного аппарата для дуговой сварки так же велики, как и шум при сварке.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является проектирование и изготовление аппарата дуговой сварки, работающего на
48В постоянного тока с переменной частотой. Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание экономичной, прочной, портативной и мобильной машины для дуговой сварки.
Сварочный источник питания трансформаторного типа преобразует электричество высокого напряжения и слабого тока из электросети в сильноточный и низковольтный (обычно от 17 до 45 вольт и от 55 до 590 ампер). Выпрямитель используется для преобразования переменного тока в постоянный для получения на выходе постоянного тока. Перемещение магнитного шунта в сердечник трансформатора и из него помогает изменять выходной ток. Последовательный реактор на вторичной обмотке управляет выходным напряжением от набора отводов на вторичной обмотке трансформатора. Этот тип источника питания является наименее дорогим, но громоздким. Именно низкочастотные трансформаторы должны иметь максимально высокую намагничивающую проводимость, чтобы избежать расточительных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (полупроводниковый полевой транзистор на основе оксида металла), стало возможным создание импульсного источника питания, способного выдерживает высокие нагрузки дуговой сварки. Эти конструкции известны как инверторные сварочные аппараты. Сеть переменного тока сначала выпрямляется до постоянного тока; затем переключатель мощности постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения желаемого сварочного напряжения или тока. Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения значительно уменьшает объем понижающего трансформатора. Масса магнитных компонентов (трансформатора и проводников) быстро уменьшается по мере увеличения рабочей (переключаемой) частоты. Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Наш подход к этому проекту реализуется посредством проектирования и строительства входной подсистемы, блока управления и выходной подсистемы. Сварка металла происходит при соединении блока управления и выходной подсистемы через свариваемый токопроводящий объектив. Сварка – это процесс соединения двух или более одинаковых или разнородных материалов с применением или без применения тепла и/или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
ISSN 2229-5518
При проектировании мы начали с общей системы и приступили к разделению ее на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом. Аппаратный прототип был реализован или реализован на экспериментальной макетной плате. Это было достигнуто за счет реализации инверторного входа
в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Блок-схема системы инверторного сварочного аппарата показана на рис.1.
Генератор Буфер
Усилитель мощности
Трансформатор
O/P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, выполненный в виде источника тока, соответствующий блок-схеме, показанной на рис.1, который состоит из следующих этапов.
для переключения источника постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013). Этот усиленный сигнал запускает оксид металла. полевой транзистор с Vгс большим пороговым напряжением. Частота, на которой работает схема, определяется каскадом генератора.
Трансформаторы сварочные рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, определяется формулой
В = C + DL [5]…………………………….. …………………………………………. …………………………………………. … (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет примерно от 2 до 4 мм Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Спецификация конструкции
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Тл 106 А/м2
Коэффициент площади Kw = 0,3
Вольт на виток
Vt = K кВА [6] . ……………………. …………………………………………. ………….. (2)
Для прямоугольной волны,
Расчет площади сердечника, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44fBm Ai [6] ………………….. …………………………………………. …………………………………………. …….. (3)
A1 =
0,78
4,44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
International Journal научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 ……………………….. …………………………………………. …………………………… (4)
29,28 = 32,53 см2
0,9
0,9 в качестве коэффициента суммирования.
Ширина центрального плеча = 2 x ширина бокового плеча
= 2 x a……………………… …… …………………………………………. …………………………………………. …………….. (5) Глубина ядра, b = 2,5 х ширина центрального отростка = 2,5 х 2а = 5а
Ag = b x 2a = 5a x 2a = 10a2……………………………….. …………………………………………. …………………….. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердцевины, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина бокового плеча = 1,80 см
Aw =
кВА
2,22 x f x В х А х К х j х 10−3
[7] ………………………………… ………………………………………. (7)
Aw =
3
2,22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww )
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] . ……………………. …………………………………………. …………………………………………. ( 8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г.
