1.5. Напряжения и деформации при сварке
1.5.1. Причины возникновения напряжений и характер деформаций
В процессе изготовления сварных конструкций в них возникают сварочные напряжения и деформации. Сварочные напряжения, превышающие предел текучести металла, вызывают его пластическую деформацию, которая приводит к изменению размеров и формы изделия т. е. к его короблению. Если сварочные напряжения превышают временное сопротивление (сгв), то происходит разрушение сварного шва или соединения, т. е. образуются трещины.
Причины возникновения сварочных напряжений и деформаций — неравномерное нагревание металла при сварке, литейная усадка расплавленного металла и структурные превращения в металле в процессе его охлаждения.
Все металлы при нагревании расширяются, а при охлаждении сжимаются. При наличии жестких связей между нагретыми и холодными участками металла приводит к образованию сжимающих или растягивающих внутренних сварочных напряжений.
Рис. 1.10. Местный нагрев незакреплённой (а) и закреплённой обоими концами (б) пластин:
1 — пластины; 2 — жёсткое закрепление
Рассмотрим несколько
примеров. При местном нагреве пластины,
свободно лежащей на сварочном столе,
ее длина / увеличится на Д/ (рис. 1.10, а).
Это увеличение зависит от коэффициента
линейного расширения данного металла,
длины нагретой зоны, а также температуры
ее нагрева. В процессе охлаждения
удлинение будет уменьшаться и при
начальной температуре станет равным
нулю. После охлаждения пластина
приобретает свои первоначальные размеры,
и в ней не будет ни внутренних напряжений,
ни остаточных деформаций. При местном
нагреве этой же пластины, жестко
закрепленной с обоих концов (рис. 1.10,
б), она не может свободно удлиняться,
поэтому в ней возникнут сжимающие
внутренние напряжения.
Аналогичным образом возникают внутренние напряжения и деформации при наплавке валика на кромку полосы (рис. 1.11, а). Наплавленный валик и нагретая часть полосы будут расширяться и растягивать холодную часть полосы, вызывая в ней растяжение с изгибом. Сам же валик и нагретая часть полосы будут сжаты, поскольку их тепловому расширению препятствует холодная часть полосы. График распределения напряжений эпюры будет иметь вид, показанный на рис. 1.11,6.
Растягивающие напряжения принято обозначать знаком «+», а сжимающие -знаком «-». В результате такого распределения напряжений полоса изогнется выпуклостью вверх. В процессе остывания наплавленный валик и нагретая часть полосы, претерпев пластические деформации, будут укорачиваться. Этому снова будут препятствовать верхние слои холодного металла полосы. Теперь уже наплавленный валик и нагретая часть полосы будут стягивать верхние
Нагретая зона
Рис. 1.11. Возникновение напряжений и деформаций при наплавке валика на кромку полосы металла:
qт — напряжение предела текучести
холодные ее волокна. Они сожмутся, и полоса прогнется выпуклостью вниз (рис. 1.11, в), а остаточные напряжения в ней распределятся, как показано на рис. 1.11, г.
В реальных условиях
изменение температур от нагретой к
холод-ной зоне полосы происходит плавно,
поэтому на графиках распределения
температур (эпюрах) переход от растягивающих
напряжений к сжимающим также будет
более плавным, чем показано на рис.
При остывании и затвердевании жидкого металла сварного шва происходит его усадка. Явление усадки объясняется тем, что при затвердевании металл становится более плотным, и объем его уменьшается. Ввиду того, что металл шва жёстко связан с основным металлом, остающимся в неизменном объёме и противодействующим этой усадке, в сварном шве возникают внутренние напряжения.
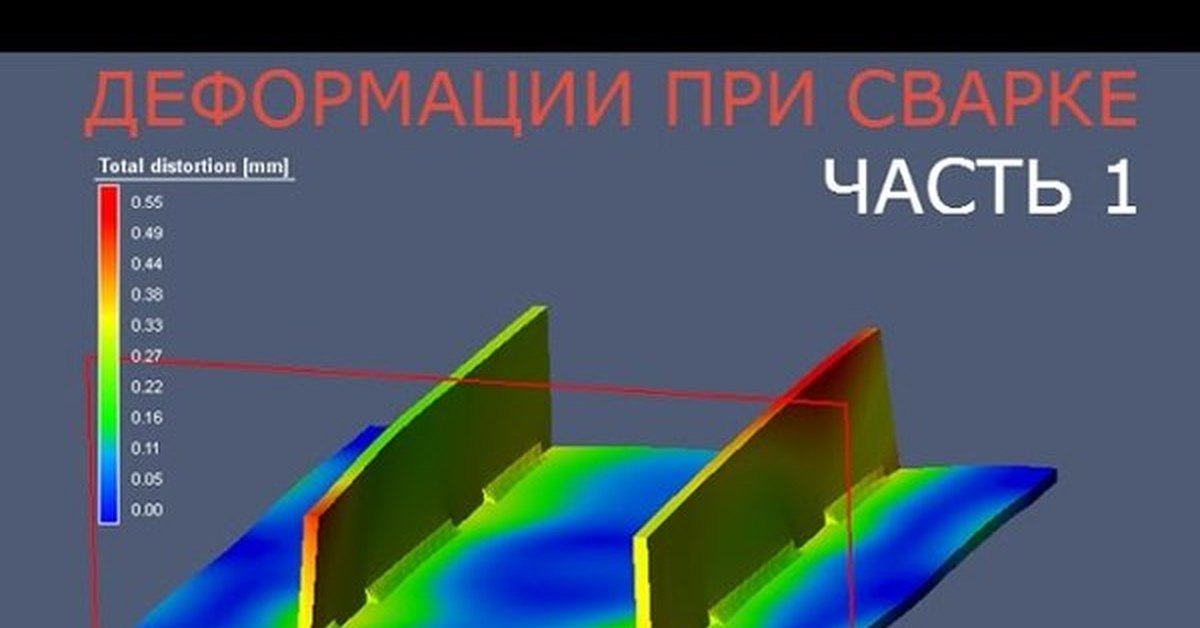
При сварке происходят продольная и поперечная усадки расплавленного металла, в результате чего образуются продольные и поперечные внутренние напряжения (рис. 1.12), вызывающие деформации сварных изделий. Из-за продольной усадки возникает коробление изделий в продольном направлении (рис. 1.13), а поперечная, как правило, приводит к угловым деформациям, т. е. к короблению в сторону большего объема расплавленного металла (рис. 1.14).
Ещё более сложные процессы протекают при сварке разнородных металлов. Основными трудностями, возникающими при этом,
Рис. 1.12. Направления действия продольных / и поперечных 2 внутренних напряжений
Рис. 1.13. Деформации сварных изделий от продольной усадки наплавленного металла:
а — при симметричном расположении шва; б, в — при несимметричном расположении шва;
г- при наплавке валика на кромку полосы; / — сварной шов; 2 — зона нагрева;
А/ — деформация от продольной усадки; Ъ — ширина зоны нагрева
могут быть
металлургическая несовместимость, т. е.
различия в структуре, а также в
коэффициентах линейного расширения,
тепло- и электропроводности.
е.
различия в структуре, а также в
коэффициентах линейного расширения,
тепло- и электропроводности.
Представления о механизмах и кинетике процессов, протекающих при сварке, несмотря на достигнутые успехи науки, находятся в стадии непрерывного развития
Практическая работа №3 по МДК.01.02. Устранение деформаций сварки
Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке: структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима.
 Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве; - литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
 Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
 youtube.com/embed/E0gk2GuR7y8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/E0gk2GuR7y8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Диагностика сварочного напряжения
[Методы выявления сварочного брака] рассчитаны обнаружение [дефектов сварных швов], часть из которых связана с возникшими в процессе напряжениями. Их принято классифицировать как остаточные (внутренние) и поверхностные. Условия для первых формируются при остывании стали.
Внутренние деформирующие напряжения
Усадка металла после сварки, угловая деформация, внутренний разрыв возникают при внутреннем напряжении, которое может быть не выявлено методами визуального осмотра. Серьезные проблемы возникают, если напряжение нарастает по мере использовании сварной детали. Сокращается срок эксплуатации конструкции, растет риск разрушения шва, потери прочности и разрушения.
Поверхностные дефекты
Поверхностные напряжения выявляются по видимому короблению деталей, расхождению швов, появлению трещин при превышении предела прочности металла. В отдельных случаях, в зависимости от степени ответственности детали, допускается переваривание шва, закрытие трещин.
Объемное напряжение
Наиболее опасно с точки зрения целостности и предсказуемости детали объемное напряжение с признаками внутренней и внешней деформации. Практически невозможно определить силу, направление и развитие деформации, если напряжение связано с разницей в структурной сетке металла с разнонаправленными внутренними линиями растяжения и сжатия.
ВАЖНО ЗНАТЬ: Советы и уроки по дуговой сварке
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие | |
Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем — остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются — пластичная.
 Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Элементы структуры стали и внутренние напряжения
Под воздействием высокой температуры в стали происходят структурные изменения. Взаимодействующие компоненты состава металла образуют свои кристаллические формации.
Аустенит — растворенный в железе твердый углерод, который начинает возникать при температуре от 723 С. В зависимости от концентрации, аустенит может сохраняться в металле до температур от 1100 до 1350 С, поддерживая высокую подвижность металлического зерна. Такая сталь при постепенном охлаждении сохраняет пластичность, потому напряжения в ней оказываются незначительными. Часть аустенита остается в металле после остывания.
Цементит, он же карбид железа обладает высокой твердостью поверхности, потому ограничивает подвижность зерна в ромбовидной решетке.
Феррит формируется при сварке в присутствии флюса и обеспечивает хорошую пластичность металла за счет округлости зерен. Образуется при остывании стали и поддерживает ее пластичность.
При смешивании феррита и цементита образуется пластинчатый или зернистый перлит с вытянутыми или округлыми зернами. Быстрое охлаждение металла приводит к замене перлита трооститом.
Зерна мартенсита относятся к неравновесным структурным элементам стали, существующим только в определенном температурном диапазоне (от 750 до 900 С).
Закалка стали с быстрым охлаждением приводит к фиксации мартенсита в структуре, что придает металлу повышенную прочность, но ограничивает пластичность.
 Закалка стали с быстрым охлаждением приводит к фиксации мартенсита в структуре, что придает металлу повышенную прочность, но ограничивает пластичность.
Закалка стали с быстрым охлаждением приводит к фиксации мартенсита в структуре, что придает металлу повышенную прочность, но ограничивает пластичность.Если речь идет о легированной стали, то при изменении температур в ее структуре появляются нитридные и карбидные элементы перечисленных структурных компонентов. Разные размеры, время и условия существования кристаллических зерен и определяют возникновение напряжений.
ВАЖНО ЗНАТЬ: Контактная стыковая сварка
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
- разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
- неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.
Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Меры борьбы со сварочными деформациями.
1) При сборке конструкций применять по возможности сборочные приспособления , обеспечивающие свободное перемещение свариваемых конструкций от усадки швов. Следует строго соблюдать размеры притуплений, зазоров и соосность элементов.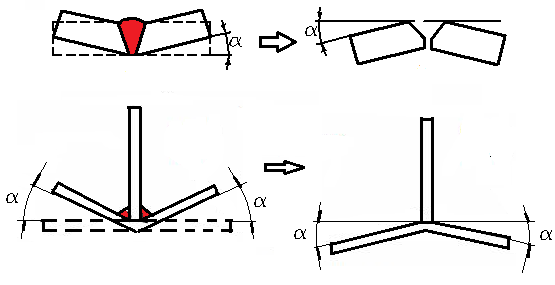
2) Выполнять необходимую последовательность сварки швов; чередование слоев двухстороннего шва: чередование сварки поясных швов балок, строго выполнять последовательность и порядок сварки швов, указанные в типовой технологии или проекте производства сварочных работ.
3) Не допускать превышения величины тепловложения в шов (увеличения силы сварочного тока по сравнению с рекомендуемой для электродов применяемого типа и диаметра).
4Использовать жесткое закрепление деталей перед сваркой для уменьшения их деформаций (если это предусмотрено технологической запиской или иструкцией) с помощью прихваток или приспособлений; использовать вибрацию конструкций в процессе сварки для уменьшения деформаций и напряжений.
5) При сварке пластических сталей и металлов использовать проковку слоев шва непосредственно за сваркой (если это предусмотрено технологической
запиской).
6)Использовать предварительный обратный выгиб листовых деталей (стенок и полок балок, листов корпуса резервуаров и др.) для предупреждения угловой деформации.
7) При сварке листовых резервуарных конструкций (днищ и корпусов) сперва сваривать стыки между листами, а потом стыки между полосами или поясами, при обратном порядке не исключены появление трещин в местах пересечений швов, а также увеличение коробления конструкций.
В необходимых случаях применять предварительный и сопутствующий подогревы.9) Применять в необходимых случаях общую или местную термическую обработку сварных соединений.
Правка деформированных после сварки конструкций широко применяется на заводах и мастерских при недопустимом искажении формы и размеров конструкций. Различают три метода правки: механическую, термическую и термомеханическую. Механическая правка основана на образовании пластических удлинений в зоне сварных соединений, вследствие чего устраняются деформации. Термическую правку производят путем местного нагрева тех зон, усадка которых устраняет остаточные сварочные деформации. Таким образом может быть устранена серповидность листа или остаточная деформация изгиба сварного тавра. Иногда применяют комбинированный термомеханический метод для ликвидации выпучины в тонколистовой стали.
Таким образом может быть устранена серповидность листа или остаточная деформация изгиба сварного тавра. Иногда применяют комбинированный термомеханический метод для ликвидации выпучины в тонколистовой стали.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
- при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
- швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
- очень важно, чтобы в одной точке не было пересечений более чем трех швов;
- перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
- понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
- при выполнении длинных швов применять обратноступенчатый способ на проход;
- использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
- накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
- подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток — повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Профилактика и снятие напряжений металла при сварке
Основным способом предотвращения напряжений в сварочном шве можно назвать правильный выбор стали для соединения. Чем ближе по составу и структуре соединяемые фрагменты, тем меньше вероятность напряжения и последующей деформации. Особое внимание уделяют качеству и [технике сварки тонких металлов инвертором], так как небольшая толщина металла — это условие для разрыва и активного коробления.
ВАЖНО ЗНАТЬ: Инструкция по сварке алюминия аргоном для начинающих
Способы уменьшения сварочной деформации
Помогает избежать коробления и внутренних напряжений использование коротких швов, не пересекающихся соединений. Тщательная зачистка кромок позволяет плотно смыкать детали при стыковой сварке.
Опытный сварщик уравновешивает напряжения, используя подготовку кромок в виде параболических треугольников с взаимно совпадающей встречной кривизной — поверхности с изгибом распределяют нагрузку при деформации навстречу, компенсируя ее. Применяется методика сварки по оси симметрии деталей разной толщины, чтобы уравновесить деформирующие силу при остывании.
Для компенсации используются вставки из мягких и плавких металлов, тиски с подогревом и охлаждением губок. В практике сварки больших по размеру конструкций предусмотрено использование механических зажимов. При неизбежности нарастания напряжения может использован последующий отжиг металла. Методы борьбы с угловыми деформациями построены на предварительном напряжении зоны шва и отклонении заготовок.
Сварочные напряжения и деформации
Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Блок: 1/6 | Кол-во символов: 287
Источник: https://svaring.com/welding/teorija/svarochnye-deformacii
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Наглядная картинка деформации сварного соединения при сварке и после остывания
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Блок: 2/7 | Кол-во символов: 741
Источник: https://svarkaprosto.ru/tehnologii/napryazheniya-i-deformatsii
Общая информация
В тестах НАКС встречается задание из разряда «Какие из предложенных вариантов концентрируют в сварочных швах напряжение?». Предлагаются 3 варианта ответа:
- технические свойства металла;
- дефекты шва, вызванные сбоем технологии;
- нагрев при сваривании детали.
Рассматриваемая в это статье тема на прямую связана с решением этой задачи.
Основная причина повышенного уровня напряжения – это технологическая дефективность шва. Существуют так же и другие нюансы, которые ложатся в основу появления нежелательного напряжения и деформирования.
К примеру, неверное очертание швов. Однако техническая дефектность – основная причина проблемы. Существует версия, что суть проблемы в сварочном нагреве, но это не так.
К техдефектам, повышающим напряжение, относят:
- шлаковые включения;
- трещины;
- не качественно проваренные участки;
- газовые пузырьки, скопившиеся в соединении шва.
Деформации при сварке создаются в точках технологической дефективности, ведь именно там напряжение превышает допустимый уровень.
Нагрев металла также имеет значение в появлении напряжения и деформации, однако, он не первоисточник.
Третьей причиной возникновения деформации профессионалы называют естественную усадку. Она происходит во время остывания, когда металл из жидкообразного состояния переходит в твердое.
Это уменьшает объем металла, что приводит к нежелательным изменениям формы детали. Причиной проблемы в большинстве случаев является неправильно проведенный процесс охлаждения.
Риск деформации повышается также, когда варится деталь конструкции повышенной сложности, где создается много разных швов. Здесь важно отсутствие ошибок в техдокументации к детали, и верный расчет нагрузки на металл.
Существуют виды сварки, при которых нагрев металла происходит неравномерно, и это тоже становится причиной плохой усадки, а значит, проблем и возможного возникновения деформации в будущем. Поэтому нагревать металл нужно постепенно, а шов делать равномерным.
