Сварочный инвертор постоянного тока или переменного?
При выборе сварки у покупателей возникает вопрос: купить инверторный сварочный аппарат постоянного тока или переменного? Оба типа инверторов имеют свои достоинства и недостатки, однако стоит отметить, что сегодня сварки переменного тока уходят в прошлое, их заменяют более совершенные сварочные аппараты токовыпрямительного или постоянного тока.
Какой аппарат выбрать?
Что выбрать — выпрямитель или трансформатор?
Трансформаторы — сварочные аппараты переменного тока, имеют следующие преимущества:
- простая конструкция;
- минимум поломок, большой рабочий ресурс;
- возможность регуляции силы сварного тока.
- низкий КПД;
- разбрызгивание металла при сварке;
- большие габариты.


- высокое качество сварных швов;
- высокий КПД;
- наличие возможности регулировать силу тока, защитный блок;
- сварка любых металлов, в т.ч. низколегированных и пр.
Как измерить силу тока сварочного инвертора?
Основная характеристика сварочных инверторов — сила тока, чем она выше, тем производительней будет аппарата. Стоимость сварки тоже напрямую зависит от этого показателя.
Для бытового использования достаточно инвертора с параметрами до 160 А, подключаемого к электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200 А.
Также немаловажным показателем является мощность сварочного аппарата. Как правило, она не указывается в паспорте, но зная максимально выдаваемую сваркой силу тока и другие параметры можно вычислить количество потребляемых кВт.
Например, рассчитаем, сколько киловатт потребляет ток в 160 ампер. Для этого можно воспользоваться формулой: Ватт = Ампер * Вольт или использовать специальную таблицу сварочных токов для инвертора:
Таблица сварочных токов для инвертора
Сварочный инвертор, принцип его работы
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
 youtube.com/embed/PulIhndzBMw» frameborder=»0″/>
youtube.com/embed/PulIhndzBMw» frameborder=»0″/>
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
 com/embed/94HQvA4G1lY» frameborder=»0″/>
com/embed/94HQvA4G1lY» frameborder=»0″/>
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Ранее ЭлектроВести писали, что SMA и Infineon совместно разработали инверторы на основе карбида кремния в качестве полупроводников, что позволило не только снизить вес, но и отказаться от использования некоторых комплектующих.
По материалам: electrik.info.
Инвертор постоянного или переменного тока: какой лучше выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.1 / 1
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
-
высокочастотный переменный;
-
постоянный прямой полярности;
-
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током — уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Доступно о характеристиках сварочных аппаратов
Содержание:
- 1. Сила тока
- 2. Продолжительность включения (ПВ)
- 3. Дополнительные показатели
 Сила тока
Сила токаВыбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество. Например, с аппаратом мощностью 160 Ампер, можно работать электродом диаметром до 4 мм, но при этом мощность дуги падает и возрастает вероятность непровара шва. В свою очередь, модель в 260 Ампер, может использовать электроды диаметром до 6,5 мм и потому с таким аппаратом с легкостью применяются 4-миллиметровые электроды без угрозы неполного формирования шва.
Кроме того, сварка разного металла электродом одного диаметра требует различной силы тока. Например, использование электрода диаметром 4 мм для сварки малоуглеродистой стали требует силы тока в 150 Ампер, а для соединения деталей из «нержавейки» — 170 Ампер.
Так же рекомендуется выбирать аппарат с запасом силы тока на 1/3 от предполагаемой величины использования для исключения его работы на максимальной мощности и продления срока амортизации.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Дополнительные показатели
- Напряжение питания – некоторые модели могут работать как от бытовой сети в 220 Вольт, так и от промышленной, с напряжением тока 380 Вольт. Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В). Модели, работающие на 380 Вольтах, выдают сильный сварочный ток, но имеют более значительный вес. Возможность работать с бытовой и промышленной сетью делает такие сварочные аппараты универсальными.
- Напряжение холостого хода – это величина, характеризующая минимальную силу тока на зажимах сварки без присутствия дуги. Чем выше этот показатель, тем легче проводить инициацию электрической дуги. Нормативными документами установлен верхний безопасный для здоровья порог в 100В при постоянном и 80В при переменном токе.
- Номинальное рабочее напряжение – обычно в 2-2,5 раза меньше напряжения холостого хода. Это показатель минимального напряжения, присутствующего в дуге. Низкое его значение полезно при сварке тонких металлических деталей.
- Вес и габариты – крайне не маловажные характеристики, если для работы нужна легкость и мобильность. Лидерами в этих показателях являются сварочные инверторы. В них компактность достигается за счет применения в их конструкции не силового, а высокочастотного генератора тока, который имеет небольшие размеры и малый вес.
- Диаметр электрода – указывает диапазон диаметров поперечного сечения электродов, доступных к использованию с данной моделью. Возможный диаметр зависит от силы тока сварочного аппарата.
- Коэффициент полезного действия (КПД) – характеризуется отношением полезной мощности сварочного аппарата к общей, им потребленной. Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% .
- AC/DC – эта аббревиатура характеризует возможность аппарата работать на постоянном и переменном токе. Существуют сварочные трансформаторы, работающие только на переменном токе и аппараты, использующие только постоянный ток, но наиболее часто представлено сочетание возможности применения и того, и другого.
Так же возможна смена полярностей. При положительном заряде клеммы на свариваемом металле будет полярность прямая, а при положительном заряде на электроде – обратная. Прямая полярность увеличивает температуру детали, обратная — электрода. Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств. - IP (Ingress Protection Rating) – аббревиатурное название квалификационной системы, характеризующей степень защиты электроаппаратов от проникновения твердых частиц (первая цифра от 0 до 6) и влаги (вторая цифра от 0 до 8). Чем выше данное значение, тем надежнее защита. Например, если у оборудования степень защиты IP 31, значит, исключается попадание внутрь корпуса твердых частиц диаметром до 2,5 мм и вертикально падающих капель воды.

 Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% .
Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% . Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств.
Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств.
Выбор режима ручной дуговой сварки
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.
 2 Напряжение дуги (длина сварочной дуги)
2 Напряжение дуги (длина сварочной дуги)После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.
 3 Скорость сварки
3 Скорость сваркиВыбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
|
|
|---|---|
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т. д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Что такое «сварочный инвертор» и как он работает?
