Образец заполнения технологической карты на сварочные работы
Выполнение сварочных работ включает большое количество этапов. Необходимо каждый из них продумать до мельчайших деталей. Удержать большое количество параметров и предустановок в голове сложно, поэтому была изобретена технологическая карта. Здесь отображаются все шаги и действия специалиста, что способствует улучшению качества результата. Из нее сварщик черпает всю необходимую информацию о требованиях по сварочным работам, что позволяет ему выбрать оптимальный вид расходных материалов и сварочного оборудования. Благодаря такому подходу намного снизилось количество брака на производстве и улучшился контроль над качеством сварного шва.
Что такое технологическая карта сварки
Стоит в деталях рассмотреть вопрос о том, что представляет собой технологическая карта сварочных работ. Простыми словами, она является своеобразной пошаговой инструкцией, где прописана вся история выполнения работ. Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.
Если исключить все специфические термины, то можно определить, что технологическая карта является сборником технических моментов, которые определяют конечный результат. Поэтому разработка данного документа является важным этапом на пути к готовому изделию, поскольку напрямую влияет на его качество. Помимо этого, он позволяет повысить продуктивность работы сварщика, эффективнее использовать рабочее время.
Типовая операционная технологическая карта в производственный процесс была внедрена в конце 80-х годов прошлого столетия. Это было вызвано развитием технологии сварки: появилось новое оборудование, стали доступными для работы многие металлы и процесс стал более сложным в исполнении.
Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.
Особенности
На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Пример технологической карты сварки
Ниже представлена фотокопия технологической карты. Она может служить как образец заполнения:
Первая графа в документе регламентирует способ сварки. В ней обозначается выбранный для конкретного вида работ тип сварки: полуавтомат, контактная, ручная дуговая сварка и т.п.; использование защитной среды. После этого обозначается код сварки, в нашем примере – 111.
Наиболее распространенные коды сварки и их значения:
- 141 – сварочные работы выполняются ручной аргонодуговой сваркой неплавящимся электродом;
- 131 – применяются плавящиеся электроды и аргонодуговая сварка механизированная;
- 135 – работы выполняются в среде активного газа с использованием механизированной сварки и плавящихся электродов.
После этого расположена графа, информирующая о марке основного материала. Здесь вносятся данные о марке металла, который будет обрабатываться. Как правило, эти данные есть в проекте готового изделия. Оттуда можно их взять и перенести в технологическую карту. Дополнительно указывается группа металлов. Данные приведены в таблице ниже:
В графе «Наименование (шифр) НТД» указывается перечень нормативных документов, которые послужили в качестве первоисточника для заполнения технологической карты. Не составит трудностей внесение информации и в остальные графы. Их наименования дают исчерпывающую информацию о характере вносимых данных.
Выводы
Операционная технологическая карта является обязательным атрибутом сварочных работ, выполняемых на производстве. Сложно рассчитывать, что без нее специалист положит правильный сварочный шов. Становится невозможным и контроль качества, поскольку нет явных требований к сварочному процессу. Соответственно, и сопоставлять нечего.
Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Карта технологического процесса сварки
⇐ ПредыдущаяСтр 6 из 24Следующая ⇒
| ФИО | И.И. Иванов | Организация | ООО «Иванов сварка» | Клеймо | ||||||||||
Способ сварки | РАД(141)+МП(135) | Основной материал (марка) | Ст20, М01 | |||||||||||
Наименование (шифр) НТД | ПБ-03-273-99, РД 03-495-02, СНиП 3.05.05-84; СНиП 3.03.01-87, ГОСТ 16037 | |||||||||||||
Тип шва | СШ | Типоразмер, мм |
| |||||||||||
Тип соединения по НТД | С17, ГОСТ16037-80 | Диаметр | 48 | |||||||||||
Положение шва
| Н45 | Толщина | 4 | |||||||||||
Вид соединения | ос, бп | |||||||||||||
Сварочные материалы (марка, стандарт, ТУ) | Способ сборки и требования прихваткам | 4 прихватки | ||||||||||||
длиной 25-30 мм высотой 2.5 мм | ||||||||||||||
Св-08Г2С ГОСТ2246, аргон высшего сорта ГОСТ10157, двуокись углерода высш. сорта ГОСТ 8050 | Сварочное оборудование | ESAB | ||||||||||||
Технологические параметры сварки
| Номер валика (шва) | Способ сварки | Диаметр электро-да или проволоки, мм | Род и поляр-ность тока | Сварочный ток, А | Напря-жение, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | Расход защитного газа, л/мин |
| 1 | РАД | 2.0 | постоян., прямая | 60-90 | 10-12 | — | — | 8-10 |
| 2 | МП | 1.2 | постоян., обратн. | 80-120 | 18-20 | — | — | 10-14 |
Дополнительные параметры технологии сварки: | Дополнительные параметры режима сварки: | ||||||
Вольфрамовый электрод | СВИ-1 , d 3.0 мм | Ширина валика прохода, мм | усиление до 20 | ||||
| (марка, диаметр) | |||||||
| Флюс | — | Толщина валика прохода, мм | 2-3 | ||||
Защитный газ | Аргон высш.сорта ГОСТ10157, двуокись углерода высш. с. ГОСТ8050 | Вылет электрода, мм | не более 15 | ||||
| Способ защиты обратной стороны шва | — | Расстояние сопла горелки от изделия, мм | 6-8 | ||||
Амплитуда колебаний, мм
| — | ||||||
Режим предварительного подогрева | — | Частота колебаний, мин-1 | — | ||||
Режим сопутствующего подогрева | — | Значение параметров импульсного режима: | |||||
Температура при сварке | — | Ток импульса, А | — | ||||
| Длительность импульса, с | — | ||||||
Режим термообработки
| — | Ток паузы, А | — | ||||
| Длительность паузы, с | — | ||||||
Дополнителные технологические требования по сварке:
1. Сборку выполнять самостоятельно. Предъявить контролеру.
2. Сварку выполнить в два полуоборота снизу в четыре прохода.
3. Замаркировать стоп-точки в первом и последнем проходе.
4. Клеймо сварщика разместить на расстоянии 20-25 мм от края сварного шва.
Методы контроля качества
| Наименование (шифр) НТД | Объем контроля (%, кол. образцов) | ||||
1. Визуальный и измерительный. 2. Визуальный и измерительный. 3. Радиографический. 4. Радиографический. 5. Ультразвуковой. 6. Капиллярный. 7. Магнитопорошковый. 8. Исследование макроструктуры. 9. Испытание на статический изгиб (сплющивание). 10. Испытания на излом. 11. Другие испытания | РД 03-606-03; СНиП 3.05.05-84; СНиП 3.03.01-87, ГОСТ 7512, СНиП 3.05.05-84; СНиП 3.03.01-87,
ГОСТ 6996
| 100%
100%
4 образца
| ||||
Разработал: 16 сентября 2013 г.
Утвердил: 17 сентября 2013 г. |
Инженер Петров П.П. (должность, ф.и.о.)
Главный сварщик Федоров Ф.Ф. (должность, ф.и.о.) |
(подпись)
(подпись) | ||||
Приложение 3
Технологическая карта по сварке должна содержать следующие данные:
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
.
При строительстве объекта на производстве должен находиться комплект
Приложение 4.
Практическая работа№6
Рекомендуемые страницы:
эксплуатация сварочного аппарата, производственные инструкции
При любом производстве составляется технологическая карта, представляющая собой своеобразный план, согласно которому должно проходить поэтапное выполнение необходимых операций. Производственные инструкции по сварке не являются исключением.
