Технология сварки аргоном
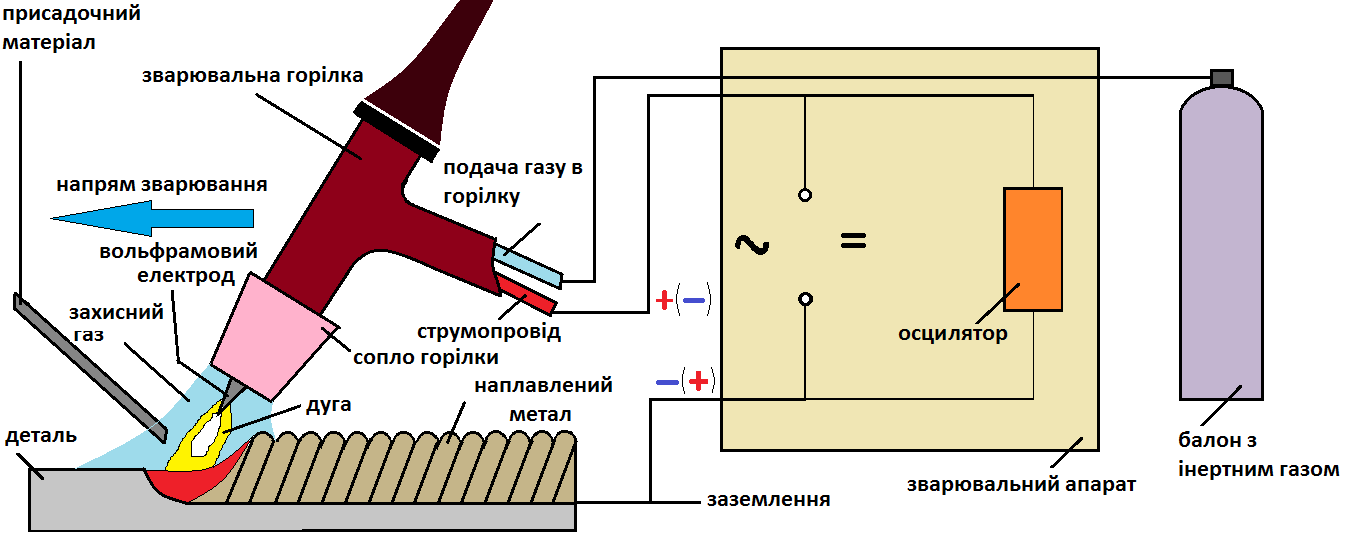
Технология сварки аргоном основывается на принципе возникновения дуги между неплавящимся электродом и свариваемым элементом. Электрод помещается в токопроводящем устройстве горелки и окружается керамическим соплом. Расплавление свариваемых кромок происходит благодаря воздействию электрической дуги. Это позволяет образовать единую расплавленную ванну. Аргон нагнетается в токоведущем устройстве и благодаря его давлению вытесняется кислород. При этом сама сварочная ванна защищена от азотирования и окисления.
Электрическая дуга сконцентрирована и сжата на малой поверхности – это позволяет температуре в зоне плавления достигать крайне высоких показателей. Кроме этого в дугу также осуществляется подача присадочного материала – специальной присадочной проволоки, технологически свариваемой с основным металлом. Хотя присадочный материал в общей электрической цепи не задействован. Шов, который получается в результате сварки аргоном, получается единым, прочным и герметичным.

Технология сварки аргоном предполагает работу в среде инертного газа аргона. Она может быть выполнена как неплавящимся, так и плавящимся электродом. В качестве неплавящегося электрода зачастую используют электрод из вольфрама.
Технология сварки аргоном основана на свойстве этого газа практически не вступать в химическое взаимодействие с расплавленными металлами и иными газами, которые выделяются в среде горения дуги. Кроме этого, аргон на 38% имеет больший вес, нежели воздух, следовательно, он вытесняет более легкий элемент из зоны сварки, что позволяет качественно изолировать сварочную ванну от негативного влияния атмосферы.
Сварка аргоном может быть выполнена вручную. В этом случае горелка и присадочный пруток находятся непосредственно в руках у сварщика. Также такая сварка может быть автоматической. В этом случае горелка с присадочной проволокой перемещаются без человеческого участия.
Говоря об автоматической сварке аргоном, стоит обратить внимание на такой фактор, как невозможность выполнить сварочные работы путем касания изделия электродом.
 Во-первых, этого нельзя сделать, потому что аргон имеет очень высокую степень ионизации, следовательно, ионизировать промежуток дуги, которая возникает между изделием и электродов за счет искры, очень сложно. Во-вторых, от касания вольфрамовым электродом дуга загрязняется и интенсивно оплавляется. Именно поэтому, технологи аргоновой сварки неплавящимся электродом предполагает использование специального устройства, подключенного параллельно к другому источнику питания, которое называется осциллятор.
Во-первых, этого нельзя сделать, потому что аргон имеет очень высокую степень ионизации, следовательно, ионизировать промежуток дуги, которая возникает между изделием и электродов за счет искры, очень сложно. Во-вторых, от касания вольфрамовым электродом дуга загрязняется и интенсивно оплавляется. Именно поэтому, технологи аргоновой сварки неплавящимся электродом предполагает использование специального устройства, подключенного параллельно к другому источнику питания, которое называется осциллятор. Осциллятор работает по принципу подачи на электрод высокочастотных высоковольтных импульсов, которые приводят к зажиганию дуги, путем ионизации дугового промежутка.
Если сварка аргоном производится на переменном токе, осциллятор, после того, как ионизирует дуговой промежуток, работает в качестве стабилизатора, который подает на дугу импульсы во время смены полярности. Это обеспечивает стойкое горение дуги.
Нужна иформация по технология сварки трубы из нержавеющей стали — Аргонодуговая сварка — TIG
Про микробов не совсем так.
Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.
 Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.
Технологи при любой сварке будут на вас записывать свои косяки. Они всегда экономят время и деньги связанные с мойкой оборудования. Если проводить дезинфекцию как положено, то почти пох на швы.это на чем такое основывается?
Я говорю по опыту Белоруссии. Был у них на заводе и запускали оборудование и конечно я видел как сварщики работают и что получают и что ОТК пропускает, а что бракует. Еще с пивоварней общался по производству.
В общем, чем не мой, а не все убирается.
P.S. пока писал, вспомнил еще про баки для перевозки разделанного мяса и т.п. Там тоже все гладко. Даже П\П автофургона делают лист 12м в длину со сплошными швами и по периметру еще кромку с небольшой высотой, но к полу все приваривается без пор и щелей. Так сказать гигантский лоток получается. Из алюминия, то мыть и дезинфицировать легко. А если щель, то каюк. Это все из жизни!
selco, то же такая мысль посещала. Как потом убирать пасту?!
насчет поддува, еще есть нюанс: есть примочки, как пробки с одной стороны подается аргон, а с другой выдувается через малое отверстие. Стоят дорого. Но экономия газа и более эффективная защита шва, за счет более прогнозируемого заполнения всей полости. А вот на производстве видел, как сварщики молярным скотчем заклеивают трубу и делают маленькое отверстие. А с другой стороны уже пробка из дерева, резины и т.п. Зависит от диаметра трубы и того что было под рукой.
Стоят дорого. Но экономия газа и более эффективная защита шва, за счет более прогнозируемого заполнения всей полости. А вот на производстве видел, как сварщики молярным скотчем заклеивают трубу и делают маленькое отверстие. А с другой стороны уже пробка из дерева, резины и т.п. Зависит от диаметра трубы и того что было под рукой.
На больших заводах, время заполнения емкости аргоном регламентируется технологическими картами.
Vanguard,
Иван,иногда,а может быть,и большей частью сварочный фен-шуй и реальное производство мало пересекаются .Можно много говорить о ГОСТах и иных требованиях,но их не всегда можно выполнить.Я имею в виду монтаж.Если взять 70-80 годы,то АДС была настоящей экзотикой. Разумеется, специализированные производства располагали нужным оборудованием и материалами,но все-таки в то время в сварке правил бал электрод.При монтаже сваркой покрытыми электродами в неудобных местах очень трудно,если возможно в принципе ,выполнить требования нормативов в полном объеме.

Зря вы так. Еще много производств где делают как положено. А где получается абы как, то дерут как Сидорову козу, сварщиков.
А то что раньше было. То это было раньше и машины не разгонялись как самолет на взлете. И блок двигателя как чугунный мост, но при этом и стирался быстро и масло жрал. И колечки я в свое время надфилем подгонял. Поршня по весу так же подбирались и подгонялись.
А сейчас все же не 80 годы и требования меняются и частенько ужесточаются.
Аргоновая сварка для начинающих: технология, оборудование
Самым распространенным и надежным способом стыковки различных металлических деталей считается сварка. Но есть ряд металлов, которые очень плохо поддаются соединению обычным способом. Чтобы создать прочный неразъемный контакт таких металлов, как титан, алюминий, нержавеющая сталь и многих других используется сварка аргоном. Для начинающих технология вызывает некоторую сложность.
Особенности аргоновой сварки
Соединение металлических поверхностей происходит в зоне действия аргона. Применение инертного газа при сварке металлов является своеобразным защитным барьером от процесса окисления, который происходит в результате взаимодействия с кислородом, находящимся в окружающем воздухе. Проще сказать, что инертный газ прикрывает место сварки от проникновения кислорода в зону соединяемых деталей.
Применение инертного газа при сварке металлов является своеобразным защитным барьером от процесса окисления, который происходит в результате взаимодействия с кислородом, находящимся в окружающем воздухе. Проще сказать, что инертный газ прикрывает место сварки от проникновения кислорода в зону соединяемых деталей.
Вся технология сварки аргоном предусматривает выполнение работы ручным, полуавтоматическим и автоматическим способом. Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
В качестве неплавящегося электрода используют вольфрамовую проволоку, которая гарантирует надежное соединение металлов.
Техника выполнения соединения
Знание основных правил проведения работы позволит намного облегчить сварку аргоном, а уроки для начинающих помогут добиться хорошего качества шва.
Некоторые практические советы опытных сварщиков:
- Качество соединения деталей существенно снижает длинная дуга. Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
- Для создания глубокого и узкого шва нужно добиваться продольного перемещения горелки и электрода. Даже небольшие отклонения существенно ухудшают сварку. При сварке аргоном нужно соблюдать особое внимание и аккуратность.
- Чтобы азот с кислородом не проникал внутрь сварочной зоны, электрод и присадка должны находиться в этой зоне, но под слоем аргона.
- Подача проволоки — сложная операция, так как рывки приводят к разбрызгиванию металла. Ввод этого компонента осуществляется равномерно и плавно.
- Если шов получается выпуклой и округлой формы, то это свидетельствует о низком плавлении металла, что говорит о низком качестве сварки аргоном.
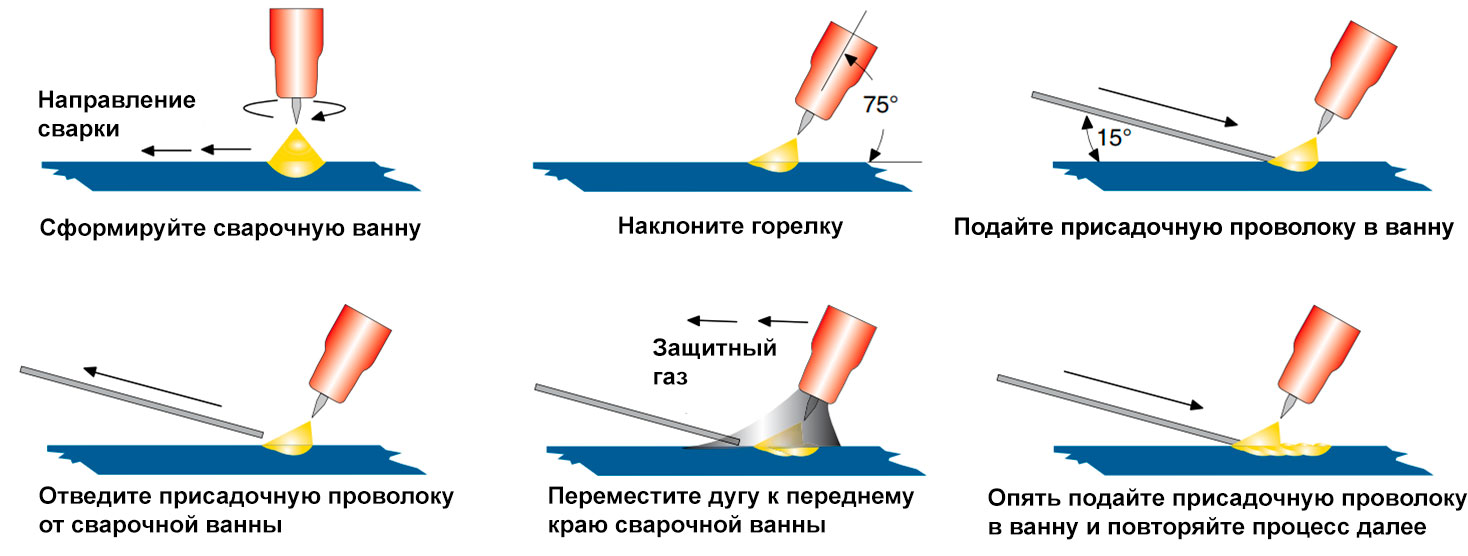
- Для создания небольшого шва и его ровной поверхности присадочную проволоку необходимо вести перед горелкой и под углом к плоскости металла. Это условие позволит надежно контролировать весь процесс сварки аргоном.
- Чтобы азот с кислородом не проникли в зону стыковки деталей, процесс сварки нельзя начитать и заканчивать резкими движениями. Начало работы нужно осуществлять через 15–20 секунд после подачи газа, а заканчивать — до момента отключения горелки.
- Завершать работу необходимо путем уменьшения силы тока реостатом, входящим в аппарат для сварки аргоном. Если просто отвести горелку в сторону, то можно открыть доступ кислорода с азотом в сварочную зону.
 Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
Основным требованием перед работой является качественная очистка и обезжиривание сопрягаемых поверхностей изделия.
Преимущества применения этого вида сварки
Учитывая, что сварка аргоном является эффективным методом соединения металлов, плохо поддающимся другим видам стыковки, то и преимущества его применения основаны именно на этом свойстве. К ним относятся:
- Небольшая температура нагрева соединяемой поверхности, что позволяет сохранять форму и размеры детали.
- Инертный газ плотнее и тяжелее воздуха, поэтому способен хорошо защитить место сварки.
- Довольно высокая мощность тепловой дуги способствует кратковременному характеру сварки аргоном.
- Возможность фокусировки сварочного шва позволяет проводить работы в труднодоступных местах.
- Сварка тонких деталей легко осуществима из-за не очень высокой температуры в зоне плавления металла.

