Требования к помещениям для сварочных установок и сварочных постов
Требования к помещениям для сварочных установок и сварочных постов
Вопрос. Что должно быть предусмотрено в помещениях для электросварочных установок?
Ответ. Должны быть предусмотрены проходы шириной не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно (7.6.36).
Вопрос. Какой должна быть площадь отдельного помещения для электросварочных установок?
Ответ. Должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост (7.6.37).
Вопрос. Где должны быть размещены сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах?
Ответ.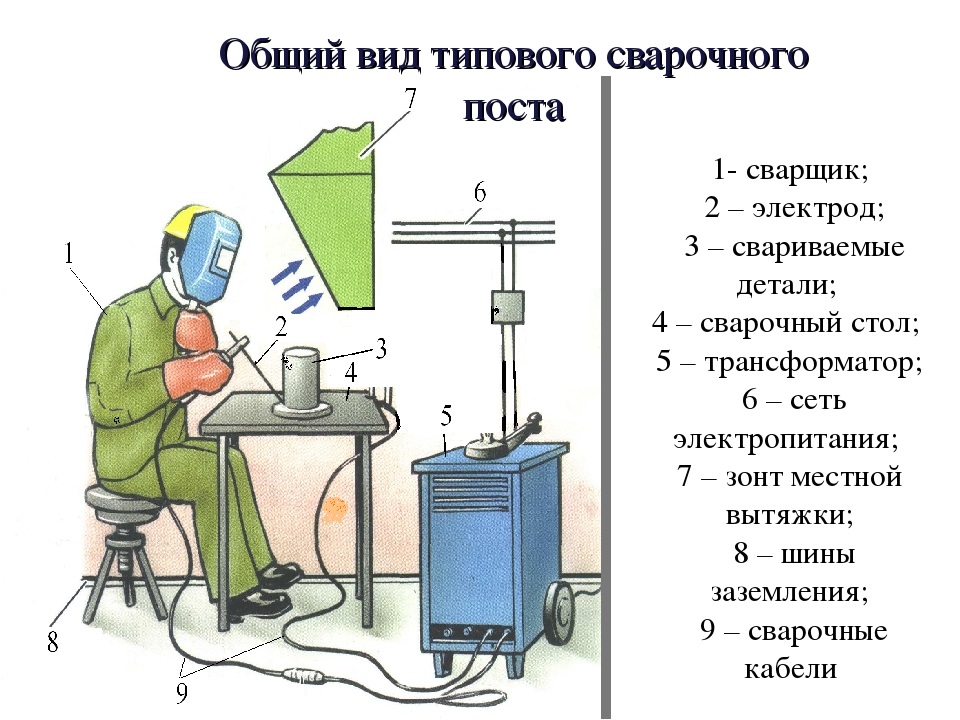 Должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина – не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены (7.6.38).
Должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина – не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены (7.6.38).
Вопрос. При каком условии допускается выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке?
Ответ. Допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м (7.6.39).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесиз чего состоит рабочее место сварщика?
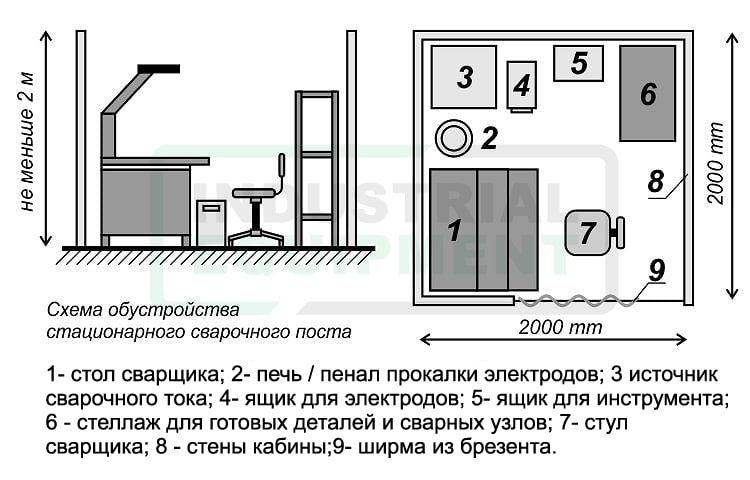
У каждого профессионального сварщика есть рабочее место – сварочный пост, который должен быть организован в зависимости от вида соединительных работ, а также размеров изготавливаемых деталей, конструкций. Оборудование сварочного поста также может отличаться в зависимости от вида соединительных работ и других важных элементов. Сварочный пост может быть стационарным, а также передвижным, поэтому постараемся рассмотреть оба варианта обустройства рабочего места сварщика.
Оборудование сварочного поста также может отличаться в зависимости от вида соединительных работ и других важных элементов. Сварочный пост может быть стационарным, а также передвижным, поэтому постараемся рассмотреть оба варианта обустройства рабочего места сварщика.
Стационарный пост, его оборудование и требования к нему
Комплектация сварочного поста должна осуществляться ответственно. При оснащении сварочного поста берутся во внимание все нормы и требования, выдвигаемые к данному рабочему месту профессионального сварщика.
Основные элементы:- Комплект оборудования для производства сварки;
- Стол для электродов, а также приспособлений;
- Источник тока для сварки;
- Стул для сварщиков;
- Рубильник;
- Вытяжная камера;
- Ящик для специального инструмента;
- Электродержатель.
Перечисленные компоненты сварочного поста располагаются в специальной кабине, размеры которой составляют 2000 х 2500 х 2000 миллиметров. Также нужно обратить внимание на то, что кабина выполняется с открытым верхом. Относительно стен кабины поста нужно сказать, что они могут быть изготовлены из тонкой стали, фанеры, которая пропитывается огнестойкой смесью, брезента, обработанного огнестойким раствором.
Также нужно обратить внимание на то, что кабина выполняется с открытым верхом. Относительно стен кабины поста нужно сказать, что они могут быть изготовлены из тонкой стали, фанеры, которая пропитывается огнестойкой смесью, брезента, обработанного огнестойким раствором.
Требования к цвету стен кабины обязывают окрашивать их в светло-серые тона, способные качественно и эффективно поглощать ультрафиолетовые излучения во время соединительных работ. Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, а поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.
Таким образом, для комфортной работы сварщика понадобится мощная вентиляция. Отметим, что вентиляциянеобходима для того, чтобы вредные для организма человека газы, выделяемые во время соединительных работ, отводились за пределы помещения. Вентиляция должна в обязательном порядке удовлетворять нормативным документам, обеспечивать воздухообмен не менее 40 кубических метров в час. Если вентиляция поста или всего цеха выполнена не соответствующим нормам ГОСТа образом, вредные летучие отходы на протяжении длительного времени накапливаются, поражая при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Вентиляция должна в обязательном порядке удовлетворять нормативным документам, обеспечивать воздухообмен не менее 40 кубических метров в час. Если вентиляция поста или всего цеха выполнена не соответствующим нормам ГОСТа образом, вредные летучие отходы на протяжении длительного времени накапливаются, поражая при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Современное оборудование достаточно часто оснащается специальными заслонками, регулирующими интенсивность процесса удаления вредоносных выбросов. Вентиляция имеет и другие инновации – установка гибкой конструкции рукава, за счет которого обеспечивается расположение вентиляционной системы в зоне производства соединений. Подобная вентиляция имеет некоторые преимущества в том, что работа в помещениях с такой системой удаления воздуха может производиться на протяжении длительного времени.
Для качественного удаления пыли и газов от рабочего места понадобится:- Обустраивать на стационарном рабочем месте местную систему вентиляции;
- Во время работы в тесных местах, внутри резервуаров обустраивать переносную вытяжку;
- Обустраивать подвод воздуха через специальное отверстие во внутренней стенке двустенного щитка в особо тяжелых условиях;
- Если имеются ядовитые примеси в выделяемых газах необходимо использовать респиратор с химическим фильтром.


Стол профессионального сварщика предназначается для проведения на нем соединительных работ. Таким образом, крышка стола изготавливается из чугунной стали, толщина которой составляет 20-25 миллиметров. Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенными для включения и последующего выключения рабочего тока.
к меню ↑Оборудование передвижного поста и требования к нему
Передвижной сварочный профессиональный пост необходим для качественного выполнения сварки, изготовления крупногабаритных металлических изделий. Зачастую подобный сварочный пост располагается на открытой площадке, вследствие чего рабочее место передвижного типа оборудуется специализированным навесом. Навес, в свою очередь, служит для защиты от осадков, а также светового излучения. Складные щиты – основные материалы для производства навеса.
Для удобного размещения электродов, необходимых инструментов, специального оборудования и других полезных для соединительных работ приспособлений пост оборудуется специальными тумбами.
Требования выдвигаются и к освещению рабочего места. Система освещения расположена зачастую над столешницей стола, либо около нее. Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
к меню ↑Рабочее место для газосварочных процессов
Сварочный пост для выполнения газовой сварки должен включать в себя все необходимые рабочие предметы, сопутствующие элементы для безопасного производства швов. Также стоит знать, что стол должен изготавливаться из металла.
Также стоит знать, что стол должен изготавливаться из металла.
Сварочный пост и его виды
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.
Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост
По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Источник
Требования к помещениям для электросварочных установок опыт работы 15 лет!
Что должно быть предусмотрено для электросварочных установок и сварочных
постов, предназначенных для постоянных электросварочных работ в зданиях
вне сварочно-сборочных цехов и участков?
Должны быть предусмотрены специальные вентилируемые помещения,
выгороженные противопожарными перегородками 1-го типа, если они
расположены смежно с помещениями категорий А, Б и В по взрывопожарной
опасности, и 2-го типа в остальных случаях. Также наш сервисный центр производит ремонт сварочных аппаратов полуавтоматов и инверторы любой мощности опыт работы более 15 лет.
Допускается ли располагать сварочные посты во взрыво и пожарных зонах?
Допускается располагать только в период производства временных
электросварочных работ, выполняемых с соблюдением требований изложенных в
типовой инструкции по организации безопасно ведения огневых работ на
взрыво и взрывопожароопасных объектах, утвержденной Госгортехнадзором
России.
Что должно быть предусмотрено в помещениях для сварочных генераторов?
Должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие
удобство и безопасность проведения сварочных работ и доставки изделий к
месту сварки и обратно.
Какой должна быть площадь отдельного помещения для электросварочных установок?
Должна быть не менее 10 м кв, причем площадь свободная от оборудования и
материалов, должна составлять не менее 3 м кв на каждый сварочный пост.
Какие требования к размещению сварочных постов для систематического
выполнения ручной дуговой сварки или сварки в среде защитных газов
изделий малых и средних габаритов непосредственно в производственных
цехах в непожароопасных и невзрывоопасных зонах?
Посты должны быть размещены в специальных кабинах со стенками из
несгораемого материала. Глубина кабины должна быть не менее двойной
длины, а ширина не менее полуторной длинны свариваемых изделий, однако
площадь кабины должна быть не менее 2х1,5 м. При установке источника
сварочного тока в кабине ее размеры должны быть соответственно
увеличены. Высота стенок кабины должна быть не менее 2м., зазор между
стенками и полом 50 мм, а при сварке в среде защитных газов 300 мм. В
случае движения над кабиной мостового крана ее верх должен быть закрыт
сеткой с ячейками не более 50х50 мм.
При установке источника
сварочного тока в кабине ее размеры должны быть соответственно
увеличены. Высота стенок кабины должна быть не менее 2м., зазор между
стенками и полом 50 мм, а при сварке в среде защитных газов 300 мм. В
случае движения над кабиной мостового крана ее верх должен быть закрыт
сеткой с ячейками не более 50х50 мм.
При каких условиях допускается выполнение работ на сварочных постах при
несистематической ручной дуговой сварке, сварке под флюсом и
электрошлаковой сварке?
Допускается непосредственно в пожароопасных помещениях при условии
ограждения места работы щитами или занавесами не горючих материалов
высотой не менее 1,8 м.
Чем должны быть оборудованы электросварочные установки при систематической сварке на них изделий массой более 20 кг?
Должны быть оборудованы соответствующим подъемно-транспортными
устройствами для облегчения установки и транспортирования свариваемых
изделий.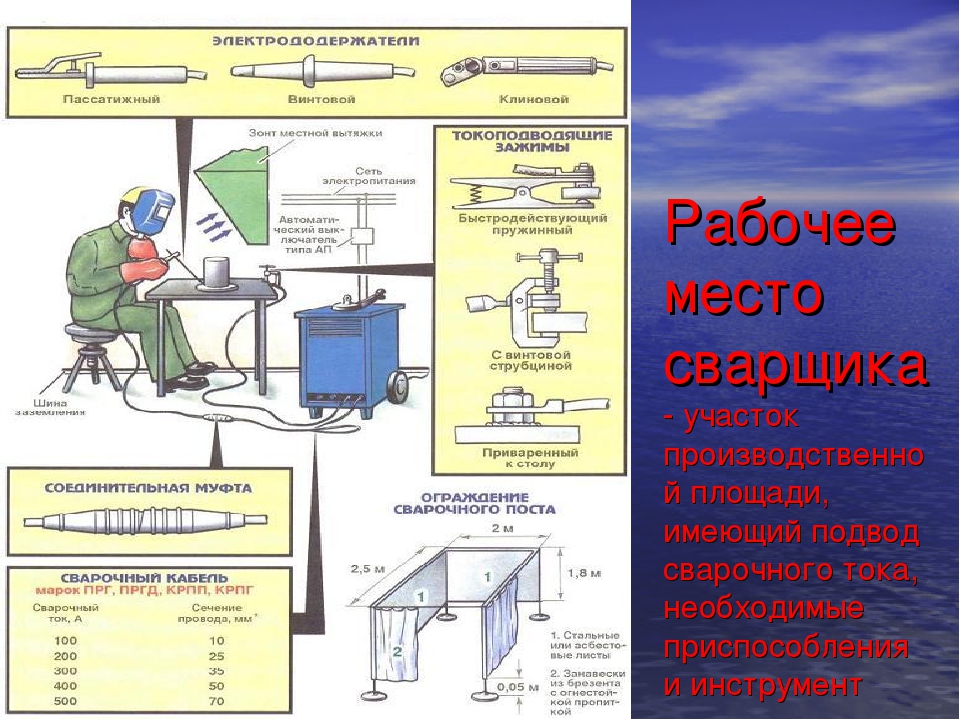
Что должно обеспечиваться на сварочных постах при сварке открытой дугой и
под флюсом внутри резервуаров, закрытых полостей и конструкций?
Должно обеспечиваться вентилирование в соответствии с характером
выполняемых работ. При невозможности необходимого вентилирования следует
предусматривать принудительную подачу чистого воздуха под маску
сварщика в количестве 6-8 м/ч.
Более подробную информацию можете получить у наших специалистов по телефону.
ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ ДЛЯ ЭЛЕКТРОСВАРОЧНЫХ УСТАНОВОК И СВАРОЧНЫХ ПОСТОВ | ЭЛЕКТРОСВАРОЧНЫЕ УСТАНОВКИ
ГЛАВА 7.6.
ЭЛЕКТРОСВАРОЧНЫЕ УСТАНОВКИ
ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ ДЛЯ ЭЛЕКТРОСВАРОЧНЫХ УСТАНОВОК И СВАРОЧНЫХ ПОСТОВ
7.6.30. Здания и вентиляционные устройства сборочно-сварочных цехов и участков, в которых размещаются электросварочные установки и сварочные посты, должны отвечать требованиям действующих стандартов, санитарных правил и противопожарных инструкций, а также СНиП. Сварочное производство следует относить к категории Г по СНиП II-2-80 Госстроя СССР, за исключением производств с электросварочными установками, использующими такие газы (например, водород), которые могут образовывать с воздухом взрывоопасные смеси.
Сварочное производство следует относить к категории Г по СНиП II-2-80 Госстроя СССР, за исключением производств с электросварочными установками, использующими такие газы (например, водород), которые могут образовывать с воздухом взрывоопасные смеси.
7.6.31. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сборочно-сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенками из несгораемых материалов. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.32. Сварочные посты допускается размещая во взрыво- и пожароопасных зонах только для временных электросварочных работ, выполняемых с соблюдением требования, изложенных в действующих положениях и инструкциях, согласованных с ГУПО МВД СССР и утвержденных Госгортехнадзором СССР.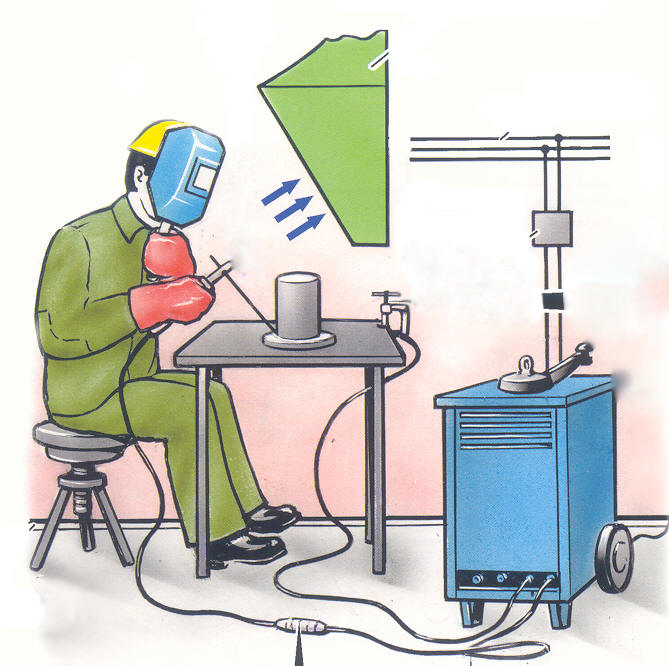
7.6.33. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно, но не менее 0,8 м.
7.6.34. Площадь отдельною помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.35. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в непожароопасных цехах должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2 х 1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана верх кабины должен быть закрыт сеткой с ячейками не более 50 х 50 мм.
7.6.36. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из несгораемых материалов высотой не менее 1,8 м.
7.6.37. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.38. Искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских и отдельных сварочных постов (сварочных кабин) и мест сварки должно соответствовать требованиям СНиП II-4-79 “Естественное и искусственное освещение” и соответствующих инструкций, утвержденных Госстроем СССР.
7.6.39. На электросварочных установках при ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и при автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно вблизи дуги или электрода.
7.6.40. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование соответственно характеру выполняемых работ. При невозможности осуществления необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6—8 м3/ч.
7.6.41. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.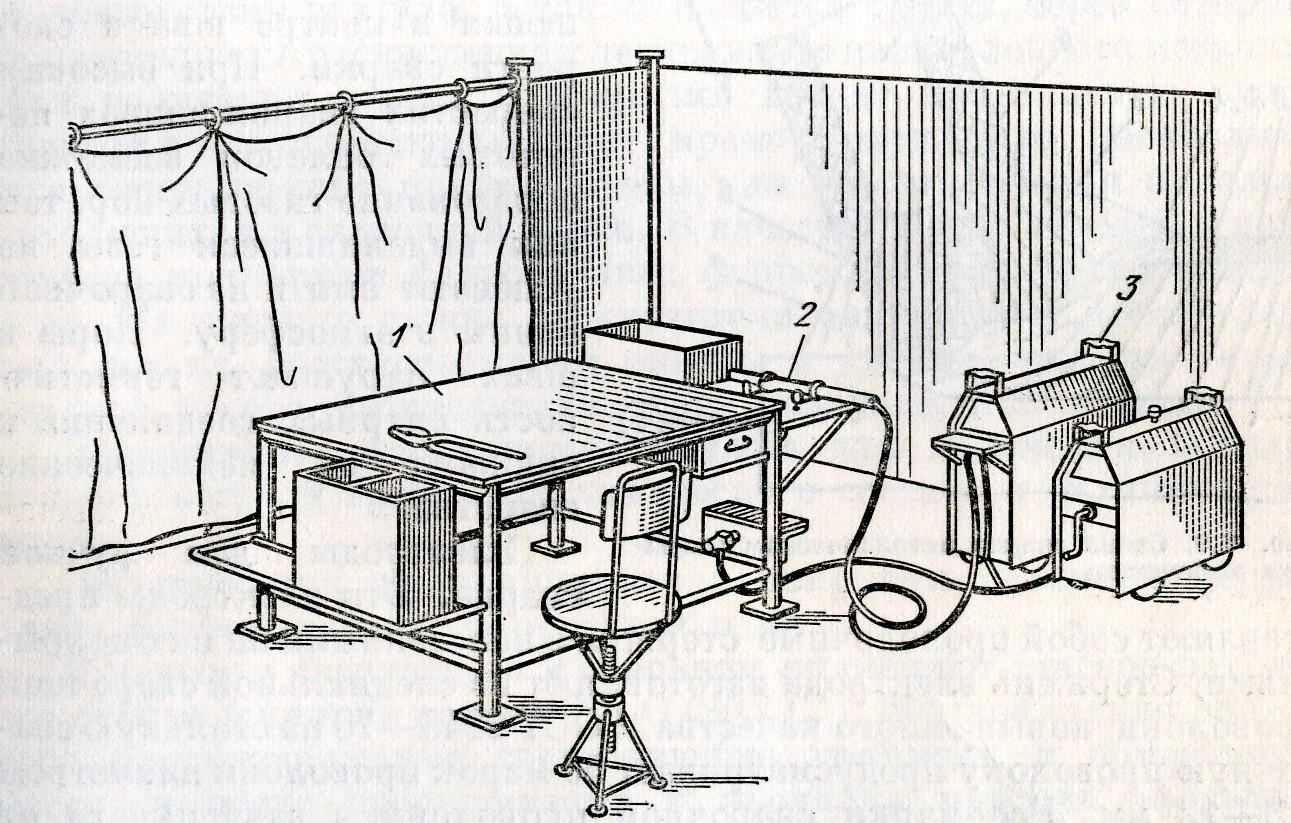
Сварочный пост передвижной — Энциклопедия по машиностроению XXL
Сварочные посты в зависимости от характера работ бывают передвижные и стационарные. В оборудование сварочного поста входят а) ацетиленовый генератор или ацетиленовый баллон с редуктором, 6 кислородный баллон с редуктором, В) шланги, г) горелка с комплектом наконечников. [c.409]Передвижные электростанции применяются для снабжения электроэнергией сварочных постов, временных сооружений, строительных механизмов и электрифицированного инструмента в тех случаях, когда на месте работы нет источника тока. [c.203]
Под термином рабочий (сварочный) пост подразумевается рабочее место, где производится газопламенная обработка металлов. Рабочие посты могут быть передвижными или стационарными. [c.7]
| Рис. 1.2. Схема газопитания передвижного сварочного поста |
 [c.160]
[c.160]В спецавтоцентрах и на станциях техобслуживания (в зависимости от мощности) применяют ацетиленовые генераторы — стационарные или передвижные. Наибольшее применение из передвижных нашли однопостовые ацетиленовые генераторы марок АСМ-1,25-3 АСВ-1,25 АНВ-1,25 производительностью 1,25 м /ч. Из стационарных применяют генераторы марок ГРК-10-68 производительностью 10 м /ч. В этом случае сварочные посты снаб-. жаются ацетиленом по трубопроводам централизованной раздачи. Технические характеристики ацетиленовых генераторов приведены в табл. 3.7. [c.219]
Питание сварочной дуги при сварке на постоянном токе осуществляется от специального сварочного генератора. Сварочные генераторы подразделяются на однопостовые для питания одного сварочного поста и многопостовые, предназначенные для питания одновременно нескольких сварочных постов. Кроме того, генераторы бывают стационарные и передвижные, работающие от электродвигателя или от двигателя внутреннего сгорания. [c.348]
[c.348]
Сварочные посты могут быть стационарными и передвижными. Стационарные посты для сварки изделий небольших размеров располагают в открытых сверху отдельных сварочных кабинах (рис. 3,а). Передвижные посты применяют при сварке изделий крупных габаритов трубопроводов большой длины (рис. 3, б), металлоконструкций, сосудов и т. д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2—1,5 м из несгораемых материалов. [c.11]
Чем отличается стационарный сварочный пост от передвижного [c.12]
Сварочные генераторы стационарного типа необходимо устанавливать на фундамент. Передвижные генераторы и трансформаторы устанавливаются около сварочного поста без фундаментов. [c.117]
На каждом передвижном сварочном посту разрешается иметь только два кислородных баллона один, находящийся в работе, другой — запасной.
