В чем плавить алюминий — Морской флот
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку.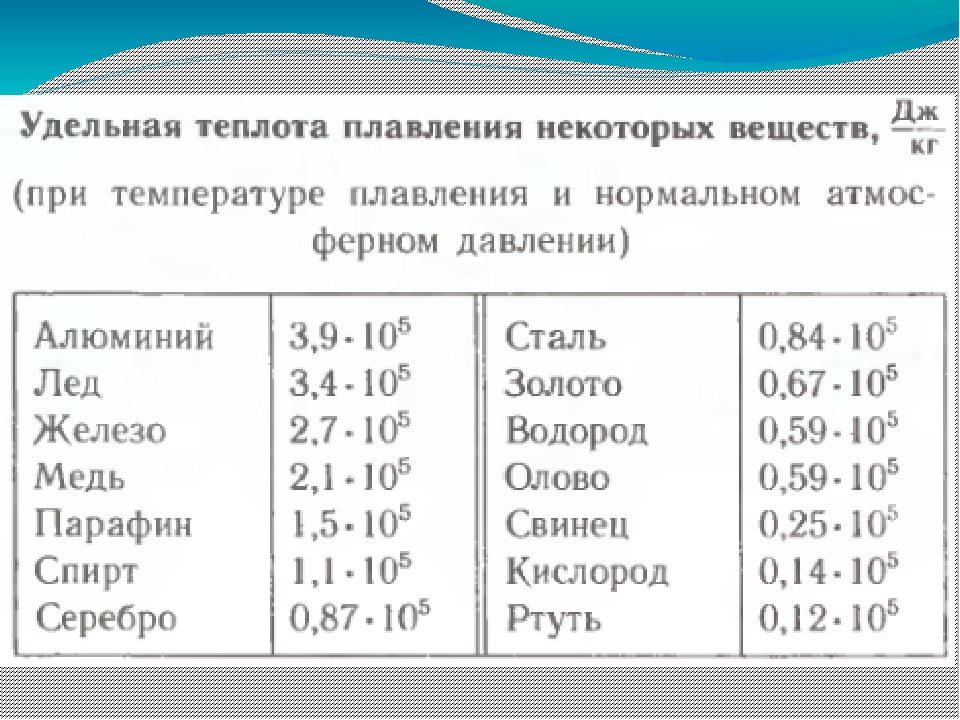 Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.


Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.

Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.
После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.
Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.
Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
 youtube.com/embed/Ua-6hWFOuY8?feature=oembed»/>
youtube.com/embed/Ua-6hWFOuY8?feature=oembed»/>
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.

Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.

Алюминий часто используется для изготовления деталей. Иногда плавят кусочки алюминия, чтобы заделать дефект, делают отливки. Плавить можно обломки дюраля, ненужные радиодетали. В обзоре представлены способы, как в домашних условиях расплавить алюминий, что для этого потребуется. Специалисты поделятся опытом, расскажут, какие свойства легкого металла необходимо учитывать, чтобы плавить металл самостоятельно.
Характеристики алюминия
Чтобы правильно плавить металл, необходимо учитывать температуру плавки алюминия. Чистый сплав легко плавится уже при +660°С, а оксидная пленка только при +2300°С. Опасно самостоятельно плавить порошок, он способен воспламениться. Кусочки алюминия плавят сухими, вода в расплаве способна спровоцировать взрыв.
Технология плавления алюминия в домашних условиях
Суть плавления состоит из нескольких этапов:
- Подготовка лома. В качестве исходного сырья используют профиль из алюминия, проволоку (ее предварительно уминают пассатижами), отслужившие детали. Кусочки должны быть небольшими. Краску, вкрапления других металлов из них не достают, все это будет в составе шлака.
- Подбор емкости, в которой можно плавить алюминий. Подойдет прочная посудина из стали (температура плавления 1300°С) или чугунок (1100°С), используют готовые огнеупорные тигли.
- Подготовка формы для расплава. В домашних условиях их делают самостоятельно. Процедура изготовления представлена ниже.
- Плавление лома. Предварительно определяют источник тепла.
- Снятие шлака, изготовление отливки. Самый простой способ плавки – аккуратно слить жидкий алюминий в подготовленную емкость или форму, шлак остается на стенках плавильной посудины. Чтобы он не прилип, требуется быстро ее охладить.
 В качестве исходного сырья используют профиль из алюминия, проволоку (ее предварительно уминают пассатижами), отслужившие детали. Кусочки должны быть небольшими. Краску, вкрапления других металлов из них не достают, все это будет в составе шлака.
В качестве исходного сырья используют профиль из алюминия, проволоку (ее предварительно уминают пассатижами), отслужившие детали. Кусочки должны быть небольшими. Краску, вкрапления других металлов из них не достают, все это будет в составе шлака.В принципе, технология промышленного и кустарного литья ничем не отличается. Лом плавят до состояния текучести. После этого отделяют расплав от шлака, сливают в заготовленные формы. Их после охлаждения отливки разбивают. Важно определить, что в результате должно получиться из жидкого алюминия. Даже если плавить металл решили ради эксперимента, емкость или форму для литья все равно необходимо приготовить. Тогда можно будет рассмотреть получившийся слиток, проверить его на пористость, чистоту, однородность структуры.
Их после охлаждения отливки разбивают. Важно определить, что в результате должно получиться из жидкого алюминия. Даже если плавить металл решили ради эксперимента, емкость или форму для литья все равно необходимо приготовить. Тогда можно будет рассмотреть получившийся слиток, проверить его на пористость, чистоту, однородность структуры.
Оборудование и способы плавки
Прежде, чем плавить алюминий, выбирают место и способ разогрева металла. Два часто используемых варианта:
- В гаражах или домовладениях плавят алюминий, сооружается плавильня, ее составляют из кирпича без использования связующего раствора. В качестве опоры удобен металлический каркас, в нем должно быть отверстие для нагнетания воздуха, для этого используют пылесос или фен. Самодельная печь обкладывается углем. Емкость для плавления с ломом помещают внутрь. Для лучшего сохранения тепла кирпичи сверху накрывают листом металла.
- В домашних условиях для разогрева небольшого количества лома пользуются:

— газовой плитой, можно плавить небольшое количество лома, но выход расплава будет невысокий.
Литье плавят в стальной посуде. Для повышения скорости нагрева используют конструкцию из двух емкостей, их вставляют одна в другую с зазором 1 см. Дно большой посудины перфорируется, оно выполняет функцию пламярассекателя. Когда есть газовая горелка, совмещают нижний нагрев с верхним. Плавить металл можно быстрее.
Дополнительное оборудование
Для небольших порций лома иногда используют жестяные банки. Но эта тара ненадежная, не исключено прогорание жести. Надежнее использовать керамический или металлический огнеупорный тигель для муфельных печей. Хороший вариант – обрезанный стакан огнетушителя. Для удобства делают желоб, по которому будет стекать расплавленный алюминий. При работе используют длинные щипцы. Понадобится ложка на длинной ручке для сбора шлака.
Как сделать форму для отливки
Перед тем, как расплавить алюминий, готовят болванку для отливки. Существует несколько способов заливки жидкого расплава. Чаще используют открытый и закрытый метод. О каждом стоит рассказать подробнее.
Существует несколько способов заливки жидкого расплава. Чаще используют открытый и закрытый метод. О каждом стоит рассказать подробнее.
Открытая форма
Когда плавят алюминий по открытой методике, после плавления расплав выливают в подготовленную емкость, например, жестяную банку. Алюминиевую отливку вынимают из банки в горячем виде, когда горячий расплав немного схватится сверху. Достаточно несильно постучать по емкости. Если не нужен слиток заданной геометрии, расплавленный металл выливают на любую ровную огнеупорную поверхность, он хорошо держится, не растекается, внешне напоминает ртуть.
Закрытая форма
Сложные по геометрии отливки получают в специально приготовленных формах. Она должна соответствовать параметрам детали, обычно делается разъемной. Для изготовления формы используют деталь-макет, по которому делают отливку. В качестве формующего материала используют кремнезем, он хорошо трамбуется, его несложно найти. Кремнезем заменяют:
- смесью речного песка и жидкого стекла;
- смесь песка, цемента, вместо воды добавляют тормозную жидкость;
- гипс, он удобен для сложных макетов.

Из гипса делают сплошные бесшовные формы, они одноразовые, их после застывания алюминия разбивают. Деталь-макет изготавливают из воска или пенопласта. Его помещают внутрь емкости, используемой для формы, затем заливают пустоты. Получаются ровные детали, не требующие дополнительной обработки. Когда используется гипс, его сушат в течение пары дней. Гипс боится влаги, разбухает. Он склонен к растрескиванию при высыхании. При контакте с парафином или пенопластом гипс сохраняет свою структуру, не образуется рытвин, раковин.
Полезные советы
- Расплав должен быть горячим, чтобы форма заполнялась равномерно. Его заливают, когда он приобретает консистенцию ртути.
- Сложные по конфигурации отливки делают быстро, стараются сразу залить формы, чтобы металл не успел схватиться, не образовалось перегородок и пустот.
- В гипс металл можно заливать по воску или пенопласту, от высокой температуры воск и пенопласт выгорают. Поверхность отливки будет ровной.
- Для охлаждения отливку не опускают в воду, литье потрескается.
- При расплавлении чистого алюминия применяется технология использования защитных флюсов, они предохраняют металл от окисления.
 Поверхность отливки будет ровной.
Поверхность отливки будет ровной.Необходимо соблюдать противопожарную безопасность, процесс литья связан с использованием открытого пламени. Важно использовать индивидуальные средства защиты: перчатки, очки.
Есть несколько способов литья алюминия в промышленных условиях. Но если плавка планируется в бытовых условиях, то технология литья под давлением вряд ли подойдёт. Наиболее подходящий вариант-заливка расплавленного металла в самодельную форму. Об этой технологии и пойдёт речь. Однако перед тем как узнать нюансы литья, необходимо разобраться с некоторыми характеристиками алюминия.
Характеристики алюминия
Необязательно знать все характеристики алюминия, но чтобы знать, как расплавить алюминий в домашних условиях, необходимо иметь в виду некоторые особенности, исключающие технологические ошибки. Кроме того, при работе необходимо соблюдать повышенную осторожность, в связи с высокой травмоопасностью процесса отливки.
Кроме того, при работе необходимо соблюдать повышенную осторожность, в связи с высокой травмоопасностью процесса отливки.
В домашних условиях плавить металл на газовой плите вряд ли получится, поскольку температура плавления алюминия составляет 660,3C, а бытовые газовые приборы не в состоянии создать нужную температуру.
Снижения температуры плавления сырья можно добиться, растерев его в порошок. Кроме того, можно использовать готовое сырьё в виде порошка. Однако здесь необходимо учесть ещё один момент. Алюминий является довольно активным металлом и, при взаимодействии с кислородом, содержащемся в воздухе, может окисляться либо даже воспламеняться. В процессе плавления, в незначительном количестве, образуется оксид, который способствует образованию окалины. Ещё один неприятный сюрприз в виде взрыва может произойти при попадании воды в расплавленный металл. Поэтому при добавлении необходимых компонентов, необходимо убедиться, что они сухие.
Сырьё для плавки
Если планируется плавка металла в бытовых условиях, не стоит использовать для плавки порошковый алюминий. Лучше использовать алюминиевую проволоку, нарезанную небольшими кусками, спрессованными при помощи пассатижей, для снижения площади взаимодействия с воздухом.
Лучше использовать алюминиевую проволоку, нарезанную небольшими кусками, спрессованными при помощи пассатижей, для снижения площади взаимодействия с воздухом.
Если требования к качеству изделия невысоки, то для получения сырья допустимо использование любых предметов, состоящих из алюминия.
Плавка алюминия в домашних условиях
Для получения в домашних условия качественного алюминия применяются флюсы, которые способствуют связыванию и выводу на поверхность расплавленного металла ненужные загрязняющие элементы и примеси. Лучше воспользоваться готовыми флюсами, но, в случае невозможности их приобретения, можно изготовить их самостоятельно. Для этого используют технические соли. Покровный флюс состоит из следующих компонентов:
- 45% хлорида натрия;
- 45% хлорида калия;
- 10% криолита.
Для получения металла с низкой пористостью необходим рафинирующий флюс. Для его получения, в покровный флюс требуется добавить фтористый натрий — 25% от общей массы.