3
Отсюда Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ………………………….. …………………………………………. ……………………………….. (9)
= 15,6 + (2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww ) + (4 x a) …………………. …………………………………………. …………………….. (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки Т1 =
Вт
…………………………… …………………………………………. ……………. (11)
48 = 62
0,78
Общее количество витков на первичной обмотке 124 (с центральным отводом)
Ток первичной обмотки
I1 =
Мощность . ………………………………. …………………………………………. …… (12)
В1
= 3000
48
= 62,5 А
Принимая ток 3,2 А/мм2 для первичной обмотки, площадь проводника
а1 =
62,5
3,2
= 29,53 мм3 вычислить диаметр проводника,
a1 =πr =
πd2
4
……………………………. …………………………………………. …………………………………………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
=4,996 мм
Витки вторичной обмотки T2 =
В2 …………… …………………………………………. ……………………………….. (14)
Вт
IJSER © 2015 http ://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
При расчете количества витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Поэтому
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность …………………………………………. ………………………… (15) 9
а = 120
= 40 мм2 а 2 =πr =
πd2
4
………………………………… ………………………… (16)
Где a2 = площадь вторичного проводника, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… …………………………………………. ………………………………………. (17)
Предположим, что C1 = 0,1 x 10-6 Ф и необходимая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10-6 x 50
= 236 кОм
IC SG3524 используется в секции колебаний этого инвертора. Эта микросхема используется для генерации частоты 50 Гц, необходимой для подачи переменного тока инвертором. Чтобы запустить этот процесс, питание от батареи подается на вывод 15 SG3524 через NPN-транзистор (TIP41). D3 у основания Q3, как показано на рис.2. Используется для регулирования напряжения питания микросхемы SG3524. Вывод 8 соединен с минусовой клеммой аккумулятора. Выводы 6 и 7 микросхемы являются выводами секции колебаний. Частота, создаваемая микросхемой, зависит от емкости конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20К) подключается к земле с вывода 6 микросхемы. Эта предустановка используется для того, чтобы значение выходной частоты можно было отрегулировать до постоянных 50 Гц. Фиксированная 9Сопротивление 1613 220К включено последовательно с переменным резистором, как показано на рис.3. по соотношению:
F = 1,30
C1CT
[9]. …………………………………………. …………………………………………. …………………………… (18)
Где F – частота в кГц, RT – полное сопротивление на выводе 6, а CT — общая емкость на выводе 7. Следовательно, для получения частоты 50 Гц
Учитывая CT = 0,1 мкФ
F = 1,30·
50 x (0,1 X 10−6 )
= 260 кОм
Следовательно, RT необходимо варьировать на уровне 100K, чтобы получить частоту 50 Гц. В нашей конструкции мы использовали постоянный резистор на 200К и переменный резистор на 100К.
Сигналы, генерируемые в секции генератора ИС, поступают на секцию триггера ИС. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет равен нулю, а когда первый сигнал станет равным нулю, второй будет положительным. Следовательно, для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду, т. е. внутри триггерной секции микросхемы генерируется пульсирующий сигнал с частотой 50 Гц.
: Этот переменный сигнал частотой 50 Гц имеет выход на контактах 11 и 14 микросхемы.
Этот пульсирующий сигнал может также называться управляющим сигналом MOS. Этот управляющий сигнал MOS на контактах 11 и
14 составляет от 4,6 до 5,4 В.
Напряжение на этих контактах должно быть одинаковым, поскольку любое изменение напряжения на этих контактах может повредить MOSFET
на выходе.
Поскольку опорное напряжение для усилителя ошибки (вывод 2) установлено равным 2,5 В с помощью делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, что R4 = 4700 Ом,
Vpin 1 = Vref x
R 4
R 4 + R 3
. ………………… …………………………………………. …………………………………………. ..(19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www.ijser.org
3 9 Научные и инженерные исследования, том 6, выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
……………………. …………………………………………. ………………………………………. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем проекте равно 14,5 В. Требуемое напряжение на контакте 2 равно 2,5 В
Предположим, что R5 = 100 K;
Rs =
Vpin2 x Rs
………………………………… …………………………………………. ………………………………………(21)
Vout
+ VPIN2
R S =
2,5 x 100 000
14,5 — 2,5
= 20,833Kω
Принимая Preset R6 AS 20K, затем R7 = 0,83 K
VPIN 15 = VD3 — VBE R6 = Z7 = 0,83 K
VPIN 15 = VD3 — VBIN — VBIN 3 — V -vIIN 3 — V -vIN. 13 – 0,7 = 12,3 В
После проектирования и изготовления были проведены испытания на обрыв и короткое замыкание. Также была проведена физическая обработка машины.
Щипцы электрододержателя плотно захватывают электрод для различных рабочих положений; следовательно, на ключе не было замечено эффекта дуги. Производство дуги с электродом разного калибра было очень удовлетворительным для металлургических заводов.
