Тележка для сварочного полуавтомата с баллоном на 10, 20 или 40 литров
Тележка для сварочного аппарата значительно облегчает работу в мастерской и за ее пределами, поскольку нет надобности вручную самостоятельно переносить баллон, сварочный аппарат и сопутствующие инструменты. Каким критериям должна отвечать данная конструкция?
Содержимое
- 1 Сварочная тележка для полуавтомата: характеристики и требования
- 1.1 Конструкция тележки для баллонов от полуавтомата
- 1.2 Что стоит предусмотреть при изготовлении конструкции
- 2 Тележка для сварочного аппарата своими руками по чертежам
- 2.1 Необходимые материалы
- 2.2 Процесс изготовления тележки для полуавтомата
- 2.3 Нюансы изготовления
- 3 Варианты исполнения тележки для полуавтомата с баллоном
- 3.1 Двухколесная конструкция
- 3.2 Трехколесная модель
- 3.3 Видео
- 4 Варианты тележек для сварочных аппаратов
- 4.1 Изготовление тележек
- 4.
 2 Видео
2 Видео
- 5 Универсальная тележка для сварочного аппарата и электроинструмента
- 5.1 Основные этапы работ
- 5.2 Видео
- 6 Как сделать практичную тележку для сварочного аппарата
- 6.1 Основные этапы работ
- 6.2 Видео
- 7 Сварочная тележка с выдвижным ящиком
- 7.1 Основные этапы работ
- 7.2 Финальная часть работ
- 7.3 Видео
- 8 Как сделать тележку для сварочного полуавтомата
- 8.1 Основные этапы работ
- 8.2 Видео
- 9 Самодельная тележка для сварочного полуавтомата
- 9.1 Основные этапы работ
- 9.2 Видео
- 10 Тележка 2 в 1:для сварочного аппарата и баллона
- 10.1 Основные этапы работ
- 10.2 Видео
- 11 Стильная и функциональная тележка для сварочного аппарата
- 11.1 Основные этапы работ
- 11.2 Видео
- 12 Тележка для сварочного аппарата с раскладным столом
- 12.1 Основные этапы работ
- 12. 2 Видео
- 13 Практичная мобильная стойка для сварочного полуавтомата
- 13.1 Основные этапы работ
- 13.2 Видео
 2 Видео
2 ВидеоСварочная тележка должна отвечать ряду характеристик, которые обеспечивают благоприятные условия труда. В первую очередь такая тележка должна обладать:
- определенной грузоподъемностью;
- достаточной вместимостью;
- надежной устойчивостью;
- высокой маневренностью.
Кроме того, тележка не должна падать, если вдруг сварщик дернет за шланг, ведь это может привести к неблагоприятным последствиям.
Конструкция тележки для баллонов от полуавтомата Читайте также: Дачная газонокосилка из электроколесаКонструкция представляет из себя сваренную из металлических балок конструкцию на колесах.
Она предназначена для более лёгкой транспортировки газового баллона, ведь не всегда удобно перевозить его вручную. Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
- вес, который будет соответствовать установленному оборудованию;
- оснащение крепкими креплениями в виде хомутов;
- диаметр колёс не должен быть менее 20 см, и они должны быть оснащены шинами из литой резины. Размер ступицы должен быть не менее 18 мм;
- если тележка оснащается 4 колёсами, то одна пара должна быть поворотного типа. Это обеспечит маневренность тележки;
- полка под инвертором должна изготавливаться из плотного материала, это поможет предотвратить падение мелких и посторонних предметов.
Многие пользователи приспосабливают к таким тележкам дополнительные ящики и полки для установки дополнительных конструкций.
Стоит разобрать процесс изготовления, отталкиваясь от конкретного примера и чертежа. Это поможет более точно и качественно рассмотреть процесс сборки тележки под полуавтомат своими руками.
Необходимые материалыПервое, с чего стоит начать работу — это подготовка материалов. Что потребуется для сборки конструкции:
Справка! На этом этапе пользователь может либо сразу посетить специализированный торговый центр или магазин, либо поискать все необходимые элементы в своём гараже.
- профильная труба;
- арматура;
- надежные колесики;
- длинные болты с гайками;
- рифленый листовой алюминий;
- два колеса от тележек;
- сварочный аппарат;
- трубогибочный аппарат;
- тиски;
- болгарка;
- дрель;
- рулетка;
- маркер.

Очень важно, чтобы материалы соответствовали вышеописанным требованиям.
Процесс изготовления тележки для полуавтоматаПосле подготовки всех необходимых материалов можно приступить к процессу сборки. Для удобства стоит разобрать каждый шаг более подробно:
- Шаг 1. На первом этапе осуществляется сборка основания. Для этого на трубогибочном станке нужно согнуть профиль. После этого нарезаются все необходимые для сборки основания элементы. Важно, чтобы всё делалось под конкретный баллон и оборудование.
- Шаг 2. К получившемуся основанию привариваются оси для будущих колес. Для этого используются длинные болты, которые в последующем привариваются к раме. Стоит помнить, что колёса должны быть достаточного диаметра, не менее 20 мм. Это нужно для того, чтоб тележка легко передвигалась по земле.
- Шаг 3. Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
- Шаг 4. На этом этапе из труб свариваются все необходимые полочки. В качестве обшивки лучше всего использовать рифленый алюминий, который не только имеет высокие показатели прочности, но и отличный внешний вид.
- Шаг 5. При помощи тисков арматура сгибается в дуги, которые в дальнейшем будут использоваться для укрепления полок.
- Шаг 6. На оси ставятся колёса, при необходимости можно оснащать конструкцию маневренными колесиками, которые будут поворачиваться на 360 градусов.

Читайте также: Как сделать простой электропривод к пистолету для герметикаСправка! Лучше всего использовать колёса, как для садовых тележек.
По окончанию сборки можно покрасить тележку и придать ей более эстетичный внешний вид.
Что можно отнести к основным нюансам изготовления самоделки:
- сечение труб должно быть не менее 40х20, а толщина стенки не менее 1 мм;
- толщина стенок уголка должна быть не менее 1 мм;
- толщина листового металла должна быть не менее 1,5 мм.
Полки стола, а также дополнительное оснащение изготавливается из рифлёного алюминия, либо листа стали и фанеры. При этом сверху должно быть резиновое покрытие. При этом важно помнить, что толщина алюминиевого листа должна быть не менее 2 мм, а толщина фанеры не менее 5 мм.
Также пользователь должен сразу обозначить количество транспортируемых баллонов, ведь от этого напрямую зависит размер тележки.
Варианты исполнения тележки для полуавтомата с баллономЕсть два основных варианта по изготовлению такой тележки. Именно к их изготовлению прибегают пользователи при возникновении необходимости перемещения полуавтомата.
Двухколесная конструкция
В двухколёсной конструкции нижняя площадка для баллона выполняет функцию подставки и опоры. При этом он выполняет роль тормоза.
При этом он выполняет роль тормоза.
Такая тележка имеет два основных положения:
- Основное, когда она стоит на земле. Такое положение называют рабочим.
- Когда баллон находится под наклоном, а основание отрывается от земли. Это положение называется транспортировочным.
При этом кронштейн полуавтомата должен привариваться к ручке, это обуславливается тем, что при транспортировке баллон находится под наклоном в 45 градусов. Сам аппарат должен крепиться к кронштейну при помощи ремней.
Также к ручке можно приварить дополнительные ящики и полки.
Трехколесная модельТакая система значительно удобнее, чем прошлая модель на двух колёсах. Здесь обеспечен свободный доступ к сварочному аппарату, он не нуждается в дополнительном креплении при транспортировке.
Кроме того, такая тележка обладает большей вместимостью. Пользователь может самостоятельно смонтировать дополнительные ящички, полки, шкафы и так далее.
Такая конструкция намного удобнее, поскольку на ней можно перевозить все необходимые элементы для работы: от баллона объемом 10л, 20 литров и даже 40 л, до различного вспомогательного инвентаря. А ручка, которой оснащена тележка, позволяет не только тянуть конструкцию за собой, но и толкать её вперёд.
А ручка, которой оснащена тележка, позволяет не только тянуть конструкцию за собой, но и толкать её вперёд.
Изготовить тележку для полуавтомата может любой пользователь самостоятельно из подручных средств, либо при покупке всего необходимого материала.
При этом конструкция значительно облегчит работу сварщика и позволит перевозить с собой не только баллон, но и весь дополнительный инвентарь.
Видео
HABU \ Building A Heavy Duty Welding CartВарианты тележек для сварочных аппаратов
Тележка для сварочного аппарата — это уже не роскошь, а необходимость. С помощью тележки намного удобнее перемещать сварочный аппарат как внутри помещения, так и на улице (например, во дворе).
Тележки могут иметь разные размеры, в зависимости от размеров сварочного аппарата: для инвертора тележка будет поменьше, для полуавтоматов — побольше.
Для изготовления тележек обычно используются уголки и профильные трубы. Также потребуются еще поворотные колесики.
Изготовление тележек
Отрезаем заготовки нужного размера, шлифуем, после чего свариваем каркас тележки, исходя из размеров сварочного аппарата.
Отличие тележек для сварочных аппаратов-полуавтоматов от тележек для обычного инвертора заключается в наличии дополнительного места под баллон.
После того как сварен основной каркас, останется только приварить поворотные колесики к основанию.
При необходимости в нижней части тележки можно сделать полку для ручного инструмента. Для этого потребуется лист металла.
Последний штрих — шлифовка и покраска. Как видите, чтобы сделать тележки для сварочника, не нужно быть матерым мастером. Достаточно иметь под рукой нужный инструмент, и чтобы руки росли из нужного места.
Видео
Подробный обзор, какие бывают варианты тележек для сварочных аппаратов своими руками, смотрите в данном видеоролике.
HABU \ Welding Carts -A Must Have In Every Shop!!- (#10Makers)Универсальная тележка для сварочного аппарата и электроинструмента
Чтобы не таскать постоянно сварочный аппарат и электроинструмент по мастерской или за её пределами, не лишним будет изготовить для всего этого добра тележку.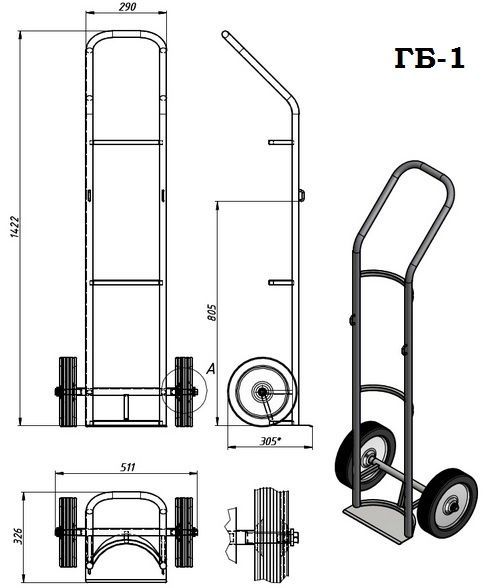
Изобретать велосипед не будем — просто сделаем универсальную тележку на основе любой понравившейся модели из магазина.
Почему тогда не купить заводскую тележку и не тратить время, чтобы в точности повторить сборку?
Так ведь очевидно же, что самодельная конструкция обойдётся вам в несколько раз дешевле. Это оптимальный вариант для тех, кто хочет сэкономить.
Необходимые материалы:
- профильная труба;
- поворотные колёсики;
- фанера.
Своим опытом изготовления металлической тележки для инструмента поделился с нами автор YouTube канала D.A Santos.
Основные этапы работОпределяемся с размерами инструментальной тележки, после чего отрезаем заготовки из профильной трубы. Свариваем первую боковину.
По такому же принципу свариваем вторую боковину.
Затем отрезаем из профильной трубы перемычки и свариваем две боковины каркаса вместе. Нижняя часть выступает в качестве основания.
Нижняя часть выступает в качестве основания.
К основанию инструментальной тележки прикручиваем или привариваем поворотные колесики, два из которых должны быть с тормозом.
В завершении останется только зачистить сварные швы и покрасить металлический каркас. В качестве нижней полки используется лист фанеры.
ВидеоПодробно о том, как изготовить универсальную тележку для сварочного аппарата и электроинструмента, можно посмотреть в видеоролике ниже. Спасибо за внимание.
Fabricating my Own Welding Cart Trolley DIYКак сделать практичную тележку для сварочного аппарата
В сегодняшней статье автор подробно покажет, как своими руками изготовить практичную тележку для сварочного аппарата.
Такая тележка пригодится в больших мастерских или цехах — чтобы удобно было перемещать сварочный аппарат из одного места в другое. Впрочем, она будет полезной и в обычном гараже.
Основным материалом для изготовления тележки послужит квадратная профтруба. Также понадобится листовой металл.
Также понадобится листовой металл.
Рекомендуем прочитать: пошаговое изготовление быстрозажимных тисков для сверлильного станка.
После того как определились с размерами сварочной тележки, отрезаем от профильной трубы заготовки требуемой длины. Затем свариваем каркас тележки.
Основные этапы работИз листового металла автор изготавливает выдвижной ящик. По бокам ящика крепятся мебельные направляющие.
В нижней части каркаса привариваются боковые стенки из листового металла — к ним крепятся ответные планки мебельных направляющих.
Из листового металла изготавливаем полки, которые привариваем в верхней и нижней части каркаса. К основанию конструкции прикручиваем поворотные колесики.
На следующем этапе необходимо будет зачистить все сварные швы и покрасить тележку.
Читайте также: как изготовить угловую регулируемую струбцину для сварочных работ.
Видео
Подробнее о том, как сделать практичную тележку для сварочного аппарата, можно посмотреть в видеоролике ниже. Данной идеей поделился автор YouTube канала AVmake.
Данной идеей поделился автор YouTube канала AVmake.
Сварочная тележка с выдвижным ящиком
Современные сварочные инверторы настолько компактны и легки, что не составляет никакого труда переносить их в руках.
А вот с полуавтоматами это не прокатит, потому что, кроме самого сварочника, есть еще и баллон.
Для транспортировки сварочного полуавтомата внутри мастерской и за ее пределами мы рекомендуем использовать тележку.
И в сегодняшней статье подробно рассмотрим, как сделать сварочную тележку своими руками. Автор YouTube канала Simple Little Life поделится с нами своим опытом.
Это интересно! Простая столярная хитрость, которая пригодится при сборке мебели.
Основные этапы работ
Первым делом нарезаем профильную трубу на заготовки нужного размера. Свариваем рамку прямоугольной формы.
К ней нужно будет приварить П-образную раму, сваренную тоже из профтрубы. Лепестковым кругом для болгарки зачищаем сварные швы.
Далее автор сваривает еще две П-образных рамки — привариваем их к основной раме тележки.
К основанию конструкции прикручиваем четыре поворотных колеса.
Из круглой трубы изготавливаем ручку. Привариваем ее к верхней площадке. Чтобы согнуть трубу, вам понадобится трубогиб.
Для большей жесткости автор приваривает укосины из профильной трубы. Привариваем к раме тележки крепление с фиксатором для баллона.
Финальная часть работ
На последнем этапе автор изготавливает выдвижной ящик из МДФ (можно использовать и фанеру). Крепим его к раме на направляющие для мебели.
Верхнюю и нижнюю полки также делаем из МДФ. Красим их в черный цвет. Приступаем к сборке.
Видео
Подробно о том, как изготовить сварочную тележку, вы можете посмотреть на видео ниже.
Making at welding cart from recycled materialКак сделать тележку для сварочного полуавтомата
В данном обзоре автор поделится идеей, как своими руками сделать сварочную тележку. Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.
Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.
Первым делом отрезаем по размеру профильные трубы и свариваем из них боковые части каркаса тележки. Затем соединяем боковые части между собой при помощи поперечин из профтрубы.
Возможно, вам также будет интересно прочитать статью о том, как сделать стойку для ремонта двигателей мотоциклов и мопедов.
По бокам металлического каркаса (в нижней части) привариваем болты, на которые потом будут надеваться большие колеса.
Два колесика поменьше привариваем на противоположной стороне. Затем привариваем ручку тележки.
Основные этапы работ
На следующем этапе отрезаем два куска профильной трубы и ввариваем них гайки. Получившиеся детали привариваем к каркасу.
К ним в дальнейшем будет крепиться ограничитель из профиля, задача которого — надежно фиксировать баллон в процессе транспортировки и эксплуатации тележки.
Затем из кусков профильной трубы автор сваривает рамку прямоугольной формы, и приваривает ее к каркасу.
К боковым частям каркаса можно приварить куски арматуры, чтобы внешний вид тележки был более привлекательным и оригинальным.
Зачищаем все сварные швы и приступаем к покраске. Далее отрезаем два куска рифленого листового металла, и крепим их к каркасу на заклепки.
Видео
Подробно о том, как сделать тележку для сварочного полуавтомата, можно посмотреть в авторском видеоролике на нашем сайте. Идеей с нами поделился автор YouTube канала DOMOVENOK.
КРУТАЯ САМОДЕЛКА в виде паутины, своими руками!Самодельная тележка для сварочного полуавтомата
Компактная двухъярусная сварочная тележка для полуавтомата, сделанная своими руками из подручных материалов, позволит перевозить в домашней мастерской или другом помещении сварочный аппарат, а также баллон вместе со шлангами и редукторами. Таким образом, вы сможете быстро организовать рабочее место.
Из основных материалов для изготовления самодельной тележки для транспортировки сварочного аппарата потребуются обрезки профильной трубы, два куска стальной просечно-вытяжной сетки с ромбовидными ячейками, две ножки старого металлического стула и поворотные колесики.
Основные этапы работ
Первым делом разбираем металлический каркас стула — для изготовления тележки нужны будут две П-образные ножки, а также две трубки, согнутые буквой «Г» которые используются в качестве опорной спинки стула. Отрезаем необходимые детали болгаркой.
Из четырех отрезков профильной трубы с размерами сторон 20х20 мм сваривается каркас для стальной сетки.
Ножки стула свариваются вместе под прямым углом.
Затем необходимо приварить две Г-образные трубки, а сверху положить металлическую рамку с просечно-вытяжной сеткой, жестко зафиксировав ее при помощи сварки.
Для большей надежности привариваются ребра жесткости и укосины. На последнем этапе работ делается нижняя площадка под газовый баллон и привариваются поворотные колесики. Места сварки нужно зачистить болгаркой, а поверхность покрасить.
Места сварки нужно зачистить болгаркой, а поверхность покрасить.
Видео
Процесс изготовления тележки для транспортировки сварочного аппарата смотрите в видеоролике на сайте.
COMO HACER CARRO PARA SOLDADORA 😎 ÚNICO✓✓Тележка 2 в 1:для сварочного аппарата и баллона
Перемещать сварочный полуавтоматический аппарат вместе с баллоном вручную — это долго и неудобно. Поэтому имеет смысл сделать тележку с полками.
Для изготовления такой тележки потребуются отрезки уголка и лист металла. Также нужно будет приобрести колесики для мебели.
В первую очередь необходимо «снять мерки» со сварочного аппарата, после чего отрезаем куски строительного уголка нужного размера.
Основные этапы работ
На следующем этапе из нарезанных отрезков уголка нужно сварить две прямоугольные рамки. Одна поменьше, другая — побольше.