Средства индивидуальной защиты при плавке
Процесс плавки в домашних условиях небезопасен. Для предотвращения травм рекомендуется пользоваться средствами защиты. Сырьё для плавки может содержать в себе остатки грязи или краски, поэтому необходимо защитить дыхательные органы от их выделения вследствие выгорания. Защитить руки от ожогов помогут перчатки сварщика. Для защиты глаз подойдут очки или маска.
Литейная форма
Чтобы отлить алюминий для припоя, достаточно жидкий металл вылить на лист железа и подождать, пока он остынет. Но, для изготовления даже простой детали будет необходима литейная форма.
Форму для литья можно изготовить из гипса. В смазанную маслом форму заливают жидкий гипс, помещают в него модель и накрывают другой ёмкостью с жидким гипсом. Лить расплавленный металл можно исключительно в сухую форму. В ещё незастывший гипс необходимо вставить какой-нибудь цилиндрический предмет, чтобы создать канал для последующей заливки в форму расплавленного металла. После окончательного застывания гипса, две половинки формы разъединяются, модель извлекается, и форма соединяется снова.
Тигель для плавки
Тигель-это специальная ёмкость из тугоплавкого материала с «носиком». Если готового тигля нет, то его можно изготовить самостоятельно. Подойдёт отрезок трубы довольно большого диаметра. Для изготовления такого тигля потребуется сварочный аппарат и болгарка. Размер тигля зависит от того, какое количество металла требуется расплавить.
Печи для плавки
Технологический процесс плавки алюминия довольно прост. Лом алюминия нагревается в тигле до температуры, необходимой для плавления металла, выдерживается некоторое время в расплавленном состоянии, с поверхности удаляется шлак, затем расплавленный металл выливается в форму. Время плавки зависит от температуры, которую может создать печь.
Плавильную печь несложно изготовить своими руками. Основание печи выкладывается из кирпичей в виде колодца, в нижней части которого будет разведён огонь. Сверху на кирпичи укладываются стальные прутья, на которые ставится тигель с ломом алюминия.
Плавка с помощью паяльной лампы
Пошаговая инструкция литья алюминия в гипсовую форму
- Сверху на кирпичи ставится тигель с сырьём. Его надо прогревать около 20 минут.
- После этого паяльную лампу включают на полную мощность и начинают прогревать металл сверху.
- Через некоторое время алюминий начинает плавиться. Для более равномерного прогрева, металл необходимо помешивать стальным прутком, соблюдая при этом меры предосторожности.
- Когда расплавленный металл приобретает однородную консистенцию, его можно залить в форму или вылить на стальной лист, если нужно получить алюминий для пайки.
- После остывания, разделив форму на две половины, вынимаем из неё отлитую деталь, которую нужно ещё дополнительно обработать: зачистить и, если потребуется, просверлить необходимые отверстия.
Ничего сложного в процессе плавки алюминия нет, поэтому для этого не нужны особые навыки литейщика. Достаточно умелых рук и желания.
Какова температура плавления алюминия — Мастер Фломастер
Алюминий представляет собой самый распространенный металл в земной коре. Он относится к группе легких металлов, имеет небольшую плотность и температуру плавления. При этом пластичность и электропроводность находятся на высоком уровне, что обеспечивает его повсеместное использование. Итак, давайте узнаем, каковы удельная температура плавления алюминия и его сплавов (пр. в сравнении с железом и свинцом), тепло- и электропроводность, плотность, другие свойства, а также в чем особенности структуры сплавов алюминия и химического их состава.
Состав и структура алюминия
Для начала нашему рассмотрению подлежат структура и хим.состав алюминия. Предел прочности чистого алюминия крайне небольшой и составляет до 90 МПа. Если же к его составу добавить в небольшом соотношении марганец, медь, цинк или магний, прочность может возрасти до 700 МПа. К такому же результату приведет использование особой термической обработки.
Металл, обладающий наиболее высокой чистотой (99,99% алюминия), может применяться в специальных и лабораторных целях, в остальных же случаях используется алюминий с технической чистотой. Наиболее распространенными примесями в нем могут выступать кремний и железо, которые практически не растворяются в алюминии. В результате их добавки уменьшается пластичность и повышается прочность конечного металла.
Теперь поговорим о свойствах металла алюминия.
Данное видео расскажет о структуре алюминия:
Свойства и характеристики
Свойствами металла служат его высокие показатели тепло- и электропроводности, невосприимчивость к коррозии, высокая пластичность и устойчивость к низким температурам. При этом главное его свойство – это небольшая плотность (около 2,7 г/см 3 .).
Механические, технологические, а также физико-химические свойства этого металла имеют непосредственную зависимость от входящих в его состав примесей. К естественным его компонентам относится кремний и железо.
Давайте узнаем далее, какая температура плавления алюминия и его сплавов
Основные параметры
- Плотность алюминия составляет 2,7*10 3 кг/м 3 ;
- Удельный вес — 2,7 г/cм 3 ;
- Температура плавления алюминия 659°C;
- Температура кипения 2000°C;
- Коэффициент линейного расширения составляет — 22,9 *10 6 (1/град).
Теперь рассмотрению подлежат теплопроводность и электропроводность алюминия.
Данное видео сравнивает температуры плавления алюминия и других наиболее часто используемых металлов:
Электропроводность
Важным показателем алюминия является его электропроводность, которая уступает по величине лишь золоту, серебру и меди. Высокий коэффициент электропроводности в сочетании с небольшой плотностью обеспечивает материалу высокую конкурентоспособность в кабельно-проводниковой области.
Помимо основных примесей на этот показатель также влияет титан, марганец и хром. Если алюминий предназначен для производства проводников тока, то суммарное количество примесей не должно превышать 0,01%.
- Показатель электропроводности может варьироваться, в зависимости от состояния, в котором находится алюминий. Процесс длительного отжига увеличивает этот показатель, а нагартовка, напротив, уменьшает его.
- Удельное сопротивление при температуре 20 0 С в зависимости от марки металла находится в пределах 0,0277-0,029 мкОм*м.
Теплопроводность
Коэффициент теплопроводности металла составляет около 0,50 кал/см*с*С и увеличивается со степенью его чистоты.
Это значение меньше, чем у меди и серебра, но больше, чем у остальных металлов. Благодаря ему, алюминий активно используется в производстве теплообменников и радиаторов.
Коррозионная стойкость
Сам металл является химически активным веществом, благодаря чему его используют в алюмотермии. При контакте с воздухом на нем образуется тончайшая пленка из окиси алюминия, которая имеет химическую инертность и высокую прочность. Ее главное назначение – это защищать металл от последующего процесса окисления, а также от воздействия коррозии.
- Если алюминий обладает высокой чистотой, то эта пленка не имеет пор, полностью покрывает его поверхность и обеспечивает надежным сцеплением. В результате металл устойчив не только к воде и воздуху, но и к щелочам и неорганическим кислотам.
- В тех местах, где находятся примеси, защитный слой пленки может быть поврежденным. Такие места становятся уязвимыми для коррозии. Поэтому на поверхности может наблюдаться коррозия точечного типа. Если марка содержит 99,7% алюминия и менее 0,25% железа, скорость коррозии составляет 1.1, при содержании алюминия на 99,0% этот показатель увеличивается до 31.
- Содержащееся железо также уменьшает устойчивость металла к щелочам, но не меняет устойчивость к серной и азотной кислотам.
Взаимодействие с разными веществами
Когда алюминий обладает температурой 100 0 С, он способен взаимодействовать с хлором. Независимо от степени нагрева, алюминий растворяет водород, но при этом не ступает в реакцию с ним. Именно потому он является главным составляющим элементом газов, которые присутствуют в металле.
В целом алюминий устойчив в следующих средах:
- Пресная и морская вода;
- Соли магния, натрия и аммония;
- Серная кислота;
- Слабые растворы из хрома и фосфора;
- Раствор аммиака;
- Уксусная, яблочная и прочие кислоты.
Алюминий не устойчив:
- Раствор из серной кислоты;
- Соляная кислота;
- Едкие щелочи и их раствор;
- Щавелевая кислота.
Про токсичность и экологичность алюминия читайте ниже.
Электропроводность меди и алюминия, а также иные сравнения двух металлов представлены в таблице ниже.
Сравнение характеристик алюминия и меди
Токсичность
Хотя алюминий весьма распространен, но он не используется в метаболизме, ни у одного живого существа. Он обладает незначительным токсическим действием, но многие его неорганические соединения, которые растворяются в воде, способны длительное время пребывать в таком состоянии и негативно сказываться на живых организмах. Наиболее ядовитыми веществами выступают ацетаты, хлориды и нитраты.
Еще больше полезной информации о свойствах алюминия содержит данное видео:
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода. В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается. Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Печи для плавки алюминия
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.
Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.
Всех производителей вторичного алюминия делят на две категории:
- компании, создающие литейные сплавы для изготовителей алюминиевых отливок
- компании, создающие алюминий для раскисления стали.
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов. На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей. Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического.
На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах. В ходе плавки алюминия в отражательных пламенных печах и в камерных электропечах сопротивления прогрев обособленных кусков садки стартует в области самых высоких температур, т. е. в верхней части. В тоже время поверхность садки с большой скоростью окисляется и поглощает много газов.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов. Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи.
Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Плавление алюминия в домашних условиях
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия. Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно. Если вы имеете опыт паяния, но большую часть поломок алюминиевой фурнитуры или профиля можно устранить самостоятельно.
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей.
Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры. Что же делать?
Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.
Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
Алюминий – это пластичный и лёгкий металл белого цвета, покрытый серебристой матовой оксидной плёнкой. В периодической системе Д. И. Менделеева этот химический элемент обозначается, как Al (Aluminium) и находится в главной подгруппе III группы, третьего периода, под атомным номером 13. Купить алюминий вы можете на нашем сайте.
История открытия
В 16 веке знаменитый Парацельс сделал первый шаг к добыче алюминия. Из квасцов он выделил «квасцовую землю», которая содержала оксид неизвестного тогда металла. В 18 веке к этому эксперименту вернулся немецкий химик Андреас Маргграф. Оксид алюминия он назвал «alumina», что на латинском языке означает «вяжущий». На тот момент металл не пользовался популярностью, так как не был найден в чистом виде.
Долгие годы выделить чистый алюминий пытались английские, датские и немецкие учёные. В 1855 году в Париже на Всемирной выставке металл алюминий произвёл фурор. Из него делали только предметы роскоши и ювелирные украшения, так как металл был достаточно дорогим. В конце 19 века появился более современный и дешёвый метод получения алюминия. В 1911 году в Дюрене выпустили первую партию дюралюминия, названного в честь города. В 1919 из этого материала был создан первый самолёт.
Физические свойства
Металл алюминий характеризуется высокой электропроводностью, теплопроводностью, стойкостью к коррозии и морозу, пластичностью. Он хорошо поддаётся штамповке, ковке, волочению, прокатке. Алюминий хорошо сваривается различными видами сварки. Важным свойством является малая плотность около 2,7 г/см³. Температура плавления составляет около 660°С.
Механические, физико-химические и технологические свойства алюминия зависят от наличия и количества примесей, которые ухудшают свойства чистого металла. Основные естественные примеси – это кремний, железо, цинк, титан и медь.
По степени очистки различают алюминий высокой и технической чистоты. Практическое различие заключается в отличии коррозионной устойчивости к некоторым средам. Чем чище металл, тем он дороже. Технический алюминий используется для изготовления сплавов, проката и кабельно-проводниковой продукции. Металл высокой чистоты применяют в специальных целях.
По показателю электропроводности алюминий уступает только золоту, серебру и меди. А сочетание малой плотности и высокой электропроводности позволяет конкурировать в сфере кабельно-проводниковой продукции с медью. Длительный отжиг улучшает электропроводность, а нагартовка ухудшает.
Теплопроводность алюминия повышается с увеличением чистоты металла. Примеси марганца, магния и меди снижают это свойство. По показателю теплопроводности алюминий проигрывает только меди и серебру. Благодаря этому свойству металл применяется в теплообменниках и радиаторах охлаждения.
Алюминий обладает высокой удельной теплоёмкостью и теплотой плавления. Эти показатели значительно больше, чем у большинства металлов. Чем выше степень чистоты алюминия, тем больше он способен отражать свет от поверхности. Металл хорошо полируется и анодируется.
Алюминий имеет большое сродство к кислороду и покрывается на воздухе тонкой прочной плёнкой оксида алюминия. Эта плёнка защищает металл от последующего окисления и обеспечивает его хорошие антикоррозионные свойства. Алюминий обладает стойкостью к атмосферной коррозии, морской и пресной воде, практически не вступает во взаимодействия с органическими кислотами, концентрированной или разбавленной азотной кислотой.