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу.В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке. Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки. Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.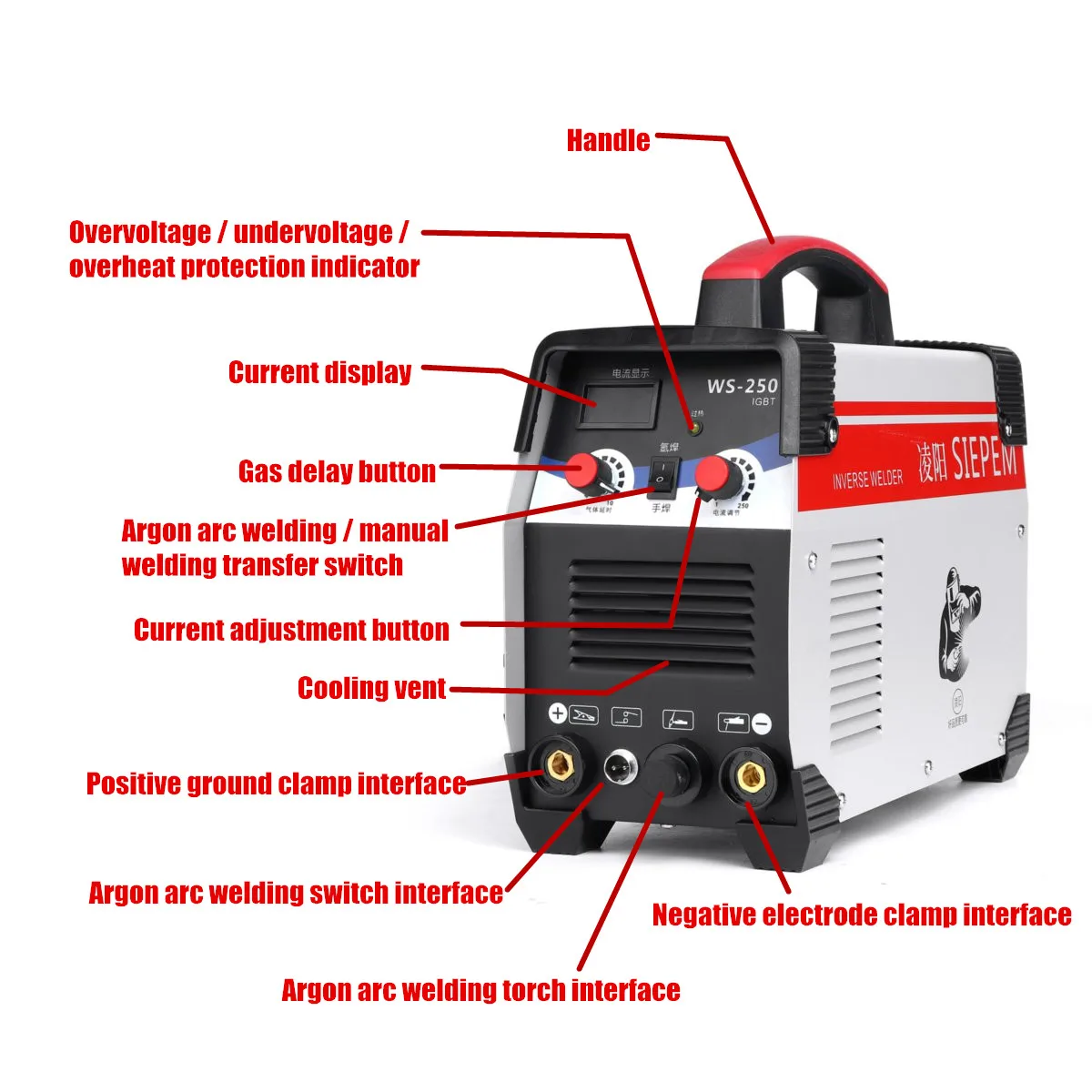 Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
 При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети. Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным. Начинающему сварщику трудно научиться удерживать дугу.
После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды. При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы. Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские «Ресанта”, «Fubag”, «Энергия» и т.д.
Сварочный инвертор для начинающих: какой выбрать?
Благодаря процессу сваривания металлических деталей можно даже в домашних условиях сделать забор, возвести каркас небольшой постройки или починить трубопровод. Для этого можно обращаться за помощью к специалистам, но это достаточно дорого. Куда проще и надежнее разобраться с процессом сварки самостоятельно.
Возникает вопрос, какой сварочный аппарат лучше купить для новичка. В продаже есть оборудование от различных производителей, которое характеризуется самыми разными эксплуатационными свойствами. Поэтому следует разобраться во всех тонкостях и нюансах, как подобрать наиболее подходящий сварочный аппарат для дома и дачи новичку. Ниже представлены основные критерии, которые рекомендуется учитывать в первую очередь.
Ниже представлены основные критерии, которые рекомендуется учитывать в первую очередь.
Как работает аппарат?
Сварочные трансформаторы уже отходят на второй план. С появлением инверторов варить металлические конструкции стало намного проще. Их конструкция простая и легкая. Само оборудование можно легко поместить в небольшую сумку или автомобиль для перевозки, например, на дачу. При этому обучиться процессу сварки на инверторе намного проще, чем с использованием трансформатора. Этот прибор не требует таких усилий и специального обучения.
Перед тем, как начинать работу, рекомендуется разобраться с основными принципами работы данного оборудования. Принцип работы заключается в нескольких этапах преобразования электрического тока инверторного типа. Основной процесс выглядит следующим образом:
- Электрический переменной ток из основной сети во время прохождения через спираль преобразуется в постоянный, что позволяет стабилизировать дугу.
- Постоянный ток вновь преобразовывается в переменный. При этом его частота повышается в несколько раз.
- После этого понижается уровень напряжения электрического тока до наиболее оптимального значения. В результате этого позволяется достичь максимального значения силы тока.
- После этого выпрямляется уровень напряжения в сети.

Такой принцип работы позволяет существенно уменьшить преобразовательные блоки, чем у трансформаторов, что удобно для начинающего сварщика. За счет такой конструкции габариты всего оборудования достаточно небольшие, что позволяет легко купить такое устройство для дачи и использовать в домашних условиях.
Для того, чтобы начать сварочные работы, необходимо подключить электрододержатель к электроду, а зажим массы к свариваемой конструкции. После чего коснуться электродом детали, что приведет к электрическому замыканию и образованию дуги для сваривания. При плавлении электрода, обмазка с его поверхности сгорает, и защищает сварочную ванну от доступа кислорода. Этот разряд вырабатывает достаточно тепла, чтобы расплавить любые металлы, а толщина будет зависеть от силы сварочного тока.
