Сварочный мостовой инвертор
Существует несколько схем управления инвертором, входящим в состав сварочного преобразователя. Все они основаны на мостовом принципе. В качестве элементов управления
Наиболее популярны следующие схемы и их вариации:
- полный мост (двухполярная схема). Ее разновидность – резонансный полный мост.
- «косой мост» (ассимитричный) – однополярный.
- полумост, двухполярный. Ее разновидность – резонансный полумост.
Сварочный мостовой инвертор по классической схеме полного моста позволяет снять мощность в два раза больше чем с полумостом, при одинаковых значениях силы тока.
Транзисторные ключи полного моста открываются по диагонали, Т1 и Т3; Т2 и Т4. Когда одна пара ключей открыта, вторая пара запирается. Высокочастотный трансформатор инвертора отслеживает амплитуду протекающего тока. Выходные параметры тока регулируются: изменением времени импульса, при неизменном напряжении по отсечки или изменением отсечного напряжения трансформатора, при постоянной длительности импульсов по времени. Резонансный полный мост мало чем отличается от обычного.
Схема резонаторного полумоста изображена на схеме 2.
Полумост является однополярной схемой. Недостатком ее состоит в половинном питании по напряжению. Этот недостаток используется в инверторах малой мощности с положительной стороны. Возможно использование меньшего размера магнитного сердечника без опасения достижения его насыщения. Транзисторные ключи полумоста работают в режиме переключения. Между импульсами существует «мертвое» время. Недостаточная по времени пауза может способствовать пробою транзисторов.
Не смотря на существенные различия схем, работа мостового инвертора основывается на использовании ключей в виде транзисторов или силовых тиристоров.
Читайте также
Схема сварочного инвертора, описание работы на примере сварочного аппарата РЕСАНТА САИ 140
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
ДВА ВАРИАНТА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СВАРОЧНОГО ИНВЕРТОРА РЕСАНТА САИ 140 | |
НАЖМИТЕ НА РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона.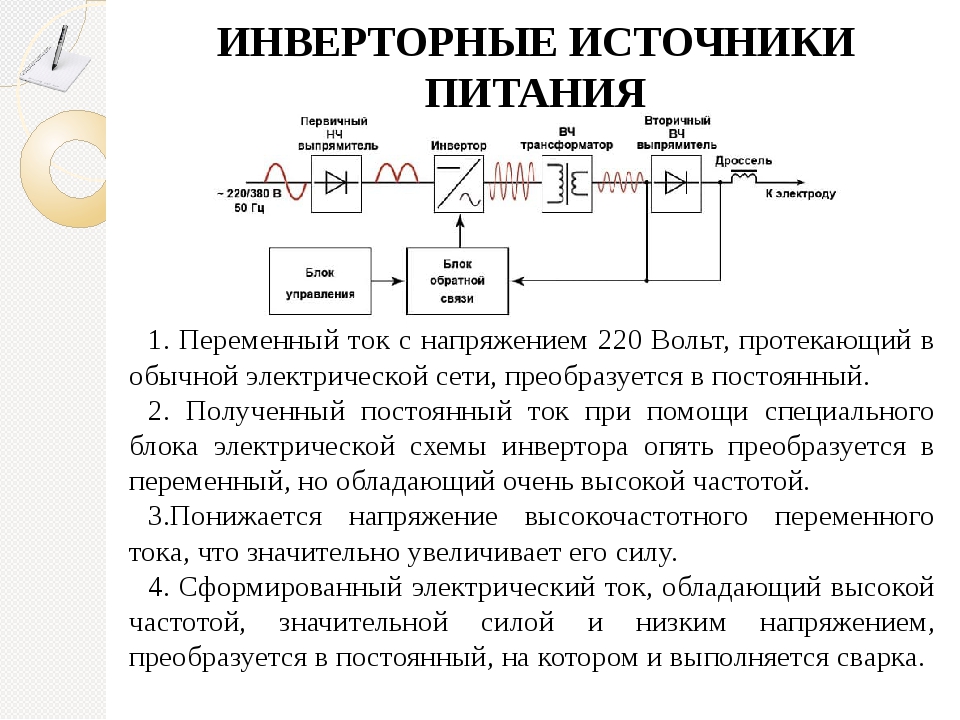 Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки.
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
 com/embed/K-_uEuDIY1k» frameborder=»0″ allowfullscreen=»»/>
com/embed/K-_uEuDIY1k» frameborder=»0″ allowfullscreen=»»/>
Адрес администрации сайта: [email protected]
принцип действия, устройство и схема инверторной сварки на транзисторах
Главная / Аппараты
Назад
Время на чтение: 5 мин
0
366
На сегодняшний день инверторные сварочные аппараты получили широкое распространение благодаря своим характеристикам и областям применения.
В самом деле, аппараты эти достаточно универсальны и могут выполнять целый ряд функций, от соединения металлических деталей до запуска двигателя вашего автомобиля в морозный день.
Выбор таких аппаратов огромен, на рынке присутствует множество моделей. Вы всегда можете подобрать себе сварочный аппарат с необходимыми вам характеристиками и по приемлемой цене.
Вы всегда можете подобрать себе сварочный аппарат с необходимыми вам характеристиками и по приемлемой цене.
Слишком экономить при покупке такого аппарата не рекомендуется, если вы не хотите в скором времени его ремонтировать. Считается, что оптимальная цена на такие аппараты начинается где-то со 100 $.
Однако не все согласны тратить такие деньги на аппарат, который будет использоваться несколько раз в год. Проще собрать собственный сварочный аппарат Бармалея.
- Общая информация
- Принцип работы
- Отличительные особенности сборки Силовые ключи
- Силовой трансформатор
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Для схемы «Защита импортных ТА»
Импортные телефонные аппараты и трубки в основном рассчитаны на телефонную сеть с напряжением 48 В. В сетях СНГ с напряжением 60 В они часто выходят из строя. Для снижения напряжения питания автор использует устройство, приведенное на рисунке.В качестве ограничителя используются стабилитроны VD1, VD2 типа Д814Д и резистор R1 типа МЛТ 0,5 Вт. Сопротивление резистора может меняться от 51 до 150 Ом в зависимости от длины линии.Устройство монтируется внутри телефонного аппарата, телефонной вилки или розетки.Литература 1.
Сопротивление резистора может меняться от 51 до 150 Ом в зависимости от длины линии.Устройство монтируется внутри телефонного аппарата, телефонной вилки или розетки.Литература 1.
Кизлюк А. И. Справочник по устройству и ремонту телефонных аппаратов зарубежного и отечественного производства….
Смотреть описание схемы …
Общая информация
Что же из себя представляет данный аппарат, и почему он имеет такое странное название? Более 15 лет схема этого аппарата была представлена на одном из тематических форумов назад пользователем с ником Бармалей.