Химические свойства
Алюминий — это достаточно активный амфотерный металл. При обычных условиях прочная оксидная плёнка определяет его стойкость. Если разрушить оксидную плёнку, алюминий выступает как активный металл-восстановитель. В мелкораздробленном состоянии и при высокой температуре металл взаимодействует с кислородом. При нагревании происходят реакции с серой, фосфором, азотом, углеродом, йодом. При обычных условиях металл взаимодействует с хлором и бромом. С водородом реакции не происходит. С металлами алюминий образует сплавы, содержащие интерметаллические соединения – алюминиды.
При условии очищения от оксидной пленки, происходит энергичное взаимодействие с водой. Легко протекают реакции с разбавленными кислотами. Реакции с концентрированной азотной и серной кислотой происходят при нагревании. Алюминий легко реагирует со щелочами. Практическое применение в металлургии нашло свойство восстанавливать металлы из оксидов и солей – реакции алюминотермии.
Получение
Алюминий находится на первом месте среди металлов и на третьем среди всех элементов по распространённости в земной коре. Приблизительно 8% массы земной коры составляет именно этот металл. Алюминий содержится в тканях животных и растений в качестве микроэлемента. В природе он встречается в связанном виде в форме горных пород, минералов. Каменная оболочка земли, находящаяся в основе континентов, формируется именно алюмосиликатами и силикатами.
Алюмосиликаты – это минералы, образовавшиеся в результате вулканических процессов в соответствующих условиях высоких температур. При разрушении алюмосиликатов первичного происхождения (полевые шпаты) сформировались разнообразные вторичные породы с более высоким содержанием алюминия (алуниты, каолины, бокситы, нефелины). В состав вторичных пород алюминий входит в виде гидроокисей или гидросиликатов. Однако не каждая алюминийсодержащая порода может быть сырьём для глинозёма – продукта, из которого при помощи метода электролиза получают алюминий.
Наиболее часто алюминий получают из бокситов. Залежи этого минерала распространены в странах тропического и субтропического пояса. В России также применяются нефелиновые руды, месторождения которых располагаются в Кемеровской области и на Кольском полуострове. При добыче алюминия из нефелинов попутно также получают поташ, кальцинированную соду, цемент и удобрения.
В бокситах содержится 40-60% глинозёма. Также в составе имеются оксид железа, диоксид титана, кремнезём. Для выделения чистого глинозёма используют процесс Байера. В автоклаве руду нагревают с едким натром, охлаждают, отделяют от жидкости «красный шлам» (твёрдый осадок). После осаждают гидроокись алюминия из полученного раствора и прокаливают её для получения чистого глинозёма. Глинозём должен соответствовать высоким стандартам по чистоте и размеру частиц.
Из добытой и обогащённой руды извлекают глинозём (оксид алюминия). Затем методом электролиза глинозём превращают в алюминий. Заключительным этапом является восстановление процессом Холла-Эру. Процесс заключается в следующем: при электролизе раствора глинозёма в расплавленном криолите происходит выделение алюминия. Катодом служит дно электролизной ванны, а анодом – угольные бруски, находящиеся в криолите. Расплавленный алюминий осаждается под раствором криолита с 3-5% глинозёма. Температура процесса поднимается до 950°С, что намного превышает температуру плавления самого алюминия (660°С). Глубокую очистку алюминия проводят зонной плавкой или дистилляцией его через субфторид.
Применение
Алюминий применяется в металлургии в качестве основы для сплавов (дуралюмин, силумин) и легирующего элемента (сплавы на основе меди, железа, магния, никеля). Сплавы алюминия используются в быту, в архитектуре и строительстве, в судостроении и автомобилестроении, а также в космической и авиационной технике. Алюминий применяется при производстве взрывчатых веществ. Анодированный алюминий (покрытый окрашенными плёнками из оксида алюминия) применяют для изготовления бижутерии. Также металл используется в электротехнике.
Рассмотрим, как используют различные изделия из алюминия.
Алюминиевая лента представляет собой тонкую алюминиевую полосу толщиной 0,3-2 мм, шириной 50-1250 мм, которая поставляется в рулонах. Используется лента в пищевой, лёгкой, холодильной промышленности для изготовления охлаждающих элементов и радиаторов.
Круглая алюминиевая проволока применяется для изготовления кабелей и проводов для электротехнических целей, а прямоугольная для обмоточных проводов.
Алюминиевые трубы отличаются долговечностью и стойкостью в условиях сельских и городских промышленных районов. Применяются они в отделочных работах, дорожном строительстве, конструкции автомобилей, самолётов и судов, производстве радиаторов, трубопроводов и бензобаков, монтаже систем отопления, магистральных трубопроводов, газопроводов, водопроводов.
Алюминиевые втулки характеризуются простотой в обработке, монтаже и эксплуатации. Используются они для концевого соединения металлических тросов.
Алюминиевый круг — это сплошной профиль круглого сечения. Используется это изделие для изготовления различных конструкций.
Алюминиевый пруток применяется для изготовления гаек, болтов, валов, крепежных элементов и шпинделей.
Около 3 мг алюминия каждый день поступает в организм человека с продуктами питания. Больше всего металла в овсянке, горохе, пшенице, рисе. Учёными установлено, что он способствует процессам регенерации, стимулирует развитие и рост тканей, оказывает влияние на активность пищеварительных желёз и ферментов.
При использовании алюминиевой посуды в быту необходимо помнить, что хранить и нагревать в ней можно исключительно нейтральные жидкости. Если же в такой посуде готовить, к примеру, кислые щи, то алюминий поступит в еду, и она будет иметь неприятный «металлический» привкус.
Алюминий входит в состав лекарственных препаратов, используемых при заболеваниях почек и желудочно-кишечного тракта.
Как расплавить алюминий в домашних условиях паяльной лампой?
Важно! При плавке алюминия применяйте средства защиты: перчатки, защищенную обувь, спецодежду, респиратор, специальные инструменты для избежания попадания расплавленного алюминия на тело. Расплавленный металл при контакте с каплями воды может разбрызгиваться и привести к очень опасным ожогам. Будьте предельно осторожны! Готовые плавильные печи в этом магазине.
Паяльная лампа и алюминий
На видео показано, как можно расплавить алюминий в домашних условиях используя простую паяльную лампу. Способ довольно прост, здесь не требуется поддув, который необходим в тех случаях, когда для создания нужной температуры плавления алюминия используются дрова, угли и другое твердое топливо. В ролике наглядно представлено, как осуществляется подготовка необходимых материалов алюминия и сам процесс плавки.
На этом ролике другой мастер представит свою модель плавильной печи и объяснит, как сделать тигель для плавки алюминия и подготовить его к работе.
А здесь показан собственно процесс плавки и даются дельные советы. Обратите внимание, как мастер защищен от травм.
Тут есть материалы про то, как делать поделки из гипса, а тут про простейшую печь для алюминия. Еще на эту тему статья здесь.
Несколько методов, чтобы плавить алюминий дома
Меня вдохновили видео на YT, которые теперь полны каждой темы.
Концепция простейшей печи требует улучшения:
Литье алюминиевого цилиндра:
И, конечно же, десятки других подобных фильмов. Различные печи, разные горелки, различные виды топлива, различные типы литейных форм и множество способов. Вы можете делать с ним интересные вещи, в смысле алюминиевой копии любого объекта. Я не знаю, например, скопировать конкретный латар, хотя это скорее для продвинутых
На данный момент я изготовил 5-литровую стальную банку, поднялся на 7 кг шамотного раствора (модельная штукатурка из видео – плохой материал, потому что она быстро ломается), тигель – это 2 “15 см пробка с 2-дюймовым донным штепселем, согласно тому, что я посчитал, должен ввести 900 г алу или 3 кг меди. 2 горелки с трубкой 1/2 “, концепция очень похожа на концепцию пленки, но 100% DIY с насадками и т.д. Crucible 19 PLN, шамотный раствор 30 PLN – текущая стоимость, которую я понесла так смешно.
Я нахожусь на стадии первой стрельбы, пока я тестирую метан, сегодня я нагреваю тигель до 695 ° C, и я бы предпочел не ожидать большего от этого газа, может быть, немного больше после следующих исправлений. В конечном счете, он должен работать на бутане, который в несколько раз более теплотворный, чем метан, но мне приходится делать меньшие сопла. На метане 1-мм сопло работает хорошо, но для бутана это слишком много, газ имеет слишком мало скорости и не «затягивает» достаточно атмосферного воздуха. Я попробую 0,6 мм, потому что у меня самая маленькая дрель.
Точка плавления алюминия составляет 660 ° C, но у вас должно быть около 100 ° больше, чтобы вылить ее позже. Конечно, с помощью стального тигля алюминий будет загрязнен сталью из тигля, но если мы расплавим различные элементы, это будет хорошее сочетание разных металлов, и никто не будет строить из этой плоскости, поэтому здесь хрупкость / пластичность имеет второстепенное значение.
И, конечно же, есть проблема безопасности, это не забавно, и вы можете навредить себе или кому-то еще. От серьезных ожогов, до ужасающего возникновения взрыва, до глупого отравления оксидом цинка или окисью углерода.
Как я буду заинтересован в том, чтобы делать несколько фотографий, к сожалению, я не делал их во время строительства, потому что это был именно такой эксперимент, но оказалось, что пока все работает лучше, чем я предполагал
Как отличить алюминий от нержавейки
Нержавеющий и алюминиевый металлопрокат, трубы, отводы и листы, очень популярны в нашей стране и используются практически во всех отраслях промышленности, производства, и частном потреблении, подробный сортамент и цены можно посмотреть тут: http://metall-ural.com.
Несмотря на визуальную схожесть этих двух распространенных металлов отличить их друг от друга не так уж и сложно. Для этого достаточно узнать несколько ключевых свойств алюминия и нержавейки, взять их на вооружение, и провести довольно простые опыты. К тому же, большинство из методов, описанных ниже, доступны для применения в обычных домашних условиях.
Метод 1. Магнит
Проблема методики в том, что далеко не все сорта нержавейки притягиваются магнитом, например марка стали 08Х18Н10 — без содержания титана, может не примагничиватся. Такой же эффект можно наблюдать только тогда, когда перед вами металл с большим количеством никеля. Нержавейка, в составе которой преобладает хром или медь – на магнит не реагирует никак. То же самое касается алюминия всех сортов. Независимо от состава этот металл требуемым для проведения эксперимента свойством не обладает.
То есть, если ваш образец притягивается магнитом, то перед вами точно не алюминий.
Метод 2. Маркировка
Когда исследуемый металл в виде какого-нибудь цельного изделия, то его достаточно часто можно идентифицировать по маркировке. На многой продукции из нержавеющей стали присутствуют штампованные надписи, например, «НЕРЖ», ГОСТ 9941-81, ГОСТ 18482-79 и другие.
В случае с алюминием такие маркировки в быту встречаются гораздо реже, однако, тоже попадаются. Хотя это все касается изделий из прошлого. Сегодня производители почти никогда не маркируют свои изделия, особенно, если это какие-нибудь вещи для использования в быту.
Метод 3. Бумага
Более верным способом, нежели вышеописанный, является проверка металла на взаимодействие с обычной бумагой. Чтобы выполнить эксперимент, понадобится лист канцелярской бумаги, например, для принтера. Лучше, когда она максимально белая и плотная.
Суть метода в следующем. Необходимо очистить одну из кромок «неизвестного» металла от грязи, жира и, самое главное, от слоя окиси. Сделать это можно при помощи абразивных материалов, встречающихся в быту – наждачной бумаги, напильника, надфиля и даже столового ножа. После очистки кромкой нужно провести по бумаге. Усилие, при этом, должно быть как можно большее.
Метод 4. Цвет металла
На первый взгляд алюминиевая труба АМГ3 и нержавеющая труба сталь 12Х18Н10Т имеет практически одинаковый цвет. Однако различие, все же, есть. Так, если перед нами нержавейка, то она, как правило, отличается блестящей поверхностью. К тому же, такой внешний вид изделие сохраняет на протяжении длительного времени, особенно, если его отшлифовать и отполировать.
Алюминиевые же вещи – больше матовые, чем блестящие. Кроме того, если попытаться зачистить и отшлифовать этот металл, то обработанная поверхность достаточно быстро помутнеет. Это говорит о том, что перед вами именно алюминий, а образовавшийся налет – оксид – результат взаимодействия с атмосферным кислородом.