К нижней части большой рамки мастер приваривает лист металла. Оптимальная толщина — 3-4 мм.
После этого соединяем большую и маленькую рамки при помощи стоек из того же строительного уголка (или можно использовать профильную трубу). Сварные швы зачищаем болгаркой.
Сварные швы зачищаем болгаркой.
С помощью перегородки из металлической пластины автор разделяет внутреннее пространство на две зоны: отдельно для сварочного аппарата и баллона.
Далее в верхней части каркаса необходимо приварить ручку из круглого прутка, а к нижней — колесики.
После этого останется только приварить два крепления для горелки полуавтомата. Теперь можно приступать к покраске.
Видео
Подробнее о том, как своими руками сделать тележку для сварочного аппарата и баллона, смотрите в видеоролике на нашем сайте.
CARRO PARA SOLDADORA MIG, soldadura migСтильная и функциональная тележка для сварочного аппарата
Если у вас в гараже или домашней мастерской имеется полуавтоматический сварочный аппарат и баллон с углекислотой, то вы, наверное, уже устали его перетаскивать с места на место.
В данном обзоре вы узнаете, как облегчить данную процедуру при помощи специальной передвижной тележки. Для работы понадобится квадратная труба различного сечения, а также другие изделия черного металлопроката.
В первую очередь, отрезаем трубы согласно заданным размерам, и задаём углы под 45 и 90 градусов, для дальнейшей сварки их между собой. Далее можно приступать к сварке.
Для удобства можно использовать магнитные уголки. Не забывайте о технике безопасности в процессе работы со сварочным аппаратом.
Основные этапы работ
После сборки конструкции по чертежам начинаем облицовывать тележку. В листах оцинкованной стали прорезаем отверстия и прогибаем их в одну сторону при помощи нехитрого приспособления из фанеры. Привариваем стенки.
Для изготовления ящика под различные мелочи потребуется лист металла и УШМ. Сначала делаем разметку на листе металла. Пропиливаем его примерно на 1/3 глубины листа, и потом загибаем по форме коробки. Свариваем и зачищаем швы.
Закрепляем шариковые направляющие на раме и устанавливаем ящик. Приклепываем его к направляющим.
Размечаем переднюю стенку и украшаем её при помощи сетки, добавляя глубину полоской металла. Закрепляем на ящик.
Закрепляем на ящик.
На последнем этапе подготавливаем отделение для баллона углекислоты, согласно чертежу. Выполнив все малярные работы, устанавливаем различный декор в виде фар (передние и задние), мягкой подложки для маски.
В результате получилась красивая, стильная, функциональная и главное — удобная в использовании сварочная тележка.
Видео
Подробнее о том, как сделать такую конструкцию для мастерской своими руками, смотрите в данном видео.
Carro para soldadora mig Hot Rod / Welding cart Hot Rod style.Тележка для сварочного аппарата с раскладным столом
Для удобства работы с полуавтоматическим и автоматическим сварочным аппаратом, который производит сварку в среде зачищенного газа, можно изготовить самодельную тележку с раскладным столом.
Данная конструкция оснащена держателем для держака с соплом, а также крючками для хранения кабелей.
Также предусмотрены места как для самого сварочного аппарата с баллоном, так и отдельная полка для различных принадлежностей, которые могут пригодиться в процессе сварки. Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.
Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.
Основные этапы работ
Для изготовления тележки с раскладным столом потребуются профильные трубы квадратного и прямоугольного сечения, а также стальной уголок.
В первую очередь определяемся с размерами будущей конструкции, после чего на торцовочной пиле или при помощи угловой шлифовальной машины отрезаем заготовки подходящей длины.
Затем свариваем две прямоугольные рамки (одну из профиля, вторую — из уголка) и приступаем к сварке основного каркаса.
Полки для сварочного аппарата и баллона, а также сама поверхность рабочего стола изготавливаются из листового металла толщиной 2–3 мм. К основанию тележки привариваются два поворотных колесика и два камерных колеса.
Чтобы сварочный стол раскладывался, по бокам используются два крепления при помощи болтов или шпилек с гайками.
В целом, конструкция получилась достаточно надежной и компактной, но при этом отличается повышенной функциональностью.

Видео
Подробный процесс сборки самодельной тележки-стола смотрите в видеоролике на сайте.
Ultimate Welding Cart with Folding Table ExtensionПрактичная мобильная стойка для сварочного полуавтомата
Сварочный полуавтомат весит немало — в отличие от инвертора, его в руках не утащишь. Помимо этого, стоит учитывать еще баллон с защитным газом и сварочные принадлежности.
Вот и получается, что для транспортировки сварочного аппарата без тележки не обойтись.
Ее можно купить в магазине. Однако можно сделать и своими руками. В этом случае вы сможете изготовить тележку, которая будет удовлетворять вашим нуждам на все 100%.
В данном обзоре автор показывает, как сделать практичную мобильную тележку для сварочного полуавтомата своими руками.
Основные этапы работ
В первую очередь мастер отрезает от профильной трубы заготовки подходящего размера. Потребуются две заготовки длиной по 89 см, две — по 65 см и четыре — по 30 см.
Из двух отрезков длиной по 89 см и двух отрезков длиной по 30 см автор сваривает прямоугольную рамку. К ней надо приварить четыре стойки, а внутри — перемычку из куска профиля.
Из двух отрезков профиля длиной по 65 см и двух отрезков длиной по 30 см автор сваривает вторую рамку, меньшего размера. Нужно приварить ее свободным концам стоек из профильной трубы.
Из рифленого листового металла автор вырезает полки — их нужно приварить к каркасу.
Также нужно сварить П-образную рамку и тоже приварить к каркасу — это будут ручки тележки.
К нижней части тележки привариваются оси для колес, затем устанавливаются сами колеса. На другой стороне основания автор крепит поворотные колесики.
Также необходимо будет сделать крепления для фиксации баллона с защитным газом. В данном случае мастер решил использовать кусок мотоциклетной цепи.
В конце останется только покрасить конструкцию и сделать выдвижной ящик.
Видео
Подробно о том, как изготовить своими руками практичную мобильную тележку для сварочного полуавтомата, смотрите на видео.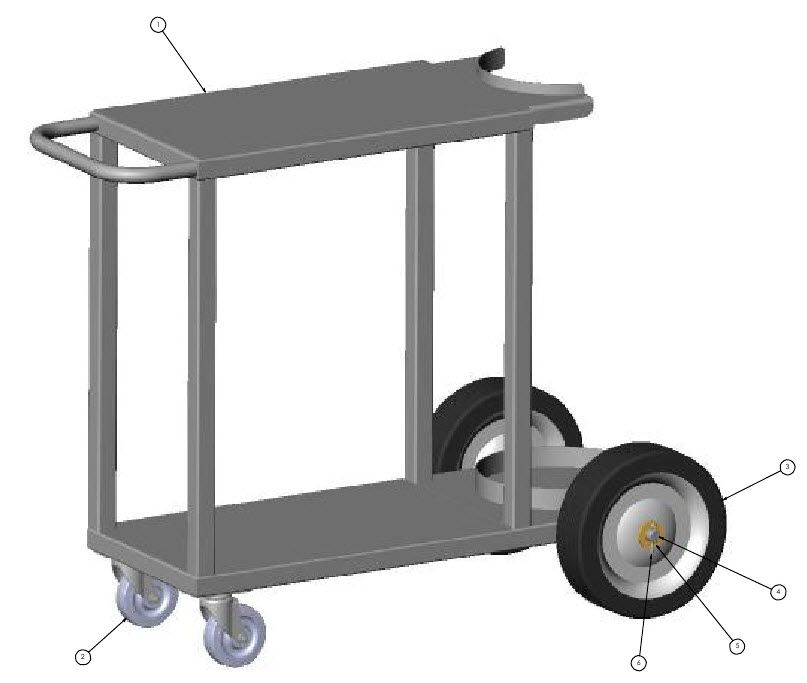
Андрей Васильев
Задать вопрос
Тележка для сварочного аппарата, полуавтомата с баллоном
поставка сварочных тележек по РФ
8 (804) 333-68-30Задать вопрос
- Место под баллон диаметром до 22 см.
- Скоба-фиксатор для баллона.
- Полки для вспомогательных принадлежностей.
- Держатели для сварочного рукава.
- Прочная и надежная конструкция.
Заказать тележку
Преимущества тележек для сварки «Металл‑Кейс»
Место под баллон диаметром до 22 см
Подходит не только для узких, но и для объемных профессиональных баллонов, которые используются в промышленности и автомастерских.
Скоба‑фиксатор для баллона
Фиксатор дополнительно удерживает баллон при движении тележки, не давая ему пошатнуться и опрокинуться. Скоба закрывается надежно — на винты.
Полки для принадлежностей
Две широких и высоких полки, на которых вы можете разместить всё, что нужно держать под рукой во время сварки.
Держатели для сварочного рукава
Скобы‑держатели для сварочного рукава и кабелей по обеим сторонам от полуавтомата. Рукава и кабели удобно наматываются. При желании скобы можно снять.
Прочная и надежная конструкция
Только листовая сталь с полимерно‑порошковым покрытием и проверенная фурнитура. Разрабатывали для себя, чтобы служило долго и без вопросов.
Габариты тележек для сварочного полуавтомата с баллоном «Металл‑Кейс»
Внешние габариты — 850*480*800 мм.
Галерея: рассмотрите тележку под сварочный аппарат в деталях
Как и для кого создана сварочная тележка «Металл‑Кейс»?
Мы разрабатывали ее для себя
Тележка для сварочного аппарата и баллона нужна была на нашем производстве. А все варианты в продаже нас не устраивали. И мы сделали ее сами, разработали по красоте, чтобы было идеально. А потом клиенты, посещающие цех, один за другим стали спрашивать, как бы и им получить такую же. Теперь мы выпускаем их серийно, и вы можете получить такую же — идеальную тележку «Металл‑Кейса».
А потом клиенты, посещающие цех, один за другим стали спрашивать, как бы и им получить такую же. Теперь мы выпускаем их серийно, и вы можете получить такую же — идеальную тележку «Металл‑Кейса».
Идеально для промышленных предприятий и автомастерских
Эта тележка создана не для забавы, а для серьезной работы. Она подходит для компаний, в которых варят профессионально и помногу. С мощными полуавтоматами и большими баллонами с газом. Идеально для производственных компаний, работающих с металлом, и для авторемонтных мастерских.
Заказать тележку
С кем работаем и как принимаем оплату?
Работаем с:
физлицами
ИП
организациями
Принимаем оплату:
наличными
безналом
платежкой
Как и в какие регионы доставляем тележки для сварки?
по всей России
транспортной компанией
бережно
быстро
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы 
Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
Бесплатная доставка при заказе от 3 предметов
Закажите промышленную мебель от «Металл‑Кейс» комплектом
Помимо сварочных тележек мы производим тележки для металла с полками, тележки для инструментов с ящиками, стойки под гибочные матрицы и пуансоны. Вспомните — не нужны ли такие в вашем цеху сейчас?
Закажите три любых предмета промышленной мебели одного или разных видов — и доставка их вам будет бесплатной.
Тележка для сварочного аппарата с баллоном
Тележка для металла с полками
Тележка для инструментов с ящиками
Стойка для инструментов гибки — матриц и пуансонов
Внимание! Цена действительна до 27 июля
Вы зашли к нам на сайт в удачный момент. Сейчас мы проверяем рентабельность этой сниженной цены.
Мы стараемся удерживать цену на минимально допустимом уровне, но пока не уверены, будет ли текущий уровень рентабельным для нас. После 20 ноября цена может быть повышена обратно.
Сейчас вы успеваете заказать сварочную тележку по сниженной цене. А следующие за вами клиенты могут уже не успеть.
Так что сейчас — самый лучший момент, чтобы начать разговор о вашем заказе. Свяжитесь с нами — и давайте обсудим это.
Свяжитесь с нами сейчас:
© 2011–2022 Metal-Case. Металлообработка и производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Тележка для сварочного полуавтомата с баллоном своими руками.
Конструкция тележки для сварочного полуавтоматаГлавнаяАвтоматТележка для сварочного полуавтомата с баллоном своими руками
Конструкция тележки для сварочного полуавтомата
Сварочные полуавтоматы в большинстве своем имеют возможность варить в среде защитных газов. В таком случае требуется тележка для сварочного аппарата, которая могла бы перевозить не только сам источник питания с кабелями, маской и электродами, но и тяжелый газовый баллон со шлангами и редукторами. Речь идет о транспортировке оборудования по цеху или иному рабочему объекту.
Варианты исполнения
Можно найти несколько вариантов изготовления своими руками тележек для полуавтоматов. Одни предполагают перевозку только аппарата для сварки, другие предусматривают транспортировку и газовых баллонов.
Все они имеют от двух до четырех колес, причем одно или два поворотные. Некоторые устройства для транспортировки требуется только толкать, а другие необходимо наклонить, а потом тянуть.
Один из самых простых и надежных вариантов представляет собой тележку для перевозки газовых ресиверов с небольшой доработкой.
К устройству приварены кронштейны для крепления сварочного аппарата. На них устанавливается полуавтомат, если имеется отдельный блок водяного охлаждения, то он ремнями крепится снизу к сварочному оборудованию.
Особенности конструкции
Основание для газового баллона приварено так, что когда баллон с тележкой стоят вертикально, то колеса тоже касаются пола. Это создает дополнительную устойчивость конструкции.
Само основание с одной стороны не имеет буртика, выглядит как совок. Это облегчает установку баллона на тележку, не требуется поднимать его, можно перекантовать. Для транспортировки полуавтомата достаточно наклонить тележку, получается тачка, маневренная и легкая в перевозке.
Ручка выполнена из обычной водопроводной трубы, согнутой в удобной для перемещения форме. В верхней и нижней части тележки полуавтомата предусматриваются крепления для баллонов. Они могут быть выполнены в виде хомутов или обычных цепей с креплением под болт.
При работах на удалении от электросети часто требуется удлинитель. В таких случаях некоторые умельцы дополнительно устанавливают на тележку для сварочного полуавтомата катушечные удлинители.
Часто к основной раме приваривают небольшие кронштейны для хранения различных инструментов сварщика, все зависит от фантазии и потребностей хозяина оборудования.
Трехколесная модель
Сварочная тележка на трех-четырех колесах представляет собой передвижной ящик с нишами для установки оборудования и хранения различного инструмента.
Ее предпочтет сварщик, постоянно работающий в одном помещении, когда не требуется перевозить сварочный полуавтомат на другие объекты. Дополнительные ящики для запчастей позволяют иметь все под рукой.
Самодельные тележки такого типа по размерам гораздо больше двухколесных. Обычно их сваривают из профильной трубы 40х25. При ее изготовлении необходимо учитывать:
- диаметр газового баллона;
- габариты сварочного полуавтомата.
Если аппарат устанавливается в нижней части тележки, то сверху должна располагаться полка, полностью зашитая металлическим листом для предотвращения попадания мелких предметов в корпус сварочного аппарата. Для надежного крепежа баллона и источника питания необходимо предусмотреть хомуты, ремни или цепи с фиксацией под болт.
Для тех, кто собирается использовать сварочный полуавтомат не только в мастерской, рекомендуется использовать колеса диаметром не менее 25 см. В качестве поворотного можно использовать ролик диаметром 12 см.
Все изделие необходимо покрыть грунтовкой и прокрасить эмалью. Перед покраской необходимо заварить торцы труб и зашлифовать все края, чтобы не было заусенцев.
Трубу 40х25 мм используют при изготовлении основания устройства, для остальных узлов можно применять профиль 20х20 мм. Если нет желания делать тележку для полуавтомата самостоятельно, то готовое изделие всегда можно купить в магазине товаров для сварки.
svaring.com
Тележка для сварочного полуавтомата с баллоном: размеры, чертежи
Перемещение тяжёлого баллона с газом для проведения сварочных работ требует оперативности, аккуратности, и соблюдения требуемых мер безопасности. Для того чтобы выполнить эти требования, необходимо использовать специальное устройство, так называемую тележка для сварочного полуавтомата с баллоном, которую можно купить в готовом варианте исполнения или сделать самостоятельно. Существует специальный регламент надзорных ведомств, который указывает на то, что для обеспечения эффективной и безопасной работы со сварочным оборудованием, обязательно необходима тележка для сварочного полуавтомата.
Тележка для сварочного полуавтомата с баллоном
Характеристики транспортных средств для сварки
Мобильность это главный критерий работы сварщика, который должен без использования специальных машин и устройств перемещать газовый баллон от одного места работы к другому. В настоящее время, очень многие производители предлагают различные конструкционные решения для мобильного варианта перемещения горелок для газобаллонного оборудования. Основные преимущества использования тележки под сварочный аппарат с баллоном:
- Стабильный режим управления повышенная мощность. В ряде конструкций предусмотрены специальные устройства, которые осуществляют автоматический режим сварки угловых компонентов и соединений по направлению сверху-вниз, а также в обратном режиме снизу-вверх, без использования направляющей рейки.
- Высокое качество исполнения. Параметр катета для шовного соединения тележки для сварочного полуавтомата своими руками варьируется в диапазоне от 8 до 15мм. Режим управления осуществляется при помощи т.н. регулятора колебаний, скорость которой можно отрегулировать на специальной приборной панели. Качественный и стабильный режим передвижения конструкции тележки для сварочного аппарата обеспечивается за счёт идеально ровного углового шва конструкционной части системы передвижения.
- Универсальная самоходная тележка для сварочного оборудования может разместить в себе несколько вариантов газобаллонного оборудования, при этом имеется встроенная панель управления, которая позволяет адаптировать работу самоходной конструкции относительно эксплуатируемого варианта баллона для сварочных работ. При необходимости, панель управления позволяет осуществить «раздачу» газа для нескольких потребителей одновременно.
- Универсальность. Встроенная рама позволяет использовать направляющие механизмы роликов с любой стороны самоходной конструкции транспортировки газовых баллонов.
Технические данные тележек для сварочного оборудования
Производители предлагают несколько вариантов самоходной тележки для сварочного полуавтомата с баллоном размеры, которой зависят от габаритных данных газобаллонного оборудования. Классическая спецификация такого вида тележки выглядит следующим образом:
Параметры | Значения |
| Масса тележки | не более 12 кг |
| Габаритный размер | 125*345*710 мм (средний вариант тележки) |
| Размер рабочей платформы | 280*450 мм |
Единых регламентных требований для производства своими руками тележки для сварочного аппарата не существует, вместе с этим есть некие отраслевые стандарты, которые позволяют умельцам изготавливать самоходную конструкцию.
Кроме этого, существуют также специальные тележки, предназначенные для комбинированного мобильного перемещения, как сварочного полуавтомата, так и баллонного оборудования. То есть, с одной стороны размещается аппарат сварки, с другой баллонная установка. В сети можно увидеть разнообразные чертежи тележки для сварочного полуавтомата с баллоном, но вместе с этим, выбирать транспортировочный узел необходимо исходя из индивидуальных условий работы сварщика и общей технологии проведения сварочных работ.