Схема оказалась простой и понятной, а сам аппарат — достаточно функциональным, удобным в работе и простым в обслуживании.
Что немаловажно – при сборке данного аппарата пользователь может сам выбирать многие компоненты для сборки, тем самым самостоятельно регулирую его окончательную стоимость.
Ремонт сварочного аппарата Бармалея также несложен, с ним сможет справиться даже пользователь, не имеющий серьезного опыта в данной области.

Не нужно быть специалистом в области электроники, чтобы собрать этот инвертор. Однако есть ряд нюансов, которые требуют базовых теоретических знаний.
Также следует отметить, что существует множество вариаций этой схемы, которые появились за все эти годы благодаря тому, что было предпринято множество попыток улучшить эту схему и привнести в нее что-то свое.
Мы хотим рассказать вам об одной из этих бюджетных схем, не претендуя на то, что наш вариант является самым лучшим.
Используя информацию из нашей статьи вы сможете собрать и аппарат с пусково-зарядной функцией, но для этого вам понадобятся дополнительные навыки, так как это тема для отдельной статьи, здесь мы рассмотрим только модель для сварки.
Хотя для сборки сварочного аппарата Бармалея особые знания не требуются, мастера, которые не разбираются в силовой электронике и не стремящиеся в ней разобраться, должны быть готовы к тому, что при попытке первого включения аппарата после сборки, транзисторы могут сгореть, и придется начинать все с начала.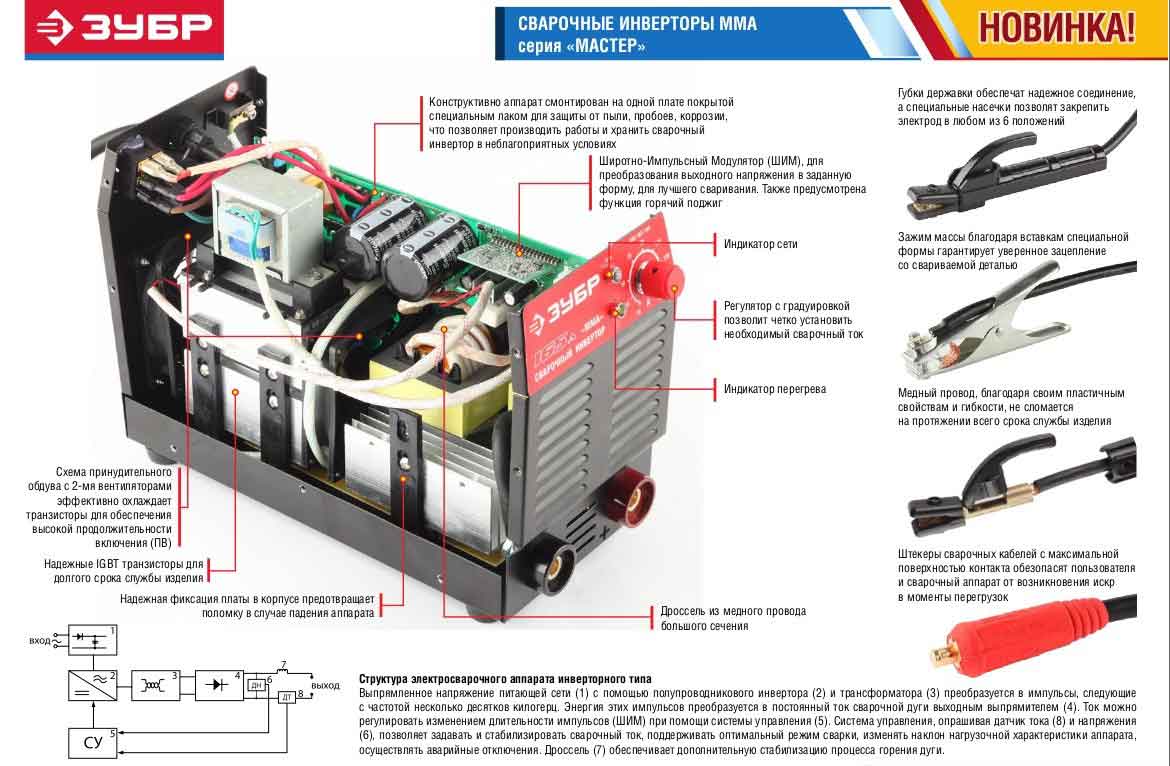 Для успешной сборки основные понятия силовой электроники должны быть вам знакомы.
Для успешной сборки основные понятия силовой электроники должны быть вам знакомы.
Для схемы «ПЕРЕНОСНЫЙ АППАРАТ ДЛЯ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ»
Бытовая электроникаПЕРЕНОСНЫЙ АППАРАТ ДЛЯ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИВ. ПАПЕНИН, г.. ЛенинградПереносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Внешний вид сварочногоаппарата
показан на 3-й с. вкладки (вверху). Масса силового блока
аппарата
— приблизительно 8 кг, габариты-225х135Х120 мм.Как видно из принципиальной электрической схемы, (рис.1) аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.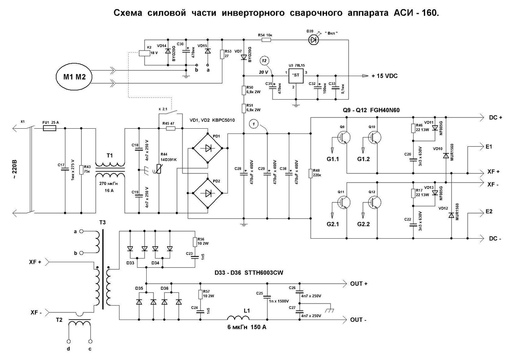 Рис.1К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. усилитель мощности на кт904 Сетевая обмотка
Рис.1К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. усилитель мощности на кт904 Сетевая обмотка
сварочного
трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь менеджмента тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //).Аппарат работает следующим образом. При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла менеджмента тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатор…
Смотреть описание схемы …
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Читать также: Сплав титана и железа
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.

- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Сварочный инвертор схема, назначение, принцип работы, плюсы и минусы
Один из вариантов создания неразъемных соединений из металла – это электродуговая сварка. В течение большинства лет для выполнения данной процедуре применяли резервные электростанции трансформаторного типа. Главный их минус – габаритно-весовые характеристики. К примеру, аппарат марки ВД 306 весит порядка 150 кг.
С появлением полупроводникового оборудования и возникновение подобных элементов, как тиристоры стало причиной созданию устройств, обладающих всеми свойствами, как и преобразователи электрической энергии, но весят намного меньше, только пару килограмм, к примеру, Ресанта САИ 250 весит только 5 кг, — инверторного сварочного аппарата или сварочного инвертора.