Недостатки аргоновой сварки
Как и любое другое соединение, аргоновая сварка имеет и некоторые недостатки, которые необходимо учитывать при выполнении работы. Основные минусы такого соединения:
- Наличие сквозняка существенно снижает защиту места пайки, поэтому работы рекомендуется осуществлять в закрытых помещениях. Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
- При необходимости получения высокоамперной дуги нужно обеспечить охлаждение соединяемых изделий.
- Оборудование относится к категории сложных приспособлений, поэтому сварка аргоном для начинающих является трудновыполнимым процессом. Произвести правильную настройку режимов может только опытный сварщик.

Режимы соединения аргоном
Чтобы сварка проходила качественно, нужно выбрать правильно оптимальный режим работы. Такое действие, как правило, удается только специалистам, имеющим большой практический опыт.
Условия правильного выбора режима сварки:
- Направление и полярность тока напрямую зависят от свойств соединяемых металлов.
- Сила тока определяется исходя из трех основных характеристик, а именно полярности, диаметра применяемого электрода, толщины и типа материала. Именно в выборе этого параметра и понадобится собственный опыт сварщика.
- Равномерность потока инертного газа влияет на расход аргона. Поток при сварке алюминия аргоном должен быть без пульсаций.
Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:
- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.

Принцип работы устройства
После предварительной очистки соединяемых поверхностей и настройки нужного сварочного режима берем в левую руку проволоку, а в правую горелку. Кнопкой подачи газа, которая расположена на рукоятке горелки, подаем газ в зону сварки.
Электрод нужно вставить в горелку, чтобы он выступал на примерно 5 мм. Подносим горелку на расстояние до 2 мм от поверхности сварки. Затем включаем агрегат и подаем напряжение на электрод до возникновения дуги. Аргон в это время поступает в сварочную зону.
Другой рукой сварщик направляет в зазор присадочную проволоку, которая расплавляется, образуя соединение металлов. Перемещаясь постепенно вдоль шва, полностью свариваем две детали.
Сложности сварки алюминия
Алюминий считается наиболее распространенным в промышленности материалом. Сварка его представляет большую сложность из-за оксидной пленки, у которой плавление выше, чем у металла. Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
- Основной ошибкой начинающих сварщиков является некачественная предварительная зачистка металла. Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
- Малая температура плавления алюминия и его высокая теплопроводность требует от сварки инертным газом больших затрат энергии.
- Плавится алюминий при малой температуре, чтобы избежать повреждения материала, нужно выставить правильный режим на инверторе.
- Сварочный аппарат для алюминия должен иметь специальную функцию, которая перед началом сварки подает усиленный ток, чтобы проплавить пленку, а в конце — полностью заварить кратер.

Очистка поверхности металла
Главным условием качественной аргоновой сварки является хорошая предварительная очистка поверхности металла.
Очищение проводится двумя способами:
- Способ химической обработки способствует разрушению оксидного слоя на металле за счет воздействия специального раствора. Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.
- Механический метод очистки подразумевает обработку детали железной щеткой или наждачной бумагой. При этом необходимо следить, чтобы на поверхности инструмента для очистки не было вкраплений другого металла, частички которого могут значительно ухудшить конечный результат работы.
Особенности сварки нержавейки
Нержавеющая сталь — это металл, который обладает высокой антикоррозийной стойкостью и большой прочностью, широко используется в любых погодных условиях. Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.
Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.
Главной проблемой при работе с нержавейкой является ее растрескивание. Кроме того, есть и другие особенности:
- Из-за низкой теплопроводности нержавейки во время процесса сварки температура в зоне плавления должна быть высокой, что создает большой риск прожечь металл. Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
- Нержавеющая сталь имеет повышенное линейное расширение, поэтому при сварке возникает большая литейная усадка, что может привести металл к растрескиванию. Чтобы избежать этого, нужно создавать больший зазор между частями изделия.
- Так как нержавейка имеет высокое электрическое сопротивление, то в процессе сварки электрод очень нагревается, что также отрицательно влияет на качество соединения.
При сварке дисков аргоном нужно учитывать, что неправильно выбранная температура сварочного режима может привести к потере антикоррозийных свойств нержавейки.
Соединение с помощью полуавтомата
Процесс сварки аргоном полуавтоматом существенно повышает производительность работы. Технология применения сварки в полуавтоматическом режиме позволяет получать надежные и внешне привлекательные сварочные швы.
Основным нюансом сварки полуавтоматом является необходимость использования в составе сварочной проволоки никеля. Если возникла необходимость сварки трубы аргоном, то при большой толщине детали в защитный состав добавляется и углекислый газ, который улучшает смешиваемость краев сварки.
Процесс сварки полуавтоматом может осуществляться по нескольким технологиям:
- импульсного режима;
- струйного переноса;
- короткой дуги.
Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы. В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
- Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
- Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
- Работу производить в защитной маске, специальной обуви и одежде.
- Строго соблюдать правила электрической безопасности. Оборудование агрегата должно быть надежно заземлено.
- Особое внимание следует уделить борьбе с вероятностью возникновения пожара. Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
- Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.

Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.
Сварка аргоном: особенность и технология процесса
Если в бытовых условиях понадобилось соединить нержавеющий трубопровод или детали автомобиля на основе алюминия, потребуется сварка аргоном. Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.
Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.
Технология процесса
Сварка аргоном имеет технологический принцип, который состоит из использования электродуги. Она же является источником подачи тока, под действием которого плавятся кромки металла. В жидком состоянии он заполняет стыковые ниши.
Чтобы на металл не влияли различные сплавы из газов, применяют инертный газ аргон: он выше по инертности воздуха на 38 %, благодаря чему с быстротой и легкостью вытесняет кислородную массу из участка сварочного процесса. Аргонная смесь надежно защищает сварочный отсек от внешнего атмосферного влияния.
Начало подачи газа в сварочную зону осуществляется за 20 секунд до розжига дуги, а остановить подачу необходимо после 7-10 секунд после пайки. Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Однако имеется в данной технологии одно «но»: при пайке с режимом обратного полярного процесса молекулы аргона могут распадаться на электроны, что в итоге создает электронную плазменную проводимость.
Аргонная сварка может осуществляться плавкими электродами или неплавкими. Вольфрамные стержни, с помощью которых производиться аргонодуговая сварка, имеют нити для розжига аппарата. Ширина электродного стержня полностью зависит от состава соединительных частей, показатели которых можно изучить на этикетке расходного материала.
Принцип работы
В сопло аппарата вставляется электрод на основе неплавящегося вольфрама, который должен иметь выступ за пределы самой горелки не больше чем на 2-5 мм.
Внутренняя часть горелки имеет держатель, в который встраивают, а затем фиксируют электрод выбранной ширины. По оси электрода размещают сопло из керамики, из которого будет подаваться газ аргон. Аргонодуговая сварка должна состоять из осадочной проволоки того же состава, что и свариваемая деталь, его ширина высчитывается по данным таблицы.
Чтобы получить более эффективный результат соединения двух изделий, нужно грамотно установить сварочный режим. Полярную подачу тока стоит подбирать, основываясь на химическом свойстве металлических участков. Основные стальные листы и сплавы подвергаются пайке под воздействием постоянного тока с прямой полярностью. Цветные металлические конструкции лучше паять с обратимой полярностью или с подачей переменного напряжения, что помогает быстрее разрушить оксидную пленку.
Аргонная сварка при постоянном напряжении выделяет неравномерное количество теплопроводности на анодной и катодной пластине. Чтобы полноценно нагревался электрод и при этом глубоко накалялся участок исходного материала, нужно задействовать модуль с полярностью прямого действия.
Аргонодуговая сварка в процессе сварочных работ может образовать закись на медных изделиях при взаимодействии с водородом, находящимся в воздушной массе. При выходе наружу водородные пары превращаются в поры на швах. В связи с этим защита сварочной поверхности аргоном должна проводиться в обязательном порядке.
На каких этапах основана работа аппарата?
Начало сварочных работ нужно организовывать согласно таким действиям:
Сварка аргонодугового типа и ее рабочий участок должны быть очищены от окиси, пыли и жира. Проделывается это с помощью обработки аппарата химическими реагентами.
Если свариваемые детали имеют небольшую толщину, оборудование можно уложить на железную ровную поверхность или стол. Осадочный шнур в электрощит не запускается, электропитание должно подаваться отдельно.
В правой руке сварщика должна находиться аппаратная горелка, а в левой — осадочная проволока. Горелка должна быть оснащена блоком регулировки, с запуском которой произойдет подача тока и газа.
Подавать газ необходимо раньше, чем ток. Сила напряжения устанавливается с учетом свариваемых исходников.
Далее сопло с электродом опускается как можно ниже к сварочному участку на расстоянии 2 мм. Электродуга появляется между электродным кончиком и сталью, она плавит кромочные края исходной детали и осадочной проволоки.
Не спеша проводят горелкой поперек стыковочного места, без резких движений сварщик должен с нарастающим темпом подавать проволоку в сопло инвертора.
Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.

 Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.
Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.Сварка с использованием аргона обеспечивает надежные и прочные швы с равноценной глубиной плавки металла. Этот фактор является важным при сварочном процессе по пайке тонколистого изделия из металла с односторонним участком доступа. Если допускается сварка аргоном по соединению цветных металлов небольшого диаметра, проволоку для осадки можно не использовать.
Похожие статьи|
Медь используется в химическом и энергетическом машиностроении благодаря тому, что она имеет высокую коррозионную устойчивость, а также устойчива в агрессивных средах. Эти свойства будут повышаться при повышении чистоты металла, что заставляет предъявлять к сварочному шву особые требования. Сваривание бронзы и латуни имеет много своих особенностей, но свойства чистой меди, присутствующей в этих сплавах, значительно утрачиваются. В зависимости от количества содержания примесей в сплаве, медь различается на пять основных марок:
Аргоновая сварка меди очень похожа на газовую, однако она имеет некоторые отличия и особенности, отличающие ее от других видов сварки. Главным элементом, с помощью которого производится сваривание, является инертный газ аргон. Сваривание производится с помощью неплавящегося вольфрамового электрода.
Вольфрамовый электрод является главной составляющей сварочного аппарата. Этот электрод изготавливают из вольфрама по причине его тугоплавкости. Аргон не пропускает воздух к сварочной ванне, что позволяет защитить сварочный процесс от факторов окружающей среды. Если воздух попадает на сварочный электрод, то он будет окисляться, а если воздух попадет на свариваемый металл, то он начнет гореть. В сравнении с газовой и электрической сваркой, у аргонодуговой сварки преимуществ намного больше. При сваривании меди аргоном в металле сварочного шва не скапливаются различные шлаки. С помощью аргона можно производить сваривание даже тонкого металла. Например, аргонодуговым сварочным аппаратом можно сваривать даже пластинки фольги. В случаях, когда требуется сваривание чугуна или алюминия, аргонодуговой аппарат приходится как раз кстати.
На данный момент аргонодуговые сварочные аппараты широко применяются в автомастерских для ремонта автомобилей. Аргонодуговым сварочным аппаратом можно сваривать не только медь, алюминий и чугун. В некоторых случаях данный тип сваривания используют для сварки серебра, золота и других драгоценных металлов. Сваривание получается наивысшего качества в случае, когда для работы используется чистый газ аргон.
|

 Данный металл не боится высокой температуры, поэтому электроды, сделанные из него, считаются неплавящимися. Возле вольфрамового электрода расположено сопло, из которого выходит газ аргон.
Данный металл не боится высокой температуры, поэтому электроды, сделанные из него, считаются неплавящимися. Возле вольфрамового электрода расположено сопло, из которого выходит газ аргон.
 Стоит обратить внимание, что аргонодуговое сваривание является самым надежным из всех остальных видов сварки. Сварочный шов после работы практически не заметен и сливается с металлом свариваемого изделия. Если потребуется, то в сварочный шов можно добавить другие металлы. Для выполнения такой задачи потребуется присадочная проволока. Обычно присадочную проволоку используют для укрепления сварочного шва.
Стоит обратить внимание, что аргонодуговое сваривание является самым надежным из всех остальных видов сварки. Сварочный шов после работы практически не заметен и сливается с металлом свариваемого изделия. Если потребуется, то в сварочный шов можно добавить другие металлы. Для выполнения такой задачи потребуется присадочная проволока. Обычно присадочную проволоку используют для укрепления сварочного шва.
10 самых популярных вопросов о K-TIG
Вернуться на главную
1. Будет ли K-TIG работать с моим приложением?
K-TIG (Keyhole TIG) — это вариант GTAW, обеспечивающий исключительную производительность в широком диапазоне применений.
K-TIG легко справляется с продольными и кольцевыми сварными швами на трубах, пластинах, сосудах, резервуарах и во многих других областях.
K-TIG не требует снятия фаски и требует только простого квадратного стыкового соединения.Никакого корневого зазора не требуется. K-TIG можно также использовать для сварки всех стандартных кромок. Его также можно использовать в конфигурации сварного шва с одним скосом, подходящей для сварки труб.
МатериалыK-TIG — это точный процесс, который лучше всего подходит для коррозионно-стойких материалов, экзотических материалов и некоторых углеродистых сталей.
Толщина материалаИдеальные диапазоны толщины K-TIG:
- Аустенитная нержавеющая сталь толщиной до 1/2 дюйма (12 мм)
- Высококачественная углеродистая сталь толщиной до 1/4 дюйма (6 мм)
- Дуплекс и супердуплекс толщиной до 1/2 дюйма (12 мм)
- Никелевые сплавы и суперсплавы толщиной до 1/2 дюйма (12 мм)
- Титан толщиной до 5/8 дюйма (16 мм)
Если он тоньше (1 мм или 2 мм), K-TIG сваривает в режиме TIG (плавление). В этом режиме сварка будет однопроходной, однако это не считается сваркой со шпонкой.
В этом режиме сварка будет однопроходной, однако это не считается сваркой со шпонкой.
Если он толще, чем максимальное проникновение K-TIG, выдающееся повышение производительности достигается за счет сочетания глубокого корневого прохода K-TIG с полным проникновением и мелкой v-образной препарирования, которая заполняется с помощью механизма подачи проволоки K-TIG. Это означает меньшее количество проходов, сокращение заполнения и сокращение времени сварки для любой толщины. Присадочный проход может быть выполнен методом K-TIG или другим способом сварки.
Соединения K-TIG идеально подходит для продольных, круговых и внешних угловых стыков .Для этого требуется только квадратное стыковое соединение, без снятия фаски при сварке в пределах нормальных диапазонов толщины K-TIG.2. Каковы ограничения K-TIG?
Как и все системы, K-TIG имеет некоторые ограничения. Вот они, простые и понятные:
Позиции Система K-TIG легко выполняет сварку в положениях 1G и 2G. Он не предназначен для орбитальных (5G / 6G) приложений.
Он не предназначен для орбитальных (5G / 6G) приложений.
Медь и алюминий нельзя сваривать с помощью K-TIG.
K-TIG может обеспечить исключительные результаты при сварке высококачественной углеродистой стали толщиной до 1/4 дюйма (6 мм). Примеры обычно подходящих углеродистых сталей включают: марки 350, A106, AS1548, ASTM A709, ASTM A572, ASTM A516, ASTM A131 и большинство углеродистых сталей, пригодных для трубопроводов.
Для обеспечения вашего успеха мы рассмотрим ваш сертификат завода по производству материалов и приготовим для вас купон. Наша цель — позволить вам использовать наш опыт для обеспечения выдающихся результатов для вашей компании.
K-TIG может легко сваривать трубы диаметром до 4 дюймов NB (114 мм OD). Врезка труб диаметром менее 4 дюймов становится сложной задачей, поскольку сварка завершается в течение нескольких секунд, а врезка (соединение начала и конца сварного шва) должна выполняться на очень горячем материале. По сути, K-TIG слишком быстр для труб очень малого диаметра.
По сути, K-TIG слишком быстр для труб очень малого диаметра.
3. Кто еще использует K-TIG?
Мы с гордостью сообщаем, что K-TIG экспортируется в 20 стран и был принят одними из самых передовых и производительных производителей в мире.
Кроме того, мы наблюдаем резкое повышение производительности в общепромышленных применениях. В частности, в производстве технологических труб, трубных фабриках, резервуарах и резервуарах в широком спектре отраслей.
Наши клиенты варьируются от транснациональных корпораций, таких как GE и Siemens, до отраслевых специалистов, таких как Bilfinger , Doncasters, Sharpsville Container, Darchem, RV Industries и многих других.
Мы активно сотрудничаем с ведущими передовыми производственными центрами, такими как Центр перспективных ядерных исследований в области производства (NAMRC) в Великобритании, Центр технологий оборонных материалов (DMTC) в Австралии и Глобальный исследовательский центр GE в США.
Какого увеличения производительности и экономии вы можете ожидать от своего приложения? Ознакомьтесь с некоторыми тематическими исследованиями здесь .
Достижения в области высокоэнергетической дуговой сварки TIG
Видьярти Р.С., Двиведи Д.К. (2016) Активация сварки вольфрамовым электродом в среде инертного газа для улучшения проплавления шва. J Manuf Process 22: 211–228. https://doi.org/10.1016/j.jmapro.2016.03.012
Артикул Google Scholar
Venkatesan G, Muthupandi V, Justine J (2017) Активированная сварка TIG AISI 304L с использованием моно- и трехкомпонентных флюсов. Int J Adv Manuf Technol 93: 329–336. https://doi.org/10.1007/s00170-016-9002-9
Артикул Google Scholar
Дей Х.С., Альберт С.К., Бхадури А.К., Мудали Великобритания (2013) Сварка титана TIG с активированным флюсом. Weld World 57: 903–912. https://doi.org/10.1007/s40194-013-0084-9
Weld World 57: 903–912. https://doi.org/10.1007/s40194-013-0084-9
Артикул Google Scholar
Qin B, Yin FC, Xie FX, Shen J, Xie JC, Wu D (2019) Влияние и распределение TiC на наночастицы, упрочняющие соединения из магниевого сплава AZ31, сваренные методом A-TIG. Экспресс исследования материалов 6 (2): 1–12
Google Scholar
Gao XG, Dong JH, Han X (2017) Влияние флюсов RE 2 O 3 (RE = La, Ce) на сварку Ti6Al4V методом A-TIG. Int J Adv Manuf Technol 91 (1–4): 1181–1188. https://doi.org/10.1007/s00170-016-9826-3
Артикул Google Scholar
Lin HL, Wu TM, Cheng CM (2014) Влияние предварительного покрытия флюсом и параметров процесса на характеристики сварки TIG из сплава Inconel 718. J Mater Eng Perform 23 (1): 125–132. https://doi.org/10.1007/s11665-013-0756-z
https://doi.org/10.1007/s11665-013-0756-z
Артикул Google Scholar
Сурья Д.Ю., Васантхараджа П., Ридлспергер Ф., Нагараджу С., Васудеван М. (2019) Зональное исследование ползучести сварных соединений стали 9Cr-1Mo. Mater Sci Technol 35 (2): 155–172.https://doi.org/10.1080/02670836.2018.1545283
Артикул Google Scholar
Кумар С.М., Шанмугам Н.С. (2018) Исследования свариваемости, механических свойств и микроструктурных характеристик сварки TIG активированным флюсом аустенитной нержавеющей стали AISI 321. Mater Rese Exp, 5 (10) DOI: https://doi.org/10.1088/2053-1591/aad99f
Pandey C, Mahapatra MM, Kumar P, Saini N, Thakre JG, Vidyarthy RS, Narang HK (2018) Краткое исследование эволюции дельта-феррита в сварных швах разнородных сталей P91 и P92 и их влияние на механическое характеристики. Arch Civil Mech Eng 18 (3): 713–722. https://doi.org/10.1016/j.acme.2017.12.002
Arch Civil Mech Eng 18 (3): 713–722. https://doi.org/10.1016/j.acme.2017.12.002
Артикул Google Scholar
Xie FX, Shen J, Song HY, Xie X (2018) Влияние смешанных частиц церия и SiC на наночастицы, упрочняющие соединения сплава AZ31, сваренные TIG сваркой. J Mater Res 33 (24): 4340–4348. https://doi.org/10.1557/jmr.2018.404
Артикул Google Scholar
Fuzeau J, Vasudevan M, Maduraimuthu V (2016) Оптимизация параметров процесса сварки для ферритно-мартенситной стали с пониженной активацией. Trans Indian Inst Metals 69 (8): 1493–1499. https://doi.org/10.1007/s12666-015-0717-3
Артикул Google Scholar
Джозеф Дж., Мутукумаран С. (2017) Оптимизация параметров активированной сварки TIG для повышения прочности сварного соединения стали AISI 4135 PM с помощью генетического алгоритма и моделирования отжига. Int J Adv Manuf Technol 93 (1–4): 23–34. https://doi.org/10.1007/s00170-015-7599-8
Int J Adv Manuf Technol 93 (1–4): 23–34. https://doi.org/10.1007/s00170-015-7599-8
Артикул Google Scholar
Видьярти Р.С., Двиведи Д.К. (2018) Зависимость эволюции микроструктуры и вязкости по Шарпи зоны плавления сварного шва A-TIG при разном времени отпуска. Trans Indian Inst Metals 71 (5): 1287–1300. https://doi.org/10.1007/s12666-017-1266-8
Артикул Google Scholar
Shyu SW, Huang HY, Tseng KH, Chou CP (2008) Исследование характеристик сварных швов A-TIG нержавеющей стали. J Mater Eng Perform 17 (2): 193–201. https://doi.org/10.1007/s11665-007-9139-7
Артикул Google Scholar
Васудеван М. (2017) Влияние процесса сварки A-TIG на характеристики сварных швов нержавеющих сталей типа 304LN и 316LN. J Mater Eng Perform 26 (3): 1325–1336. https://doi.org/10.1007/s11665-017-2517-x
https://doi.org/10.1007/s11665-017-2517-x
Артикул Google Scholar
Zhang RH, Pan JL, Katayama S (2011) Механизм увеличения проплавления при сварке A-TIG. Front Mater Sci 5 (2): 109–118. https://doi.org/10.1007/s11706-011-0125-5
Артикул Google Scholar
Кобаяши К., Нишимура Ю., Иидзима Т., Ушио М., Танака М., Шимамура Дж., Уэно Ю., Ямасита М. (2004) Практическое применение высокоэффективного метода сварки TIG двойной дугой (Sedar-TIG) для Pclng резервуар.Weld World 48 (7–8): 35–39. https://doi.org/10.1007/BF03266441
Артикул Google Scholar
Ding XP, Li H, Yang LJ, Gao Y, Wei HL (2014) Численный анализ характеристик дуги в двухэлектродной GTAW. Int J Adv Manuf Technol 70 (9–12): 1867–1874. https://doi. org/10.1007/s00170-013-5443-6
org/10.1007/s00170-013-5443-6
Артикул Google Scholar
Schwedersky MB, Henrique Gonçalves R, Dutra JC, Reisgen U, Willms K (2018) Оценка характеристик дуги процесса двухэлектродной GTAW с использованием высоких значений тока. Int J Adv Manuf Technol 98 (1–4): 929–936. https://doi.org/10.1007/s00170-018-2344-8
Артикул Google Scholar
Ленг XS, Чжан Дж. Дж., Ву Л. (2006) Характеристика давления дуги сопряжения для двухэлектродной сварки TIG. J. Phys. D. Appl. Phys. 39 (6): 1120–1126.https://doi.org/10.1088/0022-3727/39/6/017
Артикул Google Scholar
Чжан Дж.Дж., Сюн Дж., Гао Х.М., Ву Л. (2012) Влияние параметров процесса на распределение температуры в дуговом соединении двухэлектродной сварки TIG. J Quant Spectrosc Radiat Transf 113 (15): 1938–1945. https://doi.org/10.1016/j.jqsrt.2012.05.018
https://doi.org/10.1016/j.jqsrt.2012.05.018
Артикул Google Scholar
Huang Y, Liu RL, Hao YZ (2018) Газовая ванна, активирующая метод сварки TIG, с дуговым электродом. Chin J Mech Eng 31:96. https://doi.org/10.1186/s10033-018-0297-3
Артикул Google Scholar
Yonglun S (2013) Исследование и разработка высокопроизводительной сварочной дуги. Электросварка Mach 43 (3): 1–5
Google Scholar
Xie Y, Cai YC, Zhang X, Luo Z (2018) Характеристика стали AISI 430, полученной дуговой сваркой вольфрамовым электродом в скважине, и оптимизация характеристик соединений. Int J Adv Manuf Technol 99: 347–361. https://doi.org/10.1007/s00170-018-2257-6
Артикул Google Scholar