Чертеж тележки для полуавтомата
Импортные аналоги имеют улучшенные варианты эксплуатации транспортировочного узла, который имеет гидравлический принцип управления, рельефные характеристики панели монтажа баллонов и прочие характеристики. На тележке предусмотрены специальные отсеки, которые предназначены для наматывания кабелей и прочих проводов электросварного оборудования. Дополнительно рабочие тележки оснащаются гидравлическими салазками, которые обеспечивают лёгкую погрузку баллонов на платформу грузового автомобиля.
Технологические компоненты тележки для сварочного полуавтомата
Многие производители выпускают стандартные типоразмеры тележек для обеспечения транспортировки сварочного оборудования. Все компоненты транспортировочного узла изготавливаются исключительно из материала с металлической основой, а именно, из листовой стали, которая имеет толщину 1 мм. Профильное исполнение может быть как прямоугольного сечения, так и в круглом варианте исполнения. В нижней части транспортировочного узла предусмотрены колеса, как основной механизм передвижения по плоской поверхности.
«Обратите внимание!
Все основные компоненты тележки обрабатываются порошковым составом, который предупреждает коррозию и преждевременный износ.»
Производители выпускают стандартные варианты тележек, но при необходимости, заказчики могут заказать свои индивидуальные размеры для транспортировочного комплекса механизма перемещения баллонов и сварочного оборудования.
Конструкция тележки для полуавтомата
Дополнительные требования для тележек
Технические характеристики классического средства перемещения:
Характеристика | Значение |
| Материал | Сталь серии Ст3 |
| Окраска | Порошковый материал |
| Упаковочная тара | Гофрокартон, а также плёнка-стрейтч. |
| Дополнительные аксессуары | Цепные механизмы в количестве 2 штук |
| Колёсные механизмы | 2 штуки на основе литой резины, диаметр каждого колеса- 200 мм; 2 поворотных колёсных механизма диаметром 125 мм. |
Принцип изготовления самодельной тележки для перемещения сварочного оборудования должен предусматривать основные требования критерия, среди которых весомыми являются:
- Какое количество или объем технологического оборудования планируется разместить на самоходной установке.
- Приблизительный вес всего эксплуатируемого оборудования.
- Какая рабочая поверхность будет использована для перемещения тележки (этот принцип необходим для эффективного выбора колёс из соответствующего материала изготовления).
- Нужно ли использовать барабаны или отсеки для намотки проводов или кабелей, шлангов.
В простейшем варианты, в качестве каркаса используют трубы прямоугольного или круглого сечения, а также стандартные варианты колёсных механизмов, которые будут использованы для обычных условий перемещения по поверхности. Если у вас работа связана с химическими или прочими агрессивными факторами, колеса должны быть подобраны в соответствии со спецификацией отрасли применения.
svarkaipayka.ru
Тележка для «полуавтомата» с балоном Со2
в случае когда нет постоянного рабочего места, либо работаешь за частую на разлиных обьектах, а рабочее оборудование весьма грамазкое и тяжелое, встает вопрос о его доставке, перемещениис наименшими трудозатратами.
так и в моем случае:
под «совох» — держатель балона использовал листовую сталь 6мм, это слишком много с одной стороны, но в моем случае это были обрезки от одного из обьектов. размечаем и отрезаем по необходимым размерам плазморезом, угл. шлиф. машинкой либо лобзиком- кому как подручнее. в дальнейшем из этого же металла будет изготовлены соединительные упоры между осью и держателем балона. думаю запас мочности пошел на пользу.
собираем заготовки в конструкцию и делаем временные эл. заклепки.
в общем держатель собирался из того что под руками, у меня всегда обычно есть обрезки от труб различных «D» в данном случ. 16 и 18я.не стоит утяжелять !!! ее же потом нужно и таскать самому;) да и запас мочность на 0,5т :))))))) фиксировать временно можно как заводскими струбцинами так и самодельными приспособами, как и просто на временные эл. заклепки поставить. я в данном случае на скорую руку собрал такую «приблуду:)»
ну и все свариваем в единую конструкцию.
ось также у меня из трубы. я таким способом прибегаю зачастую: у токаря заказываю с десяток заготовок под имеющиеся вы наличии подшипник, а позже их опресовываю в 32ю. 3мм трубу.
осаживаем и собираем. фиксирую по разному(главное что бы служило , а остальное…… ;))
примеряем и….
в итоге почучается так. изделие не первое поэтому зделал относительно быстро . это первыя пробная сборка. все ок. расбираем и на малярку.
вуть такие у мня условия то))))))))))))))))
собираем и пользуем…
«у няумечки не болят не ручки не плечки»
ВСЕМ УДАЧИ.
sdelay.tv
Главная » Статьи » Тележка для сварочного полуавтомата с баллоном чертеж
тележка для полуавтомата — бортжурнал УАЗ 452 Конструктор 1985 года на DRIVE2
Доброго всем суток времени уважаемые читатели драйва 2. после долгого застоя без работы, не по свой воле, так как вся работа зависит в прямую от погоды, а когда погода открылась, приболел, вылечился а погода опять свои капризы, и всё по воле Всевышнего грех жаловаться. так вот решил сделать тележку для полуавтомата, жалко таскать её в месте с балоном, да и деньги не малые стоит. Теперь полуавтомат будет в камфорте надеюсь.
колёса взял из литой резины, не хотел с камерами возится, да и груз не малый
купил профили и пошла работа длиной в два дня
примерка колёс
на этом сделал перерыв
работаю после обеда и поэтому длилась два дня
сделал стаканчик
с колёсами
после покраски балончиком
наконец апарат на месте
скривил профиль чтоб можно было вытаскивать
с боку
с зади
и дверце открывается без проблем
вот такая вот получилась тележка всё в куче и под рукой. спасибо за то что посмотрели на мой труд, удачи в мастерстве.
www.drive2.ru
Тележка для сварочного полуавтомата — DRIVE2
Всем привет!
Наконец то я нашел время сварить себе тележку для сварочного аппарата. Долго думал какой она должна быть искать на Drive2 другие тележки чтобы сварганить себе что нибудь похожее. Больше всего мне понравилась вот эта тележка для сварки
Главным критерием было удобство передвижения. Возможность совместить баллон с газом и сам сварочник, а так же она предназначалась не для гаража, а для улицы.
Вот что получилось…
Раздобыл я себе вот такой контейнер для товаров из магазина. Не спрашивайте где я его взял))) Не украл это факт)))
Из него и решил делать тележку.
У этой тележки поворачиваются все колеса. Два я заварил чтобы ехали только прямо, а два остались подвижными. Для перемещения по участку так лучше на мой взгляд
Из боковых стоек сварил каркас где будет стоять баллон. Размеры снимал с самого баллона
Начало положено
Дальше начал думать и собирать тележку по ходу дела. Надо было придумать как и куда поставить сам сварочник
Zoom
Из решеток сварил вот такую конструкцию под сварочник. Хотел аппарат поставить прямо на решетку, но он проваливался. Поэтому приварил лист металла
Вот так это выглядит сбоку с аппаратом и баллоном
Приварил с двух сторон заборчик и получились отделения под инструмент, например под болгарку
Снизу выгнул и приварил тоже заборчики. Получились еще два отделения
Приварил ручку от старой детской коляски
На стойке с баллоном сделал крючки для переноски и маски. Чтобы все было под рукой
Вид сзади
Вот такой передвижной сварочный пост получился. катается по участку нормально. Из за каркаса из решеток конструкция получилась не тяжелая. Я доволен…
Спасибо за внимание! Здоровая критика приветствуется!
Всем удачи!
www.drive2.com
Тележка для полуавтомата из неликвидов — DRIVE2
Переехали мы тут в новую мастерскую. Купили новый полуавтомат. Все круто, но только вот куда его поставить, чтобы было комфортно работать?
Стали смотреть по сторонам, и взгляд упал вот на это:
Старая рама от Горыныча
Это старая рама от мотовездехода, который я построил год назад. Этим летом я полностью переделал ему раму, а старую — тяжелую, из квадратной трубы, поставил в дальний угол, где она пылилась и занимала место. Никак рука не поднималась ее распилить или выбросить… И вот дождалась она таки своего часа :)Немного пластической хирургии, обрезков труб и профиля, колеса со строительного рынка — и, вуаля, тележка для полуавтомата готова 🙂
Сварочная тележка из рамы мотовездехода
Старый лист защиты двигателя превратился в полку. Из подножек получились превосходные держатели для газового баллона 🙂 Конструкция антикризисная до безобразия — только колеса купили, а остальное взято из отходов производства или неликвидов.
Тележка получилась не очень высокая, но за счет того, что сварочный аппарат стоит под наклоном, управлять им удобно.
Даже не знаю, нужно ли красить или пусть так живет 🙂
www.drive2.ru
Тележка для полуавтомата. — DRIVE2
Был в гостях в деревне и увидел тележку для перевозки бидона с водой. Так как во дворе пробурили скважину надобность в этой тележке отпала. А вот колесики мне-то пригодятся. Таскать полуавтомат по гаражу в 50 м2 с катушкой проволоки в 5 кг еще занятие весьма утомительное. Да вечно то провода запутаются, то маску куда-то положил, то бокорезы для обрезания проволоки не могу найти. Решил сделать тележку. Использовались обрезки оставшиеся после благоустройства гаража.
Газ у меня подводится шлангом. баллон с К-18 стоит в углу и от него 20 м шланга. Подвешен рядом на крючке. Отмотал сколько нужно и не надо за собой таскать 40-литровый баллон 🙂 А теперь и полуавтомат сам катается по гаражу 🙂 Осталось только решить чем обмотать ручку и заменить подшипники в колесах.
Колесики с осью отрезаны.
Заготовки для рамы. Все зачищено.
Рама приварена к оси.
Поперечины, на которые встанет полуавтомат.
Передняя подпорка.
Ручка. Чем бы ее обмотать?
Ручка и подвеска для проводов и маски приварены.
Сия странная конструкция — баночка для мелочевки типа сопел и фильеров, а так же для бокорезов.
Итак изделие окрашено и полуавтомат установлен.
Вид со стороны ручки.
Не случайно колесами вперед. Подталкивать вплотную проще чем подтаскивать. Ручка будет упираться в машину и локтем об нее обязательно стукнешься 🙂
www.drive2.ru
www.samsvar.ru
Оснащение — Тележка для сварочника | Cumminsforum.ru
В очередной из своих загулов по сети наткнулся на интересное исполнение тележки под сварочные аппараты и баллон.
Немного конкретики:Конструктив: все сварено из профильной трубы, конкретный размер труб для рамы автор не называет, но можно прикинуть ориентировочно исходя из размеров крепления для баллона. Оно выполнено из двух кусочков профтрубы размером 1″ и листа толщиной 1/8″. Ящик выезжает на стандартных мебельных направляющих.
Отделка: первый слой краска по ржавчине Chassis Saver (аналог привычного нам Хаммерайта) и следом один слой DUPLI COLOR. Проблема в том, что DUPLI COLOR это производитель ЛКМ, и каким конкретно продуктом задувалось не уточняется. Исходя из анализа их продуктовой линейки и глядя на фотографии я могу предположить, что применялся лак с 3Д-эффектом. Но повторюсь, это не более чем мои предположения. Резина на полках — обрезки напольного покрытия.
Теперь смотрим фотки!
.
.
.
.
.
.
.
.
.
.
.
.
.
Исполнение мне понравилось, возможно кто то еще почерпнет идеи из этой конструкции
krawler. ru
Самодельная сварочная тележка | Самоделки своими руками
Простая самодельная тележка для сварочного аппарата, фото изготовления с описанием.
Чтобы было удобно пользоваться сварочником, решил сделать для него простую и удобную тележку своими руками.
Раму сделал из профильной трубы 20 х 20 мм.
Стенки ящика сделал из оцинкованного листа.
Также верхнюю и боковую крышки, дополнительно боковую крышку усилил алюминиевым уголком (привинтил саморезами).
Для фиксации сварочного аппарата на тележке, приварил 2 гайки, на которые надеваются его резиновые ножки.
Тележка опирается с одной стороны на колесики, с другой на резиновые опоры, сделанные из подушки КПП для Волги.
Получилась удобная тележка, провода, кишка и шланг наматываются на ручки и не валяются под ногами,маска всегда под рукой. В верхней части ящика сделал отделение для мелочей.
Чтобы зафиксировать крышку аппарата в поднятом положении, из профильной трубы сделал защелку и привинтил саморезом.
На изготовление тележки для сварочного аппарата потратил несколько вечеров, но зато теперь работать сварочником намного удобней.
Автор самоделки: Глеб. г. Минск. Беларусь.
Популярные самоделки
Загрузка…
samodelki-n.ru
Тележка для сварочного полуавтомата с баллоном чертеж
Главная » Статьи » Тележка для сварочного полуавтомата с баллоном чертеж
тележка для полуавтомата — бортжурнал УАЗ 452 Конструктор 1985 года на DRIVE2
Доброго всем суток времени уважаемые читатели драйва 2. после долгого застоя без работы, не по свой воле, так как вся работа зависит в прямую от погоды, а когда погода открылась, приболел, вылечился а погода опять свои капризы, и всё по воле Всевышнего грех жаловаться. так вот решил сделать тележку для полуавтомата, жалко таскать её в месте с балоном, да и деньги не малые стоит. Теперь полуавтомат будет в камфорте надеюсь.
колёса взял из литой резины, не хотел с камерами возится, да и груз не малый
купил профили и пошла работа длиной в два дня
примерка колёс
на этом сделал перерыв
работаю после обеда и поэтому длилась два дня
сделал стаканчик
с колёсами
после покраски балончиком
наконец апарат на месте
скривил профиль чтоб можно было вытаскивать
с боку
с зади
и дверце открывается без проблем
вот такая вот получилась тележка всё в куче и под рукой. спасибо за то что посмотрели на мой труд, удачи в мастерстве.
www.drive2.ru
Тележка для сварочного полуавтомата — DRIVE2
Всем привет!
Наконец то я нашел время сварить себе тележку для сварочного аппарата. Долго думал какой она должна быть искать на Drive2 другие тележки чтобы сварганить себе что нибудь похожее. Больше всего мне понравилась вот эта тележка для сварки
Главным критерием было удобство передвижения. Возможность совместить баллон с газом и сам сварочник, а так же она предназначалась не для гаража, а для улицы.
Вот что получилось…
Раздобыл я себе вот такой контейнер для товаров из магазина. Не спрашивайте где я его взял))) Не украл это факт)))
Из него и решил делать тележку.
У этой тележки поворачиваются все колеса. Два я заварил чтобы ехали только прямо, а два остались подвижными. Для перемещения по участку так лучше на мой взгляд
Из боковых стоек сварил каркас где будет стоять баллон. Размеры снимал с самого баллона
Начало положено
Дальше начал думать и собирать тележку по ходу дела. Надо было придумать как и куда поставить сам сварочник
Zoom
Из решеток сварил вот такую конструкцию под сварочник. Хотел аппарат поставить прямо на решетку, но он проваливался. Поэтому приварил лист металла
Вот так это выглядит сбоку с аппаратом и баллоном
Приварил с двух сторон заборчик и получились отделения под инструмент, например под болгарку
Снизу выгнул и приварил тоже заборчики. Получились еще два отделения
Приварил ручку от старой детской коляски
На стойке с баллоном сделал крючки для переноски и маски. Чтобы все было под рукой
Вид сзади
Вот такой передвижной сварочный пост получился. катается по участку нормально. Из за каркаса из решеток конструкция получилась не тяжелая. Я доволен…
Спасибо за внимание! Здоровая критика приветствуется!
Всем удачи!
www.drive2.com
Тележка для полуавтомата из неликвидов — DRIVE2
Переехали мы тут в новую мастерскую. Купили новый полуавтомат. Все круто, но только вот куда его поставить, чтобы было комфортно работать?
Стали смотреть по сторонам, и взгляд упал вот на это:
Старая рама от Горыныча
Это старая рама от мотовездехода, который я построил год назад. Этим летом я полностью переделал ему раму, а старую — тяжелую, из квадратной трубы, поставил в дальний угол, где она пылилась и занимала место. Никак рука не поднималась ее распилить или выбросить… И вот дождалась она таки своего часа :)Немного пластической хирургии, обрезков труб и профиля, колеса со строительного рынка — и, вуаля, тележка для полуавтомата готова 🙂
Сварочная тележка из рамы мотовездехода
Старый лист защиты двигателя превратился в полку. Из подножек получились превосходные держатели для газового баллона 🙂 Конструкция антикризисная до безобразия — только колеса купили, а остальное взято из отходов производства или неликвидов.
Тележка получилась не очень высокая, но за счет того, что сварочный аппарат стоит под наклоном, управлять им удобно.
Даже не знаю, нужно ли красить или пусть так живет 🙂
www.drive2.ru
Тележка для полуавтомата. — DRIVE2
Был в гостях в деревне и увидел тележку для перевозки бидона с водой. Так как во дворе пробурили скважину надобность в этой тележке отпала. А вот колесики мне-то пригодятся. Таскать полуавтомат по гаражу в 50 м2 с катушкой проволоки в 5 кг еще занятие весьма утомительное. Да вечно то провода запутаются, то маску куда-то положил, то бокорезы для обрезания проволоки не могу найти. Решил сделать тележку. Использовались обрезки оставшиеся после благоустройства гаража.
Газ у меня подводится шлангом. баллон с К-18 стоит в углу и от него 20 м шланга. Подвешен рядом на крючке. Отмотал сколько нужно и не надо за собой таскать 40-литровый баллон 🙂 А теперь и полуавтомат сам катается по гаражу 🙂 Осталось только решить чем обмотать ручку и заменить подшипники в колесах.
Колесики с осью отрезаны.
Заготовки для рамы. Все зачищено.
Рама приварена к оси.
Поперечины, на которые встанет полуавтомат.
Передняя подпорка.
Ручка. Чем бы ее обмотать?
Ручка и подвеска для проводов и маски приварены.
Сия странная конструкция — баночка для мелочевки типа сопел и фильеров, а так же для бокорезов.
Итак изделие окрашено и полуавтомат установлен.
Вид со стороны ручки.
Не случайно колесами вперед. Подталкивать вплотную проще чем подтаскивать. Ручка будет упираться в машину и локтем об нее обязательно стукнешься 🙂
www.drive2.ru
Тележка для сварочного полуавтомата с баллоном: размеры, чертежи
Перемещение тяжёлого баллона с газом для проведения сварочных работ требует оперативности, аккуратности, и соблюдения требуемых мер безопасности. Для того чтобы выполнить эти требования, необходимо использовать специальное устройство, так называемую тележка для сварочного полуавтомата с баллоном, которую можно купить в готовом варианте исполнения или сделать самостоятельно. Существует специальный регламент надзорных ведомств, который указывает на то, что для обеспечения эффективной и безопасной работы со сварочным оборудованием, обязательно необходима тележка для сварочного полуавтомата.
Тележка для сварочного полуавтомата с баллоном
Характеристики транспортных средств для сварки
Мобильность это главный критерий работы сварщика, который должен без использования специальных машин и устройств перемещать газовый баллон от одного места работы к другому. В настоящее время, очень многие производители предлагают различные конструкционные решения для мобильного варианта перемещения горелок для газобаллонного оборудования. Основные преимущества использования тележки под сварочный аппарат с баллоном:
- Стабильный режим управления повышенная мощность. В ряде конструкций предусмотрены специальные устройства, которые осуществляют автоматический режим сварки угловых компонентов и соединений по направлению сверху-вниз, а также в обратном режиме снизу-вверх, без использования направляющей рейки.