Он обладает хорошими характеристиками и высокой эксплуатационной эффективностью, и испытания показали, что конструкция соответствует ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлены конструкция и конструкция инверторного типа 3кВА, 50 Гц, однофазной дуговой сварочной машины.
Успешное завершение этой работы предоставит возможности трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия. Это также уменьшит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = число оборотов на вольт
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (герц)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 KΩ R1
U2 D3
13V
TIP41
Q3
100 KΩ
R6
20 KΩ
1KΩ
R5
4.7 KΩ
R7
R3
4.7 KΩ
1
2
3 R4 4
5
16
15
14
13 R2
12
330Ω
10 KΩ
D1
R10
T1
9012
Q2
6
R9100K 200 KΩ
R8 7
C1 8
0.1µF
11
10 10 KΩ
9 R14
10 KΩ
R11
D2
9012
Q2
T2
0.1µF
C2 R13
R12
47 KΩ
C3
10 кОм
1 мкФ, 50 В
IJSER © 2015 http://www. ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1KΩ
T2 T1
R24
1KΩ
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1KΩ
R19
1KΩ
R20
1KΩ
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
R26
1 кОм
R27
1 кОм
R98
1KΩ
R29
1KΩ
R30
Q12
Q13
Q14
Q15
Q16
Q17
1KΩ D8
D9 1KΩ
a
N1
A2 A1
Primary
Electrode/Holde
N2
U2 U1
Среднее
Работа
IJSER © 2015 http://www. ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александр, Р. Бонарт и Э. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding . Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] М.Г. Скажем, Производительность и конструкция машины переменного тока , Лондон: Pitman, стр. 176-19.8,
1978
[4] Б. А. Эзекойе, «Характеристика и производительность твердотельного инвертора и его применение в фотогальванике
», Тихоокеанский журнал науки и техники, том 8, нет. 1, стр. 68-72, май 2007 г.
[5] Э. Линколин, Справочник по процедурам дуговой сварки, (14-е издание), Нью-Джерси: Prentice Hall Inc., стр.
1-6, 1994 г.
[6] К. М. Мурти Вишну, Компьютерное проектирование электрических машин , Султан Базар: принтеры Adithya Art, стр. 95-134, 2008.
[7] Б.Л. Терая и А.К. Theraja, Electrical Technology (24-е издание), New Delhi: S.Chand and Company
Ltd, стр. 1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельский, Устройства силовой электроники и теория цепей, (6-е издание), New
Delhi: Prentice Hall, pp.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: инж. Овбиагеле У, инж. Obaitan B Департамент электротехники и электроники Auchi Polytechnic, Auchi
Эл. Схема сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена вполне доступная. Они имеют массу положительных качеств, в частности, простоту работы и малый вес. Но, как и другие электронные устройства, сварочный аппарат может выйти из строя. А чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого нельзя ремонтировать сварочные аппараты, в схеме которых используются инверторные преобразователи. Поэтому, чтобы узнать об этом устройстве, нужно много теории.
Основная информация об инверторных блоках
По сути, это блок питания, принцип его работы аналогичен тому, что используется в персональных компьютерах. Преобразование электрической энергии происходит по одним и тем же принципам, несмотря на то, что размеры и функции этих устройств различны. В сварочном инверторе можно выделить несколько стадий. Первым делом необходимо преобразовать переменное напряжение, которое поступает из сети 220 В, в постоянное. О том, как это происходит, будет рассказано чуть ниже, как и электрическая схема сварочного инвертора.
Затем это напряжение преобразуется в переменное, но с более высокой частотой. Вы знаете, что частота тока в электрической сети равна 50 Гц. У инверторных сварочных аппаратов есть повышение до 80 тыс. Гц. Затем необходимо уменьшить значение напряжения с высокой частотой. На последнем этапе это низкое напряжение преобразуется с частотой около 80 000 Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие части. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы инверторного типа. Посмотрите на сварочные аппараты, которые использовались раньше, в том числе и самодельные. Основное их назначение – снижение переменного напряжения, поступающего от бытовой электросети, до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода определяет, какой ток вы получите в обмотке. Ниже представлена принципиальная схема сварочного инвертора в статье. Внимательно изучите его, чтобы иметь представление о том, какие элементы в него входят. Для сварки иногда необходимо несколько сотен ампер. В связи с тем, что мощность таких трансформаторов очень велика, и работают они только на частоте 50 Гц, кроме того, они имеют очень большие габариты. Как вы понимаете, частота входящего и исходящего тока одинакова. Другими словами, если подать на первичную обмотку 50 Гц, то со вторичной обмотки снять электрический ток с такими же параметрами.
