Нормы времени на сварочные работы: основы расчета, формулы
СОДЕРЖАНИЕ
- Зачем нужны нормы времени на сварочные работы
- Основа расчета нормы времени для сварочных работ
- Оптимальная скорость производства сварочных работ
- Формулы для расчета нормы времени на сварочные работы
- Пример расчета нормы времени для сварочных работ
Нормы времени на сварочные работы необходимы для определения максимальной загрузки сварщика задачами, а также нормирования и стандартизации качества сварного шва. Зная табличные показатели, формулы, квалификацию специалиста, основные и дополнительные временные затраты, мастер или сам сварщик могут составить оптимальный график и норму производства работ.
При расчете нормы времени нет такого понятия, как мелочи, маловажные нюансы и проч. Учитывается буквально всё: от толщины свариваемой заготовки и типа металла до времени, необходимого для подготовки рабочего места, расходных материалов и смены использованного электрода.
Зачем нужны нормы времени на сварочные работы
Каждый производственный процесс требует от мастера знаний и умений, а, кроме того, несет потенциальную опасность, поэтому при работе всегда нужно соблюдать установленные правила. Сварочные работы не исключение. Чтобы оптимально использовать рабочее время и получать качественные сварные швы, мастеру предварительно нужно изучить большое количество нормативных документов: государственные стандарты (ГОСТ), своды правил (СП), строительные нормы и правила (СНиП), единые нормы и расценки (ЕНиР) и т. д.
Однако очень часто при приеме на работу выясняется, что сварщику незнакомо содержание большинства нормативных документов. Это вполне объяснимо: документация пишется сухим деловым языком, читать ее сложно, на это требуется время.
Почему определение норм времени на сборочно-сварочные работы так важно? Каков смысл нормирования трудового процесса?
Суть нормирования трудовой деятельности — установление рационального порядка действий, при этом учитываются затраты сил и времени, материальные ресурсы и др.
Свариваемые изделия имеют разные характеристики. Нужно точно знать, сколько понадобится времени на сварочные работы в каждом индивидуальном случае. Полученные цифры используются при последующих расчетах, например, для определения комплексных норм времени или при организации коллективной формы труда.
Основа расчета нормы времени для сварочных работ
Во многих странах бывшего Советского Союза приняты и прописаны в стандартах единые временные нормы на сваривание одного метра шва. Однако любой сварщик обязан уметь сам определять необходимое время сварки — это один из показателей его квалификации. Общее время рассчитывается исходя из того, сколько минут затрачивается на подготовку к сварочным работам и сколько — непосредственно на сварку.
Поэтому при оценке времени, которое понадобится на сварку, в расчет берут все виды работ, выполняемых сварщиком. Исходя из этого принципа, сварочные работы делятся на несколько этапов:
- Основные операции — подготовка детали, предварительная ее обработка, сборка конструкции, сварочные работы, финишная зачистка швов.
 Все эти манипуляции необходимы для получения отличного результата.
Все эти манипуляции необходимы для получения отличного результата. - Вспомогательные операции — оценка состояния готового продукта, транспортировка его в место назначения.
- Дополнительное время на обслуживание сварки, предоставление условий для хранения расходных материалов и т. д.
 Все эти манипуляции необходимы для получения отличного результата.
Все эти манипуляции необходимы для получения отличного результата.Прежде чем начинать сварочные работы, нужно подготовить все материалы, инструменты, проверить работоспособность механизмов и т. д. На это тоже требуется время, которое учитывается при указании норм.
Также в расчет берется период, во течение которого, например, идет процесс горения дуги и т. п.
Читайте также: «Сварочный стол своими руками»
Итак, временные нормативы складываются из нескольких частей:
- Подготовительно-заключительная часть (выделяется на партию изделий). Сюда входит время на ознакомление с заданием и инструкциями, изучение фронта работ, наладку приспособлений, трансформатора, сварочной горелки, на сдачу проекта.
- Основная часть (выделяется время на работу с одной деталью или формирование одного метра шва (реза)). Включается время, затрачиваемое непосредственно на сварку или резку, а также период нагрева металла на начальном этапе работы.
- Вспомогательная часть. Здесь учитывается время: на осмотр и измерение сварного соединения; замену электродов; зачистку швов от брызг расплавленного металла и шлаков; клеймение соединений; установку и уборку детали; переходы мастера от одной точки сварки (резки) к другой; отдых и т. д.
- Дополнительная часть — время на обслуживание рабочего пространства, раскладку инструмента и его своевременную уборку, замену баллонов с газами, подсоединение шлангов, регулирование параметров сварки и т. п.

Затрачиваемое время может варьироваться в зависимости от квалификации мастера, характеристик металла, метода сварки, положения сварного соединения относительно окружающего пространства, мощности горелки и т. д. В случае резки основной учитываемый показатель — толщина металла, который нужно раскроить.
д. В случае резки основной учитываемый показатель — толщина металла, который нужно раскроить.
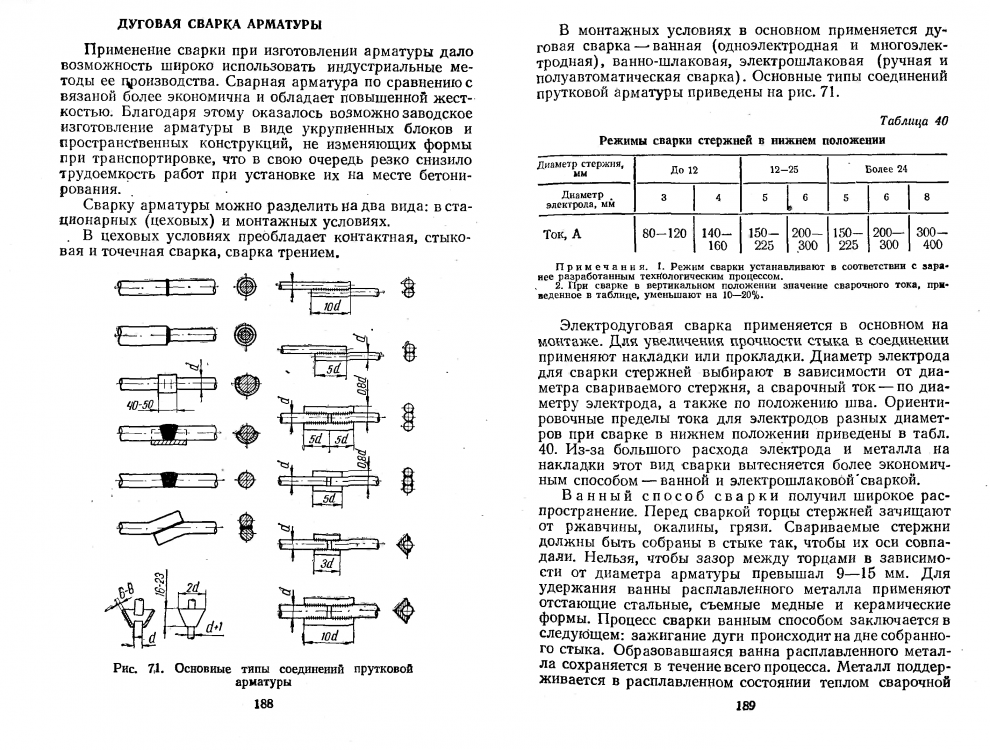
Читайте также: «Сварка арматуры»
Для того чтобы определить общее время сварки, требуется сначала рассчитать основную его часть, а затем прибавить дополнительные временные затраты по каждой позиции. Правильная организация рабочего процесса и хорошая подготовка рабочего места снижают эти дополнительные траты и повышают производительность.
При выполнении сварочных работ нельзя обойтись без вспомогательных процедур, таких как осмотр соединений, подготовка кромок, замена электрода и т. п.
Откладывать их нельзя, поскольку это заметно снизит качество работы. Поэтому базовые и вспомогательные процедуры вместе составляют оперативное время сварочных работ.
Важные факторы для расчетов — опыт и уровень образования сварщика. При вычислениях используют специальный коэффициент. В итоге получается числовое значение —квалификационный эквивалент. Иными словами, каждой классификации соответствует свое значение, применяемое затем при расчетах.
Разработаны различные схемы расчетов норм времени на сварочные работы, но самая распространенная — в рабочих единицах, когда одной единице соответствует одно готовое изделие. Количество этих единиц зависит от квалификации сварщика (чем она выше, тем больше их должно быть).
Читайте также: «Оборудование для сварочных работ»
В случаях масштабных работ удобнее делать вычисления в минутах, затрачиваемых на сваривание одного шва. Помимо этого, в расчет входит много других параметров. Расчетные формулы рассмотрены ниже.
Оптимальная скорость производства сварочных работ
Для получения качественных сварных соединений очень важно рассчитать норму временных затрат, поскольку они влияют на скорость сварки. В большинстве случаев этот показатель зависит от таких параметров, как толщина сварного шва и самого изделия. Показателем качественной работы будет стабильное состояние расплава в ванне, без ее переполнения, без наплывов, с плавным переходом на основную часть детали.
Если скорость сварки будет ниже или выше рассчитанной, то это изменит время сварки и повлияет на конечный результат (в худшую сторону). Если скорость подобрана оптимально, то и сварное соединение получится достаточной глубины и небольшой ширины.
Поддержание правильного скоростного режима при сварке гарантирует соблюдение норм качества. В случае ручной дуговой сварки оптимальной считается скорость работы 30-40 м/ч.
Поскольку при сварочных работах используются разные материалы, нормы могут несколько различаться. Например, для сварки полуавтоматом они немного выше, что объясняется характеристиками используемых приборов.
В зависимости от квалификации сварщику приходится работать с разными металлами, поэтому и нормы времени на сварочные работы могут отличаться.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: «Стыковое сварное соединение»
Как правило, выделяется несколько базовых групп, объединяющих материалы по их конструкционному назначению и химическому составу. Так, конструкционные сплавы на основе низколегированных сталей с высоким содержанием углерода составляют группу М01. Эти материалы обладают пределом текучести не более 360 МП.
Так, конструкционные сплавы на основе низколегированных сталей с высоким содержанием углерода составляют группу М01. Эти материалы обладают пределом текучести не более 360 МП.
Чем больше цифра в маркировке, тем лучше характеристики сплавов, входящих в группу. Например, группу М07 представляют высококачественные арматурные стали, используемые для создания конструкций из железобетона. Качество материалов — решающий фактор при расчете времени сварки.
Формулы для расчета нормы времени на сварочные работы
Время сварки автоматом и полуавтоматом при штучном производстве определяют по специальным формулам.
Для производства отдельных единиц и мелких партий изделий:
Тш = [(То + Твш) lш + Тви] К1,
где:
- То – основное время, затрачиваемое на сварку одного погонного метра соединения, мин;
- Твш – вспомогательное время, затрачиваемое на сварку одного погонного метра соединения, в зависимости от длины соединения, мин;
- lш – длина сварного соединения, м;
- Тви – вспомогательное время, затрачиваемое на работы, связанные с изделием, мин;
- К1 – коэффициент, применяемый к оперативному времени, учитывающий время на обслуживание рабочего места, отдых мастера и его личные нужды, равный 1,15.

Время сварки одного погонного метра однопроходного шва рассчитывается с помощью других выражений.
Читайте также: «Сварка нержавейки аргоном»
Для сварных соединений в нижнем и горизонтальном положениях, мин:
То, гор. = Gн / αн • Iсв,
где:
- Gн – масса наплавляемого металла, кг;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А.
Для сварного соединения в вертикальном положении, мин:
То, вер. = (Gн / αн • Iсв) Кп,
где:
- Gн – масса наплавляемого металла;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А;
- Кп – поправочный коэффициент (Кп = 1,25).