- Высокое качество исполнения. Параметр катета для шовного соединения тележки для сварочного полуавтомата своими руками варьируется в диапазоне от 8 до 15мм. Режим управления осуществляется при помощи т.н. регулятора колебаний, скорость которой можно отрегулировать на специальной приборной панели. Качественный и стабильный режим передвижения конструкции тележки для сварочного аппарата обеспечивается за счёт идеально ровного углового шва конструкционной части системы передвижения.
- Универсальная самоходная тележка для сварочного оборудования может разместить в себе несколько вариантов газобаллонного оборудования, при этом имеется встроенная панель управления, которая позволяет адаптировать работу самоходной конструкции относительно эксплуатируемого варианта баллона для сварочных работ. При необходимости, панель управления позволяет осуществить «раздачу» газа для нескольких потребителей одновременно.
- Универсальность. Встроенная рама позволяет использовать направляющие механизмы роликов с любой стороны самоходной конструкции транспортировки газовых баллонов.
Технические данные тележек для сварочного оборудования
Производители предлагают несколько вариантов самоходной тележки для сварочного полуавтомата с баллоном размеры, которой зависят от габаритных данных газобаллонного оборудования. Классическая спецификация такого вида тележки выглядит следующим образом:
Параметры | Значения |
| Масса тележки | не более 12 кг |
| Габаритный размер | 125*345*710 мм (средний вариант тележки) |
| Размер рабочей платформы | 280*450 мм |
Единых регламентных требований для производства своими руками тележки для сварочного аппарата не существует, вместе с этим есть некие отраслевые стандарты, которые позволяют умельцам изготавливать самоходную конструкцию.
Кроме этого, существуют также специальные тележки, предназначенные для комбинированного мобильного перемещения, как сварочного полуавтомата, так и баллонного оборудования. То есть, с одной стороны размещается аппарат сварки, с другой баллонная установка. В сети можно увидеть разнообразные чертежи тележки для сварочного полуавтомата с баллоном, но вместе с этим, выбирать транспортировочный узел необходимо исходя из индивидуальных условий работы сварщика и общей технологии проведения сварочных работ.
Чертеж тележки для полуавтомата
Импортные аналоги имеют улучшенные варианты эксплуатации транспортировочного узла, который имеет гидравлический принцип управления, рельефные характеристики панели монтажа баллонов и прочие характеристики. На тележке предусмотрены специальные отсеки, которые предназначены для наматывания кабелей и прочих проводов электросварного оборудования. Дополнительно рабочие тележки оснащаются гидравлическими салазками, которые обеспечивают лёгкую погрузку баллонов на платформу грузового автомобиля.
Технологические компоненты тележки для сварочного полуавтомата
Многие производители выпускают стандартные типоразмеры тележек для обеспечения транспортировки сварочного оборудования. Все компоненты транспортировочного узла изготавливаются исключительно из материала с металлической основой, а именно, из листовой стали, которая имеет толщину 1 мм. Профильное исполнение может быть как прямоугольного сечения, так и в круглом варианте исполнения. В нижней части транспортировочного узла предусмотрены колеса, как основной механизм передвижения по плоской поверхности.
«Обратите внимание!
Все основные компоненты тележки обрабатываются порошковым составом, который предупреждает коррозию и преждевременный износ.»
Производители выпускают стандартные варианты тележек, но при необходимости, заказчики могут заказать свои индивидуальные размеры для транспортировочного комплекса механизма перемещения баллонов и сварочного оборудования.
Конструкция тележки для полуавтомата
Дополнительные требования для тележек
Технические характеристики классического средства перемещения:
Характеристика | Значение |
| Материал | Сталь серии Ст3 |
| Окраска | Порошковый материал |
| Упаковочная тара | Гофрокартон, а также плёнка-стрейтч. |
| Дополнительные аксессуары | Цепные механизмы в количестве 2 штук |
| Колёсные механизмы | 2 штуки на основе литой резины, диаметр каждого колеса- 200 мм; 2 поворотных колёсных механизма диаметром 125 мм. |
Принцип изготовления самодельной тележки для перемещения сварочного оборудования должен предусматривать основные требования критерия, среди которых весомыми являются:
- Какое количество или объем технологического оборудования планируется разместить на самоходной установке.
- Приблизительный вес всего эксплуатируемого оборудования.
- Какая рабочая поверхность будет использована для перемещения тележки (этот принцип необходим для эффективного выбора колёс из соответствующего материала изготовления).
- Нужно ли использовать барабаны или отсеки для намотки проводов или кабелей, шлангов.
В простейшем варианты, в качестве каркаса используют трубы прямоугольного или круглого сечения, а также стандартные варианты колёсных механизмов, которые будут использованы для обычных условий перемещения по поверхности. Если у вас работа связана с химическими или прочими агрессивными факторами, колеса должны быть подобраны в соответствии со спецификацией отрасли применения.
Универсальна тележка для сварочного оборудования — Тележки для оборудования
#1 mikinalexei
Отправлено 20 December 2015 15:42
Захотел сделать тележку для сварочного оборудования.
Просмотрел варианты в интернете, нарисовал свой чертеж.
Нарезал и начал слесарить и варить. Все в процессе. Прошу любить и жаловать.
Прикрепленные изображения
- Наверх
- Вставить ник
#2 A L E X
Отправлено 20 December 2015 15:51
А баллон куда крепится?
- Наверх
- Вставить ник
#3 штурман 001
Отправлено 20 December 2015 15:57
mikinalexei,Видно, что делается основательно. ..Но некоторые элементы кажутся лишними…Поворотные колеса на мой взгляд сместить внутрь(по центру рамки), чтобы нагрузка приходилась по оси колеса.А вообще конечно хорошо, аккуратно…
- Наверх
- Вставить ник
#4 mikinalexei
Отправлено 20 December 2015 15:59
Баллон будет сзади. Вот образ и подобие с какого-то американского форума:
Прикрепленные изображения
Сообщение отредактировал mikinalexei: 20 December 2015 16:15
- Наверх
- Вставить ник
#5 mikinalexei
Отправлено 20 December 2015 16:03
mikinalexei,Видно, что делается основательно.
Мне понравилось в этой тележке именно дизайн, я бы сказал, красиво сделаны скошенные углы, передние колесики выпирают ушками. Короче мне понравилось, запало в душу, только там сварка аргоном, а я варю электродом. Аргон только планирую к этой тележке.
Сообщение отредактировал mikinalexei: 20 December 2015 16:07
- Наверх
- Вставить ник
#6 mikinalexei
Отправлено 23 December 2015 22:04
Сварил еще стойку….
И примерил тубусы для будущих присадочных прутков.
Да забыл сказать. Использую трубу 40х40 и 40х20.
И планирую TIG 200 AC/DC pulse Aurora. Размеры второй полки и ширина для всех именно под него.
Прикрепленные изображения
Сообщение отредактировал mikinalexei: 23 December 2015 22:20
- Наверх
- Вставить ник
#7 mikinalexei
Отправлено 02 January 2016 19:14
Вырезал алюминиевые листы.
Прикрепленные изображения
- Наверх
- Вставить ник
#8 mikinalexei
Отправлено 04 January 2016 17:09
Примерил и приварил подрозетники.
Прикинул расположение быстросьемов.
Прикрепленные изображения
Сообщение отредактировал mikinalexei: 04 January 2016 17:44
- Наверх
- Вставить ник
#9 mikinalexei
Отправлено 05 January 2016 17:18
Сварщик сотого уровня.:-)))
Прикрепленные изображения
- Наверх
- Вставить ник
#10 штурман 001
Отправлено 05 January 2016 17:25
mikinalexei,Для полноты картины надо было ее из нержавейки заделать. ..Но придется ставить противоугонку…
Сообщение отредактировал штурман 001: 05 January 2016 17:31
- Наверх
- Вставить ник
#11 mikinalexei
Отправлено 05 January 2016 17:39
mikinalexei,Для полноты картины надо было ее из нержавейки заделать…Но придется ставить противоугонку…
Воот прям читаете мои мысли. Вот что придумал.
Если снизу сделать защелку, такую же ответную часть в полу: закатил и защелкнул. А для того чтобы потом сдвинуть рычаг нужно нажать внутри стола или под столешницей потайной так сказать.
- Наверх
- Вставить ник
#12 mikinalexei
Отправлено 10 January 2016 19:27
Становится симпатичнее.
Прикрепленные изображения
- Наверх
- Вставить ник
#13 Lohus
Отправлено 11 January 2016 13:20
mikinalexei, наварите кусочки кругляка:
и многие части тела спасибо скажут, да и вы лишний раз матом не заговорите.
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#14 mikinalexei
Отправлено 12 January 2016 18:13
Популярное сообщение!
Место под баллон и присадочные прутки.
Прикрепленные изображения
Сообщение отредактировал mikinalexei: 12 January 2016 18:15
- Наверх
- Вставить ник
#15 mikinalexei
Отправлено 22 January 2016 16:56
Вот что придумал для размещения электродов:
Прикрепленные изображения
- Наверх
- Вставить ник
#16 mikinalexei
Отправлено 27 January 2016 21:01
Хомуты для баллона замутил. С 3 раза. 🙂
Прикрепленные изображения
- Наверх
- Вставить ник
#17 mikinalexei
Отправлено 01 February 2016 18:00
Было:
Стало:
Регуляторы давления до 10 кгс/см вместо экономайзеров.
На левом для плазмореза 4,5.
На правом для TIG и полуавтомата 0,5.
Сообщение отредактировал mikinalexei: 01 February 2016 18:03
- Наверх
- Вставить ник
#18 mikinalexei
Отправлено 07 February 2016 18:48
Ну что, вот тут мой первый рез плазморезом в жизни.
Телега еще не доделана. Первый раз не хватало давления в редукторе, подкрутил побольше. Ток 40А. Больше побоялся ставить переноска слабенькая была. На максимуме 70А аппарат заявлено производителем хавает 11кВт. Сибирь 70ПР, купил за полцены за 30т.р.на АВИТО, перепаял разорванный кондер. Списался с производителем, он мне сказал кондер влияет только на скачки в сети.
Первый раз сегодня так же варил тигом Foxweld 203, себе глушитель.
Ток 80а, постоянкой. Получилось неплохо, мне очень понравилось. Фотку только не подумал сделать.
Взял проволоку толщиной 4мм, ржавчичу обточил на гриндере. Думал не получится.
Появился азарт.
Сообщение отредактировал mikinalexei: 07 February 2016 19:12
- Наверх
- Вставить ник
#19 mikinalexei
Отправлено 10 February 2016 17:37
Популярное сообщение!
Приварил держатели для кабелей. Делал из трубы. Расчехлил вдоль и развернул, получился полукруг. Металл понравился — толстый, и не было ничего лучше.
Остался ящик и обнаружилось, что нагрузка на передние ушки под колесиками великовата, гнет их. Наверно приварю дополнительные снизу, где их не будет видно.
Прикрепленные изображения
- Наверх
- Вставить ник
#20 штурман 001
Отправлено 10 February 2016 17:52
обнаружилось, что нагрузка на передние ушки под колесиками великовата, гнет их.
mikinalexei,Поворотные колеса на мой взгляд сместить внутрь(по центру рамки), чтобы нагрузка приходилась по оси колеса.
Почему то сразу подумал, что слабовато будет…
- Наверх
- Вставить ник
ТЕЛЕЖКА / ПОДСТАВКА ДЛЯ СТИРАЛЬНОЙ МАШИНЫ | САРА
- * SARAH ™ — СТИРАЛЬНАЯ МАШИНА — ТЕЛЕЖКИ И ПОДСТАВКИ
- • Тележка/подставка для стиральной машины – полностью автоматическая верхняя загрузка
- • Тележка для стиральной машины/стойка с верхней загрузкой (двойная), полуавтоматическая/полностью автоматическая
- • Тележка/подставка для стиральной машины — полностью автоматическая фронтальная загрузка
- • Стиральная машина — базовая подставка
- * СОХА | SARAH ™ — СТИРАЛЬНАЯ МАШИНА ПРЕМИУМ-ПРЕМИУМ — ТЕЛЕЖКА И ПОДСТАВКА
- • Тележка/подставка для стиральной машины премиум-класса — полностью автоматическая верхняя загрузка
- • Тележка для стиральной машины премиум-класса / стойка с верхней загрузкой (двойная) полуавтоматическая / полностью автоматическая
- • Тележка/стойка для стиральной машины премиум-класса — полностью автоматическая фронтальная загрузка
- • Стиральная машина премиум-класса — базовая подставка
- * SARAH ™ — ХОЛОДИЛЬНИК / ХОЛОДИЛЬНИК — ПОДСТАВКА И ТЕЛЕЖКА
- • Холодильник / Холодильник — Подставка / Тележка
- • Холодильник / холодильник — подставка
- * СОХА | SARAH ™ — ХОЛОДИЛЬНИК ПРЕМИУМ / ХОЛОДИЛЬНИК — ПОДСТАВКА И ТЕЛЕЖКА
- • Холодильник премиум-класса/холодильник-подставка/тележка
- • Холодильник премиум-класса / Холодильник на подставке
- * САРА™ — ПРИНАДЛЕЖНОСТИ ДЛЯ СТИРАЛЬНЫХ МАШИН
- • Стиральная машина — наливной шланг
- • Стиральная машина — труба выпускного/сливного шланга
- • Стиральная машина — переходник на входной кран
- • Стиральная машина – отжимная крышка
- • Стиральная машина — полностью автоматический фильтр для ворса
- * СОХА | SARAH ™ — ПРИНАДЛЕЖНОСТИ ДЛЯ СТИРАЛЬНЫХ МАШИН ПРЕМИУМ-КАЧЕСТВА
- • Стиральная машина высшего качества — наливной шланг
- • Полностью автоматический впускной шланг высшего качества с верхней загрузкой
- • Высококачественный полностью автоматический впускной шланг с фронтальной загрузкой
- • Полуавтоматический впускной шланг высшего качества
- • Стиральная машина высшего качества — выпускной/сливной шланг
- • Полуавтоматическая и полностью автоматическая выпускная труба сливного шланга высшего качества
- • Высококачественный полностью автоматический сливной шланг с фронтальной загрузкой
- • Стиральная машина высшего качества — переходник для впускного крана
- • Стиральная машина премиум-класса — Spin Cap
- • Стиральная машина премиум-класса — полностью автоматический фильтр для ворса
- • Стиральная машина высшего качества — наливной шланг
- * SARAH ™ — МИКРОВОЛНОВАЯ ПЕЧЬ — ПОДСТАВКА / МОНТАЖНЫЙ КРОНШТЕЙН
- * СОХА | SARAH ™ — МИКРОВОЛНОВАЯ ПЕЧЬ ПРЕМИУМ — ПОДСТАВКА / МОНТАЖНЫЙ КРОНШТЕЙН
- * SARAH ™ — ПОСУДОМОЕЧНАЯ МАШИНА — ТЕЛЕЖКА И ПОДСТАВКИ
- * СОХА | SARAH ™ — ПОСУДОМОЕЧНАЯ МАШИНА ПРЕМИУМ-ПРЕМИУМ — ТЕЛЕЖКА И ПОДСТАВКИ
- * КОНДИЦИОНЕР НАРУЖНЫЙ БЛОК — ПОДСТАВКА / КРОНШТЕЙН ДЛЯ НАСТЕННОГО КРЕПЛЕНИЯ
- * SET TOP BOX — ПОДСТАВКА / ПОДНОС ДЛЯ НАСТЕННОГО КРЕПЛЕНИЯ
- * БАЛЛОН ДЛЯ СЖИЖЕННОГО ГАЗА — ТЕЛЕЖКА
- * LED TV — ПОДСТАВКА / НАСТЕННЫЙ КРОНШТЕЙН
- * ДЕРЖАТЕЛЬ ДЛЯ УТЮГА И ГЛАДИЛЬНОЙ ДОСКИ / ОРГАНИЗАТОР
- * ПИСЬМО / ПОЧТОВЫЙ ЯЩИК
- * ВЫСОКОКАЧЕСТВЕННАЯ ТЕЛЕЖКА / ПОДСТАВКИ ПРЕМИУМ
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Бесплатная доставка!
Китайский производитель оборудования для пива, Оборудование для пива, Поставщик оборудования для пивоварения
Супер оборудование
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Варочный цех и ферментеры
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Пивное оборудование | |
| Количество работников: | 45 | |
| Год основания: | 2016-11-30 | |
| Площадь завода: | 3000 квадратных метров | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: 1-3 месяца Время выполнения заказа в межсезонье: один месяц |
Наша компания предлагает различные продукты, которые могут удовлетворить ваши разнообразные требования. Мы придерживаемся принципов управления «качество во-первых, клиент в первую очередь и на основе кредита» с момента создания компании и всегда делаем все возможное, чтобы удовлетворить потенциальные потребности наших клиентов. Наша компания искренне готова сотрудничать с предприятиями со всего мира, чтобы реализовать беспроигрышную ситуацию, поскольку тенденция экономической глобализации развивается с непреодолимой силой.
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* Откуда:
* Кому:
Мистер Джейсон
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Переносная тележка для промывки/промывки топливных баков в сборе
Изобретение относится к промывке/промывке топливных баков собранных/оборудованных самолетов. Изобретение обусловлено необходимостью промывки/промывки топливных баков при замене ресурса expired Пористая полиуретановая пена собранного/оборудованного самолета.
Настоящее изобретение предназначено для снижения критичности и времени цикла, необходимого для удаления пористого пенополиуретана с истекшим сроком службы, который меняет свое состояние на состояние порошка и застревает между ребрами и стрингерами резервуара. Удаление этой порошковой пены Пористый полиуретановый пенопласт является громоздким и утомительным процессом. Также удаление пены из труднодоступных мест очень затруднено. Это изобретение изменит ручной процесс промывки/промывки с полуавтоматического на полностью автоматический процесс. Что, в свою очередь, уменьшит человеческие усилия и время цикла упомянутого процесса.
| Идентификатор приложения | 3980/МЕМ/2014 |
| Область изобретения | МАШИНОСТРОЕНИЕ |
| Дата подачи заявки | |
| Номер публикации | 25/2016 |
| Тип публикации | ИНА |
| Классификация МПК | B08B9/00, |
| Дата международной подачи | |
| Дата приоритета | |
| Дата осмотра |
Документы
| Имя | Дата |
| АБСТРАКТ1. jpg | 11.08.2018 |
| 3980-MUM-2014-Форма 5-241214.pdf | 2018-08-11 |
| 3980-MUM-2014-Другой патентный документ-121214.pdf | 11.08.2018 |
| 3980-MUM-2014-Форма 3-241214.pdf | 11.08.2018 |
| 3980-MUM-2014-Переписка-241214.pdf | 11.08.2018 |
| 3980-MUM-2014-Форма 1-121214.pdf | 2018-08-11 |
| 3980-MUM-2014-Форма 2(Титульная страница)-121214.pdf | 11.08.2018 |
Спецификация
Область разработки процессов
Авиационное поле — Промывка топливных баков собранных/оборудованных самолетов.
