Виды сварщиков: профессиональные отличия
Из этого материала вы узнаете:
- Как получить один из видов специализации сварщика
- Виды сварщиков по разрядам
- Виды сварщиков по категориям
- Виды сварщиков по НАКС
Сварщик – это специалист по металлу, в обязанности которого входит соединение металлических деталей в сложные конструкции при помощи электрической сварки. Это рабочая специальность, которая связана со сварочным производством. Существуют разные виды сварщиков, различающиеся по категориям, разрядам и специальностям.
Только от сварщика зависит качество его работы. Ошибки недопустимы, ведь они могут привести к фатальным последствиям. Именно поэтому специалисты по сварке допускаются к определенным видам работ только в соответствии со своим уровнем профессионализма.
Какие виды сварщиков бывают и в чем их отличие, вы можете узнать из нашей статьи.
Как стать сварщиком
Получить профессию сварщика возможно сразу же после завершения среднего общего или полного образования (то есть после 9 или 11 класса). Обучают навыкам сварки во многих колледжах и профессионально-технических училищах.
Обучают навыкам сварки во многих колледжах и профессионально-технических училищах.
Есть возможность получить высшее образование по теории и практике сварки. В вузе обучают по специальности «Инженер по сварке», благодаря которой можно работать в организации или открыть собственный бизнес.
Некоторые учреждения предлагают абитуриентам курсы сварки. Они длятся недолго (не более трех месяцев), но по их окончании вы можете называть себя специалистом по сварочным работам.
Крупные производственные предприятия имеют собственные обучающие подразделения, где сотрудникам предлагается переподготовка или повышение квалификации. Обучение проводится на месте, по завершении сдается внутренний экзамен.
VT-metall предлагает услуги:
В зависимости от опыта обучающегося, он проходит один из видов аттестации сварщиков, получая в финале удостоверение с указанием полученного разряда.
У небольших организаций подобных учебных центров нет, поэтому они отправляют своих работников на подготовку в сторонние фирмы. Выбирая место обучения, обязательно уточняйте, какой документ получит специалист: полноценное удостоверение с присвоением нового разряда или только справку о повышении квалификации.
Выбирая место обучения, обязательно уточняйте, какой документ получит специалист: полноценное удостоверение с присвоением нового разряда или только справку о повышении квалификации.
Важно, чтобы заведение имело аккредитацию. Для повышения разряда, увеличения оклада или перехода на новую тарифную сетку после учебы нужно передать копии документов в отдел кадров либо в бухгалтерию своей организации. Помимо увеличения заработной платы, специалисту могут предложить выполнять более сложные задачи.
Виды сварщиков по разрядам
Любое обучение сварке подразумевает итоговую аттестацию. Обычно она включает теоретический и практический экзамены. Квалификационная комиссия по результатам прохождения финальных испытаний выдает документ о профессии и присваивает разряд. Он определяет уровень сложности выполняемых задач и величину заработной платы.
После училища выпускник автоматически получает 3-й разряд. Студентам, завершившим учебу с отличием, присваивают 4-й. Остальное повышение квалификации возможно в процессе будущей работы или на курсах. Максимально высокий уровень – 6-й. Разряды отличаются по своим характеристикам:
Максимально высокий уровень – 6-й. Разряды отличаются по своим характеристикам:
Первый разряд
Студенты получают его после первого года обучения, научившись управлять электродугой. Виды деятельности сварщика, доступные на этом уровне, – участие в сборке конструкций, разные подготовительные работы.
Второй разряд
По сути, ученик, который не вовлекался в процесс обучения, плохо сдавал работы, мало посещал практику, может закончить учебное заведение максимум со вторым разрядом. Он обычно получает навыки сварки в нижнем или вертикальном положении, может восстанавливать детали методом наплавки.
К работам, связанным с ответственными процессами, типа соединения труб под жидкости или пар, его не допускают.
Такой работник умеет делать заварку кратера, может убрать трещину, подготовить металл к работе. Предполагается, что он способен проверить и приготовить баллоны для газосварки, отрегулировать аппарат (генератор) для получения ацетилена. К помощи таких специалистов прибегают для выполнения простых работ.
Третий разряд
Сюда относят мастеров, которые знают принципы газоплавильной и электрической дуговой сварки. Они умеют соединять трубы наглухо, делать угловые, вертикальные и тавровые швы.
Такой специалист понимает, как устроен механизм сварочного аппарата, может отрегулировать его. Он умеет читать чертежи. На производстве работнику разрешено работать с металлоконструкциями средней сложности, углеродистой сталью.
Впрочем, для потолочной сварки ему не хватает навыка. Работая с газовой резкой, сварщик обязан уметь переносить заготовки с чертежа на металл и выдерживать заданные размеры обрабатываемых поверхностей.
После окончания техникума с этим разрядом сразу же получить хорошую работу с высокой зарплатой трудно. Компанию чаще всего смущает отсутствие опыта. Но через несколько лет практики такие возможности появляются.
Четвертый разряд
Такие виды сварщиков умеют выполнять сборку деталей и объектов средней степени трудности, варить металлоконструкции в четырех основных положениях. Ознакомлены с методами герметичного соединения труд при неповоротных стыках (при таком положении нет возможности для удобства повернуть нижнюю часть).
Ознакомлены с методами герметичного соединения труд при неповоротных стыках (при таком положении нет возможности для удобства повернуть нижнюю часть).
4-й разряд подразумевает овладение навыками электродуговой, газовой и полуавтоматической сварки. Специалисты могут работать с чугуном, сплавами цветных металлов, высокоуглеродистой сталью, делать воздушно-дуговую строжку. Подразумевается, что они умеют разбираться в чертежах.
Пятый разряд
Мастер знает, как производить сварку изделий из легированных металлов, высокоуглеродистой стали, цветных металлов во всех основных положениях.
Его допускают до ответственных работ с механизмами, подвергающимися большой динамической нагрузке. Имеет дело со сваркой трубопроводов, впоследствии претерпевающих высокую нагрузку. Умеет варить детали сложной формы.
Шестой разряд
Высшая степень. Такой специалист знает и умеет все перечисленное выше, а также способен взаимодействовать с экспериментальными сплавами, сам решает, посредством какого типа сварки будет работать, способен подобрать нужную силу тока, присадочные материалы и тип газа.