Шник М., Фуэнтес Дж. Э., Зшецше Дж. И др. (2010) Основы и приложения TIG, сфокусированные на катоде. 63-я Международная конференция Международного института сварки, Стамбул.Номер документа XII-1985-10
Lohse M, Füssel U, Schuster H, Friedel J, Schnick M (2013) Сварка в замочную скважину с использованием CF-TIG (катодно-сфокусированная GTA). Сварка в мире 57 (5): 735–741. https://doi.org/10.1007/s40194-013-0074-y
Артикул Google Scholar
Rosellini C, Jarvis L (2009) Процесс сварки TIG с замочной скважиной: реальная альтернатива для соединений ценных металлов. Weld Int 23 (8): 616–621.https://doi.org/10.1080/09507110802543237
Артикул Google Scholar
Cui SW, Shi YH, Cui YX, Zhu T (2018) Ударная вязкость новых дуплексных соединений из нержавеющей стали, сваренных методом аргонодуговой сварки TIG с отверстиями. Eng Fail Anal 94: 226–231. https://doi.org/10.1016/j.engfailanal.2018.08.009
Eng Fail Anal 94: 226–231. https://doi.org/10.1016/j.engfailanal.2018.08.009
Артикул Google Scholar
Huang YF, Luo Z, Lei YC, Ao SS, He S, Zhang Y (2018) Разнородное соединение сталей AISI 304 / Q345 в процессе сварки вольфрамовым электродом в инертном газе.Int J Adv Manuf Technol 96: 4041–4049. https://doi.org/10.1007/s00170-018-1791-6
Артикул Google Scholar
Fei ZY, Pan ZX, Cuiuri D, Li HJ, Wu BT, Ding DH, Su LH, Gazder AA (2018) Исследование жизнеспособности K-TIG для соединения закаленной и отпущенной стали броневого класса. J Manuf Process 32: 482–493. https://doi.org/10.1016/j.jmapro.2018.03.014
Артикул Google Scholar
Лю З.М., Фанг YX, Цю Дж.Й., Фэн М.Н., Луо З., Ян Дж.Р. (2017) Стабилизация сварочной ванны за счет струйной подачи аргона при сварке TIG с замочной скважиной из стали C-Mn.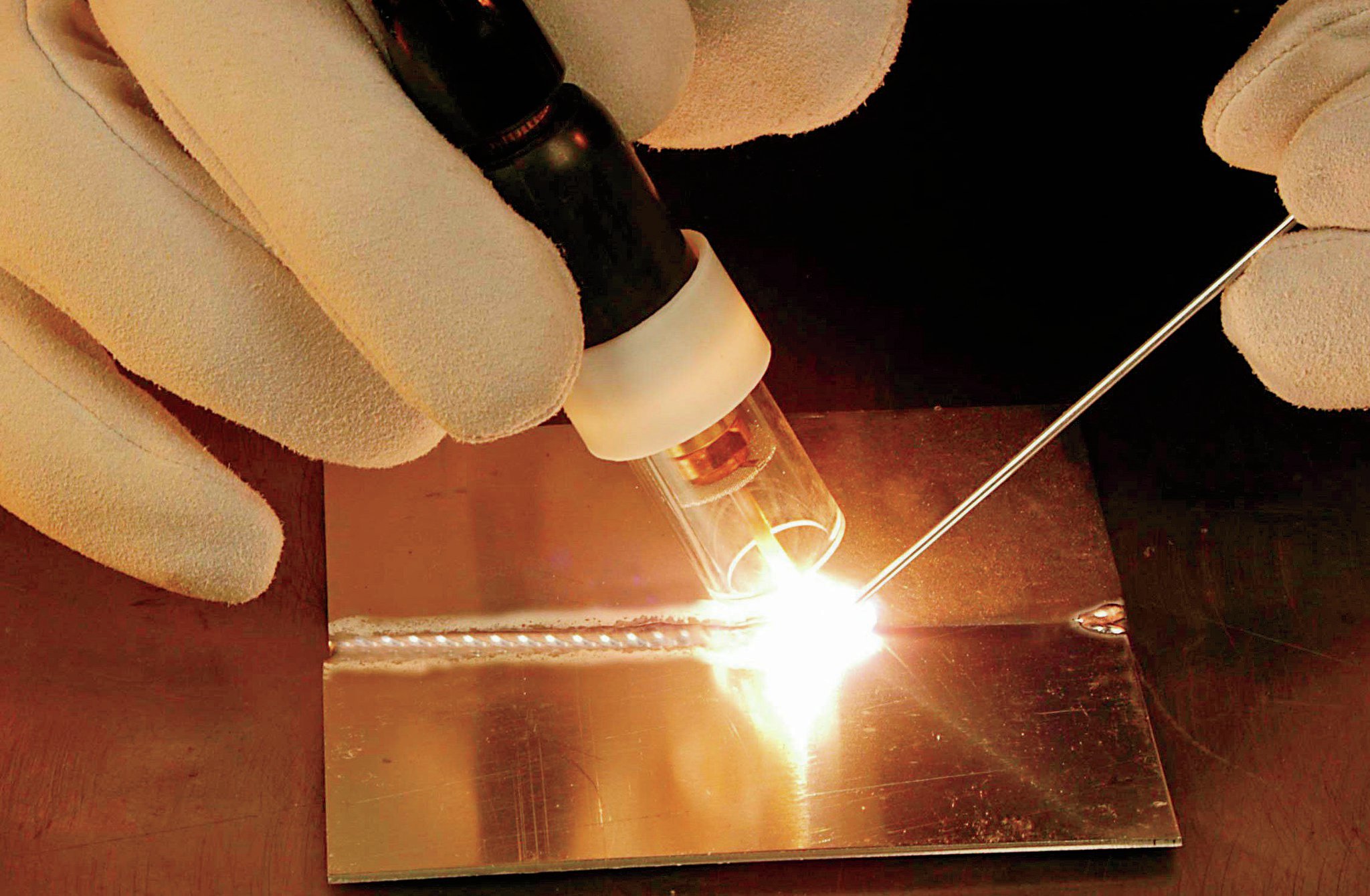 J Mater Process Technol 250 (12): 132–143. https://doi.org/10.1016/j.jmatprotec.2017.07.008
J Mater Process Technol 250 (12): 132–143. https://doi.org/10.1016/j.jmatprotec.2017.07.008
Артикул Google Scholar
Лю ZM, Fang YX, Cui SL, Yi S, Qiu JY, Jiang Q, Liu WD, Luo Z (2017) Температурное поведение замочной скважины в процессе сварки GTAW.Int J Therm Sci 114 (4): 352–362. https://doi.org/10.1016/j.ijthermalsci.2017.01.005
Артикул Google Scholar
Fei ZY, Pan ZX, Cuiuri D, Li HJ, Wu BT, Su LH (2019) Улучшение микроструктуры сварного шва и свойств материала сварного соединения броневой стали методом K-TIG с использованием присадочного материала. Int J Adv Manuf Technol 100: 1931–1944. https://doi.org/10.1007/s00170-018-2787-y
Артикул Google Scholar
Лю ZM, Chen SY, Yuan X, Zuo AQ, Zhang T, Luo Z (2018) Процесс сварки TIG с магнитной головкой под ключ. Int J Adv Manuf Technol 99: 275–285. https://doi.org/10.1007/s00170-018-2501-0
Int J Adv Manuf Technol 99: 275–285. https://doi.org/10.1007/s00170-018-2501-0
Артикул Google Scholar
Zhang BR, Shi YH, Gu SY (2019) Идентификация узких швов и обнаружение отклонений при сварке TIG с глубоким проплавлением. Int J Adv Manuf Technol 101 (5–8): 2051–2064. https: // doi.org / 10.1007 / s00170-018-3089-0
Артикул Google Scholar
Ван Ю.П., Ци Б.Дж., Конг Б.К., Чжу М.Дж., Лин С.Б. (2018) Сварка алюминиевого сплава AA2219 с помощью двухимпульсной газовой вольфрамовой дуги с переменной полярностью. J Manuf Process 34: 179–186. https://doi.org/10.1016/j.jmapro.2018.06.006
Артикул Google Scholar
Fang YX, Liu ZM, Cui SL, Zhang Y, Qiu JY, Luo Z (2017) Улучшение микроструктуры и механических свойств сварного шва Q345 с помощью высокочастотной дуги в режиме сварки TIG с замочной скважиной. J Mater Process Technol 250: 280–288. https://doi.org/10.1016/j.jmatprotec.2017.07.026
J Mater Process Technol 250: 280–288. https://doi.org/10.1016/j.jmatprotec.2017.07.026
Артикул Google Scholar
Qi BJ, Yang MX, Cong BQ, Liu FJ (2013) Влияние поведения дуги на геометрию сварного шва при высокочастотном импульсном процессе GTAW с нержавеющей сталью 0Cr18Ni9Ti.Int J Adv Manuf Technol 66: 1545–1553. https://doi.org/10.1007/s00170-012-4438-z
Артикул Google Scholar
Zhao JR, Sun D, Hu SS (1992) Поведение анода высокочастотной импульсной сварочной дуги TIG. Trans China Weld Institution 13 (1): 59–66
Google Scholar
Morisada Y, Fujii H, Inagaki F, Kamai M (2013) Разработка метода высокочастотной сварки вольфрамом в инертном газе.Mater Des 44: 12–16. https://doi.org/10.1016/j.matdes.2012.07.054
Артикул Google Scholar