Основное время при работе с плавящимся электродом можно узнать по выражению
Тo = (mн • 60 •103) / (αн •Iсв),
где:
- mн – масса наплавляемого металла сварного соединения данного типоразмера, кг/м;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А.

Значение коэффициента наплавки берут из специальной таблицы. Оно зависит от силы тока, используемого при сварке, и диаметра сварочной проволоки.
Читайте также: «Сварка нержавейки электродом»
Основное время (Тос) при сварке электродами — как плавящимися, так и неплавящимися – вычисляется по формуле:
Тос = 60/Vсв,
где Vсв — скорость сварки, м/ч.
При ручной дуговой сварке эта скорость равняется 10-20 м/ч.
При полуавтоматической сварке Vсв имеет значения 20-50 м/ч.
При полностью автоматической сварке Vсв составляет 50-120 м/ч.
Пример расчета нормы времени для сварочных работ
Рассчитывая нормы времени на сварочные работы, берут во внимание такие параметры, как квалификация сварщика, особенности сварочного процесса, форма деталей и характеристики материалов, из которых они изготовлены. Если упростить расчетную формулу, то получится обыкновенная дробь.
В числителе этой дроби находится длина сварного шва, а в знаменателе — рассчитанная норма скорости. Получившуюся разность умножают на коэффициент, равный 0,35. Тем самым получают норму времени, которое необходимо для визуальной оценки качества сварного соединения.
Получившуюся разность умножают на коэффициент, равный 0,35. Тем самым получают норму времени, которое необходимо для визуальной оценки качества сварного соединения.
Чтобы определить время, необходимое на зачистку сварного соединения, требуется его длину умножить на коэффициент 0,6. Суммарный показатель равен времени, которое затрачивается на основную часть работ по сварке.
Примерно 5 % от суммарного показателя нужно на подготовку к сварочным работам. После вычисления этого показателя его приплюсовывают к суммарному. Далее нужно прибавить время, которое требуется мастеру на отдых: как правило, это не менее 10 % от времени на сварочные работы.
Число, которое в итоге получается, — это временная норма на осуществление определенных сварочных работ.
Читайте также: «Какая полуавтоматическая сварка лучше»
Нельзя забывать и про иные факторы, влияющие на суммарную норму времени: площадь сечения изделия, свойства электродов и расплава, сила тока и т. д.
д.
Все подробные расчеты должны проводить высококвалифицированные специалисты в сфере нормирования труда, имеющие определенный опыт.
Нормы времени на сварочные работы
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 2
Общие положения
1.1 Руководство сварочными работами на монтаже и на приобъектном участке и ведение «Журнала сварочных работ» (ЖСР) приложения Б, должно осуществлять лицо, имеющее документ о специальном сварочном образовании или квалификационное свидетельство повышения квалификации по сварке, оформленное соответствующим приказом по объекту и записью в ЖСР, входящим в комплект исполнительной документации.
1.2 Сварочные работы следует производить по рабочим чертежам металлических и железобетонных конструкций марок КМ и КЖ, деталировочным чертежам марок КМД и КЖД, утвержденному проекту производства сварочных работ (ППСР) или специальному разделу по сварке в общем проекте производства работ, технологическим картам (регламентам), входящим в комплект исполнительной документации.
В ППСР должно быть предусмотрено членение конструкций на монтажные элементы, последовательность их сборки и сварки, оснащение монтажно-сборочными приспособлениями и оборудованием, установка и навеска подмостей и лестниц, технологии сборки и сварки, виды и объемы контрольных операций, объемы партий сдаваемой продукции, маркировка, транспортирование и хранение партии и другое, с учетом технологических возможностей монтажной организации на конкретном объекте.
1.3 Сварку и прихватку должны выполнять рабочие-сварщики, имеющие профессиональный диплом (удостоверение) сварщика, и квалификационное удостоверение, подтверждающие право производства сварочных работ с указанием способов сварки и типов сварных соединений, выданное в соответствии с «Правилами аттестации сварщиков» (ПАС) для металлоконструкций и [5] для арматуры, арматурных и закладных изделий железобетонных конструкций. В удостоверениях должна быть отметка о ежегодной переаттестации сварщиков. Сведения должны быть приведены в соответствующих разделах ЖСР приложения Б.
1.5 Размеры пластин для пробных образцов стальных конструкций, а также форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать ГОСТ 14098, ГОСТ 10922, [5].
1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается.
При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается.
Таблица 1. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Вид испытания |
Число образцов, шт. |
Нормируемый показатель |
|
Стальные конструкции |
||
|
Статическое растяжение |
2 |
Временное сопротивление разрыву — не менее нижнего предела временного сопротивления основного металла, регламентируемого государственными стандартами |
|
Статический изгиб |
2 |
Угол статического изгиба, град, для сталей толщиной, мм:
|
|
Ударный изгиб металла шва |
3 |
Ударная вязкость — не менее величины, указанной в технологической документации на монтажную сварку данной конструкции |
|
Арматура железобетонных конструкций |
||
|
Растяжение до разрушения |
3 |
Оценка результатов по ГОСТ 10922, [6] |
1. 7 Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С — оборудовать тепляк.
7 Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С — оборудовать тепляк.
1.8 Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5% номинального значения. Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного фидера.
1.9 Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать проекту и требованиям ГОСТ 9467, ГОСТ 26271, ГОСТ 2246 и ГОСТ 9087.
1.10 Производственный контроль качества по ГОСТ 16037 для сварочных работ должен включать по процессу производства:
- входной контроль рабочей технологической документации, наличия паспортов (сертификатов) на основной металл, металлоконструкции, арматурные и закладные изделия, основные сварочные и вспомогательные материалы, квалификации сварщиков, состояния оборудования, инструмента и приспособлений, качество сборки и подготовки элементов под сварку;
- операционный контроль сборочных и сварочных процессов, технологических операций и качества выполняемых сварных соединений;
- приемочный контроль качества с основными контролируемыми признаками: размеров сварного соединения, узла, конструкции, наличие наружных и внутренних дефектов, механические свойства сварных соединений, наличие маркировки и клеймения и правильность ведения документации;
- по полноте охвата:
выборочный и/или сплошной; - по применяемым средствам контроля:
измерительный, неразрушающий, разрушающий и визуальный.

Документы должны входить в комплект исполнительной документации и храниться в установленном порядке.
1.11 Входной и операционный контроль осуществляется соответствующими службами генподрядчика (субподрядчика) или специалистами привлеченных испытательных лабораторий (ИЛ), аккредитованными в установленном порядке по ГОСТ Р ИСО/МЭК 17025, а приемочный — только специализированными испытательными лабораториями.
1.12 Сварочные материалы (электроды, проволоки, флюсы) необходимо хранить на складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С и относительной влажностью не более 50%.
1.13 Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов. Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений. Прокаленные сварочные материалы должны храниться в специальных пеналах, в условиях исключающих их увлажнение.
Прокаленные сварочные материалы должны храниться в специальных пеналах, в условиях исключающих их увлажнение.
1.14 Механическое, правильно-отрезное, кислородное, воздушно-дуговое, плазменное и сварочное оборудование должно проходить ежегодную паспортизацию по [11] с метрологической поверкой приборов. Акт паспортизации оборудования должен быть приведен в ЖСР. Сварочное оборудование, баллоны с защитными газами и пускорегулирующую аппаратуру необходимо располагать под навесами или в переносных машзалах.
1.15 Сварщик должен ставить личное клеймо, приведенное в ЖСР, на расстоянии 40 — 60 мм от границы выполненного им шва сварного соединения: одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков и фиксацией в ЖСР.
1.16 В технологических картах к ППСР для снижения остаточных напряжений и их влияния на прочность элементов конструкций, возможности появления горячих трещин и других дефектов должны быть предусмотрены:
- определенная последовательность и порядок сборки, выполнения сварки монтажных соединений, наложения прихваток и швов;
- обеспечение зазоров и скосов кромок, применение двухсторонних и симметричных угловых швов и др. , для ограничения объема и концентрации наплавленного металла;
- обеспечение максимальной свободы для температурных деформаций;
- соблюдение температурных режимов сварки и остывания швов;
- выполнение сварки без перерыва до окончания процесса, при многослойной сварке — после очистки предыдущего слоя от шлака;
- выполнение сварки односторонними протяженными швами в соединениях с накладками из арматурных стержней в шахматном порядке; сварку начинать, отступив от краев накладок и нахлестки и в нахлесточных соединениях на расстояние (0,5 — 1,0) dн;
- недопущение совмещения кратеров в одном поперечном сечении стыка при многопроходной сварке;
- наложение швов поверх прихваток только после зачистки последних;
- поочередное наложение швов в диагонально противоположных секторах соединения колонн, в узлах крепления ригелей к колоннам. При длине шва менее 300 мм сварку ведут в одном направлении, более 300 мм — от середины к краям в двух направлениях;
- в монолитном железобетоне стыки арматуры независимо от способа соединения, а в сборном железобетоне — по возможности, следует выполнять «вразбежку» с тем, чтобы в одном сечении железобетонной конструкции располагалось не более 50% стыков, а расстояние по длине (высоте) между началом и окончанием соединения стыков должно быть не менее двойного шага хомутов и составлять более 400 мм;
- в узле сопряжения двутавровой колонны с фундаментной плитой выполнение вначале сварки стенки с опорной плитой с одной стороны, затем — с другой, а полки с внутренних сторон сваривают с диагонально противоположных сторон, а затем последовательно — каждую полку с наружной стороны;
- мероприятия по термической и термомеханической правке и др.
 , для ограничения объема и концентрации наплавленного металла;
, для ограничения объема и концентрации наплавленного металла;
Журнал сварочных работ | Техкарта
скачать Журнал сварочных работ (ВСН 478-86)
скачать Журнал сварочных работ (СНиП)
Журнал сварочных работ №________________
Наименование организации, выполняющей работы: _______________________________________________________________________
Наименование объекта строительства: _______________________________________________________________________________________
Должность, фамилия, инициалы и подпись лица, ответственного за сварочные работы и ведение
журнала: ________________________________________________________________________________________________________________
Организация, разработавшая проектную документацию, чертежи КМ, КЖ
Шифр проекта: ______________________________________________________________________________________________________
Организация, разработавшая проект производства сварочных работ _________________________________________________________
____________________________________________________________________________________________________________________
Шифр проекта _______________________________________________________________________________________________________
Предприятие, изготовившее конструкции ________________________________________________________________________________
Шифр заказа _________________________________________________________________________________________________________
Заказчик (организация), должность, фамилия, инициалы и подпись руководителя (представителя)
технического надзора: __________________________________________________________________________________________________
______________________________________________________________________________________________________________________
Журнал начат «_____» _________________ 20___г.
Журнал окончен «_____» _______________ 20___г.