Предыстория разработки процесса
Переносная тележка для промывки топливных баков предназначена для удаления следов отслужившего свой срок пористого пенополиуретана, который с течением времени эксплуатации самолета меняет свое состояние на порошкообразную пену. Очень сложно мыть и чистить топливный бак собранного/оборудованного самолета, потому что разработка такой большой стойки, которая может удерживать самолет в различном наклоненном состоянии, является трудоемкой задачей. Также доступны стационарные тележки большого размера, но все они требуют, чтобы самолет располагался рядом с требуемой установкой. В случае, если воздушное судно находится в рабочем состоянии (AOG), требуемое движение невозможно. Эта переносная тележка устранит потребность в какой-либо специальной подставке и, кроме того, устранит необходимость размещения самолета ближе к стационарным тележкам большого размера. В этой тележке используется топливо под давлением, вход которого осуществляется либо из резервуара для хранения, либо из топливных баков самолета. Топливо под давлением распыляется в топливном баке через форсунку, которая удаляет все типы нежелательных частиц из топливного бака самолета. Эта переносная тележка сведет к минимуму потребность в человеческом усилии и время простоя самолета.
Краткое изложение разработки процесса
Подводя итог, можно сказать, что это тележка, в которой используется насос, совместимый с авиационным турбинным топливом, работающий от переменного/постоянного тока, фильтры и струйные форсунки с трубками, совместимыми с авиационным турбинным топливом. Размер & спецификация этих пунктов могут варьироваться в зависимости от различных требований.
Объект разработки процесса
а. Основной целью разработки технологического процесса является снижение критичности и времени цикла топлива.
Промывка баков собранного/оборудованного самолета.
903:30 б. Еще одной целью развития настоящего процесса является повышение производительности.
с. Еще одним объектом является автоматизация/полуавтоматизация вышеуказанного процесса.
, следовательно, меньше участия человека.
Краткое описание чертежей (см. Приложение I)
Полное понимание изобретения может быть получено из следующего описания предпочтительных вариантов осуществления при чтении в сочетании со следующими чертежами, на которых одинаковые части обозначены цифрами на нескольких видах и на которых:
Приложение. 1 — Подробная принципиальная схема;
Подробное описание изобретения
Схематическая диаграмма и описание настоящего изобретения были упрощены для иллюстрации элементов, имеющих отношение к ясному пониманию настоящего изобретения. Подробное описание изобретения выглядит следующим образом:
Для усовершенствования процесса разработки переносной тележки для промывки топливного бака собранного/самолета было проведено детальное исследование допустимого давления распыляемого топлива, которое может быть подано внутрь топливного бака. В дополнение к этому было также изучено, какой будет скорость подачи топлива в топливный бак, чтобы можно было удалить все следы пористого пенополиуретана. При исследовании учитывалось также качество подаваемого топлива для предотвращения загрязнения топливным баком топливного бака.
В позиции 1 схемы показан топливный бак самолета, подлежащий очистке.
Пункт 2 принципиальной схемы показывает гибкие шланги и трубопроводы контура. Гибкие шланги и трубы, используемые в контуре, должны быть совместимы с топливом для авиационных турбин. Диаметр и длина могут быть выбраны в соответствии с требованиями пользователя.
В позиции 3 принципиальной схемы показан топливный фильтр, который используется в качестве предварительного фильтра для накопительного бака. Этот фильтр фильтрует слитое топливо из бака самолета, чтобы предотвратить попадание частиц пористого пенополиуретана в бак для хранения.
Пункт 4 принципиальной схемы — обратный клапан, один из которых используется для контроля подачи топлива в бак самолета, а другой используется для отбора проб слитого топлива из бака самолета, чтобы можно было проверить чистоту слитого топлива.
В позиции 5 принципиальной схемы показан накопительный бак, который используется в качестве резервуара для поддержания непрерывной подачи топлива к питающему насосу. Еще одним назначением накопительного бака является сбор слитого топлива из бака самолета.
В позиции 6 принципиальной схемы показан питательный насос, который используется для подачи топлива в бак самолета. Любой насос, совместимый с топливом для авиационных турбин, может использоваться в качестве подкачивающего насоса. Спецификация насоса может быть определена в соответствии с требованиями пользователя.
В позиции 7 схемы показан манометр перепада давления. Основная функция манометра перепада давления заключается в контроле рабочего состояния главного топливного фильтра (поз. 8). В случае повреждения основного топливного фильтра он покажет нулевое значение, что будет означать необходимость замены основного топливного фильтра. Для указанной цели манометр дифференциального давления с наименьшим счетчиком и совместимый с авиационным турбинным топливом может использоваться в соответствии с требованиями пользователя. Другая функция манометра дифференциального давления заключается в контроле давления подачи топлива в топливный бак самолета.
В позиции 8 принципиальной схемы показан главный топливный фильтр контура. Любой топливный фильтр, совместимый с авиационным турбинным топливом и отвечающий условиям подачи топлива в бак самолета в соответствии с действующим стандартом.
В позиции 9 принципиальной схемы показана форсунка, которая используется для распыления топлива внутри топливного бака самолета. Спецификация сопла может быть определена в соответствии с требованиями пользователя.
В позиции 10 принципиальной схемы показана пробоотборная емкость для проверки чистоты слитого топлива из бака самолета.
Что заявлено:
1. Изготовление переносной тележки, показанное в приложении 1, может быть использовано для промывки топливного бака любого самолета в собранном виде путем изменения элементов тележки в зависимости от спецификации и емкости в соответствии с требованиями.
2. Переносная тележка по п.1, отличающаяся тем, что любой собранный топливный бак самолета может быть очищен по схеме, приведенной в приложении 1. В процессе промывки собранного самолета используется топливо под давлением, на входе которого либо отдельно заправленный бак, либо самолет топливный бак, который также достигает топливного бака самолета через насос, различные типы топливных фильтров и реактивное сопло. Топливо под давлением распыляется в топливном баке через форсунку, которая удаляет все типы нежелательных частиц из топливного бака самолета. Эта переносная тележка минимизирует потребность в человеческом усилии.
Упаковочные машины | минипак®-торре EN
Пожалуйста, введите свой пароль или свяжитесь с вашим представителем minipack-torre, чтобы получить ваши учетные данные для доступа.
Имя пользователя
Пароль
Minipack®-Torre предлагает широкий ассортимент упаковочных машин, подходящих для всех видов профессиональных нужд: от вакуумных машин до запайщиков пакетов.
Все машины Вакуум Общая упаковка Обвязочные машины Флоупак
PRATIKA 55 SMART
Автоматическая упаковочная машина — L-образная запайка — Встроенный туннель
PRATIKA 56 MPE X1
Автоматическая упаковочная машина — полностью электрическая и с сервоприводом — запаивающая планка 600×400 мм — макс. 160
PRATIKA 56 MPE X2
Автоматическая упаковочная машина — полностью электрическая и с сервоприводом – запаивающая планка 600×400 мм – макс. 240
PRATIKA 56 MPE X2 INOX
Нержавеющая сталь — Автоматическая упаковочная машина — полностью электрическая и с сервоприводом — запаивающая планка 600×400 мм — макс. 240
PRATIKA 56-T MPS
Автоматическая упаковочная машина — Непрерывная запайка (запаивающая планка 400 мм x ∞) — Полностью электрическая и с сервоприводом
PRATIKA 80-T MPS
Автоматическая упаковочная машина — Непрерывная запайка (запаивающая планка 700 мм x ∞) — Полностью электрическая и с сервоприводом
Изогнутые ремни
Моторизованные ремни — могут работать в паре с упаковочными машинами серии Pratika
Моторизованные ремни 56
Моторизованные ремни — Ширина от 381 мм до 400 мм — Может сочетаться с Pratika 56
Моторизованные ремни 80
Моторизованные ремни — Ширина 700 мм — Может сочетаться с Pratika 80
TUNNEL 50 DIGIT
Монокамерный термоусадочный туннель — Устье туннеля 450×240 мм
Туннель 50 Twin GT INOX
Двухкамерный термоусадочный туннель INOX — управление ПЛК — горловина туннеля 450×215 мм
TUNNEL 50 DIGIT INOX
Версия Tunnel 50 Digit из нержавеющей стали — идеально подходит для фармацевтической и пищевой промышленности
ТУННЕЛЬ 50 TWIN
Туннель термоусадочный двухкамерный — Устье туннеля 450×210 мм
Tunnel 50 Twin Inox
Версия Tunnel 50 Twin из нержавеющей стали – идеально подходит для фармацевтической и пищевой промышленности
Tunnel 50 Twin GT
Двухкамерный термоусадочный туннель — управление с помощью ПЛК — горловина туннеля 450×215 мм
TUNNEL 70 DIGIT
Двухкамерный термоусадочный туннель — Устье туннеля 680×390 мм
ECOMODULAR
Ручная упаковочная машина — L-образная запайка — Начальный уровень — Запаивающая планка 540×390 мм
Modular 50S INOX
Полуавтоматическая упаковочная машина — L-образная запайка — Запаивающая планка 540×400 мм
MODULAR 50S
Полуавтоматическая упаковочная машина — L-образная запайка — Запаивающая планка 540×400 мм
MODULAR 70
Полуавтоматическая упаковочная машина — L-образная запайка — Запаивающая планка 840×600 мм
МЕДИА
Полуавтоматическая упаковочная машина — L-образная запайка — Встроенный туннель — Запаивающая планка 540×400 мм
MINIMA evo
Настольная ручная термоусадка — Минимальный зазор — Уплотнительная планка 380×250 мм
FM75 evo
Ручная термоусадочная тележка — Полная Опция — Запаивающая планка 420×280 мм
FM76 evo
Ручная термоусадочная тележка — Полная опция — Запаивающая планка 540×390 мм
REPLAY 40 evo
Ручная термоусадочная тележка – запаивающая планка 420×280 мм
REPLAY 55 evo
Ручная термоусадочная тележка – запаивающая планка 540×390 мм
SYNTHESIS INOX
Ручная термоусадочная тележка — Нержавеющая сталь идеально подходит для упаковки пищевых продуктов — Запаивающая планка 530×390 мм
FM76A evo-A
Автоматическая термоусадочная машина — запаивающая планка 540×390 мм
REPLAY 55 C evo-A
Автоматическая термоусадочная машина – запаивающая планка 540×390 мм
FM77 evo
Ручная термоусадочная тележка — запаивающая планка 840×590 мм
Replay 85 evo
Ручная термоусадочная тележка – запаивающая планка 840×590 мм
FM77A evo-A
Автоматическая термоусадочная машина — запаивающая планка 840×590 мм
ФМ90 ЦИФРА
Тележка ручная термоусадочная — Запаивающая планка 1280×800 мм
X-BAG EVO
Вертикальная упаковочная машина — ПЛК и сенсорный экран — Подходит для различных типов пленки
ПОЧТОВАЯ СУМКА
Вертикальная упаковочная машина — идеальна для издательского дела
MS 70
Полуавтоматическая обвязочная машина с толкателем — запаивающая планка 700 мм
MS 70 INOX
Полуавтоматическая обвязочная машина с толкателем — запаивающая планка 700 мм — ПЛК 4
MS 90
Полуавтоматическая обвязочная машина с толкателем — запаивающая планка 900 мм
MS 50 л
Полуавтоматическая обвязочная машина с линейной подачей — Встроенный туннель — Запаивающая планка 500 мм
MS 70 л
Полуавтоматическая машина для упаковки в пакеты с линейной подачей — Встроенный туннель — Запаивающая планка 700 мм
MS 70 AL
Полуавтоматическая машина для упаковки в пакеты с двойным приводным ремнем — Встроенный туннель — Запаивающая планка 700 мм
MS 90 AL
Полуавтоматическая машина для упаковки в пакеты с двойным приводным ремнем — Встроенный туннель — Запаивающая планка 900 мм
MS 115 AL
Полуавтоматическая машина для упаковки в пакеты с двойным приводным ремнем — Встроенный туннель — Запаивающая планка 1150 мм
MS 50 — 1
Автоматическая машина для обмотки пачек с 1 направляющей загрузочной лентой под углом 90° и пневматическим толкателем
MS 70 — 1
Автоматическая машина для обмотки пачек с 1 гусеничным загрузочным ремнем на 90° и пневматический толкатель
MS 90 — 1
Автоматическая машина для обмотки пачек с 1 направляющей загрузочной лентой под углом 90° и пневматическим толкателем
MS 50 – 1 ПЛК
Автоматическая машина для обмотки пачек с ПЛК schneider, 1 гусеничной загрузочной лентой под углом 90° и пневматическим толкателем
MS 70 – 1E SEP
Автоматическая обвязочная машина с 1 гусеничным загрузочным ремнем под углом 90° и электрическим толкателем
HS 70 AL
Автоматическая обвязочная машина с ПЛК, погрузочно-разгрузочной лентой
HS 90 AL
Автоматическая обвязочная машина с ПЛК, погрузочно-разгрузочной лентой
HS 115 AL
Автоматическая обвязочная машина с ПЛК, погрузочно-разгрузочной лентой
HS 70 AL SPEED
Автоматическая машина для упаковки в пачки с ПЛК и 3 инверторами для лент, загрузочная и разгрузочная лента
HS 90 AL SPEED
Автоматическая машина для упаковки в пачки с ПЛК и 3 инверторами для лент, загрузочная и разгрузочная лента
HS 70 – 1E 1TRACK
Автоматическая машина для упаковки в пачки с ПЛК, 1 направляющей загрузочной лентой под углом 90°, пневматическим толкателем и разгрузочной лентой
HS 70 – 1E 2 TRACK
Автоматическая машина для упаковки в пакеты с ПЛК, 2-х гусеничным загрузочным ремнем под углом 90°, пневматическим толкателем и разгрузочным ремнем
HS 70 – 1E 1TRACK + FLAP
Автоматическая машина для обмотки пакетов с ПЛК, 1 направляющая загрузочная лента под углом 90°, автоматическая загрузка картонных клапанов, пневматический толкатель и разгрузочная лента
HS 70 – 1E 2 НАПРАВЛЯЮЩИЕ + КЛАПАН
Автоматическая машина для обмотки пакетов с ПЛК, 2-направляющая загрузочная лента под углом 90°, автоматическая загрузка картонных клапанов, пневматический толкатель и разгрузочная лента
HS 70 – 1R
Автоматическая машина для обмотки пакетов с ПЛК, 1 гусеничным подающим ремнем, расположенным под углом 90°, пневматическим толкателем и цепным транспортером для распределения пакетов
R 70
Автоматическая машина для упаковки пачек запаивающих полос с ПЛК и многострочным делителем (6 дорожек)
R 70 F
Автоматическая машина для упаковки в пачки запаивающих планок с ПЛК, многострочным делителем и автоматической загрузкой картонных клапанов
R 70 10 V
Автоматическая машина для упаковки в пачки запаивающих планок с ПЛК, многострочным делителем (6 дорожек), автоматической загрузкой картонных лотков или клапанов, формирователем лотков
R 70 20 V
Автоматическая машина для упаковки в пачки запаивающих планок с ПЛК, многострочным делителем (6 дорожек), автоматической загрузкой картонных лотков или клапанов, формирователем лотков
WRAPJET 20
Автоматическая машина для упаковки в пакеты бесшовной пленки с ПЛК и многострочным делителем (6 дорожек)
WRAPJET 30
Автоматическая машина для связывания бесшовной пленки с ПЛК и многострочным делителем (6 дорожек)
WRAPJET 20 F
Автоматическая машина для бесшовного связывания пленки с ПЛК и многострочным делителем (6 дорожек) и автоматической загрузкой картонных клапанов
WRAPJET 30 F
Автоматическая машина для бесшовного связывания пленки с ПЛК и многострочным делителем (6 дорожек) и автоматической загрузкой картонных клапанов
WRAPJET 20 V
Автоматическая машина для связывания бесшовной пленки с ПЛК и многострочным делителем (6 дорожек) и автоматической загрузкой картонных лотков или клапанов, формирователь лотков
WRAPJET 30 V
Автоматическая машина для связывания бесшовной пленки с ПЛК и многострочным делителем (6 дорожек) и автоматической загрузкой картонных лотков или формирователем лотков
WRAPJET 20 INTEGRAL
Автоматическая машина для связывания бесшовной пленки с ПЛК и многострочным делителем (6 дорожек) и автоматической загрузкой картонных лотков или клапанов, формирователь лотков — также только для пленки
WRAPJET 30 INTEGRAL
Автоматическая машина для связывания бесшовной пленки с ПЛК и многострочным делителем (6 дорожек) и автоматической загрузкой картонных лотков или клапанов, формирователь лотков — также только для пленки
MX 2
Приготовление рецептов, настоев, маринадов с помощью вакуумной технологии
MINISPENSER
Настольный ручной дозатор для упаковки пищевых продуктов – нержавеющая сталь
SAVEVAC
Внешнее всасывающее устройство из нержавеющей стали – 3 измерения
Mini Cook 15
Настольная машина с системой направляющих для приготовления по технологии sous-vide
Ручной запайщик
Настольный ручной запайщик — С рычагом — 5 размеров
MVS31 X
Настольный пылесос — запаивающая планка 310 мм
MVS31 XP
Настольный пылесос — запаивающая планка 310 мм — отслеживание процесса и этикетировочная машина
MVS35 X
Настольный пылесос — запаивающая планка 310 мм
MVS41 X
Настольный пылесос — запаивающая планка 626 мм спереди / 310 мм сбоку
MVS41 XP
Настольный пылесос — Сварочная планка 626 мм спереди / 310 мм сбоку — Отслеживание процесса и этикетировочная машина
MVS45 X
Настольный пылесос — запаивающая планка 450 мм
MVS45 XP
Настольный пылесос — запаивающая планка 450 мм — отслеживание процесса и этикетировочная машина
MVS45L X
Вакуумная тележка – запаивающая планка 450 мм
MVS45L XP
Вакуумная тележка — Сварочная планка 450 мм — Отслеживание процесса и этикетировочная машина
MVS50 X
Тележка для вакуума — запаивающая планка 510 мм
MVS50 XP
Вакуумная тележка — Запаивающая планка 510 мм — Отслеживание процесса и этикетировочная машина
MVS52 X
Вакуумная тележка — запаивающие планки 530 мм
MVS52 XP
Вакуумная тележка — Сварочные планки 530 мм — Отслеживание процесса и этикетировочная машина
MVS52 DV X
Вакуумная тележка с двойным баком — запаивающие планки 530 мм
MVS52 DV XP
Вакуумная тележка с двумя баками — Запаивающие планки 530 мм — Отслеживание процесса и этикетировочная машина
MVS65 X
Тележка для вакуума — запаивающие стержни 656 мм
MVS65 XP
Вакуумная тележка — Сварочные планки 656 мм — Отслеживание процесса и этикетировочная машина
MV 50 SWING INOX
Промышленный пылесос из нержавеющей стали — Перемещающая камера — Запаивающие планки 620 мм
MV 60 КАЧАЮЩАЯСЯ ВСЕ.
Промышленный алюминиевый пылесос — камера перемещения — запаивающие планки 450 мм
MV 70 КАЧАЮЩАЯСЯ ВСЕ.