Мастер обучен гипербарической (подводной) сварке, востребован при починке плавучих сооружений и трубопроводов, находящихся в особых условиях и под высокими нагрузками.
Виды сварщиков по категориям
Кроме категорий разрядов, есть различные виды сварки, которые может выполнять тот или иной сварщик. Базовым методам обучают в ПТУ, более сложным – в процессе работы в организации.
Работа сварщика подразумевает разноплановость. Причем задачи, поставленные специалисту, могут быть различными в зависимости от компании, нанимающей на работу.
В связи с этим профессионалов разделяют на шесть категорий:
Сварщик на машинах прессовой сварки, во время которой детали соединяются при одновременном влиянии высокой температуры и пресса
Прессовая сварка – один из подвидов контактной сварки, когда для формирования шва применяется сдавливающая детали конструкция и проводится ток. Высокое сопротивление нагревает область воздействия, металл деталей соединяется между собой и образуется прочное сочленение.
Специалист работает клещами, настраивая силу прижима и время воздействия тока. При автоматизации процесса сварщик выполняет обязанности оператора, в задачу которого входит предварительная установка базовых параметров. Эта работа не требует высокого разряда, так как довольно проста.
Специалист диффузионной сварки производит работу в печах специальных сотовых конструкций
Виды деятельности сварщика при сварке на диффузионно-сварочных установках подразумевают работу в вакууме – особом закрытом пространстве. Для процесса сварки температура требуется высокая, а давление небольшое. Для таких манипуляций человеку не нужна высокая квалификация, так как работа механизирована.
Мастер электронно-лучевой сварки взаимодействует с мелкими изделиями или тугоплавкими металлами
Эта разновидность манипуляций с металлами применяется в авиастроении, космической отрасли, приборостроении. Задействуется кинетическая энергия электронов, которую формирует специальная электронная пушка.
Все действия выполняет механизм, но специалисту важно учесть все нюансы предполагаемых нагрузок и правильно рассчитать параметры, чтобы шов был крепким.
Специалист термитной сварки применяет во время работы особую смесь (термитную) в виде порошка, состоящую из оксидов металлов и алюминия
При такой разновидности сварки изготовлению шва способствует специальный порошок – термит. Расплавленная смесь направляется из бункера в огнеупорную форму. Его применяют для соединения массивных деталей в особо трудных местах (например, при ремонте рельс).
Особых навыков от мастера не требуется, от его ручной работы мало что зависит.
Газосварщик осуществляет сварку с применением газа
Такой вид сварщиков ведет свою работу при помощи горелки с пропано-кислородным или ацетиленокислородным пламенем. Газ в момент сварки подается из емкостей для хранения газов или генератора. Температура сварочного пламени может быть от +2 800 °С до +3 100 °С.
Специалисты умеют производить ремонт емкостей, работать с трубами, соединять листовые конструкции при отсутствии доступа к электричеству. Качество выполненной работы зависит от опыта сварщика.
Качество выполненной работы зависит от опыта сварщика.
Электрогазосварщик совмещает навыки работы с газом или дуговым разрядом
Самый популярный вид сварки – электродуговой. В свою очередь он также разделяется на несколько подвидов:
- ММА/РДС – работу выполняют, применяя генераторы, инверторы и трансформаторы. Ванну для сварки предварительно защищают плавким слоем покрытых электродов. В качестве присадки используют стержень из электропроводного материала. Это бюджетный способ, как по стоимости оборудования, так и по цене расходного материала. Часто используют при проведении коммунальных работ, а также на простых производствах.
- MIG/MAG – применяют сварочные аппараты типа полуавтомат, автоматически организующие подачу электрода в горелку. Сварочные ванны защищают углекислым газом или соединением аргона и углекислоты. Это универсальный, простой и занимающий мало времени метод. Таких специалистов обычно зовут на предприятия, занимающиеся изготовлением дверей и починкой автомобилей.

- TIG – сварщик этого вида сварки работает горелкой и тугоплавким электродом, находящимся в защитной среде. Применяется для взаимодействия с алюминием и легированными металлами.

Виды сварщиков по НАКС
Документ о получении разряда сварщика может быть дополнен удостоверением НАКС. Его выдает специальный аккредитованный удостоверяющий центр.
Национальное агентство контроля сварки (сокращенно НАКС) – это государственная комиссия, проводящая аттестацию специалистов сварочного производства по национальным стандартам. Документ, выданный организацией, требуется для работы со сложными конструкциями.
Оценка уровня знаний и навыков сварщиков и прочих специалистов производства по нормативам НАКС подразумевает четыре уровня:
|
Уровни аттестации |
Специальность |
Группа |
Срок действия удостоверения |
|
I уровень |
сварщики |
сварщики |
2 года |
|
II уровень |
мастера-сварщики |
специалисты сварочного производства |
3 года |
|
III уровень |
технологи-сварщики |
3 года |
|
|
IV уровень |
инженеры-сварщики |
5 лет |
Рассмотрим, какие навыки получаю аттестованные специалисты:
- Первый уровень. Специалисты, которых направили для сварки или наплавки конкретными методами плавления. Работа ведется на опасных объектах (контролируемых Ростехнадзором) вручную либо с применением полуавтоматических или автоматических систем.
- Второй уровень. Виды сварщиков на этой позиции – работники, которые оказывают письменное или устное влияние на подопечных (мастера, прорабы и т. п.). То же касается опасных производств, находящихся в поле зрения Ростехнадзора.
- Третий уровень . Специалисты, занимающие руководящие должности в конкретных подразделениях и чья подпись необходима и достаточна для применения на предприятии необходимой документации, определяющей технологию сварочных работ. Сюда относят начальников отделов, лабораторий, технических бюро, секторов, руководителей рабочих групп и т. д. Сфера деятельности – опасное производство, подконтрольное Ростехнадзору.
 Специалисты, которых направили для сварки или наплавки конкретными методами плавления. Работа ведется на опасных объектах (контролируемых Ростехнадзором) вручную либо с применением полуавтоматических или автоматических систем.