 [c.265]
[c.265]Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными. [c.151]
Сварочный пост рис. 12.1) состоит из сварочного аппарата — источника питания дуги электрическим током, пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном — передвижным. [c.153]
| Рис. 12.3. Передвижной сварочный пост (машинный зал) |
Установка источников питания производится непосредственно около сварочных постов или в отдельном помещении. На открытом воздухе их следует укрывать под навесы пли помещать в передвижные будки. Включение в силовую сеть источников питания, размещаемых около сварочной установки, производят через рубильники или через контактор.
[c.87]
На открытом воздухе их следует укрывать под навесы пли помещать в передвижные будки. Включение в силовую сеть источников питания, размещаемых около сварочной установки, производят через рубильники или через контактор.
[c.87]
При индивидуальной системе снабжения каждый сварочный пост питается от одного или нескольких баллонов с защитным газом, которые располагаются непосредственно у сварочного поста. В случае использования передвижного поста баллоны перемещаются вместе с постом (рис. 1.12). [c.40]
Прп газопламенных работах на сварочных постах должны применяться вентиляция с помощью местных отсосов от передвижных или стационарных установок. [c.462]
Сварочные посты могут быть стационарными и передвижными. Стационарные посты для сварки изделий небольших размеров располагают в открытых сверху отдельных сварочных кабинах (рис. 8, а). Передвижные посты применяют при сварке изделий крупных габаритов трубопроводов большой
[c. 21]
21]
При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). Передвижные сварочные посты, как правило, применяются при монтаже [c.22]
СВАРОЧНЫЙ ПОСТ (дуговой сварки) — рабочее место для ручной сварки, оснащенное токоподводом, необходимыми инструментами и приспособлениями, а если нужно, и баллонами с защитным газом, шлангами, газовыми приборами. К стационарным сварочным постам относятся посты, расположенные в цехе. Посты, находящиеся на строительстве, на территории завода, на ремонтных работах, работах в полевых условиях и т. п., относятся к передвижным сварочным постам. [c.146]
На стационарных сварочных постах электромагнитный контактор монтируется на щите, а на передвижных — в отдельном ящике. [c.209]
[c.209]
Рабочее место сварщика с комплектом оборудования и аппаратуры называется сварочным постом. Последний может быть стационарным (фиг. 14) или передвижным. [c.39]
Сварочные посты могут быть стационарными или передвижными. [c.23]
При выполнении производственных операций за рабочим или бригадой рабочих закрепляют рабочее место (определенный участок производственной площади), оснащенное согласно требованиям технологического процесса соответствующим оборудованием и необходимыми принадлежностями. Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным. [c.151]
Запрещается размещать рабочее место в подвале. Пол на рабочем месте должен быть из -жаростойкого малотеплопроводного материала и легко очищаться. Отопление, естественное и искусственное освещение и вентиляция должны соответствовать существующим нормам.
 Кроме общеобменной вентиляции, предусматривают вентиляцию у рабочего места стационарные или передвижные установки. Сварочный пост оборудуют столом, стулом, настенной полкой для хранения мелкого
[c.40]
Кроме общеобменной вентиляции, предусматривают вентиляцию у рабочего места стационарные или передвижные установки. Сварочный пост оборудуют столом, стулом, настенной полкой для хранения мелкого
[c.40]По назначению провода и кабели подразделяют на силовые для передачи электрической энергии большой мощности монтажные, установочные и контрольные для соединения электрического оборудования в машинах и приборах и монтажа электрических схем на щитах и в цепях управления и других электрических устройствах шланговые — гибкие кабели с высокопрочной изоляцией для подвода электрической энергии к сварочным рабочим постам и к передвижным машинам обмоточные, применяемые для изготовления обмоток электрических машин, трансформаторов, электромагнитов и т. д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения.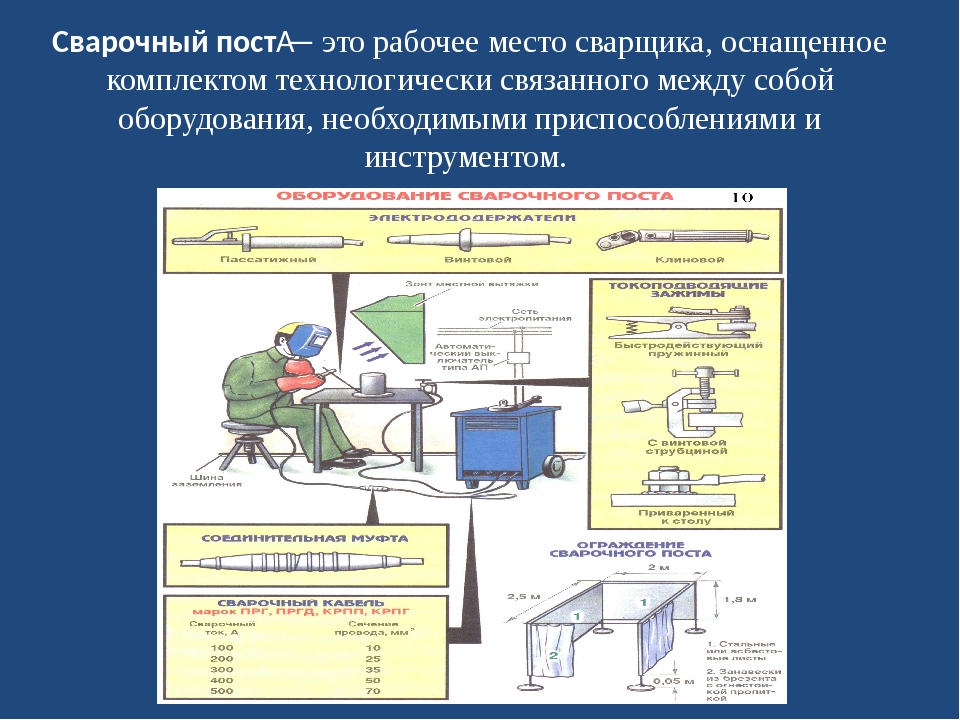 Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]
Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]
Рабочее место электросварщика. Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больщих размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги. [c.61]
Централизованное снабжение рабочих (сварочных) постов. Снабжение рабочих постов ацетиленом производится (рис. 1.5) по газопроводу, от ацетиленовой установки ЛС, от отдельно стоящего стационарного генератора СГ, от разрядной рампы РР, от индивидуального баллона Б или передвижного генератора ПГ. По схеме, показанной на рис. 1.5, о, на выходе из ацетиленовой станции и на вводе в межцеховой ацетиленопровод 5 устанавливается предохранительное устройство — огнепре-градительная башня 1 или центральный (групповой) затвор 2. Огнепреградительные башни используются на крупных ацетиленовых станциях с раздельно стоящими зданиями генераторного и компрессорного отделений и устанавливаются на входе и выходе из них. В остальных случаях допускается использование центральных затворов соответствующей пропускной способности.
[c.282]
По схеме, показанной на рис. 1.5, о, на выходе из ацетиленовой станции и на вводе в межцеховой ацетиленопровод 5 устанавливается предохранительное устройство — огнепре-градительная башня 1 или центральный (групповой) затвор 2. Огнепреградительные башни используются на крупных ацетиленовых станциях с раздельно стоящими зданиями генераторного и компрессорного отделений и устанавливаются на входе и выходе из них. В остальных случаях допускается использование центральных затворов соответствующей пропускной способности.
[c.282]
Типовая схема комбинированного газопитания рабочих (сварочных) постов с подачей кислорода к ним по цеховому газопроводу предусматривает поступление кислорода по газопроводу под давлением более 1,6 МПа. Питание аппаратуры должно производиться от газоразборного поста, состоящего из запорного вентиля и баллонного редуктора. При давлении кислорода менее 1,6 МПа редуктор можно не устанавливать. Подача горючего газа производится либо от баллона с установленным на нем редуктором для соответствующего газа, либо от передвижного ацетиленового генератора с предохранительным устройством. При использовании жидкого горючего вместо генератора или баллона предусматривается бачок с жидким горючим. Лоследняя схема может применяться в цеховых условиях только
[c.286]
При использовании жидкого горючего вместо генератора или баллона предусматривается бачок с жидким горючим. Лоследняя схема может применяться в цеховых условиях только
[c.286]
Сварка — один из наиболее распространенных технологических процессов получения неразъемных соединений. Сварное соединение характеризуется непрерывной структурной связью и монолитностью строения, достигаемыми за счет образования атомномолекулярных связей между элементарными частицами свариваемых деталей. При электрической дуговой сварке покрытым или вольфрамовым электродом нагрев и плавление металла производится дуговым разрядом, возникающим между электродом и свариваемым изделием. Энергию для образования и поддержания дугового разряда получают от источников питания постоянного и переменного тока. Электрод закрепляется в электрододержате-ле, который с источником питания соединяется сварочным проводом. Для получения электрического разряда необходимо наличие электрической цепи. Поэтому источник питания кроме электрододержателя соединен еще со свариваемым изделием. Практически это оформляется в виде сварочного поста, в который входит источник питания, электрические провода, электрододержатель, устройства для присоединения сварочного провода к источнику питания и свариваемому изделию, устройства для соединения между собой отрезков сварочного провода, щиток и инструмент сварщика, сбо-рочно-сварочные приспособления (рис. 3). Сварочный пост может быть стационарным или передвижным. При сварке на строительно-монтажной площадке или при сварке крупногабаритных изделий в цеховых условиях используются передвижные посты.
[c.21]
Практически это оформляется в виде сварочного поста, в который входит источник питания, электрические провода, электрододержатель, устройства для присоединения сварочного провода к источнику питания и свариваемому изделию, устройства для соединения между собой отрезков сварочного провода, щиток и инструмент сварщика, сбо-рочно-сварочные приспособления (рис. 3). Сварочный пост может быть стационарным или передвижным. При сварке на строительно-монтажной площадке или при сварке крупногабаритных изделий в цеховых условиях используются передвижные посты.
[c.21]
В том случае, когда сварщик в прюцессе р>аботы переходит с одного рабочего места на другое, приме-ня oт передвижные отсосы, которые крепятся непосредственно на держателях полуавтоматов или электроави-гателях, либо устанавливаются на гибком шланге и крюпятся на рабочем месте. В кабинах, ограждающих сварочные посты, рюкомендуется вентиляционное устройство также в виде бокового отсоса. Если свариваемые детали не слишком велики, лучше всего использовать вытяжной шкаф. [c.32]
[c.32]
Для безопас1юсти стационарные сварочные посты располагают в отдельных кабинах. Передвижные сварочные посты ограждают переносными щитами. [c.275]
На постоянных сварочных постах или участках, кроме непрерывно действующей общей вентиляции, применяют передвижные местные отсосы загрязненного воздуха. Пылегазоприемники местной вентиляции устанавливают над местом сварки на высоте 200… 300 мм. Стены сварочного поста или участка окрашивают в светлосерый цвет краской, содержащей цинковые или титановые белила, хорошо поглощающие ультрафиолетовые лучи. Вблизи участка размещают противопожарные средства огнетушитель, бочку с водой, ведро, ящик с песком и лопатой. Легковоспламеняющиеся или горючие материалы должны находиться не менее чем за 5 м от места сварки. [c.120]
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке. Эти посты размещают в передвижных машинных залах (рис. 12.3), изготовленных из стального каркаса, обшитого тонким листовым железом. В зале расмещают 1—3 сварочных аппарата, пусковую аппаратуру, печь для прокалки электродов, шкаф для инструмента и сварочного кабеля. Передвижные машинные залы имеют внизу полозья для перемещения на короткое расстояние волоком, а в верхних углах — приваренные проушины для зацепления стропами и перемещения по высоте краном или погрузки на машины и вагоны.
[c.155]
Эти посты размещают в передвижных машинных залах (рис. 12.3), изготовленных из стального каркаса, обшитого тонким листовым железом. В зале расмещают 1—3 сварочных аппарата, пусковую аппаратуру, печь для прокалки электродов, шкаф для инструмента и сварочного кабеля. Передвижные машинные залы имеют внизу полозья для перемещения на короткое расстояние волоком, а в верхних углах — приваренные проушины для зацепления стропами и перемещения по высоте краном или погрузки на машины и вагоны.
[c.155]
Переносные и передвижные источники питания сварочной дуги следует присоединять к питающей электрической сети с использованием пункта питания, содержащего коммутационный и защитный аппараты. Обычно для этих целей используют ящики с рубильником я предохранителями или автоматическае выключатели. Многопостовые источники питания, кроме защиты со стороны питающей сети, должны иметь автоматический выключатель в общем проводе сварочной цепи и предохранитель (автоматический выключатель) на каждом сварочном посту. [c.160]
[c.160]
Для снабжения горелок и резаков газами газосварщик, газорезчик собирают пост. По своему назначению посты мог5Т быть передвижными или стационарными, причем на передвижных сварочных постах, которые могут быть собраны в любом месте на предприятии или в цехе, газопитание вьшолняют по схеме, приведенной на рис. 9.14. [c.541]
Передвижные ацетиленовые генераторы применяются, как щивило, в передвижных сварочных постах в строительстве, промышленности и сельском хозяйстве, куда доставка растворенного баллонного ацетилена затруднена или экономически невыгодна. Они представляют собой комплектные устройства, включающие газообразователь, газосборник и предохранительное устройство для защиты от обратного удара. На рис. 9.17 показан наиболее распространенный генератор АСП-10, а в табл. 9.17 приведены технические характеристики передвижных генераторов. [c.544]
Передвижной пост используется, как правило, для ручных сварочных работ, выполняемых в различных местах на территории предприятия и в зданиях, а также при монтаже и на строй-плоо дках. Газопитание передвижных рабочих постов выполняется по схемам, приведенным на рис. 1.2. В качестве источников
[c.7]
Газопитание передвижных рабочих постов выполняется по схемам, приведенным на рис. 1.2. В качестве источников
[c.7]
Санитарно-эпидемиологические правила и нормативы. СанПиН 2.2.3.1384-03. Гигиенические требования к производству сварочных работ и резке
22.1. Электросварочные и газопламенные работы следует выполнять в соответствии с требованиями санитарных правил при сварке, наплавке и резке металлов, а также настоящих санитарных правил.
22.2. Сварку изделий средних и малых размеров в стационарных условиях следует производить в специально оборудованных кабинах. Кабины оборудуются с открытым верхом и выполняются из негорючих материалов. Площадь кабины должна быть достаточной для размещения сварочного оборудования, стола, устройства местной вытяжной вентиляции, свариваемого изделия, инструмента. Свободная площадь в кабине на один сварочный пост должна быть не менее 3 м2.
22.3.
Сварка в замкнутых и труднодоступных пространствах производится при непрерывной
работе местной вытяжной вентиляции с оборудованием отсасывающего устройства из
подмасочного пространства, исключающего накопление вредных веществ в воздухе
выше предельно допустимых концентраций.
22.4. При сварке материалов, обладающих высокой отражающей способностью (алюминия, сплавов на основе титана, нержавеющей стали), для защиты электросварщиков и работающих рядом от отраженного оптического излучения следует экранировать сварочную дугу встроенными или переносными экранами и экранировать поверхности свариваемых изделий.
22.5. При ручной сварке штучными электродами следует использовать переносные малогабаритные воздухоприемники с пневматическими, магнитными и другими держателями.
22.6. При выполнении сварки на разных уровнях по вертикали предусматривается защита персонала, работающего на ниже расположенных уровнях, от случайного падения предметов, огарков электродов, брызг металла и др.
22.7. Пространственная планировка рабочего места сварщика по группировке и расположению органов ручного управления (рычаги, переключатели и др.) и средств отображения информации должна удовлетворять эргономическим требованиям.
22.8.
При проведении электросварочных работ в условиях низких температур (ниже -20
°С) обеспечиваются условия, соответствующие требованиям действующей нормативной
документации.
22.9. Газопламенное напыление покрытий и наплавка порошковых материалов в помещениях допускаются в установленном порядке.
22.10. На каждое стационарное рабочее место для газопламенной обработки металлов отводится не менее 4 м2, помимо площади занимаемой оборудованием и проходами, а при работе в кабине — не менее 3 м2. Проходы должны иметь ширину не менее 1 м. Площадь рабочего места оператора газопламенного напыления должна быть не менее 10 м2.
22.11. Если газопламенное напыление покрытий и наплавку их порошковых материалов на крупногабаритные изделия проводят в помещениях вручную, следует применять портативные ручные отсосы, обеспечивающие концентрации вредных веществ в воздухе не выше предельно допустимых.
22.12.
Операции по засыпке и уборке порошков в бункеры установок для газопламенного
напыления покрытий и наплавки порошков следует проводить с использованием
местных отсосов или в специальных камерах и кабинах, снабженных вытяжной
вентиляцией.
22.13. Для механизированных процессов сварки и резки, связанных с повышенным выделением пыли и газов, следует предусматривать устройство местных вытяжных пылегазоприемников, включая подвижные, встроенные в машины, оборудование или приспособления.
22.14. При проведении газопламенной поверхностной закалки, зачистки и нагрева для защиты работающих следует предусматривать специальные приспособления (защитные экраны, кожухи и др.).
22.15. Газопламенную обработку в замкнутых пространствах и труднодоступных местах следует выполнять при соблюдении следующих условий:
· наличия непрерывно работающей приточно-вытяжной вентиляции, обеспечивающей приток свежего и отсос загрязненного воздуха из нижней и верхней частей замкнутого пространства и труднодоступных мест;
· оборудования специальной вентиляции с организацией местных отсосов от стационарных или передвижных установок, если общеобменная вентиляция не обеспечивает допустимых условий работы;
· звукоизоляция
помещения для проведения детонационного напыления покрытий.
22.16. При газопламенной обработке металлов исключают возможность воздействия опасных и вредных производственных факторов на персонал расположенных рядом рабочих зон. Рабочие места для сварки, резки, наплавки, зачистки и нагрева оснащаются средствами коллективной защиты от шума, инфракрасного излучения и брызг расплавленного металла (экранами и ширмами из негорючих материалов).
Полезная информация:
Не отставайте от требований OSHA по сварочным дымам
Правила OSHA и ваша система вентиляции для сварки Управление производственным предприятием может быть трудным. В связи с тем, что за вашим вниманием претендует так много вещей, качество воздуха может падать все ниже и ниже в списке приоритетов. И вы можете подумать, что OSHA только мешает своим правилам, которые снова ставят качество воздуха в ваш список, но правда в том, что правила OSHA по сварочному дыму могут быть лучшим решением для вашего бизнеса.
Сварочный дым может вызвать множество проблем у ваших сотрудников, работы предприятия и общей эффективности. Учтите, что плохое качество воздуха в помещении снижает производительность на 9% и более. Учитывая это в качестве базового числа, потерю хороших рабочих, которые переходят на более зеленые пастбища, и количество дней по болезни, взятых теми, кто остается, у предприятия с недостаточной системой сварочной вентиляции нет шансов.
Установив сварочные вентиляционные системы, которые должным образом очищают воздух от вредных газов сварочного шва, предприятия не только соответствуют требованиям OSHA, исключают крупные штрафы и имеют более чистое рабочее место, но и в результате их сварщики становятся более счастливыми и здоровыми.Это гарантирует, что вы сохраните лучшие таланты и получите от них наиболее эффективную работу.
Самыми крупными препятствиями на пути к установке хорошей системы отвода дыма от сварочного дыма и улучшению качества воздуха для сварочного оборудования являются:
- Непонимание потребностей объекта
- Капитальные затраты на закупку и установку
- Соответствующее применение системы
Мы рассмотрим каждый из них и способы устранения их последствий, но сначала давайте разберемся, что на самом деле нужно OSHA с их правилами по сварочному дыму.
- Количество сварщиков , которые у вас работают на вашем предприятии. Сварочный дым резко увеличивается с увеличением количества сварщиков, работающих одновременно. Чем больше работают сварщики, тем больше следует учитывать риск возникновения дугового разряда и вдыхания дыма. Что касается конкретных параметров вентиляции при сварке OSHA: минимальная скорость вентиляции составляет 2 000 кубических футов (57 м 3 ) в минуту на каждого сварщика.Исключение составляют респираторы, капюшоны или кабинки, одобренные Горным бюро США.
- Размер помещения , в котором находится сварщик или сварщики. Согласно директивам OSHA 1910.1000 любое пространство с высотой потолка менее 16 футов должно иметь вентиляцию. Конечно, любая высота потолка, превышающая этот предел, и два других фактора диктуют правила.
- Тип свариваемой мета л. Понятно, что при сварке разные металлы выделяют разные виды дыма.В зависимости от свариваемого металла эти пары могут варьироваться от просто неприятных до токсичных или даже смертельных. Поскольку большинство металлов, используемых в производстве, являются сплавами, необходимо учитывать каждый элемент, пересекающий сварочную дугу, а не только основной металл.
 Понятно, что при сварке разные металлы выделяют разные виды дыма.В зависимости от свариваемого металла эти пары могут варьироваться от просто неприятных до токсичных или даже смертельных. Поскольку большинство металлов, используемых в производстве, являются сплавами, необходимо учитывать каждый элемент, пересекающий сварочную дугу, а не только основной металл.
Понятно, что при сварке разные металлы выделяют разные виды дыма.В зависимости от свариваемого металла эти пары могут варьироваться от просто неприятных до токсичных или даже смертельных. Поскольку большинство металлов, используемых в производстве, являются сплавами, необходимо учитывать каждый элемент, пересекающий сварочную дугу, а не только основной металл.Хорошим примером сплава, который может вызвать проблемы со здоровьем из-за сварочного дыма, является нержавеющая сталь. Нержавеющая сталь — один из самых распространенных металлов, свариваемых сегодня, содержит хром, а также небольшой процент марганца.При сварке нержавеющей стали образующиеся сварочные пары содержат опасное соединение, называемое шестивалентным хромом. Возможно, вы знакомы с эффектами Hexa Chrome, если вы работаете в сварочной промышленности, и следует отметить, что NIOSH считает, что все соединения Cr (VI) являются канцерогенами.
Однако нержавеющая сталь — не единственный способ попадания хрома в воздух. Другие общепринятые производственные процессы могут создавать дополнительные опасности для окружающей среды в отношении хрома и, следовательно, шестивалентного хрома:
Другие общепринятые производственные процессы могут создавать дополнительные опасности для окружающей среды в отношении хрома и, следовательно, шестивалентного хрома:
- Хроматные пигменты, используемые в красителях, красках и чернилах, которые могут наноситься на свариваемые металлы
- Антикоррозионные агенты часто содержат хроматы, их также можно добавлять в поверхностные покрытия, такие как краска и грунтовка.
- Любой вид хромирования или добавления хрома к металлическим сплавам (как в случае нержавеющей стали)
- Применение хрома, в котором используется хромовая кислота
- Любая выплавка феррохромовой руды
- Дым от сварки нержавеющей стали или сплавов цветного хрома
(адаптировано из информационного бюллетеня OSHA, Влияние шестивалентного хрома на здоровье)
Обеспечение соответствия сварочного оборудования требованиям OSHA Когда вы оцениваете собственное производство, лучше всего начать с первых трех вопросов, касающихся вентиляции сварочного оборудования OSHA. Посмотрите, сколько у вас сварщиков. Помните об экспоненциальной природе сварочного дыма и добавьте еще 2000 кубических футов теплообменника на каждого сварщика для вашей системы вентиляции сварочного дыма.