Balle F (2012) Ультразвуковая сварка. JOM 64 (3): 400–400. https://doi.org/10.1007/s11837-012-0261-0
Артикул Google Scholar
Ян Дж. К., Ян К. Л., Лю Х. Дж., Цуй В., Се В. Ф., Гуо В. Б. (2015) Обзор ультразвуковой сварки и ее научных проблем.J Mech Eng 51 (24): 41–49. https://doi.org/10.3901/JME.2015.24.041
Артикул Google Scholar
Юань Х.Р., Лин С.Б., Ян К.Л., Фан Ц.Л., Ван С. (2011) Анализ микроструктуры и пористости при ультразвуковой сварке TIG алюминиевого сплава 2014 года. China Weld 20 (1): 39–43
Google Scholar
He LB, Li LM, Hao HW (2006) Уточнение зерна и высокие характеристики соединения титанового сплава с использованием дугово-ультразвуковой сварки вольфрамовым электродом.Sci Technol Weld Join 11: 72–74. https://doi. org/10.1179/174329306X77083
org/10.1179/174329306X77083
Артикул Google Scholar
Chen XZ, Shen Z, Wang JJ, Chen J, Lei YC, Huang QY (2012) Влияние дуги TIG с ультразвуковым возбуждением на сварные швы стали CLAM. Int J Adv Manuf Technol 60 (5–8): 537–544. https://doi.org/10.1007/s00170-011-3611-0
Артикул Google Scholar
Суита Й, Цукуда Й, Терадзима Н., Такахаши Х, Огасавара М., Охжи Т., Масубучи К. (1997) Сварка алюминиевого сплава полым электродом TIG в вакууме. Weld Int 11 (8): 605–614. https://doi.org/10.1080/09507119709448442
Артикул Google Scholar
Chen SJ, Wang JX, Jiang F, Yan ZY, Gong JL (2016) Исследование характеристик дуговой сварки полым вольфрамом с центральным отрицательным давлением. J Mech Eng 52 (2): 7–12.https://doi. org/10.3901/JME.2016.02.007
org/10.3901/JME.2016.02.007
Артикул Google Scholar
Jiang F, Yan ZY, Chen SJ, Lu ZY (2016) Распределение энергии электрода в дуге отрицательного давления с центрированным полым катодом. J Manuf Process 24 (1): 138–144. https://doi.org/10.1016/j.jmapro.2016.08.005
Артикул Google Scholar
Jiang F, Chen SJ, Zhang RY, Yan ZY, Wang JX, Zhang YM (2016) Дуга отрицательного давления с центрированным полым катодом. Сварка J 95 (10): 395–408
Google Scholar
Chen SJ, Yan ZY, Jiang F, Lu ZY (2016) Распределение давления дуги отрицательного давления с центрированным полым катодом. J Manuf Process 23: 21–28. https://doi.org/10.1016/j.jmapro.2016.05.016
Артикул Google Scholar

Таширо С., Танака М., Накатани М., Тани К., Фурубаяши М. (2007) Численный анализ свойств источника энергии дуги с полым катодом. Surf Coat Technol 201 (9–11): 5431–5434. https://doi.org/10.1016/j.surfcoat.2006.07.158
Артикул Google Scholar
Xu JP, Tian XB, Qi HQ, Wang JJ, Gong CZ, Xu P (2019) Характеристика вакуумной дуги с полым катодом и осевым магнитным полем как концентрированного источника тепла.Vacuum 160: 70–74. https://doi.org/10.1016/j.vacuum.2018.11.012
Артикул Google Scholar
Wu H, Chang YL, Lu L, Bai J (2017) Обзор процесса дуговой сварки с магнитным управлением. Int J Adv Manuf Technol 91 (9–12): 4263–4273. https://doi.org/10.1007/s00170-017-0068-9
Артикул Google Scholar
Номура К. , Морисаки К., Хирата Ю. (2009) Магнитное управление дуговой плазмой и его моделирование. Сварка в мире 53 (7/8): 181–187. https://doi.org/10.1007/BF03266730
, Морисаки К., Хирата Ю. (2009) Магнитное управление дуговой плазмой и его моделирование. Сварка в мире 53 (7/8): 181–187. https://doi.org/10.1007/BF03266730
Артикул Google Scholar
Baskoro AS, Fauzian A, Basalamah H, Kiswanto G, Winarto W. (2018) Улучшение проплавления сварного шва за счет использования конфигураций магнитных полюсов для сварки вольфрамовым электродом в среде инертного газа (TIG). Int J Adv Manuf Technol 99 (5–8): 1603–1613.https://doi.org/10.1007/s00170-018-2552-2
Артикул Google Scholar
Ван Дж. Ф., Сан К. Дж., Фенг Дж. К., Ван С. Л., Чжао Х.Й. (2017) Характеристики сварки и давления дуги при сварке TIG в узкий зазор с использованием новых магнитных колебаний дуги. Int J Adv Manuf Technol 90 (1–4): 413–420. https://doi.org/10.1007/s00170-016-9407-5
Артикул Google Scholar

Wang JF, Sun QJ, Feng JC, Zhang T, Zhang S, Liu YB (2018) Характеристики дуги в переменном магнитном поле при помощи узкозазорной импульсной GTAW. J Mater Process Technol 254: 254–264. https://doi.org/10.1016/j.jmatprotec.2017.11.042
Артикул Google Scholar
Wang L Wu CS, Gao JQ (2016) Подавление неровностей валика в высокоскоростном GMAW с внешним магнитным полем. Sci Technol Weld Join 21 (2): 131–139.https://doi.org/10.1179/1362171815Y.0000000074
Артикул Google Scholar
Chen SJ, Hua AB, Yin SY (2006) Характеристики движения дуги при сварке TIG во вращающемся магнитном поле. Сварка и соединение 10: 34–36. https://doi.org/10.3969/j.issn.1001-1382.2006.10.007
Артикул Google Scholar
Liu ZJ, Li YH, Su YH (2018) Моделирование и анализ характеристик теплопередачи и потока жидкости в дуговой плазме при гибридной сварке с продольным магнитным полем и вольфрамом в инертном газе. Int J Adv Manuf Technol 98 (5–8): 2015–2030. https://doi.org/10.1007/s00170-018-2320-3
Int J Adv Manuf Technol 98 (5–8): 2015–2030. https://doi.org/10.1007/s00170-018-2320-3
Артикул Google Scholar
Yin XQ, Gou JJ, Zhang JX, Sun JT (2012) Численное исследование дуговой плазмы и сварочных ванн для GTAW с приложенными осевыми магнитными полями.J. Phys. D. Appl. Phys. 45 (28): 285203. https://doi.org/10.1088/0022-3727/45/28/285203
Артикул Google Scholar
Луо Дж, Яо ZX, Сюэ К.Л. (2016) Уникальное поведение дуги с антигравитационным градиентом в гибридной дуговой сварке вольфрамом в инертном газе с продольным электрическим магнитным полем. Int J Adv Manuf Technol 84 (1–4): 1–15. https://doi.org/10.1007/s00170-015-7728-4
Артикул Google Scholar
Лу Л. (2014) Исследование поведения высокочастотной двухимпульсной сварочной дуги TIG. Шэньянский технологический университет, Шэньян
Шэньянский технологический университет, Шэньян
Google Scholar
Zhu L, Zhang RJ, Tian YJ (2007) Дуга TIG сужается вращающимися керамическими пластинами. Trans China Weld Institution 28 (11): 1–4. https://doi.org/10.1016/S1001-6058(07)60030-4
Артикул Google Scholar
Cai XY, Lin SB, Murphy AB, Dong BL, Fan CL, Yang CL (2018) Влияние содержания гелия на процесс GMAW с тройной газовой защитой. Сварка в мире 62 (5): 973–984. https://doi.org/10.1007/s40194-018-0631-5
Артикул Google Scholar
Ках П., Мартикайнен Дж. (2013) Влияние защитных газов при сварке металлов. Int J Adv Manuf Technol 64 (9–12): 1411–1421. https://doi.org/10.1007/s00170-012-4111-6
Артикул Google Scholar

Лю В., Ван Х., Лу Ф. Г., Цуй Х. С. (2015) Исследование влияния параметров процесса на пористость угловых сварных швов из разнородных алюминиевых сплавов внахлест. Int J Adv Manuf Technol 81 (5–8): 843–849. https://doi.org/10.1007/s00170-015-7276-y
Артикул Google Scholar
Икегами Ю., Мияучи Х., Ямамото С., Учихара М. (2012) Защитные газы для улучшенных процессов GMAW и GTAW. Weld Int 26 (3): 187–195. https: // doi.org / 10.1080 / 09507116.2011.5
Артикул Google Scholar
Mirzaei M, Khodabandeh A, Najafi H (2016) Влияние активного газа на форму и микроструктуру сварного шва высокоэффективной низкоуглеродистой стали A516, сваренной методом TIG. Trans Indian Inst Metals 69 (9): 1723–1731. https://doi.org/10.1007/s12666-016-0832-9
Артикул Google Scholar