Блок: 2/4 | Кол-во символов: 1946
Источник: https://prosvarku.info/tehnika-svarki/svyaz-deformirovaniya-metalla-i-napryazheniya-pri-svarivanii
Причины проявления деформаций, напряжений материалов
При сварных работах соединяемые образцы подвергаются воздействию достаточно высоких температур. Напряжения, деформации могут образовываться в следующих ситуациях:
Напряжения, деформации могут образовываться в следующих ситуациях:
- литейная усадка;
- нагревание материала на соединяемом участке осуществляется неравномерно;
- изменения структуры металла при охлаждении после нагревания. Сначала происходит деформация кристаллических зерен, после — всей металлической конструкции.
Литейная усадка
Данный процесс происходит из-за образования в поверхностных слоях металла, которые непосредственно касаются сварного шва, остаточных напряжений. Основная причина этого — уменьшение объема охлаждаемой сварной ванны. Происходит растягивание ближайших слоев металла изделий. При минимальном объеме ванны деформации, напряжения, формирующиеся в процессе ее затвердевания, тоже минимальны.
Нагревание/охлаждение производится неравномерно
В результате неравномерного увеличения температуры металла, в нем формируются напряжения тепловые, осуществляется изменение пластичности, прочностных характеристик. Если температура нагревания высокая, показатель теплопроводности материала минимальный, тогда напряжения тепловые будут повышенными.
Деформации и напряжения при сварке формируются под воздействием тепловой энергии электротока. Основными причинами их возникновения является неравномерный разогрев материала, неправильное охлаждение, усадка жидкого материала ванны, изменения структуры металла на участке термического воздействия, в соединительном шве.
Изменения структуры материала
Причинами данного процесса являются образования растягивающих/стягивающих напряжений. Подобные преобразования иногда способствуют изменению объема соединяемого металла. В процессе сварки образцов из сталей низкоуглеродистой группы, напряжения незначительны, существенно не влияют на качество сваривания. Достаточно большие деформации возникают в период сваривания образцов из сталей легированной группы с наличием углерода больше 0,35 процентов. В данном случае не исключено образование в сварочных швах горячих трещин.
В данном случае не исключено образование в сварочных швах горячих трещин.
Процедуру деформации металла можно охарактеризовать:
- углом поворота;
- укорочениями, прогибами образцов;
- величинами точек шва;
- параметрами выхода из плоскости, образующей равновесие.
Блок: 2/3 | Кол-во символов: 2261
Источник: https://electrod.biz/tehnologii/svarochnyie-napryazheniya-i-deformatsii.html
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.
Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Блок: 2/6 | Кол-во символов: 732
Источник: https://svaring.com/welding/teorija/svarochnye-deformacii
Мероприятия, способствующие снижению деформаций
Достичь сокращения сварочных напряжений и уменьшения деформации при соединении металлических образцов достаточно сложно. Для этого нужно предпринимать следующие меры:
- Предварительно до начала сварных работ, еще в процессе проектирования металлоконструкции, анализируются последствия взаимодействия металлов при выполнении сварочных работ. Если подобранные материалы не сочетаются друг с другом, для выполнения соединения необходимо приложить большие усилия, сварочная процедура требует дополнительных материальных вложений, можно подобрать другой металл, уменьшить скорость выполнения шва, поменять конструкцию, сделать в ней минимальное число сварных швов.
- При непосредственном проведении сварных работ нужно правильно организовать последовательность выполнения соединения деталей. Замыкающие швы конструкции должны производиться в самую последнюю очередь. При выполнении сварки вручную, когда сварные швы достаточно длинные, соединение необходимо выполнять в ступенчатом порядке, и максимально жестко скреплять между собой узлы.
- Кроме этих мероприятий, непосредственно перед началом выполнения соединения изделий, можно незначительно повредить их кромки в направлении, обратном направлению предполагаемой деформации.
- Если предварительно соединяемые металлические детали незначительно подогреть, сварочные деформации металла шва будут минимальными. Сварочное напряжение, на которое не обратили внимания в период проведения сварочных работ, способно отрицательно повлиять на жесткость, прочность соединяемой конструкции.

По окончании сварки обязательно производится термический отпуск. Подобная процедура обеспечивает уменьшение остаточных напряжений, повышает пластические свойства сварочного соединения.
Блок: 3/3 | Кол-во символов: 1754
Источник: https://electrod.biz/tehnologii/svarochnyie-napryazheniya-i-deformatsii.html
Заключение
В начале пути сварщика многие беспокоятся, когда видят в созданных их руками деталях дефекты связанные с деформированием и напряжением металла.
Однако в освоении профессии новички всегда совершают ошибки – это суть пути обучения, изучения особенностей и нюансов сварки. Со временем опыт накапливается, решения находятся быстрее – даже до появления проблемы.
При работе на крупных заводах о недостатках выполненной задачи можно узнать еще на стадии тестирования соединений.
Это поможет избежать критических последствий и улучшить работу в будущем. А чтение статей на нужную тематику помогает находить решения возникших проблем.
Блок: 4/4 | Кол-во символов: 638
Источник: https://prosvarku.info/tehnika-svarki/svyaz-deformirovaniya-metalla-i-napryazheniya-pri-svarivanii
Количество использованных доноров: 5
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/napryazheniya-i-deformatsii: использовано 1 блоков из 7, кол-во символов 741 (5%)
- https://electrod.biz/tehnologii/svarochnyie-napryazheniya-i-deformatsii.html: использовано 2 блоков из 3, кол-во символов 4015 (25%)
- https://svaring.com/welding/teorija/svarochnye-deformacii: использовано 2 блоков из 6, кол-во символов 1019 (6%)
- https://taina-svarki.ru/kachestvo-i-kontrol-svarki/deformatsiya-i-napryazheniya-pri-svarke.php: использовано 2 блоков из 3, кол-во символов 4232 (26%)
- https://prosvarku.info/tehnika-svarki/svyaz-deformirovaniya-metalla-i-napryazheniya-pri-svarivanii: использовано 3 блоков из 4, кол-во символов 6032 (38%)
Сварочные напряжения и деформации, возникающие в металлоконструкциях при ремонтной сварке Текст научной статьи по специальности «Технологии материалов»
— Коротко об авторах ———————————————
Квагинидзе В.С. — доктор технических наук, профессор, ОАО ХК «Якутуголь»,
Чупейкина Н.Н. — кандидат технических наук, ОАО ХК «Якутуголь».
А__________
—————————— © В.С. Квагинидзе, Н.Н. Чупейкина,
2007
УДК 621.879:622.271.4
В. азрушение металлоконструкций горно-транспортного обо—мГ рудования происходит в большинстве случаев от мест ре-
азрушение металлоконструкций горно-транспортного обо—мГ рудования происходит в большинстве случаев от мест ре-
монтных сварных соединений. Разрушения несущих конструкций горно-транспортного оборудования можно разделить на четыре группы: по схеме возникновения — внезапные, постоянные и релаксационные; по причине возникновения — конструктивные, технологические, износные; по связи с другими отказами — зависимые и независимые; по признаку проявления — явные и неявные. При этом хрупкие разрушения деталей при одновременном действии низких температур и нагрузок, не превышающие допустимые, относят к релаксационным.
Причинами образования и развития трещин от мест сварки являются возникающие при сварке напряжения и деформации.
В сварных конструкциях обычно возникают и действуют линейные и плоскостные напряжения:
а) продольные, направленные параллельно оси шва;
б) поперечные, направленные перпендикулярно оси шва.
Объемные напряжения возникают обычно при толщине металла более 50 мм и для большинства конструкций не характерны.
В процессе сварки при нагреве стали предел прочности св несколько повышается в пределах температур 150—400 °С, а относительное удлинение 5 в интервале этих температур падает. Модуль упругости Е и предел текучести с8 стали при повышении температуры непрерывно падают. При температуре Тп= 600 г 650 °С сталь утрачивает свои упругие свойства, так как модуль упругости и предел текучести при этой температуре имеют очень малые значения.
В условиях дуговой сварки температура от 1600 °С в зоне плавления металла падает до 20—30 °С на расстоянии 60-100 мм от дуги (в поперечном направлении к оси шва). Соответственно степени нагрева происходит изменение линейных размеров отдельных волокон металла. Однако соседние, менее нагретые участки металла препятствуют этим изменениям.
Соответственно степени нагрева происходит изменение линейных размеров отдельных волокон металла. Однако соседние, менее нагретые участки металла препятствуют этим изменениям.
Во время охлаждения свободному укорачиванию волокон, нагретых до высоких температур и подвергшихся пластическому сжатию, будут препятствовать менее нагретые участки металла, в результате чего в шве и прилежащих зонах возникают и сохраняются растягивающие сварочные напряжения. Кроме того, неравно -мерный нагрев при сварке приводит к появлению остаточных напряжений растяжения, достигающих, как правило, предела текучести.
Закрепление деталей в процессе сварки приводит к возникновению реактивных напряжений вследствие противодействия креплений изменению размеров деталей при их нагреве и охлаждении. Уменьшение расстояний между креплениями, увеличение зоны разогрева и объема расплавленного металла вызывают возрастание величины реактивных напряжений, которые могут изменить распределение остаточных сварочных напряжений. При удалении креплений реактивные напряжения исчезают.
Сварка легированных и высокоуглеродистых сталей, для которых характерны процессы образования и распада аустенита при температуре 700—900 °С, сопровождается значительными объемными изменениями, так как коэффициент теп-лового расширения а-железа составляет 1,2 • 10-5, а .у-железа — 2 • 10-5. В закаливающихся сталях аустенит переохлаждается до температуры 200—350 °С и превращается в мартенсит с резким увеличением объема. При этом возникают структурные напряжения, которые, суммируясь со сварочными, могут привести к увеличению общего напряженного состояния. При сварке малоуглеродистых конструкционных сталей образования мартенсита не происходит, структурные напряжения весьма незначительны и ими можно пренебрегать.
Возникающие различные виды и величины сварочных напряжений приводят к образованию разнообразных деформаций, так, например, из-за неравномерности нагрева возникают местные пластические деформации сжатия. При этом в зонах,
При этом в зонах,
Рис. 1. Разновидности сварочных деформаций: а, б, — искривление продольной оси; в — уменьшение продольного размера; г — уменьшение поперечного размера и искривление поперечных кромок; д — поворот сечений; е — поворот и изгиб полки; ж — грибовидность полки; з — общие и местные деформации балки таврового сечения с ребрами жесткости
нагретых свыше 600 °С, не требуется больших усилий для осуществления таких пластических деформаций в связи с малыми значениями модуля упругости стали.
Величина пластических деформаций сжатия вп.с при нагреве будет тем больше, чем жестче свариваемый элемент. С уменьшением жесткости элемента может измениться его форма, что приведет к снижению пластических деформаций сжатия.
Высокая степень неравномерности нагрева при сварке плавлением обусловливает возникновение в околошовной зоне значительных упругопластических деформаций.
Продольные сварочные напряжения вызывают деформацию изгиба продольной оси стержневых элементов, уменьшение продольных, размеров и искривление кромок при сварке широких полос. Поперечные сварочные напряжения вызывают перемещение свариваемых элементов в направлении к оси шва и уменьшение общей ширины деталей (Ннач>Нкон). Несимметричное поперечное
сечение стыкового или углового шва приводит к изменению угла сопряжения свариваемых элементов или образованию грибовидно-сти в полках тавровых соединений.
На рис. 1 представлены наиболее характерные виды сварочных деформаций.
Кроме общих деформаций, вызывающих искажение формы и размеров всего элемента, возможны местные деформаций. Например, балка таврового сечения с приваренными ребрами будет иметь изгиб продольной оси, дополнительное укорочение ее от приварки поперечных ребер и волнистость полки.
В результате возникающих сварочных напряжений и деформаций происходит разрушение ответственных металлоконструкций горнотранспортного оборудования. В связи с этим, необходимо провести ряд исследований с целью определения основных параметров режима ремонтной сварки, оказывающих влияние на величину и количество возникающих при сварке напряжений и деформаций, что позволит разработать комплекс мероприятий, направленных на уменьшение возникающих при сварке напряжений и деформаций и повышения долговечности и работоспособности металлоконструкций в целом.
— Коротко об авторах ———————————————
Квагинидзе В.С. — доктор технических наук, профессор, ОАО ХК «Якутуголь»,
Корецкий В. Б. — кандидат технических наук, доцент, ТИ (Ф) ГОУ ВПО ЯГУ,
Чупейкина Н.Н. — кандидат технических наук, ОАО ХК «Якутуголь».
Сварочные деформации и напряжения (В.А. Винокуров)
Сварочные деформации и напряжения (В.А. Винокуров)
- Подробности
- Категория: Сварка
Год выпуска: 1968
Автор: В.А. Винокуров
Жанр: Технические науки
Издательство: Машиностроение
Язык: Русский
Формат: DJVU
Количество страниц: 236
В книге изложены современные представления об образовании деформаций, напряжений и перемещений, вызываемых сваркой. Приведены расчетные и экспериментальные методы их определения и результаты исследований. Рассмотрен ряд методов уменьшения и устранения сварочных напряжений и деформаций, нашедших применение в производстве.
Книга предназначена для технологов и конструкторов, работающих в области сварочного производства; сотрудников научно-исследовательских институтов и лабораторий, ведущих разработку методов устранения сварочных напряжений и деформаций. Книга может быть полезной аспирантам и студентам сварочной специальности.
Книга может быть полезной аспирантам и студентам сварочной специальности.
Скачать
Сварка как способ соединения материалов получила широкое развитие. Преимущества сварных соединений по сравнению с другими типами неразъемных соединений весьма значительны. Однако процесс сварки не свободен от недостатков. В процессе сварки возникают напряжения и деформации, которые в ряде случаев могут оказать отрицательное влияние на качество сварной конструкции. Во время изготовления сварных конструкций искажаются проектные формы и размеры изделий, на восстановление которых затрачивается много труда. Между тем правильное построение технологического процесса сборки и сварки, а также выбор рациональных режимов сварки, как правило, позволяют избежать чрезмерных деформаций. Большими возможностями для уменьшения деформаций располагают также конструкторы.
В условиях эксплуатации остаточные напряжения и пластические деформации металла могут способствовать уменьшению прочности, коррозионной стойкости, жесткости или точности сварной конструкции. Обоснованное и грамотное применение методов устранения остаточных напряжений позволяет, с одной стороны, экономно изготовлять сварные конструкции, с другой — существенно повысить их качество и надежность.
В настоящей монографии изложены современные представления о термомеханических процессах при сварке, составленные на основе теоретических и экспериментальных исследований сварочных напряжений и деформаций; рассмотрены существующие способы их устранения. В книге использованы материалы исследовательских работ, проведенных в МВТУ им. Баумана, и некоторые результаты исследований других авторов. Ряд пунктов главы I и некоторые пункты других глав базируются на положениях теории упругости и пластичности, а поэтому для ознакомления с ними требуются некоторые специальные знания. В книге наряду с применяемыми в настоящее время единицамичизмерения приведены единицы измерения по системе СИ (последние взяты в скобки) в соответствии с ГОСТом 9867—61.
Автор выражает благодарность д-ру техн. наук проф. Г. А. Николаеву за инициативу в постановке многих исследований, нашедших отражение в книге, а также за помощь и советы в работе над ней. Некоторые исследования проведены автором совместно с д-ром техн. наук проф. С. А. Куркиным и кандидатами техн. наук В. М. Сагалевичем и А. С. Газаряном.