Посмотрите, сколько у вас сварщиков. Помните об экспоненциальной природе сварочного дыма и добавьте еще 2000 кубических футов теплообменника на каждого сварщика для вашей системы вентиляции сварочного дыма.
Также помните о размере вашего помещения. Чем она меньше, тем срочнее нужно найти работающее вентиляционное решение. И, наконец, любой тип сварки должен быть вентилируемым, но любая сварка, включающая сплавы, изготовленные или покрытые хромом, требует первоочередного внимания.Продолжительное воздействие шестивалентного хрома может вызвать проблемы с дыханием, раздражение глаз, хромовые язвы и даже рак.
Как минимум, помещения должны соответствовать стандартам OSHA по вентиляции сварочного дыма. Но это самый минимум. Соблюдение правил OSHA может сэкономить вашей компании сотни тысяч долларов. В одном случае несоответствующая компания понесла штраф в размере 7000 долларов в день, пока их предприятие не было согласовано.
Четкое соблюдение правил OSHA в интересах бизнеса. Но то, как вы переходите к соблюдению нормативных требований, может повлиять на результаты контроля за выбросом сварочного дыма, а также на то, какую гибкость вы получите в будущем, если вы добавите сварщиков или увеличите производство.
Но то, как вы переходите к соблюдению нормативных требований, может повлиять на результаты контроля за выбросом сварочного дыма, а также на то, какую гибкость вы получите в будущем, если вы добавите сварщиков или увеличите производство.
Давайте подробнее рассмотрим конкретные области применения вентиляции сварочного дыма. Для простоты мы можем рассматривать эти решения как две основные линейки продуктов:
- Небольшие предприятия или меньшее количество сварщиков на объекте
- Крупные заводы с несколькими сварочными станциями
В небольших цехах, где сварщиков мало, а рабочие места небольшие, хорошо подходят вытяжные рукава с центральным коллектором.Это позволяет сварщику улавливать сварочные пары в их источнике и предотвращать загрязнение окружающего воздуха. Однако одним из недостатков этой системы является то, что сварщик отвечает за расположение конца воронки вытяжного рукава. Если рычаг не направлен на мишень, сварочные пары не будут улавливаться, что повлияет на качество окружающего воздуха.
Если рычаг не направлен на мишень, сварочные пары не будут улавливаться, что повлияет на качество окружающего воздуха.
На один шаг выше вытяжного рукава, не требующий точного размещения, будет система сварочной вентиляции для конкретной станции.У станций есть два преимущества: 1) в подобных системах отвода сварочного дыма обычно есть встроенная защита от дугового разряда, и 2) большая площадь захвата означает, что сварщику не нужно ничего манипулировать для захвата сварочного дыма. сварочный дым.
Оба этих решения меньшего размера находятся в пределах параметров вентиляции сварочного оборудования OSHA и будут более чем достаточными для выполнения задачи по очистке сварочного дыма из меньшего воздушного пространства.
Важная коммерческая тайна Даже самая лучшая система не будет эффективной, если она не установлена и не будет правильно работать.Некоторые из самых больших штрафов от OSHA в отношении нормативов сварочного дыма были нанесены предприятиям, которые просто неправильно используют свое существующее оборудование.
Когда предприятие предназначено для сварки и есть ряды сварочных станций, упомянутые выше решения по улавливанию источников (сварочные вытяжные рукава и сварочная вентиляция для конкретной станции) просто слишком малы, чтобы работать достаточно эффективно. Если необходимое решение достигает уровня крупных объектов, требуется система улавливания всего здания или окружающей среды.
Отправной точкой любого масштабного проекта вентиляции сварочного дыма является оценка целевой скорости воздушного потока и вытекающих из этого требований к качеству воздуха на предприятии. Использование программного обеспечения для картирования вентиляционных отверстий для этих приложений может гарантировать создание целевого и комплексного решения.
Системы всего здания должны иметь центральный внешний вытяжной вентилятор, который улавливает сварочный дым и полностью выводит его за пределы оболочки здания. Помня о сложном накоплении сварочного дыма, дым в такой степени должен быть удален изнутри помещения, с которым предстоит иметь дело.
Имейте в виду, что установки большого центрального вытяжного устройства на крышу промышленного объекта будет недостаточно для получения результатов, которых добиваются OSHA или руководитель предприятия. Это идеальный повод для использования Vent Mapping. Путем оценки всей воздушной обстановки контроль отвода сварочного дыма может быть целенаправленным и более рентабельным. Vent Mapping может сэкономить тысячи долларов на неправильно установленном оборудовании, а также минимизировать время установки.
Есть много примеров компаний, которые благодаря вдумчивому подходу и точным решениям отошли от грани штрафов OSHA по регулированию сварочного дыма и опасных сред.Составление схемы вентиляции и решения для конкретных участков — несомненно, лучший и наиболее экономичный подход к сварочной вентиляции на предприятии.
Независимо от того, какую вентиляцию вы выберете для управления вытяжкой сварочного дыма, подумайте о том, как вы подойдете к проблеме. Предвидьте будущие потребности, а также текущие проблемы. И помните, что индивидуальное решение всегда будет обеспечивать наилучшие результаты. Результат, который стоит меньше в долгосрочной перспективе.
И помните, что индивидуальное решение всегда будет обеспечивать наилучшие результаты. Результат, который стоит меньше в долгосрочной перспективе.
Правила OSHA в отношении сварочного дыма напоминают нам о том, что в такой опасной профессии нужно делать правильный и точный выбор.Позвоните специалисту по вентиляции сварочного дыма сегодня, чтобы оценить состояние воздуха в вашем помещении и вздохнуть спокойно в будущем.
Рекомендации по сварочной вентиляции | 2018-04-24
Вентиляция — это средство обеспечения достаточного количества воздуха для дыхания, и оно должно быть предусмотрено для всех операций сварки, резки, пайки и связанных с ними операций. Достаточная вентиляция зависит от следующих факторов:
- Объем и конфигурация помещения, где происходят сварочные работы
- Количество и вид операций, в результате которых образуются загрязняющие вещества
- Естественный расход воздуха при работе
- Расположение зон дыхания сварщиков и других рабочих по отношению к загрязнителям или источникам
Правильная вентиляция может быть получена естественным или механическим способом. Естественная вентиляция считается достаточной для операций сварки и пайки, если рабочая зона соответствует следующим требованиям:
Естественная вентиляция считается достаточной для операций сварки и пайки, если рабочая зона соответствует следующим требованиям:
- На каждого сварщика предоставляется площадь более 10 000 квадратных футов
- Высота потолка более 16 футов
- Сварка не производится в замкнутом пространстве
- Сварочное пространство не содержит перегородок, балконов или структурных барьеров, препятствующих поперечной вентиляции
Если ваша конкретная операция не соответствует нормам естественной вентиляции, потребуется механическая вентиляция.Варианты обычно делятся на две основные категории. Первая — это низковакуумная система, которая забирает большие объемы воздуха с низкой скоростью. Эта система состоит из вытяжек, расположенных на удалении от рабочей зоны. Возможно, рабочему придется переставить вытяжку и корпус, чтобы получить максимальную пользу от этого средства вентиляции. Вытяжки обычно удаляют пары и загрязненный воздух через воздуховоды и выводят загрязнители наружу. Вытяжки должны быть размещены как можно ближе к месту работы и должны обеспечивать эффективный воздушный поток со скоростью 100 погонных футов (30 метров) в минуту на самом удаленном расстоянии от места сварки.Процессы, в которых лучше всего работают низковакуумные системы, — это воздушно-дуговая строжка и дуговая резка.
Вытяжки должны быть размещены как можно ближе к месту работы и должны обеспечивать эффективный воздушный поток со скоростью 100 погонных футов (30 метров) в минуту на самом удаленном расстоянии от места сварки.Процессы, в которых лучше всего работают низковакуумные системы, — это воздушно-дуговая строжка и дуговая резка.
Еще одна категория ИВЛ — это высоковакуумные системы. Эта система состоит из экстрактора ближнего действия, предназначенного для улавливания и удаления дыма как можно ближе к месту работы. Вытяжные устройства часто имеют непосредственную зону сварки. Удаляя небольшой объем воздуха с высокой скоростью, потенциально опасные материалы эффективно удаляются еще до того, как достигают зоны дыхания сварщика. Эти системы часто оснащены вентилятором, который втягивает загрязнители в систему фильтрации, высокоэффективным фильтром абсолютных твердых частиц (HEPA) или комбинацией HEPA-фильтра и предварительного фильтра, а затем рециркулирует чистый воздух обратно в рабочую зону.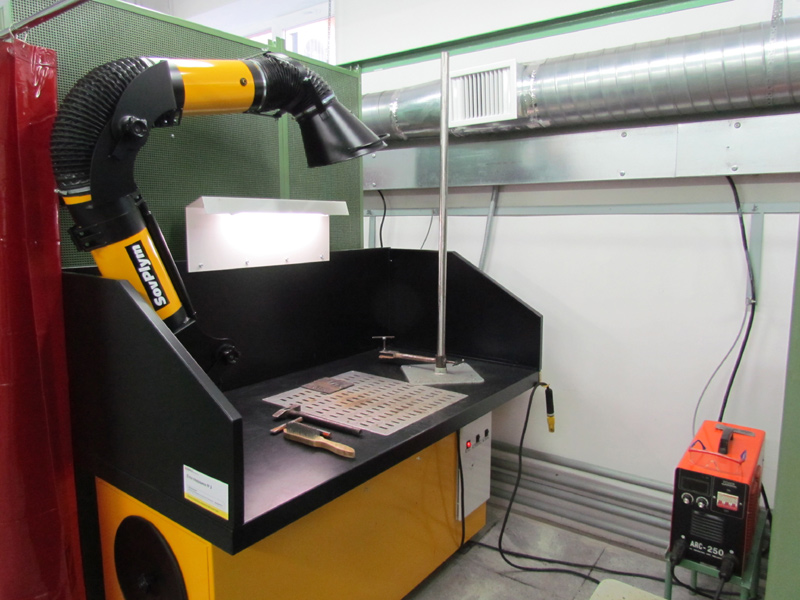 Преимущества высоковакуумных систем заключаются в большей гибкости для адаптации к работе, более эффективных средствах удаления дыма и большей видимости для сварщика за счет уменьшения количества создаваемых облаков дыма и паров.
Преимущества высоковакуумных систем заключаются в большей гибкости для адаптации к работе, более эффективных средствах удаления дыма и большей видимости для сварщика за счет уменьшения количества создаваемых облаков дыма и паров.
Дым и газы при сварке и резке нелегко классифицировать. Количество паров и газов зависит от обрабатываемого металла и используемых процессов и расходных материалов, таких как покрытия (например, краска, гальваника и гальваника), а также от загрязняющих веществ в атмосфере, таких как пары галогенированных углеводородов от очистки и обезжиривания. виды деятельности.Необходим отбор проб воздуха для проверки уровней концентрации токсичных паров и газов. Защита органов дыхания требуется наряду с механической вентиляцией при резке и / или сварке определенных металлов и соединений. Для получения дополнительной информации см. OSHA 29 CFR 1910.252 о правилах сварки.
Источник: W.W. Grainger, Inc. www.grainger.com/content/QT-WS-welding-safety-109
Требования безопасности при сварке и контрольный список OSHA
Каковы требования OSHA по безопасности при сварке и как лучше всего обеспечить безопасность ваших рабочих и соблюдение стандартов безопасности при сварке? В этой статье приводятся критерии проверки сварных швов и компоненты контрольного списка.
Общие сведения о стандарте горячих работ OSHA
Что считается «горячей» работой? Описанные здесь правила техники безопасности при сварке касаются таких горячих работ, как сварка, резка и пайка. Эти работы могут быть опасными, поскольку представляют опасность как для физической безопасности, так и для здоровья человека.
Полмиллиона рабочих в различных отраслях промышленности подвержены заболеваниям и даже смертельным травмам. Сообщается, что на каждую 1000 таких рабочих за всю трудовую жизнь приходится четверо из них.Поэтому очень важно знать требования OSHA к сварке и быть бдительными с формами контрольных списков для проверки сварки.
Обучение и безопасность при сварке OSHA
Работодатель несет ответственность за обучение своих сотрудников безопасной работе с топливными газами при сварке, резке и пайке. Такое обучение требует, чтобы работодатели знали факты и представляли их. Рабочие должны понимать интерактивный характер опасностей, связанных с безопасностью сварочных работ.
Работодатель должен также предоставить рабочее оборудование, которое соответствует требованиям OSHA по технике безопасности при сварке, и провести необходимые испытания этого оборудования с использованием утвержденного OSHA контрольного списка сварочного оборудования.Кроме того, работодатели несут ответственность за правильное обращение, передачу и хранение топливных баллонов.
Если ваша компания могла бы воспользоваться рекомендациями лучшей компании по безопасности, которую может предложить Хьюстон, свяжитесь с группой по безопасности сегодня. Наша миссия — обеспечить качественное обучение ваших сотрудников технике безопасности при сварке, резке и пайке, а также обеспечить соблюдение вами правил техники безопасности в зоне сварки.
OSHA Методы безопасности при сварке
Горячие работы подвержены нескольким опасностям: взрывам, пожарам, ультрафиолетовому излучению, поражению электрическим током и токсичной окружающей среде.Даже рабочие, которые на самом деле не являются «сварщиками», должны быть обучены правильному обращению с топливными баллонами, а также с опасными парами и вдыханием.
Ограничение воздействия на рабочих является частью требований OSHA по безопасности при сварке в замкнутом пространстве. Воздействие на рабочих пигментов и / или аэрозольных красок, а также их участие в других процессах, таких как сварка или резка нержавеющей стали и других металлов, содержащих хром, — все это необходимо регулировать.
Эксперты Safety by Design всегда готовы помочь. Свяжитесь с нами сегодня , если вам нужна помощь с такими правилами. Safety by Design может гарантировать, что вы не только пройдете осмотр, но и будете проводить ежедневные осмотры и процедуры с точностью, осторожностью и уверенностью.
Меры безопасности в сварочном цехе
Рассмотрим следующий список передовых методов. Следует отметить, что приведенный ниже список мер безопасности при сварке не является исчерпывающей документацией по сварке и резке OSHA «на все случаи жизни».Пожалуйста, относитесь к этому как к обзору.
Контрольный список безопасности при сварке
Все эти вопросы необходимо обсудить перед началом сварочных работ, чтобы обеспечить безопасность сварки и резки.
- Обучены ли рабочие безопасно выполнять свою работу?
- Проинформированы ли рабочие об опасностях, характерных для их конкретной работы?
- Читали ли рабочие инструкции производителя, паспорта безопасности материалов и этикетки на баллонах?
- Соблюдаются ли требования OSHA к одежде для сварщиков? Носится ли термостойкая и ударопрочная одежда? (Выбирайте одежду, которая уменьшает ожоги, например кожаные фартуки, леггинсы и т. Д.)
- На посту ли пожарный с работающими огнетушителями?
- Соблюдаются ли требования OSHA к вентиляции при сварке в зоне горячих работ?
- Хранятся ли баллоны вертикально и надежно в отдельном сухом, вентилируемом и пожаробезопасном помещении?
- Будут ли цилиндры выключены после использования?
- Обучены ли рабочие никогда не катить и не ронять цилиндры?
- Проинформированы ли рабочих о том, что нельзя использовать кислород для удаления пыли?
- Запрещено ли курить во время огневых работ?
- Вы регулярно просматриваете и обсуждаете контрольные списки безопасности для сварочного аппарата и какие-либо опубликованные списки оборудования для обеспечения безопасности сварки?
- Были ли обесточены рабочие до того, как они коснулись электрических частей?
- Заземлили ли отдельно свариваемые объекты?
- Обучены ли рабочие понимать, какой размер кабеля с неповрежденной изоляцией подходит для их задач?
- Запрещается ли рабочим носить украшения во время сварки?
- Все поверхности проверены и определены как «сухие» перед началом сварочных работ?
- Проверяется ли атмосфера перед входом и во время работы рабочих?
- Учитывались ли средства индивидуальной защиты (средства индивидуальной защиты)?
- Есть ли в наличии оборудование для оказания первой помощи и помощники по технике безопасности?
- Носятся ли надлежащие средства защиты глаз, например, очки?
- Используются ли соответствующие респираторы при сварке кальция, свинца и других опасных материалов?
- Все легковоспламеняющиеся предметы в зоне горячих работ закрыты или удалены?
- Установлен ли огнестойкий щит на стены, пол и другие объекты, которые могут загореться?
- Были ли закрыты все воздуховоды, которые потенциально могут переносить искры?
Наше приложение для управления безопасностью Safety by Design, SafeTeam, может помочь вам составить соответствующие контрольные списки безопасности. Это определенно может оказаться непосильной задачей, и это веб-приложение, наряду с нашим обучением по соответствию OSHA в Хьюстоне, могло бы сыграть неотъемлемую роль в обеспечении безопасности ваших сотрудников и соответствия вашего рабочего места стандартам и требованиям OSHA.
Это определенно может оказаться непосильной задачей, и это веб-приложение, наряду с нашим обучением по соответствию OSHA в Хьюстоне, могло бы сыграть неотъемлемую роль в обеспечении безопасности ваших сотрудников и соответствия вашего рабочего места стандартам и требованиям OSHA.
Сварочная вентиляция и охрана здоровья
Все операции по сварке и термической резке, выполняемые в замкнутых пространствах, должны иметь соответствующую вентиляцию, чтобы предотвратить накопление токсичных материалов, горючих газов или возможного дефицита кислорода.
Для обнаружения вредной атмосферы следует использовать контрольно-измерительные приборы. Если невозможно обеспечить соответствующую вентиляцию, следует использовать респираторы с подачей воздуха или шланговые маски, одобренные для этой цели.
В этих ситуациях необходимо использовать наблюдательные устройства снаружи замкнутого пространства, чтобы гарантировать безопасность тех, кто работает внутри.
Требования в этом разделе описывают стандарты, установленные для дуговой и газовой сварки и резки.
Следует проконсультироваться с сертифицированным промышленным гигиенистом, чтобы понять правильный подход для вашей конкретной ситуации.
Вытяжная вентиляция с использованием сварочного вытяжного устройства, устанавливаемого на стенеОбзор
Эти требования определяют степень загрязнения, которому могут подвергаться сварщики:
- Размеры помещения, в котором происходит сварка (с учетом высоты потолка).
- Количество сварщиков в помещении.
- Возможное образование опасных паров, газов или пыли в зависимости от используемых металлов.
- Расположение зоны дыхания сварщика по отношению к поднимающемуся шлейфу дыма.
В особых случаях существуют другие факторы, при которых должны быть предусмотрены средства защиты респираторов (вентиляция), отвечающие эквивалентным требованиям этого раздела. В их числе:
- Атмосферные условия.
- Вырабатываемое тепло.
- Наличие летучих растворителей.
Во всех случаях необходимые меры по охране здоровья, вентиляции и стандартные рабочие процедуры для новых и старых сварочных работ должны координироваться и очищаться инспектором по безопасности и промышленным гигиенистом, несущим ответственность за аспекты безопасности и здоровья при выполнении работ. площадь.
Области экрана
Если сварка должна выполняться в помещении, полностью экранированном со всех сторон, экраны должны быть расположены таким образом, чтобы не было серьезных ограничений для испарений сварочной вентиляции.
Желательно устанавливать экраны таким образом, чтобы они находились на высоте около 2,0 футов (0,6 м) над полом, за исключением случаев, когда работа выполняется на таком низком уровне, что экран необходимо выдвигать ближе к полу, чтобы защитить рабочих от яркого света. сварки.
Концентрация токсичных веществ
Местные вытяжные или общие системы вентиляции должны быть предусмотрены и устроены так, чтобы количество свободных токсичных газов, газа или пыли было ниже приемлемых концентраций, установленных стандартом 7 Американского национального института стандартов. 37; последние предельно допустимые значения (TLV) Американской конференции государственных специалистов по промышленной гигиене; или пределы воздействия, установленные публичным законом 91-596, Законом о безопасности и гигиене труда 1970 года.
37; последние предельно допустимые значения (TLV) Американской конференции государственных специалистов по промышленной гигиене; или пределы воздействия, установленные публичным законом 91-596, Законом о безопасности и гигиене труда 1970 года.
Соответствие должно быть определено путем отбора проб атмосферы. Собранные пробы должны отражать облучение вовлеченных лиц. При ношении шлема пробы должны собираться под шлемом.
Средства защиты органов дыхания
Индивидуальные средства защиты органов дыхания будут в хорошем состоянии.Следует использовать только средства защиты органов дыхания, одобренные Горным бюро США, Национальным институтом безопасности и гигиены труда или другим уполномоченным правительством испытательным агентством. Рекомендации по выбору, уходу и техническому обслуживанию респираторного защитного оборудования приведены в Практике респираторной защиты, Стандарте 788.2 Американского национального института стандартов и TB MED 223. Респираторные защитные средства не могут передаваться от одного человека к другому без дезинфекции.
Предупреждающие таблички
Ряд потенциально опасных материалов используется во флюсовых покрытиях, покрытиях и присадочных металлах.
Эти материалы при использовании при сварке и резке становятся опасными для сварщика, поскольку выбрасываются в атмосферу.
Сюда входят, помимо прочего, следующие материалы: соединения фтора, цинк, свинец, бериллий, кадмий и ртуть.
Поставщики сварочных материалов должны определить опасность, если таковая имеется, связанную с использованием их материалов при сварке, резке и т. Д.
Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
ВНИМАНИЕ
При сварке могут образовываться опасные для здоровья пары и газы.
Избегайте вдыхания этих паров и газов .
Используйте соответствующую вентиляцию. См. Стандарт Z49.1-1973 Американского национального института стандартов «Безопасность при сварке и резке», опубликованный Американским обществом сварки.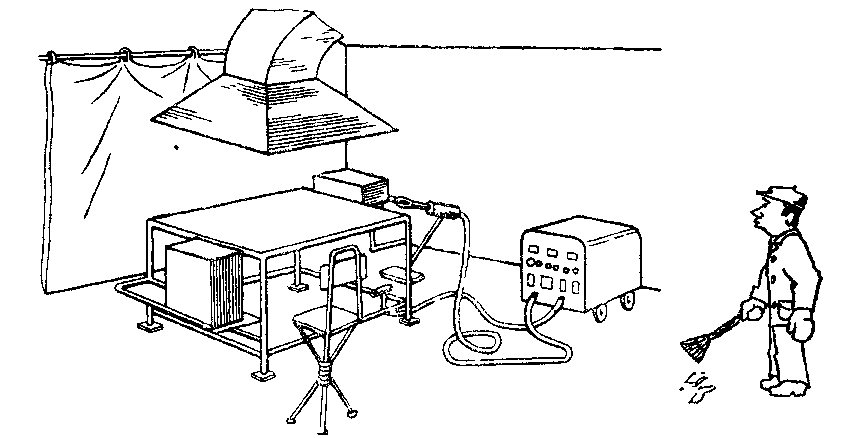
Паяльные (сварочные) присадочные металлы, содержащие кадмий в значительных количествах, должны иметь следующую маркировку на бирках, коробках или других контейнерах:
ПРЕДУПРЕЖДЕНИЕ
СОДЕРЖИТ КАДМИЙ — ПРИ НАГРЕВАНИИ МОЖЕТ ОБРАЗОВАТЬСЯ ЯДОВИТЫЙ ДЫМ
Не вдыхать пары.
Используйте только при соответствующей вентиляции, такой как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха.
См. Стандарт Z49.1-1973 Американского национального института стандартов. Если после использования появляется боль в груди, кашель или жар, немедленно обратитесь к врачу.