Этот разряд вырабатывает достаточно тепла, чтобы расплавить любые металлы, а толщина будет зависеть от силы сварочного тока.
Электрод необходимо удерживать на расстоянии нескольких миллиметров от обрабатываемой поверхности. В результате высоких температур, свариваемая деталь и пруток начинают плавится в месте прохождения электрической дуги и соединяются в монолитную конструкцию. Место соединения легко узнать по сварочному шву, с которого после работы нужно будет отбить шлак. Если хочется получить эстетически красивую деталь, сам шов следует обработать болгаркой.
Если следовать всем правилам сварки, шов не должен существенно отличаться от изначальной структуры металла. В некоторых случаях получается достичь более эффективного результата. Рассмотрим, какой сварочный аппарат лучше выбрать. Для этого рекомендуется изучить плюсы и минусы устройства.
Основные достоинства и недостатки устройства
Следует обратить внимание на такие плюсы прибора:
- небольшие габариты, что позволяет легко его перемещать на большие расстояния без лишних усилий;
- отсутствие сложностей в настройке и сборке;
- хорошо подходит для начинающих сварщиков, так как не требует особых навыков для создания качественного шва;
- можно работать с различными типами металлов;
- высокая производительность при относительно небольшом потребление электрической энергии;
- даже при перепадах напряжения обеспечена оптимальная стабилизация рабочего процесса;
- обеспечение безопасности на высоком уровне;
- наличие дополнительного функционала позволяет оптимизировать процесс сварки.

Среди главных недостатков подобного оборудования следует выделить:
- инверторные аппараты боятся металлической пыли, при попадании которой происходит замыкание и выход платы из строя;
- работа при отрицательных температурах может привести к конденсату и выходу из строя
- некоторые модели не выдерживают перепадов напряжения;
- отремонтировать такое изделие порой очень сложно и дорого.
Если устройство высокого качества, тогда оно прослужит долгие годы без поломок. При принятии решения, какой выбрать инвертор, рекомендуется отталкиваться от того, для чего он будет использоваться.
Разновидности аппаратов
Существует несколько типов аппаратов, которые можно разделить на такие категории:
- Бытовые. Достаточно недорогие устройства, которые оправдывают свое использование в домашних условиях. Предназначены для выполнения небольших периодических сварочных работ. Они не выдерживают длительной нагрузки, а также не подходят для сварки толстых металлических листов. Сила тока обычно не превышает 160 А.
- Полупрофессиональные. Подходят для тех, кто занимается сварочными работами достаточно часто. В особенности необходимо для тех, кто подрабатывает сварочными работами. Используется сварочный инвертор для активной сварки в течение нескольких часов. Характеризуется более высокой мощностью и производительностью по сравнению с предыдущим вариантом.
- Профессиональные. Необходимы для тех, кто занимается сваркой на протяжении всего дня. Такие устройства не нуждаются в перерывах, характеризуются высокой производительностью, могут варить даже толстые металлические пласты. Зачастую это аппараты для сварки в среде защитного газа и полуавтоматы для автосервисов.
 Они не выдерживают длительной нагрузки, а также не подходят для сварки толстых металлических листов. Сила тока обычно не превышает 160 А.
Они не выдерживают длительной нагрузки, а также не подходят для сварки толстых металлических листов. Сила тока обычно не превышает 160 А.Перед тем, купить сварочный инвертор для дома, рекомендуется рассмотреть классификацию в зависимости от типа работы устройства:
- Ручной. Они компактные и достаточно просты в использовании. С таким устройством справится даже новичок. Обеспечивает хороший шов. Подходит для небольшого домашнего производства, обеспечивая хорошую производительность.
- Полуавтоматической. Для работ с таким аппаратом понадобится газовый баллон, катушка с проволокой и горелка через которую будет проходить газ и проволока из аппарата. Существуют как небольшие аппараты для дома, так и целые комплексы для автомастерских.
- Аргоновой. Используется в условия промышленного производства. Может варить как на постоянном так и на переменном токе. В нем так же используется защитный газ, но свариваемые прутки необходимо подносить в зону сварки вручную.
 Они компактные и достаточно просты в использовании. С таким устройством справится даже новичок. Обеспечивает хороший шов. Подходит для небольшого домашнего производства, обеспечивая хорошую производительность.
Они компактные и достаточно просты в использовании. С таким устройством справится даже новичок. Обеспечивает хороший шов. Подходит для небольшого домашнего производства, обеспечивая хорошую производительность.Отвечая на вопрос, какой лучше аппарат купить, рекомендуется выбрать тот тип, который подходит для ваших потребностей. При этом следует рассчитывать, какие работы вы собираете выполнять с его применением. Например сварить стальной верстак можно любым типом сварочного аппарата, а для ремонта алюминиевого радиатора или нержавеющего бака уже потребуются более профессиональные аппараты
Максимальный и минимальный ток для сварки
Чем большее значение сварочного тока, тем легче будет обрабатывать даже толстые листы металла. Для использования в домашних условиях не следует покупать излишне мощные агрегаты. Вы их попросту не сможете подключить к сети. Если же выбрать недостаточный уровень тока, вы рискуете не обработать те металлические листы, которые вам необходимы.
Для использования в домашних условиях не следует покупать излишне мощные агрегаты. Вы их попросту не сможете подключить к сети. Если же выбрать недостаточный уровень тока, вы рискуете не обработать те металлические листы, которые вам необходимы.
Большая часть современных однофазных устройств рассчитана на ток в 200-250 А. Возникает вопрос, с каким сварочным аппаратом легче работать. Здесь все зависит от того, что вы собираетесь обрабатывать. Для дачи редко когда необходим ток свыше 180А
Важно смотреть не только на максимально значение, но и на минимальное, так как прибор будет использоваться и для варки тонких металлических пластов. Для различного вида деятельности потребуется устройство с широким диапазоном рабочего тока.
Сила тока может регулироваться такими способами:
- плавно – позволяет отрегулировать параметры до малейшего значения, что предоставит возможность сделать шов высокого качества;
- ступенчато – обычно задается с определенным шагом, поэтому качество сварки значительно ниже, чем в предыдущем варианте.

Уровень напряжения
Устройство может подключаться к таким сетям:
- 220 В – обычно используется чисто для бытовых целей;
- 380 В – подходит для тех, у кого трехфазная система подачи тока – в квартирах или домах такое встречается крайне редко;
- смешанного типа – работает в сети 220 или 380 В, что зависит от условий использования.