Специалисты, которых направили для сварки или наплавки конкретными методами плавления. Работа ведется на опасных объектах (контролируемых Ростехнадзором) вручную либо с применением полуавтоматических или автоматических систем.- Четвертый уровень. Руководители сварочных служб в организации, чье письменное заверение необходимо и достаточно руководству предприятия для утверждения и последующего использования нормативов по выполнению всех сварочных работ. Также это касается опасных производств, контролируемых Ростехнадзором.
 Также это касается опасных производств, контролируемых Ростехнадзором.
Также это касается опасных производств, контролируемых Ростехнадзором.Присвоение конкретного уровня по нормативам НАКС не может быть выполнено, если у сварщика нет первичной квалификации (действующего разряда). Удостоверение НАКС подтверждает возможность работать на опасных производствах, без него работник не может быть допущен к сварке.
Виды аттестации сварщиков делятся на первичную, периодическую, дополнительную и внеочередную:
- Первичная аттестация производится в том случае, если специалист ранее не работал на производстве, не осуществлял сварку или наплавочные работы.
- Периодическая аттестация. Требуется для продления срока действия ранее полученных удостоверений и подтверждения текущих навыков выполнения определенных видов работ.
- Дополнительная (требуется после первичной). Нужна, если стаж работы сварщика был прерван на более чем полгода. Также требуется, если планируется применение видов сварки, которые не были указаны в удостоверении. Необходима перед выполнением тех видов сварочных работ, которые не были названы в аттестате, при перерыве в трудовой деятельности более года; при обновлении документов Ростехнадзором.
 Необходима перед выполнением тех видов сварочных работ, которые не были названы в аттестате, при перерыве в трудовой деятельности более года; при обновлении документов Ростехнадзором.
Необходима перед выполнением тех видов сварочных работ, которые не были названы в аттестате, при перерыве в трудовой деятельности более года; при обновлении документов Ростехнадзором.Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Автоматическая сварка под флюсом: суть процесса
- Полярность постоянного тока при сварке металла
- Внеочередная. Нужна, когда специалист допускается к работе после вынужденного перерыва, связанного с временным отстранением от трудовой деятельности. Такое бывает, если сварщик совершал множество ошибок или выдавал плохое качество работы по завершению процесса сварки. Аттестация осуществляется перед тем, как приступить к работе после отстранения от выполнения тех видов сварки, которые указаны в дипломе. Решение принимается работодателем или представителями Ростехнадзора по закону.
Указанные виды деятельности сварщика и методы сварки требуют не только ответственной и качественной работы специалиста, но и опыта.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочные работы
В соответствии со ст. 8.2 Федерального закона от 26.12.2008 N 294-ФЗ «О защите прав юридических лиц и индивидуальных предпринимателей при осуществлении государственного контроля (надзора) и муниципального контроля» в целях профилактики нарушений обязательных требований приводится обобщенная практика нарушений при выполнении строительно-монтажных работ.
Свод правил «Несущие и ограждающие конструкции» — СП 70. 13330.2012. среди сводов правил, регламентирующих строительные процессы, является одним из основных. Данный свод правил разработан с целью повышения качества выполнения строительно-монтажных работ, долговечности и надежности зданий и сооружений, а также уровня безопасности людей на строительной площадке, сохранности материальных ценностей.
13330.2012. среди сводов правил, регламентирующих строительные процессы, является одним из основных. Данный свод правил разработан с целью повышения качества выполнения строительно-монтажных работ, долговечности и надежности зданий и сооружений, а также уровня безопасности людей на строительной площадке, сохранности материальных ценностей.
Раздел 10 «Сварка монтажных соединений строительных конструкций» вышеуказанного свода правил входит в Перечень национальных стандартов и сводов правил (частей таких стандартов и сводов правил), утвержденный Постановлением Правительства РФ от 26.12.2014 N 1521, в результате применения которых на обязательной основе обеспечивается соблюдение требований Федерального закона №384-ФЗ «Технический регламент о безопасности зданий и сооружений», в котором объектом технического регулирования являются здания и сооружения.
В соответствии с требованиями СП 70.13330.2012:
— Должен вестись журнал сварочных работ (ЖСР) по утвержденной форме (приложение Б СП 70. 13330.2012)
13330.2012)
— Руководство сварочными работами на монтаже и на приобъектном участке и ведение «Журнала сварочных работ» должно осуществлять лицо, имеющее документ о специальном сварочном образовании или квалификационное свидетельство повышения квалификации по сварке, возложение оформляется приказом на руководителя работ и вносится запись в ЖСР
— Сварку и прихватку должны выполнять рабочие-сварщики, имеющие профессиональный диплом (удостоверение) сварщика и квалификационное удостоверение, подтверждающие право производства сварочных работ с указанием способов сварки и типов сварных соединений.
Удостоверение сварщика для металлоконструкций выдается в соответствии с «Правилами аттестации сварщиков» (ПАС), для арматуры, арматурных и закладных изделий железобетонных конструкций в соответствии с РТМ 393-94 «Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций». В удостоверениях должна быть отметка о ежегодной переаттестации сварщиков. Сведения должны быть приведены в соответствующих разделах ЖСР.
Сведения должны быть приведены в соответствующих разделах ЖСР.
Сварщик должен ставить личное клеймо, приведенное в ЖСР, на расстоянии 40 — 60 мм от границы выполненного им шва сварного соединения: одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков и фиксацией в ЖСР.
Механическое, правильно-отрезное, кислородное, воздушно-дуговое, плазменное и сварочное оборудование должно проходить ежегодную паспортизацию с метрологической поверкой приборов.
Способы выполнения сварочных работ должны быть установлены проектной документацией и проектом производства сварочных работ (либо разделом в проекте производства работ), в зависимости от применяемых материалов (свариваемых поверхностей).
Основные причины возникновения дефектов при сварочных работах:
— не качественная подготовка свариваемых поверхностей
— не стабильное напряжение в сети (при электродуговой сварке)
— не исправное оборудование (сбои инвертора, сырые электроды и т. д.)
д.)