Такой документ предназначен для непосредственного исполнителя и контролера качества продукции. При работе инструкция по сварке помогает учитывать все технологические особенности производственного процесса, что облегчает работу и способствует получению качественного шва.
Что содержится в технологической карте
Инструкция по сварочным работам в краткой форме содержит указания о сварке конкретных или однотипных соединений. В этом нормативном документе указываются характеристики оборудования, которое рекомендуется применять, последовательность проведения этапов процесса, контроль каждого этапа и окончательный. Может быть указано не определенное оборудование, а предложен выбор на усмотрение руководителя работ.
Технологическая инструкция по сварке разрабатывается на основании имеющихся стандартов и нормативных материалов в этой области. Также учитываются руководящие документы и технические условия.
Инструкция на сварочные работы содержит несколько разделов. В начале документа обозначается область его применения. Также содержатся ссылки на руководящие документы. В одном из начальных разделов даются указания о том, какая подготовка перед началом процесса должна быть проведена. Затем указывается последовательность переходов между различными операциями. В заключение даются указания контроля сварного соединения и методы исправления дефектов при их обнаружении.
В руководящем документе обязательно должны быть указаны марки свариваемых металлических изделий и способы, применимые к данному виду. Также указывается тип сварного шва, который в результате должен получиться, его размеры и конфигурация. В состав технологических карт входят чертежи, на которых должны использоваться условные обозначения, указанные в нормативных документах. На чертежах должны быть проставлены допускаемые отклонения.
Также указывается положение, в котором должны находиться свариваемые детали, требования к прихваткам, количество слоев, параметры сварки: скорость, напряжение, сила тока, диаметр электрода или проволоки, вид защитного газа, полярность тока, угол наклона электрода и подобные параметры и характеристики.
Также указываются надежные способы фиксации свариваемых металлических элементов. Сообщаются сведения о необходимом количестве исполнителей для данной работы и расчетное время для выполнения каждой операции. Приводится расчет необходимого количества расходных материалов. Важной составляющей является перечень последовательности всех действий, совершаемых во время процесса. Поскольку сварка является действием повышенной опасности, при изучении технологической инструкции особое внимание следует обратить на указанные там меры безопасности.
Кем разрабатывается документ и где он хранится
Технологическая инструкция по сварке должна разрабатываться специалистами в этой области, имеющими профильное образование. Кроме высшего наличия высшего образования необходим практический опыт работы на производстве. Внизу документа должна быть указана должность и фамилия разработчика и проставлена его подпись и дата выпуска.
Разработка документа производится на основе тщательного анализа свариваемого металла и требований к надежности сварного соединения. На основании этого подбирается тип сварки и применяемое для этого оборудование.
Утверждается этот документ руководителем организации, силами которой производятся сварочные работы. В отделе главного сварщика должны храниться все технологические карты, разработанные для разных типов сварочных соединений. При необходимости в них вносятся коррективы и выпускаются извещения об изменениях. Каждой карте присваивается идентификационный номер, который заносится в каталог. В дальнейшем этот номер заносится в техническую документацию.
При выходе на смену сварщику вручаются технологические карты на те типы сварочных работ, которые ему необходимо выполнить. При контроле специалисты этого профиля также используют этот документ. Контроль может производиться на нескольких этапах процесса. При обнаружении отступления от техпроцесса составляется соответствующий акт.
Требования к сварочному оборудованию
Инструкция по эксплуатации сварочного аппарата должна содержать характеристики применяемого оборудования, его устройство, особенности размещения, способы подключения к источнику тока.
К технологической карте должна быть приложена инструкция сварочного аппарата. Это поможет грамотно выполнять имеющиеся указания.
Интересное видео
Технологическая карта сварки
Технологическая карта сварки – документ, который является результатом разработки технологии сварки конкретного соединения. В нем записаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта сварки содержит в себе:
1. сведения о основном металле;
2. сведения о качестве и подготовке соединения под сварку: данные о разделке, о количестве и расположении прихваток, данные о предварительной очистке кромок;
3. данные о фиксации свариваемого изделия и о возможном подогреве;
4. сведения об используемом сварочном оборудовании и сварочных материалах;
5. сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др.;
6. сведения о форме сварного соединения и способах контроля качества сварного соединения.
Разработка технологической карты сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Наша организация имеет большой опыт в разработке технологических карт сварки и подобных инструкций по технологии сварки
Ниже приведен пример разработанной нашими специалистами технологической карты сварки
|
ФИО |
И.И. Иванов |
Организация |
ООО «Иванов сварка» |
Клеймо |
|
|||||||||
|
Способ сварки |
РАД(141)+МП(135) |
Основной материал (марка) |
Ст20, М01 |
|||||||||||
|
Наименование (шифр) НТД |
ПБ-03-273-99, РД 03-495-02, СНиП 3.05.05-84; СНиП 3.03.01-87, ГОСТ 16037 |
|||||||||||||
|
Тип шва |
СШ |
Типоразмер, мм |
|
|||||||||||
|
Тип соединения по НТД |
С17, ГОСТ16037-80 |
Диаметр |
48 |
|||||||||||
|
Положение шва
|
Н45 |
Толщина |
4 |
|||||||||||
|
Вид соединения |
ос, бп |
|||||||||||||
|
Сварочные материалы (марка, стандарт, ТУ) |
Способ сборки и требования прихваткам |
4 прихватки |
||||||||||||
|
длиной 25-30 мм высотой 2.5 мм |
||||||||||||||
|
Св-08Г2С ГОСТ2246, аргон высшего сорта ГОСТ10157, двуокись углерода высш. сорта ГОСТ 8050 |
Сварочное оборудование |
ESAB |
||||||||||||
Технологические параметры сварки
|
Номер валика (шва) |
Способ сварки |
Диаметр электро-да или проволоки, мм |
Род и поляр-ность тока |
Сварочный ток, А |
Напря-жение, В |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
Расход защитного газа, л/мин |
|
1 |
РАД |
2.0 |
постоян., прямая |
60-90 |
10-12 |
— |
— |
8-10 |
|
2 |
МП |
1.2 |
постоян., обратн. |
80-120 |
18-20 |
— |
— |
10-14 |
|
Дополнительные параметры технологии сварки: |
Дополнительные параметры режима сварки: |
||||||
|
Вольфрамовый электрод |
СВИ-1 , d 3.0 мм |
Ширина валика прохода, мм |
усиление до 20 |
||||
|
(марка, диаметр) |
|||||||
|
Флюс |
— |
Толщина валика прохода, мм |
2-3 |
||||
|
Защитный газ |
Аргон высш.сорта ГОСТ10157, двуокись углерода высш. с. ГОСТ8050 |
Вылет электрода, мм |
не более 15 |
||||
|
Способ защиты обратной стороны шва |
— |
Расстояние сопла горелки от изделия, мм |
6-8 |
||||
|
Амплитуда колебаний, мм
|
— |
||||||
|
Режим предварительного подогрева |
— |
Частота колебаний, мин-1 |
— |
||||
|
Режим сопутствующего подогрева |
— |
Значение параметров импульсного режима: |
|||||
|
Температура при сварке |
— |
Ток импульса, А |
— |
||||
|
Длительность импульса, с |
— |
||||||
|
Режим термообработки
|
— |
Ток паузы, А |
— |
||||
|
Длительность паузы, с |
— |
||||||
Дополнителные технологические требования по сварке:
1. Сборку выполнять самостоятельно. Предъявить контролеру.
2. Сварку выполнить в два полуоборота снизу в четыре прохода.
3. Замаркировать стоп-точки в первом и последнем проходе.