Также важно учитывать стабильность уровня напряжения. Если есть частые перепады электрического тока, даже самое мощное оборудование будет постоянно отключаться. Если вы знаете, что у вас нестабильная сеть, рекомендуется покупать менее мощные устройства.
Сварочный цикл
Обычно производители отображают эти данные в виде процентного соотношения ПВ%. Например, если указано значение шестьдесят процентов, это означает, что аппарат будет работать шесть минут, а четыре отдыхать. В зависимости от нужд выбирается устройство различного сварочного цикла. Если использовать устройства с более низким рабочим током, тогда значительно увеличиваются сроки непрерывной работы оборудования.
Если использовать устройства с более низким рабочим током, тогда значительно увеличиваются сроки непрерывной работы оборудования.
Защищенность от влаги и пыли
Немаловажный показатель при выборе лучшего сварочного инвертора. Эти устройства очень чувствительны к неблагоприятным внешним факторам. Если вы планируете работать в чистом и аккуратном помещении, не стоит переплачивать лишние деньги за защиту. Если вы не знаете рабочих условий, рекомендуется лишний раз перестраховаться.
Мощность
Если вам необходимо сварить небольшую конструкцию, тогда рекомендуется брать не самые мощные устройства – домашняя проводка должна их выдержать. Агрегаты более высокой мощности питаются от трехфазной сети, что используется в профессиональных условиях.
Диаметр электродов
Зависит от того, насколько толстые металлические конструкции вы планируете обрабатывать. С тонкими электродами вы будете очень долго обрабатывать шов, что займет много времени и сил. Чем толще этот электрод, тем сложнее будет обрабатывать тонкие металлические конструкции. Решая, какой лучше инвертор приобрести, рекомендуется выбирать в зависимости от планируемой обработки материала.
Чем толще этот электрод, тем сложнее будет обрабатывать тонкие металлические конструкции. Решая, какой лучше инвертор приобрести, рекомендуется выбирать в зависимости от планируемой обработки материала.
Уровень напряжения холостого хода
Пока не появилась дуга после включения считается, что аппарат функционирует на холостом ходу. Он требуется для того, чтобы обеспечить разогрев электродов. Чем выше это значение, тем быстрее прогреется оборудование. То есть вы сможете быстрее приступить к процессу сварки.
Также этот показатель увеличивает расход электрического тока. Поэтому для новичков рекомендуется покупать оборудование до 90 В. Это позволит обеспечить оптимальное значение для поддержания дуги в стабильном состоянии. Для опытных сварщиков можно покупать аппараты до 60 В, что позволит сэкономить электричество.
Провода и оборудование
Инверторы намного легче трансформаторов. С таким оборудованием можно выполнять многие работы на весу. Стандартная масса конструкции не превышает пяти килограмм. Если ожидаются частые перемещения не рекомендуется покупать приборы, которые весят больше, чем пять килограмм. Также обращайте внимание на длину кабеля. Его должно хватать для того, чтобы обеспечить оптимальное натяжение.
Стандартная масса конструкции не превышает пяти килограмм. Если ожидаются частые перемещения не рекомендуется покупать приборы, которые весят больше, чем пять килограмм. Также обращайте внимание на длину кабеля. Его должно хватать для того, чтобы обеспечить оптимальное натяжение.
Подключение аргоновой горелки
В некоторых случаях можно подключить аргоновую горелку. Для этого подключаются и устанавливаются специальные держатели, а также монтируются кнопки управления.
При этом используются вольфрамовые электроды, которые позволяют увеличить стабильность электрической дуги. Такое подключение подходит для деликатной сварки цветных металлов. Эта установка подходит для полупрофессиональных сварщиков.
Дополнительный функционал
Для удобства использования лучшие сварочные аппараты оснащаются дополнительными опциями. Это повышает стоимость изделия, поэтому вам стоит заранее определиться с необходимостью подобных модификаций:
- Функция горячего старта, которая повышает сварочный ток для облегчения розжига дуги.
- Чтобы уберечь устройство от прилипания электродов, есть функция антизалипания, которая сразу же размыкает цепь при обнаружении проблемы.
- Во время сварочных работ, от электрода отделяются капли расплавленного металла, которые уменьшают длину дуги, в следствии чего электрод может залипнуть на детали. Для минимизации таких залипаний, существует опция форсажа дуги, которая кратковременно повышает ток, не давая дуге потухнуть.

При выборе сварочного инвертора следует внимательно изучить характеристики оборудования. Не стоит сразу же покупать оборудование от известного дорого производителя. Покупайте то, что соответствует вашим нуждам, чтобы лишний раз не переплачивать.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)? Проще говоря, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение — например, с источника 240 В переменного тока на выход 20 В постоянного тока.
В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение — например, с источника 240 В переменного тока на выход 20 В постоянного тока.
используют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). За счет такого управления источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- Эффективность : Качественные инверторные машины, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные сварочные аппараты MMA с «трансформатором» имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный ток, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1. 6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
 Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока. 6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем
6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролемЧто такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые упрощают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях. Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Что такое инверторный сварочный аппарат?
Инверторные сварочные аппараты, Что такое инверторный сварочный аппарат? Для чего вы используете инверторный сварочный аппарат?
Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым привыкло большинство из нас. Инверторные сварочные аппараты используют сложную кремниевую технологию по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Нельзя отрицать, что когда были впервые представлены инверторные сварочные аппараты, они создали немало проблем, связанных с прорезыванием зубов, как и любая новая технология. Однако с тех пор инверторная технология стала надежной, рентабельной и имеющей свои достоинства.
Одним из основных преимуществ инверторного сварочного аппарата является его небольшой размер, компактность и портативность, и его можно носить с собой, как легкий портфель.В инверторах используются трансформаторы гораздо меньшего размера, поэтому они более гладкие, компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздок и не может поместиться в узких пространствах.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока. Низкое энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздок и не может поместиться в узких пространствах.Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток, а не ток высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Более низкое энергопотребление означает экономию общих затрат на электроэнергию. Кроме того, инверторный сварочный аппарат лучше воспринимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрым работам и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, что позволяет вам точно настроить их в соответствии с вашими конкретными потребностями.Например, в случае сварочных аппаратов MIG установка 2 может означать недостаточную мощность, а установка 3 может быть чрезмерной. Именно здесь помогает инверторный сварщик.
Именно здесь помогает инверторный сварщик.