Список
инженерно-технического персонала,
занятого выполнением сварочных работ
| Фамилия, имя, отчество | Специальность и образование | Занимаемая должность | Дата начала работ на объекте | Отметка о прохождении аттестации и дата | Дата окончания работ на объекте |
Список сварщиков,
выполнявших сварочные работы на объекте
|
Фамилия, имя, отчество | Разряд квалификационный | Номер личного клейма | Удостоверение на право производства сварочных работ | Отметка о сварке пробных и контрольных образцов | ||
| номер | срок действия | допущен к сварке (швов в пространственном положении) | ||||
| Дата выполнения работ, смена | Наименование соединяемых элементов; марка стали | Место или номер (по чертежу или схеме) свариваемого элемента | Отметка о сдаче и приемке узла под сварку (должность, фамилия, инициалы, подпись) | Марка применяемых сварочных материалов (проволока, флюс, электроды), номер партии | Атмосферные условия (температура воздуха, осадки, скорость ветра) |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Фамилия, инициалы сварщика, номер удостоверения | Клеймо | Подписи сварщиков, сваривших соединения | Фамилия, инициалы ответственного за производство работ (мастера, производителя работ)
| Отметка о приемке сварного соединения | Подпись руководителя сварочных работ | Замечания по контрольной проверке (производителя работ и др. ) ) |
| 7 | 8 | 9 | 10 | 11 | 12 | 13 |
_______________________________________________ ___________________________________________
(место строительства предприятия) (наименование генподрядной и
строительной организации и ее
ведомственная принадлежность)
__________________________________________ _______________________________________
(наименование предприятия – заказчика) (наименование монтажной
организации и ее ведомственной
__________________________________________ принадлежности)
(наименование сооружаемого объекта)
__________________________________________ ______________________________________г.
(наименование технологического узла) (дата)
ЖУРНАЛ
сварочных работ
Линия № ________________ Трубопровод __________________________________________________
(наименование, рабочее давление, температура, продукт)
| № п/п | Номер сварного соединения по чертежам (исполнительным чертежам) | Характеристика стыка, мм, Дн Х S марка стали или композиция марок сталей, ГОСТ, ТУ, № сертификата | Сварочные материалы (тип, марка, ГОСТ или ТУ, номер сертификата) | Номер журнала проверки качества сварочных материалов, регистрационные номера проверок | Подпись контролера о приемке стыка под сварку | Положение стыка (поворотное, неповоротное, вертикальное, горизонтальное) | Дата сварки | Способ сварки (прихватки, корень шва, заполнение разделки) | Температура воздуха в рабочей зоне, ºС | Температура предварительного сопутствующего подогрева стыка, ºС | |||
| Электроды | Проволока | Флюс | Защитный газ | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Фамилия, имя, отчество сварщика, номер клейма | Подпись сварщика | Дата термической обработки сварного соединения, номер журнала термической обработки и регистрационный номер в журнале | Результаты внешнего осмотра и измерений, цветной или магнитной, порошковой дефектоскопии, номер Протокола и дата | Способ контроля качества сварки(радиографическая, ультразвуковая дефектоскопия) | Дата проведения радиографического контроля или ультразвуковой дефектоскопии, номер заключения, номер журнала контроля и регистрационный | Результаты замера содержания ферритной фазы в наплавленном металле, номер протокола и дата | Результаты замера содержания основных легирующих элементов или стилоскопирования, Номер протокола и дата | Отметки об устранении дефектов | Фамилия, имя, отчество, номер удостоверения и подпись контролера | Фамилия, имя, отчество прораба или мастера по сварке, подпись, дата | |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | |
Начальник участка _______________________ Руководитель работ по сварке __________________________
(подпись, расшифровка) (подпись, расшифровка)
“___”_________________ 20__ г. “___”_________________ 20__ г.
“___”_________________ 20__ г.
Подготовка к победе — производительность сварки
Правильная подготовка вольфрамовых электродов к дуговой сварке начинается с основХороший вольфрамовый сварочный электрод во многом похож на отличного защитника Национальной футбольной лиги. Несмотря на то, что в их окружении нет недостатка в переменных, те, которые работают лучше всего, всегда будут сосредоточены на основах и последовательности.
Три фундаментальных фактора подготовки вольфрамовых электродов — геометрия электрода, оборудование для подготовки электродов и методы подготовки электродов — помогут сделать сварщика более похожим на Тома Брейди, а не на Райана Маллетта.
Геометрия вольфрамового электрода. Геометрия электрода Выбор геометрии влияет на ключевые характеристики вольфрама, такие как срок службы электрода, легкость зажигания дуги, проплавление сварного шва и форма дуги. Очевидно, что это критическая переменная процесса, которую необходимо протестировать, чтобы создать оптимальную геометрию для сварочного применения. После оптимизации важно соблюдать самые строгие допуски для всех последующих сварных швов.
Очевидно, что это критическая переменная процесса, которую необходимо протестировать, чтобы создать оптимальную геометрию для сварочного применения. После оптимизации важно соблюдать самые строгие допуски для всех последующих сварных швов.
Диаметр электрода: Выбор диаметра электрода часто является попыткой максимизировать зажигание дуги и срок службы вольфрама, два аспекта, которые, как правило, работают друг против друга. Сварщики всегда должны начинать с ознакомления с рекомендациями производителя сварочного оборудования, но тестирование, чтобы увидеть, что работает лучше всего, — это дополнительный шаг, который должны предпринять все опытные сварщики.
Дугу малого диаметра легче зажечь, но она может быстро выйти из строя и повысить вероятность загрязнения сварного шва частицами. Большой диаметр выдерживает более высокие силы тока и служит дольше, но может иметь трудности с запуском дуги и может иметь нестабильность дуги, если сила тока недостаточно высока.
Большой диаметр выдерживает более высокие силы тока и служит дольше, но может иметь трудности с запуском дуги и может иметь нестабильность дуги, если сила тока недостаточно высока.
Угол электрода (конус): Электроды для сварки постоянным током должны быть отшлифованы продольно и концентрически до угла прилегания с помощью специального алмазного шлифовального круга. Различные углы создают различные формы дуги и обеспечивают различные возможности проплавления сварного шва.
Тупые электроды (с большим углом прилегания) служат дольше, имеют лучшее проваривание, имеют более узкую форму дуги и могут выдерживать большую силу тока без эрозии. Острые электроды (малый угол прилегания) обеспечивают меньшую дуговую сварку, имеют более широкую дугу и более постоянную дугу.
Наконечник электрода (плоский): Форма наконечника вольфрамового электрода важна для прецизионной дуговой сварки, поскольку по мере увеличения размера плоского электрода увеличивается вероятность отклонения дуги и трудности с запуском. Однако увеличение площади также улучшает проплавление сварного шва и увеличивает срок службы электрода.
Однако увеличение площади также улучшает проплавление сварного шва и увеличивает срок службы электрода.
Неправильная или неравномерная плоскость может привести к тому, что заостренные кончики электродов упадут в сварочную ванну. Это также может привести к нестабильности дуги, сокращению срока службы электрода и изменению формы дуги от одного электрода к другому.
Оборудование для подготовки электродовСпециальная шлифовальная машина для вольфрамовых электродов необходима для стабильного производства вольфрамовых электродов высочайшего качества. Стандартные шлифовальные станки настольного типа или модификации Dremel не обеспечивают возможности продольной шлифовки или гарантии однородности от электрода к электроду. Кроме того, неспециализированная шлифовальная машина загрязняет электрод посторонними примесями, что ухудшает качество сварки по ряду причин.
Верно = продольные шлифовальные метки не ограничивают ток. Неправильно = поперечные шлифовки ограничивают сварочный ток, вызывают блуждание дуги и риск образования включений.
Для эффективного производства однородных и воспроизводимых электродов и сварных швов учитывайте следующие характеристики специальной шлифовальной машины для вольфрамовых электродов:
- Продольное шлифование
- Алмазный шлифовальный круг
- 20 R отделка (или лучше)
- Мерный режущий инструмент
- Сбор пыли
- Минимальное отклонение в допусках
- Простота использования, настройки и модификации
Хотя некоторые могут возразить, что стоимость специальной шлифовальной машины непомерно высока, она не так высока, как стоимость простоя сварщика, повторная сварка неисправных деталей, стоимость бракованных материалов и безопасность сварочного персонала.
Чтобы восстановить электрод с минимальным загрязнением, будь то новый или отрезанный, поместите электрод точно под углом 90° к стороне шлифовального круга. Методы подготовки электродов Вольфрамовый электрод является важным носителем в процессе сварки и должен быть правильно отшлифован и отрезан. Неправильно подготовленный электрод приводит к блужданию дуги, расщеплению, осыпанию и несоответствиям или дорогостоящим ошибкам в виде отходов материала. Правильно заточенные и обрезанные электроды улучшают поджиг дуги, стабильность и общую производительность сварщика.
Неправильно подготовленный электрод приводит к блужданию дуги, расщеплению, осыпанию и несоответствиям или дорогостоящим ошибкам в виде отходов материала. Правильно заточенные и обрезанные электроды улучшают поджиг дуги, стабильность и общую производительность сварщика.
Алмазные круги рекомендуются для шлифовки и резки всех вольфрамовых электродов. Хотя вольфрам — очень твердый материал, поверхность алмазного круга тверже, что обеспечивает гладкую шлифовку. При шлифовании другими типами кругов могут образовываться зазубренные края, дефекты или плохое качество поверхности, что способствует неравномерности сварки и дефектам.
Угловая (конусная) подготовка электрода: Единственным наиболее важным аспектом правильной заточки электрода является то, что заточка должна выполняться в продольном направлении. Производство вольфрамовых электродов осуществляется с молекулярной структурой зерна, идущей вдоль. Шлифование крест-накрест — это шлифование против волокон.
Кроме того, электроны движутся с большей плотностью по поверхности электрода. Если электроды шлифуют или полируют крест-накрест, электроны должны перескакивать через шлифовальные метки. Дуга начинается перед верхушкой, расплывается и часто блуждает. Вольфрамовый электрод перегревается и быстрее изнашивается. Продольное шлифование позволяет дуге начинаться прямо и оставаться стабильной и концентрированной.
Если электроды шлифуют или полируют крест-накрест, электроны должны перескакивать через шлифовальные метки. Дуга начинается перед верхушкой, расплывается и часто блуждает. Вольфрамовый электрод перегревается и быстрее изнашивается. Продольное шлифование позволяет дуге начинаться прямо и оставаться стабильной и концентрированной.
Алмазный шлифовальный круг нельзя использовать для шлифования чего-либо, кроме вольфрама. Это поможет гарантировать, что круг и вольфрамовый наконечник не загрязнятся во время операции шлифования и не перенесут инородный материал на сварной шов.
Гладкость поверхности подготовленного наконечника вольфрамового электрода определяет некоторые характеристики процесса сварки. В общем, точки должны быть отшлифованы как можно более тонко, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубая заточка электродов приводит к нестабильной дуге.
Стандартная отделка со средней степенью шероховатости приблизительно 20 (R a ), при которой невооруженным глазом видны продольные линии шлифовки, является универсальной качественной отделкой для любого применения. Отполированная до зеркального блеска поверхность от 6 до 8 R a , на которой можно увидеть мало линий или совсем их не видно, лучше продлевает срок службы электрода, поскольку снижает риск «прилипания» загрязнения к кончику электрода. и вызывает эрозию. Однако для сварочных источников питания, которые не обладают высокими характеристиками зажигания дуги, требуется отделка около 20 R и лучше, потому что продольные линии заземления помогают устойчиво вести электроны к крайней точке электрода, что способствует зажиганию дуги.
Отполированная до зеркального блеска поверхность от 6 до 8 R a , на которой можно увидеть мало линий или совсем их не видно, лучше продлевает срок службы электрода, поскольку снижает риск «прилипания» загрязнения к кончику электрода. и вызывает эрозию. Однако для сварочных источников питания, которые не обладают высокими характеристиками зажигания дуги, требуется отделка около 20 R и лучше, потому что продольные линии заземления помогают устойчиво вести электроны к крайней точке электрода, что способствует зажиганию дуги.