Устройство и главные характеристики преобразователей напряжения
Устройства инверторного типа имеют совсем иную электрическую схему, основаную на применении полупроводниковых приборов диодов, тиристоров, транзисторов.
Рабочий принцип преобразователя напряжения
Как уже говорилось, сварочные аппараты инверторного типа вошли в практику сварных работ совсем недавно, на исходе ХХ века. В основе работы аппаратов данного типа лежит принцип сдвига напряжения. Это решение дает возможность поднять силу и частоту тока. Необходимо выделить, что устройство преобразователя напряжения, используемого для работ – имеет очень непростую схему, в середине которой реализуются приведенные ниже процессы:
Сварочные инверторы
- Электрический ток, подаваемый на преобразователь напряжения, преобразуют в постоянный. Изменение показателей тока происходит в устройстве, который собирают с использованием диодного моста.
- Получившийся ток подается на преобразователь напряжения, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное переустройство постоянного тока в переменный. Но получаемый ток, обладает значительно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на преобразователь электрической энергии. Данное устройство уменьшает напряжение и в то же время увеличивает силу тока. Так как преобразователь электрической энергии, который применяют для работы с токами высокой частоты, имеет маленькие размеры, все это проявляется на габаритно-весовых характеристиках преобразователя напряжения.
- После прохождения блока питания, электрический ток, с новыми параметрами поступает на выпрямитель, где он опять трансформируется в постоянный, который и применяют для сварки.
Сварка преобразователем напряжения для начинающих
Необходимо выделить, что устройства инверторного типа, в отличии от устройств трансформаторного типа потребляет вдвое малое число энергии. По мимо этого, параметры тока, который поступает из устройства, обещают то, что сварочная дуга станет иметь стабильный розжиг и горение во время сварки.
По мимо этого, параметры тока, который поступает из устройства, обещают то, что сварочная дуга станет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Инверторные сварочные аппараты имеют ряд конкретных параметров, по которой можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция инверторного сварочного аппарата
- Вид тока, который сформировывается на выходе из выпрямителя.
- Размер напряжения, применяющееся для электрического снабжения. Изготовители производят изделия, которые работают от 380 и от 220 в. Первые используют для профессиональной сварки, вторые для работы дома.
- Размер тока, такой параметр оказывает непосредственное воздействие на размер электрода, который станет применяться для выполнения сварки.
Технические параметры инверторного сварочного аппарата
- Мощность агрегата, такой параметр даёт информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, такой параметр показывает, насколько быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут применены для изготовления сварки.
- Габаритно-весовые характеристики сварочного инвертора и размер тока для сварка на выходе. Чем ниже последний критерий, тем меньше аппарат, но и поэтому данное устройство обладает меньшими рабочими характеристиками.

Минусы и плюсы инверторной сварки
Устройства инверторного типа показывают КПД в границах 85 – 95%, нужно сказать, что это больший коэффициент среди электронной аппаратуры. Применяемая схема дает возможность исполнять регулировку уровня тока для сварка от нескольких ампер, до сотен, а то и тысяч.
К примеру, преобразователь напряжения марки ММА, он составляет 20 – 220 А. Сварочные аппараты инверторного типа как правило будут работать долгое время. Управление источником питания можно исполнять на расстоянии. К бесспорным преимуществам преобразователей напряжения можно отнести их малые габаритно-весовые характеристики, разрешающие перемещать устройство на месте выполнения сварки. В конструкции аппаратов применена удвоенная изоляция, обеспечивающая электрическую безопасность.
К бесспорным преимуществам преобразователей напряжения можно отнести их малые габаритно-весовые характеристики, разрешающие перемещать устройство на месте выполнения сварки. В конструкции аппаратов применена удвоенная изоляция, обеспечивающая электрическую безопасность.
Технологичные положительные качества
Использование преобразователей напряжения дает возможность применять электроды любой марки, которые работают и с постоянным и электрическим током. Устройства данного типа могут быть применены для сварки с неплавящимся электродом в обстановке защитного газа. Более того, конструкция данного оборудования дает возможность очень просто автоматизировать сварочные процессы.
Сварка может быть сделана с использованием короткой дуги, аналогичным образом, уменьшаются утечки энергии и увеличивается качество шва сварки, например, на поверхности свариваемых деталей почти что не появляются брызги от выполнения сварки. Кстати, использование преобразователей напряжения дает возможность получать швы в любой пространственной формы.
В управлении современными инверторными сварочными аппаратами используют процессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают сварочные аппараты инверторного типа
Сварочные аппараты инверторного типа ремонтировать не так просто, чем классические трансформаторные агрегаты. Если из строя уйдут некоторые детали управления, которые размещены на плате, то ремонт может встать приблизительно в треть от цены нового инверторного сварочного аппарата.
Сварочные аппараты инверторного типа, в отличии от оборудованиях остальных типов, очень боится пыли. То имеются такие аппараты должны чаще обслуживаться. Работа сварочным инвертором ограничена и невысокими температурами. Более того, есть некоторые ограничения на хранение преобразователя напряжения при низкой температуре. Это опасно образованием конденсата, который может вызвать короткое замыкание на плате.
Как подобрать электросварочный аппарат для дачи и дома на 220 В
При выборе оборудования для сварочных работ покупатель должен определиться с целью решения, каких задач он будет нужен.
Если он будет применяться для ремонта кузовных деталей, то у него обязаны быть одни параметры, а если для работы по изготовлению металлических конструкций то иными. Но во всяком случае, устройства обязаны отвечать нескольким требованиям, например, в домашнем аппарате обязаны быть выполнены подобные функции, как горячий старт, антизалипание и некоторые прочие. Собственно этим сварочные аппараты инверторного типа отличительны от классических аппаратов.
В конструкции аппарата данного типа должен быть поставлен вентилятор. Более того, схема обязаны быть защищена от перепадов напряжения в электросети. Как правило устройство, которое обладает этими параметрами, как правило будут работать и в условиях мастерской дома, и в условиях товарного производства.
Какой электросварочный аппарат лучше
Выбор аппарата – это в основном дело преимущественно индивидуальное. И каждый подбирает аппарат по собственным потребностям, но, необходимо заявить, что устройства с диапазоном тока для сварка в границах 200 – 250 А, дает возможность исполнять самые непросты работы и обрабатывать детали различной толщины.
Классификация преобразователей напряжения
Инверторные сварочные аппараты можно обозначать по размерам тока для сварка. Изготовители производят три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Есть зависимость, между размером силы тока и размерами аппарата. При подборе аппарата для применения дома необходимо руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого невысокого уровня, многие их применяют для получения опытов работы. Аппараты, которые относят к среднему классу относят к наиболее распространенным и дают возможность исполнять очень разные работы начиная от сборки забора и изготовления очень непростых металлических конструкций. Самые мощные аппараты в основном используют в производственных целях. Их используют для работы с металлическим прокатом приличной толщины.