Метод 5. Механические нагрузки
Один из самых простых и доступных способов для выполнения в домашних условиях. Сначала можно ударить исследуемое изделие о какой-либо твердый стальной предмет. Подойдет рельса, молот, топор и прочее. Если на металле остаются заметные следы, то перед нами алюминий. Этот материал не отличается прочностью, легко крошится и деформируется. Нержавейка в этом плане намного прочнее, и повредить ее механическим путем достаточно проблематично.
Если этот же эксперимент провести в темном помещении, то достоверность результата увеличится. Дело в том, что при ударе нержавеющей стали с более твердыми предметами наблюдается интенсивное искрение. В случае же с алюминием – мягким и пластичным – никаких искр вы не увидите.
Метод 6. Теплопроводность и температура плавления
Если в наших руках какая-либо емкость – посуда и так далее – то можно попробовать нагревать в ней обычную воду. Проблема эксперимента в том, что вам также понадобится еще одна емкость, сделанная из известного вам металла. Суть заключается в том, что, например, алюминий, намного лучше проводит тепло, нежели любая нержавеющая сталь. Соответственно, вода в такой посуде закипит гораздо быстрее. Определить разницу можно будет даже без секундомера.
Метод 7. Медный купорос
Вполне доступным и достоверным способом отличить алюминий от нержавейки в домашних условиях является обработка металла медным купоросом. Его можно купить в строительном или сельскохозяйственном магазине за небольшие деньги.
Для проведения эксперимента необходимо развести купорос в обычной воде, затем обработать получившимся раствором исследуемый образец. Если это алюминий, то на нем непременно останутся грязные следы и заметные разводы. Нержавеющая сталь с медным купоросом в химическую реакцию не вступает, а потому какого-либо видимого эффекта вы не увидите.
Метод 8. Щелочь
Растворы щелочи, которые несложно найти в аптеках или на рынке, тоже помогут легко определить, что за металл перед нами – алюминий или нержавейка. Как и в случае с медным купоросом, первый из них реагирует со щелочью, оставляя на поверхности заметные следы химического взаимодействия. Если обработать натриевой или калиевой гидроокисью (наиболее доступные щелочи) нержавеющую сталь – эффекта никакого не будет абсолютно.
Метод 9. Кислота
Внимание! Эксперименты с кислотосодержащими растворами очень опасны для здоровья. Проводить только в защитной одежде и соответствующей экипировке (маска, очки, перчатки).
Следует отметить, что более быстрый и наглядный результат получится только в том случае, когда используются агрессивные технические кислоты. С лимоном и кухонной кислотой повозиться придется подольше, и рассматривать получившийся эффект более внимательно.
Метод 10. Плотность
Самый сложный способ отличить алюминий марки АМГ2М от нержавейки, однако, тоже вполне доступный для реализации в домашних условиях. Эксперимент базируется на том, что плотность нержавейки почти в три раза больше, чем у алюминия.
Суть метода – измерение объема и массы исследуемого образца с последующим вычислением плотности по формуле и справочным таблицам. Если изделие имеет неправильную геометрическую форму, объем вычисляем путем погружения в воду. Для больших предметов методика не подходит.
Заключение
В целом, как видно из всего вышеописанного, отличить алюминий от нержавейки в домашних условиях достаточно просто. Это весьма разные металлы, имеющие заметно отличающиеся свойства, механические и химические свойства.
Как в домашних условиях переплавить алюминий
Алюминий используется в быту и промышленности на протяжении многих лет. Свойства материала позволяют создавать разнообразные изделия. Плавка алюминия может выполняться в домашних условиях, поскольку для этого не требуется высокая температура. Свойства металла нужно знать, чтобы правильно провести такую процедуру.
Характеристики
Чистота материалов определяет температуру их плавления. Алюминий пригоден для проведения разных технологических процедур, благодаря небольшому весу и хорошей пластичности. При высокой температуре происходит взаимодействие с кислородом. На поверхности металла возникает оксидная пленка, которая защищает его от коррозии и окисления. Плавление алюминия способствует изменению структуры вещества, поэтому защитное покрытие полезно для него. Усадка и дополнительное внутреннее напряжение появляется при резком охлаждении.
Особенности технологического процесса
Тигель — это тугоплавкая емкость для разогрева металла. Используются изделия из таких материалов:
В бытовых условиях применяется готовый тигель или емкость из широкой железной трубы. Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Перед термообработкой нужно уменьшить температуру плавления, чтобы состояние металла менялось быстрее. Для этого алюминий дробят на мелкие фрагменты. Воспламенение или окисление происходит часто после такого измельчения. Состояние образовавшегося оксида алюминия меняется при более высоких температурах. Это вещество удаляется вместе с другими шлаками после переплавки основного металла.
В процессе термообработки придется избегать попадания жидкости в тигель. Резкое испарение воды становится причиной взрыва. При погружении металла в емкость необходимо убедиться в том, что на нем отсутствует влага. Чаще всего плавят алюминиевую проволоку. Сначала материал делится на фрагменты ножницами, затем сдавливается пассатижами. Такой способ позволяет предотвратить воздействие кислорода на металл. Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Технологию литья придется смоделировать самостоятельно при необходимости получить расплавленный алюминий в бытовых условиях. Материал предварительно очищается от грязи, примесей, шлаков. Крупные заготовки делятся на несколько малых фрагментов. Метод отливки требует соблюдения инструкции: для плавки металла используется самый удобный способ. Шлак удаляется с поверхности текучего вещества. Жидкий алюминий наливают в форму, которая разбивается после затвердевания.
Какой источник тепла использовать?
Для переплавки алюминия в бытовых условиях применяются:
- Муфельная печь, которую можно изготовить самостоятельно. Это эффективный метод, позволяющий быстро расплавить алюминий.
- Паяльная лампа может расплавить алюминий в малых количествах.
- Иногда используется газовый резак.
Из кирпичей сооружается очаг, каркас изготавливается из металлической емкости. Сбоку сверлится отверстие для подачи кислорода. К металлической трубке присоединяется пылесос, фен или другой прибор, нагнетающий воздух. После разведения огня тигель помещают в очаг.
Чтобы добиться лучшей термообработки, по бокам тоже выкладываются угли. Чтобы избежать потери тепла, можно соорудить крышку, оставить отверстия для выхода дыма. Если металл нужно расплавить один раз, нет необходимости оборудовать печь. Простая газовая плита поможет раскалить алюминий до нужной температуры. Небольшие куски металла плавятся примерно за полчаса.
Обычно жестяная банка применяется в качестве тигля. Чтобы добиться равномерного распределения температуры, емкость с алюминием помещают в другую банку таким образом, чтобы зазор между стенками равнялся 1 см. Чтобы обеспечить доступ пламени, нужно проделать в большой банке несколько отверстий по 3-4 см в диаметре. Рассекатель на конфорке удалять необязательно. Так можно добиться равномерного обогрева банки с металлом. Большую жестянку накрывают крышкой, чтобы тепло не выходило.
Как сделать форму для отливки
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
- Гипс.
- Песок.
- Глина.
- Каменноугольный пепел.
- Жидкое стекло.
Сплав заливается в форму разными способами:
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке. Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.
Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Распространенные ошибки и как их избежать
Гипсовые формы отличаются удобством и высокой чувствительностью к влаге. Простая сушка не позволяет удалить жидкость, поэтому качество отливки ухудшается. Придется ждать несколько дней, добиться полного высыхания гипсовой формы. Алюминий нужно держать на огне до самой заливки, чтобы успеть распределить его по всей форме.
Нежелательно использовать воду для охлаждения детали. Внутренняя структура вещества при этом нарушается, появляются трещины.
Меры безопасности
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов. Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью. Химический респиратор применяется при очистке алюминия сварочным флюсом.
Плавка алюминия в бытовых условиях не представляет сложности. Металл разогревается в заранее подготовленной емкости. С поверхности жидкого вещества удаляются шлаки, затем чистый алюминий заливают в форму. Конструкция печи и температура определяют время плавки. При использовании газовой горелки тепло должно воздействовать на металл сверху.
Алюминий весьма распространенный металл как в промышленности, так и бытовой сфере. Не редко при поломке какой-либо детали возникает потребность в выплавке замены. Плавка алюминия в домашних условиях привлекательна тем, что возможна при сравнительно невысокой температуре. Чтобы провести операцию своими руками необходимо знать характеристики металла при воздействии температуры и физико-химические свойства.
Характеристики
Температура плавления алюминия всегда зависима от того, насколько чист металл. В среднем она равна 660 градусам, при точке кипения в 2500 градусов.
Легкость и пластичность позволяют прекрасно обрабатывать различными технологическими операциями.
Металл при нормальной и повышенной температуре активно взаимодействует с кислородом из воздуха. При этом поверхность покрывается оксидной пленкой, которая служит защитой от дальнейших окислительных процессов. Это необходимо учесть, так как при плавлении состав и структура сплава заметно меняется.
Еще одной важной характеристикой является то, что резкое охлаждение может привести к возникновению внутренних напряжений и усадке полученного металла.
Особенности технологического процесса
По большому счету переплавка алюминия в домашних условиях должна моделировать промышленное литье. Подготовленное к плавке сырье необходимо очистить от загрязнений, посторонних примесей и возможных наполнителей. Крупные заготовки должны быть размельчены до необходимых размеров.
Технология отливки предполагает выполнение нескольких операций. При подготовке лом плавится удобным способом. После достижения текучести с поверхности расплава необходимо снять шлак. Финальной стадией является заполнение подготовленной формы расплавленным составом. Одноразовые формы разбиваются по остыванию.
На предварительном этапе необходимо определиться, что предстоит переплавлять и что должно получиться. Даже если алюминиевый сплав предполагается растопить в качестве эксперимента, нужно приготовить какую-либо форму. За счет этого можно оценить результат. Слиток покажет свой внешний вид, степень пористости и чистоты. Любой эксперимент способен пойти на пользу.
Какой источник тепла использовать?
Для того, чтобы в домашних условиях выплавлять алюминий можно применять:
- Самодельную муфельную печь. Довольно действенный способ, позволяющий легко расплавлять алюминий.
- Обычную самодельную печь. Температуры природного газа будет достаточно для плавки.
- Газовую горелку/плиту или паяльную лампу. Вполне приемлемый способ при небольших объемах оплавки.
- Газовый резак или ацетиленовый генератор, при их наличии, также способны обеспечить необходимую температуру.
Использование самодельной печи для плавки
Самым простым способом является укладка нескольких огнеупорных кирпичей в форме очага. Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
В очаг помещается древесный уголь, разводится огонь и подается воздух. Емкость, в которой будет расплавляться алюминий, помещается в печь. По бокам необходимо также обложить уголь. Оптимальным вариантом будет создание крышки, чтобы зря не терять тепло. Можно сделать только проход для дыма.
Применение кухонной плиты
Для штучного плавления не обязательно создавать свою печку. Достичь необходимой температуры можно даже на бытовом газу. При массе заготовок алюминия для плавки сама процедура не займет более 0,5 часа.
Емкость можно взять любую подходящую, например жестяную банку. В ней размещается измельченный и почищенный алюминий. Однако переплавить алюминий, просто поставив банку на огонь не получится, нужная температура не достигается. Для сохранения тепла придумана следующая схема.
Банку с ломом помещают внутрь еще одной, большего размера, на подпорках так, чтобы сохранялся зазор до 10 мм. В большей банке подготавливаются отверстия 30-40 мм для того, чтобы подходило пламя. При этом рассекатель на горелке снимать не надо.
Полученную конструкцию устанавливают над горелкой. Горящее пламя будет проходить во внутрь большей банки и прогревать емкость с металлом. В этом случае большая жестянка будет играть роль своеобразной оболочки, удерживающей тепло. Наверх помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Использование тигеля и вспомогательного оборудования
Предыдущий способ хорош, но банка больше одного раза не способна выдержать и может прогореть. В этом случае есть риск разлития металла на горелку.
Чтобы несколько раз работать в печи рекомендуется подготовить особую емкость – тигель. Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
При этом может потребоваться вспомогательное оборудование, например, пассатижи. Идеальным случаем будет использование боковых зажимов и нижних фиксированных упоров – аналогов промышленных установок. Также потребуется длинная ложка, чтобы снимать шлак.
Как сделать форму для отливки
К числу основных задач при плавлении алюминия относится подготовка формы, в которой будет размещаться жидкий металл. Заливать расплав можно различными способами, но основными считаются открытая и закрытая форма отливки.
Открытая методика
Наиболее простой вариант – это перелив расплавленного алюминия в имеющуюся емкость, к примеру, жестяную банку. После того, как металл застынет, слиток изымается. Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Если не нужна определенная четкая форма, то можно просто сливать жидкий сплав на негорючую поверхность.