Внутренние напряжения и деформации при сварке
Глава VI. ВНУТРЕННИЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ [c.87]Меры борьбы со сварочными напряжениями и деформациями. При сварке и наплавке в деталях возникают собственные (внутренние) напряжения. Во многих случаях эти напряжения бывают настолько велики, что появляются трещины или коробление детали. [c.80]
Образование остаточных напряжений и деформаций при сварке вызывается одной и той же причиной, именно появлением внутренних усилий при местном нагреве металла до пластического состояния. Оба эти явления находятся во взаимной связи между собой, но (проявляются при сварке конструкций в различной степени и во многих случаях в противоположных направлениях. [c.613]
Если изготовление детали связано с разогревом ее выше точки размягчения, желательно сварку вести до разогрева, так как при такой термообработке в наибольшей степени снимаются внутренние напряжения и деформации. Следует также, если это возможно и необходимо для уменьшения внутренних напряжений, применять отжиг при температурах на 30—25° ниже температуры размягчения данного материала. [c.197]
Нахлесточные (рис. 8, е) и тавровые (рис. 8, ж) соединения рекомендуются при сварке металлических деталей ТОЛЩИНОЙ менее 3 мм, так как при больших толщинах неравномерный местный нагрев вызывает большие внутренние напряжения и деформацию и даже трещины в шве и ОСНОВНОМ металле. [c.102]
Внутренние напряжения в детали (узле) возникают, при наличии препятствий свободной деформации нагреваемой детали. Основными причинами возникновения на пряжений и деформаций при сварке являются неравномерный нагрев основного металла, литейная усадка и структурные изменения металла. [c.164]
В процессе сварки наплавленный металл и прилегающие к нему участки основного металла детали нагреваются до температуры плавления. При этом в наплавленном и основном металле протекают процессы, которые оказывают вредное влияние на. качество восстанавливаемых деталей. К числу этих процессов относятся металлургические процессы, протекающие в наплавленном металле, структурные изменения и образование внутренних напряжений и деформаций в основном металле детали. [c.139]
Способы уменьшения внутренних напряжений и деформаций балок. Для уменьщения напряжений и деформаций необходимо соблюдать последовательность наложения швов. При сварке поясных швов автоматами во избежание образования винта в стержне балки швы, расположенные у одного горизонтального листа, необходимо варить в одном направлении (рис. 24), не допуская провисания при установке балок под сварку. При сварке швов большой протяженности вручную и полуавтоматами рекомендуется применять обратноступенчатый метод сварки. Приварку ребер жесткости выполняют от середины ребра к поясам или В разброс, причем сварщики распределяются по всей длине балки. Сварку многослойных швов ведут поочередно, то с одной, то с другой стороны ребра, а многослойные швы выполняют каскадным способом или горкой . [c.39]
Алюминий имеет большой коэффициент линейного расширения, увеличивающийся с повышением чистоты металла и температуры нагрева. Объемная усадка расплавленного алюминия при затвердевании составляет примерно 6,6%, что значительно больше, чем у многих металлов и сплавов. Эти свойства алюминия приводят к большим внутренним напряжениям (или деформациям) при местном нагреве, который является характерным для сварки. Кроме того, большая усадка отрицательно влияет на формирование шва. В конце шва после обрыва дуги образуется глубокий кратер, возможно также появление трещин. [c.21]
При сварке деталь нагревается неравномерно и изменяется структура металла. В сварочной ванне могут произойти и объемные изменения. Все это вызывает внутренние напряжения, из-за чего детали деформируются или даже трескаются. Внутренние напряжения уменьшают. предварительным подогревом деталей перед сваркой, термообработкой после сварки и медленным охлаждением. И технологические приемы позволяют уменьшить напряжения. Например, при наплавке оставляют возможно меньший припуск на последующую обработку, так как чем тоньше наплавленный слой, тем меньше окажутся внутренние напряжения и деформация. Тонкий листовой материал сваривают ступенями (рис. 114). Короткие швы сваривают от середины к концам. На валы металл наплавляют диаметрально (рис. 115), чтобы деформации уравновешивались. [c.108]
Внутренние напряжения и деформации, возникающие при сварке, зависят от вида сварки. При газовой сварке возникают значительно большие деформации, чем при дуговой. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные перпендикулярно оси шва, линейные сварочные напряжения (рис. 52). Распределение продольных напряжений в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигая предел а теку чести. При сварке встык продольные сокращения [c.117]
При сварке металлоконструкций возникают внутренние напряжения и деформации, которые причиняют много трудностей при изготовлении и эксплуатации сварных конструкций. Сварочные напряжения и деформации могут вызвать следующие нежелательные последствия [c.84]
Нахлесточные (рис. 93, е) и тавровые (рис. 93, ж) соединения допустимы только при сварке металла толщиной менее 3 мм, так как при больших толщинах металла неравномерный местный нагрев вызывает большие внутренние напряжения и деформации и даже трещины в шве и основном металле. [c.104]
Напряжения и деформации при наплавочных работах. При наплавочных работах, вследствие большого количества наплавляемого металла и значительного местного нагрева могут возникать внутренние напряжения и деформации, превосходящие напряжения при сварке. [c.37]
В некоторых случаях, например для изделий больших габаритных размеров, общий подогрев заменяется местным. Такой подогрев необходимо выполнять с большой осторожностью. Необходимо также, по мере возможности, обеспечить свободное расширение и усадку металла в местах нагрева и плавный температурный режим и переход. Здесь неправильный режим подогрева сильнее влияет на рост дополнительных внутренних напряжений и деформаций, чем при общем подогреве. Для металла большой толщины и сложной формы местный подогрев малоэффективен и даже вреден. Охлаждение после наплавки или сварки должно быть медленным и равномерным. [c.42]
На величину внутренних напряжений и деформации влияет также конструкция сварного изделия и размеры швов. При сварке сложных изделий с большим количеством швов появляются большие напряжения и деформации. Большие внутренние напряжения возникают в соединениях массивных деталей в виде поковок, литья или толстого проката при большом количестве наплавленного металла. [c.120]
Для уменьшения внутренних напряжений и деформации применяются различные технологические приемы. Так, например, при изготовлении сложной конструкции, состоящей из нескольких узлов, сначала сваривают каждый узел отдельно, а потом уже соединяют узлы между собой. Сварка конструкции отдельными секциями устраняет условия, вызывающие большие внутренние напряжения. Для уменьшения внутренних напряжений сталь, склонную к закалке, и металл большой толщины сваривают, применяя предварительный или сопутствующий подогрев. Подогрев всего изделия или зоны сварного шва уменьшает скорость охлаждения после сварки, что предотвращает образование в околошовной зоне хрупкой структуры закалки. В соединении, сваренном с подогревом, внутренние напряжения невелики и возможность образования горячих трещин мала. Помимо предварительного и сопутствующего подогрева, применяется замедленное охлаждение изделия в печи непосредственно после сварки. [c.120]
Температурное воздействие сварки вызывает в конструкции внутренние напряжения и деформации. Борьба со сварочными напряжениями и деформациями достаточно сложна и требует большого опыта при вьшолнении сварочных работ, [c.4]
Наличие сосредоточенного источника тепла (сварочное пламя, электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях. [c.124]
Для уменьшения внутренних напряжений и деформаций, возникающих при сварке, рекомендуется ряд технологических мер и приемов наложения сварных швов. Важное значение имеют правильный выбор конструкции изделия, расположение сварных швов, последовательность их выполнения и режимы сварки. [c.158]
Специфика процессов сварки, при которой изделия подвергаются сильному местному нагреву, вызываюш ему неравномерное распределение теплового потока, требовала глубокого изучения температурного состояния металла при сварке. Исследование распределения температуры в элементах конструкций при сварке имело огромный теоретический и практический интерес, так как сосредоточенный и непрерывно изменяюш ийся нагрев вызывал внутреннее напряжение и остаточные деформации в конструкциях, а в ряде случаев приводил к их короблению. [c.138]
Причинами возникновения сварочных напряжений являются неравномерность распределения температуры при сварке и жесткость свариваемых элементов, препятствующая свободному развитию тепловых деформаций и вызывающая возникновение пластических деформаций. При сварке закаливающихся сталей на развитие сварочных напряжений влияют также структурные превращения в шве и зоне термического влияния, сопровождающиеся изменением объема. В сварных соединениях разнородных сталей проведение термической обработки приводит к появлению нового вида термических внутренних напряжений, обусловленных разностью коэффициентов линейного расширения свариваемых деталей (п. 5 главы II). [c.59]
Элементы аппаратуры, работающей в содержащих сероводород средах, после сварки, ремонта и т. д. следует обязательно подвергать отпуску при температуре 620°С, назначением которого является получение однородной структуры, снятие внутренних напряжений и ограничение твердости материала. Подобной термической обработке подвергают также детали после различных видов холодной деформации, прокатки, ковки, штамповки и т. д. [c.102]
Общим на первой стадии процесса образования трещин является совместное действие напряжений в материале и неустойчиво пассивное состояние поверхности. При этом опасны как внешние напряжения (растягивающие, изгибающие и эксплуатационные напряжения или переменные нагрузки), так и внутренние (остаточные напряжения от деформаций, обработки, сварки и пр.). Вредны также слабо окисляющие растворы, растворение в которых, однако, приводит к образованию только недостаточно стабильных (повреждаемых), защитных или пассивных пленок. [c.40]
При сварке плавлением обычно наблюдается неравномерность нагрева и быстрое охлаждение, что приводит к возникновению внутренних напряжений и остаточных деформаций в сварных конструкциях. [c.341]
Сварка вызывает в изделиях появление напряжений, существующих без приложения внешних сил. Напряжения возникают по ряду причин, прежде всего из-за неравномерного распределения температуры при сварке, что затрудняет расширение и сжатие металла при его нагреве и остывании, так как нагретый участок со всех сторон окружен холодным металлом, размеры которого не изменяются. Вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки выше критических точек, в свариваемых конструкциях возникают структурные напряжения. В отличие от напряжений, действующих на конструкцию во время ее эксплуатации и вызываемых внешними силами, эти напрял ения называют внутренними (собственными) и остаточными сварочными напряжениями. Если значения сварочных напряжений достигнут предела текучести металла, они вызовут изменение размеров и формы, т. е. деформацию изделия. Деформации могут быть временными и остаточными. Если остаточные деформации достигнут заметной величины, они могут привести к неисправимому браку. Остаточные напряжения могут вызвать не только деформацию сварного изделия, но и его разрушение. Особенно сильно проявляется действие этих напряжений в условиях, способствующих хрупкому разрушению сварного соединения, которое происходит в результате неблагоприятного сочетания концентрации напряжений, температуры и остаточных напряжений. Первые два фактора меньше поддаются изменению, чем остаточные напряжения, поэтому применяют ряд мер по предотвращению и снижению сварочных напряжений и деформаций. [c.97]
К сложной работе относится сварка ответственных конструкций в различном положении при толщине листов более 40 мм и длине шва более 4 м при сварке требуются флюсоудерживающие приспособления сварщик должен знакомиться с технологией и чертежами, заботиться об уменьшении деформаций и внутренних напряжений и подготавливать приспособления. [c.737]
При сварке металлических конструкций в них возникают напряжения, которые в отличие от напряжений, вызываемых внешними рабочими нагрузками, носят название внутренних или сварочных. Сварочные напряжения и деформации подразделяются на временные, т. е. существующие в период осуществления сварки, и остаточные, сохраняющиеся и после процесса сварки. [c.115]
Конструкция печи обеспечивала достаточно свободный под-.ход к месту сварки. Схема печи с установленным в ней цилиндром показана на рис. 27. Сварка выполнялась при общем нагреве цилиндра до 450—480° С. Для уменьшения деформации борта цилиндра применялась усиленная проковка каждого слоя наплавленного металла, которая проводилась после расплавления трех-четырех электродов. Такая частая и глубокая проковка пластичного металла, нагретого до высокой температуры, сильно снижает внутренние напряжения и уменьшает возможность [c.69]
Вторым наиболее существенным средством уменьшения внутренних напряжений является отжиг сварных конструкций после окончания сварки. Отжигом устраняются также напряжения, образовавшиеся в процессе прокатки, вальцовки, гибки. Отжиг осуществляется в печи или горне. Для изделий из малоуглеродистой стали рекомендуется нагрев до 600—650°. Изделие при отжиге следует охлаждать медленно (вместе с печью). При достижении температуры отжига изделие выдерживается в печи определенное время в зависимости от его толщины. На каждые 25 мм толщины выдержка составляет 1 час. Взамен нормального отжига часто прибегают к частичному местному отжигу. Однако местный отжиг при неправильном ведении может вызвать в иЗ делии дополнительные напряжения и деформации. [c.183]
Свойства бронзы, в том числе ее свариваемость, определяются основными легирующими добавками. Газовая сварка оловянистых бронз затруднена из-за выгорания некоторых компонентов, особенно олова. Олово из состава бронзы выделяется при нагреве до температуры 500—600°С, которое при сгорании на поверхности ванны расплавленного металла образует пену, в результате чего шов получается пористым со сниженными механическими характеристиками. Бронза теряет вязкость и становится хрупкой при нагреве выше 500°С. Появление больших внутренних напряжений и возникновение трещин может произойти от неравномерного. нагрева изделий при сварке. Поэтому для понижения или полного устранения сварочных напряжений и деформаций при сварке изделий из литой бронзы необходим местный или общий подогрев до температуры 500—600°С. Не рекомендуется поворачивать и поднимать изделие в процессе сварки, так как в нагретом состоянии изделие может разрушиться. В связи с окислением олова в процессе сварки в присадочной проволоке олова долж1НО (быть на 1—2% больше, чем в основном металле. Наличие в составе проволоки раскислителей, например фосфора, улучшает свойства сварного шва. В качестве такого присадочного металла рекомендуется бронза Бр.ОФ 6,5—0,4. [c.138]
Вторая ступень редуктора передает больший момент, чем первая ступень, и поэтому водило установлено на однорядных роликовых конических подшипниках. Корпус редуктора сварной. Для устранения возможной деформации корпус похщергается термической обработке для снятия внутренних напряжений, вызываемых нагревом при сварке. Масло заливается в картер корпуса, и зацепление смазывается купанием в ванне, а подшипники — разбрызгиванием. [c.287]
Технология сварки должна обеспечить требуемые геометрические размеры швов и механические свойства сварных соединений при минимальных внутренних напряжениях и деформациях свариваемых элементов. Технологический процесс, заданный проектом производства сварочных работ (ППСР), должен предусматривать последовательность сборки и сварки конструкций, сборочно-сварочные приспособления тип, марку и диаметр электрода порядок наложения прихваток и швов режимы сварки, род и полярность сварочного тока требуемое количество сварочного оборудования, материалов и кабелей число и расположения помещений контейнерного типа с инвентарными сварочными постами квалификацию и число сварщиков методы и объем контроля сварных соединений температуру нагрева при сварке с предварительным подогревом необходимые технологические операции требования безопасности. [c.145]
Для уменьшения внутренних напряжений и деформации изделий при сварке длинных швов (более 1000 мм) применяют метод обратиоступенчатого наложения швов (рис. 25,е), сущность которого заключается в следующем все соединение разбивается на участки длиной 200—250 мм, каждый из которых последовательно заваривается в направлении, обратном общему направлению заполнения разделки. Длина участка обычно определяется продолжительностью расплавления одного электрода, т. е. переход на следующий участок совмещают со сменой электрода. Швы короткие (рис. 25,а) сваривают напроход , т. е. от начала до конца шва, не меияя направление сварки. Швы средней длины (250—1000.и.ад) сваривают от середины к краям (рис. 25,6). Длинные швы также иногда сваривают от середины к краям, но с соблюдением обратноступенчатого метода (рис. 25,г). [c.65]
Сборка и сварка секций являются наиболее ответственной частью работы при изготовлении корпуса судна. Эти работы производят с применением различных кантователей, сборочно-сварочных стендов, постелей, установок для автоматической и полуавтоматической сварки. Корпусные детали собирают и сваривают в узлы небольшой массы, причем технология сварки построена таким образом, чтобы узлы были выполнены без отклонений от заданных размеров и с минимальными внутренними напряжениями и деформациями. В дальнейшем узлы поступают на сборку и сварку плоскостных и объемных секций в специальных стапель-кондукторах. Корпусные конструкции со сложными криволинейными формами изготовляют в специальных приспособлениях, учитывающих плазовые очертания корпуса судна. Сваренные объемные секции испытывают на водоррепроницаемость. [c.129]
Развитие сварочного производства, внедрение прогрессивных методов сварки, видов сварочного оборудования в народном хозяйстве страны повышают требования к профессиональной подготовке электросварщиков. В процессе работы электросварщику при-лодится часто сталкиваться с самыми различными сложными техническими вопросами. Квалифицированный электросварщик должен прекрасно знать технологию электродуговой сварки. Он должен уметь правильно выбрать нужную марку электрода, необходимый режим сварки, знать свойства электродных покрытий, классификацию электродов, причины возникновения внутренних напряжений и деформаций в сварных конструкциях и мероприятия по их предупреждению, наиболее рациональные способы сборки конструкций под сварку, основные способы контроля качества сварки и многое другое. [c.70]
Значений o taтoЧныX внутренних нап )яжений и деформаций при наплавке деталей. При восстановлении деталей машин и механизмов сваркой и наплавкой, как уже отмечалось ранее, приходится встречаться со многими трудностями и в том числе с внутренними напряжениями и деформациями в деталях, если эти детали после наплавки или сварки не были подвергнуты термической обработке. [c.29]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки, сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130—150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [c.43]
При наплавке в отличие от сварки в процессе учас1вус1 небольшое количество основного металла в связи с небольшой глубиной проплавления поэтому внутренние напряжения и деформации изделия, склонность к образованию трещин относительно незначительны. [c.168]
Сварочные напряжения относятся к группе так называемых внутренних напряжений, существующих в изделии без приложения внешних сил. Внутренние напряжения возникают практически при всех технологических про-щёссах изготовления конструкций (литье, ковке, прокатке, сварке, механической и термической обработке), достигая в ряде случаев значительной величины (предела текучести) и вызывая заметные деформации изделий. Основными причинами их развития могут являться неравномерный разогрев изделия Б процессе изготовления, неравномерное распределение усилий, а также структурные изменения, приводящие к появлению в отдельных участках пластических или термопластических деформаций. Отличительной особенностью внутренних напряжений является их взаимная уравновешенность в пределах изделия. [c.59]
Трещины при послесварочной термообработке. Термообработка сварных соединений проводится с целью снятия сварочных напряжений, а для гетерогенных термоупрочняемых сплавов — и для восстановления жаропрочности в сварном соединении. Наиболее эффективно сочетание закалки и старения. Однако на этапе медленного нагрева под закалку (1200… 1250 °С) сварных конструкций, имеющих всегда внутренние напряжения, и выдержки в интервале дисперсионного твердения возникают трещины. Ойи вызваны совпадением во времени деформаций металла при релаксации сварочных напряжений от уменьщения его объема при дисперсионном твердении и охрупчивания от упрочнения зерен. Это обусловливает внутризеренное, а затем межзеренное проскальзывание по границам зерен, приводящее к хрупкому разрушению сварного соединения параллельно оси шва по ЗТВ, поперек шва (трещины типа частокол), а при сварке толстолистового металла — трещины в ЗТВ, ориентированные ортогонально к линии сплавления. [c.84]
Так как при сварке не представляется возможным создать словия, способствующие свободному расилирению металла прл нагревании и сжатию при охлаждении, то в местах сварки появляются внутренние напряжения, вызывающие деформацию. [c.182]
Сварочные деформации напряжения :: Книги по металлургии
50. О ВЛИЯНИИ СВАРОЧНЫХ НАПРЯЖЕНИЙ НА ПРОЧНОСТЬ ПРИ УДАРЕ
В настоящее время нет опытных данных, на основании которых можно бы было заключить, что сварочные напряжения не оказывают влияния на прочность сварных конструкций при ударных нагрузках. Имеющиеся опыты проведены или по схеме на рис. 57, где при принятой ориентировке и расположении шва по отношению к ударяющей силе и при условиях, когда зона шва составляет лишь незначительную долю длины образца, сварочные напряжения и неоднородность металла этой зоны не могли оказать какое либо заметное влияние на результаты этих опытов, или, как указал Η. Н. Давиденков [30], поставлены некорректно [69].