Аппараты, которые относят к среднему классу относят к наиболее распространенным и дают возможность исполнять очень разные работы начиная от сборки забора и изготовления очень непростых металлических конструкций. Самые мощные аппараты в основном используют в производственных целях. Их используют для работы с металлическим прокатом приличной толщины.
Электроды для ручной дуговой сварки
Подавляющая часть преобразователей напряжения необходима для работы с электродами, покрытыми обмазкой. Однако их можно применять и для работы со сварочной проволокой. Для этого, на устройство устанавливают устройство которое подает проволоку в сварочную территорию. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая зону для работы от влияния атмосферного воздуха.
Дополнительные функции в преобразователях напряжения
В современных инверторных устройствах выполнены некоторые опции, которые ощутимо упрощают работу сварщика:
- Горячий старт – очень часто у начинающих сварщиков, да и не только у них, появляются трудности с розжигом и поддержанием дуги в хорошем состоянии. В момент розжига, ток вырастает до должного уровня и сразу же после розжига возвращается к параметрам работы. Процесс изменения тока происходит полностью автоматично, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин этому несколько, но решение у нее одно – уменьшение уровня тока для сварка. Данная операция также делается автоматично.
 В момент розжига, ток вырастает до должного уровня и сразу же после розжига возвращается к параметрам работы. Процесс изменения тока происходит полностью автоматично, без участия сварщика.
В момент розжига, ток вырастает до должного уровня и сразу же после розжига возвращается к параметрам работы. Процесс изменения тока происходит полностью автоматично, без участия сварщика.- Форсаж дуги дает возможность исполнять швы в различных пространственных положениях.
- Снижение напряжения хода в холостую до безопасного для рабочего и его находящихся вокруг людей уровня.
Нужно определится с параметрами
Как и любое техническое оборудование, инверторные сварочные аппараты обладают рядом параметров в техническом плане, которые формируют их возможности.
Сварочный ток
Сварочные инверторы предоставляют генерацию тока для сварка в диапазонах от 100 до 250 А.

Напряжение хода в холостую
После изменения тока, подаваемого из электросети в 220 В, на выходе из аппарата выходит ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги приходится задействовать максимальное напряжение, но оно создаёт опасность безопасности сварщика и находящихся вокруг людей. По этому после завершения работы, напряжение падает до безопасного уровня.
Рабочий режим на максимальном токе
Весомый признак работы любого аппарата для сварки это критерий продолжительности работы. Его как правило называют ПН или ПВ. Данный показатель говорит про то, какое кол-во времени будет работать аппарат при десятиминутном сварочном цикле, до выключения.
Иначе говоря если ПВ составляет 50% — это означает что время хорошей работы, будет составлять 5 минут, если критерий составляет 70%, то время будет составлять 7 минут. Данный показатель должен быть отражен в техдокументации, входящей в состав поставки аппарата для сварки.
Советы по эксплуатации бытовых преобразователей напряжения
Преобразователь напряжения, который предназначен для сварки – это не простое инженерное устройство, которое оборудовано большим количеством уровней защиты.
Аппаратура данного класса показывает стабильность в работе и между тем просит к себе заботливого отношения и своевременного обслуживания.
Перед покупкой аппарата имеет смысл внимательно изучить руководство по эксплуатированию.
Инструкция инверторного сварочного аппарата
Во время работы с преобразователем напряжения нужно соблюдать несколько самых простых правил безопасности:
- Все токопроводящие рукава не должны содержать повреждений, клеммы для подсоединения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусматривается вентилятор и во время включения он не крутится, работа данного устройства неприемлима.
- Во время работы с аппаратом приходится задействовать средства индивидуальной защиты.

Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках (IJLTEMAS) — это ежемесячный рецензируемый международный журнал в области инженерии, менеджмента и прикладных наук с открытым доступом и полным рецензированием с минимальной платой за обработку.Мы предоставляем отличную платформу для обмена мыслями между исследователями, заинтересованными в области инженерии, управления и прикладных наук.
- → Номер DOI: 10.51583/IJLTEMAS
- → Открытый доступ: Все опубликованные статьи сразу доступны для чтения, загрузки и распространения.
- → Быстрая публикация: Быстрая публикация статей и сохранение высокого качества процесса публикации.
- → Номинальная плата: Номинальная плата за публикацию в поддержку исследовательского сообщества.
- → Connect: Объедините мировое инженерное, прикладное и социологическое сообщество.

Научно-исследовательское инновационное общество
Исследовательское и научно-инновационное общество (RSIS International) является ведущим международным профессиональным некоммерческим обществом, которое способствует развитию исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикует профессиональные международные онлайн-журналы, информационные бюллетени, а также занимается исследованиями и инновациями. на международном уровне.
Прием документов Февраль 2022 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS приглашает авторов/исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук.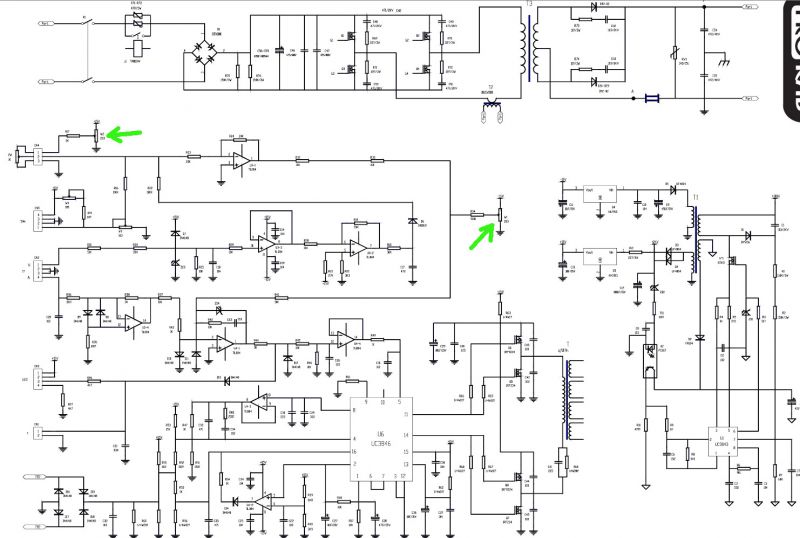 Все материалы должны быть оригинальными и иметь соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную публикацию исследований и предоставление читателю достоверных исследований.
Все материалы должны быть оригинальными и иметь соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную публикацию исследований и предоставление читателю достоверных исследований.