Местная вытяжная вентиляция
Сварочная вентиляционная кабина обеспечивает безопасный барьер для сдерживания тепла, искр и дыма.Механическая местная вытяжная вентиляция, обеспечиваемая сваркой, может быть обеспечена одним из следующих способов:
- Вытяжки .Свободно перемещаемые кожухи или воздуховоды предназначены для размещения сварщиком как можно ближе к свариваемой детали. Они обеспечат скорость воздушного потока, достаточную для поддержания скорости в направлении вытяжки 100 линейных футов в минуту в зоне сварки.
- Фиксированный корпус . Неподвижный корпус с верхней частью и двумя или более сторонами, окружающий операции сварки или резки, будет иметь скорость воздушного потока, достаточную для поддержания скорости на удалении от сварочного аппарата не менее 100 погонных футов в минуту.Для столов с нисходящей вентиляцией требуется 150 куб. Футов в минуту на квадратный фут площади поверхности. Эта скорость выдыхаемого воздуха должна быть равномерной по всей поверхности решетки. Устройство для отвода дыма с малым объемом и высокой плотностью, прикрепленное к сварочному пистолету, собирает пары по мере того, как как можно ближе к источнику или к дуге. Этот метод отвода дыма стал довольно популярным для полуавтоматических процессов, особенно для процесса дуговой сварки порошковой проволокой.
Системы дымоудаления, встроенные в полуавтоматические пистолеты, обеспечивают наиболее экономичную систему выпуска отработавших газов, поскольку они выпускают гораздо меньше воздуха и устраняют необходимость в массивных блоках подпитки для подачи нагретого или охлажденного воздуха для замены отработанного воздуха.
При местной вентиляции скорость воздушного потока должна быть достаточной для поддержания скорости на удалении от сварщика не менее 100 футов (30 м) в минуту.
Скорость воздуха можно измерить с помощью измерителя скорости или расходомера воздуха. Эти две системы могут быть чрезвычайно трудными для использования при сварке иных, чем небольшие сварные детали.
Рабочие столы для сварки с нисходящим потоком популярны в Европе, но в ограниченной степени используются в Северной Америке.
Во всех случаях, когда используется местная вентиляция, вытяжной воздух следует фильтровать.
 Они обеспечат скорость воздушного потока, достаточную для поддержания скорости в направлении вытяжки 100 линейных футов в минуту в зоне сварки.
Они обеспечат скорость воздушного потока, достаточную для поддержания скорости в направлении вытяжки 100 линейных футов в минуту в зоне сварки.
Air Replacement
Вентиляция — необходимое условие для работы в ограниченном пространстве.
Все операции по сварке и резке в замкнутых пространствах должны иметь соответствующую вентиляцию, чтобы предотвратить накопление токсичных материалов или возможный дефицит кислорода.
Это относится не только к сварщику, но и к помощникам и другому персоналу, находящемуся в непосредственной близости.
Воздушные респираторы
В обстоятельствах, когда невозможно обеспечить надлежащую вентиляцию в замкнутом пространстве, респираторы или маски для авиалайнеров, одобренные Горнодобывающим управлением США, Национальным институтом безопасности и гигиены труда или другим уполномоченным правительством испытательным агентством, будут использоваться для с этой целью.
Воздух должен соответствовать стандартам, установленным Государственным законом 91-596, Законом о безопасности и гигиене труда 1970 года.
Автономные блоки
В зонах, представляющих непосредственную опасность для жизни, следует использовать шланговые маски с воздуходувками или автономное дыхательное оборудование.
Дыхательное оборудование должно быть одобрено Горным бюро США, Национальным институтом безопасности и гигиены труда или другим уполномоченным государством испытательным агентством.
Внешний помощник
Если сварочные работы выполняются в замкнутых пространствах и когда сварщики и помощники снабжены шланговыми масками, шланговыми масками с воздуходувками или автономным дыхательным оборудованием, рабочий должен находиться за пределами таких замкнутых пространств для обеспечения безопасности те, кто работает внутри.
Кислород для вентиляции
Запрещается использовать кислород для вентиляции.
Местная сварочная вытяжная вентиляция. Сварочная вентиляция для удаления дыма. Правильная вентиляция помогает снизить воздействие токсичных паров, выделяемых такими металлами, как марганец, железо и свинецВентиляция для соединений фтора
В замкнутых пространствах сварка или резка с использованием флюсов, покрытий или других материалов, в которых соединения фтора должны выполняться в соответствии с параграфом 2-4 h, вентиляция в замкнутых пространствах.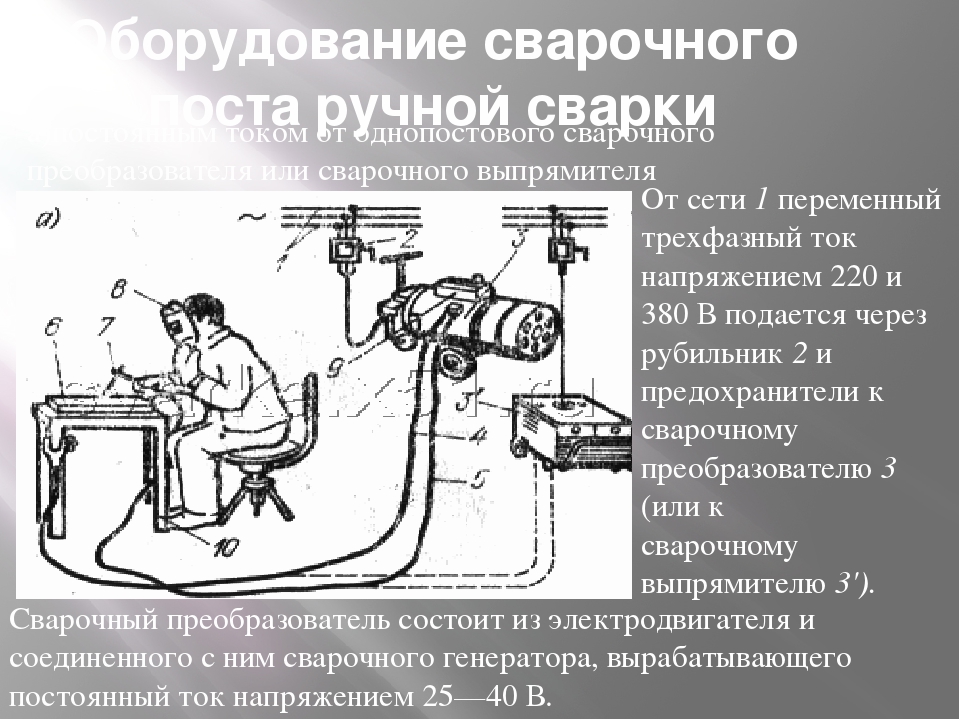
Соединение фтора — это соединение, которое содержит фтор как элемент в химической комбинации, а не как свободный газ.
ПДК.
Потребность в местной вытяжной вентиляции или респираторах для сварки или резки вне замкнутых пространств будет зависеть от индивидуальных обстоятельств.
Однако опыт показал, что такая защита желательна для производственной сварки в фиксированном месте и для любой производственной сварки нержавеющих сталей.
Когда пробы воздуха, взятые в месте сварки, показывают, что выделяемые фториды ниже максимально допустимой концентрации, такая защита не требуется.
цинк
- Цинк Сварка Вентиляция в замкнутых пространствах в замкнутых пространствах сварка или резка цинкосодержащих присадочных металлов или металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с правилами вентиляции в замкнутых пространствах.
- В помещении сварка или резка цинкосодержащих металлов или присадочных металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с местными правилами вытяжной вентиляции.

Свинец
- Замкнутые пространства , сварка металлов на основе свинца (ошибочно названная свинцовой сваркой) должна выполняться в соответствии с инструкциями по вентиляции в замкнутых пространствах.
- В помещении сварка металлов на основе свинца должна выполняться в соответствии с инструкциями по местной вытяжной вентиляции.
- Местная вентиляция в замкнутых пространствах или в помещении сварка или резка металлов, содержащих свинец, или металлов, покрытых свинцовосодержащими материалами, включая краску, должна выполняться с использованием местной вытяжной вентиляции или респираторов на авиалайнерах.
На открытом воздухе такие операции должны проводиться с использованием средств защиты органов дыхания, утвержденных Горнодобывающим управлением США, Национальным институтом безопасности и гигиены труда или другим уполномоченным правительством испытательным агентством.
Во всех случаях рабочие, находящиеся в непосредственной близости от места резки или сварки, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами на авиалайнерах.
Бериллий
Сварка или резка бериллийсодержащих материалов или присадочных металлов в помещении, на открытом воздухе или в замкнутых пространствах будет выполняться с использованием местной вытяжной вентиляции и респираторов на авиалайнерах.
Это должно выполняться без исключения, если атмосферные испытания в наиболее неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимых концентраций последних пороговых предельных значений (ПДК) Американской конференции государственных промышленных гигиенистов или пределов воздействия, установленных Публичный закон 91-596, Закон о безопасности и гигиене труда 1970 года.
Во всех случаях рабочие, находящиеся в непосредственной близости от места сварки или резки, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами.
Кадмий
- Общие. Сварка или резка в помещении или в замкнутых пространствах с использованием содержащих кадмий или покрытых кадмием недрагоценных металлов будет выполняться с использованием местной вытяжной вентиляции или респираторов на авиалайнерах. На открытом воздухе такие операции должны выполняться с использованием средств защиты органов дыхания, таких как дымовые респираторы, одобренные Горным бюро США, Национальным институтом безопасности и гигиены труда или другим уполномоченным правительством испытательным агентством для таких целей.
- Замкнутое пространство.Сварка (пайка) присадочных металлов, содержащих кадмий, должна выполняться с использованием вентиляции, как предписано в параграфе выше о местной вытяжной вентиляции, и вентиляции в замкнутых пространствах, если работа должна выполняться в замкнутом пространстве.
 На открытом воздухе такие операции должны выполняться с использованием средств защиты органов дыхания, таких как дымовые респираторы, одобренные Горным бюро США, Национальным институтом безопасности и гигиены труда или другим уполномоченным правительством испытательным агентством для таких целей.
На открытом воздухе такие операции должны выполняться с использованием средств защиты органов дыхания, таких как дымовые респираторы, одобренные Горным бюро США, Национальным институтом безопасности и гигиены труда или другим уполномоченным правительством испытательным агентством для таких целей.ПРИМЕЧАНИЕ. Доступны стержни, не содержащие кадмия, и их можно использовать в большинстве случаев с удовлетворительными результатами.
Меркурий
Сварка или резка в помещении или в замкнутом пространстве металлов, покрытых ртутьсодержащими материалами, включая краску, должна выполняться с использованием местной вытяжной сварочной вентиляции или респираторов на авиалайнерах. На открытом воздухе такие операции будут проводиться с использованием средств защиты органов дыхания, утвержденных Национальным институтом безопасности и гигиены труда, Горнодобывающим управлением США или другим уполномоченным правительством испытательным агентством.
На открытом воздухе такие операции будут проводиться с использованием средств защиты органов дыхания, утвержденных Национальным институтом безопасности и гигиены труда, Горнодобывающим управлением США или другим уполномоченным правительством испытательным агентством.
Руководство по опасностям для здоровья и мерам контроля опасностей в отношении сварки и родственных процессов
На этой странице
- Введение
- Сварочные газы и дымы
- Отбор проб сварочного дыма
- Воздействие на здоровье
- Контрольные пределы воздействия
- Нормативные требования
- Меры борьбы
- Дополнительные ресурсы
Альтернативный формат
1.Введение
В данном руководстве приводится краткое описание последствий для здоровья, связанных со сварочными процессами, и мер контроля, которые следует применять на рабочем месте. Он также включает ссылки на соответствующие пороговые значения (TLVs®) и разделы из Канадских правил гигиены и безопасности труда (COHSR) .
Он также включает ссылки на соответствующие пороговые значения (TLVs®) и разделы из Канадских правил гигиены и безопасности труда (COHSR) .
Сварка в контексте данного руководства — это промышленный процесс выполнения сварных швов для соединения металлов. Сходные процессы также связаны с металлами и в некоторой степени похожи в отношении создаваемых опасностей, они включают в себя строжку, резку или шлифовку металла или иным образом его подготовку или отделку.
Существует два типа сварки: сварка плавлением или плавлением, а сварка давлением . Сварку можно производить на электродуговой, газовой или термической установке . В этих процессах часто используются различные металлы и химические вещества, и сотрудники могут подвергаться воздействию таких химических веществ, как пары и газы. Операции сварки и резки представляют определенные опасности для сварщиков, которые при отсутствии надлежащего контроля могут привести к временным или постоянным физическим травмам, краткосрочным или долгосрочным неблагоприятным последствиям для здоровья, дискомфорту и даже смерти. Опасности для здоровья, связанные со сваркой и родственными процессами, возникают из-за воздействия дыма и газов, тепла, шума, излучения, а также повторяющихся стрессов, которые могут вызвать опорно-двигательные травмы (MSI), такие как растяжения и растяжения.
Опасности для здоровья, связанные со сваркой и родственными процессами, возникают из-за воздействия дыма и газов, тепла, шума, излучения, а также повторяющихся стрессов, которые могут вызвать опорно-двигательные травмы (MSI), такие как растяжения и растяжения.
Ниже приведены наиболее распространенные типы сварочных процессов:
- Дуговая сварка в среде защитного металла (SMAW)
- газовая дуговая сварка (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- газовая дуговая сварка вольфрамом (GTAW)
- Строжка плазменной дугой (PAG)
- плазменно-дуговая сварка (PAW)
- плазменная резка (PAC)
- Сварка под флюсом (SAW)
- Строжка угольной дугой
- Дуговая сварка порошковой проволокой (MCAW)
Аспекты в рамках каждого типа процесса, включая защитный газ; размер и тип электродов, ручная или механизированная сварка; ток / напряжение и время дуги могут существенно повлиять на количество выделяемого дыма и воздействие загрязняющих веществ на сотрудников. Например, процесс с открытой дугой, в котором используется поток, более высокий ток и электроды большего диаметра, будет производить больше дыма, чем процесс дуговой сварки вольфрамовым электродом (GTAW) или сварки под флюсом (SAW).
Например, процесс с открытой дугой, в котором используется поток, более высокий ток и электроды большего диаметра, будет производить больше дыма, чем процесс дуговой сварки вольфрамовым электродом (GTAW) или сварки под флюсом (SAW).
Подробная информация о сварке и родственных процессах, идентификации опасностей, эксплуатации / обслуживании оборудования и стратегиях предотвращения опасностей изложена в стандарте CSA W117.2 Безопасность при сварке, резке и родственных процессах Footnote 1 . Несмотря на то, что Стандарт не упоминается в COHSR, он по-прежнему является полезным ресурсом для лучшего понимания опасностей, связанных со сварочными операциями и смежными процессами, и способов контроля этих опасностей.
2. Сварочные дымы и газы
Пары, образующиеся при сварке, представляют собой твердые частицы, обычно размером менее 1,0 мкм, образованные в результате конденсации и окисления металла, испаренного дугой или пламенем. Эти частицы могут откладываться в газообменной области легких. Химический состав сварочного дыма и газов и, следовательно, связанные с ними опасности для здоровья зависят от свариваемых материалов, процесса и используемых присадочных стержней или электродов.Концентрация сварочного дыма, воздействию которой подвергаются сварщики, зависит от типа сварочного процесса, средств индивидуальной защиты, а также от положения и позы сварщика. Важно отметить, что рабочая среда, включая расположение (внутри или снаружи), тип и качество естественной и механической вытяжной вентиляции, степень ограждения рабочего места, продолжительность воздействия и средства индивидуальной защиты.
Химический состав сварочного дыма и газов и, следовательно, связанные с ними опасности для здоровья зависят от свариваемых материалов, процесса и используемых присадочных стержней или электродов.Концентрация сварочного дыма, воздействию которой подвергаются сварщики, зависит от типа сварочного процесса, средств индивидуальной защиты, а также от положения и позы сварщика. Важно отметить, что рабочая среда, включая расположение (внутри или снаружи), тип и качество естественной и механической вытяжной вентиляции, степень ограждения рабочего места, продолжительность воздействия и средства индивидуальной защиты.
Обычно операция сварки связана с выделением двух или более опасных веществ в рабочую атмосферу.Следовательно, опасность следует оценивать путем измерения каждой составляющей, и, если составляющие обладают аналогичным токсикологическим действием или нет информации об обратном, их синергетический (комбинированный) эффект следует рассматривать в первую очередь. Следует также обратить внимание на синергизм с непрофессиональными факторами риска, такими как курение сигарет. Курение может усилить вредное воздействие на здоровье респираторных заболеваний, связанных со сваркой.
Курение может усилить вредное воздействие на здоровье респираторных заболеваний, связанных со сваркой.
3. Отбор проб сварочного дыма
Отбор проб сварочного дыма должен выполняться квалифицированным персоналом, обладающим знаниями, подготовкой и опытом в отношении методов отбора проб, пределов воздействия и процессов на рабочем месте.Что касается сварочного дыма, то для получения информации о методах отбора проб, примерах и методах расчета можно использовать Руководство по отбору проб на соответствие профессиональным химическим веществам . Footnote 2 . Руководство «Тепловое напряжение на рабочем месте» также является полезным источником для понимания опасностей, связанных с жаркой рабочей средой, и стратегий предотвращения. Footnote 3 .
Квалифицированные специалисты также должны ссылаться на COHSR при отборе проб на предмет сварочных загрязнений и других физических опасностей, связанных со сварочными процессами. Часть X, Опасные вещества Сноска 4 и Часть VII, Уровни звука Сноска 5 COHSR — полезные ресурсы, которые необходимо использовать при отборе проб на предмет сварочного дыма и опасностей. Эти правила содержат требования к расследованию опасностей, обучению и обучению сотрудников, пределам воздействия и измерению воздействия.
Часть X, Опасные вещества Сноска 4 и Часть VII, Уровни звука Сноска 5 COHSR — полезные ресурсы, которые необходимо использовать при отборе проб на предмет сварочного дыма и опасностей. Эти правила содержат требования к расследованию опасностей, обучению и обучению сотрудников, пределам воздействия и измерению воздействия.
4. Воздействие на здоровье
Опасности, связанные со сварочными процессами, также можно разделить на опасные химические агенты и физические агенты.К химическим опасностям относятся пары и газы металлов и загрязняющих веществ, а также пары органических веществ, которые либо используются в сварочных процессах, либо образуются во время этих процессов. К физическим факторам относятся шум, радиация и термическое напряжение. Затем каждая из этих категорий опасностей связана с конкретными проблемами здоровья рабочих.
Характер работы, выполняемой во время сварочных процессов, создает опасность с точки зрения эргономики. Процессы, не учитывающие эргономику, могут привести к развитию у сотрудников травм и нарушений опорно-двигательного аппарата.Скелетно-мышечные травмы, такие как растяжения и растяжения, могут возникнуть, когда сварщик выполняет сварку в статическом неудобном или горизонтальном положении с тяжелой защитной маской. Избыточный вес экрана может вызвать нагрузку на шею сварщика. Проблемы с шеей также связаны с длительным использованием каски и сварочного шлема. Кроме того, длительное и повторяющееся воздействие и создание большой силы от оборудования может иметь кумулятивные эффекты, которые способствуют повышенному риску травмы работника.Эргономичность всех сварочных процессов должна быть оценена, и должны быть реализованы соответствующие меры контроля.
Процессы, не учитывающие эргономику, могут привести к развитию у сотрудников травм и нарушений опорно-двигательного аппарата.Скелетно-мышечные травмы, такие как растяжения и растяжения, могут возникнуть, когда сварщик выполняет сварку в статическом неудобном или горизонтальном положении с тяжелой защитной маской. Избыточный вес экрана может вызвать нагрузку на шею сварщика. Проблемы с шеей также связаны с длительным использованием каски и сварочного шлема. Кроме того, длительное и повторяющееся воздействие и создание большой силы от оборудования может иметь кумулятивные эффекты, которые способствуют повышенному риску травмы работника.Эргономичность всех сварочных процессов должна быть оценена, и должны быть реализованы соответствующие меры контроля.
4.1 Химические вещества
При сварке и термической резке образуются различные типы металлических и химических паров и газов, а также органических паров, которые могут оказывать специфическое и дополнительное воздействие на здоровье. Приведенная ниже информация обобщает воздействие на здоровье и связанные с ними источники. Footnote 6, Footnote 7, Footnote 8 .
Приведенная ниже информация обобщает воздействие на здоровье и связанные с ними источники. Footnote 6, Footnote 7, Footnote 8 .
Оксид кадмия
Тип: дым
Источник / материал:
- нержавеющая сталь, содержащая кадмий
- покрытие
Воздействие на здоровье и симптомы:
- Отек и фиброз легких
- респираторные симптомы
- боль под грудью, головная боль
- мышечные боли
- тошнота и рвота
- потеря обоняния
- потенциальный канцероген
- воздействует на дыхательную систему
- почки и кровь
Окись углерода
Тип: газ
Источник / материал:
- Электродуговая сварка с защитой от углекислого газа
- электродные покрытия
Воздействие на здоровье и симптомы:
- головная боль
- тошнота
- головокружение
- путаница
- смерть
- Сердечно-сосудистые симптомы
- Отравление карбомоноксидом
Хром (VI)
Тип: дым
Источник / материал:
- нержавеющая сталь
- покрытие
- Производство хромового пигмента
- электрод
Воздействие на здоровье и симптомы:
- Рак легких и придаточных пазух носа
- может раздражать и повреждать уши, глаза, кожу, нос, горло и легкие.
- астма
- Повреждение почек и печени

Медь
Тип: дым
Источник / материал:
- нанесение покрытия на присадочную проволоку
- оболочки электродов для воздушно-дуговой строжки
- Сплавы цветных металлов
Воздействие на здоровье и симптомы:
- Металлическая дымовая лихорадка
- раздражение в глазах
- нос и глотка
- дерматит
- металлический привкус
- анемия
Фториды
Тип: дым
Источник / материал:
- Покрытие электрода
- Пропускной материал
Воздействие на здоровье и симптомы:
- Повреждения костей и суставов
- глаз
- раздражение носа и горла
- Желудочно-кишечные симптомы
- Жидкость в легких
- Нарушение функции почек
Оксид железа
Тип: дым
Источник / материал: Все процессы сварки чугуна или стали
Воздействие на здоровье и симптомы:
- Пневмокониоз
- нос и раздражение легких
- сидероз
Оксид магния
Тип: дым
Источник / материал: магний или алюминиевые сплавы
Воздействие на здоровье и симптомы:
- Металлическая дымовая лихорадка
- раздражение глаз и носа
- Кашель и боль в груди
Марганец
Тип: дым
Источник / материал:
- большинство сварочных процессов
- Сталь высокопрочная
Воздействие на здоровье и симптомы:
- Металлическая дымовая лихорадка
- Нарушения центральной нервной системы
- химический пневмонит
- манганизм
- Повреждение почек
- бессонница
Никель
Тип: дым
Источник / материал:
- нержавеющая сталь
- Сталь плакированная никелем
- покрытие
Воздействие на здоровье и симптомы:
- дерматит
- Пневмокониоз
- рак легких
- Астматическая болезнь легких
- Нарушение функции почек
- Иррирация дыхательных путей
Оксид азота
Тип: газ
Источник / материал: , образовавшееся в сварочной дуге
Воздействие на здоровье и симптомы:
- пневмонит
- отек легких
- Бронхит хронический
- эмфизема
- фиброз легких
Озон
Тип: газ
Источник / материал: , образовавшееся в сварочной дуге
Воздействие на здоровье и симптомы:
- Нарушения функции легких
- Жидкость в легких
- кровотечение
- проблемы с легкими
Оксид цинка
Тип: дым
Источник / материал: оцинкованные и окрашенные металлы
Воздействие на здоровье и симптомы:
Альдегиды (например, формальдегид)
Тип: Пары органические и продукты неполного сгорания
Источник / материал:
- Металлическое покрытие со связующими и пигментами
- Растворители для обезжиривания
Воздействие на здоровье и симптомы:
- раздражитель глаз и дыхательной системы
Диизоцианаты
Тип: Пары органические и продукты неполного сгорания
Источник / материал: металл с полиуретановой краской
Воздействие на здоровье и симптомы:
- глаз
- раздражение носа и горла
- сенсибилизация
- астма
- аллергия
Фосген
Тип: Пары органические и продукты неполного сгорания
Источник / материал: металл с остаточными обезжиривающими растворителями
Воздействие на здоровье и симптомы:
- глаз
- Раздражитель носа и дыхательной системы
фосфин
Тип: Пары органические и продукты неполного сгорания
Источник / материал: Металл, покрытый ингибиторами ржавчины
Воздействие на здоровье и симптомы:
- раздражитель глаз и дыхательной системы
- Повреждение почек
4.