В работе [114] испытанием на удар образцов типа Менаже, содержащих по живому сечению надреза только основной металл, только наплавленный металл или только металл зоны термического влияния, показано, что ударная вязкость основного металла зоны термического влияния при принятых размерах образца из данного металла составляет 60—70 % ударной вязкости того же металла в исходном состоянии. В этих опытах концентрация напряжений в момент удара вызывалась наличием надреза. В сварных соединениях неоднородность металла зоны шва и крупнозернистость основного металла, непосредственно прилегающего к шву, имеют место вместе с достаточно резко выраженной концентрацией напряжений в этой зоне.
Приведенный выше анализ показывает, что в силу неоднородности металла зоны сварного шва и концентрации определенно ориентированных’ сварочных напряжений в этой зоне деформируемость и несущая способность сварного соединения при статических, усталостных и ударных нагрузках зависят от ориентировки направления внешней силы по отношению к шву. Учет этого положения в некоторых случаях даст возможность разработки таких сварных конструкций путем рационального расположения сварных швов по отношению к направлениям действий внешних сил, обеспечивающих возможно полное использование пластических свойств основного металла и металла шва, путем выбора металлов, способных использовать свои пластические свойства при данных условиях.
В общем случае металл зоны шва в результате сварки и остывания находится в упруго-пластическом деформированном состоянии. При последующем приложении внешних сил металл этой зоны может оказаться в условиях сложного нагружения. Рассмотрим простейшую задачу о потере устойчивости плоской формы равновесия прямоугольных полос одинаковой ширины в результате их сварки продольным швом и остывания в упрощенном варианте без прямого учета сложности нагружения. Используя приближенную теорию, можно найти остаточные сварочные напряжения в растянутой и сжатой зонах. Это позволяет найти то значение ширины упруго-пластически растянутой зоны (ее критическое значение εκ), при котором упруго-сжатые зоны могут потерять устойчивость плоской формы равновесия. м
моделей напряжений и деформаций при сварке — обзор
К. Масубучи, Т. Яда, «Использование компьютеров в сварочном производстве». Международная конференция по компьютерным приложениям в автоматизации работы судостроительных заводов и проектирования судов, Токио, Япония, 28–30 августа 1973 г.
К. Масубучи, «Применение численного анализа в сварке», Сварка в мире. , 17 , (11/12), 1979, стр. 268–291.
Google ученый
К. Масубучи, «Отчет о современных знаниях численного анализа прочности, деформации и других эффектов, вызываемых сваркой», Сварка в мире , 13 (11/12), 1975, стр. 271–287.
Google ученый
Л. Толл, «Остаточные напряжения в сварных пластинах — теоретическое исследование», The Welding Journal , 43 (1), Research Supplement, январь 1964, стр. 10–23.
К. Масубучи, Б. Симмонс и Р. Э. Монро, «Анализ термических напряжений и движения металла во время сварки», RSIC-820, Научно-информационный центр Редстоуна, Редстоун Арсенал, Алабама, июль 1968 г.
Е. Ф. Рыбицки , DW Schmueser, RB Stonesifer, JJ Groom и HW Mishler, «Модель конечных элементов для остаточных напряжений и прогибов в трубах, сваренных встык с кольцевым сварным швом», журнал Journal of Pressure Vessel Technology , 100 , август 1978 г., стр. 256 –262.
Артикул Google ученый
Э. Ф. Рыбицки и Р. Б. Стоунсифер, «Расчет остаточных напряжений из-за многопроходных сварных швов в трубопроводных системах», журнал Journal of Pressure Vessel Technology , 101 , май 1979 г., стр. 149–154.
Артикул Google ученый
Х. Д. Хиббит, П. В. Марсель, «Численная термомеханическая модель для сварки и последующего нагружения изготовленной конструкции», Департамент ВМФ, Контракт NSRDC №N00014-67-A-019-0006, Технический отчет № 2, март 1972 г.
Ю. Уэда и Т. Ямакава, «Анализ термического упруго-пластического напряжения и деформации во время сварки», Документ X -616-71, Комиссия X Международного института сварки, 1971.
К. Сато, Ю. Уэда и С. Мацуи, «Обзор литературы 1972-73 гг. По сварочным напряжениям и деформациям в Японии», Документ X-699-73, Комиссия X Международного института сварки, 1973 г.
Т. Номото, «Конечноэлементный анализ термических напряжений во время сварки», докторская диссертация, Токийский университет, 1971.
Ю. Фудзита, К. Тераи, С. Мацуи, Х. Мацумура, Т. Номото и М. Оцука, «Исследования по предотвращению растрескивания торцов при односторонней автоматической сварке, часть 3», журнал Общества морских архитекторов Японии , 136 , декабрь 1974 г., стр. 459–465.
Артикул Google ученый
К. Масубучи, «Деятельность Рабочей группы по численному анализу напряжений, деформаций и других эффектов, возникающих при сварке», Документ X-786-75, Комиссия X Международного института сварки, 1975 г.
JB Эндрюс, М. Арита и К. Масубучи, «Анализ тепловых напряжений и движения металла во время сварки», Отчет подрядчика НАСА НАСА CR-61351, подготовленный для Центра космических полетов Маршалла, декабрь 1970 г. (Для продажи National Technical Информационная служба, Спрингфилд, Вирджиния 22151).
М. Нисида, «Аналитическое прогнозирование деформации в сварных конструкциях», дипломная работа, Массачусетский технологический институт, март 1976 г.
К. Масубучи и Т. Иваки «Термоэластопластический анализ Ортотропные пластины методом конечных элементов », Журнал Общества морских архитекторов Японии , 130 , 1971, стр. 195–204.
Google ученый
Т. Мураки, Дж. Дж. Брайан, К.Масубучи, «Анализ термических напряжений и движения металла во время сварки, Часть I: Аналитическое исследование и Часть II: Сравнение экспериментальных данных и аналитических результатов», Journal of Engineering Materials and Technology , ASME, январь 1975, стр. 81–84 и 85–91.
Ю. Тошиока, «Влияние свойств материала на остаточные напряжения и деформацию сварных соединений», Массачусетский технологический институт, июнь 1974 г. (не опубликовано).
V.J.Папазоглу и К. Масубучи, «Исследование остаточных напряжений и деформаций в сварных конструкциях из высокопрочных сталей», Отчет о техническом прогрессе по контракту № N00014-75-0469 (MIT OSP № 82558) в Управление военно-морских исследований, Массачусетс. Технологический институт, ноябрь 1979 г.
Папазоглу В. Дж., Масубучи К. «Разработка аналитических и эмпирических систем параметрического исследования проектирования и изготовления сварных конструкций», Заключительный отчет по контракту №N00014-75-C-0469 (MIT OSP # 82558) в Управление военно-морских исследований Массачусетского технологического института, ноябрь 1977 г.
К. Масубучи, Анализ сварных конструкций — остаточные напряжения и деформации и их Consequences , Pergamon Press, Oxford and New York, 1980.
Google ученый
Дж. С. Хван, «Остаточные напряжения в сварных конструкциях из высокопрочных сталей», дипломная работа, Массачусетский технологический институт, январь 1976 г.
К.М. Кляйн, «Исследование термических деформаций при сварке судовых сталей», магистерская диссертация, Массачусетский технологический институт, май 1971 г.
К. Масубучи, «Температурные напряжения и движение металла во время сварки конструкций. Материалы, особенно высокопрочные стали », Международная конференция по остаточным напряжениям в сварных конструкциях и их влиянию, Лондон, Институт сварки, 15–17 ноября 1977 г.
Что такое остаточное напряжение? — TWI
Остаточные напряжения — это напряжения, которые остаются в объекте (в частности, в сварном элементе) даже при отсутствии внешней нагрузки или температурных градиентов.В некоторых случаях остаточные напряжения приводят к значительной пластической деформации, приводящей к короблению и деформации объекта. В других случаях они влияют на предрасположенность к переломам и утомляемость.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Содержание
Остаточные напряжения возникают, когда объект (особенно сварной элемент) подвергается напряжению, превышающему предел упругости, что приводит к пластической деформации.Эти напряжения возникают по трем основным причинам:
Температурные вариации
Когда объект охлаждается от высокой температуры (например, после сварки), часто наблюдается большая разница в скорости охлаждения по всему телу. Разница в скорости охлаждения поверхности и внутренней части объекта приводит к локализованным вариациям теплового сжатия. Разные термические сжатия приводят к возникновению неоднородных напряжений. Во время охлаждения поверхность остывает быстрее, сжимая нагретый материал в центре.Поскольку материал в центре пытается остыть, его сдерживает более холодный внешний материал. Следовательно, внутренняя часть будет иметь остаточное напряжение растяжения, а внешняя часть компонента будет иметь остаточное напряжение сжатия.
Фазовые преобразования
Когда материал претерпевает фазовое превращение, возникает разница в объеме между вновь образованной фазой и окружающим материалом, который еще не претерпел фазовое превращение. Разница в объеме вызывает расширение или сжатие материала, что приводит к остаточному напряжению.
Механическая обработка
Остаточное напряжение также возникает, когда пластическая деформация неоднородна по поперечному сечению объекта, подвергающегося производственному процессу, например, изгибу, вытяжке, экструзии и прокатке. Когда материал подвергается деформации, одна часть становится упругой, а другая — пластичной. После снятия нагрузки материал пытается восстановить упругую часть деформации, но его полное восстановление затруднено из-за соседнего пластически деформированного материала.
В зависимости от области применения остаточные напряжения могут быть положительными или отрицательными. Например, остаточные напряжения реализованы в конструкциях некоторых приложений для получения положительных эффектов. Это может быть достигнуто с помощью лазерной упрочнения, при которой на поверхность объекта передаются остаточные напряжения сжатия, что позволяет упрочнять тонкие сечения или упрочнять хрупкие поверхности.
Однако обычно остаточные напряжения имеют отрицательные последствия. Остаточные напряжения часто незаметны для производителя, если они не приводят к значительным деформациям, но могут отрицательно повлиять на целостность конструкции.Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции, в которых снято напряжение.
Нежелательные напряжения также влияют на усталостные характеристики.
Давно признано, что для несварных материалов в условиях усталостного нагружения только растягивающие части приложенного цикла напряжений способствуют росту усталостной трещины (см. Нижнюю часть рисунка 1). И наоборот, для соединений в асфальте. При сварке необходимо добавить эффекты остаточного напряжения сварки к приложенному циклическому напряжению, в результате чего весь цикл усталости (растяжение и сжатие) вызывает усталостное повреждение (см. верхнюю часть рисунка 1).
Рисунок 1 Влияние остаточного сварочного напряжения на усталостное повреждение.
К счастью, влияние остаточных напряжений при сварке как на разрушение, так и на усталость было записано в правилах и стандартах таким образом, что большинство пользователей не знают о них и не должны их подробно рассматривать. Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Существует множество методов измерения остаточных напряжений.В целом они делятся на три области: деструктивные, полудеструктивные и неразрушающие. Используемый подход часто зависит от требуемой информации. Из-за сложности некоторых методов измерения измерения должны выполняться в специализированном помещении. Это особенно верно для многих неразрушающих методов.
Три основных категории перечислены ниже:
Разрушительный
Эти методы включают разрушение объекта измерения и обычно используются с точки зрения исследований и разработок.Разрушающий контроль зачастую намного дешевле в реализации, чем неразрушающий.
Примеры методов включают:
- Контурный метод. Метод контура определяет остаточное напряжение, разрезая объект на две части и измеряя карты высот поверхности вдоль свободной плоскости, созданной разрезом. Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца.Результатом является двухмерная карта остаточного напряжения, нормальная к плоскости измерения.
- Продольная резка. Метод продольной резки — это метод измерения остаточного напряжения по толщине, перпендикулярного плоскости, прорезанной через объект. Он включает в себя прорезание тонкой прорези с приращением глубины по толщине заготовки и измерение результирующих деформаций в зависимости от глубины прорези. Остаточное напряжение затем вычисляется как функция от положения по толщине, определенного путем решения обратной задачи с использованием измеренных деформаций.
Полудеструктивное
Полудеструктивные методы сравнимы с разрушающими методами в том, что они используют принцип снятия напряжения для определения остаточного напряжения. Однако удаляется лишь небольшое количество материала, что позволяет структуре лучше сохранять свою целостность.
Примеры включают:
- Сверление глубоких отверстий. Сверление глубоких отверстий включает просверливание отверстия по всей толщине объекта, измерение диаметра отверстия, вырезание круглой прорези вокруг отверстия, чтобы удалить сердцевину материала вокруг отверстия, а затем повторное измерение диаметра отверстия.Остаточное напряжение определяется по геометрическому изменению.
- Сверление центрального отверстия. Сверление центрального отверстия работает по принципу сверления небольшого отверстия в объекте. Когда материал, содержащий остаточное напряжение, удаляется, оставшийся материал достигает нового состояния равновесия, которое вызывает деформации вокруг отверстия. Деформации вокруг отверстия измеряются во время анализа с помощью тензодатчиков или оптических методов. Исходное остаточное напряжение в материале рассчитывается по измеренным деформациям.
Неразрушающий
Существует множество методов, используемых для неразрушающего контроля, которые включают измерение эффектов взаимосвязи между остаточными напряжениями и их материальными изменениями в интервале кристаллической решетки.
Примеры неразрушающих методов:
- Дифракция нейтронов. Использует нейтроны для измерения шага кристаллической решетки в объекте. Нейтроны, покидающие объект, имеют энергию, сравнимую с падающими нейтронами, что позволяет определять остаточное напряжение по периоду решетки.
- Синхротронная дифракция рентгеновских лучей. Требуется синхротрон для ускорения электромагнитного излучения, чтобы позволить сквозное понимание расстояния решетки объекта. В процессе используется аналогичный подход к дифракции нейтронов для расчета остаточного напряжения.
- Дифракция рентгеновских лучей. Этот процесс позволяет измерять поверхностное остаточное напряжение, поскольку рентгеновское излучение проникает через поверхность объекта только на несколько сотен микрон.
Существует ряд методов, которые можно использовать для перераспределения или снятия остаточных напряжений.Соответствующий производственный дизайн и выбор параметров сварки могут снизить образование остаточных напряжений. Например, методы обработки сваркой, которые уменьшают температурный градиент внутри объекта, уменьшают величину возникающих напряжений.
После производственного процесса могут быть предприняты дополнительные шаги для значительного снижения остаточных напряжений, содержащихся в объекте. Это может быть достигнуто с помощью термической или механической обработки. Термическая обработка после сварки часто используется для снятия или перераспределения остаточных напряжений в свариваемом объекте.С механической точки зрения для достижения желаемого эффекта могут применяться такие методы, как дробеструйная обработка, холодная прокатка и растяжение.
Как TWI может помочь?
TWI в настоящее время предоставляет своим Членам ряд услуг в отношении остаточных напряжений, вызванных технологическими процессами, в том числе:
- Измерение
- Численное моделирование
- Консультации по:
Влияние остаточных напряжений на целостность конструкции (в первую очередь, разрушение и усталость)
Методы снижения остаточных напряжений (e.грамм. послесварочная термообработка, упрочнение и т. д.)
Контроль деформаций
Кроме того, несколько прошлых и нынешних проектов NSIRC посвящены измерению, моделированию или интерпретации различных аспектов сварочных остаточных напряжений.
Опыт в отношении остаточного стресса в TWI, таким образом, охватывает весь спектр уровней технологической готовности (TRL), от исследований и разработок, связанных с университетами, до применения остаточных мер по смягчению на месте.
TWI имеет долгую историю сотрудничества со своими членами для преодоления проблем, связанных с остаточными напряжениями.Пожалуйста, свяжитесь с нами, чтобы узнать больше.
(PDF) Контроль остаточного напряжения при сварке и деформации сваренного встык сверхтолстого трубного листа: влияние приложенной нагрузки
Метод конечных элементов используется для обсуждения влияния приложенной нагрузки
на деформацию, через которую передается оптимизированная нагрузка. детер-
добыто. При использовании этой нагрузки при изготовлении трубная решетка
успешно сваривается встык, как показано на рис. 1.