Закрытый способ
Если предполагается получение более сложных форм или слитков, то в первую очередь должна изготавливаться форма, которая соответствует всем характеристикам детали. Для обеспечения большей точности она изготавливается из нескольких составных частей.
Используемые для форм материалы
Если предполагается открытый способ, то в основном применяется наиболее простой ингредиент, который всегда можно найти – кремнезем. Грунт необходимо укладывать, проводя послойную трамбовку. Между пластами закладывается макет формы, оставляющий после трамбования отпечаток. Данный макет впоследствии изымается и вместо нее заливается расплавленный металл.
В некоторых случаях для создания форм используется речной песок, в который добавляется жидкое стекло. Реже цементная смесь и тормозная жидкость.
Когда необходимо создать макет сложной конфигурацией, то зачастую используется гипс. Однако он в основном может использоваться один раз. Когда отливается алюминий в гипсовую форму, то макетом может служить заготовка из парафина или пенопласта.
При использовании парафина заготовка погружается в гипс. При этом необходимо оставить небольшое отверстие, в которое после застывания формы и повторного нагрева выливается воск.
Если предполагается использование пенопласта, то он заливается внутри гипсовой формы, в которой остается до застывания. Впоследствии жидкий металл заливается непосредственно на него. За счет температуры он расплавляется и испаряется, а освободившуюся полость занимает алюминий. В этом случае необходимо учесть то, что работу следует проводить в хорошо проветриваемом помещении или на открытом воздухе, так как испаряемые пары пенопласта вредны для здоровья.
Распространенные ошибки и как их избежать
- Гипсовая форма очень удобна для отливания необходимой конфигурации, но гипс чувствительно относится к влаге. Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.
- Температура расплавленного алюминия должна быть достаточной, чтобы он успел заполнить все пространство формы до того, как начнет застывать. Поэтому после плавления не стоит мешкать с переливом.
- Не желательно опускать отлитый в форму металл в воду, чтобы ускорить процесс застывания. Это приводит к нарушению структуры алюминия и трещинам.
Меры безопасности
Технология работы сопровождается применением открытого пламени, что приводит к определенным ограничениям. Перед началом работы стоит подготовить средства пожаротушения, проверить работоспособность и исправность газовой аппаратуры и вентиляции.
Операции с расплавленным алюминием являются опасными. Поэтому работу следует проводить с учетом техники безопасности. Обязательно нужно применять специальную одежду, защиту для глаз и органов дыхания.
Приведенные видео покажут необходимые инструкции и помогут разобрать пошаговые алгоритмы действий и операций с расплавленным металлом.
Алюминий часто используется для изготовления деталей. Иногда плавят кусочки алюминия, чтобы заделать дефект, делают отливки. Плавить можно обломки дюраля, ненужные радиодетали. В обзоре представлены способы, как в домашних условиях расплавить алюминий, что для этого потребуется. Специалисты поделятся опытом, расскажут, какие свойства легкого металла необходимо учитывать, чтобы плавить металл самостоятельно.
Характеристики алюминия
Чтобы правильно плавить металл, необходимо учитывать температуру плавки алюминия. Чистый сплав легко плавится уже при +660°С, а оксидная пленка только при +2300°С. Опасно самостоятельно плавить порошок, он способен воспламениться. Кусочки алюминия плавят сухими, вода в расплаве способна спровоцировать взрыв.
Технология плавления алюминия в домашних условиях
Суть плавления состоит из нескольких этапов:
- Подготовка лома. В качестве исходного сырья используют профиль из алюминия, проволоку (ее предварительно уминают пассатижами), отслужившие детали. Кусочки должны быть небольшими. Краску, вкрапления других металлов из них не достают, все это будет в составе шлака.
- Подбор емкости, в которой можно плавить алюминий. Подойдет прочная посудина из стали (температура плавления 1300°С) или чугунок (1100°С), используют готовые огнеупорные тигли.
- Подготовка формы для расплава. В домашних условиях их делают самостоятельно. Процедура изготовления представлена ниже.
- Плавление лома. Предварительно определяют источник тепла.
- Снятие шлака, изготовление отливки. Самый простой способ плавки – аккуратно слить жидкий алюминий в подготовленную емкость или форму, шлак остается на стенках плавильной посудины. Чтобы он не прилип, требуется быстро ее охладить.
В принципе, технология промышленного и кустарного литья ничем не отличается. Лом плавят до состояния текучести. После этого отделяют расплав от шлака, сливают в заготовленные формы. Их после охлаждения отливки разбивают. Важно определить, что в результате должно получиться из жидкого алюминия. Даже если плавить металл решили ради эксперимента, емкость или форму для литья все равно необходимо приготовить. Тогда можно будет рассмотреть получившийся слиток, проверить его на пористость, чистоту, однородность структуры.
Оборудование и способы плавки
Прежде, чем плавить алюминий, выбирают место и способ разогрева металла. Два часто используемых варианта:
- В гаражах или домовладениях плавят алюминий, сооружается плавильня, ее составляют из кирпича без использования связующего раствора. В качестве опоры удобен металлический каркас, в нем должно быть отверстие для нагнетания воздуха, для этого используют пылесос или фен. Самодельная печь обкладывается углем. Емкость для плавления с ломом помещают внутрь. Для лучшего сохранения тепла кирпичи сверху накрывают листом металла.
- В домашних условиях для разогрева небольшого количества лома пользуются:
— газовой плитой, можно плавить небольшое количество лома, но выход расплава будет невысокий.
Литье плавят в стальной посуде. Для повышения скорости нагрева используют конструкцию из двух емкостей, их вставляют одна в другую с зазором 1 см. Дно большой посудины перфорируется, оно выполняет функцию пламярассекателя. Когда есть газовая горелка, совмещают нижний нагрев с верхним. Плавить металл можно быстрее.
Дополнительное оборудование
Для небольших порций лома иногда используют жестяные банки. Но эта тара ненадежная, не исключено прогорание жести. Надежнее использовать керамический или металлический огнеупорный тигель для муфельных печей. Хороший вариант – обрезанный стакан огнетушителя. Для удобства делают желоб, по которому будет стекать расплавленный алюминий. При работе используют длинные щипцы. Понадобится ложка на длинной ручке для сбора шлака.
Как сделать форму для отливки
Перед тем, как расплавить алюминий, готовят болванку для отливки. Существует несколько способов заливки жидкого расплава. Чаще используют открытый и закрытый метод. О каждом стоит рассказать подробнее.
Открытая форма
Когда плавят алюминий по открытой методике, после плавления расплав выливают в подготовленную емкость, например, жестяную банку. Алюминиевую отливку вынимают из банки в горячем виде, когда горячий расплав немного схватится сверху. Достаточно несильно постучать по емкости. Если не нужен слиток заданной геометрии, расплавленный металл выливают на любую ровную огнеупорную поверхность, он хорошо держится, не растекается, внешне напоминает ртуть.
Закрытая форма
Сложные по геометрии отливки получают в специально приготовленных формах. Она должна соответствовать параметрам детали, обычно делается разъемной. Для изготовления формы используют деталь-макет, по которому делают отливку. В качестве формующего материала используют кремнезем, он хорошо трамбуется, его несложно найти. Кремнезем заменяют:
- смесью речного песка и жидкого стекла;
- смесь песка, цемента, вместо воды добавляют тормозную жидкость;
- гипс, он удобен для сложных макетов.
Из гипса делают сплошные бесшовные формы, они одноразовые, их после застывания алюминия разбивают. Деталь-макет изготавливают из воска или пенопласта. Его помещают внутрь емкости, используемой для формы, затем заливают пустоты. Получаются ровные детали, не требующие дополнительной обработки. Когда используется гипс, его сушат в течение пары дней. Гипс боится влаги, разбухает. Он склонен к растрескиванию при высыхании. При контакте с парафином или пенопластом гипс сохраняет свою структуру, не образуется рытвин, раковин.
Полезные советы
- Расплав должен быть горячим, чтобы форма заполнялась равномерно. Его заливают, когда он приобретает консистенцию ртути.
- Сложные по конфигурации отливки делают быстро, стараются сразу залить формы, чтобы металл не успел схватиться, не образовалось перегородок и пустот.
- В гипс металл можно заливать по воску или пенопласту, от высокой температуры воск и пенопласт выгорают. Поверхность отливки будет ровной.
- Для охлаждения отливку не опускают в воду, литье потрескается.
- При расплавлении чистого алюминия применяется технология использования защитных флюсов, они предохраняют металл от окисления.
Необходимо соблюдать противопожарную безопасность, процесс литья связан с использованием открытого пламени. Важно использовать индивидуальные средства защиты: перчатки, очки.
Экспериментальный анализ процесса плавления алюминия в промышленных печах с холодным тиглем
Термические измерения
Сначала была оценена излучательная способность расплавленного металла. После достижения установившегося режима для рассматриваемой подводимой мощности погружная термопара помещалась в жидкую среду. Падение термопары регистрировалось ИК-камерой. Во время постобработки ИК-изображений коэффициент излучения поверхности записывающего устройства был отрегулирован для достижения температуры, аналогичной температуре, измеренной с помощью погружной термопары.Поле температуры, используемое для этого сравнения, отмечено на рис. 6. Оба изображения были сделаны для варианта А. Термопара была погружена в металл сразу после достижения установившегося режима. Для лучшей визуализации положения погружной термопары шкалы температур на рис. 6а, б отличаются. Температурное поле, представленное на рис. 6, регистрировалось сразу после образования мениска жидкого металла. Затем термопара была погружена в металл, когда были достигнуты установившиеся условия.Температура свободной поверхности была примерно одинаковой для обоих изображений, а термопара располагалась над металлом для нагрева покрытия перед его погружением в среду. Затем коэффициент излучения пятна, отмеченного на рис. 6 (кружком), изменяли до тех пор, пока средняя температура пятна не стала близкой к температуре, зарегистрированной термопарой. Это пятно состояло примерно из 1000 пикселей датчика ИК-камеры. Эту процедуру повторяли с интервалом в 1 мин в течение 8 мин.{\ circ} \) C) расплавленного металла a с погружной термопарой снаружи и b внутри расплавленного металла
Рис. 7Температура и коэффициент излучения расплавленного металла для варианта A и варианта B
Анализируя значения, представленные на рис. 7, можно увидеть, что, как и ожидалось, температура сплава увеличилась при увеличении потребляемой мощности. Усредненная по времени температура для большей подводимой мощности, подаваемой в тигель (вариант B), была примерно на 13% выше, чем для варианта A.Примечательно, что увеличение мощности генератора на 15% существенно не повлияло на температуру жидкого металла. Следовательно, относительно небольшое повышение температуры не привело к заметному изменению излучательной способности свободной поверхности металла. Это относительно небольшое повышение температуры в основном является результатом интенсивного охлаждения тигля.
Как видно на рис. 6, температурное поле, регистрируемое инфракрасной камерой, значительно неоднородно, что является результатом небольшого количества продуктов окисления, плавающих на поверхности металла.Коэффициент излучения видимых оксидов алюминия немного отличается от коэффициента излучения расплавленной среды. Следовательно, на рис. 6 можно заметить некоторые более низкие температуры. Примечательно, что эффекты окисления присутствовали даже для относительно высокого вакуума. Неоднородная характеристика поля температуры и коэффициента излучения в первую очередь связана с процессом очистки расплавленной среды и, во вторую очередь, связана с явлением окисления.
Что касается ИК-измерений, измерения следует проводить таким образом, чтобы исключить влияние отраженной температуры на результаты измерений.К сожалению, из-за промышленного характера исследуемой установки CCF исключить все источники излучения, выделяющие тепло на жидкий металл, было невозможно. Внутренняя поверхность стенки тигля и внутренние стенки топочной камеры выделяют тепло на поверхности обрабатываемой среды. Поэтому влияние этого тепловыделения оценивалось аналогично [18]. То есть оценивали площадь стенок тигля и внутреннюю площадь печи, а затем оценивали средневзвешенную по площади температуру отражающих поверхностей.Влияние этого параметра на расчетную излучательную способность показано на рис. 8. Как показано на рис. 8, увеличение отраженной температуры приводит к меньшим значениям излучательной способности. Эта тенденция является результатом метода измерения, реализованного с помощью ИК-камеры. Учитывая, что ИК-камера измеряет сумму излучаемой и отраженной энергии, компенсация отраженного тепла объясняется снижением температуры измеряемого объекта. Следовательно, расчетная излучательная способность должна уменьшаться, чтобы измеренная инфракрасным излучением температура поверхности соответствовала температуре, зарегистрированной термопарой.Согласно результатам, представленным на рис. 8, отраженная температура заметно влияет на расчетную излучательную способность. Тем не менее, учитывая, что отраженная температура является взвешенной по площади и самая большая поверхность, излучающая тепло на расплавленный металл, — это внутренняя стенка печи, изменение отраженной температуры очень мало во время процесса плавления. Следует отметить, что зарегистрированные значения излучательной способности хорошо согласуются с литературными данными для твердого алюминия.С другой стороны, коэффициент излучения жидкого алюминия, о котором сообщается в литературе, обычно в десять раз выше. Причина такого несоответствия может быть связана с процедурой измерения температуры. А именно, на показания температуры может влиять положение погружной термопары и глубина погружения датчика.