Промышленный алюминиевый пылесос — Камера перемещения — Запаивающие планки 550 мм
MV 75 SWING INOX
Промышленный пылесос из нержавеющей стали — Перемещающая камера — Запаивающие планки 620 мм
MV 85 SWING INOX
Промышленный пылесос из нержавеющей стали — Перемещающая камера — Запаивающие планки 840 мм
MV 95 SWING INOX
Промышленный пылесос из нержавеющей стали — Перемещающая камера — Запаивающие планки 1100 мм
eVac 65
Автоматический пылесос для обрабатывающих лабораторий — управление с ПЛК и сенсорным экраном
Тележка для кормления телят Milk’n’Roll Mobile Professional Milk Taxi
Milk’n’Roll Mobile — это надежная, долговечная и удобная тележка для кормления телят, предназначенная для кормления телят в иглу и индивидуальных домиках.
Машина «все в одном»- Приготовление заменителя молока для телят
- Подогрев телячьего молока
- Пастеризация телячьего молока
- Транспортировка молока
- Кормление телят
- Очистка
Выращивание здоровых телят на ферме — непростая задача. Безусловно, Milk’n’Roll Mobile станет вашим помощником в этой ответственной и ответственной задаче ради быстрого и точного кормления телят.
Milk’n’Roll Mobile предлагает целый набор функций, позволяющих экономить труд, время и уменьшать количество ошибок. Другими словами, ваши процессы кормления телят будут управляться передовыми технологиями.
Основные преимущества тележки для кормления телят
- Здоровые телята: Точная температура молока и точное дозирование
- Уменьшенная рабочая нагрузка: Быстрая транспортировка и быстрая доставка молока для телят
- Транспортировка молочного такси без особых усилий: Привод делает транспортировку молока простой и удобной
- Удобный: Надежный, компактный дизайн с отличным пользовательским интерфейсом
- Оптимальная очистка: Наилучшая гигиена при минимальном потреблении воды в кратчайшие сроки
Свяжитесь с нами для получения дополнительной информации. Кроме того, полная гармония между двумя независимыми мощными электродвигателями и джойстиком обеспечивает высокую производительность в сложных условиях фермы.
Milk’n’Roll Mobile обеспечивает свободу передвижения на 360° без каких-либо затруднений на вашей ферме. Благодаря своей компактной конструкции он может легко проходить через узкие места, например, шириной 80 см. Таким образом, вы можете легко добраться до своих телят в любой момент во время кормления телят.
Расширенный вариант вождения обеспечивает навигацию на 360° с регулируемой скоростью с помощью джойстика, а простой вариант вождения допускает бесступенчатое движение только вперед и назад. В обоих вариантах вождения можно выбрать режим скорости кролика и черепахи.
Высококачественный материал и надежная конструкция
В целях обеспечения прочности и долговечности Mobile7 изготовлен из высококачественных материалов Milk’n’3Roll.
Все компоненты тележки для молока для телят, такие как насос, электродвигатели, электронное оборудование, спроектированы и разработаны для работы в жестких условиях окружающей среды.
Высококачественные поверхности из нержавеющей стали легко чистятся и долговечны. Ориентированная на пользователя конструкция гарантирует простоту обслуживания и, следовательно, безотказную работу.
Прочное шасси с 4 колесами
Тележка для молока для телят на мощном 4-колесном шасси со сбалансированным центром тяжести чрезвычайно устойчива и мощна. Кроме того, сочетание большого дорожного просвета и больших передних колес обеспечивает безопасное движение даже по пересеченной местности.
Стояночный тормоз
В то время как передние колеса автоматически блокируются в положении холостого хода, механический стояночный тормоз переводит тележку для молока для телят в безопасное положение для парковки на наклонных участках.
Широкая крышка бака
Широкая конструкция крышки позволяет легко наполнять и промывать бак, кроме того, шарниры с крутящим моментом защищают пользователя от травм, вызванных падением крышки.
. Путь здоровых телят также проходит через счастливых пользователей.
Компактный блок управления и дисплей с клавиатурой просты в использовании благодаря интуитивно понятному пользовательскому интерфейсу. Пользовательский интерфейс отвечает требованиям пользователя и предотвращает ошибки. Это легко узнать и использовать. Информация, которая может понадобиться о процессе, четко отображается на больших экранах.
Тележка для кормления телят предназначена для приготовления молока и заменителя молока для телят. Вы можете настроить параметры приготовления молока и CMR в соответствии со своими предпочтениями, например, температуру смешивания CMR или температуру молока для кормления.
Milk’n’Roll Mobile применяет правильные программы смешивания для нагрева, подготовки CMR, дозирования и очистки в сочетании с системой нагрева.
Уникальная система нагрева и адаптивная мешалка
Milk’n’Roll Mobile оснащен технологией нагрева, равномерно распределенной по дну бака. В отличие от погружных нагревателей, эта технология предотвращает появление горячих точек, в которых молоко может пригорать и прилипать к баку. Это обеспечивает быстрый нагрев молока и сохранение его качества.
Тележка для кормления телят информирует вас о фактической температуре молока во время нагрева на панели управления. У вас есть время для других задач на ферме во время процесса нагрева, Milk’n’Roll Mobile поддерживает нужную температуру молока до вашего прихода.
Адаптивная система перемешивания обеспечивает приготовление заменителя молока для телят без комков в режиме высокоскоростного перемешивания. С другой стороны, цельное молоко осторожно перемешивают в режиме низкоскоростного перемешивания, чтобы предотвратить образование сливок.
Тележка для молока для телят Уникальная система мешалки периодически перемешивает молоко во время кормления. Таким образом, молоко в резервуаре останется однородным и ваши телята будут правильно питаться. Поскольку двигатель мешалки расположен в верхней части бака, герметизация не представляет проблемы.
Точное кормление с помощью тележки для кормления телят
Благодаря программируемым дозировкам тележка для молока для телят сохраняет 9 необходимых вам уровней дозировки. Таким образом, вы получаете больше точности и гибкости в процессе дозирования. Поток молока останавливается автоматически после дозирования запрограммированного количества.
С панели управления вы можете установить конкретные уровни дозировки для каждой группы телят на вашей ферме. Во время дозирования кнопки быстрого переключения позволяют легко переключаться между уровнями дозирования.
Умная ручка-дозатор
Ручка-дозатор обеспечивает оптимальное удобство использования благодаря эргономичному дизайну и удобной клавиатуре.
С помощью кнопок управления, встроенных в ручку раздачи, вы можете легко кормить телят, даже если они находятся вдали от тележки для молока для телят. Таким образом, вы не теряете гибкости при размещении индивидуальных домиков для телят.
Во время дозирования пользователь может легко получить всю необходимую информацию на OLED-дисплее, расположенном на ручке. Тележка для кормления телят предупреждает пользователя, когда температура молока в резервуаре ниже или выше желаемой температуры выдачи.
Трехосевой поворотный рычаг легко регулирует высоту, угол и расстояние от ручки-дозатора до соска. Это делает процесс кормления телят простым, быстрым и практичным.
Оптимальная очистка тележки для кормления телят
Очистка тележки для молока для телят — сложная и подверженная ошибкам задача.
Мобильная функция очистки Milk’n’Roll поможет вам оптимально очистить тележку. Обеспечивает наилучшую гигиену при минимальном потреблении воды в кратчайшие сроки. Вы можете легко добиться эффективной очистки с помощью трехэтапной очистки.
Программа полуавтоматической очистки полностью удаляет остатки молока из дозирующего насоса и шлангов.
Дополнительная очистка щеткой улучшает результаты и сокращает время обработки.
Экономичная пастеризация и охлаждение молока для телят
Лучший способ кормить телят молоком – пастеризация молока для телят. Milk’n’Roll Mobile позволяет экономично пастеризовать молоко. В процессе пастеризации 99,5% вредных патогенов погибают при температуре 65 °C в течение 30 минут.
В конце процесса пастеризации молока для телят Milk’n’Roll Mobile охлаждает молоко для телят до желаемой температуры раздачи, при этом температура сохраняется до вашего присутствия.
Тележка для молока для телят, оснащенная опцией пастеризации, в стандартной комплектации оснащена функцией охлаждения. Благодаря системе охлаждения телячьего молока ваше молоко остается свежим до вашего прихода.
1910.179 — Краны мостовые и козловые.
1910. 179(а)
Определения, применимые к данному разделу .
1910.179(а)(1)
Кран представляет собой машину для подъема и опускания груза и перемещения его по горизонтали, с подъемным механизмом, являющимся неотъемлемой частью машины. Краны, стационарные или мобильные, приводятся в движение вручную или с помощью энергии.
1910.179(а)(2)
Ан 9Автоматический кран 0347 — это кран, который при активации работает в соответствии с заданным циклом или циклами.
1910.179(а)(3)
Кран с кабиной — это кран, управляемый оператором в кабине, расположенной на мосту или тележке.
1910. 179(а)(4)
Консольный козловой кран означает козловой или полукозловой кран, у которого мостовые балки или фермы проходят поперечно за пределы подкранового пути с одной или обеих сторон.
1910.179(а)(5)
Кран с напольным приводом означает подвесной или непроводящий канатный кран, управляемый оператором на полу или независимой платформе.
1910.179(а)(6)
Козловой кран означает кран, аналогичный мостовому крану, за исключением того, что мост для перевозки тележки или тележек жестко поддерживается на двух или более опорах, передвигающихся по фиксированным рельсам или другому пути.
1910.179(а)(7)
Перемещение жидкого металла кран означает мостовой кран, используемый для транспортировки или заливки расплавленного материала.
1910.179(а)(8)
Мостовой кран означает кран с разводным мостом, несущим подвижный или стационарный подъемный механизм и перемещающийся по подвесной фиксированной конструкции пути.
1910.179(а)(9)
Кран с механическим приводом означает кран, механизм которого приводится в действие электрическим, пневматическим, гидравлическим двигателем или двигателем внутреннего сгорания.
1910.179(а)(10)
Кран с пультом управления — это кран, управляемый со стационарного поста оператора, не прикрепленного к крану.
1910.179(а)(11)
Кран с дистанционным управлением — это кран, управляемый оператором не с поста управления или из кабины, прикрепленной к крану, любым способом, кроме подвесного или тросового управления.
1910.179(а)(12)
Полукозловой кран представляет собой козловой кран с одним концом моста, жестко поддерживаемым на одной или нескольких опорах, которые передвигаются по фиксированному рельсу или взлетно-посадочной полосе, а другой конец моста поддерживается тележкой, движущейся по приподнятому рельсу или ВПП.
1910.179(а)(13)
Кран мостовой складской означает кран козлового типа с большим пролетом, обычно используемый для складирования материалов навалом; мостовые балки или фермы жестко или нежестко опираются на одну или несколько опор. Он может иметь один или несколько фиксированных или шарнирных консольных концов.
1910.179(а)(14)
Кран настенный означает кран, имеющий стрелу с тележкой или без нее и поддерживаемый боковой стеной или линией колонн здания. Это передвижной тип и работает на взлетно-посадочной полосе, прикрепленной к боковой стене или колоннам.
1910.179(а)(15)
Назначен означает, что работодатель или представитель работодателя возложил на него определенные обязанности.
1910.179(а)(16)
ANSI означает Американский национальный институт стандартов.
1910.179(а)(17)
Вспомогательный подъемник — дополнительный подъемный механизм меньшей грузоподъемности и, как правило, более высокой скорости, чем предусмотрено для основного подъемника.
1910.179(а)(18)
Тормоз — это устройство, используемое для замедления или остановки движения за счет трения или силы.
1910.179(а)(19)
Фрикционный тормоз представляет собой тормоз, обеспечивающий тормозящее усилие без внешнего управления.
1910.179(а)(20)
Стопорный тормоз — это тормоз, автоматически предотвращающий движение при отключении питания.
1910.179(а)(21)
Мост означает часть крана, состоящую из балок, тележек, концевых шпал, пешеходных дорожек и приводного механизма, которая несет тележку или тележки.
1910.179(а)(22)
Передвижение по мосту означает движение крана в направлении, параллельном подкрановому пути.
1910. 179(а)(23)
Бампер (буфер) представляет собой амортизирующее устройство для уменьшения удара, когда движущийся кран или тележка достигает конца разрешенного хода; или когда два движущихся крана или тележки соприкасаются.
1910.179(а)(24)
Кабина — это кабина оператора крана.
1910.179(а)(25)
Просвет означает расстояние от любой части крана до точки ближайшего препятствия.
1910.179(а)(26)
Токоприемники представляют собой контактные устройства для сбора тока с проводников взлетно-посадочной полосы или моста.
1910.179(а)(27)
Проводники моста — это электрические проводники, расположенные вдоль конструкции моста крана для подачи питания на тележку.
1910.179(а)(28)
Проводники, подкрановые пути (основные) — это электрические проводники, расположенные вдоль подкранового пути для подачи питания на кран.
1910.179(а)(29)
Средство управления торможением представляет собой метод управления скоростью двигателя крана при капитальном ремонте.
1910.179(а)(30)
Противодействие крутящему моменту означает метод управления, при котором мощность двигателя реверсируется для создания крутящего момента в противоположном направлении.
1910.179(а)(31)
Динамический означает метод управления скоростью двигателя крана в состоянии капитального ремонта для обеспечения силы торможения.
1910.179(а)(32)
Рекуперативное означает форму динамического торможения, при котором вырабатываемая электрическая энергия возвращается в энергосистему.
1910.179(а)(33)
Механический означает метод управления трением.
1910.179(а)(34)
Контроллер с пружинным возвратом означает контроллер, который при отпускании автоматически возвращается в нейтральное положение.
1910.179(а)(35)
Назначенный означает выбранный или назначенный работодателем или представителем работодателя в качестве квалифицированного для выполнения определенных обязанностей.
1910.179(а)(36)
Точка дрейфа означает точку на контроллере перемещения, которая отпускает тормоз, когда двигатель обесточен. Это позволяет двигаться по инерции до включения тормоза.
1910.179(а)(37)
Барабан представляет собой цилиндрический элемент, вокруг которого наматываются канаты для подъема или опускания груза.
1910.179(а)(38)
Выравниватель — это устройство, которое компенсирует неравную длину или растяжение веревки.
1910.179(а)(39)
Открытый означает возможность непреднамеренного контакта. Применяется к опасным объектам, недостаточно охраняемым или изолированным.
1910.179(а)(40)
Отказоустойчивость означает приспособление, предназначенное для автоматической остановки или безопасного управления любым движением, при котором возникает неисправность.
1910.179(а)(41)
Пешеходная дорожка означает дорожку с перилами, прикрепленную к мосту или тележке для доступа.
1910.179(а)(42)
Подъемник представляет собой устройство, которое может быть частью крана и создавать усилие для подъема или опускания.
1910.179(а)(43)
Подъемная цепь означает несущую цепь в подъемнике.
Примечание. Свойства цепи не соответствуют характеристикам, указанным в ANSI B30.9-1971, Правилах безопасности для строп.
1910.179(а)(44)
Движение подъема означает движение крана, которое поднимает и опускает груз.
1910.179(а)(45)
Нагрузка означает общий дополнительный вес грузового блока или крюка.
1910.179(а)(46)
Грузовой блок представляет собой сборку крюка или скобы, вертлюга, подшипника, шкивов, штифтов и рамы, подвешенных на подъемном канате.
1910.179(а)(47)
Магнит означает электромагнитное устройство, закрепленное на крюке крана для подъема грузов с помощью магнита.
1910.179(а)(48)
Главный подъемник означает подъемный механизм, предназначенный для подъема максимальной номинальной нагрузки.
1910.179(а)(49)
Тележка представляет собой тележку с прикрепленной к ней кабиной оператора.
1910.179(а)(50)
Номинальная нагрузка означает максимальную нагрузку, для которой кран или индивидуальная лебедка спроектированы и изготовлены изготовителем и указаны на заводской табличке (табличках) оборудования.
1910.179(а)(51)
Канат относится к проволочному канату, если не указано иное.
1910. 179(а)(52)
Ходовой шкив означает шкив, который вращается при подъеме или опускании грузового блока.
1910.179(а)(53)
Подъездная дорожка означает сборку рельсов, балок, балок, кронштейнов и рамы, по которой перемещается кран или тележка.
1910.179(а)(54)
Боковая тяга означает, что часть тяги подъемника действует горизонтально, когда подъемные канаты не работают вертикально.
1910.179(а)(55)
Пролет означает горизонтальное расстояние от центра до центра рельсов взлетно-посадочной полосы.
1910.179(а)(56)
Резервный кран означает кран, который не находится в постоянной эксплуатации, но который используется от случая к случаю или с перерывами по мере необходимости.
1910.179(а)(57)
Ограничитель — это устройство для ограничения хода тележки или кранового моста. Это устройство обычно крепится к стационарной конструкции и, как правило, не обладает способностью поглощать энергию.
1910.179(а)(58)
Переключатель — это устройство для включения, отключения или изменения соединений в электрической цепи.
1910.179(а)(59)
Выключатель аварийной остановки представляет собой ручной или автоматический электрический выключатель, предназначенный для отключения электроэнергии независимо от обычных органов управления.
1910.179(а)(60)
Концевой выключатель — это выключатель, который приводится в действие какой-либо частью или движением машины или оборудования с механическим приводом для изменения электрической цепи, связанной с машиной или оборудованием.
1910.179(а)(61)
Главный выключатель — это выключатель, управляющий всей системой электропитания крана.
1910.179(а)(62)
Главный выключатель — это выключатель, который управляет работой контакторов, реле или других дистанционно управляемых устройств.
1910.179(а)(63)
Тележка представляет собой узел, который перемещается по рельсам моста и несет грузоподъемный механизм.
1910.179(а)(64)
Движение тележки означает движение тележки под прямым углом к подкрановому пути.
1910. 179(а)(65)
Тележка означает единицу, состоящую из рамы, колес, подшипников и осей, которая поддерживает мостовые балки или тележки.
1910.179(б)
Общие требования —
1910.179(б)(1)
Заявка . Настоящий раздел распространяется на мостовые и козловые краны, включая полукозловые, консольные козловые, настенные краны, складские мостовые краны и другие, имеющие такие же основные характеристики. Эти краны сгруппированы, потому что все они имеют тележки и схожие ходовые качества.
1910.179(б)(2)
Новое и существующее оборудование . Все новые мостовые и козловые краны, построенные и установленные 31 августа 1971 г. или после этой даты, должны соответствовать требованиям к конструкции Американского национального стандарта безопасности для мостовых и козловых кранов, ANSI B30. 2.0-1967, который включен посредством ссылки, как указано в §1910.6.
1910.179(б)(3)
Модификации . Краны могут быть модифицированы и изменены при условии, что такие модификации и несущая конструкция тщательно проверены на новую номинальную нагрузку квалифицированным инженером или изготовителем оборудования. Кран должен быть испытан в соответствии с пунктом (k)(2) настоящего раздела. Новая номинальная нагрузка отображается в соответствии с подпунктом 5 настоящего пункта.
1910.179(б)(4)
Индикаторы ветра и рельсовые зажимы . Напольные складские мосты должны быть оборудованы автоматическими рельсовыми фиксаторами. Должен быть предусмотрен ветроиндикатор, который подает видимый или звуковой сигнал оператору моста при заданной скорости ветра. Если зажимы воздействуют на головки рельсов, любые валики или заусенцы на головках рельсов должны быть сошлифованы.