На остаточное напряжение и деформацию влияют многие факторы, такие как тепловложение, количество наплавленный слой, время переворота
и т. д., о чем мы поговорим в будущем.
6 Заключение
В этом исследовании была разработана процедура последовательного соединения конечных элементов —
dure для прогнозирования остаточных напряжений и деформаций в стыковом шве —
трубной решетки сверхтонкой толщины в крупномасштабном реакторе ЭО.
Обсуждалось влияние приложенной нагрузки на остаточное напряжение и деформацию.
. На основании полученных результатов можно сделать следующие выводы:
кластера:
1.Когда трубная решетка сваривается без каких-либо ограничений и прикладывается нагрузка
, возникает большая угловая деформация, которая вызывается
из-за большого количества подводимого тепла, неоднородного распределения температуры формы
и усадки.
2. Для уменьшения угловой деформации предлагается
прикладывать нагрузку к концам трубной решетки, что доказано, что
может эффективно предотвращать деформацию.
3. При увеличении приложенной нагрузки с 50 10
3
до
450 10
3
кг деформация уменьшается, но остаточное напряжение
увеличивается.Когда нагрузка превышает 450 10
3
кг,
, режим деформации меняется с угловой деформации
на деформацию дуги. Оптимизированная нагрузка 450 10
3
кг предлагается
.
4. Покрытая зона максимального остаточного напряжения увеличивается по мере увеличения приложенной нагрузки
. Слишком большая нагрузка создает серьезные ограничения на деформацию
, что, в свою очередь, приводит к более высоким остаточным напряжениям
.
Благодарность
Авторы выражают признательность за поддержку со стороны
Национальной программы исследований и разработок высоких технологий
Китая (2009AA044803), Национального фонда естественных наук Китая
(51105380), Фонда естественных наук провинции Шаньдун
(ZR2010AQ002), Докторская программа высшего образования —
в Китае (20100133120008) и Исследовательский фонд
Цзянсу — Ключевая лаборатория цифрового производства для промышленности
Оборудование и технологии управления (2010).Все авторы
очень благодарны за поддержку со стороны Key Laboratory of Pressure Sys-
tem and Safety (MOE), Восточно-Китайского университета науки и
Technology.
Ссылки
[1] Лу Х. Х., Чандрасекаран Дж. И Смит Р. А., 2006, «Крупномасштабное динамическое моделирование
для оценки безопасности производственного процесса окиси этилена —
ess», Comput. Chem. Eng., 30 (6–7), с. 1102–1118.
[2] Загоруйко А. Н., 2008, «Анаэробное каталитическое окисление углеводородов в движущихся тепловых волнах
».Моделирование случая: окислительное дегидрирование пропана в
насадочном адиабатическом слое катализатора на основе оксида V – Ti », Chem. Англ. Наук, 63 (20), с.
4962–4968.
[3] Park, SW, Nam, K., Lim, YS, Park, JY, and Lee, CD, 2007, «Анализ переноса тепла
для структурной целостности реактора EO», 2007 ASME-
JSME Летняя конференция по теплотехнике, Ванкувер,
, Британская Колумбия, Канада, 2007 г., стр. 1–6.
[4] Leggatt, R.Х., 2008, «Остаточные напряжения в сварных конструкциях», Междунар. J. Давление
Трубопровод сосудов, 85 (3), стр. 144–151.
[5] Лабеас И. Д., 2009, «Численное исследование поведения сквозных трещин
при сварке остаточными напряжениями», Eng. Фракция. Мех., 76 (11), с. 1691–1702.
[6] Чахардехи А., Бреннан Ф. П. и Стювер А., 2010, «Влияние остаточных напряжений
, возникающих в результате лазерного ударного упрочнения, на рост усталостных трещин», Eng.
Фракт. Мех., 77 (11), с. 2033–2039.
[7] Liljedahl, CDM, Zanellato, O., Fitzpatrick, ME, Lin, J., and Edwards, L.,
2010, «Влияние остаточных напряжений сварных швов и их перераспределение с ростом трещин
. При утомлении при постоянной амплитудной нагрузке // Прикл. J. Fa-
tigue, 32 (4), стр. 735–743.
[8] Liljedahl, CDM, Brouard, J., Zanellato, O., Lin, J., Tan, ML, Ganguly, S.,
Irving, PE, Fitzpatrick, ME, Zhang, X., and Edwards , Л., 2009, «Влияние бокового напряжения Weld Re-
на поведение усталостных трещин алюминиевого сплава
2024-T351», Междунар. J. Fatigue, 31 (6), стр. 1081–1088.
[9] Мочизуки М., 2007, «Контроль остаточного напряжения сварки для обеспечения целостности
против усталости и коррозионного растрескивания под напряжением», Nucl. Англ. Des., 237 (2),
с. 107–123.
[10] Онидзава К., Нисикава Х. и Ито Х., 2010, «Разработка кодов вероятностного анализа механики разрушения
для сосудов под давлением и трубопроводов реактора
с учетом остаточного напряжения при сварке», Int.J. Трубопроводы сосудов под давлением, 87 (1),
, стр. 2–10.
[11] Цзян В., Гонг Дж., Чен Х. и Ту, С.Т., 2008, «Влияние толщины присадочного металла
на остаточное напряжение и ползучесть для пластинчато-ребристой конструкции из нержавеющей стали. ”
Внутр. J. Трубопровод сосудов под давлением, 85 (8), стр. 569–574.
[12] Турски, М., Бушар, П.Дж., Стювер, А., и Уизерс, П.Дж., 2008 г., «Остаточное растрескивание при ползучести, вызванное напряжением
,, нержавеющая сталь AISI типа 316», Acta Mater.,
56 (14), стр.3598–3612.
[13] Бушар П. Дж., 2008, «Кодовая характеристика уровней остаточных напряжений сварных швов
и проблема врожденного разброса», Int. J. Трубопроводы сосудов под давлением, 85 (3), стр.
152–165.
[14] Хайд, Т. Х., Сан, В., Беккер, А. А., и Уильямс, Дж. А., 2004, «Прогноз срока службы
отремонтированных сварных швов в трубе из CrMoV под давлением с включением начального повреждения
», Int. J. Трубопровод сосудов под давлением, 81 (1), стр. 1–12.
[15] Ким, С.-H., Ким, J.-B., и Ли, W.-J., 2009, «Численное предсказание и измерение остаточных напряжений с помощью дифракции Neu-
tron для модифицированного сварного шва стали 9Cr – 1Mo
», J. Mater. Процесс. Технология, 209 (8), с. 3905–3913.
[16] Уизерс, П. Дж., Турски, М., Эдвардс, Л., Бушард, П. Дж., И Баттл, Д. Дж., 2008,
«Последние достижения в измерении остаточного напряжения», Int. J. Сосуды под давлением
Piping, 5 (3), стр. 118–127.
[17] Браун, Т. Б., Дауда, Т.А., Трумэн, К. Э., Смит, Д. Дж., Мемхард, Д. и
Пфайфер, В., 2006, «Прогнозы и измерения остаточного напряжения при ремонте
Сварные швы в пластинах», Int. J. Трубопровод сосудов под давлением, 83 (11–12), стр. 809–818.
[18] Донг П., Хонг Дж. К. и Бушар П. Дж., 2005, «Анализ остаточных напряжений
при ремонте сварных швов», Int. J. Трубопровод сосудов под давлением, 82 (4), стр. 258–269.
[19] Ли, К.-Х. и Чанг, К.-Х., 2008, «Трехмерное моделирование конечных элементов
Остаточные напряжения в кольцевых сварных швах стальных труб, включая влияние диаметра трубы
. , ”Матер.Sci. Eng., А, 487 (1–2), стр. 210–218.
[20] Денг, Д. и Киёсима, С., 2010, «Численное моделирование остаточных напряжений
, вызванных сваркой лазерным лучом в трубе из нержавеющей стали SUS316 с учетом влияния начального остаточного напряжения
на стороне», Nucl . Англ. Des., 240 (4), pp.
688–696.
[21] Акбари Д., Саттари-Фар И., 2009, «Влияние подводимого тепла при сварке на боковые напряжения Re-
в стыковых сварных швах разнородных стыков труб», Междунар.J. Сосуды под давлением
Piping, 86 (11), стр. 769–776.
[22] Яги, А., Хайд, Т.Х., Беккер, А.А., В. Сан и Уильямс, Дж. А., 2006,
«Моделирование остаточного напряжения в тонких и толстостенных трубах из нержавеющей стали.
Сварные швы, включая диаметр трубы. Эффекты », Междунар. J. Трубопроводы сосудов под давлением,
83 (11–12), стр. 864–874.
[23] Пирс, С. В., Линтон, В. М., и Оливер, Э. К., 2008, «Остаточное напряжение в высокопрочном Т-стыковом сварном шве
с толстым сечением», Mater.Sci. Eng., A, 480 (1–2), стр.
411–418.
[24] Дэн Д., Муракава Х. и Лян В., 2007, «Численное моделирование сварочной деформации
в больших конструкциях», Comput. Методы Прил. Мех. Eng.,
196 (45–48), с. 4613–4627.
[25] Кантемир, Д., Бертини, Л., Бегини, М., Барбьери, Л., и Спадаччини, Ф., 2007,
«Процедура конечных элементов для прогнозирования деформации отверстия в трубке из-за
. Сварка больших перфорированных пластин // Междунар.J. Трубопроводы сосудов под давлением, 84 (7), стр.
460–468.
[26] Лю К., Чжан Дж. Х и Сюэ, CB, 2011, «Численное исследование распределения и эволюции остаточных напряжений
при многопроходной сварке в узкий зазор
толстостенных труб из нержавеющей стали», Fusion Eng. Des., 86 (4–5), pp.
288–295.
[27] Wimpory, RC, May, PS, O’dowd, NP, Webster, GA, Smith, DJ, и
Kingstone, E., 2003, «Измерение остаточных напряжений в сварных деталях T-Plate
, ”Дж.Strain Anal. Англ. Des., 38 (4), pp. 349–365.
[28] Дэвис К. М., Вимпори Р. К., Парадоуска А. М. и Никбин К. М., 2010 г.,
«Измерение остаточного напряжения в сечениях крупномасштабных компонентов», Mater.
Sci. Форум, 652, с. 321–326.
[29] Ву, У., Эма, В., Микулаб, П., Анк, Г.-Б., Сонга, Б.-С., 2011, «Нейтрон
Дифракционные измерения остаточных напряжений в 50 мм толстый сварной шов, Матер.
Sci. Eng., А, 528, с. 4120–4124.
[30] Чен, X.Л., Янг, З., Браст, Ф. В., июль 2005 г., «Деформация и остаточное напряжение
во время сварки», «Процессы и механизмы сварки остаточным напряжением и
деформации», Woodhead Publishing, Кембридж, Великобритания, гл. 7. С. 225–263.
[31] Браст, Ф.В. и Ким, Д., июль 2005 г., «Снижение остаточного напряжения при сварке и
деформации», Процессы и механизмы сварки остаточного напряжения и деформации —
tion, Woodhead Publishing, Кембридж, Великобритания Глава. 8. С. 264–294.
061406-8 / Том. 134, ДЕКАБРЬ 2012 г. Транзакции ASME
Загружено с: http://pressurevesseltech.asmedigitalcollection.asme.org/ 22.06.2015 Условия использования: http://asme.org/terms
Влияние остаточного напряжения по механическим свойствам соединений FSW с SUS409L
Это исследование было выполнено для изучения распределения остаточных напряжений и влияния остаточного напряжения, образованного в зоне сварки, на механические свойства сварных соединений трением с перемешиванием с листами из нержавеющей стали 409L.Измерение остаточных напряжений методом сверления отверстий; оценка механических свойств, включая испытание на растяжение, испытание на удар по Шарпи и испытание на усталость; и наблюдение микроструктуры. У него нет остаточных напряжений, о которых можно было бы говорить, в центральной области зоны перемешивания, потому что накопленные напряжения снимаются в процессе динамической рекристаллизации, в то время как небольшое количество сжимающих остаточных напряжений образуется в поверхностной области зоны перемешивания, потому что сильной реакции сжатия уступом инструмента.Значительное количество сжимающих остаточных напряжений образуется в зоне термомеханического воздействия из-за синергии между тепловым расширением из-за теплопроводности из зоны перемешивания и механическим сжатием инструментом. Образование остаточных напряжений демонстрирует аналогичную тенденцию между наступающей стороной и отступающей стороной. Как уменьшение остаточного напряжения в зоне перемешивания, так и образование остаточного напряжения сжатия в зоне термомеханического воздействия способствуют улучшению механических свойств сварных соединений трением с перемешиванием.
1. Введение
Когда материалы свариваются обычными методами сварки плавлением, такими как сварка вольфрамовым электродом в среде инертного газа (TIG), сварка в среде инертного газа (MIG) и лазерная сварка, возникает несколько видов дефектов, таких как трещины затвердевания, сегрегация элементов , а хрупкие фазы обычно образуются из-за реакций плавления и затвердевания в сварных швах во время процесса сварки. Эти дефекты существенно ухудшают механические свойства сварных швов [1–9]. Остаточные напряжения, образующиеся в зоне сварки, являются одним из важнейших параметров, определяющих механические свойства сварных швов [10, 11].Anastassiou et al. сообщили, что остаточные напряжения в зоне сварки снижают усталостную прочность и сопротивление разрушению сварных швов, полученных методом точечной сварки [12]. Они обнаружили, что минимальные остаточные напряжения при сварке были достигнуты путем выбора соответствующих параметров сварки. Тем не менее документально подтверждено, что обычные процессы сварки плавлением приводят к высоким остаточным напряжениям и, следовательно, к плохим механическим свойствам соединений. Первоначальное развитие сварки трением с перемешиванием (СТС) было сосредоточено на сварке алюминиевых сплавов [13, 14].Твердотельный процесс СТП дает ряд преимуществ с точки зрения механических и металлургических свойств соединений. Благодаря этим преимуществам, FSW нашла применение в различных отраслях промышленности для соединения различных материалов [15, 16]. В наши дни эта технология только недавно была адаптирована для соединения нержавеющих сталей. Хотя в некоторых исследованиях [17–19] изучались остаточные напряжения в алюминиевых сплавах, свариваемых методом FSW, ни одно из них не фокусировалось на остаточном напряжении в нержавеющих сталях или на связи между остаточными напряжениями и механическими свойствами в нержавеющих сталях.В настоящем исследовании сварка трением с перемешиванием проводилась для изучения как образования остаточных напряжений в области сварки, так и их влияния на механические свойства соединений с листами SUS 409L. Распределение остаточных напряжений, возникающих в различных областях сварки, было количественно измерено методом сверления отверстий. Обсуждалось также формирование остаточных напряжений в каждой зоне сварки. Было точно исследовано влияние остаточного напряжения на механические свойства, такие как ударные и усталостные свойства.
2. Экспериментальные процедуры
Химический состав листов нержавеющей стали SUS 409L, используемых в настоящем исследовании, приведен в таблице 1. Сварочные образцы были приготовлены с размерами 400 мм (длина) × 150 мм (ширина) × 2 мм (толщина ). FSW проводился при скорости вращения инструмента 800 об / мин и скорости движения 250 мм / мин с помощью инструмента из PCBN выпуклого типа, имеющего диаметр зонда 5,5 мм и длину 1,6 мм. Угол наклона поддерживался равным нулю градусов. Вращающийся инструмент перемещался по стыковой линии между двумя сварочными образцами.Методы оптической микроскопии (OM, Olympus, GX51) и дифракции обратно рассеянных электронов (EBSD) были выбраны для наблюдения за микроструктурой области сварки и основного металла (BM). Образцы для наблюдения ОВ готовили механической полировкой с использованием суспензии кремнезема 0,5 мкм с последующим химическим травлением раствором нитала (40 мл HNO 3 + 60 мл HCl). Образцы EBSD получали механической полировкой с последующей электрохимической полировкой раствором 6% хлорной кислоты и 94% этанола.Данные ESBD были получены в автоэмиссионном сканирующем электронном микроскопе (FE-SEM, JEOL, JSM-700F, 200 кВ) и проанализированы с использованием программного обеспечения TSL OIM для получения микроструктурной информации. Образцы для испытаний были взяты из стыков в соответствии со стандартом и схематически показаны на рисунке 1. Как измерительная часть образцов для испытаний на растяжение и усталость, так и надрез образцов для испытаний на удар помещали в центр зоны перемешивания (SZ). Испытания на растяжение были выполнены с использованием машины для динамических испытаний материалов (Instron, 8801, 100 кН) с малоразмерными образцами JIS 2201 (толщина: 2 мм; расчетная длина: 30 мм) при скорости ползуна 1 мм / мин.Испытания на удар проводились с образцами KS B 0809 (толщина: 2 мм) с использованием прибора для испытаний на ударную вязкость по Шарпи (Zwick / Roell, RKP-450) со степенью удара молотком 150 °. Испытания на усталость проводились с использованием машины для испытаний на резонансную усталость с образцами ASTM E466 (толщина: 2 мм; расчетная длина: 24 мм). Максимальные использованные уровни напряжения были выбраны в зависимости от предела текучести для соединения FSW и основного металла. Были выбраны значения от 40 до 80 процентов от предела текучести. Применяли коэффициент напряжений R = 0,1.Усталостная долговечность определялась как количество циклов до отказа. Количество циклов, считающееся пределом для бесконечной жизни, составило 10 7 циклов. Для измерения остаточных напряжений в зоне сварки был выбран метод сверления отверстий. Этот метод измеряет остаточное напряжение с помощью датчиков, которые реагируют на изменение электрического сопротивления. Значение электрического сопротивления изменяется, когда остаточные напряжения, образовавшиеся в зоне сварки, снимаются путем сверления отверстия. В этом исследовании датчики типа B применялись в соответствии со стандартом ASTM E837, а отверстия диаметром 2 мм просверливались от поверхности к глубине.Остаточные напряжения измерены на БМ, СЗ, ТМАЗ-АС, ТМАЗ-РС на 0,1 мм сверления.
| ||||||||||||||||||||||||||||||||||||||
3. Результаты
3.1. Микроструктура
На рис. 2 показаны макроскопические и микроскопические изображения поперечного сечения стыков FSW. При наблюдении под оптическим микроскопом не было обнаружено макро- и микросварочных дефектов. Область сварки стыков СТС состояла из зоны перемешивания (ЗС) и зоны термомеханического воздействия (ЗПВ). SZ — это динамически рекристаллизованная область, характеризующаяся гораздо более мелкими зернами, чем у BM.Расположенный между SZ и BM, TMAZ, в отличие от SZ, сохранил деформированную и / или удлиненную структуру вдоль SZ, как демонстрирует анализ EBSD, представленный в разделе «Обсуждение». По мере того как сварка TIG продолжается с плавлением и затвердеванием соединительных материалов, в FZ формируется литая структура [6]. Напротив, только рекристаллизованная и деформированная структура образовывалась без литой структуры в соединениях FSW из-за характеристик сварки в твердом состоянии, характерных для FSW. Считалось, что эти характерные микроструктуры, образующиеся в сварных соединениях, тесно связаны с развитием остаточных напряжений и их механическими свойствами.Стрелки на рисунке 3 указывают позиции измерения остаточного напряжения. Остаточные напряжения измерялись в направлении толщины от поверхности стыка до глубины 1 мм, так что точки измерения содержали SZ и TMAZ в стыках.