Рис. 8Оценка влияния средней по площади отраженной температуры на излучательную способность расплавленного алюминия
Для оценки температуры тигля стенки прибора были частично покрыты графитовой краской.Излучательная способность использованной краски очень высока и предполагается равной 0,99. Температуру окрашенного пятна измеряли с помощью ИК-камеры. Затем предполагалась одинаковая температура пятна, покрытого графитом, и поверхности стенки рядом с пятном. Следовательно, ИК-измерения температуры пятна с известной излучательной способностью использовались для оценки излучательной способности неокрашенной стенки тигля. Коэффициент излучения стены, оцененный с помощью этого подхода, составил 0,89.
Температура стенок тигля сильно зависит от отраженной температуры расплавленного металла.Учитывая, что температура расплавленного металла значительно выше, чем температура стенок тигля, влияние отраженной температуры на коэффициент излучения представлено на рис. 9. Как показано на рис. 9, для относительно широкого изменения отраженной температуры изменение температуры стенок, зафиксированное ИК-камерой, было незначительным. Следовательно, значения отраженной температуры не повлияли на оценочную излучательную способность реальных стенок тигля. Согласно представленным результатам, коэффициент излучения стен составлял примерно 0.99 для всех рассмотренных отраженных температур. Высокие значения коэффициента излучения являются результатом окисления стенок тигля и шероховатости поверхностей стенок. Кроме того, во время рафинирования обработанного металла некоторые продукты окисления, например оксид алюминия, прилипают к тиглю. Следовательно, шероховатость поверхности тигля заметно увеличилась. В результате коэффициент излучения внутренних стенок тигля составляет примерно 1.
Рис. 9Влияние отраженной температуры на показания ИК-излучения стенки тигля, покрытой графитом, и коэффициент излучения стенки
Форма черепа
Как и ранее Как уже упоминалось, образование черепа во время процесса является важным фактором с точки зрения очистки металла.Более того, как предполагают многочисленные авторы, череп, находившийся в непосредственном контакте с охлаждаемым дном тигля, отвечал за наиболее значительные потери тепла в процессе плавления [17, 26]. Этот механизм предохранял груз от перегрева. С другой стороны, толщина черепа должна быть минимизирована, чтобы минимизировать потери нагрузки. Поэтому в ходе исследования были изучены форма и вес черепа. Толщина и форма черепа были оценены для вариантов A и B, описанных ранее, и дополнительно для 70% нагрузки генератора, соответствующей 4.Ток 49 кА на частоте 7,22 кГц. Масса черепа была исследована для варианта А. Для варианта А процесс плавления был наиболее стабильным и гарантировал полностью воспроизводимые результаты. Средний вес черепа, собранный для варианта А, составил 178 г. Следовательно, средняя потеря заряда составила 13%. Размер черепа сильно зависел от потребляемой мощности во время процесса. Вес черепа уменьшился вместе с увеличением мощности, передаваемой катушкой. Для этой конструкции тигля было невозможно исключить образование черепа.Тем не менее, меньшая масса груза или более высокая потребляемая мощность могут привести к меньшей массе сгенерированного черепа.
Также была проанализирована форма черепа. Этот анализ был в первую очередь сосредоточен на толщине и высоте черепа у стен. Чтобы запечатлеть толщину и форму черепа, собранные черепа вырезали по диаметру. Такой разрез представлен на рис. 10. Характерная форма черепа в месте соприкосновения со стенкой тигля также видна на этом рисунке. Неровный характер сторон черепа является результатом контакта расплавленного металла с чередующимися охлаждаемыми сегментами тигля и заполнителями щелей.Следовательно, зубчатые части черепа, которые находились рядом с охлаждаемой частью сегмента тигля, то есть в центре каждого сегмента, заметно выше по сравнению с частями, непосредственно контактирующими с прорезями. Как показано на рис. 10, зазубрины заметно выше на одной стороне черепа. Это явление вызвано вращением тигля во время разливки металла. Во время процесса часть расплавленного металла, который распределился на стороне тигля, соответствующей направлению вращения, находилась в непосредственном контакте со стенками тигля.Зубцы, видимые на рис. 10, образуются в основном в центре сегментов стенок тигля. Эта часть сегментов интенсивно охлаждается. Следовательно, нерасплавленный металл на дне тигля прилипает к центру сегментов тигля и застывает на нем. Такое поведение обработанного металла показано на рис. 11. Как показано на рис. 11, металл на дне тигля в основном расплавлен, но части нагрузки, которые распределены рядом с центром сегментов тигля, прилипают к стенке тигля.Следовательно, чтобы исключить или минимизировать потери обрабатываемого металла, вызванные этим механизмом, сегменты стенок холодного тигля должны быть тщательно спроектированы. Кроме того, представленный механизм образования зазубрин черепа необходимо учитывать при математическом моделировании процесса плавления в таком тигле. Для оценки формы поверхности черепа толщину черепа измеряли по диаметру черепа, т.е. толщину измеряли через каждые 0,5 мм по диаметру черепа.Затем собранные точки использовались для создания профиля поверхности черепа. Такие профили для различных энергозатрат, применяемых непосредственно перед отливкой металла, представлены на рис. 12. Как показано на рис. 12, на форму черепа повлияло количество энергии, подводимой к металлу. Толщина черепа оценивалась для трех вариантов тока и частоты для трех входов мощности, а именно 50%, 65% и 70% мощности генератора. Согласно результатам, представленным на рис. 12, толщина черепа уменьшалась с увеличением потребляемой мощности.Толщина черепа уменьшается с увеличением потребляемой мощности. Средняя толщина черепа для рассмотренных вариантов составила 1,25 см, 0,74 см и 0,70 см для 50%, 65% и 70% соответственно. Сравнивая среднюю толщину для наименьшей и наибольшей рассматриваемых энергозатрат, можно заметить, что среднее значение толщины уменьшилось примерно на 45%. Однако разницу между черепами, собранными для 65% и 75% мощности генератора, можно считать незначительной. Средняя высота черепа у стенок тигля — 2.5 см. В отличие от толщины черепа, высота черепа у стенок тигля была примерно одинаковой для всех рассмотренных случаев.
Рис. 10Профиль черепа для варианта A
Рис. 11Максимальная высота черепа и ее отношение к форме мениска
Рис. 12Профиль поверхности черепа для различных энергозатрат
Форма Мениск
Оценка формы мениска была самой сложной частью этого исследования.Конструкция анализируемой печи не подходила для установки внутри прибора какого-либо дополнительного измерительного оборудования. Тем не менее, форма мениска и площадь свободной поверхности являются очень важными параметрами с точки зрения процесса рафинирования CCF, поскольку площадь свободной поверхности должна быть увеличена, чтобы улучшить испарение с поверхности рассматриваемого металла или сплава и, следовательно, улучшить процесс рафинирования. металла. Более того, информация о форме мениска и его площади важна для валидации модели.Форма мениска является важной информацией для анализа точности модели. Поэтому для определения формы кончика мениска использовалось ранее описанное устройство собственной разработки.
Форма мениска оценивалась в процессе плавления для различных начальных форм и масс нагрузки, а также для различных энергозатрат. Первоначально для всех рассмотренных случаев нагрузка была цилиндрической. Диаметр цилиндров составлял 80 мм для всех исследованных нагрузок.Начальная высота грузов составляла 100 мм и 120 мм, что соответствует 1,3 кг и 1,6 кг соответственно. Для нагрузки 1,3 кг изучаемая потребляемая мощность составляла 20% и 65% мощности генератора, в то время как для нагрузки 1,6 кг потребляемая мощность составляла 35% от мощности генератора. Потребляемая мощность 35% и 65% гарантировала, что высота мениска равна высоте стенки тигля для нагрузок 1,3 кг и 1,6 кг соответственно. При таких энергозатратах масса черепа уменьшалась. В случае более высокой потребляемой мощности мениск значительно выше, чем тигель и катушка.Следовательно, расплавленный металл имеет тенденцию выскользнуть из тигля. Следовательно, потребляемая мощность должна быть скорректирована с учетом исходной формы и массы груза.
Для визуализации формы мениска графики поверхности кончика мениска представлены на рис. 13, 14 и 15. На этих рисунках представлена форма кончика мениска для различных случаев. Как можно видеть, форма наконечника мениска изменяется в зависимости от массы нагрузки или потребляемой мощности. В случае нагрузки 1,3 кг и мощности генератора 20% можно увидеть, что мениск значительно ниже, чем в случае более высокой потребляемой мощности.Однако видно, что форма кончиков мениска, представленная на рис. 13 и 15 похожи. В обоих случаях кончик мениска довольно плоский. Наклон мениска, представленного на рис. 13, значительно круче, чем на рис. 14 и 15. В результате такого крутого характера мениска меньше обрабатываемого металла находится в прямом контакте с тиглем. В таком случае может быть достигнута более высокая чистота литого сплава или металла. Дополнительно мениск 1.Заряд 3 кг с потребляемой мощностью 65% можно увидеть слегка наклоненным. Наклон кончика мениска, который был зафиксирован и представлен на рис. 13, может быть результатом колебательного движения мениска, которое также наблюдалось с помощью высокоскоростной камеры во время экспериментов.
Рис. 13Верхняя поверхность мениска для нагрузки 1,3 кг при 65% мощности генератора
Рис. 14Верхняя поверхность мениска для нагрузки 1,3 кг при 20% мощности генератора
Рис.15Верхняя поверхность мениска для нагрузки 1,6 кг при 35% мощности генератора
Еще одним параметром, который можно использовать для оценки процесса измельчения шихты, является площадь свободной поверхности. Как описано в разд. 3 и проиллюстрирован на рис. 5, он оценивает площадь поверхности, использовались профиль кончика мениска и высоту черепа у стенок. Предполагалось, что высота черепа, приставшего к стенке тигля, составляла 2 см для всех трех случаев. Затем точки, собранные во время измерения кончика мениска, использовались для построения профилей наклона мениска по диаметру дна тигля.Из-за ограниченного количества точек, собранных во время измерений кончика мениска, аппроксимирующие функции использовались для расчета оценок формы наклона и для расчета площади свободной поверхности. Точки, использованные для аппроксимации, и аппроксимированные профили представлены на рис. 16, 17 и 18.
Рис. 16Наклон мениска вдоль половины диаметра тигля, измеренные значения (зеленый) и приближение (синий) для нагрузки 1,3 кг и 65% мощности генератора.(Цветной рисунок онлайн)
Рис. 17Наклон мениска вдоль половины диаметра тигля, измеренные значения (зеленый) и приближение (синий) для нагрузки 1,3 кг при 20% мощности генератора. (Цветной рисунок онлайн)
Рис. 18Наклон мениска вдоль половины диаметра тигля, измеренные значения (зеленый) и приближение (синий) для нагрузки 1,3 кг при 35% мощности генератора. (Цветной рисунок онлайн)
Для создания этих профилей коммерческий Systat SigmaPlot v.2 \) для всех аппроксимирующих функций были выше 0,99. Как и ожидалось, более высокая потребляемая мощность при нагрузке 1,3 кг привела к увеличению площади свободной поверхности. Сравнивая результаты для одинаковых максимальных высот мениска (варианты A и A.2 в таблице 2), можно увидеть, что площадь свободной поверхности больше в случае с меньшей массой заряда. Учитывая, что начальная высота заряда на 20 мм ниже для корпуса 1,3 кг, площадь свободной поверхности мениска в этом случае должна быть меньше.Однако, учитывая количество точек, используемых для аппроксимации наклона и вершины мениска для случая 1, точность вычисленной площади свободной поверхности может быть плохой. Тем не менее, полученные результаты оценки площади свободной поверхности можно использовать для общей оценки поверхности испарения расплавленного металла. Примечательно, что результаты, представленные в таблице 2, находятся на том же уровне, что и результаты, представленные в литературе для вакуумных индукционных печей (VIM), например [28]. На форму и высоту мениска больше всего повлияли электромагнитные силы внутри нагрузки.Подробный численный анализ электромагнитных сил внутри нагрузки и их влияния на поведение расплавленного металла был представлен в [29] и [26]. Согласно результатам, представленным в этих статьях, было показано, что интенсивность турбулентности была максимальной в тех областях, где электромагнитные силы были наиболее сильными. Кроме того, изменение электромагнитных сил для различных подводимых мощностей влияло на высоту мениска. Изменение высоты мениска, представленное в этой статье, показало те же тенденции, что и в [16].