4. Клеймо сварщика разместить на расстоянии 20-25 мм от края сварного шва.
|
Методы контроля качества
|
Наименование (шифр) НТД |
Объем контроля (%, кол. образцов) |
|
1. Визуальный и измерительный. 2. Визуальный и измерительный. 3. Радиографический. 4. Радиографический. 5. Ультразвуковой. 6. Капиллярный. 7. Магнитопорошковый. 8. Исследование макроструктуры. 9. Испытание на статический изгиб (сплющивание). 10. Испытания на излом. 11. Другие испытания |
РД 03-606-03; СНиП 3.05.05-84; СНиП 3.03.01-87, ГОСТ 7512, СНиП 3.05.05-84; СНиП 3.03.01-87,
ГОСТ 6996
|
100%
100%
4 образца
|
|
Разработал: 16 сентября 2013 г.
Утвердил: 17 сентября 2013 г. |
Инженер Петров П.П. (должность, ф.и.о.)
Главный сварщик Федоров Ф.Ф. (должность, ф.и.о.) |
(подпись)
(подпись) |
Технологическая карта урока по специальности «Сварочное производство» «Сварка пластин в горизонтальном положении шва»
БПОУ ОО «орловский технический колледж» |
Технологическая карта открытого урока |
Сварка пластин встык в горизонтальном положении шва |
Орёл-2019г. Мастер производственного обучения |
Поскотин Игорь Владимирович
БПОУ ОО «орловский технический колледж»
Технологическая карта урока № ______
Дата ______________Группа __25-СВ___
Специальность 22.02.06 Сварочное производство
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК . 01.01 Технология сварочных работ
Тема урока. Сварка пластин встык в горизонтальном положении шва.
Цели урока: Формирование у студента умений и навыков по учебному материалу.
Должны уметь :
-организовывать рабочее место сварщика;
-выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или обработки конкретной конструкции или материала;
-использовать типовые методики выбора параметров сварочных технологических процессов;
-применять методы устанавливать режимы сварки;
-рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или конструкции;
Должны знать:
-виды сварочных участков;
-виды сварочного оборудования, устройство и правила эксплуатации;
-источники питания;
-оборудование сварочных постов; технологический процесс подготовки деталей под сборку и сварку;
-основы технологии сварки и производства сварных конструкций;
-методику расчѐтов режимов ручных и механизированных способов сварки;
-основные технологические приѐмы сварки и наплавки сталей, чугуна, цветных металлов;
-технику безопасности проведения сварочных работ и меры экологической защиты окружающей среды.
Формирование УУД — умение учиться, то есть способность человека к самосовершенствованию через усвоение нового социального опыта.
Регулятивные действия:— Учиться умению ставить себе конкретную цель, планировать свою жизнь, прогнозировать возможные ситуации.
Познавательные действия: -Развивать общеучебные умения
по структурированию знаний, вести контроль и оценку происходящих процессов ,а так же результатов своей и другой деятельности.
Коммуникативные действия: — планирование учебного сотрудничества с преподавателем и со сверстниками
Обеспечивать ценностно-смысловую ориентацию учащихся –это значит уметь соотносить поступки и события с принятыми этическими принципами, знание моральных норм и умение выделить нравственный аспект поведения, а также ориентацию в социальных ролях и межличностных отношениях.
Общие компетенции ОК1-ОК6
Профессиональные компетенции: ПК01-ПК03
Словарь урока: электрододержатель, заходные планки.
Тип урока: Урок закрепления знаний и отработки умений и навыков по теме.
Методы обучения: беседа, показ слайдов, работа с инструкционной картой.
Методы контроля: Повторение теоретического материала: проверка знаний по данной теме (устный опрос).
Междисциплинарные связи: физика, техническая механика, электротехника
Место проведения: мастерская
Оснащенность урока: плакаты, презентация, металлический пластины, сварочный аппарат и сварочные принадлежности.
ТСО: проектор, экран, компьютер.
Литература (основная, дополнительная)
Сварка и резка материалов М Д Банов Ю В Казаков М Г Козулин 2010 400с
Сварочные работы В И Маслов 2015г
— Технология ручной дуговой и плазменной сварки и резки металлов В В Овчинников 2010г
— Подготовительные сварочные работы В В Овчинников 2015г
-Технология газовой сварки и резка металлов В В Овчинников 2015г
-Дефектация сварных швов и контроль сварных соединений В В Овчинников 2013г
-Контроль качества сварных соединений В В Овчинников 2009г
-Сварка и резка деталей из различных сталей цветных металлов и их сплавов чугунов во всех
пространственных положениях (практикум) В В Овчинников 2015г
Интернет ресурсы:
https://svarkaed.ru/svarka/shvy-i-soedineniya/kak-svarit-gorizontalnyj-shov.html
УУД.ОК, ПК
1.этап (2 мин.)
Организационный момент
Приветствие, психологическая установка на привлечение внимания студентов к занятию, подготовка рабочего места
Приветствуют мастера ПО
Выполняют указания мастера. Готовят рабочее место.
ПК-1- ПК-3
ОК-1 ОК6
2 этап (8 мин.)
Актуализация опорных знаний
Провожу устный опрос проверки знаний по пройденной теме «Технологическая прочность и свариваемость металлов»
вопросы:
1.какие бывают трещины при сварке
2. Что такое горячие трещины
3. Причинами образования горячих трещин при сварке являются:
4. Что такое холодные трещины
5. Причинами образования холодных трещин при сварке являются:
6. Свариваемость металлов
Свариваемость – это свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, которое отвечает всем требованиям, обусловленным конструкцией и эксплуатацией изделия,
Отвечают на поставленные вопросы, находят правильные ответы, выбирают критерии своего поведения.
Ответы на вопросы:
1. Горячие и холодные трещины.
2. Горячие трещины — это хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии
3. Причинами образования горячих трещин при сварке являются:
большое количество вредных примесей (особенно серы и фосфора) в металле свариваемых заготовок;
наличие в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающие связь между зернами;
жесткое закрепление свариваемых заготовок или повышенная жесткость сварного узла, затрудняющая перемещение заготовок при остывании.
4. Холодные трещины — это локальные меж- или транскристаллические разрушения сварных соединений, образующиеся в металле при остывании до относительно невысоких температур (как правило, ниже 200 °С) или при вылеживании готового изделия.
5. Чаще всего холодные трещины возникают в переходной зоне вследствие неправильной техники сварки или неправильно выбранного присадочного материала
.6. Свариваемость – это свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, которое отвечает всем требованиям, обусловленным конструкцией и эксплуатацией изделия,
ПК-1- ПК-3
ОК-1 ОК6
3 этап (2мин)
Мотивация учебной деятельности
Сообщаю информацию, раздаю инструкционные карты
Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является электросварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для сварки электросваркой.
—
Слушают и осмысляют
ПК-1- ПК-3
ОК-1 ОК9
4 этап (3 мин.)
Целеполагание и планирование
Запишите число, тему урока» Сообщаю цель и задачи урока
Тема урока. Сварка пластин встык в горизонтальном положении шва
Цели урока: Сформировать у студента знания и умения по учебному материалу «Сварка пластин встык в горизонтальном положении шва»
Задачи урока: изучить учебный материал по теме «Сварка пластин встык в горизонтальном положении шва», научить производить соответствующие работы.
Слушают, записывают тему урока, знакомятся со средствами реализации целей
ПК-1- ПК-3
ОК-1 ОК9
5 этап (30 мин.)
Восприятие и первичное осознание учащимися материала
ОСОБЕННОСТИ СВАРКИ СОЕДИНЕНИЙ ПО ГОРИЗОНТАЛИ
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
Нужно стараться держать электрододержатель так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому надо наклонять электрод под большим углом, чтобы этого не произошло.