3.2. Распределение остаточного напряжения
Положения для измерения остаточного напряжения схематически показаны на рисунке 3. Остаточное напряжение было измерено на BM, SZ, на продвигающейся стороне TMAZ (TMAZ-AS) и на отступающей стороне TMAZ (TMAZ-RS) как функция глубина от поверхности стыков.Как показано на вставке, TMAZ-AS и TMAZ-RS прошли как через SZ, так и через TMAZ. На рис. 4 показано распределение остаточных напряжений основного металла, прилегающего к области сварки. Независимо от глубины от поверхности, остаточные напряжения поперечного направления (TD) и направления сварки (WD) практически не обнаруживались. Считалось, что остаточные напряжения, возникающие в процессе прокатки, были устранены, поскольку листы основного металла были полностью отожжены на этапе термообработки. На рис. 5 показано распределение остаточных напряжений в зоне перемешивания соединения FSW.Практически все участки имели низкие остаточные напряжения при растяжении. Однако некоторая степень сжимающих остаточных напряжений была измерена на площади поверхности. Считалось, что инструмент выпуклого типа оказывает влияние на образование сжимающих остаточных напряжений на поверхности в зоне перемешивания. Остаточные напряжения как в TD, так и в WD представляли один и тот же компонент, и их значения в целом были одинаковыми. На рисунках 6 и 7 показано распределение остаточных напряжений в TMAZ-AS и TMAZ-RS соответственно.В этих областях были получены результаты, совершенно отличные от результатов в зоне перемешивания. Область, соответствующая ТМАЗ, то есть на глубинах от 0,7 мм до 0,9 мм, выражала остаточное напряжение сжатия, превышающее 200 МПа. В TMAZ-AS остаточное напряжение сжатия в WD было немного больше, чем в TD. Такая же тенденция была и на ТМАЗ-РС. Кроме того, сжимающие остаточные напряжения, измеренные в области TMAZ-RS, также были больше, чем в области TMAZ-AS. Считалось, что эти результаты были связаны с приложенной силой, и явления течения материала в области сварки включают SZ и TMAZ во время сварки трением с перемешиванием.Эти явления можно объяснить предыдущим исследованием. Зерно TMAZ-AS имеет тенденцию проявлять больше характеристик текучести материала, чем у TMAZ-RS, из-за взаимодействия TMAZ-RS и столкновения текучих металлов TMAZ-AS и TMAZ-RS, вращающихся в разных направлениях. При более сильной механической силе и более высокой температуре металл на TMAZ-AS может течь более резко, а зерна на AS легко удлиняются и демонстрируют более высокие характеристики текучести, чем TMAZ-RS [20]. Таким образом, было подтверждено, что низкий уровень остаточного напряжения растяжения и значительная величина остаточного напряжения сжатия образуются в центре зоны перемешивания и на краю зоны перемешивания соответственно.Это сильно отличается от результатов соединения TIG, которое обычно формирует растягивающие остаточные напряжения в зоне плавления [6]. Было высказано предположение, что разница в образовании остаточных напряжений в зоне сварки может влиять на механические свойства соединений.
3.3. Механические свойства
На рис. 8 показаны кривые растяжения, полученные в результате испытаний на растяжение соединения FSW и основного металла.Предел текучести и предела прочности при растяжении у них были аналогичными, хотя удлинение соединения FSW было немного ниже, чем у основного металла. Разрушение стыка СТП произошло в основном металле, а не в зоне сварки. В результате было обнаружено, что стопроцентная эффективность соединения может быть достигнута при оптимальных условиях процесса в случае листов из нержавеющей стали SUS 409L.
Результаты испытаний на ударную вязкость по Шарпи показаны на рисунке 9. Ударные свойства оценивались путем измерения энергии зарождения трещины ( E i ), энергии распространения трещины ( E p ), и полная энергия ( E t ), поглощенная до разрушения. E i двух экземпляров был почти одинаковым. Однако E p соединения FSW было выше, чем у основного металла. Такой результат необычен для сварочных работ. Как правило, ударные свойства сварных соединений, изготовленных обычным способом сварки, таким как дуговая и лазерная сварка, ниже, чем у основного металла. Из-за этого различия авторы думали, что образование ультрамелких зерен в зоне перемешивания, как показано на рисунке 2, повлияло на увеличение энергии распространения трещин.Эти результаты говорят о том, что ударные свойства, превосходящие свойства основного металла, могут быть получены с помощью оптимизированных условий процесса FSW.
Усталостные свойства соединений FSW и основного металла показаны кривыми S-N (число напряжений) на рисунке 10. Кривая S-N соединения FSW была идентична таковой для основного металла. Как для соединения FSW, так и для основного металла было обнаружено, что усталостная долговечность считается бесконечной, когда максимальное напряжение было нагружено в диапазоне 40 ~ 80 процентов от предела текучести.Предел выносливости стыков СТС, изготовленных в настоящих условиях, составлял около 150 МПа. Эти результаты показывают, что хорошие усталостные свойства, эквивалентные усталостным свойствам основного металла, могут быть получены при оптимальных условиях процесса FSW листов из нержавеющей стали SUS 409L. Как эволюция характерной микроструктуры, так и остаточного напряжения, а также их возможное влияние на механические свойства стыков FSW обсуждались в следующем разделе.
4. Обсуждение
4.1. Развитие остаточных напряжений в соединениях FSW
Остаточные напряжения — это напряжения, которые существуют в материалах, хотя внешние силы не применяются. В частности, остаточные напряжения — это напряжения, которые существуют в конструкциях, остающихся в состоянии равновесия, даже после того, как первоначальная причина напряжений была устранена. Остаточные напряжения могут возникать в результате различных механизмов, включая пластические деформации, температурные градиенты во время теплового цикла или структурные изменения с фазовым превращением.Тепло от сварки может вызвать локальное расширение, которое поглощается во время сварки либо расплавленным металлом, либо размещением свариваемых деталей. Когда готовый сварной шов остывает, зона плавления остывает и сжимается больше, чем другие. В результате остаются остаточные напряжения в соединениях, изготовленных обычными методами сварки, включая плавление и коагуляцию. Однако остаточные напряжения не образуются, если листы нагреваются с равномерным распределением температуры. Другими словами, остаточные напряжения, возникающие при сварке, образуются из-за неравномерного распределения температуры по области сварки.Следовательно, распределение остаточных напряжений определяется в соответствии с градиентом температуры в каждом направлении. Кроме того, сумма остаточного напряжения растяжения, образованного сжатием при затвердевании, и остаточным напряжением сжатия, возникающим в результате расширения при ликвидации, всегда сводится к нулю, поскольку конструкции с остаточным напряжением остаются в состоянии равновесия. Сварка трением с перемешиванием — это один из типичных процессов сварки в твердом состоянии, который не включает плавление. Следовательно, может возникнуть разница в распределении остаточных напряжений по сравнению с обычными сварочными процессами.На основании результатов, представленных на рисунках 4–7, поведение формирования остаточного напряжения в зоне сварки во время сварки трением с перемешиванием показано на рисунке 11. Во-первых, в этом исследовании рассматривается формирование остаточного напряжения в зоне перемешивания. σ x , которое представляет собой остаточное напряжение направления сварки (направление длины, x — направление), образуется в результате неоднородного распределения температуры в направлении ширины ( y — направление). В случае переднего поперечного сечения A-A (рис. 11 (b)) рядом с инструментом в качестве источника тепла при сварке, в то время как температура вокруг линии сварного шва немного повышается, температура участка, который остается далеко в направлении ширины, не повышается.Следовательно, вокруг линии сварного шва температура имеет тенденцию к расширению в продольном направлении, а на участке, удаленном от линии сварного шва, температура остается неизменной. В результате силы в направлении x уравновешиваются как давление сжатия рядом с линией шва и растягивающее напряжение вдали от линии шва. В случае поперечного сечения BB, которое представляет собой зону перемешивания, сжимающие напряжения, создаваемые при начальном нагреве, становятся близкими к нулю, поскольку предел текучести и коэффициент упругости становятся очень маленькими, когда температура в зоне перемешивания достигает 70% -ной степени температуры плавления. основного металла.Высокая температура достаточна для перекристаллизации зерен, накопленных в результате деформации, в зоне перемешивания. На рисунке 12 показан результат наблюдения микроструктуры в то время. Как показано на рисунках 12 (a) и 12 (b), в то время как SZ сформирована из равноосных мелких зерен, которые, как считается, образовались в результате динамической рекристаллизации во время сварки трением с перемешиванием, TMAZ демонстрирует деформированную сдвигом зеренную структуру, сформированную механическим потоком металла. Можно предположить, что напряжение, возникающее в начале процесса перемешивания трением, почти снимается в процессе динамической рекристаллизации, которая происходит в результате теплоты трения и пластического течения.Напряжение сжатия остается в TMAZ, который является границей SZ и основного металла, из-за теплового градиента, и будет возникать растягивающее напряжение вдали от линии сварного шва для достижения равновесия сил по отношению к сжимающему напряжению, остающемуся вблизи граничного участка. После прохождения поперечного сечения B-B процесс нагрева заканчивается и начинается процесс охлаждения вокруг линии сварки. Когда начинается процесс охлаждения, считается, что небольшое растягивающее напряжение формируется в поперечном сечении C-C с линией сварного шва в центре, потому что сжатие происходит упруго вокруг линии сварного шва.Эти результаты противоречат тому результату, что остаточное напряжение растяжения в значительной степени применяется к зоне плавления при обычном способе сварки. Напряжение образуется для обеспечения равновесия сил в области, удаленной от линии сварного шва. Формирование остаточного напряжения на ТМАЗ, которое является границей SZ и BM, аналогично формированию на участке A-A, но результат показывает, что напряжение сжатия более развито. Это происходит из-за синергетического эффекта как теплового расширения за счет теплопроводности от SZ, так и значительного напряжения сжатия, возникающего в результате механического сжатия под действием нагрузки инструмента.В секции сварки трением с перемешиванием, в отличие от зоны сварного шва при традиционной сварке плавлением, на ТМАЗ создается значительное остаточное напряжение сжатия, и некоторая часть остаточного напряжения сжатия и остаточного напряжения тонкого растяжения формируется в области поверхности и в центральной области SZ, соответственно.
4.2. Взаимосвязь между остаточным напряжением и механическими свойствами в соединениях FSW
В области сварки плавлением, такой как дуговая, контактная или лазерная, обычно остаточные напряжения образуются примерно с одинаковой величиной предела текучести основного металла.Другими словами, при традиционной сварке плавлением перед добавлением внешней силы действует значительный уровень напряжения, и это остаточное напряжение влияет на механические свойства сварной конструкции. Акбари и др. экспериментально измерено и численно проанализировано остаточное напряжение в сварных швах нержавеющей стали 304L в процессе сварки TIG. В результате было сообщено, что, хотя в зоне плавления образуется остаточное напряжение растяжения, близкое к 200 МПа, в зоне термического влияния образуется соответствующее остаточное напряжение сжатия.Как правило, даже если процесс сварки оптимизирован и в зоне плавления отсутствуют дефекты, остаточные напряжения растяжения в зоне плавления значительно снижают механические свойства. Напротив, как показано на рисунках 8–10, прочность на разрыв и усталостные свойства соединений, сваренных трением с перемешиванием, превышают уровень основного металла, и установлено, что усталостная характеристика равна основному металлу. Эти результаты противоречат результатам сварных швов, полученных традиционным способом сварки плавлением, упомянутым выше.Считается, что это результат разницы в составляющей остаточного напряжения, создаваемой сваркой трением с перемешиванием в зоне сварки. Другими словами, образование остаточного напряжения сжатия у поверхности зоны перемешивания, незначительный уровень остаточного напряжения растяжения в зоне перемешивания и значительный уровень остаточного напряжения сжатия в зоне термомеханического воздействия способствуют поддержанию уровня механических свойств в равной степени. с основным металлом. В случае сварных швов, выполненных традиционным способом сварки плавлением, в которых остаточное напряжение при растяжении, созданное в зоне плавления, близко к пределу текучести его материала, существует высокая вероятность пластической деформации из-за циклической сжимающей и растягивающей нагрузки или дополнительной статической растягивающей нагрузки. .Однако в случае соединений, выполненных сваркой трением с перемешиванием, в которых остаточное напряжение сжатия как первичное остаточное напряжение формируется в SZ и TMAZ, пластическая деформация и разрыв задерживаются при приложении дополнительных нагрузок. Считается, что механические свойства соединений СТП улучшаются как за счет образования сжимающих остаточных напряжений в ТМАЗ, так и за счет уменьшения остаточных напряжений за счет динамической рекристаллизации в СЗ.
5. Заключение
Это исследование было выполнено для изучения распределения остаточных напряжений и влияния остаточного напряжения, образовавшегося в зоне сварки, на механические свойства сварных соединений трением с перемешиванием с листами из нержавеющей стали 409L.Выводы, полученные при измерении остаточных напряжений методом сверления отверстий; оценка механических свойств, включая испытание на растяжение, испытание на удар по Шарпи и испытание на усталость; и микроструктуры следующие: (1) У него нет остаточных напряжений, о которых можно было бы говорить, в центральной области зоны перемешивания, потому что накопленные напряжения снимаются в процессе динамической рекристаллизации, в то время как небольшое количество сжимающих остаточных напряжений уменьшается. образуется на поверхности зоны перемешивания из-за сильной реакции сжатия уступом инструмента.(2) Значительное количество сжимающих остаточных напряжений образуется в зоне термомеханического воздействия из-за синергии между тепловым расширением из-за теплопроводности из зоны перемешивания и механическим сжатием инструментом. Образование остаточных напряжений демонстрирует аналогичную тенденцию между наступающей стороной и отступающей стороной. (3) Как уменьшение остаточного напряжения в зоне перемешивания, так и образование остаточного напряжения сжатия в зоне термомеханического воздействия способствуют улучшению механических характеристик. свойства сварных соединений трением с перемешиванием.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Эта работа была поддержана Проектом коммерциализации производственных технологий (JB170007) Корейского института промышленных технологий. Часть настоящего исследования также была поддержана проектом (KX170002) производственной технологии для коммерциализации Корейской корпорации промышленного комплекса.
Метод анализа остаточных сварочных напряжений и деформаций на основе собственной деформации
Аннотация
Представлена фундаментальная теория анализа остаточных сварочных напряжений и деформаций на основе собственной деформации, распределенной по сварному соединению.Первая часть этой статьи посвящена общему решению двумерной проблемы внутренних напряжений, которая является частным случаем теории внутренних напряжений, представленной автором в предыдущей работе. В сварных конструкциях внутренняя деформация обычно создается в узкой полосообразной области, которая окружает сварное соединение. Следовательно, анализ остаточных напряжений, возникающих при сварке, можно упростить, используя модель, в которой предполагается, что внутренняя деформация распределяется по линии. В этом случае характеристики идеализированной собственной деформации могут быть выражены интенсивностью распределения.Понятие внутренней усадки сварного соединения вводится через продольные и поперечные составляющие этой интенсивности внутренней деформации.