Конечно, это не означает, что инверторный сварочный аппарат является совершенным и идеальным устройством для всех типов сварочных работ. Тот факт, что инверторный сварочный аппарат может работать с током более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Аргумент о том, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, обоснован, и их использование также приведет к более высокой стоимости в расчете на один ампер.
Обычный сварочный аппарат, с другой стороны, имеет гораздо более простую и прочную конструкцию и будет намного надежнее в долгосрочной перспективе. Можно сказать, не опасаясь противоречий, что традиционные сварочные аппараты будут более дешевым долгосрочным вложением. Если размер, внешний вид и вес не имеют большого значения, обычный сварочный аппарат, вероятно, будет правильным выбором.
Но, честно говоря, если вы можете позволить себе заплатить немного больше за такие функции, как портативность и использование обычного бытового тока, и готовы приложить все усилия для обслуживания устройства, покупка инверторного сварочного аппарата будет в порядке. Инверторные сварочные аппараты не решают всех сварочных проблем, но, безусловно, являются важной вехой в развитии сварочных технологий.
Инверторные сварочные аппараты не решают всех сварочных проблем, но, безусловно, являются важной вехой в развитии сварочных технологий.
Узнайте больше об инверторных сварочных аппаратах и общей сварке на нашем сварочном форуме.
Инверторпротив сварочного аппарата трансформатора: что лучше для ваших нужд?
0Последнее обновление: 20 мая 2021 г.
Электросварочные аппараты эксплуатируются более 100 лет.Как и любая другая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит. Вот подробное описание инверторных и трансформаторных сварочных аппаратов. Читать дальше!
Вот подробное описание инверторных и трансформаторных сварочных аппаратов. Читать дальше!
Обзор инверторного сварочного аппарата
Кредит: Рижка Назар, Shutterstock
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким допустимым напряжением. Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения.Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Повышенная эффективностьС помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной.Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережениеИнверторные сварочные аппараты не только энергоэффективны, но также обеспечивают безнапорное и бесплатное подключение.Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика.
Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика.
Сопоставимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Холодильная установкаЭти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильностьМногие традиционные сварочные аппараты используют переменный ток (АС), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток. Он останавливает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может быть погашена и зажжена до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBT Эти инверторные сварочные аппараты могут быстро собирать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, так что вы можете полностью хранить ее в ограниченном пространстве.Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Это портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты с трансформатором — более традиционный вариант сварки. Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети.В основном они используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно являются наиболее экономичными.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 ампер, профессиональные и полупрофессиональные, до 300 ампер, и еще один, превышающий 300 ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
НадежностьБольшинство людей спорят о надежности сварщика. В течение почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
. Возможные ограниченияОбщая тенденция заключается в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество различных процедур с меньшей надежностью.
Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотели бы вы приобрести дополнительное оборудование, чтобы иметь такую же производительность, что и инверторный сварочный аппарат? Или вам нужна надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом?
Время простояНекоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, излишки переносимых по воздуху загрязнителей и высокая влажность.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоев, которые могут у вас возникнуть.Если окружающая среда, в которой вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты для трансформаторов — это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка сантехнических трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеален для ремонта фермы.
- Сварщик не требует обслуживания.
- Эксплуатационные расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
Что вам подходит?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Начнем прямо сейчас!
ПостоянствоПо сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус.
ЗатратыМежду сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость обычно завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Сварочные аппараты с инверторомтакже потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
МассаПо сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформатора не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективностьЗа последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Впрочем, по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и поэтому вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время инверторные сварочные аппараты использовали DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности.
Качество сварных швовРаз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать машину для сварки трансформаторов.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что улучшенная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий циклКак правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов из-за размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако у традиционных трансформаторных сварочных аппаратов детали намного больше и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератораЭффективность означает, что использование мощности генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
ФункциональностьПо сравнению с традиционными сварочными аппаратами для трансформаторов производительность высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще, и им не нужно «бороться» с дугой.
В основном это происходит из-за способности инверторных сварочных аппаратов иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично.
Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
Некоторые инверторные сварочные аппараты используют старую технологию MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
Когда использовать инверторный сварочный аппарат Когда использовать трансформаторный сварочный аппарат Внутри в регулируемой среде В пыльной и грязной среде Можно использовать на многих типах недрагоценных металлов Вы можете использовать его с одним и тем же металлом изо дня в день
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования.Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Кредит предоставленного изображения: (L) Mehaniq, Shutterstock | (R) Алан Сау, Shutterstock
Инверторные источники сварочного токапомогают решать проблемы технического обслуживания и сокращают время простоя
(по данным Plant Engineering, июнь 2005 г.)
Краткое содержание:
- Трудности с перемещением тяжелых сварочных аппаратов на место работы, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана, чтобы переместить сварщика.
- Невозможность поднести сварщика большего размера к месту работы во время работы в ограниченном пространстве.
- Проблемы с поиском основного источника питания, который можно использовать (например, только розетка 115 В, а у вас машина 230 В).
- Трудности с первичным питанием, такие как колебания напряжения, необходимость добавления дополнительных сварщиков, но превышающая мощность цепи, или столкновение с дополнительными начисленными расходами от коммунальной компании за низкий коэффициент мощности (этот пункт относится к внутреннему персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессорной сварки, например использование одного сварочного аппарата для сварки Stick / TIG, а другого для сварки MIG / порошковой проволокой.
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Инверторные сварочные аппараты и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности первичного управления мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденные характеристики дуги.Кроме того, современная инверторная технология упрощает эксплуатацию машин. Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Обычная сварочная технология, хотя и не является предметом рассмотрения в данной статье, остается хорошим выбором для многих задач технического обслуживания и ремонта. Эти сварочные аппараты могут выдерживать жестокое обращение, работать в суровых условиях и продолжать исправно работать в течение десятилетий. Кроме того, в некоторых ситуациях их ограниченная мобильность становится преимуществом.Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов. Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Обычный сварочный аппарат | Инвертор | |
Масса | · 350 + фунтов.для индивидуальной единицы · 2,000 — 4,000 фунтов. для многодуговых аппаратов | · 10 — 120 фунтов. для индивидуальной единицы · 180 — 760 фунтов. для многодуговых аппаратов |
Диапазон входного напряжения | 208/230/460 и т. Д. Требуется ручное перенаправление | 115 — 230 или 230 — 575.Повторное соединение вручную не требуется |
Одно- или трехфазное | Фиксированная способность | Принимает оба |
Допуск колебаний напряжения | ± 10% от первичной | Более толерантный¾ См. Информацию об Auto-Line |
Коэффициент мощности | Плохо — Хорошо, в зависимости от модели | Отлично (до.95; 1.0 идеально). PFC присущие конструкции |
Энергоэффективность | Плохо — Хорошо, в зависимости от возраста объекта | Отлично |
Потребление первичного тока | Традиционно выше | Традиционно ниже |
Качество многократной технологической дуги | Удовлетворительно — Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо — Отлично |
Прочность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно — Отлично (зависит от производителя) |
Закупочная цена (стоимость усилителя) | Обычно ниже | Обычно выше |
Как работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки.Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, прикладываемое напряжение и частоту первичной мощности.