Подготовка наконечника электрода (плоская): В зависимости от процесса сварки плоская подготовка может выполняться на новом вольфрамовом электроде или на ранее использовавшемся электроде. Если конец используемого электрода сильно загрязнен, его следует удалить перед плоской подготовкой. Чтобы восстановить электрод с минимальным загрязнением, будь то новый или отрезанный, поместите электрод точно на 9 градусов.Угол 0° к стороне шлифовального круга.
Отрезка электродов по длине: Загрязненный электрод создает неустойчивую дугу и загрязненный сварной шов. Лучший способ убедиться, что все загрязнения удалены с наконечника, — это отрезать эту часть вольфрама. Заточка наконечника, когда он загрязнен, может не удалить все загрязнения, и загрязнения осядут на шлифовальном круге только для того, чтобы снова собраться при последующей шлифовке.
Лучший способ убедиться, что все загрязнения удалены с наконечника, — это отрезать эту часть вольфрама.Поскольку вольфрам является очень твердым материалом, правильная резка предполагает использование алмазного отрезного круга для получения однородных и чистых срезов. Многие сварщики неправильно обрезают вольфрам одним из следующих способов:
- Обламывание электрода вручную или кусачками
- Скручивание электрода двумя плоскогубцами
- Надрезание электрода на шлифовальном круге с последующим его разрушением вручную, молотком или плоскогубцами
- Удары электродом молотком по острому металлическому краю
Все эти методы могут вызвать проблемы с безопасностью и сваркой. Вольфрамовый электрод может незаметно расколоться или расколоться, что может привести к нестабильности дуги и дефектам сварки, а также к риску травмирования глаз или рук. Гораздо легче быстро и правильно разрезать электрод с помощью правильного режущего инструмента, разработанного специально для твердого и хрупкого вольфрама.
Вольфрамовый электрод может незаметно расколоться или расколоться, что может привести к нестабильности дуги и дефектам сварки, а также к риску травмирования глаз или рук. Гораздо легче быстро и правильно разрезать электрод с помощью правильного режущего инструмента, разработанного специально для твердого и хрупкого вольфрама.
Использование алмазного отрезного круга обеспечивает чистоту и гладкость среза, отсутствие трещин и сколов. Инструмент должен быть быстрым и простым в использовании, иметь защитные кожухи и шкалу, чтобы обеспечить точное измерение и обрезку длины.
Продукты Diamond Ground
Какие бокорезы лучше всего подходят для проволоки MIG?
26-12-2020 #1
Какие бокорезы лучше всего подходят для проволоки mig?
Я обнаружил, что проволока, которую я использую, слишком быстро съедает бокорезы.
У кого-нибудь есть любимчики?
Спасибо, Биллк
 Это должно быть что-то довольно сложное. Я думаю, что мне нужно сделать шаг вперед и потратить немного денег, чтобы получить качественные фрезы. Я смотрел на это.
Это должно быть что-то довольно сложное. Я думаю, что мне нужно сделать шаг вперед и потратить немного денег, чтобы получить качественные фрезы. Я смотрел на это.Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 #2
Re: Каковы лучшие бокорезы для провода mig?
Что бы ни работало.У меня никогда не было проблем с обычными плоскогубцами…. но я не очень часто перерезаю проволоку…
зачем ты так много проволоку перерезаешь?
 ….
….Миллер 211
Hypertherm БДМ 45
1961 Линкольн Idealarc 250
HTP 221Истинная Мудрость исходит только от Боли.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 #3
Re: Каковы лучшие бокорезы для провода mig?
Они продают обычные плоскогубцы MIG в Tractor Supply, Home Dept, Harbour Freight, Lowes, в любом магазине сварочных материалов и практически в любом хозяйственном магазине.
 У них есть и конец, которым вы можете очистить сопло, бокорезы для обрезки провода и место на них, из которого вы можете взять сопло, не обжигая руку … очень удобно, и они не сломают ваш кошелек.
У них есть и конец, которым вы можете очистить сопло, бокорезы для обрезки провода и место на них, из которого вы можете взять сопло, не обжигая руку … очень удобно, и они не сломают ваш кошелек.Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
26-12-2020 #4
Re: Каковы лучшие бокорезы для провода mig?
У меня есть набор плоскогубцев Harbour Freight, и они отстой.
 Они тупые и не режут провод. У меня также есть пара пассатижей Master Force (от Menads), и они намного лучше. Я когда-то читал, что ВЧ попали в цель. Иногда вы получаете хорошую пару, а иногда нет.
Они тупые и не режут провод. У меня также есть пара пассатижей Master Force (от Menads), и они намного лучше. Я когда-то читал, что ВЧ попали в цель. Иногда вы получаете хорошую пару, а иногда нет.Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
26-12-2020 #5
Re: Каковы лучшие бокорезы для провода mig?
Я использую пассатижи «Code blue» для канала MIG.
 Они очень хорошо держат. Оригинал, сделанный в Японии, «велперы» были действительно хороши, но я не видел их уже много лет.
Они очень хорошо держат. Оригинал, сделанный в Японии, «велперы» были действительно хороши, но я не видел их уже много лет.Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
26-12-2020 #6
Re: Каковы лучшие бокорезы для провода mig?
Первоначально Послано flatbill
Должно быть, это довольно сложная штука.
Должно быть! Какой сплав проволоки и диаметр вы используете/режете?Я использую обычные плоскогубцы mig из Home Depot, и они прекрасно работают до 045 ER70S6. Присадочная проволока TIG 1/16″ также отлично режется, но я уверен, что она изнашивается немного быстрее. Для большинства присадочных стержней TIG я использую боковые резаки Dewalt с рычагом. Позволяет быстро работать с присадочными стержнями до 1/8″. . Составное действие, я думаю, это называется.

Последний раз редактировалось Оскаром; 26.12.2020 в 10:49.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 #7
Re: Каковы лучшие бокорезы для провода mig?
Я просто использую старый, у которого был лучший день.
Большинство из тех, что можно заточитьDave
Первоначально написал flatbill
Я обнаружил, что проволока MIG, которую я использую, слишком быстро съедает бокорезы. Это должно быть что-то довольно сложное. Я думаю, что мне нужно сделать шаг вперед и потратить немного денег, чтобы получить качественные фрезы. Я смотрел на это.
У кого-нибудь есть любимчики?
Спасибо, Биллк

Последний раз редактировалось smithdoor; 26.12.2020 в 15:15.
Ответить с цитатой
26-12-2020 #8
Re: Каковы лучшие бокорезы для провода mig?
Плоскогубцы mig хорошего качества.Добавление «AaaaWelpers», сделанное Anchor.
 Это ситуация, когда лучше иметь многоцелевой инструмент, а не специальный резак.
Это ситуация, когда лучше иметь многоцелевой инструмент, а не специальный резак.Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 #9
Какие бокорезы лучше всего подходят для проволоки mig?
Я использовал Welpers навсегда.https://smile.amazon.com/Pearson-Wel…elpers+&sr=8-4
Отправлено с моего iPhone с помощью Tapatalk

Последний раз редактировалось BD1; 26.12.2020 в 17:03.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 #10
Re: Каковы лучшие бокорезы для провода mig?
Мне нравятся эти плоскогубцы.
В нем есть все, что вам нужно (резак, удаление контактного наконечника и очистка тоже).Я бы купил пару, просто не нравится цена.
https://smile.amazon.com/Pearson-Wel…elpers+&sr=8-4
Отправлено с моего iPhone с помощью Tapatalk
 Похоже, плоскогубцы были сделаны для сварки MIG.
Похоже, плоскогубцы были сделаны для сварки MIG. Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 #11
Re: Каковы лучшие бокорезы для провода mig?
Первоначально Послано tackit
Для тех, кто не согласится ни на что, кроме самого лучшего.
Насколько они лучшие, я не знаю, так как еще не закончил их тестирование. Я получил их от своего отца, который использовал их в 60-х годах, работая в энергетической компании. Они у меня уже 25 лет, и хотя они все еще работают, никогда не знаешь, когда они могут выйти из строя.
 https://www.amazon.com/Ironworker-Cu…007422&sr=8-11
https://www.amazon.com/Ironworker-Cu…007422&sr=8-11Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
26-12-2020 #12
Re: Каковы лучшие бокорезы для провода mig?
Пара кроссовок Кляйна досталась в наследство от папы, они до сих пор служат более 50 лет.У одной пары был скол на конце наконечника, но не затупление, не знаю, какую лапу пытались отрезать, когда это произошло.
Перерезать проволоку MIG не проблема
Выглядит так же, как то, на что смотрит Flatbill в посте 1, за исключением того, что «мягких захватов» на моем давно нет
Это определенно мои любимые резцы и кусачки «Go To» , когда я знаю, что меньшая пара не подойдет.

Последний раз редактировалось 455dan; 26.12.2020 в 19:14.
HTP Pro Pulse 220 MTS (юбилейная версия)
1962 Idealarc TIG 300 300
1974 Idealarc TIG 300 300
1988 ВЧ Power MIG 150
2015 Lotos Ltpdc2000d плазма/стик/TIG
Резак Victor 100, датчики Oxy/Acet 200–210
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 №13
Re: Каковы лучшие бокорезы для провода mig?
У меня есть пара старых бокорезов, марку не знаю, висит на моей тележке.
 Мне не пришлось резать много проволоки, но они не кажутся затупленными.
Мне не пришлось резать много проволоки, но они не кажутся затупленными.Старый Камнелом
«Опыт — это имя, которое все дают своим ошибкам»
Хобарт G-213 портативный
Миллер 175 миг
Стик переменного/постоянного тока Miller Thunderbolt
Установка Виктора О/А
Отрезная пила Makita
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
26-12-2020 №14
Re: Каковы лучшие бокорезы для провода mig?
welpers, перечисленные выше, являются лучшими, которые я когда-либо использовал, и самыми полезными.

Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-12-2020 №15
Re: Каковы лучшие бокорезы для провода mig?
Я был очень доволен пассатижами MIG марки Channellock, но я бы рассмотрел Welpers, если бы мне пришлось их заменить.
Миллер Первопроходец Pro 350D
Чемодан Миллер МИГ
Миллер Спектр 2050
Миллер Syncrowave 250DX
Линкольн 210MP
Ответить с цитатой
27-12-2020 №16
Re: Каковы лучшие бокорезы для провода mig?
Вот более дешевые сварочные клещиhttps://www.
Dave
 harborfreight.com/8-in-m…ers-63513.html
harborfreight.com/8-in-m…ers-63513.htmlОтветить с цитатой
27-12-2020 # 17
Re: Каковы лучшие бокорезы для провода mig?
Как почти все говорили, плоскогубцы mig должны хорошо справляться со своей работой и делать много других вещей, которые вам нужны для сварки mig. Но у меня есть пара Кляйнов, как в вашей ссылке, и я могу гарантировать вам, что они перережут проволоку и почти все, что попадет в челюсти.

Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
27-12-2020 # 18
Re: Каковы лучшие бокорезы для провода mig?
Первоначально написал smithdoor
Вот более дешевые сварочные клещи
https://www.
Дэйв
Я не пробовал их самый новый, но при возврате старого у него были мили для часто летающих пассажиров.
Они еле перерезали провода.
В прошлом году я взял пару на обмен. Я принес кусочек. 030 провод с для демонстрации. Мои не использовались, не вырезали бы упаковку. Клерк получил еще одну пару, он осторожно открыл пакет, попытался разрезать, но они не смогли, если только не сработал провод. Мне вернули деньги и я отказался.