Руководство по отправке
| Крайний срок подачи | 10.02.2022 |
| Новое представление | Онлайн-подача |
| Окончательное представление принятой статьи | Онлайн-подача |
| Месяц/Год/Том/Выпуск | Февраль 2022 г. Том XI Выпуск II |
| Плата за публикацию | 20$ (долл. США) |
Почему открытый доступ?
Журналы открытого доступа доступны бесплатно в Интернете для немедленного открытого доступа по всему миру к полному содержанию статей, отвечающих интересам основных исследователей. Каждый заинтересованный читатель может читать, скачивать или, возможно, распечатывать статьи в открытом доступе бесплатно! Мы приглашаем к подаче статей превосходного качества только в электронном (только .doc) формате.
Каждый заинтересованный читатель может читать, скачивать или, возможно, распечатывать статьи в открытом доступе бесплатно! Мы приглашаем к подаче статей превосходного качества только в электронном (только .doc) формате.
Принципы электронно-лучевой сварки | Электронно-лучевая сварка | Основы автоматизированной сварки
Электронно-лучевая (световая) сварка — это метод сварки, основанный на принципе испускания электронов в вакуумной трубке или трубке Брауна. Сварка в основном выполняется в вакууме (сварка в высоком вакууме) и характеризуется минимальной деформацией при сварке толстых и тонких листов и даже сварке деталей.Однако в последние годы были разработаны аппараты для электронно-лучевой сварки, способные выполнять сварку даже без идеального вакуума (сварочный аппарат с низким вакуумом) или с перемещением электронной пушки (сварочный аппарат с движущейся электронной пушкой), что еще больше расширило область применения.
Обязательна к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок. Скачать
СкачатьКогда катод в вакууме нагревается нитью накаливания, он испускает электроны. Испускаемые электроны ускоряются напряжением и собираются электромагнитной катушкой и выделяют высокую тепловую энергию, когда они ударяются о основной материал. Электронно-лучевая сварка использует это тепло для сварки.
Диаметр пятна луча типичного аппарата для электронно-лучевой сварки составляет примерно 0,2 мм, а плотность энергии электронного луча примерно в 1000 раз выше, чем у дуги.Тепло, прикладываемое к области вокруг сварного шва, низкое, что позволяет выполнять сварку с меньшими искажениями. Контроль выхода электронного луча позволяет регулировать проникновение, что делает этот метод применимым к широкому спектру основных материалов, от толстых до тонких пластин. Электронно-лучевая сварка также может использоваться для сварки металлов с высокой температурой плавления (таких как вольфрам), а также активных металлов, которые могут окисляться во время сварки (таких как титан).
Возможные области применения: корабельные листы, мосты, резервуары для хранения, детали самолетов и электронные компоненты.
С электронными компонентами процесс, называемый электронно-лучевой герметизацией, используется для герметизации кварцевых генераторов, которые должны быть соединены в вакууме. В этом процессе вакуумная пайка пайкой осуществляется путем расплавления наполнителя между металлической крышкой и керамическим корпусом за счет теплопроводности, индуцированной электронным лучом.
Аппарат для электронно-лучевой сварки
Как электронно-лучевая сварка, так и лазерная сварка позволяют добиться глубокого провара при небольшом количестве тепла.При лазерной сварке вакуум не требуется, оборудование может быть меньше, чем оборудование для электронно-лучевой сварки, и возможны высокие скорости сварки.
Однако лазерные лучи имеют меньшую мощность, чем электронные лучи, поэтому глубина проникновения меньше, что делает лазерную сварку непригодной для сварки толстых листов. Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться.
Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться.
В таблице ниже сравниваются различные аспекты каждого метода. Сравнение показывает, что оба метода имеют преимущества и недостатки, и что преимущества каждого метода необходимо использовать соответствующим образом.
| Электронно-лучевая сварка | Лазерная сварка | ||
|---|---|---|---|
| CO 2 (углекислый) лазер | ИАГ-лазер | ||
| Источник тепла | Высоковольтный генератор + электронная пушка | Оптический резонатор с CO 2 в качестве основной среды | Оптический резонатор со стержнем YAG в качестве среды |
| Диапазон выпуска имеющегося в продаже оборудования | от 3 кВт до 100 кВт | 0. от 5 кВт до 45 кВт от 5 кВт до 45 кВт | от 0,1 кВт до 6 кВт |
| Максимальная мощность плавки | Прибл. 150 мм (100 кВт) | Прибл. 30 мм (45 кВт) | Прибл. 10 мм (6 кВт) |
| Энергоэффективность луча | Прибл. 100% | Прибл. 20% Значительные потери из-за поверхностных отражений и поглощения плазмы | Немного более высокий коэффициент поверхностного поглощения, чем CO 2 с меньшим поглощением плазмы |
| Максимальная практическая толщина листа | Прибл.100 мм | Несколько мм или меньше | То же, что слева |
| Сварочная среда | Вакуум (<10-2 мм рт.ст.) Сварка должна выполняться в вакууме | Окружающий воздух Требуется защита инертным газом, как при дуговой сварке | То же, что слева |
| Сварочные материалы | Только металлы Без металлических материалов с высоким давлением паров, таких как цинк и магний | Металлы, неметаллы | То же, что слева |
Электронно-лучевая сварка используется для плавления и соединения основных материалов. Поскольку сварка характеризуется небольшим пятном с минимальным тепловым воздействием, идеально подходят муфты без зазоров. Однако при сварке на макс. глубина проникновения от 3 до 5 мм, как правило, допускаются зазоры до 0,1 мм. Более глубокие проникновения позволяют увеличить порог зазора. При глубине проплавления 50 мм возможна сварка даже с зазором 3 мм с использованием присадочного материала (сварочной проволоки).
Поскольку сварка характеризуется небольшим пятном с минимальным тепловым воздействием, идеально подходят муфты без зазоров. Однако при сварке на макс. глубина проникновения от 3 до 5 мм, как правило, допускаются зазоры до 0,1 мм. Более глубокие проникновения позволяют увеличить порог зазора. При глубине проплавления 50 мм возможна сварка даже с зазором 3 мм с использованием присадочного материала (сварочной проволоки).
- Типовые сварные соединения, возможные при электронно-лучевой сварке
(EB = электронный луч)
Дом
Сравните MFDC и переменный ток при контактной сварке?
MFDC означает СРЕДНЯЯ ЧАСТОТА ПОСТОЯННОГО ТОКА.Вход трехфазного переменного тока с частотой 60 Гц преобразуется в высокочастотный входной сигнал частотой 400-4000 Гц, подаваемый на трансформатор. Затем трансформатор выдает постоянный ток на сварочный аппарат.