Ключевая переменная — адрес одного инвертора — это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии заключается в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 — 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются или выключаются всего за одну миллионную секунды. Действие включения / выключения имитирует создание и разрушение магнитного поля, которое имеет такое же влияние, как и мощность переменного тока, но с гораздо более высокой частотой (см. Фиг.2, блок-схему инвертора, для более подробной информации).
Контролируя мощность на первичной обмотке (или на стороне линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG весом менее 50 фунтов. . и многопроцессорные инверторы (Stick / TIG / MIG / порошковая сварка / строжка), которые весят около 80 фунтов. и производят 425-амперный выход. См. Рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций за счет исключения потерь времени
В среднем 85% затрат на сварку приходится на рабочую силу (см.рис.4, график стоимости сварки). Измерение стоимости ремонта включает время, затраченное на то, чтобы сварщик и работа работали вместе, время на настройку сварочного оборудования, время подготовки материала, время горения дуги, время очистки при сварке (разбрызгивание при шлифовании и шлак или, что еще хуже, дорогостоящие переделка), время, затраченное на перемещение сварщика между работами, и время, затраченное на возвращение сварщика в стойку для инструментов, рабочий ящик или место для хранения.
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, рассчитал сэкономленное время для обоснования перехода на инверторную технологию.Ранее в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стоечную» систему, которая удерживает и питает шесть дуг от одного основного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с местом работы, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 180 фунтов (включая стойку) — всего 50 дюймов.высокие, подходят для лифта и оснащены колесами для максимальной мобильности. Системы стеллажей также позволяют снимать отдельных сварщиков со стеллажа. Индивидуальные инверторы немного больше чемодана или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и перенести его в ограниченное пространство.
Гибкость первичной мощности
Экономия времени за счет использования легких инверторов в работе бесполезна, если вы не можете найти место для подключения.Инвертор обеспечивает гибкость местоположения за счет двух типов технологии управления первичным питанием: технологии автоматического подключения и технологии Auto-Line ™, которая доступна на некоторых инверторах Miller Electric Mfg. Co.
Благодаря технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически (но механически) подключается к нужному источнику питания: 230 или 460 В, одно- или трехфазное, 50 или 60 Гц.
Схема Auto-Line исключает механическое соединение и вместо этого использует электрическое соединение.Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной выходной мощности):
- Универсальный сварочный аппарат MIG на 180 А, работающий от 115 до 230 В, только однофазный, 50 или 60 Гц
- Агрегаты Stick / DC TIG на 150 А, которые принимают напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- Агрегаты Stick / DC TIG на 200 А и TIG / Stick на переменном / постоянном токе, которые принимают от 120 до 460 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты CC / CV на 425 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», работающие на напряжение от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц (эти аппараты специально предназначены для крупносерийной промышленной сварки, а не для обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
Обратите внимание на акцент на сквозной.Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые вызывают отключение других машин для самозащиты или срабатывания автоматического выключателя. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют его мощность для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, производящий сварочный ремонт, может перемещаться не только в любое место внутри завода, но и в любую точку мира, не беспокоясь о наличии доступной мощности.
Больше мощности на фунт, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую сварочную мощность. Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточно мощности для сварки с помощью 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма при токе 600 ампер весит всего около 120 фунтов.
Инверторытакже обеспечивают выдающуюся энергоэффективность, которая может снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом считал, что не может добавить к своему парку более 40 дуг, не внося изменений во входящие услуги — изменения, которые могли стоить до 50 000 долларов.
Вместо того, чтобы добавить больше традиционных сварочных аппаратов TIG переменного / постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичной 230 В, компания приобрела инверторы TIG переменного / постоянного тока на 200 А, которые потребляют менее 16 амперы при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Механические подрядчики, работающие на перерабатывающих предприятиях (нефтехимия, бумага, пищевая промышленность) и электростанциях, также получают выгоду от низкого потребления первичной энергии и управления первичной мощностью.Эти рабочие площадки часто испытывают нехватку электроэнергии и могут иметь нестабильную мощность генератора. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и всплески напряжения.
Превосходный сварочный аппарат
Переключая первичное питание с частотой в тысячи Гц и используя усовершенствованное микропроцессорное управление, инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки. Таким образом, операторы могут сваривать наилучшим образом, не борясь с дугой, или могут выбрать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при обслуживании / ремонте включает следующее:
- Несколько выходов для технологической сварки. Доступны модели для TIG-сварки Stick / DC (для стали и нержавеющей стали), TIG / Stick на постоянном токе (эти сварочные аппараты имеют больше функций для управления дугой TIG, таких как импульсная сварка и запуск высокочастотной дуги), AC / DC TIG / Stick (AC выход необходим для сварки алюминия) или выход CC / CV. Выход CC, или выход постоянного тока, используется для сварки Stick, TIG на постоянном токе и строжки, в то время как выход CV используется для сварки MIG и порошковой сваркой.Когда работа требует как процессов CC, так и CV, инвертор CC / CV означает, что нужно купить или перевезти на место работы на одну машину меньше.
- Отличное зажигание дуги. Во время зажигания дуги часто возникают дефекты сварки, потому что дуга не может быстро образоваться. Инверторы обычно обеспечивают более положительное зажигание дуги, что может помочь обеспечить качественный сварной шов с первого раза и исключить необходимость доработки в дальнейшем. Один ремонт сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
- Устройство управления копанием для сварки штангой. Контроль копания предотвращает прилипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или плотной подгонки, а также помогает в зажигании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «жесткую» дугу. Увеличьте индуктивность для лучшего смачивания (особенно для нержавеющей стали) или уменьшения разбрызгивания, что может сэкономить часы на шлифовку после сварки.