Сварка горизонтальных швов включает в себя следующие этапы:
Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться. Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей.
Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.
Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
СЛОЖНОСТИ, ВОЗНИКАЮЩИЕ В ПРОЦЕССЕ СВАРКИ
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
Расплавленный металл может вытекать из сварочной ванны.
Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.
Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.
ПАРАМЕТРЫ ТОКА И ПЕРЕМЕЩЕНИЕ ЭЛЕКТРОДА
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.
В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
Если же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Слушают. Сообщение мастера ПО, выполняют необходимые записи в рабочую тетрадь
ПК-1- ПК-3
ОК-1 ОК9
Показ видео-презентации «Сварка пластин в горизонтальном положении шва»
ПК-1- ПК-3
ОК-1 ОК9
6 этап (40мин.)
Практическая работа
1. Инструкция по технике безопасности.
Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
2. Раздача инструкционных карт
3. Практическая работа по свариванию пластин в горизонтальном положении шва.
Слушают инструкцию по ТБ.
Изучают инструкционную карту.
Выполняют сварочные работы.
ПК-1- ПК-3
ОК-1 ОК9
7 этап (4 мин.)
Рефлексия и оценивание
Оцениваю в целом работу группы на занятиях и в отдельности каждого студента.
Предлагаю самим студентам подвести итоги занятий и оценить полученные умения.
Умения своих товарищей.
Выражают отношение к занятию, слушают и осмысляют итоги урока
ПК-1- ПК-3
ОК-1 ОК9
8 этап (1мин.)
Сообщение домашнего задания
Зачитываю домашнее задание на самостоятельную работу по подготовке к следующим занятиям.
Литература: -Контроль качества сварных соединений В В Овчинников 2009г
Стр.______________
Слушают, задают вопросы, записывают в тетрадь.
ПК-1- ПК-3
ОК-1 ОК9
Преподаватель _____________________________________________________
Технологическая карта на сварочные работы
Темы: Технология сварки.
Типовая технологическая карта на сборочно-сварочные работы (МК/КТП) представлена в табл. 1.
Другие страницы, по теме
Технологическая карта на сварочные работы
:
Кодовое обозначение операции указывают в МК, КТП (КТТП) в графе «Код, наименование операции» на строке с символом «А», в ОК в графе «Код операции», в ВО (ВОб) на строке с символом «В» в графе «Код, наименование операции».
Кодовое обозначение операции соответствует структуре:
Кодовые обозначения сборочно-сварочных операций (поз. 1 — 4) приведены в табл. 2.
Поз. 5, 6 устанавливают конкретизацию признаков классификации и кодов (в соответствии со спецификой отрасли).
В графе «Обозначение документа» указывают обозначения нормативных документов, применяемых при выполнении данной операции.
Таблица 1. Технологическая карта сборочно- сварочных работ МК/КТП.
Карта МК/КТП содержит строки А, Б, К1М, Р (А — название операции и ее номер; Б описание оборудования; КIМ — комплектация/ материалы; Р — режим).
Информация, вносимая в строку с символом «А». В графах «Цех», «Уч.», «РМ» строки указывают соответственно номер (код) цеха, участка, рабочего места, где выполняется операция (или их буквенные наименования).
В графу «Опер.» заносят номер операции. В графе «Код, наименование операции» указывают унифицированное обозначение операции ТП.
Информация, вносимая в строку с символом «Б». В графу «Код, наименование оборудования» вписывают его код, краткое наименование или модель и инвентарный номер.
Остальные графы характеризуют трудозатраты.
В графе «СМ» — «Степень механизации» указывают степень механизации кодом или индексами: РС — ручная сборка, МС — механизированная сборка, в приспособлении, сборка по разметке.
В графе «Проф.» приводят код профессии рабочего (сборщик или сварщик).
В графе «Р» дают разряд рабочего.
В графу «УТ» — «Условия труда» — вписывают индекс: легкие (Л) или вредные (В).
В графе «КР» — «Количество работающих » — указывают число занятых на операции рабочих.
В графе «КОИД» — «Количество одновременно изготовляемых деталей» — вносят число деталей при выполнении одной операции.
В графе «ЕН» — «Единица нормирования » — называют норму расхода материала или норму времени.
В графе «ОП» — «Объем партию) — указывают ее объем в условиях серийного производства в штуках.
Графа «Кшт» — «Коэффициент штучного времени» — соответствует многостаночному обслуживанию, и для сварочных работ ее не заполняют.
В графах «Тп .-з» и «Тшт» указывают нормы подготовительно-заключительного и штучного времени на выполнение операций, выбираемые на основе общемашиностроительных и отраслевых нормативов.
Информация, вносимая в строку с символом «К». В графе «Наименование деталю) дают ее название по ЕСТд, допускается указывать в этой графе марку материала.
Графы «Обозначение, код» и «ОПП» (откуда поступает партия) заполняют в соответствии с ЕСТД, обычно в графе «ОПП» сообщают номер цеха.
В графе «ЕМ» — «Единица измерения массы» — приводят массу изделия в килограммах.
В графе «ЕН» — «Единица нормирования» — указывают норму расхода материала в килограммах.
В графу «КИ» вписывают число изготовляемых изделий.
В графе «Нрасх » указывают норму расхода материалов.
Информация, вносимая в строку с символом «М». В графе «Материал» указывают сортамент, марку материала, размер, обозначение стандарта или ТУ.
При сварке в этой графе дают также марку, диаметр присадочного материала, размер электродов, а при пайке — марку, вид припоя (проволока, фольга, порошок), диаметр и толщину припоя, данные о флюсах, средах.
При раскрое материалов в этой графе указывают профиль и размер исходной заготовки, общее число получаемых из нее деталей, коэффициент раскроя материала заготовки, норму расхода материала и Т.П.
Информация, вносимая в строку с символом «Р». В соответствующие графы вписывают информацию о технологических параметрах режима сварки: тип шва, катет и длину шва в миллиметрах, положение шва, полярность тока, напряжение, ток и скорость подачи проволоки.
Таблица 2. Коды сборочно-сварочных операций в технологической карте
| Форма записи операции | Код |
| Сварка | 9000 |
| Контактная сварка | 9010 |
| Диффузионная сварка | 9020 |
| Дуговая сварка | 9030 |
| Дуговая сварка: | |
| — покрытым электродом | 9031 |
| — порошковой проволокой | 9034 |
| — сварка под флюсом | 9035 |
| — в инертных газах плавящимся электродом | 9039 |
| — в инертных газах неплавящимся электродом с присадочным металлом | 9041 |
| — в инертных газах неплавящимся электродом без присадочного металла | 9042 |
| — сварка в углекислом газе сплошной проволокой | 9043 |
| — в углекислом газе порошковой проволокой | 9044 |
| — в углекислом газе неплавящимся электродом с присадочным металлом |
9045 |
| — в углекислом газе неплавящимся электродом без присадочного металла | 9046 |
| — в смеси инертных и активных газов плавящимся электродом | 9051 |
| — в вакууме плавящимся электродом | 9056 |
| — в вакууме неплавящимся электродом с присадочным металлом | 9057 |
| — в вакууме неплавящимся электродом без присадочного металла | 9058 |
| Электрошлаковая сварка | 9061 |
| Электронно-лучевая сварка |
9062 |
| Плазменная сварка | 9063 |
| Газовая сварка | 9068 |
| Резка: | |
| — кислородная | 9172 |
| — кислородно-флюсовая | 9176 |
| — плазменно-дуговая | 9176 |
| Операция: | |
| -сборочно-подготовительная | 8862 |
| — сборочно-монтажная | 8863 |
|
— слесарно-сборочная |
8864 |
| Термическая обработка | 5000 |
|
Комплексный контроль геометрических параметров |
0260 |
| Контроль неразрушающий: | |
| — акустический | 0376 |
| — вихретоковый | 0377 |
| -магнитный | 0378 |
| — радиационный | 0382 |
| — проникающими веществами | 0386 |
| Испытания: | |
| — механические | 0620 |
| — на герметичность | 0675 |
| Перемещение | 0400 |
| Транспортирование | 0401 |
| Складирование | 0440 |
| Правка | 2156 |
|
Комплектование |
0418 |
| Крепление | 0112 |
| Базирование | 8801 |
| Разметка | 0101 |
|
Гибка |
2129 |
При записи применяют условные обозначения, приведенные в табл. 3.