1910.179(б)(5)
Маркировка номинальной нагрузки . Номинальная грузоподъемность крана должна быть четко обозначена на каждой стороне крана, а если кран имеет более одной подъемной единицы, на каждой лебедке или на грузовом блоке должна быть указана номинальная нагрузка, и эта маркировка должна быть четко различима с земля или пол.
1910.179(б)(6)
Расстояние от препятствия .
1910.179(б)(6)(и)
Минимальный зазор 3 дюйма над головой и 2 дюйма сбоку должен обеспечиваться и поддерживаться между краном и препятствиями в соответствии с Американской ассоциацией производителей кранов, Спецификация № 61, которая включена посредством ссылки, как указано в §1910.6 (ранее Институт электрических мостовых кранов, Inc).
1910.179(б)(6)(ii)
Там, где предусмотрены проходы или мостки, не должны размещаться препятствия, которые могли бы поставить под угрозу безопасность персонала при движении крана.
1910.179(б)(7)
Зазор между параллельными кранами . Если пути двух кранов параллельны и между ними нет стен или конструкций, между двумя мостами должен быть предусмотрен и поддерживаться достаточный зазор.
1910.179(б)(8)
Назначенный персонал — Только назначенному персоналу разрешается управлять краном, охватываемым данным разделом.
1910.179(с)
Кабины —
1910. 179(с)(1)
Расположение кабины .
1910.179(с)(1)(и)
Общая компоновка кабины и расположение органов управления и защиты должны быть такими, чтобы все рукоятки управления находились в пределах удобной досягаемости оператора, когда он стоит лицом к месту, обслуживаемому грузовым крюком, или когда он обращен в направлении движения такси. Расположение должно обеспечивать оператору полный обзор грузового крюка во всех положениях.
1910.179(с)(1)(ii)
Кабина должна быть расположена таким образом, чтобы обеспечить зазор не менее 3 дюймов от всех стационарных конструкций в зоне ее возможного движения.
1910.179 (с) (2)
Доступ к крану . Доступ к кабине и/или мосту должен осуществляться по удобно расположенной стационарной лестнице, лестнице или платформе, не требующей перешагивания через любой зазор, превышающий 12 дюймов (30 см). Неподвижные лестницы должны соответствовать подразделу D этой части.
1910.179(с)(3)
Огнетушитель . Огнетушители с четыреххлористым углеродом не должны использоваться.
1910.179(с)(4)
Освещение . Света в кабине должно быть достаточно, чтобы оператор мог видеть достаточно ясно для выполнения своей работы.
1910.179 (д)
Тротуары и лестницы —
1910.179(д)(1)
Расположение пешеходных дорожек .
1910.179(г)(1)(я)
Если на кранах с кабиной имеется достаточная высота над уровнем моря, со стороны привода по всей длине моста всех кранов, у которых тележка движется по балкам, должна быть предусмотрена пешеходная дорожка.
1910.179(г)(1)(ii)
Там, где расположены пешеходные дорожки, ни в коем случае не должно быть меньше 48 дюймов высоты над головой.
1910.179(д)(2)
Строительство пешеходных дорожек .
1910.179(г)(2)(я)
Тротуары должны иметь жесткую конструкцию и быть рассчитаны на распределенную нагрузку не менее 50 фунтов на квадратный фут.
1910. 179(г)(2)(ii)
Тротуары должны иметь пешеходную поверхность противоскользящего типа.
Примечание: Древесина соответствует этому требованию.
1910.179(г)(2)(iii)
[Зарезервировано]
1910.179(д)(2)(iv)
Внутренний край должен доходить как минимум до линии внешнего края нижней накладки или полки балки.
1910.179(д)(3)
Подножки и поручни для пешеходных дорожек . Борта и поручни должны соответствовать подразделу D этой части.
1910.179(д)(4)
Лестницы и лестницы .
1910.179(г)(4)(я)
Козловые краны должны быть оборудованы трапами или трапами, ведущими от земли к тротуару или платформе кабины.
1910.179(г)(4)(ii)
Лестницы должны быть оборудованы жесткими и прочными металлическими поручнями. Поверхности для ходьбы должны быть нескользкими.
1910.179(г)(4)(iii)
Лестницы должны быть прочно и надежно закреплены на месте и изготовлены в соответствии с подразделом D настоящей части.
1910.179(е)
Ограничители, бамперы, рельсовые щетки и ограждения —
1910. 179 (д) (1)
Троллейбусные остановки .
1910.179(д)(1)(я)
Остановки должны быть предусмотрены на концах хода тележки.
1910.179(е)(1)(ii)
Стопоры должны быть закреплены так, чтобы противостоять силам, возникающим при контакте.
1910.179(е)(1)(iii)
Упор, зацепляющий за беговую дорожку колеса, должен иметь высоту, по крайней мере, равную радиусу колеса.
1910.179 (д) (2)
Мостовые бамперы —
1910.179(д)(2)(я)
Кран должен быть снабжен бамперами или другими автоматическими средствами, обеспечивающими эквивалентный эффект, за исключением случаев, когда кран движется с низкой скоростью и имеет более высокую скорость замедления из-за использования подшипников скольжения или не работает вблизи концов моста и перемещение тележки, или ограничено расстоянием в силу характера работы крана, и на этом ограниченном расстоянии отсутствует опасность удара о какой-либо предмет, или используется в аналогичных условиях эксплуатации. Бампер должен быть способен останавливать кран (не включая поднятый груз) со средней скоростью замедления, не превышающей 3 фут/с/с при движении в любом направлении со скоростью 20 % от номинальной скорости груза.
1910.179(д)(2)(и)(а)
Бампера должны иметь достаточную энергопоглощающую способность, чтобы остановить кран при движении со скоростью не менее 40 процентов от номинальной скорости нагрузки.
1910.179(д)(2)(я)(б)
Бампер должен быть установлен таким образом, чтобы болты не подвергались прямому срезу.
1910.179(е)(2)(ii)
Бампера должны быть сконструированы и установлены таким образом, чтобы свести к минимуму падение деталей с крана в случае поломки.
1910. 179 (д) (3)
Бампер тележки —
1910.179(е)(3)(я)
Тележка должна быть оборудована бамперами или другими автоматическими средствами аналогичного действия, за исключением случаев, когда тележка движется с малой скоростью или не эксплуатируется вблизи концов моста и проезда тележки, или ограничена ограниченным расстоянием до взлетно-посадочной полосы, и нет опасности удариться о какой-либо объект на этом ограниченном расстоянии, или используется в аналогичных условиях эксплуатации. Бамперы должны быть способны останавливать тележку (не включая поднятый груз) со средней скоростью замедления, не превышающей 4,7 фут/с/с при движении в любом направлении со скоростью, равной одной трети номинальной скорости груза.
1910.179(е)(3)(ii)
Если на одном и том же мосту эксплуатируется более одной тележки, каждая из них должна быть оборудована бамперами или аналогичными приспособлениями на соседних концах.
1910.179(е)(3)(iii)
Бамперы или эквивалент должны быть спроектированы и установлены таким образом, чтобы свести к минимуму падение деталей с тележки в случае ее старения.
1910.179(д)(4)
Рельсовые щетки . Мостовые тележки должны быть оборудованы траками, которые проходят ниже верхней части рельса и выступают перед колесами тележки.
1910.179(д)(5)
Защита подъемных канатов .
1910.179(д)(5)(я)
Если подъемные канаты проходят достаточно близко к другим частям, что делает возможным загрязнение или истирание, должны быть установлены ограждения для предотвращения этого состояния.
1910.179(е)(5)(ii)
Должно быть предусмотрено ограждение для предотвращения контакта между кондукторами моста и подъемными канатами, если они могут соприкоснуться.
1910.179 (д) (6)
Защита движущихся частей .
1910.179(д)(6)(я)
Открытые движущиеся части, такие как шестерни, установочные винты, выступающие шпонки, цепи, цепные звездочки и возвратно-поступательные компоненты, которые могут представлять опасность при нормальных условиях эксплуатации, должны быть ограждены.
1910.179(е)(6)(ii)
Ограждения должны быть надежно закреплены.
1910. 179(е)(6)(iii)
Каждое защитное ограждение должно выдерживать без постоянной деформации вес человека весом 200 фунтов, если только защитное ограждение не расположено в месте, где человек не может наступить на него.
1910.179(ф)
Тормоза —
1910.179(ф)(1)
Тормоза для подъемников .
1910.179(ф)(1)(и)
Каждая независимая грузоподъемная единица крана должна быть оборудована по крайней мере одним самоустанавливающимся тормозом, далее именуемым стопорным тормозом, действующим непосредственно на вал двигателя или какую-либо часть зубчатой передачи.
1910.179(е)(1)(ii)
Каждая независимая грузоподъемная единица крана, за исключением талей с червячным приводом, угол наклона червяка которых таков, что груз не может разгоняться в направлении опускания, должен быть, помимо удерживающего тормоза, оборудован средствами управления торможением для предотвратить превышение скорости.
1910.179 (ф) (2)
Удерживающие тормоза .
1910.179(е)(2)(и)
Удерживающие тормоза для подъемных двигателей должны иметь не менее следующего процента от полного подъемного момента в точке, где применяется тормоз.
1910.179(е)(2)(и)(а)
125 процентов при использовании с управляющим тормозным средством, отличным от механического.
1910.179(е)(2)(я)(б)
100 процентов при использовании в сочетании с тормозным устройством с механическим управлением.
1910.179(е)(2)(я)(в)
100 % каждый при наличии двух стояночных тормозов.
1910.179(е)(2)(ii)
Удерживающие тормоза на подъемниках должны иметь достаточную теплоемкость для частоты операций, требуемой службой.
1910.179(е)(2)(iii)
Удерживающие тормоза на подъемниках должны включаться автоматически при отключении питания.
1910.179(е)(2)(iv)
При необходимости стопорные тормоза должны быть снабжены средствами регулировки для компенсации износа.
1910.179(ф)(2)(в)
Изнашиваемая поверхность всех барабанов или дисков удерживающего тормоза должна быть гладкой.
1910.179(е)(2)(vi)
Каждая независимая грузоподъемная единица крана, работающего с жидким металлом и имеющего силовые тормозные устройства, должна быть оборудована не менее чем двумя стояночными тормозами.
1910.179 (ф) (3)
Средство управления тормозом .
1910.179(ф)(3)(и)
Средства торможения с регулированием мощности, такие как рекуперативное, динамическое торможение или торможение с противодействием, или средства торможения с механическим управлением должны обеспечивать безопасную скорость опускания при номинальной нагрузке.
1910.179(е)(3)(ii)
Средства управления тормозом должны иметь достаточную тепловую мощность для частоты операций, необходимой для эксплуатации.
1910.179(ф)(4)
Тормоза для тележек и мостов .
1910. 179(ф)(4)(и)
Тормоза с ножным приводом не должны требовать приложения силы более 70 фунтов для развития номинального тормозного момента изготовителя.
1910.179(е)(4)(ii)
Тормоза могут приводиться в действие механическими, электрическими, пневматическими, гидравлическими или гравитационными средствами.
1910.179(е)(4)(iii)
При необходимости тормоза должны быть снабжены средствами регулировки для компенсации износа.
1910.179(е)(4)(iv)
Изнашиваемая поверхность всех тормозных барабанов или дисков должна быть гладкой.
1910.179(ф)(4)(в)
Все педали ножного тормоза должны быть сконструированы таким образом, чтобы нога оператора не могла легко соскользнуть с педали.
1910.179(е)(4)(vi)
Тормоза с ножным приводом должны быть оборудованы автоматическими средствами принудительного растормаживания при снятии давления с педали.
1910.179(е)(4)(vii)
Тормоза для остановки движения тележки или моста должны иметь достаточную мощность, чтобы остановить тележку или мост на расстоянии в футах, равном 10 процентам скорости полной нагрузки в футах в минуту при движении на полной скорости с полной нагрузкой.
1910.179(е)(4)(viii)
Если на мосту или тележках предусмотрены стояночные тормоза, они не должны препятствовать использованию точки дрейфа в цепи управления.
1910.179(ф)(4)(икс)
Тормоза на тележках и мостах должны иметь достаточную теплоемкость для частоты работы, требуемой службой, чтобы предотвратить ухудшение функций из-за перегрева.
1910.179(ф)(5)
Применение тормозов тележки .
1910.179(ф)(5)(и)
На кранах с кабиной с кабиной на тележке требуется тормоз тележки, как указано в пункте (f)(4) настоящего раздела.
1910.179(е)(5)(ii)
Для удержания тележки в нужном положении на мосту и предотвращения ее проскальзывания при отключенном питании можно использовать бугельный тормоз.
1910.179 (ф) (6)
Применение мостовых тормозов .
1910.179(ф)(6)(и)
На кранах с кабиной с кабиной на мосту требуется мостовой тормоз, как указано в пункте (f)(4) настоящего раздела.
1910.179(е)(6)(ii)
На кранах с кабиной с кабиной на тележке требуется мостовой тормоз удерживающего типа.
1910.179(е)(6)(iii)
На всех мостовых приводах напольных, выносных и мостовых кранов должен быть предусмотрен тормоз механического привода без выбега.
1910.179(г)
Электрооборудование —
1910.179(г)(1)
Общий .
1910.179(г)(1)(я)
Электропроводка и оборудование должны соответствовать подразделу S этой части.
1910. 179(г)(1)(ii)
Напряжение цепи управления не должно превышать 600 вольт для переменного тока. или постоянный ток Текущий.
1910.179(г)(1)(iii)
Напряжение на подвесных кнопках не должно превышать 150 вольт для переменного тока. и 300 вольт для постоянного тока.
1910.179(г)(1)(iv)
Если многожильный кабель используется с подвесной кнопочной станцией, станция должна иметь удовлетворительную опору, которая защитит электрические проводники от натяжения.
1910.179(г)(1)(в)
Подвесные блоки управления должны быть сконструированы таким образом, чтобы предотвратить поражение электрическим током, и должны иметь четкую маркировку для идентификации функций.
1910.179(г)(2)
Оборудование .
1910.179(г)(2)(я)
Электрическое оборудование должно быть расположено или ограждено таким образом, чтобы части, находящиеся под напряжением, не подвергались случайному контакту в нормальных условиях эксплуатации.
1910.179(г)(2)(ii)
Электрооборудование должно быть защищено от грязи, жира, масла и влаги.
1910.179(г)(2)(iii)
Ограждения для частей, находящихся под напряжением, должны быть прочными и располагаться таким образом, чтобы их нельзя было случайно деформировать и привести к контакту с частями, находящимися под напряжением.
1910. 179(г)(3)
Контроллеры .
1910.179(г)(3)(я)
Краны, не оборудованные контроллерами с пружинным возвратом или кнопками мгновенного действия, должны быть снабжены устройством, которое отключает все двигатели от линии при исчезновении питания и не допускает повторный запуск любого двигателя до тех пор, пока рукоятка контроллера не будет переведена в положение » выключено», или используется переключатель или кнопка сброса.
1910.179(г)(3)(ii)
Контроллеры с рычажным управлением должны быть снабжены выемкой или защелкой, которые в положении «выключено» предотвращают непреднамеренное перемещение рукоятки в положение «включено». Допустимы стопорное устройство «выключено» или устройство с пружинным возвратом.
1910. 179(г)(3)(iii)
Рукоятка управления контроллером должна быть расположена в пределах удобной досягаемости оператора.
1910,179(г)(3)(iv)
Насколько это практически возможно, движение каждой рукоятки контроллера должно происходить в тех же основных направлениях, что и результирующие движения груза.
1910.179(г)(3)(в)
Органы управления движением моста и тележки должны быть расположены таким образом, чтобы оператор мог легко смотреть в направлении движения.
1910.179(г)(3)(vi)
Для кранов с напольным управлением контроллер или контроллеры, если они приводятся в действие тросом, должны автоматически возвращаться в положение «выключено» при отпускании оператором.
1910.179(г)(3)(vii)
Кнопки на подвесных станциях должны возвращаться в положение «выключено», когда оператор крана сбрасывает давление.
1910.179(г)(3)(viii)
Автоматические краны должны быть сконструированы таким образом, чтобы все движения были безотказными в случае возникновения какой-либо неисправности в работе.
1910.179(г)(3)(ix)
Краны с дистанционным управлением должны функционировать таким образом, чтобы, если управляющий сигнал для любого движения крана стал неэффективным, движение крана прекратилось.
1910.179(г)(4)
Резисторы .
1910. 179(г)(4)(я)
Корпуса для резисторов должны иметь отверстия для обеспечения надлежащей вентиляции и должны быть установлены для предотвращения скопления горючих веществ вблизи горячих частей.
1910.179(г)(4)(ii)
Блоки резисторов должны поддерживаться таким образом, чтобы они были максимально защищены от вибрации.
1910.179(г)(4)(iii)
Должны быть предусмотрены меры для предотвращения падения сломанных частей или расплавленного металла на оператора или с крана.
1910.179(г)(5)
Переключатели .
1910.179(г)(5)(я)
Электропитание проводников взлетно-посадочной полосы должно контролироваться выключателем или автоматическим выключателем, расположенным на стационарной конструкции, доступной с пола и фиксируемой в разомкнутом положении.
1910.179(г)(5)(ii)
На кранах с кабиной в проводниках путей должен быть предусмотрен выключатель или автоматический выключатель закрытого типа с возможностью блокировки в разомкнутом положении. Средства размыкания этого выключателя или автоматического выключателя должны быть расположены в пределах легкой досягаемости оператора.
1910.179(г)(5)(iii)
На напольных кранах выключатель или автоматический выключатель закрытого типа с возможностью блокировки в разомкнутом положении должен быть предусмотрен в проводниках путей. Этот разъединитель должен быть установлен на мосту или пешеходной дорожке рядом с коллекторами взлетно-посадочной полосы. Должен быть предусмотрен один из следующих типов напольных разъединителей:
1910. 179(ж)(5)(iii)(а)
Непроводящий трос, прикрепленный к главному выключателю.
1910.179(г)(5)(iii)(б)
Отключение при пониженном напряжении главного автоматического выключателя, управляемого кнопкой аварийного останова на подвесной кнопке на подвесной кнопочной станции.
1910.179(г)(5)(iii)(с)
Сетевой контактор, управляемый выключателем или кнопкой на подвесной кнопочной станции.
1910.179(г)(5)(iv)
Движение подъема всех электрических мостовых кранов должно быть обеспечено концевым выключателем перебега в направлении подъема.
1910.179(г)(5)(в)
Все краны, использующие грузоподъемный магнит, должны иметь выключатель магнитной цепи закрытого типа с возможностью блокировки в открытом положении. Должны быть предусмотрены средства для разрядки индуктивной нагрузки магнита.
1910.179(г)(6)
ВПП . Проводники открытого типа, установленные на балках кранового пути или над головой, должны быть расположены или ограждены таким образом, чтобы лица, входящие или выходящие из кабины или мостика крана, обычно не могли соприкоснуться с ними.