— выполнение сварочных работ в сложных метеоусловиях (дождь, снег, туман, отрицательные температуры)
— выполнение большого объема сварочных работ в кратчайшие сроки
— не достаточная квалификация производителей сварочных работ и их руководителей
— не достаточный операционный и строительный контроль за выполнением сварочных работ
Нарушения при сварочных работах делятся на внутренние и внешние, внешние нарушения возможно установить при визуальном контроле:
— трещины сварного шва или свариваемых конструкций
— прожог сварного шва или свариваемых конструкций
— нарушение формы сварного шва, возникновение подреза
— образование пор и твердых включений в теле сварного шва
— возникновение «свищей» и «кратеров» в теле сварного шва
— «не сплавление» и «не провар» свариваемых конструкций
В случае не качественного выполнения сварного шва, место, в котором присутствует нарушение (прожог, трещины и т.д.), является концентратором напряжений, что существенно снижает конструктивную прочность конструкции.
Важным этапом является осуществление строительного контроля уполномоченными лицами застройщика и подрядчика, который включает в том числе и контроль за соблюдением требований при выполнении сварочных работ (входной, операционный и приемочный).
Комментарии
- Комментарии
- ВКонтакте
Добавить комментарий
Download SocComments v1.3
Определение эффективности и качества работ сварщиков
admin
Admin
- #1
Друзья, представляем вашему вниманию статью «Определение эффективности и качества работ сварщиков при строительстве газопроводов на основании данных неразрушающего контроля». Авторы — Николай Наумчук (генеральный директор ООО «СМТ») и Георгий Винокурцев (заместитель генерального директора по качеству ООО «СМТ»).
Авторы — Николай Наумчук (генеральный директор ООО «СМТ») и Георгий Винокурцев (заместитель генерального директора по качеству ООО «СМТ»).
Статья посвящена определению эффективности и качества работы сварщиков при строительстве газопроводов, системе определения квалификационных разрядов сварщиков. В ней авторы делятся опытом своей работы в части увязывания качества и производительности работы сварщиков, членов их бригад с оплатой их труда в зависимости от данных лаборатории неразрушающего контроля. Авторы допускают, что многие воспримут эту статью критически, однако, по их утверждению, данная система работает у нас уже пять лет и вовсю поддерживается самими сварщиками. Именно благодаря взаимодействию с ними был определен критерий оценки их работы (простой подсчет процента брака от количества сваренных стыков был необъективен) — сварка стыков в п. м без брака, от общего метража сварки стыков сварщиками на объекте. Этот критерий позволил доказать, что сварщики, выполняющий большой объем работы, даже с учетом наличия брака, могут быть лидерами и передовиками, и соответственно рассчитывать на премию.
Администрация форума благодарить Георгия Георгиевича Винокурцева за предоставленный материал.
Необходимо войти для просмотра
Необходимо войти для просмотра
admin
Admin
- #2
Прилагаем дополнительную таблицу для большей фактологической точности.
Необходимо войти для просмотра
Ellagarto
Профессионал
-
 03.2016″ data-time-string=»15:51″ title=»06.03.2016 в 15:51″ itemprop=»datePublished»>06.03.2016
03.2016″ data-time-string=»15:51″ title=»06.03.2016 в 15:51″ itemprop=»datePublished»>06.03.2016
- #3
Я вот скажу честно, ещё ни разу не видел ни одного идеально заваренного шва, хоть одна пора но есть…
Сергей З.
Специалист
- #4
Ellagarto написал(а):
Я вот скажу честно, ещё ни разу не видел ни одного идеально заваренного шва, хоть одна пора но есть.
Нажмите для раскрытия…
 ..
..Ну это смотря чем варят. Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые. Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
UZK-Element
Мастер дефектоскопии
- #5
Сергей З. написал(а):
Ну это смотря чем варят.
Нажмите для раскрытия…
 Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые. Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые. Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.попробуй тыщевку начисто заварить.
Ellagarto
Профессионал
- #6
Сергей З. написал(а):
Ну это смотря чем варят. Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые.
Нажмите для раскрытия…
 Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.Я не имею в виду АРД я имею в виду РД сварку.
Vlad_INSI
Профессионал
- #7
почитал теоретиков. а теперь вопросы:
1. согласно советских правил присвоения разрядов 4 разряд варит на поворотных механизмах в пределах производственной базы заготовки низкого давления, 6 разряд варит г/д высокого давления в полевых условиях. как вы сварщика 6 разряда понизите до 4 и поставите варить в поле на высокое давление? максимум теоретики можете к браку КТУ привязать.
как вы сварщика 6 разряда понизите до 4 и поставите варить в поле на высокое давление? максимум теоретики можете к браку КТУ привязать.
2. на качество стыка влияют: условия, материалы, квалификация сварщика. очень часто на качество стыков на объекте зависит от долбоебизма мастера который: при копании траншеи не подумал про приямки для сварки (невозможность нормального подхода к стыку=брак), привезли сырые электроды (план горит вари=брак), привезли некондицию трубы-фасонина (снабженец в наваре, на стыке брак) и еще куева туча случайных величин типа: не заглушили торец перед сваркой, погнули центратор, не зачистили торцы, затопили траншею и т.д. и т.п. из за которых сварщик будет варить брак и все разводить руками…
по наблюдениям качество падает, требования ужесточаются. а новых сварных все меньше и меньше
Последнее редактирование:  03.2016″ data-time-string=»06:07″ title=»14.03.2016 в 06:07″ itemprop=»dateModified»>14.03.2016
03.2016″ data-time-string=»06:07″ title=»14.03.2016 в 06:07″ itemprop=»dateModified»>14.03.2016
Михаил57
Дефектоскопист всея Руси
- #8
Vlad_INSI написал(а):
почитал теоретиков. а теперь вопросы:
1. согласно советских правил присвоения разрядов 4 разряд варит на поворотных механизмах в пределах производственной базы заготовки низкого давления, 6 разряд варит г/д высокого давления в полевых условиях. как вы сварщика 6 разряда понизите до 4 и поставите варить в поле на высокое давление? максимум теоретики можете к браку КТУ привязать.