 2 Физические агенты
2 Физические агенты1) Горячие поверхности и окружающая среда
Случайный незащищенный контакт с нагретым металлом может вызвать местные ожоги кожи или вызвать возгорание одежды, что приведет к ожогам большей части тела. Следует выбирать перчатки и другую одежду сварщика с учетом их способности изолировать от горячих поверхностей.
Жаркие условия окружающей среды на рабочем месте могут быть вызваны температурой воздуха, лучистым теплом, влажностью и движением воздуха. Известно, что при сварке и резке, в частности плазменной резке, выделяется тепло.Продолжительное воздействие тепла наряду с физической активностью и одеждой может повысить внутреннюю температуру тела, что может привести к заболеваниям, связанным с жарой.
Наиболее частые признаки и симптомы реакции организма на тепло включают:
- потливость
- Прекращение потоотделения
- учащение пульса
- Повышенная температура тела
- мочеиспускание реже обычного
- Небольшой объем мочи темного цвета
- Раздражительность
- отсутствие согласования
- Отсутствие суждения
Чрезмерное и продолжительное пребывание в жаркой рабочей среде может вызвать тепловые заболевания, такие как:
- жара
- тепловой отек
- судорога
- тепловое истощение
- тепловой обморок (обморок)
- тепловой удар
Некоторые общие признаки и симптомы теплового заболевания включают повышенное потоотделение, учащенное дыхание, слабость, обмороки, головную боль и спутанность сознания. Сильный тепловой стресс требует немедленной медицинской помощи и первой помощи, поскольку невозможность сделать это может привести к повреждению органов и / или смерти. Более подробную информацию об опасности термического стресса и болезни / травмы можно найти в инструкции Температурный стресс на рабочем месте и в инфографике по тепловому стрессу и холодному стрессу , сноска 3 .
Сильный тепловой стресс требует немедленной медицинской помощи и первой помощи, поскольку невозможность сделать это может привести к повреждению органов и / или смерти. Более подробную информацию об опасности термического стресса и болезни / травмы можно найти в инструкции Температурный стресс на рабочем месте и в инфографике по тепловому стрессу и холодному стрессу , сноска 3 .
2) Шум
Процессы воздушно-дуговой резки, строжки и плазменной дуги создают значительно высокий уровень шума.Общие сварочные процессы и физические манипуляции с металлами также вызывают высокий уровень шума, а в некоторых случаях — импульсный шум. Чрезмерное и длительное воздействие шума на сварщиков может вызвать вызванную шумом потерю слуха, а также другие не слуховые последствия для здоровья, такие как сердечно-сосудистые заболевания, стресс, недостаток сна и т. Д. Footnote 7 . COHSR Часть VII Уровни звука должны использоваться в качестве справочного материала. Footnote 5 .
Footnote 5 .
3) Излучение
Плазменная дуга излучает интенсивное ультрафиолетовое (УФ), видимое и инфракрасное (ИК) излучение.Процессы лазерной и электронно-лучевой сварки и резки также производят видимое и / или невидимое излучение. При сварке важна соответствующая защита глаз. Если сварочный шлем соответствует требованиям CAN / CSA Z94.3, вы можете быть уверены, что он обеспечивает защиту глаз и лица от излучения. Кроме того, при наличии высокого напряжения система электронного луча способна генерировать рентгеновские лучи. COHSR Part X Hazardous Substances должен использоваться в качестве справочного материала для получения подробной информации о правилах, касающихся излучения. Footnote 4 .
5. Контрольные пределы воздействия
5.1 Паспорта безопасности (SDS)
При исследовании потенциальных опасностей для здоровья, связанных со сваркой, важно учитывать паспорта безопасности (SDS) для каждого опасного вещества, металла или другого химического вещества, которое используется при сварке. Паспорта безопасности определяют опасность для здоровья, связанную с использованием этих продуктов, и предоставляют рекомендации по профилактическим мерам, таким как технический контроль и средства индивидуальной защиты (СИЗ).В паспорте безопасности также приведены доступные пределы воздействия от различных регулирующих органов, а также физические и химические свойства, которые можно использовать для контроля воздействия на рабочем месте.
Паспорта безопасности определяют опасность для здоровья, связанную с использованием этих продуктов, и предоставляют рекомендации по профилактическим мерам, таким как технический контроль и средства индивидуальной защиты (СИЗ).В паспорте безопасности также приведены доступные пределы воздействия от различных регулирующих органов, а также физические и химические свойства, которые можно использовать для контроля воздействия на рабочем месте.
5.2 Пороговые значения (TLVs®)
Если предел воздействия не указан в COHSR, то работодатель должен соблюдать пределы воздействия, указанные в последнем издании Американской конференции государственных промышленных гигиенистов (ACGIH®). Пороговые предельные значения (TLVs®) для химических веществ. и Физические агенты и индексы биологического воздействия (BEIs®) буклет.Буклет ACGIH® TLVs® и BEIs® упоминается в Правилах охраны труда и техники безопасности Канады, разработанных в соответствии с частью II Трудового кодекса Канады . Пределы воздействия из буклета должны использоваться для мониторинга и контроля воздействия на рабочем месте.
Пределы воздействия из буклета должны использоваться для мониторинга и контроля воздействия на рабочем месте.
Публикация под названием «Документация TLV® и BEI®» является исходной публикацией, которая обеспечивает критическую оценку соответствующей научной информации и данных со ссылкой на литературные источники, на которых основан каждый TLV® или BEI®.Для подробного объяснения исследований и требований, лежащих в основе пределов воздействия, необходимо использовать последнее издание ACGIH® Documentation TLVs® и BEI®.
6. Нормативные требования
COHSR, Часть X, Опасные вещества , применяется к химическим и многим физическим аспектам сварочных процессов на рабочем месте. Он включает требования по расследованию опасностей, хранению и обращению, обучению сотрудников и контролю за опасностями.Необходимо соблюдать всю часть X и обращаться к ней на рабочем месте. Некоторые примеры подразделов включают Сноску 4 :
- часть X, подраздел 10. 17 (1) требует, чтобы каждая система вентиляции, установленная 1 января 1997 г. или после этой даты для контроля концентрации переносимых по воздуху опасных веществ, была спроектирована, изготовлена, установлена, установлена, эксплуатируется и обслуживается таким образом, чтобы:
- (a) концентрация переносимого по воздуху опасного вещества не превышает значений и уровней, установленных в подразделах 10.19 (1) и 10.20 (1) и (2)
- (b) он соответствует стандартам, изложенным в
- (i) часть 6 Национального строительного кодекса
- (ii) самая последняя публикация Американской конференции государственных промышленных гигиенистов (ACGIH®) под названием «Рекомендуемые методы промышленной вентиляции для проектирования» и сопутствующая ей публикация «Промышленная вентиляция: руководство по рекомендуемой практике эксплуатации и обслуживания»
- (iii) последняя редакция стандарта ANSI ANSI Z9. 2 под названием Основы проектирования и эксплуатации местных выхлопных систем
- часть X, параграф 10.18 (3) (a) гарантирует, что квалифицированное лицо будет проводить каждый осмотр, тестирование и техническое обслуживание вентиляционной системы в соответствии с инструкциями, данными работодателем.
- часть X, параграф 10.19 (1) (a) требует, чтобы работник не подвергался воздействию концентрации переносимого по воздуху химического агента, превышающей значение для этого химического агента, принятое ACGIH® в последней версии. публикации «Пороговые значения и индексы биологического воздействия».
 17 (1) требует, чтобы каждая система вентиляции, установленная 1 января 1997 г. или после этой даты для контроля концентрации переносимых по воздуху опасных веществ, была спроектирована, изготовлена, установлена, установлена, эксплуатируется и обслуживается таким образом, чтобы:
17 (1) требует, чтобы каждая система вентиляции, установленная 1 января 1997 г. или после этой даты для контроля концентрации переносимых по воздуху опасных веществ, была спроектирована, изготовлена, установлена, установлена, эксплуатируется и обслуживается таким образом, чтобы: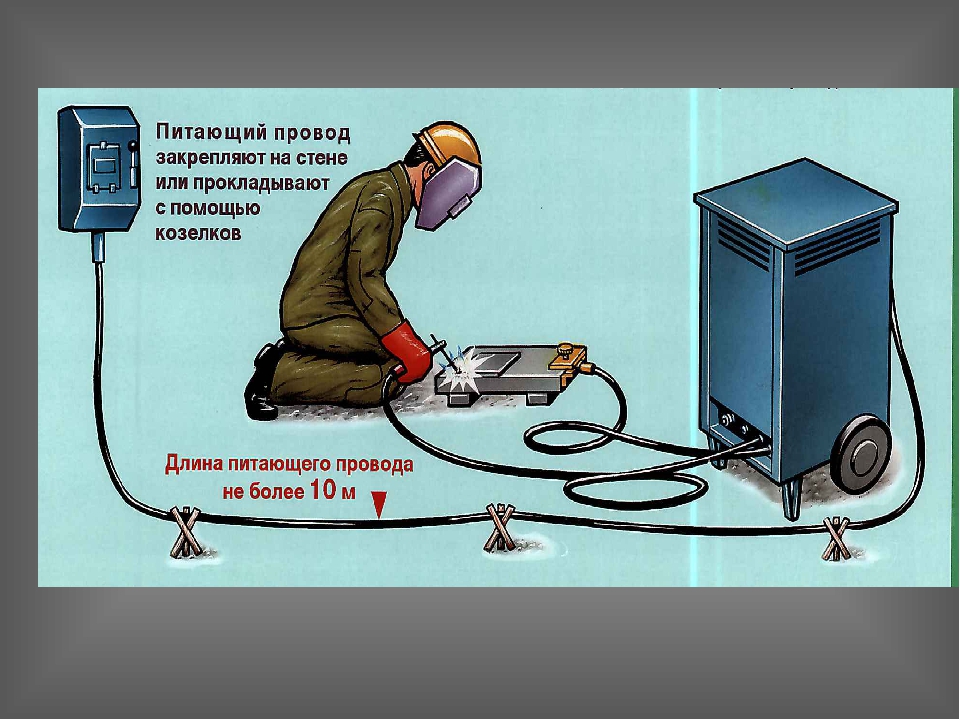 2 под названием Основы проектирования и эксплуатации местных выхлопных систем
2 под названием Основы проектирования и эксплуатации местных выхлопных систем COHSR, Часть XIX, Программа предотвращения опасностей (HPP) определяет, что рабочее место должно включать HPP, который состоит из методов и реализации HPP, оценки опасностей, в том числе эргономических опасностей, принятия превентивных мер и обучения сотрудников Footnote 9 .
- часть XIX Раздел 19. 5 гласит, что работодатель для устранения выявленных и оцененных опасностей должен принимать превентивные меры, которые состоят в первую очередь из устранения опасностей, затем уменьшения опасностей и, наконец, предоставления средств индивидуальной защиты.В рамках профилактических мероприятий работодатель также обязан разработать и внедрить программу профилактического обслуживания.
 5 гласит, что работодатель для устранения выявленных и оцененных опасностей должен принимать превентивные меры, которые состоят в первую очередь из устранения опасностей, затем уменьшения опасностей и, наконец, предоставления средств индивидуальной защиты.В рамках профилактических мероприятий работодатель также обязан разработать и внедрить программу профилактического обслуживания.
5 гласит, что работодатель для устранения выявленных и оцененных опасностей должен принимать превентивные меры, которые состоят в первую очередь из устранения опасностей, затем уменьшения опасностей и, наконец, предоставления средств индивидуальной защиты.В рамках профилактических мероприятий работодатель также обязан разработать и внедрить программу профилактического обслуживания.7. Меры борьбы
Когда воздействие сварочного дыма и газов, а также физические опасности превышают указанные ПДК® и пределы воздействия шума, или когда здоровье сотрудника находится под угрозой, работодатель должен снизить и контролировать воздействие ниже установленных пределов. Используемые элементы управления должны соответствовать иерархии, описанной в COHSR, и одновременно могут использоваться несколько элементов управления.
1) Вентиляция
Для всех сварочных и родственных процессов должна быть предусмотрена соответствующая вентиляция.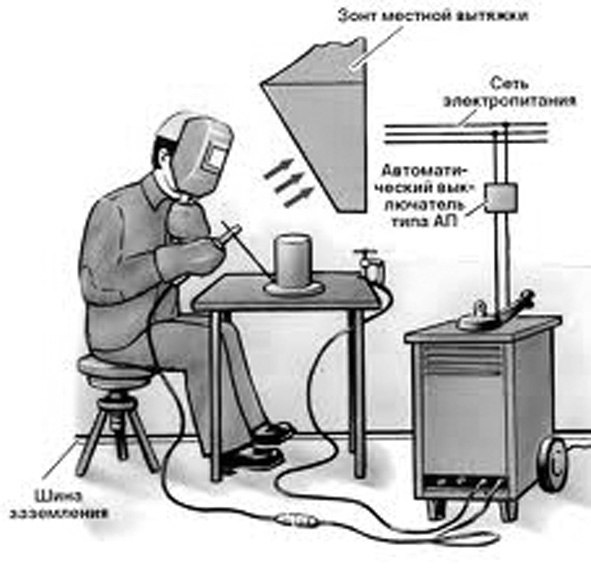 Комбинация общей разбавляющей вентиляции и местной вытяжной вентиляции является наиболее успешным методом контроля сварочного дыма и газов.
Комбинация общей разбавляющей вентиляции и местной вытяжной вентиляции является наиболее успешным методом контроля сварочного дыма и газов.
a) Разбавляющая вентиляция
Растворяющая вентиляция состоит из таких вентиляторов, как крышные вытяжные и настенные. Система разбавляющей вентиляции использует большое количество воздуха, чтобы удалить всю территорию и разбавить загрязняющие вещества до концентраций ниже пределов воздействия.Однако он позволяет загрязнителям попасть в зону дыхания сварщика до того, как загрязнители будут удалены из рабочей среды. При использовании исключительно разбавляющей вентиляции недостаточно для контроля воздействия сварочного дыма и газов на сварщиков ниже допустимых пределов профессионального воздействия.
б) Местная вытяжная вентиляция
Некоторое сварочное оборудование оснащено местной вытяжной вентиляцией, прикрепленной к сварочному оборудованию, и предназначено для удаления дыма и газов вблизи места их происхождения. Другие системы местной вытяжной вентиляции состоят из вытяжного шкафа, вентилятора, воздуховода и воздухоочистителя. Местная вытяжная вентиляция должна быть спроектирована и установлена таким образом, чтобы сварочные дымы и газы не попадали в зону дыхания сварщика. Для стационарных кожухов необходимо установить местную вытяжку таким образом, чтобы дым и газы удалялись из зоны дыхания сварщика. Местные выхлопные газы могут выводиться за пределы здания с рециркуляцией через воздухоочиститель.
Другие системы местной вытяжной вентиляции состоят из вытяжного шкафа, вентилятора, воздуховода и воздухоочистителя. Местная вытяжная вентиляция должна быть спроектирована и установлена таким образом, чтобы сварочные дымы и газы не попадали в зону дыхания сварщика. Для стационарных кожухов необходимо установить местную вытяжку таким образом, чтобы дым и газы удалялись из зоны дыхания сварщика. Местные выхлопные газы могут выводиться за пределы здания с рециркуляцией через воздухоочиститель.
Важно отметить, что отработанный воздух, содержащий канцерогены и / или другие токсичные загрязнители, не должен рециркулировать.
Работодатель должен убедиться, что система очистки воздуха удаляет переносимые по воздуху загрязнители, в том числе токсичные газы, которые могут образоваться в процессе сварки до рециркуляции.
Существует 4 типа инженерных систем местной вытяжной вентиляции:
- Сварочный стол с вытяжным кожухом или кожухом под конкретную задачу
- скамья тягодутьевая
- переносная вытяжка с гибкими воздуховодами и
- пистолет для удаления дыма или насадки для пистолета с гибкими воздуховодами
Эффективность местной вытяжной системы вентиляции будет зависеть от расстояния вытяжки от источника, скорости вытяжного воздуха и расположения вытяжки. Тип вытяжки должен соответствовать спецификациям, приведенным в недавнем издании публикации ACGIH® Industrial Ventilation Footnote 10 . Вытяжные колпаки должны располагаться как можно ближе к точкам сварки, чтобы сварочный дым и газы улавливались у источника.
Тип вытяжки должен соответствовать спецификациям, приведенным в недавнем издании публикации ACGIH® Industrial Ventilation Footnote 10 . Вытяжные колпаки должны располагаться как можно ближе к точкам сварки, чтобы сварочный дым и газы улавливались у источника.
Рекомендуется скорость воздуха 0,5 м / с (100 футов / мин) через место сварки. Во всех процессах, в которых используются защитные газы, скорость воздуха, превышающая 0,5 м / с, может их отделить.Для столов с нисходящей тягой необходимо, чтобы скорость воздуха была достаточно большой, чтобы дым и газы, образующиеся во время сварки, не поднимались в зону дыхания сварщика. Кроме того, сварщик должен знать, что если детали покрывают слишком большую часть вытяжного кожуха в сборе, выхлопной эффект теряется.
Дополнительные практические процедуры по контролю сварочного дыма и газов изложены в стандарте CSA W117.2. Эти процедуры включают установку оборудования для вентиляции и удаления дыма.
2) Защита органов дыхания
Средства защиты органов дыхания следует использовать только в тех случаях, когда технические средства управления, такие как вентиляция, технически и / или экономически невыполнимы. В некоторых случаях может потребоваться сочетание вентиляции и защиты органов дыхания, чтобы гарантировать защиту сварщиков.
Все сварщики, которые имеют респираторы и носят респираторы, должны пройти полное обучение по защите органов дыхания, включая выбор, проверку на соответствие, техническое обслуживание и осмотр.См. Стандарт CSA Z.94.4, Выбор, использование и уход за респираторами Сноска 11 .
Если воздух для дыхания используется в качестве респиратора, он должен соответствовать стандартам, установленным в недавнем издании стандарта CSA Z180.1 Сжатый воздух для дыхания и системы Сноска 12 .
Согласно Стандарту программа защиты органов дыхания должна состоять из следующих компонентов:
- роли и обязанности
- оценка опасности
- подбор соответствующих респираторов
- Проверка респиратора на пригодность
- обучение
- использование респираторов
- чистка, осмотр, обслуживание и хранение респираторов
- Наблюдение за здоровьем пользователей респираторов Оценка программы
- и
- делопроизводство
Тип респиратора должен быть одобрен для использования по назначению и внесен в Список сертифицированного оборудования, опубликованный Национальным институтом безопасности и гигиены труда (NIOSH).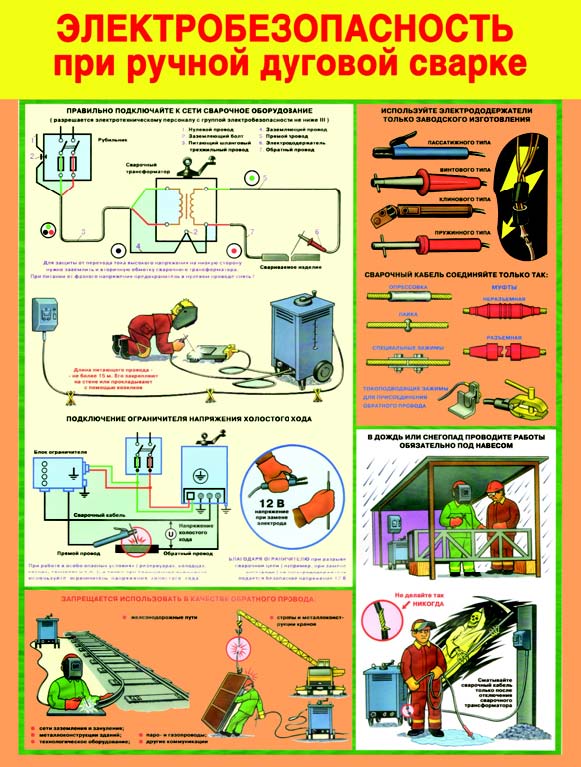 Footnote 13 .По режиму работы различают 3 типа респираторов:
Footnote 13 .По режиму работы различают 3 типа респираторов:
- Респираторы атмосферные Респираторы воздухоочистительные
- и
- Комбинированные респираторы воздухозаборники и воздухоочистители
Респираторы с подачей атмосферы обеспечивают подачу воздуха для дыхания, не зависящего от атмосферных условий. В респираторах с очисткой воздуха окружающий воздух перед вдыханием проходит через фильтр, картридж или баллон, который удаляет частицы и газы.В случае сварочного дыма респираторы, удаляющие твердые частицы, должны быть оснащены фильтрами класса 100% эффективности (He).
Сварщики, использующие только респираторы с отрицательным давлением, должны быть чисто выбриты там, где маска прилегает к коже. Очищающие воздух респираторы с принудительным давлением, которые не имеют лицевой маски, которая плотно прилегает к коже, не требуют, чтобы рабочие были чисто выбриты.
3) Прочие средства индивидуальной защиты (СИЗ)
Помимо защиты органов дыхания, рабочие должны также использовать другие формы СИЗ либо в сочетании с другими средствами контроля, либо отдельно, имея в виду, что это наименее эффективная форма контроля.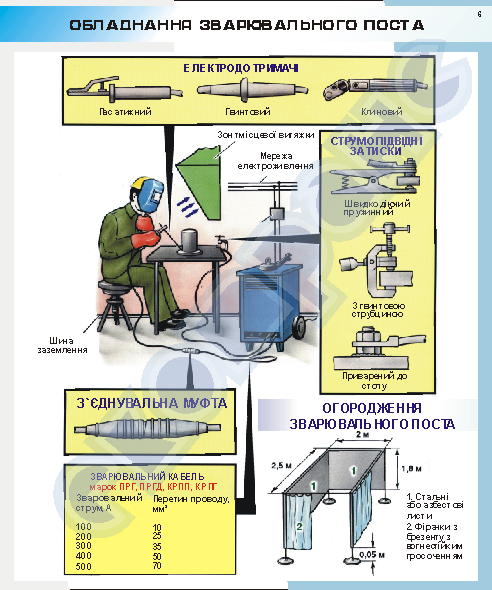 Как упоминалось ранее в этом документе, для всех операций сварки и резки сварщики должны использовать соответствующие средства защиты глаз и лица, а также одежду. Защита органов слуха также может потребоваться в зависимости от уровня шума, которому подвергаются сварщики. Кроме того, следует обратить внимание на использование экранов, чтобы УФ-излучение сварочной дуги не влияло на других рабочих. Рекомендуется использовать экраны из прочных непрозрачных или полупрозрачных материалов с зазором снизу не менее 50 см (20 дюймов) для вентиляции.
Как упоминалось ранее в этом документе, для всех операций сварки и резки сварщики должны использовать соответствующие средства защиты глаз и лица, а также одежду. Защита органов слуха также может потребоваться в зависимости от уровня шума, которому подвергаются сварщики. Кроме того, следует обратить внимание на использование экранов, чтобы УФ-излучение сварочной дуги не влияло на других рабочих. Рекомендуется использовать экраны из прочных непрозрачных или полупрозрачных материалов с зазором снизу не менее 50 см (20 дюймов) для вентиляции.