Таблица 2 Площадь свободной поверхности мениска для исследуемых энергозатрат и размеров нагрузкиСогласно результатам, приведенным в Таблице 2, плавление большего количества обработанного металла или сплава в исследуемой CCF является более эффективным. Площадь свободной поверхности заряда 1,6 кг (вариант А.2) была меньше всего на 8% по сравнению с зарядом 1,3 кг с 65% потребляемой мощности (вариант А). Однако мощность, приложенная для достижения площади свободной поверхности в варианте A.1, была на 30% ниже, чем в варианте A.Следовательно, чтобы минимизировать потребление энергии во время процесса плавления и одновременно максимизировать площадь свободной поверхности мениска, следует учитывать более тяжелые заряды. Правильный выбор размера заряда и потребляемой мощности гарантирует процесс с эффективным испарением примесей из обрабатываемого металла, что является энергоэффективным.
Оксид алюминия | Сульфат алюминия
Оксид алюминия — это обычное встречающееся в природе соединение, которое используется в различных отраслях промышленности, особенно в производстве алюминия.Используется в производстве промышленной керамики. Его наиболее распространенная кристаллическая форма, корунд, также имеет несколько разновидностей ювелирного качества.Химические свойства
Существует множество различных форм оксида алюминия, включая как кристаллические, так и некристаллические формы. Химическая формула оксида алюминия — Al₂O₃. Это электрический изолятор, что означает, что он не проводит электричество, а также имеет относительно высокую теплопроводность. Кроме того, в кристаллической форме, корунд, его твердость делает его пригодным в качестве абразива.Высокая температура плавления оксида алюминия делает его хорошим огнеупорным материалом для футеровки высокотемпературных устройств, таких как печи, печи, мусоросжигательные печи, реакторы различных типов и тигли.
Использование в производстве алюминия
Чаще всего оксид алюминия используется в производстве металлического алюминия. Металлический алюминий реагирует с кислородом, что может вызвать коррозию. Однако, когда алюминий связывается с кислородом с образованием оксида алюминия, он создает тонкое покрытие, которое защищает его от окисления.Это предохраняет алюминий от коррозии и потери прочности. Толщина и другие свойства оксидного слоя могут быть изменены с помощью процесса анодирования. Оксид алюминия также является продуктом процесса плавки алюминия.
Корунд Драгоценные камни
Наиболее распространенной кристаллической формой оксида алюминия является корунд. И рубины, и сапфиры представляют собой корунды ювелирного качества. Своей отличительной окраской они обязаны следам примесей. Рубины получают свой темно-красный цвет и лазерные свойства из-за следов хрома.Сапфиры бывают разных цветов, которые происходят из других примесей, таких как железо и титан. Твердость различных видов корунда делает их пригодными для использования в качестве абразивов и компонентов в режущих инструментах.
Применение в керамике
Оксид алюминия, также называемый оксидом алюминия, используется в инженерной керамике. Он твердый и износостойкий, устойчив к воздействию кислот и щелочей, обладает высокой прочностью и жесткостью, а также хорошей теплопроводностью, что делает его ценным при производстве различных керамических изделий.К ним относятся такие вещи, как высокотемпературные электрические изоляторы и изоляторы напряжения, детали контрольно-измерительных приборов для машин для термических испытаний, уплотнительные кольца, газовые лазерные трубки и другое лабораторное оборудование. Оксид алюминия также используется в производстве баллистической брони.
Другое применение
Поскольку оксид алюминия довольно инертен в химическом отношении, имеет белый цвет и относительно нетоксичен, он служит наполнителем в пластмассах. Это также частый ингредиент солнцезащитного крема. Из-за своей твердости и прочности он используется как абразив, в том числе в наждачной бумаге, и как менее дорогой заменитель промышленных алмазов.Некоторые комплекты для полировки CD и DVD содержат оксид алюминия. Те же качества делают его хорошим ингредиентом зубной пасты. Стоматологи используют оксид алюминия в качестве полирующего средства для удаления зубных пятен.
Оксид алюминия используется для различных целей. Самая важная из них — производство металлического алюминия, но, конечно, не единственная. Возможно, вы этого не знаете, но и рубины, и сапфиры состоят из оксида алюминия, что делает его очень ценным элементом!
Формула оксида алюминия
Al2O3
Свойства оксида алюминия
Молярная масса: 101.96 г · моль -1
Точка плавления: 2,072 ° C (3762 ° F; 2345 K)
Точка кипения: 2,977 ° C (5,391 ° F; 3250 K)
Плотность: 3,95-4,1 г / см3
Жидкие алюминиевые диски демонстрируют мощь пожаров в Теннесси
Лесной пожар, бушевавший вокруг Гатлинбурга, штат Теннесси, создал апокалиптическую сцену разрушений, которые, вероятно, исчисляются миллиардами. В результате пожара были разрушены курорты, дома и автомобили.
Скотт Фредерик, сотрудник Westgate Smoky Mountain Resort & Spa, сделал потрясающие снимки пожара на нескольких автомобилях, оставленных после эвакуации курорта.
Около 14 000 человек были эвакуированы из Гатлинбурга.
Скотт Фредерик
Жидкий алюминий, извивающийся от сгоревших автомобилей, когда-то был их колесами. Снимки завораживают, учитывая, что алюминий плавится при температуре 1221 градуса по Фаренгейту.
«Представьте себе огромное количество тепла, необходимое для разжижения алюминиевых дисков или блока», — сказал Фредерик WATE 6. «Я могу только представить себе ад, который был здесь, когда я делал эти фотографии.”
Westgate Smoky Mountain Resort & Spa, где были сделаны эти снимки, частично откроется перед Рождеством.
Скотт Фредерик
По данным Knoxville News Sentinel, около 700 домов и предприятий были повреждены или разрушены в результате пожаров. Около 14 000 человек были эвакуированы из Гатлинбурга. Семь человек погибли от пожаров.
Несмотря на огромные разрушения, произошедшие в этом районе, и даже в отеле Westgate Smoky Mountain Resort & Spa, работы по восстановлению уже ведутся.Фредерик сказал, что части курорта были спасены от пожара, и они планируют вернуться в строй до Рождества, когда начнут восстанавливать то, что было разрушено.
H / T Jalopnik
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Характеристики алюминия и условия его горения
Алюминий — серебристо-белый металл, который быстро окисляется на воздухе и покрывается оксидной пленкой.Эта реакция также происходит, когда металл реагирует с концентрированными кислотами.
[Депонировать фотографии]Общие характеристики алюминия и его физические свойства
Алюминий — 13-й элемент основной группы (IIIa, или группа бора) периодической таблицы Менделеева. Алюминий обладает сильными металлическими свойствами, а его атомный вес 26.98; металл не имеет стабильных изотопов в природе и существует в единственной форме. Алюминий имеет 3 валентных электрона, и подавляющее большинство соединений алюминия имеют степень окисления +3. Как и все активные металлы, алюминий является сильным восстановителем, поскольку он имеет низкое сродство к электрону и большой атомный радиус.
Кусок алюминия [Викимедиа]Алюминий — легкий, мягкий, устойчивый к коррозии, высокопрочный металл.Не каждое вещество может похвастаться такими характеристиками. Основные физические свойства алюминия:
- точка плавления — 660 ° С;
- гранецентрированная кубическая кристаллическая структура;
- точка кипения — 2470 ° С;
- плотность — 2,7 г / см3;
- вид облигации — металлическая;
- , поскольку алюминий очень пластичный и податливый, из него делают прочную, легкую и тонкую фольгу. Его тоже скручивают в проволоку.
Восстановительная способность и химические свойства алюминия
Восстановительные свойства алюминия можно наблюдать в реакциях элемента с оксидами менее активных металлов.Вот пример одного из таких уравнений реакции:
Cr₂O₃ + 2Al = Al₂O₃ + 2Cr
В промышленности восстановительные свойства алюминия позволяют использовать его для получения других металлов. В чистом виде алюминий является сильным восстановителем с высокой химической активностью. Чтобы повысить активность алюминия, необходимо удалить его оксидную пленку. Химические свойства простого вещества определяются его способностью реагировать со щелочами, кислотами, серой и галогенами.В обычных условиях металл не реагирует с водой. При этом единственный галоген, с которым реагирует алюминий в ненагретом состоянии, — это йод. Другие реакции требуют применения тепла. Здесь вы можете узнать больше о том, как алюминий реагирует с водородом и другими веществами.
Горение алюминия — описание реакции
Частицы чистого алюминия не горят в воздухе или водяном паре при температуре ниже 1727 ° C. Чтобы зажечь алюминий на воздухе, горящие частицы магния помещают на поверхность нагревательного элемента, а частицы алюминия кладут на иглы над ними.
Частицы алюминия воспламеняются в паровой фазе, и интенсивность свечения, возникающего вокруг частиц, медленно увеличивается. Горение характеризуется наличием зоны свечения, размер которой не меняется до тех пор, пока металл не сгорит почти полностью. В этой зоне образуются маленькие капли оксида, которые сталкиваются друг с другом. Остающиеся после сгорания частицы представляют собой оболочки без металла внутри. Вот формула реакции горения алюминия в кислороде:
4Al + 3O₂ = 2Al₂O₃
Шаровая модель части кристаллической структуры Al₂O₃ [Викимедиа]Горение в водяном паре: воспламенение алюминия в водяном паре неоднородно.Выделяющийся в реакции водород помогает разрушить оксидную пленку, а жидкий оксид алюминия разлетается в виде капель. Эта оксидная пленка образуется и многократно разрушается, поскольку значительный процент металла горит на поверхности частиц. Алюминий в водяном паре горит в пять раз быстрее, чем на воздухе.
Открытие горения алюминия
Сжигание алюминиевого порошка в смеси с газообразным кислородом было впервые применено в 1930 году химиками Беккером и Стронгом в изобретенной ими кислородно-алюминиевой паяльной лампе.В качестве топлива ученые использовали мелкодисперсный алюминиевый порошок. Для стабилизации горения устройство формировало и постоянно подавало гомогенную суспензию алюминиевого порошка в кислороде. Смесь зажигали горелкой Бунзена. Он загорелся ослепляющим белым пламенем, выпустив большое количество дыма оксида алюминия. Эти частицы были настолько мелкими, что дым не оседал в течение 24 часов. Беккер и Стронг установили, что продукты сгорания содержат около 2% свободного алюминия.Проверяя воздействие пламени паяльной лампы на различные материалы, ученые приблизительно определили температуру пламени. Молибден плавился, а вольфрамовая нить толщиной 1 мм — нет. Таким образом, ученые установили, что температура горения алюминия в смеси с кислородом составляет от 2535 ° C (точка плавления молибдена) до 3400 ° C (точка плавления вольфрама). Чтобы понаблюдать за реакцией горения алюминия и полюбоваться впечатляющими искрами, которые появляются в результате, вы можете провести следующий эксперимент: посыпать алюминиевый порошок в пламени горящей спиртовой горелки, используя фарфоровую ложку или шпатель, чтобы добавить его в очень маленьких количествах. дозы.Вы также можете провести тот же эксперимент с порошком циркония, титана или магния. Когда металлические порошки горят, образуются оксиды Al₂O₃, ZrO₂, TiO₂ и MgO. Не используйте очень мелкие порошки этих металлов, так как они могут взорваться в огне.
Термическая обработка алюминия — Часть II
В своей прошлой статье я обсуждал легирующие элементы, используемые в алюминиевых сплавах. В этой статье я расскажу о термообработке алюминия на твердый раствор.В следующих статьях я расскажу о других единичных процессах термообработки алюминия.
Термическая обработка алюминиевых сплавов
Алюминиевые сплавы классифицируются как поддающиеся термообработке или нет, в зависимости от того, реагирует ли сплав на дисперсионное твердение. В системах из термообрабатываемых сплавов, таких как 7XXX, 6XXX и 2XXX, легирующие элементы проявляют большую растворимость при повышенных температурах, чем при комнатной температуре. Общая последовательность термической обработки алюминия показана на рисунке 1.Обозначение закалки полностью описывает последовательность процесса. Обозначения закалки будут обсуждены в более поздней статье о старении.