Рабочая частота инвертора
Но благодаря инверторным сварочным аппаратам, у которых рабочая частота увеличивается примерно на восемьдесят тысяч герц, а в некоторых аппаратах и более, можно во много раз уменьшить размеры трансформаторов, которые используются в преобразовании электрического тока. Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо использовать инверторные схемы. Они состоят из мощных полевых транзисторов, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой. Обратите внимание, что полевой транзистор может работать только при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом аналогична используемой в других аппаратах.
Принцип работы выпрямителя
Поэтому, прежде чем подавать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором стоят мощные диоды. Они соединены мостовой схемой. После этого переменная составляющая отсекается электролитическими конденсаторами. Это происходит на первом этапе преобразования. Полевые транзисторы подключены к трансформатору. С его помощью можно снизить напряжение. Как было сказано выше, эти транзисторы производят коммутацию тока с частотой иногда даже свыше 80 тыс. Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами. Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же. Понятно, что элементов, необходимых для стабильной работы сварочного аппарата, гораздо больше. А теперь подробнее о том, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части — силовую и управляющую цепи.
Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, поступающего от сети 220 вольт. Он имеет несколько полупроводниковых диодов большой мощности, а также электролитические конденсаторы и дроссель. Это означает, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для отсекания переменной составляющей, которая еще остается в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямления напряжения. Если подключение будет осуществляться к трехфазной сети, схема полупроводниковых диодов будет несколько иной. Поэтому нужно определиться, для чего вам нужна схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Фильтры
Отметим также, что почти в полтора раза увеличивается напряжение после попадания на фильтр, собранный на электролитических конденсаторах. Другими словами, если питание подается от сети 220 вольт, то на выводы конденсатора будет подаваться 310 В, если мерить. Для сглаживания пульсаций тока, во избежание высокочастотных помех, и во избежание попадания в электрическую сеть необходимо установить специальный фильтр. Обычно он собран на дросселе, который намотан на кольцевом сердечнике, а также в схему включено несколько конденсаторов.
Инверторный каскад
Обычно для реализации инвертора используются два мощных транзистора, которые работают в ключевом режиме. Стоит отметить, что они обязательно крепятся на алюминиевый радиатор. Также есть дополнительное принудительное охлаждение с вентилятором. За счет этих транзисторов происходит коммутация постоянного напряжения, которое затем подается на импульсный трансформатор. Причем переключение происходит на частоте около 80 кГц. Но есть отличие от переменного тока, который течет в бытовой электросети. Во-первых, само значение частоты во много раз превышает ее. Во-вторых, форма импульса этого переменного напряжения, вырабатываемого полевыми транзисторами, прямоугольная, а не синусоида. Для защиты транзисторов от чрезмерного перенапряжения необходимо использовать схему, состоящую из сопротивлений и конденсаторов. Стоит отметить, что базовая электрическая схема сварочного инвертора не обходится без этих элементов.
Трансформатор ВЧ
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение в среднем до 65 вольт. Но при этом ток может быть около 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток очень мал. Со вторичной обмотки снимается напряжение с меньшим значением, но увеличивается ток. Обратите внимание, что автомобильная катушка зажигания работает обратным образом. То есть на первичную обмотку подается низкое напряжение с большим током. А со вторички снимается высокое напряжение, но с меньшим значением тока.
Выходной выпрямитель
Но стоит взглянуть на то, какие компоненты компонентов все же эл. Схема сварочного инвертора. На выходе также установлен выпрямитель, который собран из мощных полупроводниковых диодов. У них очень высокая скорость, они открываются и закрываются за время, которое намного меньше 50 наносекунд. Учтите, что при проектировании сварочных инверторов необходимо подобрать эти полупроводниковые элементы таким образом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с задачей, так как не смогут своевременно открываться и закрываться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине в конструкции или при ремонте необходимо устанавливать диоды, которые имеют очень короткие времена переключения.