4) Административный контроль
Помимо вышеперечисленных мер контроля, на рабочем месте также должны существовать общие превентивные стратегии и административный контроль. Сварщики должны проходить регулярную подготовку и обучение по обращению с оборудованием, защите себя, опасностям, связанным со сварочными процессами, и базовой первой помощи. Для сварочного оборудования должны быть предусмотрены процедуры очистки и обслуживания, чтобы уменьшить любое воздействие на этом пути. Рабочие места также следует располагать таким образом, чтобы сварочный дым выходил в сторону от рабочего. Запрещается выполнять сварку в замкнутом пространстве при отсутствии соответствующей вентиляции.
Рабочие места также следует располагать таким образом, чтобы сварочный дым выходил в сторону от рабочего. Запрещается выполнять сварку в замкнутом пространстве при отсутствии соответствующей вентиляции.
Программа медицинского наблюдения, если она рекомендована квалифицированным специалистом, должна быть доступна для всех рабочих, подвергающихся воздействию сварочного дыма и газов. Особое внимание следует уделять дыхательным путям, а также умению каждого сварщика пользоваться средствами защиты органов дыхания. Согласно стандарту CSA Z94.4 требования, необходимо, чтобы перед тестированием и использованием респиратора администратор программы обеспечил заполнение документации, подтверждающей отсутствие у человека каких-либо физиологических или психологических состояний, которые могут помешать назначению сотруднику использования выбранного респиратора. . В случае каких-либо изменений в состоянии здоровья работника необходимо немедленно уведомить работодателя.
Кроме того, на рабочем месте следует проводить регулярный мониторинг и отбор проб, чтобы уровни воздействия не превышали пределов воздействия.
8. Дополнительные ресурсы
- Бюллетень по охране труда и технике безопасности на рабочем месте — Сварочные газы и дым (версия PDF)
- Информационный бюллетень OSHA (PDF, версия 405.41 KB)
- Сварка и марганец
- Руководство по обращению с опасными веществами
Сноски
- Сноска 1
Канадская ассоциация стандартов (CSA).(н.о.). Безопасность при сварке, резке и родственных процессах . (Стандарт CSA W117.2). Миссиссога, Онтарио
Вернуться к сноске 1 реферер
- Сноска 2
Ziembicki, M, Karpinski, E, & de Repentigny, F. (2015). Руководство по отбору проб на соответствие профессиональным химическим веществам.
Вернуться к сноске 2 реферер
- Сноска 3
Хан, М., и Карпински, Э.
(2018). Термическое напряжение на рабочем месте. Получено из отчетов и публикаций: Здоровье и безопасность на рабочем местеВернуться к сноске 3 реферер
 (2018). Термическое напряжение на рабочем месте. Получено из отчетов и публикаций: Здоровье и безопасность на рабочем месте
(2018). Термическое напряжение на рабочем месте. Получено из отчетов и публикаций: Здоровье и безопасность на рабочем месте- Сноска 4
Канадские правила безопасности и гигиены труда (COHSR). (2018). Часть X– Опасные вещества.
Вернуться к сноске 4 реферер
- Сноска 5
Канадские правила безопасности и гигиены труда (COHSR).(2018). Часть VII — Уровни звука.
Вернуться к сноске 5 реферер
- Сноска 6
Центры по контролю и профилактике заболеваний (CDC). (2016). Карманный справочник NIOSH по химической опасности.
Вернуться к сноске 6 реферер
- Сноска 7
Американская конференция государственных специалистов по промышленной гигиене (ACGIH®).
(2018). Пороговые значения для химических веществ и физических агентов и индексы биологического воздействия. Цинциннати, Огайо: ACGIH®Вернуться к сноске 7 реферер
 (2018). Пороговые значения для химических веществ и физических агентов и индексы биологического воздействия. Цинциннати, Огайо: ACGIH®
(2018). Пороговые значения для химических веществ и физических агентов и индексы биологического воздействия. Цинциннати, Огайо: ACGIH®- Сноска 8
Канадский центр охраны труда и техники безопасности. (2016). Сварочные дымы и газы.
Вернуться к сноске 8 реферер
- Сноска 9
Канадские правила безопасности и гигиены труда (COHSR).(2018). Часть XIX — Программа предотвращения опасностей.
Вернуться к сноске 9 реферер
- Сноска 10
Американская конференция государственных специалистов по промышленной гигиене (ACGIH®). Промышленная вентиляция. Руководство по рекомендуемой практике. (н.о.). Цинциннати, Огайо,
Вернуться к сноске 10 реферер
- Сноска 11
Канадская ассоциация стандартов (CSA).
(н.о.). Выбор, использование и уход за респираторами . (Стандарт CSA Z.94.4). Миссиссога, ОнтариоВернуться к сноске 11 реферер
 (н.о.). Выбор, использование и уход за респираторами . (Стандарт CSA Z.94.4). Миссиссога, Онтарио
(н.о.). Выбор, использование и уход за респираторами . (Стандарт CSA Z.94.4). Миссиссога, Онтарио- Сноска 12
Канадская ассоциация стандартов (CSA). (н.о.). Сжатый воздух для дыхания и системы . (Стандарт CSA Z180.1). Миссиссога, Онтарио
Вернуться к сноске 12 реферер
- Сноска 13
Центры по контролю и профилактике заболеваний (CDC).(2018). Поиск по списку сертифицированного оборудования.
Вернуться к сноске 13 реферер
Сварка, резка и пайка | Здоровье и безопасность окружающей среды
Руководство по охране окружающей среды и безопасности УТК GS-095
Целью данной политики является обеспечение требований безопасности при сварке, резке и пайке.
Дата вступления в силу: 30. 04.2014
04.2014
Дата изменения: 30.04.2014
переход к приложениям и формам
Назначение
Целью данной политики является обеспечение требований безопасности при сварке, резке и пайке в соответствии с OSHA согласно 29 CFR 1910.252 требования.
Объем и применимость
Эта политика распространяется на всех сотрудников, студентов, преподавателей и подрядчиков, которые могут выполнять сварку, резку или пайку в рамках своих служебных обязанностей.
Аббревиатуры и определения
Сокращения
OSHA : Управление по охране труда
PPE : Средства индивидуальной защиты
Определения
Пайка : Нагревает металл, обычно от пламени кислородно-ацетиленового газа.Металл не достигает точки плавления. Вместо этого присадочный материал и флюс из сварочного прутка плавятся, образуя сварной шов.
Обозначенная зона : зона, где разрешены сварка, резка и / или пайка.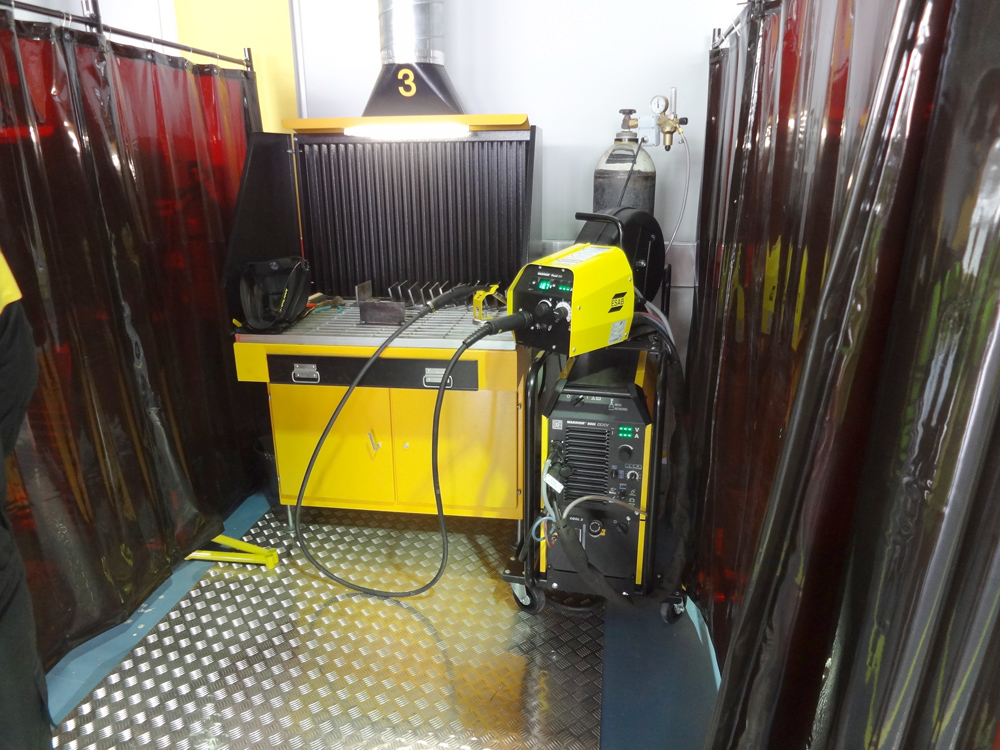
Пожарное дежурство: Обученный персонал, который присутствует на всех этапах резки и сварки и готов немедленно потушить пожар или принять другие эффективные меры, если это необходимо.
Газовая резка: Создает ванну расплава металла с помощью тепла от газовой горелки.Струя кислорода впрыскивается в бассейн, чтобы ускорить окисление материала.
Газовая сварка: Обычно в качестве источника тепла используется пламя оксиацетиленового газа. Некоторые виды газовой сварки, например пайка, используют пропан или другие горючие газы.
Горячие работы: Любые временные операции, связанные с открытым пламенем или выделением тепла и / или искр. Это включает, помимо прочего, шлифование, резку, пайку, пайку, горелку и сварку.
Разрешение на выполнение горячих работ: Специальное разрешение, выданное инспектором или EHS, которое разрешает выполнение определенных работ по сварке, резке и / или пайке в определенном месте и в определенное время.
Оператор по огневым работам: Сотрудник, обладающий квалификацией и уполномоченный выполнять работы по огневым работам, например: сварка, пайка, пайка и другие сопутствующие рабочие задачи.
Разрешение: Уполномоченное лицо: сотрудник, прошедший обучение и уполномоченный выдавать разрешение на выполнение огневых работ.
Пайка: Как и пайка, выполняется без плавления металлических частей, которые будут соединяться.
Сварщик / Сварщик Оператор: Любой оператор электро- или газосварочного и режущего оборудования.
Роли и обязанности
Руководители сотрудников или студентов, которые проводят сварку, резку или пайку, должны:
- Убедитесь, что все сотрудники и подрядчики, находящиеся под непосредственным контролем, применяют соответствующие процедуры сварки, резки и пайки.
- Перед выдачей разрешения на выполнение огневых работ убедитесь, что условия обозначенных участков горячих работ не изменились.
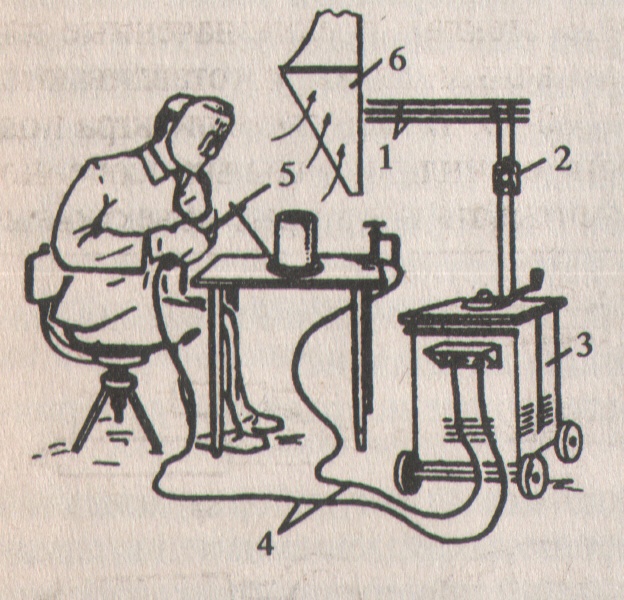
- Убедитесь, что все сварочное и режущее оборудование поддерживается в безопасном рабочем состоянии.
- Убедитесь, что сотрудники обучены работе с оборудованием и безопасному использованию процесса.
- Обеспечить получение разрешений на огневые работы на работу под их контролем.
- Определите горючие материалы и опасные зоны, присутствующие или вероятные в рабочей зоне.
- Убедитесь, что оборудование для противопожарной защиты и пожаротушения правильно размещено на объекте.
- Если требуются пожарные вахты, убедитесь, что они есть на объекте.
- Рассмотреть и утвердить места, предложенные для участков горячих работ.
- Периодически проверяйте обозначенные участки, чтобы убедиться, что условия не стали небезопасными для сварки или резки.
- Приостановить работы по сварке, резке и пайке, если условия становятся небезопасными для выполняемых работ.
- Проведите обучение пожарных и убедитесь, что соответствующее противопожарное оборудование находится в рабочем состоянии и доступно для резервного персонала.
- Сообщите подрядчикам о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
- Сообщать обо всех опасностях, связанных с потенциально опасными материалами, используемыми в флюсах, покрытиях, покрытиях и наполнителях, в соответствии со стандартом OSHA HAZCOM. Убедитесь, что сотрудники имеют доступ к этикеткам на контейнерах и паспортам безопасности и прошли обучение в соответствии с правилами HAZCOM.

- Обеспечить надлежащий технический и административный контроль для защиты сотрудников от опасностей, связанных с сваркой; при необходимости обеспечить сотрудников средствами индивидуальной защиты.
К работникам и обучающимся, выполняющим огневые работы, относятся:
- Прочтите и усвойте политику UT в области сварки, резки и пайки.
- Полный курс обучения огневым работам.
- Убедитесь, что средства индивидуальной защиты носят надлежащим образом с учетом конкретной опасности, и все оборудование находится в хорошем рабочем состоянии.

- Выполняйте сварку, резку, пайку и / или горячие работы в соответствии со всеми правилами и процедурами безопасности.
- Защищайте находящийся поблизости персонал от тепла, искр и т. Д.при работе на занятых рабочих местах.
- Сообщайте своим руководителям обо всех опасностях, которые, по их мнению, не решаются должным образом на рабочем месте, и обо всех проблемах, которые у них возникают в связи с программой.
EHS должен:
- Периодически пересматривайте и пересматривайте политику в области сварки, резки и пайки.
- Предоставляет техническое руководство и помощь по запросу.
- Предоставляем учебные ресурсы по запросу.
- При необходимости проведите мониторинг воздействия воздуха.
- Выполните проверки местной вытяжной вентиляции и проконсультируйтесь по поводу общей и местной вытяжной вентиляции.
Подрядчики должны:
- Соблюдайте политику UT в области сварки, резки и пайки и соблюдайте все требования OSHA.
- Предоставить средства индивидуальной защиты и другие технические и административные средства для защиты от вредного воздействия во время сварки.

Руководство
Опасности при сварке
Сварка соединяет металлические части за счет тепла, давления или обоих способов.Существует более 80 различных видов сварочных процессов. Три основных типа сварочных процессов включают в себя:
- Газ — медленнее и легче в управлении, чем электрическая дуга. Использует газовое пламя над металлами до образования лужи расплава. Наиболее популярные виды топлива, используемые с кислородом, включают ацетилен, мапп-газ и водород.
- Дуга — два металла соединяются путем образования электрической дуги между покрытым металлическим электродом и основным металлом.
- Кислородная и дуговая резка — Резка металла при сварке — это отрезание или удаление металла пламенем или дугой.
К наиболее распространенным процессам резки относятся:
- Кислородная резка: металл нагревается газовым пламенем, а резка осуществляется струей кислорода.
- Дуговая резка: Сильный жар электрической дуги плавит металл.

Примеры распространенных типов сварки включают в себя: дуговую сварку, плазменную сварку, сварочные процессы с использованием кислородно-ацетиленового газа (SAW), лазеры и электронные лучи. Сварка может выделять токсичные пары и газы. При пайке или пайке используется присадочный металл или сплав (комбинация металлов), который имеет более низкую температуру плавления, чем соединяемые металлы.Наполнители (например, свинец и кадмий) могут быть очень токсичными. Резка включает нагрев металла пламенем и направление пара чистого кислорода вдоль разрезаемой линии.
Факторы, влияющие на облучение работников, включают:
- Вид сварочного процесса
- Использованные недрагоценные металлы и присадочные металлы
- Состав сварочного прутка
- Расположение (вне помещения или в замкнутом пространстве)
- Практика работы сварщика
- Движение воздуха
- Использование средств управления вентиляцией
Сварка связана как с опасностью для здоровья, так и с физической опасностью, в зависимости от процесса сварки, основного материала, присадочного материала и используемого защитного газа. Опасность для здоровья может быть острой или хронической. Наиболее распространены следующие:
Опасность для здоровья может быть острой или хронической. Наиболее распространены следующие:
- Ожоги
- Поражение электрическим током и ожоги
- Инфракрасное и ультрафиолетовое повреждение глаз при взгляде на электрическую дугу без защиты для глаз
- Раздражение легких или отравление ядовитыми газами или парами от сварочной операции
- Травмы опорно-двигательного аппарата от осанки с поднятием тяжестей
Физические опасности, связанные со сварочными работами, включают:
- Пожар
- Возможность взрыва при сварке в непосредственной близости от закрытых контейнеров, содержащих легковоспламеняющиеся жидкости или другие горючие материалы
- Возможное возгорание при сварке в непосредственной близости от легковоспламеняющихся или горючих паров на рабочем месте
- Воздействие шума, которое может привести к необратимой потере слуха.
- Опасность поражения электрическим током; опасность поражения электрическим током
Возможная опасность для здоровья зависит от свариваемого металла и состава сварочного электрода.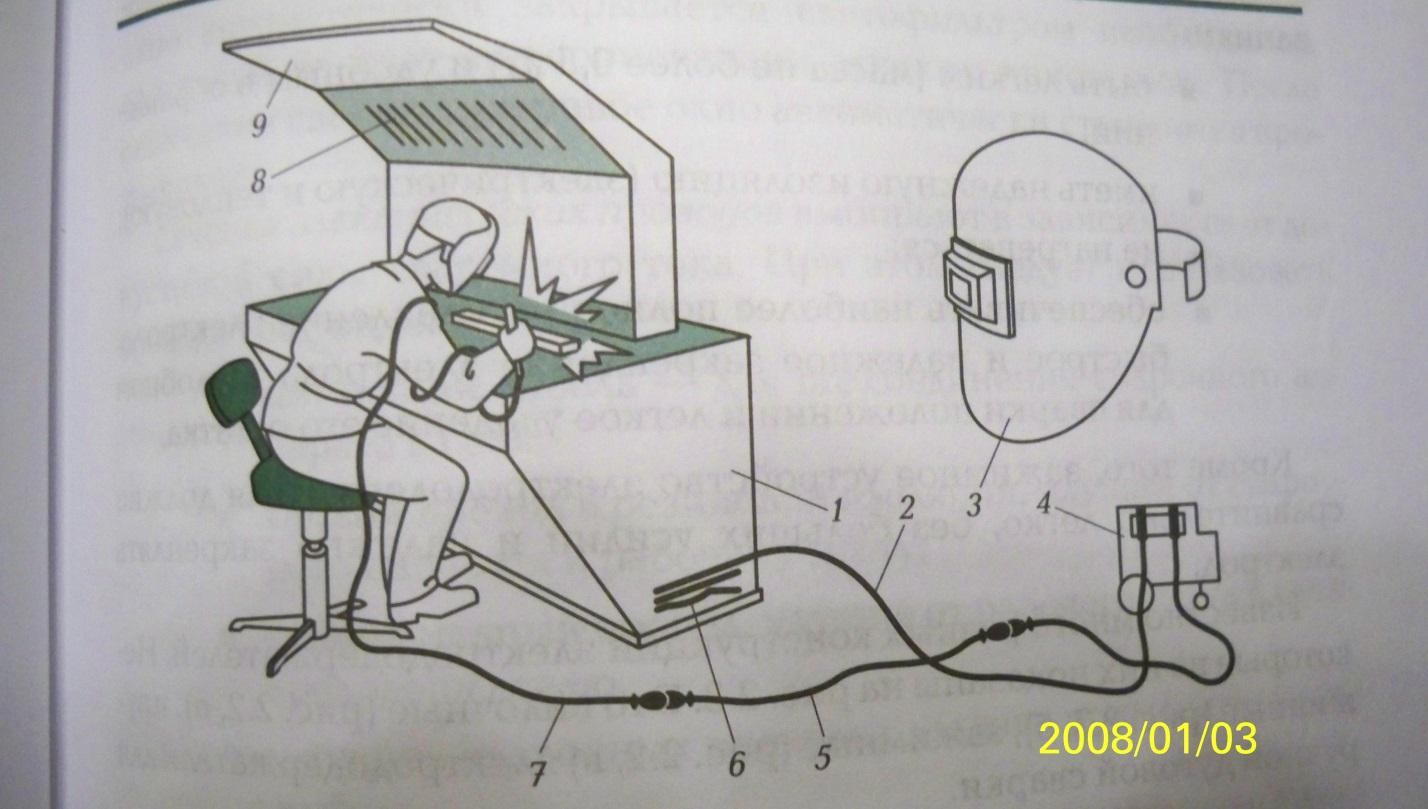 Сварка или резка деталей из металлических сплавов может быть особенно опасной. При сварке металлов образуются сварочные пары, которые могут включать токсичные металлы, такие как: алюминий, сурьма, мышьяк, бериллий, кадмий, хром, кобальт, медь, железо, свинец, марганец, молибден, никель, серебро, олово, титан, ванадий и цинк. .Вдыхание сварочного дыма приводит к острым последствиям для здоровья, вызывающим раздражение глаз, носа и горла, головокружение и тошноту. Работники, у которых появляются эти симптомы, должны немедленно покинуть рабочее место и обратиться за медицинской помощью и на свежий воздух. . Воздействие на здоровье определенных паров может вызвать лихорадку от паров металлов, язву желудка, почечную недостаточность и повреждение нервной системы. Продолжительное воздействие паров марганца может вызвать симптомы, похожие на симптомы болезни Паркинсона. Длительное воздействие сварочного дыма может вызвать рак легких и другие виды рака, например рак гортани и мочевыводящих путей.
Сварка или резка деталей из металлических сплавов может быть особенно опасной. При сварке металлов образуются сварочные пары, которые могут включать токсичные металлы, такие как: алюминий, сурьма, мышьяк, бериллий, кадмий, хром, кобальт, медь, железо, свинец, марганец, молибден, никель, серебро, олово, титан, ванадий и цинк. .Вдыхание сварочного дыма приводит к острым последствиям для здоровья, вызывающим раздражение глаз, носа и горла, головокружение и тошноту. Работники, у которых появляются эти симптомы, должны немедленно покинуть рабочее место и обратиться за медицинской помощью и на свежий воздух. . Воздействие на здоровье определенных паров может вызвать лихорадку от паров металлов, язву желудка, почечную недостаточность и повреждение нервной системы. Продолжительное воздействие паров марганца может вызвать симптомы, похожие на симптомы болезни Паркинсона. Длительное воздействие сварочного дыма может вызвать рак легких и другие виды рака, например рак гортани и мочевыводящих путей.
Сварочный дым может также выделять токсичные газы, выделяемые при защите, такие как аргон, гелий, азот, двуокись углерода. Другие газы образуются в результате процессов, таких как оксид азота, диоксид азота, монооксид углерода, озон, фосген, фтористый водород и диоксид углерода.
Хром входит в состав нержавеющей стали, цветных сплавов, хроматных покрытий и некоторых сварочных материалов. В процессе сварки хром превращается в шестивалентное состояние. Пары шестивалентного хрома очень токсичны и могут повредить глаза, кожу, нос, горло и легкие и вызвать рак.OSHA регулирует воздействие шестивалентного хрома на рабочих в соответствии со своим стандартом по хрому, 29 CFR 1910.1026 и 1926.1126. Допустимый предел воздействия (PEL) OSHA для шестивалентного хрома составляет 5 мкг / м3 как 8-часовое средневзвешенное значение.