Вторая часть касается аналогии между двумерной проблемой внутреннего напряжения и проблемой внутреннего прогиба пластины. Общее решение проблемы собственного прогиба упругой пластины непосредственно получается из этой аналогии путем введения собственной кривизны, соответствующей внутренней деформации. Таким образом, собственная сварочная деформация определяется как комбинация внутренней усадки и собственного коробления.В этой статье собственная сварочная деформация представлена шестью основными компонентами, а именно: продольной усадкой, поперечной усадкой, смещением; продольная деформация, поперечная деформация и скручивание. Схематично они проиллюстрированы на фиг.7.
В последней части представлен пример распределения собственной деформации вдоль стыкового сварного соединения. Это было пересчитано автором на основании теоретических результатов термоупругопластического анализа переходных сварочных напряжений, проведенного проф.И. Цудзи из Университета Кюсю.
SCIRP с открытым доступом
Недавно опубликованные статьи
Подробнее >>
Комплексное спасение конечностей с помощью плацентарных аллотрансплантатов: пилотное исследование ()
Даниэль А. Торнбург, Арета Коваль-Верн, Уильям Х. Теттельбах, Кевин Н.Фостер, Марк Р. Мэтьюз
Хирургические науки Том 12 No3, 22 марта 2021 г.
DOI: 10.4236 / ss.2021.123010 14 Загрузки 40 Просмотры
Квантовой механике нужен принцип коллапса волновой функции — но этот принцип не должен быть неправильно понят ()
София Д.Векслер
Журнал квантовой информатики Том 11 No1, 22 марта 2021 г.
DOI: 10.4236 / jqis.2021.111004 16 Загрузки 45 Просмотры
Факторы, мотивирующие управление человеческими ресурсами (HRM) в государственном и частном секторах ()
Хайри Мохамед Омар
Открытый журнал бизнеса и менеджмента Vol.9 No2, 22 марта 2021 г.
DOI: 10.4236 / ojbm.2021.92036 14 Загрузки 43 Просмотры
Воздействие Microcystis aeruginosa на водных бентосных макробеспозвоночных в штате Нью-Джерси ()
Стефани Бек, Meiyin Wu
Успехи в микробиологии Vol.11 No3, 22 марта 2021 г.
DOI: 10.4236 / aim.2021.113012 9 Загрузок 28 Просмотры
Лунный LIGO для Возвращения НАСА на Луну ()
Томас Л. Уилсон
Журнал современной физики Vol.12 No4, 22 марта 2021 г.
DOI: 10.4236 / jmp.2021.124035 9 Загрузок 40 Просмотры
Вклад в изучение биодетериогенной флоры трех исторических церквей Калабрии (Южная Италия) ()
Мария Эмануэла Маскаро, Джузеппе Пеллегрино, Ида Де Роуз, Анна Мария Палермо
Открытый экологический журнал Vol.11 No3, 22 марта 2021 г.
DOI: 10.4236 / oje.2021.113021 13 Загрузки 50 Просмотры
Плоский блок Erector Spinae под ультразвуковым контролем для хирургии поясничного стеноза позвоночника ()
Айхан Шахин, Онур Баран, Ахмет Гюлтекин, Гюлькан Гюсер Шахин, Кавидан Арар
Открытый анестезиологический журнал Vol.11 No3, 22 марта 2021 г.
DOI: 10.4236 / ojanes.2021.113008 12 Загрузок 41 Просмотры
Стратегия внедрения на основе блочного среднего и двойного стего ()
М. Хабибур Рахман, А. Х. М.Камал
Журнал компьютеров и коммуникаций Том 9 No3, 22 марта 2021 г.
DOI: 10.4236 / jcc.2021.93005 10 Загрузки 28 Просмотры
Миелодиспластический синдром, вторичный по отношению к множественной миеломе: отчет о болезни и обзор литературы ()
Ванцю Чжан, Цяньшань Тао, Иньвэй Ли, Инь Пань, Цин Чжан, Фань Ву, Чжиминь Чжай
Журнал биологических наук и медицины Vol.9 No3, 22 марта 2021 г.
DOI: 10.4236 / jbm.2021.93005 7 Загрузок 21 Просмотры
Маломощный, маломощный динамически реконфигурируемый 64-битный сумматор обработки мультимедийных сигналов ()
Присцилла Шарон Олвин, Chien-In Генри Чен
Журнал компьютеров и коммуникаций Vol.9 No3, 22 марта 2021 г.
DOI: 10.4236 / jcc.2021.93004 14 Загрузки 51 Просмотры
Влияние граничных условий на остаточные напряжения и деформацию пластины из нержавеющей стали 316, сваренной встык
В настоящей работе для прогнозирования остаточных напряжений и деформации в процессе сварки GTA был разработан и применен метод конечных элементов (FE).Для анализа берется пластина из нержавеющей стали толщиной 3 мм. Прогноз остаточных напряжений и деформации выполняется с помощью термического и механического анализа, который последовательно связан. Последовательно изучались термический анализ и механический анализ пластины, подверженной движению источника тепла. КЭ анализ выполняется в программе ANSYS. В переходном термическом анализе для тепловложения дуги использовалась модель распределения Гаусса. При моделировании учитываются физико-механические свойства, зависящие от температуры.Учитываются потери теплопередачи через все три механизма. Для проверки анализа, смоделированного КЭ, проводится эксперимент. Предсказанные тепловые истории очень близко согласуются с измеренными показаниями термопары. После проверки результатов термического анализа истории переходных процессов используются в качестве входных данных для дальнейшего механического анализа для моделирования. Теория больших перемещений используется для проведения механического анализа. Численно исследовано влияние ограничений на деформацию и остаточные напряжения.Обсуждаются и представлены результаты расчетов напряжений и деформаций для различных случаев.
1 Введение
Деформация компонентов возникает из-за остаточного напряжения, создаваемого в материале из-за неравномерного процесса нагрева и охлаждения, такого как сварка. Основными факторами, влияющими на остаточные напряжения в компонентах, являются подвод тепла, геометрические параметры, свойства материала и расположение креплений. Редко встречаются статьи о влиянии расположения светильников.Правильное расположение креплений помогает уменьшить искажения и в то же время увеличивает остаточные напряжения в компонентах [1]. Для сведения к минимуму деформации и остаточных напряжений необходимо доскональное знание расположения приспособлений и механизма деформации. Деформация компонентов возникает из-за остаточных напряжений и переходных термических деформаций во время производственного процесса, которые включают локальный нагрев. Более высокая величина остаточного напряжения приводит к потере характеристик при коррозии, усталости и разрушении.Повышенная деформация приводит к плохой точности размеров, и детали могут быть отклонены во время сборки и увеличивают стоимость доработки.
FE — это эффективный инструмент для прогнозирования термической истории, остаточных напряжений и деформации в компонентах, когда источник тепла перемещается по его поверхности [2, 3]. Ограничение во время КЭ играет жизненно важную роль в моделировании остаточных напряжений и деформации. Несколько исследователей применили одноточечные ограничения с целью прогнозирования остаточного напряжения компонентов в своем исследовании.Ограничения имеют большее влияние на остаточное напряжение, создаваемое в компонентах. Соответствующий выбор ограничений важен для контроля искажения компонентов в практических приложениях. Исследования и анализ, относящиеся к влиянию ограничений, редко можно найти в литературе.
Чен и др. . [4] разработал МКЭ для прогнозирования распределения температуры, остаточных сварочных напряжений и деформации в сварных соединениях с газовой вольфрамовой дугой (GTA).Модель источника тепла, основанная на двойном эллипсоиде, использовалась в анализе переходных процессов теплопередачи для прогнозирования тепловой истории. Венкаткумар и Равиндран [5] исследовали влияние поверхностного и объемного источника тепла на тепловую историю. Также изучается влияние теории больших и малых смещений на остаточные напряжения и деформации [5]. Чанг и др. . [6] исследовали остаточные напряжения, возникающие в угловых швах тройников. В их исследовании нагрев сварочной дуги моделировался гауссовым распределением тепла по поверхности, а капли расплава моделировались объемным источником тепла.Хашемзаде и др. . [7] исследовали влияние толщины на вертикальный прогиб тонких пластин из нержавеющей стали. Зубайруддин и др. . [8] исследовали остаточные напряжения и деформацию в хромистой стали с помощью последовательного термомеханического анализа. Авторы сообщили, что искажение можно точно оценить с помощью теории больших искажений. Ван и др. . [9] смоделировали предсказание продольного изгиба и угловой деформации в тройниковых соединениях, а деформация была предсказана с использованием теории больших деформаций.Адак и др. . [9] исследовали влияние ограничений на напряжения, вызванные сваркой, и деформацию пластины. Кроме того, были исследованы механические реакции пластины при различных условиях ограничения, а также изучалось влияние на геометрию пластины и сеточные модели [10]. Ниншу и др. . [11] исследовали влияние зажимного приспособления на сварочную деформацию при неограниченных граничных условиях. Роберт и др. . проанализированы угловые искажения в процессе сварки металлов в инертном газе.В их исследовании были определены граничные условия жесткого зажима для прогнозирования сварочной деформации. Хайнце и др. . [13] сообщили о результатах, относящихся к высоким условиям ограничения остаточных напряжений при сварке. Авторы исследовали поперечную усадку фиксатора и свободную усадку в различных случаях ограничения. Ли и др. . [14] проанализировали влияние проточной воды на температуру и вызванные остаточные напряжения. Они обнаружили, что на температуру внутренней поверхности и остаточные напряжения, вызванные сварным швом, сильно влияет проточная вода.Юпитер и др. . [15] сообщили о влиянии последовательности сварки на угловую деформацию низкоуглеродистой стали. Сюй и др. . [16] предсказал осевую деформацию в трубах с кольцевым сварным швом с различной толщиной стенки.
В настоящем исследовании влияние ограничений было проанализировано с помощью трехмерного последовательно связанного термомеханического анализа [1, 3] в FEA, и представлены результаты. Остаточные напряжения и деформация прогнозируются для пяти различных условий крепления с использованием теории больших смещений.Модель FEM была подтверждена для предсказания тепловых историй с помощью экспериментальных процедур. Ограничения фиксируются на заданном расстоянии от центральной линии сварного шва, а влияние деформации и остаточного напряжения прогнозируется и обсуждается.
2 Вычислительная процедура
С целью прогнозирования влияния расположения приспособлений во время сварочных процессов на остаточные напряжения и деформацию компонентов в среде ANSYS был разработан метод конечных элементов.Вышеупомянутое исследование проводится в два последовательных этапа. На первом этапе был проведен переходный термический анализ для моделирования тепловых историй и подтвержден их с использованием экспериментальных результатов. Для исследования используется гауссовская модель распределения тепла. Также было смоделировано динамическое движение источника тепла и выполнен переходный анализ. На втором этапе результаты, полученные на основе термического анализа, используются в качестве входных данных для прогнозирования остаточного напряжения и деформации с использованием механического анализа для различных мест крепления.Подробная процедура построения модели материала подложки, граничных условий, моделирования источника тепла, проверки и точной настройки МКЭ и искажения при различных положениях крепления представлены в следующих разделах.
3 Термический анализ
3.1 FE Модель подложки Материал
Материалом подложки для исследования служила пластина из нержавеющей стали 316 размером 125 × 150 мм и толщиной 3 мм. Первоначально подложка была смоделирована с использованием техники прямого создания узлов с использованием ANSYS Parametric Data Language (APDL).Модель разработана с использованием трехмерных восьмиузловых кирпичных элементов (SOLID70) с одной степенью свободы [5, 10]. Рядом с зоной сварного шва используется очень мелкая сетка, которая становится крупнее по мере удаления от зоны сварного шва. Минимальный размер элемента составлял 0,24 мм × 1 мм × 0,5 мм. Модель FE содержит 44450 узлов и 37044 элемента для обеих пластин.
3.1.1 Свойства материала и граничные условия
Свойства материала, такие как теплопроводность, удельная теплоемкость и плотность, сильно зависят от температуры.Поскольку переходный термический анализ выполняется при более высоких температурах, абсолютно необходимо использовать физические свойства материала, соответствующие температуре образца во время процесса нагрева. Температурно-зависимые свойства материала, соответствующие нержавеющей стали 316, представлены в таблице 1. Данные, представленные в таблице 1, взяты из опубликованных статей различных исследователей [17, 18, 19]. Кроме того, неизбежны тепловые потери от источника тепла в процессе сварки.Необходимо уделить должное внимание настройке модели FE для отображения фактических условий сварки. Основные потери тепла происходят из-за конвекции и излучения. Комбинированный коэффициент теплопередачи для тепловых потерь определяется следующим уравнением (1), предложенным Kyong-Ho et al . [6] и применяется ко всем свободным поверхностям модели.
Таблица 1Термомеханические свойства нержавеющей стали 316.
| Темп.( ∘ C) | Плотность (кг / м 3 ) | Электропроводность (Вт / м ∘ C) | Удельная теплоемкость (Дж / г ∘ C) | Коэфф. Термической эксп. (1 × 10 −6 / ∘ C) | Модуль Юнга (ГПа) | Коэффициент Пуассона | Предел текучести (МПа) |
|---|---|---|---|---|---|---|---|
| 20 | 8030.47 | 13,63 | 464,73 | 15,24 | 196 | 0,267 | 320 |
| 100 | 7997.02 | 14,99 | 494,23 | 15,80 | 188 | 0,273 | 211 |
| 200 | 7954.03 | 16.62 | 522,74 | 16,43 | 180 | 0,290 | 167 |
| 300 | 7909,76 | 18,19 | 543,92 | 16,97 | 172 | 0,310 | 145 |
| 400 | 7864,18 | 19,72 | 559.87 | 17,44 | 164 | 0,322 | 135 |
| 500 | 7817,31 | 21,26 | 572,69 | 17,85 | 156 | 0,313 | 129 |
| 600 | 7769,13 | 22,81 | 584,49 | 18.21 | 148 | 0,296 | 123 |
| 700 | 7719.66 | 24,42 | 597,368 | 18,54 | 139 | 0,282 | 117 |
| 800 | 7668.90 | 26,09 | 613,45 | 18,83 | 131 | 0.262 | 111 |
| 900 | 7616,83 | 27,86 | 634,82 | 19,11 | 123 | 0,240 | 105 |
| 1000 | 7563,47. | 29,76 | 663,58 | 19,38 | 112 | 0,229 | 99 |
| 1100 | 7508.81 | 31,81 | 701,85 | 19,66 | 94,4 | 0,223 | 66 |
| 1200 | 7452,85 | 34,03 | 751,72 | 19,95 | 11,7 | 0,223 | 43 |
| 1300 | 7395.60 | 36.46 | 815,30 | 19,95 | 7,0 | 0,223 | 13,5 |
| 1400 | 7354,75 | 38.29 | 869.09 | 20,7 | 5,56 | 0,223 | 10 |
(1) час знак равно ϵ σ Т + 273 4 — Т 0 + 273 4 Т — Т 0 + час c
Где T o = 26 ∘ C — температура в помещении, σ = 5.67 × 10 −8 Дж / (м 2 K 4 с) — постоянная Стефана-Больцмана. h c = 15 Вт / м 2 K — коэффициент конвективной теплопередачи, ε = 0,2 — коэффициент излучения. Эффект затвердевания сварочной ванны смоделирован с учетом скрытой теплоты плавления. Значение скрытой теплоты составляет 270 Дж / г. Температуры солидуса и ликвидуса составляют 1450 ∘ ° C и 1500 ∘ ° C соответственно [20].
3.1.2 Моделирование источника тепла
Точность прогнозируемых тепловых историй переходных процессов в основном зависит от тщательного выбора и моделирования источника тепла. Однако различные источники тепла использовались различными исследователями, движущийся гауссовский источник тепла, смоделированный Фридманом [5, 20], используется в настоящем исследовании благодаря лучшему распределению тепла в различных точках в геометрической зоне источника тепла. . Движущаяся сварочная дуга моделируется как распределение теплового потока на поверхности по Гауссу в соответствии с уравнением (2), приведенным ниже.
(2) Q Икс , z знак равно 3 Q π р б 2 exp — 3 [ Икс 2 + z 2 ] р б 2
Где Q = подвод тепла при сварке, r b = радиус дуги (принимается как 3 мм) и X, Z = координаты в пределах радиуса дуги.Источник тепла Гаусса — это модель, в которой тепло выделяется над поверхностью; поэтому его можно наносить на тонкие пластины. В данной работе толщина используемой пластины составляет 3 мм.
Поглощение « Q » рассчитано для сварочного тока 100 А и напряжения 24 В. Эффективность сварочной дуги считается 85%. Скорость сварки дуги 2,415 мм / с. Имитация движения источника тепла вдоль центральной линии сварного шва. В моделировании предполагается, что пластина закреплена, а источник тепла перемещается по поверхности пластины.Это достигается с помощью программирования APDL в ANSYS. Первоначально подбираются элементы, охватываемые источником тепла, для подачи тепла на заданные временные интервалы. Для итерации теплового баланса используется метод Ньютона-Рафсона [5].
Приращение времени ANSYS для каждого временного шага рассчитывается автоматически. Эффекты, произведенные на определенном элементе над пластиной на предыдущем шаге, переносятся на следующий шаг. Скорость движущегося источника тепла определяется скоростью сварочной горелки.Гауссово распределение теплового потока на поверхности сварочной дуги заданного радиуса показано на рисунке 1, на котором показано изменение теплового потока разными цветами.
Рисунок 1
Гауссово поверхностное распределение теплового потока сварочной дуги.