- Улучшенный импульсный выход MIG или импульсный TIG (возможность настройки формы импульса). В зависимости от области применения, пульсирование может снизить тепловложение для уменьшения деформации или прожога, улучшить эстетику борта, уменьшить разбрызгивание, обеспечить контроль образования луж и увеличить скорость движения.
- Регулировка выходной частоты и расширенный контроль баланса для сварки TIG на переменном токе. Эти функции позволяют адаптировать профиль сварного шва в соответствии с областью применения, чтобы улучшить качество сварки, свести к минимуму шлифовку после сварки и существенно увеличить скорость перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или дистанционное управление. Чтобы учесть предпочтения оператора и уберечь его от проблем из-за неправильной регулировки, некоторые инверторы имеют четырехпозиционные регуляторы, просто помеченные как «жесткая» или «мягкая» дуга с помощью стержневых электродов E6010 и E7018. Панели управления также имеют цветовую маркировку в зависимости от процесса, например, зеленый для TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить единообразие своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления сварочного генератора с приводом от двигателя, который оператор использовал на предыдущей работе.
Помимо удобных для пользователя средств управления, производители также обращают внимание на потребность в удобных для пользователя процессах. Мир сварки в целом признает, что сварка проволокой (MIG или порошковая сварка) — это самый простой процесс для освоения, причем Stick — более жесткий, а TIG — самый сложный (что не означает, что сварка Stick — это просто!).
Практически любой человек с хорошей зрительно-моторной координацией и правильным отношением к работе может научиться сварке проволокой в обычных условиях за несколько часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от напряжения 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сварщик.
Миллер решил эту проблему, создав первый в мире полностью автономный универсальный сварочный аппарат MIG — Millermatic® Passport ™.Этот 45-фунтовый. инвертор (см. рис. 7) имеет 12 унций. внутренний баллон с защитным газом CO2 (на самом деле баллон с красящим шариком), обеспечивающий достаточно газа для 25 минут сварки. Ни один другой сварщик проволокой не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Если ваша работа требует доставки сварщика на место работы, требует многократной сварки или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, присмотритесь к инверторной технологии.Реалистичная цель экономии 10 или 20 часов времени при выполнении одной большой работы означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно отводимых на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Фиг.7
Использование постоянного тока с инверторной технологией при контактной сварке
Амада Миячи Америка, Монровия, Калифорния
Сварка сопротивлением постоянным током (DC) с использованием инверторной технологии снижает затраты за счет повышения качества, сокращения затрат на техническое обслуживание и повышения производительности.Переход с традиционного переменного тока (AC) на постоянный ток с помощью инверторов также снижает ряд затрат на оборудование и улучшает процесс. Наконец, он дает возможность сваривать новые материалы, что может расширить возможности компании или расширить ассортимент продукции.
В отрасли контактной сварки традиционно используется выпрямленный трехфазный переменный ток для создания постоянного тока. Для этого метода создания энергии требуются большие машины и большие трансформаторы, а также отсутствует точный контроль процесса, который требуется многим пользователям.
За последние несколько десятилетий технология переключения питания получила все большее распространение в качестве решения. В настоящее время существует долгая история использования биполярных транзисторов с изолированным затвором (IGBT) в качестве устройств переключения мощности при контактной сварке, а также в сервоприводах и персональных компьютерах. Переход к технологии электронной коммутации привел к очень точному управлению выходом постоянного тока. В дополнение к этой управляемости, контактная сварка выигрывает от использования стабильных и надежных электронных компонентов.В результате инверторная технология, используемая сегодня для генерации постоянного тока, требует применения сварки на переменном токе практически во всех сферах применения.
Рисунок 1. Генерация постоянного тока с использованием инверторной технологии.На рисунке 1 показано, как трехфазная мощность переменного тока преобразуется в мощность постоянного тока, а также показано, что происходит внутри системы управления сваркой. БЛОК A — это входящая 3-фазная мощность переменного тока, обычно в пределах от 220 В до 480 В в США. БЛОК B — это первая ступень выпрямления, на которой поступающая 3-фазная мощность переменного тока проходит через мостовой выпрямитель.Мостовой выпрямитель изменяет или выпрямляет трехфазное питание переменного тока, чтобы обеспечить опорное напряжение постоянного тока. Как показано на осциллограмме, это дает только положительные импульсы. Процесс выпрямления инвертировал отрицательную половину волны, чтобы создать это опорное напряжение постоянного тока.
БЛОК C — это этап фильтрации, на котором конденсаторы отфильтровывают шум и минимизируют эффект пульсации, оставшийся от процесса выпрямления. Это очищает форму волны и приводит к более стабильному току. Конденсаторы не действуют как носитель информации, как в машинах с емкостным разрядом (CD), хотя они и накапливают энергию во время выпрямления.
БЛОК D — это процесс переключения, во время которого IGBT используют выпрямленную и отфильтрованную форму волны и включают и выключают выходную мощность. Форма волны показывает, что IGBT генерируют положительные и отрицательные импульсы. Результирующая форма волны называется биполярной прямоугольной волной. БТИЗ включаются и выключаются с определенной скоростью или частотой, измеряемой в герцах.
БЛОК Е — сварочный трансформатор. Биполярная прямоугольная волна подается в трансформатор, который понижает напряжение и увеличивает ток.БЛОК F — это второй выпрямитель, расположенный внутри трансформатора. На этом этапе биполярная прямоугольная волна выпрямляется, производя только положительные импульсы. БЛОК G показывает сварочную головку.
Рисунок 2. Примеры сварки с использованием инверторной технологии.Обратная связь по току настраивается двумя способами: обратная связь по первичному току или обратная связь по вторичному току. С помощью первичной обратной связи ток измеряется на входе трансформатора. Когда используется вторичная обратная связь, ток измеряется после трансформатора в так называемом «вторичном контуре».В обоих случаях система управления использует измеренный ток для динамической регулировки выхода. Инверторная технология также позволяет использовать другие режимы обратной связи, включая автоматическую компенсацию напряжения (AVC), постоянный ток, постоянное напряжение и постоянную мощность. Одним из ключевых преимуществ инверторной технологии сварки является то, что управление с обратной связью срабатывает в миллисекундах, а не в циклах переменного тока, что составляет 16,67 миллисекунды при 60 Гц. Кроме того, инверторы можно программировать с шагом в миллисекунды.