Дизайн интерьера. Машины и оборудование — Элементы дизайна | Электрические символы, электрические схемы | Символы механического чертежа
Начертить собственные схемы склада, производства, распределения, отгрузки, транспортировки и получения готовой продукции всегда проще с помощью специального программного обеспечения, которое может сделать ваши диаграммы очень сложными и профессиональными, даже если у вас нет большого опыта в создании таких блок-схем. С помощью библиотеки машин и оборудования, доступной для вашего использования прямо сейчас, вы можете сделать невероятно выглядящую умную и структурированную диаграмму, используя элементы дизайна.
Как создать электрическую схему? Это очень легко! Все, что вам нужно, это мощное программное обеспечение. Создавать электрические символы и электрические схемы было не так просто, как теперь с символами электрических схем, предлагаемыми библиотеками Electrical Engineering Solution из области промышленной инженерии в парке решений ConceptDraw.
Это решение предоставляет 26 библиотек, которые содержат 926 электрических символов из электротехники: аналоговая и цифровая логика, составные сборки, элементы задержки, электрические схемы, электронные лампы, IGFET, катушки индуктивности, интегральные схемы, лампы, акустика, показания, схема логических вентилей, MOSFET. , Техническое обслуживание, Источники питания, Квалификация, Резисторы, Вращающееся оборудование, Полупроводниковые диоды, Полупроводники, Станции, Выключатели и реле, Клеммы и разъемы, Термо, Трансформаторы и обмотки, Транзисторы, Пути передачи, УКВ УВЧ СВЧ.
Решение для машиностроения — доступны 8 библиотек с 602 часто используемыми символами для чертежей в машиностроении, включая библиотеки под названием «Подшипники» с 59 элементами роликовых и шарикоподшипников, валов, шестерен, крюков, пружин, шпинделей и шпонок; Определение размеров и допусков с 45 элементами; Гидроэнергетическое оборудование, содержащее 113 элементов двигателей, насосов, воздушных компрессоров, счетчиков, цилиндров, приводов и датчиков; Гидравлические силовые клапаны, содержащие 93 элемента пневматических и гидравлических клапанов (распределители, клапаны управления потоком, клапаны регулирования давления) и клапаны электрогидравлические и электропневматические; а также многие другие сложные символы и шаблоны для вашего использования.
Термопара представляет собой электрическое устройство, состоящее из двух разных проводников, образующих электрические соединения при разных температурах. Термопара создает зависящее от температуры напряжение в результате термоэлектрического эффекта, и это напряжение можно интерпретировать как измерение температуры. Термопары являются широко используемым типом датчика температуры.
26 библиотек решения по электротехнике ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы.
Уточняющий символ — это графика или текст, добавляемые к основному контуру логического символа устройства для описания физических или логических характеристик устройства.
26 библиотек решения по электротехнике ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы.
Изобретенные в 1904 году Джоном Амброузом Флемингом электронные лампы были основным компонентом электроники на протяжении всей первой половины двадцатого века, когда распространились радио, телевидение, радары, звукоусиление, звукозапись и воспроизведение, большие телефонные сети, аналоговые и цифровые компьютеры и управление промышленными процессами. С середины 19Твердотельные устройства 50-х годов, такие как транзисторы, постепенно заменили лампы. Однако все еще есть несколько приложений, в которых лампы предпочтительнее полупроводников; например, магнетрон, используемый в микроволновых печах, и некоторые усилители высокой частоты.
26 библиотек решения для электротехники ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы.
Это решение расширяет возможности программного обеспечения для черчения ConceptDraw DIAGRAM.9 (или более поздней версии) образцами символов для механических чертежей, шаблонами и библиотеками элементов конструкции для помощи при составлении чертежей машиностроения или деталей, сборок, пневматики,
Электростанция – промышленный объект для выработки электроэнергии. Большинство электростанций содержат один или несколько генераторов, вращающихся машин, преобразующих механическую энергию в электрическую. Относительное движение между магнитным полем и проводником создает электрический ток. Источники энергии, используемые для вращения генератора, сильно различаются. Большинство электростанций в мире сжигают ископаемые виды топлива, такие как уголь, нефть и природный газ, для выработки электроэнергии. Другие используют ядерную энергию, но все чаще используются более чистые возобновляемые источники, такие как солнечная энергия, ветер, волны и гидроэнергетика.
26 библиотек решения по электротехнике ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы.