2. на качество стыка влияют: условия, материалы, квалификация сварщика. очень часто на качество стыков на объекте зависит от долбоебизма мастера который: при копании траншеи не подумал про приямки для сварки (невозможность нормального подхода к стыку=брак), привезли сырые электроды (план горит вари=брак), привезли некондицию трубы-фасонина (снабженец в наваре, на стыке брак) и еще куева туча случайных величин типа: не заглушили торец перед сваркой, погнули центратор, не зачистили торцы, затопили траншею и т.д. и т.п. из за которых сварщик будет варить брак и все разводить руками…по наблюдениям качество падает, требования ужесточаются. а новых сварных все меньше и меньше
Нажмите для раскрытия…

Все, что Вы перечислили «имеет место быть», но все эти ситуации объединяет одно — это «человеческий фактор». По другому — «не соблюдение технологической дисциплины». Соответственно и «лечить» надо участников процесса, а не железки.
Vlad_INSI
Профессионал
- #9
Михаил57 написал(а):
Все, что Вы перечислили «имеет место быть», но все эти ситуации объединяет одно — это «человеческий фактор». По другому — «не соблюдение технологической дисциплины». Соответственно и «лечить» надо участников процесса, а не железки.
Нажмите для раскрытия…
а валят все на сварщика… а чаще казнить мастера…
Gimalay2
Дефектоскопист всея Руси
-
 03.2016″ data-time-string=»16:40″ title=»14.03.2016 в 16:40″ itemprop=»datePublished»>14.03.2016
03.2016″ data-time-string=»16:40″ title=»14.03.2016 в 16:40″ itemprop=»datePublished»>14.03.2016
- #10
Vlad_INSI написал(а):
а валят все на сварщика… а чаще казнить мастера…
Нажмите для раскрытия…
Там, где стоимость исправление брака вычитают из зарплаты, сварщика не заставишь варить сырыми электродами или не осушенным аргоном.
Vlad_INSI
Профессионал
- #11
Gimalay2 написал(а):
Там, где стоимость исправление брака вычитают из зарплаты, сварщика не заставишь варить сырыми электродами или не осушенным аргоном.
Нажмите для раскрытия…

вы сейчас про газопроводы до 12 кгс говорите? я знаю всех сварщиков которые постоянно работают в городе на газопроводах… свежих лиц нет, наблюдается только миграция их из одной организации в другую. как только начинаются урезания и наебки народ разбегается по смежным конторам.
Singelschucher
Специалист
- #12
Честно говоря, не понимаю как можно на сварочных быть передовиком. Чтобы больше заварить, нужно больше времени. Скорость сварки определена условиями технологического процесса и варить быстрее — это нарушение технологического процесса (превышение скорости и сварочного тока), что происходить не должно.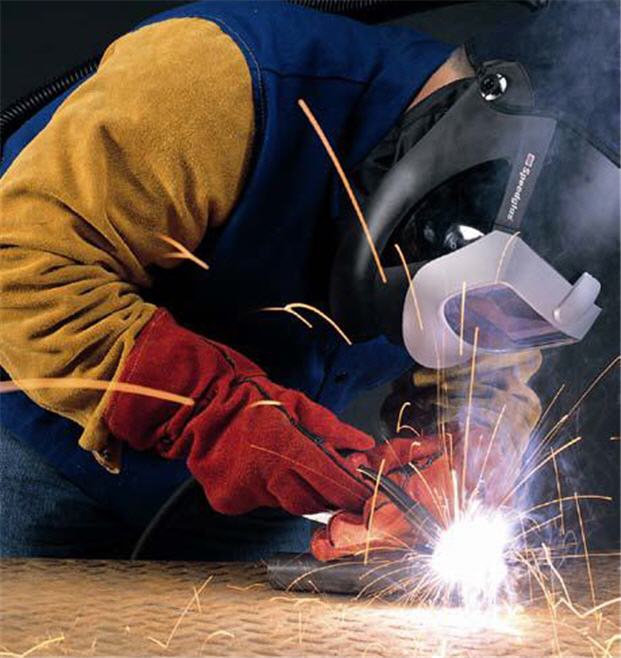 Ну, просто сварщик больше работает.
Ну, просто сварщик больше работает.
Ellagarto
Профессионал
- #13
Gimalay2 написал(а):
Там, где стоимость исправление брака вычитают из зарплаты, сварщика не заставишь варить сырыми электродами или не осушенным аргоном.
Нажмите для раскрытия…
Это был бы идеальный вариант, к сожалению не все этопонимают
Ellagarto
Профессионал
-
 04.2016″ data-time-string=»03:04″ title=»04.04.2016 в 03:04″ itemprop=»datePublished»>04.04.2016
04.2016″ data-time-string=»03:04″ title=»04.04.2016 в 03:04″ itemprop=»datePublished»>04.04.2016
- #14
Vlad_INSI написал(а):
вы сейчас про газопроводы до 12 кгс говорите? я знаю всех сварщиков которые постоянно работают в городе на газопроводах… свежих лиц нет, наблюдается только миграция их из одной организации в другую. как только начинаются урезания и наебки народ разбегается по смежным конторам.
Нажмите для раскрытия…
такая же ситуация и там где варят котлы и вспомогательные трубопроводы
AWS и сертификационные тесты CWB по сварке листов | SMF
Если вам необходимо получить сертификат по сварке конструкций в Северной Америке, вы можете пройти сертификационные тесты по сварке листов, проводимые двумя организациями: Американским обществом сварщиков (AWS) и Канадским бюро сварки (CWB).
Обе эти организации имеют хорошо зарекомендовавшие себя процедуры и процессы, которые вы можете использовать для проверки своего сварочного персонала и его сертификации, чтобы вы могли выполнять качественные сварные швы и выполнять требования клиентов для нестандартных работ по изготовлению металлических изделий, таких как стальные резервуары, тяжелые воздуховоды, промышленные тележки и промышленное оборудование доступа.
Сертификационные испытания сварки пластин AWS и CWB проходят в общей последовательности:
1. Обратитесь к инспектору для проведения испытаний
2. Попросите проверяемого сварщика выполнить сварные швы, которые вы хотите проверить
сваренный металл в образцы соответствующего размера для проверки качества
4. Испытание сварных материалов с использованием утвержденных методов испытаний
необходимое обучение. Они получают сертификаты для предоставления временных сертификатов другим сварщикам; эти сертификаты в конечном итоге должны быть проверены аккредитованной службой тестирования, такой как World Testing. Однако тесты AWS могут проводиться только внешними службами тестирования или школами.
Однако тесты AWS могут проводиться только внешними службами тестирования или школами.