Таблица 3. Буквенные обозначения и значки в технологической карте на сварочно-сборочные работы
| Показатель | Обозначение |
| Длина | L,l |
| Ширина | В,b |
| Высота, глубина | H,h |
| Толщина | S |
| Диаметр | D,d |
| Радиус | R,r |
| Межосевое и межцентровое расстояния | А,а |
| Углы | α, β, γ и др. |
| Ширина шва | В |
| Выпуклость шва | G |
| Шаг прерывистого шва | T |
| Катет углового шва | |
| Вогнутость углового шва | |
| Расчетная высота углового шва | P |
| Толщина углового шва | A |
| Сила тока | I |
| Напряжение дуги | Uд |
| Напряжение холостого хода источника питания | Uхх |
| Скорость: | |
| -сварки | Vсв |
| — подачи проволоки | Vп. п |
| Количество | N,n |
| Плотность | ρ |
| Количество наплавленного металла | Qн |
| Коэффициент наплавки | αн |
| Притупление кромок | С |
| Положение шва: | |
| -в лодочку | Л |
| -нижнее | Н |
| — горизонтальное | Г |
| — полугоризонтальное | ПГ |
| — полупотолочное | ПП |
| — вертикальное | В |
| — полувертикальное | Пв |
| Полярность: | |
| -прямая | П |
| -обратная | О |
| Коэффициент загрузки оборудования | Кз |
В строках, обозначенных в карте МК/КТП номерами, указывают содержание технологических операций и переходов с индексом «О». При этом установки обозначают буквами А, Б, В и т.д.
Примеры заполнения строк карты МК/КТП приведены в таблицах 4 и 5.
Таблица 4. Технологическая карта на сварочные работы : пример заполнения строк «К», «М», «Р».
Таблица 5. Технологическая карта на сварочные работы : пример заполнения строк с символами «А» и «Б».
Разработанные ТП утверждают в установленном порядке. Подписи лиц, разработавшего и проверившего документ, а также ответственного за нормоконтроль, обязательны. Если все разрабатывал один человек, то он ставит свою подпись один раз — в графе «Разработал».
- < Вольт-амперная характеристика сварочной дуги
- Технологический процесс сварки >
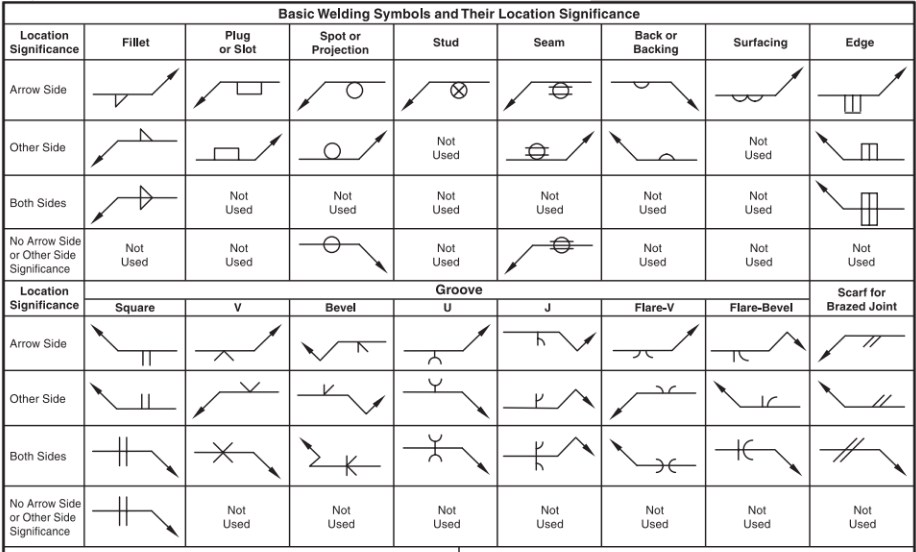
Руководство и таблица символов сварки. Соединение всех типов (угловой шов и шов с канавкой)
Руководство по символам сварки и таблица Угловой шов и шов с разделкой кромок — Живые существа изобрели язык для общения с другими людьми. Язык может помочь людям достичь того, чего они хотят, а более широкому сообществу — достичь чудес. Благодаря человеческому языку мы, люди, можем достичь вершины развития, с которой в настоящее время не может соперничать ни одно другое существо.
Даже у нас (людей) развитие может быть разным и зависит от множества факторов, включая язык, используемый в обществе.Развитое сообщество часто имеет сложную языковую структуру (например, английский, немецкий и арабский), которая помогает членам сообщества взаимодействовать друг с другом, избегая недопонимания.
Сложность языка также проявляется в конкретной деятельности. Например, когда одно и то же слово используется по-разному, когда мы занимаемся разными делами. Доказано, что использование языка для определенной цели более эффективно, чем использование языка в целом.
В такой области работы, как инженерия, существует так много терминов, которые заставят ученых почесать головы в замешательстве, не обязательно потому, что они глупы, а потому, что они не привыкли к тому, как применяется язык. Кроме того, инженерная сфера помимо самих слов включает рисунки и символы. Дать вам достаточно информации о том, почему так важно эффективное и действенное общение.
Таблица символов сварных швов AWS для всех типов соединений:
КОНКРЕТНЫЙ ЯЗЫК ПРИ СВАРКЕ.
Теперь в сварке есть набор языка, который нужно освоить самому, это символы сварки. Символ сварки — это эффективный способ сообщить рабочим о необходимости сварки. Символ, содержащий несколько строк, какую-то странную форму, достаточно слов, но так много информации. Хотя в разных регионах могут быть небольшие различия, синтаксис обычно выглядит следующим образом:
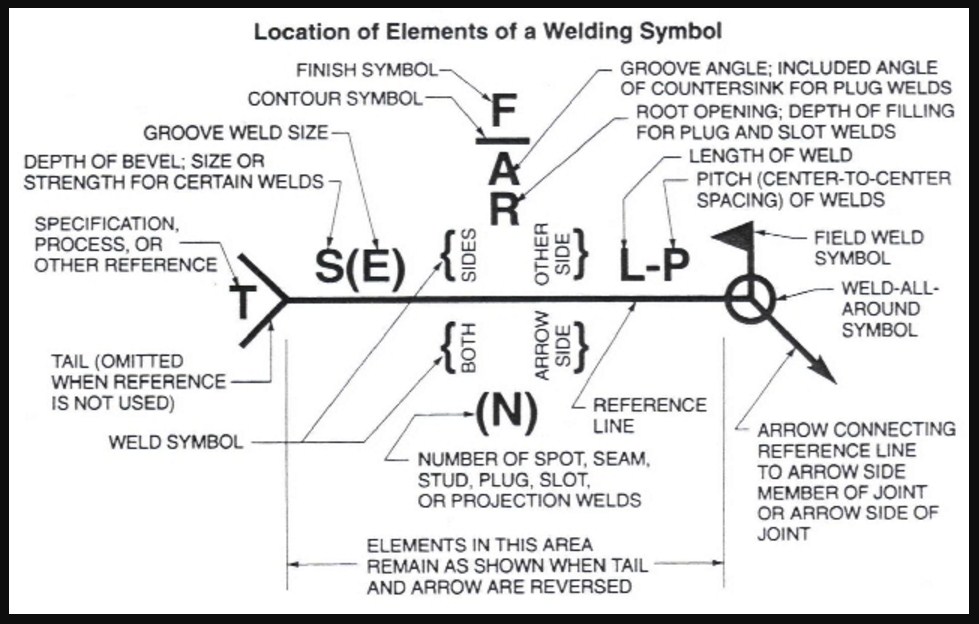 Рисунок 1. Элементы символов сварки
Рисунок 1. Элементы символов сваркиВыглядит довольно безумно, правда? Представьте, что если так много информации записано словами, на это могут уйти страницы, поэтому на написание и больше часов на интерпретацию уйдут часы, что сделает работу менее эффективной по времени и, в конце концов, продлит производственный процесс.