Дизайн интерьера описывает группу различных, но связанных между собой проектов, которые включают превращение внутреннего пространства в «эффективную среду для целого ряда человеческих действий», которые должны там происходить. План этажа показывает вид сверху на отношения между комнатами, помещениями и другими физическими элементами на одном уровне строения. На нем удобно демонстрировать идеи дизайна интерьера.
Работая дизайнером интерьеров, подразумевая, что акцент делается на функциональном дизайне, эффективном использовании пространства и планировании, при выполнении проектов, включающих такие процессы, как организация базовой планировки помещений в каком-либо здании, вы можете найти программа для рисования дизайна интерьера ConceptDraw DIAGRAM.
ConceptDraw DIAGRAM — лучшее программное обеспечение для построения диаграмм и векторной графики. Теперь, дополненный решением для машиностроения из инженерной области ConceptDraw Solution Park, он стал идеальным для создания: технических механических чертежей, машиностроительных схем, пневматических схем, гидравлических схем и т. д.
Найдите наши более 100 примеров и 25 шаблонов для проектирования диаграмм, а также 1493 векторных трафарета из 49 библиотек, чтобы начать использовать программное обеспечение для проектирования чертежей зданий. Вы также можете использовать символы из библиотеки Plumbing, создавая планы сантехники с помощью всего 21 объекта, необходимого для такого рода схем, и вы обнаружите, что ConceptDraw DIAGRAM — единственное достаточно хорошее программное обеспечение для вашего бизнеса.
Инструмент для рисования инфографики в стиле Metro Map. Образец карты лондонского метро.
«Гидравлический контур представляет собой систему, состоящую из взаимосвязанного набора дискретных компонентов, которые транспортируют жидкость. Целью этой системы может быть управление потоками жидкости (как в сети трубок охлаждающей жидкости в термодинамической системе) или управление жидкостью. давление (как в гидроусилителях).
… теория гидравлических цепей работает лучше всего, когда элементы (пассивные компоненты, такие как трубы или линии электропередач, или активные компоненты, такие как блоки питания или насосы) дискретны и линейны. Обычно это означает, что анализ гидравлических цепей лучше всего подходит для длинных тонких труб с дискретными насосами, как в системах химических процессов или микромасштабных устройствах». [Гидравлическая схема. Википедия]
Пример инженерного чертежа «Гидравлические схемы» был перерисован с использованием программного обеспечения для построения диаграмм и векторной графики ConceptDraw PRO из файла Викисклада: Hydraulic Circuits.png.
[commons.wikimedia.org/ wiki/ Файл: Hydraulic_circuits.png]
Этот файл находится под лицензией Creative Commons Attribution-Share Alike 3. 0 Unported.
[creativecommons.org/licenses/by-sa/3.0/deed.en]
Пример инженерного чертежа «Гидравлические контуры» включен в решение «Машиностроение» из области «Инженерное дело» в парке решений ConceptDraw.
Схема гидравлической цепи
Используемые решения
Инжиниринг >
Машиностроение
Библиотека векторных трафаретов «Машины и оборудование» содержит 24 условных обозначения промышленных машин и оборудования.
Используйте библиотеку элементов дизайна «Машины и оборудование» для рисования планов внутреннего оформления завода, компоновки производственного оборудования и планов этажей завода с помощью программного обеспечения для построения диаграмм и векторного рисования ConceptDraw PRO.
«Производство — это производство товаров для использования или продажи с использованием труда и машин, инструментов, химической и биологической обработки или рецептуры. Этот термин может относиться к ряду видов человеческой деятельности, от ремесла до высоких технологий, но чаще всего промышленное производство, при котором сырье превращается в готовую продукцию в больших масштабах.
Современное производство включает в себя все промежуточные процессы, необходимые для производства и интеграции компонентов продукта. В некоторых отраслях, таких как производители полупроводников и стали, вместо этого используется термин «производство».
Производственный сектор тесно связан с проектированием и промышленным дизайном.» [Производство. Википедия]
Библиотека форм «Машины и оборудование» включена в решение «Планы компоновки завода» из области «Планы зданий» в ConceptDraw Solution Park.
Символы машин и оборудования
Используемые решения
Строительные планы >
Планы компоновки завода
«Символы и условные обозначения, используемые в документации по сварке, указаны в национальных и международных стандартах, таких как ISO 2553 Сварные и паяные соединения. Символическое изображение на чертежах и ISO 4063 Сварка и родственные процессы. ссылочные номера Стандартные символы США определены Американским национальным институтом стандартов и Американским обществом сварщиков и отмечены как «ANSI/AWS».