СХЕМА И ПРЕОБРАЗОВАНИЕ МОЩНОСТИ В УПРАВЛЕНИИ И ТРАНСФОРМАТОРЕ СРЕДНЕЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
AC означает переменный ток. Исторически сложилось так, что в Северной Америке стандартными средствами управления сваркой был однофазный переменный ток с частотой 60 Гц. Трансформатор вырабатывает низковольтный переменный ток высокой силы тока с частотой 60 Гц, подходящий для получения желаемых параметров сварки.Типичные синусоидальные выходные сигналы переменного тока будут выглядеть так, как показано ниже.
Исторически сложилось так, что в Северной Америке стандартными средствами управления сваркой был однофазный переменный ток с частотой 60 Гц. Трансформатор вырабатывает низковольтный переменный ток высокой силы тока с частотой 60 Гц, подходящий для получения желаемых параметров сварки.Типичные синусоидальные выходные сигналы переменного тока будут выглядеть так, как показано ниже.
Каждый раз, когда синусоида пересекает ноль, сварка переменным током на мгновение охлаждается. Дополнительное охлаждение происходит в зависимости от величины фазового сдвига, как показано выше. По мере накопления тепла деталь нагревается. Оборудование переменного тока очень прочное и может работать в течение всего срока службы при правильном охлаждении и эксплуатации в пределах своих номинальных возможностей.
MFDC измеряется в миллисекундах (мс). В одном синусоидальном сигнале переменного тока частотой 60 Гц содержится 16 мс.Поскольку MFDC нагревается непрерывно, постоянный ток фактически может производить такое же количество тепла, как одна синусоидальная волна переменного тока, за гораздо меньшее время, как показано ниже:
Этот атрибут нагрева без пересечения нуля и фазового сдвига позволяет MFDC быстро нагреваться. Еще одна особенность заключается в том, что индуктивные потери практически исключены при использовании постоянного тока. Поэтому трансформаторы MFDC могут нагревать детали с меньшей мощностью. Кроме того, трансформаторы MFDC работают на более высокой частоте, что позволяет сделать их меньше.Меньше означает меньший вес, который может нести рука робота.
Еще одна особенность заключается в том, что индуктивные потери практически исключены при использовании постоянного тока. Поэтому трансформаторы MFDC могут нагревать детали с меньшей мощностью. Кроме того, трансформаторы MFDC работают на более высокой частоте, что позволяет сделать их меньше.Меньше означает меньший вес, который может нести рука робота.
MFDC стала предпочтительной системой в мире автоматизации. Время в (мс) позволяет более точно контролировать процесс, что может привести к лучшим результатам процесса.
Многие приложения обращаются к MFDC, потому что этот процесс может:
Нижний груз
Быстро
Уменьшить требования к питанию
Лучшее разрешение контроля нагрева
Все операции разные, но принципы одинаковы.Сравнивая эти два процесса, можно было бы ожидать обнаружения следующих
ПРЕИМУЩЕСТВ И НЕДОСТАТКОВ:
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ MFDC И AC
Многие приложения продолжают использовать и определять оборудование переменного тока..gif.05114be580c2cdf03833a2c599495165.gif) MFDC стал предпочтительным продуктом для автоматизированного оборудования.
MFDC стал предпочтительным продуктом для автоматизированного оборудования.
Ссылка: RWMA — Руководство по контактной сварке, 4-е издание
AWS — Welding Journal, вопросы и ответы, июль 2019 г.
Схема сварочного инвертора.План сварочного инвертора. Внешний вид сварочных инверторов. Принципиальные и электрические схемы, принципы их работы.
ИИСТ (Инверторные источники сварочного тока) В настоящее время используются трансформаторные источники, принцип работы которых основан на понижении трансформатора. Такие трансформаторы работали на частоте электросети — 50-65 Гц и представляли собой достаточно громоздкие устройства. Схема сварочного инвертора отличается от трансформатора и далее мы объясним, чем именно.
Внешний вид сварочных инверторов
Шествие ИИСТ по планете началось в 90-х годах ХХ века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и бытового назначения есть инверторные сварочные установки. Сейчас их используют везде:
Сейчас их используют везде:
- при дуговой сварке несложными и штучными электродами;
- в сварочных автоматах и полуавтоматах;
- при сварке алюминиевых деталей, плазменной резке и других видах электросварки.
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это сварочный аппарат, работающий по принципу компьютерного блока питания, то есть как импульсный бп. От трансформаторных агрегатов сварочный инвертор значительно меньше по размерам и, наоборот, значительно превосходит по частотам. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьезно уменьшить габариты аппарата, а также снизить затраты на его производство — катушка в инверторном источнике тока в разы меньше трансформатора, соответственно меньше требуется дорогостоящей меди.
Принципиальные и электрические схемы
Принципиальная схема сварочного инвертора основана на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц. Для работы этих ключевых элементов входной ток должен быть сжат на них, а он поступает от мощного диодного моста.Входное напряжение выпрямляется к ним, и выравнивается фильтрующими конденсаторами таким образом, что на выходе первого каскада мы получаем мощное постоянное напряжение свыше 220В.
Для работы этих ключевых элементов входной ток должен быть сжат на них, а он поступает от мощного диодного моста.Входное напряжение выпрямляется к ним, и выравнивается фильтрующими конденсаторами таким образом, что на выходе первого каскада мы получаем мощное постоянное напряжение свыше 220В.
Данная электрическая схема сварочного инвертора работает как источник питания транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80 кГц, соответственно на этой частоте будет работать и понижающий трансформатор. Соответственно, этот факт позволяет серьезно уменьшить размеры трансформатора и всего сварочного инвертора.В результате сварочный аппарат становится намного меньше своего классического собрата, но при этом сохраняет прежнюю мощность.
Итак, если рассматривать принцип работы инверторного сварочного аппарата, то порядок действий, выполняемых аппаратом, будет следующим:
- Переменный ток 220В, получаемый из сети, выпрямляется диодным мостом. В качестве меры предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом установлен фильтр помех, препятствующий этому.
- После этого ток выравнивается по конденсаторам и поступает в блок транзисторов. Следует учесть, что на конденсаторах напряжение тока будет в 1,5 раза выше, чем на выходе диодного моста.
- Постоянный ток подается на транзисторы через первичную обмотку понижающего трансформатора с частотой, кратной отличной. Фактически мы получаем высокочастотный переменный ток.
- Далее этот ток поступает на понижающий высокочастотный трансформатор, отличающийся большим сечением вторичной обмотки или использующий другие виды материала обмотки.
- Трансформатор понижающий ток до напряжения 50-70В. При этом сила тока растет и может превышать 130А. В кустарных сборках могут применяться трансформаторы со вторичной обмоткой из медной жести толщиной 0,3 и шириной 40 мм. Такой подход обусловлен тем, что токи высокой частоты вытесняются по поверхности проводника, а сердцевину толстого проводника не используют, что вызывает нагрев проводника.