ЭЛЕМЕНТЫ СИМВОЛОВ СВАРКИ
Теперь мы знаем, что информация о сварке так сильно сжата в символах сварки. Нам нужно изучить различные аспекты каждого отдельного элемента, чтобы избежать неправильного толкования. В основном, есть 3 части сварочного символа:
со стрелкамистрелок той части, которая определяет местоположение сварки на одном конце и соединено с опорной линией в других. Сегмент стрелки содержит следующее:
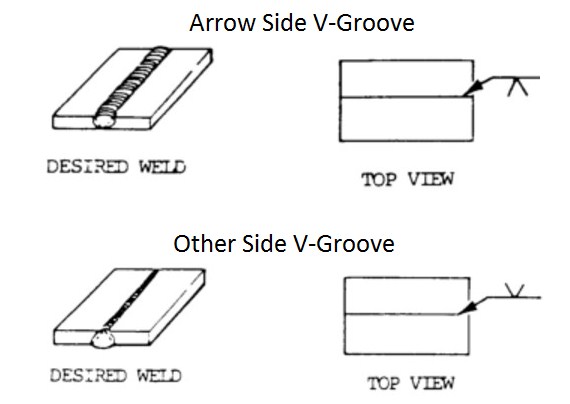 Символы стрелок и других боковых сварных швов с канавкой
Символы стрелок и других боковых сварных швов с канавкой 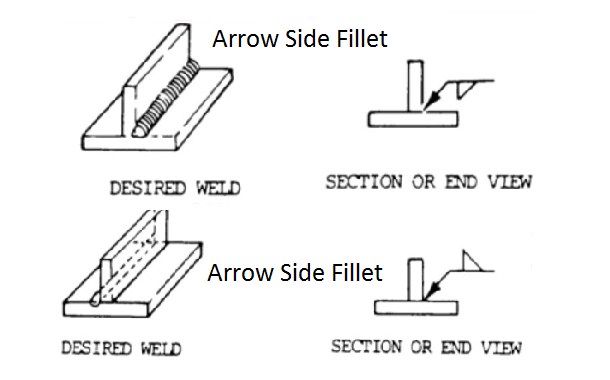 Символы стрелок и других боковых угловых швов
Символы стрелок и других боковых угловых швовСправочная линия.
Справочная строка содержит дополнительную информацию о деталях сварки, таких как конструкция соединения, размер сварного шва, рисунок шва и многое другое. Верхняя и нижняя часть контрольной линии имеет одинаковые элементы для каждой стороны, разница в том, на какой стороне должна производиться сварка.
Нижняя часть — это узкая сторона, это означает, что сторона, указанная стрелкой, должна быть сварена, как указано в элементах. Подобно верхней части, с той лишь разницей, что элементы объясняют другую сторону стыка.
Это особенно полезно, когда две стороны имеют разные детали стыка, и это также помогает избежать использования слишком большого количества символов сварки в одном стыке. Другая важная вещь независимо от того, где стрелка или хвост, положение элементов должно быть таким же, как изображается на рисунке 1. Сегмент опорная линия содержит следующее:
См: Тип сварных соединений
Хвост Сварка Символ.
Даже если кажется, что стрелка и контрольная линия покрывают всю необходимую информацию о сварном соединении.По-прежнему можно вставить дополнительную информацию, такую как процесс сварки, процесс проверки, справочный документ (Спецификация процедуры сварки) и т. Д.
Такая информация помещается в конец символа сварки, хвост. Хвост не всегда есть, это зависит от необходимости вставки дополнительной информации или нет, поэтому его можно опустить, когда такая информация не требуется для сустава. Посмотрите на рисунок 5 для примера.
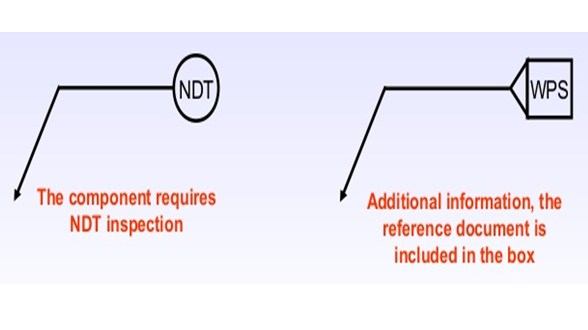 Рисунок 5. Применение хвостовой части
Рисунок 5. Применение хвостовой частиЗАКЛЮЧЕНИЕ
Информация в этой статье может дать ответ только на вопрос об обозначении сварки в целом.Потому что есть другие переменные, которые не упомянуты выше, такие как изогнутая линия стрелки и некоторые другие.
Другим распространенным вариантом является символ сварки для ступенчатого и прерывистого шва и двойные контрольные линии в одном значке сварки. Но пока вам лучше сначала переварить столько информации, прежде чем искать другую.