Welpers являются лучшими наряду с Channel locks.Отправлено с моего iPhone с помощью Tapatalk
 harborfreight.com/8-in-m…ers-63513.html
harborfreight.com/8-in-m…ers-63513.htmlОтветить с цитатой
27-12-2020 # 19
Re: Каковы лучшие бокорезы для провода mig?
https://www.Как только мой 50/60 летний набор сдаст.. Дешевые китайские наборы могут перекосить провод, так что насадка не соскользнет над ним.. Если режет, не перегрызая провода, то любой старый комплект подойдет.
 amazon.com/KNIPEX-Tools-…8-6acff948fa5a
amazon.com/KNIPEX-Tools-…8-6acff948fa5aЭсаб/Лорх ET-220i
Тележка esab 160i
Эсаб CV353
Кормушки Thermal LM-200/ Lincoln
Тепловой 60i- 3 фазы
Пак 50
Термал 35С
Термал 15с
ИНЕ 1500
Клатч 220i
Синий Демон/140 мс/90ст
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-12-2020 #20
Re: Каковы лучшие бокорезы для провода mig?
Моя самая большая претензия к плоскогубцам заключается в том, что они бесполезны для захвата горячего куска металла.У них нет таких возможностей зажима, как у обычных плоскогубцев.
Отправлено с моего iPhone с помощью Tapatalk

:
Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
27-12-2020 # 21
Re: Каковы лучшие бокорезы для провода mig?
Первоначально Послано Lis2323
Моя самая большая жалоба на «плоскогубцы» заключается в том, что они бесполезны для захвата горячего куска металла.
У них нет таких возможностей зажима, как у обычных плоскогубцев.
Отправлено с айфона через Tapatalk
Зачем дворнику зажимать горячие куски металла???ЕСЛИ я использую пассатижи MIG, я всегда обрезаю провод под максимально возможным углом, чтобы свести к минимуму деформацию концов… в любом случае, кажется, работает на больших проводах

Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-12-2020 # 22
Re: Каковы лучшие бокорезы для провода mig?
Первоначально Послано ronsii
Теперь, почему бы дворнику зажимать горячие куски металла???
ЕСЛИ я использую пассатижи, я всегда обрезаю провод под максимально возможным углом, чтобы свести к минимуму деформацию конца.
Мы, дворники, высверливаем кончик, чтобы компенсировать искривление.Отправлено с моего iPhone с помощью Tapatalk
 … кажется, работает на больших проводах в любом случае
… кажется, работает на больших проводах в любом случае:
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
27-12-2020 # 23
Re: Каковы лучшие бокорезы для провода mig?
Первоначально Послано Lis2323
Мы, уборщики, высверливаем наконечник, чтобы компенсировать искажение.
Отправлено с моего iPhone через Tapatalk
Вот это нестандартное мышление!!!! вроде как если коробка не подходит…. сделай коробку больше

Ответить с цитатой
27-12-2020 # 24
Re: Каковы лучшие бокорезы для провода mig?
Я рад за обзор, так что тратьте мои деньги.Спасибо
ДэйвПервоначально Послано BD1
Я не пробовал их новейшие, но часто летал мили по возвращении старых.
Они едва перережут провода.
В прошлом году брал пару на обмен. Я принес кусочек. 030 провод с для демонстрации. Мои не использовались, не вырезали бы упаковку. Клерк получил еще одну пару, он осторожно открыл пакет, попытался разрезать, но они не смогли, если только не сработал провод. Мне вернули деньги и я отказался.
Welpers являются лучшими наряду с замками канала.Отправлено с моего iPhone с помощью Tapatalk

Ответить с цитатой
27-12-2020 # 25
Re: Каковы лучшие бокорезы для провода mig?
502 пост фикспотому что SD сломал его.
Блин!!!! первая страница все еще сломана, и я даже не могу отредактировать свой другой пост, чтобы исправить это
 …
…Последний раз редактировалось ronsii; 27.12.2020 в 22:14.
Ответить с цитатой
Выбор лучшего режущего инструмента для работы
Дженнифер Даллос в
В этом руководстве представлены категории режущих инструментов, а также их плюсы и минусы
АВТОР: ТИМ ЛАЙМАН ([email protected]) — менеджер канала сварки, The L. S. Starrett Co., Атол, Массачусетс,
Перепечатано с разрешения: The AWS Welding Journal
Перед соединением металлических деталей их часто необходимо обрезать до определенных размеров или углов. Иногда их обрезают только для того, чтобы создать чистую поверхность, гарантирующую прочный сварной шов. Профессионалы-сварщики выполняют эту задачу по резке несколькими способами, включая использование газовых и плазменных установок, электроинструментов и ручных режущих инструментов. В этой статье подробно рассказывается о многих конкретных инструментах, подпадающих под эти категории, а также о плюсах и минусах каждого из них.
Иногда их обрезают только для того, чтобы создать чистую поверхность, гарантирующую прочный сварной шов. Профессионалы-сварщики выполняют эту задачу по резке несколькими способами, включая использование газовых и плазменных установок, электроинструментов и ручных режущих инструментов. В этой статье подробно рассказывается о многих конкретных инструментах, подпадающих под эти категории, а также о плюсах и минусах каждого из них.
Несмотря на то, что многие из этих инструментов способны обеспечить желаемый разрез, они представляют потенциальную опасность при неправильном использовании в надежде сэкономить время или деньги. Эти режущие инструменты являются мощными и могут быть опасными при неправильном использовании или неопытными профессионалами. Обязательно постоянно используйте защитное снаряжение, включая защитные очки и перчатки, и всегда стойте сбоку от электропилы, чтобы предотвратить травмы из-за отдачи.
Плазменная и газовая резка
Профессиональные сварщики чаще всего используют два инструмента: аппарат плазменной резки и кислородно-ацетиленовый резак. Оба являются эффективными вариантами, которые режут большинство типов и толщин металлов. Тем не менее, они сопряжены с большими затратами как на аванс, так и на обслуживание необходимых деталей.
Оба являются эффективными вариантами, которые режут большинство типов и толщин металлов. Тем не менее, они сопряжены с большими затратами как на аванс, так и на обслуживание необходимых деталей.
Станок плазменной резки Профессионалы
- Режет все виды металла
- Более высокая скорость резания — отлично подходит для быстрой прямой резки тонких металлов
- Без окалины — дополнительная обработка не требуется
Минусы
- Ограничения по толщине для большинства станков плазменной резки в цеху
- Более широкий пропил, чем при лазерной резке
- Высокая первоначальная стоимость и несовместимость функций
Газовый (оксиацетиленовый) резак Pros
- Подходит для средних и толстых материалов
- Резка фаски с использованием до трех резаков на одном агрегате
- Многофункциональный и относительно недорогой — резка, сварка, пайка, нагрев и т. д.
 д.
д.Минусы
- Подходит только для резки низкоуглеродистой стали
- Низкая скорость резания и снижение точности размеров при выполнении повторных резов
- Может вызывать коробление и частичное образование окалины, что требует последующей обработки
- Образует тяжелую накипь на заготовке, удалить которую до эффективного выполнения сварки может быть непросто
Электроинструменты
Доступно множество различных типов электроинструментов в зависимости от того, какая мощность или точность требуется для работы. Портативность многих электроинструментов также обеспечивает большее удобство и возможность выполнять пропилы в труднодоступных местах.
Угловая шлифовальная машина Профи
- Хорошо подходит для резки большинства металлов
- Эффективно выполняет быструю резку болтов, сеток, листового металла и т. д.
- Универсальный инструмент, который также можно использовать для заточки лезвий и шлифовки металлов
 д.
д.Минусы
- Из-за разного состава зерна каждый абразив имеет специфические рабочие параметры материала и не является универсальным для всех металлов
- Искры с температурой выше 1700°C, представляющие собой расплавленный металл, могут легко распространяться на расстояние более 15 футов во время работы
Лобзик Профи
- Подходит для работ, требующих точных и деликатных резов на плоской поверхности
- Часто используется для выполнения прямых или криволинейных разрезов в середине заготовки
- Высокая степень безопасности благодаря простоте использования
- Долгий срок службы легких аккумуляторных инструментов
Минусы
- Нельзя использовать для резки заподлицо
- Для устойчивости основания требуется несколько ровная поверхность
- Имеет только средний уровень мощности
Сабельная пила Профи
- Возможность быстрой резки всех видов металлов
- Подходит для сноса и быстрой черновой обработки
- Простота использования при работе в узких или труднодоступных местах
- Высокая мобильность благодаря конструкции для использования с аккумуляторными инструментами
Минусы
- Для стабильной и точной резки требуется внимательное отношение пользователя
- Для прокола/разреза плоской поверхности требуется более высокий уровень навыков
- Сильная сила может быть опасной при использовании в ситуациях с низким рычагом
Циркулярная пила по металлу Профи
- Возможность резки в нескольких направлениях и под разными углами на большинстве типов металла
- Долгий срок службы лезвия и портативное использование
- Может использоваться в качестве стационарного или мобильного инструмента, что позволяет пользователям перевозить наименьшее количество массы для любого конкретного применения
Минусы
- Невозможность делать последовательные криволинейные разрезы
- Требуется специальное лезвие для резки металла
- Может быть опасным — во время использования летят искры и металлическая стружка
Портативная ленточная пила Профи
- Эффективно режет большинство металлов и позволяет делать прямые и изогнутые линии
- Мощная и быстрая резка. Делает быстрые разрезы с очень небольшим количеством искр
- Универсален и позволяет выполнять вертикальные и горизонтальные разрезы
 Делает быстрые разрезы с очень небольшим количеством искр
Делает быстрые разрезы с очень небольшим количеством искрМинусы
- Полотна для переносных ленточных пил могут быстро изнашиваться, если не соблюдаются надлежащие рабочие параметры до
- Не подходит для толстых надрезов
- Потенциально опасен, если оператор не соблюдает надлежащие требования по технике безопасности и средствам индивидуальной защиты
Отрезная пила Профи
- Высокая точность при выполнении прямых пропилов в большинстве материалов толщиной до ½ дюйма. толстый
- Удобен, когда нужно быстро сделать много однотипных надрезов
- Экономичный вариант для резки многих материалов
Минусы
- Стационарный. Только в состоянии двигаться вверх и вниз
- Обычно используется для более специализированных однородных разрезов
- Часто оставляет заусенцы на срезе, что требует вторичной очистки
Полотно ленточной пилы Профи
- Может резать металл любой толщины, включая пакеты
- Большинство из них программируемые, что способствует повышению производительности и полуавтоматизации
- Доступный вариант, работающий тихо и чище по сравнению с другими вариантами
Минусы
- Стационарный. Пила занимает место в магазине
- Требуется, чтобы оператор знал, как обкатать диск и установить пилу
- Охлаждающая жидкость требуется во многих областях применения для идеальных рабочих параметров
 Пила занимает место в магазине
Пила занимает место в магазинеРучной режущий инструмент
Простые режущие инструменты «старой школы» до сих пор выполняют свою работу и обычно находятся в вашем ящике для инструментов. Эти инструменты дешевле, чем электроинструменты, и очень полезны для выполнения простых и быстрых прямолинейных разрезов.