 В качестве меры предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом установлен фильтр помех, препятствующий этому.
В качестве меры предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом установлен фильтр помех, препятствующий этому.
После этого выпрямите диоды токового выхода.Нюанс работы выходного диода в том, что он должен работать с током высокой частоты, и не каждый диод с этим справится. В этой ситуации необходимо использовать быстродействующие диоды с временем восстановления менее 50 нс, так как обычные диоды просто не успеют сработать, учитывая частоту поступающего тока.
В результате на выходе получаем постоянный ток низкого напряжения, необходимого для сварки, но чрезвычайно большой силы тока.
Такова принципиальная схема источника инверторного сварочного тока.В каждой конкретной модели есть отличия, заложенные производителем, дополнительные схемы, повышающие надежность и безопасность устройства, например, блок терморегуляции, защищающий основные элементы блока перегрева, а также управляющий системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по вышеуказанному принципу.
Типы сварочных инверторов и их схемы
В качестве примера можно посмотреть на бытовые сварочные инверторы Reante. Компания поставляет как стандартную линейку инверторов разной мощности, так и компактные версии инверторов, некоторые из которых умещаются в небольшом корпусе. По такому же принципу работают аппараты плазменной резки и аргонно-дуговой сварки резанта.
Компания поставляет как стандартную линейку инверторов разной мощности, так и компактные версии инверторов, некоторые из которых умещаются в небольшом корпусе. По такому же принципу работают аппараты плазменной резки и аргонно-дуговой сварки резанта.
На рынке присутствуют и иностранные производители, например, немецкая компания Fubag. Немцы предлагают исключительно надежные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие устройства могут похвастаться большим количеством дополнительных возможностей.Это принудительное охлаждение, работа на малых мощностях, дополнительная наладка сварщика, микропроцессорное управление и многое другое.
Кроме того, при желании можно собрать сварочный инвертор своими руками. Процесс сборки не займет много времени, достаточно иметь начальные знания в области электротехники. Схемы инвертора есть в открытом доступе, изготовление печатной платы непосредственно самого мощного блока не составит особого труда. Доступность элементной базы для изготовления инвертора очень высока, но понижающий трансформатор лучше будет сделать самостоятельно, чтобы избавиться от проблемы сильного нагрева трансформатора.Главное не забыть про фильтр помех для защиты собственной электросети.
Доступность элементной базы для изготовления инвертора очень высока, но понижающий трансформатор лучше будет сделать самостоятельно, чтобы избавиться от проблемы сильного нагрева трансформатора.Главное не забыть про фильтр помех для защиты собственной электросети.
Принцип работы сварочного аппарата TIG
Устарело : __autoload() устарела, вместо этого используйте spl_autoload_register() в /home/hon11950/public_html/en.hongky.com/library/class/htmlpurifier/library/HTMLPurifier.autoload .php on line 17
В механике, металлообработке, сварочные аппараты используются довольно много для ремонта, соединения металлических деталей между собой.Существуют различные методы сварки, такие как сварочная проволока, Tig, Mig, Plasma. Сварка TIG является широко применяемым методом благодаря высокой эффективности сварки, хорошему качеству сварки и хорошему качеству.
TIG расшифровывается как Tungsten Inert Gas — это процесс дуговой сварки в защитной среде с использованием инертного газа вольфрама. Во избежание проникновения наружного воздуха сварной шов защищен инертным газом. Тепло, выделяемое дугой между электродом и припоем, способствует плавлению металла.При сварке TIG можно использовать инертный газ или смесь инертных газов.
Класс сварки TIG
Методы сварки TIG можно классифицировать в зависимости от режима сварки, сварочного тока или модели.
Классификация по режиму сварки: Существует два типа: нормальная сварка и импульсная сварка.
— Обычная сварка: Ток регулируется трапециевидно, с точками нарастания, поддержанием и снижением до 0.
Импульсная сварка: управляющий ток модулируется на определенной частоте. Ширина и цикл также могут быть изменены в соответствии с материалом.
Сортировка по сварочному аппарату: Есть 3 типа.
— В машине используется диодный выпрямитель
— В машине используется тиристорный выпрямитель.
— инвертор.
Сортировка по сварочному току:
— Сварочный аппарат постоянного тока:
+ Тизистор: AC »» »» DC: сварка.
DC: Сварка.
— Сварочный аппарат переменного тока: AC »» »DC» »» AC: Сварка.
Характеристики:
Способ сварки электродом не плавящимся.
Не допускать образования шлака в процессе сварки без использования припоя.
Легко контролировать во время дуговой сварки, легочный поток легко наблюдать.
Высокотемпературный и концентрированный источник тепла.
Преимущества методов сварки TIG
— Сварка по всей толщине из-за большой амплитуды (от 5 до 600А, напряжение 10 — 35В).
— Применяется для всех металлов и сплавов.
— Для высококачественных сварных швов.
— Сварные швы не забрызганы, чистые и красивые.
— Легко контролировать форму сварного и сварного шва.
Недостатки:
— Производительность невысокая.
— Требования к квалификации сварщика.
— Тратить много денег на оборудование и материалы.
Заявка:
Хорошее применение для сварки твердых металлов и сплавов, таких как титан и медь.
Для сварки слоев в процессе сварки напорной трубы.
Очень эффективен для сварки алюминия, никеля и нержавеющей стали.
Конструкция сварочного аппарата TIG:
Каждый производитель разрабатывает припой разных типов, но базовый сварочный аппарат TIG имеет следующую структуру:
1. Бензобак и клапан давления:
Бензобак и клапан давления:
Используется в качестве защитного газа при сварке TIG. Обычно существует пять типов газов и газов:
— Кристально чистый аргон
— чистый вертолет
— чистый СО2.
— Смесь аргона и гелия
Аргон + CO2
2. переменная строка.
3. Сварочная и зажимная масса
4. Прочие части: Охлаждающие детали, проводники, органы управления.
Принцип работы:
Коррекция сварочного тока:
Согласно экспериментальному исследованию скорости сварки, наилучшая скорость сварки составляет около 1 А для 0.0001 по толщине, т.е. около 40А/мм, соответственно 250мм/мин.
Эту скорость очень сложно применить при ручной сварке, поэтому следует уменьшить соответствующий ток (16А/мм толщины при скорости сварки 100мм/мин.
Регулировка скорости сварки:
Типичная скорость сварки составляет около 100–250 мм/мин.
Коррекция тока дуги:
Длина дуги — это расстояние от электрода до поверхности области потока.
Длина дуги обычно составляет от 0,5 до 3 мм и обычно зависит от сварочного материала.
Например, для оловянной оболочки толщиной менее 1 мм отрегулируйте ток дуги на 0,6 мм и не используйте стержни. Для гофрированного листа (менее 4 мм) или сварки длина дуги регулируется до 2 мм.