Рисунок 1: Общая последовательность термической обработки алюминиевых сплавов.Термическая обработка в растворе
Целью термообработки на твердый раствор является получение максимальной практической концентрации твердого раствора таких упрочняющих веществ, как медь, магний, кремний или цинк. Растворимость этих элементов заметно возрастает с повышением температуры, особенно чуть ниже температуры плавления эвтектики.Следовательно, наиболее подходящая температура для обработки раствора близка к температуре эвтектики, обычно всего на 5–8 ° C (10–15 ° F) ниже температуры эвтектики.
Обработка раствора проводится при температуре, близкой к температуре эвтектики (таблица 1), поэтому хороший контроль и однородность температуры внутри печи важны, чтобы избежать начального (эвтектического) плавления в областях границ зерен. Это может привести к снижению прочности и пластичности. Кроме того, при превышении нормальной температуры раствора иногда встречается закалочное растрескивание.
Таблица 1: Температуры термообработки раствора и температуры плавления эвтектики для сплавов 2ХХХ.Жесткий контроль температуры особенно важен для сплавов 2xxx, таких как 2014, 2017 и 2024, для которых начальная температура плавления эвтектики всего на несколько градусов выше рекомендованной максимальной температуры раствора. Для сплавов серии 7xxx, как правило, допускается более широкий диапазон температур термообработки, чем для сплавов серии 2xxx.
Повышение температуры термообработки с 350 ° C до предела растворимости, затем закалка и искусственное старение приводит к увеличению механических свойств сплава.После достижения предела растворимости мало пользы от повышения температуры термообработки раствора [1] [2] [3]. Однако сообщалось, что повышение температуры термообработки на твердый раствор ускоряет старение [4] и обеспечивает повышение твердости [5].
Время, требуемое при температуре термообработки на твердый раствор, зависит от типа продукта, сплава, отливки или используемой технологии изготовления, а также толщины сечения. Типичное время выдержки показано на рисунке 2. Воздух является обычным теплоносителем, но ванны с расплавленной солью или псевдоожиженные слои предпочтительны для обеспечения более быстрого нагрева.Высокотемпературное окисление, о чем свидетельствует образование небольших округлых пустот или щелей внутри металла, а также вздутия на поверхности, может происходить из-за нагрева алюминиевых изделий при температурах термообработки в растворе во влажной атмосфере.
Рисунок 2: Типичное время выдержки деформируемого алюминия в воздушных печах и печах с соляным или псевдоожиженным слоем.Влияние времени при температуре термообработки раствора на улучшение механических свойств широко изучалось [1] [6]. Увеличенное время термообработки в растворе мало выгодно.Длительность времени, обычно указываемая в спецификациях на термообработку продукта, заключается в том, чтобы гарантировать, что весь продукт с заданной нагрузкой термообработки достигнет температуры процесса. Увеличение времени может вызвать повышенное окисление, образование пузырей и ухудшение свойств из-за роста зерна [7]. Чрезмерное время выдержки также может привести к чрезмерной диффузии поверхности с алюминиевым покрытием [8]. Повторный нагрев плакированных изделий тоньше 0,75 мм (0,030 дюйма) обычно запрещен спецификациями.
Скорость нагрева часто упоминается как причина начала плавления [9].Это связано с S-фазой (Al2CuMg). S-фаза растворяется медленно. Это может привести к локальному неравновесному плавлению при температурах от 475 ° до 490 ° C, если продукт нагревается быстро [10] [11] [12]. При низких скоростях нагрева S-фаза (Al2CuMg) успевает раствориться в матрице, и начального плавления не наблюдается. Начальное плавление алюминиевого сплава показано на рисунке 3.
Рисунок 3: Начальное плавление сплава 2024 года из-за чрезмерных температур термообработки на твердый раствор.Эвтектическое плавление часто не проявляется до тех пор, пока не будут проведены испытания на растяжение или металлографические исследования.Обычно это проявляется в низком удлинении или плохой пластичности. К счастью, эвтектическое плавление часто сопровождается высокотемпературным окислением.
Высокотемпературное окисление — это неправильно названное условие диффузии водорода, которое влияет на алюминиевые поверхности при повышенной температуре [13]. Когда влага встречается с алюминием при высоких температурах, образуется атомарный водород. Этот водород может диффундировать в металл и собираться на границах зерен и дефектах решетки. Это приводит к образованию пузырей и пористости на поверхности (Рисунок 4 и Рисунок 5).
Рисунок 4: Образование пузырей в сплаве 7XXX Рисунок 5: Типичная пористость в результате высокотемпературного окисления.Не все сплавы и формы изделий одинаково уязвимы для этого типа атак. Сплавы серии 7ххх наиболее восприимчивы, за ними следуют сплавы 2ххх. Экструзии являются наиболее восприимчивой формой; поковки вторые. Низкопрочные сплавы, а также листы и листы из алюминиевого сплава относительно невосприимчивы к высокотемпературному окислению.
Влагу можно уменьшить, тщательно просушив детали и стойки перед загрузкой.В стеллажах трубчатой конструкции часто требуются сливные отверстия, чтобы избежать улавливания воды. Другим распространенным требованием является регулировка положения закалочного резервуара по отношению к дверцам печи и воздухозаборнику для уменьшения уноса влаги печью.
Наиболее распространенным методом уменьшения образования пузырей является использование в печи защитного состава, такого как фторборат аммония [14]. Такое соединение обычно эффективно для минимизации вредного воздействия влаги и других нежелательных загрязняющих веществ, поскольку оно образует барьерный слой или пленку на поверхности алюминия.Другие методы включают анодирование алюминиевых поверхностей.
Выводы
В этой короткой статье мы описали основные принципы растворной термообработки алюминия. Выявлено несколько проблемных областей и подробно описаны возможные корректирующие действия.
Если есть какие-либо комментарии к этой статье или предложения по другим статьям, пожалуйста, свяжитесь с редактором или автором.
Список литературы
- П. Бреннер, Luftwissen, vol.7, стр. 316, 1940.
- Б. В. Мотт и Дж. Томпсон, Обработка металлов, т. 14, стр. 228, 1948.
- W. Rosenkrantz, Aluminium, vol. 36, стр. 250, 1960.
- K. L. Dreyer, H. J. Seeman, Aluminium, vol. 26, стр. 76, 1944.
- W. Feldman, Metalwirtschaft, vol. 20, стр. 501, 1941.
- Д. С. Маккензи, на Первой Международной конференции по цветным металлам и технологиям, Сент-Луис, 1997 г.
- Х. Г. Петри, Алюминий, т. 24, стр. 385, 1942.
- Ф. Келлер и Р.Х. Браун, «Распространение в листе Alclad 24S-T», Пер. AIME, т. 156, стр. 377-386, 1944.
- Дж. Э. Хэтч, Алюминий: свойства и физическая металлургия, Металл Парк, Огайо: Американское общество металлов, 1984.
- M. Cook, J. Inst. Металл, т. 79, стр. 211, 1951.
- M. Cook, J. Inst. Металлы, т. 80, стр. 449, 1952 г.
- M. Cook, Proc. Royal Soc., Т. 205А, стр. 103, 1951.
- Б. Р. Штромайер, «Характеристика поверхности алюминиевой фольги, отожженной в присутствии флюобората аммония», App.Прибой. Sci., Т. 40, pp. 249-263, 1989.
- П. Т. Строуп, «Термическая обработка глиноземистых металлов». Патент США 2092033, 7 сентября 1937 г.
металлургия — Дым при плавлении алюминиевых банок с содой
металлургия — Дым при плавлении алюминиевых банок с содой — Обмен химикатовСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Chemistry Stack Exchange — это сайт вопросов и ответов для ученых, преподавателей, преподавателей и студентов в области химии.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 1к раз
$ \ begingroup $Хотите улучшить этот вопрос? Добавьте подробности и проясните проблему, отредактировав этот пост.
Закрыт 11 месяцев назад.
Планирую плавить и лить алюминий из банок из-под соды. Я зашел на страницу qurara, где рассказывается о «горящей» алюминиевой банке, которая может выделять токсичные газы, так как банки покрыты пластиковой внутренней подкладкой. Итак, мой вопрос: имеет ли плавление алюминия такой же эффект? Если да, можно ли смягчить последствия плавления алюминия на открытом воздухе и ношения респираторных масок (не уверен, что они рассчитаны на пары, связанные с пластиком)?
Создан 17 мая ’20 в 16: 412020-05-17 16:41
gfdsalgfdsal16988 бронзовых знаков
$ \ endgroup $ 10 $ \ begingroup $Там будут некоторые органические покрытия, которые будут гореть, производя — кто знает что? Расплавить алюминиевые банки на воздухе у вас не получится, они в основном окисляются.Алюминиевые банки ничего не стоили как металлолом, пока много лет назад не начали коммерческую плавку в инертной (не окислительной) атмосфере. Я видел остатки сгоревших алюминиевых автоцистерн (бензин), осталась только сталь, никаких луж расплавленного алюминия. По-видимому, горящие газы уносят большую часть образующихся оксидов алюминия.
Создан 17 мая ’20 в 19: 022020-05-17 19:22
кузнец471,92233 серебряных знака1010 бронзовых знаков
$ \ endgroup $ 4 $ \ begingroup $В дополнение к проблемам, перечисленным в другом ответе (обычно вы получаете очень низкий выход, потому что большая часть алюминия окисляется, и вам нужно сжечь токсичное пластиковое покрытие), алюминиевые банки сделаны из алюминиевого листа, который скатывается ( горячекатаный / холоднокатаный) и не литой.Используемые сплавы не особенно подходят для литья, (явно названные) литые алюминиевые сплавы намного лучше. Литой алюминий часто встречается в автомобильных деталях, таких как поршни, другие детали двигателя и некоторые колеса. Поскольку они представляют собой большие куски, а не листы, они также не будут окисляться так сильно.
Создан 17 мая ’20 в 22: 492020-05-17 22:49
АляскаРонАляскаРон1111 бронзовых знаков
$ \ endgroup $ 5 Chemistry Stack Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Как работает плавильная печь?
Плавильные печи используются для перегрева твердых материалов до их разжижения.Часто оборудование для термической обработки используется для изменения поверхностных или внутренних характеристик материалов путем осторожного повышения их температуры. В случае металлов это обычно увеличивает пластичность за счет как твердости, так и прочности. Для этого требуется промышленная печь, способная создавать и поддерживать температуры ниже точки плавления материала.Плавильная печь, для сравнения, создает чрезмерные температуры, которые превышают температуру плавления металла и вызывают разложение его физической структуры, что приводит к ожижению.Этот фазовый переход полностью зависит как от температуры, так и от давления. Некоторые металлы могут существовать в жидком состоянии при температуре окружающей среды, за исключением ртути (Hg) и известных эвтектик, таких как сплавы на основе галлия (Ga-).
Для получения однородной расплавленной смеси плавильная печь должна обеспечивать создание и поддержание требуемых температур в течение длительного периода времени. Существует несколько архитектур плавильных печей, способных выполнять этот процесс. В этом сообщении в блоге Thermcraft рассмотрит некоторые из основных типов плавильных печей, доступных сегодня на рынке.
Купольные плавильные печиКупольная плавильная печь обычно содержит вертикальную нагревательную камеру в виде шахты, которая заполнена слоями горючего вещества, такого как кокс и известняк. Входные отверстия позволяют воздуху поступать в камеру для облегчения горения, в то время как рабочая дверца обеспечивает легкий доступ к самой нижней части купола. Здесь сырье превращается в расплавленную смесь, которую можно периодически экструдировать через носик с откидным дном.
Купольные печи являются предпочтительным инструментом для плавки на заводах по производству черных металлов. Архитектура проста и надежна, но необходимо учитывать дополнительные соображения для безопасной вентиляции и контроля выбросов. Часто верхняя часть вала купола закрывается инновационным фильтром, предназначенным для удаления твердых частиц из газообразных отходов.
Индукционные печи Индукционные плавильные печиработают по принципиально другому принципу, чем вагранка.В них используются спиральные нагревательные элементы, встроенные в тигель или встроенные в стенки самой камеры нагрева. Они преобразуют электрическую энергию в тепло, которое излучается через материал с выдающейся степенью термической однородности.
Ограничение использования горючего топлива на предприятии, особенно для обычных плавильных операций, означает более безопасную повседневную работу для персонала и компонентов.