Некоторые виды сварки, включая дуговую сварку в среде защитного металла, могут приводить к образованию оксидов азота в значительных количествах. Однако обычно это не проблема в открытых торговых помещениях с соответствующей вентиляцией. Газовая дуговая сварка (GMA) может привести к вдыханию газа фосгена.Газы, такие как гелий, аргон и углекислый газ, вытесняют кислород в воздухе и могут вызвать удушье (особенно при работе в замкнутом пространстве). Может образоваться углекислый газ, вызывающий серьезную опасность удушья.
Однако обычно это не проблема в открытых торговых помещениях с соответствующей вентиляцией. Газовая дуговая сварка (GMA) может привести к вдыханию газа фосгена.Газы, такие как гелий, аргон и углекислый газ, вытесняют кислород в воздухе и могут вызвать удушье (особенно при работе в замкнутом пространстве). Может образоваться углекислый газ, вызывающий серьезную опасность удушья.
Другие названия лихорадки металлического дыма включают: «цинковая лихорадка», «медный озноб» или «медная лихорадка литейщика». Хотя симптомы дыма от металла обычно длятся не более суток, можно получить лихорадку от дыма от металла более одного раза. Оксиды металлов цинка и меди обычно связаны с металлической лихорадкой.
Облучение также представляет опасность во время сварки. «Вспышка» или «дуговое глазок» — это острое заболевание, вызванное воздействием ультрафиолетового света во время сварки SMA. Излучение поглощается роговицей и вызывает тяжелый фотокератит. Ультрафиолетовое излучение при операциях с защитой от инертного газа вызовет покраснение кожи; поэтому сварщик должен защищать лицо, шею и руки.
При сварке, резке и связанных с ними процессах образуется расплавленный металл, искры, шлак, а горячие рабочие поверхности могут вызвать пожар или взрыв, если не соблюдать меры предосторожности.Летящие искры — основная причина пожаров и взрывов при сварке и резке. Искры могут распространяться на расстояние до 35 футов от рабочей зоны. Искры и расплавленный металл при падении могут перемещаться на большее расстояние. Искры могут проходить через трещины, одежду, отверстия труб и другие небольшие отверстия в полу, стенах или перегородках или застревать в них. Типичные горючие материалы, находящиеся внутри зданий, включают: дерево, бумагу, тряпки, одежду, химикаты, легковоспламеняющиеся жидкости и газы, а также пыль. Части зданий, такие как полы, перегородки и крыши, также могут быть горючими.Сварка и резка могут вызвать взрывы в помещениях, содержащих горючие газы, пары, жидкости или пыль.
Ниже представлена таблица, в которой показаны типы паров и их влияние на здоровье после воздействия этих паров.
Источник | Эффекты и симптомы | |
Дымовые газы | ||
| Алюминий | Алюминиевый компонент некоторых сплавов, например.g., медь, цинк, сталь, магний, латунь и присадочные материалы. | Респираторный раздражитель. |
| Бериллий | Отвердитель, содержащийся в сплавах меди, магния, алюминия и электрических контактах. | «Металлическая лихорадка». Канцероген. Другие хронические эффекты включают повреждение дыхательных путей. |
| Оксиды кадмия | Нержавеющая сталь, содержащая кадмий или материалы с гальваническим покрытием, цинковый сплав. | Раздражение дыхательной системы, боль и сухость в горле, боль в груди и затрудненное дыхание. Хронические эффекты включают повреждение почек и эмфизему. Подозрение на канцероген. |
| Хром | Большинство нержавеющих и высоколегированных материалов, сварочные стержни. Также используется в качестве материала покрытия. | Повышенный риск рака легких. У некоторых людей может развиться раздражение кожи. Некоторые формы являются канцерогенами (шестивалентный хром). |
| Медь | Сплавы, такие как латунь, бронза.Также несколько сварочных стержней. | Острые эффекты включают раздражение глаз, носа и горла, тошноту и «лихорадку от металлического дыма». |
| Фториды | Обычное электродное покрытие и флюс для низколегированных и высоколегированных сталей. | Острое действие — раздражение глаз, носа и горла. Длительное воздействие может привести к проблемам с костями и суставами. Хронические эффекты также включают избыток жидкости в легких. |
| Оксид железа | Основной загрязнитель во всех процессах сварки чугуна или стали. | Сидероз — доброкачественная форма заболевания легких, вызванная отложением частиц в легких. Острые симптомы включают раздражение носа и легких. Когда экспонирование прекращается, имеет тенденцию к исчезновению. |
| Свинец | Припой, латунь и бронзовые сплавы, грунтовка / покрытие для стали. | Хронические воздействия на нервную систему, почки, пищеварительную систему и умственные способности. Может вызвать отравление свинцом. |
| Марганец | Большинство сварочных процессов, особенно высокопрочных сталей. | «Металлическая лихорадка». Хронические эффекты могут включать проблемы с центральной нервной системой. |
| Молибден | Стальные сплавы, чугун, нержавеющая сталь, никелевые сплавы. | Острые эффекты: раздражение глаз, носа и горла и одышка. |
| Никель | Нержавеющая сталь, инконель, монель, хастеллой и другие высоколегированные материалы, сварочные стержни и гальваническая сталь. | Острое действие — раздражение глаз, носа и горла.Повышенный риск рака отмечен и в других профессиях, кроме сварки. Также связано с дерматитом и проблемами с легкими. |
| Ванадий | Некоторые стальные сплавы, чугун, нержавеющая сталь, никелевые сплавы. | Острое действие — раздражение глаз, кожи и дыхательных путей. Хронические эффекты включают бронхит, ретинит, жидкость в легких и пневмонию. |
| Оксиды цинка | Металл оцинкованный, крашеный. | Металлическая лихорадка дыма |
Газы | ||
| Окись углерода | Образуется по дуге. | Легко всасывается в кровоток, вызывая головные боли, головокружение или мышечную слабость. Высокая концентрация может привести к потере сознания и смерти. |
| Фтористый водород | Разложение покрытий стержней.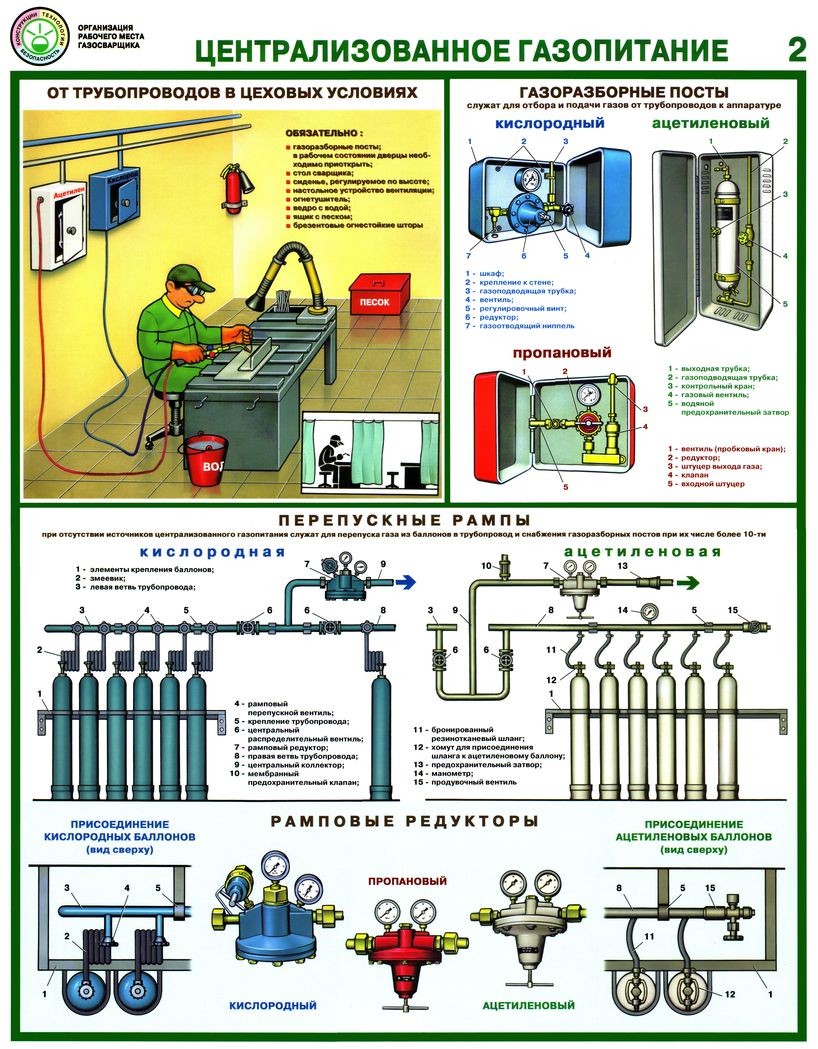 | Раздражает глаза и дыхательные пути.Передозировка может вызвать повреждение легких, почек, костей и печени. Хроническое воздействие может привести к хроническому раздражению носа, горла и бронхов. |
| Оксид азота | Образуется по дуге. | Раздражение глаз, носа и горла в низких концентрациях. Ненормальная жидкость в легких и другие серьезные последствия при более высоких концентрациях. Хронические эффекты включают проблемы с легкими, такие как эмфизема. |
| Кислородная недостаточность | Сварка в ограниченном пространстве и вытеснение воздуха защитным газом. | Головокружение, спутанность сознания, удушье и смерть. |
| Озон | Образуется в сварочной дуге, особенно в процессах плазменной дуги, MIG и TIG. | Острые эффекты включают жидкость в легких и кровотечение. Очень низкие концентрации (например, одна часть на миллион) вызывают головные боли и сухость глаз. Хронические эффекты включают значительные изменения функции легких. Хронические эффекты включают значительные изменения функции легких. |
Органические пары | ||
| Альдегиды (например, формальдегид) | Металлическое покрытие со связующими и пигментами.Обезжиривающие растворители. | Раздражает глаза и дыхательные пути. |
| Диизоцианаты | Металл с полиуретановой краской. | Раздражение глаз, носа и горла. Высокая вероятность сенсибилизации, вызывающей астматические или другие аллергические симптомы, даже при очень низких воздействиях. |
| Фосген | Металл с остатками обезжиривающих растворителей. (Фосген образуется в результате реакции растворителя и сварочного излучения.) | Сильно раздражает глаза, нос и дыхательную систему. Симптомы могут проявиться позже. |
| фосфин | Металл, покрытый ингибиторами коррозии. (Фосфин образуется в результате реакции ингибитора ржавчины со сварочным излучением.) (Фосфин образуется в результате реакции ингибитора ржавчины со сварочным излучением.) | Раздражает глаза и дыхательную систему, может повредить почки и другие органы. |
Тепловое напряжение и холодное напряжение во время сварки:
Необходимо принять меры и скорректировать график работы, чтобы обеспечить поддержание внутренней температуры тела каждого работника.Если не принимать жидкости, чтобы восполнить потерю из-за потоотделения, может возникнуть тепловое истощение.
Повреждение глаза
Излучение сварочной дуги, приводящее к повреждению глаз, включает:
- Дуговая сварка: от УФ излучения
- Катаракта / л от УФ и ИК излучения
- Ожоги сетчатки (как видимым, так и инфракрасным излучением)
УФ-излучение с наибольшей вероятностью может вызвать травму, поскольку его эффекты не заметны во время воздействия.
Руководство по вентиляции при сварке, резке и пайке
Существует два основных типа вентиляции, которые можно использовать для защиты от вредного сварочного дыма, в том числе общая вентиляция и местная вытяжная вентиляция.
Общая или разбавляющая вентиляция:
Основан на разбавлении переносимых по воздуху загрязнителей свежим воздухом из открытых дверей, окон или вентиляторов и приемлем для менее опасных загрязнителей воздуха. Общая вентиляция обеспечивает достаточное движение воздуха, чтобы пары и газы не попадали в зону дыхания сварщика. Рабочие должны расположиться так, чтобы не вдыхать сварочный дым и газ. Например, сварщики должны оставаться с наветренной стороны при сварке на открытых или открытых площадках. Сварка на открытом воздухе не гарантирует достаточной вентиляции.В рабочих зонах без систем вентиляции и вытяжки сварщики должны использовать естественную тягу и правильное расположение, чтобы пары и газы не попадали в зону их дыхания.
Если требования к естественной вентиляции не выполняются, то помещение необходимо проветрить механически. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины
- Где используются воздушные респираторы.
Местная вытяжная вентиляция (LEV):
Местная вытяжная вентиляция намного более эффективна для контроля сварочного дыма и газов, поскольку она улавливает дым и газы вблизи источника и предотвращает их попадание в зону дыхания сварщика.Обычно это достигается за счет использования вытяжек и воздуховодов. Сварку нельзя производить в закрытых помещениях без вентиляции. Местная вытяжная вентиляция может состоять из свободно перемещаемых колпаков, предназначенных для размещения сварщиком как можно ближе к месту работы. Система должна быть способна удалять пары и дым от источника и поддерживать их концентрацию в зоне дыхания на безопасном расстоянии. Загрязненный воздух, выходящий из рабочего пространства, должен выпускаться на открытом воздухе или вдали от источника всасываемого воздуха.Кислород и сжатый воздух нельзя использовать для вентиляции, сдува пыли или чистки одежды. Вытяжки и воздуховоды должны быть изготовлены из огнестойких материалов. Сварочные кабины должны быть окрашены матовым покрытием, не отражающим ультрафиолетовые лучи.
Чтобы местная вытяжная вентиляция была эффективной, она должна:
- Находиться рядом со сварочной дугой или пламенем, где выделяются дым, газы и тепло,
- Имейте достаточную скорость, чтобы отвести загрязняющие вещества.
- Обеспечить защиту от дыма и газов с помощью (в зависимости от обстоятельств) одного или сочетания:
- Хорошая общая вентиляция (обычно ограничивается менее опасными загрязнителями воздуха)
- Использование киоска
- Местная вытяжная вентиляция, такая как вытяжные шкафы и воздуховоды
- Подвижные кожухи размещаются как можно ближе к месту работы и обеспечивают скорость 100 футов в минуту в зоне сварки, когда кожух находится на самом удаленном расстоянии от места сварки.Скорость вентиляции, необходимая для достижения этой скорости при использовании всасывающего отверстия с фланцем шириной 3 дюйма в соответствии с 29 CFR 1910.252 (c) (3) (i), показана в следующей таблице:
Зона сварки | Минимальный воздушный потоккубических футов в минуту | Диаметр воздуховода, дюймы |
| От 4 до 6 дюймов от дуги или резака | 150 | 3 |
| От 6 до 8 дюймов от дуги или резака | 275 | 3 ½ |
| От 8 до 10 дюймов от дуги или резака | 425 | 4 ½ |
| От 10 до 12 дюймов от дуги или горелки | 600 | 5 ½ |
Требования к вентиляции для сварки и резки — Стандарты 1910:
Металлическое соединение | ТребованияЗамкнутое пространство | Требования в помещении | Требования на открытом воздухе |
| Соединение фтора | Необходим респиратор для замены воздуха, респиратор или автономный дыхательный аппарат | Испытания проб воздуха, чтобы определить, требуются ли вытяжной колпак, кабина и респиратор для авиалайнера | То же, что и в помещении |
| Свинец, цинк, гальванические соединения | Воздушный респиратор или автономный дыхательный аппарат | Вытяжной колпак или будка | Комбинированный респиратор с удалением твердых частиц и паров и газов, если испытания показывают необходимость |
| Бериллий | Вытяжной колпак или кабина и респиратор, если испытания проб воздуха показывают необходимость | Вытяжной колпак или кабина и респиратор, если испытания проб воздуха показывают необходимость | Вытяжной колпак или кабина и респиратор, если испытания проб воздуха показывают необходимость |
| Кадмий Ртуть | Вытяжной колпак или кабина и респиратор, если испытания проб воздуха показывают необходимость | Вытяжной колпак или кабина и респиратор, если испытания проб воздуха показывают необходимость | Комбинированный респиратор с удалением твердых частиц и паров и газов, если испытания показывают необходимость |
- Авиакомпания или автономный дыхательный аппарат требуется в замкнутых пространствах, которые представляют непосредственную опасность для жизни.
- Местные вытяжные шкафы или кабины должны обеспечивать поток воздуха не менее 100 погонных футов в минуту.
- При сварке или резке металлов, отличных от описанных выше, требуется механическая вентиляция со скоростью 2000 кубических футов воздуха в минуту на каждого сварщика; когда на сварщика приходится менее 10 000 кубических футов свободного пространства; или где высота потолка менее 16 футов; или в замкнутых пространствах или там, где структурные барьеры (например, перегородки или балконы) значительно затрудняют поперечную вентиляцию.1910.252 (c) (2) (i) (A) — (C).
Примечание : Механическая вентиляция необходима, если вытяжной колпак или стационарная кабина обеспечивают скорость воздушного потока, достаточную для поддержания скорости на удалении от сварочного аппарата или не менее 100 погонных футов в минуту.
Сварка в ограниченном пространстве:
При работе в замкнутом пространстве необходимо предусмотретьGeneral или LEV. Когда невозможно обеспечить достаточную вентиляцию без блокирования средств доступа, рабочие должны быть защищены респираторами авиалиний, и работник должен находиться вне замкнутого пространства, чтобы помочь им в чрезвычайной ситуации.Когда сварщик входит в ограниченное пространство, их необходимо прикрепить к страховочному тросу, чтобы их можно было быстро удалить.
При сварке в закрытых помещениях с материалами, содержащими цинк, свинец, кадмий и хром, должна быть предусмотрена защита органов дыхания или низкого давления. При работе с соединениями бериллия должны быть предусмотрены респираторы LEV и авиационные респираторы. В соответствии с 29 CFR 1926.353 существуют особые требования OSHA для рабочих, выполняющих определенные виды дуговой сварки в ограниченном пространстве.
При выполнении различных сварочных работ необходимо соблюдать следующие правила техники безопасности:
Электросварка и резка:
- Выполнить проверку безопасности на всем оборудовании
- Убедитесь, что огнетушитель заряжен и доступен.
- Выполнить проверку безопасности на всем оборудовании
- Убедитесь, что электрический шнур, электрододержатель и кабели не имеют дефектов (кабельные сращивания не допускаются ближе 10 футов от электрододержателя.
- Убедитесь, что СИЗ (сварочный капюшон, перчатки, резиновые сапоги / подошва, фартуки) доступны и не имеют дефектов.
- Убедитесь, что сварочный аппарат правильно заземлен.
- Часто осматривайте оборудование, чтобы убедиться, что все электрические соединения и изоляция держателей и кабелей в хорошем состоянии.Ослабленные кабельные соединения могут привести к перегреву или возникновению электрической дуги.
- Сварочные кабели должны быть сухими, обезжиренными и обезжиренными, а также защищенными от искр или горячего металла.
- Хранить сварочные стержни в контейнере на сварочном аппарате; не бросать на полы или подмостки.
Установите регулятор напряжения не выше следующего для:
- Ручные сварочные аппараты на переменном токе — 80 вольт.
- Сварочные аппараты автоматические переменным током — 100 вольт.
- Ручные или автоматические сварочные аппараты постоянным током — 100 вольт.
Размотать сварочный кабель и разложить его.
- Для обеспечения надлежащего контакта рабочих проводов и соединения.
- Для удаления металлических осколков с магнитных зажимов заготовки (во избежание поражения электрическим током не наматывайте сварочные кабели на части тела и избегайте сварки во влажных условиях).
Избегать перегрева:
- Перед точечной сваркой материал обычно очищают в щелочной или слабокислой ванне. Работники, выполняющие эти операции по мойке, должны быть защищены от брызг жидкости.
- Оператор должен произвести необходимую регулировку контакторов.
- В установках для ручной точечной сварки необходимы средства защиты глаз для защиты оператора от разбрызгивания металла.
- Сварка таких материалов, как нержавеющая и высокоуглеродистая сталь, вызывает чрезмерное разбрызгивание металла. Операторы должны быть предупреждены для защиты от возможного проникновения металла в кончики пальцев.
Газовая сварка и резка
- Выполнить проверку безопасности на всем оборудовании
- Убедитесь, что в резервуарах есть газ и герметичны фитинги.
- Убедитесь, что огнетушитель заряжен и доступен.
- Убедитесь, что шланги не имеют дефектов.
- Убедитесь, что СИЗ (сварочный капюшон, перчатки, резиновые сапоги / подошва, фартуки) доступны и не имеют дефектов.
- Все неисправное оборудование необходимо отремонтировать или заменить перед использованием.
- Удалить легковоспламеняющиеся и горючие вещества
- Удалите все расположенные поблизости легковоспламеняющиеся или горючие материалы, прежде чем зажигать дугу или зажигать пламя.
- Выньте из карманов все легковоспламеняющиеся и легко воспламеняющиеся материалы, такие как спички и зажигалки.
- Установите сварочную сетку или подходящую заграждение вокруг рабочей зоны, чтобы создать зону пожарной безопасности и предотвратить травмы прохожих.
Защита сварщиков (более подробную информацию см. В политике СИЗ GS 50)
Перед началом сварочных работ очень важно определить опасность для данной конкретной сварочной операции. Сварщики должны понимать опасности, с которыми они работают. Паспорт безопасности (SDS) должен быть предоставлен для определения опасных материалов, используемых при сварке.Некоторые сварочные химикаты, например, не содержащие кадмия припои и электроды, не содержащие асбест, можно заменить менее опасными материалами.
Сварочные поверхности должны быть очищены от любых покрытий, которые потенциально могут вызвать токсическое воздействие, таких как остатки краски и растворителя.
Рабочие должны расположиться так, чтобы не вдыхать сварочный дым и газ. Например, сварщики должны оставаться с наветренной стороны при сварке на открытых или открытых площадках.
Сварщики должны быть защищены от тепла, искр, ультрафиолетовых лучей, горячего шлака, дыма и токсичных газов.Убедитесь, что сотрудники оснащены следующими средствами индивидуальной защиты (СИЗ):
Средства индивидуальной защиты:
Защита тела:
- Одежда должна обеспечивать достаточную защиту и изготавливаться из подходящих материалов, чтобы минимизировать ожоги кожи, вызванные искрами, брызгами или излучением.
- Держите одежду сухой и меняйте ее при необходимости, чтобы снизить риск поражения электрическим током.
- Содержите одежду в чистоте (без следов жира, масла и растворителей, которые могут воспламениться и легко воспламениться).
- Не носить синтетические ткани; носить хлопок или шерсть.
- Защитная одежда и оборудование должны соответствовать типу выполняемой работы, содержаться в хорошем ремонте и очищаться от масел и смазок.
- Рукава должны быть застегнуты на запястье.
- Ошейники должны быть застегнутыми.
- При сварке, газовой резке и пайке необходимо носить огнестойкие перчатки и фартуки.
- Необходимо надевать защитную обувь, чтобы защитить оператора от опасности искры.
Защита глаз и лица
- Защитные очки, защитные очки, маски для лица, каски или другие подходящие средства защиты глаз с линзами подходящего для выполняемой работы оттенка должны использоваться во время всех операций сварки, резки и пайки.
- Персонал пожарной охраны должен использовать соответствующие средства защиты глаз и лица.
- Надевайте огнестойкие перчатки (например, кожаные сварочные), которые должны быть сухими, без отверстий и изолированными.
- Очки должны вентилироваться для предотвращения запотевания линз, насколько это возможно.
- Очки, шлемы и лицевые щитки необходимо часто проверять.
- Следующая таблица представляет собой руководство по выбору правильных номеров оттенков. Эти рекомендации могут быть изменены в соответствии с индивидуальными потребностями в соответствии с 29 CFR 1910.252 (b) (2) (ii) (H) Управления по охране труда.