Tig Welder Inverter Схематическая схема инверторного сварочного аппарата. Похожие изображения Чикагская электрическая дуговая сварка TIG Harbour Freight. электронная схема известна как … Вы можете найти
Tig Welder Inverter Schematicdiy инверторный сварочный аппарат 74ls14 генератор 40n80 igbt 2X dsei160-06. Привет, друг, мне понравилось. Схема дугового инвертора с переключением режима. Привет всем, я построил дуговой инвертор. Схемы инвертора постоянного и переменного тока.
Привет всем, я построил дуговой инвертор. Схемы инвертора постоянного и переменного тока.
Сварочный аппарат TIG Схемы преобразователя постоянного тока в переменный. Повторное подключение входного напряжения сварочного инвертора. Патент US20110062123Micro Welding Machine Google Patents.Схема инвертора MOSFET, высокочастотный запуск дуги — Прямоугольная волна переменного тока особенно подходит для сварки изделий из алюминия и алюминиевых сплавов — Функция постоянного тока.Сварочный аппарат TIG DC to AC InverterSchematics. Сварочный инвертор до 100А. Схема щита переключателя сварки. Схема запуска сварочного инвертора. Схема инвертора для дуговой сварки IGBT MMA 160A, 108–130 долларов США / комплект, новый, Китай (материк), JINSLU. Источник от сварочных аппаратов MOSFET-TIG.
Tig Welder Inverter Схема>>> НАЖМИТЕ ЗДЕСЬ
Самодельный аппарат для дуговой сварки, сварки MIG и TIG. Оригинальная цифровая плата для сварки MIG, TIG и Arc (палка). Сработала Неплохая несложность в схеме или в механике. Схема сварочного инвертора. Схема сварки TIG, руководство по сварке Linde, перезаряжаемый сварочный аппарат, трубы для хранения сварочных прутков Канада, дуговая сварка Telwin. АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ ДЛЯ 110 В ПЕРЕМЕННОГО ТОКА И 30 А АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ ДЛЯ 220 В ПЕРЕМЕННОГО ТОКА. НЕ ИСПОЛЬЗУЙТЕ сварочный аппарат TIG/Stick (MMA) с прямоугольным инвертором переменного/постоянного тока на 200 ампер. Схема сварочного инвертора. Связанные изображения Схема инверторного сварочного аппарата. Похожие изображенияChicago Electric Arc TIG Welder Harbour Freight. электронная схема известна как инвертор. Избегайте прямого контакта со сварочной цепью.Theno Примечание. Для сварки ВИГ поменяйте местами соединения в 6 и 7. Аппараты для сварки ВИГ LincolnElectric для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) предлагают сварку ВИГ переменного и постоянного тока 120 В/1/50/60 20 А ответвленной цепи, 120 В/1/50/60 30 А ответвленной цепи. MIG и TIG являются наиболее популярными типами электродуговой сварки.
Схема сварочного инвертора. Схема сварки TIG, руководство по сварке Linde, перезаряжаемый сварочный аппарат, трубы для хранения сварочных прутков Канада, дуговая сварка Telwin. АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ ДЛЯ 110 В ПЕРЕМЕННОГО ТОКА И 30 А АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ ДЛЯ 220 В ПЕРЕМЕННОГО ТОКА. НЕ ИСПОЛЬЗУЙТЕ сварочный аппарат TIG/Stick (MMA) с прямоугольным инвертором переменного/постоянного тока на 200 ампер. Схема сварочного инвертора. Связанные изображения Схема инверторного сварочного аппарата. Похожие изображенияChicago Electric Arc TIG Welder Harbour Freight. электронная схема известна как инвертор. Избегайте прямого контакта со сварочной цепью.Theno Примечание. Для сварки ВИГ поменяйте местами соединения в 6 и 7. Аппараты для сварки ВИГ LincolnElectric для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) предлагают сварку ВИГ переменного и постоянного тока 120 В/1/50/60 20 А ответвленной цепи, 120 В/1/50/60 30 А ответвленной цепи. MIG и TIG являются наиболее популярными типами электродуговой сварки. В инверторном сварочном аппарате дуга гораздо более точечная, поэтому вы можете сфокусировать ее прямо на всех этих модулях вместе, как добавить батареи в цепь, чтобы получить больше энергии.
В инверторном сварочном аппарате дуга гораздо более точечная, поэтому вы можете сфокусировать ее прямо на всех этих модулях вместе, как добавить батареи в цепь, чтобы получить больше энергии.
Инверторный каскад в данной топологии прямого переключения с жестким переключением Схема прямого преобразователя с двумя ключами использует два силовых ключа для TIG постоянного тока с номинальной мощностью.
Многофункциональный сварочный инвертор mma mig tig CT-312 (с ножной педалью), вы можете найти полную информацию IGBT MMA 160A ARC сварочный аппарат сварочный инвертор схема.
Прочные и надежные сварочные аппараты для суровых условий работы, чтобы быть самыми прочными и надежными сварочными аппаратами STICK, TIG, MIG и сварочными аппаратами на рынке. Надежность. Наш сварочный аппарат на основе SCR
имеет подтвержденный послужной список более чем 100 000 дуговых сварочных аппаратов. Электрические цепи и испытания на выносливость
TIG Welder DC to AC Inverter Schematics. Повторное подключение входного напряжения сварочного инвертора. Патент. US20110062123 Патенты Google на микросварочный аппарат. ИИП.
Повторное подключение входного напряжения сварочного инвертора. Патент. US20110062123 Патенты Google на микросварочный аппарат. ИИП.
СВАРОЧНАЯ МАШИНА TIG MMA ПОСТОЯННОГО ТОКА. Инвертор постоянного тока MMA TIGWelder серии TIG MOSFET. Описание продукта:. Принятие передовой инверторной техники и превосходного импорта. Инверторный сварочный аппарат TIG/MMA. ток из сварочной цепи, вызывающий поражение оператора электрическим током. Настройка базовой сварки TIG на переменном токе выглядит следующим образом: ТИГ. СВАРОЧНЫЙ АППАРАТ С ПОДПЛАВЛЕНИЕМ. М2 — 1000 — 3п. М2 — 1250 — 3П. 22 такая схема конструкции инвертора, вес и объем основного трансформатора приходит.
Сварочный инвертор SMPS. Схема. Соберите трансформатор для микроволновой печи. Самодельный аппарат для дуговой/электрической сварки. Арка «Сделай сам». MIG и TIG сварщик. Сварщик MIG и TIG. Дополнительный IGBT полный мост для сварки TIG инвертор — сварщик Cd — черепахи, рисунок 5. схема привода быстрого затвора mosfet.