Zheng Y, Wang YC, Li H, Xing WQ, Yu XY, Dong P, Wang WX, Fan GW, Lian J, Ding M (2016) Экспериментальное исследование влияния газообразного азота на соединения из ферритной нержавеющей стали 443 двойным способом. экранированная сварка. Int J Adv Manuf Technol 87 (9–12): 3315–3323. https://doi.org/10.1007/s00170-016-8693-2
Артикул Google Scholar
Zhou CF, Jiao XD, Xue L, Chen JQ, Fang XM (2010) Исследование ремонта гипербарической сваркой подводных трубопроводов при высоком давлении воздуха.Роботизированная сварка, интеллект и автоматизация,: 391–397. DOI: https://doi.org/10.1007/978-3-642-19959-2_48
Li K, Gao HM, Li HC, Gong S (2014) Отскочившие от капли брызги в процессе дуговой сварки металлическим электродом в сухом гипербарическом газе. Int J Adv Manuf Technol 74 (5–8): 693–698. https://doi.org/10.1007/s00170-014-5990-5
Артикул Google Scholar

Allum CJ (1982) Характеристики и структура газовых вольфрамовых дуг высокого давления (1-42 бар).Технологический институт Крэнфилда, Крэнфилд, Бедфордшир, Англия
Google Scholar
Zhang LJ, Gao XL, Sun MJ, Zhang JX (2014) Сравнение схемы сварного шва при импульсной лазерной сварке Nd: YAG и импульсной дуговой сварке Nd: YAG-лазером-TIG. Int J Adv Manuf Technol 75: 153–160. https://doi.org/10.1007/s00170-014-6122-y
Артикул Google Scholar
Faraji AH, Moradi M, Goodarzi M, Colucci P, Maletta C (2017) Исследование возможностей гибридной технологии сварки Nd: YAG-лазером-TIG для сплава AA2198 Al-Li. Opt Lasers Eng 96: 1–6. https://doi.org/10.1016/j.optlaseng.2017.04.004
Артикул Google Scholar
Reisgen U, Krivtsun I, Gerhards B, Alexander Z (2016) Экспериментальное исследование гибридных сварочных процессов в сочетании с газовой вольфрамовой дугой с CO2- или Yb: YAG-лазером. Приложение J Laser Appli 28 (2): 022402. https://doi.org/10.2351/1.4944096
Приложение J Laser Appli 28 (2): 022402. https://doi.org/10.2351/1.4944096
Артикул Google Scholar
Ning J, Zhang LJ, Na SJ, Yin XQ, Niu J, Zhang JX, Wang HR (2017) Численное исследование влияния расстояния между лазером и дугой на связь лазерной энергии в импульсном Nd: YAG-лазере / Гибридная сварка TIG. Int J Adv Manuf Technol 91 (1–4): 1129–1143. https://doi.org/10.1007/s00170-016-9812-9
Артикул Google Scholar
Song G, Wang HY, Li TT, Liu LM (2018) Механизм соединения стыковых соединений сплава Mg / стали с прослойкой Cu-Zn с помощью источника гибридной лазерной сварки TIG. J Iron Steel Res Int 25: 221–227. https://doi.org/10.1007/s42243-018-0024-4
Артикул Google Scholar
Томи К., Мёллер Ф, Сепольд Г. , Воллертсен Ф. (2009) Взаимодействие между лазерным лучом и дугой в гибридных процессах сварки разнородных материалов.Сварка в мире 53 (1–2): 58–66. https://doi.org/10.1007/BF03266692
, Воллертсен Ф. (2009) Взаимодействие между лазерным лучом и дугой в гибридных процессах сварки разнородных материалов.Сварка в мире 53 (1–2): 58–66. https://doi.org/10.1007/BF03266692
Артикул Google Scholar
Liu LM, Shi JP, Xu XK (2018) Анализ эффективной индукционной эффективности лазера при импульсной лазерной GTA-сварке титанового сплава. Int J Adv Manuf Technol 96 (1–4): 401–410. https://doi.org/10.1007/s00170-017-1515-3
Артикул Google Scholar
Райсген У., Забиров А., Кривцун И., Демченко В. (2015) Взаимодействие луча CO2-лазера с аргоновой плазмой газо-вольфрамовой дуги. Сварка в мире 59 (5): 611–622. https://doi.org/10.1007/s40194-015-0236-1
Артикул Google Scholar
Ким Ю.К., Хирохата М., Иноше К. (2014) Проверка возможности управления сварочными деформациями, возникающими при гибридной лазерно-дуговой сварке. Int J Steel Struc 14 (2): 323–329.https://doi.org/10.1007/s13296-014-2012-2
(2014) Проверка возможности управления сварочными деформациями, возникающими при гибридной лазерно-дуговой сварке. Int J Steel Struc 14 (2): 323–329.https://doi.org/10.1007/s13296-014-2012-2
Артикул Google Scholar
Канемару С., Сасаки Т., Сато Т., Тецуо Е., Манабу Т. (2015) Исследование механизма гибридного процесса сварки TIG-MIG. Weld World 59: 261–268. https://doi.org/10.1007/s40194-014-0205-0
Артикул Google Scholar
Chen J, Zong R, Wu CS, Padhy GK, Hu QX (2017) Влияние слаботочной вспомогательной дуги TIG на высокоскоростную гибридную сварку TIG-MIG.J Mater Process Technol 243: 131–142. https://doi.org/10.1016/j.jmatprotec.2016.12.012
Артикул Google Scholar
Канемару С., Сасаки Т., Сато Т., Мишима Н. , Таширо С., Танака М. (2014) Исследование гибридного процесса сварки TIG-MIG. Сварка в мире 58 (1): 11–18. https://doi.org/10.1007/s40194-013-0090-y
, Таширо С., Танака М. (2014) Исследование гибридного процесса сварки TIG-MIG. Сварка в мире 58 (1): 11–18. https://doi.org/10.1007/s40194-013-0090-y
Артикул Google Scholar
Эммануэль О.О., Эстер Т.А., Мутиу Ф.Е. (2018) Исследование микроструктуры и механических свойств соединений из нержавеющей стали 304 с помощью гибридной сварки TIG – MIG. Surf Rev Lett 25 (1): 1850042. https://doi.org/10.1142/S0218625X18500427
Артикул Google Scholar
Zuo W, Ma L, Lu Y, Li SY, Ji ZQ, Ding M (2018) Влияние температур обработки раствора на микроструктуру и механические свойства гибридной дуговой добавки TIG – MIG, изготовленной из алюминиевого сплава 5356.Met Mater Int 24 (6): 1346–1358. https://doi.org/10.1007/s12540-018-0142-3
Артикул Google Scholar

Чжоу Ю. Б., Чжан З. Д., Лю Л. М. (2017) Влияние расстояния дуги на внешний вид корня шва без подкладки при двухдуговой сварке PMAG-TIG. Int J Adv Manuf Technol 92: 3583–3592. https://doi.org/10.1007/s00170-017-0393-z
Артикул Google Scholar
Zhou YB, Fang DS, Liu LM (2017) Сварка корня толстой пластины с V-образной канавкой без опорной пластины с помощью двух дуговой сварки MAG-TIG. Int J Precis Eng Manuf 18 (4): 623–628. https://doi.org/10.1007/s12541-017-0074-8
Артикул Google Scholar
Шен X, Ма GH, Chen P (2018) Влияние параметров процесса сварки на гибридный процесс сварки GMAW-GTAW магниевого сплава AZ31B. Int J Adv Manuf Technol 94: 2811–2819.https://doi.org/10.1007/s00170-017-0954-1
Артикул Google Scholar

Ян К., Ян Г, Чжао Й, Гао Л. Х., Лу Дж. С. (2012) Спектральный анализ сварки A-TIG для алюминиевого сплава. Trans China Weld Inst 33 (12): 73–76. https://doi.org/10.1007/s11783-011-0280-z
Артикул Google Scholar
Vora JJ, Badheka VJ (2016) Улучшенное проплавление с использованием оксидных флюсов при активированной сварке TIG низкоактивной ферритной / мартенситной стали.Trans Indian Inst Metals 69 (9): 1755–1764. https://doi.org/10.1007/s12666-016-0835-6
Артикул Google Scholar
Li H, Zou JS, Yao JS, Peng HP (2017) Единый дизайн и оптимизация активного агента и технологических исследований для сварки A-TIG алюминиевого сплава 2219. Int J Adv Manuf Technol 92 (9–12): 3435–3446. https://doi.org/10.1007/s00170-017-0356-4
Артикул Google Scholar