Сварочные работы | Цвет No. |
| Экранированная дуговая сварка металлом Электроды 1/16, 3/32, 1/8, 5/32 дюйма | 10 |
| Дуговая сварка в защитном газе (цветные металлы) Электроды 1/16, 3/32, 1/8, 5/32 дюйма | 11 |
| Дуговая сварка в среде защитного газа (черных металлов) Электроды 1/16, 3/32, 1/8, 5/32 дюйма | 12 |
| Экранированная дуговая сварка металлом: электроды 3/16, 7/32, 1/4 дюйма | 12 |
| Экранированная дуговая сварка металлом: электроды 5/16, 3/8 дюйма | 14 |
| Сварка на атомарном водороде | 10–14 |
| Угольная сварка | 14 |
| Пайка | 2 |
| Горелка для пайки | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 дюйма до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до 1/8 дюйма | 4 или 5 |
| Газовая сварка (средняя) от 1/8 дюйма до 1/2 дюйма | 5 или 6 |
| Газовая сварка (тяжелая) 1/2 дюйма и более | 6 или 8 |
ПРИМЕЧАНИЕ. При газовой сварке или кислородной резке, когда горелка излучает яркий желтый свет, используйте фильтр или линзу, поглощающую желтый
Защита головы
- Необходимо использовать защиту головы из огнестойкого материала.
Защита органов дыхания (для получения дополнительной информации см. Политику в отношении органов дыхания IH-003)
- Технические средства контроля и безопасные методы работы являются основными средствами предотвращения чрезмерного воздействия сварочного дыма, токсичных газов и пыли на сотрудников.
- Сотрудники не будут выполнять сварку, которую невозможно безопасно выполнить без использования респиратора.
- Сотрудники будут соблюдать требования к использованию респираторов, изложенные в политике UT по защите респираторов.
Защита слуха (дополнительную информацию см. В Политике сохранения слуха IH-010).
- При выполнении некоторых сварочных работ могут потребоваться устройства.
- При сильном шуме следует надевать одобренные беруши или наушники, чтобы предотвратить потерю слуха.
Защита ступней и ног
- Носить кожаные ботинки со стальным носком, высокие сапоги в хорошем состоянии
- В местах с сильным искрообразованием и образованием шлака использовать огнестойкие протекторы для ног или кожаные гетры, закрепленные вокруг штанин и голенищ.
- Не заправляйте штаны в ботинки.
Обязательные обозначения OSHA:
Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
ВНИМАНИЕ: При сварке могут образовываться опасные для здоровья пары и газы.Избегайте вдыхания этих паров и газов. Используйте соответствующую вентиляцию. Sen ANSI Z49.1-1967 Безопасность при сварке и резке, опубликованный Американским обществом сварки.
Паяльные присадочные металлы, содержащие кадмий в значительных количествах, должны иметь следующую маркировку на бирках, ящиках и других контейнерах:
ПРЕДУПРЕЖДЕНИЕ
СОДЕРЖИТ КАДМИЙ-ЯДОВЫЙ ДЫМ МОЖЕТ ОБРАЗОВАТЬСЯ ПРИ НАГРЕВАНИИ
Не вдыхать пары. Используйте только при наличии соответствующей вентиляции, такой как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха.См. ANSI Z49.1-1967
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую формулировку, указывающую на то, что они содержат соединения фтора. Одна такая предупреждающая формулировка, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
ВНИМАНИЕ
СОДЕРЖИТ ФТОРИДЫ
Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
- Избегайте дыма — используйте только в хорошо вентилируемых помещениях.
- Избегайте попадания флюса в глаза или на кожу.
- Не принимать внутрь.
Участки горячих работ
- По возможности, все огневые работы должны выполняться в специально отведенной зоне для проведения горячих работ.
- Обозначенная зона горячих работ должна соответствовать следующим требованиям:
- Обозначенная зона горячих работ должна быть отдельной зоной, отделенной негорючими стенами или занавесками.
- В рабочей зоне должна быть предусмотрена соответствующая вентиляция, например система вытяжного кожуха, обеспечивающая 20 воздухообменов в час.
- Если сварка, резка и пайка выполняются возле стен, перегородок, потолков или крыш из горючей конструкции, должны быть предусмотрены огнестойкие экраны или ограждения для предотвращения возгорания.
- Должны быть предусмотрены защитные перегородки, такие как сварочные завесы или негорючие стены, для предотвращения попадания искр и шлака в зону, свободную от горючих материалов.
- Легковоспламеняющиеся и горючие жидкости и материалы не должны находиться на расстоянии 35 футов от рабочей зоны.
- Полы должны быть подметены и очищены от горючих материалов в пределах 35 футов от рабочей зоны.Огнетушитель должен находиться в пределах доступа 35 футов рабочей зоны и должен поддерживаться в состоянии готовности к немедленному использованию.
Порядок выполнения горячих работ
- Все разрешения на огневые работы должны быть возвращены руководителю, выдавшему их, когда горячие работы будут завершены.
- Руководитель и сотрудник несут ответственность за выявление и контроль опасностей на рабочем месте до выполнения огневых работ.
- Разрешение на выполнение огневых работ (для не обозначенной зоны огневых работ) будет выдано на период, охватывающий время проведения огневых работ.
Перед горячими работами
- Осмотрите зону горячих работ на предмет опасности возгорания.
- Удалите все легковоспламеняющиеся или горючие материалы в радиусе тридцати пяти (35) футов от места проведения горячих работ.
- Зачистить пол от рыхлого горючего мусора.
- Установите негорючие или огнестойкие экраны таким образом, чтобы защитить персонал в прилегающих рабочих зонах от тепла, пламени, лучистой энергии и брызг от сварочных брызг.
- Накройте спринклерные головки непосредственно над зоной горячих работ мокрыми тряпками или другими негорючими материалами, чтобы они не сработали во время работы, если они есть в зоне горячих работ.
- Закройте дымовые извещатели, расположенные в непосредственной близости от рабочей зоны, или сообщите в магазин электрооборудования, чтобы они отключили дымовые извещатели в горячей рабочей зоне.
- Сообщите всем поблизости, кого могут затронуть работы.
- Обеспечьте надлежащую вентиляцию
Во время огневых работ
- Горючие полы при проведении горячих работ должны быть влажными.
- Храните ацетилен и другие топливные баллоны в безопасном вертикальном положении.
- Разместите шланги так, чтобы они не были раздавлены или повреждены.
После горячих работ
- Снимите все крышки с оросительных головок сразу после завершения горячих работ, если они есть в зоне горячих работ.
- Снимите крышки с любых детекторов дыма сразу после завершения горячих работ или сообщите в магазин электрооборудования, чтобы они снова активировали их, если они были отключены.
- Очистить от шлака, мусора или использованных электродов, оставшихся после работы.
- Восстановить вентиляцию до исходного состояния.
Горячие работы на участках, не обозначенных как участки горячих работ.
Если сварка, резка или пайка должны выполняться за пределами выделенной зоны горячих работ, необходимо выполнить следующие требования:
- Разрешение на выполнение огневых работ требуется для всех видов огневых работ. См. Политику пожарных работ UT FS 15 в Руководстве по технике безопасности.
- Легковоспламеняющиеся материалы, которые нельзя удалить из зоны, должны быть надлежащим образом укрыты или защищены перед началом горячих работ.
- Все отверстия в полу и трещины должны быть закрыты, загерметизированы и / или закрыты, чтобы искры не попадали в отверстия и не соприкасались с горючими материалами.
- Защитные ограждения, щиты и / или противопожарные покрытия должны использоваться для предотвращения контакта тепла, искр и / или шлака с любым горючим материалом на расстоянии 35 футов от горячего изделия
- Переносные сварочные завесы или защитные экраны должны использоваться для защиты других рабочих в зоне сварки.
- Необходимо обеспечить и поддерживать поток воздуха в сторону от сварщика и других присутствующих.
- Пластмассовые материалы во время сварочных работ необходимо накрывать сварочным брезентом.
- Соответствующее оборудование пожаротушения должно быть постоянно в готовности к немедленному использованию.Это могут быть огнетушители, шланги для воды или ведра с песком, в зависимости от природы горючего материала, подвергающегося воздействию
Зоны запрещенных огневых работ
К участкам, на которых запрещено проведение огневых работ, относятся:
- Участки, не авторизованные руководством.
- Территории, оборудованные спринклерными системами, вышедшими из строя.
- В присутствии потенциально взрывоопасной атмосферы, например, легковоспламеняющейся жидкости.
- Зоны, где горючие или легковоспламеняющиеся материалы находятся в пределах 35 футов и не могут быть перемещены или защищены.
- Места, где отсутствует соответствующее противопожарное оборудование.
- Области, в которых невозможно закрыть отверстия в полу и стенах.
Пожарное дежурство:
Пожарные наблюдатели должны требоваться всякий раз, когда эти действия выполняются в местах, где может развиться иное, чем незначительное возгорание. Страж огня:
- Должен быть установлен для того, чтобы искры, шлак и тепло, образующиеся при горячей работе, не стали причиной возгорания во время работы сварщика.
- Должен оставаться на рабочем месте в течение не менее тридцати (30) минут после завершения горячих работ, чтобы убедиться, что не тлеют искры или шлак, и чтобы тепло, выделяемое при горячей работе, не приводило к тлению других материалов, создавая тем самым тление. потенциальная пожарная опасность.
- Должен быть обучен правильному обращению с оборудованием пожаротушения и быть готовым к его использованию.
- Должен быть знаком с устройствами для подачи сигнала тревоги в случае пожара или другой чрезвычайной ситуации.
- Должен быть также обучен реагировать на другие потенциальные опасности, связанные с рабочей деятельностью, такие как воздействие сварочного дыма, сварочная вспышка и любые другие потенциальные опасности, характерные только для области, в которой выполняется работа.
- Лицо, выполняющее огневые работы, и пожарная вахта должны прочитать разрешение на выполнение огневых работ и подписать разрешение, подтверждая тот факт, что они понимают потенциальные опасности и будут соблюдать требования разрешения.
- Если возможно, полы должны быть увлажнены или покрыты противопожарным одеялом, противопожарной прокладкой или другим огнестойким материалом перед началом горячих работ для предотвращения возгорания.
Более подробную информацию о требованиях к пожарной службе можно найти в Процедуре пожарной охраны UT FS 011.
Осмотр оборудования и обращение с ним
- Осмотрите цилиндры, регуляторы и шланги перед использованием.
- Запрещается использовать молоток или гаечный ключ для открытия клапанов баллонов. Если клапаны невозможно открыть вручную, об этом следует уведомить поставщика.
- Если требуется специальный гаечный ключ, он должен оставаться на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии.
- Курение запрещено для вашей безопасности и безопасности окружающих.
- Осмотрите баллон и этикетку с идентификатором газа.
- Если баллоны не закреплены на специальной тележке, регуляторы должны быть сняты, а защитные колпачки клапанов, если они есть, должны быть установлены на место перед перемещением баллонов.
- Перед использованием сжатого газа проверьте рабочую зону на наличие смазки или масел.
- Всегда используйте регуляторы для всех подключений газовых баллонов, клапаны должны быть полностью закрыты, когда они не используются.
- Используйте только неискрящие инструменты для горючих газов.
- Убедитесь, что цилиндр надежно закреплен в рабочей зоне.
- Для продувки воздухом следует ограничить давление до 30 фунтов на кв. Дюйм или менее.
- Ни в коем случае не заправляйте газовый баллон и не пытайтесь его отремонтировать.
- Удалите из здания негерметичные баллоны и тщательно выпустите весь оставшийся газ.
- Поврежденные цилиндры должны иметь маркировку «Поврежден — не использовать».
- Обязательно проверьте все фитинги шлангов для систем сжатого воздуха, используя регулирующую насадку с самозакрывающимся клапаном на стороне оператора.
Хранение баллона:
Баллоны, используемые для сварки, пайки и резки, следует хранить в соответствии со следующими инструкциями. Для получения дополнительной информации о безопасности цилиндров см. Политику безопасности цилиндров UT HM 15 в Руководстве по безопасности.
- Пометьте пустые баллоны и отделите их от полных.
- Всегда устанавливайте крышки на цилиндр.
- Храните баллоны в вертикальном положении и вдали от источников тепла.
- Следите за тем, чтобы складское помещение было сухим и хорошо проветриваемым.
- Храните кислородные баллоны отдельно от других типов.
- Цилиндры должны быть связаны цепями или ремнями, чтобы предотвратить опрокидывание.
- Топливный газ и кислород должны храниться на расстоянии не менее 20 футов друг от друга или разделены противопожарной перегородкой, рассчитанной на один час.
ОГНЕСТОЙКИЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧИХ РАБОЧИХ ЗОН РАЗРЕШЕНЫ:
Сварочное одеяло: Сварочное одеяло представляет собой термостойкую ткань, предназначенную для размещения в непосредственной близости от горячих работ.Предназначен для использования в горизонтальных условиях с легким или умеренным воздействием, например, в результате выкрашивания, шлифования, термообработки, пескоструйной обработки и легкой горизонтальной сварки. Они предназначены для защиты оборудования и предотвращения возгорания горючих материалов, таких как древесина, которые находятся под одеялом. Они сделаны из различных материалов, таких как стекловолокно, диоксид кремния и других огнестойких материалов.
Сварочные подушки: Сварочные подушки представляют собой термостойкую ткань, предназначенную для использования непосредственно при выполнении горячих работ, таких как сварка или резка.Сварочные площадки предназначены для использования в горизонтальных условиях с серьезными воздействиями, например, в результате расплавленных веществ при тяжелой горизонтальной сварке.
Сварочная завеса : Сварочная завеса представляет собой термостойкую ткань, предназначенную для размещения в непосредственной близости от горячих работ. Он предназначен для использования в вертикальном положении с легким или умеренным воздействием, например, в результате выкрашивания, шлифования, термообработки и легкой горизонтальной сварки. Он разработан для предотвращения выхода искр из замкнутого пространства.
* Сварочные одеяла и завесы должны быть перечислены, одобрены или эквивалентны для такого использования. Одно из таких утверждений включает ANSI / FM 4950, Американский национальный стандарт оценки сварочных площадок, сварочных покрытий и завес для горячих работ.
Сварка и горячие работы в резервуарах и вокруг них:
По возможности избегайте огневых работ и рассмотрите альтернативные методы. Перед началом огневых работ проанализируйте опасности. Выполните оценку опасностей, которая определяет объем работ, потенциальные опасности и методы контроля опасностей.
- Работы запрещены и не должны выполняться в резервуарах, содержащих или содержащих легковоспламеняющиеся жидкости, или рядом с ними. Резервуары необходимо полностью осушить, продуть и провести атмосферные испытания с помощью счетчика горючих газов (индикатора), если работы будут проводиться на судне или внутри него. Это обеспечит отсутствие в резервуаре скопления легковоспламеняющихся газов или паров.
- После получения сертификата безопасности для горячих работ, атмосферный мониторинг должен выполняться с использованием портативного анализатора горючих газов до и во время работы только обученным персоналом. За помощью в мониторинге атмосферы можно обратиться в отдел EHS по телефону 974-5084.
- Если получены какие-либо поддающиеся обнаружению показания, то работа не может быть начата или продолжена до тех пор, пока источник пара не будет обнаружен и соответствующим образом смягчен таким образом, чтобы концентрация поддерживалась ниже 10% нижнего предела воспламеняемости / взрываемости. Для получения технической помощи относительно счетчиков горючего газа обращайтесь в EHS.
Опасность поражения электрическим током и меры предосторожности:
Поражение электрическим током от электросварочного и режущего оборудования может привести к смертельному исходу или серьезным ожогам. Кроме того, может возникнуть серьезная травма, если сварщик упадет в результате удара.Эта угроза безопасности связана с операциями, в которых для выработки тепла используется электричество, такими как дуговая сварка и контактная сварка и резка.
Сотрудники должны всегда применять соответствующие меры предосторожности и рекомендуемые меры безопасности, чтобы избежать поражения электрическим током. Персонал, использующий электросварочное и режущее оборудование, должен быть обучен безопасным методам работы и процедурам перед использованием этого оборудования. Некоторые меры по предотвращению поражения электрическим током включают:
- Никогда не используйте для замены электродов голыми руками или мокрыми перчатками
- Не прикасайтесь к электроду под напряжением, пока вы контактируете с рабочей цепью
- Никогда не стойте на влажной или заземленной поверхности при смене электродов.
- Не допускайте контакта держателя электрода или электрода с другими людьми или заземленными предметами.
- Заземлите рамы сварочных агрегатов.
- Изолируйте себя от обрабатываемой детали и земли, используя сухие изоляционные маты или покрытия, достаточно большие, чтобы предотвратить любой физический контакт с работой или землей, или наденьте надлежащим образом разработанную и одобренную обувь на резиновой подошве в хорошем состоянии.
- При использовании длинных кабелей по возможности подвешивайте их над головой.Если они бегут по полу, убедитесь, что они не создают опасности споткнуться, не повредятся или не запутаются.
- Требуются дополнительные меры безопасности, когда сварка выполняется в любых из следующих условий поражения электрическим током: во влажных помещениях или в мокрой одежде, на металлических полах, решетках, строительных лесах или других металлических конструкциях; в стесненных положениях, например сидя, на коленях или лежа; или когда существует высокий риск неизбежного или случайного контакта с заготовкой и землей.При наличии этих условий используйте один из следующих типов оборудования, представленных в порядке предпочтения:
- Полуавтомат для сварки металлических электродов (проволоки) постоянного напряжения,
- Аппарат для ручной сварки покрытым электродом (стержнем) постоянного тока,
- Сварочный аппарат переменного тока с пониженным напряжением холостого хода. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного напряжения с постоянным напряжением. И не работайте в одиночку!
Защита от падения и горячие работы:
Защита от падения, используемая при сварочных работах, представляет особые проблемы, поскольку горячий шлак, образующийся при горячей работе, может повредить ремни безопасности и другое оборудование для защиты от падения.Для защиты оборудования от тепла и УФ-излучения следует использовать страховочные ремни, изготовленные из термостойкого материала. Все оборудование для защиты от падения должно соответствовать требованиям OSHA.
Мониторинг воздуха и шума:
Пробы воздуха обычно берутся в зоне дыхания рабочего для определения концентраций (обычно в течение 8-часового рабочего дня)
Необходимо проводить регулярный мониторинг воздуха для определения уровней опасных материалов и шума в зоне сварки. По запросу EHS может выполнить мониторинг опасностей.
Медицинское наблюдение:
Ранние симптомы вредного воздействия большинства веществ, образующихся при сварке, аналогичны. Они могут включать раздражение глаз, носа, дыхательной системы, а иногда и кожи (например, «никелевый зуд», вызванный воздействием паров никеля). Кашель, стеснение в груди или боли в груди, головные боли, тошнота, рвота и усталость также могут быть некоторыми стойкими симптомами. Поскольку эти симптомы характерны для многих других заболеваний, важно определить, связаны ли они с работой.NIOSH рекомендует, чтобы все рабочие, подвергающиеся сварочным процессам, ежегодно проходили медицинские осмотры.
Обучение и информация
Обучение должен проходить весь персонал, затронутый этой процедурой, и в любое время в эту процедуру могут быть внесены изменения, которые повлияют на методы работы. Степень предоставляемого обучения должна определяться потенциальными опасностями, связанными с заданием на сварку, резку и пайку.
Начальная подготовка
- Чтобы сотрудники осознавали опасности, связанные со сваркой, резкой и пайкой.
- Знать правила техники безопасности при сварке, резке и пайке.
- Понимать важность и требования разрешений на выполнение огневых работ.
- Понимать требования к созданию и обслуживанию участков горячих работ
- Использовать соответствующие средства индивидуальной защиты (СИЗ) для работы
- Работники, выполняющие огневые работы, должны быть обучены правильному использованию оборудования, которое они будут использовать для выполнения огневых работ.
- Сотрудники должны быть обучены правильному использованию средств пожаротушения, предусмотренных для использования Пожарной вахтой.
- Сотрудники также должны быть обучены правильному использованию любого защитного оборудования или процедур, необходимых для защиты себя или другого персонала на территории и на объекте.
Дополнительное обучение или повышение квалификации
- Все уполномоченные и затронутые сотрудники должны пройти соответствующее обучение при изменении их должностных обязанностей или изменении сварочного оборудования или процессов, которые представляют новую опасность.
- У сотрудников или руководителей есть основания полагать, что есть отклонения или несоответствия в знаниях сотрудников об известных опасностях или использовании оборудования или процедур.
Источники обучения:
- Интернет-источники (веб-сайт EHS)
- Традиционные учебные программы доступны по запросу EHS.
Бухгалтерский учет
Все записи об обучении должны быть задокументированы. Каждый отдел должен вести учет обучения. В протоколе обучения должна содержаться следующая информация: дата обучения, инструктор, имя сотрудника, местонахождение и краткое описание или краткое описание того, что было охвачено.
Для лиц с ограниченными навыками чтения должны быть предусмотрены положения, гарантирующие, что они знакомы с необходимой информацией.
В конце каждой учебной программы рекомендуется пройти тест, чтобы продемонстрировать, что участники обладают необходимыми знаниями.
Список литературы
OSHA: 29 CFR 1910.133 Защита глаз и лица
OSHA: 29 CFR 1910, подраздел Q: Сварка, резка и пайка
OSHA 29 CFR 1910, подраздел J: Сварка и резка
OSHA 29 CFR 1915, подраздел D: Сварка, резка и нагрев
OSHA: 29 CFR 1926.350 Газ, сварка и резка
OSHA 29 CFR 1910.146: замкнутые пространства, требующие разрешения
OSHA 29 CFR 1910.1200: Уведомление об опасностях
OSHA 29 CFR 1910.134: Защита органов дыхания
NFPA 51
NFPA 51B
Заявление об ограничении ответственности
Информация, представленная в данном руководстве, предназначена только для использования в образовательных целях и не заменяет собой специальную подготовку или опыт.
Университет Теннесси в Ноксвилле и авторы данного руководства не несут ответственности за использование или использование отдельными лицами любых материалов, содержащихся или упомянутых в данном документе.Материал, содержащийся в этом руководстве, может быть не самым последним.
Этот материал может свободно распространяться для некоммерческих образовательных целей. Однако, если они включены в публикации, письменные или электронные, ссылка должна быть сделана на автора. Коммерческое использование этого материала запрещено без письменного разрешения автора.
Как повысить безопасность при роботизированной сварке
Роботизированная сварка стала обычным явлением в промышленном секторе.Более половины роботов, используемых в Северной Америке, используются для промышленной сварки. Одна только роботизированная дуговая сварка составляет 20% всех промышленных применений.
Сварка всегда была опасной работой, и роботы делают ее безопаснее, выполняя опасные задачи. Но, учитывая тот факт, что на заводах по производству металла ежегодно получают 5000 травм, безопасность все же требует повышения.
Распространенные нарушения техники безопасности при сварке роботами и несчастные случаи
В соответствии с Законом о безопасности и гигиене труда (OSHA) нарушения защиты машин составили 8 -е наиболее часто упоминаемое нарушение в промышленной среде в 2016 году.Неохраняемая сварочная станция представляет серьезную опасность для ближайших рабочих.
Аналогичным образом, большинство несчастных случаев на рабочем месте, связанных с роботизированной сваркой, происходит в результате нестандартных процедур, таких как программирование, тестирование и техническое обслуживание. Именно в это время работники должны напрямую взаимодействовать с роботом и становиться наиболее уязвимыми.
Как повысить безопасность при роботизированной сварке
Каждое приложение для роботизированной сварки должно иметь индивидуализированные функции безопасности в зависимости от конкретных опасностей приложения.Общие аксессуары безопасности включают в себя сблокированные ограждения по периметру, световые завесы безопасности, лазерные сканеры и чувствительные к давлению коврики безопасности.
Защитные ограждения по периметру с электрической блокировкой не позволяют рабочим слишком близко подойти к роботу во время сварки. Большинство охранников по периметру построены так, чтобы отключать робота в любое время, когда открывается дверца охранника.