Ножницы по металлу Профи
- Хорошо работает с большинством мягких и тонких металлов
- Идеально подходит для быстрой и недорогой прямой резки деталей простой формы
- Обеспечивает минимальный пропил практически без потерь материала
Минусы
- Не подходит для резки твердых металлов или толстых материалов
- Можно делать только прямолинейные пропилы
- Часто образуются заусенцы и деформация концов на резе
Ножовка по металлу Профи
- Лучше подходит для резки тонких материалов
- Очень безопасно — представляет меньший риск, чем электроинструменты, поскольку пользователь полностью контролирует
- Размер и малый вес позволяют легко добраться до труднодоступных мест резки
Минусы
- Лезвия могут быть легко повреждены при резке толстых или твердых металлов
- Процесс резки может быть медленным из-за маленьких зубцов и впадин на лезвии
- Может быть физически утомительным в проектах с большим количеством вырезов — менее эргономичен, чем другие доступные альтернативы
Оловянный нож Профи
- Предназначен для резки тонких листов мягкого металла
- Доступный и очень простой в использовании
- Высокопрочный инструмент
Минусы
- Низкая универсальность
- Процесс резки может быть медленным в зависимости от материала и личного опыта
- Требует дополнительных усилий для резки более жесткого материала благодаря подпружиненным рукояткам
Заключение
Существуют и другие специальные инструменты для резки металла, но те, которые рассматриваются в этой статье, наиболее часто используются в сварочной отрасли. Использование правильного инструмента для работы поможет повысить производительность труда и личную безопасность.
Использование правильного инструмента для работы поможет повысить производительность труда и личную безопасность.
Рис. 1 — Мини-угловые шлифовальные машины Norton маленькие и компактные, предназначены для работы в труднодоступных местах и достаточно мощные, чтобы выполнять работу быстро и эффективно. (Предоставлено Norton│Saint-Gobain Abrasives.)
8 советов по сварке на профессиональном уровне | Артикул
На протяжении многих лет Карл Хайдеман и его команда научили сотни людей сварке на его практических семинарах в Eclectic Motorworks. Мы попросили его поделиться с нами своими рекомендациями по выполнению чистых и идеальных сварных швов каждый раз. Сварку в этой истории выполнял 15-летний Джек Хайдеман.
Мы видели хорошее, плохое и уродливое, и правда такова: большая часть различий между хорошими, плохими и уродливыми сварными швами довольно тонка. Хорошая сварка — это не волшебство; на самом деле это просто вопрос дисциплины и практики. Мы обнаружили, что, обучая некоторым довольно простым приемам, плохие и некрасивые сварные швы быстро превращаются в хорошие сварные швы.
Мы обнаружили, что, обучая некоторым довольно простым приемам, плохие и некрасивые сварные швы быстро превращаются в хорошие сварные швы.
Наиболее важной областью дисциплины и практики является сварочный ход. Хороший, прямой, равномерный ход сделает почти все сварные швы великолепными. В то время как для некоторых людей этот удар происходит естественным образом, для большинства требуется настоящая самоотверженность. Как спортсмен регулярно тренируется, так и сварщик.
Следуйте за нами, пока мы покажем вам лучшие методы для хорошего сварочного хода. Практикуйте их сами и разработайте свой собственный последовательный, дисциплинированный подход к сварке.
Совет №1. Держите резак под правильным углом
Держите резак как можно ближе к перпендикуляру. Наклоните его ровно настолько, чтобы вы могли видеть свою линию и сварочную ванну. Как правило, это около 15 градусов от перпендикуляра. Слишком часто мы видим, как сварщики лениво держат горелку, из-за чего она отклоняется примерно на 45 градусов от перпендикуляра. Такой угол не будет равномерно распределять защитный газ.
Такой угол не будет равномерно распределять защитный газ.
Эта ленивая хватка далека от идеала.
Это хороший захват горелки.
Совет № 2. Правильно расположите горелку от сварочной ванны
После того, как горелка окажется в правильном положении, она должна находиться на правильном расстоянии от сварочной ванны. Общее правило состоит в том, чтобы держать его как можно ближе, не погружая. Обычно это от 1/8 до 3/16 дюйма. Часто люди начинают слишком далеко или постепенно отводят фонарик, когда накладывают бусину. Обычно мы видим, как наши студенты заканчивают сварочный ход на расстоянии от 1/2 до полного дюйма от валика, и это формула для плохих и некрасивых сварных швов.
Ленивый ход обычно заканчивается тем, что резак находится слишком далеко от изделия. Хороших сварных швов от этого не будет.
Резак должен находиться прямо над изделием, всего в нескольких сантиметрах от него.
Совет № 3. Очистите рабочую зону
Чистота действительно важна для качественного сварного шва. Это то, что вы тоже можете практиковать. Перед каждым сварным швом тщательно очистите место сварки проволочной щеткой и срежьте грязный комок на конце сварочной проволоки, чтобы можно было приступить к очистке. Тщательно очищайте соединение перед каждым сварным швом.
Совет № 4. Отрежьте проволоку перед сваркой
Перед укладкой нового валика отрежьте кусок проволоки, оставшийся от предыдущего прохода. В идеале должно торчать около 3/16 дюйма. Это не только обеспечивает чистоту сварного шва, но и помогает расположить горелку на нужном расстоянии от изделия.
Начать с грязной поверхности и шарика на конце провода, который торчит слишком далеко, — это верная формула сварки жевательной резинкой.
Совет № 5: Практикуйте удары
Так же, как теннисист тренируется подавать, бейсболист тренируется бросать и ловить мяч, а футболист тренируется бить ногами и дриблингом, так и сварщик должен тренироваться делать хороший удар. Перед каждым сварным швом несколько тренировочных проходов обеспечат хороший ход каждый раз.
Перед каждым сварным швом несколько тренировочных проходов обеспечат хороший ход каждый раз.
При правильном подходе можно поцарапать проволоку вдоль пути сварки. Это не только гарантирует, что ход сварки останется на заданном курсе, но и царапание проволоки предотвратит подъем горелки по мере продвижения хода. Один тренировочный ход помогает, но два или три еще лучше для развития мышечной памяти, которая действительно поможет получить точный сварной шов.
Чтобы не сбиться с курса, вам нужно видеть, что вы делаете. Хороший шлем с очень чистыми линзами — это хорошее начало, но хорошее зрение — это то, что можно практиковать. Если вы не видите, вы не можете сваривать. Во время сварки убедитесь, что вы хорошо видите линию и сварочную ванну. Если вы не можете, отрегулируйте свой шлем, положение головы или освещение вокруг вашей работы, пока не сможете. Хорошее зрение — это такая же отработанная дисциплина, как и хороший удар.
Совет № 6. Очистите объектив
Здравый смысл говорит о том, что сквозь чистый объектив лучше видно, чем через грязный. Вы можете использовать бытовой очиститель для стекол и салфетку.
Вы можете использовать бытовой очиститель для стекол и салфетку.
Совет № 7. Если вам нужна увеличительная линза, приобретите ее
Увеличивающие линзы могут очень помочь. Если у вас проблемы со зрением, приобретите одну из этих линз у своего поставщика сварочных материалов и узнайте, помогает ли она вашему зрению. Они доступны в стандартных очках для чтения с увеличением от +1,00 до 0,25 за раз.
Совет № 8. Остановитесь, когда возникнут проблемы
Последняя дисциплина, которую нужно практиковать, чаще всего нарушается: останавливайтесь, как только вы понимаете, что что-то идет не так. Слишком часто люди думают, что исправят свои проблемы со сваркой на лету. Опыт научил нас, что такая практика обычно усугубляет небольшую проблему. Лучшая практика — немедленно остановиться. Затем проанализируйте, что произошло, обдумайте корректирующие действия, очистите и обрежьте, а затем двигайтесь дальше.
На этом сварном шве появилось небольшое отверстие, которое сварщик попытался исправить на лету. Результат: большая дыра и большая порция разочарования.
Результат: большая дыра и большая порция разочарования.
Небольшую дыру легче исправить, если вы остановитесь сразу, пока она не переросла в большую дыру. После остановки этот сварщик продолжал доделывать остальную часть работы. Затем, после некоторой очистки и хорошего, дисциплинированного удара, дыра была легко устранена.
Нравится, что вы читаете? Мы рассчитываем на вашу финансовую поддержку. Всего за 3 доллара вы можете поддержать Grassroots Motorsports, став покровителем сегодня.
Комментарии
Просмотр комментариев на форумах GRM
А 401 СиДжей
Придурок
24.08.20 19:18
Хорошая статья. Часть «вы не можете видеть, вы не можете сваривать», хотя, вероятно, должна была сказать, что вы не можете «научиться» сварке. Мой ближайший сосед — профессиональный производитель. Я видел, как он выложил стопку десятицентовиков, глядя на нее несколько секунд, отворачиваясь и нажимая на курок. Без участия шлема. РЖУ НЕ МОГУ.
Мой ближайший сосед — профессиональный производитель. Я видел, как он выложил стопку десятицентовиков, глядя на нее несколько секунд, отворачиваясь и нажимая на курок. Без участия шлема. РЖУ НЕ МОГУ.
irish54j (сторонник форума)
Мегадорк
24.08.20 21:29
Да, я стараюсь делать такие вещи. Я думаю, что еще одна часть: «Как часто вы это делаете?» Как и многие другие вещи, если вы делаете это только раз в месяц или раз в пару месяцев, потребуется некоторое время, чтобы вернуть все «в колею» и делать это правильно. Я построил каркас безопасности на своем раллийном автомобиле (по большей части), и довольно заметно, какие сварные швы были сделаны в начале изготовления каркаса, а какие позже (все они достаточно прочные сварные швы, но более поздние сварные швы намного, намного красивее).
В следующий раз мне нужно сделать ранние сварные швы в невидимых для людей местах, а не в самых заметных местах, лол.
редуктормб
Супердорк
25.08.20 9:29
Я большой поклонник канала Weld.com на YouTube. У них есть масса обучающих видеороликов о том, как стать лучшим сварщиком, которые создают впечатление, будто вы сидите на уроке в профессиональном училище. Я настоятельно рекомендую его, если вы, как и я, являетесь сварщиком начального уровня и хотите расширить свои знания и понимание.
AngryCorvair (сторонник форума)
Участник GRM+ и MegaDork
25.08.20 9:58
В ответ на gearheadmb :
Weldingtipsandtricks.com — мой любимый сайт, но Weld.com — второе место.
Рэнди_Форбс
Новый читатель
25. 08.20 17:44
08.20 17:44
В ответ на AngryCorvair (Поддерживающий форум):
Спасибо за ссылку (и теплоизоляцию, которую вы оставили снаружи двери моей квартиры (в Толедо) около 100 лет назад)!
Рэнди
AngryCorvair (сторонник форума)
Участник GRM+ и MegaDork
25.08.20 22:56
В ответ Randy_Forbes :
LOL Я увидел твое имя на последнем постере и подумал: «Разве это не тот парень из Толедо с Ah4000?»
медленная птица
Ультрадорк
07.02.21 9:25
Мне нужно больше узнать о GT40 на картинке.
ГМ>МГ
Новый читатель
18.04. 21 14:31
21 14:31
Отличная статья, надо начать с азов.
И если ваш один из чел. который не работает круглый год (я) и возвращается к работе, когда погода портится. Несколько предметов, с которыми я столкнулся за последние несколько недель:
Очистите и проверьте эту маску. Очистите стекло и отдайте потовую ленту на трехгодичную стирку. Перед стартом нажмите кнопку «Проверить» и проверьте аккумуляторы — конечно. Но помните переключатель режимов шлифовки/сварки. Или после того, как вы начали свою первую бусину и стали полуслепыми, потому что вы оставили свой шлем в режиме шлифовки в прошлом году. Угадай, кто это сделал…
Это важно, если другие люди. использовать свое оборудование.
Проверьте расходные материалы. Прочтите этикетку на проводе и проверьте свой газ. Этот бак C25, который вы знаете, полный, заканчивается после первых 3 минут. Ваш сын понятия не имеет, почему бак пуст, но эта дыра в его полу больше не проблема.
Дэвид Холдеман
Никто
26. 08.21 13:21
08.21 13:21
@slowbird https://drivetribe.com/p/a-legendary-gt40-replica-best-of-OIkPWaieRYGkPeJ5WHmSVA
Это копия, но мне, например, все равно.