На технических чертежах каждый сварной шов обычно обозначается стрелкой, указывающей на свариваемое соединение. Стрелка снабжена буквами, цифрами и символами, которые указывают точную спецификацию сварного шва. В сложных приложениях, таких как сплавы, отличные от низкоуглеродистой стали, может потребоваться больше информации, чем можно указать с помощью одних только символов. В этих случаях используются аннотации». [Символы и условные обозначения, используемые в документации по сварке. Википедия]
Пример диаграммы «Элементы символа сварки» переработан с использованием программного обеспечения для построения диаграмм и векторного рисования ConceptDraw PRO из файла Википедии: Элементы символа сварки.PNG.
[en.wikipedia.org/ wiki/ File:Elements_ of_ a_ welding_ symbol. PNG]
Пример диаграммы «Расположение элементов символа сварки» содержится в решении «Машиностроение» из области «Инженерное дело» в парке решений ConceptDraw.
Таблица символов сварных соединений
Используемые решения
Инжиниринг >
Машиностроение
Библиотека векторных шаблонов «Арматура в сборе» содержит 141 условный знак регуляторов давления и расхода, указателей направления потока, органов управления, а также условные обозначения для проектирования проточных путей регулирующих клапанов.
Используйте эти формы узлов клапанов для проектирования технических чертежей узлов гидравлических и пневматических клапанов в гидравлических системах.
«Регуляторные клапаны — это клапаны, используемые для управления такими условиями, как расход, давление, температура и уровень жидкости, путем полного или частичного открытия или закрытия в ответ на сигналы, полученные от контроллеров, которые сравнивают «уставку» с «переменной процесса», значение которой обеспечивается датчиками, отслеживающими изменения таких условий.
Открытие или закрытие регулирующих клапанов обычно осуществляется автоматически с помощью электрических, гидравлических или пневматических приводов. Позиционеры используются для управления открытием или закрытием привода на основе электрических или пневматических сигналов.
Регулирующий клапан состоит из трех основных частей, каждая из которых существует в нескольких типах и конструкциях: привод клапана, позиционер клапана, корпус клапана.
«[Клапаны регулирующие. Википедия]
Пример формы «» был создан с использованием программного обеспечения для построения диаграмм и векторной графики ConceptDraw PRO, дополненного решением для машиностроения из раздела «Инженерное дело» в парке решений ConceptDraw.
Символы узла клапана
Используемые решения
Инжиниринг >
Mechanical Engineering
- Diagram Of Welding Machine
- Circuit Diagram For Welding Machine
- Diagram Drawing Of A Welding Machine
- Welding Machine Electrical Symbols
- Welding Machine Diagram
- Simbol Electric Welding Machine
- What Схематическая диаграмма в коде сварки
- Дизайн сварочного аппарата со схемой
- Эскиз схемы сварочного аппарата
- Принципиальная схема ленточной пилы
- Символ сварочного аппарата
- Механический рисунок Символы | Символы технологической схемы . ..
- Электрические символы, Электрические диаграммные символы | Электрические символы …
- Электрическая схема пресса
- Блок-схема заявки на материалы. Примеры блок-схем | Дизайн интерьера…
- Нарисуйте механическую схему Ckt для системы
- Как читать электрические схемы сварочного аппарата
- Электрические символы, электрические схемы | Cisco LAN — Vector …
- Машиностроение | Как пользоваться электрическим планом дома…
- Символы сварки | Машиностроение | Элементы дизайна …
- ERD | Диаграммы отношений сущностей, программное обеспечение ERD для Mac и Win
- Блок-схема | Основные символы блок-схемы и их значение
- Блок-схема | Дизайн блок-схем — символы, формы, трафареты и значки
- Блок-схема | Символы блок-схемы
- Электрика | Электрические чертежи – электрические схемы и схемы
- Блок-схема | Общие символы блок-схем
- Блок-схема | Общие обозначения блок-схем
[PDF] Аппарат для дуговой сварки с полумостовым передним преобразователем
- DOI:10. 18178/IJEEE.5.2.106-109
- Идентификатор корпуса: 59331788
@article{Birbir2017ArcWM,
title={Аппарат для дуговой сварки с полумостовым передним преобразователем},
автор={Яшар Бирбир},
journal={Международный журнал электроники и электротехники},
год = {2017},
страницы={106-109}
} - Ю. Бирбир
- Опубликовано в 2017 г.