Конкретные преимущества контактной сварки с инверторной технологией варьируются от пользователя к пользователю; однако использование сварки постоянным током и инверторов может обеспечить решение большинства сварочных задач.На рис. 2 показаны различные примеры сварочных работ, в которых успешно используется инверторная технология.
Для получения дополнительной информации щелкните здесь .
Журнал Motion Design
Эта статья впервые появилась в августовском выпуске журнала Motion Design за август 2018 года.
Читать статьи в этом выпуске здесь.
Другие статьи из архивов читайте здесь.
ПОДПИСАТЬСЯ
В чем разница между сваркой на переменном и постоянном токе?
Что такое сварка постоянным током?
Постоянный ток — это электрический ток постоянной полярности, протекающий в одном направлении.Этот ток может быть положительным или отрицательным. При сварке постоянным током, поскольку магнитное поле и ток дуги постоянны, образуются стабильные дуги.
Преимущества
Преимущества сварки постоянным током:
- Более плавная сварка по сравнению с AC
- Более стабильная дуга
- Меньше брызг
- Негатив постоянного тока обеспечивает более высокую скорость наплавки при сварке тонких листов.
- Позитив постоянного тока обеспечивает большее проникновение в металл шва
Недостатки
Недостатками сварки постоянным током являются:
- Сварка постоянным током не может решить проблемы с дугой
- Оборудование дороже, так как токи постоянного тока требуют внутреннего трансформатора для переключения тока
Приложения
Сваркана постоянном токе идеально подходит для соединения более тонких металлов, а также используется в большинстве приложений для сварки штучной сваркой, включая сварку TIG сталей.Этот вид сварки также подходит для потолочных и вертикальных работ.
Что такое сварка на переменном токе?
Переменный ток — это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Преимущества
Преимущества сварки на переменном токе:
- Переменный ток между положительной и отрицательной полярностью обеспечивает более устойчивую дугу при сварке магнитных деталей
- Устраняет проблемы с дугой
- Обеспечивает эффективную сварку алюминия
- Сварочные аппараты переменного тока дешевле аппаратов постоянного тока
Недостатки
Недостатками сварки на переменном токе являются:
- Больше брызг
- Качество сварки не такое гладкое, как при сварке постоянным током
- Менее надежен и поэтому более сложен в обращении, чем сварка постоянным током
Приложения
При переключении на положительный ток переменного тока он также помогает удалять оксид с поверхности металла — следовательно, он подходит для сварки алюминия.
Сваркапеременным током также широко используется в судостроении, особенно для сварных швов, поскольку она позволяет устанавливать ток выше, чем при сварке постоянным током. Сварка на переменном токе также обеспечивает быстрое заполнение и используется для сварки толстых листов вниз.
Одно из основных применений сварки на переменном токе — это намагничивание материалов. Это делает его полезным для ремонта техники.
Как TWI может помочь?
TWI была в авангарде разработки процессов дуговой сварки и, как таковая, предлагает ряд сопутствующих услуг.Достижения включают в себя изобретение процесса сварки MIG с двумя проволоками (используемого для увеличения скорости сварки и скорости наплавки металла или для придания формы сварному шву) и технологии управления транзисторами, которая проложила путь для TWI к разработке импульсной сварки TIG, сварки MIG с коротким замыканием и импульсной сварки. MIG процессы.
Наша команда, состоящая из более чем 20 профессионалов в области сварки, в том числе высококвалифицированных международных инженеров-сварщиков, может предоставить квалифицированные рекомендации по любому вопросу, связанному с соединением материалов.
Напишите нам на contactus @ twi.co.uk, чтобы узнать больше.
Источники питания на базе инвертора
Мир меняется. Это не удивительно для тех, кто хоть отдаленно осознает свое окружение. Тем не менее, есть соблазн взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время технологические разработки практически не развиваются. Однако человек, придерживавшийся этой точки зрения, ошибался. Фактически, конструкция и возможности источников питания для сварки изменились и продолжают быстро меняться.Одна из технологий, способствующих этому изменению, — разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов. Что нового?
В прошлом источники питания для сварки основывались на трансформаторах. Блок питания потреблял 60 Гц, 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении.Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом для получения сварочного выхода постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-нибудь относительно медленными магнитными усилителями.
Сварочные аппараты TIG на трансформаторе обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха.Большинство таких источников питания для сварки весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется 60 Гц, управляющие сигналы ограничиваются выдачей не более 120 в секунду, поэтому невозможно подавать импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется такая же входящая мощность 60 Гц. Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока.Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20000 Гц. Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества предлагает эта новая конструкция с инверторным управлением? Во-первых, главный силовой трансформатор, который работает на 20 000 Гц, намного более эффективен, чем трансформаторы 60 Гц, а это значит, что он может быть намного меньше. Помните, что машины на основе трансформаторов обычно весят более 400 фунтов и имеют размер 32 дюйма. На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов.Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
Еще одно преимущество инверторных блоков питания — стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 205 ампер для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах.Хотя экономия затрат при переходе на инверторы часто преувеличивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.
Другое существенное преимущество инверторных источников питания состоит в том, что за счет столь тонкого «измельчения» входящего переменного тока мы получаем очень стабильный постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы постоянного тока.В течение нескольких лет это было все, что было доступно. Инверторов, которые питали выход переменного тока, просто не существовало. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Путем их работы с разной полярностью и попеременного включения и выключения на выходе генерировался псевдо-переменный ток. Некоторые инверторы все еще генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока с помощью двух инверторов с противоположной полярностью.
Способность генерировать переменный ток — вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение постоянных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы на частоте 20 килогерц, означает, что мы можем изменять частоту выходного сигнала при сварке переменным током. Старые машины имели выход переменного тока только 60 Гц. V205 может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся более узкими, что приводит к более глубокому проплавлению.
Много лет назад было понято, что при GTAW проплавление сварного шва происходит за счет отрицательной части цикла переменного тока электрода.Во время той части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод уходит больше тепла. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Очень первые источники питания GTAW обеспечивали простой выходной сигнал синусоидальной волны, в котором генерировалось равное количество положительного и отрицательного электрода.Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление сварного шва и снижает количество тепла, поступающего в вольфрамовый электрод, что означает, что можно использовать заостренные электроды меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные источники питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln — Invertec® V350 Pro.Этот источник питания в первую очередь разработан как инверторный аппарат для газовой дуговой сварки (GMAW). Он содержит большое количество различных программ для установившегося режима, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры импульса оптимизированы для конкретных присадочных материалов и размеров проволоки.