Li CX, Zhang XF, Wang J (2018) Влияние аксиального внешнего магнитного поля на сварку магниевого сплава вольфрамом в инертном газе. Mater Res Exp, 5 (4) DOI: https://doi.org/10.1088/2053-1591/aabb39
Сварочные технологии в PCC
PCC / Программы /Сварочные навыки используются во многих профессиях. Перспективы трудоустройства в районе Портленда велики. Департамент занятости штата Орегон прогнозирует более 250 вакансий в области сварщиков в год до 2027 года.
Почему стоит выбрать Welding Technology в PCC?
Заработная плата
По данным Департамента занятости штата Орегон, средняя годовая зарплата сварщиков в районе Портленда составляет долларов, 48 160 долларов.
На нашем сварочном факультете работают преданные своему делу преподаватели с практическим опытом. Вы будете учиться в учреждениях, разработанных, чтобы научить вас практическим навыкам, которые ищут работодатели.
Программа PCC Welding предлагает гибкое расписание, которое позволяет вам записаться на полный или неполный рабочий день с открытым входом / открытым выходом в формате самостоятельного обучения.
Дипломы и сертификаты
Что вы узнаете?
- GMAW (газовая дуговая сварка металла)
- GTAW (газовая дуговая сварка вольфрамом)
- FCAW (порошковая сварка)
- Морская сварка
- Неразрушающий контроль (NDT)
- OAC (кислородно-ацетиленовая резка)
- OAW (кислородно-ацетиленовая сварка)
- PAC (плазменно-дуговая резка)
- Сварка палкой
- SMAW (дуговая сварка защищенного металла)
- Сварка TIG
- Коды конструкционной стали
- Проволока сварочная
Что вы будете делать?
Вот несколько профессий, в которых используется сварка:
- Дизельная механика
- Производство
- Остекление
- Производство
- Морское строительство
- Миллрайт
- Опоры шпунтовые
- Фитинг
- Скульптура
- Листовой металл
- Арматура паровая
- Сварочный контроль
Где используются марки PCC
Вы можете работать на верфях, производителях, подрядчиках, государственных фирмах, которым требуются механики по техническому обслуживанию, и в ремонтных мастерских. Выпускники программы PCC трудоустроены в таких фирмах как:
Выпускники программы PCC трудоустроены в таких фирмах как:
- Общий каскад
- Прицеп прибрежный
- Columbia Corp.
- Инструмент Дэвиса
- Freightliner
- Gunderson Inc.
- H&W Металлы
- Термоперенос Harris
- Промышленный мастер Madden
- Орегонский металлургический завод
- Vigor Marine
- Листовой металл, местный № 16
Вы работодатель? Разместите вакансию.
Не совсем готовы подать заявку?
Мы можем помочь вам получить необходимую информацию.
Технология аргонно-дуговой сварки циркония и циркониевых сплавов — цирконий металлический
Цирконий и циркониевые сплавы обладают превосходной коррозионной стойкостью к кислотам и щелочам и даже превосходят ниобий, титан и другие металлы в некоторых средах. Поэтому цирконий и сплавы циркония постепенно используются в качестве конструкционных материалов, таких как оборудование и трубопроводы в химической промышленности, с высокой коррозионной стойкостью благодаря их хорошей коррозионной стойкости в последние годы.
Поэтому цирконий и сплавы циркония постепенно используются в качестве конструкционных материалов, таких как оборудование и трубопроводы в химической промышленности, с высокой коррозионной стойкостью благодаря их хорошей коррозионной стойкости в последние годы.
Из-за высокотемпературной химической активности цирконий и сплавы циркония могут вступать в реакцию с различными элементами в воздухе при высокой температуре, что приводит к нарушению их механических свойств. Поэтому в процессе сварки циркония и циркониевых сплавов ключом к обеспечению качества сварки является выбор чистой рабочей среды и усиление изоляции и защиты сварных швов и деталей в зоне термического влияния.
Основные свойства циркония и циркониевых сплавов
Цирконий и циркониевые сплавы в основном включают R60702, R60704 и R60705. Цирконий и циркониевые сплавы обладают хорошими сварочными свойствами и стабильными химическими свойствами при комнатной температуре. Однако его химические свойства при высоких температурах очень активны, и он имеет сильное сродство к загрязнению кислородом, азотом, водородом, пылью и влажностью в рабочей среде.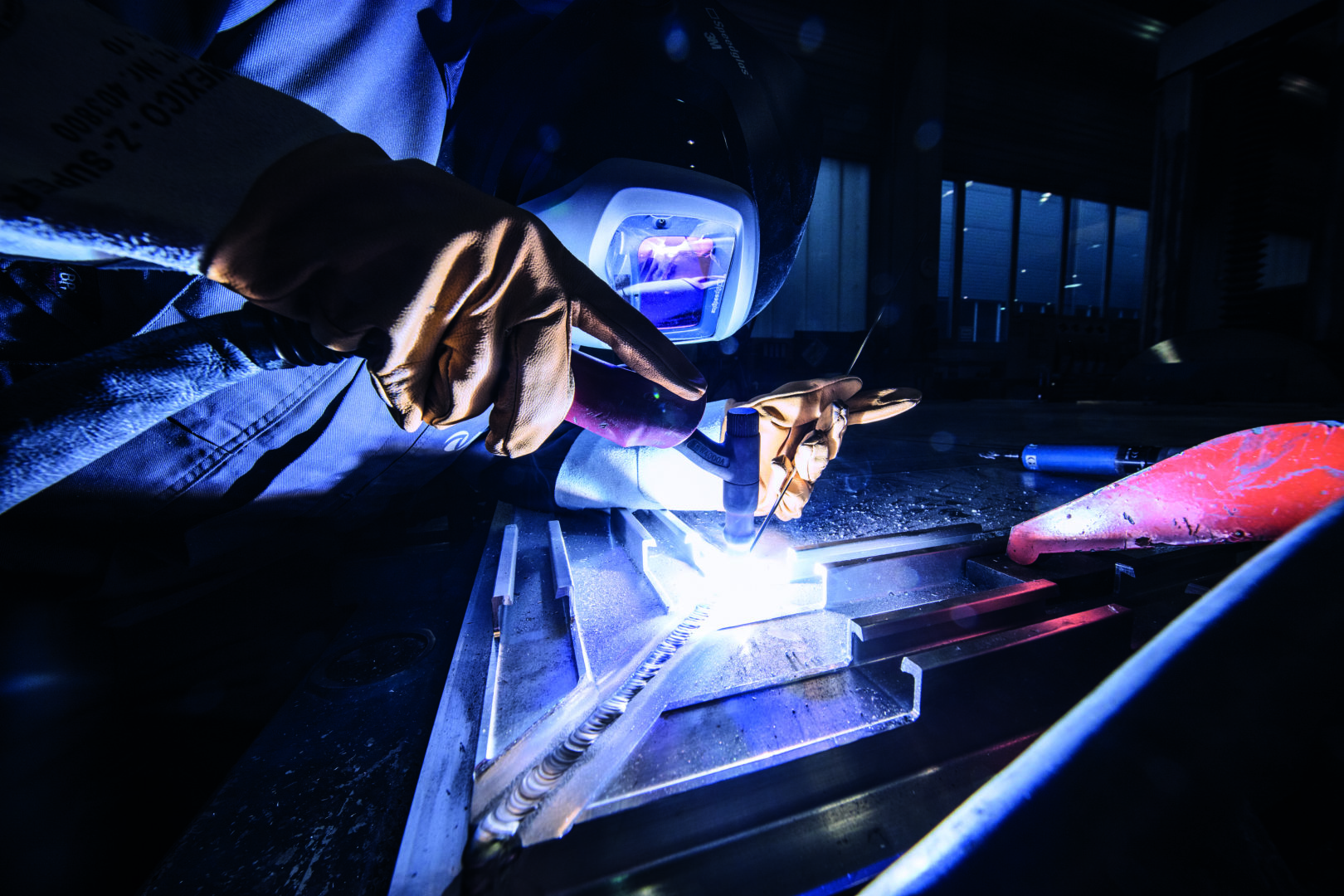
Превосходная коррозионная стойкость циркония и циркониевых сплавов обеспечивается оксидной пленкой, образующейся на поверхности, и зависит от целостности и прочности оксидной пленки.Когда цирконий и сплав циркония поглощают определенное количество кислорода, азота, водорода и других газовых примесей, их механические свойства и коррозионная стойкость резко ухудшаются. Таким образом, усиление защиты поверхности от пыли, влаги и теплового воздействия окружающей среды, а также задней части сварочного шва является ключевым элементом контроля качества в процессе сварки.
Цирконий и циркониевый сплавФакторы, влияющие на качество сварки циркония и циркониевого сплава
- Склонность к образованию трещин при сварке
Из-за низкого коэффициента теплового расширения циркония и сплава циркония изменение объема, вызванное термической деформацией и фазовым переходом, очень мало, а содержание серы, фосфора, углерода и других примесей очень низкое, очевидная тенденция отсутствует трещин в процессе сварки. Однако, когда сварочный шов поглощает определенное количество примесей кислорода, азота и водорода, характеристики сварочного шва и зоны термического влияния станут хрупкими. Если в сварном шве возникнет напряжение, возникнут холодные трещины.
Однако, когда сварочный шов поглощает определенное количество примесей кислорода, азота и водорода, характеристики сварочного шва и зоны термического влияния станут хрупкими. Если в сварном шве возникнет напряжение, возникнут холодные трещины.
В то же время атомы водорода обладают свойством диффузии и агрегации к частям с высоким напряжением в зоне термического влияния с более низкой температурой, что приводит к образованию относительно слабых связей в этих частях, что может привести к генерации трещин задержки сварки.
- Выбор сварочных материалов
Присадочную проволоку для сварки циркония и циркониевых сплавов следует выбирать по принципу соответствия составу основного материала. Поверхность сварочной проволоки не должна иметь толстой корки, трещин, явлений окисления и дефектов металлических или неметаллических включений. Кроме того, сварочную проволоку перед использованием необходимо очистить и просушить.
- Выбор защитного газа
При аргонодуговой сварке вольфрамовым электродом из циркония и циркониевого сплава должен использоваться аргон высокой чистоты с содержанием 99. Чистота 999% и содержание примесей должны соответствовать требованиям действующих стандартов GB / T4842.
Чистота 999% и содержание примесей должны соответствовать требованиям действующих стандартов GB / T4842.
Из-за чрезвычайно высоких требований к чистоте сварочного защитного газа, во время процесса сварки требуется постоянная подача газа, и газ не может прерываться в процессе; в противном случае необходимо снова заменить заправку аргоном. Следовательно, метод прямой подачи газа с использованием обычного аргона в одном баллоне не может удовлетворить требованиям защиты. Необходимо увеличить пропускную способность нескольких последовательно соединенных баллонов с аргоном и обеспечить одновременную работу нескольких сварочных аппаратов через цилиндр разделения воздуха.
Посетите http://www.samaterials.com для получения дополнительной информации.
Блог The Welders Warehouse
Меня спрашивают: «Можете ли вы использовать один и тот же газ для Mig и Tig?» МНОГО!
К сожалению, ответ — НЕТ.
Газ для сварки MIG
Как для сварки Mig, так и для сварки Tig требуется газ для защиты сварочной ванны от кислорода и часто для охлаждения горелки, но это не единственные функции, которые она выполняет при сварке Mig Welding.
Во-первых, «MIG», что означает «металлический инертный газ», на самом деле неправильный термин.Это связано с тем, что практически все газы, используемые для MIG-сварки, являются «активными» газами, поэтому ее следует называть сваркой «MAG» или «Metal Active Gas»
North American решает проблему Mig / Mag, называя этот процесс «дуговой сваркой металла в газовой среде» или GMAW).
В любом случае, при сварке MIG (мы будем использовать популярный термин) используются в основном активные газы, обычно смесь аргона (инертный) и Co2 (активный).
«Инертный» означает, что газ ни с чем не реагирует, «Активный» означает, что газ действительно вступает в реакцию или изменяет что-либо еще.
Активный газ используется при сварке Mig по двум причинам:
- Смеси активных газов делают газ полупроводящим для электричества, делают дугу более горячей и лучше проникают.
- Активный газ снимает поверхностное натяжение расплавленного металла, позволяя ему еще больше сгладиться.

Использование инертного газа, например чистого аргона, приведет к тому, что машину придется поднимать выше, и сварные швы будут выше.
Чистый аргон следует использовать только для сварки алюминия методом MIG или для специальных целей.
Посмотрите наш ассортимент одноразовых газовых баллонов
Газ для сварки TIG
Хотя существуют и более экзотические (и дорогие) смеси, большинство сварщиков сочтут чистый аргон идеальным для сварки большинства металлов методом TIG.
Газ для сварки TIG предназначен для защиты сварочной ванны от кислорода и охлаждения горелки, если не используется горелка с водяным охлаждением.
Если вы используете активный газ для сварки TIG, вы обнаружите, что довольно легко выдуваете дыры, а вольфрамовый электрод очень быстро сгорает.
Посмотрите наш ассортимент одноразовых газовых баллонов
Выводы
Как мы выяснили, вы не можете использовать один и тот же газ для сварки Mig и Tig. Это существенно разные процессы.
Это существенно разные процессы.
Надеюсь, вы найдете мои ответы на вопрос «Можно ли использовать один и тот же газ для Mig и Tig».
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий.
Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Влияние методов сварки TIG на микроструктуру, свойства и пористость сварного соединения из алюминиевого сплава 2219
https://doi.org/10.1016/j.jallcom.2017.08.157Получить права и содержаниеОсновные моменты
- •
Реализована сварка отрицательного электрода постоянного тока A-TIG (DCEN A-TIG) с использованием специального активного вещества.
- •
Сварка DCEN A-TIG устранила сварочную пористость алюминиевого сплава 2219.
- •
При сварке DCEN A-TIG была удалена оксидная пленка алюминиевого сплава 2219.
- •
Сварка VPTIG содержала большую макро- и микропористость и увеличивала термическое воздействие на основной металл.
- •
Сварка DCEN A-TIG может достичь того же индекса механических характеристик, что и сварка VPTIG.