Типы и положения сварных швов для сертификационных испытаний
После того, как вы определились с инспектором, вам нужно определить, какие сертификационные испытания сварки листов вы хотите провести. Существует восемь различных типов, сегментированных в соответствии с типом и положением.
Эти восемь различных сварных швов делятся на два разных типа соединений для сварки тестовых пластин: угловые швы и швы разделки .
Угловой шов соединяет две металлические пластины, расположенные перпендикулярно друг другу. Сварные швы с разделкой кромок соединяют параллельные куски металла — пространство, разделяющее их, заполняется сварным швом.
Сертификационные испытания по сварке листового металла можно проводить в четырех различных положениях:
 jpg «Горизонтальный_канавочный_сварной шов»)Плита для испытаний с горизонтальной разделочной сваркой
jpg «Горизонтальный_канавочный_сварной шов»)Плита для испытаний с горизонтальной разделочной сваркой
1\. Плоский 2\. Горизонтальный 3\. Вертикальный 4\. Накладные расходы
Плоская сварочная позиция размещает пластины таким образом, чтобы сварщик укладывал валик параллельно земле.
В горизонтальном положении , сварщик должен соединить верхнюю и нижнюю плиту, двигаясь по горизонтальной оси (слева направо или справа налево).
Вертикальное положение сварного шва в основном представляет собой горизонтальное положение сварного шва, повернутое на 90 градусов, благодаря чему сварщик должен выполнять сварку вертикально (сверху вниз или снизу вверх).
Верхнее положение считается самым трудным, но на самом деле это просто плоское положение сварки, перевернутое вверх дном. Это сложно, потому что сварщик должен заходить под пластину и сваривать снизу.
Система классификации восьми типов сварки имеет восемь соответствующих кодов , описывающих все возможные перестановки:
[ ./../../uploads/2016/04/SMF_WeldIllustrations.png » SMF_WeldIllustrations»)](https://www.southernmetalfab.com/wp-content/uploads/2016/04/SMF_WeldIllustrations.png) Позиции испытаний при сварке пластин
./../../uploads/2016/04/SMF_WeldIllustrations.png » SMF_WeldIllustrations»)](https://www.southernmetalfab.com/wp-content/uploads/2016/04/SMF_WeldIllustrations.png) Позиции испытаний при сварке пластин
• 1F — Плоское скругление • 2F — Горизонтальное скругление • 3F — вертикальное скругление • 4F — Верхнее скругление • 1G — плоская канавка • 2G — горизонтальная канавка • 3G — вертикальная канавка • 4G — накладная канавка
Многие сертификационные испытания по сварке пластин проводятся с использованием сварки разделкой, поскольку они предусматривают, что сертификация сварки разделкой также дает право сварщику выполнять угловые сварные швы в том же положении.
Кроме того**, если сварщик проходит сертификационный тест AWS, он автоматически получает сертификаты для «меньших» тестов** в той же общей категории (скругление или паз). Так, например, если сварщик пройдет сертификационный тест по сварке 4G, он также получит сертификат на должности 3G, 2G и 1G.
CWB не проводит «дедушкиных» тестов, как это делает AWS . Чтобы получить сертификат CWB на должность, сварщик должен пройти этот специальный тест.
Способы проверки качества сварного шва на образцы для испытаний
После того, как у вас есть сварной лист, он разрезается на образцы, которые будут использоваться для проверки прочности сварного шва. Если это так, сварщик получит соответствующую сертификацию. Если сварной шов не прошел испытание, сварщику придется повторить попытку.
Существует два способа проверки прочности сварного шва: разрушающий контроль и неразрушающий контроль.
Разрушающие испытания обычно включают в себя помещение образца пластины для испытаний на листогибочный пресс, чтобы проверить, не развалится ли он. Если нет, то шов проходит.
Неразрушающий контроль может быть таким же простым, как визуальный осмотр, или может включать более сложные неинвазивные методы, такие как испытание на проникновение жидкого красителя, рентгенографический контроль или рентгеновские лучи.
Сертификационные испытания по сварке пластин CWB основаны на разрушающих испытаниях , а именно на старом добром листогибочном прессе.
В сертификационных испытаниях AWS по сварке пластин особое внимание уделяется неразрушающему контролю. — визуальный осмотр и рентгенологическое обследование.
Другие различия между сертификационными испытаниями сварки AWS и CWB
Сертификационные испытания сварки AWS и CWB помимо методов испытаний различаются по трем основным признакам.
Первое отличие связано с Ограничения CWB на использование кофемолки . Чтобы соответствовать стандартам CWB, вы не можете использовать шлифовальную машину во время подготовки или для шлифовки сварного шва. Вы можете использовать его только для очистки. Согласно стандартам CWB, все подготовительные работы и очистка должны выполняться перламутровой подушечкой или кистью.
Во-вторых, CWB требует, чтобы вы останавливали и перезапускали в середине сварных швов , которые вы отправляете на тестирование. Это означает, что сварщики, желающие пройти сертификацию CWB, должны освоить завершающие сварные швы и знать, как выполнить соединение, когда они будут снова поднимать сварной шов. В противном случае готовый шов не сохранит свою целостность во время испытаний.
Это означает, что сварщики, желающие пройти сертификацию CWB, должны освоить завершающие сварные швы и знать, как выполнить соединение, когда они будут снова поднимать сварной шов. В противном случае готовый шов не сохранит свою целостность во время испытаний.
Наконец, AWS гораздо более строг, когда речь идет о мыльном камне . По сути, мыльный камень не может быть сложен в сварной шов, если он соответствует стандартам AWS. Если рентгеновский контроль обнаружит какое-либо включение (а так оно и будет), сварной шов не пройден.
Beyond Welding Certification Tests
Когда вы производите металлоконструкции на заказ, вам не обязательно выбирать, какие стандарты сварки соблюдать — это действительно зависит от клиента.
Вот почему мы в Southern Metal Fabricators вложили средства в сертификацию наших сварщиков по нескольким различным процедурам, включая те, которые соответствуют стандартам AWS, CWB и API-650, чтобы мы были готовы к работе, когда нашим клиентам требуются определенные спецификации.