На Чипе
Новый читатель
26.08.21 13:47
Также будут полезны советы по настройке температуры и скорости. Иногда мне трудно сделать правильный выбор.
НорсДэйв
Читатель
26.08.21 17:05
Недавно я делал некоторые вещи, требующие причудливого позиционирования при плохом освещении, и я действительно думаю о том, чтобы попытаться соорудить что-то вроде ручки-светильника, которая крепится прямо к факелу за соплом. Если кто-то делал это или имеет какие-либо идеи, я весь внимание…
Пит. (л33т ФС)
Участник GRM+ и MegaDork
(л33т ФС)
Участник GRM+ и MegaDork
26.08.21 19:22
OnTheChip сказал:Также будут полезны советы по настройке температуры и скорости. Иногда мне трудно сделать правильный выбор.
Мне нравится работать в обратном направлении, если вы говорите о МИГе. Все дело в управлении теплом материалов, которые вы свариваете. Цель сварки состоит в том, чтобы создать лужу металла, которая «затекает» в две детали, которые вы пытаетесь сварить вместе, и добавить к этой луже. Таким образом, вам нужна достаточная скорость, чтобы поддерживать движение лужи, но не настолько большая скорость, чтобы вы просто накладывали бусину на ВЕРХ металла, а не ВНУТРИ металла. Из этого следует ток … очевидно, если вы прожигаете, вы слишком сильно нагреваете металл, поэтому вам нужно либо снизить температуру, либо вам нужно обратить внимание и сварить только в течение 2-5 секунд. за один раз дайте теплу рассеяться, проварите еще немного и т. д. Стыковая сварка нержавеющей стали действительно научит вас этому, поскольку нержавеющая сталь очень плохо передает тепло, поэтому все тепло, которое вы вкладываете в сварной шов, просто останется там, пока вы не сожжете. через, но вам все еще нужно хорошее количество тепла, чтобы получить приличное проникновение.
за один раз дайте теплу рассеяться, проварите еще немного и т. д. Стыковая сварка нержавеющей стали действительно научит вас этому, поскольку нержавеющая сталь очень плохо передает тепло, поэтому все тепло, которое вы вкладываете в сварной шов, просто останется там, пока вы не сожжете. через, но вам все еще нужно хорошее количество тепла, чтобы получить приличное проникновение.
Было бы неплохо, если бы существовал простой контрольный список, но, учитывая всю разную толщину металла, это становится больше похоже на то, что вам просто нужно выучить. Особенно, если вы привариваете, скажем, тонкий треугольник к пластине. Тонкому треугольнику потребуется определенное количество тепла, но когда вы приблизитесь к точке, вы просто сдуете его, если не сделаете паузу и не дадите ему момент.
Вам необходимо войти в систему, чтобы опубликовать сообщение. Авторизоваться
5 инструментов, которые должны быть у каждой роботизированной сварочной горелки
Роботизированные сварочные горелки могут упростить процесс сварки и сделать его более надежным и быстрым. Но роботизированные сварочные модули и сама горелка хороши ровно настолько, насколько хорошо вы их окружаете. Помимо талантливого персонала, каждый сварочный робот и роботизированная горелка могут использовать инструменты, чтобы сделать автоматическую сварку более эффективной и действенной. Мы собираемся рассказать о 5 инструментах, которые, исходя из моего многолетнего опыта наблюдения за автоматизированными сварочными операциями в больших и малых масштабах, многие могли бы использовать с большим эффектом на своей роботизированной сварочной горелке:
Но роботизированные сварочные модули и сама горелка хороши ровно настолько, насколько хорошо вы их окружаете. Помимо талантливого персонала, каждый сварочный робот и роботизированная горелка могут использовать инструменты, чтобы сделать автоматическую сварку более эффективной и действенной. Мы собираемся рассказать о 5 инструментах, которые, исходя из моего многолетнего опыта наблюдения за автоматизированными сварочными операциями в больших и малых масштабах, многие могли бы использовать с большим эффектом на своей роботизированной сварочной горелке:
- Развертка сопла / станция очистки
- Приспособление для выравнивания шеи
- Воздушная струя
- Отслеживание швов
- Устройство контроля газа
Некоторые из этих инструментов недороги и их легко приобрести. В других случаях вам может потребоваться оценка продукта и его испытание, чтобы увидеть, насколько эффективнее ваш сварочный модуль с ним.
Развертка сопла / станция очистки
Если для сварки используется робот, скорость и точность очень важны. Нецелесообразно брать с собой манипулятор робота и заставлять оператора очищать сопло после того, как в ячейке между чистками образуется много сварных швов. Таким образом, наличие станции развертывания для вашей роботизированной сварочной горелки чрезвычайно важно для поддержания времени и точности, которые требуются для операции автоматизации сварки.
Станция развертывания с полным спектром услуг состоит из трех компонентов: развертки, кусачек и устройства для защиты от брызг. Развертка удалит все брызги из сопла, чтобы газ лучше проходил от диффузора к наконечнику и соплу для получения качественных сварных швов. Кусачки для проволоки гарантируют, что каждый раз у вас будет одинаковый выступ, поэтому вы получите хороший старт дуги и точно попадете в сварной шов. Поскольку скорость также имеет решающее значение для окупаемости вашей роботизированной сварочной горелки, ручная обрезка проволоки сокращает время работы дуги и отсрочивает окупаемость робота. Инжектор/аппликатор с защитой от брызг также препятствует накоплению брызг внутри сопла и на контактном наконечнике.
Поскольку скорость также имеет решающее значение для окупаемости вашей роботизированной сварочной горелки, ручная обрезка проволоки сокращает время работы дуги и отсрочивает окупаемость робота. Инжектор/аппликатор с защитой от брызг также препятствует накоплению брызг внутри сопла и на контактном наконечнике.
В своих путешествиях я видел несколько роботизированных сварочных модулей и горелок, которые используют развертку, но не кусачки для проволоки или защиту от брызг. Я встретил одного конкретного пользователя, который зажимал банку с соплом рядом с ячейкой и заставлял робота погружать горелку в банку. Неудивительно, что после пары циклов развертывания в сопле застряло столько геля, что газовые порты забились, и они не могли запустить дугу, поэтому им пришлось заменить шейки. Это не идеальная ситуация или использование станции расширения.
Для большинства пользователей цена является камнем преткновения, когда речь идет об инвестициях в установку для развертывания с полным спектром услуг. И некоторые станции могут быть дорогими. Но существуют недорогие решения для обслуживания резаков с полным обслуживанием, которые предлагают развертку, кусачки для проволоки и инжектор для защиты от брызг, которые могут увеличить время включения дуги робота и ускорить окупаемость.
Приспособление для выравнивания
Каждый раз, когда вы используете роботизированную сварочную горелку, центральная точка инструмента, или TCP, имеет решающее значение для успешной работы сварочной ячейки. Нет лучшего способа обеспечить TCP вашей горелки до того, как горловина будет подключена к линии, чем использование приспособления для выравнивания.
Регулировочные приспособления также необходимы для ремонта шейки резака в случае аварии. Аварии случаются при роботизированной сварке — это досадное, но неизбежное время от времени явление. Если вы используете резак с водяным охлаждением, где лебединые шейки могут быть более дорогими, имея под рукой приспособление для выравнивания, вы сможете согнуть шейку резака обратно до надлежащего TCP в случае аварии, при условии, что ватерлинии не повреждены в лебединой шее. С сегодняшними датчиками столкновений аварии, которые повреждают водопроводные линии, становятся все более редкими, поэтому возможность согнуть шею на место может сэкономить сотни долларов каждый раз, когда происходит авария.
В зависимости от того, сколько робототехнических модулей подключено к сети, наличие нескольких приспособлений для выравнивания под рукой также может сэкономить время, обеспечив или гарантируя, что автономные лебединые шейки соответствуют TCP, прежде чем они будут установлены на передний модуль и введены в эксплуатацию.
Воздушный поток
Воздушный поток — изящная и недорогая (а иногда и стандартная) опция, встроенная в вашу роботизированную сварочную горелку.
Продувка воздухом — это выделенная линия внутри узла кабеля горелки, которую можно подсоединить к воздушному компрессору, при этом чистый воздух выходит из задней части горелки, который выпускает струю чистого воздуха через газовые порты для продувки газовых портов и удаления шлака. или брызги от них во время резки воздуха.
Линии продувки воздухом также можно использовать для подачи спрея против брызг в диффузор, наконечник и сопло, а также для выдувания любого незакрепленного мусора. В качестве опции горелки подача воздуха также очень полезна для охлаждения контактного наконечника между циклами.
Даже при использовании горелки с водяным охлаждением важно помнить, что контактный наконечник редко подвергается полному воздействию охлаждающей жидкости, поскольку линии подачи воды не достигают контактного наконечника.
Воздушный поток позволяет направить воздух из кабеля через переднюю часть горелки и немного охладить наконечник во время воздушной резки, чтобы максимально продлить срок его службы.
Отслеживание швов
Отслеживание швов имело свои проблемы в прошлом, но оно становится все более надежным и надежным инструментом. Отслеживание шва — это устройство, установленное на креплении робота, которое отслеживает шов сварного шва и учитывает изменения в инструментах и приспособлениях для направления робота — а, следовательно, и горелки — вдоль соединения для учета этих изменений. Если ваша подгонка плохая, отслеживание шва может позволить роботизированной сварочной горелке по-прежнему делать хороший сварной шов.
В качестве инструмента отслеживание швов подходит не всем. С одной стороны, это крупная инвестиция. Во-вторых, это не здорово для каждой отрасли. Например, в такой отрасли, как автомобилестроение, расстановка и инструменты могут быть настолько тесными, что в некоторых случаях трудно поместить камеру в такое узкое пространство.
Но если у вас есть автоматизированная сварочная операция с большим количеством открытых инструментов или длинных деталей, где небольшие ошибки в креплении могут привести к чрезмерному браку и переделке, отслеживание шва может стать отличным инструментом для решения этих проблем.
Прочитайте наше электронное руководство по отслеживанию швов здесь
Устройства контроля газа
Существует множество устройств контроля газа, которые помогут вам обеспечить надлежащий поток газа. Некоторые из них являются очень дешевыми вариантами, а некоторые требуют более высокого уровня затрат.
Многие стандартные рабочие процедуры (СОП) требуют подачи определенного количества газа на сопло. Газовый контролер — хороший маленький инструмент, который можно носить в любом кармане, чтобы убедиться, что поток газа от сопла к свариваемому объекту правильный.
Газовые контролеры также возвращаются на расширительные станции. Если вы не используете такие инструменты, как расширительные станции, чтобы поддерживать чистоту сопла и внутренней части передней части горелки, есть вероятность, что вы не получите желаемого потока газа от диффузора к соплу, и вы получите плохие сварные швы. Газовый контролер скажет вам, что ваш расширитель достигает желаемых результатов.
Расходомеры также являются важными инструментами, потому что они подтвердят вашу СОП и удостоверятся, что вы получаете правильный расход газа cfh (кубических футов в час).
На задней стороне механизма подачи проволоки можно также установить отверстия, которые будут ограничивать выброс газа в начале дуги, когда обычно приходится сталкиваться с повышенным расходом газа.
Электронные регуляторы также являются эффективными устройствами управления подачей газа, поскольку они подают газ к передней части сварочной горелки-робота синхронно со сварочным током. Чем больше сила тока, тем больше газа поступает к передней части горелки; электронный регулятор регулирует меньшую силу тока, чтобы уменьшить поток газа и избежать пористости. Электронные регуляторы также работают как отверстия, чтобы подавить первоначальный выброс газа во время зажигания дуги, поэтому вы не используете слишком много газа при поджигании дуги.