Abstract
2219 Алюминиевый сплав в основном использовался в топливных баках отечественной авиакосмической техники.Пористость часто наблюдалась при сварке ВПТИГ алюминиевого сплава 2219. Новая технология сварки в условиях сварки отрицательным электродом постоянного тока A-TIG (DCEN A-TIG) с использованием специального активного вещества (AlF 3 , LiF, KF-AlF 3 , K 2 SiF 6 ) устранили сварочную пористость алюминиевого сплава 2219. Выполнена сварка DCEN A-TIG и сварка VPTIG алюминиевого сплава 2219. По сравнению со сваркой VPTIG, уменьшение тока при сварке DCEN A-TIG значительно снизило тепловое воздействие на основной металл и зону термического влияния. Технология DCEN A-TIG предотвратила образование пористости при сварке, в то время как сварка VPTIG содержала многочисленные макро- и микропористости. Самой слабой частью сварного соединения DCEN A-TIG была зона сплавления, однако соединение VPTIG в основном разрывалось в зоне сварного шва из-за значительного дефекта пористости. Размеры зерен зоны сварки при сварке VPTIG были крупнее, чем при сварке DCEN A-TIG, которые могут достигать того же индекса механических характеристик при сварке VPTIG.
Технология DCEN A-TIG предотвратила образование пористости при сварке, в то время как сварка VPTIG содержала многочисленные макро- и микропористости. Самой слабой частью сварного соединения DCEN A-TIG была зона сплавления, однако соединение VPTIG в основном разрывалось в зоне сварного шва из-за значительного дефекта пористости. Размеры зерен зоны сварки при сварке VPTIG были крупнее, чем при сварке DCEN A-TIG, которые могут достигать того же индекса механических характеристик при сварке VPTIG.
Ключевые слова
2219 алюминиевый сплав
Пористость
Сварка DCEN A-TIG
Сварка VPTIG
Рекомендуемые статьи Цитирующие статьи (0)
Полный текст© 2017 Elsevier B.V. Все права защищены.
Рекомендуемые статьи
Ссылки на статьи
Сварочные технологии | Общественный колледж Гонолулу
Программная миссия
Миссия программы «Сварочные технологии» — служить сообществу в качестве ориентированной на обучение программы открытых дверей, которая обеспечивает техническое обучение, отвечающее требованиям сварочной отрасли и индивидуальным потребностям. Вариант open-exit позволяет студентам определять свои карьерные цели и участвовать в изучении программы.
Вариант open-exit позволяет студентам определять свои карьерные цели и участвовать в изучении программы.
Описание программы
Учебная программа по сварке разработана в соответствии с минимальными стандартами квалификации, установленными Американским обществом сварщиков (AWS) для сварщиков начального уровня. Обучение дается как теоретическим, так и практическим навыкам на различных этапах сварки и резки. Сюда входят дуговая сварка, плазменная и воздушно-дуговая резка угольным газом, кислородно-ацетиленовая сварка, сварка TIG, сварка MIG, дуговая сварка металлическим и флюсовым сердечником, принципы сварочного контроля и методы изготовления.Сварщики начального уровня работают в самых разных отраслях промышленности, где используются сварочные работы и сварочные работы. Этот диапазон отраслей включает малые, средние и крупные профсоюзы и предприятия, не являющиеся профсоюзами. У студентов есть возможность получить свидетельство о достижениях или степень младшего специалиста по прикладным наукам.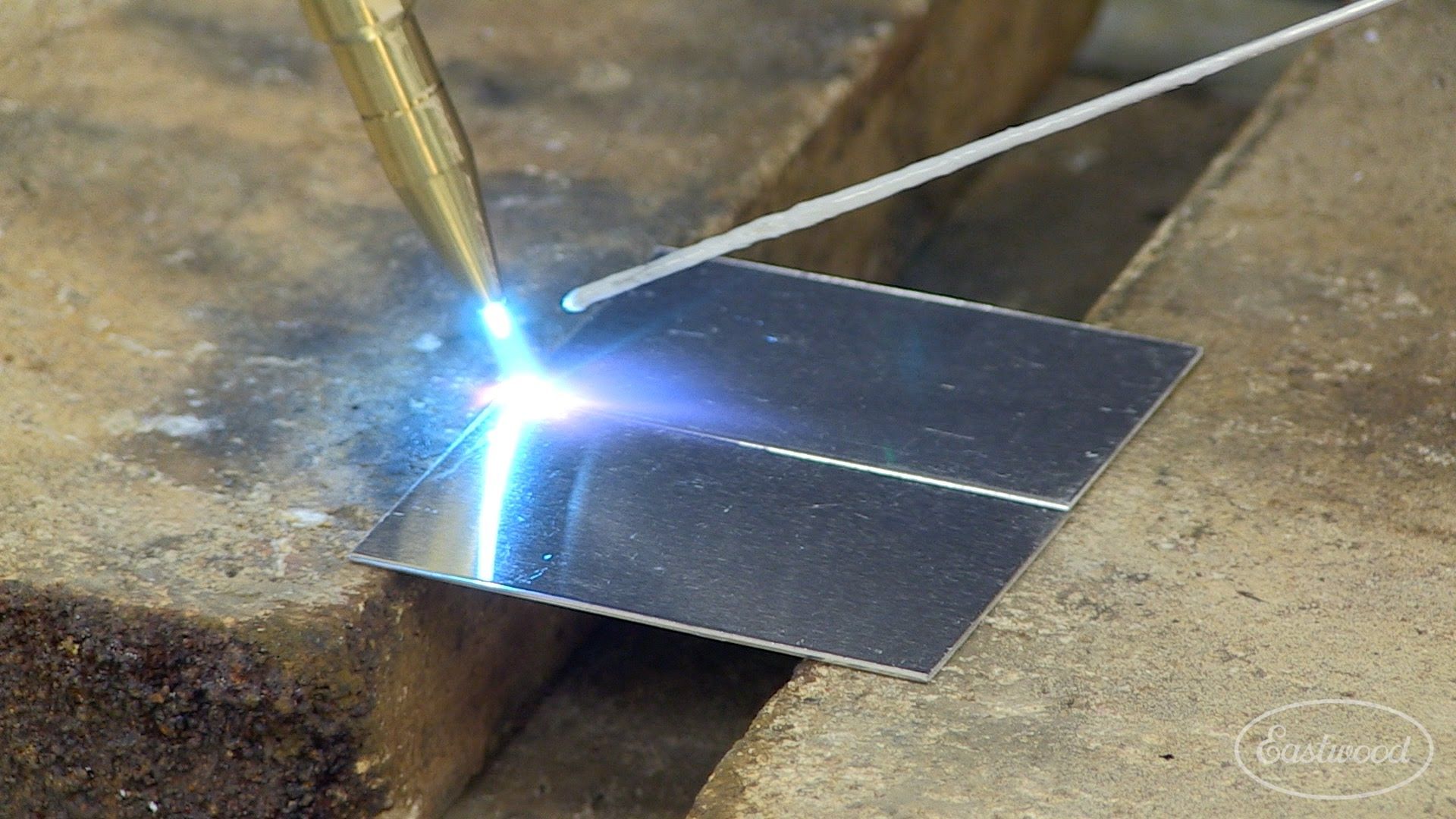
Предварительные требования к программе
- Размещение в ENG 100
- MATH 50 ИЛИ отнесение к MATH 150 или выше
- Рекомендуемая подготовка: IS 20
градусов, которые можно заработать
- Ассоциированный специалист по прикладным наукам (AAS)
- Сертификат достижений (CA)
Стоимость учебников / расходных материалов
Стоимость учебников, инструментов, СИЗ и расходных материалов для 4-семестровой программы составляет примерно 1500 долларов.00. Каждый семестр может потребоваться покупка дополнительных инструментов и учебников.
После успешного завершения программы WELD студенты смогут:
- Демонстрирует порядочность, мотивацию, надежность и готовность учиться.
- Демонстрирует навыки, связанные с прикладными науками, базовыми компьютерами, прикладной математикой / измерениями, чтением для информации, деловым письмом, слушанием и следованием указаниям, поиском / использованием информации и устной / презентацией.
- Демонстрирует понимание основ бизнеса, командной работы, адаптируемости / гибкости, маркетинга и ориентации на клиента, планирования и организации, решения проблем и принятия решений, а также прикладных технологий.
- Демонстрирует компетентность в разработке и проектировании производственных процессов, производстве, техническом обслуживании, установке и ремонте, логистике цепочки поставок, обеспечении качества / постоянном улучшении, а также в области охраны труда и техники безопасности.
- Демонстрирует основы сварки, процессы и оборудование, материалы и металлургию, а также безопасность при сварке.
- Демонстрирует знания в области безопасности и здоровья, рисунков и символов, дуговой сварки защищенного металла (SMAW), газовой дуговой сварки (GMAW), дуговой сварки порошковым электродом (FCAW), газовой вольфрамовой дуговой сварки (GTAW), термической резки, кислородной резки. (OFC), плазменно-дуговая резка (PAC), углеродно-дуговая резка (CAC) и контроль.
- Демонстрирует компетентность в SMAW, GMAW, FCAW, GTAW, термической резке, OFC, PAC, CAC и инспекции.


Технические стандарты нашей программы были разработаны, чтобы помочь студентам понять минимальные основные умственные, физические и поведенческие навыки, необходимые для участия и завершения всех основных аспектов нашей учебной программы.
Навыки мышления
Общий
Применяйте стандартные принципы и методы сварки для выполнения практических заданий.
Особый
- Читать учебники, раздаточные материалы, схемы, схемы и таблицы.
- Ознакомьтесь со стандартами и квалификациями в области сварки.
- Распознавать терминологию и символы сварки.
- Интерпретация чертежей и эскизов.
- Визуализируйте трехмерные объекты.
- Различайте формы, формы и узоры.
- Делайте точные измерения и конвертируйте.
- Вычислить уклоны, окружности и десятичные эквиваленты.
- Смета материалов и затрат.
- Укажите названия и способы использования инструментов и машин.
- Описать работу различных сварочных аппаратов.
- Объясните характеристики и использование различных типов металлов. Опишите стандартные методы и методы сварки.
- Соблюдайте правила техники безопасности.
- Объясните, как правильно ухаживать за оборудованием.
- Составьте планы изготовления.
- Выполните процедуры в соответствии с надлежащими спецификациями.
- Проведение испытаний сварочных работ.
- Отличить плохое строительство от качественного.

Навыки восприятия / наблюдения
Общий
Используйте сенсорные подсказки, чтобы поддерживать стандарты качества сварки.
Особый
- Сделайте точные измерения с точностью до 1/16 дюйма.
- Распознавать и сравнивать формы и формы предметов.
- Обнаружение производственных проблем.
- Изучить и выбрать подходящие материалы, инструменты и оборудование для сварочных работ.

Навыки моторики
Общий
Обладают достаточной физической силой, гибкостью и ловкостью для безопасного выполнения сварочных работ.
Особый
- Эксплуатировать необходимые инструменты, оборудование и механизмы.
- Снимите и замените металлические детали.
- Позиционируйте и маневрируйте в ограниченном пространстве.
- Работа на разной высоте.
- Подъемно-транспортное оборудование и материалы по мере необходимости.
Навыки общения
Общий
Эффективно общайтесь для сбора и передачи информации.
Особый
- Получить необходимую информацию из устных и письменных источников.
- Последовательно излагайте информацию.
Поведенческие навыки
Общий
Ведите себя надлежащим образом и безопасно в совместной учебной среде.
Особый
- Выполнять личные и общие обязанности.
- Работайте вместе с партнерами и группами.