 AWS Таблица символов сварки
AWS Таблица символов сваркиЕсли вы не возражаете несколько советов, понимание символа сварки похоже на изучение любого другого языка.Где вам нужно много практиковаться, чтобы понять и знать, как правильно его использовать. Итак, следующим шагом будет попрактиковаться в расшифровке любого сварочного sy
.Расположение элементов символа сварки | IDEF9 Standard | Машиностроение
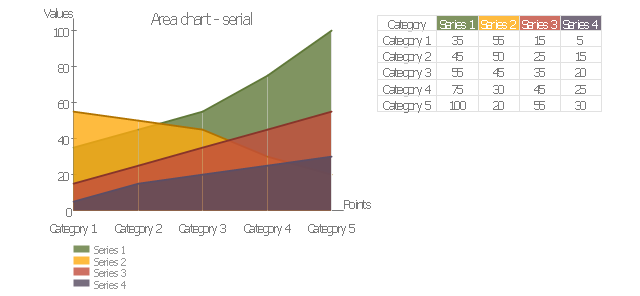
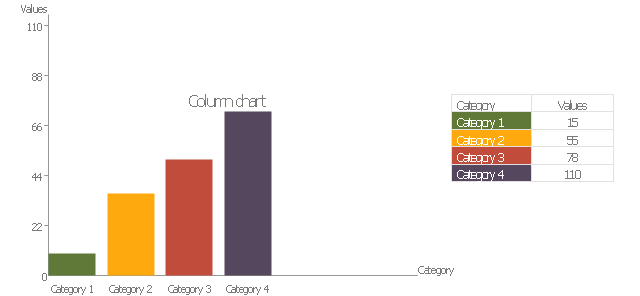
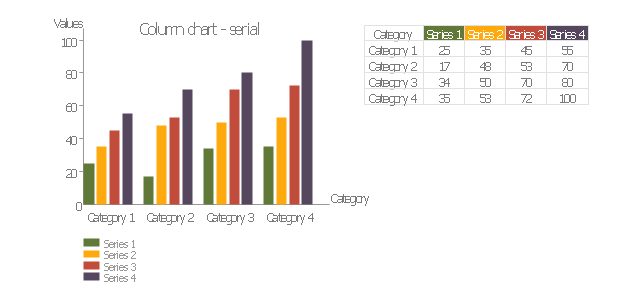
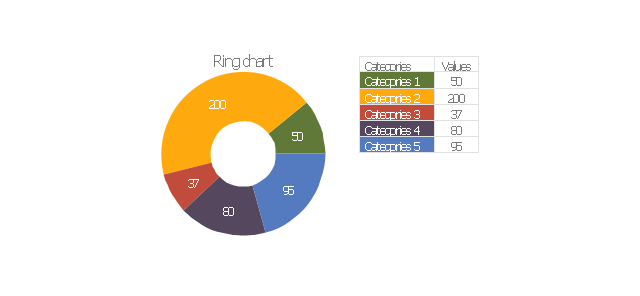
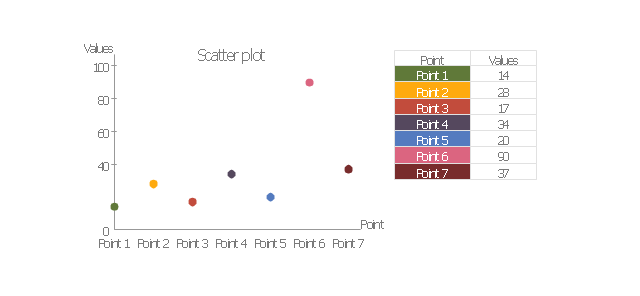
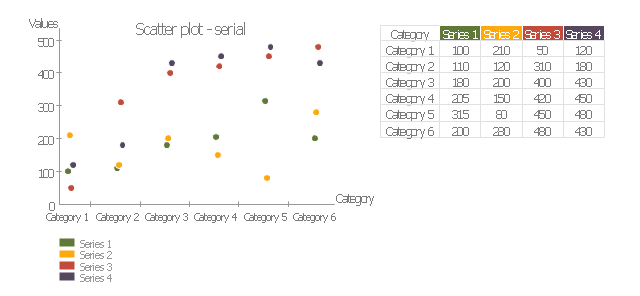
Библиотека векторных трафаретов «Образовательные диаграммы» содержит 12 графиков и диаграмм: диаграмма с областями, столбчатая диаграмма, разделенная гистограмма, гистограмма, горизонтальная гистограмма, линейная диаграмма, круговая диаграмма, кольцевая диаграмма, точечная диаграмма.
Используйте его для создания своей образовательной инфограммы в программе ConceptDraw PRO для построения диаграмм и векторной графики.
Библиотека векторных трафаретов «Образовательные диаграммы» включена в решение «Инфографика для образования» из области «Бизнес-инфографика» пакета решений ConceptDraw.
Диаграмма с площадью — серийный
Гистограмма
Горизонтальная диаграмма — серийный номер
Разделенная гистограмма

Гистограмма частот
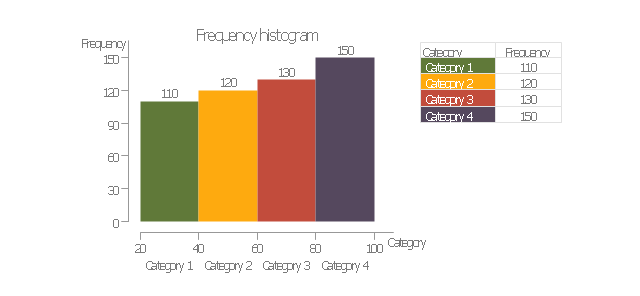
Горизонтальная гистограмма
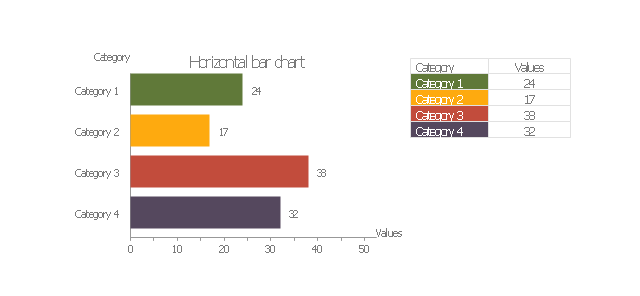
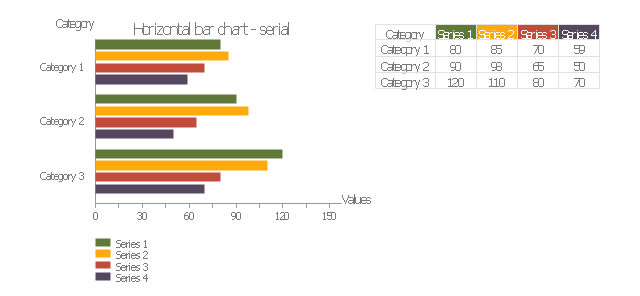
Горизонтальная гистограмма — серийный номер
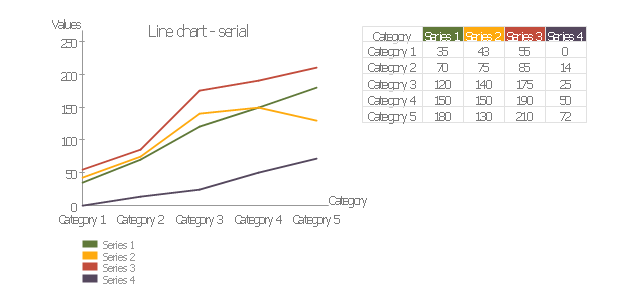
Линейный график — серийный
Круговая диаграмма
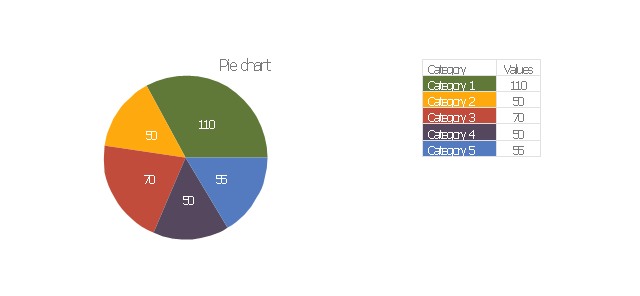
Таблица колец
Точечная диаграмма
Точечная диаграмма — серийный номер
 .