Помимо бумажной работы, мы видим дополнительную ценность в получении этих сертификатов. Освоение различных процедур помогло нам создать глубокую коллективную базу знаний по сварке . Это делает нас лучшими сварщиками, способными производить более качественную продукцию по индивидуальному заказу — независимо от того, какие стандарты используются для конкретной работы.
Если у вас есть индивидуальный проект по изготовлению металлоконструкций, который требует качественных сварных швов или должен соответствовать сложным стандартам сварки, позвоните нам по номеру по телефону 1-800-9.89-1330 . Скорее всего, мы сможем сказать: «Да, мы можем это сделать!»
Спецификация процедуры сварки (WPS) Среднее значение, типы, коды, области применения
Спецификация процедуры сварки (WPS) — письменный и подробный документ по сварочным операциям. В нем дается предписанное описание процесса сварки, газов и скоростей потока, конструкции и геометрии соединения, используемых основных материалов, положения сварки, включая различные переменные.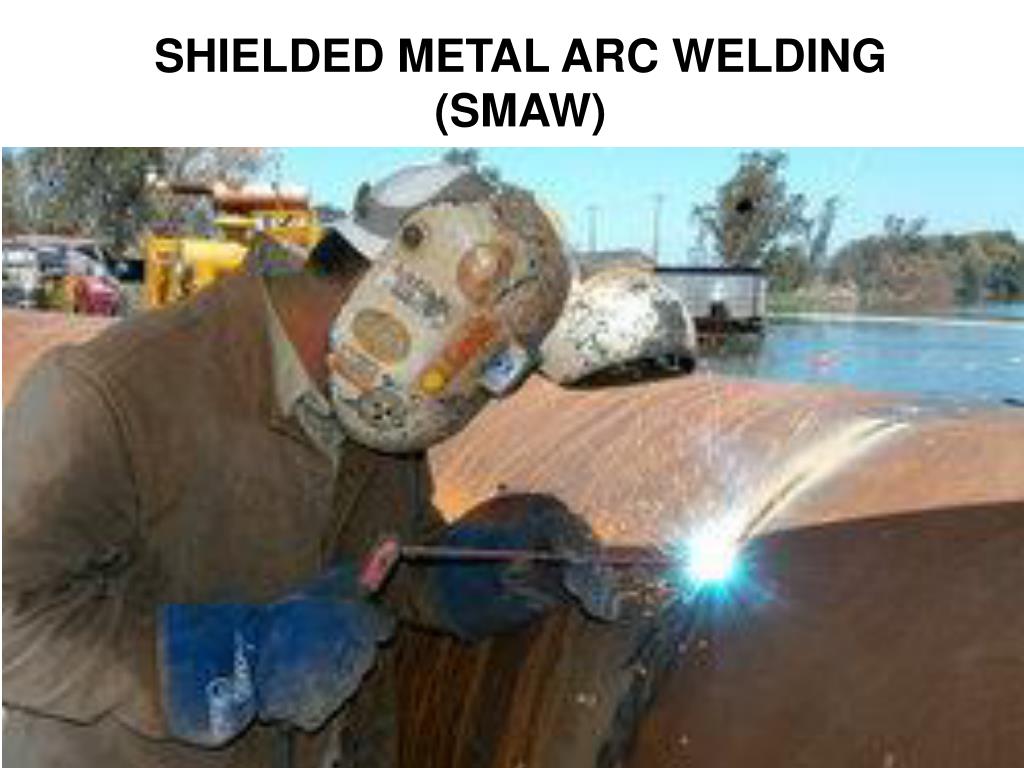 Каждый код имеет рекомендуемый формат.
Каждый код имеет рекомендуемый формат.
Основные моменты сообщения:
- Что такое Спецификация процедуры сварки?
- Зачем нам WPS?
- Типы WPS
- WPS-коды
- Как написать WPS?
- Приложения WPS
- Важность WPS
Что такое Спецификация процедуры сварки ?
WPS — это документ, содержащий процедуры сварки и рекомендации для сварщиков и операторов сварки. Документ в основном предлагает сварщикам принять его и следовать проверенным/проверенным правилам и методам сварки. Посмотрите, что говорят о требовании WPS две очень популярные сварочные организации США.
Американское общество сварщиков (AWS) определяет, что WPS является важными параметрами сварки для конкретного применения.
Американское общество инженеров-механиков (ASME) определяет WPS как письменный документ, содержащий инструкции для сварщиков и операторов сварки по выполнению сварочного производства в соответствии со сварочными нормами.
Зачем нам WPS?Спецификация процедуры сварки для сварщиков в промышленности необходима по следующим причинам.
- Процедура необходима и требуется кодом , например, AWS и ASME.
- WPS объясняет инженерам и регулирующим органам, что вы делаете на куске металла.
- Он гарантирует, что сварщики смогут выполнять качественные сварные швы .
Спецификация процедур сварки делится на два типа. Они следующие.
Prequalified WPS (PWPS)
PWPS набор письменных инструкций для сварщиков, в которых показано, как следует производить сварку. В соответствии с AWS A3.0, «Спецификация процедуры сварки в соответствии с установленными условиями конкретного кодекса или спецификации по сварке и, следовательно, приемлемая для использования в соответствии с этим кодексом или спецификацией без требования квалификационных испытаний».
В соответствии с AWS A3.0, «Спецификация процедуры сварки в соответствии с установленными условиями конкретного кодекса или спецификации по сварке и, следовательно, приемлемая для использования в соответствии с этим кодексом или спецификацией без требования квалификационных испытаний».
Квалифицированный технологический процесс (QWPS)
QWPS представляет собой набор письменных инструкций, объясняющих сварщикам, как должен выполняться сварной шов. Согласно AWS A3.0, «Стандартные термины и определения по сварке», «документ, содержащий необходимые параметры сварки для конкретного применения, чтобы обеспечить повторяемость должным образом обученными сварщиками и операторами сварки».
Коды WPSНиже приведены основные управляющие коды для WPS.
- AWS B2.1 – Стандарт на процедуру сварки и квалификацию производительности
- Раздел IX кода ASME — Существенная переменная, несущественная переменная и дополнительная существенная переменная
- Коды API и ISO
- Иностранные коды
Как правило, квалифицированный специалист может составить спецификацию процедуры сварки в четыре этапа.
1. Соберите основные материалы для сварки , такие как инструменты, типы металлов и сплавы. Сварочные работы должны проходить под наблюдением опытного человека.