3.1.3 Проверка конечно-элементной модели в термическом анализе
Прогнозируемые тепловые истории используются в качестве входных данных для модели FE при анализе напряжений для моделирования остаточных напряжений и деформации сварных швов.Выходные результаты механического анализа сильно зависят от точности тепловой модели. Следовательно, тепловая модель подтверждается с использованием экспериментальных результатов. Сравнение результатов между предсказанными и измеренными представлено в разделе результатов и обсуждения.
Термопары типа К диаметром 0,5 мм закрепляются на верхней поверхности пластины с помощью процесса точечной сварки с помощью обученных технических специалистов. Распределение температуры во время процесса сварки измеряется в определенных точках, как показано на рисунке 2.
Рисунок 2
Принципиальная схема образца стыкового соединения и расположение термопар.
Выход термопар подключен к регистратору данных, который связан с компьютером для хранения тепловых историй с каждым миллисекундным интервалом. Механизм автоматического перемещения горелки используется для выполнения сварочного процесса. Экспериментальная установка показана на рисунке 3. Во время эксперимента образец полностью удерживается во время нагрева и охлаждения в процессе сварки.
3.1.4 Механический (структурный) анализ
Для прогнозирования остаточных напряжений и деформации используется та же модель КЭ, используемая в термическом анализе, путем переключения элемента с тепловых на структурные и ограничивающие граничные условия. Элемент SOLID185 используется для расчета остаточных напряжений и деформации [10]. Прогнозируемые переходные тепловые истории используются в качестве входных данных для механического анализа. Ползучесть материала не принимается во внимание, поскольку материал подвергается воздействию высоких температур в течение короткого промежутка времени [17].Общая скорость деформации материала выражается как сумма упругих, пластических и термических деформаций. Упругая деформация моделируется изотропным законом Хука с температурно-зависимым модулем Юнга и коэффициентом Пуассона. Для пластической деформации учитываются правило линейного изотропного упрочнения и поверхность текучести по фон-мизесу [3, 10, 21, 22]. Кроме того, коэффициент теплового расширения используется для моделирования тепловой деформации. Деформация при сварке компонентов сильно зависит от положения приспособлений во время процесса сварки.Следовательно, в этом анализе граничные условия (расположение креплений) выбираются так, чтобы рассчитать остаточные напряжения и деформации сварного шва. В связи с анализом влияния положений ограничений на остаточные напряжения и деформацию, исследование выполняется путем размещения креплений в пяти различных случаях.
Граничное условие для структурного анализа для различных случаев показано на рис. 4 (a) — 4 (c). Рисунок 4 (а) иллюстрирует граничные условия пластины без ограничений (без зажима).Движение твердого тела предотвращается путем фиксации корпуса, как показано на рисунке 4 (а), путем ограничения трех углов, при этом один угол остается свободным, чтобы обеспечить свободное расширение материала [6, 7, 23, 24].
Рисунок 4
Граничные условия для механического анализа: (a) Отсутствие ограничения (Предотвращение движения жесткого тела) (b) полное ограничение в средних узлах и (c) полное ограничение в угловых узлах.
Один из углов задерживается по всем трем направлениям.Другой угол фиксируется в направлении «y» и «z», тогда как оставшийся угол фиксируется только в направлении «y». На рисунке 4 (b) показано, что положение приспособлений в четырех местах, которые находятся на расстоянии «x» от центральной линии, и считается, что 8 узлов (по 4 узла с каждой стороны) полностью ограничены [15]. Расстояние «x» может составлять 35, 45 и 55 мм. На рисунке 4 (c) показаны ограничения, применяемые в крайних угловых узлах как на нижней, так и на верхней поверхностях пластин.
4 Результаты и обсуждение
Результаты с обсуждением, относящимся к прогнозированию температуры, остаточного напряжения и деформации, описаны на следующих этапах.
4.1 Термический анализ
Сравнение результатов, полученных в отношении распределения температуры, представлено на Рисунках 5 (a) — (c). Графики показывают температуру, измеренную с помощью термопар и моделирования на расстояниях от центральной линии 3, 4,5 и 6 мм. Из графиков следует, что экспериментально измеренные результаты близко соответствуют результатам моделирования на расстояниях 3 и 4,5 мм относительно рисунков 5 (a) и 5 (b). Это показывает, что периоды нагрева и охлаждения данных испытаний очень хорошо согласуются с результатами численного предсказания.Однако на рисунке 5 (c) расположение термопары на расстоянии 5,5 мм от центральной линии не может быть получено при моделировании, поскольку узел присутствует только на расстоянии 6 мм. На рисунке 5 (c) разница в разнице температур между измеренной и прогнозируемой из-за разницы в расположении термопары при экспериментах и моделировании. Показано, что периоды нагрева и охлаждения тестовых данных очень хорошо согласуются с численными прогнозами.
Рисунок 5
Сравнение температур в эксперименте и моделировании (TC1, TC2 и TC3)
Процентная погрешность численных предсказанных результатов с экспериментальными измерениями представлена в Таблице 2. Температура, зарегистрированная конкретной термопарой, представлена для временного интервала от 0 до 1600 секунд пластины.На графике построена кривая охлаждения с записанными тепловыми историями для полного движения подводимого тепла и оставления пластины до достижения температуры окружающей среды. Кроме того, следует отметить, что максимальная температура регистрируется, когда движущийся источник тепла находится рядом с местом расположения термопары, и она хорошо согласуется с результатом МКЭ. На рисунках с 6 (а) по 6 (г) показано прогнозируемое распределение температуры во время моделирования в различные интервалы времени нагрева и охлаждения процесса сварки. Показано, что периоды нагрева и охлаждения тестовых данных очень хорошо согласуются с численными прогнозами.
Рисунок 6
Графики моделирования температуры в различных временных интервалах: (a) 16 секунд (b) 32 секунды (c) 64 секунды и (d) 120 секунд.
Таблица 2Сравнение пиковых температур экспериментальных и численных результатов
| Термопара | Расстояние от осевой линии шва | Результаты экспериментов Температура ( ∘ C) | Численные результаты Температура ( ∘ C) | Ошибка (%) |
|---|---|---|---|---|
| TC1 | 3 мм | 1086.37 | 1118,38 | 2,862 |
| TC2 | 4,5 мм | 860,12 | 874,836 | 1,682 |
| TC3 | 6 мм | 799,64 | 746.112 | 7,174 |
4.2 Механический анализ
В механическом анализе теория больших перемещений используется для анализа остаточных напряжений и деформаций, вызванных сварным швом [5, 8].В этом анализе используются проверенные тепловые истории. Остаточные напряжения получаются во всех направлениях x (поперечный), y (сквозная толщина) и z (продольный) для всех граничных условий. Граничные условия оказывают значительное влияние на остаточные напряжения, в частности, продольные, и, следовательно, прогнозируются изменения остаточного напряжения в направлениях «x» и «z». Результаты, полученные для различных граничных условий, как описано в разделе механического анализа, представлены в Таблице 3
. Таблица 3Прогнозируемые максимальные остаточные напряжения и прогиб в пластине в различных случаях.
| Ящики | Тип ограничения | Sz-продольный Макс. | Напряжение (МПа) Мин. | Sx-поперечный Макс. | Напряжение (МПа) Мин. | Прогиб (мм) |
|---|---|---|---|---|---|---|
| Корпус «А» | Без ограничений | 332 | −209 | 173 | −305 | 1 |
| Футляр «B» | 35 мм от линии шва | 342 | −291 | 177 | −306 | 0.494 |
| Футляр «C» | 45 мм от линии шва | 342 | −262 | 186 | −310 | 0,581 |
| Футляр «D» | 55 мм от линии шва | 337 | −216 | 290 | −311 | 0,6 |
| Футляр «E» | Угловые узлы фиксированные | 329 | −208 | 226 | −312 | 1.05 |
Остаточные напряжения и деформации на верхней и нижней поверхностях листа без ограничений и в условиях полного ограничения выполняются на расстоянии 35, 45 и 55 мм от середины пролета центральной линии сварного шва. На рис. 7 показано распределение остаточных напряжений как на верхней, так и на нижней поверхностях пластины для случая отсутствия ограничений. Аналогичным образом, тот же тип результатов для случая полного ограничения на расстоянии 45 мм от линии сварного шва также показан на Рисунке 8
.Рисунок 7
Имитация остаточных напряжений при сварке в середине участка осевой линии сварного шва — без ограничений (случай A)
Рисунок 8
Имитация остаточных напряжений при сварке в средней части осевой линии сварного шва — Полное ограничение в узлах от 45 мм (Случай C).
Пиковое значение продольного напряжения на верхней поверхности значительно выше, чем значение напряжения на нижней поверхности. Предполагается, что распределение остаточных напряжений на верхней и нижней поверхностях одинаково, поскольку толщина пластины считается минимальной. В случае большей толщины картина напряжений не будет такой же, поскольку источник тепла перемещается только по верхней поверхности пластины. Распределение остаточных напряжений в продольном направлении выше в случае полного ограничения, чем в случае отсутствия ограничений.Это объясняется свободным перемещением пластины в случае отсутствия ограничений, в то время как в случае полного ограничения пластины ограничены смещением в вертикальном направлении.
Распределение смоделированного вертикального смещения в направлении y при отсутствии ограничений и условиях полного ограничения (случай C) показано на рисунках 9 (a) и (b). Вблизи линии сварного шва отмечаются растягивающие напряжения большей величины и сжимающие напряжения меньшей величины. напряжения заметны вдали от линии сварки.
Рисунок 9
Распределение вертикального отклонения: (a) без ограничений и (b) полностью (случай C).
Замечено, что в случае полного ограничения выше, чем в случае отсутствия ограничений. Это объясняется свободным перемещением пластины в случае отсутствия ограничений, в то время как в случае полного ограничения пластины ограничены смещением в вертикальном направлении. Распределение смоделированного вертикального смещения в направлении y при отсутствии ограничений и условиях полного ограничения (случай C) показано на рисунках 9 (a) и 9 (b). Рядом с линией сварного шва отмечаются растягивающие напряжения большей величины и сжимающие напряжения меньшей величины. напряжения заметны вдали от линии сварки.Замечено, что более высокая температура присутствует на линии сварного шва и снижается по мере продвижения к краю пластины. Поскольку источник тепла движется в продольном направлении, очевидно, что напряжения в продольном направлении больше, чем в поперечном направлении.
Деформация пластины в конечном итоге происходит из-за того, что остаточные напряжения превышают предел текучести. В данном случае предел текучести стали 316 составляет 320 МПа. Величина пиковых значений напряжения в продольном направлении приходится на середину пролета поверхности.На верхней поверхности ее значение составляет 342 МПа, а на нижней — 334 МПа.
Из Таблицы 3 Было замечено, что деформация была значительно уменьшена при условии полного ограничения, чем при условии отсутствия ограничения. Причина получения меньшего искажения в случае полностью ограниченного, как объяснялось ранее, смещение ограничено, и интересно отметить, что значение напряжения увеличивается из-за ограничений. Также наблюдается, что деформация также изменяется в зависимости от местоположения ограничения от центральной линии сварного шва.Например, ограничение, предусмотренное на расстоянии 35 мм, меньше, чем ограничение, предусмотренное в угловых узлах.
Вариации прогиба пластины на центральной линии сварного шва в вертикальном направлении на верхней поверхности всех случаев показаны на рисунке 10. Наблюдается, что прогиб минимален в случае B, который находится на расстоянии 35 мм от линии шва и ближе к ней. Результаты моделирования показали, что прогиб в направлении y на линии сварного шва пластины больше, чем на краю пластины.В процессе нагрева из-за стесняющих условий развиваются большие пластические деформации сжатия. Это связано с тем, что расширение материала в значительной степени сдерживается приспособлениями, и в результате деформации сжатия становятся больше по сравнению со случаями отсутствия ограничений. Распределение продольных остаточных напряжений на верхней поверхности пластины для всех случаев представлено на Рисунке 11 (a-e). Из-за эффекта ограничения максимальное остаточное напряжение появляется в месте расположения креплений в дополнение к линии сварного шва.В случаях отсутствия ограничений максимальное продольное напряжение развивалось только в зоне плавления и зоне термического влияния.
Рисунок 10
Имитация вертикального смещения по линии сварного шва.
Рисунок 11
Прогнозируемое распределение продольных остаточных напряжений на верхней поверхности пластины (a) Случай A, (b) Случай B, (c) Случай C, (d) Случай D, (e) Случай E ‘.
5 Заключение
Для прогнозирования распределения температуры, остаточного напряжения и деформации пластины был предложен систематический анализ. Метод основан на термическом анализе и его валидации. Далее, точно настроенная модель анализируется на предмет механических напряжений и деформаций. Термический анализ и механический анализ выполнялись последовательно. Прогнозируемые переходные тепловые истории были подтверждены экспериментальными результатами.В механическом анализе были использованы результаты термического анализа. Влияние расположения креплений в пяти разных местах было смоделировано как ограничения и тщательно изучено. Результат показывает, что на остаточные напряжения и деформации при сварке влияют ограничения. Прогнозируемые результаты показали, что вертикальные искажения значительно уменьшились при использовании осветительных приборов. Обычно вертикальная деформация уменьшается, когда приспособления расположены очень близко к центральной линии сварного шва.Предлагается использовать приведенный выше анализ для расчета положений зажимных приспособлений во время сварки или любого процесса, который включает в себя подвод тепла, чтобы создать деформацию из-за неравномерного нагрева и охлаждения.
Ссылки
[1] Д. Касассола Гонсалвес, М. Кампос Мартинс, член парламента Синдра Фонсека, Soldagem Insp., 22 (2) (2017) 147-162.10.1590 / 0104-9224 / si2202.05 Искать в Google Scholar
[2] М. Фараджпур и Э. Ранджбарнодех, Soldagem Insp., 23 (1) (2018) 60-72.10.1590 / 0104-9224 / si2301.07 Поиск в Google Scholar
[3] Я. Х. П. Манурунг, Р. Нгенданг Лидама, М. Ридзван Рахимб, М. Юсоф Закария, М. Ридхван Редзаа, М. Шахар Сулаймана и др., Int. J. Pres. Вес. Пип., 111-112 (2013) 89-98. Искать в Google Scholar
[4] B.-Q. Чен, М. Хашемзаде и К. Гуэдес Соареш, Int. J Adv. Manuf. Tech., 72 (2014) 1121-1131.10.1007 / s00170-014-5740-8 Поиск в Google Scholar
[5] Д. Венкаткумар и Д. Равиндран, J. Mech. Sci. Технол., 30 (1) (2016) 67-76. 10.1007 / s12206-015-1208-5 Искать в Google Scholar
[6] K.-H. Чанг и Ч.-Х. Ли, Int. J Adv. Manuf. Tech., 41 (2009) 250-258.10.1007 / s00170-008-1487-4 Поиск в Google Scholar
[7] М. Хашемзаде, Б. К. Чен и К. Гуэдес Соареш, Int. J Adv. Manuf. Tech., 78 (2015) 319-330.10.1007 / s00170-014-6597-6 Поиск в Google Scholar
[8] М. Зубайруддин, С. К. Альберт, С. Махадеван, М. Васудеван, В. Чаудхари и В. К. Сури, J. Mech. Sci. Technol., 28 (2014) 5095-510510.1007 / s12206-014-1132-0 Поиск в Google Scholar
[9] C.Ван, Ю.-Р. Ким и Ж.-В. Kim, International Journal of Precision Engineering and Manufacturing, 15 (8) (2014) 1631-1637.10.1007 / s12541-014-0513-8 Поиск в Google Scholar
[10] M. Adak and C. Guedes Soares, Int. J Adv. Manuf. Tech., 71 (2014) 699-710.10.1007 / s00170-013-5521-9 Поиск в Google Scholar
[11] Н. Ма, Х. Хуанг и Х. Муракава, J. Mater. Процесс. Manu, 221 (2015) 154-162.10.1016 / j.jmatprotec.2015.02.022 Поиск в Google Scholar
[12] R. Ngendang Lidam, Y.Х. П. Манурунг, Э. Харуман, М. Ридван Редза, М. Ридзван Рахим, М. Шахар Сулейман и др., Int. J Adv. Manuf. Tech., 69 (9-12) (2013) 2373-2386.10.1007 / s00170-013-5184-6 Поиск в Google Scholar
[13] C.Heinze, C. Schwenka, M. Rethmeiera, Mater. Design., 35 (2012) 201-209.10.1016 / j.matdes.2011.09.021 Поиск в Google Scholar
[14] Ли Ч. и Ван, Матер. Design., 52 (2013) 1052-1057.10.1016 / j.matdes.2013.06.042 Поиск в Google Scholar
[15] Дж. Сюй, Л. Чен, Дж.Wang, C. Ni, Int. J Adv.Manuf. Tech., 35 (9-10) (2008) 987-993.10.1007 / s00170-006-0782-1 Поиск в Google Scholar
[16] Х. Масуми Асл и Али Ватани., Int. J. Pres. Вес. Пип., 46 (2013) 105-106. Искать в Google Scholar
[17] A. Capriccioli, P. Frosi., Fusion. Англ. Des., 84 (2-6) (2009) 546-554.10.1016 / j.fusengdes.2009.01.039 Поиск в Google Scholar
[18] М. Груичич, Х. Чжао, Матем. Sci. Англ. A-Struct.