Роботизированные сварочные горелки обычно хорошо сконструированы, предназначены для многократного использования и могут значительно ускорить производство. Но без инструментов рядом с роботизированной горелкой, которые помогают ей работать и работать оптимальным образом, ваша роботизированная горелка будет бороться за достижение наилучших результатов и окупить затраты на роботизированную сварочную ячейку в желаемые сроки.
Если вы считаете этот блог интересным, но ищете более подробную информацию о роботизированных сварочных горелках, у нас есть руководство, которое находится прямо у вас в рулевой рубке.
Защитные очки для сварки | Защитные очки
Если вам нужны защитные очки для сварки, у нас они есть по низким ценам каждый день.
Рекомендуемый продукт
Защитные очки для сварщиков, Серия Dakura, Пол унисекс, Цвет линзы Лазерные очки, Нет поляризованных линз, Покрытие линз, устойчивое к царапинам, Без пенопластовой подкладки, Дизайн оправы очков с запахом, Стиль оправы очков Полная оправа, Цвет оправы черный, Размер очков M, Оправа Материал Нейлон, Материал линз Поликарбонат, Цвет дужек Черный, Стиль дужек Нерегулируемые, Фотохроматические линзы Нет, Обнаружение металла Нет, Обнаружение рентгеновского излучения Нет, Защита от УФ-излучения 99,99% UVA/UVB/UVC, стандарты ANSI Z87.1+2015, MCEPS GL-PD 10-12
Посмотреть полную информацию о продукте
$13,75
Защитные очки для сварщиков, Серия Dakura, Пол унисекс, Цвет линзы Лазерные очки, Нет поляризованных линз, Покрытие линз, устойчивое к царапинам, Без пенопластовой подкладки, Дизайн оправы очков с запахом, Стиль оправы очков Полная оправа, Цвет оправы черный, Размер очков M, Оправа Материал Нейлон, Материал линз Поликарбонат, Цвет дужек Черный, Стиль дужек Нерегулируемые, Фотохроматические линзы Нет, Обнаружение металла Нет, Обнаружение рентгеновского излучения Нет, Защита от УФ-излучения 99,99% UVA/UVB/UVC, стандарты ANSI Z87. 1+2015, MCEPS GL-PD 10-12
Посмотреть полную информацию о продукте
Купить защитные очки для сварки
Если вы ищете высококачественный инструмент, который будет резать металл, ножницы для резки металла Stanley 14-563 Aviation — идеальный выбор. Изготовленные из кованой хромомолибденовой стали, эти прямые ножницы имеют общую длину 9 21/32 дюйма и калибр металла из нержавеющей стали 18. Режущее действие прямое, что означает, что он будет резать чисто и точно каждый раз. Эти авиационные ножницы — это качественный инструмент, на который вы можете положиться, чтобы с легкостью выполнять точные разрезы листового металла и других материалов.
Посмотреть полную информацию о продукте
$11,56
Если вы ищете высококачественный инструмент, который будет резать металл, ножницы для резки металла Stanley 14-563 Aviation — идеальный выбор. Изготовленные из кованой хромомолибденовой стали, эти прямые ножницы имеют общую длину 9 21/32 дюйма и калибр металла из нержавеющей стали 18. Режущее действие прямое, что означает, что он будет резать чисто и точно каждый раз. Эти авиационные ножницы — это качественный инструмент, на который вы можете положиться, чтобы с легкостью выполнять точные разрезы листового металла и других материалов.
Посмотреть полную информацию о продукте
Ножницы для резки металла, авиационные ножницы, режущее действие влево/вправо/прямо, общая длина 9 3/4 дюйма, длина резания 1 1/2 дюйма, цвет рукоятки желтый, толщина металла 18, мягкий, режущая кромка зубчатая, предохранительная защелка да, конструкция рукоятки Контурная виниловая рукоятка, материал челюстей из молибденовой стали, особенности сложного рычажного действия. Выдерживает нагрузку при резке тяжелых материалов. Пружинный механизм для быстрой подачи без усилий
Посмотреть полную информацию о продукте
$16,93
Ножницы для резки металла, авиационные ножницы, режущее действие влево/вправо/прямо, общая длина 9 3/4 дюйма, длина резания 1 1/2 дюйма, цвет рукоятки желтый, толщина металла 18, мягкий, режущая кромка зубчатая, предохранительная защелка да, конструкция рукоятки Контурная виниловая рукоятка, материал челюстей из молибденовой стали, особенности сложного рычажного действия. Выдерживает нагрузку при резке тяжелых материалов. Пружинный механизм для быстрой подачи без усилий
Посмотреть полную информацию о продукте
Набор авиационных ножниц, материал лезвия сталь, режущая способность 18 ga (холоднокатаная сталь), 22 ga (нержавеющая сталь), направление резания влево, вправо, прямо, тип режущей кромки гладкая, длина реза 5 дюймов, материал рукоятки пластик, тип рукоятки эргономичный , Цвет рукоятки красный, Материал рукоятки пластик, Эргономичный стиль рукоятки, Включает в себя левый смещенный авиационный нож, Включает мягкую рукоятку Да, Тип замка Болтовой замок, Применение материала Холоднокатаная сталь, нержавеющая сталь, Максимальная толщина листа 18 ga, 22 ga
Посмотреть полную информацию о продукте
$41,54
Набор авиационных ножниц, материал лезвия сталь, режущая способность 18 ga (холоднокатаная сталь), 22 ga (нержавеющая сталь), направление резания влево, вправо, прямо, тип режущей кромки гладкая, длина реза 5 дюймов, материал рукоятки пластик, тип рукоятки эргономичный , Цвет рукоятки красный, Материал рукоятки пластик, Эргономичный стиль рукоятки, Включает в себя левый смещенный авиационный нож, Включает мягкую рукоятку Да, Тип замка Болтовой замок, Применение материала Холоднокатаная сталь, нержавеющая сталь, Максимальная толщина листа 18 ga, 22 ga
Посмотреть полную информацию о продукте
Ножницы для авиации, Материал лезвия Сталь, Режущая способность 18 ga (низкоуглеродистая и катаная сталь), Направление резания влево, Тип режущей кромки Зазубренная, Длина резания 1 1/2 дюйма
Посмотреть полную информацию о продукте
20,35 $
Ножницы для авиации, Материал лезвия Сталь, Режущая способность 18 ga (низкоуглеродистая и катаная сталь), Направление резания влево, Тип режущей кромки Зазубренная, Длина резания 1 1/2 дюйма
Посмотреть полную информацию о продукте
Набор авиационных ножниц, 3 шт.
Посмотреть полную информацию о продукте
$22,20
Набор авиационных ножниц, 3 шт.
Посмотреть полную информацию о продукте
Ножницы для резки металла, Материал лезвия Сталь, Направление реза Прямое, Тип режущей кромки Зазубренная, Длина реза 3 дюйма
Посмотреть полную информацию о продукте
$22,24
Ножницы для резки металла, Материал лезвия Сталь, Направление реза Прямое, Тип режущей кромки Зазубренная, Длина реза 3 дюйма
Посмотреть полную информацию о продукте
Ножницы для резки металла, материал лезвия сталь, режущая способность 24 ga (холоднокатаная сталь), 36 ga (нержавеющая сталь), направление резания прямое, тип режущей кромки зубчатый, длина резания 3 1/4 дюйма
Посмотреть полную информацию о продукте
$18,22
Ножницы для резки металла, материал лезвия сталь, режущая способность 24 ga (холоднокатаная сталь), 36 ga (нержавеющая сталь), направление резания прямое, тип режущей кромки зубчатый, длина резания 3 1/4 дюйма
Посмотреть полную информацию о продукте
Ножницы для авиации, материал лезвия сталь, режущая способность 18 ga (низкоуглеродистая и прокатная сталь), направление резания правое, тип режущей кромки зазубренный, длина резания 1 1/2 дюйма
Посмотреть полную информацию о продукте
24,42 $
Ножницы для авиации, материал лезвия сталь, режущая способность 18 ga (низкоуглеродистая и прокатная сталь), направление резания правое, тип режущей кромки зазубренный, длина резания 1 1/2 дюйма
Посмотреть полную информацию о продукте
Набор ножниц Tinners 4YP53 от Westward представляет собой набор из двух частей для различных задач резки. Эти ножницы имеют большую петлю ручки и лезвие из мягкой стали, что делает их идеальными для многих применений. Набор ножниц Westward 4YP53 Tinners Snip Set поставляется с прямыми лезвиями длиной 1 3/4 дюйма и 2 дюйма, что дает вам гибкость при работе с проектами разных размеров. Толщина металла составляет 20, что делает эти ножницы прочнее, чем большинство моделей, доступных сегодня на рынке. Эти ножницы для консервирования имеют незазубренные режущие кромки для дополнительной прочности и гладкости. Если вы ищете набор ножниц для консервирования профессионального качества, этот набор ножниц для консервирования Westward 4YP53 станет отличным выбором.
Посмотреть полную информацию о продукте
35,45 $
Набор ножниц Tinners 4YP53 от Westward представляет собой набор из двух частей для различных задач резки. Эти ножницы имеют большую петлю ручки и лезвие из мягкой стали, что делает их идеальными для многих применений. Набор ножниц Westward 4YP53 Tinners Snip Set поставляется с прямыми лезвиями длиной 1 3/4 дюйма и 2 дюйма, что дает вам гибкость при работе с проектами разных размеров. Толщина металла составляет 20, что делает эти ножницы прочнее, чем большинство моделей, доступных сегодня на рынке. Эти ножницы для консервирования имеют незазубренные режущие кромки для дополнительной прочности и гладкости. Если вы ищете набор ножниц для консервирования профессионального качества, этот набор ножниц для консервирования Westward 4YP53 станет отличным выбором.
Посмотреть полную информацию о продукте
Ножницы для авиации, материал лезвия сталь, режущая способность 18 ga (холоднокатаная сталь), 22 ga (нержавеющая сталь), направление резания влево, прямое, тип режущей кромки зубчатый, длина резания 1 1/4 дюйма
Посмотреть полную информацию о продукте
$29,69
Ножницы для авиации, материал лезвия сталь, режущая способность 18 ga (холоднокатаная сталь), 22 ga (нержавеющая сталь), направление резания влево, прямое, тип режущей кромки зубчатый, длина резания 1 1/4 дюйма
Посмотреть полную информацию о продукте
Если вы ищете лучшие авиационные ножницы на рынке, обратите внимание на эти прямые авиационные ножницы Milwaukee 48-22-4530. Эти ножницы с прямым лезвием и эргономичными рукоятками быстро справятся даже с самыми твердыми материалами. Благодаря конструкции с болтовым замком эти ножницы обеспечивают дополнительную прочность и длительный срок службы. Красная рукоятка обеспечивает удобный захват при резке стали толщиной 22 мм или меньше. У них есть предохранительная защелка, чтобы держать их закрытыми, когда они не используются. Эти авиационные ножницы Milwaukee Straight Cutting идеально подходят для вашего следующего проекта.
Посмотреть полную информацию о продукте
$15,72
Если вы ищете лучшие авиационные ножницы на рынке, обратите внимание на эти прямые авиационные ножницы Milwaukee 48-22-4530. Эти ножницы с прямым лезвием и эргономичными рукоятками быстро справятся даже с самыми твердыми материалами. Благодаря конструкции с болтовым замком эти ножницы обеспечивают дополнительную прочность и длительный срок службы.