2. Включите информацию , такую как процесс сварки, параметры процесса, регулирующие нормы, параметры материала, конструкцию соединения, чистоту, термическую обработку до и после сварки, присадочные металлы и подгонку соединения. Затем добавьте всю необходимую информацию в предварительная спецификация процедуры сварки (PWPS).
3. Протокол квалификации процедуры состоит из лабораторных отчетов , таких как материалы или параметры, информация, сделанная для каждого прохода, и условия окружающей среды. Кроме того, он содержит отчетов об испытаниях.
4. Напишите Спецификацию процедуры сварки , которая содержит всю правильную информацию о выполнении сварки и используемых инструментах. При подготовке WPS учитывается PQR. Затем отчет подвергается неразрушающему и разрушающему контролю. После прохождения всех испытаний составляется техническое задание на сварку.
При подготовке WPS учитывается PQR. Затем отчет подвергается неразрушающему и разрушающему контролю. После прохождения всех испытаний составляется техническое задание на сварку.
Следующие отрасли должны иметь WPS.
- Обрабатывающая промышленность – включает автомобильное и тяжелое оборудование
- Строительная промышленность
- Трубопроводная промышленность
WPS является важным документом для сварщиков по следующим причинам.
- Он дает указания сварщикам и операторам по выполнению качественных сварных швов в соответствии с требованиями кода.
- Он дополняет применимые нормы сварки .
- Это показывает навыки и квалификацию сварщиков для выполнения определенных работ путем соблюдения специальных правил и процедур.

Таким образом, информация о WPS полезна для студентов, сварщиков и профессионалов. Они разработаны не для одного сплава, а для каждого сплава материала и каждого типа выполняемой сварки. Таким образом, WPS является важным требованием к процедурам сварки в США и за их пределами.
Связанный: Другие сертификаты сварки
Различные виды сварочных работ
Узнайте, какие бывают виды сварочных работСварочные работы можно разделить на несколько категорий. Каждая отдельная категория предназначена для разных видов строительных работ. Это растущая и востребованная профессия, которая может стать для вас карьерой, если вы думаете, что готовы к этому.
Сварочные работы могут быть используется в различных непромышленных сферах . Вы можете использовать сварку для создания садового искусства и декора. Вы также можете использовать его в сельскохозяйственной или автомобильной промышленности. Он имеет неограниченные возможности в зависимости от того, какой вид сварки вы хотите изучить и использовать.
Знаете ли вы, что существует несколько видов сварочных работ? В Ming Datt представлены некоторые из наиболее распространенных сварочных работ, доступных в компании.
1. Дуговая сварка металлическим электродом в среде защитного газа (SMAW) (от 1G до 6G)Дуговая сварка металлическим электродом в среде защитного газа часто называется электродуговой или ручной сваркой. Обычно металлический стержень покрывают флюсом. Флюс поможет обеспечить защиту от чрезмерно сильного нагрева для защиты сварного шва.
При дуговой сварке защищенным металлом используются источники постоянного тока. Это одна из наиболее широко используемых форм сварки в мире, если не самая популярная. Люди обычно используют этот метод для изготовления кораблей, сосудов под давлением, резервуаров, автомобилей и приборов.
2. Дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG) (от 1G до 6G) При дуговой сварке металлическим электродом в среде защитного газа вдоль проволочного электрода используется защитный газ. Проволочный электрод используется в качестве твердого металлического электрода. Затем он будет использоваться для нагрева 2 металлических стержней и их соединения.
Проволочный электрод используется в качестве твердого металлического электрода. Затем он будет использоваться для нагрева 2 металлических стержней и их соединения.
Обычно источник постоянного напряжения и постоянного тока является наиболее часто используемым источником питания для дуговой сварки металлическим электродом в среде защитного газа. Он имеет 4 основных метода передачи:
- Шаровидный
- Короткое замыкание
- Спрей
- Импульсный распылитель
Процесс дуговой сварки в среде защитного газа хорошо подходит для сплавления и соединения низкоуглеродистой стали, нержавеющей стали и алюминия. Это высокопроизводительный метод, так как вам не нужно останавливаться, чтобы сменить стружку. Вам также не нужно часто зачищать сварной шов.
3. Дуговая сварка порошковой проволокой (FCAW) (от 1G до 6G) Метод дуговой сварки порошковой проволокой очень похож на метод дуговой сварки металлическим электродом в среде защитного газа. В методе дуговой сварки с флюсовой проволокой используется полый трубчатый электрод, заполненный флюсом. Это полуавтоматическая дуговая сварка, которая часто используется строителями во многих строительных проектах.
В методе дуговой сварки с флюсовой проволокой используется полый трубчатый электрод, заполненный флюсом. Это полуавтоматическая дуговая сварка, которая часто используется строителями во многих строительных проектах.
Электроды для дуговой сварки с флюсовой сердцевиной бывают двух видов:
- Самозащитные – расплавленный металл защищен за счет разложения и испарения флюсовой сердцевины. Тепло дуги защищает расплавленный металл.
- Газозащитный – в этом методе в дополнение к действию флюсового сердечника использовался поток защитного газа.
Будут использоваться защитные газы. Используемые газы обычно представляют собой CO2 или смесь аргона и CO2. Если это аргон + СО2, то будет 80% аргона и 20% СО2.
4. Газовая вольфрамовая дуговая сварка (GTAW/TIG) (от 1G до 6G) Метод газовой вольфрамовой дуговой сварки часто используется для сварки толстых профилей из нержавеющей стали или цветных металлов. Это самый распространенный метод для таких целей.
Это самый распространенный метод для таких целей.
В процессе газовой дуговой сварки вольфрамовым электродом для создания сварочной ванны используется неплавящийся вольфрамовый электрод. Сварочная ванна будет защищена инертным газом, которым обычно являются аргон и гелий. Вы увидите, что этот метод часто используется при изготовлении газовых и химических труб.
Что означает от 1G до 6G?
Изображение с CanvaКогда сварщики говорят «от 1G до 6G», это обычно означает положение труб и пластин, используемых при сварке. Вот что означает каждая позиция:
 Это делает соединение легким и быстрым.
Это делает соединение легким и быстрым.