.типов сварки в блок-схеме | Блок-схема заявки на материалы. Примеры блок-схем | Машиностроение
Угловая стрелка
Стрела дуги
Арки стрела
Вилка стрелы
Петля для стрелы
Стрела изогнутая
Шевронная стрелка
Круговая стрелка
Круговые стрелки
Стрелка по часовой стрелке
Стрелка угловая
Стрелка против часовой стрелки
Перечеркнутые стрелки
Изогнутая стрелка влево
Изогнутая стрелка вправо
Изогнутая стрелка направления
Стрелка цикла
Диагональная стрелка
Двойная дуговая стрелка
Двунаправленная стрела
Стрела полукруглая двуглавая
Стрелка вниз
Стрела с двойной короткой дугой
Колено стрелы
Толстая стрела
Стрелка назад
Стрелки взаимодействия
Г-образная стрела
Стрелка влево
Молния стрела
Длинная дуговая стрела
Петли стрелы
Стрелки слияния
Стрелка вниз
Стрелка вверх
Стрелки для вторичной переработки
Стрелки обновления
Стрела из ленты
Стрелка вправо
Вращающиеся стрелки
Стрела S-образная
Секторная стрелка
Стрелка полукруглая
Короткая дуговая стрелка
Стрела односторонняя
Стрела маленькая
Стрелка разрезная
Стрела прямая
Треугольная стрелка
Стрелка поворота налево
Стрелка поворота направо
Стрелка поворота круглая
Стрела поворотная
Стрелка вверх
Стрела U-образная
Вертикальная подвижная стрелка
Стрела волнистая
Машина для дуговой сварки вольфрамом (GTAW), технологическая и вольфрамовая
Газовая дуговая сварка вольфрамом (GTAW) — это процесс сварки, в котором используется дуга между вольфрамовым электродом (не расходуется) и точкой сварки. Процесс используется с газовой защитой и без приложения давления. Этот процесс можно использовать с добавлением присадочного металла или без него. GTAW стала незаменимым инструментом во многих отраслях промышленности для получения высококачественных результатов сварки и низких затрат на оборудование.
Принцип этой сварки заключается в том, что тепло дуги, возникающее между вольфрамовым электродом и основным металлом, сливается с основным металлическим присадочным металлом, дуга которого защищена благородным газом (Ar или He).
Процесс сварки GTAW:
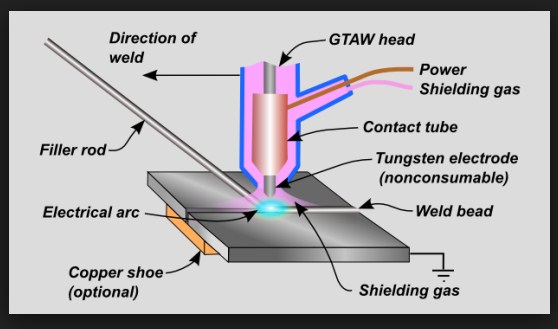 Процесс сварки TIG
Процесс сварки TIGЭлектрическая сварка TIG (вольфрамовый инертный газ = газ вольфрамового благородного вещества) использует вольфрамовый электрод, который не является добавленным ингредиентом. Электрическая дуга, возникающая между концом вольфрамового электрода и основным материалом, является источником тепла для сварки.Температура плавления вольфрамовых электродов настолько высока, что достигает 3410 ° C, поэтому они не участвуют в плавлении в случае возникновения электрической дуги.
Электроштабель с керамическими соплами для защиты газораспределителей, защищающих зону сварки снаружи во время сварки. Большая часть добавленного материала используется без мембранного электрода, который перемещается и доводится до дуги, возникающей между вольфрамовым электродом и основным материалом. В качестве защитного газа используется инертный газ, такой как аргон, гелий или смесь обоих газов, его использование зависит от типа свариваемого металла.
Машина для газовой вольфрамовой дуговой сварки.
Сварочный аппарат переменного / постоянного тока — это сварочный аппарат-генератор переменного / постоянного тока, используемый в сварочных процессах GTAW, в настоящее время технология сварки быстро развивается, в том числе в сварочных машинах, теперь, когда она продвинулась вперед, некоторые из них все еще работают вручную, но сегодня Сварочный аппарат был автоматическим, например Miller Dynasty серии 200, этот аппарат практичен, потому что размер не слишком большой, но получающаяся дуга очень стабильна.
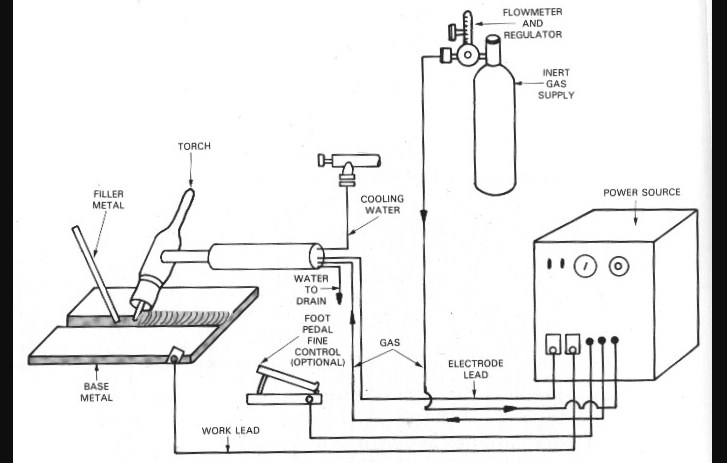 Детали для газо-вольфрамовой дуговой сварки (Everlast Welder)
Детали для газо-вольфрамовой дуговой сварки (Everlast Welder)Детали для газо-вольфрамовой дуговой сварки:
- Сварочный аппарат переменного / постоянного тока.
- Трубка с защитным газом.
- Регулятор защищенного газа.
- Расходомер газа.
- Газовый шланг и арматура вяжущая подача.
- Электрод кабельный и шланговый.
- Горелка сварочная.
- Электрод вольфрамовый служит.
- Проволока сварочная подает.
- Выбор принадлежностей
Пруток для сварки GTAW.
Вольфрамовые электроды классифицируются по химическому составу. Требования к вольфрамовым электродам приведены в последней редакции ANSI-AWS AS.12 о Спецификации электродов из вольфрама и вольфрамовых сплавов для дуговой сварки. Вы можете увидеть картинку ниже.
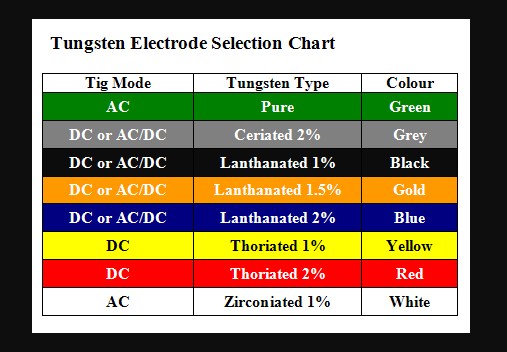 Таблица цветов вольфрамовых электродов TIG (торговое оборудование)
Таблица цветов вольфрамовых электродов TIG (торговое оборудование)Газовая дуговая сварка вольфрамом Преимущества:
- Высокая эффективность.
- Может использоваться для сварки во всех положениях.
- Не образует корки.
- Этот процесс сварки подходит для строительных работ.
- Требуется небольшая очистка при сварке
- Без искры, которая возникает по сравнению с другими процессами дуговой сварки.
- Может использоваться с или без присадочного металла, необходимого для конкретного применения.
- Обеспечивает превосходный контроль сварки корневого прохода с проплавлением.
- Можно производить автогенные швы дешево на высоких скоростях.
- Использование относительно недорогих блоков питания.
- Позволяет точно контролировать параметры сварки.
- Может использоваться для сварки практически всех металлов, включая различные соединения.
- Источник тепла и добавка присадочного металла в стыки металлов различны, можно контролировать вручную.
Газовая дуговая сварка вольфрамом Недостатки:
- Проволока должна обрабатываться постепенно.
- Время от времени может происходить обратный ожог.
- Сварочные дефекты пористость / небольшие отверстия часто возникают в результате сварки защитным газом поверхности, качество не было хорошим или плохим.
Эта статья о Что такое газо-вольфрамовая дуговая сварка . Я надеюсь, что после прочтения этой статьи вы сможете лучше понять газо-вольфрамовую дуговую сварку, или мы можем назвать TIG (вольфрамовый инертный газ). Благодарю вас.
См .: Подводная сварка
.