1910.179(г)(7)
Дополнительные лампы . Если служебная розетка предусмотрена в кабине или на мостике кранов с кабиной, она должна быть заземленной трехштырьковой постоянной розеткой с напряжением не более 300 вольт.
1910.179(ч)
Подъемное оборудование —
1910. 179(ч)(1)
Шкивы .
1910.179(ч)(1)(я)
Канавки шкивов должны быть гладкими и не иметь поверхностных дефектов, которые могут привести к повреждению каната.
1910.179(з)(1)(ii)
Блоки, несущие канаты, которые могут быть мгновенно разгружены, должны быть снабжены плотно прилегающими ограждениями или другими подходящими устройствами для направления каната обратно в канавку при повторном приложении нагрузки.
1910.179(ч)(1)(iii)
Блоки в нижнем блоке должны быть оборудованы плотно прилегающими ограждениями, которые предотвратят запутывание канатов, когда блок лежит на земле со свободными канатами.
1910. 179(ч)(1)(iv)
Гнезда и фланцы шкивов, используемых с подъемными цепями, должны иметь такие размеры, чтобы цепь не зацеплялась и не связывалась во время работы.
1910.179(ч)(1)(в)
Все ходовые шкивы должны быть оборудованы средствами для смазки. Подшипники с постоянной смазкой, герметичные и/или экранированные подшипники соответствуют этому требованию.
1910,179 (ч) (2)
Канаты .
1910.179(ч)(2)(я)
При использовании подъемных канатов необходимо следовать рекомендациям производителя крана. Номинальная нагрузка, деленная на количество звеньев каната, не должна превышать 20 % номинальной прочности каната на разрыв.
1910. 179(ч)(2)(ii)
Раструбы должны выполняться в порядке, указанном изготовителем сборки.
1910.179(ч)(2)(iii)
Канат крепится к барабану следующим образом:
1910.179(ч)(2)(iii)(а)
Не менее двух витков каната должно оставаться на барабане, когда крюк находится в крайнем нижнем положении.
1910.179(ч)(2)(iii)(б)
Конец каната должен быть закреплен зажимом, надежно прикрепленным к барабану, или раструбом, утвержденным производителем крана или каната.
1910.179(ч)(2)(iv)
Соединительные проушины. [Зарезервировано]
1910. 179(ч)(2)(в)
Канатные зажимы, прикрепленные с помощью U-образных болтов, должны иметь U-образные болты на мертвом или коротком конце каната. Расстояние и количество зажимов всех типов должны соответствовать рекомендациям производителя зажимов. Зажимы должны быть из кованой стали всех размеров, выпускаемых серийно. Когда вновь установленный канат проработает в течение часа, все гайки на болтах хомутов должны быть снова затянуты.
1910.179(ч)(2)(vi)
Обжимные или сжатые фитинги должны применяться в соответствии с рекомендациями производителя каната или крана.
1910.179(ч)(2)(vii)
Везде, где воздействуют температуры, при которых могут быть повреждены сердечники из волокон, должны использоваться канаты, имеющие независимый сердечник из проволочного каната или проволочных прядей, или другой сердечник, устойчивый к температурным повреждениям.
1910.179(ч)(2)(viii)
Запасной канат должен быть того же размера, марки и конструкции, что и исходный канат, предоставленный изготовителем крана, если иное не рекомендовано изготовителем стального каната в связи с фактическими требованиями к условиям эксплуатации.
1910.179(ч)(3)
Эквалайзеры . Если груз поддерживается более чем одной частью каната, натяжение частей должно быть уравновешено.
1910.179(ч)(4)
Крючки . Крюки должны соответствовать рекомендациям производителя и не должны быть перегружены.
1910.179 (я)
Сигнализатор . За исключением кранов с напольным управлением, для каждого крана, оснащенного механическим механизмом передвижения, должен быть предусмотрен звуковой сигнал или другой действенный предупредительный сигнал.
1910.179(к)
Осмотр —
1910.179(к)(1)
Классификация проверок .
1910.179(к)(1)(и)
Первоначальный осмотр . Перед первоначальным использованием все новые и модифицированные краны должны быть проверены на соответствие положениям настоящего раздела.
1910.179(к)(1)(ii)
Процедура проверки кранов, находящихся в регулярной эксплуатации, делится на две общие классификации в зависимости от интервалов, через которые следует проводить проверку. Интервалы, в свою очередь, зависят от характера критических компонентов крана и степени их подверженности износу, ухудшению состояния или неисправности. Две общие классификации обозначены здесь как «частые» и «периодические» с соответствующими интервалами между проверками, как определено ниже:
1910.179(к)(1)(ii)(а)
Частый осмотр — с интервалами от ежедневного до ежемесячного.
1910.179(к)(1)(ii)(б)
Периодическая проверка — с интервалом от 1 до 12 месяцев.
1910.179(к)(2)
Частый осмотр . Следующие элементы должны проверяться на наличие дефектов через промежутки времени, указанные в параграфе (j)(1)(ii) настоящего параграфа или в соответствии с особыми указаниями, включая наблюдение во время эксплуатации на наличие любых дефектов, которые могут появиться между регулярными проверками. Все недостатки, такие как перечисленные, должны быть тщательно исследованы и определено, представляют ли они угрозу безопасности:
1910. 179(к)(2)(и)
Все функциональные рабочие механизмы на предмет неправильной регулировки, препятствующей нормальной работе. Повседневная.
1910.179(к)(2)(ii)
Износ или утечка в линиях, резервуарах, клапанах, дренажных насосах и других частях пневматических или гидравлических систем. Повседневная.
1910.179(к)(2)(iii)
Крючки с деформацией или трещинами. Визуальный осмотр ежедневно; ежемесячный осмотр с сертификационной записью, которая включает дату осмотра, подпись лица, проводившего осмотр, и серийный номер или другой идентификатор проверенного крюка. Для крючков с трещинами или с более чем на 15 процентов превышающим нормальное раскрытие зева или более чем на 10° изгибом от плоскости несогнутого крючка, см. параграф (l)(3)(iii)(a) этого параграфа.
1910. 179(к)(2)(iv)
Подъемные цепи, включая концевые соединения, на предмет чрезмерного износа, перекручивания, деформации звеньев, препятствующих нормальному функционированию, или растяжения, превышающего рекомендации производителя. Визуальный осмотр ежедневно; ежемесячная проверка с сертификационной записью, которая включает дату проверки, подпись лица, проводившего проверку, и идентификатор цепи, которая была проверена.
1910.179(к)(2)(в)
[Зарезервировано]
1910.179(к)(2)(vi)
Все рабочие механизмы на случай чрезмерного износа компонентов.
1910.179(к)(2)(vii)
Запасовка каната за несоблюдение рекомендаций производителя.
1910. 179(к)(3)
Периодический осмотр . Полные проверки крана должны проводиться через промежутки времени, как это обычно определено в параграфе (j)(1)(ii)(b) этого раздела, в зависимости от его деятельности, тяжести эксплуатации и окружающей среды, или как конкретно указано ниже. Эти проверки должны включать требования параграфа (j)(2) настоящего раздела и, кроме того, следующие пункты. Любые недостатки, такие как перечисленные, должны быть тщательно изучены и определено, представляют ли они угрозу безопасности:
1910.179(к)(3)(и)
Деформированные, треснувшие или подвергшиеся коррозии элементы.
1910.179(к)(3)(ii)
Ослабленные болты или заклепки.
1910.179(к)(3)(iii)
Треснутые или изношенные шкивы и барабаны.
1910.179(к)(3)(iv)
Изношенные, треснутые или деформированные детали, такие как штифты, подшипники, валы, шестерни, ролики, стопорные и зажимные устройства.
1910.179(к)(3)(в)
Чрезмерный износ деталей тормозной системы, накладок, собачек и храповиков.
1910.179(к)(3)(vi)
Индикаторы нагрузки, ветра и другие индикаторы во всем их диапазоне для выявления значительных неточностей.
1910.179(к)(3)(vii)
Бензиновые, дизельные, электрические или другие силовые установки за ненадлежащую работу или несоблюдение применимых требований безопасности.
1910. 179(к)(3)(viii)
Чрезмерный износ звездочек цепного привода и чрезмерное растяжение цепи.
1910.179(к)(3)(икс)
[Зарезервировано]
1910,179(к)(3)(х)
Электрооборудование на наличие признаков точечной коррозии или любого износа контакторов контроллера, концевых выключателей и кнопочных постов.
1910.179(к)(4)
Краны, не используемые регулярно .
1910.179(к)(4)(и)
Кран, который простаивал в течение 1 месяца или более, но менее 6 месяцев, должен пройти осмотр в соответствии с требованиями пункта (j)(2) настоящего раздела и пункта (m)(2) настоящего раздела перед вводом в эксплуатацию.
1910.179(к)(4)(ii)
Кран, который простаивал более 6 месяцев, должен пройти полную проверку в соответствии с требованиями пунктов (j) (2) и (3) настоящего раздела и пункта (m)(2) настоящего раздела. перед вводом в эксплуатацию.
1910.179(к)(4)(iii)
Резервные краны должны проверяться не реже одного раза в полгода в соответствии с требованиями пункта (j)(2) настоящего раздела и пункта (m)(2) настоящего раздела.
1910.179 (к)
Тестирование —
1910.179 (к) (1)
Эксплуатационные испытания .
1910.179 (к) (1) (я)
Перед первоначальным использованием все новые и модифицированные краны должны быть проверены на соответствие требованиям настоящего раздела, включая следующие функции:
1910. 179(к)(1)(и)(а)
Подъем и опускание.
1910.179(к)(1)(я)(б)
Тележка для путешествий.
1910.179 (к) (1) (я) (с)
Передвижение по мосту.
1910.179(к)(1)(я)(г)
Концевые выключатели, запирающие и предохранительные устройства.
1910.179(к)(1)(ii)
Уставка срабатывания концевых выключателей подъема должна определяться испытаниями с пустым крюком, перемещающимся с возрастающей скоростью до максимальной скорости. Исполнительный механизм концевого выключателя должен быть расположен таким образом, чтобы он приводил в действие выключатель при любых условиях за достаточное время для предотвращения контакта крюка или блока крюка с какой-либо частью тележки.
1910.179 (к) (2)
Испытание на номинальную нагрузку . Испытательные нагрузки не должны превышать 125 % номинальной нагрузки, если иное не рекомендовано изготовителем. Отчеты об испытаниях должны храниться в файле, доступном для назначенного персонала.
1910.179 (л)
Техническое обслуживание —
1910.179(л)(1)
Профилактическое обслуживание . Должна быть разработана программа профилактического обслуживания, основанная на рекомендациях производителя крана.
1910.179(л)(2)
Процедура технического обслуживания .
1910. 179(л)(2)(я)
Перед началом регулировки и ремонта крана необходимо принять следующие меры предосторожности:
1910.179(л)(2)(и)(а)
Кран, подлежащий ремонту, должен располагаться в месте, где он будет создавать наименьшие помехи для других кранов и операций в этом районе.
1910.179(л)(2)(и)(б)
Все контроллеры должны быть в выключенном положении.
1910.179(л)(2)(и)(в)
Главный или аварийный выключатель должен быть разомкнут и заблокирован в разомкнутом положении.
1910.179(л)(2)(и)(г)
Предупреждающие знаки или знаки «неисправность» должны быть размещены на кране, а также на полу под ним или на крюке, видимом с пола.
1910.179(л)(2)(и)(д)
Если другие краны работают на том же пути, должны быть предусмотрены рельсовые упоры или другие подходящие средства для предотвращения помех неработающему крану.
1910.179(л)(2)(ii)
После выполнения регулировок и ремонта кран нельзя эксплуатировать до тех пор, пока не будут переустановлены все ограждения, снова активированы предохранительные устройства и удалено оборудование для технического обслуживания.
1910.179 (л) (3)
Регулировка и ремонт .
1910.179(л)(3)(я)
Любые небезопасные условия, выявленные в соответствии с требованиями инспекции пункта (j) настоящего раздела, должны быть устранены до возобновления эксплуатации крана. Регулировка и ремонт должны выполняться только уполномоченным персоналом.
1910.179(1)(3)(ii)
Регулировки должны поддерживаться для обеспечения правильного функционирования компонентов. Ниже приведены примеры:
1910.179(л)(3)(ii)(а)
Все рабочие механизмы.
1910.179(л)(3)(ii)(б)
Концевые выключатели.
1910.179(л)(3)(ii)(с)
Системы управления.
1910.179(л)(3)(ii)(г)
Тормоза.
1910.179(л)(3)(ii)(е)
Электростанции.
1910.179(л)(3)(iii)
Ремонт или замена должны производиться незамедлительно по мере необходимости для безопасной эксплуатации. Ниже приведены примеры:
1910.179(л)(3)(iii)(а)
Крановые крюки с дефектами, описанными в параграфе (j)(2)(iii) данного раздела, подлежат отбраковке. Ремонт с помощью сварки или изменения формы обычно не рекомендуется. Если предпринимаются попытки такого ремонта, они должны выполняться только под компетентным надзором, и перед дальнейшим использованием крюк должен быть испытан на соответствие требованиям к нагрузке параграфа (k)(2) этого раздела.
1910.179(л)(3)(iii)(б)
Цепи для крепления груза и канатные стропы с дефектами, описанными в пунктах (j)(2)(iv) и (v) данного раздела соответственно.
1910.179(л)(3)(iii)(с)
Все важные детали с трещинами, поломками, согнутыми или чрезмерно изношенными.
1910.179(л)(3)(iii)(г)
Подвесные пульты управления должны содержаться в чистоте, а функциональные этикетки должны быть разборчивыми.
1910.179(м)
Проверка каната —
1910.179(м)(1)
Беговые канаты . Тщательный осмотр всех канатов должен производиться не реже одного раза в месяц, и отчет о сертификации, включающий дату осмотра, подпись лица, проводившего осмотр, и идентификатор проверенных канатов, должен храниться в файле, где его легко можно найти. доступны для назначенного персонала. Следует внимательно наблюдать за любым износом, приводящим к заметной потере первоначальной прочности, и принимать решение относительно того, будет ли дальнейшее использование каната представлять угрозу безопасности. Некоторые из условий, которые могут привести к заметной потере прочности, следующие:
1910.179(м)(1)(я)
Уменьшение диаметра каната ниже номинального из-за потери опоры сердечника, внутренней или внешней коррозии или износа наружных проволок.
1910.179(м)(1)(ii)
Количество оборванных внешних проводов и степень распределения или концентрации таких оборванных проводов.
1910.179(м)(1)(iii)
Износ наружных проводов.
1910. 179(м)(1)(iv)
Корродированные или оборванные провода на концевых соединениях.
1910.179(м)(1)(в)
Корродированные, треснутые, погнутые, изношенные или неправильно установленные торцевые соединения.
1910.179(м)(1)(vi)
Сильное перекручивание, раздавливание, разрезание или выпадение прядей.
1910.179(м)(2)
Прочие канаты . Весь канат, который простаивал в течение месяца или более из-за остановки или хранения крана, на котором он установлен, перед использованием должен пройти тщательную проверку. Эта проверка должна проводиться на предмет износа всех типов и должна выполняться назначенным лицом, разрешение которого требуется для дальнейшего использования каната. Для осмотра должна быть доступна сертификационная запись, которая включает дату осмотра, подпись лица, проводившего осмотр, и идентификатор проверенного каната.
1910.179 (н)
Перемещение груза —
1910.179(н)(1)
Объем загрузки . Кран не должен нагружаться сверх его номинальной нагрузки, за исключением целей испытаний, предусмотренных в пункте (k) настоящего раздела.
1910.179 (н) (2)
Крепление груза .
1910.179(н)(2)(я)
Подъемная цепь или подъемный канат не должны иметь перегибов или скручиваний и не должны наматываться на груз.
1910. 179(н)(2)(ii)
Груз должен крепиться к крюку грузового блока с помощью строп или других утвержденных устройств.
1910.179(н)(2)(iii)
Необходимо убедиться, что строп преодолевает все препятствия.
1910.179 (н) (3)
Перемещение груза .
1910.179(н)(3)(я)
Груз должен быть надежно закреплен и должным образом сбалансирован на стропе или подъемном устройстве, прежде чем он будет поднят более чем на несколько дюймов.
1910.179(н)(3)(ii)
Перед началом подъема необходимо учесть следующие условия:
1910. 179(н)(3)(ii)(а)
Подъемный канат не должен перегибаться.
1910.179(н)(3)(ii)(б)
Линии из нескольких частей не должны перекручиваться друг вокруг друга.
1910.179(н)(3)(ii)(с)
Крюк должен располагаться над грузом таким образом, чтобы предотвратить его раскачивание.
1910.179(н)(3)(iii)
Во время подъема необходимо следить за тем, чтобы:
1910.179(н)(3)(iii)(а)
Нет резкого ускорения или замедления движущегося груза.
1910.179(н)(3)(iii)(б)
Груз не касается препятствий.
1910.179(н)(3)(iv)
Краны не должны использоваться для боковой тяги, за исключением случаев, когда это специально разрешено ответственным лицом, которое определило, что устойчивость крана при этом не подвергается опасности и что различные части крана не будут подвергаться чрезмерным нагрузкам.
1910.179(н)(3)(в)
Пока любой сотрудник находится на грузе или на крюке, запрещается поднимать, опускать или перемещать груз.
1910.179(н)(3)(vi)
Работодатель должен требовать, чтобы оператор не переносил грузы над людьми.
1910.179(н)(3)(vii)
Оператор должен проверять тормоза каждый раз, когда груз приближается к номинальному. Тормоза должны быть испытаны путем поднятия груза на несколько дюймов и включения тормозов.
1910.179(н)(3)(viii)
Груз нельзя опускать ниже точки, в которой на подъемном барабане остается менее двух полных витков каната.
1910.179(н)(3)(икс)
Если для подъема груза используются два или более крана, за операцию должен отвечать один квалифицированный ответственный человек. Он должен проанализировать операцию и проинструктировать весь персонал, участвующий в надлежащем размещении, креплении груза и необходимых движениях.
1910.179(н)(3)(х)
Работодатель должен следить за тем, чтобы оператор не покидал своего места у органов управления, когда груз подвешен.
1910. 179(н)(3)(xi)
При спуске моста и приближении груза или крюка к людям или над ними должен звучать предупредительный сигнал.
1910.179 (н) (4)
Концевой выключатель подъема .
1910.179(н)(4)(я)
В начале каждой смены оператора верхний концевой выключатель каждого подъемника должен испытываться без нагрузки. Следует проявлять крайнюю осторожность; блок должен быть «вдавлен» в предел или запущен на малой скорости. Если переключатель не работает должным образом, назначенное лицо должно быть немедленно уведомлено.
1910.179(н)(4)(ii)
Концевой выключатель подъема, контролирующий верхний предел перемещения грузового блока, никогда не должен использоваться в качестве рабочего органа управления.
1910.179(о)
Другие требования, общие —
1910.179(о)(1)
Лестницы .
1910.179(о)(1)(и)
Работодатель должен следить за тем, чтобы руки были свободны от обременений, когда персонал использует лестницы.
1910.179(о)(1)(ii)
Предметы, которые слишком велики для ношения в карманах или на ремнях, должны подниматься и опускаться вручную.
1910.179(о)(2)
Кабины .
1910.