- Машиностроение
- Международный журнал электроники и электротехники
В статье представлен сварочный аппарат мощностью 3 кВт на основе полумостового прямоходового преобразователя. [] Key Method Преобразователь использует интегральную схему ШИМ-контроллера в режиме тока. SG1844 улучшает частоту переключения 100 кГц по размеру и весу, но частота переключения ограничена переключающими устройствами и материалом трансформатора. Этот метод управления обеспечивает правильное зажигание при напряжении 78 В. Важным требованием к источнику питания данного сварочного аппарата является управление формой волны ШИМ и ее адаптация…
Просмотр через Publisher
ijeee. net
Удвоитель тока для аппаратов дуговой сварки с фазосдвигающим преобразователем ЗВС трехуровневый DC-DC преобразователь
Трехуровневый фазосдвигающий ЗВС-ШИМ с Н мостом DC/ Постоянный ток с преобразователем большой мощности в высокочастотном звене для аппарата дуговой сварки имеет уменьшенный размер фильтра, улучшенную динамическую характеристику и уменьшенные потери напряжения на полупроводниковых ключах.
Прямой автономный двухключевой прямоходовой преобразователь с повышающим преобразователем ККМ для питания электромагнитных систем постоянного тока
- Димитров Борислав Дмитриевич
Машиностроение
- 2018
Предлагаемая схема работает в широком диапазоне входных напряжений, что решает проблему с просадками напряжения, возникающими в системе распределения электроэнергии, и обеспечивает стабильную работу контактного оборудования и релейные схемы в их промышленном применении.
ПОКАЗАНЫ 1-10 ИЗ 11 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантность Наиболее влиятельные статьиНедавность
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая инверторная схема для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Таким образом, нижняя…
Усовершенствованный преобразователь постоянного тока высокой мощности с использованием полумоста нового типа ШИМ-инвертор с мягким переключением и высокочастотным трансформатором для дуговой сварки
мягкое переключение ШИМ-преобразователь постоянного тока инверторного типа для дуговой сварки. Предлагаемый силовой преобразователь состоит из…
Сравнительный анализ блоков питания мощностью 4 кВт для сварочного аппарата
- P. Cancelliere, V. Colli, R. D. Stefano, G. Tomassi
Engineering
Пятая международная конференция по силовой электронике и системам привода, 2003.
PEDS 2003.- 2003
В статье рассматривается исследование, проведенное для оценки надежности топологии Н-моста для преобразователя постоянного тока со стратегией фазовой модуляции с тремя различными устройствами питания. Первый…
Математическое моделирование и цифровое управление источниками питания импульсного тока для сварочного аппарата
В данной работе представлена разработка сварочного аппарата MIG/MAG (металл газ инертный/металл активный газ) выходной ток которого импульсный, управление разработано пусковым из упрощенного математического…
Высокоскоростное динамическое управление для инверторного источника питания для дуговой сварки
- Zhu Zhi-ming
Материаловедение
- 1999
В этой статье модель дуги инверторного типа без обратной связи Источник сварочной мощности устанавливается на основе метода усреднения выходного тока и реализована постоянная выходная мощность (ток или напряжение)…
Новая схема управления смешанным током и напряжением для инверторных сварочных аппаратов
- Ю. Че, Ю. Джанг, М. Йованович, Дж. С. Го, Г. Чоу
Инжиниринг
APEC 2001. Шестнадцатая ежегодная конференция и выставка IEEE по прикладной силовой электронике (Cat. No.01Ch47181)
- 2001
В этой статье предлагается новая схема управления смешанным током и напряжением для инверторно-управляемой дуговой сварочной машины. Предлагаемая схема управления использует как регулятор тока с обратной связью, так и…
Электронный сварочный аппарат с высокочастотным резонансным инвертором
- Л. Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн
Инженерное дело
Протокол конференции IEEE по отраслевым приложениям 1993 года, Двадцать восьмое ежегодное собрание IAS
- 1993
Представлено новое поколение электронных сварочных аппаратов, использующих инверторы с программным переключением, приводящие в действие высокочастотные трансформаторы. Они легкие, надежные, гибкие и обладают хорошей эффективностью,…
Анализ больших сигналов источника питания для дуговой сварки на основе моделирования и симуляции в Matlab
система управления сварочным инвертором верна, и метод является полезным подходом для анализа электропитания дуговой сварки.